diseÑo de una nueva lÍnea de moldeo en sistema de …
TRANSCRIPT
DISEÑO DE UNA NUEVA LÍNEA DE MOLDEO EN SISTEMA DE COLD BOX
PARA LA PLANTA DE FUNDICIÓN DE FUNDICOM MOSQUERA
WILSON VILLABON AHUMADA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCIÓN Y LOGÍSTICA
BOGOTÁ
2016

DISEÑO DE UNA NUEVA LÍNEA DE MOLDEO EN SISTEMA DE COLD BOX
PARA LA PLANTA DE FUNDICIÓN DE FUDICOM MOSQUERA
WILSON VILLABON AHUMADA
Código: 20122019018
TRABAJO DE GRADO PARA OPTAR POR EL TÍTULO DE ESPECIALISTA EN INGENIERÍA
DE PRODUCCIÓN Y LOGÍSTICA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
Director Proyecto:
Lindsay Álvarez Pomar
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCIÓN Y LOGÍSTICA
BOGOTÁ
2016
Nota de aceptación ____________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Firma del presidente de Jurado
____________________________________
Firma del Jurado ____________________________________ Firma del Jurado ____________________________________

4
Ni la universidad, ni los jurados son responsables por los conceptos emitidos, de ello son responsables únicamente los autores y su responsabilidad se soporta con las fuentes empleadas
5
AGRADECIMIENTOS
Los autores manifiestan sus más sinceros agradecimientos a las siguientes personas y entidades por su valiosa colaboración en el diseño, formulación y desarrollo del proyecto. FUNDICOM SA. Fundiciones y Componentes Automotores SA, por motivar el desarrollo del proyecto y por su disposición para brindar su experiencia, conocimiento y expectativas en lo referente al Proceso de Moldeo. LUIS EDUARDO MEDINA CAUCALI y LINDSAY ÁLVAREZ POMAR. Profesores de la Universidad Distrital Francisco José de Caldas. Por su profesionalismo y experiencia, que sumada a su ética dirigieron en la ejecución del proyecto.

6
CONTENIDO
GLOSARIO ............................................................................................................ 15
INTRODUCCIÓN ................................................................................................... 17
1 PLANTEAMIENTO DEL PROBLEMA ............................................................. 19
2 FORMULACIÓN PROBLEMA ......................................................................... 24
2.1 SISTEMATIZACIÓN DE PROBLEMA .................................................................................... 24
3 ANTECEDENTES ........................................................................................... 25
4 JUSTIFICACIÓN ............................................................................................. 29
5 OBJETIVOS .................................................................................................... 32
5.1 GENERAL ........................................................................................................................... 32
5.2 GENERALES ........................................................................................................................ 32
6 DESCRIPCIÓN DEL PROCESO ..................................................................... 33
6.1 RESEÑA HISTÓRICA FUNDICOM S.A. ................................................................................. 33
6.1.1 Misión........................................................................................................................ 34
6.1.2 Visión ......................................................................................................................... 34
6.1.3 Política de Calidad ..................................................................................................... 35
6.2 MERCADO ......................................................................................................................... 35
6.3 PRODUCTOS ...................................................................................................................... 36
6.4 REQUERIMIENTOS DE LOS CLIENTES ................................................................................ 36
6.4.1 Kaizen ........................................................................................................................ 36
6.4.2 MGC .......................................................................................................................... 36
6.4.3 ISO / TS 16949. .......................................................................................................... 37
6.5 DESCRIPCIÓN DEL SISTEMA DE PRODUCCIÓN .................................................................. 37
6.5.1 Planta de Fundición ................................................................................................... 37
6.5.2 Infraestructura .......................................................................................................... 37
6.5.3 Planta de personal .................................................................................................... 37
6.6 PLANTA DE FUNDICION ..................................................................................................... 38
6.7 PLANTA DE MECANIZADO ................................................................................................. 45
7
6.8 TAMIZADO DE ARENAS ..................................................................................................... 46
7 MARCO TEÓRICO .......................................................................................... 49
7.1 TIPOS DE MOLDES PARA FUNDICIÓN ............................................................................... 49
7.1.1 Moldes de arena en verde ........................................................................................ 49
7.1.2 Moldes con capa seca. .............................................................................................. 49
7.1.3 Moldes con arena seca. ............................................................................................ 50
7.1.4 Moldes de arcilla. ...................................................................................................... 50
7.1.5 Moldes furánicos. ...................................................................................................... 50
7.1.6 Moldes de CO2. ......................................................................................................... 50
7.1.7 Moldes de metal. ...................................................................................................... 51
7.2 MÁQUINAS PARA MOLDEO. ............................................................................................. 51
7.2.1 Máquinas de moldeo por sacudida y compresión .................................................... 51
7.2.2 Máquinas de sacudida y vuelco con retiro del modelo ............................................ 51
7.2.3 Máquina lanzadora de arena .................................................................................... 51
7.2.4 PLANEACIÓN Y CONTROL DE LA PRODUCCIÓN ........................................................ 52
7.3 COMERCIALIZACIÓN EN EL SECTOR AUTOMOTRIZ ........................................................... 52
8 PARÁMETROS GENERALES DE DISEÑO .................................................... 54
8.1 PARÁMETROS DE ESPACIO ................................................................................................ 54
8.2 EQUIPOS EXISTENTES ........................................................................................................ 56
9 ALTERNATIVAS DE SOLUCIÓN .................................................................... 57
9.1 MOLDEO EN ARENA EN VERDE ......................................................................................... 59
9.1.1 Ventajas y desventajas. ............................................................................................. 60
9.2 MOLDEO EN CASCARA O SHELL MOLDING ....................................................................... 61
9.2.1 Ventajas y desventajas. ............................................................................................. 63
9.3 MOLDEO QUIMICO. .......................................................................................................... 64
9.3.1 Ventajas y desventajas. ............................................................................................. 65
9.4 MOLDEO COLD BOX. ......................................................................................................... 66
9.4.1 Ventajas y desventajas. ............................................................................................. 68
10 SELECCIÓN DE ALTERNATIVA ................................................................. 69
11 DESCRIPCION PRELIMINAR ..................................................................... 70
8
12 DESCRIPCIÓN DEL PROCESO ................................................................. 70
13 DISEÑO DE UN SISTEMA PRODUCTIVO. ................................................. 75
13.1 INVESTIGACIÓN DE MERCADOS ........................................................................................ 75
13.1.1 Necesidades del Cliente. ........................................................................................... 76
13.2 LA FUNDICIÓN EN EL MUNDO. ......................................................................................... 80
13.3 LA FUNDICIÓN EN COLOMBIA. .......................................................................................... 83
13.3.1 Análisis de Fortalezas y Debilidades de Fundicom S.A. respecto a sus competidores.
84
14 DISEÑO DE PRODUCTO. ........................................................................... 85
14.1 PRODUCTO. ....................................................................................................................... 85
14.1.1 Factores de desarrollo del producto. ........................................................................ 86
14.1.2 Factores de desarrollo frente al mercado. ................................................................ 86
14.2 PROCESO DE FABRICACIÓN. .............................................................................................. 88
14.2.1 Definición de las especificaciones del cliente para los discos de freno. ................... 89
14.2.2 Diagrama Funcional. ................................................................................................. 90
14.3 LISTAS DE CHEQUEO ......................................................................................................... 91
14.3.1 Quality Function Deployment ................................................................................... 91
14.3.2 Diagrama de procesos de fabricación de discos de freno ........................................ 99
15 DIMENSIONAMIENTO DEL SISTEMA. ..................................................... 101
15.1 DIMENSIONAMIENTO DEL PUESTO DE TRABAJO. .......................................................... 106
15.2 DIMENSIONES DE LA MAQUINA: .................................................................................... 107
15.3 DISPOSITIVOS INFORMATIVO VISUALES (DIV) ................................................................ 108
15.4 CALCULO DE ÁREAS ......................................................................................................... 112
15.4.1 Diagrama de actividades ......................................................................................... 113
15.5 DIMENSIONAMIENTO DEL SISTEMA LOGÍSTICO ............................................................. 115
ANEXOS ................................................................................................................................... 119
ANEXO 1. Clientes Nacionales, Extranjeros y Proveedores .................................................... 119
Clientes Nacionales de Fundicom S.A. .................................................................................... 119
Clientes para Exportación ....................................................................................................... 119
Proveedores ............................................................................................................................ 119

9
10
LISTADO DE ILUSTRACIONES
Ilustración 1. Foto fachada FUNDICOM S.A .......................................................... 33
Ilustración 2. Sus productos ................................................................................... 34
Ilustración 3. Organigrama .................................................................................... 38
Ilustración 4. Mecanizado modelos CNC ............................................................... 39
Ilustración 5. Modelos ............................................................................................ 39
Ilustración 6. Silos de almacenamiento de arena................................................... 40
Ilustración 7. Molino preparación de arenas ......................................................... 40
Ilustración 8. Machos en Shell. .............................................................................. 41
Ilustración 9. Macho en Shell ................................................................................. 41
Ilustración 10. Sistema 2 ........................................................................................ 41
Ilustración 11. Sistema 1 ........................................................................................ 41
Ilustración 12. Salida de Material ........................................................................... 42
Ilustración 13. Fusión en hornos ............................................................................ 42
Ilustración 14. Vaciado ........................................................................................... 42
Ilustración 15. Esmerilado ...................................................................................... 43
Ilustración 16. Esmerilado ...................................................................................... 43
Ilustración 17. Diagrama de Bloques, proceso de fabricación ............................... 43
Ilustración 18. Descripción de las operaciones de fabricación de una pieza ......... 44
Ilustración 19. Maquinas CNC ............................................................................... 45
Ilustración 20. Maquinas CNC ............................................................................... 45
Ilustración 21. Control Calidad ............................................................................... 45
Ilustración 22. Arena de planta .............................................................................. 47
Ilustración 23. Arena de moldeo ............................................................................ 47
Ilustración 24. Diagrama de recorrido bandas trasportadoras ............................... 47
Ilustración 25. Ubicación FUNDICOM .................................................................... 54
Ilustración 27. Planta de fundición. Área y recorrido de las bandas transportadoras
............................................................................................................................... 55
Ilustración 26. Plano planta .................................................................................... 55
Ilustración 28. Maquina Disa .................................................................................. 60
Ilustración 29. Maquina shell molding .................................................................... 63
Ilustración 30. Maquina No bake ............................................................................ 65
Ilustración 31. Maquina VIC HV3 ........................................................................... 67
Ilustración 32: Fundición de metales en el mundo ................................................. 80
Ilustración 33: Países con mayor participación en el sector de la fundición . 81
11
Ilustración 34: Uso final de la fundición ............................................................ 82
Ilustración 35: Matriz DOFA Fundicom vs. Competencia ................................. 84
Ilustración 36. Ciclo de vida de discos de freno ..................................................... 85
Ilustración 37. Disco de freno................................................................................. 88
Ilustración 38. Diagrama funcional ......................................................................... 90
Ilustración 39 Diagrama de proceso Disco de freno ............................................ 100
Ilustración 40. Presupuesto de ventas de discos de freno de Fundicom S.A. para el
2013 ..................................................................................................................... 105
Ilustración 41. Demarcación área de trabajo ....................................................... 106
Ilustración 42. Requerimiento de espacio ............................................................ 107
Ilustración 43. Dimensiones de la maquina ......................................................... 107
Ilustración 44. Dimensionamiento del puesto de trabajo ...................................... 108
Ilustración 45. Criterios de ergonomía ................................................................. 109
Ilustración 46. Criterios de ergonomía ................................................................. 109
Ilustración 47. Diseño del puesto de trabajo ........................................................ 110
Ilustración 50. Layout de planta ........................................................................... 113
Ilustración 51. Dibujo 3D Maquina ....................................................................... 113
Ilustración 52. prioridades de áreas ..................................................................... 114
Ilustración 53. Diagrama relacional de actividades y recorridos .......................... 115
Ilustración 54. Norma técnica de producto ........................................................... 116
12
LISTADO DE TABLAS Tabla 1. Fundición en Colombia Estados Financieros 2012 .................................. 29
Tabla 2. Tabla granulometría arena ....................................................................... 48
Tabla 3. Equipos existentes ................................................................................... 56
Tabla 4. Calificación valores de diseño .................................................................. 57
Tabla 5. Parámetros de diseño .............................................................................. 58
Tabla 6. Resultado Disamatic ................................................................................ 61
Tabla 7. Resultado Shell Molding .......................................................................... 64
Tabla 8. Moldeo químico ........................................................................................ 66
Tabla 9. Moldeo Cold Box ...................................................................................... 68
Tabla 10. Ponderación de resultados .................................................................... 69
Tabla 13. Escala de valoración de calidad ............................................................. 77
Tabla 14. Escala de valoración del criterio del precio de venta ............................. 77
Tabla 15. Escala de valoración del criterio de tiempos de entrega ........................ 77
Tabla 16. : Escala de valoración del criterio de servicio post-venta ....................... 78
Tabla 17. Escala de valoración del criterio solvencia económica .......................... 78
Tabla 18. Escala de valoración del criterio de reconocimiento de marca .............. 78
Tabla 19. Valoración de las necesidades de los clientes de discos de freno ......... 79
Tabla 11. Usos finales de fundición ....................................................................... 82
Tabla 12. Conpetidores de Fundicom en Colombia ............................................... 83
Tabla 20. Tabla de seguridad en discos de freno. ................................................. 87
Tabla 21. Lista de características y variables definidas por el cliente para el
proceso de fabricación de los discos de freno ....................................................... 89
Tabla 22. Lista de chequeo .................................................................................... 91
Tabla 23. Solvencia económica ............................................................................. 92
Tabla 24. Aspecto de servicio ................................................................................ 93
Tabla 25. Aspecto de instalación ........................................................................... 93
Tabla 26. Aspecto de uso ...................................................................................... 93
Tabla 27. Calificación para los atributos de la matriz QFD .................................... 94
Tabla 28. Calificación matriz QFD ......................................................................... 95
Tabla 29. Calificación matriz QFD respecto a los requerimientos técnicos de los
discos de freno ....................................................................................................... 97
Tabla 30. Relación de tiempos de fabricación ..................................................... 101
Tabla 31. Hoja de procesos disco ........................................................................ 102
13
Tabla 32. Pesos discos ........................................................................................ 103
Tabla 33. Historicos demanda ............................................................................. 103
Tabla 35. Pronóstico 2015 para discos de freno de la referencia 1: Disco de Spark
............................................................................................................................. 104
Tabla 36. Pronóstico 2015 para discos de freno de la referencia 2: Disco de Sail
............................................................................................................................. 104
Tabla 37. Pronóstico 2014 para discos de freno de la referencia 3: Disco de Sail
............................................................................................................................. 105
Tabla 38. Distribución de planta........................................................................... 110
Tabla 39. Calificación y criterios .......................................................................... 114
14
LISTADO DE GRÁFICOS
Gráfico 1. Estudio de mercado necesidades del cliente ........................................ 79
Gráfico 2. Gráfica de priorización QFD respecto a los requerimientos técnicos de
los discos de freno ................................................................................................. 98
15
GLOSARIO
ARENA SÍLICE: es un compuesta resultante de la combinación del Sílice con el
Oxígeno. Su composición química está formada por un átomo de sílice y dos
átomos de Oxigeno, formando una molécula muy estable: Si O2.
DISPOSITIVO: aparato, artificio, mecanismo, artefacto, órgano, elemento de un
sistema.
FUNDICIÓN: se denomina fundición al proceso de fabricación de piezas,
comúnmente metálicas pero también de plástico, consistente en fundir un material
e introducirlo en una cavidad, llamada molde, donde se solidifica.
GRANULOMETRÍA: es la medición de los granos de una formación sedimentaria y el cálculo de la abundancia de los correspondientes a cada uno de los tamaños previstos por una escala granulométrica.
GRANZÓN: cada pedazo grueso de mineral que no pasa por la criba. II Ven. Arena gruesa. II pl. Nudos de la paja que quedan cuando se criba.
IMPUREZAS: una Impureza, es una sustancia dentro de un limitado volumen de líquido, gas o sólido, que difieren de la composición química de los materiales o compuestos. KAIZEN: estrategia o metodología de calidad en la empresa y en el trabajo, tanto individual como colectivo.
MALLA: tejido de pequeños anillos o eslabones de hierro o de otro metal, enlazados entre sí.
MODELO: representación que se sigue como pauta en la realización de algo. Objeto que se fabrica en serie y que tiene las mismas características que los que pertenecen a su mismo tipo. MOLINO: máquina o mecanismo que sirve para triturar una materia hasta reducirla a trozos muy pequeños o a polvo.
16
NOYOS: partes del molde que sirven para obtener las cavidades u orificios de las
piezas fundidas. También reciben el nombre de almas o núcleos.
RASQUETA: paleta especial para raspar y limpiar.
TAMIZADO: el Tamizado es un método físico para separar mezclas. Consiste en hacer pasar una mezcla de partículas sólidas de diferentes tamaños por un tamiz o colador. Las partículas de menor tamaño pasan por los poros del tamiz atravesándolo y las grandes quedan retenidas por el mismo.
17
INTRODUCCIÓN
La fundición es el proceso de producción de un objeto metal por vaciado de un metal fundido dentro de un molde y que luego es enfriado y solidificado. Desde tiempos antiguos el hombre ha producido objetos de metal fundido para propósitos artísticos o prácticos. Con el crecimiento de la sociedad industrial, la necesidad de fundición de metales ha sido muy importante. El metal fundido es un componente importante de la mayoría de maquinarias modernas, vehículos de transporte, utensilios de cocina, materiales de construcción, y objetos artísticos y de entretenimiento. También está presente en otras aplicaciones industriales tales como herramientas de trabajo, maquinarias de manufactura, equipos de transporte, materiales eléctricas y electrónicas, objetos de aviación, etc. La mejor razón de su uso es que puede ser producida económicamente en cualquier forma y tamaño. El tipo más común de molde de fundición es hecho de arena y arcilla, en donde el diseño forma una cavidad en la cual se vaciará el material fundido. Los moldes deben ser fuertes, resistentes a la presión del metal fundido, y suficientemente permeable para permitir el escape de aire y otros gases desde la cavidad de los moldes. El material del molde también debe resistir la fusión con el metal.
La fundición es una de las profesiones más antiguas. La producción de diseños para ser usados en fundición requiere cuidado, precisión y técnica. El proceso de fundición tradicional ha sido reemplazado por una fundición mecanizada. Con la crisis energética de años recientes, la racionalización de líneas de producción automática y mecánica ha reducido el costo del producto y han elevado su calidad siendo un paso esencial en el desarrollo de la fundición. Las industrias de fundición en el mundo han desarrollado, en efecto, desde equipos de mecanizado simples hasta líneas de producción automáticas y continuas. 1 A medida que se va progresando en la manera como se produce la fundición, a su vez también va evolucionando la forma como se generan los desperdicios de fundición, no obstante también avanzan casi de la mano las prevenciones y las maneras de cómo evitar todos estos desperdicios. Hoy día existen muchos métodos de cómo trabajar las arenas de fundición y hacerlas más óptimas para el proceso de producción de piezas fundidas.
1 Información de proveedores: preliminares para plantas industriales.
18
Para llevar a cabo este tipo de manufactura, el mercado nos presenta gran cantidad de opciones. Maquinaria y equipo con diferentes particularidades que se adaptan a las necesidades de cada organización, según sea el caso. Desde este punto de vista y teniendo en cuenta las diferentes variables y características, nuestro proyecto busca la implementación de una nueva línea de moldeo que garantice unas óptimas condiciones en el molde, y que a su vez permita la obtención de piezas bien formadas conservando el buen estado desde la extracción de la arena suministrada durante el proceso de moldeo hasta entregar la pieza terminada. Conservando esta idea, se busca crear un layout que permita mejorar los niveles de producción en toda la planta y reduciendo de la misma manera el costo por referencia, aumentando así la utilidad de la compañía.
19
1 PLANTEAMIENTO DEL PROBLEMA
Cambiar la manera de actuar para satisfacer la demanda de los clientes y de igual manera aumentar los beneficios de los inversionistas, se ha convertido en uno de los más importantes retos de la actualidad. Anteriormente, el crecimiento organizacional se daba de una manera lenta, afirmando la idea de prosperar manteniendo sus procesos estables. Hoy en día la competitividad en los negocios es más fuerte y cada organización tiende a implementar sus mejoras, si no en todas, en la mayoría da actividades, áreas u operaciones de manera continua tratando de convertir la innovación en un hábito. El crecimiento de Fundicom va de la mano con el desarrollo de la industria automotriz. En el contexto del desarrollo industrial orientado por la política de sustitución de importaciones, la industria automotriz es concebida como factor activo dentro del desarrollo del sector de la metalmecánica, especialmente en la fabricación de partes y piezas para automóviles. Para las ensambladoras y para los autopartistas el cambio continuo de modelos y las innovaciones técnicas introducidas por los productores de automóviles, que constituye la clave de su supervivencia en la competencia internacional, representa una gran oportunidad. Las casas matrices cuidan su prestigio y por lo tanto exigen calidad en sus productos. Por otra parte, las innovaciones técnicas se van imponiendo a través de la competencia, pero a veces son tan radicales que difícilmente pueden ser 'adaptadas' por la industria nacional de autopartes. Aunque en la empresa se ha logrado realizar parcialmente diseños y unificar componentes que sirven para diferentes modelos, la necesidad de adaptación a las innovaciones tecnológicas cambiantes de las casas matrices supone ante todo un problema para estabilizar los costos, que aunque puedan ser transferidos parcialmente a las ensambladoras y a los clientes, crea un problema a la empresa. En estas condiciones, los autopartistas se encuentran en la encrucijada ejercida por los clientes sobre la base de que si los fabricantes nacionales no ofrecen productos similares a los originales, las ensambladoras los importan. Desde este punto de vista, aunque su entorno se pueda ver algo complejo, se encuentra un gran enlace entre el mercado autopartista y el papel que juega el desempeño de los costos de producción para el aumento de la productividad de Fundicom así como también de su competitividad.
20
Las importaciones del sector en la última década han tenido un crecimiento del 2.3%, para el año 1995 las importaciones ascendieron a 1.898 millones de dólares y para el año 2004 se importaron 1.943 millones. No obstante que el crecimiento presentado por las importaciones es leve, al desglosar el sector en Autopartes y en Vehículos, el crecimiento en la importación de autopartes específicamente es más significativo, entre el año 1994 y 2004 las importaciones de autopartes han crecido en un 35% al pasar de 1.034 millones de dólares en 1994 a 1.399 Millones en el año 20042. Para definir, claramente el problema, los causales se van a definir desde los diferentes niveles de la organización, es decir, el nivel estratégico, táctico y operativo. Inicialmente, en el nivel estratégico tenemos: Hay una gran oportunidad de mercado para el sector automotor por lo tanto la planta de FUNDICOM S.A. tiene la posibilidad de entrar a competir en este mercado importante. Para este objetivo FUNDICOM S.A. cuenta con una línea de producción de moldeo por arena en verde que produce piezas, principalmente para el sector automotor, en hierro gris y hierro nodular. Debido al incremento en la demanda de piezas fundidas, tanto de autopartes, como piezas de exportación la planta ha venido creciendo y, como consecuencia de este desarrollo, se han venido conseguido diferentes negociaciones que incluyen inversiones sobre la infraestructura actual de la empresa.
Dicho problema se debe, esencialmente a:
La falta de capacidad de producción en el área de moldeo, puesto que es un
proceso que no se ha renovado tecnológicamente.
Los equipos de moldeo existentes no tienen un plan de mantenimiento
establecido basado en alguna de las filosofías existentes (TBM, CBM o
cualquiera aplicable) que garantice la confiabilidad, disponibilidad y
mantenibilidad de los mismos.
Las actuales actividades de mantenimiento son costosas, valores que recaen
sobre el consumidor final reflejado en el precio de venta de las partes
fabricadas, esto impacta negativamente la competitividad de Fundicom.
En los últimos años, e incluso meses, se ha evidenciado el aumento de esta
problemática y con ello:
2 Manual estadístico de Acolfa Nº 25

21
La ampliación de los costos de producción ocasionados por el represamiento de
órdenes de producción no manufacturadas y de productos en proceso. La
industria regional tiene costos relativamente altos, sin ser Fundicom la
excepción, si se los compara con los de los países industrializados, aún en
aquellas líneas de producción en donde la disponibilidad de factores podría
hacer prever ciertos niveles de competitividad en los mercados mundiales.
Altos costos afectan la capacidad real de consumo de la población colombiana,
haciéndole más difícil el acceso a una serie de bienes que satisfacen
necesidades básicas, o que permitirían la incorporación de la población a
modos de vida más modernos y satisfactorios. De la misma manera, para la
industria autorpartista nacional, se le hará más difícil la expansión de las
exportaciones, pues se le quita competitividad a la producción local de
manufacturas. Las causas de esos altos costos, se explican principalmente por
factores macroeconómicos y tienen que ver con el entorno económico general
en que deben funcionar las empresas industriales. También se deben en
muchos casos a deficiencias, y a falta de recursos, en las empresas mismas.
Si se analiza el coeficiente de industrialización de Colombia (proporción del
valor agregado en el sector industrial frente al total del PIB), es inferior al
conjunto de países de la América Latina. Nuestro nivel actual de
industrialización es inferior al de México, Argentina, Brasil y Chile, lo cual no era
así en décadas anteriores. En efecto, el coeficiente colombiano bajó, de 22.6 en
la década del 70 a 21.4 en los ochenta3.Esto indica una tendencia a la
desindustrialización. Si comparamos con la década del setenta, es evidente que
el esfuerzo industrial no ha correspondido al tamaño global de la economía
nacional, ni al grado de urbanización a que ésta ha llegado, ni a la necesidad de
crear una capacidad exportadora en manufacturas. O sea, la industria
autopartista es pequeña en términos relativos y en términos absolutos.
La mejora de los tiempos de entrega de la competencia
La penetración de nuevos competidores al mercado mundial con menores
precios de venta, como las grandes fábricas chinas de productos del hierro
que aumentan su calidad de manufactura rápidamente, estando día a día
más cerca del estándar nacional, lo que hasta hoy se consideraba como el
3 Biblioteca Virtual Luis Angel Arango
22
factor diferenciador en nuestro país: la alta calidad del producto y las
entregas rápidas y oportunas.
La tendencia en el crecimiento de las importaciones de autopartes provenientes
de China a lo largo de la década ha sido progresiva, en el año 1995 Colombia
importaba de China 3 millones de dólares en autopartes y en el año 2009 las
importaciones llegaron a 59 millones, lo que significa un crecimiento de 1.866%.
Así mismo China en el año 1994 ocupaba el lugar número 19 en origen de
importación de autopartes y en el año 2009 pasó a ocupar el cuarto lugar, después
de Japón, USA y Brasil, demostrando una tendencia a que China pronto se
convertirá en el principal país de origen de las importaciones de autopartes en
Colombia4. Es importante resaltar que el comportamiento de la participación de las
importaciones de autopartes provenientes de China dentro del total de
importaciones de autopartes en Colombia, ha sido creciente en la última década,
en el año 1995 representa el 0.3% y para el año 2004 pasó a ser el 5%. Dentro de
los principales importadores de autopartes se encuentran compañías como
Coéxito S.A., TYG Colombia Ltda., Sociedad industrial Metaleléctrica S.A.,
Incolbestos, Superpolo, UNITED Motors de Colombia S.A entre otras.
Desde el nivel táctico, se tiene:
Lo anterior, ha generado un problema creciente en cuanto al suministro de los
productos desde la planta de fundición a la planta de mecanizado y por
consiguiente a los otros clientes externos, a los cuales se les suministra
únicamente el producto en fundición. También se evidencia el efecto que tiene la
falta de capacidad de producción en el área de moldeo, puesto que es un proceso
que no se ha renovado tecnológicamente y además, la mejora de los tiempos de
entrega de la competencia, igual que en el nivel estratégico, también afecta el
componente táctico de Fundicom S.A.
Desde el punto de vista operativo, se tiene:
El incremento de quejas de los compradores por insatisfacción con los tiempos de
entrega, llegando hasta la pérdida de algunos de los clientes más representativos.
Incluso se han frenado algunos desarrollos de piezas para otros clientes nuevos.
Se ha detectado que de los problemas a solucionar, se encuentra el focalizado en
las líneas de moldeo cuya principal característica es que su fabricación se
enmarca en un proceso en línea, donde sus tiempos perdidos impactan
23
fuertemente la secuencia de las actividades subsiguientes e inclusive se puede
llegar a detener todo el proceso de fabricación de las demás referencias. Dicho
problema se debe, esencialmente a:
La falta de capacidad de producción en el área de moldeo, puesto que es un
proceso que no se ha renovado tecnológicamente (igual que a nivel estratégico
y táctico).por paradas debido a la cantidad de averías que presenta.
El equipo actual de moldeo presenta altos tiempos perdidos
Los equipos de moldeo existentes no tienen un plan de mantenimiento
establecido basado en alguna de las filosofías existentes (TBM, CBM o
cualquiera aplicable) que garantice la confiabilidad, disponibilidad y
mantenibilidad de los mismos.
Se puede afirmar que en el mediano plazo en Fundicom S.A., se incrementarán
los niveles de incumplimiento de fechas prometidas de entrega, lo que generará
mayor insatisfacción de los clientes representado finalmente en la pérdida de
inclusión en el mercado.
La mejora en los tiempo de entrega de la competencia (efecto, también a nivel
estratégico y táctico).
Para evitar que esto continúe sucediendo, es necesario intervenir el sistema
productivo desde los 3 componentes de la organización, el componente
estratégico, táctico y operativo, a diferente nivel, como lo explican los párrafos
anteriores. A nivel de planta, la actividad de moldeo de Fundicom S.A, requiere
intervención en el sentido que es de las operaciones en la que la planta necesita
más dinamismo y capacidad de reacción. Esta requiere cumplir con la
programación de la producción y con los tiempos de entrega pactados con los
clientes, lo que demanda directamente un plan de inversión que ayude a
incrementar la productividad y reducir costos en el área de moldeo.
24
2 FORMULACIÓN PROBLEMA
Con base en el análisis de la situación presentada, nace la siguiente pregunta:
¿Existe alguna opción que permita al departamento de producción de la planta de
fundición suplir la necesidad de suministro de piezas a sus clientes, y que a su
vez sea el indicado para garantizar la productividad y la competitividad requerida
por la empresa, de tal manera que se puedan cumplir con las metas de producción
y generando también beneficios a los inversionistas?
2.1 SISTEMATIZACIÓN DE PROBLEMA
Ahora bien, de la pregunta anterior se desprenden los siguientes interrogantes:
¿Qué segmento del mercado del sector de autopartes presenta la oportunidad de
absorber la producción que pueda generar el nuevo modelo de fundición a
implementar en la Empresa?, ¿Cuáles serían las necesidades de los clientes a
identificar de tal manera que la adquisición de la máquina pueda suplirlas?,
¿ cómo sería el producto a producir con la máquina de moldeo?, ¿Cuál sería la
forma adecuada de implementar un nuevo sistema de moldeo?, ¿cuál sería el
proceso de fabricación seleccionado para adquirir la maquinaria de moldeo?,¿ con
cuanta eficiencia y cuáles son la diferentes capacidades con las que cuenta la
máquina de moldeo? ¿Cuál es el dimensionamiento de la máquina y del área a
ocupar por la misma?, ¿Cuál es el dimensionamiento logístico de los productos a
fabricar con la máquina de moldeo? Y finalmente, ¿La aplicación de esta línea de
producción realmente incrementa la productividad de la planta y con ello los
niveles de satisfacción de los clientes en cuanto al cumplimiento dentro de las
fechas requeridas por ellos mismos?

25
3 ANTECEDENTES
La utilización de los metales, marca dentro de la historia de nuestro planeta una etapa tan decisiva como los más sensacionales descubrimientos de nuestro moderno mundo contemporáneo; sin equivocación, ella llegó a ser la piedra angular del desarrollo actual. Su importancia es tal, que los sabios e historiadores no pudieron definir mejor las fronteras de las épocas o eras, que con palabras alusivas: edad de bronce o edad de piedra. El abandono del uso de la piedra como materia prima natural y la búsqueda de mejores materiales, debía satisfacer la necesidad de fabricar herramientas y armas que al hombre de entonces, le permitiera sobrevivir en un medio donde la competencia con los animales de la época era totalmente desventajosa, sin contar con las rigurosas condiciones de desenvolvimiento habitacional. Todo ello forzó la búsqueda de materiales y procesos para conformar metales, que se descubrirían al finalizar la edad de piedra, dando paso al nacimiento de la metalurgia. La fundición de metales es una tecnología prehistórica, pero que aparece recientemente en los registros de la arqueología. Nació cuando los antiguos usaron las tecnologías del fuego, llamadas piro tecnologías las cuales proveyeron las bases del desarrollo de la fundición. Se usó el calor para lograr hierro esponjoso y el barro quemado para producir cerámica. Los objetos metálicos antiguos que conocemos, tienen más de 10.000 años y no se produjeron por fusión, sino que fueron forjados; eran pequeños pendientes y collares, los cuales fueron martillados de pepitas de cobre nativo y no requirieron soldadura. El periodo arqueológico en el cual el trabajo del metal tomó lugar, fue el Neolítico. Los metales nativos fueron tal vez considerados simplemente como otro tipo de piedra y usaron los mismos métodos de trabajo empleados con la piedra. Así el cobre se empezó a trabajar como una piedra, la aparición del hierro esponja y de cerámicos en el Neolítico, evidencia que el fuego se usó para otros materiales al igual que para la piedra. La fecha exacta del inicio de la fundición como proceso no se conoce. Todo parece indicar que el hierro fue descubierto bajo el mandato del emperador chino FOU-HI aproximadamente en el año 5.000 A.C.
26
La búsqueda de mejores materiales, debía satisfacer la necesidad de fabricar herramientas y armas que al hombre de entonces le facilitaran la supervivencia y la competencia con los animales y el medio. Los arqueólogos llaman calcolítico al período en el cual los metales fueron por primera vez dominados y precedió a la edad de bronce, aproximadamente entre el 5000 y 3000 A.C. Análisis de objetos antiguos sugieren que la forja del metal se conoció antes de desarrollar la fusión de los metales; los hornos eran rudimentarios, no obstante la evidencia demuestra la gran habilidad para lograr elevadas temperaturas, usando como combustible el carbón de leña. Los moldes eran de piedra. Se aplicó el tradicional uso de la piedra al trabajo de la piro tecnología. Las que se tallaban tenían textura blanda, como la esteatita y la andesita. La mayoría de los moldes eran abiertos y no necesariamente hechos para objetos planos, algunos moldes eran multitrabajo y tenían cavidades talladas en cada lado del bloque de piedra. En la edad de bronce inicialmente, se trabajaron los metales en frío por martilleo, para fabricar armas y herramientas. No se sabe ciertamente cómo se introdujo el fuego para el trabajo de los metales, pero existen hipótesis que atribuyen esto al azar, donde accidentalmente un incendio forestal provocaría las altas temperaturas necesarias para reducir rocas metalíferas, mostrando la forma de obtener mejor materia prima para el trabajo de los metales. Parece ser que el trabajo del cobre y el bronce nació entre los años 5.000 y 3.000 A.C. entre los pobladores de Asia Occidental y la costa del Mediterráneo. Se piensa que estos metales se obtenían por fusión de ricos minerales de "malaquita", usando como combustible el carbón de leña. Para ello se utilizarían hornos de arcilla de tiro natural, obteniendo pequeñas cantidades de un material esponjoso que sería conformado por martillado. Gracias al hallazgo de armas, utensilios, monedas, estatuas, y otros objetos; en poblaciones Sirias, Egipcias, Hebreas y Europeas, es posible afirmar que el hierro era trabajado siete siglos antes de Cristo. También en el templo de Karnak en el Valle del Nilo, se encontró un mural con la representación se una fundición que existió en el año 1.500 A.C. La mayoría de los objetos fabricados por los egipcios eran aleaciones de cobre con estaño, arsénico, oro y plata. Los moldes fueron manufacturados en piedra blanda, donde tallaron la cavidad de la pieza a fabricar. Parece ser que inicialmente, se vaciaba cobre en moldes abiertos y que posteriormente en la edad de bronce, aparecería el vaciado en moldes cerrados, haciendo uso de una técnica que hoy se asemejaría al moldeo a la cera perdida.

