diseÑo de un molde de inyecciÓn y …159.90.80.55/tesis/000156469.pdf · asistidas por...
TRANSCRIPT
UNIVERSIDAD SIMÓN BOLÍVAR
DECANATO DE ESTUDIOS PROFESIONALES
COORDINACIÓN DE INGENIERÍA DE MATERIALES
DISEÑO DE UN MOLDE DE INYECCIÓN Y ELABORACIÓN DE DIAGRAMAS
DE MOLDEO PARA LA EMPRESA UNIÓN PLASTIC
Realizado por:
Solangel Mariana García Cedeño
INFORME FINAL DE CURSOS DE COOPERACIÓN
Presentado ante la ilustre Universidad Simón Bolívar como requisito parcial para optar al
título de Ingeniero de Materiales
Sartenejas, Mayo 2012
UNIVERSIDAD SIMÓN BOLÍVAR
DECANATO DE ESTUDIOS PROFESIONALES
COORDINACIÓN DE INGENIERÍA DE MATERIALES
DISEÑO DE UN MOLDE DE INYECCIÓN Y ELABORACIÓN DE DIAGRAMAS
DE MOLDEO PARA LA EMPRESA UNIÓN PLASTIC
Realizado por:
Solangel Mariana García Cedeño
Realizado con la asesoría de:
Tutor Académico: Prof. María Virginia Candal Pazos
Tutor Industrial: Ing. Alexander Aumaitre
Jurado Evaluador: Prof. Rosa Amalia Morales
INFORME FINAL DE CURSOS DE COOPERACIÓN
Presentado ante la ilustre Universidad Simón Bolívar como requisito parcial para optar al
título de Ingeniero de Materiales
Sartenejas, Mayo 2012
iii
DISEÑO DE UN MOLDE DE INYECCIÓN Y ELABORACIÓN DE DIAGRAMAS
DE MOLDEO PARA LA EMPRESA UNIÓN PLASTIC
Realizado por:
Solangel Mariana García Cedeño
RESUMEN
El presente proyecto se dividió en dos estudios principales, los cuales abordaron el moldeo por inyección de plásticos y el diseño de un molde de inyección. El primer estudio fue llevado a cabo en la Corporación Unión Plastic y tuvo como objetivo principal conseguir las condiciones óptimas de moldeo por inyección (ventanas de proceso) y determinación de tiempos de ciclo óptimos para tres envases de pared delgada marca Selva (tina de 12, 26 y 32 onzas), fabricados en la empresa. El material empleado para los tres productos fue polipropileno (PP). En el caso de la tina de 12 onzas, se emplearon dos tipos de polipropileno equivalentes en índice de fluidez, Propilven J-905 y Braskem H-103, con la finalidad de comparar el comportamiento de ambos materiales en el molde. Para la tina de 26 onzas se empleó Braskem H-103, mientras que para la tina de 32 onzas se utilizó Propilven J-905. En la elaboración de las ventanas de proceso, se consiguieron las condiciones de moldeo que garantizaron las especificaciones del cliente (Inversiones Selva, C.A.), cuyas exigencias son precisadas a partir de la contracción y apariencia de las piezas. Para la realización de dichos diagramas de moldeo, se variaron presiones y temperaturas de inyección con la finalidad de encontrar los valores límites indicadores de llenado incompleto del molde y aparición de rebabas. Una vez seleccionadas las condiciones de presión y temperatura de inyección óptimas, se probó su continuidad en planta por dos horas. Los resultados obtenidos en esta sección, hicieron posible la reducción de la temperatura de inyección en las tinas 12 onzas (con material Propilven J-905), 26 y 32 onzas, en porcentajes de ~4% para las primeros dos y ~2% para la última, favoreciendo la disminución del tiempo de ciclo. En cuanto a la tina de 12 onzas con material Braskem H-103, se redujo la presión de inyección en un ~4% respectivamente, favoreciendo la disminución del tiempo de ciclo y el ahorro energético. En el estudio de la contracción, fue posible concluir que existían diferencias dimensionales importantes en las cavidades, afectando el proceso de llenado del molde, y que el valor mínimo de contracción para el buen ajuste con la tapa es de 1,45%. En cuanto a la determinación del tiempo de ciclo óptimo, se procedió a modificar los tiempos de inyección, presión sostenida y enfriamiento, tomando en cuenta el peso de las piezas y su apariencia. Sólo fue posible reducir en un ~1% el tiempo de ciclo de la tina de 26 onzas, lo cual resultó en un aumento de la producción. La segunda parte del estudio, involucró el diseño de un molde de inyección de una tina de 22 onzas, para la empresa Innoplas de Venezuela, C.A. (socia de la compañía Unión Plastic), con el objetivo de mejorar los sistemas de refrigeración y expulsión del molde existente dentro de la empresa. El molde desarrollado en este proyecto contiene una serie de postizos que aumentarán la vida útil del mismo. Asimismo, se modificó el sistema de refrigeración y expulsión, permitiendo la disminución del tiempo de ciclo. El diseño fue posible gracias a herramientas asistidas por computadora (CAD), específicamente al programa Solidworks®.
iv
AGRADECIMIENTOS
Primero que nada, quiero agradecer a Dios por estar siempre de mi lado, dándome las
señales y siempre mostrándome el siguientes paso, mi camino a seguir.
Gracias a mi familia, por estar allí siempre para mí, por haberme brindado todo el apoyo
que necesitaba y más. Gracias por haberme acompañado en toda esta travesía que ha sido la
universidad, desde los momentos más difíciles hasta la recta final. Les debo parte de este trabajo.
No estaría aquí si no fuese por ustedes, los amo.
Le agradezco a Ricardo, mi número uno, mi hombro. Gracias por tu apoyo incondicional
y por alentarme siempre en los momentos más difíciles, Te amo.
A mis hermanos del Mapara, gracias por su apoyo. Comparto todos mis logros con
ustedes y mil gracias por brindarme esa amistad tan especial e incondicional, los adoro.
Gracias a mis tutores, por guiarme y darme las herramientas para llevar a cabo este
proyecto y por enseñarme tantas cosas para hacer de mí, una mejor profesional.
v
ÍNDICE GENERAL
RESUMEN iii
AGRADECIMIENTOS iv
ÍNDICE GENERAL v
ÍNDICE DE TABLAS ix
ÍNDICE DE FIGURAS xii
CAPÍTULO I. INTRODUCCIÓN 1
CAPÍTULO II. OBJETIVOS 2
2.1. Objetivos generales 2
2.2. Objetivos específicos 2
CAPÍTULO III. MARCO TEÓRICO 3
3.1 PROCESO DE INYECCIÓN 3
a) Unidad de inyección 3
b) Unidad de cierre 5
c) Unidad de potencia 5
d) Unidad de control 6
3.2 VARIABLES EN EL PROCESO DE INYECCIÓN 6
a) Temperaturas 6
a.1) Temperatura de inyección 6
a.2) Temperatura de molde 6
b) Presiones 6
b.1) Presión de inyección 6
b.2) Presión sostenida 7
c) Tiempos 7
c.1) Tiempo de inyección 7
c.2) Tiempo de presión sostenida 7
c.3) Tiempo de enfriamiento 7
3.3 VENTANAS DE PROCESO 7
3.4 CONTRACCIÓN 8
3.4.1 Influencia de algunas variables en la contracción 9
vi
a) Temperatura de inyección 9
b) Presión de inyección 10
c) Presión sostenida 10
d) Temperatura de molde 10
3.5 MOLDES DE INYECCIÓN 10
3.5.1 Moldes de colada fría 10
3.5.2 Moldes de colada caliente 12
a) Sistema de alimentación 13
b) Sistema de refrigeración 15
c) Sistema de expulsión 16
3.5.3 Ventajas y desventajas del molde de colada caliente 17
3.6 ANTECEDENTES 17
3.7 JUSTIFICACIÓN 20
CAPÍTULO IV. METODOLOGÍA 21
4.1 MATERIALES 21
a) Resinas 21
b) Materiales para la fabricación del molde de inyección de la tina de 22 onzas 22
4.2 EQUIPOS 23
4.2.1 Máquinas de inyección empleadas en la fabricación de las tinas de 12,
26 y 32 onzas, marca Selva® 23
4.2.2 Máquinas de inyección seleccionada para el molde de la tina de
22 onzas diseñado 26
4.2.3 Otros Equipos 27
4.3 PROCEDIMIENTO 27
4.3.1 Revisión bibliográfica 27
4.3.2 Descripción de las tinas de 12, 26 y 32 onzas, marca Selva® 28
4.3.3 Determinación de las ventanas de proceso 30
4.3.4 Medición de la contracción 33
4.3.5 Determinación del tiempo de ciclo óptimo 34
4.3.6 Consideraciones de diseño de la tina de 22 onzas 35
4.3.7 Consideraciones de diseño del molde de inyección 36
vii
4.3.8 Dimensionamiento del molde diseñado 36
4.3.9 Bebedero 38
4.3.10 Sistema de alimentación 39
4.3.11 Entrada 39
4.3.12 Sistema de enfriamiento 40
4.3.13 Sistema de expulsión 41
4.3.14 Respiraderos 41
CAPÍTULO V. RESULTADOS Y DISCUSIONES 42
5.1 VENTANAS DE PROCESO 42
5.1.1 Tina de 12 onzas, material Propilven J-905 43
5.1.2 Tina de 12 onzas, material Braskem H-103 47
5.1.3 Tina de 26 onzas 49
5.1.4 Tina de 32 onzas 51
5.2 EFECTO DE LA PRESIÓN EN LA CONTRACCIÓN DE LAS TINAS 53
5.2.1 Tina 12 onzas, material Propilven J-905 54
5.2.2 Tina 12 onzas, material Braskem H-103 55
5.2.3 Tina 26 onzas, material H-103 56
5.3 DETERMINACIÓN DEL TIEMPO DE CICLO ÓPTIMO 58
5.3.1 Tina 12 onzas, material Braskem H-103 58
5.3.2 Tina 26 onzas, material Braskem H-103 63
5.4 DISEÑO DE UN MOLDE DE COLADA CALIENTE DE UNA TINA DE
22 ONZAS 67
5.4.1 Vistas 2D y lateral del molde de inyección de la tina de 22 onzas 69
5.4.2 Placas del molde 73
5.4.3 Piezas normalizadas del molde 74
5.4.4 Alineación del molde 77
5.4.5 Cavidades (macho y hembra) 79
5.4.6 Postizos en las cavidades 81
a) Anillo en el macho 81
b) Fondo 83
c) Punta 84
viii
5.4.7 Diseño del sistema de alimentación 85
a) Bebedero 85
b) Entrada a la cavidad 87
c) Escape de aire 87
5.4.8 Sistemas de refrigeración 88
5.4.9 Sistema de expulsión 92
5.4.10 Vista 3D del molde diseñado 94
CAPÍTULO VI. CONCLUSIONES Y RECOMENDACIONES 95
CAPÍTULO VII. REFERENCIAS BIBLIOGRÁFICAS 97
APÉNDICE 101
A. Cálculo de la contracción 101
B. Número de cavidades 102
C. Cálculo de las dimensiones mínimas para un bebedero de colada fría 104
D. Cálculo del sistema de refrigeración 105
E. Planos de las piezas que conforman el molde diseñado 106
ix
ÍNDICE DE TABLAS
Tabla 3.1. Ventajas y desventajas de emplear un sistema de expulsión completamente neumático 16
Tabla 3.2. Ventajas y desventajas de los moldes de colada caliente 17
Tabla 4.1. Descripción de los materiales plásticos empleados y recomendados 22
Tabla 4.2. Propiedades de los aceros P-20, H-13 y WKW4 y las aleaciones de Cobre C17200, C17510 y C1800 22
Tabla 4.3. Especificaciones de las máquinas de inyección 23
Tabla 4.4. Especificaciones de la máquina de inyección marca Haixiong, modelo HX98 26
Tabla 4.5. Condiciones de procesamiento bases de las tinas de 12 onzas (con material Propilven J-905 y Braskem H-103), 26 y 32 onzas (Braskem H-103), marca Selva® 30
Tabla 4.6. Perfiles de temperaturas en el barril bases de las tinas de 12 onzas (con material Propilven J-905 y Braskem H-103), 26 y 32 onzas (Braskem H-103), marca Selva® 30
Tabla 4.7. Condiciones empleadas en la realización de la ventana de proceso (tina de 12 oz, J-905) 31
Tabla 4.8. Condiciones empleadas en la realización de la ventana de proceso (tina de 12 oz, H-103) 31
Tabla 4.9. Condiciones empleadas en la realización de la ventana de proceso (tina de 26 oz, H-103) 32
Tabla 4.10. Condiciones empleadas en la realización de la ventana de proceso (tina de 32 oz, J-905) 32
Tabla 4.11. Número de cavidades admisibles para la máquina de inyección Haixiong HX98 según el criterio de capacidad de inyección y fuerza de cierre 37
Tabla 4.12. Especificaciones para los canales de enfriamiento del fondo, hembra y punta/macho 40
Tabla 4.13. Disposición espacial de los canales de enfriamiento del molde diseñado 40
x
Tabla 5.1. Condiciones de procesamiento para la tina de 12 onzas (material Propilven J-905) que garantizan un ajuste bueno a aceptable en la “galga en caliente” 46
Tabla 5.2. Condiciones de procesamiento anterior y recomendada para la tina de 12 oz (Propilven J-905) 46
Tabla 5.3. Condiciones de procesamiento para la tina de 12 onzas (material Braskem H-103) que garantizan un ajuste bueno a aceptable en la galga “en caliente” 48
Tabla 5.4. Condiciones de procesamiento anterior y recomendada para la tina de 12 oz (Braskem H-103) 48
Tabla 5.5. Condiciones de procesamiento para la tina de 26 onzas (material Braskem H-103) que garantizan un ajuste bueno a aceptable en la galga “en caliente” 50
Tabla 5.6. Condiciones de procesamiento anterior y recomendada para la tina de 26 oz (Braskem H-103) 51
Tabla 5.7. Condiciones de procesamiento para la tina de 32 onzas (material Propilven J-905) que garantizan un ajuste bueno a aceptable en la galga “en caliente” 52
Tabla 5.8. Condiciones de procesamiento anterior y recomendada para la tina de 32 oz (Propilven J-905) 53
Tabla 5.9. Parámetros recomendados y críticos de tiempo y posición de presión de inyección (tina 12 oz) 60
Tabla 5.10. Parámetros recomendados y críticos de tiempo y posición de presión sostenida (tina 12 oz) 62
Tabla 5.11. Parámetros recomendados y críticos de tiempo y posición de presión de inyección (tina 26 oz) 65
Tabla 5.12. Parámetros recomendados y críticos de tiempo y posición de presión sostenida (tina 26 oz) 66
Tabla 5.13. Accesorios para el molde de inyección del catálogo de Hasco® 75
Tabla 5.14. Accesorios normalizados para el molde de inyección del catálogo de D-M-E® 76
Tabla 5.15. Especificaciones del bebedero caliente escogido 85
Tabla A.1. Medidas de diámetro exterior de la tina 12 onzas con material Braskem H-103
xi
de la cavidad 1 del molde correspondiente, a las 0 horas de haber sido moldeada (temperatura de inyección: 270°C; presión de inyección: 85MPa) 101
Tabla D.1. Diámetros de los canales de refrigeración de las regiones del molde diseñado 105
xii
ÍNDICE DE FIGURAS
Figura 3.1. Esquema del proceso de inyección 3
Figura 3.2. Partes de una máquina de inyección hidráulica 4
Figura 3.3. Mecanismos de cierre de las máquinas de inyección. (a) Unidad de cierre mecánico con rodilleras y (b) unidad de cierre con sistema mecánico-hidráulico 5
Figura 3.4. Ciclo de inyección 7
Figura 3.5. Diagrama de moldeo volumétrico (MVD) 8
Figura 3.6. Efectos de los parámetros de procesamiento en la orientación del material durante el moldeo por inyección 9
Figura 3.7. Esquemas representativos de moldes de colada fría. (a) Una cavidad y (b) multicavidades 11
Figura 3.8. Mecanismo de alineación del material en la cavidad y canales de alimentación fríos del molde 11
Figura 3.9. Relación rentabilidad-calidad de los canales de alimentación 12
Figura 3.10. Esquema de un molde de colada caliente. 1: Plato fijo; 2: placa portacavidades; 3: bloques espaciadores; 4: “manifold” o bloque distribuidor; 5: Boquilla caliente con sellado de ajuste deslizante y 6: disco distanciador 12
Figura 3.11. Bebederos en moldes de colada caliente. (a) Multicavidades y (b) una sola cavidad 13
Figura 3.12. “Manifold” (diseño de Heitec) 14
Figura 3.13. Sistemas de calentamiento en moldes de colada caliente. (a) “Manifold” y boquillas calentadas externamente y (b) “manifold” calentado externamente con boquillas calentadas internamente 14
Figura 3.14. Requerimientos dimensionales de los canales de refrigeración 15
Figura 3.15. Esquemas representativos de sistemas de expulsión. (a) “Stripper” y (b) aire 16
Figura 4.1. Máquinas de inyección. (a) HXH208-W5; (b) HXH308-W5 y (c) HXH288-W5 23
xiii
Figura 4.2. Molde de la tina de 32 onzas marca Selva®, fabricada en la Corporación Unión Plastic. (a) Macho; (b) placas del molde y (c) hembra 24
Figura 4.3. Esquema representativo de los moldes y las máquinas de inyección empleadas en la fabricación de las tinas de 12, 26 y 32 onzas, marca Selva® 24
Figura 4.4. Moldes de las tinas marca Selva de capacidad 12, 26 y 32 onzas. (a) Molde TST-12; (b) Molde TST-26; (c) Molde TST-32; (d) acercamiento de la punta de un macho del molde TST-26 25
Figura 4.5. Fondo del molde TST-26 26
Figura 4.6. Vernier marca CE, modelo GN16733 27
Figura 4.7. Tinas 12, 26 y 32 onzas marca Selva®. (a) Parte superior y (b) parte inferior 28
Figura 4.8. Medidas normalizadas en las tinas de 12, 26 y 32 onzas, marca Selva®. (a) Ubicación del punto de inyección; (b) detalle de la boca o “stack” y (c) tina de 12 onzas con la tapa 28
Figura 4.9. Dimensiones de las tinas estudiadas, marca Selva® (medidas expresadas en mm). (a) 12 onzas; (b) 26 onzas y (c) 32 onzas 29
Figura 4.10. Tapa de las tinas 12, 26 y 32, marca Selva® (medidas expresadas en mm). (a) Parte superior y (b) parte posterior 29
Figura 4.11. “Galga en caliente”. (a) Diámetro de la boca o “stack” límite inferior, “no pasa”; (b) buen ajuste de la tina en el diámetro de la boca o “stack” límite superior, “pasa” y (c) ajuste correcto de la tina en el diámetro de la boca o “stack” límite inferior, “no pasa” 32
Figura 4.12. Dimensiones: (a) Tina modificada y (b) tina original (medidas expresadas en mm) 36
Figura 4.13. Esquema representativo de la posición de la cavidad en el molde de inyección diseñado 37 Figura 4.14. Esquema de la posición de las placas en los platos de la máquina Haixiong HX98 (medidas expresadas en mm); H=360mm y V=340mm. (a) Posición de la placa fija del molde diseñado en el plato de la máquina y (b) posición de la placa móvil del molde diseñado en el plato de la máquina 38
Figura 4.15. Medidas para el diseño de un bebedero de colada fría 39
Figura 4.16. Esquema del sistema de alimentación del molde de la tina de 22 onzas, fabricada por Innoplas de Venezuela, C.A 39
xiv
Figura 4.17. Esquema representativo de los respiraderos. (a) Ubicación del punto de inyección de la tina de 22 onzas y (b) dimensiones de referencia de los respiraderos del molde de la tina de 22 onzas 41
Figura 5.1. Ventana de proceso de la tina de 12 onzas marca Selva®, con material Propilven J-905 43
Figura 5.2. Influencia de la presión de inyección en la aparición de rebabas para la tina de 12 onzas (material Propilven J-905). (a) Cavidad 1 y (b) cavidad 44
Figura 5.3. Llenado justo de la tina de 12 onzas de la cavidad 1 del molde TST-12 (Propilven J-905) 44
Figura 5.4. Molde TST-12 47
Figura 5.5. Ventana de proceso de la tina de 12 onzas marca Selva®, con material Braskem H-103 47
Figura 5.6. Ventana de proceso de la tina de 26 onzas marca Selva®, con material Braskem H-103 49
Figura 5.7. Esquema del recorrido del fundido en los moldes. (a) Molde TST-12 y (b) molde TST-26 50
Figura 5.8. Ventana de proceso de la tina de 32 onzas marca Selva®, con material Propilven J-905 51
Figura 5.9. Efecto de la presión de inyección en la contracción de las tinas 12 onzas con material Propilven J-905. (a) Cavidad 1 y (b) cavidad 2 54
Figura 5.10. Efecto de la presión de inyección en la contracción de las tinas 12 onzas con material Braskem H-103. (a) Cavidad 1 y (b) cavidad 2 55
Figura 5.11. Efecto de la presión de inyección en la contracción de las tinas 26 onzas con material Braskem H-103. (a) Cavidad 1; (b) cavidad 3; (c) cavidad 4 y (d) cavidad 5 57
Figura 5.12. Determinación del tiempo de inyección óptimo (tina 12 onzas, Braskem H-103) 59
Figura 5.13. Tina 12 onzas, moldeada con un tiempo de inyección de 0,8 s 60
Figura 5.14. Efectos de parámetros de inyección en la orientación. (a) Efecto de la velocidad de llenado; (b) efecto del empaquetamiento; (c) efecto de la temperatura de molde 61
xv
Figura 5.15. Determinación del tiempo de presión sostenida óptimo (tina 12 oz, Braskem H-103) 62
Figura 5.16. Determinación del tiempo de inyección óptimo (tina 26 oz, Braskem H-103) 64
Figura 5.17. Determinación del tiempo de presión sostenida óptimo (tina de 26 oz, Braskem H-103) 65
Figura 5.18. Apariencia del fondo de la tina de 26 onzas con el tiempo de presión sostenida. (a) 0,5 s; (b) 0,6 s y (c) 1,1 s 66
Figura 5.19. Tina de 22 onzas, fabricada actualmente en Innoplas de Venezuela, C.A 67
Figura 5.20. Molde de inyección existente de la tina de 22 onzas. (a) Molde abierto y (b) molde cerrado 68
Figura 5.21. Vista 2D superior del molde 70
Figura 5.22. Representación de la punta del macho fabricada con una aleación de Cobre 72
Figura 5.23. Vista 2D lateral del molde 73
Figura 5.24. Elementos de la placa fija del molde. (a) Lado superior y (b) lado posterior 74
Figura 5.25. Placa móvil del molde. (a) Lado superior y (b) lado posterior 74
Figura 5.26. Ubicación de los tornillos normalizados por Hasco®, empleados en el diseño del molde. (a) Placa móvil y (b) placa fija 75
Figura 5.27. Ubicación de los elementos de alineación normalizados por D-M-E®, empleados en el diseño del molde 76
Figura 5.28. Acercamiento del bebedero normalizado por D-M-E®, empleado en el diseño del molde 77
Figura 5.29. Ubicación de las columnas y casquillos guías en el molde diseñado 78
Figura 5.30. Superficies en ángulo para en centrado del núcleo o macho 78
Figura 5.31. Alojamientos para los cilindros de centrado. (a) Macho ensamblado y (b) hembra 79
xvi
Figura 5.32. Análisis de espesor en la cavidad realizado en Solidworks®. (a) Cavidad con los redondeos originales y (b) cavidad modificada 79
Figura 5.33. Esquema para el ensamblaje de la hembra con el anillo-tapón del sistema de Refrigeración 80
Figura 5.34. Macho ensamblado con la punta del molde diseñado. (a) Parte superior y (b) parte inferior 81
Figura 5.35. Ensamblaje del anillo en el macho. (a) Anillo y (b) Hembra acoplada al macho 82
Figura 5.36. Esquema del estado original del macho (molde de tina de 22 onzas existente) 82
Figura 5.37. Medidas del “stack” del anillo diseñado (vista transparente) 83
Figura 5.38. Fondo de la hembra. (a) Parte superior y (b) parte inferior en contacto con la placa 83
Figura 5.39. Colocación del fondo en la hembra 84
Figura 5.40. Punta ensamblada al tubo. (a) Parte inferior (contacto con el macho) y (b) parte superior 84
Figura 5.41. Ensamblaje del bebedero y el anillo de centrado en la placa fija del molde 86
Figura 5.42. (a) Medidas del alojamiento del bebedero recomendadas por el fabricante y (b) fondo diseñado 87
Figura 5.43. Ubicación de los repiraderos del molde diseñado 88
Figura 5.44. Placa fija del molde diseñado (vista transparente) 88
Figura 5.45. Vista superior de la hembra. (a) Molde existente y (b) molde diseñado 89
Figura 5.46. Detalles internos de la hembra (vista transparente). D: diámetro del canal de enfriamiento 89
Figura 5.47. Sistema de enfriamiento del fondo. (a) Molde diseñado y (b) Molde existente 90
Figura 5.48. Placa acoplada al carro móvil (vista transparente) 90
Figura 5.49. Vista superior del macho. (a) Molde existente y (b) molde diseñado 91
xvii
Figura 5.50. Macho ensamblado con la punta (vista transparente) 91
Figura 5.51. Posición de los expulsores, canal de aire en el macho y esquema de acción de aire 92
Figura. 5.52. Esquema del desmoldeo de la tina de 22 onzas. (a) Molde cerrado; (b) apertura del molde y (c) molde completamente abierto 93
Figura 5.53. Vista transparente 3D del molde diseñado 94
CAPÍTULO I INTRODUCCIÓN
Desde el descubrimiento del plástico, este material se ha convertido en un factor clave en
el desarrollo social e industrial de la humanidad. La diversidad de propiedades encontradas en
dichos materiales, han hecho posible su introducción en una gran cantidad de aplicaciones. Entre
las más destacadas están los empaques, abarcando desde películas hasta envases rígidos.
La complejidad y variedad de presentaciones encontradas en los distintos empaques
plásticos pueden ser obtenidas gracias a los procesos de transformación que existen hoy en día.
Entre los más empleados para empaques rígidos, está el moldeo por inyección. Gran parte del
interés en los empaques rígidos está dirigido a los envases de pared delgada (espesor menor a 1
mm) cuyos bajos pesos resultan en un ahorro de material. Sin embargo, las condiciones de
procesamiento son mucho más delicadas y exigentes que para piezas gruesas. Las variables de
procesamiento óptimas, tales como temperatura y presión de inyección y tiempo de ciclo, son
críticas para la producción. Es por ello que el ajuste de los parámetros de moldeo es un factor
determinante, pues no solo afectará la calidad del producto sino también el costo de fabricación.
En este proyecto se pretende profundizar en los parámetros de procesamiento, tomando en
cuenta las especificaciones del cliente y tiempos óptimos de moldeo en la fabricación de tres
envases de pared delgada marca Selva®, producidos por la Corporación Unión Plastic. A su vez,
intenta resolver problemas de diseño en el molde existente de una tina de pared delgada
propiedad de la empresa Innoplas de Venezuela, C.A. Dichos inconvenientes han causado retraso
en la producción, a causa de la ineficiencia del molde de inyección en servicio.
La Corporación Unión Plastic es una empresa en crecimiento dedicada a la manufactura
de productos plásticos que actualmente funciona como empresa maquiladora de Inversiones
Selva, C.A. Por otra parte, Innoplas de Venezuela, C.A., es una empresa que trabaja en conjunto
con la Corporación Unión Plastic y tiene como objetivo principal la fabricación de envases y
contenedores para la industria del envasado.
CAPÍTULO II OBJETIVOS
1.1. OBJETIVOS GENERALES
Optimizar las condiciones de moldeo y tiempo de ciclo de las tinas de 12, 26 y 32
onzas, a modo de mejorar la producción y trabajar bajo los requerimientos del
cliente.
Diseñar un molde de inyección de colada caliente de una sola cavidad de una tina de
capacidad 22 onzas, que sea más eficiente que el ya existente dentro de la empresa
Innoplas de Venezuela, C.A.
1.2. OBJETIVOS ESPECÍFICOS
Encontrar la ventana de procesamiento (temperatura de inyección versus presión de
inyección) de las tinas de 12, 26 y 32 onzas marca Selva®, fabricadas por la
Corporación Unión Plastic.
Verificar que las tinas de 12, 26 y 32 onzas marca Selva® producidas por la
Corporación Unión Plastic, estén dentro de las especificaciones del cliente
(Inversiones Selva, C.A.).
Determinar el efecto de la presión de inyección en la contracción a las 0, 24 y 48
horas de haber sido expulsada la pieza, de las tinas de 12 y 26 onzas marca Selva®
fabricadas por la Corporación Unión Plastic.
Determinar el tiempo de ciclo óptimo de las tinas de 12 y 26 onzas marca Selva®,
elaboradas por la Corporación Unión Plastic.
Comparar los sistemas de alimentación, refrigeración y expulsión del molde de la
tina de 22 onzas existente en la empresa Innoplas de Venezuela, C.A., y el diseñado
en este proyecto, con la finalidad de justificar las mejoras realizadas.
CAPÍTULO III MARCO TEÓRICO
3.1 PROCESO DE INYECCIÓN
El moldeo por inyección en una de las técnicas más comunes en el procesamiento de
plásticos. Este proceso consiste en fundir el polímero y hacerlo fluir bajo presión y temperatura
en un molde, en el cual la pieza solidifica y duplica su forma. La gran ventaja de este proceso es
la posibilidad de fabricar piezas de geometrías complejas a altas velocidades de producción (1,2).
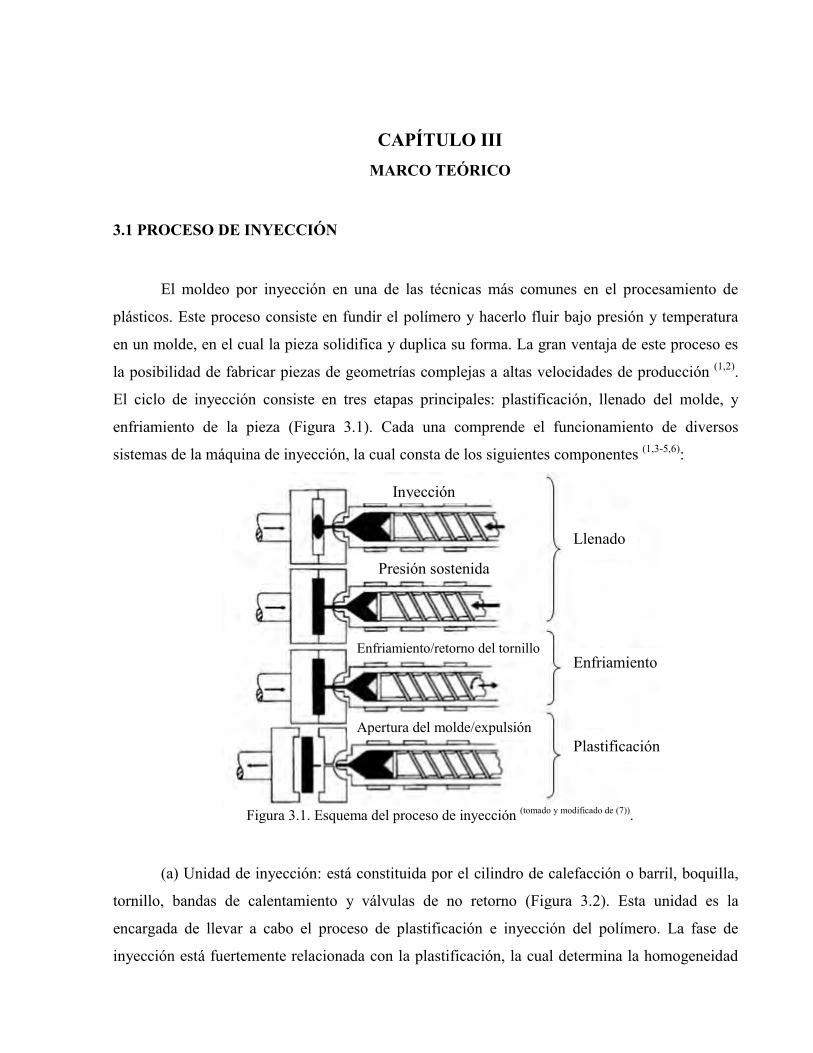
El ciclo de inyección consiste en tres etapas principales: plastificación, llenado del molde, y
enfriamiento de la pieza (Figura 3.1). Cada una comprende el funcionamiento de diversos
sistemas de la máquina de inyección, la cual consta de los siguientes componentes (1,3-5,6):
Figura 3.1. Esquema del proceso de inyección (tomado y modificado de (7)).
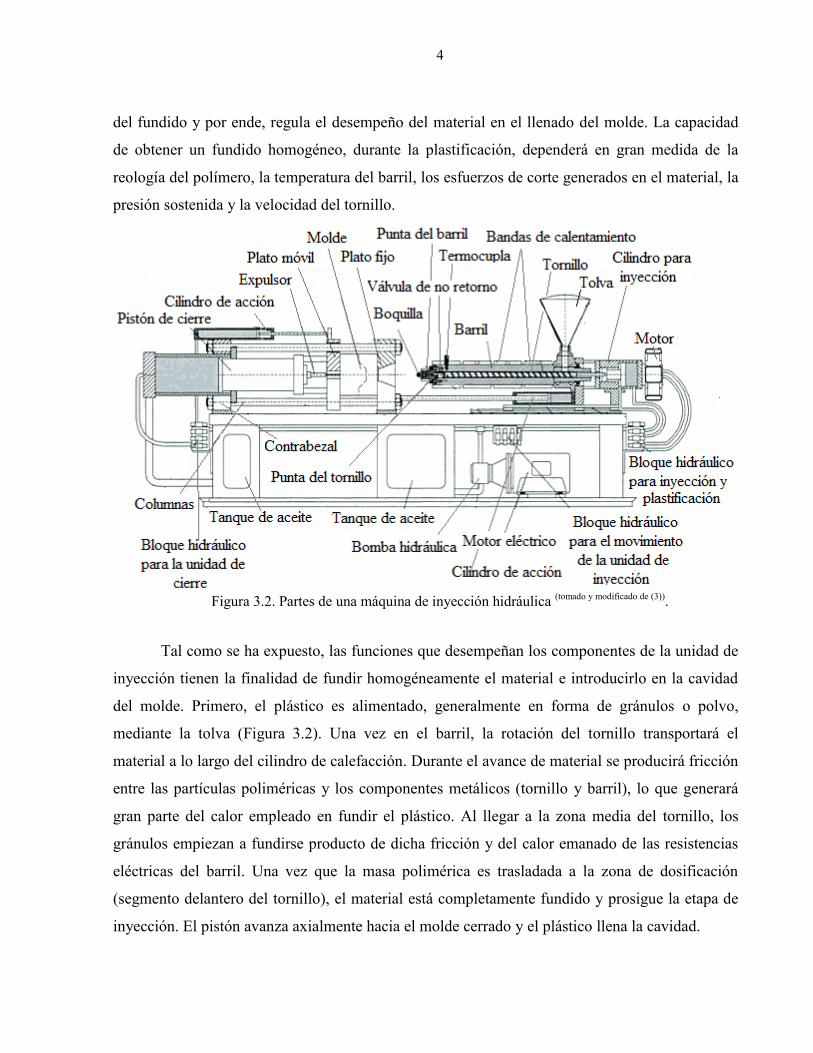
(a) Unidad de inyección: está constituida por el cilindro de calefacción o barril, boquilla,
tornillo, bandas de calentamiento y válvulas de no retorno (Figura 3.2). Esta unidad es la
encargada de llevar a cabo el proceso de plastificación e inyección del polímero. La fase de
inyección está fuertemente relacionada con la plastificación, la cual determina la homogeneidad
Llenado
Enfriamiento
Plastificación
Inyección
Presión sostenida
Enfriamiento/retorno del tornillo
Apertura del molde/expulsión
4
del fundido y por ende, regula el desempeño del material en el llenado del molde. La capacidad
de obtener un fundido homogéneo, durante la plastificación, dependerá en gran medida de la
reología del polímero, la temperatura del barril, los esfuerzos de corte generados en el material, la
presión sostenida y la velocidad del tornillo.
Figura 3.2. Partes de una máquina de inyección hidráulica (tomado y modificado de (3)).
Tal como se ha expuesto, las funciones que desempeñan los componentes de la unidad de
inyección tienen la finalidad de fundir homogéneamente el material e introducirlo en la cavidad
del molde. Primero, el plástico es alimentado, generalmente en forma de gránulos o polvo,
mediante la tolva (Figura 3.2). Una vez en el barril, la rotación del tornillo transportará el
material a lo largo del cilindro de calefacción. Durante el avance de material se producirá fricción
entre las partículas poliméricas y los componentes metálicos (tornillo y barril), lo que generará
gran parte del calor empleado en fundir el plástico. Al llegar a la zona media del tornillo, los
gránulos empiezan a fundirse producto de dicha fricción y del calor emanado de las resistencias
eléctricas del barril. Una vez que la masa polimérica es trasladada a la zona de dosificación
(segmento delantero del tornillo), el material está completamente fundido y prosigue la etapa de
inyección. El pistón avanza axialmente hacia el molde cerrado y el plástico llena la cavidad.
5
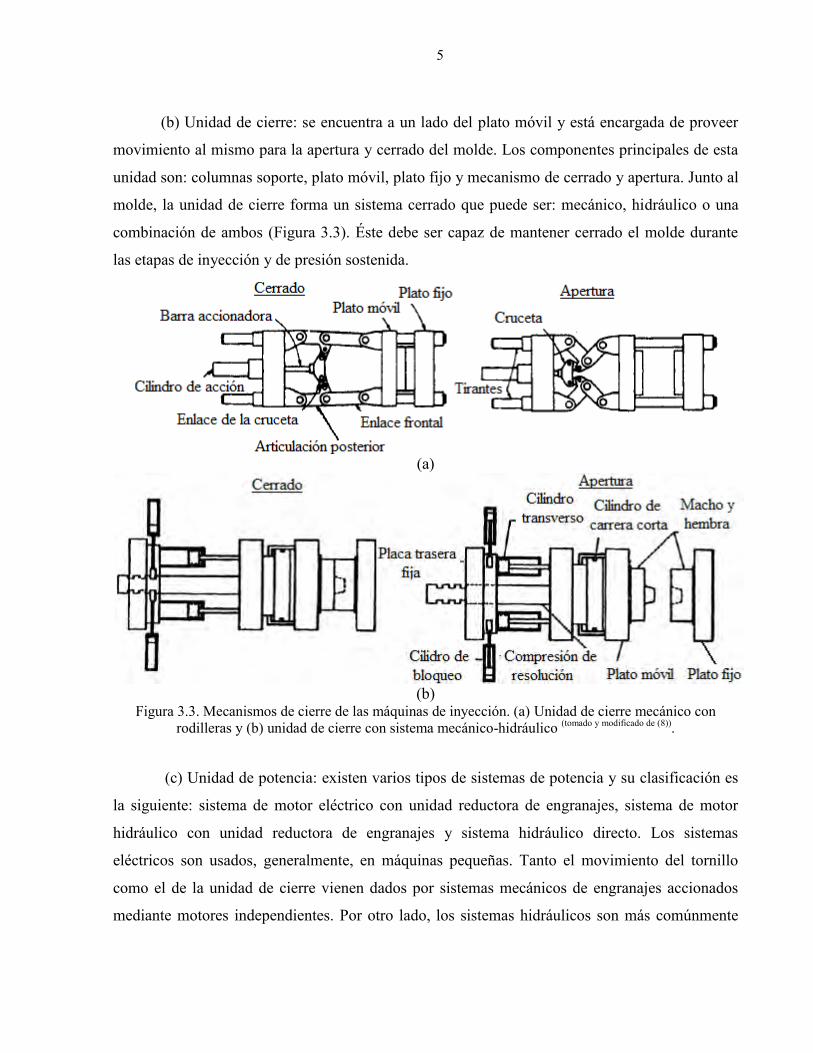
(b) Unidad de cierre: se encuentra a un lado del plato móvil y está encargada de proveer
movimiento al mismo para la apertura y cerrado del molde. Los componentes principales de esta
unidad son: columnas soporte, plato móvil, plato fijo y mecanismo de cerrado y apertura. Junto al
molde, la unidad de cierre forma un sistema cerrado que puede ser: mecánico, hidráulico o una
combinación de ambos (Figura 3.3). Éste debe ser capaz de mantener cerrado el molde durante
las etapas de inyección y de presión sostenida.
(a)
(b)
Figura 3.3. Mecanismos de cierre de las máquinas de inyección. (a) Unidad de cierre mecánico con rodilleras y (b) unidad de cierre con sistema mecánico-hidráulico (tomado y modificado de (8)).
(c) Unidad de potencia: existen varios tipos de sistemas de potencia y su clasificación es
la siguiente: sistema de motor eléctrico con unidad reductora de engranajes, sistema de motor
hidráulico con unidad reductora de engranajes y sistema hidráulico directo. Los sistemas
eléctricos son usados, generalmente, en máquinas pequeñas. Tanto el movimiento del tornillo
como el de la unidad de cierre vienen dados por sistemas mecánicos de engranajes accionados
mediante motores independientes. Por otro lado, los sistemas hidráulicos son más comúnmente
6
utilizados y su funcionamiento viene dado por la transformación de presión hidráulica a potencia
mecánica.
(d) Unidad de control: está constituida por un controlador para las temperaturas de las
resistencias eléctricas del barril y otro para los parámetros de operación de la máquina de
inyección. El primero es un controlador “PID”, mientras que el segundo es un controlador lógico
programable (“PLC”). Éste se encarga de programar la secuencia del ciclo de inyección.
3.2 VARIABLES EN EL PROCESO DE INYECCIÓN
Existen una serie de parámetros de proceso que afectan el moldeo de una pieza. Presiones,
tiempos y temperaturas son algunas de las más destacadas. A continuación se muestran las
condiciones de procesamiento más importantes en el moldeo por inyección (3,5,9):
(a) Temperaturas: son los parámetros de moldeo más influyentes en la calidad y relación
costo-efectividad del producto. Las más importantes se presentan a continuación.
(a.1) Temperatura de inyección: de ésta dependen propiedades termodinámicas tales
como la viscosidad, entalpía y volumen específico. Cambios en estas propiedades
afectarán indudablemente el comportamiento del polímero en la cavidad.
(a.2) Temperatura del molde: es la temperatura que limita el tiempo de enfriamiento
de la pieza. Su magnitud debe ser la adecuada para lograr un equilibrio entre dichas
variables y la calidad de la pieza moldeada.
(b) Presiones: las presiones efectuadas en el procesamiento del material pueden tener
distintos efectos en el producto terminado. Las más relevantes son las siguientes.
(b.1) Presión de inyección: es aquella que se ejerce en el polímero fundido a causa del
movimiento axial del tornillo durante la fase de inyección.
7
(b.2) Presión sostenida: es la presión ejercida en la pieza moldeada en la etapa de
compactación. El propósito de esta presión es terminar el llenado de la pieza a modo
de lograr que el polímero solidifique cuando está denso y empaquetado.
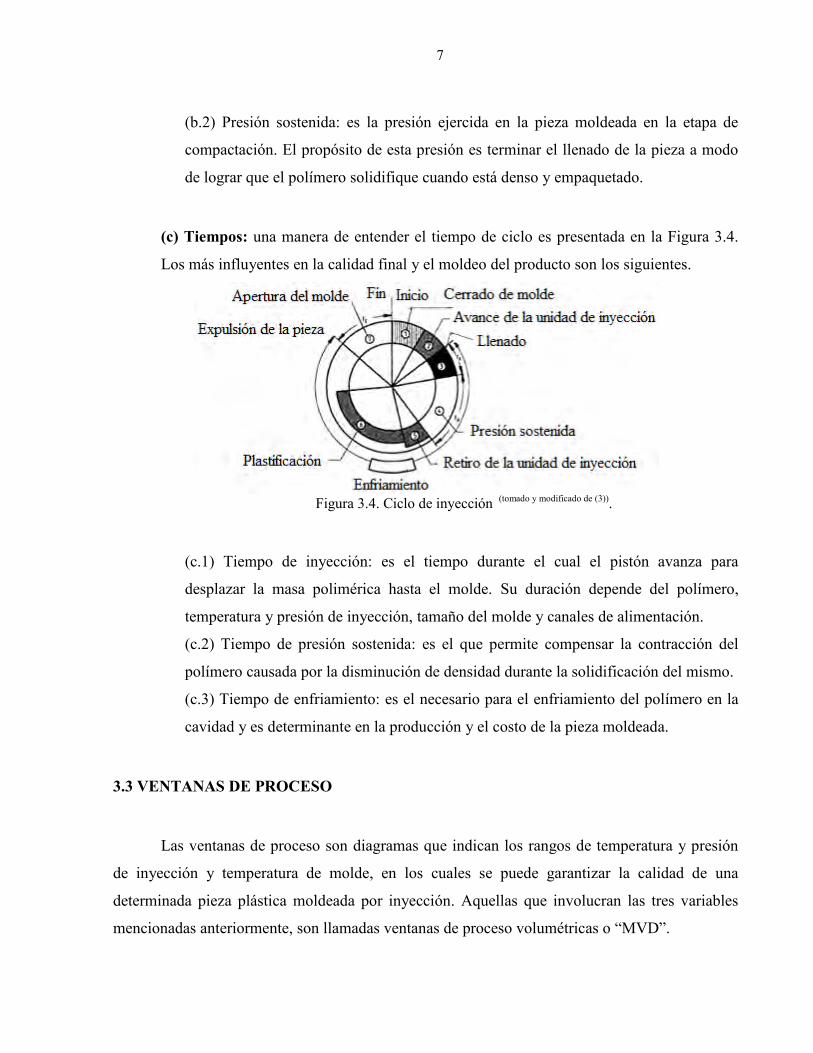
(c) Tiempos: una manera de entender el tiempo de ciclo es presentada en la Figura 3.4.
Los más influyentes en la calidad final y el moldeo del producto son los siguientes.
Figura 3.4. Ciclo de inyección (tomado y modificado de (3)).
(c.1) Tiempo de inyección: es el tiempo durante el cual el pistón avanza para
desplazar la masa polimérica hasta el molde. Su duración depende del polímero,
temperatura y presión de inyección, tamaño del molde y canales de alimentación.
(c.2) Tiempo de presión sostenida: es el que permite compensar la contracción del
polímero causada por la disminución de densidad durante la solidificación del mismo.
(c.3) Tiempo de enfriamiento: es el necesario para el enfriamiento del polímero en la
cavidad y es determinante en la producción y el costo de la pieza moldeada.
3.3 VENTANAS DE PROCESO
Las ventanas de proceso son diagramas que indican los rangos de temperatura y presión
de inyección y temperatura de molde, en los cuales se puede garantizar la calidad de una
determinada pieza plástica moldeada por inyección. Aquellas que involucran las tres variables
mencionadas anteriormente, son llamadas ventanas de proceso volumétricas o “MVD”.
8
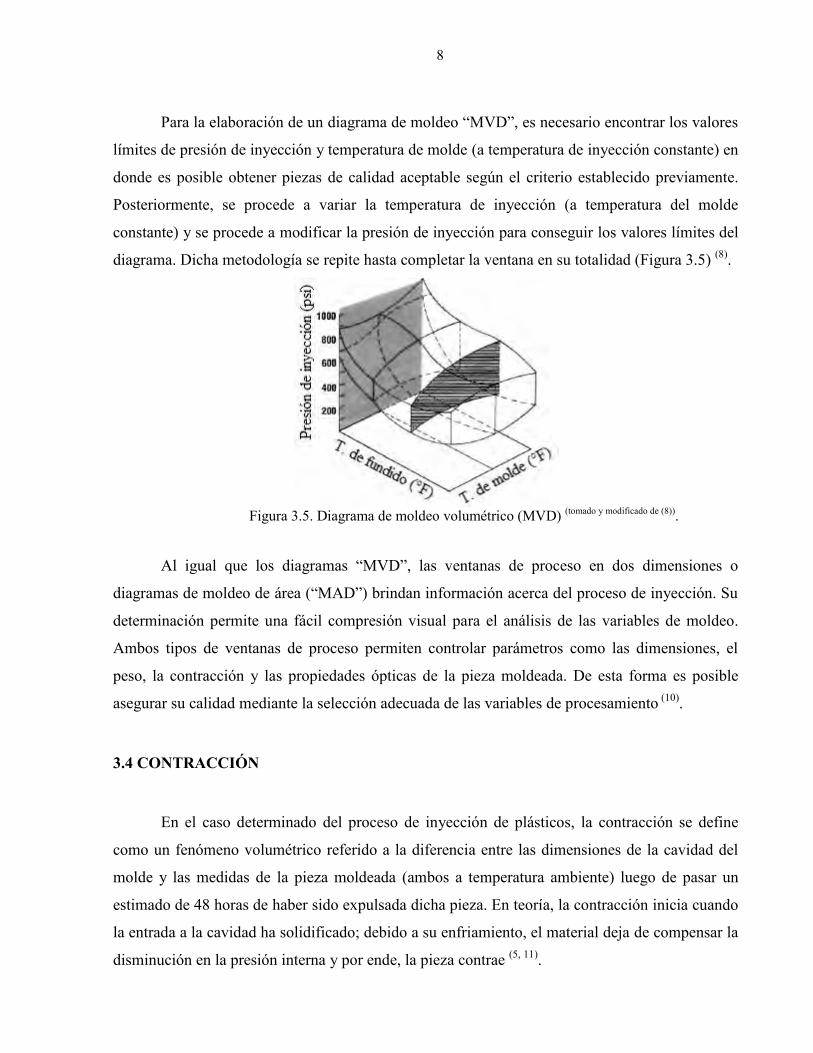
Para la elaboración de un diagrama de moldeo “MVD”, es necesario encontrar los valores
límites de presión de inyección y temperatura de molde (a temperatura de inyección constante) en
donde es posible obtener piezas de calidad aceptable según el criterio establecido previamente.
Posteriormente, se procede a variar la temperatura de inyección (a temperatura del molde
constante) y se procede a modificar la presión de inyección para conseguir los valores límites del
diagrama. Dicha metodología se repite hasta completar la ventana en su totalidad (Figura 3.5) (8).
Figura 3.5. Diagrama de moldeo volumétrico (MVD) (tomado y modificado de (8)).
Al igual que los diagramas “MVD”, las ventanas de proceso en dos dimensiones o
diagramas de moldeo de área (“MAD”) brindan información acerca del proceso de inyección. Su
determinación permite una fácil compresión visual para el análisis de las variables de moldeo.
Ambos tipos de ventanas de proceso permiten controlar parámetros como las dimensiones, el
peso, la contracción y las propiedades ópticas de la pieza moldeada. De esta forma es posible
asegurar su calidad mediante la selección adecuada de las variables de procesamiento (10).
3.4 CONTRACCIÓN
En el caso determinado del proceso de inyección de plásticos, la contracción se define
como un fenómeno volumétrico referido a la diferencia entre las dimensiones de la cavidad del
molde y las medidas de la pieza moldeada (ambos a temperatura ambiente) luego de pasar un
estimado de 48 horas de haber sido expulsada dicha pieza. En teoría, la contracción inicia cuando
la entrada a la cavidad ha solidificado; debido a su enfriamiento, el material deja de compensar la
disminución en la presión interna y por ende, la pieza contrae (5, 11).
9
Por otra parte, el grado de contracción está relacionado, entre otras variables, con la
naturaleza del polímero. Los materiales semicristalinos presentan mayor contracción que los
amorfos debido a que los cristales formados durante el enfriamiento ocupan un menor volumen
en relación a las moléculas amorfas del estado fundido. En el caso específico de estos materiales,
existe un efecto debido a la orientación impartida durante el proceso de inyección y en la mayoría
esto lleva a una anisotropía en la contracción (11).
3.4.1 Influencia de algunas variables en la contracción
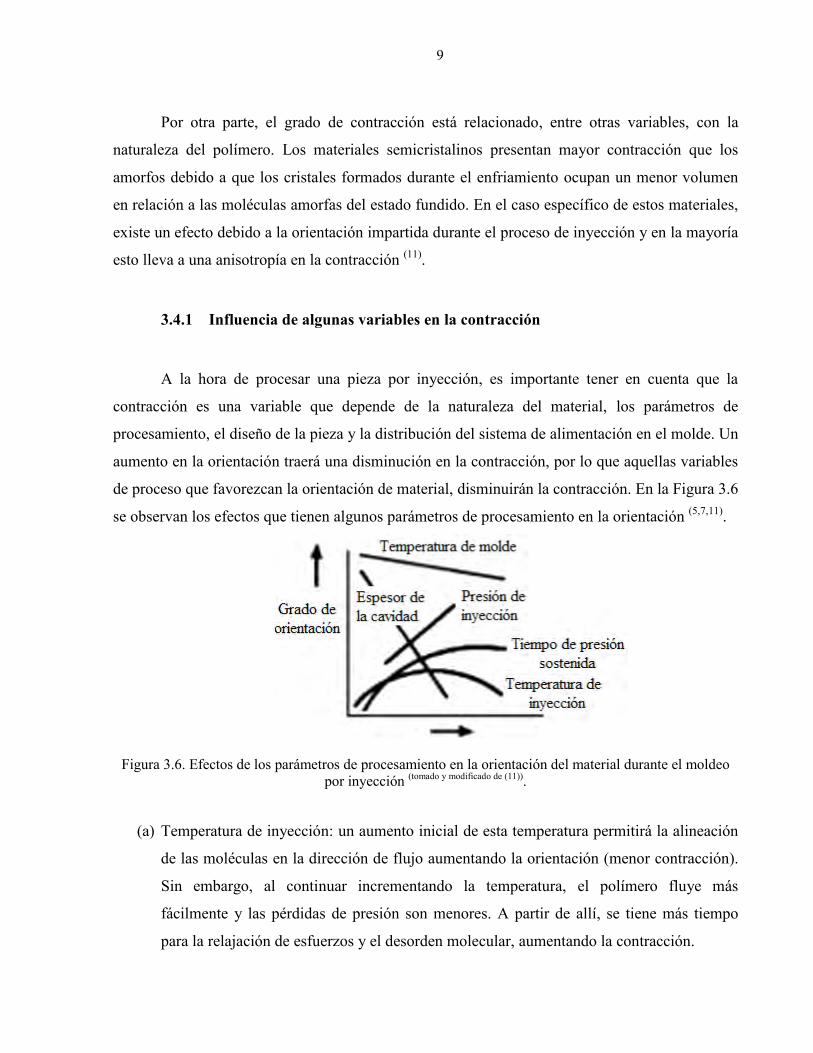
A la hora de procesar una pieza por inyección, es importante tener en cuenta que la
contracción es una variable que depende de la naturaleza del material, los parámetros de
procesamiento, el diseño de la pieza y la distribución del sistema de alimentación en el molde. Un
aumento en la orientación traerá una disminución en la contracción, por lo que aquellas variables
de proceso que favorezcan la orientación de material, disminuirán la contracción. En la Figura 3.6
se observan los efectos que tienen algunos parámetros de procesamiento en la orientación (5,7,11).
Figura 3.6. Efectos de los parámetros de procesamiento en la orientación del material durante el moldeo por inyección (tomado y modificado de (11)).
(a) Temperatura de inyección: un aumento inicial de esta temperatura permitirá la alineación
de las moléculas en la dirección de flujo aumentando la orientación (menor contracción).
Sin embargo, al continuar incrementando la temperatura, el polímero fluye más
fácilmente y las pérdidas de presión son menores. A partir de allí, se tiene más tiempo
para la relajación de esfuerzos y el desorden molecular, aumentando la contracción.

10
(b) Presión de inyección: cuanto mayor es la presión de inyección, tanto mayor será la
velocidad de inyección. Esto quiere decir que la orientación y el empaquetamiento será
más elevado y por ende, la contracción presentará una disminución.
(c) Presión sostenida: al aumentar la presión sostenida, se incrementa el grado de
empaquetamiento y la densidad del material. Esto favorece la orientación de las cadenas y
los cristales en la dirección de flujo, conduciendo a una disminución en la contracción.
(d) Temperatura de molde: el aumento de dicha temperatura permite que el polímero sea
empaquetado durante más tiempo, generando un posible retraso en el momento de cierre
de la entrada. Esta prórroga puede llevar al desarrollo de la presión interna de manera más
uniforme, lo cual conduciría a una contracción menor. Sin embargo, si la pieza sale a una
temperatura más alta, se evidenciará un aumento en el grado de contracción.
3.5 MOLDES DE INYECCIÓN
El diseño del molde de inyección está gobernado por el material, la pieza a inyectar y las
condiciones especificas características del proceso de inyección. Está constituido básicamente por
una cavidad, una entrada, canales de alimentación y un bebedero. Existen varios tipos de moldes
acorde al tipo de colada. Los más empleados son los de colada fría y colada caliente. El primero
involucra el desmoldeo de la pieza, canales de alimentación y bebedero, mientras que el segundo
mantiene a estos dos últimos fundidos para expulsar la pieza únicamente. Sin embargo, el uso de
controladores y el mantenimiento asociado, aumentan el costo de estos moldes (8, 12-13).
3.5.1 Moldes de colada fría
En los moldes de colada fría multicavidades, el material fundido es trasportado a través de
los canales de alimentación desde el bebedero hasta las cavidades del molde. Este traslado del
polímero por el sistema de alimentación, requiere de presión de inyección adicional. Sin
embargo, la fricción generada durante el flujo de material incrementa la temperatura del fundido,
facilitando así el movimiento del polímero. En el caso de moldes de una sola cavidad, el
bebedero se encuentra conectado directamente con la cavidad. Al igual que para moldes
multicavidades, el sistema de alimentación (el bebedero en este caso), debe ser enfriado para
11
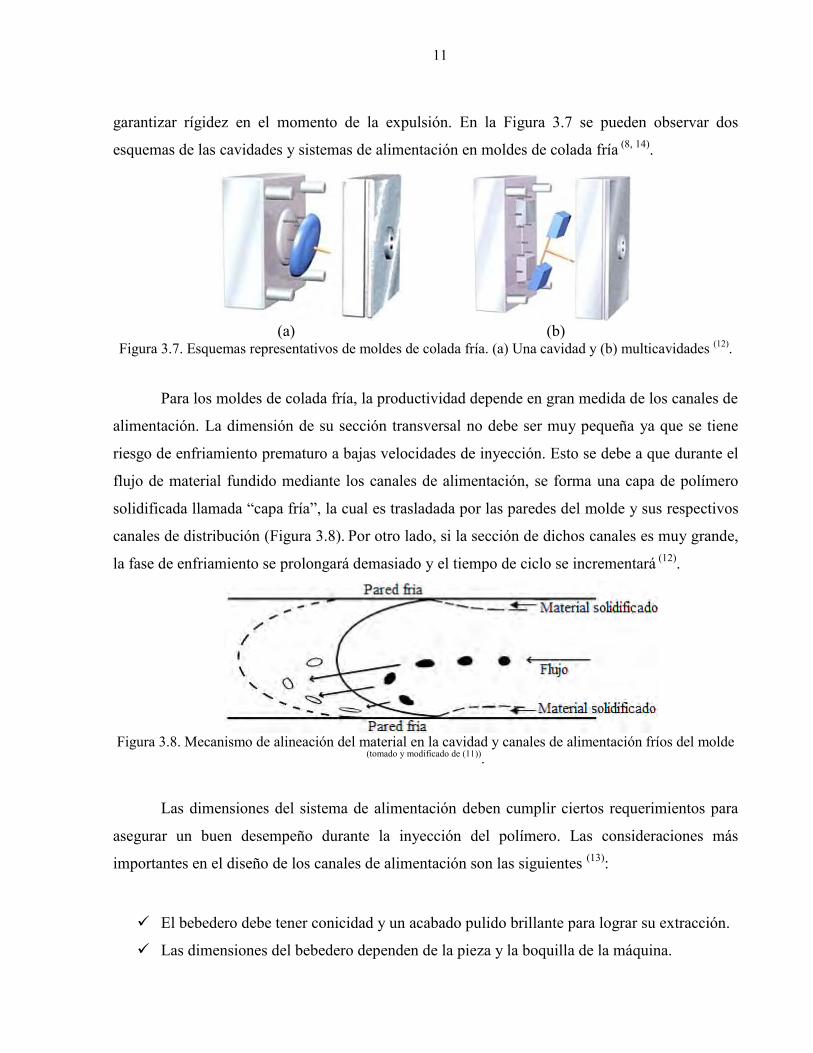
garantizar rígidez en el momento de la expulsión. En la Figura 3.7 se pueden observar dos
esquemas de las cavidades y sistemas de alimentación en moldes de colada fría (8, 14).
(a) (b)
Figura 3.7. Esquemas representativos de moldes de colada fría. (a) Una cavidad y (b) multicavidades (12).
Para los moldes de colada fría, la productividad depende en gran medida de los canales de
alimentación. La dimensión de su sección transversal no debe ser muy pequeña ya que se tiene
riesgo de enfriamiento prematuro a bajas velocidades de inyección. Esto se debe a que durante el
flujo de material fundido mediante los canales de alimentación, se forma una capa de polímero
solidificada llamada “capa fría”, la cual es trasladada por las paredes del molde y sus respectivos
canales de distribución (Figura 3.8). Por otro lado, si la sección de dichos canales es muy grande,
la fase de enfriamiento se prolongará demasiado y el tiempo de ciclo se incrementará (12).
Figura 3.8. Mecanismo de alineación del material en la cavidad y canales de alimentación fríos del molde
(tomado y modificado de (11)).
Las dimensiones del sistema de alimentación deben cumplir ciertos requerimientos para
asegurar un buen desempeño durante la inyección del polímero. Las consideraciones más
importantes en el diseño de los canales de alimentación son las siguientes (13):
El bebedero debe tener conicidad y un acabado pulido brillante para lograr su extracción.
Las dimensiones del bebedero dependen de la pieza y la boquilla de la máquina.
12
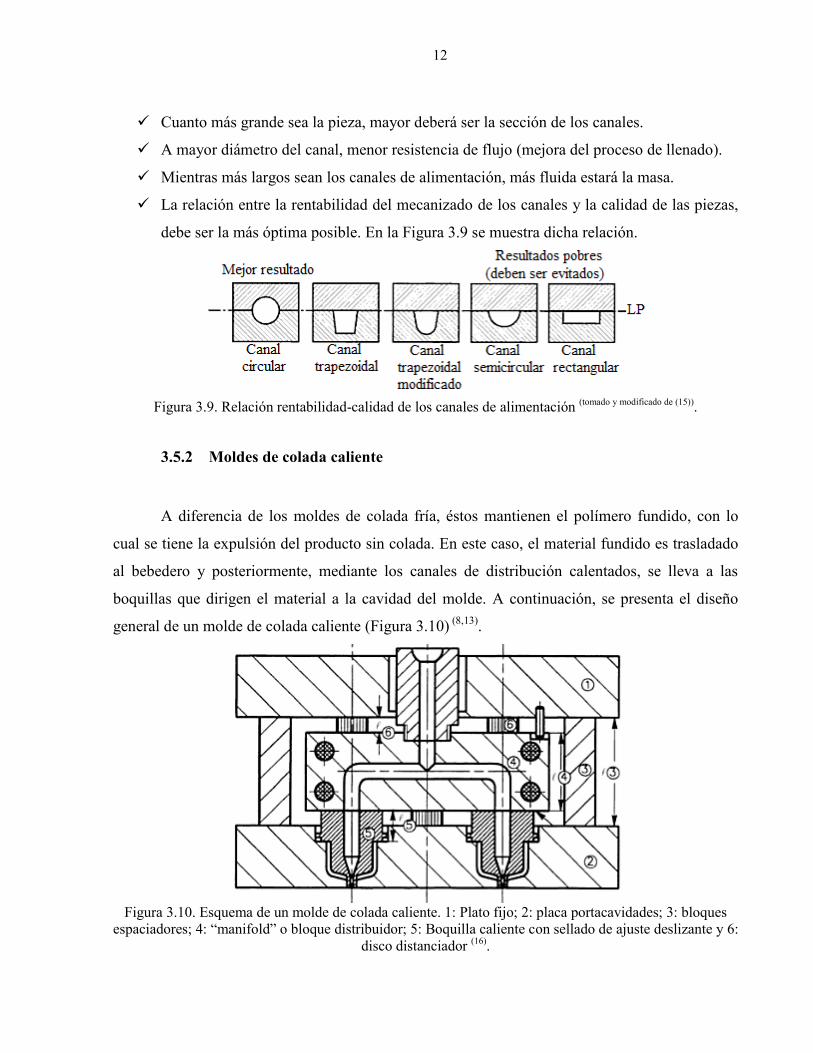
Cuanto más grande sea la pieza, mayor deberá ser la sección de los canales.
A mayor diámetro del canal, menor resistencia de flujo (mejora del proceso de llenado).
Mientras más largos sean los canales de alimentación, más fluida estará la masa.
La relación entre la rentabilidad del mecanizado de los canales y la calidad de las piezas,
debe ser la más óptima posible. En la Figura 3.9 se muestra dicha relación.
Figura 3.9. Relación rentabilidad-calidad de los canales de alimentación (tomado y modificado de (15)).
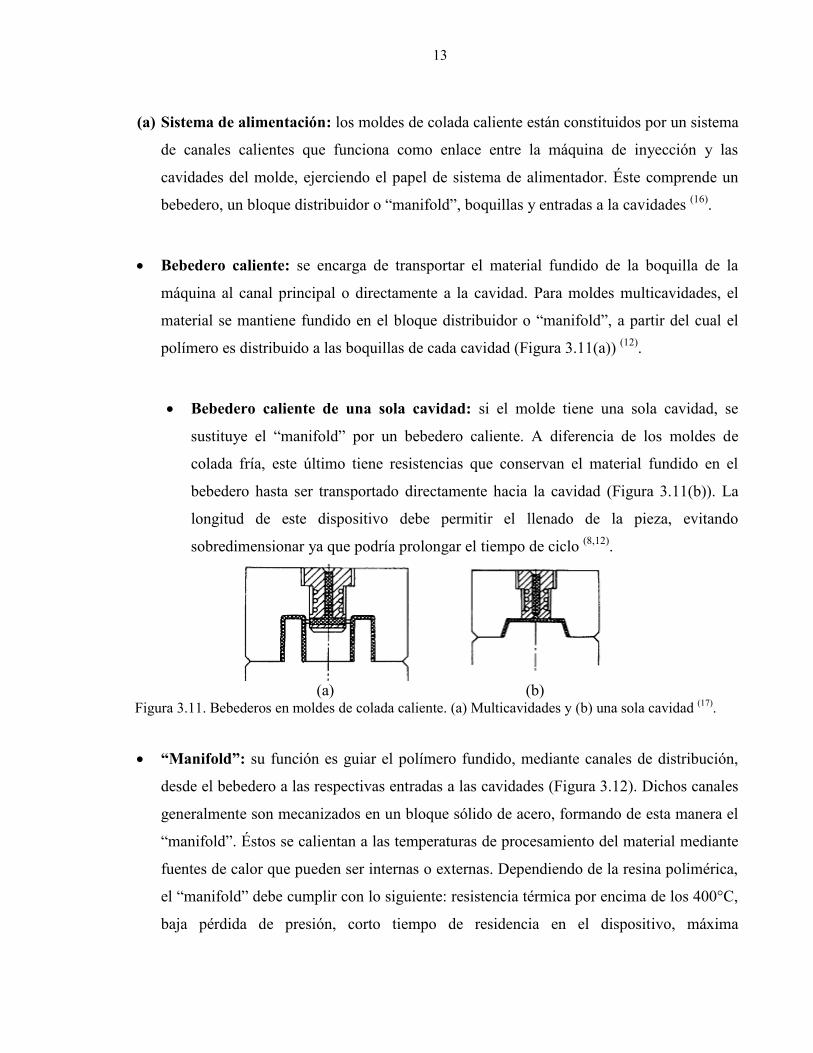
3.5.2 Moldes de colada caliente
A diferencia de los moldes de colada fría, éstos mantienen el polímero fundido, con lo
cual se tiene la expulsión del producto sin colada. En este caso, el material fundido es trasladado
al bebedero y posteriormente, mediante los canales de distribución calentados, se lleva a las
boquillas que dirigen el material a la cavidad del molde. A continuación, se presenta el diseño
general de un molde de colada caliente (Figura 3.10) (8,13).
Figura 3.10. Esquema de un molde de colada caliente. 1: Plato fijo; 2: placa portacavidades; 3: bloques
espaciadores; 4: “manifold” o bloque distribuidor; 5: Boquilla caliente con sellado de ajuste deslizante y 6: disco distanciador (16).
13
(a) Sistema de alimentación: los moldes de colada caliente están constituidos por un sistema
de canales calientes que funciona como enlace entre la máquina de inyección y las
cavidades del molde, ejerciendo el papel de sistema de alimentador. Éste comprende un
bebedero, un bloque distribuidor o “manifold”, boquillas y entradas a la cavidades (16).
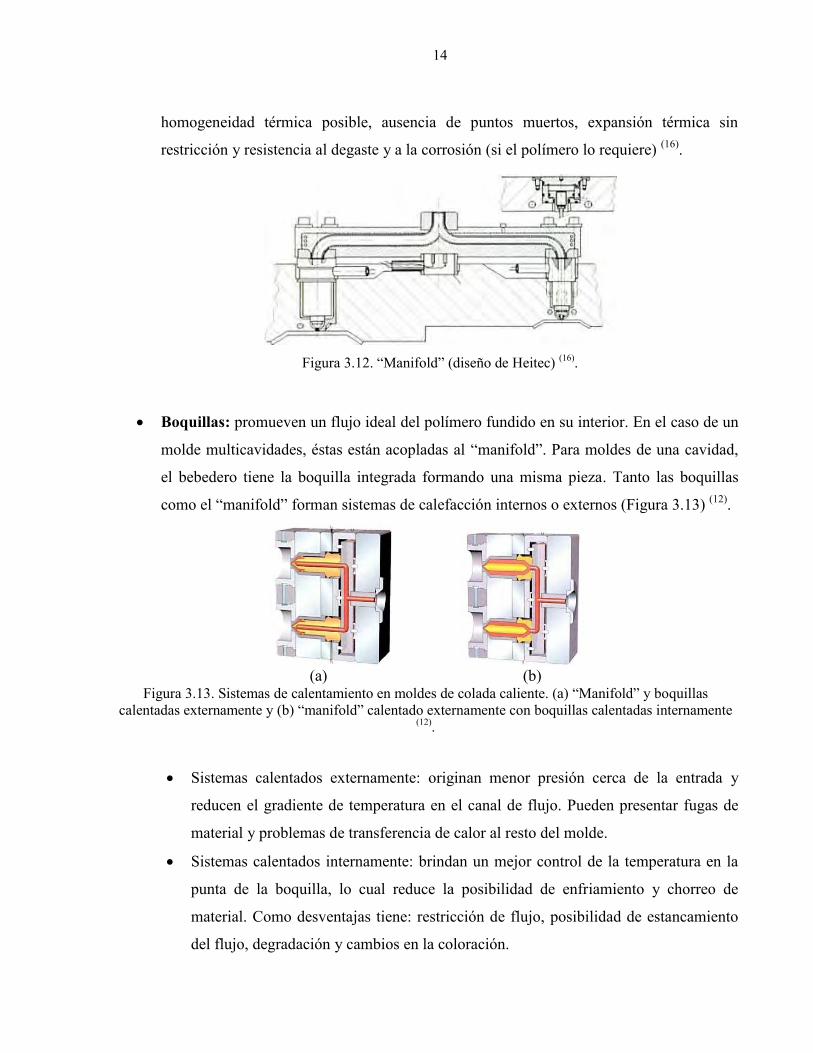
Bebedero caliente: se encarga de transportar el material fundido de la boquilla de la
máquina al canal principal o directamente a la cavidad. Para moldes multicavidades, el
material se mantiene fundido en el bloque distribuidor o “manifold”, a partir del cual el
polímero es distribuido a las boquillas de cada cavidad (Figura 3.11(a)) (12).
Bebedero caliente de una sola cavidad: si el molde tiene una sola cavidad, se
sustituye el “manifold” por un bebedero caliente. A diferencia de los moldes de
colada fría, este último tiene resistencias que conservan el material fundido en el
bebedero hasta ser transportado directamente hacia la cavidad (Figura 3.11(b)). La
longitud de este dispositivo debe permitir el llenado de la pieza, evitando
sobredimensionar ya que podría prolongar el tiempo de ciclo (8,12).
(a) (b)
Figura 3.11. Bebederos en moldes de colada caliente. (a) Multicavidades y (b) una sola cavidad (17).
“Manifold”: su función es guiar el polímero fundido, mediante canales de distribución,
desde el bebedero a las respectivas entradas a las cavidades (Figura 3.12). Dichos canales
generalmente son mecanizados en un bloque sólido de acero, formando de esta manera el
“manifold”. Éstos se calientan a las temperaturas de procesamiento del material mediante
fuentes de calor que pueden ser internas o externas. Dependiendo de la resina polimérica,
el “manifold” debe cumplir con lo siguiente: resistencia térmica por encima de los 400°C,
baja pérdida de presión, corto tiempo de residencia en el dispositivo, máxima
14
homogeneidad térmica posible, ausencia de puntos muertos, expansión térmica sin
restricción y resistencia al degaste y a la corrosión (si el polímero lo requiere) (16).
Figura 3.12. “Manifold” (diseño de Heitec) (16).
Boquillas: promueven un flujo ideal del polímero fundido en su interior. En el caso de un
molde multicavidades, éstas están acopladas al “manifold”. Para moldes de una cavidad,
el bebedero tiene la boquilla integrada formando una misma pieza. Tanto las boquillas
como el “manifold” forman sistemas de calefacción internos o externos (Figura 3.13) (12).
(a) (b)
Figura 3.13. Sistemas de calentamiento en moldes de colada caliente. (a) “Manifold” y boquillas calentadas externamente y (b) “manifold” calentado externamente con boquillas calentadas internamente
(12).
Sistemas calentados externamente: originan menor presión cerca de la entrada y
reducen el gradiente de temperatura en el canal de flujo. Pueden presentar fugas de
material y problemas de transferencia de calor al resto del molde.
Sistemas calentados internamente: brindan un mejor control de la temperatura en la
punta de la boquilla, lo cual reduce la posibilidad de enfriamiento y chorreo de
material. Como desventajas tiene: restricción de flujo, posibilidad de estancamiento
del flujo, degradación y cambios en la coloración.
15
Sistemas aislados: son de bajo costo y, por lo general, son empleados en ciclos muy
rápidos para asegurar que el material no solidifique. No son muy comunes debido a
la falta de control de temperatura y al posible enfriamiento del polímero.
Entradas: su posición es crítica para un buen desempeño en el proceso. Existen distintos
tipos de entrada y su escogencia en cuanto al diseño, dependerá principalmente del
polímero a inyectar, el diseño del molde y la apariencia del punto de inyección deseada.
Antes de proceder al diseño del molde, es importante definir la ubicación de la entrada, la
cual dependerá, en gran medida, de los siguientes puntos (12):
I. Si existen variaciones de espesor en la pieza, la entrada debería colocarse en la zona
más gruesa. Esto para garantizar el control del tiempo y presión sostenida (las partes
de menor espesor solidifican y restringen el empaquetamiento de las zonas gruesas).
II. El patrón de flujo tiene influencia sobre la contracción. Se debe escoger la que se
acople mejor con la forma final del producto teniendo en cuenta que el material se
orientará en la dirección de flujo.
III. La posición de la entrada definirá: la fuerza de cierre (determinada por el área
proyectada que genere la pieza), la longitud de flujo y la posición de los respiraderos.
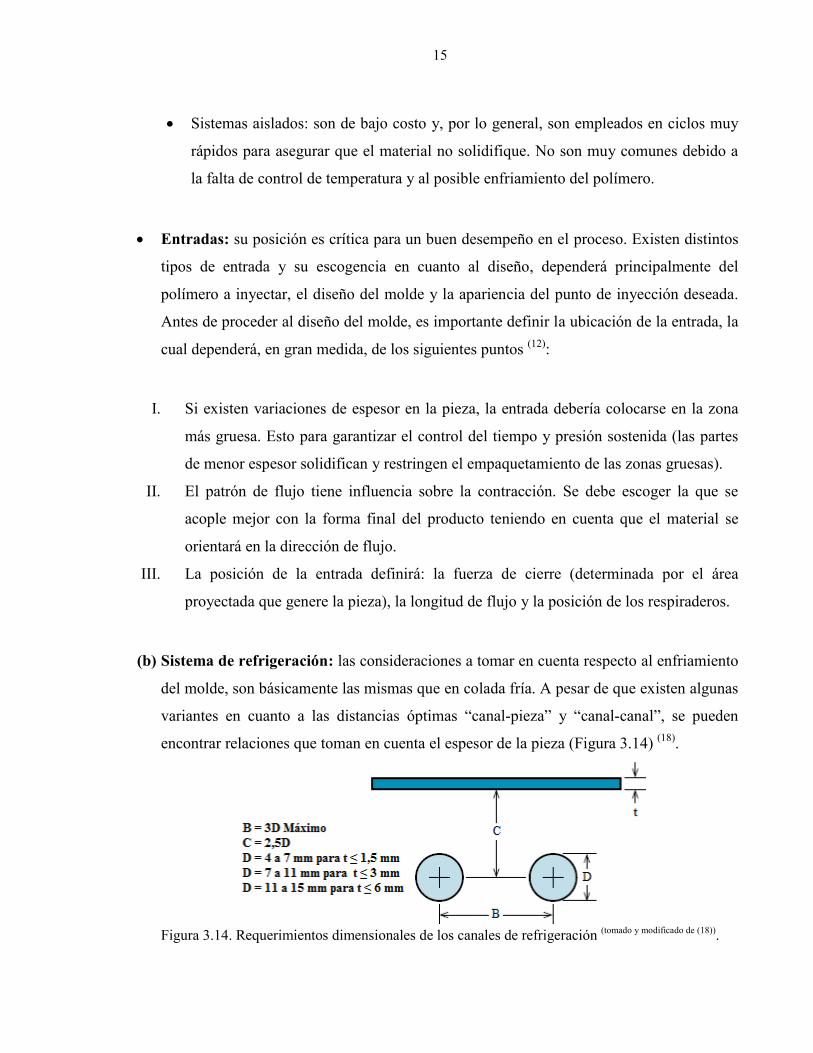
(b) Sistema de refrigeración: las consideraciones a tomar en cuenta respecto al enfriamiento
del molde, son básicamente las mismas que en colada fría. A pesar de que existen algunas
variantes en cuanto a las distancias óptimas “canal-pieza” y “canal-canal”, se pueden
encontrar relaciones que toman en cuenta el espesor de la pieza (Figura 3.14) (18).
Figura 3.14. Requerimientos dimensionales de los canales de refrigeración (tomado y modificado de (18)).
16
En muchas ocasiones, los fabricantes de bebederos y boquillas calientes señalan la
distancia recomendada que debe existir entre dichos dispositivos y los canales de
enfriamiento. Con esta información es posible hacer un diseño más acertado y eficiente.
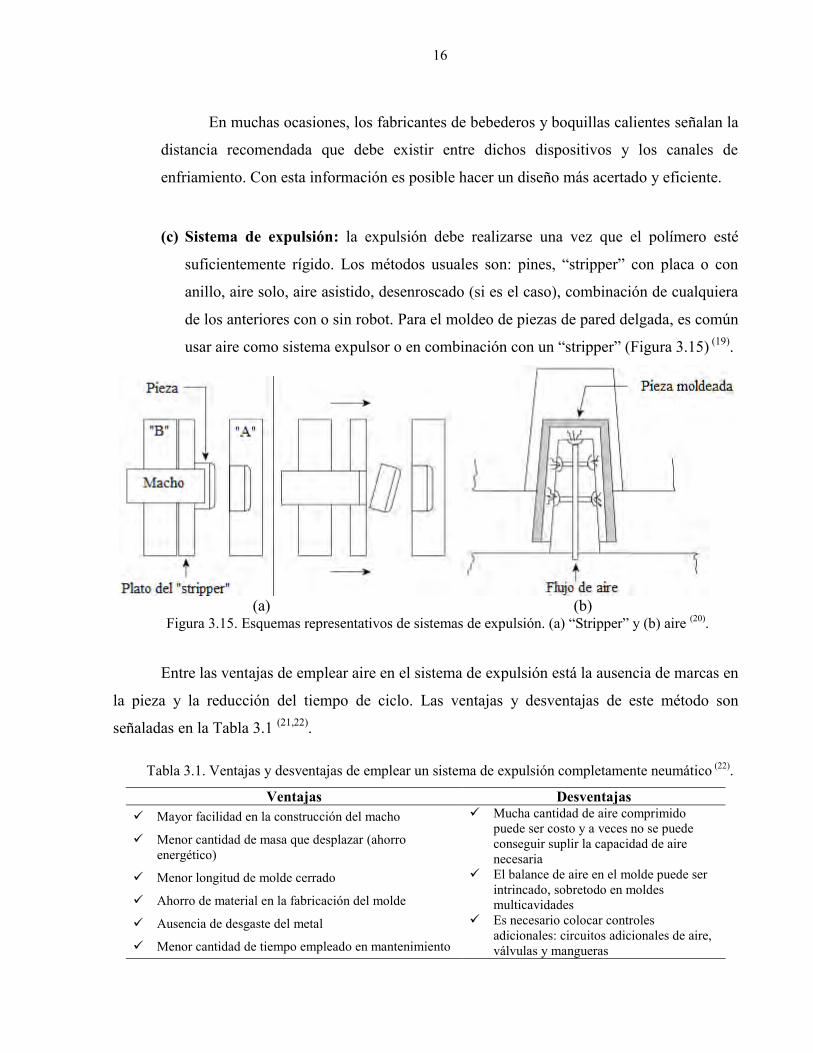
(c) Sistema de expulsión: la expulsión debe realizarse una vez que el polímero esté
suficientemente rígido. Los métodos usuales son: pines, “stripper” con placa o con
anillo, aire solo, aire asistido, desenroscado (si es el caso), combinación de cualquiera
de los anteriores con o sin robot. Para el moldeo de piezas de pared delgada, es común
usar aire como sistema expulsor o en combinación con un “stripper” (Figura 3.15) (19).
(a) (b)
Figura 3.15. Esquemas representativos de sistemas de expulsión. (a) “Stripper” y (b) aire (20).
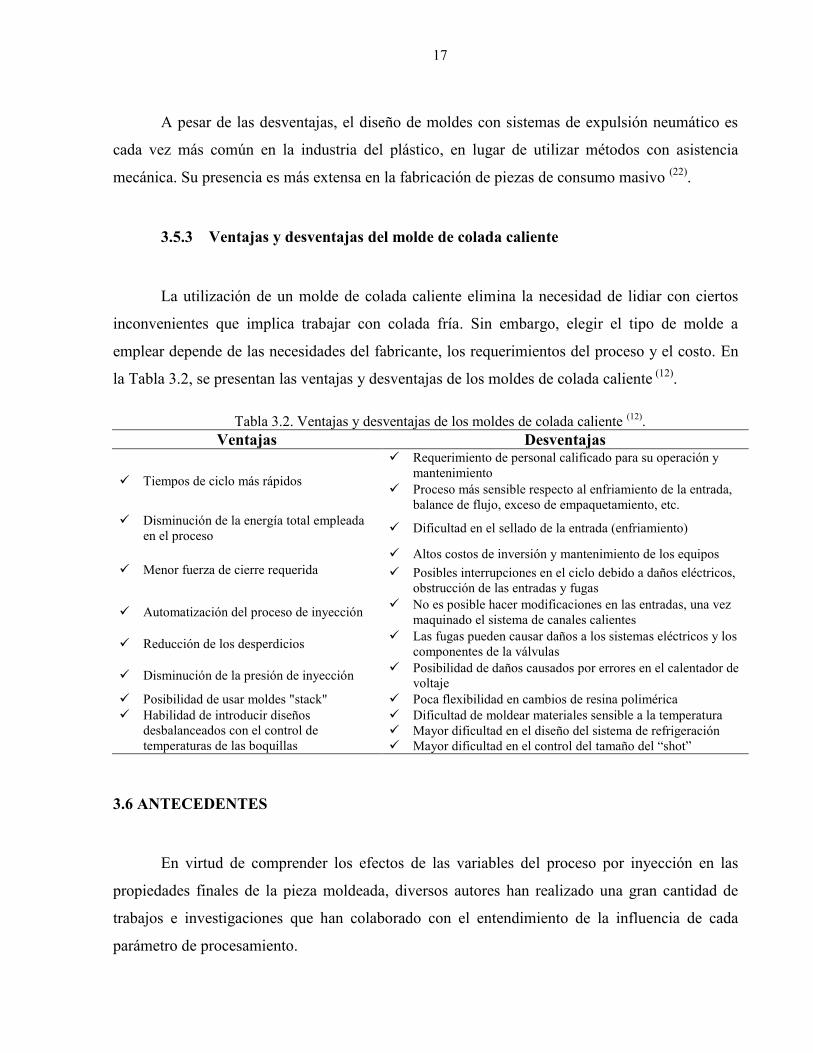
Entre las ventajas de emplear aire en el sistema de expulsión está la ausencia de marcas en
la pieza y la reducción del tiempo de ciclo. Las ventajas y desventajas de este método son
señaladas en la Tabla 3.1 (21,22).
Tabla 3.1. Ventajas y desventajas de emplear un sistema de expulsión completamente neumático (22).
Ventajas Desventajas Mayor facilidad en la construcción del macho Mucha cantidad de aire comprimido
puede ser costo y a veces no se puede conseguir suplir la capacidad de aire necesaria
Menor cantidad de masa que desplazar (ahorro energético)
Menor longitud de molde cerrado El balance de aire en el molde puede ser intrincado, sobretodo en moldes multicavidades Ahorro de material en la fabricación del molde
Ausencia de desgaste del metal Es necesario colocar controles adicionales: circuitos adicionales de aire, válvulas y mangueras Menor cantidad de tiempo empleado en mantenimiento
17
A pesar de las desventajas, el diseño de moldes con sistemas de expulsión neumático es
cada vez más común en la industria del plástico, en lugar de utilizar métodos con asistencia
mecánica. Su presencia es más extensa en la fabricación de piezas de consumo masivo (22).