27
El progreso en la fabricación de piezas cada vez más complejas tales como espadas, ruedas, campanas y otros objetos, desembocan en la aparición del hierro en la antigua Grecia en las vecindades del primer milenio A.C.. Mas tarde varias culturas trabajarían el hierro, apareciendo piezas aleadas, sin embargo, serían muchos años después, cuando se conocería la forma de reducir grandes cantidades de minerales ferrosos.4 La fundición es el proceso de producción de un objeto de metal por vaciado de metal fundido dentro de un molde y que luego es enfriado y solidificado. Desde tiempos antiguos el hombre ha producido objetos de metal fundido para propósitos artísticos o prácticos. Las piezas fabricadas con este método se caracterizan por una gran precisión en la forma (obtenida con frecuencia sin necesidad de tratamiento posterior, incluso en el caso de complicadas formas geométricas), y por una gran diversidad de aleaciones específicas, así como por sus diferentes grados de densidad, que abarcan desde aleaciones muy porosas hasta muy densas5 El metal fundido es un componente importante de la mayoría de maquinarias modernas, vehículos de transporte, utensilios de cocina, materiales de construcción, y objetos artísticos y de entretenimiento. También está presente en otras aplicaciones industriales tales como herramientas de trabajo, maquinarias de manufactura, equipos de transporte, materiales eléctricas y electrónicas, objetos de aviación, etc. La mejor razón de su uso es que puede ser producida económicamente en cualquier forma y tamaño. El tipo más común de molde de fundición es hecho de arena y arcilla, en donde el diseño forma una cavidad en la cual se vaciará el material fundido. Los moldes deben ser fuertes, resistentes a la presión del metal derretido, y suficientemente permeable para permitir el escape de aire y otros gases desde la cavidad de los moldes. El material del molde también debe resistir la fusión con el metal. La fundición es una de las profesiones más antiguas. La producción de diseños para ser usados en fundición requiere cuidado, precisión y técnica. El proceso de fundición tradicional ha sido reemplazado por una fundición mecanizada. Con la crisis energética en años recientes, la racionalización de líneas de producciones automáticas y mecánicas ha reducido el costo del producto y han elevado su calidad siendo un paso esencial en el desarrollo de la fundición. Las industrias de fundición en el mundo han desarrollado, en efecto, desde equipos de mecanizado simples hasta líneas de producción automáticas y continuas6.
4 Tomado pagina web; Universidad de Medellín, Historia de la fundición 2-3
5 Diferentes aspectos de la metalurgia de los polvos. Virtualpro – Procesos Industriales
6 Información de proveedores: preliminares para plantas industriales.
28
A medida que se va progresando en la manera como se produce la fundición, a su vez también va evolucionando la forma como se constituyen los moldes de fundición, no obstante también avanzan casi de la mano las nuevas tecnologías y las maneras de cómo mejorar estos procesos, hoy día existen muchos métodos de cómo trabajar las arenas de fundición y hacerlas más optimas para el proceso de producción de piezas fundidas. La arena verde lleva su nombre porque en su mezcla utilizada para moldear
contiene un cierto grado de humedad. La arena de fundición es el sílice SiO2, y es
usada en fundición por sus propiedades refractarias, expresadas como la
capacidad para resistir altas temperaturas, sin fundirse o degradarse.
Esta arena está formada por un conjunto desordenado de granos de diversa forma
y composición mineral, sus tamaños están comprendidos entre 0,02 y 5mm, la
arena sílice SiO2 para ser utilizada en fundición se mezcla con porciones de
componentes como: arcilla aglutinante o también llamada bentonita, carbonilla, y
agua.
La compilación de los pasos que realiza la industria para llevar a cabo los
procesos de fundición en arena verde, estos son:
Construcción de un modelo con la forma de la pieza deseada
Incorporar un sistema de alimentación de metal líquido al modelo
Preparar arena verde de moldeo
Elaborar un molde robusto con arena verde que cubra al modelo en su
totalidad
Llenar el molde o cavidad resultante con el metal fundido
Esperar que el metal del molde se enfrié y solidifique
Desde tiempos antiguos el hombre ha producido objetos de metal fundido para propósitos artísticos o prácticos. Con el crecimiento de la sociedad industrial, la necesidad de fundición de metales ha sido muy importante. “Las industrias de fundición en el mundo han desarrollado, en efecto, desde equipos de mecanizado simples hasta líneas de producción automáticas y continuas”. 7 A medida que se va progresando en la manera como se produce la fundición, a su vez también van evolucionando las tecnologías para obtener procesos más eficientes y eficaces.
7 Información de proveedores: preliminares para plantas industriales.
29
4 JUSTIFICACIÓN
La fundición de hierros grises en Colombia se encuentra distribuida así: en
Medellín (39%), Bogotá (34%), Cali (8%) y Barranquilla (4%)8.
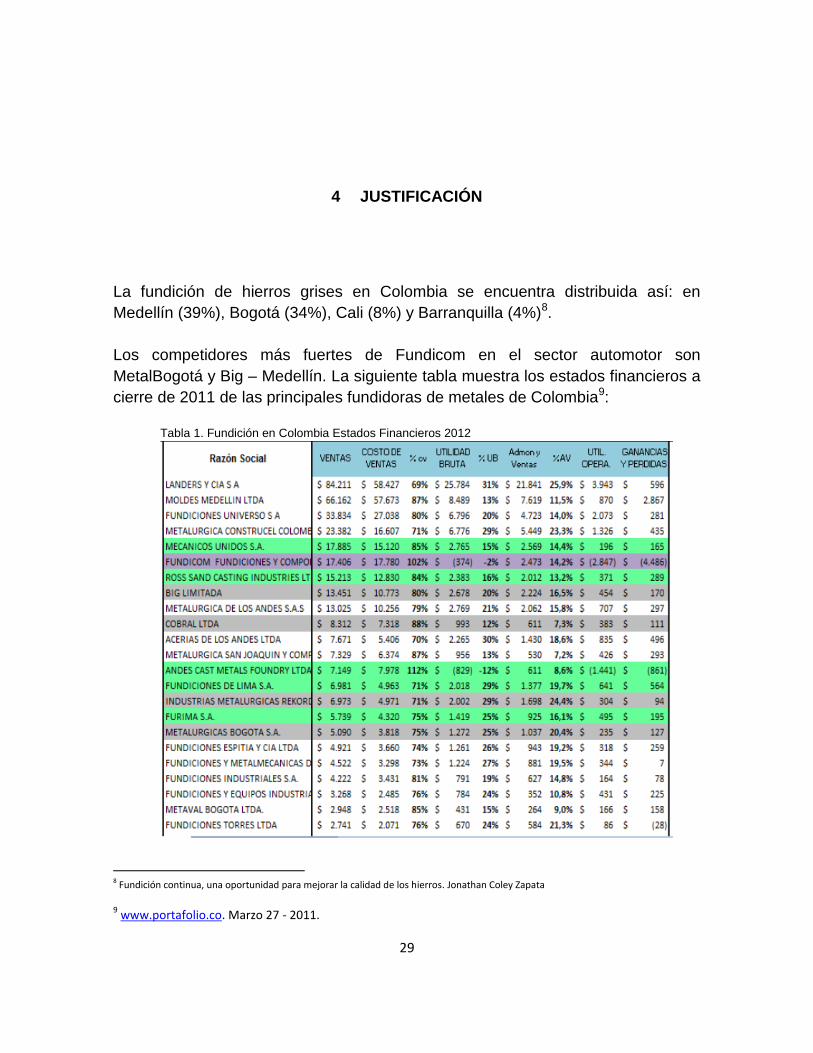
Los competidores más fuertes de Fundicom en el sector automotor son
MetalBogotá y Big – Medellín. La siguiente tabla muestra los estados financieros a
cierre de 2011 de las principales fundidoras de metales de Colombia9:
8 Fundición continua, una oportunidad para mejorar la calidad de los hierros. Jonathan Coley Zapata
9 www.portafolio.co. Marzo 27 - 2011.
Tabla 1. Fundición en Colombia Estados Financieros 2012
30
De acuerdo a la Tabla 1, se muestra que Landers y CIA, presenta ventas anuales
(2011) de $ 84.211 MM seguidamente Moldes Medellín con ventas aproximadas
de $66.162 MM. Fundicom SA se encuentra ubicada en el puesto número 6 por
volumen de ventas con $17.406 MM y Fundiciones Torres en el último lugar con $
2.741 MM.
Fundicom S.A., entre sus directos competidores, Big y MetalBogotá, a nivel de
ventas se encuentra en primer lugar. Sin embargo, no se están generando
utilidades ni beneficios a sus socios ya que sus costos de fabricación son bastante
elevados. Dentro de las razones que se tiene para este comportamiento es el
precio de compra de los insumos que se transforman en la actualidad dentro de la
planta de Fundición. Pero el factor más importante que genera esta baja utilidad
para Fundicom S.A. es que sus líneas de producción tienen un poco mas de 20
años lo que convierte sus equipos en obsoletos, esto hace que las actividades de
mantenimiento sean demoradas (máquina parada por averías, paros mayores o
dificultades en la consecución de los repuestos) y costosas. Dentro de los rasgos
más sobresalientes, en cuanto a maquinaria, podemos resaltar que a la planta de
fundición no se le ha hecho una inversión tecnológica en los últimos 15 años.
En este momento Fundicom usa procesos tradicionales de fundición como moldes de arena sin aglutinantes que son procesos convencionales de moldeo como arenas verdes. Existe un conjunto de nuevos procesos entre los cuales se destaca el proceso de moldeo en Cold Box, que es un proceso de moldeo que implica aglutinantes con agentes catalizadores que hacen un mejor proceso, el cual ha comenzado a adquirir importancia gracias a la posibilidad que ofrece el mercado de maquinara y que viene de la mano con las innovaciones tecnológicas.
La arena de moldeo en verde no es la más adecuada para procesos de
producción de piezas con los niveles de calidad que exige el mercado de fundición
actual, hoy en día las exigencias de calidad obligan a las empresas a buscar
nuevas alternativas para la fabricación de sus piezas y se hace necesaria la
generación de un proceso que permita brindar mayor agilidad para solventar esta
problemática.
El sistema de moldeo con arenas autofraguantes emplea una mezcla de resina y catalizador, incrementa la rigidez del molde, lo que permite fundir piezas de mayor
31
tamaño, geometrías más complejas y con mayor precisión dimensional y mejor acabado superficial.10 El sistema de moldeo con arenas autofraguantes como su nombre lo indica, endurece el molde sin necesidad de estufado, ni por gasificación (como el proceso CO2), sino mediante la transformación química de la resina por acción del catalizador, ofreciendo ahorro de energía. Permite la fabricación de piezas de mayor tamaño, geometrías más complejas y con mayor precisión dimensional y mejor acabado superficial. Facilita la reutilización de la arena por la evaporación del elemento aglutinante durante la colada
De acuerdo a lo expuesto, se encuentra dentro de un proyecto y al interior del
proceso de producción una inversión tangible que contribuirá a la innovación y
ayudará a incrementar la productividad de la planta. Esto a su vez, se relacionará
con la orientación de procesos hacia el mejoramiento de los sistemas de
fabricación. Por ello, y teniendo en cuenta que actualmente, en Fundicom S.A.,
hay una gran necesidad de invertir en maquinaria que permita incrementar la
producción, es que se propone el análisis de las variables propias del proceso
para determinar su beneficio.
Representándose todo lo anterior, como la posibilidad de tener mayor control
sobre el proceso implementado esta línea de producción de moldeo, es finalmente
el objetivo de esta investigación.
10 TECHNICAL COMPARISON OF THE MIXTURE OF SAND FORCO2 PROCESS AND NO BAKE SYSTEM Sandra Patricia
Chaparro Ferrucho
32
5 OBJETIVOS
5.1 GENERAL
Plantear un esquema para el sistema productivo de la línea de fabricación de
moldes en la empresa Fundicom S.A. que permita cumplir con los requerimientos
del proceso interno de producción de acuerdo a los niveles de seguridad y calidad
exigidos por la compañía de tal manera que se disminuyan los tiempos de entrega,
y se pueda cumplir con la satisfacción de los clientes, asegurando también el
pronto retorno de la inversión y la sostenibilidad de Fundicom S.A.
5.2 GENERALES
Realizar un diagnóstico del mercado regional de autopartes.
Analizar y evaluar las necesidades de producción en el área de moldeo de la
planta de fundición de Fundicom S.A, de Mosquera
Determinar cuál es el método de moldeo más económico y apropiado para la
compañía.
Realizar una propuesta de distribución de la planta en el área de moldeo de
arenas que permita el flujo del producto a través de la línea productiva de la
nueva línea.
Seleccionar y ajustar las herramientas utilizadas para la determinación de
requerimientos de materias primas e insumos para producción que se vaya a
programar en la nueva línea de moldeo.
Evaluar el método propuesto con base en la productividad generada una vez
implementada la propuesta
33
6 DESCRIPCIÓN DEL PROCESO
6.1 RESEÑA HISTÓRICA FUNDICOM S.A.
Fuente: Manual de presentación FUNDICOM S.A
FUNDICOM S.A. (Ilustración I) es una organización que cuenta con un proceso productivo integrado de fundición y mecanizado, está certificada con normas de calidad ISO 9000 Versión 2000, ISO TS16949. Está en capacidad de producir toda clase de partes, especialmente para el sector automotor (Ilustración 2). A continuación se muestran los productos predominantes, en hierro fundido gris o nodular con requerimientos de alta precisión y bajo normas nacionales e internacionales.
Ilustración 1. Foto fachada FUNDICOM S.A
34
Fuente: Manual de presentación FUNDICOM S.A
6.1.1 Misión
Empleados, clientes, proveedores y accionistas conformamos un equipo humano que trabaja y aprende optimizando constantemente la organización, redefiniendo nuestros procesos y abriendo nuevos mercados.
6.1.2 Visión
En el 2016 FUNDICOM se consolidará en el mercado globalizado entregando un adecuado retorno de la inversión a sus accionistas. Habrá desarrollado la habilidad de asociarse con empleados, clientes y proveedores. La satisfacción de los clientes se habrá convertido en su estilo de vida. Sus procesos serán respetuosos del medio ambiente.
Ilustración 2. Sus productos
35
6.1.3 Política de Calidad
Fundimos, mecanizamos y ensamblamos productos con la más alta calidad, basada en el autocontrol, el mejoramiento continuo y la satisfacción de los requisitos de nuestros clientes. Protegemos y optimizamos el patrimonio de la compañía, aliados a las mejores organizaciones de trabajo asociado del país con un solo compromiso: Querer y cuidar a Colombia.
6.2 MERCADO
En lo relacionado a la categoría de autopartes, la producción nacional supera de
forma importante el valor de las importaciones y a pesar de la caída registrada en
2008 la producción nacional sigue manteniéndose de forma importante sobre el
valor de las importaciones. Asimismo, se observa que las exportaciones no se
vieron tan fuertemente afectadas en esta categoría como por ejemplo en el
eslabón de automóviles11.
En términos de producción, han sido los eslabones de equipo eléctrico e
instalaciones, acabados inferiores los que han jalonado este comportamiento
dinámico, mientras en términos de importaciones, se destacan los eslabones de
motor y lubricación con el 37%, seguido por el eslabón de dirección, y frenos y
suspensión con el 14% de participación en las importaciones en el 200912.
Para Fundicom S.A. se definen los principales clientes y proveedores en el Anexo
1.
11
Estudio del Sector automotor de Colombia. Superintendencia de Industria y Comercio. Grupo de estudios
Económicos. Julio 2012
12 Estudio del Sector automotor de Colombia. Superintendencia de Industria y Comercio. Grupo de estudios
Económicos. Julio 2012
36
6.3 PRODUCTOS
Nuestros principales productos se encuentran especialmente en:
Discos de freno Campanas de freno Cilindros maestros y de rueda de freno Cilindros principales y auxiliares de embrague Volantes de motor Cubos de rueda Soportes de suspensión Servos y depósitos Ensambles
6.4 REQUERIMIENTOS DE LOS CLIENTES
6.4.1 Kaizen
Con la influencia que tiene Toyota en la cultura de calidad, Sofasa ha generalizado los llamados círculos Kaizen, mediante los cuales se impulsa el mejoramiento continuo. En esta estrategia están involucrados tanto los trabajadores como los proveedores. Para lo que, FUNDICOM S.A., hace necesaria la implementación de grupos Kaizen para cada una de las plantas, en donde ya se han establecido grupos de trabajo y objetivos específicos.
6.4.2 MGC
Modelo de Gestión para la Competitividad en proveedores colombianos, es un programa que implementa GM y Sofasa el cual mejora la eficiencia de las plantas de producción del sector automotriz, aumenta los estándares del calidad poniendo al alcance de la compañía herramientas que mejoran la competitividad y desempeño, esta herramienta permite que la empresa pueda vender sus productos al sector automotriz en cualquier parte del mundo.
37
6.4.3 ISO / TS 16949.
Es una norma de consenso entre las diferentes normas que existen para el sector automotor, dependiendo de la procedencia del fabricante. Esta norma es una ampliación de la serie de normas internacionales ISO 9000, con requisitos específicos del sector y del cliente. Estas especificaciones son el resultado de una armonización de las normas: QS 9000 estadounidense, VDA 6.1 alemana, EAQF 94 francesa y de la AVSQ italiana. Actualmente FUNDICOM S.A., ya se encuentra certificado en ISO / TS 16949 como lo requieren que sus proveedores.
6.5 DESCRIPCIÓN DEL SISTEMA DE PRODUCCIÓN
6.5.1 Planta de Fundición
La planta de FUNDICIÓN está ubicada en el municipio de Mosquera Cundinamarca, y tiene una capacidad de producción de 6000 toneladas por año.
6.5.2 Infraestructura
Área industrial 8474.2 m²
Área administrativa 895 m²
Área no construida 7670 m²
Total 16401
6.5.3 Planta de personal
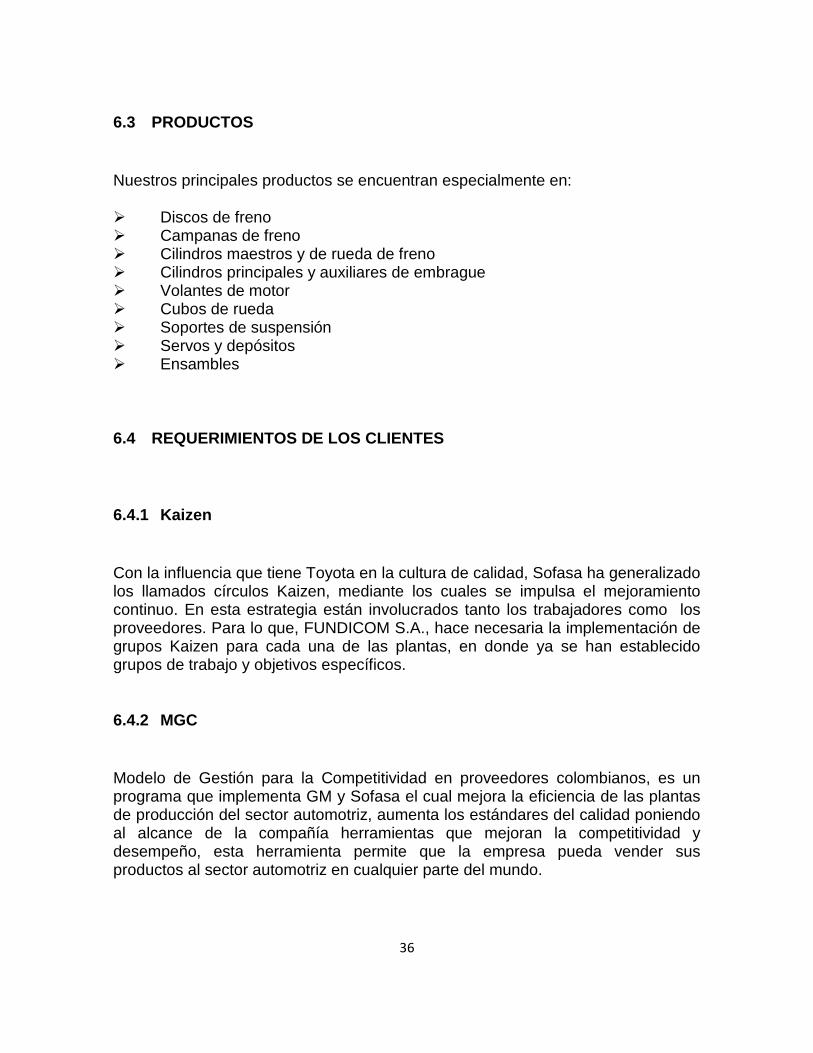
La empresa cuenta con un equipo de dirección conformado por personas con amplia experiencia en el sector metalmecánico y automotor, y ha estimulado la formación profesional de los mandos medios en las disciplinas relacionadas con el trabajo específico de cada uno. El organigrama mostrado en la siguiente Ilustración 3, está conformado por un núcleo en el cual están los procesos de
38
Direccionamiento estratégico, Administrativo y Financiero, Comercial e Ingeniería y Calidad, los cuales direccionan el proceso productivo de la empresa el cual está conformado como se observa en el esquema de la ilustración 3.
Ilustración 3. Organigrama
Fuente: Manual de Calidad FUNDICOM S.A
6.6 PLANTA DE FUNDICION
Para el proceso de fusión cuenta con Hornos de Inducción, los cuales son los encargados de fundir el material mediante una bobina de cobre generan una alta temperatura que es la encargada del cambio de solido a liquido. Poseen la capacidad requerida para abastecer las líneas de moldeo.
39
Para el proceso de moldeo cuenta con dos sistemas automáticos hunter y Dos, sistemas con prensas de gran capacidad que permite moldear piezas en serie, su participación dentro del proceso es la realización de moldes que después de pasar a la línea de producción serán los encargados de recibir el material liquido para la solidificación de las piezas, con capacidades desde 300 grs. hasta 80 Kg; igualmente se dispone de la infraestructura de Moldeo en Piso para fabricar partes hasta de una tonelada.
Para garantizar y certificar la calidad de los productos cuenta con laboratorios de Arenas, Análisis químico, Metrología, Espectrometría, Resistencias a la tracción, Micro probeta, Quick-lab en línea, Propiedades Mecánicas y Durezas.
El proceso de fabricación, está dividido en pequeños procesos los cuales, cumplen una función importante dentro del proceso final, ya que cada uno como cliente interno entrega y recibe productos bajo características y especificaciones técnicas requeridas, éstos son:
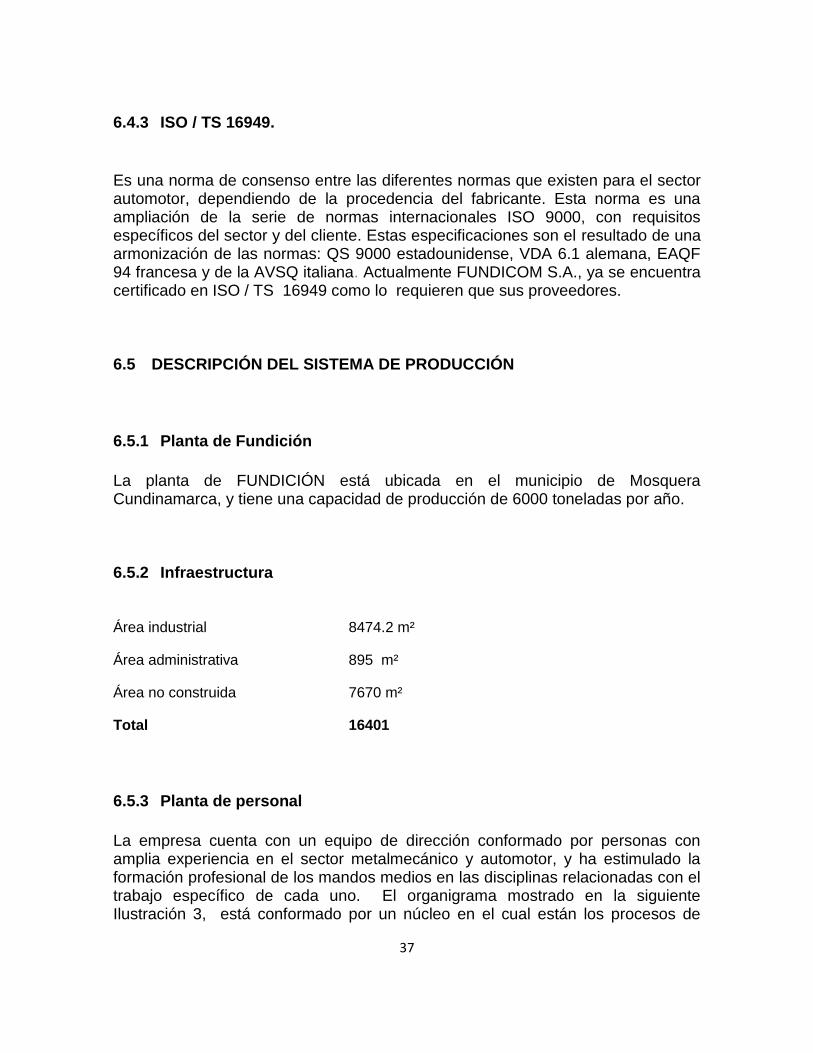
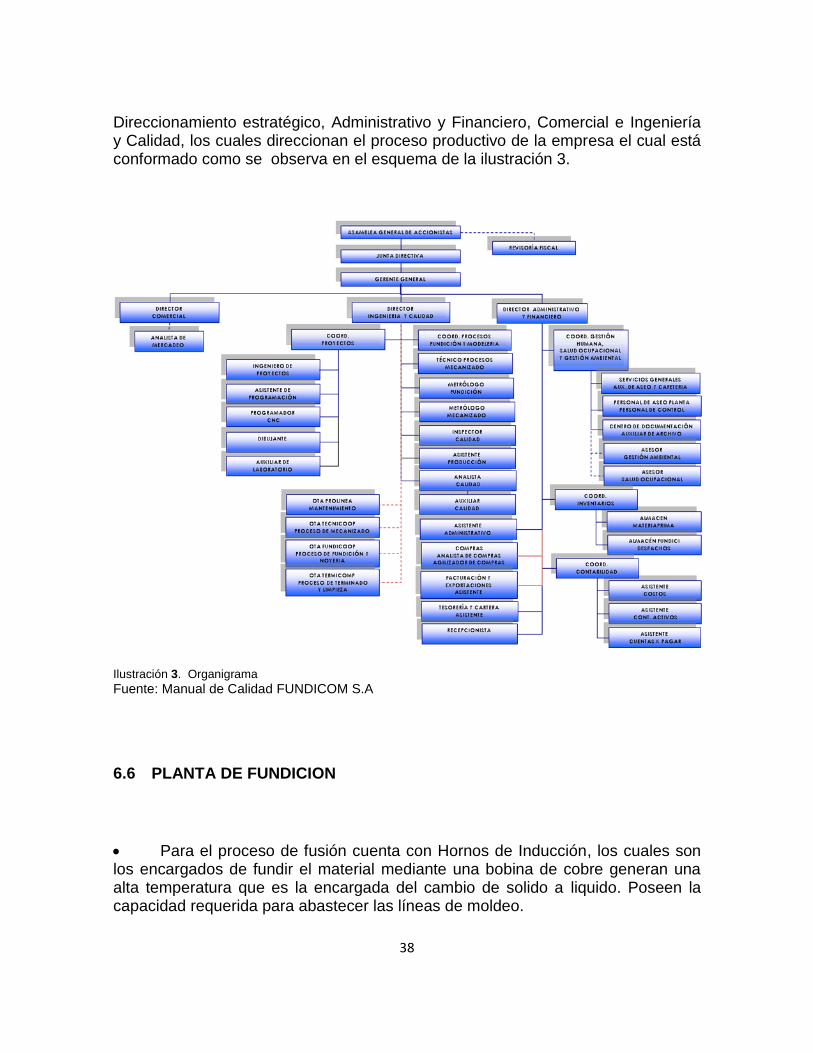
El proceso de ingeniería: es la encargada de hacer el desarrollo del herramental ó placa modelo (figuras 4 y 5) esta etapa es la más importante quizá a lo largo de todo el proceso ya que de este diseño depende el resultado de la pieza fundida. Mediante un software de diseño en 3D se hace el modelado de la pieza con las dimensiones establecidas haciendo los suplementos de mecanizado y contracciones dependiendo del material, una vez realizado el diseño es llevado maquinas CNC en las cuales se dará forma física a la pieza modelada.
Fuente: Autores Fuente: Revista Metalmecánica
Ilustración 5. Modelos Ilustración 4. Mecanizado modelos CNC
40
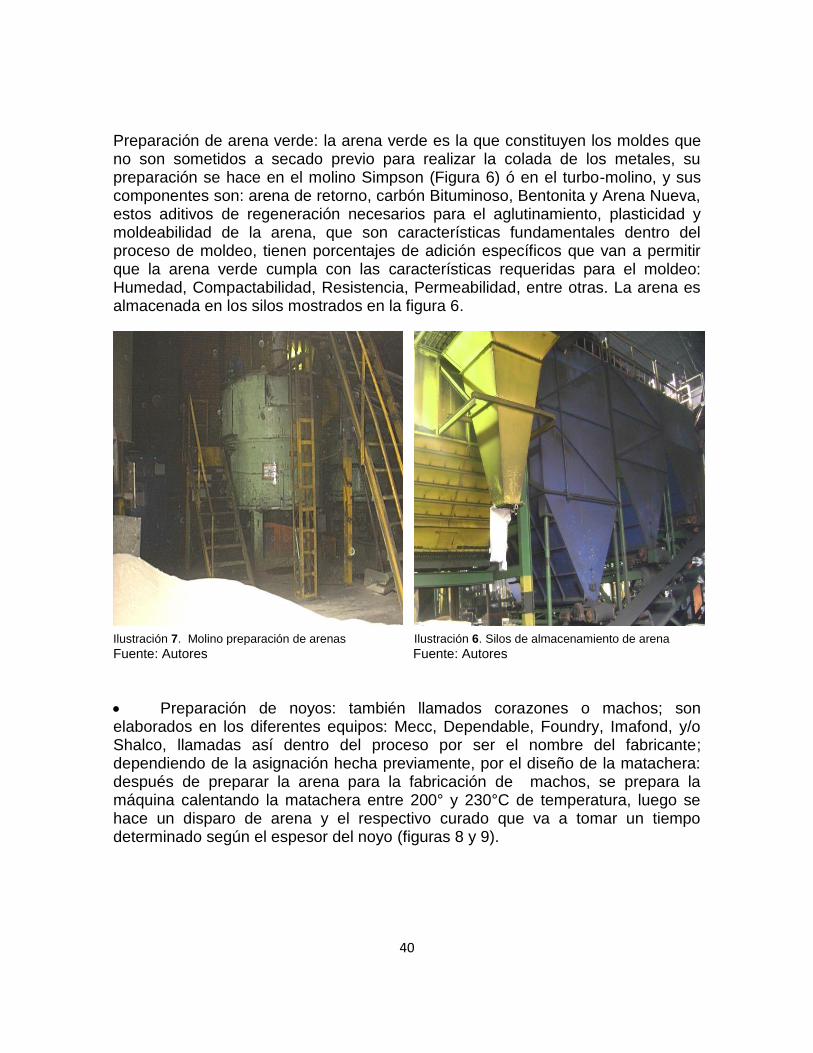
Preparación de arena verde: la arena verde es la que constituyen los moldes que no son sometidos a secado previo para realizar la colada de los metales, su preparación se hace en el molino Simpson (Figura 6) ó en el turbo-molino, y sus componentes son: arena de retorno, carbón Bituminoso, Bentonita y Arena Nueva, estos aditivos de regeneración necesarios para el aglutinamiento, plasticidad y moldeabilidad de la arena, que son características fundamentales dentro del proceso de moldeo, tienen porcentajes de adición específicos que van a permitir que la arena verde cumpla con las características requeridas para el moldeo: Humedad, Compactabilidad, Resistencia, Permeabilidad, entre otras. La arena es almacenada en los silos mostrados en la figura 6.
Fuente: Autores Fuente: Autores
Preparación de noyos: también llamados corazones o machos; son elaborados en los diferentes equipos: Mecc, Dependable, Foundry, Imafond, y/o Shalco, llamadas así dentro del proceso por ser el nombre del fabricante; dependiendo de la asignación hecha previamente, por el diseño de la matachera: después de preparar la arena para la fabricación de machos, se prepara la máquina calentando la matachera entre 200° y 230°C de temperatura, luego se hace un disparo de arena y el respectivo curado que va a tomar un tiempo determinado según el espesor del noyo (figuras 8 y 9).
Ilustración 7. Molino preparación de arenas Ilustración 6. Silos de almacenamiento de arena