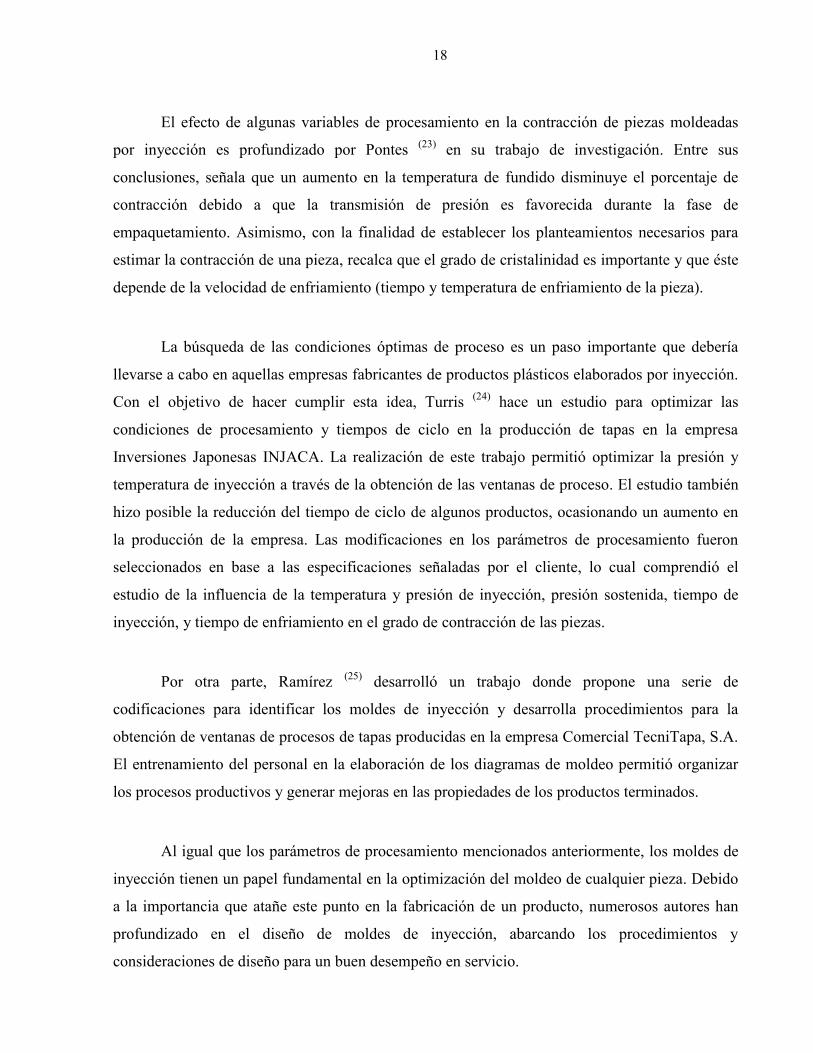
3.5.3 Ventajas y desventajas del molde de colada caliente
La utilización de un molde de colada caliente elimina la necesidad de lidiar con ciertos
inconvenientes que implica trabajar con colada fría. Sin embargo, elegir el tipo de molde a
emplear depende de las necesidades del fabricante, los requerimientos del proceso y el costo. En
la Tabla 3.2, se presentan las ventajas y desventajas de los moldes de colada caliente (12).
Tabla 3.2. Ventajas y desventajas de los moldes de colada caliente (12). Ventajas Desventajas
Tiempos de ciclo más rápidos
Requerimiento de personal calificado para su operación y mantenimiento
Proceso más sensible respecto al enfriamiento de la entrada, balance de flujo, exceso de empaquetamiento, etc.
Disminución de la energía total empleada en el proceso Dificultad en el sellado de la entrada (enfriamiento)
Menor fuerza de cierre requerida Altos costos de inversión y mantenimiento de los equipos Posibles interrupciones en el ciclo debido a daños eléctricos,
obstrucción de las entradas y fugas
Automatización del proceso de inyección No es posible hacer modificaciones en las entradas, una vez maquinado el sistema de canales calientes
Reducción de los desperdicios Las fugas pueden causar daños a los sistemas eléctricos y los componentes de la válvulas
Disminución de la presión de inyección Posibilidad de daños causados por errores en el calentador de voltaje
Posibilidad de usar moldes "stack" Poca flexibilidad en cambios de resina polimérica Habilidad de introducir diseños
desbalanceados con el control de temperaturas de las boquillas
Dificultad de moldear materiales sensible a la temperatura Mayor dificultad en el diseño del sistema de refrigeración Mayor dificultad en el control del tamaño del “shot”
3.6 ANTECEDENTES
En virtud de comprender los efectos de las variables del proceso por inyección en las
propiedades finales de la pieza moldeada, diversos autores han realizado una gran cantidad de
trabajos e investigaciones que han colaborado con el entendimiento de la influencia de cada
parámetro de procesamiento.
18
El efecto de algunas variables de procesamiento en la contracción de piezas moldeadas
por inyección es profundizado por Pontes (23) en su trabajo de investigación. Entre sus
conclusiones, señala que un aumento en la temperatura de fundido disminuye el porcentaje de
contracción debido a que la transmisión de presión es favorecida durante la fase de
empaquetamiento. Asimismo, con la finalidad de establecer los planteamientos necesarios para
estimar la contracción de una pieza, recalca que el grado de cristalinidad es importante y que éste
depende de la velocidad de enfriamiento (tiempo y temperatura de enfriamiento de la pieza).
La búsqueda de las condiciones óptimas de proceso es un paso importante que debería
llevarse a cabo en aquellas empresas fabricantes de productos plásticos elaborados por inyección.
Con el objetivo de hacer cumplir esta idea, Turris (24) hace un estudio para optimizar las
condiciones de procesamiento y tiempos de ciclo en la producción de tapas en la empresa
Inversiones Japonesas INJACA. La realización de este trabajo permitió optimizar la presión y
temperatura de inyección a través de la obtención de las ventanas de proceso. El estudio también
hizo posible la reducción del tiempo de ciclo de algunos productos, ocasionando un aumento en
la producción de la empresa. Las modificaciones en los parámetros de procesamiento fueron
seleccionados en base a las especificaciones señaladas por el cliente, lo cual comprendió el
estudio de la influencia de la temperatura y presión de inyección, presión sostenida, tiempo de
inyección, y tiempo de enfriamiento en el grado de contracción de las piezas.
Por otra parte, Ramírez (25) desarrolló un trabajo donde propone una serie de
codificaciones para identificar los moldes de inyección y desarrolla procedimientos para la
obtención de ventanas de procesos de tapas producidas en la empresa Comercial TecniTapa, S.A.
El entrenamiento del personal en la elaboración de los diagramas de moldeo permitió organizar
los procesos productivos y generar mejoras en las propiedades de los productos terminados.
Al igual que los parámetros de procesamiento mencionados anteriormente, los moldes de
inyección tienen un papel fundamental en la optimización del moldeo de cualquier pieza. Debido
a la importancia que atañe este punto en la fabricación de un producto, numerosos autores han
profundizado en el diseño de moldes de inyección, abarcando los procedimientos y
consideraciones de diseño para un buen desempeño en servicio.
19
En este proyecto, la selección de un molde de inyección de colada caliente se realiza a
partir de la clasificación del producto a procesar. La tina de 22 onzas fabricada en Innoplas de
Venezuela, C.A., es un contenedor multiusos de pared delgada destinado al consumo masivo y
debido a las altas velocidades de producción, el empleo de moldes de colada caliente está
justificado. Estos moldes no requieren del posterior retiro del mazarote una vez finalizada la
expulsión, lo que genera menor cantidad de desperdicios y aumenta la velocidad de producción.
A modo de verificar e investigar acerca del desempeño de dichos moldes frente a otros sistemas,
se consultó el trabajo realizado por Díaz (26), el cual comprende el diseño de un molde de
inyección de colada caliente para cuchillos de plástico desechables, utilizando herramientas
CAD/CAE. Durante el desarrollo de este estudio, se compararon las variables de procesamiento
en las propiedades finales de los cuchillos empleando colada fría, semicaliente y caliente, con la
finalidad de establecer las ventajas y desventajas de cada uno de ellos. Las conclusiones más
resaltantes fueron que el molde de colada caliente genera menores valores de contracción en las
piezas y que la presión sostenida afecta en mayor medida la fase de compactación.
Por otra parte, Fernández (27) realizó un estudio similar al trabajo de Díaz (26), diseñando
un molde de inyección de colada caliente apilable (stack), para tapas flip top empleando
herramientas CAD/CAE y evaluando variables de proceso en la contracción de las piezas.
Fernández concluyó que la temperatura de fundido, presión sostenida y temperatura del molde,
resultarán en aumentos en la contracción de las piezas. En adición, señala en su trabajo que el
diseño del molde de inyección en formato CAD, es facilitado utilizando piezas normalizadas por
compañías dedicadas a comercializar componentes para la construcción de moldes. La consulta
de este proyecto, permitió ampliar el conocimiento acerca del efecto de las variables en los
moldes de colada caliente.
Por otra parte, dado que el molde del envase desarrollado en el presente trabajo es de
pared delgada, la influencia del espesor es severamente importante para estimar y justificar el
tiempo de ciclo de la tina de 22 onzas. Como se comentó anteriormente, este contenedor debe ser
fabricado a altas velocidades de producción y su relación con las demás variables de
procesamiento deben ser consideradas para el diseño de las piezas y los moldes de inyección. En
el trabajo realizado por Apaza (28), se llevó a cabo un diseño de un molde con postizos
20
intercambiables para diferentes espesores y entradas de placa. La consulta de este trabajo llevó a
profundizar en el efecto que tiene el espesor de la pieza en el proceso de inyección y sirvió para
entender la influencia de la temperatura y presión de inyección en los esfuerzos de corte. Entre
sus conclusiones se tiene que a menor espesor de la pieza, más influencia tiene el aumento de la
velocidad y presión de inyección en el avance de frente de flujo. También se encontró que a
mayor velocidad de inyección, mayores esfuerzos de corte (mayor fricción entre el material y las
paredes del molde), presentando riesgo de degradación en el material debido a las altas
temperaturas alcanzadas. Por último, concluyó que la colocación de postizos puede mejorar el
desempeño de un molde considerablemente, lo que fue tomando en cuenta en el presente trabajo.
3.7 JUSTIFICACIÓN
Al emplear una nueva resina polimérica, un molde y/o máquina de inyección, es
importante realizar el ajuste de las condiciones de moldeo óptimas, a modo de garantizar una
relación eficiente entre el costo de manufactura y calidad de la pieza, permitiendo estandarizar el
proceso de inyección.
La idea de llevar a cabo este proyecto, nació en virtud de encontrar los parámetros de
procesamiento óptimos de tres productos nuevos en la Corporación Unión Plastic. Dichos
productos son tinas de pared delgada de 12, 26 y 32 onzas de capacidad. El determinar las
temperaturas y presiones de inyección y tiempos óptimos de operación, es de gran interés en
cuanto a la producción y rendimiento de la empresa. Con este estudio se pretende profundizar al
respecto y brindar soluciones en las partes del proceso productivo involucradas en el presente
estudio.
Por otra parte, la creación de un nuevo diseño para el molde de la tina de 22 onzas de la
empresa Innoplas de Venezuela, C.A., se tornó necesaria cuando la productividad del ciclo de
inyección de dicho envase se vio limitada por el diseño del molde existente. Este molde ha
sufrido algunas modificaciones hechas por matriceros, debido a los problemas que ha presentado
en servicio. Esta fase del proyecto procura proporcionar una serie de soluciones efectivas para
cada inconveniente reportado por la empresa, mediante la elaboración de un diseño más eficiente.
CAPÍTULO IV METODOLOGÍA
Este trabajo estuvo comprendido en dos fases; la primera se enfocó en la búsqueda de las
condiciones de procesamiento óptimas en la fabricación de tinas de 12, 26 y 32 onzas marca
Selva®, producidas por la empresa Unión Plastic. Durante el desarrollo de esta etapa del
proyecto, se realizaron los siguientes estudios: elaboración de los diagramas de moldeo para las
tinas de 12, 26 y 32 onzas, medición de su contracción y determinación de tiempos de ciclo
óptimos para las tinas de 12 y 26 onzas. La segunda fase del proyecto incluyó el diseño de un
molde de colada caliente de una tina de 22 onzas, con la finalidad de mejorar el desempeño del
molde existente dentro de la empresa Innoplas de Venezuela, C.A. Para ello, se estudiaron los
planos y particularidades del envase y molde, a modo de identificar los detalles que lo hacen
ineficiente en servicio. Asimismo, se tomaron en cuenta las sugerencias planteadas por la
empresa, cuya justificación está establecida a partir de la experiencia y trayectoria de la empresa
en el área de inyección.
4.1 MATERIALES
Para el desarrollo de este proyecto se emplearon materiales del tipo metálicos y plásticos.
Entre ellos se encuentran:
(a) Resinas: los polímeros empleados en la fabricación de las tinas de 12, 26 y 32 onzas
marca Selva® y los recomendados para el moldeo de la tina en 22 onzas, requieren
alta fluidez y a su vez, deben cumplir con los requerimientos mecánicos mínimos para
envases de pared delgada de alto consumo (moderada resistencia al impacto y
rigidez). Para la obtención de los diagramas de moldeo, el estudio de la contracción y
la determinación de los tiempos de ciclo óptimos, se emplearon dos tipos de
Polipropileno equivalentes en índice de fluidez: Propilven J-905 y Braskem H-103
(Tabla 4.1). Estos materiales también cumplen las exigencias de la tina de 22 onzas,
por lo tanto, se recomiendan para su fabricación (Tabla 4.1).
22
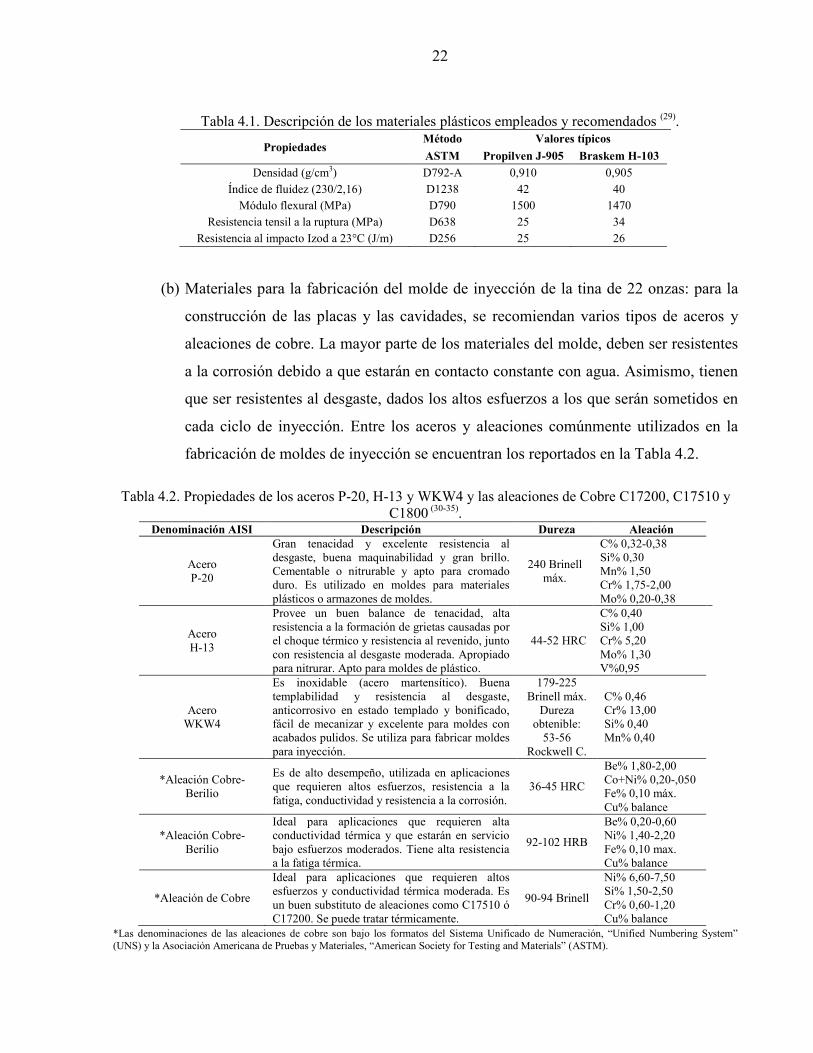
Tabla 4.1. Descripción de los materiales plásticos empleados y recomendados (29).
Propiedades Método Valores típicos ASTM Propilven J-905 Braskem H-103
Densidad (g/cm3) D792-A 0,910 0,905 Índice de fluidez (230/2,16) D1238 42 40
Módulo flexural (MPa) D790 1500 1470 Resistencia tensil a la ruptura (MPa) D638 25 34
Resistencia al impacto Izod a 23°C (J/m) D256 25 26
(b) Materiales para la fabricación del molde de inyección de la tina de 22 onzas: para la
construcción de las placas y las cavidades, se recomiendan varios tipos de aceros y
aleaciones de cobre. La mayor parte de los materiales del molde, deben ser resistentes
a la corrosión debido a que estarán en contacto constante con agua. Asimismo, tienen
que ser resistentes al desgaste, dados los altos esfuerzos a los que serán sometidos en
cada ciclo de inyección. Entre los aceros y aleaciones comúnmente utilizados en la
fabricación de moldes de inyección se encuentran los reportados en la Tabla 4.2.
Tabla 4.2. Propiedades de los aceros P-20, H-13 y WKW4 y las aleaciones de Cobre C17200, C17510 y C1800 (30-35).
Denominación AISI Descripción Dureza Aleación
Acero P-20
Gran tenacidad y excelente resistencia al desgaste, buena maquinabilidad y gran brillo. Cementable o nitrurable y apto para cromado duro. Es utilizado en moldes para materiales plásticos o armazones de moldes.
240 Brinell máx.
C% 0,32-0,38 Si% 0,30 Mn% 1,50 Cr% 1,75-2,00 Mo% 0,20-0,38
Acero H-13
Provee un buen balance de tenacidad, alta resistencia a la formación de grietas causadas por el choque térmico y resistencia al revenido, junto con resistencia al desgaste moderada. Apropiado para nitrurar. Apto para moldes de plástico.
44-52 HRC
C% 0,40 Si% 1,00 Cr% 5,20 Mo% 1,30 V%0,95
Acero WKW4
Es inoxidable (acero martensítico). Buena templabilidad y resistencia al desgaste, anticorrosivo en estado templado y bonificado, fácil de mecanizar y excelente para moldes con acabados pulidos. Se utiliza para fabricar moldes para inyección.
179-225 Brinell máx.
Dureza obtenible:
53-56 Rockwell C.
C% 0,46 Cr% 13,00 Si% 0,40 Mn% 0,40
*Aleación Cobre-Berilio
Es de alto desempeño, utilizada en aplicaciones que requieren altos esfuerzos, resistencia a la fatiga, conductividad y resistencia a la corrosión.
36-45 HRC
Be% 1,80-2,00 Co+Ni% 0,20-,050 Fe% 0,10 máx. Cu% balance
*Aleación Cobre-Berilio
Ideal para aplicaciones que requieren alta conductividad térmica y que estarán en servicio bajo esfuerzos moderados. Tiene alta resistencia a la fatiga térmica.
92-102 HRB
Be% 0,20-0,60 Ni% 1,40-2,20 Fe% 0,10 max. Cu% balance
*Aleación de Cobre
Ideal para aplicaciones que requieren altos esfuerzos y conductividad térmica moderada. Es un buen substituto de aleaciones como C17510 ó C17200. Se puede tratar térmicamente.
90-94 Brinell
Ni% 6,60-7,50 Si% 1,50-2,50 Cr% 0,60-1,20 Cu% balance
*Las denominaciones de las aleaciones de cobre son bajo los formatos del Sistema Unificado de Numeración, “Unified Numbering System” (UNS) y la Asociación Americana de Pruebas y Materiales, “American Society for Testing and Materials” (ASTM).
23
4.2 EQUIPOS
4.2.1. Máquinas de inyección empleadas en la fabricación de las tinas de 12, 26 y 32
onzas, marca Selva®
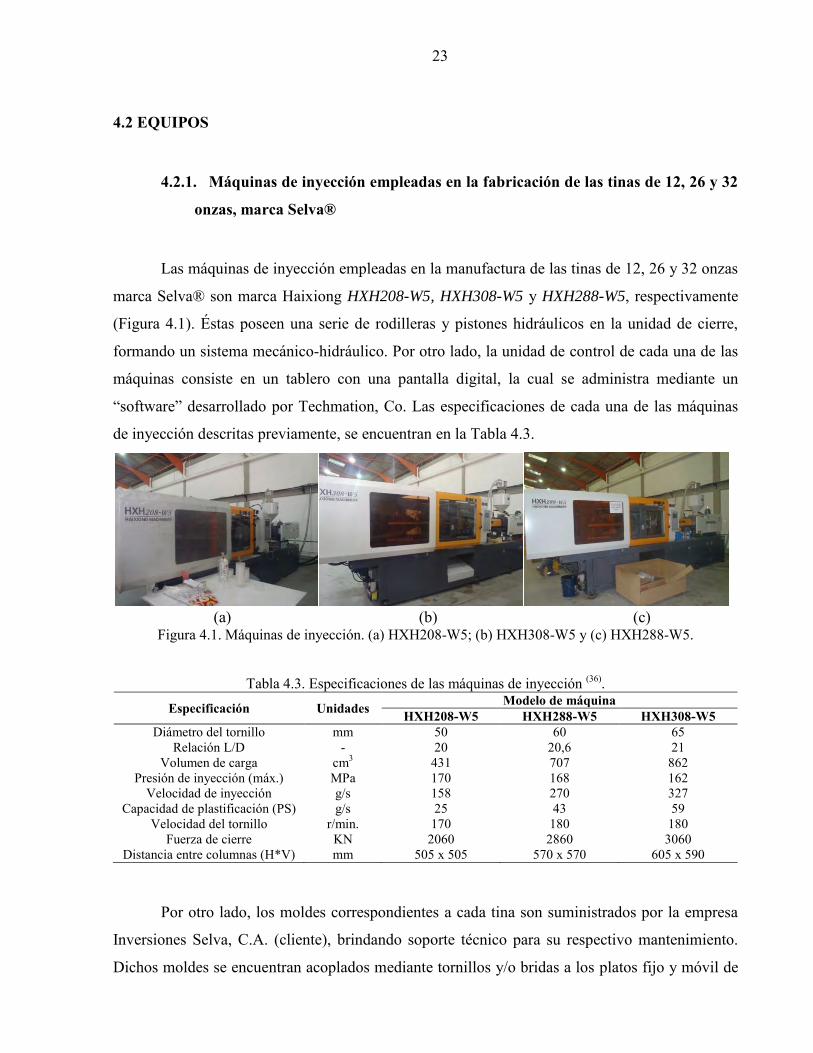
Las máquinas de inyección empleadas en la manufactura de las tinas de 12, 26 y 32 onzas
marca Selva® son marca Haixiong HXH208-W5, HXH308-W5 y HXH288-W5, respectivamente
(Figura 4.1). Éstas poseen una serie de rodilleras y pistones hidráulicos en la unidad de cierre,
formando un sistema mecánico-hidráulico. Por otro lado, la unidad de control de cada una de las
máquinas consiste en un tablero con una pantalla digital, la cual se administra mediante un
“software” desarrollado por Techmation, Co. Las especificaciones de cada una de las máquinas
de inyección descritas previamente, se encuentran en la Tabla 4.3.
(a) (b) (c)
Figura 4.1. Máquinas de inyección. (a) HXH208-W5; (b) HXH308-W5 y (c) HXH288-W5.
Tabla 4.3. Especificaciones de las máquinas de inyección (36).
Especificación Unidades Modelo de máquina HXH208-W5 HXH288-W5 HXH308-W5
Diámetro del tornillo mm 50 60 65 Relación L/D - 20 20,6 21
Volumen de carga cm3 431 707 862 Presión de inyección (máx.) MPa 170 168 162
Velocidad de inyección g/s 158 270 327 Capacidad de plastificación (PS) g/s 25 43 59
Velocidad del tornillo r/min. 170 180 180 Fuerza de cierre KN 2060 2860 3060
Distancia entre columnas (H*V) mm 505 x 505 570 x 570 605 x 590
Por otro lado, los moldes correspondientes a cada tina son suministrados por la empresa
Inversiones Selva, C.A. (cliente), brindando soporte técnico para su respectivo mantenimiento.
Dichos moldes se encuentran acoplados mediante tornillos y/o bridas a los platos fijo y móvil de
24
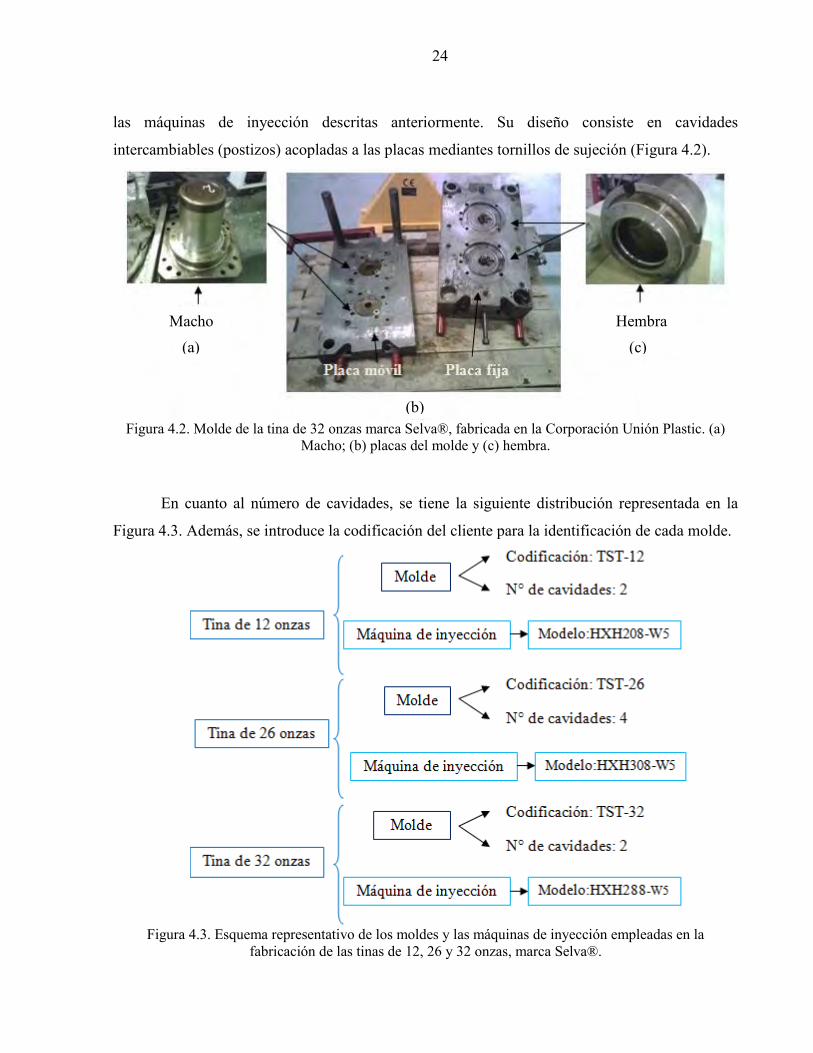
las máquinas de inyección descritas anteriormente. Su diseño consiste en cavidades
intercambiables (postizos) acopladas a las placas mediantes tornillos de sujeción (Figura 4.2).
Figura 4.2. Molde de la tina de 32 onzas marca Selva®, fabricada en la Corporación Unión Plastic. (a)
Macho; (b) placas del molde y (c) hembra.
En cuanto al número de cavidades, se tiene la siguiente distribución representada en la
Figura 4.3. Además, se introduce la codificación del cliente para la identificación de cada molde.
Figura 4.3. Esquema representativo de los moldes y las máquinas de inyección empleadas en la
fabricación de las tinas de 12, 26 y 32 onzas, marca Selva®.
Macho Hembra (a) (c)
(b)
25
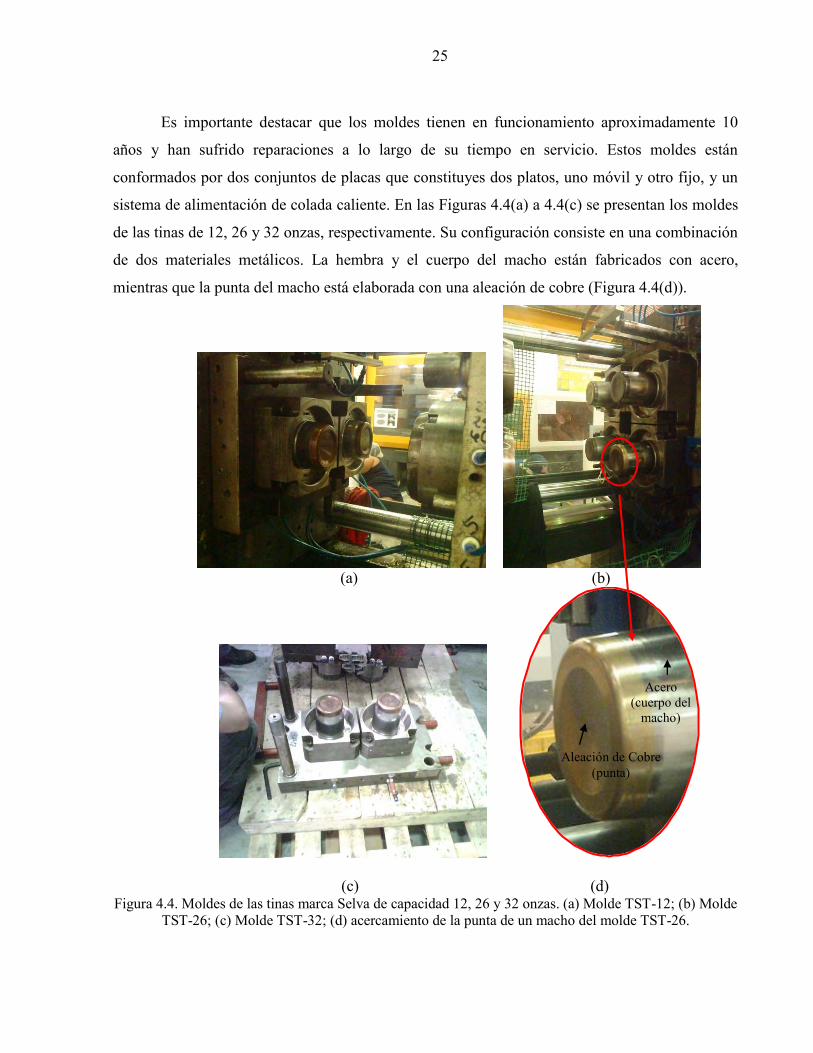
Es importante destacar que los moldes tienen en funcionamiento aproximadamente 10
años y han sufrido reparaciones a lo largo de su tiempo en servicio. Estos moldes están
conformados por dos conjuntos de placas que constituyes dos platos, uno móvil y otro fijo, y un
sistema de alimentación de colada caliente. En las Figuras 4.4(a) a 4.4(c) se presentan los moldes
de las tinas de 12, 26 y 32 onzas, respectivamente. Su configuración consiste en una combinación
de dos materiales metálicos. La hembra y el cuerpo del macho están fabricados con acero,
mientras que la punta del macho está elaborada con una aleación de cobre (Figura 4.4(d)).
(a) (b)
(c) (d)
Figura 4.4. Moldes de las tinas marca Selva de capacidad 12, 26 y 32 onzas. (a) Molde TST-12; (b) Molde TST-26; (c) Molde TST-32; (d) acercamiento de la punta de un macho del molde TST-26.
Aleación de Cobre (punta)
Acero (cuerpo del
macho)

26
Por otra parte, la hembra contiene un inserto llamado fondo, el cual se encuentra colocado
a presión en la parte posterior la misma y funciona como postizo intercambiable. En esta pieza
está mecanizada la entrada de material a la cavidad (Figura 4.5).
Figura 4.5. Fondo del molde TST-26.
Los tres moldes de inyección señalados poseen este inserto, pero existen algunas
variaciones en la geometría externa del mismo. Se desconoce si el sistema de enfriamiento se
mantiene en cada diseño de fondo observado.
4.2.2. Máquinas de inyección seleccionada para el molde de la tina de 22 onzas
diseñado
Para la escogencia de la máquina de inyección, se consultó con la empresa los equipos
disponibles encontrados en planta. Ésta indicó que disponían de la máquina modelo HX98 de
Haixiong para el montaje futuro del molde. Sus características son presentadas en la Tabla 4.4.
Tabla 4.4. Especificaciones de la máquina de inyección marca Haixiong, modelo HX98 (36). Especificación / HX 98 Unidades Tipo de tornillo: B
Diámetro del tornillo mm 35 Relación L/D - 22
Volumen de carga cm3 154 Peso de carga g 140
Presión de inyección (máx.) MPa 219 Velocidad de inyección g/s 85
Capacidad de plastificación (PS) g/s 15 Velocidad del tornillo r/min. 200
Fuerza de cierre KN 980 Distancia entre las columnas (H*V) mm 360 x 340
Entrada (Ø~1 mm)
27
4.2.3. Otros Equipos
Para la medición de la contracción de las tinas se empleó un vernier digital marca CE,
modelo GN16733, de precisión ±0,01 mm. En la Figura 4.6 se muestra dicho dispositivo.
Figura 4.6. Vernier marca CE, modelo GN16733.
4.3 PROCEDIMIENTO
Antes de comenzar ambas fases del proyecto (estudio de las condiciones de
procesamiento y diseño del molde de inyección), se tomaron en cuenta ciertas consideraciones
acerca de las piezas a estudiar, los materiales empleados, los equipos, diseño de la pieza y diseño
del molde. Para ello, se recopiló la información necesaria para justificar la metodología empleada
en cada etapa llevada a cabo en este proyecto. Dichas consideraciones son desarrolladas a
profundidad en las secciones presentadas a continuación.
4.3.1 Revisión bibliográfica
La recopilación de información se realizó en la biblioteca de Universidad Simón Bolívar
(USB) y a través de Internet. Para la fase de optimización de parámetros de moldeo, se realizó
una búsqueda de información en libros de inyección y procesamiento de plásticos, artículos
científicos, revistas científicas y trabajos de grado. En cuanto al diseño del molde fue necesaria la
revisión de publicaciones del tipo técnico, páginas “web”, trabajos de grado, y libros
especializados de diseño de moldes.
28
4.3.2 Descripción de las tinas de 12, 26 y 32 onzas, marca Selva®
Las tinas de 12, 26 y 32 onzas son productos de la línea de consumo masivo de la
compañía Inversiones Selva, C.A., por lo tanto, su presencia en el mercado venezolano es extensa
durante casi todo el año. Dado que su demanda es permanente, es necesario mantener la
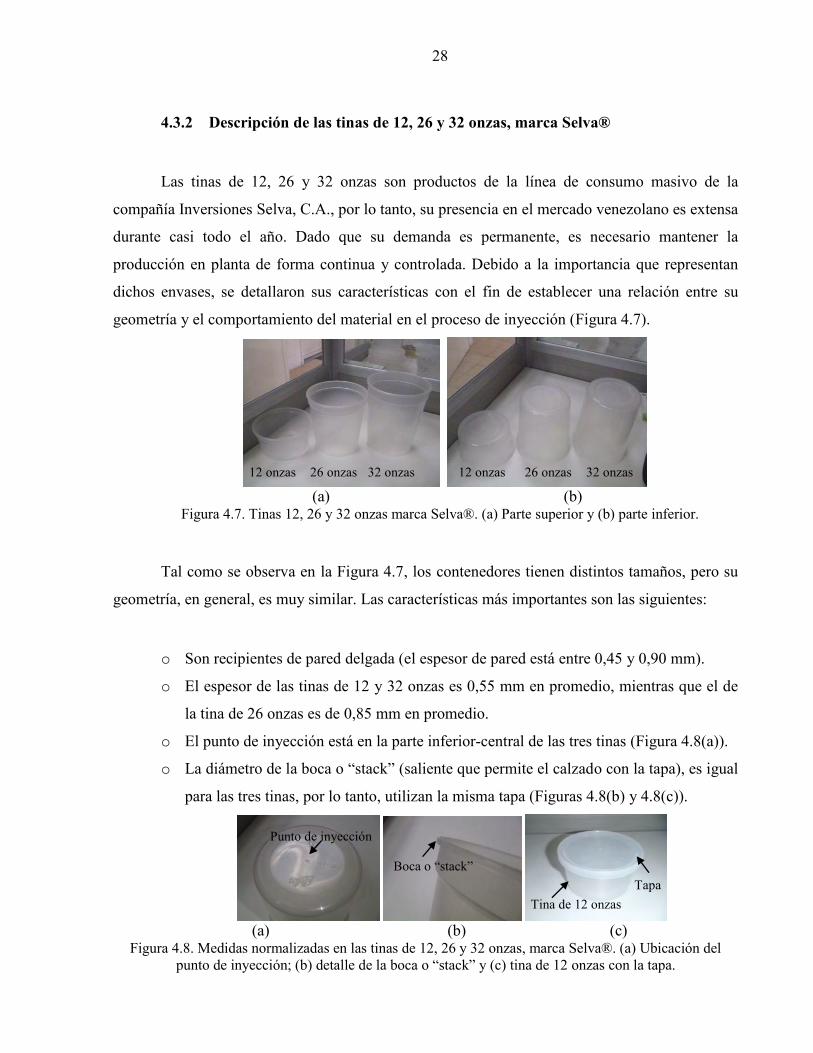
producción en planta de forma continua y controlada. Debido a la importancia que representan
dichos envases, se detallaron sus características con el fin de establecer una relación entre su
geometría y el comportamiento del material en el proceso de inyección (Figura 4.7).
(a) (b)
Figura 4.7. Tinas 12, 26 y 32 onzas marca Selva®. (a) Parte superior y (b) parte inferior.
Tal como se observa en la Figura 4.7, los contenedores tienen distintos tamaños, pero su
geometría, en general, es muy similar. Las características más importantes son las siguientes:
o Son recipientes de pared delgada (el espesor de pared está entre 0,45 y 0,90 mm).
o El espesor de las tinas de 12 y 32 onzas es 0,55 mm en promedio, mientras que el de
la tina de 26 onzas es de 0,85 mm en promedio.
o El punto de inyección está en la parte inferior-central de las tres tinas (Figura 4.8(a)).
o La diámetro de la boca o “stack” (saliente que permite el calzado con la tapa), es igual
para las tres tinas, por lo tanto, utilizan la misma tapa (Figuras 4.8(b) y 4.8(c)).
(a) (b) (c)
Figura 4.8. Medidas normalizadas en las tinas de 12, 26 y 32 onzas, marca Selva®. (a) Ubicación del punto de inyección; (b) detalle de la boca o “stack” y (c) tina de 12 onzas con la tapa.
Boca o “stack”
12 onzas 26 onzas 32 onzas 12 onzas 26 onzas 32 onzas
Punto de inyección
Tapa Tina de 12 onzas
29
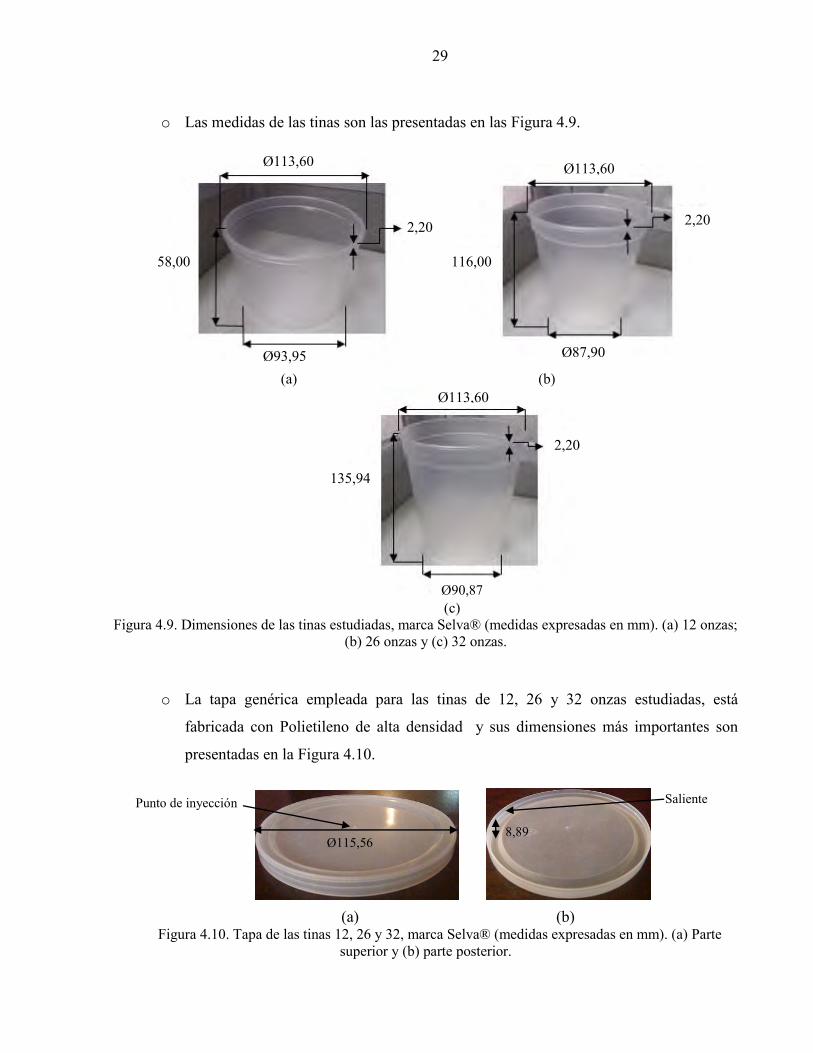
o Las medidas de las tinas son las presentadas en las Figura 4.9.
(a) (b)
(c)
Figura 4.9. Dimensiones de las tinas estudiadas, marca Selva® (medidas expresadas en mm). (a) 12 onzas; (b) 26 onzas y (c) 32 onzas.
o La tapa genérica empleada para las tinas de 12, 26 y 32 onzas estudiadas, está
fabricada con Polietileno de alta densidad y sus dimensiones más importantes son
presentadas en la Figura 4.10.
(a) (b) Figura 4.10. Tapa de las tinas 12, 26 y 32, marca Selva® (medidas expresadas en mm). (a) Parte
superior y (b) parte posterior.
Ø115,56 8,89
Punto de inyección Saliente
Ø113,60
Ø113,60 Ø113,60
2,20 2,20
2,20
58,00 116,00
135,94
Ø93,95 Ø87,90
Ø90,87
30
o La tapa tiene un saliente en la pared lateral de la sección posterior (Figura 4.10(b)), el
cual permite el ajuste con la boca o “stack” de la tina.
o Los tres productos están destinados al consumo masivo.
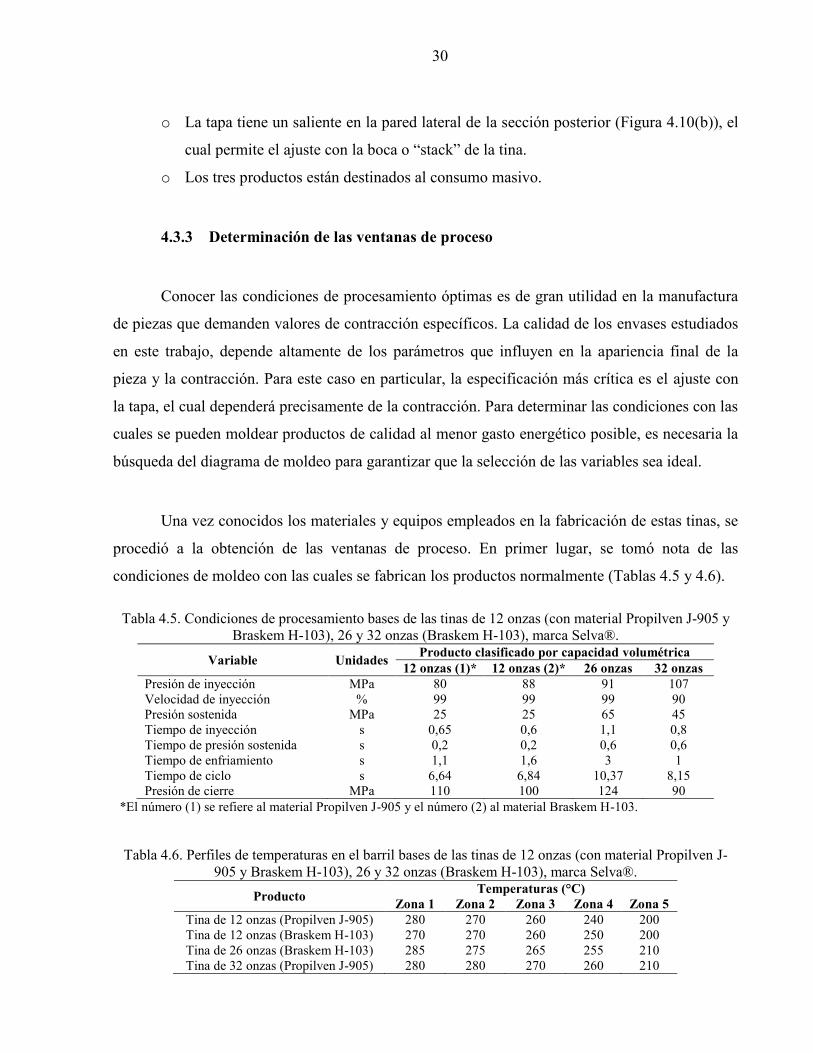
4.3.3 Determinación de las ventanas de proceso
Conocer las condiciones de procesamiento óptimas es de gran utilidad en la manufactura
de piezas que demanden valores de contracción específicos. La calidad de los envases estudiados
en este trabajo, depende altamente de los parámetros que influyen en la apariencia final de la
pieza y la contracción. Para este caso en particular, la especificación más crítica es el ajuste con
la tapa, el cual dependerá precisamente de la contracción. Para determinar las condiciones con las
cuales se pueden moldear productos de calidad al menor gasto energético posible, es necesaria la
búsqueda del diagrama de moldeo para garantizar que la selección de las variables sea ideal.
Una vez conocidos los materiales y equipos empleados en la fabricación de estas tinas, se
procedió a la obtención de las ventanas de proceso. En primer lugar, se tomó nota de las
condiciones de moldeo con las cuales se fabrican los productos normalmente (Tablas 4.5 y 4.6).
Tabla 4.5. Condiciones de procesamiento bases de las tinas de 12 onzas (con material Propilven J-905 y Braskem H-103), 26 y 32 onzas (Braskem H-103), marca Selva®.
Variable Unidades Producto clasificado por capacidad volumétrica 12 onzas (1)* 12 onzas (2)* 26 onzas 32 onzas
Presión de inyección MPa 80 88 91 107 Velocidad de inyección % 99 99 99 90 Presión sostenida MPa 25 25 65 45 Tiempo de inyección s 0,65 0,6 1,1 0,8 Tiempo de presión sostenida s 0,2 0,2 0,6 0,6 Tiempo de enfriamiento s 1,1 1,6 3 1 Tiempo de ciclo s 6,64 6,84 10,37 8,15 Presión de cierre MPa 110 100 124 90
*El número (1) se refiere al material Propilven J-905 y el número (2) al material Braskem H-103.
Tabla 4.6. Perfiles de temperaturas en el barril bases de las tinas de 12 onzas (con material Propilven J-905 y Braskem H-103), 26 y 32 onzas (Braskem H-103), marca Selva®.
Producto Temperaturas (°C) Zona 1 Zona 2 Zona 3 Zona 4 Zona 5
Tina de 12 onzas (Propilven J-905) 280 270 260 240 200 Tina de 12 onzas (Braskem H-103) 270 270 260 250 200 Tina de 26 onzas (Braskem H-103) 285 275 265 255 210 Tina de 32 onzas (Propilven J-905) 280 280 270 260 210
31
Consecutivamente, se estableció un rango aproximado de temperaturas de inyección en
donde se tomaron las medidas y se procedió con el siguiente esquema:
Se fijó la temperatura de cada zona del barril y se esperaron 15 minutos hasta alcanzar
las condiciones estacionarias.
Se modificó la presión de inyección de 1 a 3 MPa y se esperaron 10 ciclos de
inyección a que se estabilizara. Se tomaron los valores de presión de inyección de
llenado justo hasta la aparición de rebabas y/o agarrotamiento de la pieza.
Se modificó la temperatura de inyección de 10 a 15 °C (así como también el perfil de
temperaturas del barril) y se repitió el paso anterior hasta completar el barrido de
temperaturas seleccionado previamente.
Se graficaron los valores de presión y temperatura de inyección obtenidos para
elaborar el diagrama de moldeo (presión versus temperatura de inyección).
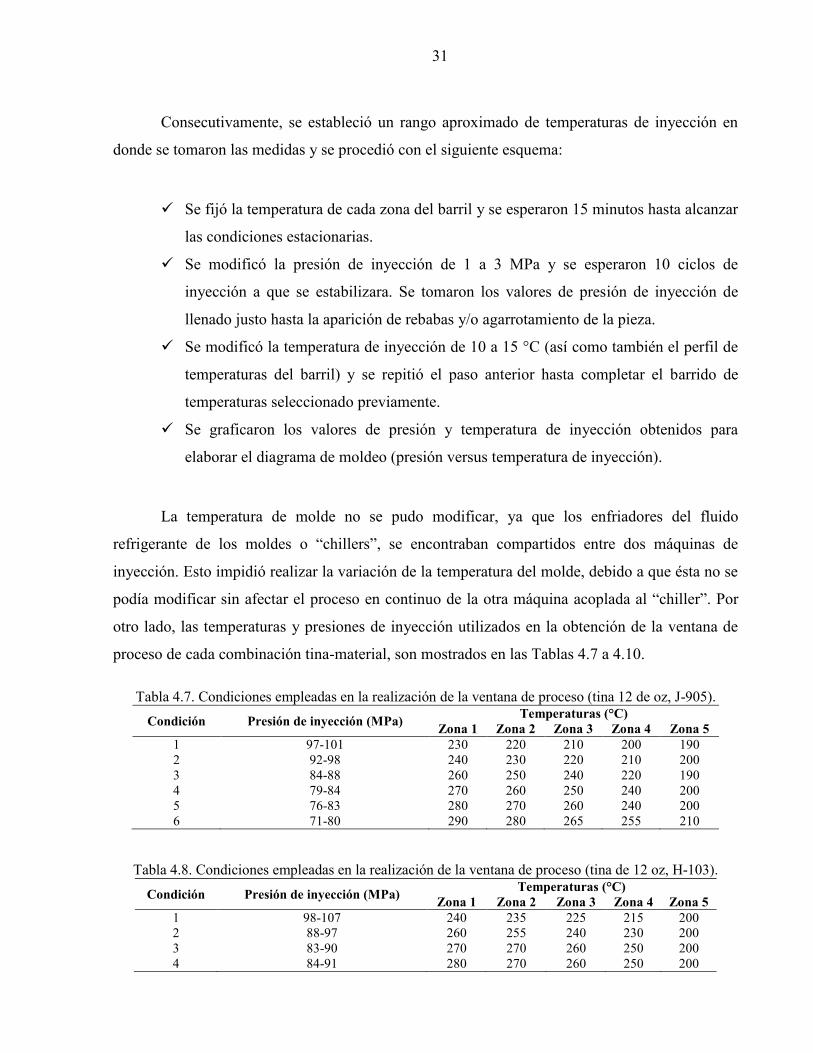
La temperatura de molde no se pudo modificar, ya que los enfriadores del fluido
refrigerante de los moldes o “chillers”, se encontraban compartidos entre dos máquinas de
inyección. Esto impidió realizar la variación de la temperatura del molde, debido a que ésta no se
podía modificar sin afectar el proceso en continuo de la otra máquina acoplada al “chiller”. Por
otro lado, las temperaturas y presiones de inyección utilizados en la obtención de la ventana de
proceso de cada combinación tina-material, son mostrados en las Tablas 4.7 a 4.10.
Tabla 4.7. Condiciones empleadas en la realización de la ventana de proceso (tina 12 de oz, J-905). Condición Presión de inyección (MPa) Temperaturas (°C)
Zona 1 Zona 2 Zona 3 Zona 4 Zona 5 1 97-101 230 220 210 200 190 2 92-98 240 230 220 210 200 3 84-88 260 250 240 220 190 4 79-84 270 260 250 240 200 5 76-83 280 270 260 240 200 6 71-80 290 280 265 255 210
Tabla 4.8. Condiciones empleadas en la realización de la ventana de proceso (tina de 12 oz, H-103).
Condición Presión de inyección (MPa) Temperaturas (°C) Zona 1 Zona 2 Zona 3 Zona 4 Zona 5
1 98-107 240 235 225 215 200 2 88-97 260 255 240 230 200 3 83-90 270 270 260 250 200 4 84-91 280 270 260 250 200
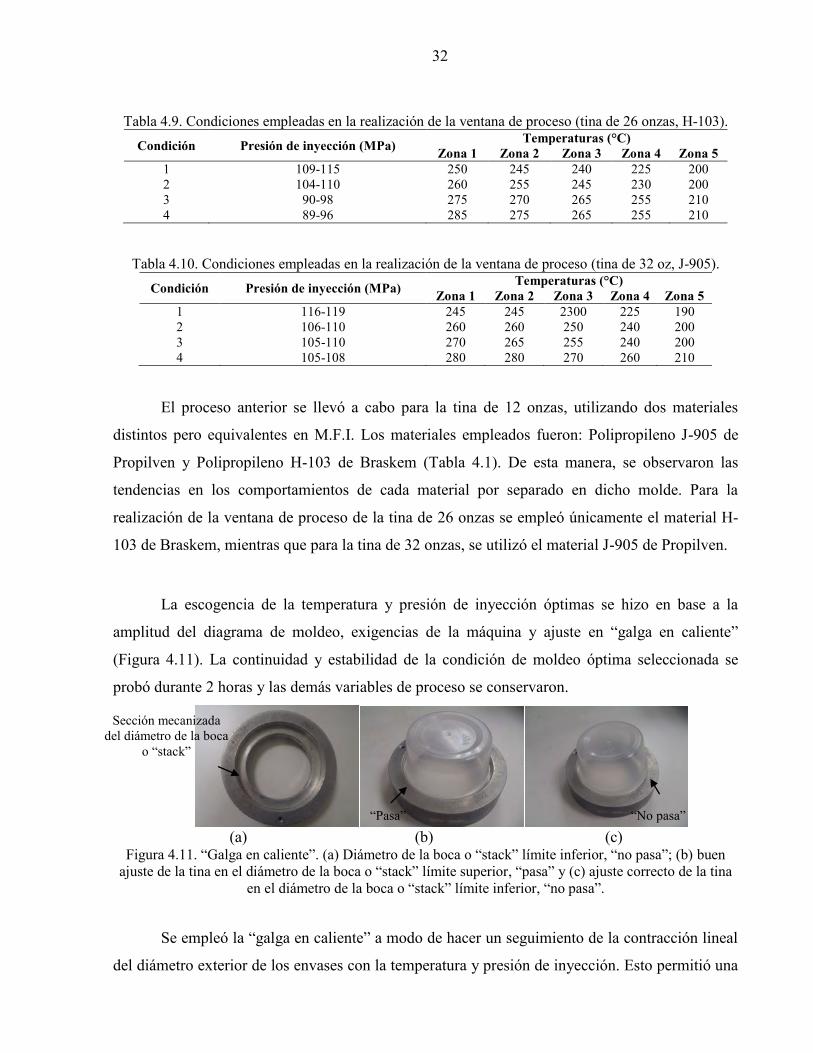
32
Tabla 4.9. Condiciones empleadas en la realización de la ventana de proceso (tina de 26 onzas, H-103). Condición Presión de inyección (MPa) Temperaturas (°C)
Zona 1 Zona 2 Zona 3 Zona 4 Zona 5 1 109-115 250 245 240 225 200 2 104-110 260 255 245 230 200 3 90-98 275 270 265 255 210 4 89-96 285 275 265 255 210
Tabla 4.10. Condiciones empleadas en la realización de la ventana de proceso (tina de 32 oz, J-905). Condición Presión de inyección (MPa) Temperaturas (°C)
Zona 1 Zona 2 Zona 3 Zona 4 Zona 5 1 116-119 245 245 2300 225 190 2 106-110 260 260 250 240 200 3 105-110 270 265 255 240 200 4 105-108 280 280 270 260 210
El proceso anterior se llevó a cabo para la tina de 12 onzas, utilizando dos materiales
distintos pero equivalentes en M.F.I. Los materiales empleados fueron: Polipropileno J-905 de
Propilven y Polipropileno H-103 de Braskem (Tabla 4.1). De esta manera, se observaron las
tendencias en los comportamientos de cada material por separado en dicho molde. Para la
realización de la ventana de proceso de la tina de 26 onzas se empleó únicamente el material H-
103 de Braskem, mientras que para la tina de 32 onzas, se utilizó el material J-905 de Propilven.
La escogencia de la temperatura y presión de inyección óptimas se hizo en base a la
amplitud del diagrama de moldeo, exigencias de la máquina y ajuste en “galga en caliente”
(Figura 4.11). La continuidad y estabilidad de la condición de moldeo óptima seleccionada se
probó durante 2 horas y las demás variables de proceso se conservaron.
(a) (b) (c) Figura 4.11. “Galga en caliente”. (a) Diámetro de la boca o “stack” límite inferior, “no pasa”; (b) buen
ajuste de la tina en el diámetro de la boca o “stack” límite superior, “pasa” y (c) ajuste correcto de la tina en el diámetro de la boca o “stack” límite inferior, “no pasa”.
Se empleó la “galga en caliente” a modo de hacer un seguimiento de la contracción lineal
del diámetro exterior de los envases con la temperatura y presión de inyección. Esto permitió una
Sección mecanizada del diámetro de la boca
o “stack”
“Pasa” “No pasa”
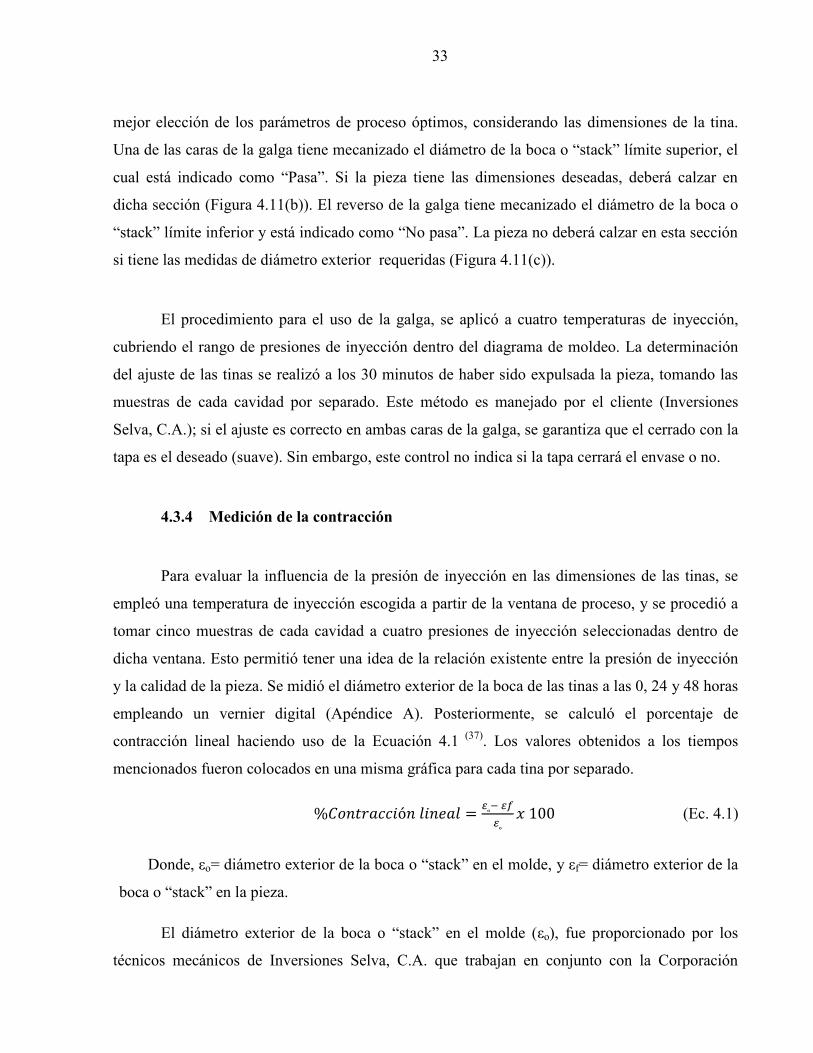
33
mejor elección de los parámetros de proceso óptimos, considerando las dimensiones de la tina.
Una de las caras de la galga tiene mecanizado el diámetro de la boca o “stack” límite superior, el
cual está indicado como “Pasa”. Si la pieza tiene las dimensiones deseadas, deberá calzar en
dicha sección (Figura 4.11(b)). El reverso de la galga tiene mecanizado el diámetro de la boca o
“stack” límite inferior y está indicado como “No pasa”. La pieza no deberá calzar en esta sección
si tiene las medidas de diámetro exterior requeridas (Figura 4.11(c)).
El procedimiento para el uso de la galga, se aplicó a cuatro temperaturas de inyección,
cubriendo el rango de presiones de inyección dentro del diagrama de moldeo. La determinación
del ajuste de las tinas se realizó a los 30 minutos de haber sido expulsada la pieza, tomando las
muestras de cada cavidad por separado. Este método es manejado por el cliente (Inversiones
Selva, C.A.); si el ajuste es correcto en ambas caras de la galga, se garantiza que el cerrado con la
tapa es el deseado (suave). Sin embargo, este control no indica si la tapa cerrará el envase o no.
4.3.4 Medición de la contracción
Para evaluar la influencia de la presión de inyección en las dimensiones de las tinas, se
empleó una temperatura de inyección escogida a partir de la ventana de proceso, y se procedió a
tomar cinco muestras de cada cavidad a cuatro presiones de inyección seleccionadas dentro de
dicha ventana. Esto permitió tener una idea de la relación existente entre la presión de inyección
y la calidad de la pieza. Se midió el diámetro exterior de la boca de las tinas a las 0, 24 y 48 horas
empleando un vernier digital (Apéndice A). Posteriormente, se calculó el porcentaje de
contracción lineal haciendo uso de la Ecuación 4.1 (37). Los valores obtenidos a los tiempos
mencionados fueron colocados en una misma gráfica para cada tina por separado.
(Ec. 4.1)
Donde, εo= diámetro exterior de la boca o “stack” en el molde, y εf= diámetro exterior de la
boca o “stack” en la pieza.
El diámetro exterior de la boca o “stack” en el molde (εo), fue proporcionado por los
técnicos mecánicos de Inversiones Selva, C.A. que trabajan en conjunto con la Corporación
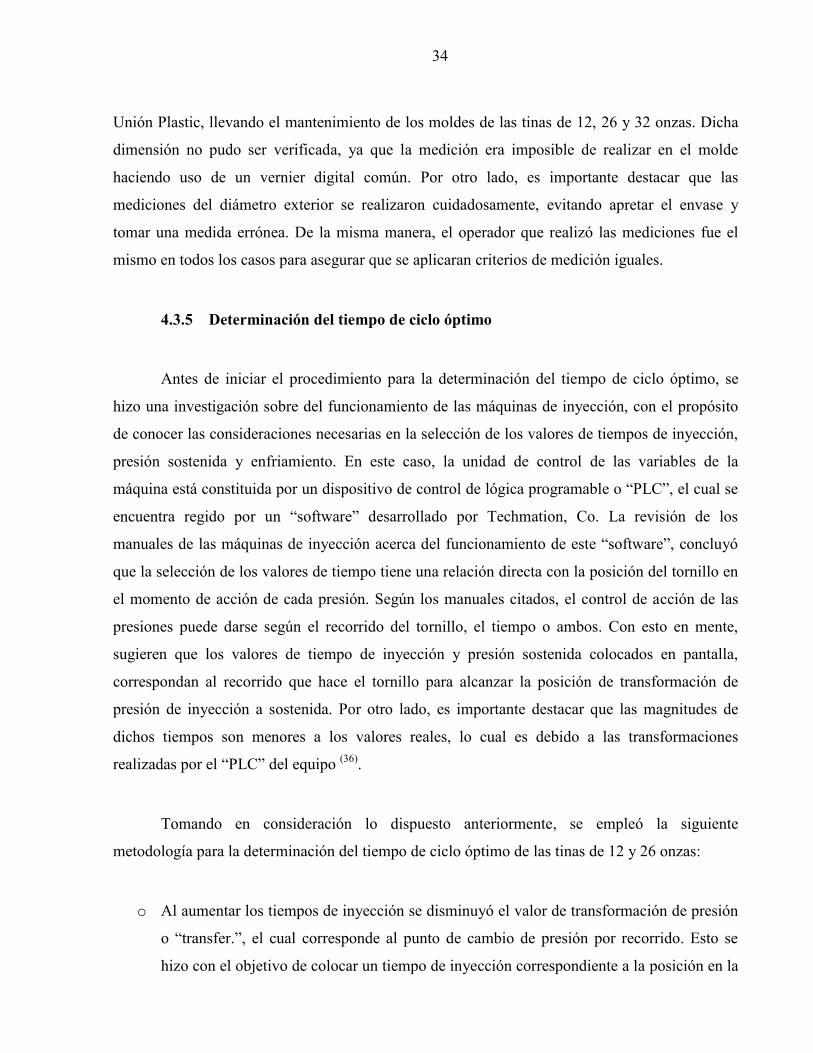
34
Unión Plastic, llevando el mantenimiento de los moldes de las tinas de 12, 26 y 32 onzas. Dicha
dimensión no pudo ser verificada, ya que la medición era imposible de realizar en el molde
haciendo uso de un vernier digital común. Por otro lado, es importante destacar que las
mediciones del diámetro exterior se realizaron cuidadosamente, evitando apretar el envase y
tomar una medida errónea. De la misma manera, el operador que realizó las mediciones fue el
mismo en todos los casos para asegurar que se aplicaran criterios de medición iguales.
4.3.5 Determinación del tiempo de ciclo óptimo
Antes de iniciar el procedimiento para la determinación del tiempo de ciclo óptimo, se
hizo una investigación sobre del funcionamiento de las máquinas de inyección, con el propósito
de conocer las consideraciones necesarias en la selección de los valores de tiempos de inyección,
presión sostenida y enfriamiento. En este caso, la unidad de control de las variables de la
máquina está constituida por un dispositivo de control de lógica programable o “PLC”, el cual se
encuentra regido por un “software” desarrollado por Techmation, Co. La revisión de los
manuales de las máquinas de inyección acerca del funcionamiento de este “software”, concluyó
que la selección de los valores de tiempo tiene una relación directa con la posición del tornillo en
el momento de acción de cada presión. Según los manuales citados, el control de acción de las
presiones puede darse según el recorrido del tornillo, el tiempo o ambos. Con esto en mente,
sugieren que los valores de tiempo de inyección y presión sostenida colocados en pantalla,
correspondan al recorrido que hace el tornillo para alcanzar la posición de transformación de
presión de inyección a sostenida. Por otro lado, es importante destacar que las magnitudes de
dichos tiempos son menores a los valores reales, lo cual es debido a las transformaciones
realizadas por el “PLC” del equipo (36).
Tomando en consideración lo dispuesto anteriormente, se empleó la siguiente
metodología para la determinación del tiempo de ciclo óptimo de las tinas de 12 y 26 onzas:
o Al aumentar los tiempos de inyección se disminuyó el valor de transformación de presión
o “transfer.”, el cual corresponde al punto de cambio de presión por recorrido. Esto se
hizo con el objetivo de colocar un tiempo de inyección correspondiente a la posición en la

35
cual la máquina efectuaba la transformación de presión (se corroboró en la pantalla
resumen reportada por el equipo). Haciendo este procedimiento, se garantizaba que en
realidad estaba ocurriendo un cambio en el tiempo de inyección y el “transfer.” no estaba
frenando el proceso.
o Una vez que el “transfer.” correspondiera al valor colocado de tiempo de inyección, era
posible tomar las muestras a tiempos menores ya que, en ese caso, este último definía el
punto de transición. Es importante destacar que las máquinas de inyección presentes en la
empresa hacen los cambios de presión tanto por posición como por tiempo.
o Una vez seleccionado el tiempo de inyección considerado como óptimo, se procedió a
variar el tiempo de presión sostenida hasta lograr la estabilización del peso o hasta que la
máquina lo permitiese. Se mantuvo el valor del “transfer.” correspondiente al tiempo de
inyección escogido.
o Se pesaron las muestras obtenidas de cada cavidad por separado y se graficaron dichos
datos.
Durante este estudio, se observó que un aumento en los tiempos (tanto de inyección como
de presión sostenida) conducía inevitablemente a la generación un ruido considerable en el
momento de apertura del molde. Esto en muchas ocasiones impidió la siguiente toma de medidas,
ya que el sonido se agravaba. Esta es la razón por la cual el aumento de los tiempos se llevó a
cabo hasta alcanzar la estabilización del peso de la pieza, o hasta que la máquina lo permitiese.
Dado este comportamiento inesperado, se tomó nota de los tiempos y posiciones del tornillo
donde el ruido del molde empezaba ser evidente. Dichos datos fueron reportados.
4.3.6 Consideraciones de diseño de la tina de 22 onzas
Antes de abordar el diseño del molde, se revisaron las dimensiones de la tina de 22 onzas
fabricada actualmente. A partir de las observaciones realizadas por la empresa y del análisis de la
geometría de la tina, se modificaron una serie de dimensiones. Los cambios fueron efectuados en
el diámetro de la boca o “stack” y en algunos redondeos en las esquinas. Las modificaciones
realizadas y las dimensiones de la tina original son mostradas en la Figuras 4.12.
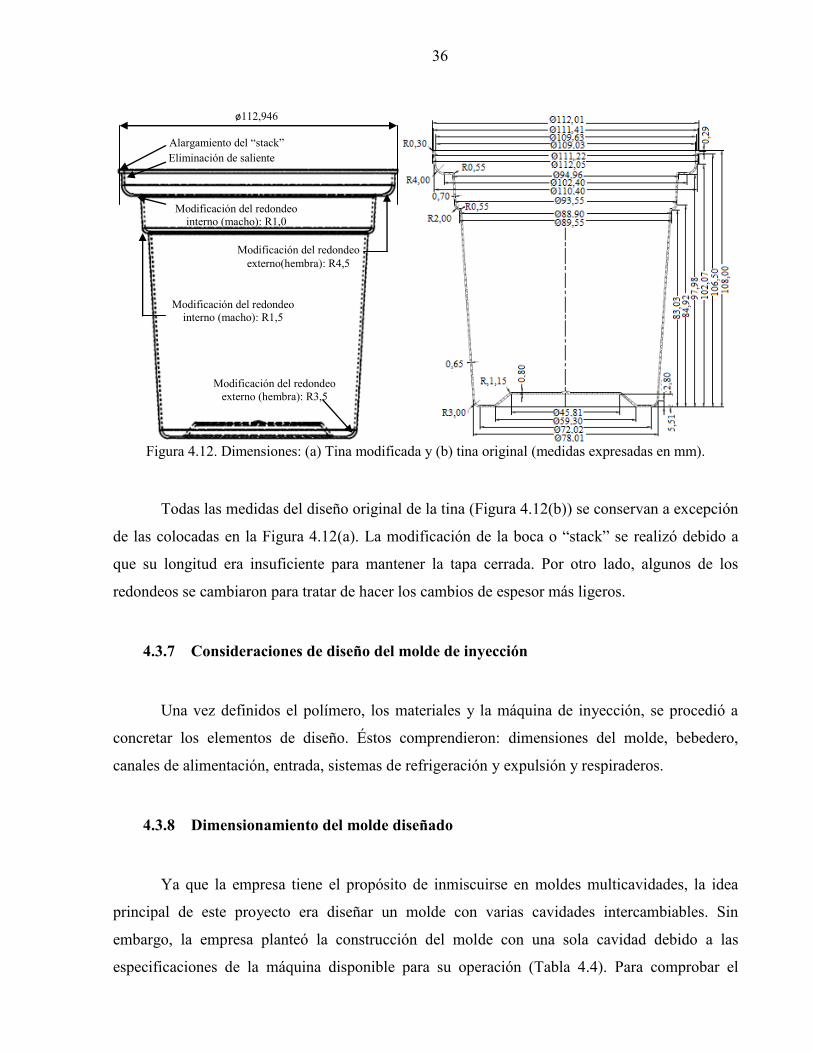
36
Figura 4.12. Dimensiones: (a) Tina modificada y (b) tina original (medidas expresadas en mm).
Todas las medidas del diseño original de la tina (Figura 4.12(b)) se conservan a excepción
de las colocadas en la Figura 4.12(a). La modificación de la boca o “stack” se realizó debido a
que su longitud era insuficiente para mantener la tapa cerrada. Por otro lado, algunos de los
redondeos se cambiaron para tratar de hacer los cambios de espesor más ligeros.
4.3.7 Consideraciones de diseño del molde de inyección
Una vez definidos el polímero, los materiales y la máquina de inyección, se procedió a
concretar los elementos de diseño. Éstos comprendieron: dimensiones del molde, bebedero,
canales de alimentación, entrada, sistemas de refrigeración y expulsión y respiraderos.
4.3.8 Dimensionamiento del molde diseñado
Ya que la empresa tiene el propósito de inmiscuirse en moldes multicavidades, la idea
principal de este proyecto era diseñar un molde con varias cavidades intercambiables. Sin
embargo, la empresa planteó la construcción del molde con una sola cavidad debido a las
especificaciones de la máquina disponible para su operación (Tabla 4.4). Para comprobar el
Alargamiento del “stack”
Modificación del redondeo externo(hembra): R4,5
Eliminación de saliente
Modificación del redondeo interno (macho): R1,0
Modificación del redondeo interno (macho): R1,5
Modificación del redondeo externo (hembra): R3,5
ø112,946

37
número de cavidades admisibles se emplearon los criterios de fuerza de cierre y capacidad de
inyección. A continuación se tienen las fórmulas según cada criterio (Ecuaciones 4.2 y 4.3) (5).
(Ec. 4.2)
Donde, N= número de cavidades, Fc= fuerza de cierre (Ton), Ac= área proyectada de
bebedero+canales (cm2), y Ap= área proyectada de la pieza (cm2).
(Ec. 4.3)
Donde, N= número de cavidades, Ci= capacidad de inyección (g), Pmc= peso del mazarote
+ canales (g), y Pp= peso de la pieza (g).
Los cálculos mostrados en el Apéndice B, precisaron la cantidad de cavidades permisibles
según los criterios mencionados. En la Tabla 4.11 se muestran los resultados.
Tabla 4.11. Número de cavidades admisibles para la máquina de inyección Haixiong HX98 según el criterio de capacidad de inyección y fuerza de cierre.
Criterio Número de cavidades Capacidad de inyección 3
Fuerza de cierre 1
Debido a la fuerza de cierre de la máquina, el número de cavidades debe ser uno, lo que
comprueba el planteamiento inicial de la empresa. La cavidad fue ubicada tal que su área
proyectada fuese la menor posible, considerando el patrón de flujo generado (Figura 4.13).
Figura 4.13. Esquema representativo de la posición de la cavidad en el molde de inyección diseñado.
Por otro lado, considerando que el tamaño de las placas del molde se verá limitado por la
distancia entre columnas del equipo (360 x 340 mm), se establecieron las siguientes dimensiones
Área proyectada
Macho y hembra
38
para molde: 300 x 370 mm. Su posición será de forma vertical, permitiendo la colocación de 4
tornillos de acople con la máquina para la placa móvil, y 8 tornillos para la fija (Figura 4.14).
(a) (b)
Figura 4.14. Esquema de la posición de las placas en los platos de la máquina Haixiong HX98 (medidas expresadas en mm); H=360mm y V=340mm. (a) Posición de la placa fija del molde diseñado en el plato
de la máquina y (b) posición de la placa móvil del molde diseñado en el plato de la máquina.
4.3.9 Bebedero
Para definir la forma y dimensiones del bebedero, se tomaron en cuenta dos
características determinantes para su diseño: (a) el molde es de colada caliente y (b) el número de
cavidades admisibles es 1. En este caso, el bebedero funciona como único canal alimentador.
Para tener una idea de las dimensiones mínimas que debería tener este dispositivo, se realizó su
escogencia tomando en cuenta el cálculo de las dimensiones para un bebedero de colada fría
(Figura 4.15). Las fórmulas empleadas fueron las Ecuaciones 4.4 a 4.7 (Apéndice C) (13).
(Ec. 4.4)
(Ec. 4.5)
(Ec. 4.6)
(Ec. 4.7)
Donde, Dco= diámetro mayor, tmax= espesor máximo de la pieza, Ds= diámetro menor, L=
longitud del bebedero, y α= ángulo de desmoldeo.
H
V
H
V
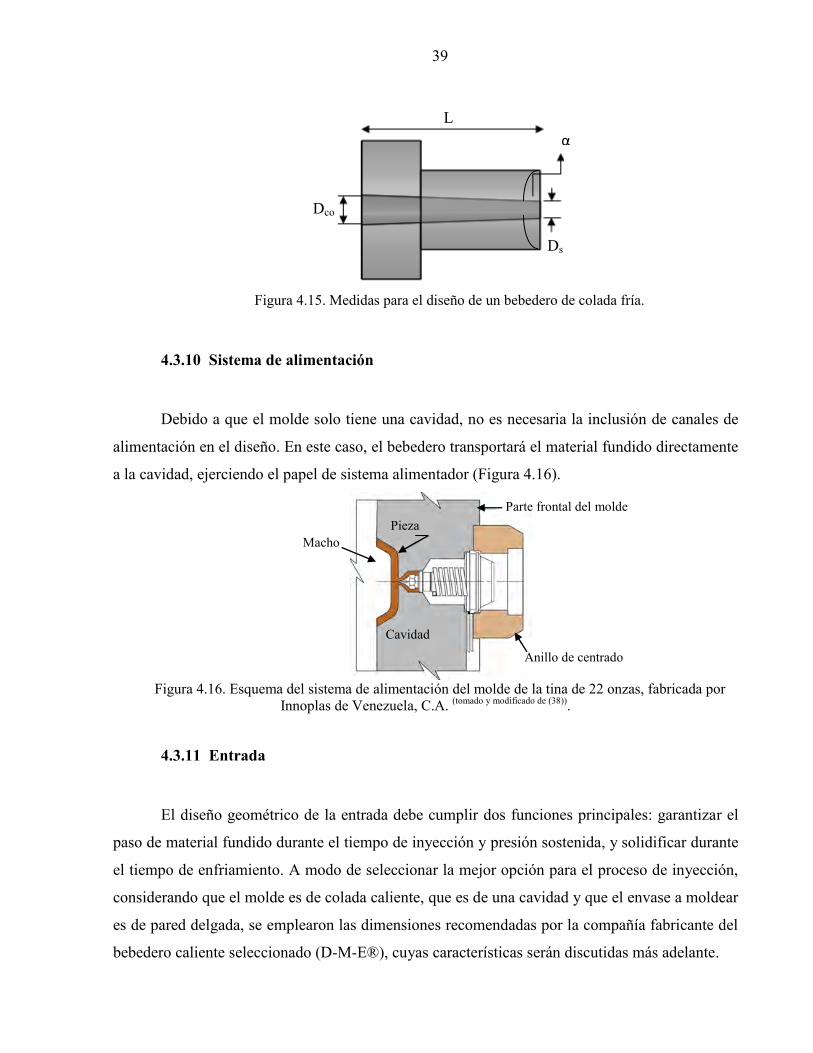
39
Figura 4.15. Medidas para el diseño de un bebedero de colada fría.
4.3.10 Sistema de alimentación
Debido a que el molde solo tiene una cavidad, no es necesaria la inclusión de canales de
alimentación en el diseño. En este caso, el bebedero transportará el material fundido directamente
a la cavidad, ejerciendo el papel de sistema alimentador (Figura 4.16).
Figura 4.16. Esquema del sistema de alimentación del molde de la tina de 22 onzas, fabricada por
Innoplas de Venezuela, C.A. (tomado y modificado de (38)).
4.3.11 Entrada
El diseño geométrico de la entrada debe cumplir dos funciones principales: garantizar el
paso de material fundido durante el tiempo de inyección y presión sostenida, y solidificar durante
el tiempo de enfriamiento. A modo de seleccionar la mejor opción para el proceso de inyección,
considerando que el molde es de colada caliente, que es de una cavidad y que el envase a moldear
es de pared delgada, se emplearon las dimensiones recomendadas por la compañía fabricante del
bebedero caliente seleccionado (D-M-E®), cuyas características serán discutidas más adelante.
Macho Pieza
Parte frontal del molde
Anillo de centrado
Cavidad
L α
Dco
Ds
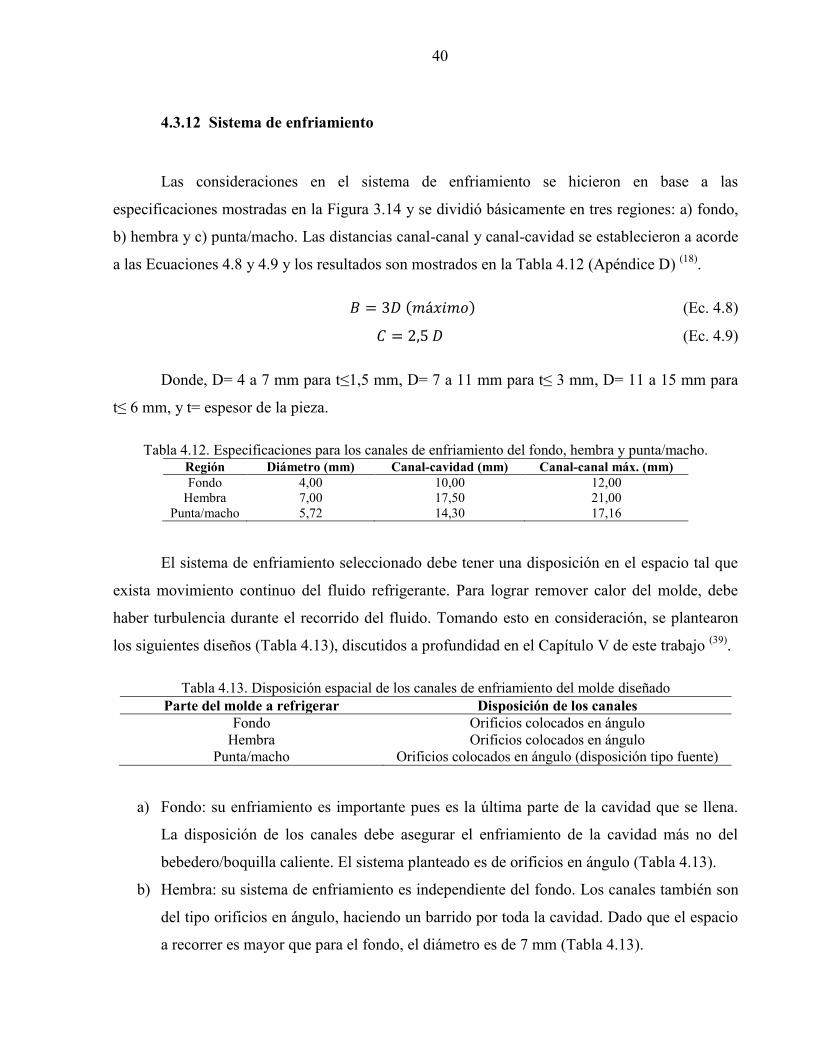
40
4.3.12 Sistema de enfriamiento
Las consideraciones en el sistema de enfriamiento se hicieron en base a las
especificaciones mostradas en la Figura 3.14 y se dividió básicamente en tres regiones: a) fondo,
b) hembra y c) punta/macho. Las distancias canal-canal y canal-cavidad se establecieron a acorde
a las Ecuaciones 4.8 y 4.9 y los resultados son mostrados en la Tabla 4.12 (Apéndice D) (18).
(Ec. 4.8)
(Ec. 4.9)
Donde, D= 4 a 7 mm para t≤1,5 mm, D= 7 a 11 mm para t≤ 3 mm, D= 11 a 15 mm para
t≤ 6 mm, y t= espesor de la pieza.
Tabla 4.12. Especificaciones para los canales de enfriamiento del fondo, hembra y punta/macho. Región Diámetro (mm) Canal-cavidad (mm) Canal-canal máx. (mm) Fondo 4,00 10,00 12,00
Hembra 7,00 17,50 21,00 Punta/macho 5,72 14,30 17,16
El sistema de enfriamiento seleccionado debe tener una disposición en el espacio tal que
exista movimiento continuo del fluido refrigerante. Para lograr remover calor del molde, debe
haber turbulencia durante el recorrido del fluido. Tomando esto en consideración, se plantearon
los siguientes diseños (Tabla 4.13), discutidos a profundidad en el Capítulo V de este trabajo (39).
Tabla 4.13. Disposición espacial de los canales de enfriamiento del molde diseñado Parte del molde a refrigerar Disposición de los canales
Fondo Orificios colocados en ángulo Hembra Orificios colocados en ángulo
Punta/macho Orificios colocados en ángulo (disposición tipo fuente)
a) Fondo: su enfriamiento es importante pues es la última parte de la cavidad que se llena.
La disposición de los canales debe asegurar el enfriamiento de la cavidad más no del
bebedero/boquilla caliente. El sistema planteado es de orificios en ángulo (Tabla 4.13).
b) Hembra: su sistema de enfriamiento es independiente del fondo. Los canales también son
del tipo orificios en ángulo, haciendo un barrido por toda la cavidad. Dado que el espacio
a recorrer es mayor que para el fondo, el diámetro es de 7 mm (Tabla 4.13).