41
Fuente: Autores Fuente: Soluciones Vick
Moldeo: es la conformación propia de los moldes, en el sistema hunter, que es automático mostrado en la figura 10, se elaboran base y tapa solamente con un cambio de posición del herramental, permitiendo ciclos pequeños de tiempo de aproximadamente 25 segundos por molde y buen nivel de calidad en los moldes, la cual es medida en el laboratorio de metalurgia; mientras que en las maquinas de moldeo semiautomático de la figura 11, la tapa y la base se elaboran por separado, en cada una de las prensas, que después del proceso de matachado o colocación de macho en el molde, van a cerrarse sobre la línea que las va a transportar hasta las líneas de vaciado.
Fuente: Autores Fuente: Autores Ilustración 11. Sistema 1 Ilustración 10. Sistema 2
Ilustración 9. Macho en Shell Ilustración 8. Machos en Shell.
42
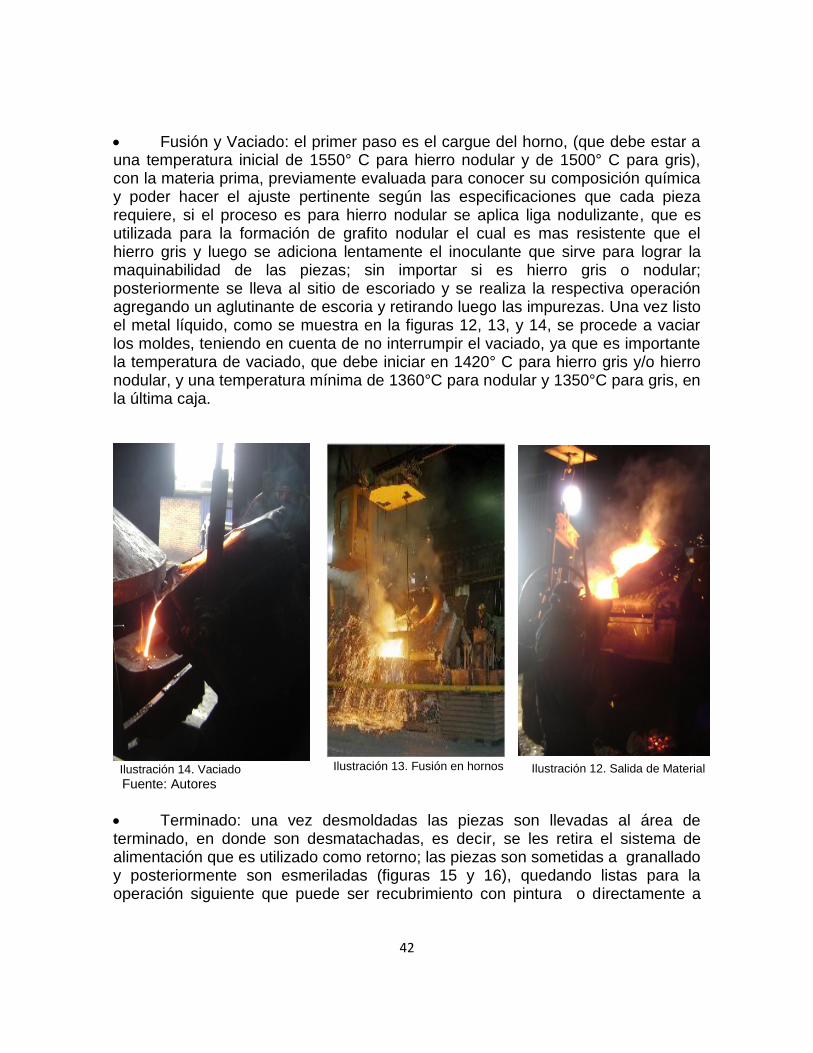
Fusión y Vaciado: el primer paso es el cargue del horno, (que debe estar a una temperatura inicial de 1550° C para hierro nodular y de 1500° C para gris), con la materia prima, previamente evaluada para conocer su composición química y poder hacer el ajuste pertinente según las especificaciones que cada pieza requiere, si el proceso es para hierro nodular se aplica liga nodulizante, que es utilizada para la formación de grafito nodular el cual es mas resistente que el hierro gris y luego se adiciona lentamente el inoculante que sirve para lograr la maquinabilidad de las piezas; sin importar si es hierro gris o nodular; posteriormente se lleva al sitio de escoriado y se realiza la respectiva operación agregando un aglutinante de escoria y retirando luego las impurezas. Una vez listo el metal líquido, como se muestra en la figuras 12, 13, y 14, se procede a vaciar los moldes, teniendo en cuenta de no interrumpir el vaciado, ya que es importante la temperatura de vaciado, que debe iniciar en 1420° C para hierro gris y/o hierro nodular, y una temperatura mínima de 1360°C para nodular y 1350°C para gris, en la última caja.
Fuente: Autores
Terminado: una vez desmoldadas las piezas son llevadas al área de terminado, en donde son desmatachadas, es decir, se les retira el sistema de alimentación que es utilizado como retorno; las piezas son sometidas a granallado y posteriormente son esmeriladas (figuras 15 y 16), quedando listas para la operación siguiente que puede ser recubrimiento con pintura o directamente a
Ilustración 14. Vaciado Ilustración 13. Fusión en hornos Ilustración 12. Salida de Material
43
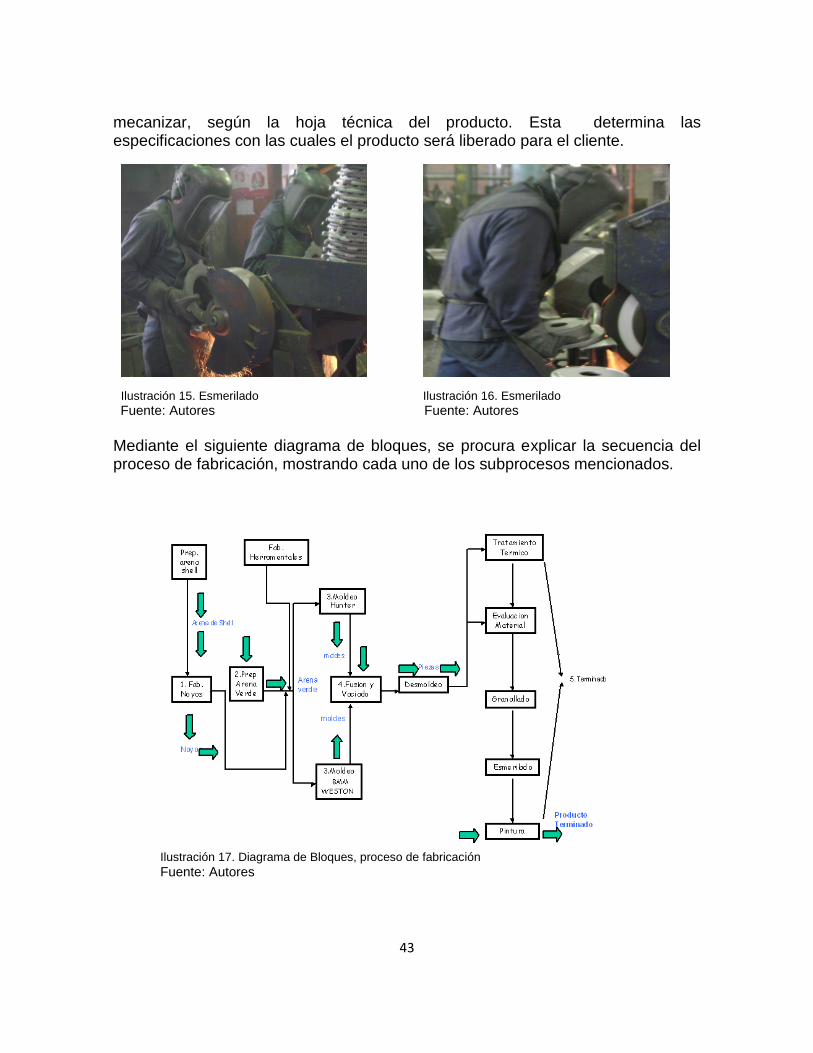
mecanizar, según la hoja técnica del producto. Esta determina las especificaciones con las cuales el producto será liberado para el cliente.
Fuente: Autores Fuente: Autores
Mediante el siguiente diagrama de bloques, se procura explicar la secuencia del proceso de fabricación, mostrando cada uno de los subprocesos mencionados.
Fuente: Autores
Ilustración 15. Esmerilado Ilustración 16. Esmerilado
Ilustración 17. Diagrama de Bloques, proceso de fabricación
44
1.1 DIAGRAMA DE FLUJO DEL PROCESO.
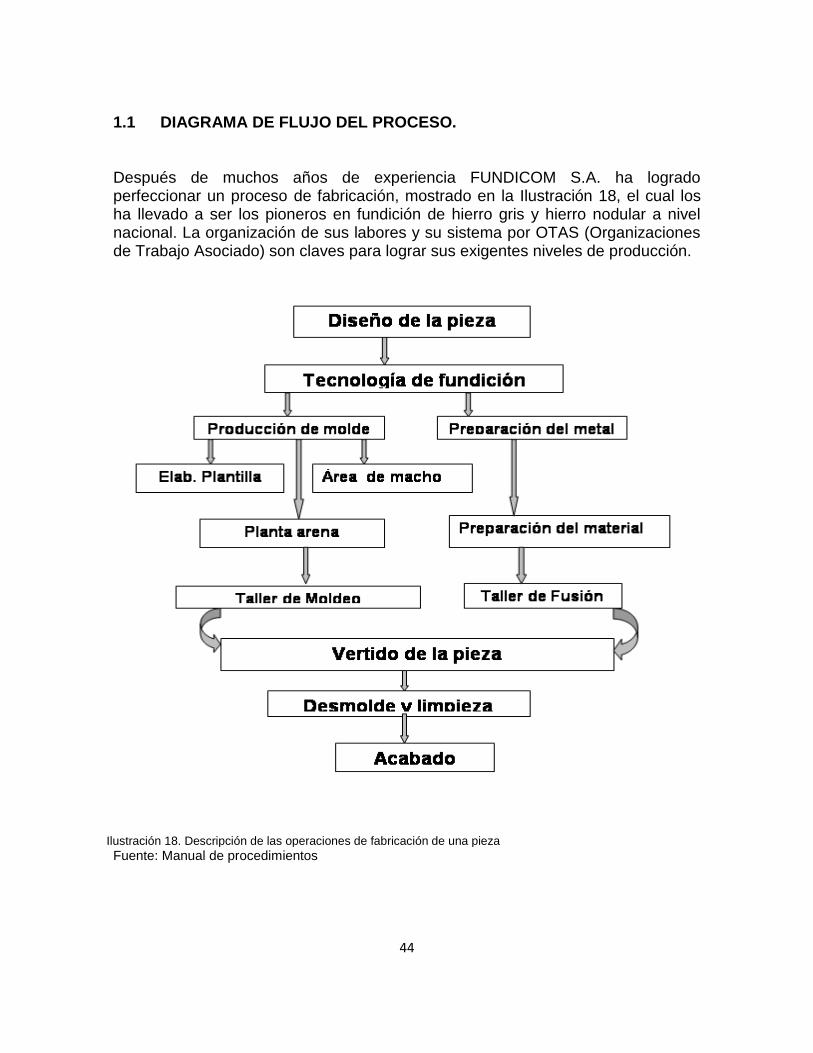
Después de muchos años de experiencia FUNDICOM S.A. ha logrado perfeccionar un proceso de fabricación, mostrado en la Ilustración 18, el cual los ha llevado a ser los pioneros en fundición de hierro gris y hierro nodular a nivel nacional. La organización de sus labores y su sistema por OTAS (Organizaciones de Trabajo Asociado) son claves para lograr sus exigentes niveles de producción.
Fuente: Manual de procedimientos
Ilustración 18. Descripción de las operaciones de fabricación de una pieza

45
6.7 PLANTA DE MECANIZADO
La planta de mecanizados cuenta con equipos de control numérico (Ilustración 19 y 20) que permiten lograr estándares de calidad de alta especificación, basados en normas de fabricación establecidas por los clientes. El proceso de fabricación es similar al de otras empresas del sector metalmecánico dividiendo cada uno de los procesos de fabricación en diferentes máquinas para facilitar de esta manera el mecanizado en serie de las distintas piezas.
Fuente: Autores Fuente: Autores
Los controles con los que cuenta para la realización de su proceso son de alta precisión (figura 21) y a diferencia de la planta de fundición es un poco menos complejo por lo cual se nos facilita dar una explicación más breve del funcionamiento interno de la parte de cómo se desarrolla el proceso de mecanizado.
Fuente: Autores
Ilustración 20. Maquinas CNC Ilustración 19. Maquinas CNC
Ilustración 21. Control Calidad
46
La mayoría de las operaciones en el proceso de mecanizado son realizadas a través de máquinas automáticas de control numérico ya que brindan mayor precisión y confiabilidad a la hora de estandarizar un proceso, la mejor forma de identificar la manera de cómo se está llevando a cabo el proceso de mecanizado de las partes automotores es siguiendo paso a paso la rutina de mecanizado de un disco así: Recepción técnica del material que viene de la planta de fundición Torneado del perfil exterior Torneado del perfil interior Acabados superficiales Taladrar, roscar y avellanar Estampar Tornear pistas de frenado Rectificar pistas de frenado Balancear Desengrasar Fosfatar Pintar Limpiar embalar Inspección de producto terminado Para conocer el funcionamiento de la empresa y del proceso a modificar se explica a continuación las diferentes etapas del proceso que son necesarias para producir una pieza fundida.
6.8 TAMIZADO DE ARENAS
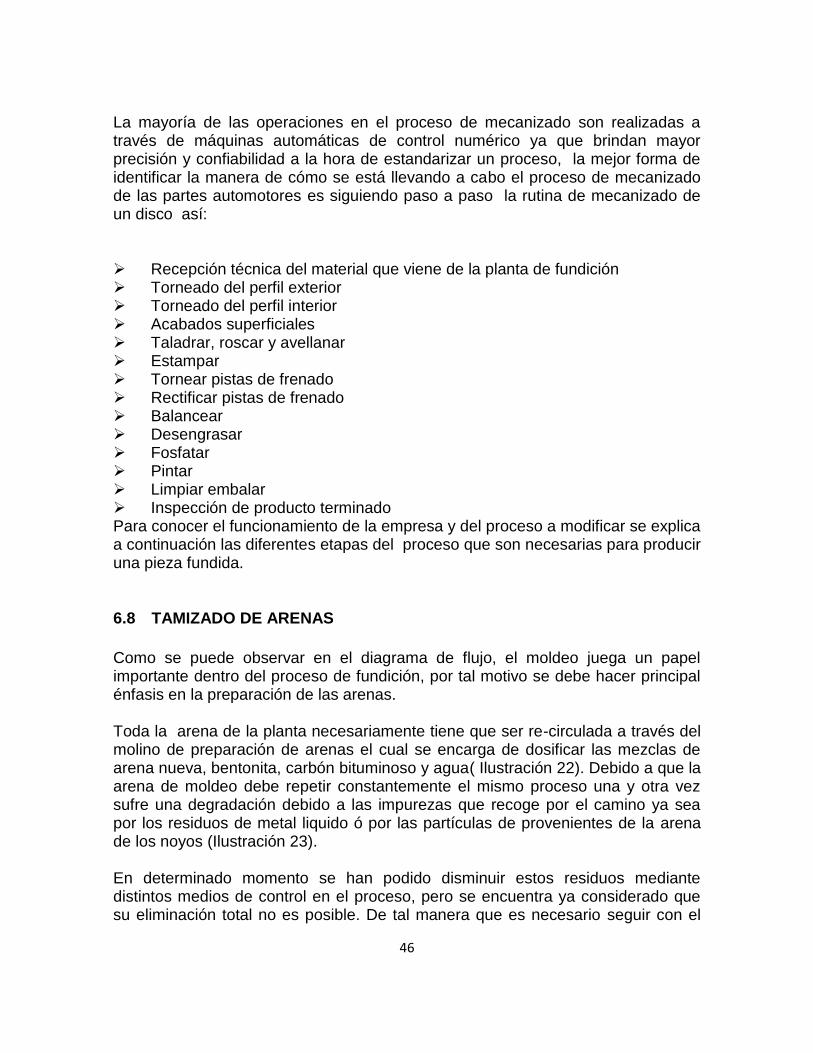
Como se puede observar en el diagrama de flujo, el moldeo juega un papel importante dentro del proceso de fundición, por tal motivo se debe hacer principal énfasis en la preparación de las arenas. Toda la arena de la planta necesariamente tiene que ser re-circulada a través del molino de preparación de arenas el cual se encarga de dosificar las mezclas de arena nueva, bentonita, carbón bituminoso y agua( Ilustración 22). Debido a que la arena de moldeo debe repetir constantemente el mismo proceso una y otra vez sufre una degradación debido a las impurezas que recoge por el camino ya sea por los residuos de metal liquido ó por las partículas de provenientes de la arena de los noyos (Ilustración 23). En determinado momento se han podido disminuir estos residuos mediante distintos medios de control en el proceso, pero se encuentra ya considerado que su eliminación total no es posible. De tal manera que es necesario seguir con el
47
proceso de tamizado para poder garantizar una arena de buena calidad en el proceso.
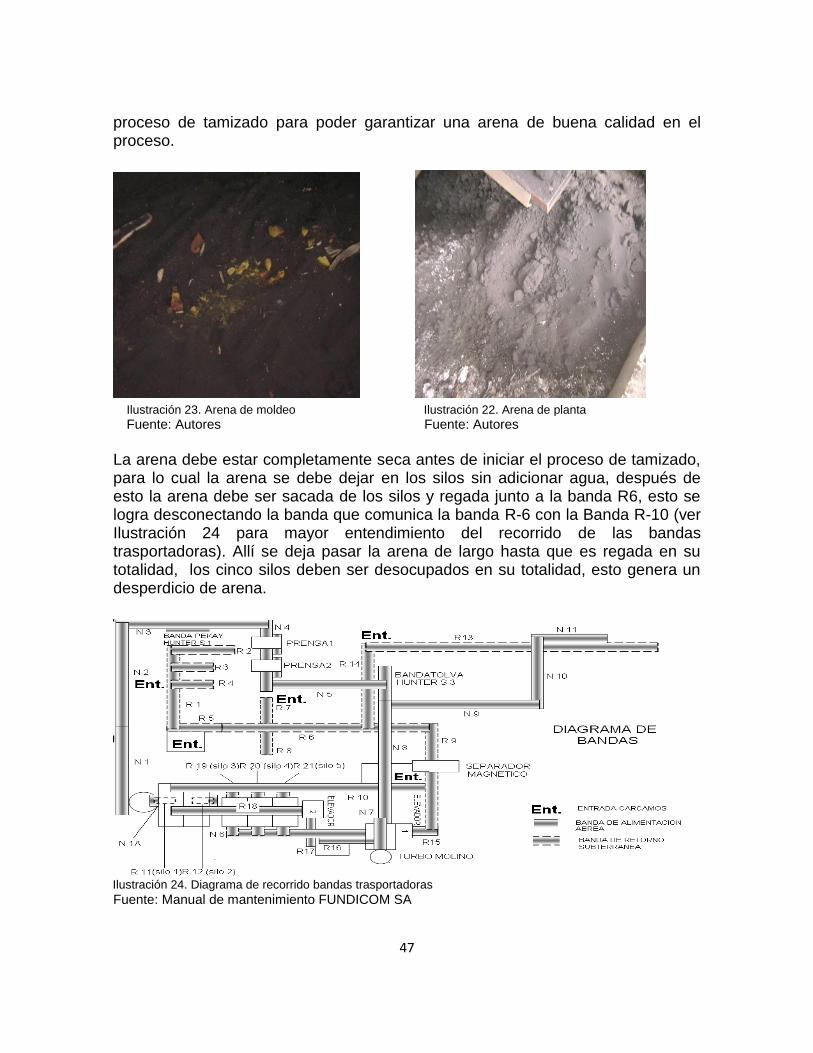
Fuente: Autores Fuente: Autores La arena debe estar completamente seca antes de iniciar el proceso de tamizado, para lo cual la arena se debe dejar en los silos sin adicionar agua, después de esto la arena debe ser sacada de los silos y regada junto a la banda R6, esto se logra desconectando la banda que comunica la banda R-6 con la Banda R-10 (ver Ilustración 24 para mayor entendimiento del recorrido de las bandas trasportadoras). Allí se deja pasar la arena de largo hasta que es regada en su totalidad, los cinco silos deben ser desocupados en su totalidad, esto genera un desperdicio de arena.
Fuente: Manual de mantenimiento FUNDICOM SA
Ilustración 22. Arena de planta Ilustración 23. Arena de moldeo
Ilustración 24. Diagrama de recorrido bandas trasportadoras
48
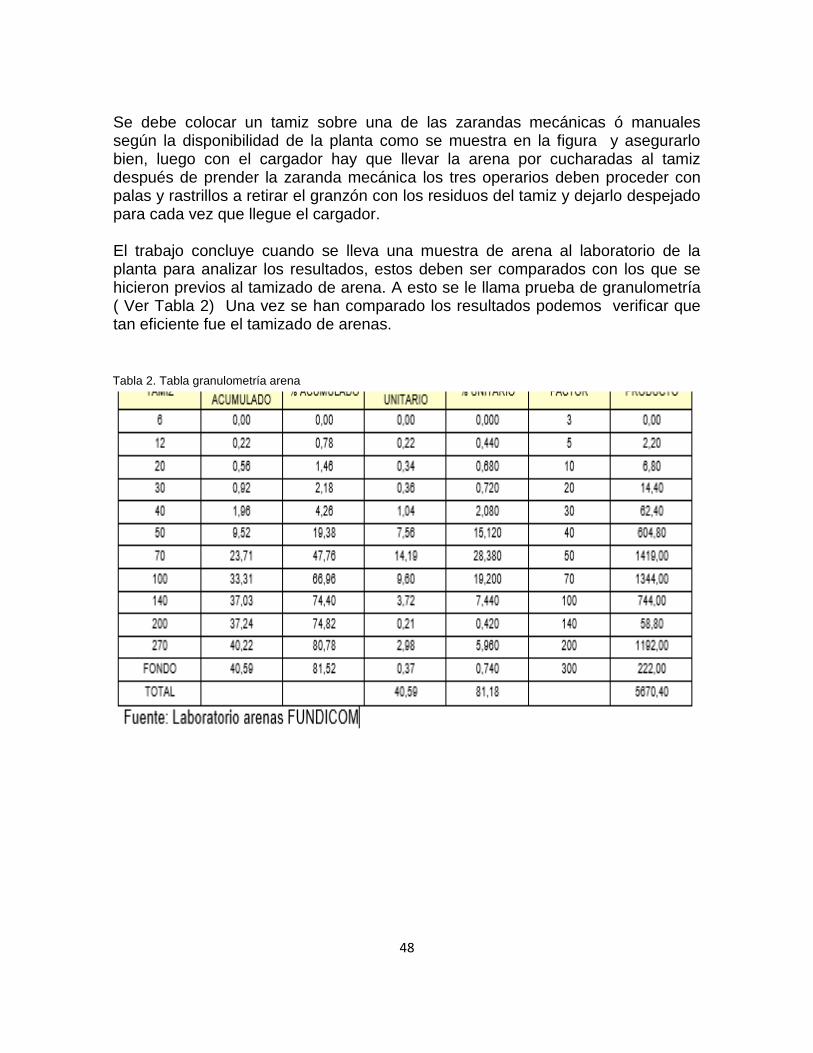
Se debe colocar un tamiz sobre una de las zarandas mecánicas ó manuales según la disponibilidad de la planta como se muestra en la figura y asegurarlo bien, luego con el cargador hay que llevar la arena por cucharadas al tamiz después de prender la zaranda mecánica los tres operarios deben proceder con palas y rastrillos a retirar el granzón con los residuos del tamiz y dejarlo despejado para cada vez que llegue el cargador. El trabajo concluye cuando se lleva una muestra de arena al laboratorio de la planta para analizar los resultados, estos deben ser comparados con los que se hicieron previos al tamizado de arena. A esto se le llama prueba de granulometría ( Ver Tabla 2) Una vez se han comparado los resultados podemos verificar que tan eficiente fue el tamizado de arenas.
Tabla 2. Tabla granulometría arena
49
7 MARCO TEÓRICO
Para tener una referencia teórica sobre los componentes y mecanismos a ser tratados durante el desarrollo del proyecto, se realiza una consulta que será tomada como soporte durante el proceso.
7.1 TIPOS DE MOLDES PARA FUNDICIÓN
Los moldes se clasifican según los materiales usados.
7.1.1 Moldes de arena en verde
Es el método más común que consiste en la formación del molde con arena húmeda, usada en ambos procedimientos. La llamada arena verde es simplemente arena que no se ha curado, es decir, que no se ha endurecido por horneado. El color natural de la arena va desde el blanco hasta el canela claro, pero con el uso se va ennegreciendo. La arena no tiene suficiente resistencia para conservar su forma, por ello se mezcla con un aglutinante para darle resistencia; luego se agrega un poco de agua para que se adhiera. Esta arena se puede volver a emplear solo añadiendo una cantidad determinada de aglutinante cuando se considere necesario.
7.1.2 Moldes con capa seca.
Dos métodos son generalmente usados en la preparación de moldes con capa seca. En uno la arena alrededor del modelo a una profundidad aproximada de 10 mm se mezcla con un compuesto de tal manera que se seca y se obtiene una superficie dura en el molde. El otro método es hacer el molde entero de arena verde y luego cubrir su superficie con un rociador de tal manera que se endurezca la arena cuando el calor es aplicado. Los rociadores usados para este propósito contienen aceite de linaza, agua de melaza, almidón gelatinizado y soluciones liquidas similares. En ambos métodos el molde debe secarse de dos maneras: por aire o por una antorcha para endurecer la superficie y eliminar el exceso de humedad.
50
7.1.3 Moldes con arena seca.
Estos moldes son hechos enteramente de arena común de moldeo mezclada con un material aditivo similar al que se emplea en el método anterior. Los moldes deben ser cocados totalmente antes de usarse, siendo las cajas de metal. Los moldes de arena seca mantienen esta forma cuando son vaciados y están libres de turbulencias de gas debidas a la humedad.
7.1.4 Moldes de arcilla.
Los moldes de arcilla se usan para trabajos grandes. Primero se construye el molde con ladrillo o grandes partes de hierro. Luego, todas estas partes se emplastecen con una capa de mortero de arcilla, la forma del molde se empieza a obtener con una terraja o esqueleto del modelo. Luego se permite que el molde se seque completamente de tal manera que pueda resistir la presión completa del metal vaciado. Estos moldes requieren de mucho tiempo para hacerse y su uso no es muy extenso.
7.1.5 Moldes furánicos.
El proceso es bueno para la fabricación de moldes usando modelos y corazones desechables. La arena seca de grano agudo se mezcla con ácido fosfórico el cual actúa como un acelerador. La resina furánica es agregada y se mezcla de forma continua el tiempo suficiente para distribuir la resina. El material de arena empieza a endurecerse casi de inmediato al aire, pero el tiempo demora lo suficiente para permitir el moldeo. El material usualmente se endurece de una a dos horas, tiempo suficiente para permitir alojar los corazones y que puedan ser removidos en el molde. En uso con modelos desechables la arena de resina furánica puede ser empleada como una pared o cáscara alrededor del modelo que estará soportado con arena de grano agudo o en verde o puede ser usada como el material completo del molde.
7.1.6 Moldes de CO2.
En este proceso la arena limpia se mezcla con silicato de sodio y es apisonada alrededor del modelo. Cuando el gas de CO2 es alimentado a presión en el molde, la arena mezclada se endurece. Piezas de fundición lisas y de forma intrincada se pueden obtener por este método, aunque el proceso fue desarrollado originalmente para la fabricación de corazones.
51
7.1.7 Moldes de metal.
Los moldes de metal se usan principalmente en fundición en matriz de aleaciones de bajo punto de fusión. Las piezas de fundición se obtienen de formas exactas con una superficie fina, esto elimina mucho trabajo de maquinado.
7.2 MÁQUINAS PARA MOLDEO.
Estas máquinas ofrecen velocidades más altas de producción y mejor calidad de los colados además de mano de obra ligera y costos más bajos.
7.2.1 Máquinas de moldeo por sacudida y compresión
Consta básicamente de una mesa accionada por dos pistones en cilindros de aire, uno dentro del otro. El molde en la mesa se sacude por la acción del pistón inferior que eleva la mesa en forma repetida y la deja caer bruscamente en un colchón de rebote. Las sacudidas empacan la arena en las partes inferiores de la caja de moldeo pero no en la parte superior. El cilindro más grande empuja hacia arriba la mesa para comprimir la arena en el molde contra el cabezal de compresión en la parte superior. La opresión comprime las capas superiores de la arena en el molde pero algunas veces no penetra en forma efectiva todas las áreas del modelo.
7.2.2 Máquinas de sacudida y vuelco con retiro del modelo
En esta máquina una caja de modelo se coloca sobre un modelo en una mesa, se llena con arena y se sacude. El exceso de arena se enrasa y se engrapa un tablero inferior a la caja de moldeo. La máquina eleva el molde y lo desliza en una mesa o transportador. La caja se libera de la máquina, el modelo se vibra, se saca del molde y se regresa a la posición de carga. Máquinas similares comprimen y también sacuden.
7.2.3 Máquina lanzadora de arena
Esta máquina logra un empaque consistente y un efecto de apisonado lanzando arena con alta velocidad al modelo. La arena de una tolva se alimenta mediante una banda a un impulsor de alta velocidad en el cabezal. Una disposición común
52
es suspender la lanzadora con contrapesos y moverla para dirigir la corriente de arena con ventaja dentro de un molde. La dureza del molde se puede controlar mediante el operador cambiando la velocidad del impulsor y moviendo la cabeza impulsora. Su principal utilidad es para apisonar grandes moldes y su única función es empacar la arena en los moldes. Generalmente trabaja con el equipo de retiro del modelo.
7.2.4 PLANEACIÓN Y CONTROL DE LA PRODUCCIÓN
Sin la planeación no es posible gestionar de manera correcta el sistema productivo. La planeación debe poseer pronósticos sobre la demanda, es decir, debemos conocer bien las circunstancias que se producirán (y cuándo) para poder anticiparse a ellas. Esto significa que se debe disponer fundamentalmente de información sobre la demanda, las capacidades y la disponibilidad de recursos, y los costes. Frente al problema de la planificación de producción el cual se complica por la necesidad de producir más debido a la falta de capacidad de producción . La forma en que una organización de producción planea y controla la adquisición de materiales, la fabricación de piezas y ensambles, y el trabajo necesario para la producción de los productos depende del tipo de sistema de planeación y control de producción. El desarrollo y fabricación de autopartes en Colombia comenzó a ser importante dada la creciente demanda generada tanto por la cadena de ensamble de vehículos como por el mercado de repuestos también llamado “mercado de reposición”, y que de igual forma demanda artículos producidos en otras cadenas productivas como son metalmecánica, petroquímica (plástico y caucho) y textiles. Las empresas fabricantes de autopartes han logrado un reconocimiento importante por la calidad de sus productos, gracias a que la mayoría de ellas han tenido que certificar sus sistemas de calidad bajo normas ISO 9001 y TS 16949, para ser proveedores de las ensambladoras, lo cual les ha permitido tener presencia en mercados internacionales.
7.3 COMERCIALIZACIÓN EN EL SECTOR AUTOMOTRIZ
La industria automotriz y de autopartes en Colombia está conformada por dos actividades:
• El ensamble de vehículos y,
• La Fabricación de autopartes
53
La industria automotriz colombiana comienza su implementación en la década de los años 50, en el año de 1952 el gobierno recibe la primera propuesta para el establecimiento de una planta de ensamble pero solo hasta el año de 1956 se acepta la solicitud estableciéndose la planta de Colmotores. A raíz del inicio de la industria ensambladora en Colombia, se fue desarrollando la fabricación de 20 autopartes y piezas para estos vehículos, en la década de los 60 se inicia la producción de los componentes con un uso mayor de tecnología, y la asistencia.
La actividad de ensamble en Colombia cuenta en la actualidad con tres plantas: La Fabrica Colombiana de Automotores “COLMOTORES” que ensambla la marca Chevrolet, SOFASA que ensambla las marcas Renault y Toyota y La Compañía Colombiana Automotriz “CCA”, que ensambla las marcas Mazda, Ford y Mitsubishi, estas tres ensambladoras abarcan desde el vehículo pequeño y camiones hasta los vehículos de servicio público.
La fabricación de autopartes en Colombia se compone en la actualidad de aproximadamente 177 empresas, que fabrican alrededor de 200 productos, dentro de los que se encuentran: llantas, neumáticos, baterías, líquidos y discos de frenos, motores de arranque, empaques, retenedores, filtros, tapicerías, limpia brisas, cinturones de seguridad, guardafangos, amortiguadores, radiadores, entre otros13. Gran parte de estos productos son los que componen la cadena de ensamble que reúne productos relativamente homogéneos en cuanto a sus características técnicas de producción: como son materias primas comunes, usos finales o intermedios comunes y tecnologías productivas similares, la cadena no responde a una línea de transformación de materias primas, sino a una actividad de ensamble de vehículos (armada, montaje y pintura).
13
Manual Estadístico Nº 25 Acolfa
54
8 PARÁMETROS GENERALES DE DISEÑO
Para conocer las limitaciones y alcances del proyecto se deben conocer las características del proceso a modificar, para ello se realiza un estudio en planta de las diferentes variables.
8.1 PARÁMETROS DE ESPACIO
La planta de fundición de FUNDICOM S.A., se encuentra ubicada en el municipio
de Mosquera en el Kilómetro 18.5 Vía Occidente, como lo muestra la Ilustración
25. Su actual mercado se encuentra direccionado a fundir y mecanizar piezas en
hierro gris y hierro nodular para abastecer el mercado nacional e internacional.
Kilómetro 18.5 Carretera Occidente
PBX: (57-1) 8931400-06
MOSQUERA - CUNDINAMARCA
www.fundicom.com.co
Distancia Aeropuerto: 13 km
N Mosquera
Km. 18,5
Variante
Ilustración 25. Ubicación FUNDICOM
Fuente: Autores
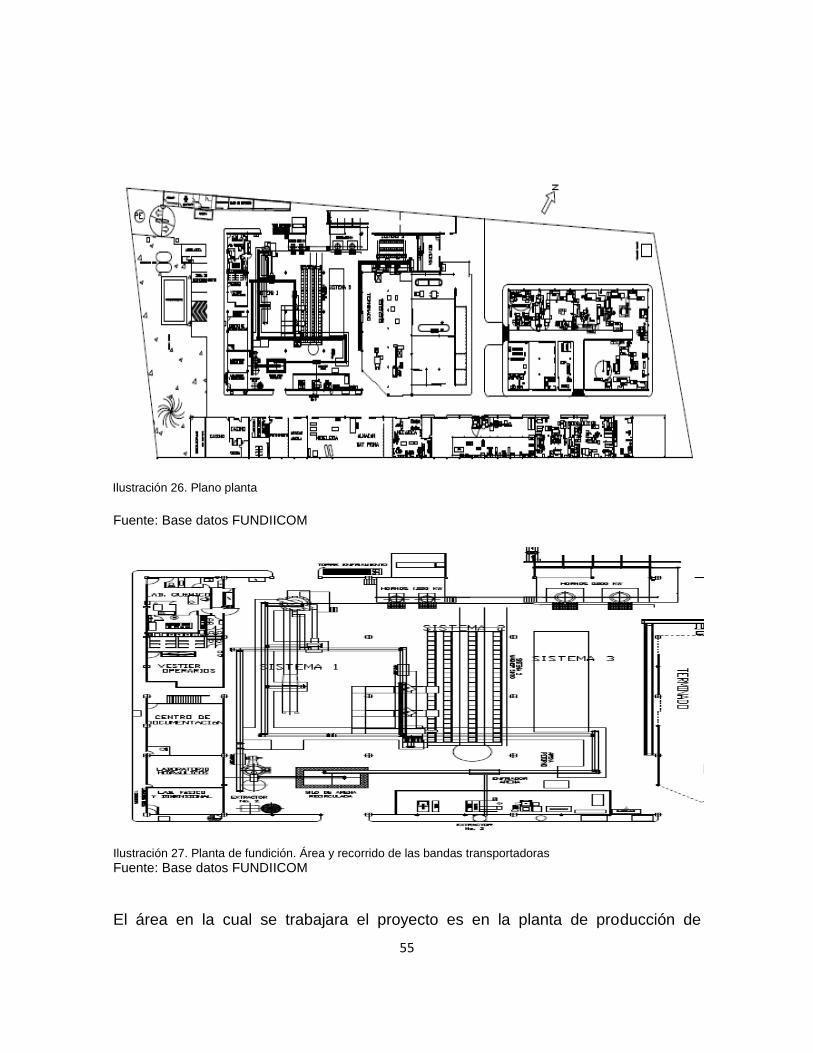
55
Fuente: Base datos FUNDIICOM
Ilustración 27. Planta de fundición. Área y recorrido de las bandas transportadoras
Fuente: Base datos FUNDIICOM
El área en la cual se trabajara el proyecto es en la planta de producción de
Ilustración 26. Plano planta
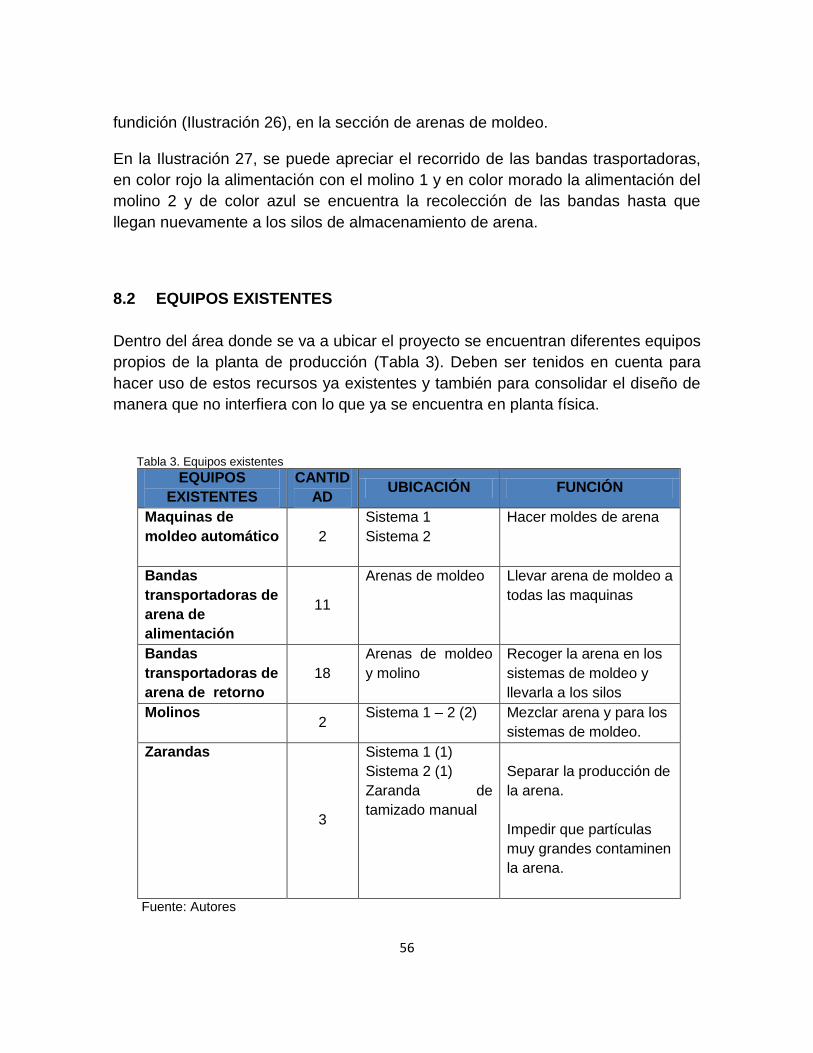
56
fundición (Ilustración 26), en la sección de arenas de moldeo.
En la Ilustración 27, se puede apreciar el recorrido de las bandas trasportadoras,
en color rojo la alimentación con el molino 1 y en color morado la alimentación del
molino 2 y de color azul se encuentra la recolección de las bandas hasta que
llegan nuevamente a los silos de almacenamiento de arena.
8.2 EQUIPOS EXISTENTES
Dentro del área donde se va a ubicar el proyecto se encuentran diferentes equipos
propios de la planta de producción (Tabla 3). Deben ser tenidos en cuenta para
hacer uso de estos recursos ya existentes y también para consolidar el diseño de
manera que no interfiera con lo que ya se encuentra en planta física.
Tabla 3. Equipos existentes
EQUIPOS
EXISTENTES
CANTID
AD UBICACIÓN FUNCIÓN
Maquinas de
moldeo automático 2
Sistema 1
Sistema 2
Hacer moldes de arena
Bandas
transportadoras de
arena de
alimentación
11
Arenas de moldeo Llevar arena de moldeo a
todas las maquinas
Bandas
transportadoras de
arena de retorno
18
Arenas de moldeo
y molino
Recoger la arena en los
sistemas de moldeo y
llevarla a los silos
Molinos 2
Sistema 1 – 2 (2)
Mezclar arena y para los
sistemas de moldeo.
Zarandas
3
Sistema 1 (1)
Sistema 2 (1)
Zaranda de
tamizado manual
Separar la producción de
la arena.
Impedir que partículas
muy grandes contaminen
la arena.
Fuente: Autores
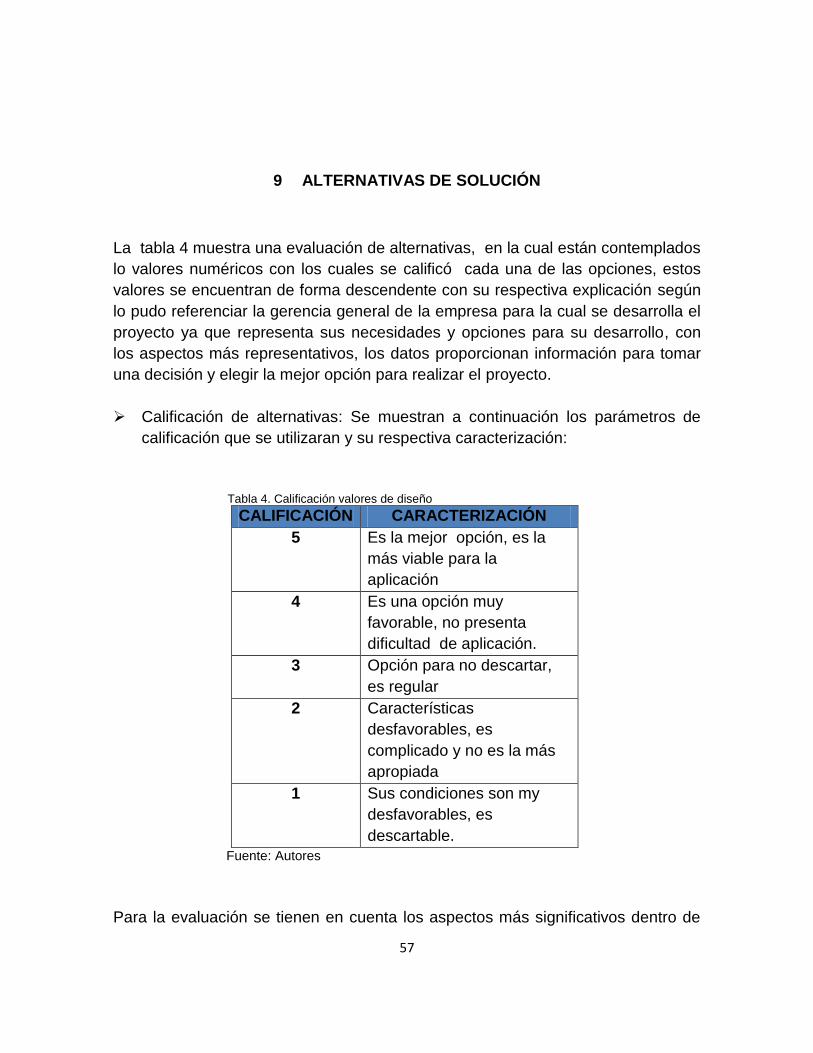
57
9 ALTERNATIVAS DE SOLUCIÓN
La tabla 4 muestra una evaluación de alternativas, en la cual están contemplados
lo valores numéricos con los cuales se calificó cada una de las opciones, estos
valores se encuentran de forma descendente con su respectiva explicación según
lo pudo referenciar la gerencia general de la empresa para la cual se desarrolla el
proyecto ya que representa sus necesidades y opciones para su desarrollo, con
los aspectos más representativos, los datos proporcionan información para tomar
una decisión y elegir la mejor opción para realizar el proyecto.
Calificación de alternativas: Se muestran a continuación los parámetros de
calificación que se utilizaran y su respectiva caracterización:
Tabla 4. Calificación valores de diseño
CALIFICACIÓN CARACTERIZACIÓN
5 Es la mejor opción, es la
más viable para la
aplicación
4 Es una opción muy
favorable, no presenta
dificultad de aplicación.
3 Opción para no descartar,
es regular
2 Características
desfavorables, es
complicado y no es la más
apropiada
1 Sus condiciones son my
desfavorables, es
descartable.
Fuente: Autores
Para la evaluación se tienen en cuenta los aspectos más significativos dentro de