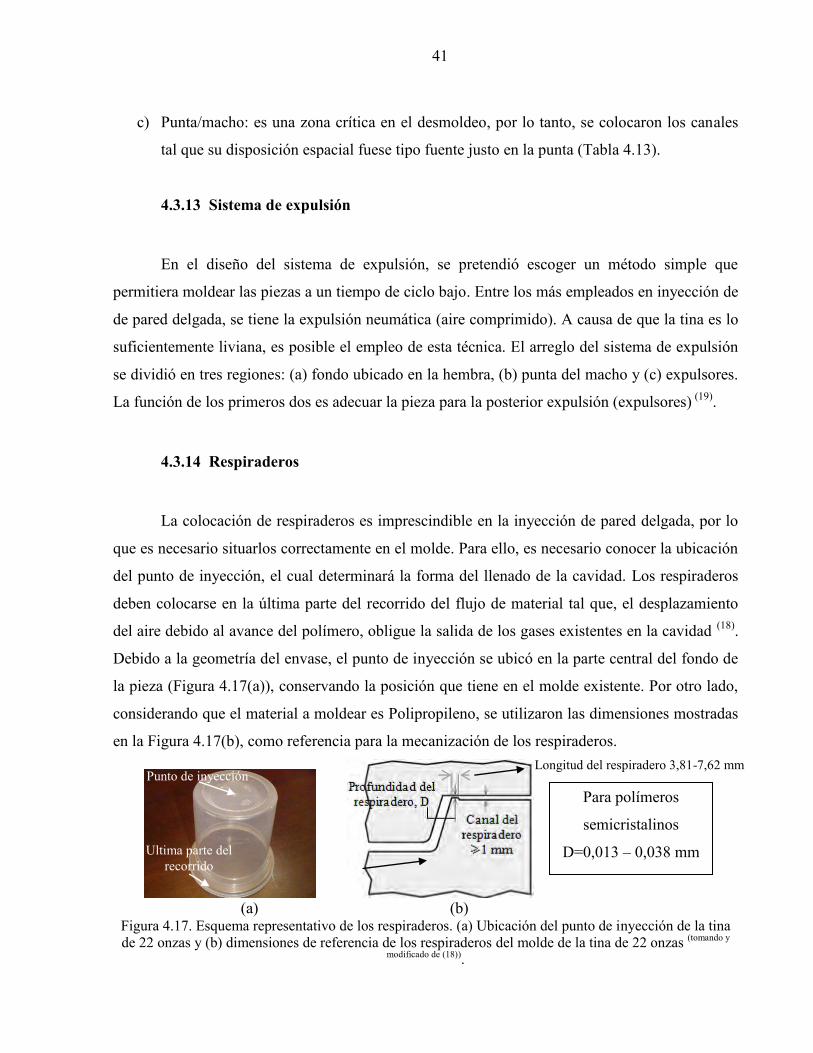
41
c) Punta/macho: es una zona crítica en el desmoldeo, por lo tanto, se colocaron los canales
tal que su disposición espacial fuese tipo fuente justo en la punta (Tabla 4.13).
4.3.13 Sistema de expulsión
En el diseño del sistema de expulsión, se pretendió escoger un método simple que
permitiera moldear las piezas a un tiempo de ciclo bajo. Entre los más empleados en inyección de
de pared delgada, se tiene la expulsión neumática (aire comprimido). A causa de que la tina es lo
suficientemente liviana, es posible el empleo de esta técnica. El arreglo del sistema de expulsión
se dividió en tres regiones: (a) fondo ubicado en la hembra, (b) punta del macho y (c) expulsores.
La función de los primeros dos es adecuar la pieza para la posterior expulsión (expulsores) (19).
4.3.14 Respiraderos
La colocación de respiraderos es imprescindible en la inyección de pared delgada, por lo
que es necesario situarlos correctamente en el molde. Para ello, es necesario conocer la ubicación
del punto de inyección, el cual determinará la forma del llenado de la cavidad. Los respiraderos
deben colocarse en la última parte del recorrido del flujo de material tal que, el desplazamiento
del aire debido al avance del polímero, obligue la salida de los gases existentes en la cavidad (18).
Debido a la geometría del envase, el punto de inyección se ubicó en la parte central del fondo de
la pieza (Figura 4.17(a)), conservando la posición que tiene en el molde existente. Por otro lado,
considerando que el material a moldear es Polipropileno, se utilizaron las dimensiones mostradas
en la Figura 4.17(b), como referencia para la mecanización de los respiraderos.
(a) (b)
Figura 4.17. Esquema representativo de los respiraderos. (a) Ubicación del punto de inyección de la tina de 22 onzas y (b) dimensiones de referencia de los respiraderos del molde de la tina de 22 onzas (tomando y
modificado de (18)).
Punto de inyección
Ultima parte del recorrido
Longitud del respiradero 3,81-7,62 mm
Para polímeros
semicristalinos
D=0,013 – 0,038 mm

CAPÍTULO V DISCUSIÓN DE RESULTADOS
El buen control de los parámetros de procesamiento y el diseño del molde son dos
factores claves en el desempeño del proceso de inyección. La optimización de dichos parámetros
relacionados con la calidad del producto, es una vía para mejorar el moldeo de una pieza. Sin
embargo, el diseño del molde también es un factor determinante en la optimización del ciclo.
5.1 VENTANAS DE PROCESO
Para cualquier empresa fabricante de productos plásticos moldeados por inyección, el
control del proceso debe realizarse continuamente para verificar la calidad de la pieza y el
desempeño del procesamiento. La obtención de las ventanas de proceso es el primer paso para
establecer los parámetros óptimos de procesamiento y conocer la influencia de la temperatura y
presión de inyección en las propiedades finales del producto, tales como la contracción y calidad
superficial. Por otra parte, los moldes también tienen una participación clave en el proceso de
inyección. En muchas ocasiones, su diseño determina la eficiencia del tiempo de enfriamiento y
por ende, estipula el tiempo de ciclo. Por ello, es deber de la empresa identificar los aspectos que
afecten en el proceso de fabricación de las piezas y optimizar su relación costo-eficiencia (8).
La empresa Unión Plastic, fabricante de las tinas plásticas para la empresa Inversiones
Selva, decidió llevar a cabo el estudio de las variables de moldeo con el objetivo de alcanzar el
funcionamiento óptimo de las máquinas de inyección, minimizar el costo energético y aumentar
la producción. Con el diagrama de moldeo se pretende establecer la condición de procesamiento
óptima, tomando en cuenta los requerimientos dimensionales estipulados por el cliente.
En primer lugar, la obtención de las ventanas de proceso permitió conocer bajo qué
condiciones de presión y temperatura de inyección es posible moldear las tinas de 12, 26 y 32
onzas marca Selva® para, posteriormente, evaluar la condición óptima. Estos contenedores
empezaron a producirse en la empresa recientemente, por lo cual este estudio es de sumo interés
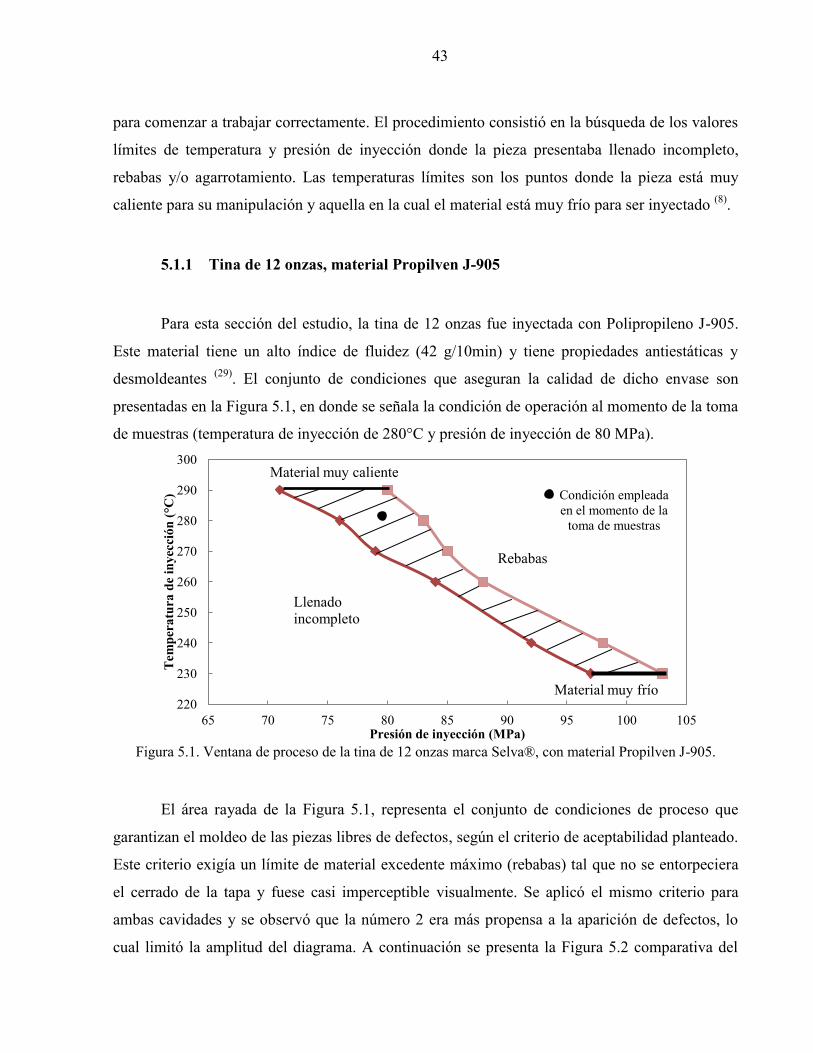
43
para comenzar a trabajar correctamente. El procedimiento consistió en la búsqueda de los valores
límites de temperatura y presión de inyección donde la pieza presentaba llenado incompleto,
rebabas y/o agarrotamiento. Las temperaturas límites son los puntos donde la pieza está muy
caliente para su manipulación y aquella en la cual el material está muy frío para ser inyectado (8).
5.1.1 Tina de 12 onzas, material Propilven J-905
Para esta sección del estudio, la tina de 12 onzas fue inyectada con Polipropileno J-905.
Este material tiene un alto índice de fluidez (42 g/10min) y tiene propiedades antiestáticas y
desmoldeantes (29). El conjunto de condiciones que aseguran la calidad de dicho envase son
presentadas en la Figura 5.1, en donde se señala la condición de operación al momento de la toma
de muestras (temperatura de inyección de 280°C y presión de inyección de 80 MPa).
Figura 5.1. Ventana de proceso de la tina de 12 onzas marca Selva®, con material Propilven J-905.
El área rayada de la Figura 5.1, representa el conjunto de condiciones de proceso que
garantizan el moldeo de las piezas libres de defectos, según el criterio de aceptabilidad planteado.
Este criterio exigía un límite de material excedente máximo (rebabas) tal que no se entorpeciera
el cerrado de la tapa y fuese casi imperceptible visualmente. Se aplicó el mismo criterio para
ambas cavidades y se observó que la número 2 era más propensa a la aparición de defectos, lo
cual limitó la amplitud del diagrama. A continuación se presenta la Figura 5.2 comparativa del
220
230
240
250
260
270
280
290
300
65 70 75 80 85 90 95 100 105
Tem
pera
tura
de
inye
cció
n (°
C)
Presión de inyección (MPa)
Rebabas
Llenado incompleto
Material muy caliente
Material muy frío
Condición empleada en el momento de la
toma de muestras
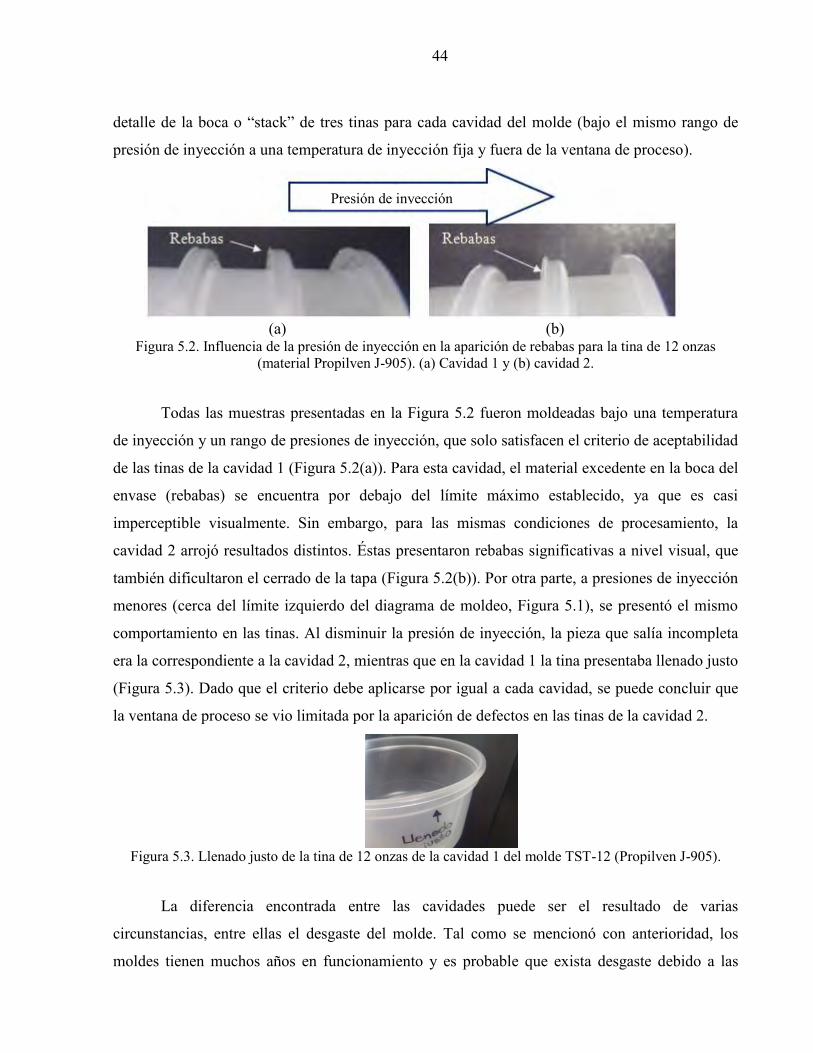
44
detalle de la boca o “stack” de tres tinas para cada cavidad del molde (bajo el mismo rango de
presión de inyección a una temperatura de inyección fija y fuera de la ventana de proceso).
(a) (b)
Figura 5.2. Influencia de la presión de inyección en la aparición de rebabas para la tina de 12 onzas (material Propilven J-905). (a) Cavidad 1 y (b) cavidad 2.
Todas las muestras presentadas en la Figura 5.2 fueron moldeadas bajo una temperatura
de inyección y un rango de presiones de inyección, que solo satisfacen el criterio de aceptabilidad
de las tinas de la cavidad 1 (Figura 5.2(a)). Para esta cavidad, el material excedente en la boca del
envase (rebabas) se encuentra por debajo del límite máximo establecido, ya que es casi
imperceptible visualmente. Sin embargo, para las mismas condiciones de procesamiento, la
cavidad 2 arrojó resultados distintos. Éstas presentaron rebabas significativas a nivel visual, que
también dificultaron el cerrado de la tapa (Figura 5.2(b)). Por otra parte, a presiones de inyección
menores (cerca del límite izquierdo del diagrama de moldeo, Figura 5.1), se presentó el mismo
comportamiento en las tinas. Al disminuir la presión de inyección, la pieza que salía incompleta
era la correspondiente a la cavidad 2, mientras que en la cavidad 1 la tina presentaba llenado justo
(Figura 5.3). Dado que el criterio debe aplicarse por igual a cada cavidad, se puede concluir que
la ventana de proceso se vio limitada por la aparición de defectos en las tinas de la cavidad 2.
Figura 5.3. Llenado justo de la tina de 12 onzas de la cavidad 1 del molde TST-12 (Propilven J-905).
La diferencia encontrada entre las cavidades puede ser el resultado de varias
circunstancias, entre ellas el desgaste del molde. Tal como se mencionó con anterioridad, los
moldes tienen muchos años en funcionamiento y es probable que exista desgaste debido a las
Presión de inyección
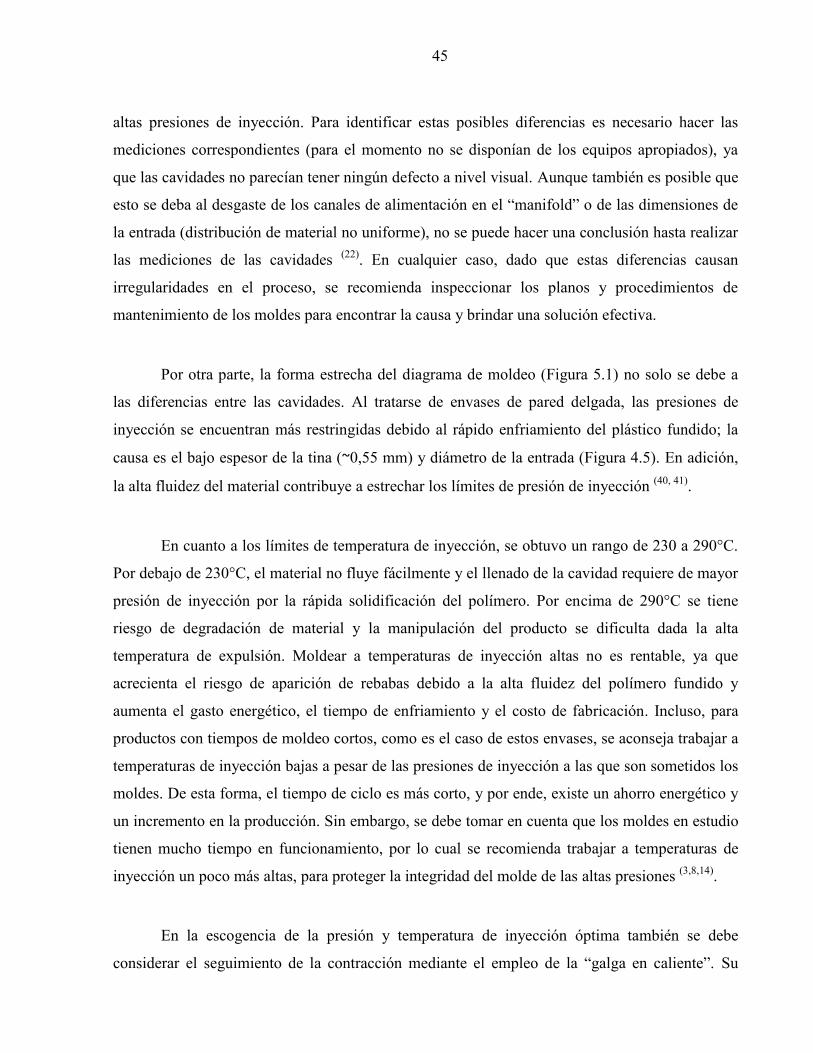
45
altas presiones de inyección. Para identificar estas posibles diferencias es necesario hacer las
mediciones correspondientes (para el momento no se disponían de los equipos apropiados), ya
que las cavidades no parecían tener ningún defecto a nivel visual. Aunque también es posible que
esto se deba al desgaste de los canales de alimentación en el “manifold” o de las dimensiones de
la entrada (distribución de material no uniforme), no se puede hacer una conclusión hasta realizar
las mediciones de las cavidades (22). En cualquier caso, dado que estas diferencias causan
irregularidades en el proceso, se recomienda inspeccionar los planos y procedimientos de
mantenimiento de los moldes para encontrar la causa y brindar una solución efectiva.
Por otra parte, la forma estrecha del diagrama de moldeo (Figura 5.1) no solo se debe a
las diferencias entre las cavidades. Al tratarse de envases de pared delgada, las presiones de
inyección se encuentran más restringidas debido al rápido enfriamiento del plástico fundido; la
causa es el bajo espesor de la tina (~0,55 mm) y diámetro de la entrada (Figura 4.5). En adición,
la alta fluidez del material contribuye a estrechar los límites de presión de inyección (40, 41).
En cuanto a los límites de temperatura de inyección, se obtuvo un rango de 230 a 290°C.
Por debajo de 230°C, el material no fluye fácilmente y el llenado de la cavidad requiere de mayor
presión de inyección por la rápida solidificación del polímero. Por encima de 290°C se tiene
riesgo de degradación de material y la manipulación del producto se dificulta dada la alta
temperatura de expulsión. Moldear a temperaturas de inyección altas no es rentable, ya que
acrecienta el riesgo de aparición de rebabas debido a la alta fluidez del polímero fundido y
aumenta el gasto energético, el tiempo de enfriamiento y el costo de fabricación. Incluso, para
productos con tiempos de moldeo cortos, como es el caso de estos envases, se aconseja trabajar a
temperaturas de inyección bajas a pesar de las presiones de inyección a las que son sometidos los
moldes. De esta forma, el tiempo de ciclo es más corto, y por ende, existe un ahorro energético y
un incremento en la producción. Sin embargo, se debe tomar en cuenta que los moldes en estudio
tienen mucho tiempo en funcionamiento, por lo cual se recomienda trabajar a temperaturas de
inyección un poco más altas, para proteger la integridad del molde de las altas presiones (3,8,14).
En la escogencia de la presión y temperatura de inyección óptima también se debe
considerar el seguimiento de la contracción mediante el empleo de la “galga en caliente”. Su
46
importancia radica en determinar la relación entre las condiciones de proceso y la contracción
mínima de buen ajuste con la tapa. En la Tabla 5.1 se presentan dichas condiciones de proceso.
Tabla 5.1. Condiciones de procesamiento para la tina de 12 onzas (material Propilven J-905) que garantizan un ajuste bueno a aceptable en la “galga en caliente”.
Material: Propilven J-905 Rango de presiones de ajuste aceptable (MPa) Temperatura de inyección (°C) Cavidad 1 Cavidad 2
230 98-103
No hay ajuste
240 93-98 260 85-87 270 80-84 280 76-81 290 72-77
El ajuste de la pieza moldeada en la cavidad 2, siempre fue inaceptable, por lo que en la
escogencia de las condiciones de procesamiento se tomó en cuenta únicamente aquellas en donde
la cavidad 1 presentara buen ajuste (Tabla 5.1). Nuevamente se comprueba que posiblemente las
medidas de esta cavidad difieren de las dimensiones de la cavidad 1.
Es importante destacar que conocer la ventana de proceso permite observar la tendencia
del comportamiento del material y la escogencia de las condiciones de procesamiento en base a:
vida útil del molde y exigencias de la máquina. Considerando lo previo y que la contracción de la
pieza de cavidad 1 debería encontrarse dentro de especificación, se sugiere el empleo de los
parámetros colocados en la Tabla 5.2, cuya continuidad fue probada por 2 horas.
Tabla 5.2. Condiciones de procesamiento anterior y recomendada para la tina de 12 oz (Propilven J-905).
Temperatura de inyección (°C) Presión de inyección (MPa) Condición anterior 280 80
Condición recomendada 270 83
Conocer el diagrama de moldeo permitió la reducción de la temperatura de inyección en
un ~4%, lo cual implica un ahorro de energía en el proceso productivo. En consecuencia de esta
disminución, se incrementó la presión de inyección en un ~4%. Sin embargo, el parámetro más
influyente en la calidad y la relación costo-efectividad del producto es la temperatura. Además,
dado que el polímero es inyectado a una temperatura menor, se favorece la posibilidad de reducir
el tiempo de enfriamiento y por ende, el tiempo de ciclo, aumentando la producción (8, 14).
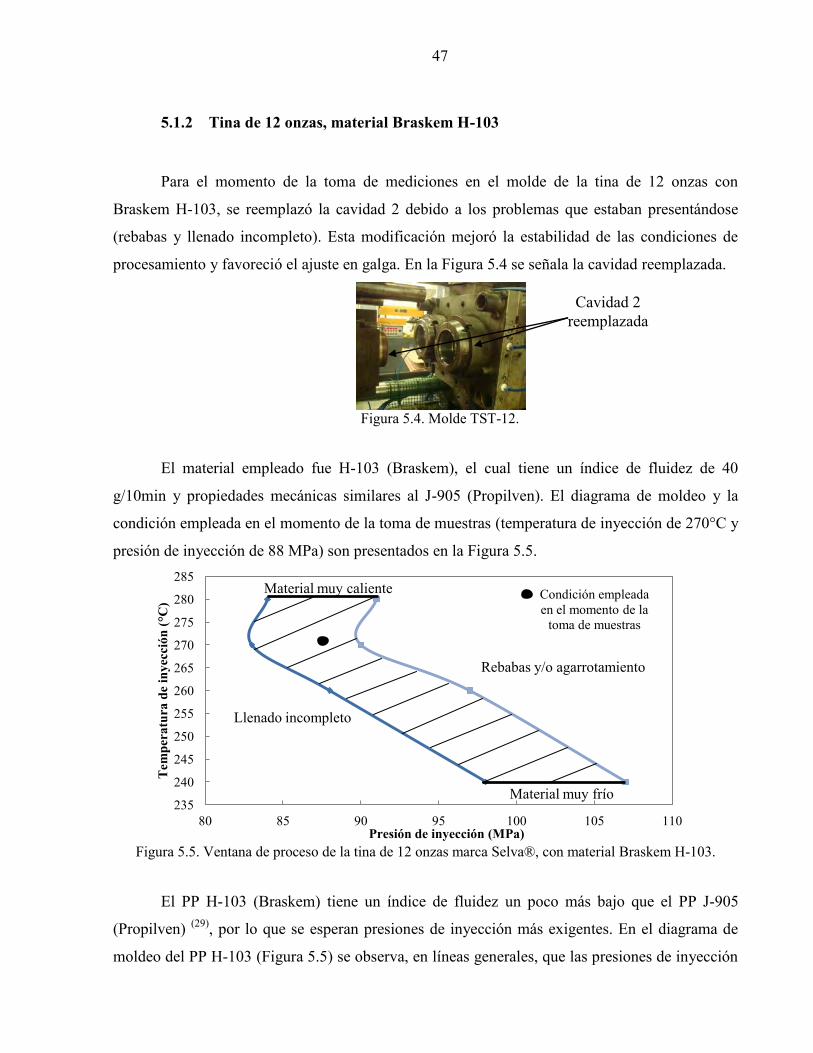
47
5.1.2 Tina de 12 onzas, material Braskem H-103
Para el momento de la toma de mediciones en el molde de la tina de 12 onzas con
Braskem H-103, se reemplazó la cavidad 2 debido a los problemas que estaban presentándose
(rebabas y llenado incompleto). Esta modificación mejoró la estabilidad de las condiciones de
procesamiento y favoreció el ajuste en galga. En la Figura 5.4 se señala la cavidad reemplazada.
Figura 5.4. Molde TST-12.
El material empleado fue H-103 (Braskem), el cual tiene un índice de fluidez de 40
g/10min y propiedades mecánicas similares al J-905 (Propilven). El diagrama de moldeo y la
condición empleada en el momento de la toma de muestras (temperatura de inyección de 270°C y
presión de inyección de 88 MPa) son presentados en la Figura 5.5.
Figura 5.5. Ventana de proceso de la tina de 12 onzas marca Selva®, con material Braskem H-103.
El PP H-103 (Braskem) tiene un índice de fluidez un poco más bajo que el PP J-905
(Propilven) (29), por lo que se esperan presiones de inyección más exigentes. En el diagrama de
moldeo del PP H-103 (Figura 5.5) se observa, en líneas generales, que las presiones de inyección
235
240
245
250
255
260
265
270
275
280
285
80 85 90 95 100 105 110
Tem
pera
tura
de
inye
cció
n (°
C)
Presión de inyección (MPa)
Llenado incompleto
Rebabas y/o agarrotamiento
Material muy caliente
Material muy frío
Condición empleada en el momento de la
toma de muestras
Cavidad 2 reemplazada
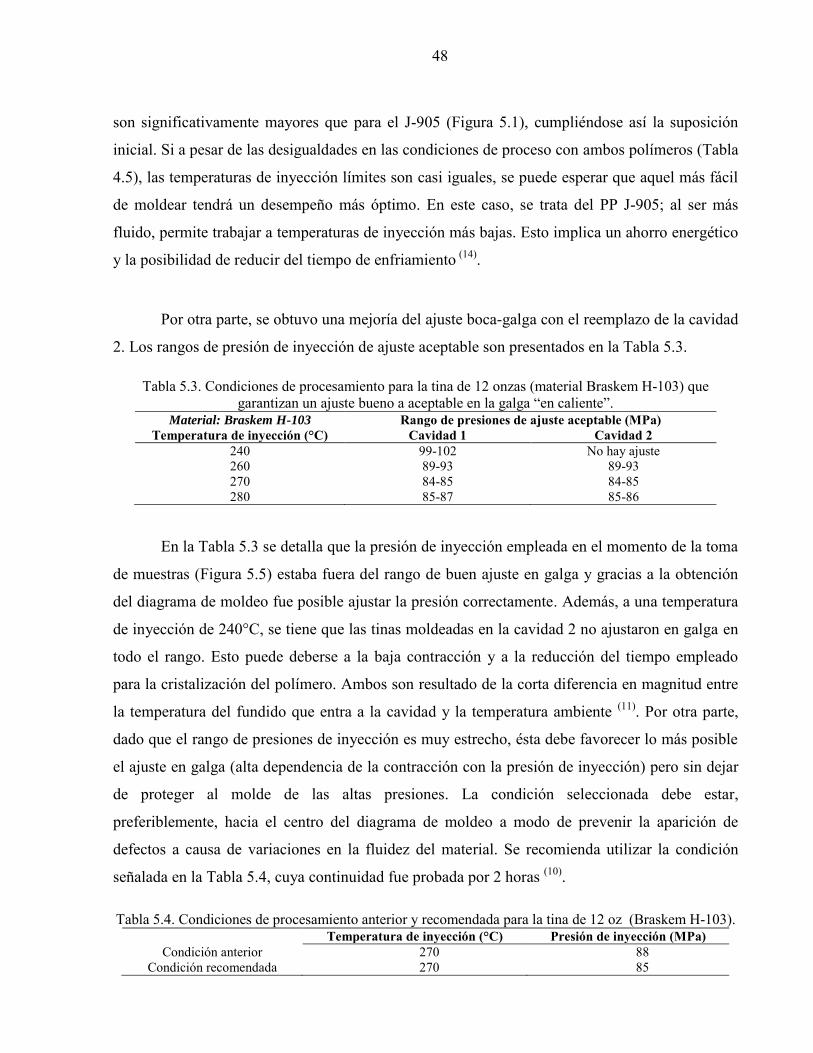
48
son significativamente mayores que para el J-905 (Figura 5.1), cumpliéndose así la suposición
inicial. Si a pesar de las desigualdades en las condiciones de proceso con ambos polímeros (Tabla
4.5), las temperaturas de inyección límites son casi iguales, se puede esperar que aquel más fácil
de moldear tendrá un desempeño más óptimo. En este caso, se trata del PP J-905; al ser más
fluido, permite trabajar a temperaturas de inyección más bajas. Esto implica un ahorro energético
y la posibilidad de reducir del tiempo de enfriamiento (14).
Por otra parte, se obtuvo una mejoría del ajuste boca-galga con el reemplazo de la cavidad
2. Los rangos de presión de inyección de ajuste aceptable son presentados en la Tabla 5.3.
Tabla 5.3. Condiciones de procesamiento para la tina de 12 onzas (material Braskem H-103) que garantizan un ajuste bueno a aceptable en la galga “en caliente”.
Material: Braskem H-103 Rango de presiones de ajuste aceptable (MPa) Temperatura de inyección (°C) Cavidad 1 Cavidad 2
240 99-102 No hay ajuste 260 89-93 89-93 270 84-85 84-85 280 85-87 85-86
En la Tabla 5.3 se detalla que la presión de inyección empleada en el momento de la toma
de muestras (Figura 5.5) estaba fuera del rango de buen ajuste en galga y gracias a la obtención
del diagrama de moldeo fue posible ajustar la presión correctamente. Además, a una temperatura
de inyección de 240°C, se tiene que las tinas moldeadas en la cavidad 2 no ajustaron en galga en
todo el rango. Esto puede deberse a la baja contracción y a la reducción del tiempo empleado
para la cristalización del polímero. Ambos son resultado de la corta diferencia en magnitud entre
la temperatura del fundido que entra a la cavidad y la temperatura ambiente (11). Por otra parte,
dado que el rango de presiones de inyección es muy estrecho, ésta debe favorecer lo más posible
el ajuste en galga (alta dependencia de la contracción con la presión de inyección) pero sin dejar
de proteger al molde de las altas presiones. La condición seleccionada debe estar,
preferiblemente, hacia el centro del diagrama de moldeo a modo de prevenir la aparición de
defectos a causa de variaciones en la fluidez del material. Se recomienda utilizar la condición
señalada en la Tabla 5.4, cuya continuidad fue probada por 2 horas (10).
Tabla 5.4. Condiciones de procesamiento anterior y recomendada para la tina de 12 oz (Braskem H-103). Temperatura de inyección (°C) Presión de inyección (MPa)
Condición anterior 270 88 Condición recomendada 270 85
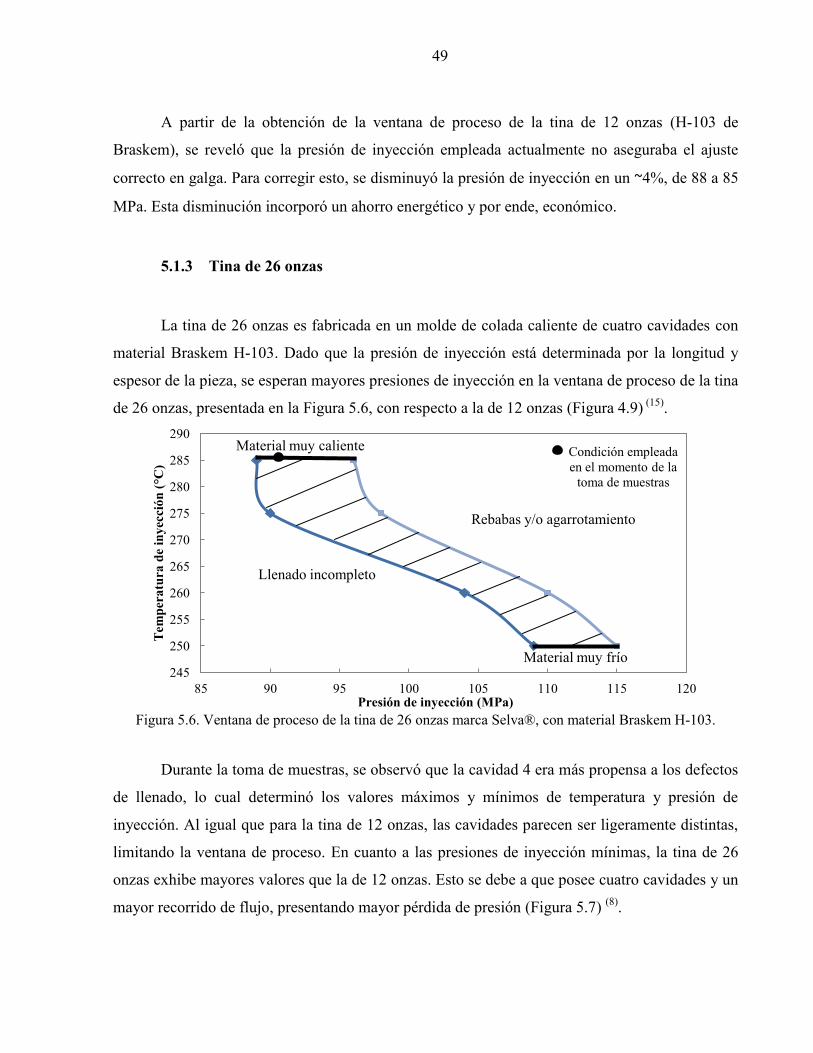
49
A partir de la obtención de la ventana de proceso de la tina de 12 onzas (H-103 de
Braskem), se reveló que la presión de inyección empleada actualmente no aseguraba el ajuste
correcto en galga. Para corregir esto, se disminuyó la presión de inyección en un ~4%, de 88 a 85
MPa. Esta disminución incorporó un ahorro energético y por ende, económico.
5.1.3 Tina de 26 onzas
La tina de 26 onzas es fabricada en un molde de colada caliente de cuatro cavidades con
material Braskem H-103. Dado que la presión de inyección está determinada por la longitud y
espesor de la pieza, se esperan mayores presiones de inyección en la ventana de proceso de la tina
de 26 onzas, presentada en la Figura 5.6, con respecto a la de 12 onzas (Figura 4.9) (15).
Figura 5.6. Ventana de proceso de la tina de 26 onzas marca Selva®, con material Braskem H-103.
Durante la toma de muestras, se observó que la cavidad 4 era más propensa a los defectos
de llenado, lo cual determinó los valores máximos y mínimos de temperatura y presión de
inyección. Al igual que para la tina de 12 onzas, las cavidades parecen ser ligeramente distintas,
limitando la ventana de proceso. En cuanto a las presiones de inyección mínimas, la tina de 26
onzas exhibe mayores valores que la de 12 onzas. Esto se debe a que posee cuatro cavidades y un
mayor recorrido de flujo, presentando mayor pérdida de presión (Figura 5.7) (8).
245
250
255
260
265
270
275
280
285
290
85 90 95 100 105 110 115 120
Tem
pera
tura
de
inye
cció
n (°
C)
Presión de inyección (MPa)
Material muy caliente
Material muy frío
Rebabas y/o agarrotamiento
Llenado incompleto
Condición empleada en el momento de la
toma de muestras
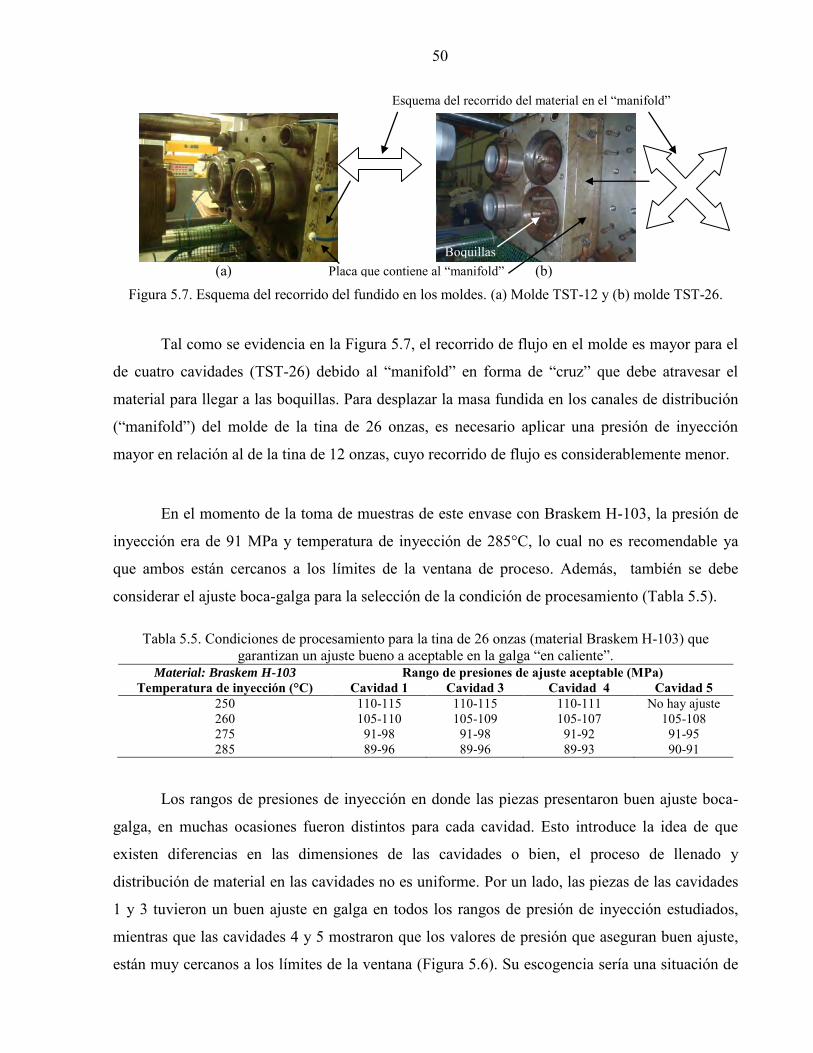
50
(a) (b)
Figura 5.7. Esquema del recorrido del fundido en los moldes. (a) Molde TST-12 y (b) molde TST-26.
Tal como se evidencia en la Figura 5.7, el recorrido de flujo en el molde es mayor para el
de cuatro cavidades (TST-26) debido al “manifold” en forma de “cruz” que debe atravesar el
material para llegar a las boquillas. Para desplazar la masa fundida en los canales de distribución
(“manifold”) del molde de la tina de 26 onzas, es necesario aplicar una presión de inyección
mayor en relación al de la tina de 12 onzas, cuyo recorrido de flujo es considerablemente menor.
En el momento de la toma de muestras de este envase con Braskem H-103, la presión de
inyección era de 91 MPa y temperatura de inyección de 285°C, lo cual no es recomendable ya
que ambos están cercanos a los límites de la ventana de proceso. Además, también se debe
considerar el ajuste boca-galga para la selección de la condición de procesamiento (Tabla 5.5).
Tabla 5.5. Condiciones de procesamiento para la tina de 26 onzas (material Braskem H-103) que garantizan un ajuste bueno a aceptable en la galga “en caliente”.
Material: Braskem H-103 Rango de presiones de ajuste aceptable (MPa) Temperatura de inyección (°C) Cavidad 1 Cavidad 3 Cavidad 4 Cavidad 5
250 110-115 110-115 110-111 No hay ajuste 260 105-110 105-109 105-107 105-108 275 91-98 91-98 91-92 91-95 285 89-96 89-96 89-93 90-91
Los rangos de presiones de inyección en donde las piezas presentaron buen ajuste boca-
galga, en muchas ocasiones fueron distintos para cada cavidad. Esto introduce la idea de que
existen diferencias en las dimensiones de las cavidades o bien, el proceso de llenado y
distribución de material en las cavidades no es uniforme. Por un lado, las piezas de las cavidades
1 y 3 tuvieron un buen ajuste en galga en todos los rangos de presión de inyección estudiados,
mientras que las cavidades 4 y 5 mostraron que los valores de presión que aseguran buen ajuste,
están muy cercanos a los límites de la ventana (Figura 5.6). Su escogencia sería una situación de
Placa que contiene al “manifold”
Esquema del recorrido del material en el “manifold”
Boquillas
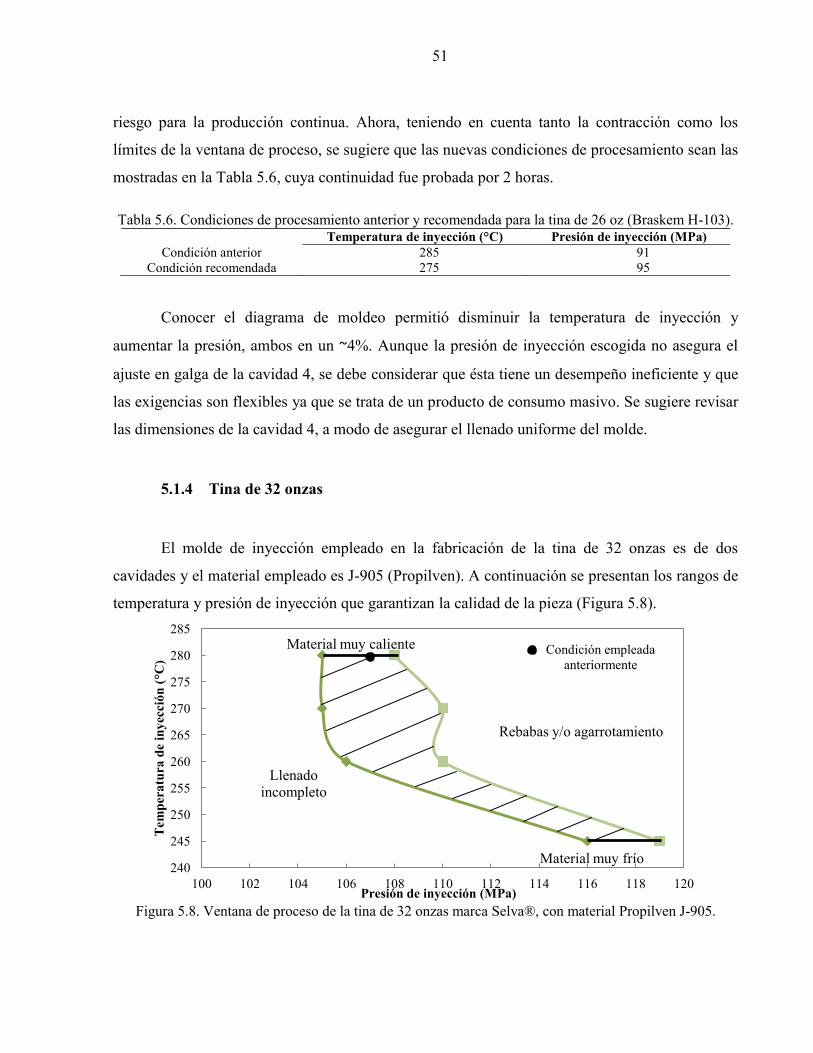
51
riesgo para la producción continua. Ahora, teniendo en cuenta tanto la contracción como los
límites de la ventana de proceso, se sugiere que las nuevas condiciones de procesamiento sean las
mostradas en la Tabla 5.6, cuya continuidad fue probada por 2 horas.