58
los parámetros de diseño, para lo cual fueron tenidos en cuenta no solo el mejor
diseño si no también el más económico y que nos brinde mayor facilidad para la
ejecución del proceso una vez este montado. A cada criterio se le da una
calificación y la tabla anterior se multiplica por la ponderación, la suma de todas
las multiplicaciones es la calificación final.
Para los parámetros de diseño, se tuvieron en cuenta los siguientes parámetros de
selección:
• Espacio: Que se refiere al espacio requerido para el montaje del proceso de
moldeo
• Elementos a transportar: Teniendo en cuenta la materia prima que va a
utilizar el proceso y los herramentales
• Tiempos y recorridos: De la operación de moldeo
• Otros: como mantenimiento, costos y montaje tanto de la máquina como del
proceso de transformación que debe ser llevado a cabo por la máquina de
moldeo
Tabla 5. Parámetros de diseño
PARÁMETRO DE SELECCIÓN PONDERACIÓN
ESPACIO
Espacio requerido 0.25
Infraestructura utilizada 0.1
ELEMENTOS A TRANSPORTAR
Manipulación de la arena 0.15
Capacidad de tamizado 0.15
TIEMPOS Y RECORRIDOS
Rapidez de montaje 0.05
Ruta de desplazamiento de la arena 0.07
OTROS
Mantenimiento 0.1
Costos 0.07
Montaje 0.06
Fuente: Autores
En el proceso de fundición, el metal fundido fluye por gravedad u otra fuerza
dentro de un molde donde se solidifica y toma la forma de la cavidad del molde. Es
uno de los más antiguos procesos de formado que se remonta 6 mil años atrás. El
principio de la fundición es simple: se funde el metal, se vacía en un molde y se
59
deja enfriar. En el caso de colada en molde desechable el proceso de fundición se
inicia con la producción de un molde, para lo cual se requiere de un modelo de la
forma y dimensiones de la pieza a producir. Usualmente el molde contiene una o
varias cavidades cuya forma geométrica determina la forma de la parte a fundir.
Existe en la actualidad varios procesos de fabricación de moldes para fundición
entre los cuales tenemos como más destacada, Moldeo por arena en verde, Pep
Set, cold Box, Shell molding y CO2. Para cada uno de los anteriores existen
maquinas de fabricación de moldes, cada una con diferentes configuraciones
dependiendo de la necesidad del cliente. A continuación veremos las mas
adecuadas para la empresa de acuerdo con las piezas a fabricar, ya que las
piezas a fabricar son en hierro gris y hierro nodular no se pueden tener en cuenta
todos los tipos de moldeo de la industria, no aplican para este proceso el moldeo
de acero ni de materiales no ferrosos puesto que su proceso de moldeo es
completamente diferente de igual manera se ponderan los resultados para ayudar
al estudio de viabilidad y tomar una decisión.
9.1 MOLDEO EN ARENA EN VERDE
Consiste en la elaboración del molde con arena y arcillas, tal como la bentonita,
las cuales se activan por la presencia de humedad. Es el método más empleado y
económico, puede ser utilizado para casi cualquier metal o aleación sin importar
mayormente las dimensiones de las piezas se puede ver en la ilustración 28. No
se emplea en el caso de piezas muy grandes o de geometrías complejas, ni
cuando se requiera de buenos acabados superficiales o tolerancias reducidas.
Realizan parcial o totalmente el ciclo de operaciones descrito en el moldeo a
mano. Las primeras que se construyeron sólo extraían el modelo (máquinas de
desmoldear) evitando el deterioro y reparación del molde. Posteriormente, para
disminuir la fatiga de los operarios y aumentar la productividad se sustituyó el
atacado a mano por el mecánico y se construyeron las máquinas de moldear. En
la actualidad, se ha llegado a un grado de perfeccionamiento tal que, con
máquinas automáticas se dosifica y carga la arena, se retira el modelo y, por
último se cierran las cajas y se les deja listas para la colada.
Tecnología probada basada en líneas DISAMATIC
Tamaños de moldes disponibles entre 500 x 400 y 1200 x 1050 mm
Tiempo de funcionamiento y fiabilidad superiores que optimizan la

60
productividad de su línea
Diseño duradero para un funcionamiento y mantenimiento sencillos
Diseñada para ofrecer seguridad, eficacia y limpieza: una solución sostenible
Fuente: Catalogo Disamatic
Para este caso particular se debe disponer de un espacio considerable para el lay-
out de planta puesto que las dimensiones de la maquina así lo requieren.
9.1.1 Ventajas y desventajas.
Es una muy buena alternativa ya que permite fabricar piezas de gran tamaño ya
que tiene una capacidad de molde bastante amplia. Puede ser buena elección ya
que es uno de los sistemas más económicos del mercado, tiene un rendimiento de
moldeo muy interesante ya que puede fabricar más de 450 moldes por hora, eso
es más de lo que se requiere de acuerdo con la proyección de piezas requeridas.
No se trata de un proceso recomendado para piezas de gran tamaño. Las tolerancias que se obtienen suelen ser bastante grandes.
Ilustración 28. Maquina Disa
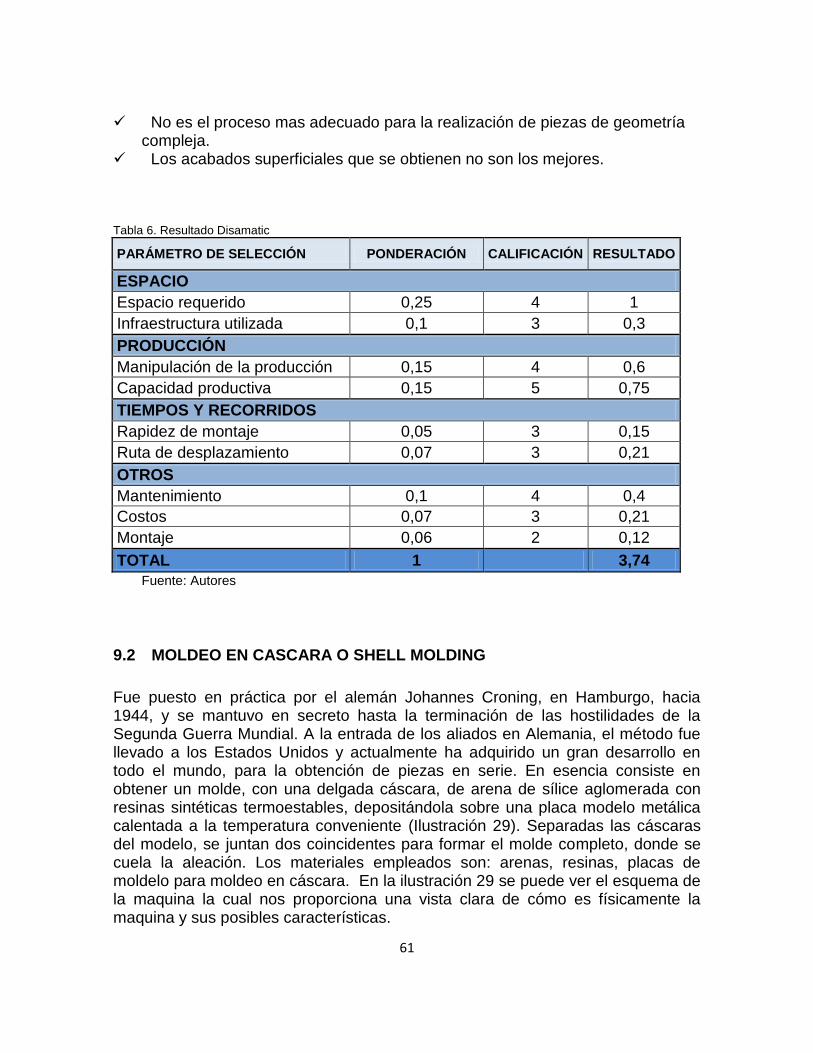
61
No es el proceso mas adecuado para la realización de piezas de geometría compleja.
Los acabados superficiales que se obtienen no son los mejores.
Tabla 6. Resultado Disamatic
PARÁMETRO DE SELECCIÓN PONDERACIÓN CALIFICACIÓN RESULTADO
ESPACIO
Espacio requerido 0,25 4 1
Infraestructura utilizada 0,1 3 0,3
PRODUCCIÓN
Manipulación de la producción 0,15 4 0,6
Capacidad productiva 0,15 5 0,75
TIEMPOS Y RECORRIDOS
Rapidez de montaje 0,05 3 0,15
Ruta de desplazamiento 0,07 3 0,21
OTROS
Mantenimiento 0,1 4 0,4
Costos 0,07 3 0,21
Montaje 0,06 2 0,12
TOTAL 1 3,74
Fuente: Autores
9.2 MOLDEO EN CASCARA O SHELL MOLDING
Fue puesto en práctica por el alemán Johannes Croning, en Hamburgo, hacia 1944, y se mantuvo en secreto hasta la terminación de las hostilidades de la Segunda Guerra Mundial. A la entrada de los aliados en Alemania, el método fue llevado a los Estados Unidos y actualmente ha adquirido un gran desarrollo en todo el mundo, para la obtención de piezas en serie. En esencia consiste en obtener un molde, con una delgada cáscara, de arena de sílice aglomerada con resinas sintéticas termoestables, depositándola sobre una placa modelo metálica calentada a la temperatura conveniente (Ilustración 29). Separadas las cáscaras del modelo, se juntan dos coincidentes para formar el molde completo, donde se cuela la aleación. Los materiales empleados son: arenas, resinas, placas de moldelo para moldeo en cáscara. En la ilustración 29 se puede ver el esquema de la maquina la cual nos proporciona una vista clara de cómo es físicamente la maquina y sus posibles características.
62
Se efectúa en máquinas especiales que esencialmente constan de una caja depósito en cuya tapa se fija la placa modelo. Las operaciones necesarias para el moldeo; la placa modelo la una temperatura comprendida entre 150 y 300 ºC, recubriéndola con aceite de silicona para evitar que la cáscara se adhiera al molde y facilitar su extracción, la caja de forma que la mezcla arenaresina recubra completamente la placa modelo. La profundidad de la caja (para obtener mayor altura de caída de la arena) debe ser tanto mayor cuanto más importante sea el relieve de la placa modelo, Finalmente La resina se funde en contacto con la superficie de la placa modelo caliente y en unos segundos, el modelo se encuentra revestido con una costra de arena aglomerada, parcialmente endurecida,. Su espesor es función del tiempo y de la temperatura. Así, en 20 segundos y a 150 ºC se obtiene una costra de 5 mm de espesor, y este mismo valor se puede obtener en 7 segundos si la temperatura se eleva a 240 ºC , la cascara endurecida se retira de la placa modelo. Para la obtención del molde se hace la unión de las dos cascaras complementarias con adhesivos, grapas o pernos.
Tecnología Shell Molding
Tamaños de moldes disponibles entre 500 x 400 x 250 mm
Tiempo de funcionamiento y fiabilidad superiores que optimizan la
productividad de su línea
Velocidad de producción de 40 – 70 segundos por ciclo.
Dimensiones 2100 x 5000 x 3100 mm
Diseñada para ofrecer seguridad, eficacia y limpieza: una solución
sostenible

63
Fuente: Catalogo Kao Kuen Industrial Co
9.2.1 Ventajas y desventajas.
Las piezas se obtienen con un acabado superficial muy bueno, elevada precisión geométrica y dimensional. Las tolerancias son del orden del 0,5%, mientras que en moldeo ordinario son del 1,5%.
La mecanización de las piezas, como consecuencia de la elevada precisión con que se obtienen, es en muchas ocasiones innecesaria y, cuando se precisa, las creces de mecanizado son muy pequeñas.
Quedan eliminados casi por completo los defectos superficiales. La limpieza de la superficie de las piezas es mínima y en algunos casos
innecesaria. Los moldes son muy estables y pueden almacenarse durante mucho tiempo,
lo que permite fabricarlos en grandes series y usarlos donde y cuando convenga.
Permiten una elevada mecanización, tanto en el manejo de la arena (se elimina la suciedad y el polvo), como en la rapidez y uniformidad del producto que se obtiene.
Puede emplearse mano de obra no especializada, reduciendo los costos de fabricación.
Sólo resulta económico en la fabricación de grandes series, donde los gastos
de amortización se reparten entre un gran número de piezas.
Ilustración 29. Maquina shell molding
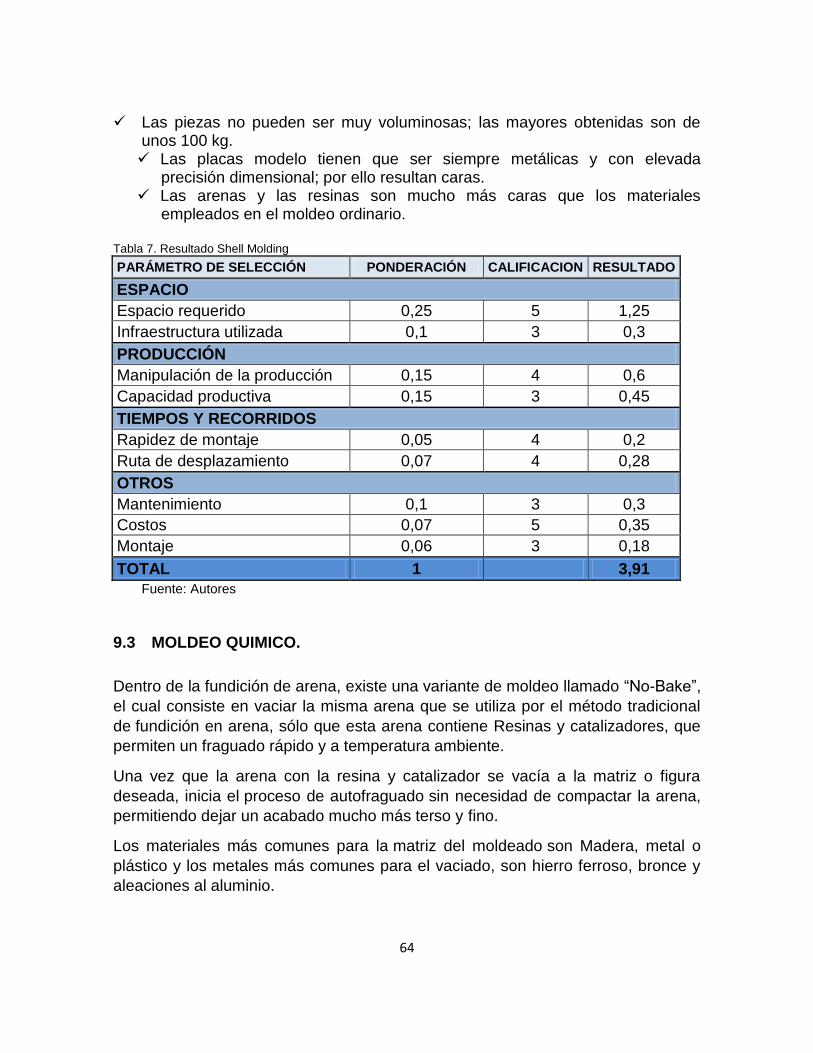
64
Las piezas no pueden ser muy voluminosas; las mayores obtenidas son de unos 100 kg. Las placas modelo tienen que ser siempre metálicas y con elevada
precisión dimensional; por ello resultan caras. Las arenas y las resinas son mucho más caras que los materiales
empleados en el moldeo ordinario.
Tabla 7. Resultado Shell Molding
PARÁMETRO DE SELECCIÓN PONDERACIÓN CALIFICACION RESULTADO
ESPACIO
Espacio requerido 0,25 5 1,25
Infraestructura utilizada 0,1 3 0,3
PRODUCCIÓN
Manipulación de la producción 0,15 4 0,6
Capacidad productiva 0,15 3 0,45
TIEMPOS Y RECORRIDOS
Rapidez de montaje 0,05 4 0,2
Ruta de desplazamiento 0,07 4 0,28
OTROS
Mantenimiento 0,1 3 0,3
Costos 0,07 5 0,35
Montaje 0,06 3 0,18
TOTAL 1 3,91
Fuente: Autores
9.3 MOLDEO QUIMICO.
Dentro de la fundición de arena, existe una variante de moldeo llamado “No-Bake”,
el cual consiste en vaciar la misma arena que se utiliza por el método tradicional
de fundición en arena, sólo que esta arena contiene Resinas y catalizadores, que
permiten un fraguado rápido y a temperatura ambiente.
Una vez que la arena con la resina y catalizador se vacía a la matriz o figura
deseada, inicia el proceso de autofraguado sin necesidad de compactar la arena,
permitiendo dejar un acabado mucho más terso y fino.
Los materiales más comunes para la matriz del moldeado son Madera, metal o
plástico y los metales más comunes para el vaciado, son hierro ferroso, bronce y
aleaciones al aluminio.

65
Equipos especializados de “No-Bake”, hacen la función de garantizar una mezcla
homogénea de arena sílice, resina y catalizador, ya que al ser proporción de
resina y catalizador mínima, si dicha mezcla no fuera homogénea, el molde tendría
un riesgo mayor a quebrársela Ilustración 30 muestra la simplicidad de la maquina.
Fuente: Palmer
9.3.1 Ventajas y desventajas.
Se pueden lograr piezas de fundición de gran peso, debido a que no se
compacta la arena se evita el riesgo de que se colapsen internamente las
cavidades grandes, y gracias al autofraguado la arena se solidifica
garantizando el hueco en los moldes grandes.
La humedad se reduce considerablemente en la arena, por consecuente se
reduce la emisión de gases internos al momento del vaciado del metal y se
evita porosidad en la pieza de metal.
Finalmente una gran ventaja del “No-Bake” contra el moldeo en arena
tradicional es el tiempo que se tarda en fabricarse los moldes, mientras en el
método tradicional el moldeador tiene que compactar la arena por capas, en
el “No-bake” simplemente se vacía hacia la matriz y en pocos segundos se
solidifica. Es por esta razón que mediante el proceso de “No-Bake” se puede
incrementar la capacidad de moldear.
Ilustración 30. Maquina No bake
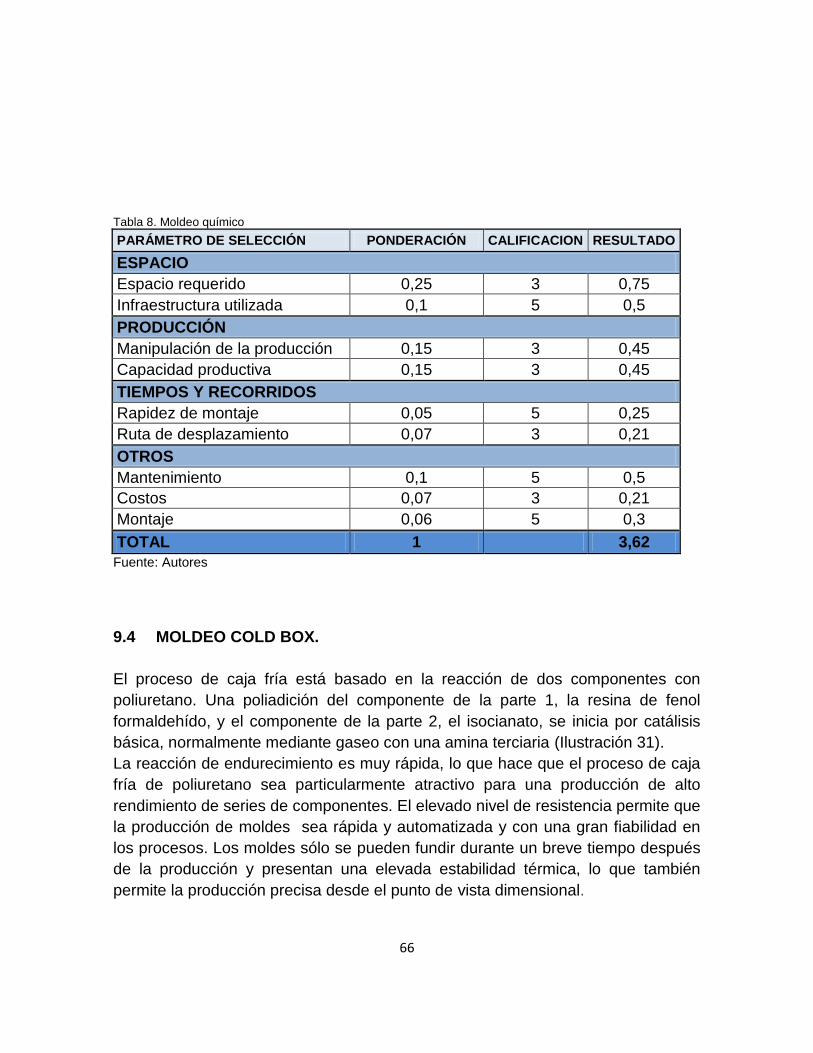
66
Tabla 8. Moldeo químico
PARÁMETRO DE SELECCIÓN PONDERACIÓN CALIFICACION RESULTADO
ESPACIO
Espacio requerido 0,25 3 0,75
Infraestructura utilizada 0,1 5 0,5
PRODUCCIÓN
Manipulación de la producción 0,15 3 0,45
Capacidad productiva 0,15 3 0,45
TIEMPOS Y RECORRIDOS
Rapidez de montaje 0,05 5 0,25
Ruta de desplazamiento 0,07 3 0,21
OTROS
Mantenimiento 0,1 5 0,5
Costos 0,07 3 0,21
Montaje 0,06 5 0,3
TOTAL 1 3,62
Fuente: Autores
9.4 MOLDEO COLD BOX.
El proceso de caja fría está basado en la reacción de dos componentes con
poliuretano. Una poliadición del componente de la parte 1, la resina de fenol
formaldehído, y el componente de la parte 2, el isocianato, se inicia por catálisis
básica, normalmente mediante gaseo con una amina terciaria (Ilustración 31).
La reacción de endurecimiento es muy rápida, lo que hace que el proceso de caja
fría de poliuretano sea particularmente atractivo para una producción de alto
rendimiento de series de componentes. El elevado nivel de resistencia permite que
la producción de moldes sea rápida y automatizada y con una gran fiabilidad en
los procesos. Los moldes sólo se pueden fundir durante un breve tiempo después
de la producción y presentan una elevada estabilidad térmica, lo que también
permite la producción precisa desde el punto de vista dimensional.

67
Los procesos de caja fría cumplen la secuencia típica de soplado, gaseado, purga
y extracción. La arena es mezclada con resina, es soplada dentro de la caja
(herramental) de corazones, después un gas catalizador se introduce a la caja y
se hace pasar a través de la mezcla arena - resina, causando el curado
instantáneo de la misma. Posteriormente, se pasa una corriente de aire (purga),
que arrastra el exceso de catalizador y de esta forma el molde está listo para ser
extraído de la caja y ser usado. El exceso de gas catalizador que el aire arrastró
es enviado a una lavadora de gases. Fuente: Catálogo de productos vic
Producción nominal 286 soplos/Hora
Rendimiento 85%
Relación de arena metal 1/1
Tamaños de moldes disponibles entre 500 x 400 x 250 mm
Ilustración 31. Maquina VIC HV3
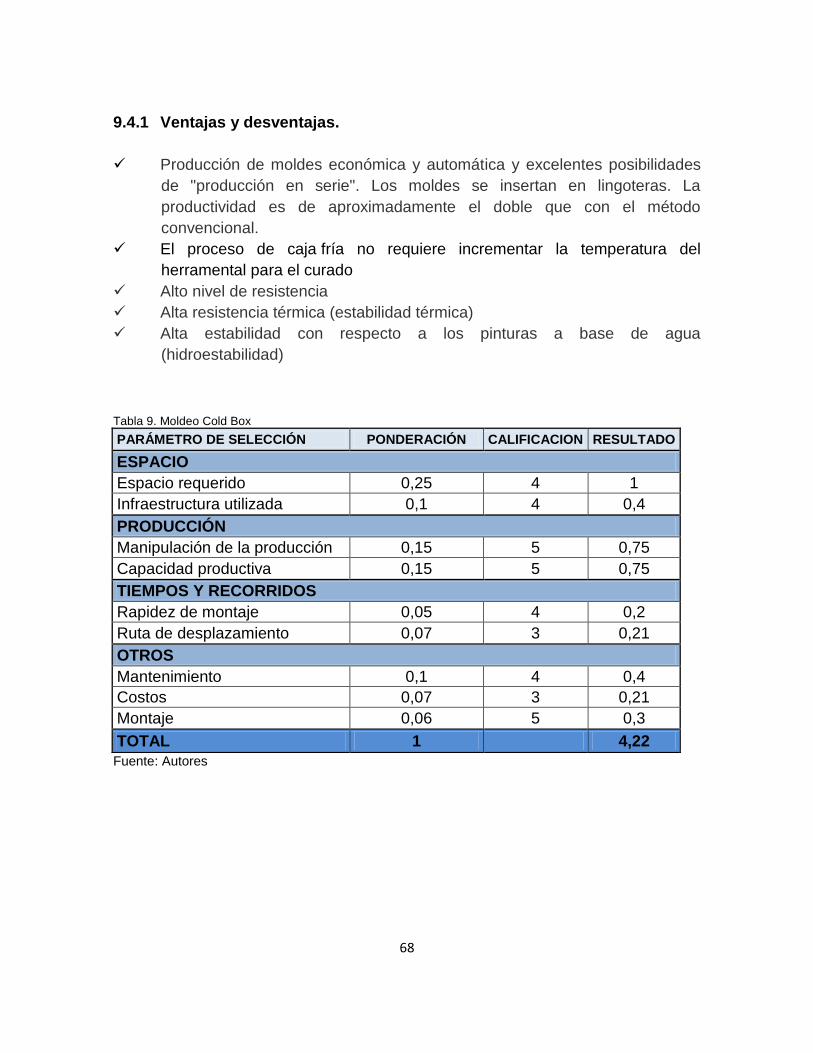
68
9.4.1 Ventajas y desventajas.
Producción de moldes económica y automática y excelentes posibilidades
de "producción en serie". Los moldes se insertan en lingoteras. La
productividad es de aproximadamente el doble que con el método
convencional.
El proceso de caja fría no requiere incrementar la temperatura del
herramental para el curado
Alto nivel de resistencia
Alta resistencia térmica (estabilidad térmica)
Alta estabilidad con respecto a los pinturas a base de agua
(hidroestabilidad)
Tabla 9. Moldeo Cold Box
PARÁMETRO DE SELECCIÓN PONDERACIÓN CALIFICACION RESULTADO
ESPACIO
Espacio requerido 0,25 4 1
Infraestructura utilizada 0,1 4 0,4
PRODUCCIÓN
Manipulación de la producción 0,15 5 0,75
Capacidad productiva 0,15 5 0,75
TIEMPOS Y RECORRIDOS
Rapidez de montaje 0,05 4 0,2
Ruta de desplazamiento 0,07 3 0,21
OTROS
Mantenimiento 0,1 4 0,4
Costos 0,07 3 0,21
Montaje 0,06 5 0,3
TOTAL 1 4,22
Fuente: Autores
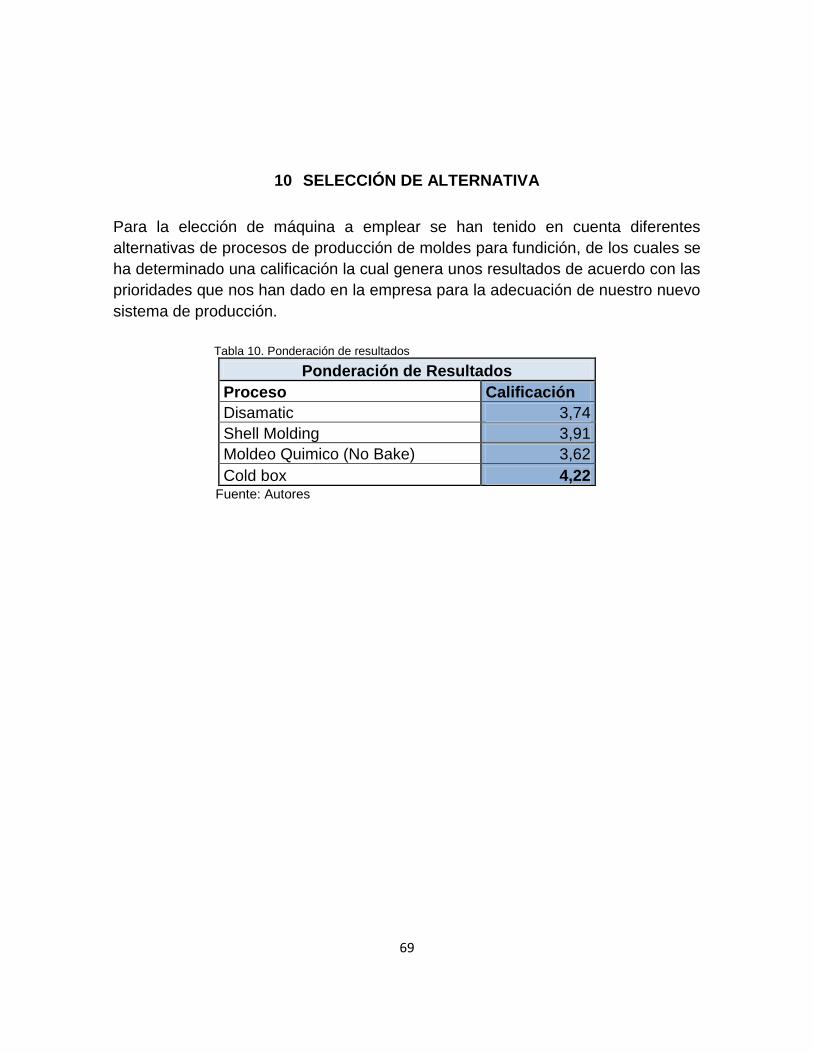
69
10 SELECCIÓN DE ALTERNATIVA
Para la elección de máquina a emplear se han tenido en cuenta diferentes
alternativas de procesos de producción de moldes para fundición, de los cuales se
ha determinado una calificación la cual genera unos resultados de acuerdo con las
prioridades que nos han dado en la empresa para la adecuación de nuestro nuevo
sistema de producción.
Tabla 10. Ponderación de resultados
Ponderación de Resultados
Proceso Calificación
Disamatic 3,74
Shell Molding 3,91
Moldeo Quimico (No Bake) 3,62
Cold box 4,22 Fuente: Autores
70
11 DESCRIPCION PRELIMINAR
En los siguientes capítulos se busca tener una descripción general de los componentes que conforman las alternativas seleccionadas en el capítulo anterior, dentro del diseño es importante tener en cuenta el espacio que tenemos para hacer el montaje de la línea de producción, así como hacer un correcto layout de planta y de acuerdo a lo expuesto con anterioridad según alternativa seleccionada mostrar el correcto método de producción para la operación adecuada del sistema productivo.
12 DESCRIPCIÓN DEL PROCESO
El sistema de caja fría se originó para que el uretano haga parte del proceso con amina fenólica, pero ahora describe cualquier proceso de unión del núcleo que utiliza un gas o catalizador vaporizado para curar revestida de resina mientras está en contacto con un patrón de temperatura ambiente. En esta categoría los procesos de caja fría ofrecen ventajas de precisión dimensional, puesto que las paredes que conforman el molde tienen mayor dureza al ser trabajados con agentes catalizadores y no con arenas aglomeradas, también ofrece mayor productividad y de mejor calidad que otro núcleo o sistema de moho. Con la excepción del proceso C02 silicato, todos los sistemas de cajas frías se basan en soplar, el gas, la purga. El ciclo de curado es relativamente rápido y se puede completar en cuestión de segundos. Los procesos de caja fría son excepcionalmente precisos durante las etapas de fabricación de moldes, no térmicamente consiguiente expansión y la contracción de la herramienta tiene lugar y la rotura del núcleo es relativamente baja porque los núcleos que se dañan son una porción pequeña antes de que se expulsan del patrón. Los aglutinantes caja fría proporcionan una mezcla de arena fluida que es soplada en cajas de machos intrincados. Estas herramientas pueden ser de madera, metal o plástico. El tamaño de los núcleos y moldes producidos en el proceso de caja fría es limitado sólo por la capacidad de manejo de la máquina.
71
Núcleos de más de 500 Kg. han sido soplados. El proceso es especialmente14 adecuado para soplar núcleos más pequeños con configuraciones complejas ya que el sistema tiene excelentes características de flujo. Como los procesos de caja fría no son dependientes de fuentes de calor de alta temperatura para el curado, con ellos se obtienen reducción del consumo de energía y, a través de las ventajas de productividad y calidad, menor costo por terminado de fundición. El proceso es un sistema de tres partes de aglutinante que consiste en la Parte A, una resina fenólica , Parte B a polimérico isocianato y un catalizador de la Parte C de tipo amina , capaz de ser vaporizado, se recubre la arena con los componentes de la Parte A y la Parte B y se compacta en un patrón de la temperatura ambiente. El catalizador se vaporiza y se introduce a través de rejillas de ventilación en el patrón para endurecer la arena contenida mezclada al instante. El ciclo de gasificación catalizador es normalmente seguido por una purga de aire que fuerza el exceso vapores de catalizador a través de la masa de arena y elimina catalizador residual del núcleo endurecido. Es preferible que los gases de escape desde el cuadro de ser borrado químicamente para eliminar el exceso de catalizador. El componente reactivo de la Parte A es una resina fenólica. Se solubiliza en disolventes orgánicos para dar una solución de resina de baja viscosidad de modo que la capa más fácilmente la arena y permitir que la mezcla más fácil con la Parte A. La Parte B es generalmente una solución de isocianato polimérico en disolventes orgánicos. Los componentes de hidroxilo la Parte A reacciona con los componentes de isocianato de la Parte A en presencia del catalizador para formar un polímero de uretano sólido que une los granos de arena entre sí. Las soluciones tanto la Parte A y B son esencialmente libres de agua. Los procesos liberan vinculación sin agua u otro por los productos derivados del agua. El sistema contendrá un pequeño (~ 3%) de nitrógeno, introducida a través de la isocianato. Las resinas y disolventes orgánicos en el sistema dan un alto contenido de carbono que puede contribuir a la generación de carbón durante la colada. Ambas Partes A y B se deben almacenar entre 60 y 90 ° F en un lugar seco. Por encima de 90 ° F hay un riesgo de acumulación de presión y la pérdida por evaporación. A continuación 6OoF la viscosidad de la resina se puede acumular hasta el punto de dificultad de bombeo y mezcla en la arena. Se debe tener cuidado para evitar la contaminación del agua de la resina parte A, ya que va a reaccionar para formar un lodo sólido o corteza y generar gas C02.
14
Catalogo BICOR BRAZIL: Core_Box_Core_Making_Systems
72
La Parte A y Parte B no debe ser "premezclada" a granel ya que van a reaccionar para formar una masa sólida y liberar calor significativa. Con almacenamiento adecuado, la vida útil de ambos componentes será de al menos un año. Los catalizadores son líquidos inflamables y deben mantenerse alejados de las llamas y otras fuentes de ignición. Todos los tambores que contienen estos líquidos deben estar en tierra y los líquidos sólo se deben procesar en contenedores diseñados para líquidos inflamables. Los catalizadores no deben ser almacenados en la luz solar directa a fin de garantizarla acumulación de presión mínima. En recipientes cerrados, la vida útil de los catalizadores será de al menos un año. El proceso puede ser utilizado con todo tipo de arenas usadas para hacer los procesos básicos en la fundición. Hay que prestar atención a los efectos de la temperatura de la arena, la química y el contenido de humedad en el rendimiento de resina. La temperatura de la arena ideal es de 70 a 80 ° F. La temperatura de arena más bajas puede reducir la eficiencia de la mezcla y aumento del tiempo de curación. Las temperaturas de arena más altas reducen los ciclos de gasificación y aumentan la cantidad de catalizador requerido también acortará la vida útil de la mezcladora de arena. La presencia de altos niveles de impurezas alcalinas en la arena, tal como se mide por el valor de la demanda de ácido, (ADV), y el pH, puede acortar la vida del banco. La humedad en la arena reducirá resistencia a la tracción y acortar vida operativa. Un contenido máximo de humedad de la arena de 0,2% es aceptable en temperaturas de arena normales (~ 70 ° F), pero cuando la temperatura de la arena se eleva a ~ 90 ° F, el contenido de humedad debe mantenerse por debajo 0,1% para que el proceso funcione correctamente. Todos los tipos de equipos de mezcla de arena populares se pueden utilizar con el sistema de caja fría. En la arena se prefiere sistema que causa la menor cantidad de aireación, típicamente, se utiliza 1.1 hasta 1.5% de la combinación de la Parte A y la Parte B, con las relaciones de componentes que van desde 50/50 a 55/45. Una proporción 50/50 es más común en las fundiciones ferrosas. Para la fundición de aluminio, magnesio y otras aleaciones de baja temperatura de colada, los niveles de ligante de 1% o inferior se utilizan comúnmente para facilitar la sacudida. Los catalizadores volátiles son generalmente aminas terciarias, tales como trietilamina (TEA), o dimetiletilamina (DMEA). Ambos son, líquidos corrosivos, inflamables volátiles. La elección del catalizador a utilizar dependerá en las diferencias de rendimiento
73
Se utilizan varios diseños de generadores para vaporizar y mezclar estas aminas con gases portadores inertes y entregarlos a la máquina de soplado. Los mejores diseños proporcionan una alta concentración consistente de catalizador para facilitar, ciclos de curado predecibles rápidas. Por lo general, alrededor de 7 libras de gas transportarán 1 libra de catalizador. El uso del catalizador y la tasa de curación dependen en gran medida de la eficiencia con que se ventila el utillaje y en la geometría del núcleo o molde en sí. En la práctica el uso de aproximadamente 1 a 2 libras de catalizador por tonelada de mezcla de arena es la meta. Gas catalizador climatizada y purga de aire pueden reducir los tiempos de ciclo y la disminución el uso de catalizador. Aislantes y calor trazando las líneas de suministro de catalizador ha sido el generador y el patrón para dar un 25% del step-up de la temperatura garantiza el uso óptimo del catalizador y evita vapores de catalizador del condensación de nuevo a la fase líquida. El escape de la caja de machos debe ser transportado a un lavador químico, cuando el exceso de catalizador es eliminado por reacción con un Acido diluido típicamente sulfúrico, para formar la sal de sulfato equivalente. Dependiendo de los volúmenes de licor de fregado, el catalizador es capaz de ser recuperado. Los aditivos de arena se pueden utilizar en este proceso para corregir defectos de fundición. Por ejemplo, las vetas en tanto ferrosos y piezas de fundición de latón pueden reducirse sustancialmente por la adición de 1 a 2% de propiedad arcilla / mezclas de azúcar o 1 a 3% de óxido de hierro. Debido al alto contenido de carbono y la reducción de la atmósfera molde, hollín o carbono brillante desarrollado durante la descomposición aglutinante proporcionará una superficie de colada excelente, aunque en exceso puede causar arrugas superficiales u otros defectos de fundición conocen comúnmente como defectos de carbono brillante. El Carbono brillante se puede controlar mediante la reducción del contenido de resina, el aumento de temperatura de colada, la reducción de vertido, tiempo, mejorar núcleo y la ventilación del molde, y el uso de óxidos de hierro de 1 a 3% para generar una atmósfera oxidante más rico en la cavidad. Adiciones de óxido de hierro negro o rojo de 2 a 3% son recomendado para piezas de acero fundido. Óxido de hierro rojo en niveles tan bajos como 0,25% puede ser eficaz en la eliminación de ligante subsuelo inducida porosidad estenopeica en aleaciones propensas a estos defectos. Se debe tener cuidado para estudiar estos aditivos en la aplicación específica de la fundición, ya que pueden afectar negativamente a la tracción relaciones de fuerza / de la vida del banco15. Núcleos y moldes preparados con este proceso se pueden recubrir con todos los tipos habituales de revestimientos refractarios. Los revestimientos a base de agua
15
Escuela Politécnica nacional: Análisis de la conducta de mezclas de moldeo para fundición con resinas
74
deben aplicarse tan pronto como sea posible después del moldeo, se secan inmediatamente en un horno que minimice los efectos del vapor en el revestimiento. Recubrimiento a base de alcohol se deben aplicar después de los núcleos o moldes han curado durante al menos 10 minutos. Por lo general, no aplicar agua a los revestimientos ya que se aumentará la fuerza aglutinante final, empeorando con el tiempo. La arena utilizada en el proceso es fácilmente recuperable, con el sistema de caja fría siendo superior a otros aglutinantes populares en la proporción de núcleo retirados como una función del tiempo de vibración. Sands de la sistema de caja fría son compatibles con arena recuperada de muchos otros sistemas de arena aglomerada químicamente, con la excepción de los silicatos, Shell y compuestos fenólicos curada con éster, debido a la naturaleza alcalina de su reclamar que puede acortar drásticamente caja fría tiempo de vida de la mezcla.
La sopladora de machos y moldes hv, disponible con soplo vertical y soplo
horizontal, posee como principal característica la utilización de una mesa giratoria
con tres estaciones de trabajo. En cada estación se posiciona un herramental, que
puede ser de un mismo tipo o de tipos diferentes. Esta configuración con tres
estaciones de trabajo, una de soplo, una de gaseo y otra de extracción, permite
que de manera simultánea se ejecuten las tres etapas básicas del proceso caja
fria, o sea, en cuanto un herramental está siendo “soplado” el otro está siendo
“gaseado” y el tercero está siendo “extraído”. El resultado de este sistema, se
traduce en alta productividad (ciclos/hora), en un mejor aprovechamiento de la
mano de obra (operador), en la posibilidad de producir en simultaneo, tres
diferentes tipos de machos y moldes (un tipo en cada estación), genera gran
flexibilidad de programación de la producción y control de inventarios, y en
muchos casos ayuda a limitar la cantidad de sopladoras necesarias16.
La sopladora extremamente compacta y productiva, de fácil manejo y bajísimo
mantenimiento, vick posee más de 80 sopladoras de esta familia, instaladas en
Brasil y en el exterior, hecho que la califica como la mejor opción del mercado.
16
Catálogos de maquinas VIC: Sopladoras para moldes de cold Box
75
13 DISEÑO DE UN SISTEMA PRODUCTIVO.
13.1 INVESTIGACIÓN DE MERCADOS
Las tendencias de la industria siguen un lineamiento de expansión donde se establece que la fabricación y comercialización de estos productos conllevan a un desarrollo tanto industrial, social y económico siendo muy importante para el desarrollo de las regiones. El segmento en el cual se encuentra la empresa es un mercado bastante competido tanto a nivel nacional como internacional, por lo cual se considera en continuo crecimiento. Cada día se consumen más productos realizados por esta industria, los focos de consumo ya están establecidos y nosotros como empresa llegaremos a competir más fuertemente con las empresas del sector17. Con el fin de encaminar a FUNDICOM hacia el cliente objetivo es necesario realizar una medición del mercado y establecer la segmentación del mismo con el objetivo de establecer bondades y oportunidades. Es indispensable realizar un análisis del sector con el fin de identificar los competidores y clientes potenciales para determinar y desarrollar las estrategias de mercado adecuadas y contundentes a fin de fomentar un aumento en las ventas generando valor agregado al cliente. Después de que la empresa obtenga reconocimiento en el mercado puede pensar en iniciar un aumento proporcional del precio de los productos con el fin de aumentar las utilidades de la empresa manteniendo un volumen de venta igual o superior. Esto ayudara al crecimiento y fortalecimiento de la empresa teniendo en cuenta siempre los comportamientos del mercado a fin de no perder terreno en el mismo.
17
Información de proveedores: preliminares para plantas industriales.