Tabla 5.6. Condiciones de procesamiento anterior y recomendada para la tina de 26 oz (Braskem H-103). Temperatura de inyección (°C) Presión de inyección (MPa)
Condición anterior 285 91 Condición recomendada 275 95
Conocer el diagrama de moldeo permitió disminuir la temperatura de inyección y
aumentar la presión, ambos en un ~4%. Aunque la presión de inyección escogida no asegura el
ajuste en galga de la cavidad 4, se debe considerar que ésta tiene un desempeño ineficiente y que
las exigencias son flexibles ya que se trata de un producto de consumo masivo. Se sugiere revisar
las dimensiones de la cavidad 4, a modo de asegurar el llenado uniforme del molde.
5.1.4 Tina de 32 onzas
El molde de inyección empleado en la fabricación de la tina de 32 onzas es de dos
cavidades y el material empleado es J-905 (Propilven). A continuación se presentan los rangos de
temperatura y presión de inyección que garantizan la calidad de la pieza (Figura 5.8).
Figura 5.8. Ventana de proceso de la tina de 32 onzas marca Selva®, con material Propilven J-905.
240
245
250
255
260
265
270
275
280
285
100 102 104 106 108 110 112 114 116 118 120
Tem
pera
tura
de
inye
cció
n (°
C)
Presión de inyección (MPa)
Rebabas y/o agarrotamiento
Llenado incompleto
Material muy caliente
Material muy frío
Condición empleada anteriormente
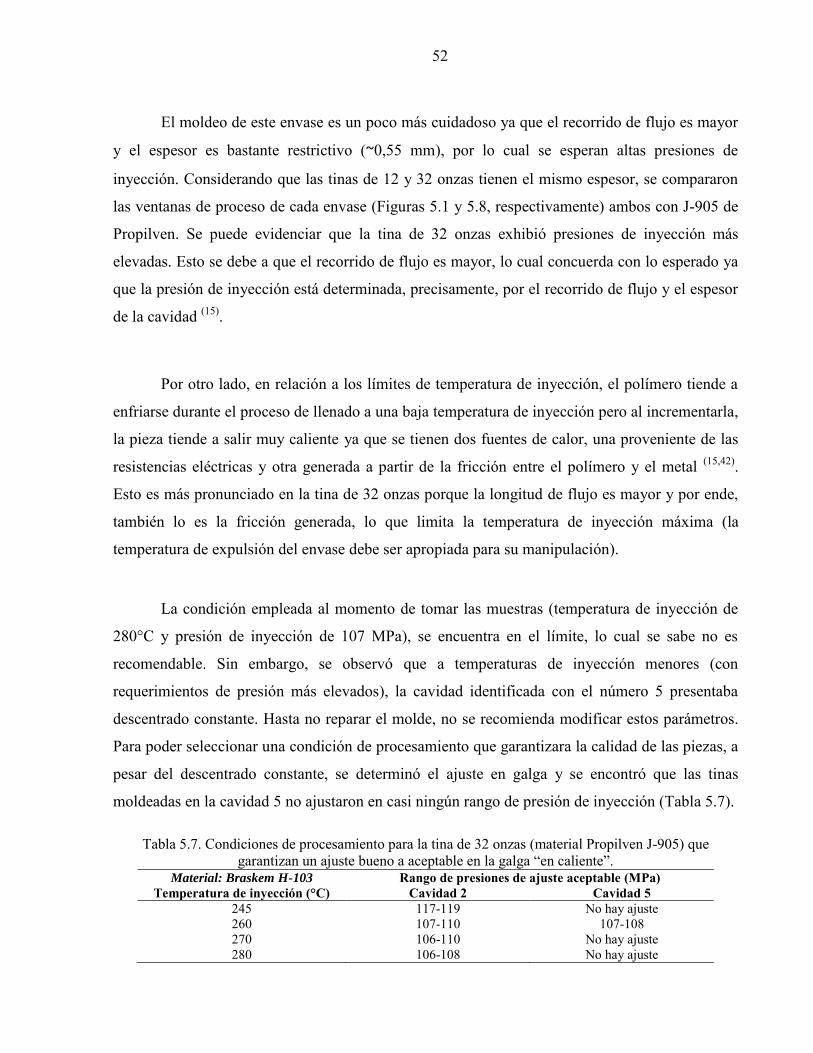
52
El moldeo de este envase es un poco más cuidadoso ya que el recorrido de flujo es mayor
y el espesor es bastante restrictivo (~0,55 mm), por lo cual se esperan altas presiones de
inyección. Considerando que las tinas de 12 y 32 onzas tienen el mismo espesor, se compararon
las ventanas de proceso de cada envase (Figuras 5.1 y 5.8, respectivamente) ambos con J-905 de
Propilven. Se puede evidenciar que la tina de 32 onzas exhibió presiones de inyección más
elevadas. Esto se debe a que el recorrido de flujo es mayor, lo cual concuerda con lo esperado ya
que la presión de inyección está determinada, precisamente, por el recorrido de flujo y el espesor
de la cavidad (15).
Por otro lado, en relación a los límites de temperatura de inyección, el polímero tiende a
enfriarse durante el proceso de llenado a una baja temperatura de inyección pero al incrementarla,
la pieza tiende a salir muy caliente ya que se tienen dos fuentes de calor, una proveniente de las
resistencias eléctricas y otra generada a partir de la fricción entre el polímero y el metal (15,42).
Esto es más pronunciado en la tina de 32 onzas porque la longitud de flujo es mayor y por ende,
también lo es la fricción generada, lo que limita la temperatura de inyección máxima (la
temperatura de expulsión del envase debe ser apropiada para su manipulación).
La condición empleada al momento de tomar las muestras (temperatura de inyección de
280°C y presión de inyección de 107 MPa), se encuentra en el límite, lo cual se sabe no es
recomendable. Sin embargo, se observó que a temperaturas de inyección menores (con
requerimientos de presión más elevados), la cavidad identificada con el número 5 presentaba
descentrado constante. Hasta no reparar el molde, no se recomienda modificar estos parámetros.
Para poder seleccionar una condición de procesamiento que garantizara la calidad de las piezas, a
pesar del descentrado constante, se determinó el ajuste en galga y se encontró que las tinas
moldeadas en la cavidad 5 no ajustaron en casi ningún rango de presión de inyección (Tabla 5.7).
Tabla 5.7. Condiciones de procesamiento para la tina de 32 onzas (material Propilven J-905) que garantizan un ajuste bueno a aceptable en la galga “en caliente”.
Material: Braskem H-103 Rango de presiones de ajuste aceptable (MPa) Temperatura de inyección (°C) Cavidad 2 Cavidad 5
245 117-119 No hay ajuste 260 107-110 107-108 270 106-110 No hay ajuste 280 106-108 No hay ajuste
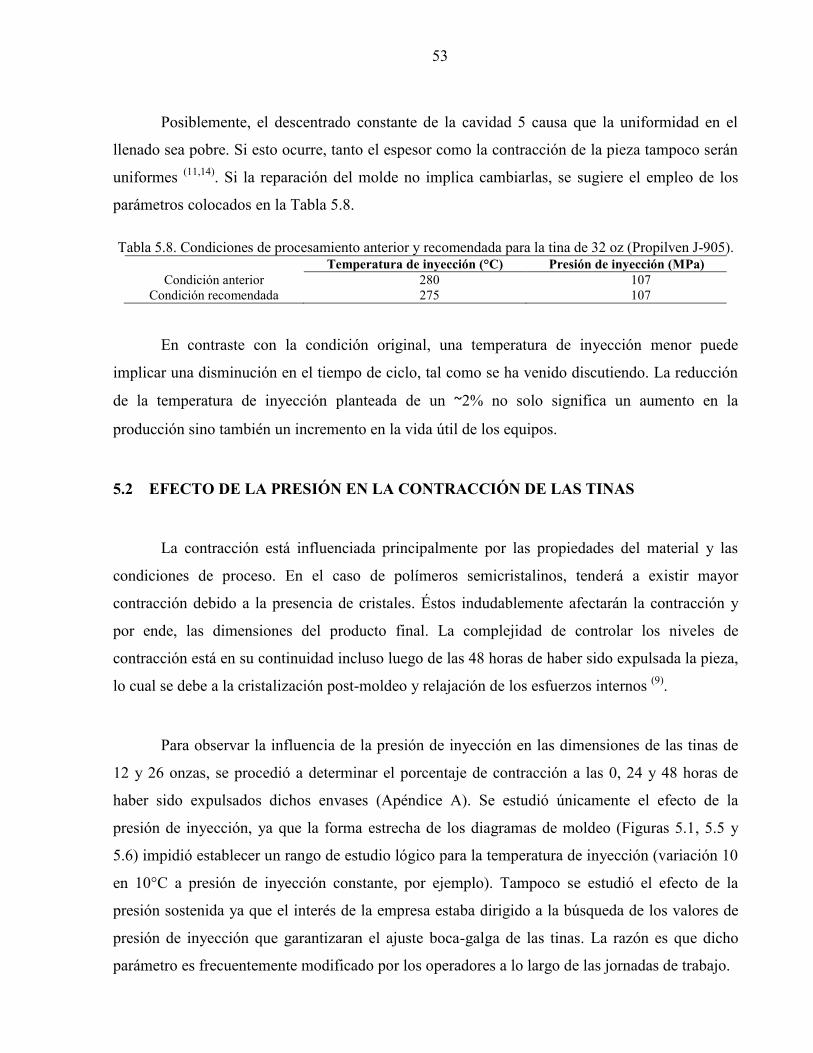
53
Posiblemente, el descentrado constante de la cavidad 5 causa que la uniformidad en el
llenado sea pobre. Si esto ocurre, tanto el espesor como la contracción de la pieza tampoco serán
uniformes (11,14). Si la reparación del molde no implica cambiarlas, se sugiere el empleo de los
parámetros colocados en la Tabla 5.8.
Tabla 5.8. Condiciones de procesamiento anterior y recomendada para la tina de 32 oz (Propilven J-905). Temperatura de inyección (°C) Presión de inyección (MPa)
Condición anterior 280 107 Condición recomendada 275 107
En contraste con la condición original, una temperatura de inyección menor puede
implicar una disminución en el tiempo de ciclo, tal como se ha venido discutiendo. La reducción
de la temperatura de inyección planteada de un ~2% no solo significa un aumento en la
producción sino también un incremento en la vida útil de los equipos.
5.2 EFECTO DE LA PRESIÓN EN LA CONTRACCIÓN DE LAS TINAS
La contracción está influenciada principalmente por las propiedades del material y las
condiciones de proceso. En el caso de polímeros semicristalinos, tenderá a existir mayor
contracción debido a la presencia de cristales. Éstos indudablemente afectarán la contracción y
por ende, las dimensiones del producto final. La complejidad de controlar los niveles de
contracción está en su continuidad incluso luego de las 48 horas de haber sido expulsada la pieza,
lo cual se debe a la cristalización post-moldeo y relajación de los esfuerzos internos (9).
Para observar la influencia de la presión de inyección en las dimensiones de las tinas de
12 y 26 onzas, se procedió a determinar el porcentaje de contracción a las 0, 24 y 48 horas de
haber sido expulsados dichos envases (Apéndice A). Se estudió únicamente el efecto de la
presión de inyección, ya que la forma estrecha de los diagramas de moldeo (Figuras 5.1, 5.5 y
5.6) impidió establecer un rango de estudio lógico para la temperatura de inyección (variación 10
en 10°C a presión de inyección constante, por ejemplo). Tampoco se estudió el efecto de la
presión sostenida ya que el interés de la empresa estaba dirigido a la búsqueda de los valores de
presión de inyección que garantizaran el ajuste boca-galga de las tinas. La razón es que dicho
parámetro es frecuentemente modificado por los operadores a lo largo de las jornadas de trabajo.
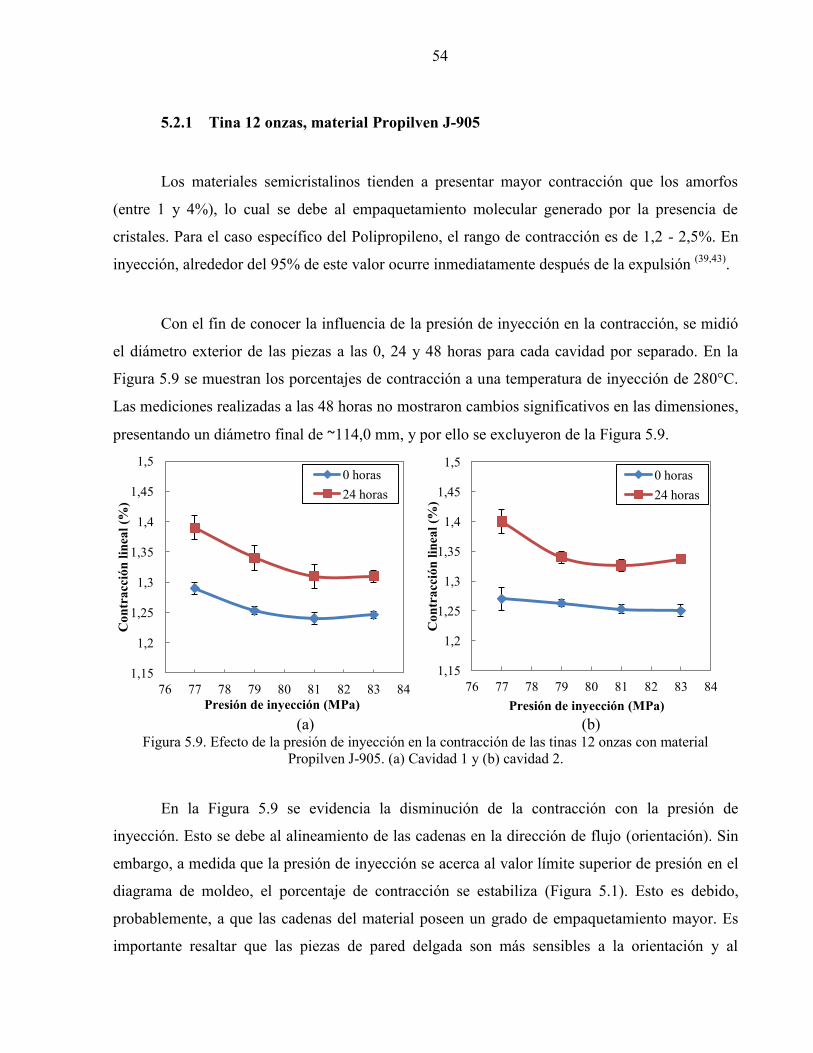
54
5.2.1 Tina 12 onzas, material Propilven J-905
Los materiales semicristalinos tienden a presentar mayor contracción que los amorfos
(entre 1 y 4%), lo cual se debe al empaquetamiento molecular generado por la presencia de
cristales. Para el caso específico del Polipropileno, el rango de contracción es de 1,2 - 2,5%. En
inyección, alrededor del 95% de este valor ocurre inmediatamente después de la expulsión (39,43).
Con el fin de conocer la influencia de la presión de inyección en la contracción, se midió
el diámetro exterior de las piezas a las 0, 24 y 48 horas para cada cavidad por separado. En la
Figura 5.9 se muestran los porcentajes de contracción a una temperatura de inyección de 280°C.
Las mediciones realizadas a las 48 horas no mostraron cambios significativos en las dimensiones,
presentando un diámetro final de ~114,0 mm, y por ello se excluyeron de la Figura 5.9.
(a) (b)
Figura 5.9. Efecto de la presión de inyección en la contracción de las tinas 12 onzas con material Propilven J-905. (a) Cavidad 1 y (b) cavidad 2.
En la Figura 5.9 se evidencia la disminución de la contracción con la presión de
inyección. Esto se debe al alineamiento de las cadenas en la dirección de flujo (orientación). Sin
embargo, a medida que la presión de inyección se acerca al valor límite superior de presión en el
diagrama de moldeo, el porcentaje de contracción se estabiliza (Figura 5.1). Esto es debido,
probablemente, a que las cadenas del material poseen un grado de empaquetamiento mayor. Es
importante resaltar que las piezas de pared delgada son más sensibles a la orientación y al
1,15
1,2
1,25
1,3
1,35
1,4
1,45
1,5
76 77 78 79 80 81 82 83 84
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas
1,15
1,2
1,25
1,3
1,35
1,4
1,45
1,5
76 77 78 79 80 81 82 83 84
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas
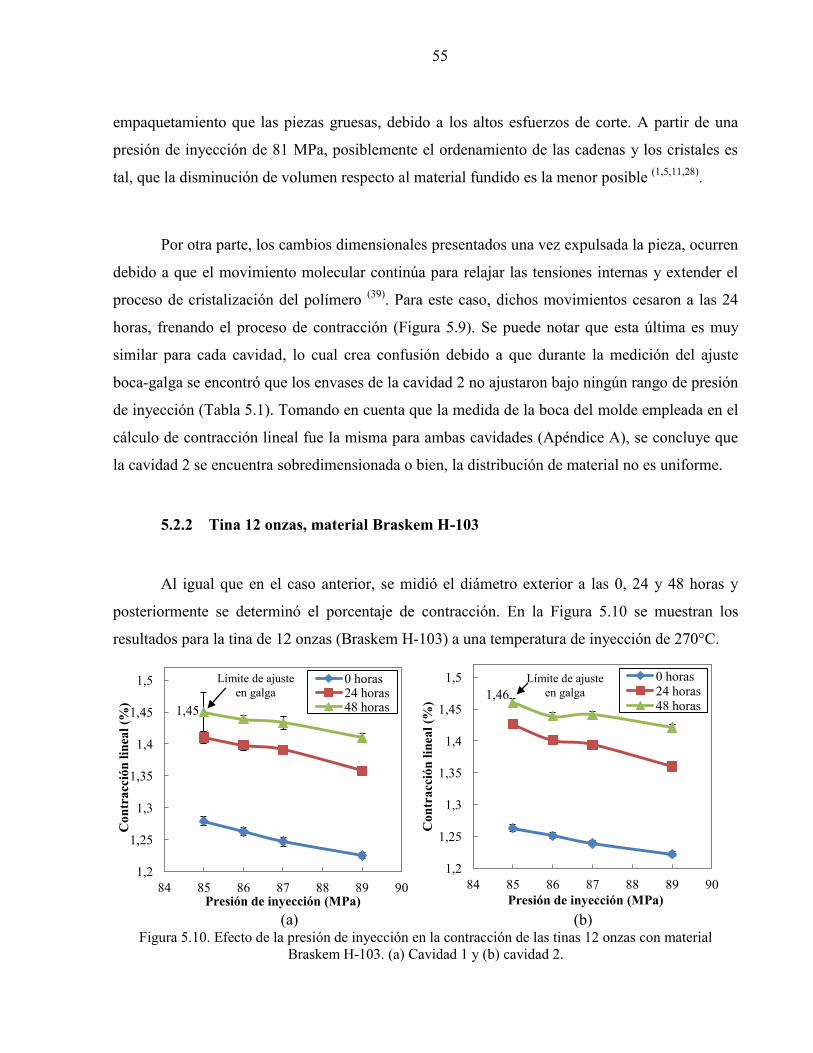
55
empaquetamiento que las piezas gruesas, debido a los altos esfuerzos de corte. A partir de una
presión de inyección de 81 MPa, posiblemente el ordenamiento de las cadenas y los cristales es
tal, que la disminución de volumen respecto al material fundido es la menor posible (1,5,11,28).
Por otra parte, los cambios dimensionales presentados una vez expulsada la pieza, ocurren
debido a que el movimiento molecular continúa para relajar las tensiones internas y extender el
proceso de cristalización del polímero (39). Para este caso, dichos movimientos cesaron a las 24
horas, frenando el proceso de contracción (Figura 5.9). Se puede notar que esta última es muy
similar para cada cavidad, lo cual crea confusión debido a que durante la medición del ajuste
boca-galga se encontró que los envases de la cavidad 2 no ajustaron bajo ningún rango de presión
de inyección (Tabla 5.1). Tomando en cuenta que la medida de la boca del molde empleada en el
cálculo de contracción lineal fue la misma para ambas cavidades (Apéndice A), se concluye que
la cavidad 2 se encuentra sobredimensionada o bien, la distribución de material no es uniforme.
5.2.2 Tina 12 onzas, material Braskem H-103
Al igual que en el caso anterior, se midió el diámetro exterior a las 0, 24 y 48 horas y
posteriormente se determinó el porcentaje de contracción. En la Figura 5.10 se muestran los
resultados para la tina de 12 onzas (Braskem H-103) a una temperatura de inyección de 270°C.
(a) (b)
Figura 5.10. Efecto de la presión de inyección en la contracción de las tinas 12 onzas con material Braskem H-103. (a) Cavidad 1 y (b) cavidad 2.
1,45
1,2
1,25
1,3
1,35
1,4
1,45
1,5
84 85 86 87 88 89 90
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas 48 horas
1,46
1,2
1,25
1,3
1,35
1,4
1,45
1,5
84 85 86 87 88 89 90
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas 48 horas
Límite de ajuste en galga
Límite de ajuste en galga
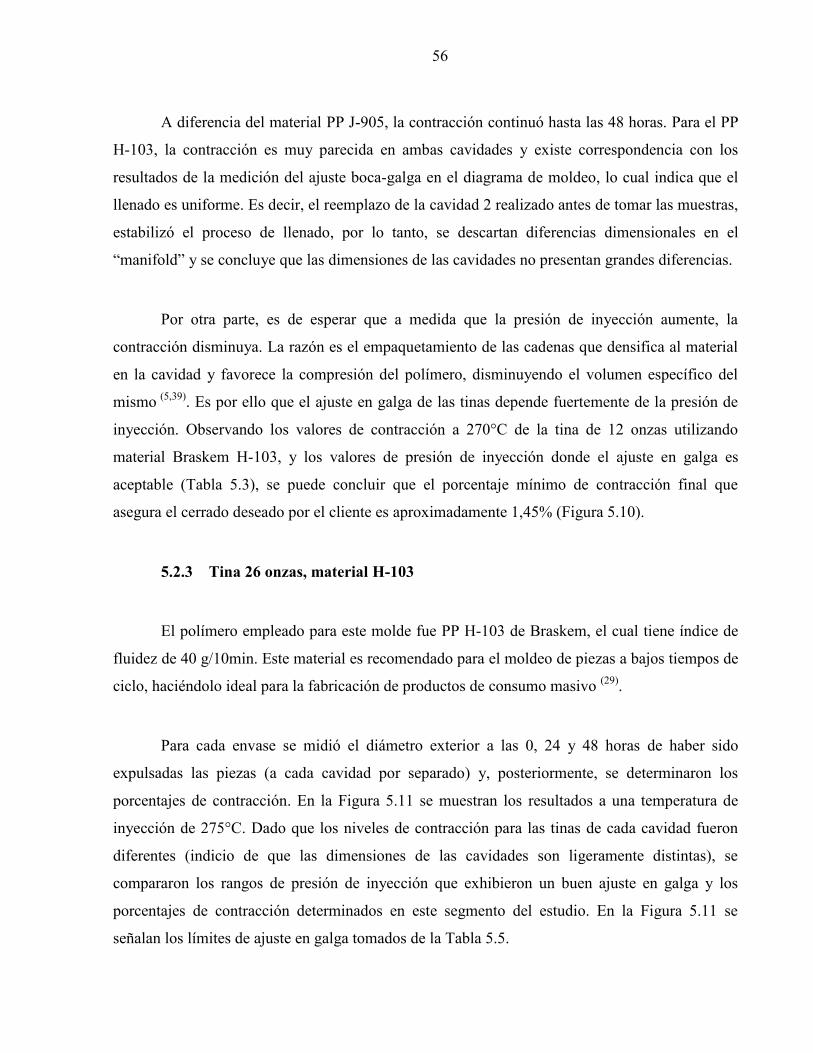
56
A diferencia del material PP J-905, la contracción continuó hasta las 48 horas. Para el PP
H-103, la contracción es muy parecida en ambas cavidades y existe correspondencia con los
resultados de la medición del ajuste boca-galga en el diagrama de moldeo, lo cual indica que el
llenado es uniforme. Es decir, el reemplazo de la cavidad 2 realizado antes de tomar las muestras,
estabilizó el proceso de llenado, por lo tanto, se descartan diferencias dimensionales en el
“manifold” y se concluye que las dimensiones de las cavidades no presentan grandes diferencias.
Por otra parte, es de esperar que a medida que la presión de inyección aumente, la
contracción disminuya. La razón es el empaquetamiento de las cadenas que densifica al material
en la cavidad y favorece la compresión del polímero, disminuyendo el volumen específico del
mismo (5,39). Es por ello que el ajuste en galga de las tinas depende fuertemente de la presión de
inyección. Observando los valores de contracción a 270°C de la tina de 12 onzas utilizando
material Braskem H-103, y los valores de presión de inyección donde el ajuste en galga es
aceptable (Tabla 5.3), se puede concluir que el porcentaje mínimo de contracción final que
asegura el cerrado deseado por el cliente es aproximadamente 1,45% (Figura 5.10).
5.2.3 Tina 26 onzas, material H-103
El polímero empleado para este molde fue PP H-103 de Braskem, el cual tiene índice de
fluidez de 40 g/10min. Este material es recomendado para el moldeo de piezas a bajos tiempos de
ciclo, haciéndolo ideal para la fabricación de productos de consumo masivo (29).
Para cada envase se midió el diámetro exterior a las 0, 24 y 48 horas de haber sido
expulsadas las piezas (a cada cavidad por separado) y, posteriormente, se determinaron los
porcentajes de contracción. En la Figura 5.11 se muestran los resultados a una temperatura de
inyección de 275°C. Dado que los niveles de contracción para las tinas de cada cavidad fueron
diferentes (indicio de que las dimensiones de las cavidades son ligeramente distintas), se
compararon los rangos de presión de inyección que exhibieron un buen ajuste en galga y los
porcentajes de contracción determinados en este segmento del estudio. En la Figura 5.11 se
señalan los límites de ajuste en galga tomados de la Tabla 5.5.
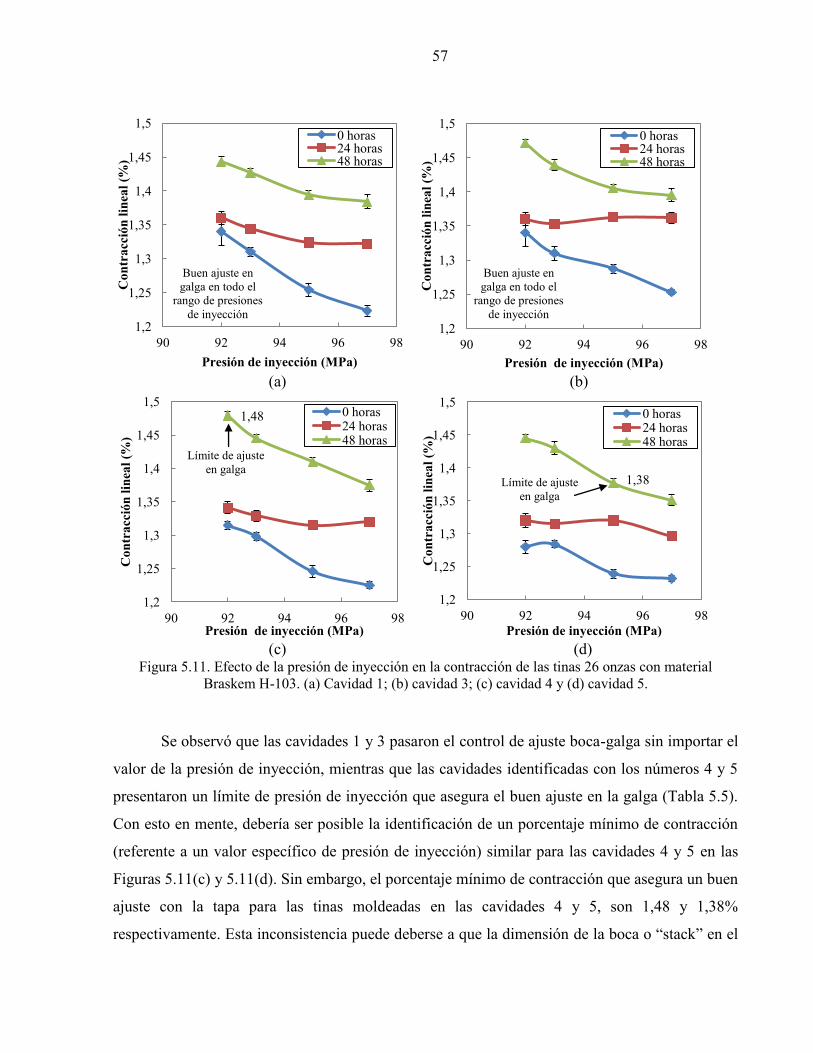
57
(a) (b)
(c) (d)
Figura 5.11. Efecto de la presión de inyección en la contracción de las tinas 26 onzas con material Braskem H-103. (a) Cavidad 1; (b) cavidad 3; (c) cavidad 4 y (d) cavidad 5.
Se observó que las cavidades 1 y 3 pasaron el control de ajuste boca-galga sin importar el
valor de la presión de inyección, mientras que las cavidades identificadas con los números 4 y 5
presentaron un límite de presión de inyección que asegura el buen ajuste en la galga (Tabla 5.5).
Con esto en mente, debería ser posible la identificación de un porcentaje mínimo de contracción
(referente a un valor específico de presión de inyección) similar para las cavidades 4 y 5 en las
Figuras 5.11(c) y 5.11(d). Sin embargo, el porcentaje mínimo de contracción que asegura un buen
ajuste con la tapa para las tinas moldeadas en las cavidades 4 y 5, son 1,48 y 1,38%
respectivamente. Esta inconsistencia puede deberse a que la dimensión de la boca o “stack” en el
1,2
1,25
1,3
1,35
1,4
1,45
1,5
90 92 94 96 98
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas 48 horas
1,2
1,25
1,3
1,35
1,4
1,45
1,5
90 92 94 96 98
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas 48 horas
1,48
1,2
1,25
1,3
1,35
1,4
1,45
1,5
90 92 94 96 98
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas 48 horas
1,38
1,2
1,25
1,3
1,35
1,4
1,45
1,5
90 92 94 96 98
Con
trac
ción
line
al (%
)
Presión de inyección (MPa)
0 horas 24 horas 48 horas
Límite de ajuste en galga
Límite de ajuste en galga
Buen ajuste en galga en todo el
rango de presiones de inyección
Buen ajuste en galga en todo el
rango de presiones de inyección
58
molde empleada en cálculo del porcentaje de contracción, no es exactamente igual en todas las
cavidades como fue reportado previamente (sección 4.3.4).
Las desigualdades en las dimensiones pueden deberse al desgaste de las cavidades o a
errores cometidos durante la elaboración de la matricería. En este caso, existe la posibilidad de
que el molde haya sufrido un cambio de cavidad y que las dimensiones de la parte reemplazada
no sean exactamente iguales. Se recomienda hacer seguimiento de las modificaciones y el
mantenimiento relativo al molde, mediante el uso documentos de control que faciliten la consulta
de cada operación realizada.
5.3 DETERMINACIÓN DEL TIEMPO DE CICLO ÓPTIMO
En el proceso de inyección, el tiempo de ciclo es una medida de gran interés para los
fabricantes de piezas poliméricas dado que el costo del proceso productivo y la calidad de las
piezas se encuentran influidos por este parámetro (12). Durante la toma de muestras en esta
sección del estudio, se observó que al incrementar la duración de los tiempos de inyección y/o
presión sostenida, se llegaba a un valor de tiempo en el cual el molde generaba un sonido fuerte
en el momento de apertura. Para encontrar una razón a este comportamiento, se hizo una
investigación para identificar su causa. Se encontró que posiblemente se debía a una alta presión
en la cavidad en el momento de la expulsión (18).
5.3.1 Tina 12 onzas, material Braskem H-103
Durante el tiempo de inyección, el tornillo se desplaza axialmente actuando como una
inyectadora, trasportando material fundido hacia el molde refrigerado. Cuanto mayor sea el
tiempo de inyección, mayor cantidad de material podrá ocupar el molde hasta lograr cubrir su
capacidad completamente. Dicho esto, se espera un incremento de la masa con el tiempo de
inyección hasta alcanzar la estabilización del peso de la pieza (7).
59
En la Figura 5.12 se muestran los tiempos de inyección que se lograron obtener. A
tiempos de inyección menores a 0,6 s, la pieza salía incompleta y a partir de 0,7 s el molde
sonaba al abrir, posiblemente, porque la presión en la cavidad empezaba a incrementarse mucho
forzando la máquina. También es posible que el equipo posea un límite de seguridad vinculado
con el tiempo y velocidad de inyección, pero dicho planteamiento no pudo ser validado.
Contrario a lo esperado, no fue posible la siguiente toma de medidas luego de los 0,8 s.
Figura 5.12. Determinación del tiempo de inyección óptimo (tina 12 oz, Braskem H-103).
Como ya se ha comentado, el sonido existente al momento de apertura del molde se debe
posiblemente a la alta presión en la cavidad. La razón puede ser una transformación prematura de
presión de inyección a presión sostenida o un tiempo de presión sostenida muy alto (44). Sin
embargo, se debe considerar que, en este caso, dicho tiempo es bastante bajo (0,2 s), lo cual
limita esta última opción. Por otro lado, para el caso de estas máquinas de inyección, el valor que
indica la transformación de presión depende del tiempo de inyección, tiempo de presión sostenida
y recorridos del tornillo. La metodología empleada para llevar a cabo este estudio, consistió en
colocar los tiempos de inyección correspondientes con la posición del tornillo en donde ocurre
dicha transformación (“tranfer.”). El “tranfer.” fue ajustado en cada aumento de tiempo de
inyección (según lo descrito en el manual de las máquinas), con la finalidad de prevenir un
cambio prematuro de presiones. Sin embargo, se sugiere profundizar en el funcionamiento del
“PLC” de las máquinas para verificar que los valores colocados en pantalla sean los apropiados.
13,6
13,8
14
14,2
14,4
14,6
14,8
15
0,5 0,6 0,7 0,8 0,9
Peso
de
la p
ieza
(g)
tiempo de inyección (s)
Cavidad 1 Cavidad 2
Condición original

60
Por otra parte, a tan solo 0,8 s la condición ya era crítica, pues las piezas también salían
quemadas y alabeadas tal como se muestra en la Figura 5.13. Como se mencionó anteriormente,
no se pudo continuar haciendo mediciones a tiempos de inyección superiores a 0,8 s.
Figura 5.13. Tina 12 onzas, moldeada con un tiempo de inyección de 0,8 s.
La deformación y degradación localizadas de la tina de 12 onzas a un tiempo de inyección
de 0,8 s (Figura 5.13), puede deberse a la fricción generada en la fase de inyección. Los altos
esfuerzos de corte encontrados tanto en las entradas a la cavidad como en el molde de piezas de
pared delgada, son puntos generadores de esfuerzos de corte o cizallamiento. A tiempos de
inyección muy cortos, como es el caso de estos productos de consumo masivo, las velocidades de
cizallamiento son muy altas y las probabilidades de degradación térmica son mayores (15,28).
Para evitar forzar la máquina de inyección, se identificaron los valores de tiempo de
inyección críticos en donde comenzaba a notarse el ruido del molde al abrir. Estos valores son los
reportados en la Tabla 5.9 para la tina de 12 onzas con material Braskem H-103.
Tabla 5.9. Parámetros recomendados y críticos de tiempo y posición de presión de inyección (tina 12 oz). Parámetro Condición recomendada Condición crítica
Posición inicial de inyección (mm) 40,7 40,8 Transformación de presión o “transfer.” (mm) 12 9,2
Tiempo de inyección (s) 0,6 0,65 Tiempo de presión sostenida (s) 0,2 0,2
Tiempo de ciclo (s) 7,03 7,11
Los valores críticos reportados en la Tabla 5.9 se verán influidos por la velocidad de
inyección. Para poder vencer la resistencia del fluido a un tiempo de inyección menor que
disminuya las probabilidades de degradación y empaquetamiento, el material debería ser
inyectado a mayor velocidad y/o a una temperatura de molde más alta. A medida que éstas sean
mayores, la orientación del fundido disminuye y con ello, el empaquetamiento (Figuras 5.14).
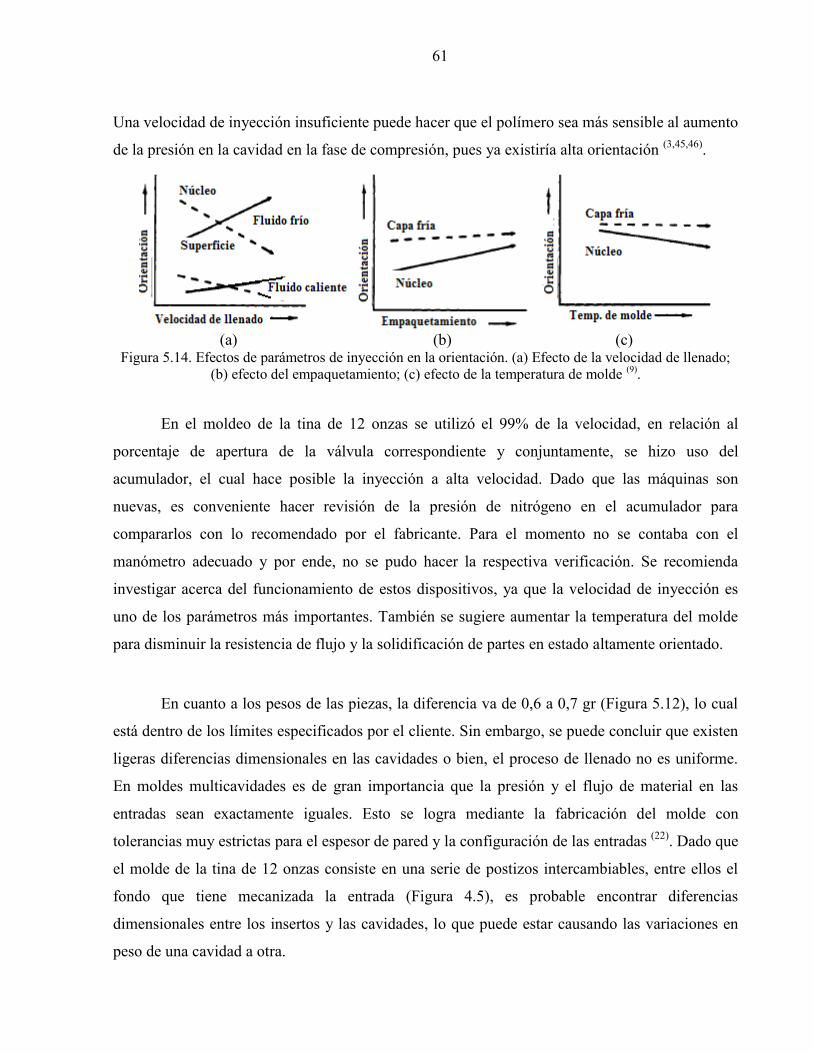
61
Una velocidad de inyección insuficiente puede hacer que el polímero sea más sensible al aumento
de la presión en la cavidad en la fase de compresión, pues ya existiría alta orientación (3,45,46).
(a) (b) (c)
Figura 5.14. Efectos de parámetros de inyección en la orientación. (a) Efecto de la velocidad de llenado; (b) efecto del empaquetamiento; (c) efecto de la temperatura de molde (9).
En el moldeo de la tina de 12 onzas se utilizó el 99% de la velocidad, en relación al
porcentaje de apertura de la válvula correspondiente y conjuntamente, se hizo uso del
acumulador, el cual hace posible la inyección a alta velocidad. Dado que las máquinas son
nuevas, es conveniente hacer revisión de la presión de nitrógeno en el acumulador para
compararlos con lo recomendado por el fabricante. Para el momento no se contaba con el
manómetro adecuado y por ende, no se pudo hacer la respectiva verificación. Se recomienda
investigar acerca del funcionamiento de estos dispositivos, ya que la velocidad de inyección es
uno de los parámetros más importantes. También se sugiere aumentar la temperatura del molde
para disminuir la resistencia de flujo y la solidificación de partes en estado altamente orientado.
En cuanto a los pesos de las piezas, la diferencia va de 0,6 a 0,7 gr (Figura 5.12), lo cual
está dentro de los límites especificados por el cliente. Sin embargo, se puede concluir que existen
ligeras diferencias dimensionales en las cavidades o bien, el proceso de llenado no es uniforme.
En moldes multicavidades es de gran importancia que la presión y el flujo de material en las
entradas sean exactamente iguales. Esto se logra mediante la fabricación del molde con
tolerancias muy estrictas para el espesor de pared y la configuración de las entradas (22). Dado que
el molde de la tina de 12 onzas consiste en una serie de postizos intercambiables, entre ellos el
fondo que tiene mecanizada la entrada (Figura 4.5), es probable encontrar diferencias
dimensionales entre los insertos y las cavidades, lo que puede estar causando las variaciones en
peso de una cavidad a otra.

62
Por otro lado, para determinar el tiempo óptimo de presión sostenida, se aumentó dicho
tiempo esperando encontrar la estabilización del peso de la pieza. Para ello, se seleccionó el
menor tiempo de inyección que no presentara el sonido del molde al abrir; éste correspondía a 0,6
s. A tiempos de presión sostenida menores a 0,2 s, las piezas salían incompletas y a partir de los
0,9 s, el sonido del molde al abrir empezaba a ser evidente. Sin embargo, se continuaron las
mediciones hasta los 4 s considerando que la máquina estaba siendo forzada (Figura 5.15).
Figura 5.15. Determinación del tiempo de presión sostenida óptimo (tina 12 oz, Braskem H-103).
Para esta segunda fase, el peso de las piezas se estabilizó en el tiempo, pero como ya se
mencionó, a partir de 0,9 s el molde empezó a sonar en el momento de apertura. En todo el rango
de tiempos de presión sostenida estudiado, se conservó la diferencia en peso observada
anteriormente con el aumento del tiempo de inyección (Figura 5.12), confirmando lo discutido
acerca de las diferencias entre los postizos intercambiables y las entradas.
Por otra parte, es importante conocer las condiciones que aseguran el buen moldeo de las
piezas, a modo de evitar forzar innecesariamente la máquina de inyección. Los valores críticos y
recomendados para los tiempos de presión sostenida son los reportados en la Tabla 5.10.