76
13.1.1 Necesidades del Cliente.
Dentro de la definición de las necesidades, el cliente, entendiéndose como tal las
ensambladoras como GM, SOFASA y MAZDA, encuentran importante tener en
cuenta los siguientes aspectos:
Calidad de los discos de freno:
Comprende tipo de material según norma establecida.
Montabilidad de acuerdo a la ensambladora, es decir que las
especificaciones se cumplan tal cual lo dice el plano del producto
para evitar paros, retrabajos o reprocesos de línea durante sus
procesos de ensamblaje.
Apariencia de discos de freno: determinada por la pintura y la
estética del disco.
Precio de venta de discos de freno: El precio de venta está definido por el
mercado de la importación, lo que indica que la pauta en este punto lo
propone el cliente en función al precio de venta del producto importando,
que particularmente para el proyecto se encuentra en $22.635.
Tiempos de entrega de los pedidos de los discos de freno: En este
parámetro las ensambladoras incluyen el cumplimiento a su programa de
entregas por parte del productor de discos de manera tal que no se afecte
el ritmo definido en su línea de producción. Cuida de la misma manera, su
stock de inventarios pero al mismo tiempo le interesa prevenir pérdidas por
material no disponible. En general, suministro ágil y rápido
Servicio Post-venta: Se refiere al soporte técnico necesario para apoyar al
cliente. Seguimiento, acompañamiento, garantía y respuesta oportuna a
quejas y reclamos. En general, el cliente espera encontrar en nuestra
oferta, asesoría en la instalación dependiendo de la referencia y modelo de
los automóviles, una buena atención, respuesta en caso de presentarse
problemas y en caso de participación en la ferias o exhibiciones del sector,
una exposición agradable
Solvencia económica: Estabilidad de la empresa para permanecer en el
mercado.
Reconocimiento de la marca
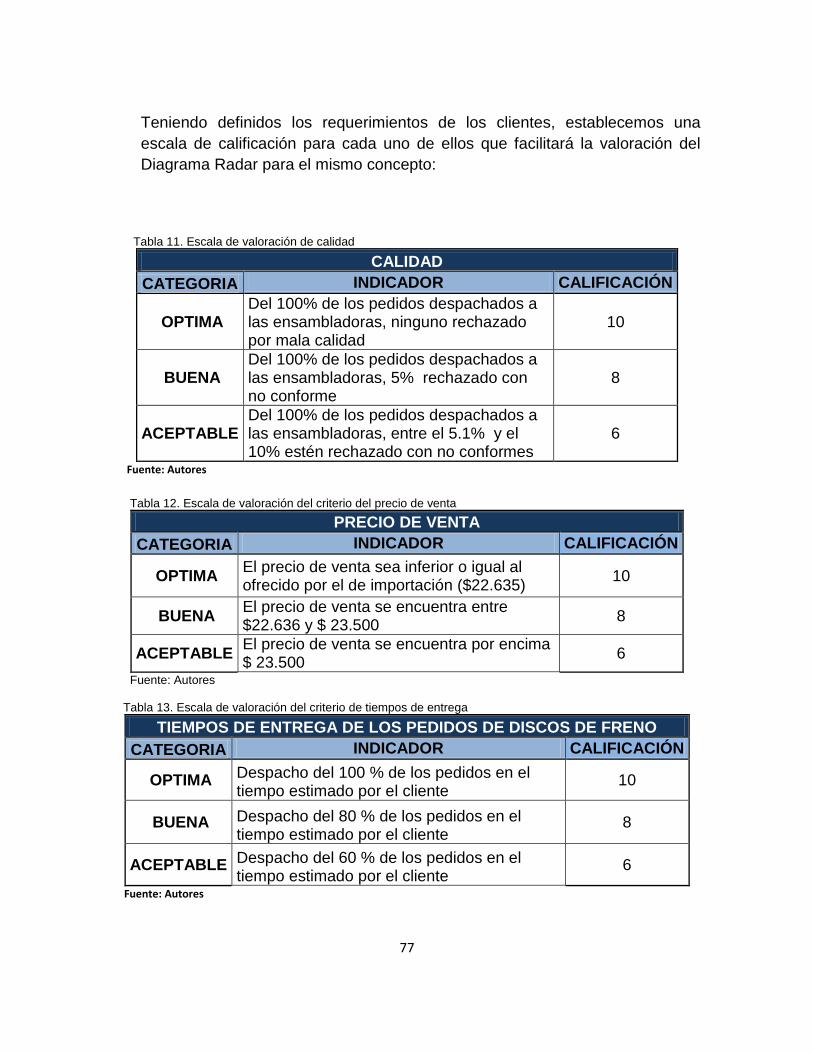
77
Teniendo definidos los requerimientos de los clientes, establecemos una
escala de calificación para cada uno de ellos que facilitará la valoración del
Diagrama Radar para el mismo concepto:
Tabla 11. Escala de valoración de calidad
CALIDAD
CATEGORIA INDICADOR CALIFICACIÓN
OPTIMA Del 100% de los pedidos despachados a las ensambladoras, ninguno rechazado por mala calidad
10
BUENA Del 100% de los pedidos despachados a las ensambladoras, 5% rechazado con no conforme
8
ACEPTABLE Del 100% de los pedidos despachados a las ensambladoras, entre el 5.1% y el 10% estén rechazado con no conformes
6
Fuente: Autores
Tabla 12. Escala de valoración del criterio del precio de venta
PRECIO DE VENTA
CATEGORIA INDICADOR CALIFICACIÓN
OPTIMA El precio de venta sea inferior o igual al ofrecido por el de importación ($22.635)
10
BUENA El precio de venta se encuentra entre $22.636 y $ 23.500
8
ACEPTABLE El precio de venta se encuentra por encima $ 23.500
6
Fuente: Autores Tabla 13. Escala de valoración del criterio de tiempos de entrega
TIEMPOS DE ENTREGA DE LOS PEDIDOS DE DISCOS DE FRENO
CATEGORIA INDICADOR CALIFICACIÓN
OPTIMA Despacho del 100 % de los pedidos en el tiempo estimado por el cliente
10
BUENA Despacho del 80 % de los pedidos en el tiempo estimado por el cliente
8
ACEPTABLE Despacho del 60 % de los pedidos en el tiempo estimado por el cliente
6
Fuente: Autores
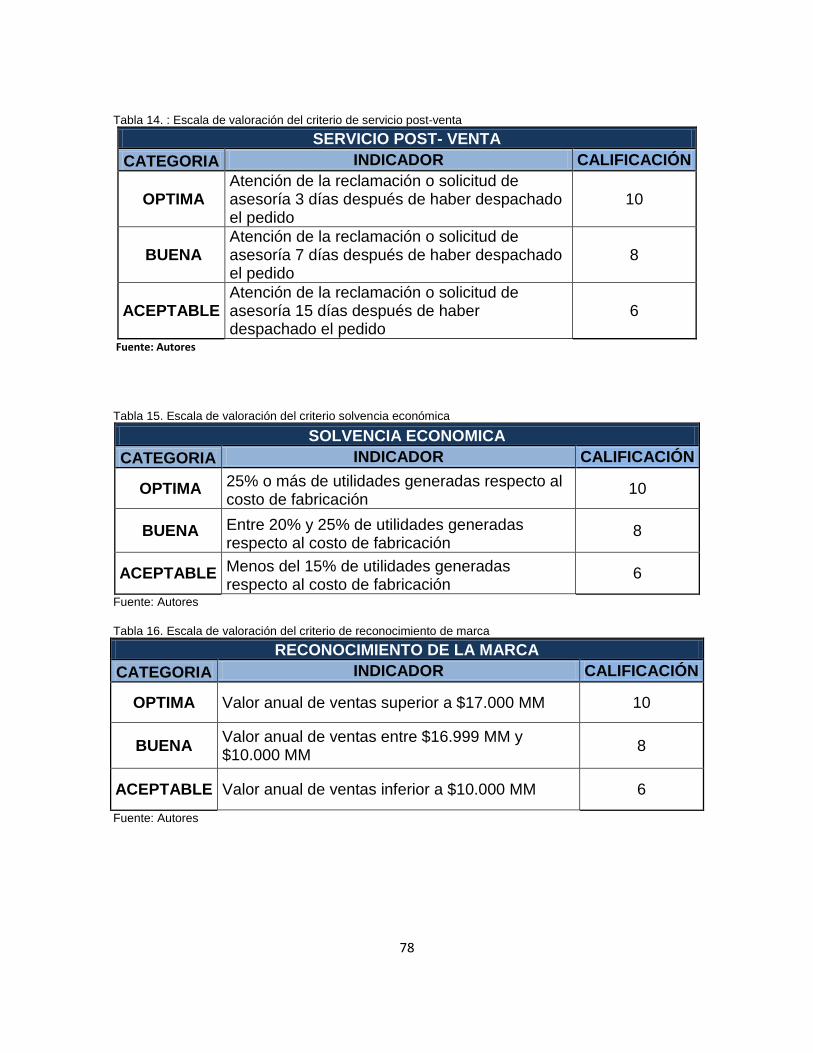
78
Tabla 14. : Escala de valoración del criterio de servicio post-venta
SERVICIO POST- VENTA
CATEGORIA INDICADOR CALIFICACIÓN
OPTIMA Atención de la reclamación o solicitud de asesoría 3 días después de haber despachado el pedido
10
BUENA Atención de la reclamación o solicitud de asesoría 7 días después de haber despachado el pedido
8
ACEPTABLE Atención de la reclamación o solicitud de asesoría 15 días después de haber despachado el pedido
6
Fuente: Autores
Tabla 15. Escala de valoración del criterio solvencia económica
SOLVENCIA ECONOMICA
CATEGORIA INDICADOR CALIFICACIÓN
OPTIMA 25% o más de utilidades generadas respecto al costo de fabricación
10
BUENA Entre 20% y 25% de utilidades generadas respecto al costo de fabricación
8
ACEPTABLE Menos del 15% de utilidades generadas respecto al costo de fabricación
6
Fuente: Autores
Tabla 16. Escala de valoración del criterio de reconocimiento de marca
RECONOCIMIENTO DE LA MARCA
CATEGORIA INDICADOR CALIFICACIÓN
OPTIMA Valor anual de ventas superior a $17.000 MM 10
BUENA Valor anual de ventas entre $16.999 MM y $10.000 MM
8
ACEPTABLE Valor anual de ventas inferior a $10.000 MM 6
Fuente: Autores
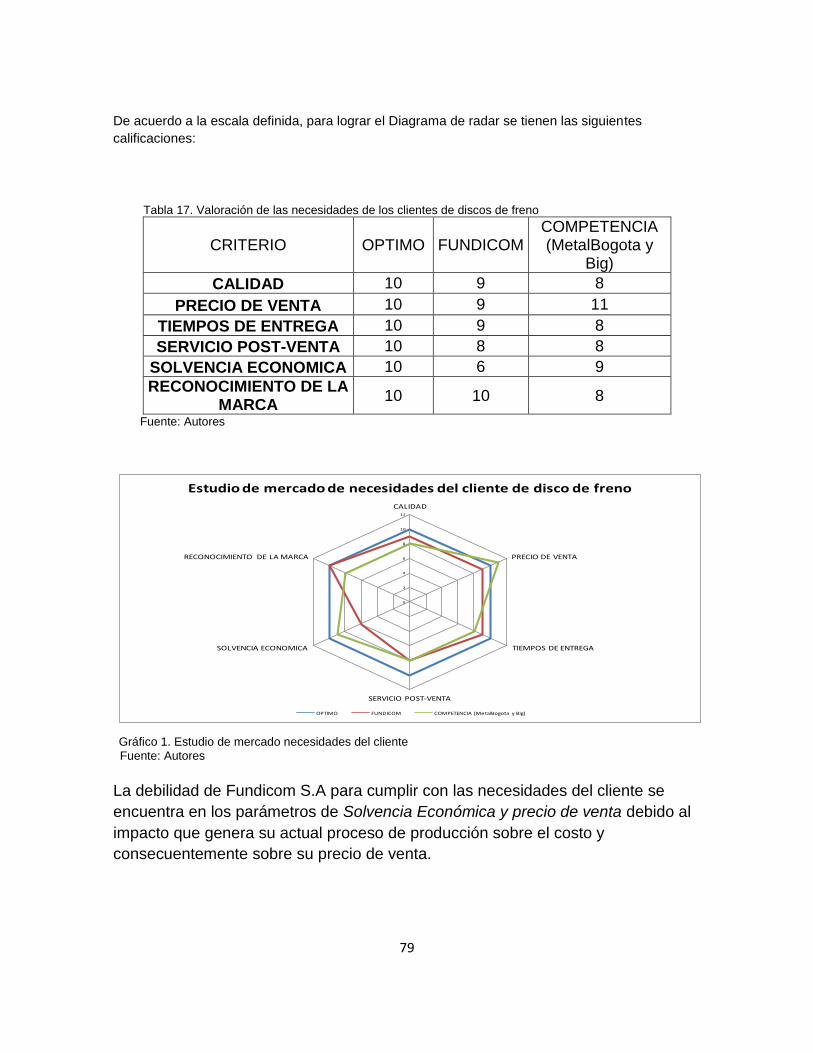
79
0
2
4
6
8
10
12
CALIDAD
PRECIO DE VENTA
TIEMPOS DE ENTREGA
SERVICIO POST-VENTA
SOLVENCIA ECONOMICA
RECONOCIMIENTO DE LA MARCA
Estudio de mercado de necesidades del cliente de disco de freno
OPTIMO FUNDICOM COMPETENCIA (MetalBogota y Big)
De acuerdo a la escala definida, para lograr el Diagrama de radar se tienen las siguientes
calificaciones:
Tabla 17. Valoración de las necesidades de los clientes de discos de freno
CRITERIO OPTIMO FUNDICOM COMPETENCIA (MetalBogota y
Big)
CALIDAD 10 9 8
PRECIO DE VENTA 10 9 11
TIEMPOS DE ENTREGA 10 9 8
SERVICIO POST-VENTA 10 8 8
SOLVENCIA ECONOMICA 10 6 9
RECONOCIMIENTO DE LA MARCA
10 10 8
Fuente: Autores
Fuente: Autores
La debilidad de Fundicom S.A para cumplir con las necesidades del cliente se
encuentra en los parámetros de Solvencia Económica y precio de venta debido al
impacto que genera su actual proceso de producción sobre el costo y
consecuentemente sobre su precio de venta.
Gráfico 1. Estudio de mercado necesidades del cliente
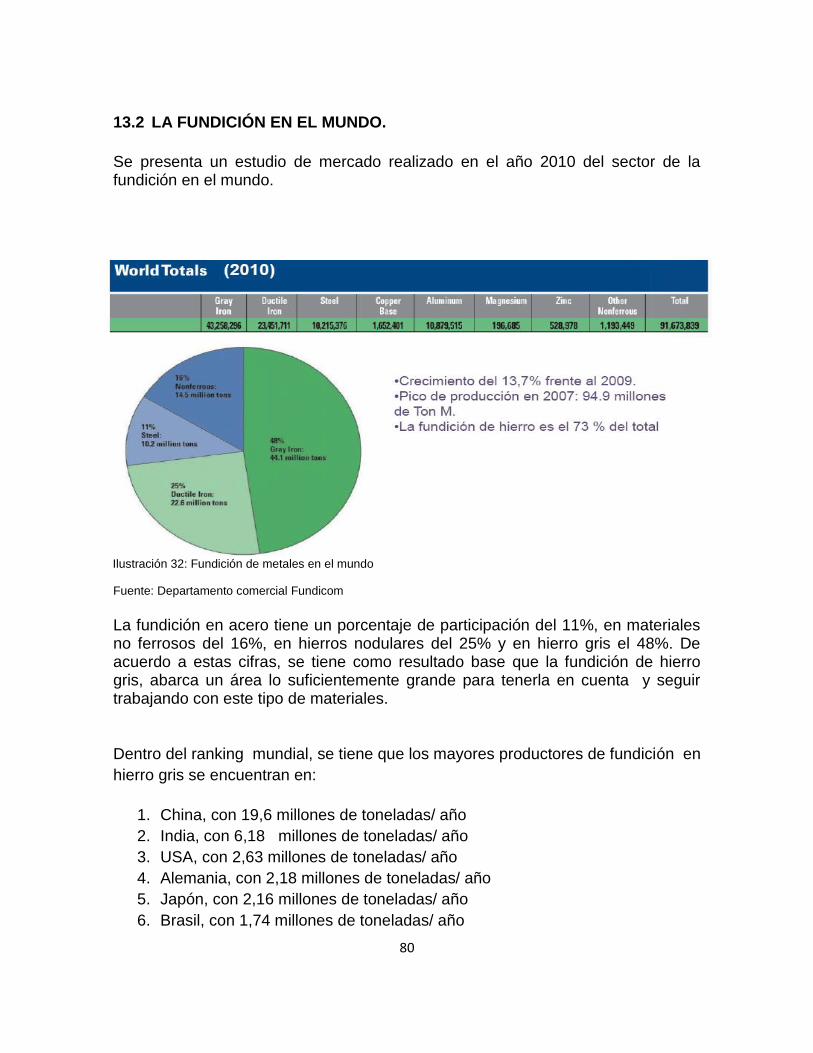
80
13.2 LA FUNDICIÓN EN EL MUNDO.
Se presenta un estudio de mercado realizado en el año 2010 del sector de la fundición en el mundo.
Fuente: Departamento comercial Fundicom
La fundición en acero tiene un porcentaje de participación del 11%, en materiales no ferrosos del 16%, en hierros nodulares del 25% y en hierro gris el 48%. De acuerdo a estas cifras, se tiene como resultado base que la fundición de hierro gris, abarca un área lo suficientemente grande para tenerla en cuenta y seguir trabajando con este tipo de materiales.
Dentro del ranking mundial, se tiene que los mayores productores de fundición en
hierro gris se encuentran en:
1. China, con 19,6 millones de toneladas/ año
2. India, con 6,18 millones de toneladas/ año
3. USA, con 2,63 millones de toneladas/ año
4. Alemania, con 2,18 millones de toneladas/ año
5. Japón, con 2,16 millones de toneladas/ año
6. Brasil, con 1,74 millones de toneladas/ año
Ilustración 32: Fundición de metales en el mundo
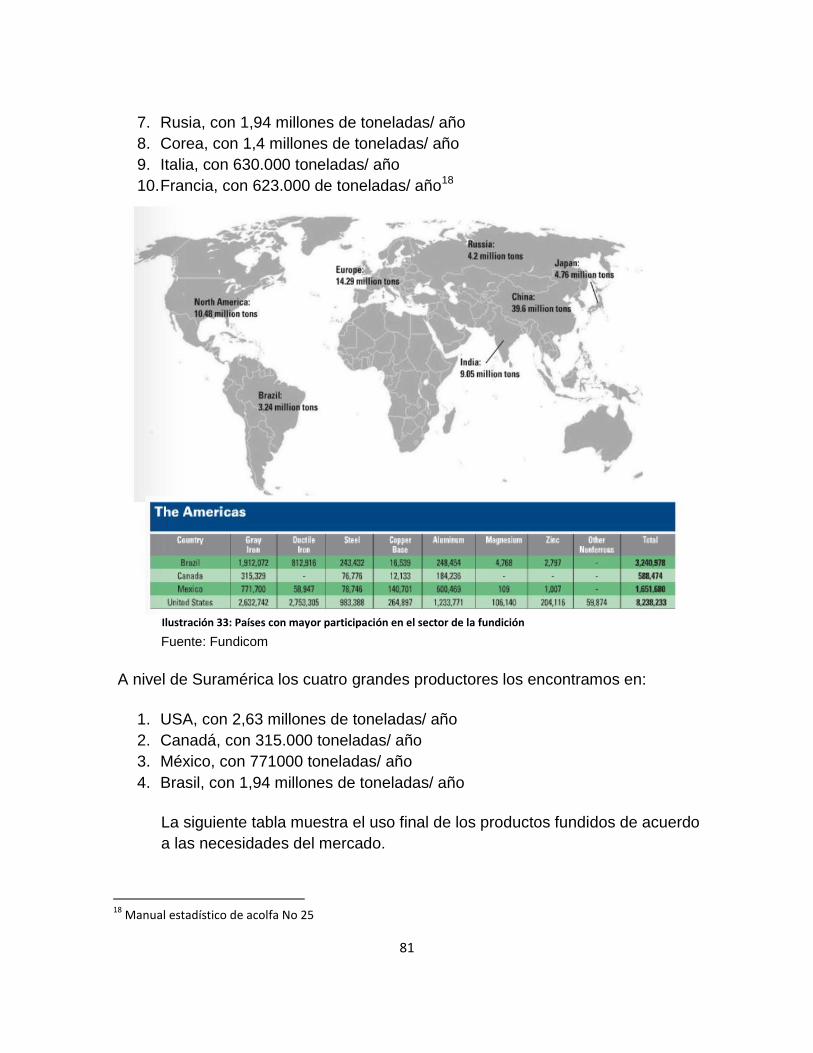
81
7. Rusia, con 1,94 millones de toneladas/ año
8. Corea, con 1,4 millones de toneladas/ año
9. Italia, con 630.000 toneladas/ año
10. Francia, con 623.000 de toneladas/ año18
Fuente: Fundicom
A nivel de Suramérica los cuatro grandes productores los encontramos en:
1. USA, con 2,63 millones de toneladas/ año
2. Canadá, con 315.000 toneladas/ año
3. México, con 771000 toneladas/ año
4. Brasil, con 1,94 millones de toneladas/ año
La siguiente tabla muestra el uso final de los productos fundidos de acuerdo
a las necesidades del mercado.
18
Manual estadístico de acolfa No 25
Ilustración 33: Países con mayor participación en el sector de la fundición
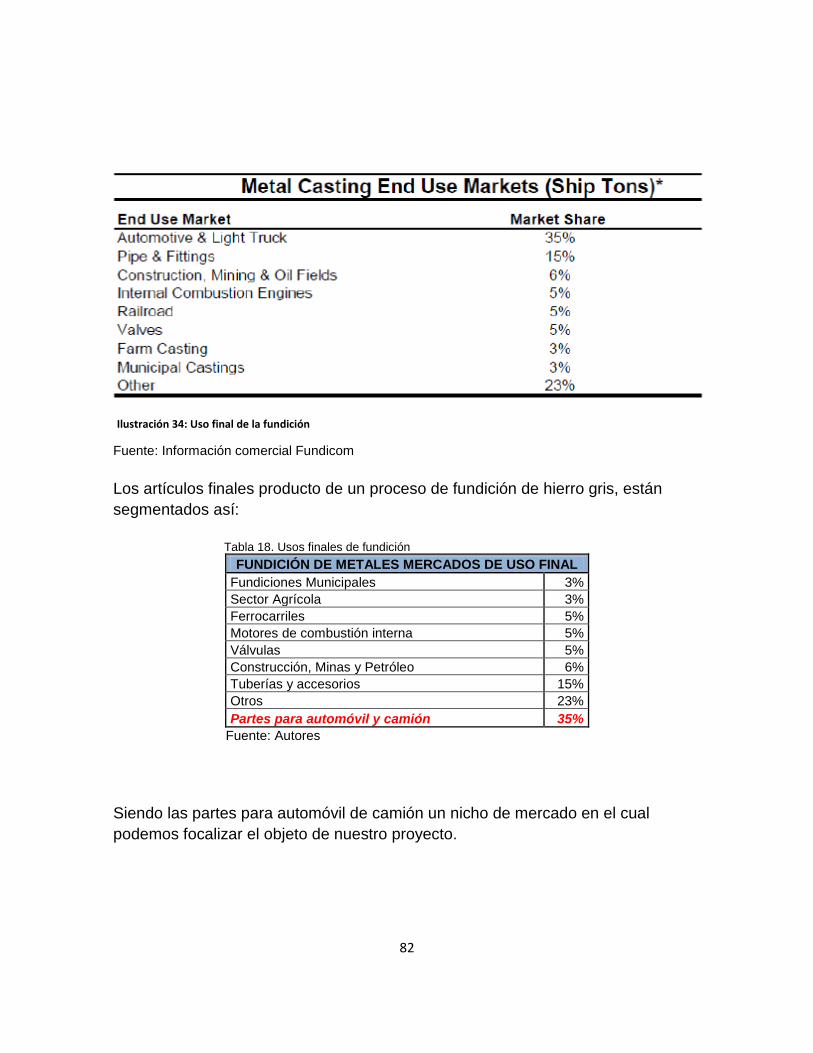
82
Fuente: Información comercial Fundicom
Los artículos finales producto de un proceso de fundición de hierro gris, están
segmentados así:
Tabla 18. Usos finales de fundición
FUNDICIÓN DE METALES MERCADOS DE USO FINAL
Fundiciones Municipales 3%
Sector Agrícola 3%
Ferrocarriles 5%
Motores de combustión interna 5%
Válvulas 5%
Construcción, Minas y Petróleo 6%
Tuberías y accesorios 15%
Otros 23%
Partes para automóvil y camión 35%
Fuente: Autores
Siendo las partes para automóvil de camión un nicho de mercado en el cual
podemos focalizar el objeto de nuestro proyecto.
Ilustración 34: Uso final de la fundición
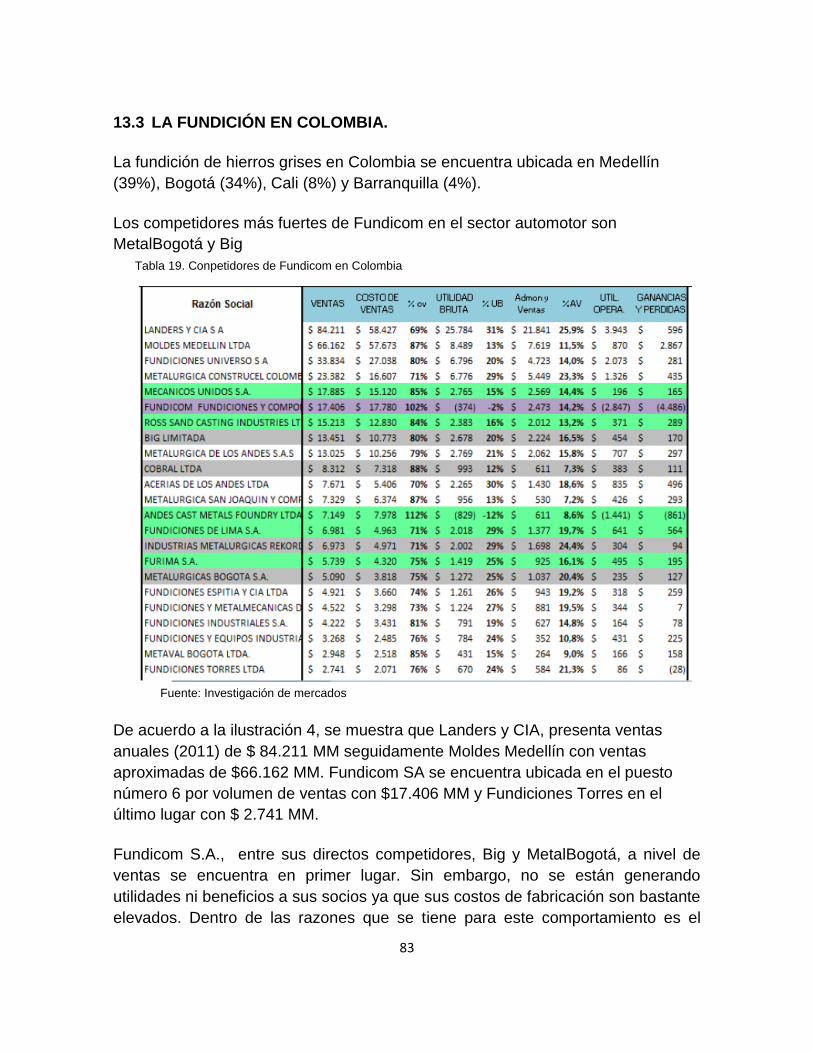
83
13.3 LA FUNDICIÓN EN COLOMBIA.
La fundición de hierros grises en Colombia se encuentra ubicada en Medellín
(39%), Bogotá (34%), Cali (8%) y Barranquilla (4%).
Los competidores más fuertes de Fundicom en el sector automotor son
MetalBogotá y Big
Fuente: Investigación de mercados
De acuerdo a la ilustración 4, se muestra que Landers y CIA, presenta ventas
anuales (2011) de $ 84.211 MM seguidamente Moldes Medellín con ventas
aproximadas de $66.162 MM. Fundicom SA se encuentra ubicada en el puesto
número 6 por volumen de ventas con $17.406 MM y Fundiciones Torres en el