Tabla 5.10. Parámetros recomendados y críticos de tiempo y posición de presión sostenida (tina 12 oz). Parámetro Condición recomendada Condición crítica
Posición inicial de inyección (mm) 40,8 40,7 Transformación de presión o “transfer.” (mm) 12 12
Tiempo de inyección (s) 0,6 0,6 Tiempo de presión sostenida (s) 0,2 0,9
Tiempo de ciclo (s) 6,92 7,62
14,5
13,9
13,6
13,8
14
14,2
14,4
14,6
14,8
0,2 1,2 2,2 3,2 4,2
Peso
de
la p
ieza
(g)
tiempo de presión sostenida (s)
Cavidad 1 Cavidad 2 Estabilización del peso
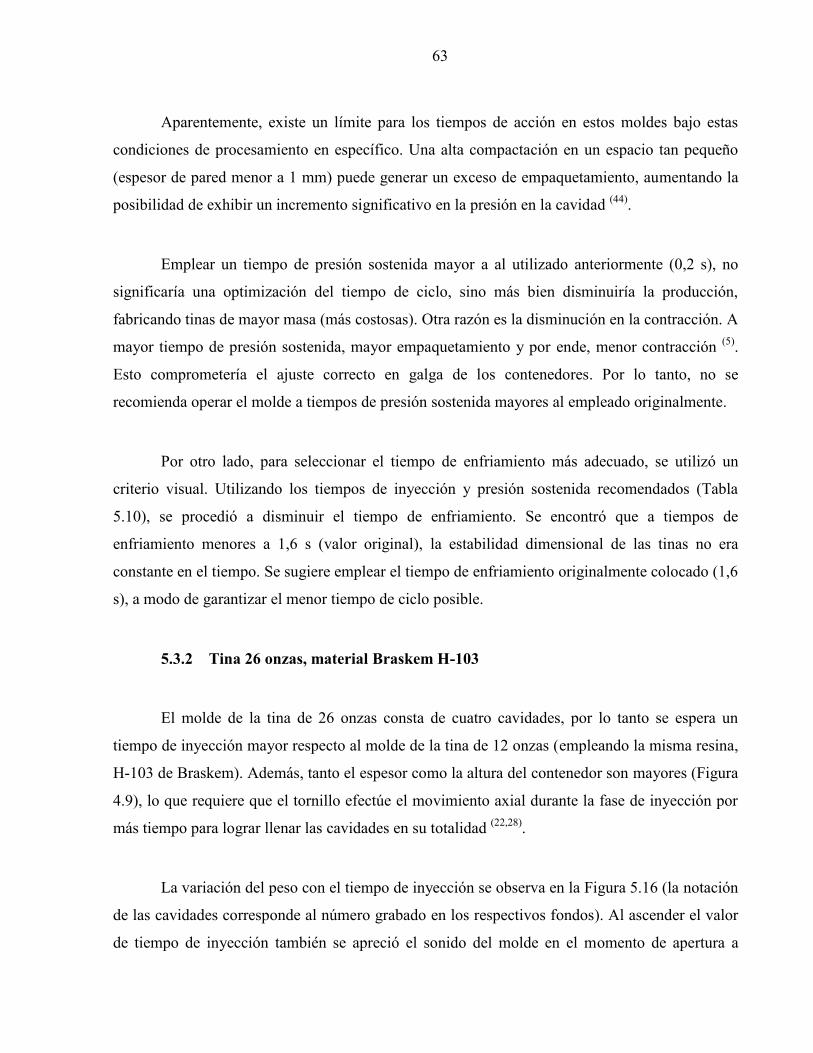
63
Aparentemente, existe un límite para los tiempos de acción en estos moldes bajo estas
condiciones de procesamiento en específico. Una alta compactación en un espacio tan pequeño
(espesor de pared menor a 1 mm) puede generar un exceso de empaquetamiento, aumentando la
posibilidad de exhibir un incremento significativo en la presión en la cavidad (44).
Emplear un tiempo de presión sostenida mayor a al utilizado anteriormente (0,2 s), no
significaría una optimización del tiempo de ciclo, sino más bien disminuiría la producción,
fabricando tinas de mayor masa (más costosas). Otra razón es la disminución en la contracción. A
mayor tiempo de presión sostenida, mayor empaquetamiento y por ende, menor contracción (5).
Esto comprometería el ajuste correcto en galga de los contenedores. Por lo tanto, no se
recomienda operar el molde a tiempos de presión sostenida mayores al empleado originalmente.
Por otro lado, para seleccionar el tiempo de enfriamiento más adecuado, se utilizó un
criterio visual. Utilizando los tiempos de inyección y presión sostenida recomendados (Tabla
5.10), se procedió a disminuir el tiempo de enfriamiento. Se encontró que a tiempos de
enfriamiento menores a 1,6 s (valor original), la estabilidad dimensional de las tinas no era
constante en el tiempo. Se sugiere emplear el tiempo de enfriamiento originalmente colocado (1,6
s), a modo de garantizar el menor tiempo de ciclo posible.
5.3.2 Tina 26 onzas, material Braskem H-103
El molde de la tina de 26 onzas consta de cuatro cavidades, por lo tanto se espera un
tiempo de inyección mayor respecto al molde de la tina de 12 onzas (empleando la misma resina,
H-103 de Braskem). Además, tanto el espesor como la altura del contenedor son mayores (Figura
4.9), lo que requiere que el tornillo efectúe el movimiento axial durante la fase de inyección por
más tiempo para lograr llenar las cavidades en su totalidad (22,28).
La variación del peso con el tiempo de inyección se observa en la Figura 5.16 (la notación
de las cavidades corresponde al número grabado en los respectivos fondos). Al ascender el valor
de tiempo de inyección también se apreció el sonido del molde en el momento de apertura a
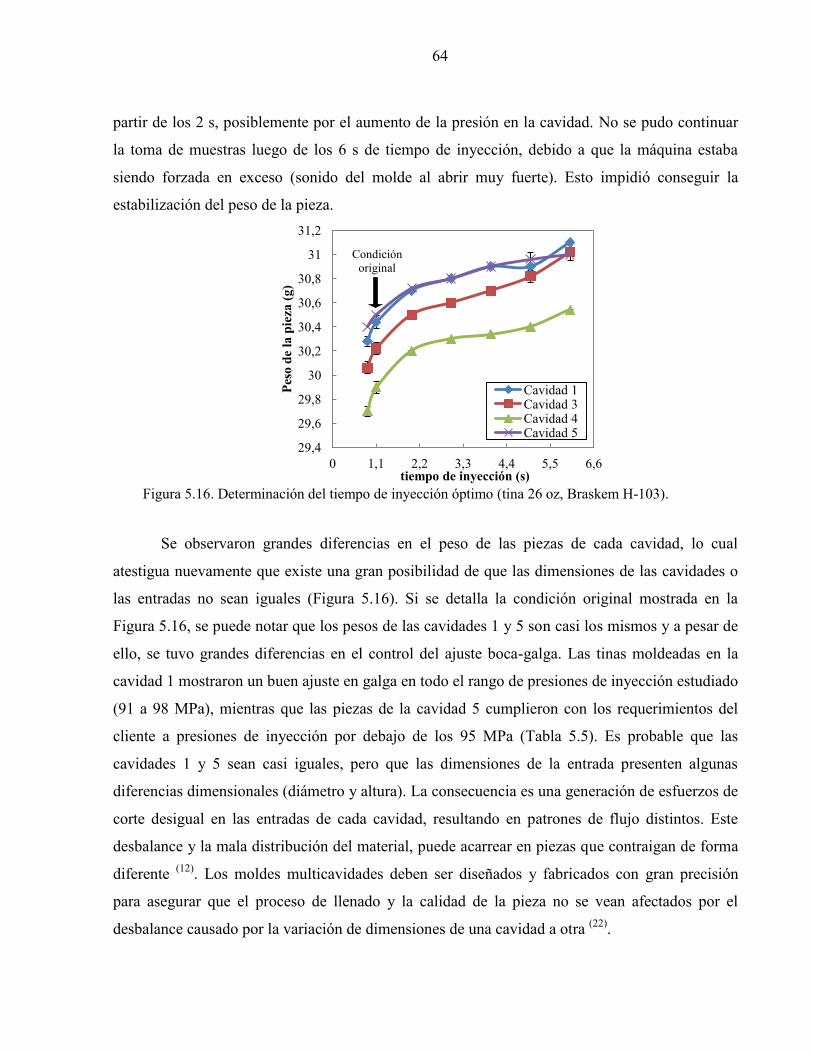
64
partir de los 2 s, posiblemente por el aumento de la presión en la cavidad. No se pudo continuar
la toma de muestras luego de los 6 s de tiempo de inyección, debido a que la máquina estaba
siendo forzada en exceso (sonido del molde al abrir muy fuerte). Esto impidió conseguir la
estabilización del peso de la pieza.
Figura 5.16. Determinación del tiempo de inyección óptimo (tina 26 oz, Braskem H-103).
Se observaron grandes diferencias en el peso de las piezas de cada cavidad, lo cual
atestigua nuevamente que existe una gran posibilidad de que las dimensiones de las cavidades o
las entradas no sean iguales (Figura 5.16). Si se detalla la condición original mostrada en la
Figura 5.16, se puede notar que los pesos de las cavidades 1 y 5 son casi los mismos y a pesar de
ello, se tuvo grandes diferencias en el control del ajuste boca-galga. Las tinas moldeadas en la
cavidad 1 mostraron un buen ajuste en galga en todo el rango de presiones de inyección estudiado
(91 a 98 MPa), mientras que las piezas de la cavidad 5 cumplieron con los requerimientos del
cliente a presiones de inyección por debajo de los 95 MPa (Tabla 5.5). Es probable que las
cavidades 1 y 5 sean casi iguales, pero que las dimensiones de la entrada presenten algunas
diferencias dimensionales (diámetro y altura). La consecuencia es una generación de esfuerzos de
corte desigual en las entradas de cada cavidad, resultando en patrones de flujo distintos. Este
desbalance y la mala distribución del material, puede acarrear en piezas que contraigan de forma
diferente (12). Los moldes multicavidades deben ser diseñados y fabricados con gran precisión
para asegurar que el proceso de llenado y la calidad de la pieza no se vean afectados por el
desbalance causado por la variación de dimensiones de una cavidad a otra (22).
29,4
29,6
29,8
30
30,2
30,4
30,6
30,8
31
31,2
0 1,1 2,2 3,3 4,4 5,5 6,6
Peso
de
la p
ieza
(g)
tiempo de inyección (s)
Cavidad 1 Cavidad 3 Cavidad 4 Cavidad 5
Condición original
65
Por otra parte, se tomó nota de los valores críticos de tiempo de inyección asociados al
incremento del sonido del molde al abrir y se reportaron en la Tabla 5.11. Éste empeoró
significativamente antes de que la cavidad pudiese llenarse completamente.
Tabla 5.11. Parámetros recomendados y críticos de tiempo y posición de presión de inyección (tina 26 oz). Parámetro Condición recomendada Condición crítica
Posición inicial de inyección (mm) 72,9 72,9 Transformación de presión o “transfer.” (mm) 11,7 10,8
Tiempo de inyección (s) 1,1 2,0 Tiempo de presión sostenida (s) 0,6 0,6
Tiempo de ciclo (s) 9,2 9,3
Por otro lado, podría esperarse que en el caso de la tina 26 onzas, apareciera el plató
encontrado en el estudio de tina de 12 onzas durante el aumento del tiempo de presión sostenida.
Sin embargo, ese no fue el caso. A medida que se incrementaba dicho tiempo, el peso aumentaba
considerablemente. En este segmento del estudio, se empleó el tiempo de inyección de 1,1 s
(condición original), debido al sonido evidenciado a tiempos superiores (posible aumento de la
presión en la cavidad). En la Figura 5.17 se observa el comportamiento encontrado.
Figura 5.17. Determinación del tiempo de presión sostenida óptimo (tina de 26 oz, Braskem H-103).
Dado que no fue posible encontrar la estabilización del peso con el tiempo de presión
sostenida, se sugiere emplear el menor posible que asegure la calidad de la pieza a modo de
favorecer la producción. Cabe acotar que a tiempos de presión sostenida menores a 0,6 s, los
fondos de las tinas empezaron a salir con rechupes, desmejorando la apariencia del producto
(Figura 5.18).
29
29,5
30
30,5
31
31,5
32
0 0,6 1,2 1,8 2,4 3 3,6 4,2
Peso
de
la p
ieza
(g)
tiempo de presión sostenida (s)
Cavidad 1 Cavidad 3 Cavidad 4 Cavidad 5
Condición original
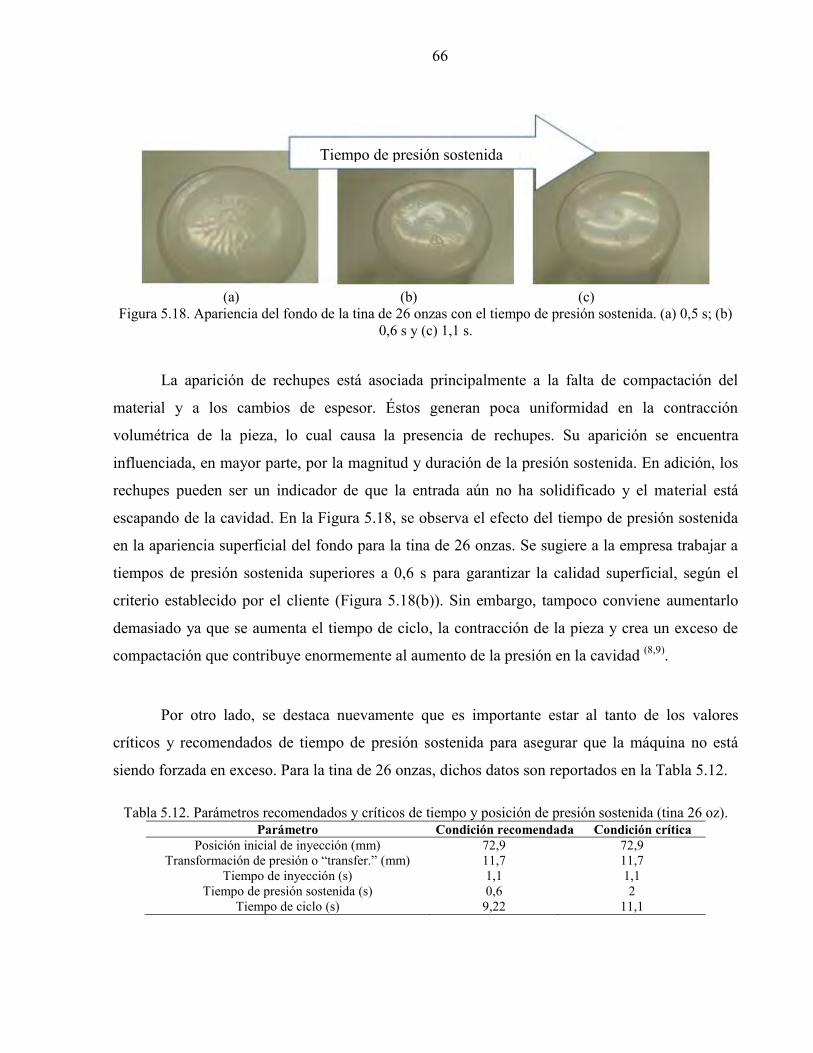
66
(a) (b) (c)
Figura 5.18. Apariencia del fondo de la tina de 26 onzas con el tiempo de presión sostenida. (a) 0,5 s; (b) 0,6 s y (c) 1,1 s.
La aparición de rechupes está asociada principalmente a la falta de compactación del
material y a los cambios de espesor. Éstos generan poca uniformidad en la contracción
volumétrica de la pieza, lo cual causa la presencia de rechupes. Su aparición se encuentra
influenciada, en mayor parte, por la magnitud y duración de la presión sostenida. En adición, los
rechupes pueden ser un indicador de que la entrada aún no ha solidificado y el material está
escapando de la cavidad. En la Figura 5.18, se observa el efecto del tiempo de presión sostenida
en la apariencia superficial del fondo para la tina de 26 onzas. Se sugiere a la empresa trabajar a
tiempos de presión sostenida superiores a 0,6 s para garantizar la calidad superficial, según el
criterio establecido por el cliente (Figura 5.18(b)). Sin embargo, tampoco conviene aumentarlo
demasiado ya que se aumenta el tiempo de ciclo, la contracción de la pieza y crea un exceso de
compactación que contribuye enormemente al aumento de la presión en la cavidad (8,9).
Por otro lado, se destaca nuevamente que es importante estar al tanto de los valores
críticos y recomendados de tiempo de presión sostenida para asegurar que la máquina no está
siendo forzada en exceso. Para la tina de 26 onzas, dichos datos son reportados en la Tabla 5.12.
Tabla 5.12. Parámetros recomendados y críticos de tiempo y posición de presión sostenida (tina 26 oz). Parámetro Condición recomendada Condición crítica
Posición inicial de inyección (mm) 72,9 72,9 Transformación de presión o “transfer.” (mm) 11,7 11,7
Tiempo de inyección (s) 1,1 1,1 Tiempo de presión sostenida (s) 0,6 2
Tiempo de ciclo (s) 9,22 11,1
Tiempo de presión sostenida
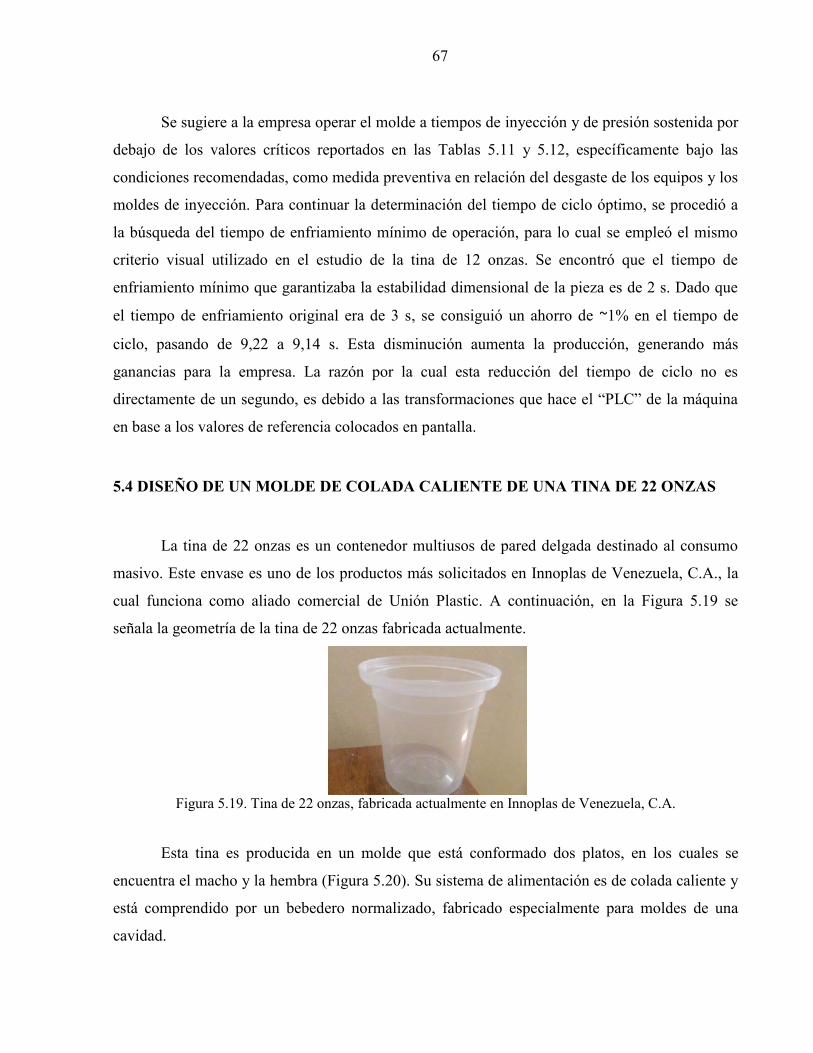
67
Se sugiere a la empresa operar el molde a tiempos de inyección y de presión sostenida por
debajo de los valores críticos reportados en las Tablas 5.11 y 5.12, específicamente bajo las
condiciones recomendadas, como medida preventiva en relación del desgaste de los equipos y los
moldes de inyección. Para continuar la determinación del tiempo de ciclo óptimo, se procedió a
la búsqueda del tiempo de enfriamiento mínimo de operación, para lo cual se empleó el mismo
criterio visual utilizado en el estudio de la tina de 12 onzas. Se encontró que el tiempo de
enfriamiento mínimo que garantizaba la estabilidad dimensional de la pieza es de 2 s. Dado que
el tiempo de enfriamiento original era de 3 s, se consiguió un ahorro de ~1% en el tiempo de
ciclo, pasando de 9,22 a 9,14 s. Esta disminución aumenta la producción, generando más
ganancias para la empresa. La razón por la cual esta reducción del tiempo de ciclo no es
directamente de un segundo, es debido a las transformaciones que hace el “PLC” de la máquina
en base a los valores de referencia colocados en pantalla.
5.4 DISEÑO DE UN MOLDE DE COLADA CALIENTE DE UNA TINA DE 22 ONZAS
La tina de 22 onzas es un contenedor multiusos de pared delgada destinado al consumo
masivo. Este envase es uno de los productos más solicitados en Innoplas de Venezuela, C.A., la
cual funciona como aliado comercial de Unión Plastic. A continuación, en la Figura 5.19 se
señala la geometría de la tina de 22 onzas fabricada actualmente.
Figura 5.19. Tina de 22 onzas, fabricada actualmente en Innoplas de Venezuela, C.A.
Esta tina es producida en un molde que está conformado dos platos, en los cuales se
encuentra el macho y la hembra (Figura 5.20). Su sistema de alimentación es de colada caliente y
está comprendido por un bebedero normalizado, fabricado especialmente para moldes de una
cavidad.
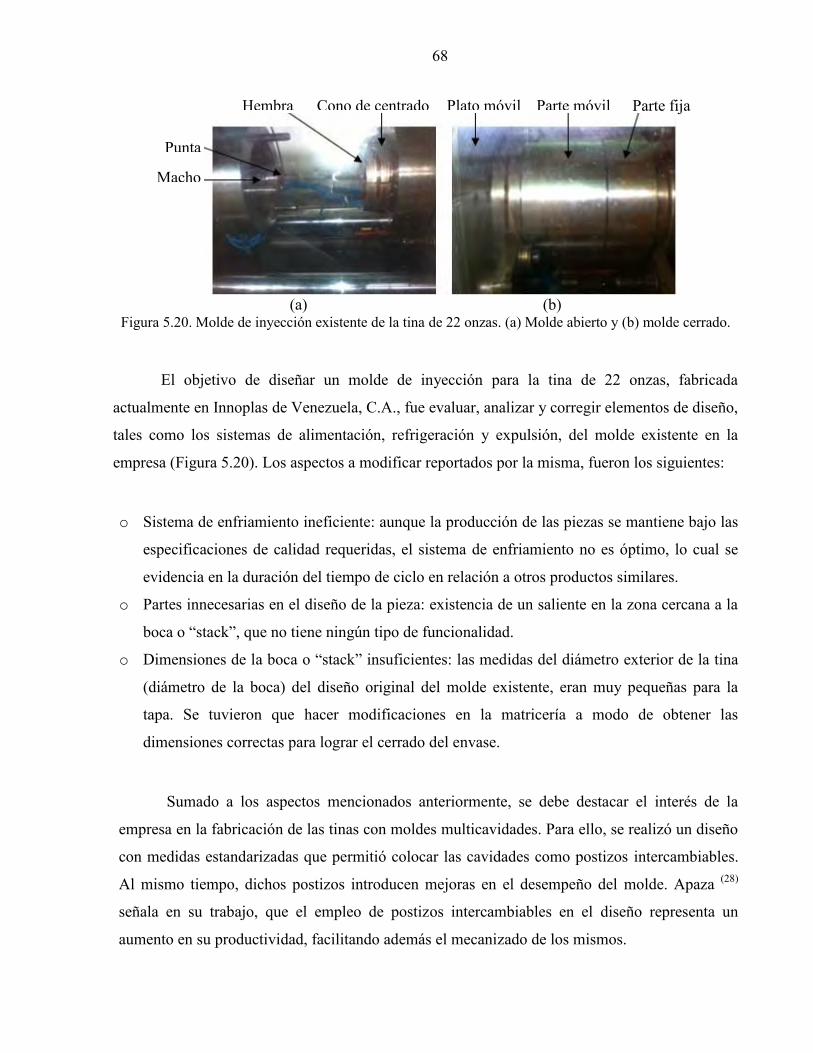
68
(a) (b)
Figura 5.20. Molde de inyección existente de la tina de 22 onzas. (a) Molde abierto y (b) molde cerrado.
El objetivo de diseñar un molde de inyección para la tina de 22 onzas, fabricada
actualmente en Innoplas de Venezuela, C.A., fue evaluar, analizar y corregir elementos de diseño,
tales como los sistemas de alimentación, refrigeración y expulsión, del molde existente en la
empresa (Figura 5.20). Los aspectos a modificar reportados por la misma, fueron los siguientes:
o Sistema de enfriamiento ineficiente: aunque la producción de las piezas se mantiene bajo las
especificaciones de calidad requeridas, el sistema de enfriamiento no es óptimo, lo cual se
evidencia en la duración del tiempo de ciclo en relación a otros productos similares.
o Partes innecesarias en el diseño de la pieza: existencia de un saliente en la zona cercana a la
boca o “stack”, que no tiene ningún tipo de funcionalidad.
o Dimensiones de la boca o “stack” insuficientes: las medidas del diámetro exterior de la tina
(diámetro de la boca) del diseño original del molde existente, eran muy pequeñas para la
tapa. Se tuvieron que hacer modificaciones en la matricería a modo de obtener las
dimensiones correctas para lograr el cerrado del envase.
Sumado a los aspectos mencionados anteriormente, se debe destacar el interés de la
empresa en la fabricación de las tinas con moldes multicavidades. Para ello, se realizó un diseño
con medidas estandarizadas que permitió colocar las cavidades como postizos intercambiables.
Al mismo tiempo, dichos postizos introducen mejoras en el desempeño del molde. Apaza (28)
señala en su trabajo, que el empleo de postizos intercambiables en el diseño representa un
aumento en su productividad, facilitando además el mecanizado de los mismos.
Cono de centrado Hembra Plato móvil Parte móvil Parte fija
Punta
Macho
69
Por otro lado, al igual que para el molde existente, la empresa recomendó colocar un
sistema de colada caliente para el molde diseñado en este proyecto. Sin embargo, antes de
establecer el tipo de colada, se decidió evaluar las características de los moldes de colada fría,
semicaliente y caliente, con el fin de escoger el más adecuado para el procesamiento de la tina de
22 onzas. Para ello, se consideraron los trabajos de Díaz (26) y Plaza (47), quienes realizaron
estudios similares acerca del efecto de las variables de procesamiento sobre las propiedades
finales del producto usando moldes de colada caliente, semicaliente, fría y apilables. Este análisis
permitió tener una idea más completa del desempeño esperado para los distintos sistemas. Por un
lado, Díaz (26) concluyó que el tiempo de ciclo para el molde de colada caliente fue el más bajo en
relación a los demás tipos de colada. Considerando que la tina de 22 onzas en un producto de alto
consumo que debe ser fabricado a altas velocidades, esta reducción del tiempo de ciclo
conseguida al emplear colada caliente, es una ventaja importante frente al resto de los sistemas.
En adición, Plaza (47) destaca que los moldes de colada caliente también reducen la cantidad de
desperdicios, automatizando el proceso de inyección (mayores ganancias económicas para la
empresa). En conclusión, dadas las ventajas de las que goza el sistema colada caliente y la
recomendación realizada por la empresa, se decidió emplear el mismo para en el molde diseñado.
5.4.1 Vistas 2D y lateral del molde de inyección de la tina de 22 onzas
La mayoría de los moldes de inyección están constituidos por dos partes: una es colocada
en el plato móvil de la máquina de inyección y la otra en el plato fijo. Independientemente de su
configuración, el molde consta de una o varias cavidades que pueden estar mecanizadas en una
placa portacavidades o en un postizo (pieza separada). En ambos casos, se tiene el macho o
núcleo y la hembra acoplados a las placas del molde, formando un sistema cerrado durante el
proceso de inyección (13).
En líneas generales, el molde de la tina de 22 onzas diseñado en este proyecto está
comprendido por los siguientes componentes: placa fija, placa móvil, macho o núcleo, hembra,
postizos metálicos (portamacho, punta, fondo y anillo para el macho), anillo de centrado,
bebedero caliente, y elementos de fijación tales como columnas y casquillos guías. Cada una de
las partes mencionadas anteriormente, son señaladas en la Figura 5.21 en donde se presenta la
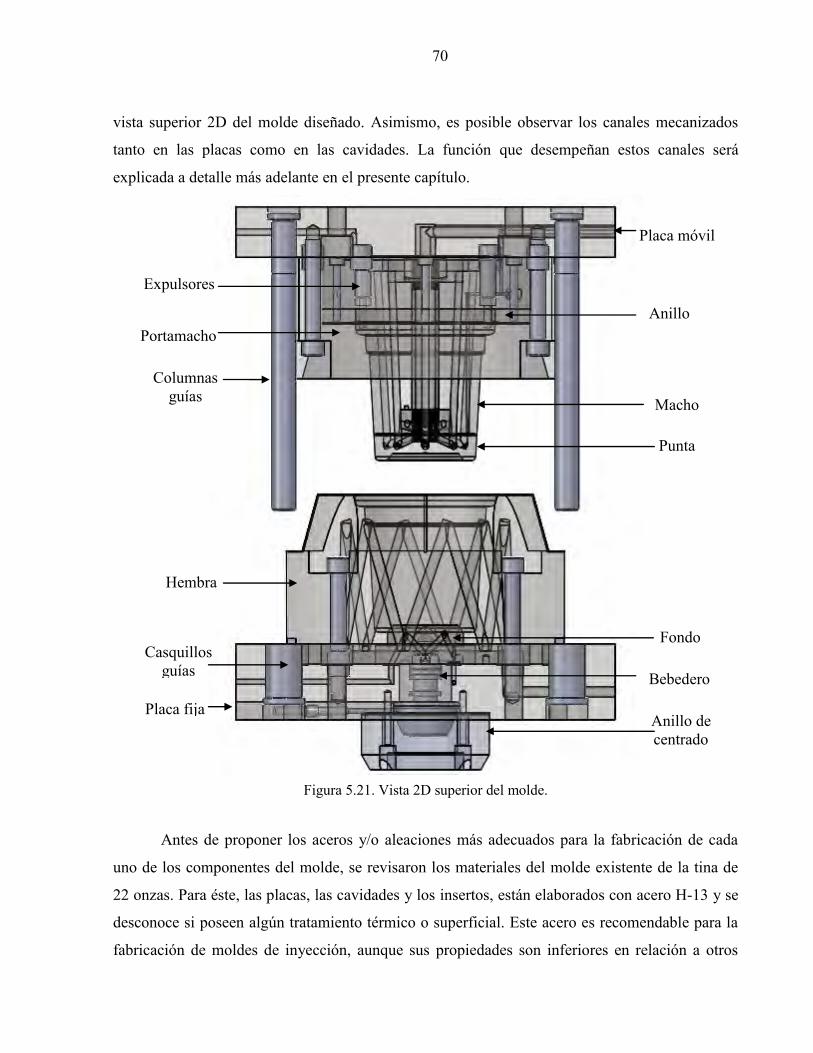
70
vista superior 2D del molde diseñado. Asimismo, es posible observar los canales mecanizados
tanto en las placas como en las cavidades. La función que desempeñan estos canales será
explicada a detalle más adelante en el presente capítulo.
Figura 5.21. Vista 2D superior del molde.
Antes de proponer los aceros y/o aleaciones más adecuados para la fabricación de cada
uno de los componentes del molde, se revisaron los materiales del molde existente de la tina de
22 onzas. Para éste, las placas, las cavidades y los insertos, están elaborados con acero H-13 y se
desconoce si poseen algún tratamiento térmico o superficial. Este acero es recomendable para la
fabricación de moldes de inyección, aunque sus propiedades son inferiores en relación a otros
Placa móvil
Expulsores
Portamacho
Columnas guías Macho
Punta
Hembra
Casquillos guías
Anillo de centrado
Bebedero
Fondo
Anillo
Placa fija
71
materiales recomendados. Además, su mecanización tiene un costo asociado relativamente
elevado debido a su alta dureza y baja velocidad de mecanizado. Con el objetivo de mejorar los
aspectos mencionados que implica trabajar con dicho material, se sugiere el uso de acero WKW4
para las placas, las cavidades y los postizos del molde diseñado que estarán en contacto continuo
con agua (Figura 5.21). Su alto contenido de Cromo lo hace resistente a la corrosión y al
desgaste, cumpliendo las características primordiales para la fabricación de moldes de inyección
(Tabla 4.2). Al mismo tiempo, es fácil de mecanizar y es posible obtener piezas con acabado
brillante que evita la adherencia del polímero al metal, mejorando el proceso de desmoldeo de la
pieza. Sin embargo, es posible la utilización de otros materiales mucho más económicos, tales
como acero P-20 o incluso el acero H-13, con un tratamiento de cromado para mejorar la
resistencia a la corrosión, evitando que el material se deteriore rápidamente. Este tratamiento
también brindará un acabado superficial brillante, reduciendo la abrasión y la adherencia del
polímero al material metálico (13,30-31,48).
En cuanto a los postizos de acero del molde que no estarán en contacto continuo con agua
(anillo para el macho y portamacho), se recomienda el uso de acero P-20, pues tiene alta
tenacidad, resistencia al desgaste y buena maquinabilidad. En caso de no disponer del mismo, se
puede utilizar acero H-13; sus propiedades mecánicas son un poco inferiores respecto a los otros
dos materiales (Tabla 4.2), pero sigue siendo práctico para la construcción de moldes de
inyección. Asimismo, deben tomarse en cuenta las implicaciones de trabajar con dicho material,
explicadas anteriormente.
Por otra parte, tomando en cuenta que existen zonas críticas de enfriamiento en la tina,
tales como el fondo (zona inferior de la pieza), se plantea un diseño en el cual la punta del macho
está fabricada con un material de buenas propiedades de transferencia de calor (Figura 5.22). Su
función es mejorar la extracción de calor en dicha región. Para este inserto, se sugiere la
utilización de las aleaciones de Cobre detalladas en la Tabla 4.2. En el caso del molde existente,
también existe la punta como postizo pero, al igual que el resto de las partes del molde, el
material es acero H-13, cuyas propiedades de transferencia de calor son considerablemente
inferiores en relación a las aleaciones de Cobre.
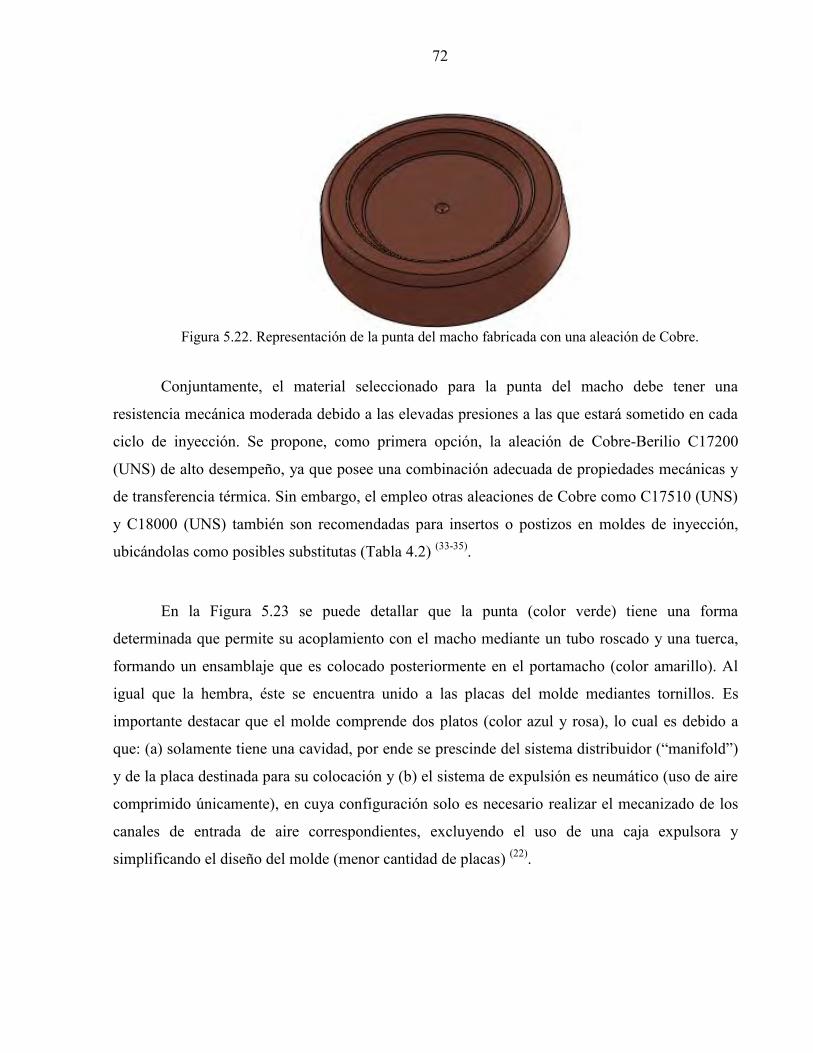
72
Figura 5.22. Representación de la punta del macho fabricada con una aleación de Cobre.
Conjuntamente, el material seleccionado para la punta del macho debe tener una
resistencia mecánica moderada debido a las elevadas presiones a las que estará sometido en cada
ciclo de inyección. Se propone, como primera opción, la aleación de Cobre-Berilio C17200
(UNS) de alto desempeño, ya que posee una combinación adecuada de propiedades mecánicas y
de transferencia térmica. Sin embargo, el empleo otras aleaciones de Cobre como C17510 (UNS)
y C18000 (UNS) también son recomendadas para insertos o postizos en moldes de inyección,
ubicándolas como posibles substitutas (Tabla 4.2) (33-35).
En la Figura 5.23 se puede detallar que la punta (color verde) tiene una forma
determinada que permite su acoplamiento con el macho mediante un tubo roscado y una tuerca,
formando un ensamblaje que es colocado posteriormente en el portamacho (color amarillo). Al
igual que la hembra, éste se encuentra unido a las placas del molde mediantes tornillos. Es
importante destacar que el molde comprende dos platos (color azul y rosa), lo cual es debido a
que: (a) solamente tiene una cavidad, por ende se prescinde del sistema distribuidor (“manifold”)
y de la placa destinada para su colocación y (b) el sistema de expulsión es neumático (uso de aire
comprimido únicamente), en cuya configuración solo es necesario realizar el mecanizado de los
canales de entrada de aire correspondientes, excluyendo el uso de una caja expulsora y
simplificando el diseño del molde (menor cantidad de placas) (22).
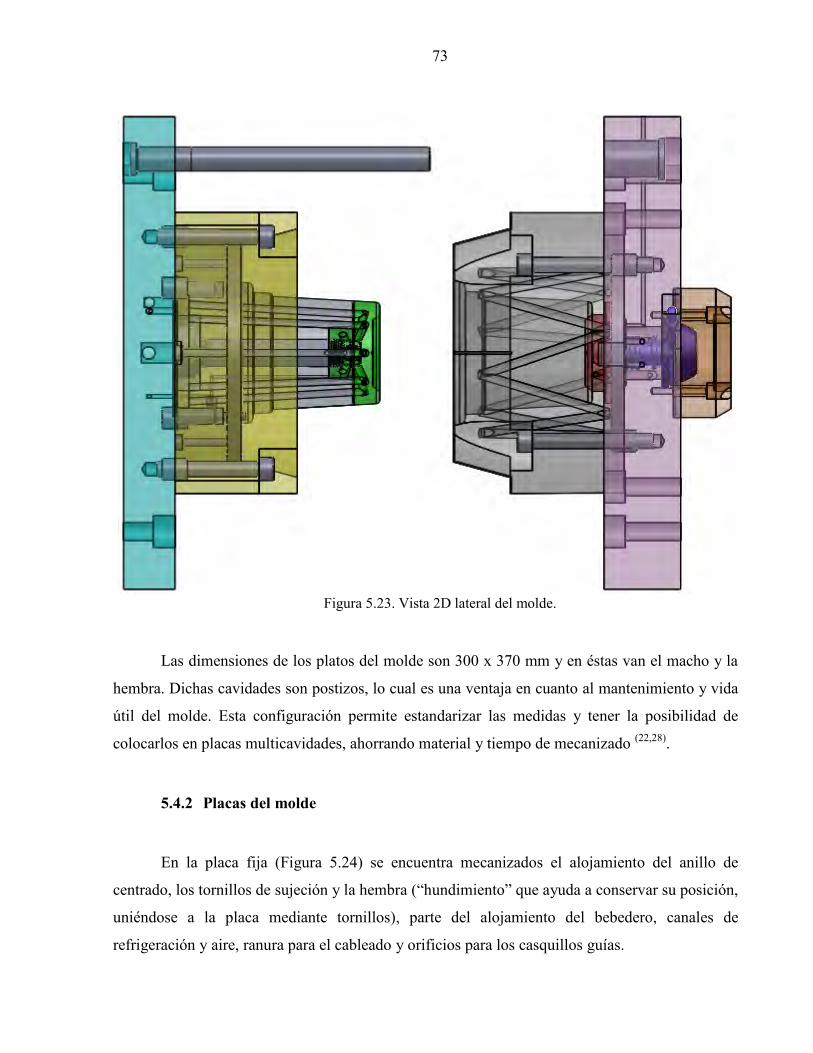
73
Figura 5.23. Vista 2D lateral del molde.
Las dimensiones de los platos del molde son 300 x 370 mm y en éstas van el macho y la
hembra. Dichas cavidades son postizos, lo cual es una ventaja en cuanto al mantenimiento y vida
útil del molde. Esta configuración permite estandarizar las medidas y tener la posibilidad de
colocarlos en placas multicavidades, ahorrando material y tiempo de mecanizado (22,28).
5.4.2 Placas del molde
En la placa fija (Figura 5.24) se encuentra mecanizados el alojamiento del anillo de
centrado, los tornillos de sujeción y la hembra (“hundimiento” que ayuda a conservar su posición,
uniéndose a la placa mediante tornillos), parte del alojamiento del bebedero, canales de
refrigeración y aire, ranura para el cableado y orificios para los casquillos guías.
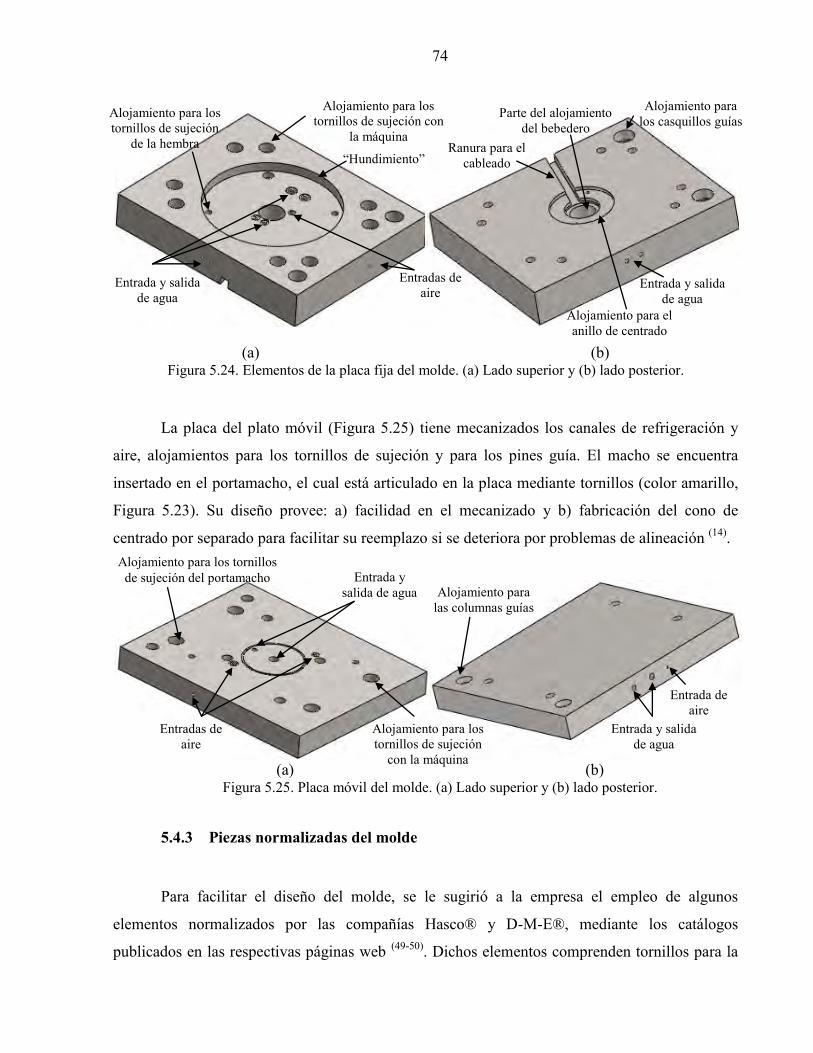
74
(a) (b) Figura 5.24. Elementos de la placa fija del molde. (a) Lado superior y (b) lado posterior.