último lugar con $ 2.741 MM.
Fundicom S.A., entre sus directos competidores, Big y MetalBogotá, a nivel de
ventas se encuentra en primer lugar. Sin embargo, no se están generando
utilidades ni beneficios a sus socios ya que sus costos de fabricación son bastante
elevados. Dentro de las razones que se tiene para este comportamiento es el
Tabla 19. Conpetidores de Fundicom en Colombia
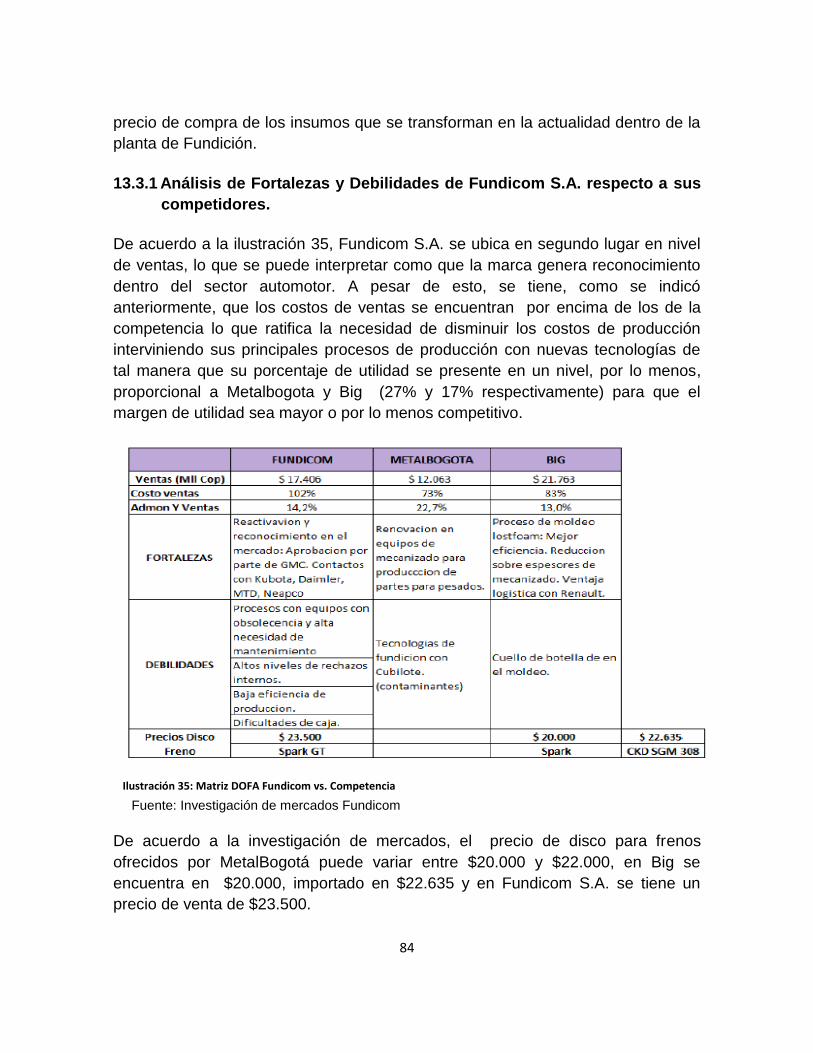
84
precio de compra de los insumos que se transforman en la actualidad dentro de la
planta de Fundición.
13.3.1 Análisis de Fortalezas y Debilidades de Fundicom S.A. respecto a sus
competidores.
De acuerdo a la ilustración 35, Fundicom S.A. se ubica en segundo lugar en nivel
de ventas, lo que se puede interpretar como que la marca genera reconocimiento
dentro del sector automotor. A pesar de esto, se tiene, como se indicó
anteriormente, que los costos de ventas se encuentran por encima de los de la
competencia lo que ratifica la necesidad de disminuir los costos de producción
interviniendo sus principales procesos de producción con nuevas tecnologías de
tal manera que su porcentaje de utilidad se presente en un nivel, por lo menos,
proporcional a Metalbogota y Big (27% y 17% respectivamente) para que el
margen de utilidad sea mayor o por lo menos competitivo.
Fuente: Investigación de mercados Fundicom
De acuerdo a la investigación de mercados, el precio de disco para frenos
ofrecidos por MetalBogotá puede variar entre $20.000 y $22.000, en Big se
encuentra en $20.000, importado en $22.635 y en Fundicom S.A. se tiene un
precio de venta de $23.500.
Ilustración 35: Matriz DOFA Fundicom vs. Competencia
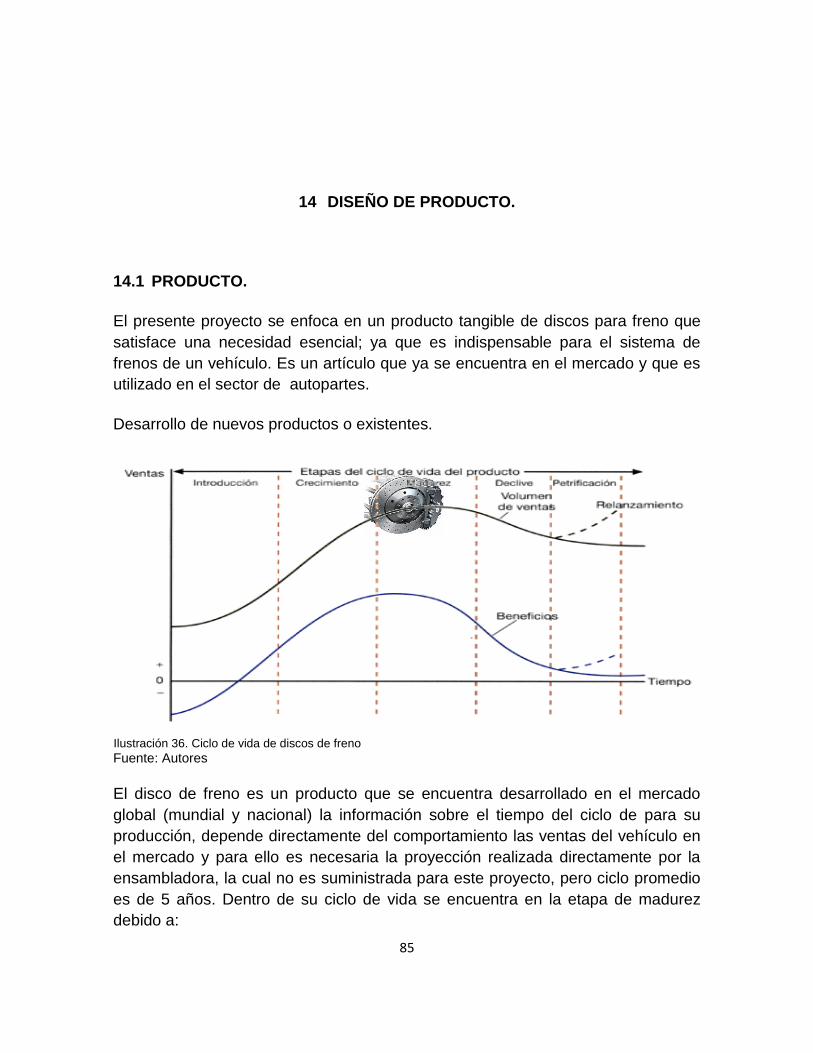
85
14 DISEÑO DE PRODUCTO.
14.1 PRODUCTO.
El presente proyecto se enfoca en un producto tangible de discos para freno que
satisface una necesidad esencial; ya que es indispensable para el sistema de
frenos de un vehículo. Es un artículo que ya se encuentra en el mercado y que es
utilizado en el sector de autopartes.
Desarrollo de nuevos productos o existentes.
Fuente: Autores
El disco de freno es un producto que se encuentra desarrollado en el mercado
global (mundial y nacional) la información sobre el tiempo del ciclo de para su
producción, depende directamente del comportamiento las ventas del vehículo en
el mercado y para ello es necesaria la proyección realizada directamente por la
ensambladora, la cual no es suministrada para este proyecto, pero ciclo promedio
es de 5 años. Dentro de su ciclo de vida se encuentra en la etapa de madurez
debido a:
Ilustración 36. Ciclo de vida de discos de freno
86
El número de competidores es relativamente estable.
Existe una fuerte promoción que destaca diferencias y beneficios de cada
una de las marcas existentes en el mercado.
Las ganancias de cada empresa dedicada al procesamiento de discos para
freno se encuentran sujetas a la fuerte competencia de precios del sector
14.1.1 Factores de desarrollo del producto.
Tecnología:
Buscando reducir costos para incrementar la solvencia económica y disminuir aún
más el precio de venta, Fundicom S.A. contempla dentro de sus prioridades para
el 2013 el cambio de tecnología en el proceso de moldeo que actualmente, es
obsoleta. La intención de la organización es innovar, dentro de su línea de
producción en la planta de fundición, con una máquina de tecnología cold-box que
le permita producir a mayor volumen sus discos de freno. La nueva adquisición es
una máquina de moldeo HV-3 con una producción nominal de 286 soplos/hora y
rendimiento del 85% suministrada por la empresa VICK - MAQUINAS, fabricantes
brasileros.
Su capacidad de fabricación es de 81 discos de freno/hora. El equipo entrega a
Fundicom S.A. un proceso 50% más limpio, que genera cero defectos de calidad
por inclusiones de arena y moldes desplazados.
14.1.2 Factores de desarrollo frente al mercado.
Dentro del Estudio de mercado, se definió un 35% como la necesidad a satisfacer
de los usuarios que compran partes para automotores. Dentro de este porcentaje,
Colombia a nivel interno, satisface una demanda del 20% frente al 35% de
oportunidad. Por lo cual se considera que existe una gran viabilidad para el
desarrollo del proyecto ante demanda del mercado cumpliendo las
especificaciones mostradas en la figura 37.
El canal de distribución será con los clientes más importantes que son GM,
SOFASA y MAZDA de acuerdo al cronograma de entregas que se encuentra en
función del programa de producción. Seguido de la fabricación de la pieza en las
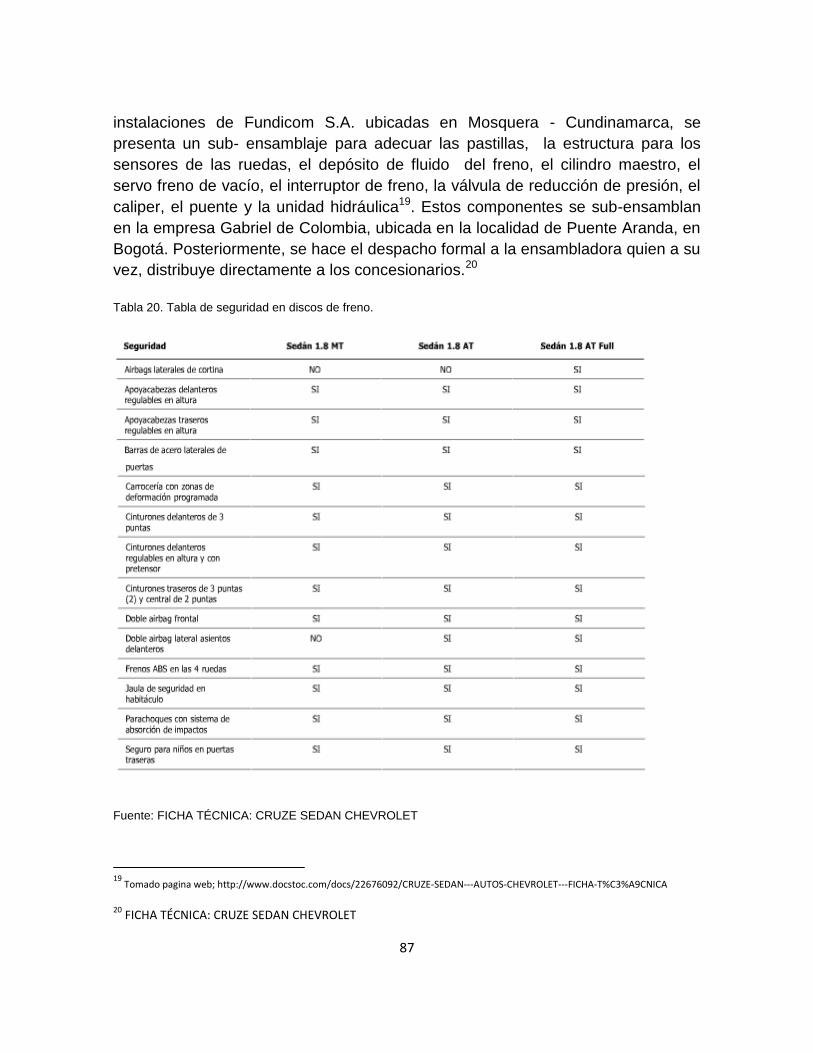
87
instalaciones de Fundicom S.A. ubicadas en Mosquera - Cundinamarca, se
presenta un sub- ensamblaje para adecuar las pastillas, la estructura para los
sensores de las ruedas, el depósito de fluido del freno, el cilindro maestro, el
servo freno de vacío, el interruptor de freno, la válvula de reducción de presión, el
caliper, el puente y la unidad hidráulica19. Estos componentes se sub-ensamblan
en la empresa Gabriel de Colombia, ubicada en la localidad de Puente Aranda, en
Bogotá. Posteriormente, se hace el despacho formal a la ensambladora quien a su
vez, distribuye directamente a los concesionarios.20
Tabla 20. Tabla de seguridad en discos de freno.
Fuente: FICHA TÉCNICA: CRUZE SEDAN CHEVROLET
19
Tomado pagina web; http://www.docstoc.com/docs/22676092/CRUZE-SEDAN---AUTOS-CHEVROLET---FICHA-T%C3%A9CNICA
20 FICHA TÉCNICA: CRUZE SEDAN CHEVROLET
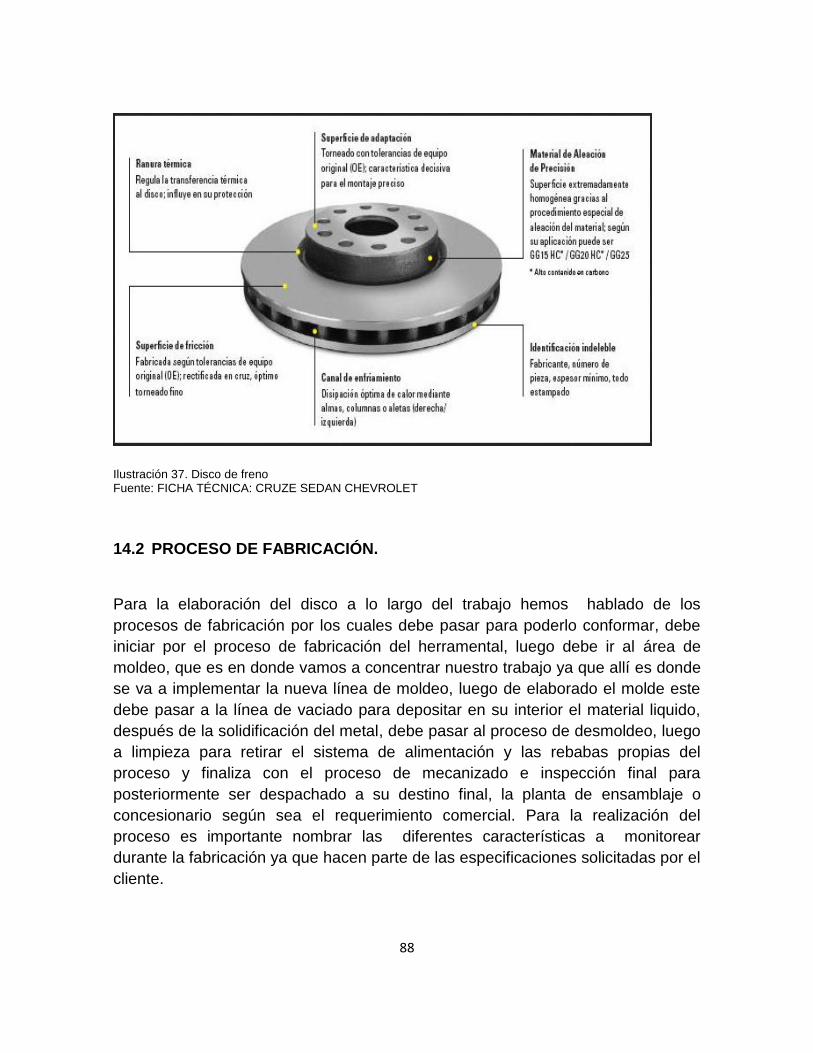
88
Ilustración 37. Disco de freno Fuente: FICHA TÉCNICA: CRUZE SEDAN CHEVROLET
14.2 PROCESO DE FABRICACIÓN.
Para la elaboración del disco a lo largo del trabajo hemos hablado de los
procesos de fabricación por los cuales debe pasar para poderlo conformar, debe
iniciar por el proceso de fabricación del herramental, luego debe ir al área de
moldeo, que es en donde vamos a concentrar nuestro trabajo ya que allí es donde
se va a implementar la nueva línea de moldeo, luego de elaborado el molde este
debe pasar a la línea de vaciado para depositar en su interior el material liquido,
después de la solidificación del metal, debe pasar al proceso de desmoldeo, luego
a limpieza para retirar el sistema de alimentación y las rebabas propias del
proceso y finaliza con el proceso de mecanizado e inspección final para
posteriormente ser despachado a su destino final, la planta de ensamblaje o
concesionario según sea el requerimiento comercial. Para la realización del
proceso es importante nombrar las diferentes características a monitorear
durante la fabricación ya que hacen parte de las especificaciones solicitadas por el
cliente.
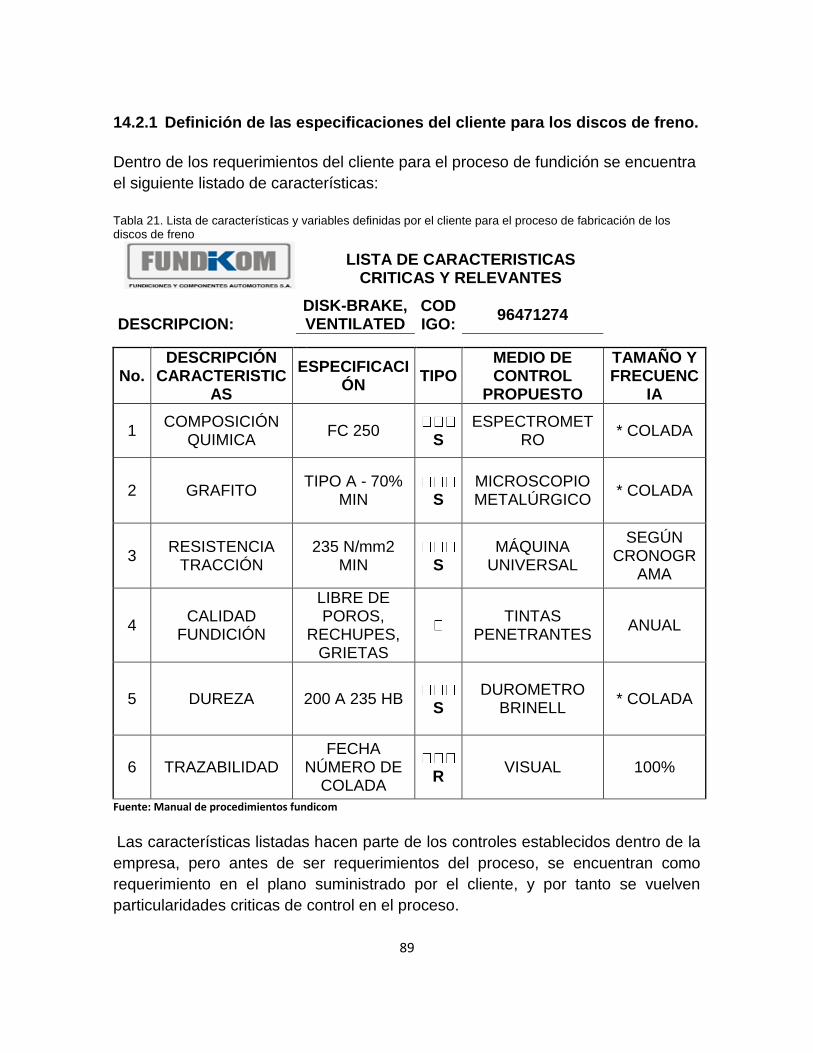
89
14.2.1 Definición de las especificaciones del cliente para los discos de freno.
Dentro de los requerimientos del cliente para el proceso de fundición se encuentra
el siguiente listado de características:
Tabla 21. Lista de características y variables definidas por el cliente para el proceso de fabricación de los discos de freno
LISTA DE CARACTERISTICAS CRITICAS Y RELEVANTES
DESCRIPCION: DISK-BRAKE, VENTILATED
CODIGO:
96471274
No. DESCRIPCIÓN
CARACTERISTICAS
ESPECIFICACIÓN
TIPO MEDIO DE CONTROL
PROPUESTO
TAMAÑO Y FRECUENC
IA
1 COMPOSICIÓN
QUIMICA FC 250
S ESPECTROMET
RO * COLADA
2 GRAFITO TIPO A - 70%
MIN S MICROSCOPIO METALÚRGICO
* COLADA
3 RESISTENCIA
TRACCIÓN 235 N/mm2
MIN S MÁQUINA
UNIVERSAL
SEGÚN CRONOGR
AMA
4 CALIDAD
FUNDICIÓN
LIBRE DE POROS,
RECHUPES, GRIETAS
TINTAS
PENETRANTES ANUAL
5 DUREZA 200 A 235 HB S
DUROMETRO BRINELL
* COLADA
6 TRAZABILIDAD FECHA
NÚMERO DE COLADA
R VISUAL 100%
Fuente: Manual de procedimientos fundicom
Las características listadas hacen parte de los controles establecidos dentro de la
empresa, pero antes de ser requerimientos del proceso, se encuentran como
requerimiento en el plano suministrado por el cliente, y por tanto se vuelven
particularidades criticas de control en el proceso.
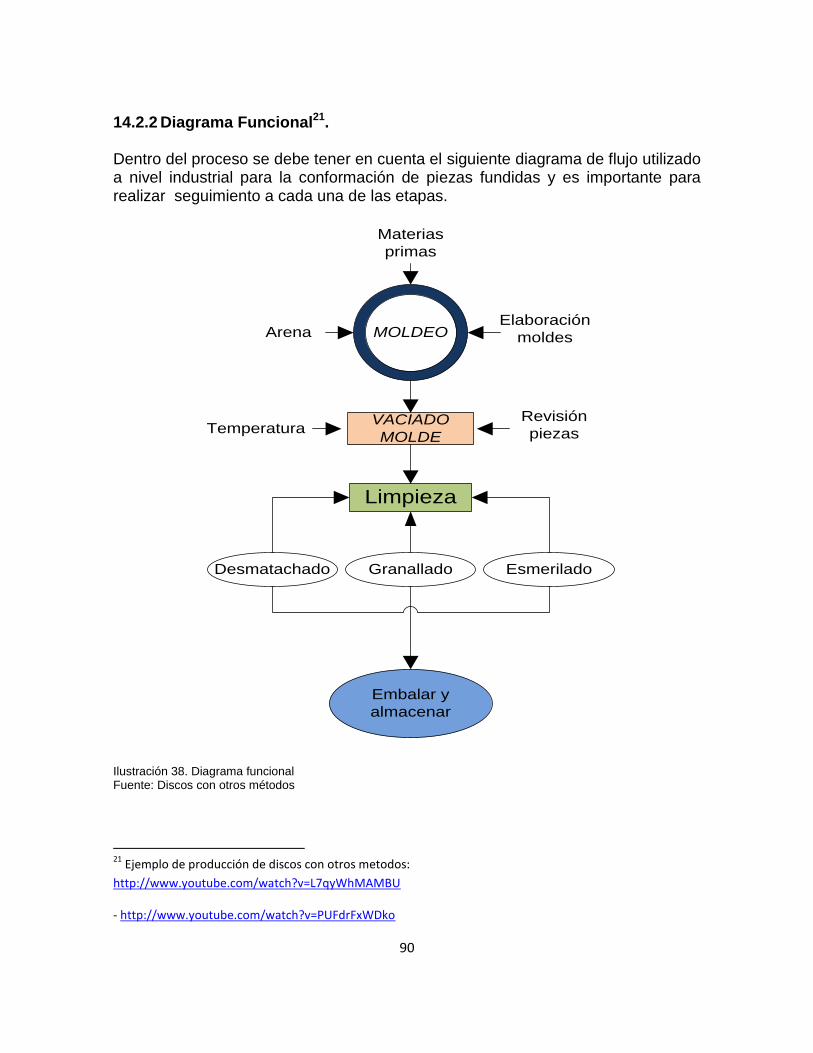
90
14.2.2 Diagrama Funcional21. Dentro del proceso se debe tener en cuenta el siguiente diagrama de flujo utilizado a nivel industrial para la conformación de piezas fundidas y es importante para realizar seguimiento a cada una de las etapas.
MOLDEOArena
Materias
primas
Elaboración
moldes
VACIADO
MOLDETemperatura
Revisión
piezas
Limpieza
Desmatachado Granallado Esmerilado
Embalar y
almacenar
Ilustración 38. Diagrama funcional Fuente: Discos con otros métodos
21
Ejemplo de producción de discos con otros metodos:
http://www.youtube.com/watch?v=L7qyWhMAMBU
- http://www.youtube.com/watch?v=PUFdrFxWDko

91
14.3 LISTAS DE CHEQUEO
Tabla 22. Lista de chequeo
PROCESO
Se realizó la tarea
Observaciones
SI NO
Materia Prima
Se recibe a tiempo
Cumple con los requerimientos de calidad
se almaceno correctamente
Moldeado
Verificación del molde
Verificación de la temperatura del horno
Calibración maquina
molde aprobado
Vaciado
Verificación Cantidad inoculante
Verificación de la temperatura del horno
Verificación de la pieza cumpla condiciones
Limpieza
Se realizó el desmatachado bien
Se realizó el Granallado bien
Se realizó el Esmerilado bien
verificación de la pieza cumpla condiciones
Registro elaborado para embalaje y almacenamiento.
Fuente: Autores
14.3.1 Quality Function Deployment
En español Despliegue de la Función Calidad), que a su vez es una traducción
dudosa de tres ideogramas japoneses:
HIN SHITSU = Calidad, Características, Atributos, Cualidades.
KI NOU = Función, Mecanización, Sistemática.
TEN KAI = Despliegue, Difusión, Desarrollo, Evolución
92
Estos ideogramas dan una idea de que QFD es una herramienta de planificación
que desarrolla “una sistemática para transmitir las características que deben tener
los productos a lo largo de todo el proceso de desarrollo”. El padre de esta
metodología es Yoji Akao. Se desarrolló en los astilleros KOBE en Japón en los
años 70 y contribuyó a encumbrar a la construcción naval japonesa en los
primeros lugares mundiales. A partir de esta formulación original de la
metodología, el QFD ha tomado muchas formas y versiones, debido en parte a la
necesidad de adaptarse a la mentalidad occidental, y en parte a su propia
evolución22.
La metodología QFD también se conoce popularmente “como la voz del cliente”
(debido a su filosofía de transmisión de requisitos) y también como “la casa de la
calidad” (debido al aspecto de una de sus construcciones gráficas). QFD se puede
definir como:
“UN SISTEMA DETALLADO PARA TRANSFORMAR LAS NECESIDADES Y
DESEOS DEL CLIENTE EN REQUISITOS DE DISEÑOS DE PRODUCTOS O
SERVICIOS2”.
Requerimientos de los clientes: Para los frenos de disco, las siguientes
tablas muestran las características de afinidad definidas para la matriz:
Tabla 23. Solvencia económica
SOLVENCIA ECONÓMICA
Estabilidad económica de la marca
Utilidades generadas
Control sobre sus costos de fabricación
Control sobre su nivel de inventarios
Throughput
Tasa interna de retorno de inversión
Activos disponibles y en uso
Nivel de rotación laboral
Nivel de exportaciones Fuente: Autores
22
Despliegue de la función de calidad. Apuntes de clase. Arturo Ruiz- Falcó Rojas. Madrid abril 2009
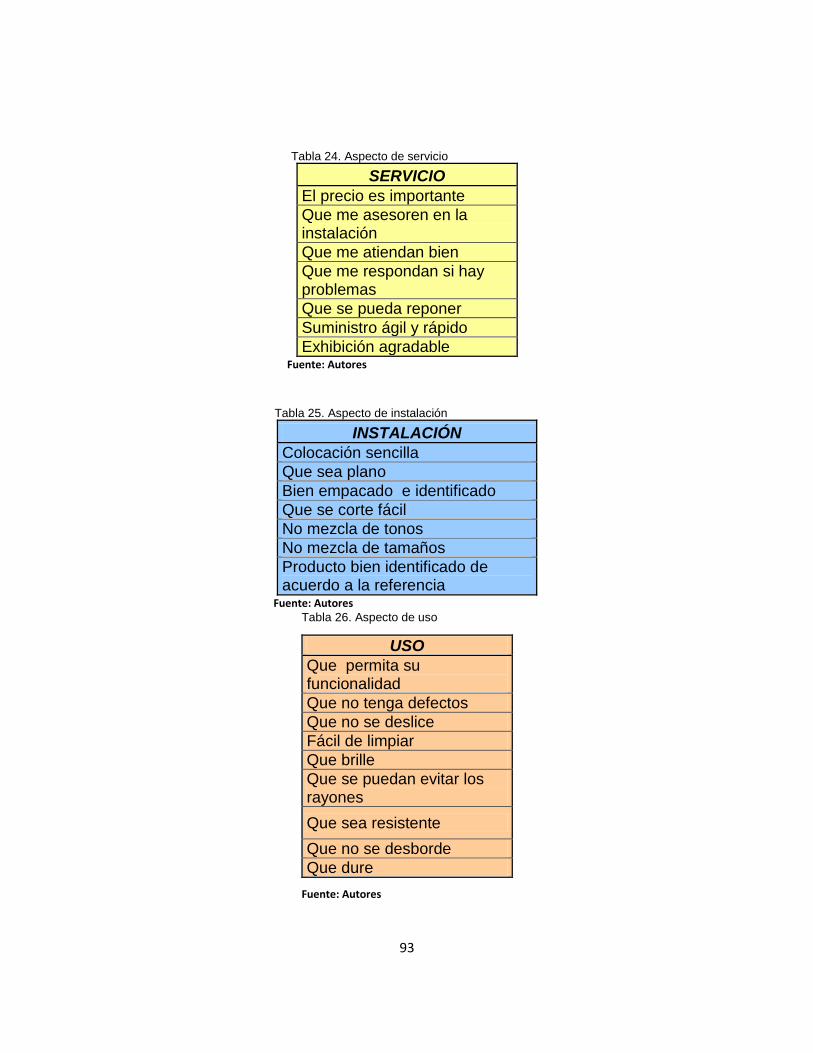
93
Tabla 24. Aspecto de servicio
SERVICIO
El precio es importante
Que me asesoren en la instalación
Que me atiendan bien
Que me respondan si hay problemas
Que se pueda reponer
Suministro ágil y rápido
Exhibición agradable Fuente: Autores
Tabla 25. Aspecto de instalación
INSTALACIÓN
Colocación sencilla
Que sea plano
Bien empacado e identificado
Que se corte fácil
No mezcla de tonos
No mezcla de tamaños
Producto bien identificado de acuerdo a la referencia
Fuente: Autores Tabla 26. Aspecto de uso
Fuente: Autores
USO
Que permita su funcionalidad
Que no tenga defectos
Que no se deslice
Fácil de limpiar
Que brille
Que se puedan evitar los rayones
Que sea resistente
Que no se desborde
Que dure
94
En el QFD del proceso de Fundicom para discos de freno, se definió la siguiente
calificación para las prioridades:
Tabla 27. Calificación para los atributos de la matriz QFD
Atributos del cliente
(10) Fuerte
(5) Moderado
(1) Débil Fuente: Autores
Dentro de los requerimientos mencionados la prioridad se encuentra en los
aspectos de uso ya que a todos se les dá una calificación alta. Para los
requerimientos de solvencia económica la menos importante es la Tasa interna de
retorno de la inversión por considerarse un parámetro propio y de interés
únicamente de Fundicom S.A.
De acuerdo a las potenciales causas de que pueden impactar los CTQ, la
prioridad en cuanto a la demanda de los clientes, la más importante la tiene la
Calidad de la Fundición con un puntaje de 285. Esto depende del material utilizado
y de la correcta estructuración del molde. Seguidamente se encuentra el aspecto
artificial, la resistencia al agrietamiento, a los químicos por su exposición a las
grasas características de los motores de los automóviles. De acuerdo al proceso,
estos parámetros también se encuentran dentro de las características que se
deben asegurar en el proceso de la fundición.
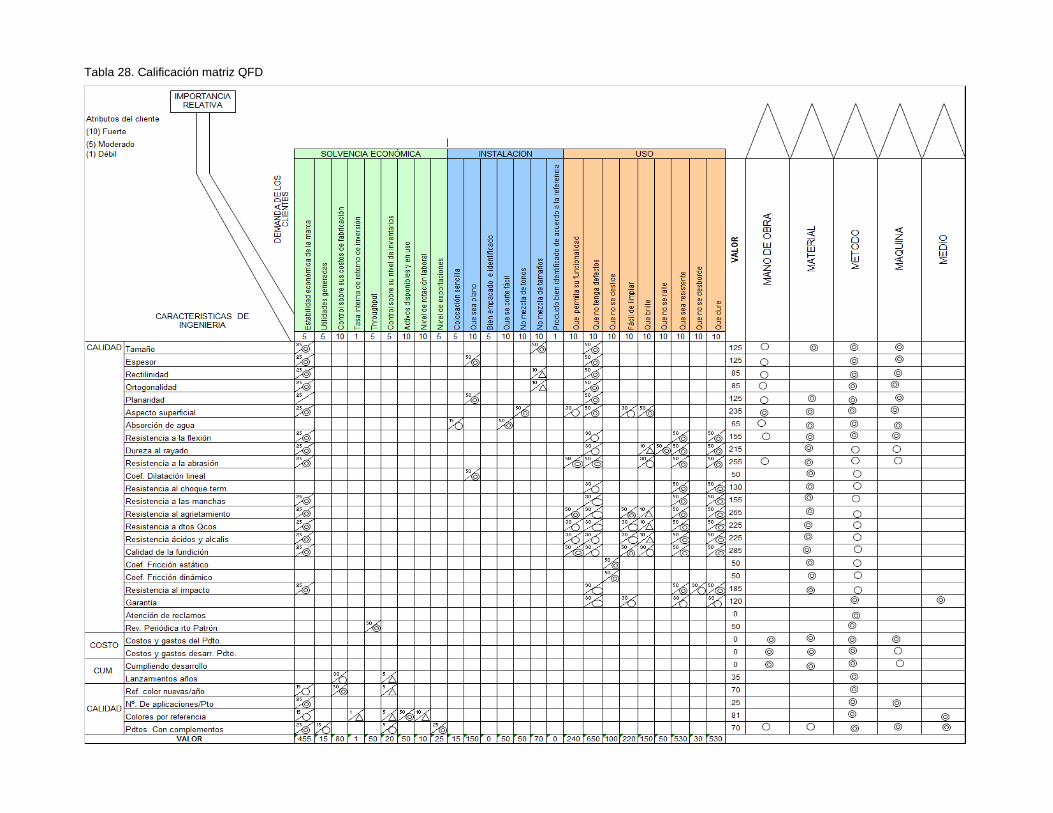
95
Tabla 28. Calificación matriz QFD
96
De los menos relevantes, sin decir que no son importantes, se tienen la atención
a reclamos y la revisión periódica de los patrones ya que esta última depende de
los diferentes diseños de automóviles que salgan al mercado. Los costos no
presentan mayor atención.
En cuanto a la calificación horizontal de los parámetros de ingeniería, la más
importante es que no tenga defectos, que dure y que sea resistente.
Seguidamente se encuentran parámetros como la estabilidad económica de la
marca que arrojó un puntaje de 455 y que el diseño y la fabricación permitan al
disco de freno cumplir su función plenamente con 240 puntos.
Se hace un análisis adicional de la casita de la calidad. En cuanto a la calificación
completa de ella se tiene:
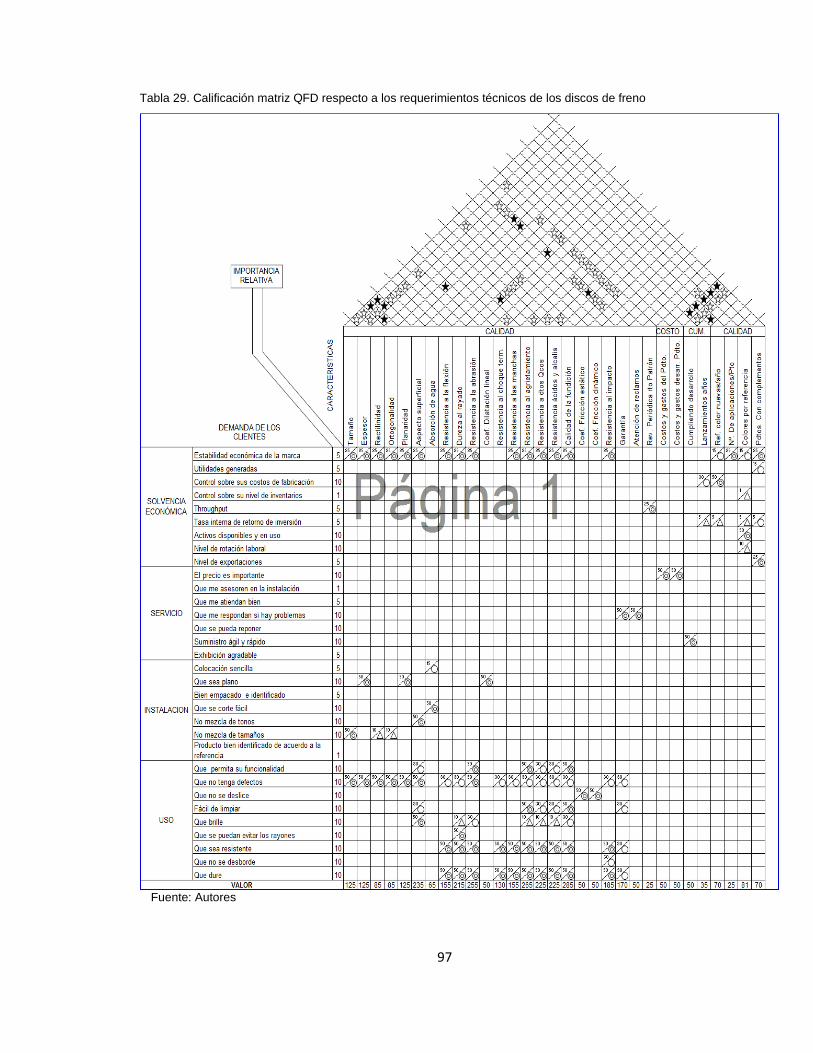
97
Fuente: Autores
Tabla 29. Calificación matriz QFD respecto a los requerimientos técnicos de los discos de freno
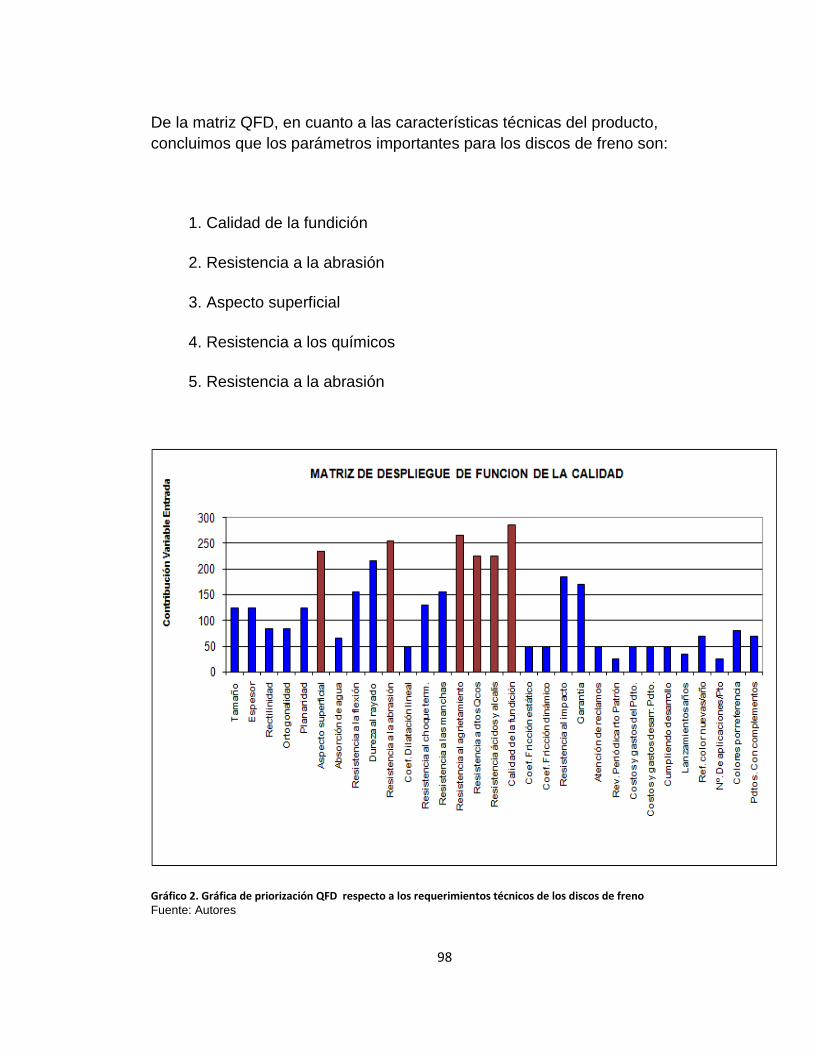
98
De la matriz QFD, en cuanto a las características técnicas del producto,
concluimos que los parámetros importantes para los discos de freno son:
1. Calidad de la fundición
2. Resistencia a la abrasión
3. Aspecto superficial
4. Resistencia a los químicos
5. Resistencia a la abrasión
Gráfico 2. Gráfica de priorización QFD respecto a los requerimientos técnicos de los discos de freno Fuente: Autores
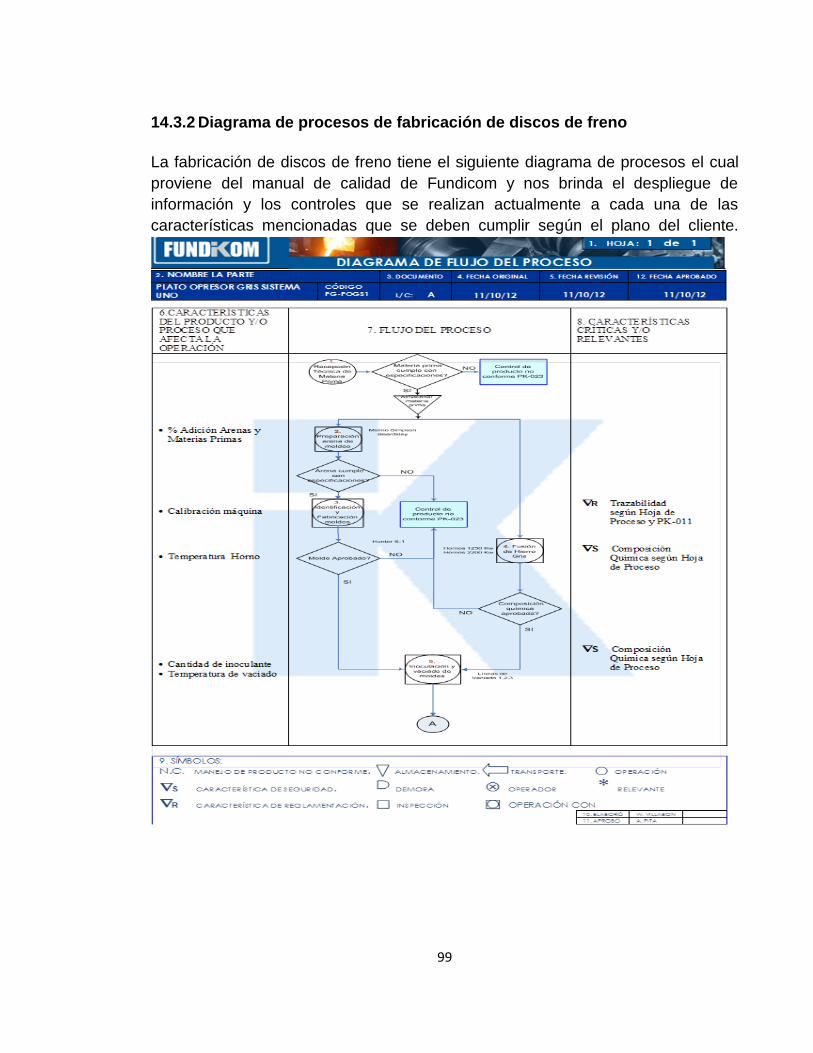
99
14.3.2 Diagrama de procesos de fabricación de discos de freno
La fabricación de discos de freno tiene el siguiente diagrama de procesos el cual
proviene del manual de calidad de Fundicom y nos brinda el despliegue de
información y los controles que se realizan actualmente a cada una de las
características mencionadas que se deben cumplir según el plano del cliente.
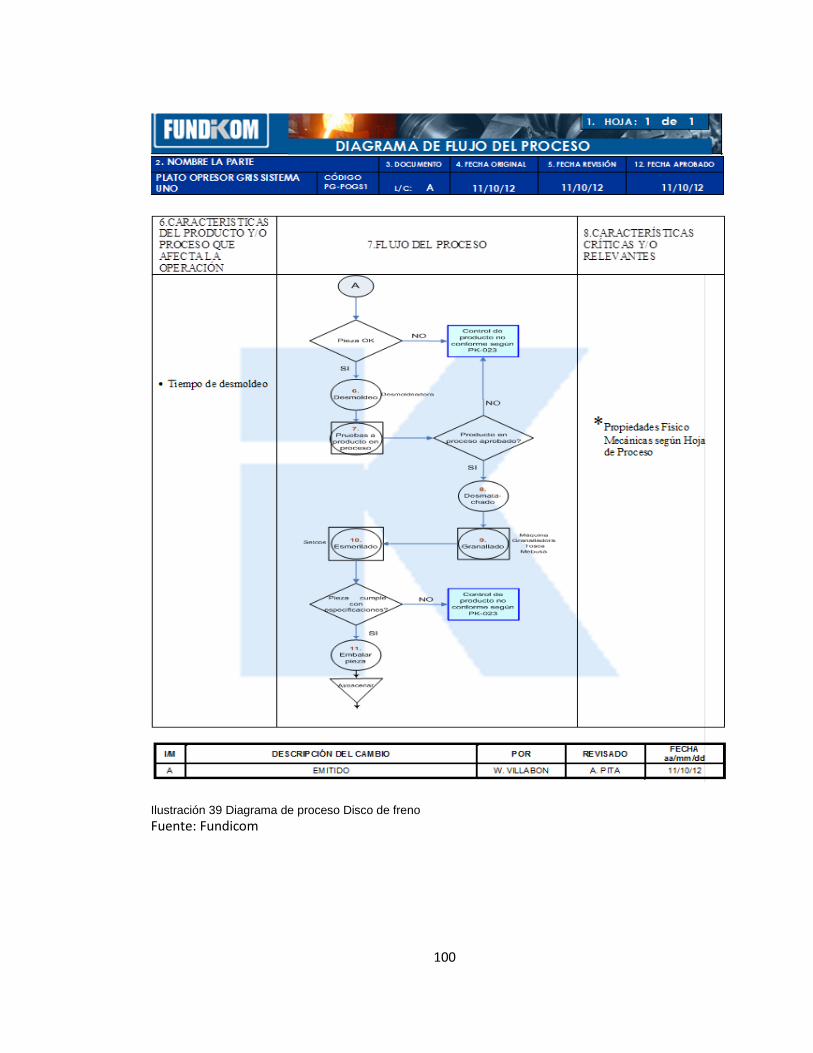
100
Ilustración 39 Diagrama de proceso Disco de freno
Fuente: Fundicom
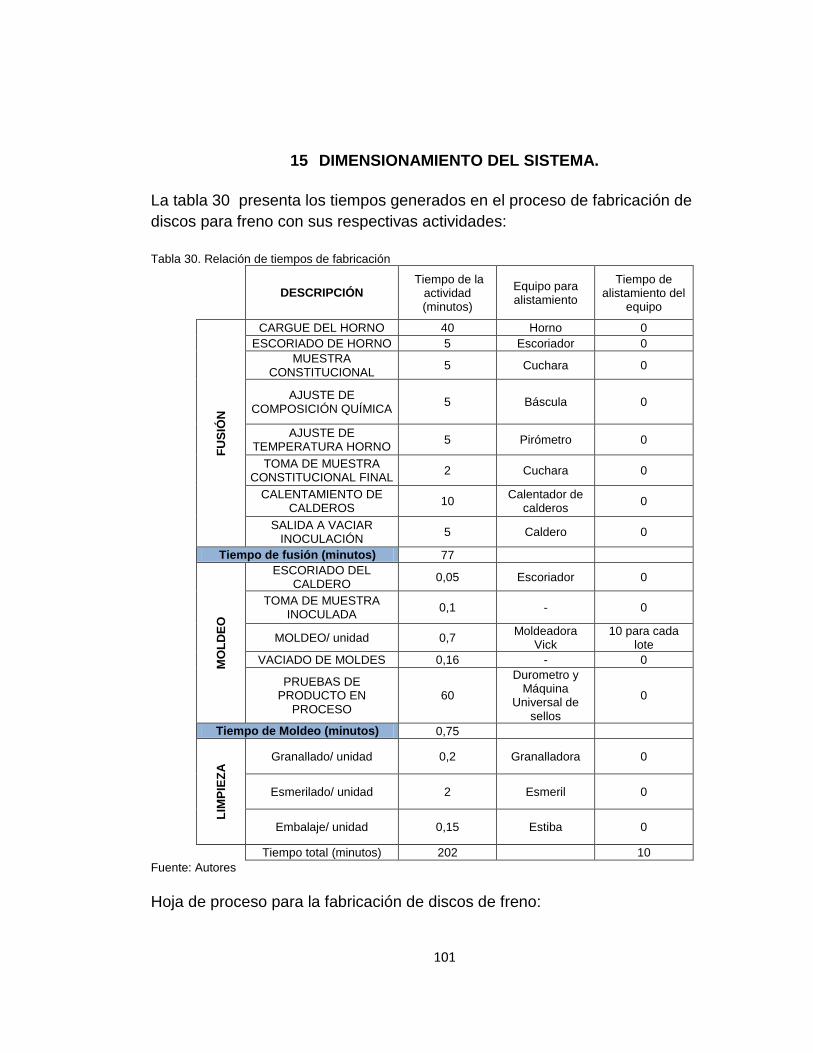
101
15 DIMENSIONAMIENTO DEL SISTEMA.
La tabla 30 presenta los tiempos generados en el proceso de fabricación de
discos para freno con sus respectivas actividades:
Tabla 30. Relación de tiempos de fabricación
DESCRIPCIÓN Tiempo de la
actividad (minutos)
Equipo para alistamiento
Tiempo de alistamiento del
equipo
FU
SIÓ
N
CARGUE DEL HORNO 40 Horno 0
ESCORIADO DE HORNO 5 Escoriador 0
MUESTRA CONSTITUCIONAL
5 Cuchara 0
AJUSTE DE COMPOSICIÓN QUÍMICA
5 Báscula 0
AJUSTE DE TEMPERATURA HORNO
5 Pirómetro 0
TOMA DE MUESTRA CONSTITUCIONAL FINAL
2 Cuchara 0
CALENTAMIENTO DE CALDEROS
10 Calentador de
calderos 0
SALIDA A VACIAR INOCULACIÓN
5 Caldero 0
Tiempo de fusión (minutos) 77
MO
LD
EO
ESCORIADO DEL CALDERO
0,05 Escoriador 0
TOMA DE MUESTRA INOCULADA
0,1 - 0
MOLDEO/ unidad 0,7 Moldeadora
Vick 10 para cada
lote
VACIADO DE MOLDES 0,16 - 0
PRUEBAS DE PRODUCTO EN
PROCESO 60
Durometro y Máquina
Universal de sellos
0
Tiempo de Moldeo (minutos) 0,75
LIM
PIE
ZA
Granallado/ unidad 0,2 Granalladora 0
Esmerilado/ unidad 2 Esmeril 0
Embalaje/ unidad 0,15 Estiba 0
Tiempo total (minutos) 202 10
Fuente: Autores
Hoja de proceso para la fabricación de discos de freno:
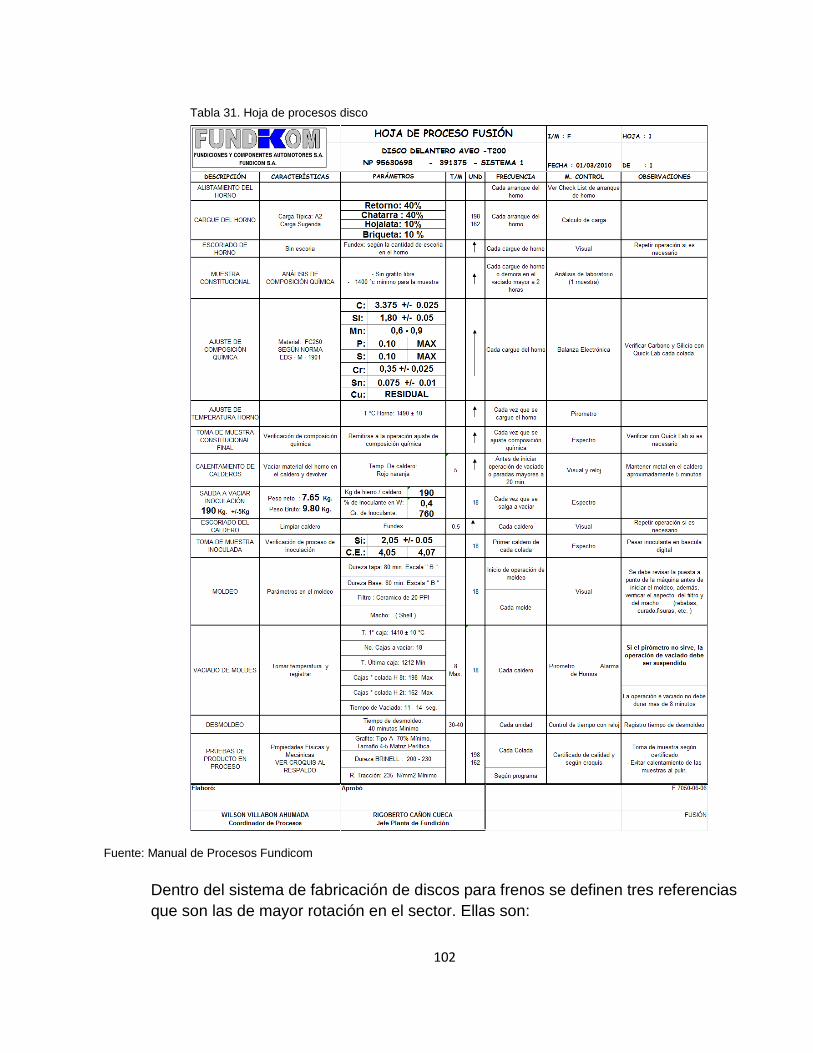
102
Fuente: Manual de Procesos Fundicom
Dentro del sistema de fabricación de discos para frenos se definen tres referencias
que son las de mayor rotación en el sector. Ellas son:
Tabla 31. Hoja de procesos disco
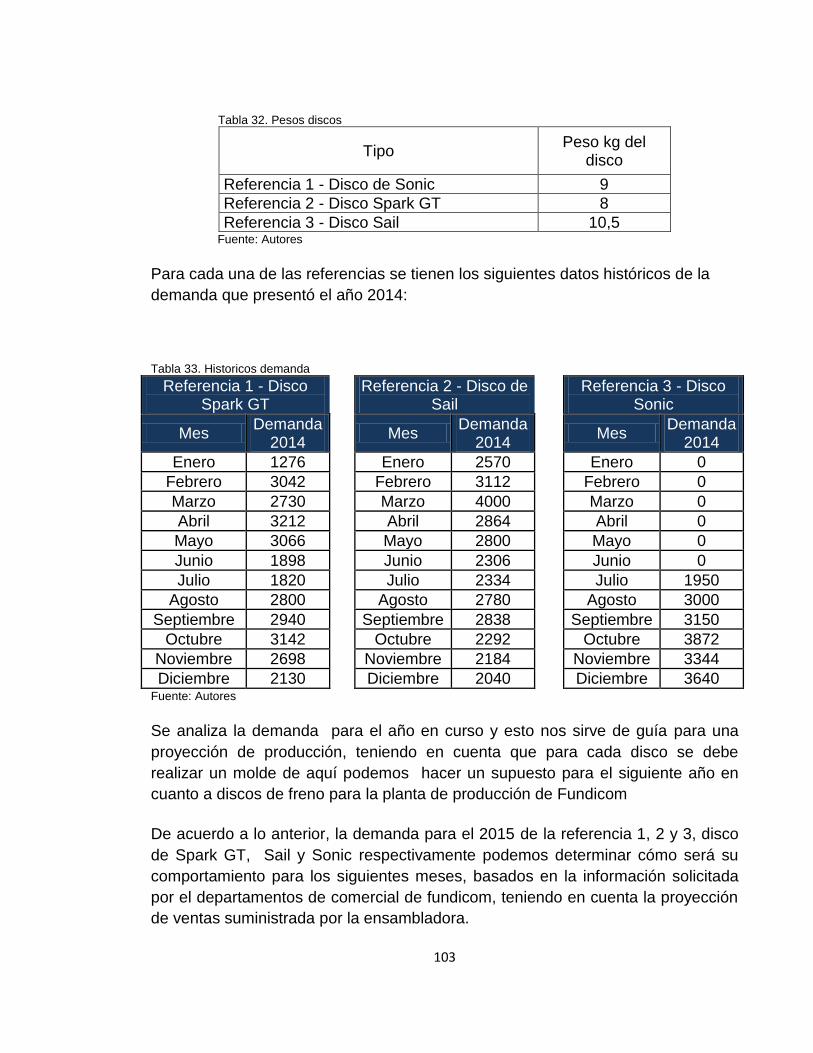
103
Tabla 32. Pesos discos
Tipo Peso kg del
disco
Referencia 1 - Disco de Sonic 9
Referencia 2 - Disco Spark GT 8
Referencia 3 - Disco Sail 10,5 Fuente: Autores
Para cada una de las referencias se tienen los siguientes datos históricos de la
demanda que presentó el año 2014:
Tabla 33. Historicos demanda
Referencia 1 - Disco Spark GT
Referencia 2 - Disco de Sail
Referencia 3 - Disco Sonic
Mes Demanda
2014
Mes Demanda
2014
Mes Demanda
2014
Enero 1276
Enero 2570
Enero 0
Febrero 3042
Febrero 3112
Febrero 0
Marzo 2730
Marzo 4000
Marzo 0
Abril 3212
Abril 2864
Abril 0
Mayo 3066
Mayo 2800
Mayo 0
Junio 1898
Junio 2306
Junio 0
Julio 1820
Julio 2334
Julio 1950
Agosto 2800
Agosto 2780
Agosto 3000
Septiembre 2940
Septiembre 2838
Septiembre 3150
Octubre 3142
Octubre 2292
Octubre 3872
Noviembre 2698
Noviembre 2184
Noviembre 3344
Diciembre 2130
Diciembre 2040
Diciembre 3640 Fuente: Autores
Se analiza la demanda para el año en curso y esto nos sirve de guía para una
proyección de producción, teniendo en cuenta que para cada disco se debe
realizar un molde de aquí podemos hacer un supuesto para el siguiente año en
cuanto a discos de freno para la planta de producción de Fundicom
De acuerdo a lo anterior, la demanda para el 2015 de la referencia 1, 2 y 3, disco
de Spark GT, Sail y Sonic respectivamente podemos determinar cómo será su
comportamiento para los siguientes meses, basados en la información solicitada
por el departamentos de comercial de fundicom, teniendo en cuenta la proyección
de ventas suministrada por la ensambladora.
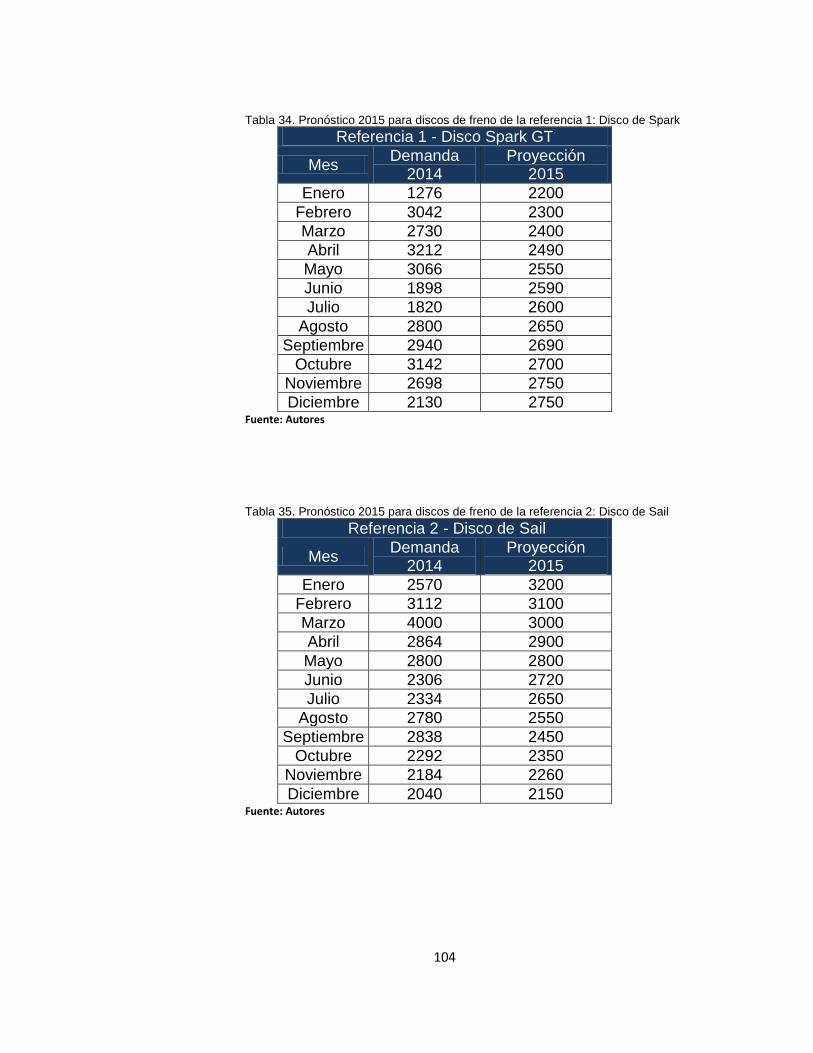
104
Tabla 34. Pronóstico 2015 para discos de freno de la referencia 1: Disco de Spark
Referencia 1 - Disco Spark GT
Mes Demanda
2014 Proyección
2015
Enero 1276 2200
Febrero 3042 2300
Marzo 2730 2400
Abril 3212 2490
Mayo 3066 2550
Junio 1898 2590
Julio 1820 2600
Agosto 2800 2650
Septiembre 2940 2690
Octubre 3142 2700
Noviembre 2698 2750
Diciembre 2130 2750 Fuente: Autores
Tabla 35. Pronóstico 2015 para discos de freno de la referencia 2: Disco de Sail
Referencia 2 - Disco de Sail
Mes Demanda
2014 Proyección
2015
Enero 2570 3200
Febrero 3112 3100
Marzo 4000 3000
Abril 2864 2900
Mayo 2800 2800
Junio 2306 2720
Julio 2334 2650
Agosto 2780 2550
Septiembre 2838 2450
Octubre 2292 2350
Noviembre 2184 2260
Diciembre 2040 2150 Fuente: Autores
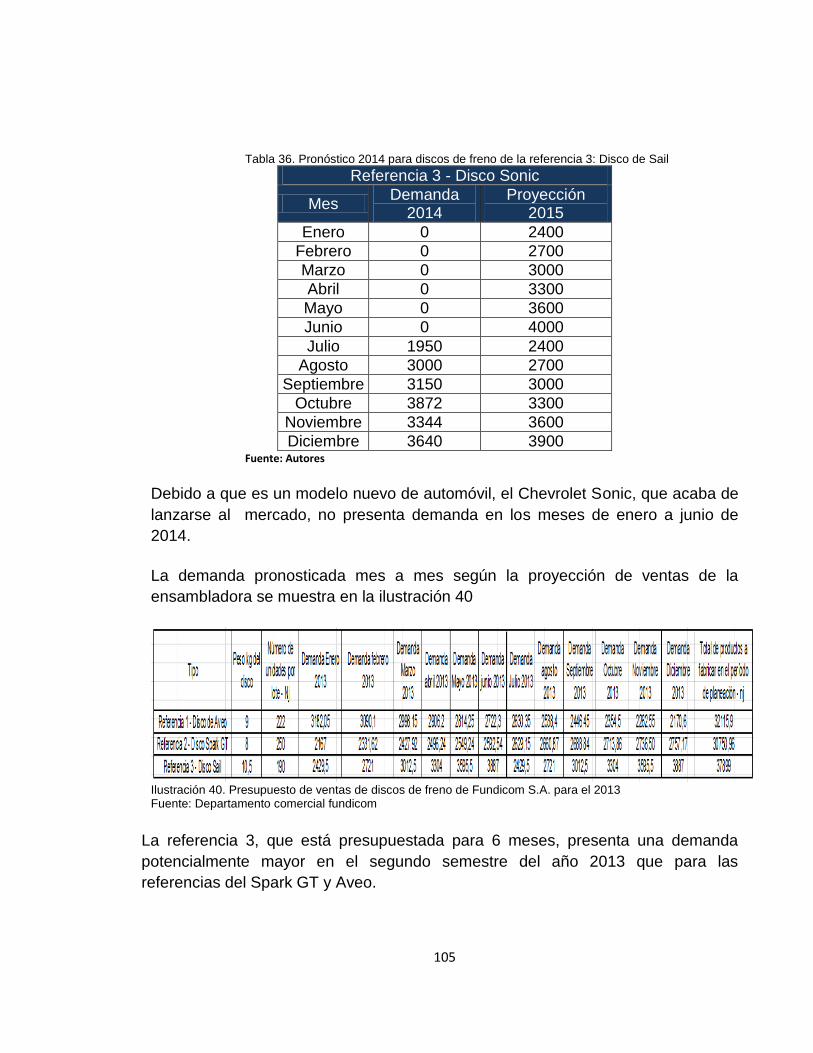
105
Tabla 36. Pronóstico 2014 para discos de freno de la referencia 3: Disco de Sail
Referencia 3 - Disco Sonic
Mes Demanda
2014 Proyección
2015
Enero 0 2400
Febrero 0 2700
Marzo 0 3000
Abril 0 3300
Mayo 0 3600
Junio 0 4000
Julio 1950 2400
Agosto 3000 2700
Septiembre 3150 3000
Octubre 3872 3300
Noviembre 3344 3600
Diciembre 3640 3900 Fuente: Autores
Debido a que es un modelo nuevo de automóvil, el Chevrolet Sonic, que acaba de
lanzarse al mercado, no presenta demanda en los meses de enero a junio de
2014.
La demanda pronosticada mes a mes según la proyección de ventas de la
ensambladora se muestra en la ilustración 40
Ilustración 40. Presupuesto de ventas de discos de freno de Fundicom S.A. para el 2013 Fuente: Departamento comercial fundicom
La referencia 3, que está presupuestada para 6 meses, presenta una demanda
potencialmente mayor en el segundo semestre del año 2013 que para las
referencias del Spark GT y Aveo.
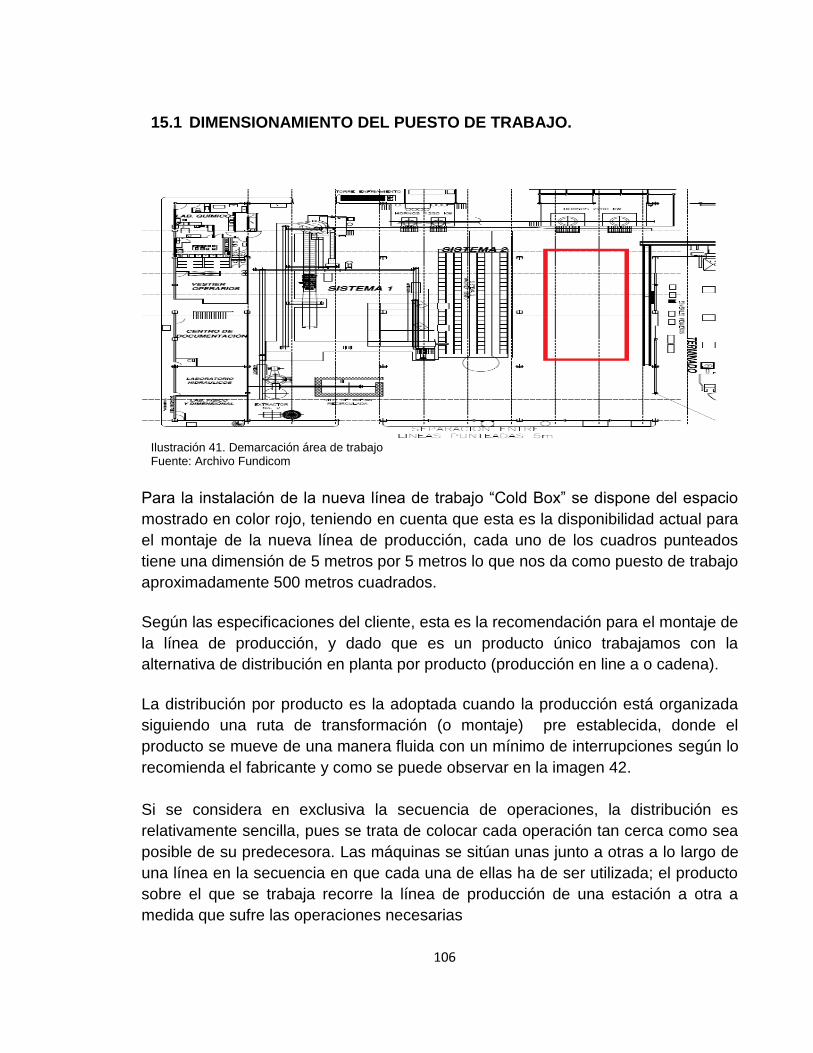
106
15.1 DIMENSIONAMIENTO DEL PUESTO DE TRABAJO.
Ilustración 41. Demarcación área de trabajo Fuente: Archivo Fundicom
Para la instalación de la nueva línea de trabajo “Cold Box” se dispone del espacio
mostrado en color rojo, teniendo en cuenta que esta es la disponibilidad actual para
el montaje de la nueva línea de producción, cada uno de los cuadros punteados
tiene una dimensión de 5 metros por 5 metros lo que nos da como puesto de trabajo
aproximadamente 500 metros cuadrados.
Según las especificaciones del cliente, esta es la recomendación para el montaje de
la línea de producción, y dado que es un producto único trabajamos con la
alternativa de distribución en planta por producto (producción en line a o cadena).
La distribución por producto es la adoptada cuando la producción está organizada
siguiendo una ruta de transformación (o montaje) pre establecida, donde el
producto se mueve de una manera fluida con un mínimo de interrupciones según lo
recomienda el fabricante y como se puede observar en la imagen 42.
Si se considera en exclusiva la secuencia de operaciones, la distribución es
relativamente sencilla, pues se trata de colocar cada operación tan cerca como sea
posible de su predecesora. Las máquinas se sitúan unas junto a otras a lo largo de
una línea en la secuencia en que cada una de ellas ha de ser utilizada; el producto
sobre el que se trabaja recorre la línea de producción de una estación a otra a
medida que sufre las operaciones necesarias
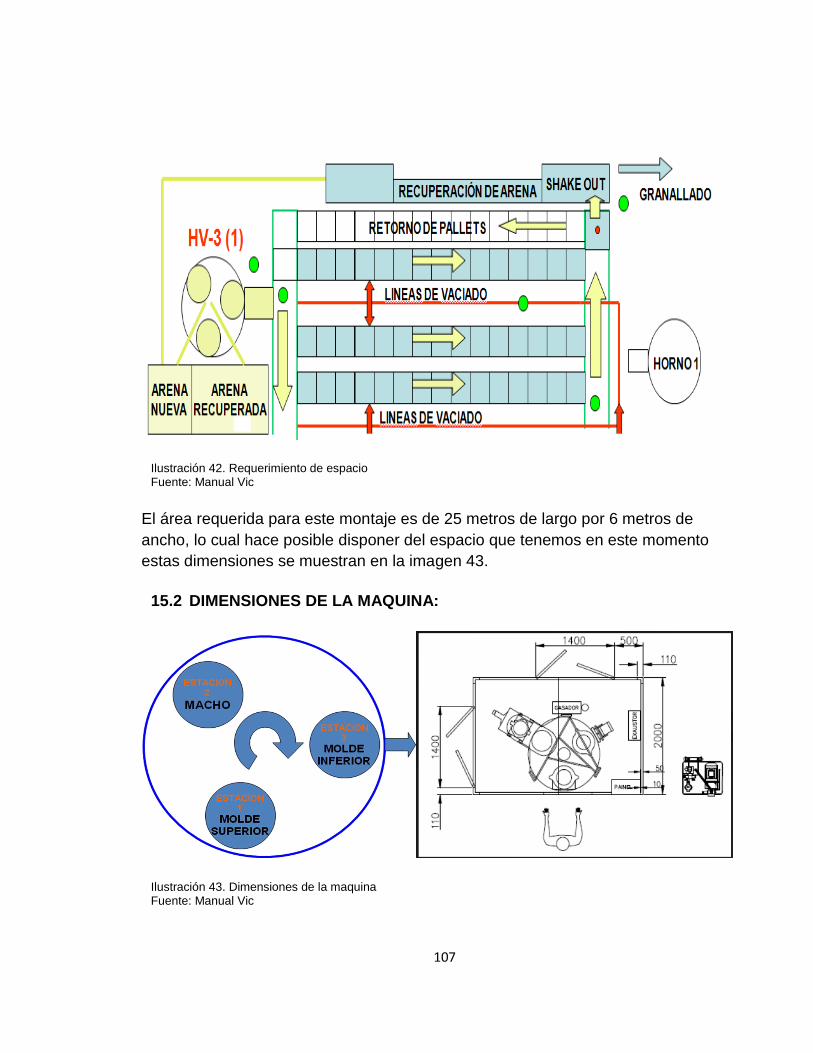
107
Ilustración 42. Requerimiento de espacio Fuente: Manual Vic
El área requerida para este montaje es de 25 metros de largo por 6 metros de
ancho, lo cual hace posible disponer del espacio que tenemos en este momento
estas dimensiones se muestran en la imagen 43.
15.2 DIMENSIONES DE LA MAQUINA:
Ilustración 43. Dimensiones de la maquina Fuente: Manual Vic
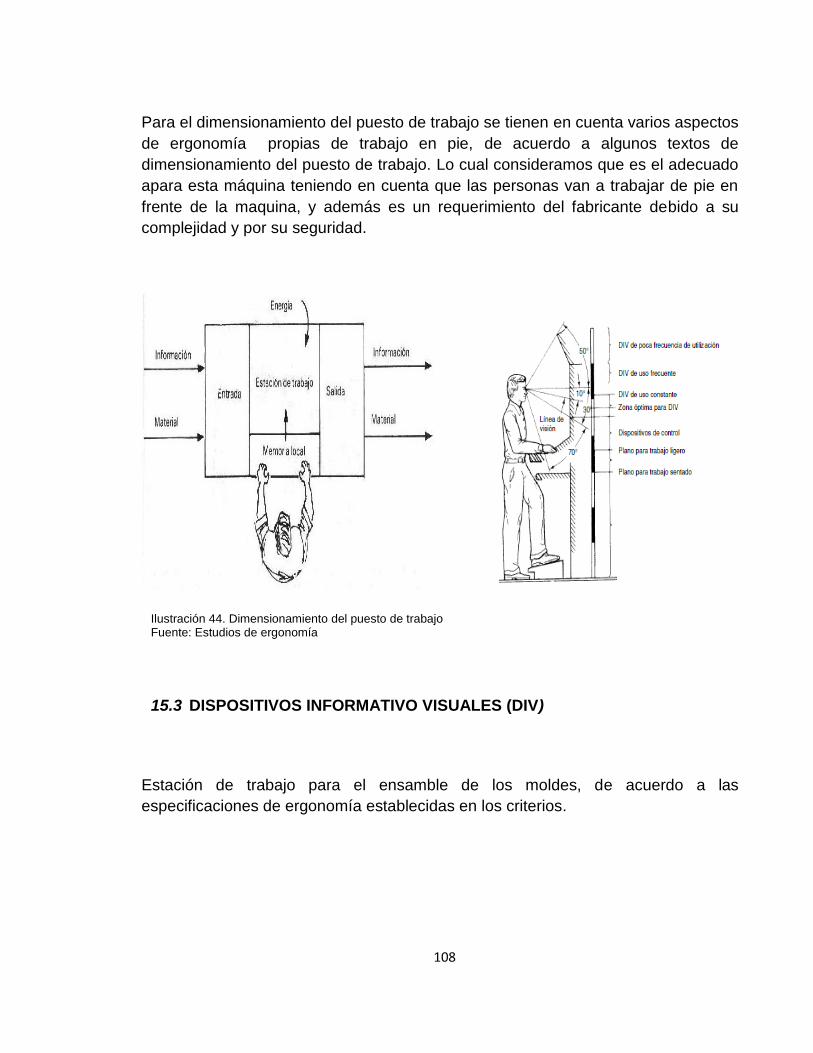
108
Para el dimensionamiento del puesto de trabajo se tienen en cuenta varios aspectos
de ergonomía propias de trabajo en pie, de acuerdo a algunos textos de
dimensionamiento del puesto de trabajo. Lo cual consideramos que es el adecuado
apara esta máquina teniendo en cuenta que las personas van a trabajar de pie en
frente de la maquina, y además es un requerimiento del fabricante debido a su
complejidad y por su seguridad.
Ilustración 44. Dimensionamiento del puesto de trabajo Fuente: Estudios de ergonomía
15.3 DISPOSITIVOS INFORMATIVO VISUALES (DIV)
Estación de trabajo para el ensamble de los moldes, de acuerdo a las
especificaciones de ergonomía establecidas en los criterios.
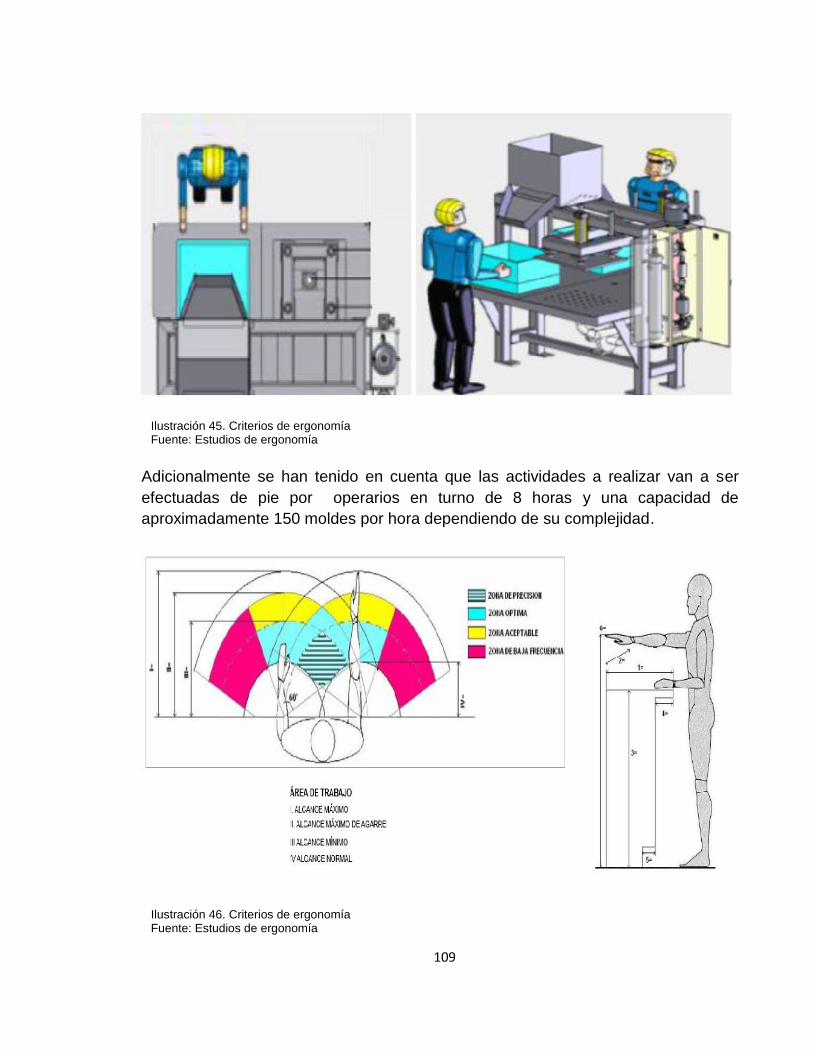
109
Ilustración 45. Criterios de ergonomía Fuente: Estudios de ergonomía
Adicionalmente se han tenido en cuenta que las actividades a realizar van a ser
efectuadas de pie por operarios en turno de 8 horas y una capacidad de
aproximadamente 150 moldes por hora dependiendo de su complejidad.
Ilustración 46. Criterios de ergonomía Fuente: Estudios de ergonomía
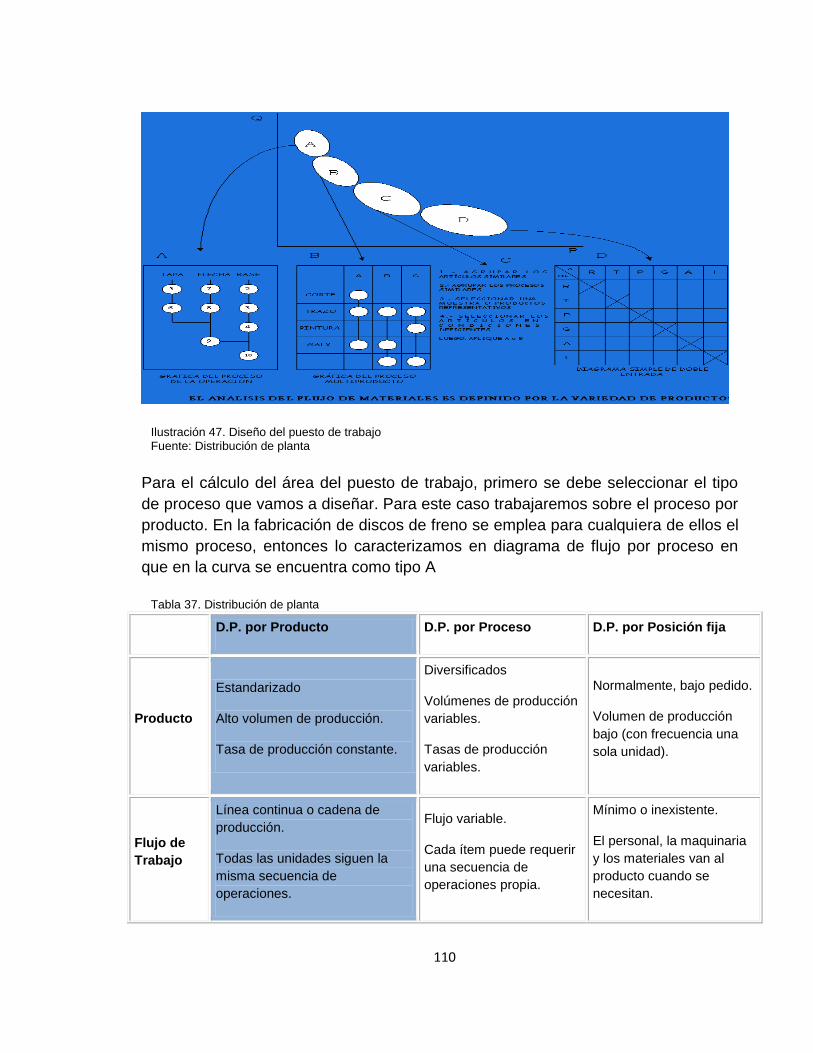
110
Ilustración 47. Diseño del puesto de trabajo Fuente: Distribución de planta
Para el cálculo del área del puesto de trabajo, primero se debe seleccionar el tipo
de proceso que vamos a diseñar. Para este caso trabajaremos sobre el proceso por
producto. En la fabricación de discos de freno se emplea para cualquiera de ellos el
mismo proceso, entonces lo caracterizamos en diagrama de flujo por proceso en
que en la curva se encuentra como tipo A
Tabla 37. Distribución de planta
D.P. por Producto D.P. por Proceso D.P. por Posición fija
Producto
Estandarizado
Alto volumen de producción.
Tasa de producción constante.
Diversificados
Volúmenes de producción
variables.
Tasas de producción
variables.
Normalmente, bajo pedido.
Volumen de producción
bajo (con frecuencia una
sola unidad).
Flujo de
Trabajo
Línea continua o cadena de
producción.
Todas las unidades siguen la
misma secuencia de
operaciones.
Flujo variable.
Cada ítem puede requerir
una secuencia de
operaciones propia.
Mínimo o inexistente.
El personal, la maquinaria
y los materiales van al
producto cuando se
necesitan.
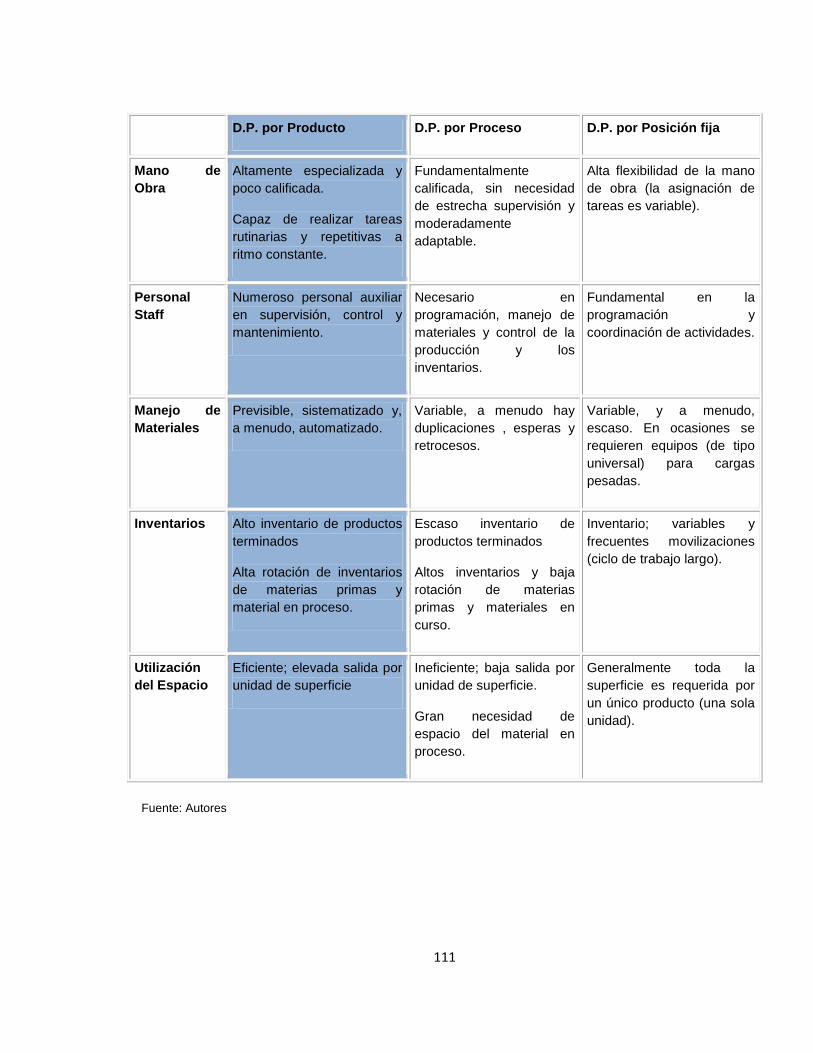
111
D.P. por Producto D.P. por Proceso D.P. por Posición fija
Mano de
Obra
Altamente especializada y
poco calificada.
Capaz de realizar tareas
rutinarias y repetitivas a
ritmo constante.
Fundamentalmente
calificada, sin necesidad
de estrecha supervisión y
moderadamente
adaptable.
Alta flexibilidad de la mano
de obra (la asignación de
tareas es variable).
Personal
Staff
Numeroso personal auxiliar
en supervisión, control y
mantenimiento.
Necesario en
programación, manejo de
materiales y control de la
producción y los
inventarios.
Fundamental en la
programación y
coordinación de actividades.
Manejo de
Materiales
Previsible, sistematizado y,
a menudo, automatizado.
Variable, a menudo hay
duplicaciones , esperas y
retrocesos.
Variable, y a menudo,
escaso. En ocasiones se
requieren equipos (de tipo
universal) para cargas
pesadas.
Inventarios Alto inventario de productos
terminados
Alta rotación de inventarios
de materias primas y
material en proceso.
Escaso inventario de
productos terminados
Altos inventarios y baja
rotación de materias
primas y materiales en
curso.
Inventario; variables y
frecuentes movilizaciones
(ciclo de trabajo largo).
Utilización
del Espacio
Eficiente; elevada salida por
unidad de superficie
Ineficiente; baja salida por
unidad de superficie.
Gran necesidad de
espacio del material en
proceso.
Generalmente toda la
superficie es requerida por
un único producto (una sola
unidad).
Fuente: Autores
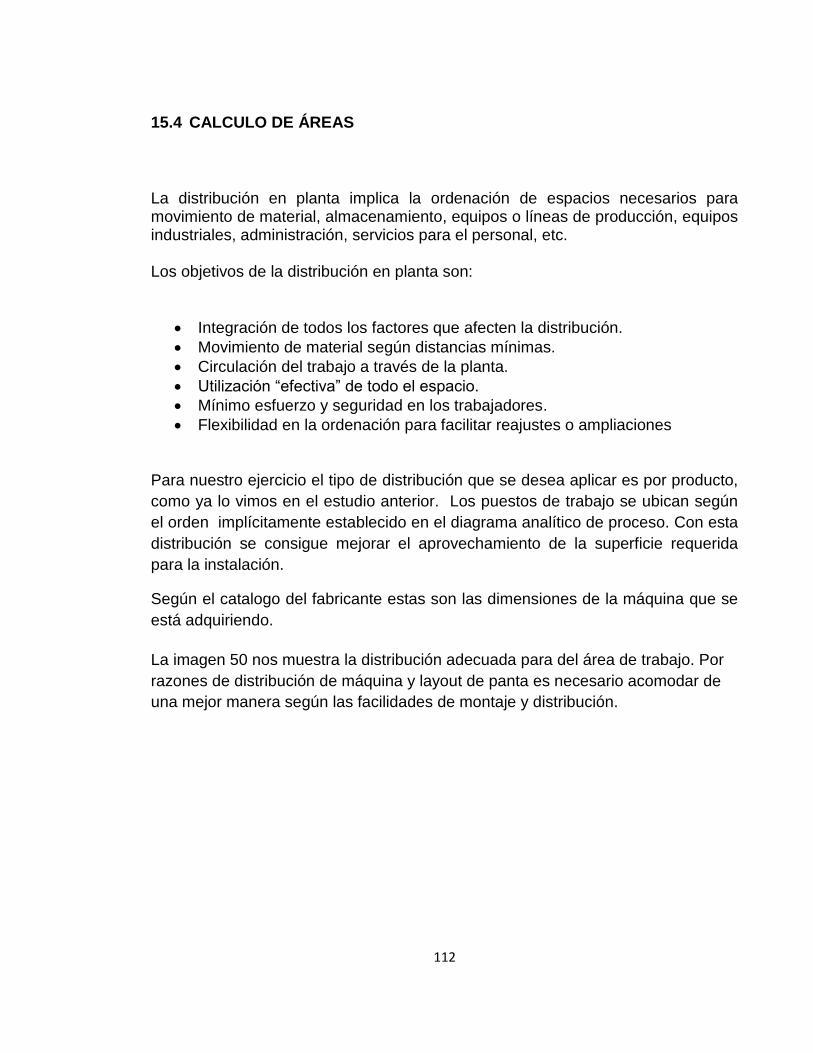
112
15.4 CALCULO DE ÁREAS
La distribución en planta implica la ordenación de espacios necesarios para movimiento de material, almacenamiento, equipos o líneas de producción, equipos industriales, administración, servicios para el personal, etc. Los objetivos de la distribución en planta son:
Integración de todos los factores que afecten la distribución.
Movimiento de material según distancias mínimas.
Circulación del trabajo a través de la planta.
Utilización “efectiva” de todo el espacio.
Mínimo esfuerzo y seguridad en los trabajadores.
Flexibilidad en la ordenación para facilitar reajustes o ampliaciones Para nuestro ejercicio el tipo de distribución que se desea aplicar es por producto,
como ya lo vimos en el estudio anterior. Los puestos de trabajo se ubican según
el orden implícitamente establecido en el diagrama analítico de proceso. Con esta
distribución se consigue mejorar el aprovechamiento de la superficie requerida
para la instalación.
Según el catalogo del fabricante estas son las dimensiones de la máquina que se
está adquiriendo.
La imagen 50 nos muestra la distribución adecuada para del área de trabajo. Por
razones de distribución de máquina y layout de panta es necesario acomodar de
una mejor manera según las facilidades de montaje y distribución.
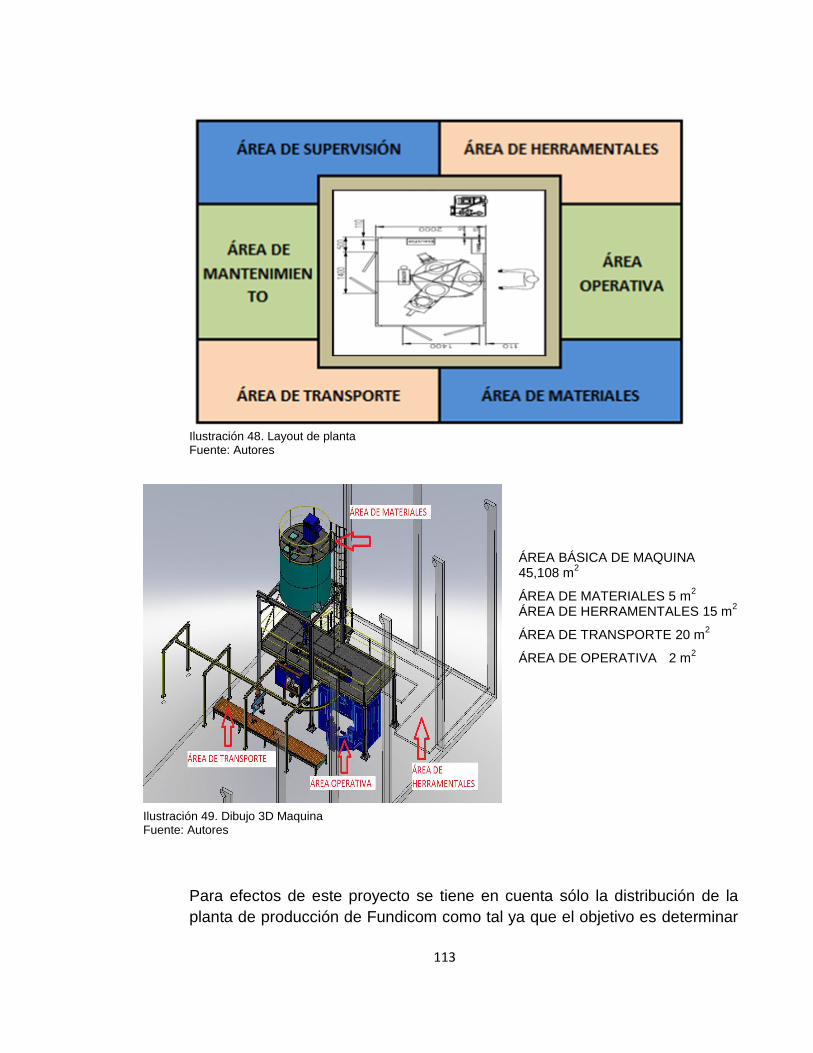
113
Ilustración 48. Layout de planta Fuente: Autores
ÁREA BÁSICA DE MAQUINA 45,108 m
2
ÁREA DE MATERIALES 5 m
2
ÁREA DE HERRAMENTALES 15 m
2
ÁREA DE TRANSPORTE 20 m2
ÁREA DE OPERATIVA 2 m2
15.4.1 Diagrama de actividades
Para efectos de este proyecto se tiene en cuenta sólo la distribución de la
planta de producción de Fundicom como tal ya que el objetivo es determinar
Ilustración 49. Dibujo 3D Maquina Fuente: Autores
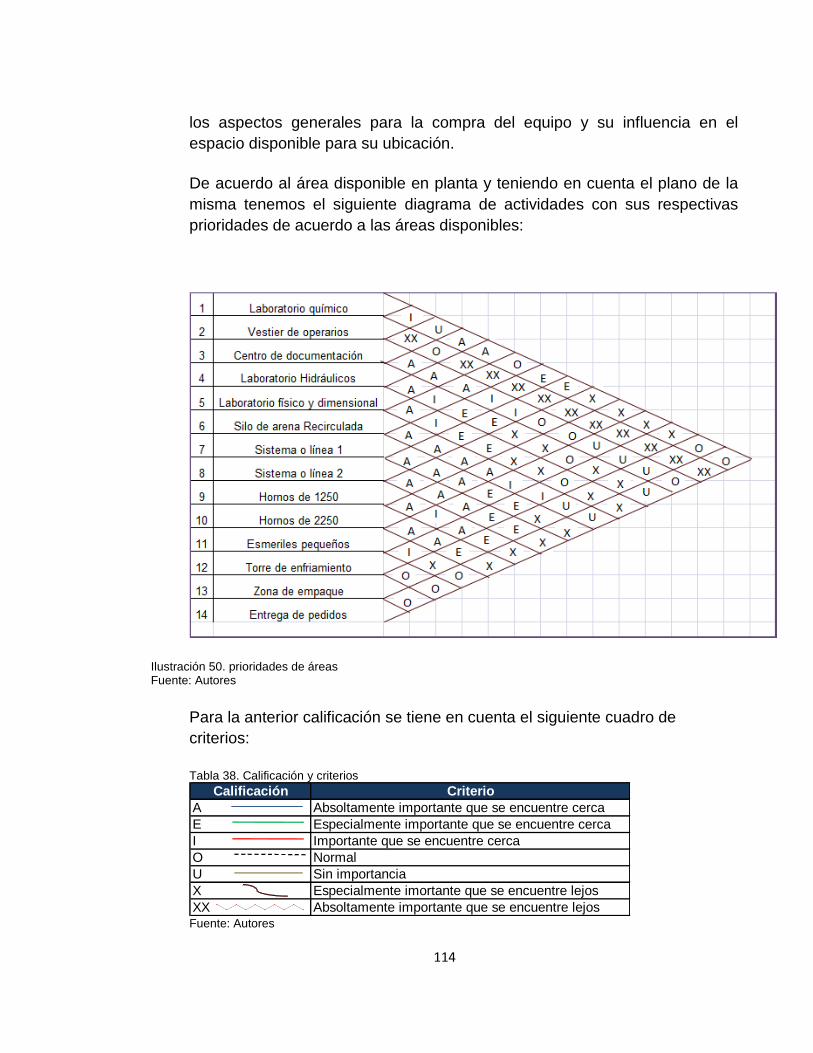
114
los aspectos generales para la compra del equipo y su influencia en el
espacio disponible para su ubicación.
De acuerdo al área disponible en planta y teniendo en cuenta el plano de la
misma tenemos el siguiente diagrama de actividades con sus respectivas
prioridades de acuerdo a las áreas disponibles:
Ilustración 50. prioridades de áreas Fuente: Autores
Para la anterior calificación se tiene en cuenta el siguiente cuadro de
criterios:
Tabla 38. Calificación y criterios
Calificación Criterio
A Absoltamente importante que se encuentre cerca
E Especialmente importante que se encuentre cerca
I Importante que se encuentre cerca
O Normal
U Sin importancia
X Especialmente imortante que se encuentre lejos
XX Absoltamente importante que se encuentre lejos Fuente: Autores
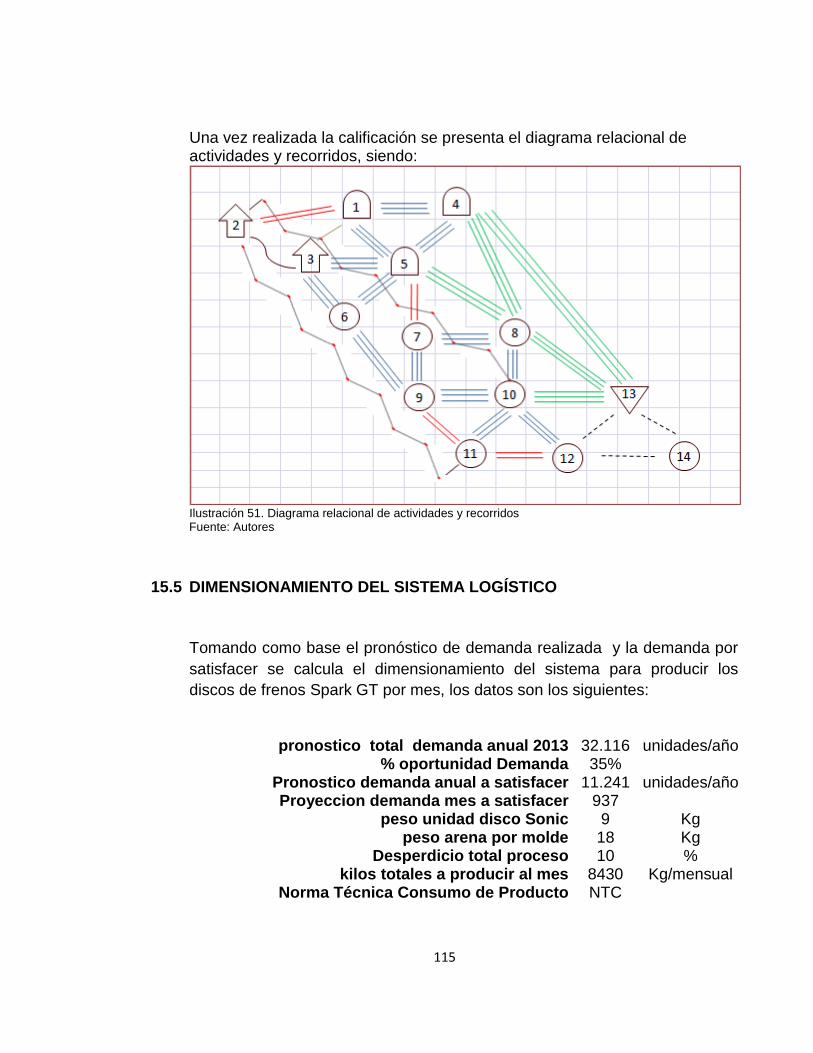
115
Una vez realizada la calificación se presenta el diagrama relacional de actividades y recorridos, siendo:
Ilustración 51. Diagrama relacional de actividades y recorridos Fuente: Autores
15.5 DIMENSIONAMIENTO DEL SISTEMA LOGÍSTICO
Tomando como base el pronóstico de demanda realizada y la demanda por
satisfacer se calcula el dimensionamiento del sistema para producir los
discos de frenos Spark GT por mes, los datos son los siguientes:
pronostico total demanda anual 2013 32.116 unidades/año % oportunidad Demanda 35%
Pronostico demanda anual a satisfacer 11.241 unidades/año Proyeccion demanda mes a satisfacer 937
peso unidad disco Sonic 9 Kg
peso arena por molde 18 Kg Desperdicio total proceso 10 %
kilos totales a producir al mes 8430 Kg/mensual Norma Técnica Consumo de Producto NTC
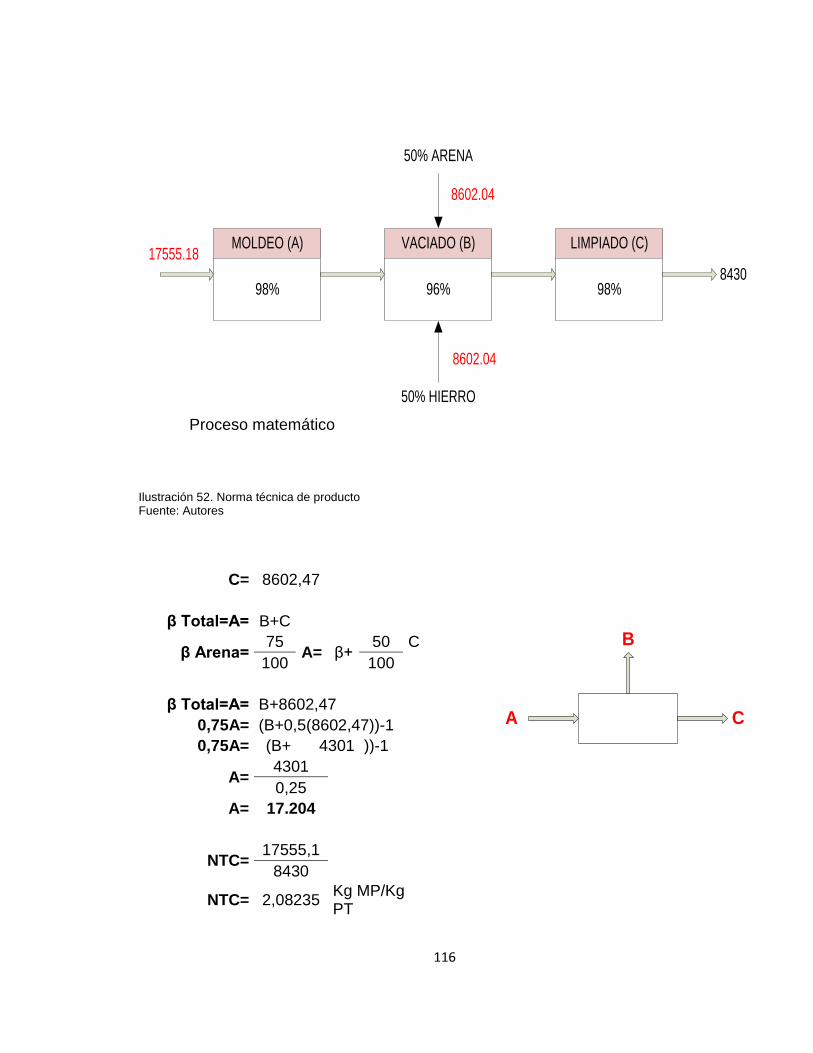
116
Proceso matemático
C= 8602,47
β Total=A= B+C
β Arena= 75
A= β+ 50 C
100 100
β Total=A= B+8602,47
0,75A= (B+0,5(8602,47))-1
0,75A= (B+ 4301 ))-1
A= 4301
0,25
A= 17.204
NTC= 17555,1
8430
NTC= 2,08235 Kg MP/Kg PT
A
B
C
MOLDEO (A)
98%
LIMPIADO (C)
98%
VACIADO (B)
96%8430
50% ARENA
50% HIERRO
8602.04
8602.04
17555.18
Ilustración 52. Norma técnica de producto Fuente: Autores
117
CONCLUSIONES
1. Se diseñó un sistema productivo para la línea de fabricación de moldes en
la empresa Fundicom S.A. que cumple con los requerimientos del proceso
interno de producción de acuerdo a los niveles de seguridad y calidad
exigidos por la compañía que se disminuye los tiempos de entrega, y
cumple con la satisfacción de los clientes.
2. Durante la realización del proyecto se elaboró un análisis del mercado de nacional de autopartes.
3. Una vez analizado el mercado de autopartes se evalúa las necesidades de
producción en el área de moldeo de la planta de fundición de Fundicom S.A. Mosquera.
4. Se analizó las posibles líneas de moldeo existentes en el mercado y se
realizó una comparación para para elegir la más productiva de acuerdo a las necesidades de la compañía.
5. Se realiza una distribución de planta en el área de moldeo de arenas el cual
permite un flujo de sus productos a través de la línea de producción de la nueva máquina de moldeo.
6. Por medio de fichas técnicas se establecen estándares para las actividades
necesarias en el proceso de fabricación de hierro para la nueva línea de moldeo.
7. Con base en la norma técnica de consumo de producto hallada en el anterior estudio se determina y seleccionan los requerimientos de las materias primas e insumos para la realización de la producción.
118
BIBLIOGRAFÍA
Arnoldo Alonso Baquero, LAS PROPIEDADES DE FUNDICIÓN, Bucaramanga 1978
BEER AND JOHNSTON, Mecánica de materials, Ed Me GrawHili. Bogotá 2001. Groover, Mikell. "Fundamentos de Manufactura Moderna. Materiales, Procesos y Sistemas" Prentice Hall.
Governmental industria! Hygienist. Cincinnati, Ohio, USA. 1986
HARLES F WALTON, IRON CASTING HAMDBOOK, 1981 INSTITUTO COLOMlBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN, Tesis y otros trabajos de grado. Bogotá: ICONTEC, 1996. 1-38 p. NTC, 1486. Ingeniería Metalúrgica,Tomo II, Por: Raymundo A. Higgins. MARKS, Manual del ingeniero mecánico, novena edición, México, marzo de 1999. MOTT, Robert, Diseño de elementos de máquinas, segunda edición, Prentice Hall. NORTON. Robert, Diseño de maquinaria, Me Graw hill, México, PIZANO HINCAPIE, Jorge Eduardo. et al. Atlas de defectos en fundición. Medellín: UPB, 1982. 2 v. Tesis : UPB. Fac. de Ingeniería Mecánica.
Modern casting / FundiExpo 2000
TAYLOR, Howard F. et al. Fundición para ingenieros. México : Cecsa, 1961. 460 p. Tecnología de moldeo de fundición, Por: Luis A. Olivia.
www.ipac.es/acero/fabricacion.asp
www.uax.es/publicaciones/archivos/TECTIN05_003.pdf
www.sebatecnik.com/componentes/fundicion...cion_hierro.htm
www.eumed.net/fem/firms/aurresur/valvu.html
119
ANEXOS
ANEXO 1. Clientes Nacionales, Extranjeros y Proveedores
Clientes Nacionales de Fundicom S.A.
SOFASA (Renault – Toyota) General Motors GM CCA Transejes (DANA) DIDACOL/HINO Reposición (88 clientes)
Clientes para Exportación
KUBOTA CORPORATION.
Proveedores
ABC ACABADOS COLONTEC
ABRACOL RETAL METAL
CARBORUNDUM COMERCIALIZADORA DE RECICLAJE
ACEROS BOHLER COMPAÑÍA GRAL DE ACEROS
HEFIMEC GIRALDO Y CIA
DELTA MINERALES INFEREX
ANTIOQUEÑA DE ARENAS QUINTAL
120
AVIMPLAST LITOCAJAS
PINTUNAL MANUFACTURAS SILICEAS
CAQUIMBO OXIGENOS DE COLOMBIA
LUIS HERNANDO CARRASCO POLIKEM
ARENA SILICEAS
QUIMIROD
AMERICAN COLLOID COMPANY
121