La placa del plato móvil (Figura 5.25) tiene mecanizados los canales de refrigeración y
aire, alojamientos para los tornillos de sujeción y para los pines guía. El macho se encuentra
insertado en el portamacho, el cual está articulado en la placa mediante tornillos (color amarillo,
Figura 5.23). Su diseño provee: a) facilidad en el mecanizado y b) fabricación del cono de
centrado por separado para facilitar su reemplazo si se deteriora por problemas de alineación (14).
(a) (b)
Figura 5.25. Placa móvil del molde. (a) Lado superior y (b) lado posterior.
5.4.3 Piezas normalizadas del molde
Para facilitar el diseño del molde, se le sugirió a la empresa el empleo de algunos
elementos normalizados por las compañías Hasco® y D-M-E®, mediante los catálogos
publicados en las respectivas páginas web (49-50). Dichos elementos comprenden tornillos para la
“Hundimiento”
Entrada y salida de agua
Entradas de aire
Alojamiento para los tornillos de sujeción con
la máquina
Entrada y salida de agua
Alojamiento para el anillo de centrado
Ranura para el cableado
Alojamiento para los casquillos guías Parte del alojamiento
del bebedero
Entradas de aire
Entrada y salida de agua Alojamiento para
las columnas guías
Entrada y salida de agua
Entrada de aire
Alojamiento para los tornillos de sujeción
con la máquina
Alojamiento para los tornillos de sujeción
de la hembra
Alojamiento para los tornillos de sujeción del portamacho
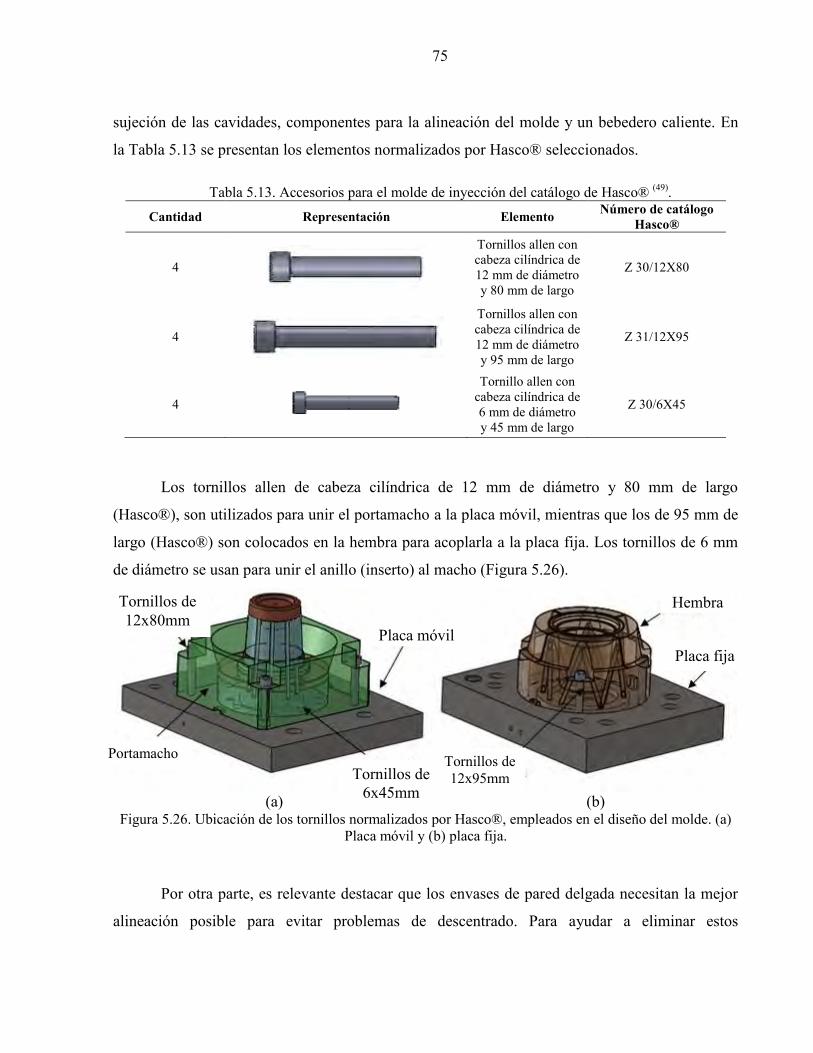
75
sujeción de las cavidades, componentes para la alineación del molde y un bebedero caliente. En
la Tabla 5.13 se presentan los elementos normalizados por Hasco® seleccionados.
Tabla 5.13. Accesorios para el molde de inyección del catálogo de Hasco® (49). Cantidad Representación Elemento Número de catálogo
Hasco®
4
Tornillos allen con cabeza cilíndrica de 12 mm de diámetro y 80 mm de largo
Z 30/12X80
4
Tornillos allen con cabeza cilíndrica de 12 mm de diámetro y 95 mm de largo
Z 31/12X95
4
Tornillo allen con cabeza cilíndrica de 6 mm de diámetro y 45 mm de largo
Z 30/6X45
Los tornillos allen de cabeza cilíndrica de 12 mm de diámetro y 80 mm de largo
(Hasco®), son utilizados para unir el portamacho a la placa móvil, mientras que los de 95 mm de
largo (Hasco®) son colocados en la hembra para acoplarla a la placa fija. Los tornillos de 6 mm
de diámetro se usan para unir el anillo (inserto) al macho (Figura 5.26).
(a) (b)
Figura 5.26. Ubicación de los tornillos normalizados por Hasco®, empleados en el diseño del molde. (a) Placa móvil y (b) placa fija.
Por otra parte, es relevante destacar que los envases de pared delgada necesitan la mejor
alineación posible para evitar problemas de descentrado. Para ayudar a eliminar estos
Placa móvil
Hembra
Placa fija
Portamacho
Tornillos de 12x80mm
Tornillos de 6x45mm
Tornillos de 12x95mm
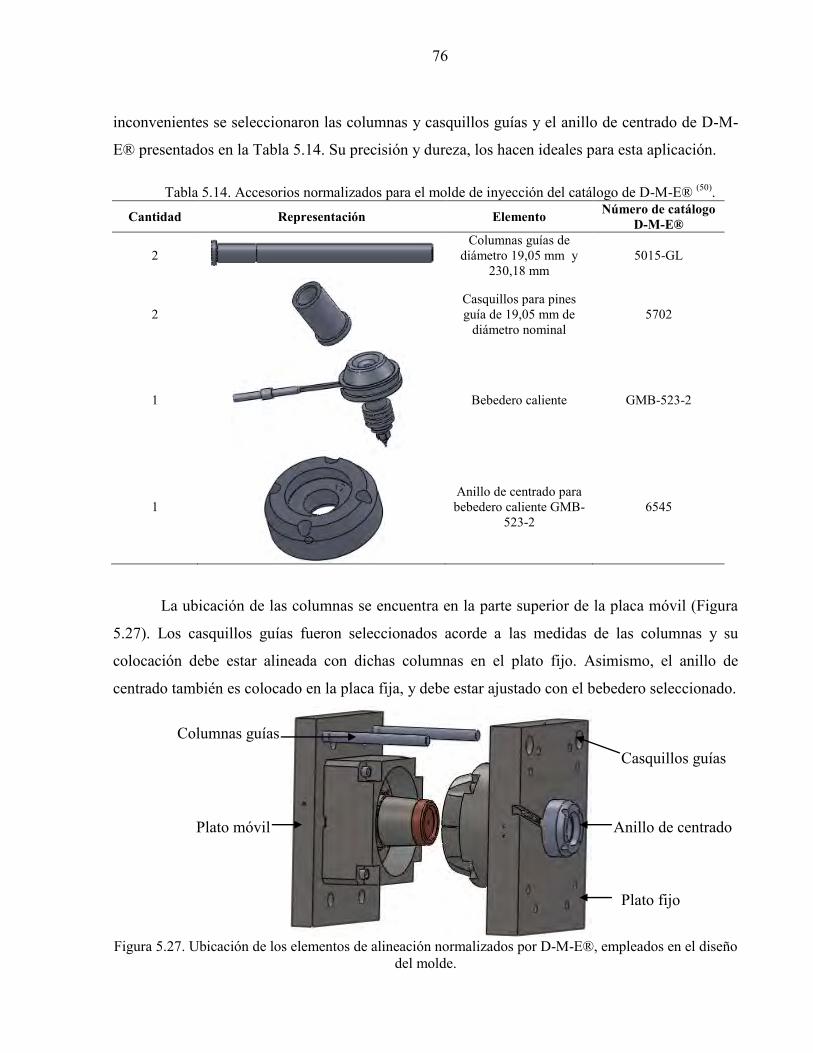
76
inconvenientes se seleccionaron las columnas y casquillos guías y el anillo de centrado de D-M-
E® presentados en la Tabla 5.14. Su precisión y dureza, los hacen ideales para esta aplicación.
Tabla 5.14. Accesorios normalizados para el molde de inyección del catálogo de D-M-E® (50). Cantidad Representación Elemento Número de catálogo
D-M-E®
2
Columnas guías de diámetro 19,05 mm y
230,18 mm 5015-GL
2
Casquillos para pines guía de 19,05 mm de
diámetro nominal 5702
1
Bebedero caliente GMB-523-2
1
Anillo de centrado para bebedero caliente GMB-
523-2 6545
La ubicación de las columnas se encuentra en la parte superior de la placa móvil (Figura
5.27). Los casquillos guías fueron seleccionados acorde a las medidas de las columnas y su
colocación debe estar alineada con dichas columnas en el plato fijo. Asimismo, el anillo de
centrado también es colocado en la placa fija, y debe estar ajustado con el bebedero seleccionado.
Figura 5.27. Ubicación de los elementos de alineación normalizados por D-M-E®, empleados en el diseño
del molde.
Casquillos guías Columnas guías
Plato móvil
Plato fijo
Anillo de centrado
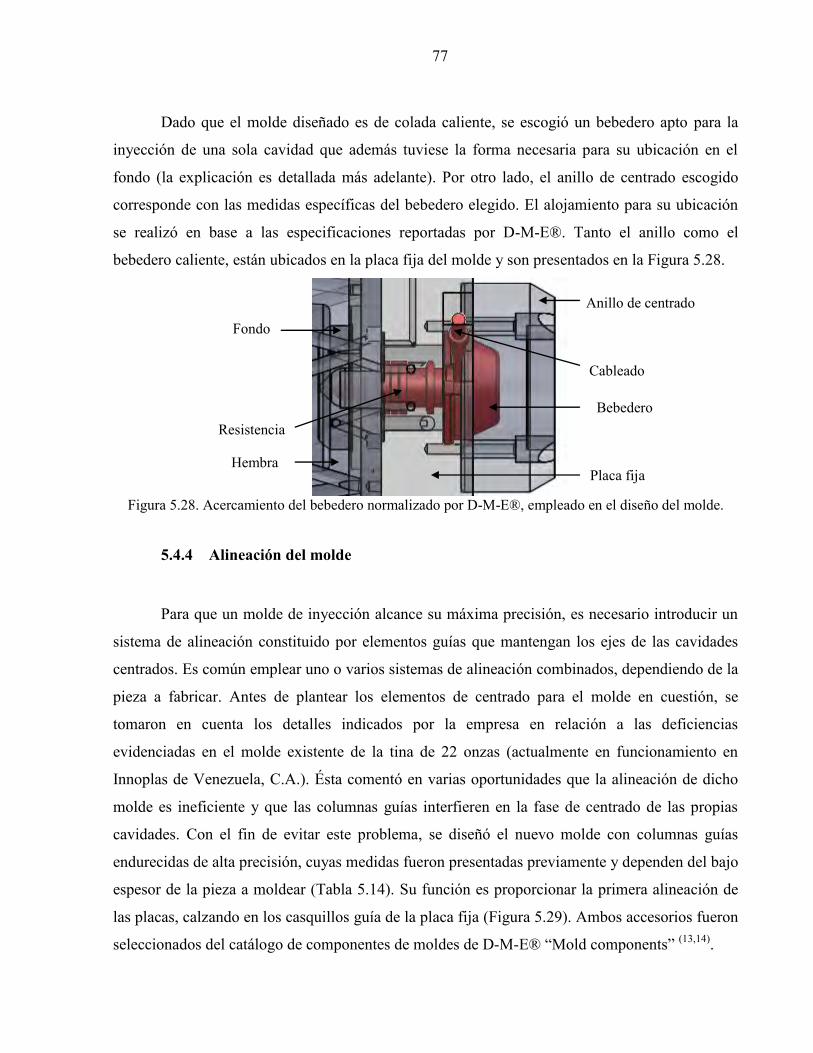
77
Dado que el molde diseñado es de colada caliente, se escogió un bebedero apto para la
inyección de una sola cavidad que además tuviese la forma necesaria para su ubicación en el
fondo (la explicación es detallada más adelante). Por otro lado, el anillo de centrado escogido
corresponde con las medidas específicas del bebedero elegido. El alojamiento para su ubicación
se realizó en base a las especificaciones reportadas por D-M-E®. Tanto el anillo como el
bebedero caliente, están ubicados en la placa fija del molde y son presentados en la Figura 5.28.
Figura 5.28. Acercamiento del bebedero normalizado por D-M-E®, empleado en el diseño del molde.
5.4.4 Alineación del molde
Para que un molde de inyección alcance su máxima precisión, es necesario introducir un
sistema de alineación constituido por elementos guías que mantengan los ejes de las cavidades
centrados. Es común emplear uno o varios sistemas de alineación combinados, dependiendo de la
pieza a fabricar. Antes de plantear los elementos de centrado para el molde en cuestión, se
tomaron en cuenta los detalles indicados por la empresa en relación a las deficiencias
evidenciadas en el molde existente de la tina de 22 onzas (actualmente en funcionamiento en
Innoplas de Venezuela, C.A.). Ésta comentó en varias oportunidades que la alineación de dicho
molde es ineficiente y que las columnas guías interfieren en la fase de centrado de las propias
cavidades. Con el fin de evitar este problema, se diseñó el nuevo molde con columnas guías
endurecidas de alta precisión, cuyas medidas fueron presentadas previamente y dependen del bajo
espesor de la pieza a moldear (Tabla 5.14). Su función es proporcionar la primera alineación de
las placas, calzando en los casquillos guía de la placa fija (Figura 5.29). Ambos accesorios fueron
seleccionados del catálogo de componentes de moldes de D-M-E® “Mold components” (13,14).
Anillo de centrado
Bebedero
Fondo
Resistencia
Cableado
Placa fija Hembra
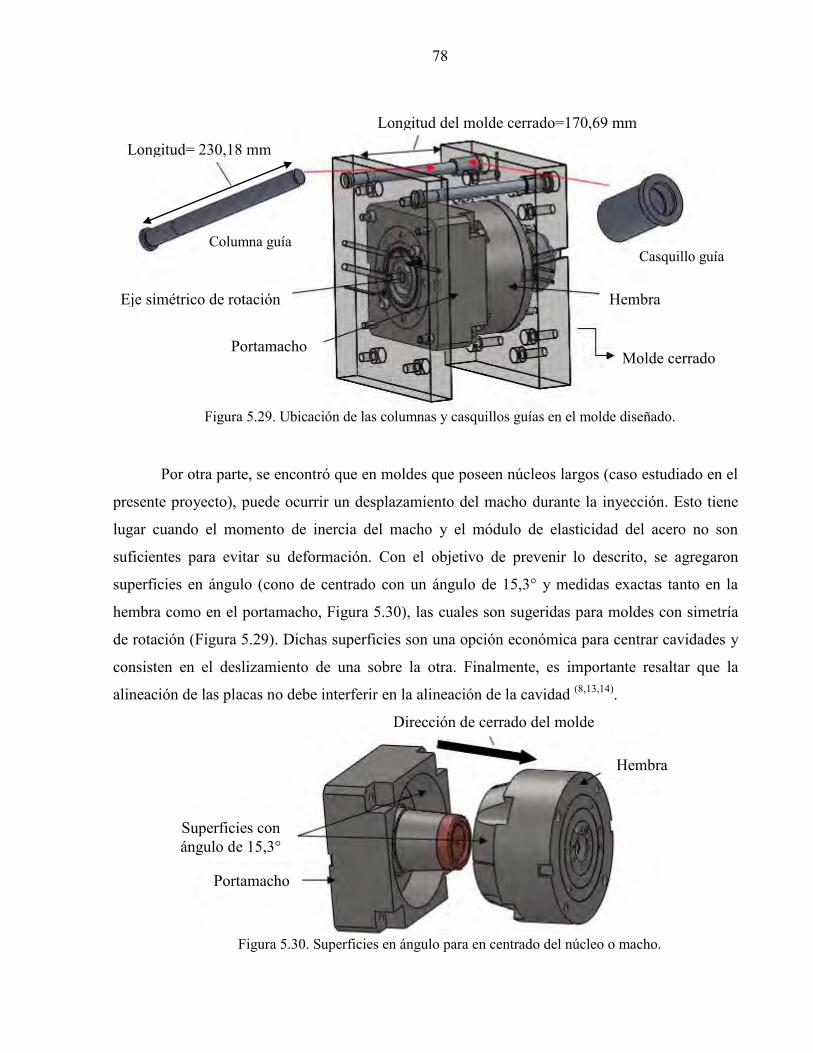
78
Figura 5.29. Ubicación de las columnas y casquillos guías en el molde diseñado.
Por otra parte, se encontró que en moldes que poseen núcleos largos (caso estudiado en el
presente proyecto), puede ocurrir un desplazamiento del macho durante la inyección. Esto tiene
lugar cuando el momento de inercia del macho y el módulo de elasticidad del acero no son
suficientes para evitar su deformación. Con el objetivo de prevenir lo descrito, se agregaron
superficies en ángulo (cono de centrado con un ángulo de 15,3° y medidas exactas tanto en la
hembra como en el portamacho, Figura 5.30), las cuales son sugeridas para moldes con simetría
de rotación (Figura 5.29). Dichas superficies son una opción económica para centrar cavidades y
consisten en el deslizamiento de una sobre la otra. Finalmente, es importante resaltar que la
alineación de las placas no debe interferir en la alineación de la cavidad (8,13,14).
Figura 5.30. Superficies en ángulo para en centrado del núcleo o macho.
Longitud= 230,18 mm
Columna guía Casquillo guía
Eje simétrico de rotación
Portamacho Molde cerrado
Hembra
Dirección de cerrado del molde
Hembra
cerrado
del
molde Superficies con ángulo de 15,3°
Portamacho
Longitud del molde cerrado=170,69 mm
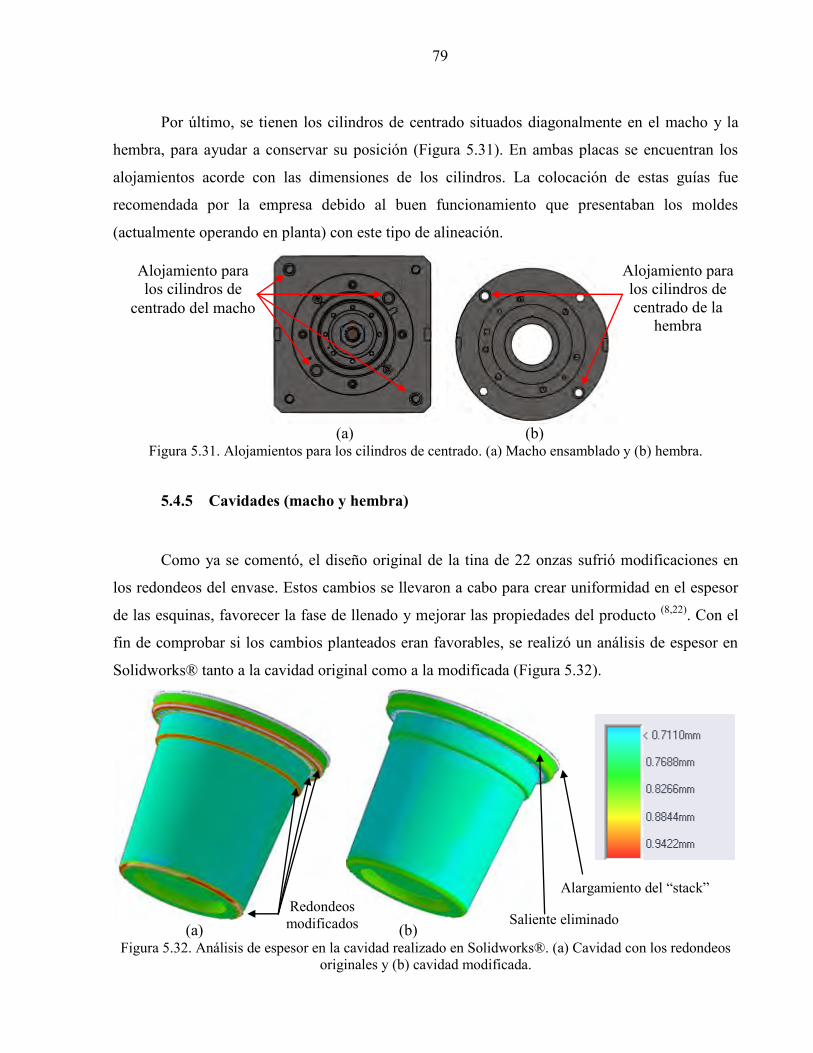
79
Por último, se tienen los cilindros de centrado situados diagonalmente en el macho y la
hembra, para ayudar a conservar su posición (Figura 5.31). En ambas placas se encuentran los
alojamientos acorde con las dimensiones de los cilindros. La colocación de estas guías fue
recomendada por la empresa debido al buen funcionamiento que presentaban los moldes
(actualmente operando en planta) con este tipo de alineación.
(a) (b)
Figura 5.31. Alojamientos para los cilindros de centrado. (a) Macho ensamblado y (b) hembra.
5.4.5 Cavidades (macho y hembra)
Como ya se comentó, el diseño original de la tina de 22 onzas sufrió modificaciones en
los redondeos del envase. Estos cambios se llevaron a cabo para crear uniformidad en el espesor
de las esquinas, favorecer la fase de llenado y mejorar las propiedades del producto (8,22). Con el
fin de comprobar si los cambios planteados eran favorables, se realizó un análisis de espesor en
Solidworks® tanto a la cavidad original como a la modificada (Figura 5.32).
(a) (b)
Figura 5.32. Análisis de espesor en la cavidad realizado en Solidworks®. (a) Cavidad con los redondeos originales y (b) cavidad modificada.
Alojamiento para los cilindros de
centrado del macho
Alojamiento para los cilindros de centrado de la
hembra
Redondeos modificados
Alargamiento del “stack”
Saliente eliminado

80
Se puede distinguir que las esquinas de la cavidad original presentan un cambio de
espesor notable (zonas rojas en la Figura 5.32(a)), incluso cuando no existe una variación real de
una sección a otra. Los nuevos redondeos no solo resultan en cambios de espesor más graduales,
sino que también mejoran la uniformidad del llenado. Las modificaciones establecidas se deben
mecanizar en las cavidades del molde, con la mayor precisión posible.
Como ya se comentó anteriormente, la idea de hacer cavidades por separado no es solo la
facilidad del mecanizado sino también para mantener abierta la opción de utilizarlas en moldes
multicavidades. De esta manera, se conservaría el sistema de enfriamiento y las dimensiones
estándares de todos los postizos intercambiables, tales como el macho, la punta, el fondo y la
hembra. En la Figura 5.33 se puede observar el montaje de la hembra con la tapa del respectivo
sistema de refrigeración.
Figura 5.33. Esquema para el ensamblaje de la hembra con el anillo-tapón del sistema de refrigeración.
Los orificios colocados en la sección desbastada de la parte inferior corresponden a los
canales de enfriamiento de la hembra. Se diseñó un anillo que sirve como tapón para todos los
huecos a excepción de los canales de entrada y salida de agua y deberá ser colocado a presión.
Éste tiene dos guías que permite la correcta colocación en la sección, así como también dos
orificios roscados que sirven para su extracción (Figura 5.33).
Orificios guías
Guías para la colación del anillo
Orificios de entrada y salida de agua
Orificios roscados para la extracción del anillo
Orificios correspondientes a los
canales de enfriamiento
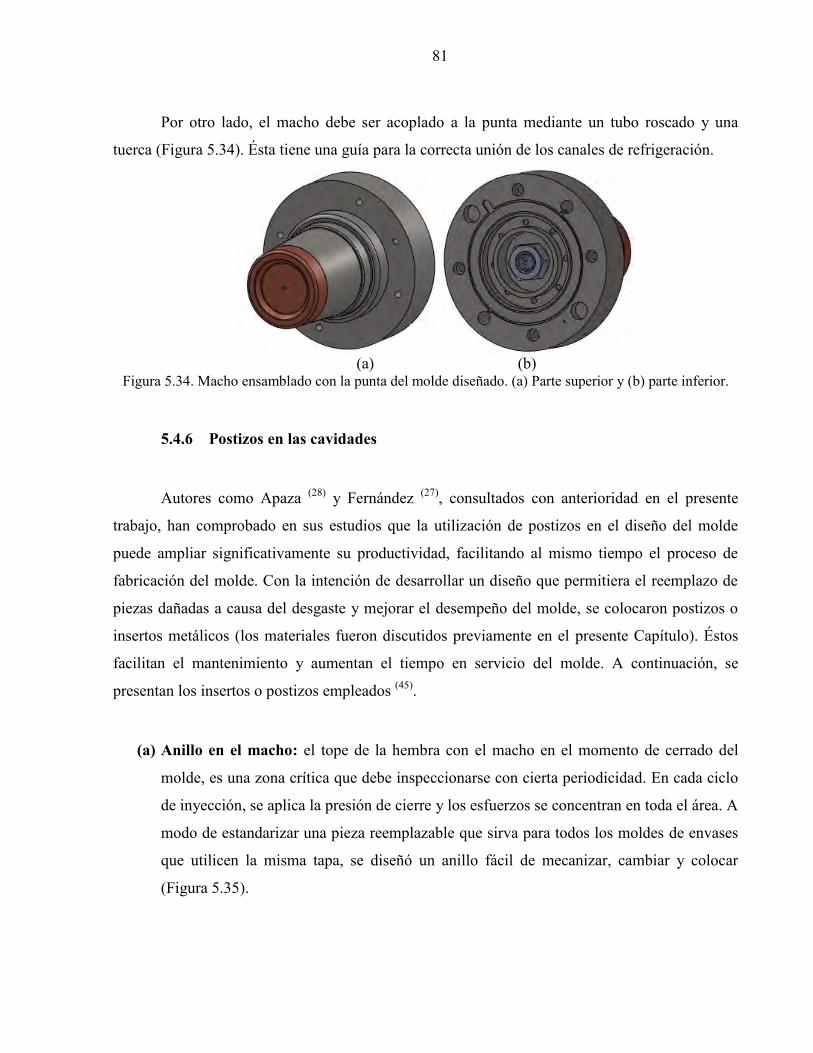
81
Por otro lado, el macho debe ser acoplado a la punta mediante un tubo roscado y una
tuerca (Figura 5.34). Ésta tiene una guía para la correcta unión de los canales de refrigeración.
(a) (b)
Figura 5.34. Macho ensamblado con la punta del molde diseñado. (a) Parte superior y (b) parte inferior.
5.4.6 Postizos en las cavidades
Autores como Apaza (28) y Fernández (27), consultados con anterioridad en el presente
trabajo, han comprobado en sus estudios que la utilización de postizos en el diseño del molde
puede ampliar significativamente su productividad, facilitando al mismo tiempo el proceso de
fabricación del molde. Con la intención de desarrollar un diseño que permitiera el reemplazo de
piezas dañadas a causa del desgaste y mejorar el desempeño del molde, se colocaron postizos o
insertos metálicos (los materiales fueron discutidos previamente en el presente Capítulo). Éstos
facilitan el mantenimiento y aumentan el tiempo en servicio del molde. A continuación, se
presentan los insertos o postizos empleados (45).
(a) Anillo en el macho: el tope de la hembra con el macho en el momento de cerrado del
molde, es una zona crítica que debe inspeccionarse con cierta periodicidad. En cada ciclo
de inyección, se aplica la presión de cierre y los esfuerzos se concentran en toda el área. A
modo de estandarizar una pieza reemplazable que sirva para todos los moldes de envases
que utilicen la misma tapa, se diseñó un anillo fácil de mecanizar, cambiar y colocar
(Figura 5.35).
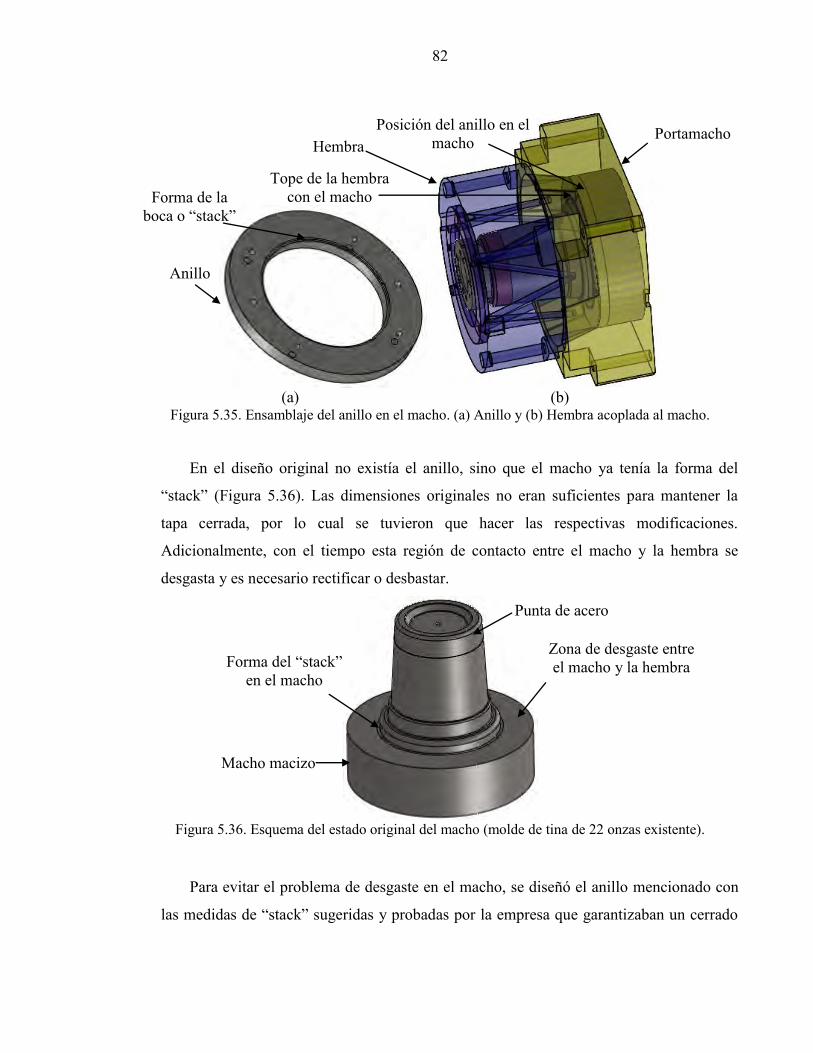
82
(a) (b)
Figura 5.35. Ensamblaje del anillo en el macho. (a) Anillo y (b) Hembra acoplada al macho.
En el diseño original no existía el anillo, sino que el macho ya tenía la forma del
“stack” (Figura 5.36). Las dimensiones originales no eran suficientes para mantener la
tapa cerrada, por lo cual se tuvieron que hacer las respectivas modificaciones.
Adicionalmente, con el tiempo esta región de contacto entre el macho y la hembra se
desgasta y es necesario rectificar o desbastar.
Figura 5.36. Esquema del estado original del macho (molde de tina de 22 onzas existente).
Para evitar el problema de desgaste en el macho, se diseñó el anillo mencionado con
las medidas de “stack” sugeridas y probadas por la empresa que garantizaban un cerrado
Posición del anillo en el macho
Tope de la hembra con el macho
Forma del “stack” en el macho
Zona de desgaste entre el macho y la hembra
Macho macizo
Punta de acero
Anillo
Forma de la boca o “stack”
Portamacho Hembra
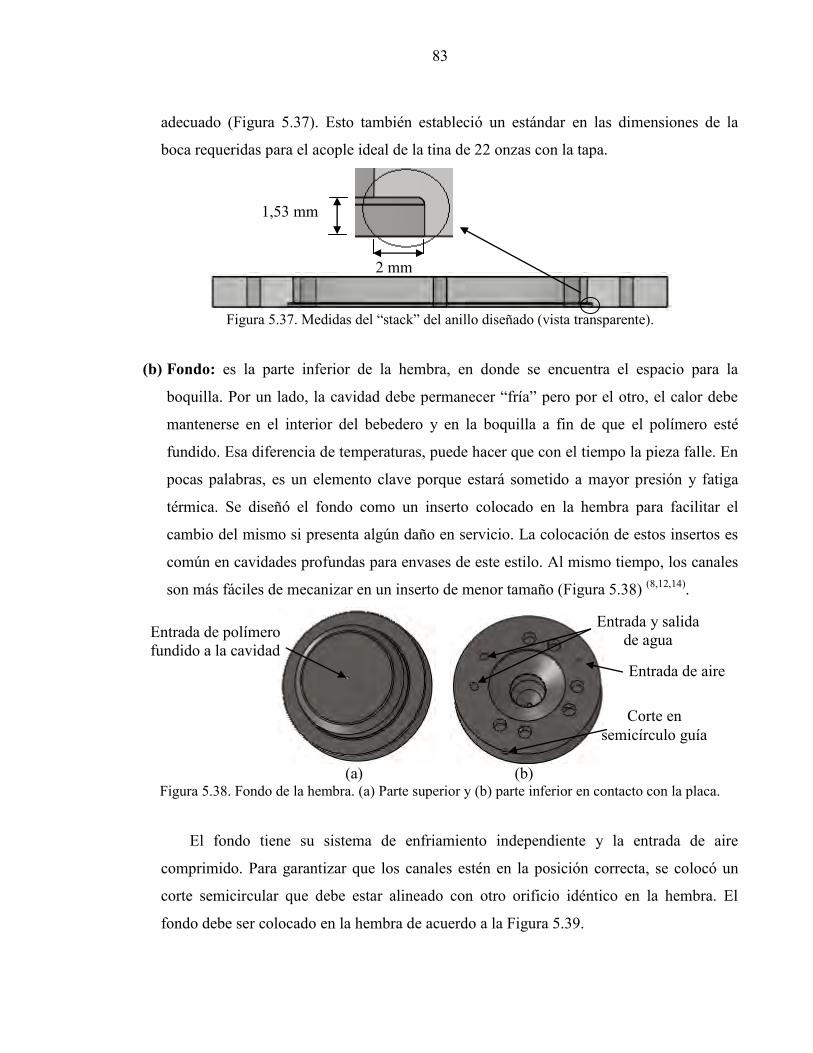
83
adecuado (Figura 5.37). Esto también estableció un estándar en las dimensiones de la
boca requeridas para el acople ideal de la tina de 22 onzas con la tapa.
Figura 5.37. Medidas del “stack” del anillo diseñado (vista transparente).
(b) Fondo: es la parte inferior de la hembra, en donde se encuentra el espacio para la
boquilla. Por un lado, la cavidad debe permanecer “fría” pero por el otro, el calor debe
mantenerse en el interior del bebedero y en la boquilla a fin de que el polímero esté
fundido. Esa diferencia de temperaturas, puede hacer que con el tiempo la pieza falle. En
pocas palabras, es un elemento clave porque estará sometido a mayor presión y fatiga
térmica. Se diseñó el fondo como un inserto colocado en la hembra para facilitar el
cambio del mismo si presenta algún daño en servicio. La colocación de estos insertos es
común en cavidades profundas para envases de este estilo. Al mismo tiempo, los canales
son más fáciles de mecanizar en un inserto de menor tamaño (Figura 5.38) (8,12,14).
(a) (b)
Figura 5.38. Fondo de la hembra. (a) Parte superior y (b) parte inferior en contacto con la placa.
El fondo tiene su sistema de enfriamiento independiente y la entrada de aire
comprimido. Para garantizar que los canales estén en la posición correcta, se colocó un
corte semicircular que debe estar alineado con otro orificio idéntico en la hembra. El
fondo debe ser colocado en la hembra de acuerdo a la Figura 5.39.
1,53 mm
2 mm
Entrada y salida de agua
Corte en semicírculo guía
Entrada de aire
Entrada de polímero fundido a la cavidad
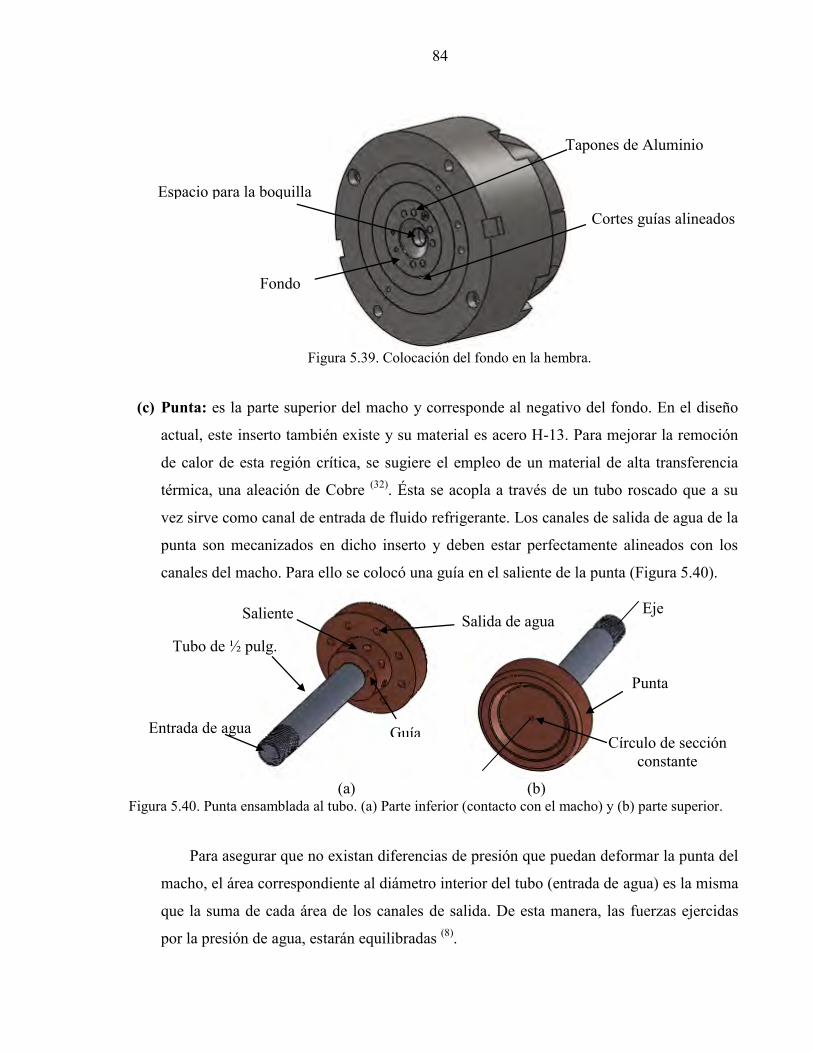
84
Figura 5.39. Colocación del fondo en la hembra.
(c) Punta: es la parte superior del macho y corresponde al negativo del fondo. En el diseño
actual, este inserto también existe y su material es acero H-13. Para mejorar la remoción
de calor de esta región crítica, se sugiere el empleo de un material de alta transferencia
térmica, una aleación de Cobre (32). Ésta se acopla a través de un tubo roscado que a su
vez sirve como canal de entrada de fluido refrigerante. Los canales de salida de agua de la
punta son mecanizados en dicho inserto y deben estar perfectamente alineados con los
canales del macho. Para ello se colocó una guía en el saliente de la punta (Figura 5.40).
(a) (b)
Figura 5.40. Punta ensamblada al tubo. (a) Parte inferior (contacto con el macho) y (b) parte superior.
Para asegurar que no existan diferencias de presión que puedan deformar la punta del
macho, el área correspondiente al diámetro interior del tubo (entrada de agua) es la misma
que la suma de cada área de los canales de salida. De esta manera, las fuerzas ejercidas
por la presión de agua, estarán equilibradas (8).
Fondo
Espacio para la boquilla
Tubo de ½ pulg.
Entrada de agua
Salida de agua
Punta
Eje
Círculo de sección constante
Cortes guías alineados
Tapones de Aluminio
Guía
Saliente
85
Por otra parte, los esfuerzos de corte encontrados en inyección de pared delgada son
bastante altos, sobre todo en las entradas restrictivas características en este tipo de envase.
Con el fin de reducirlos y extender ligeramente el tiempo de enfriamiento en esa área
(más tiempo para que el material se relaje), se diseñó un círculo de sección constante en la
punta, justo en el eje donde va el punto de inyección. Sus dimensiones corresponden a lo
recomendado en la bibliografía: radio 4,5 mm y profundidad 1 mm (Figura 5.40(b)) (12,22).
5.4.7 Diseño del sistema de alimentación
El molde de colada caliente consta de un sistema de alimentación formado por un
bebedero caliente, “manifold” o sistema de distribución y boquillas (45,48). Para este caso, no hizo
falta incluir el “manifold” en el diseño, ya que el molde solo comprende una cavidad. Su sistema
alimentador es el bebedero caliente y para su escogencia se cumplió con las exigencias
dimensionales mínimas planteadas para un bebedero de colada fría (Apéndice C).
(a) Bebedero: se escogió un bebedero del catálogo de bebederos calientes de inyección
directa “Gate-Mate™ Hot Sprue Bushings” de D-M-E® (Tabla 5.15) (38), acorde con lo
planteado en el Capítulo IV. Aunque tiene un largo mayor al encontrado con las fórmulas
de colada fría, su tamaño asegura que exista espacio para los canales de refrigeración.
Tabla 5.15. Especificaciones del bebedero caliente escogido. Descripción del bebedero (código GMB-523-2) Especificación
Largo total del dispositivo (mm) 87,3 Diámetro (mm) 6,35 Tipo de boquilla Estándar
Método de calefacción Bobina (“Square Coil” )
El método de calefacción del bebedero seleccionado (bobina “square coil”) consiste
en un filamento de cable cubierto por un revestimiento tubular protector, el cual envuelve
el bebedero formando una bobina. Su conductividad térmica es superior respecto a otros
tipos y su forma de caracol permite ajustar la distribución de calor mediante la distancia
de los filamentos. De esta forma, es posible compensar las pérdidas de calor (12).
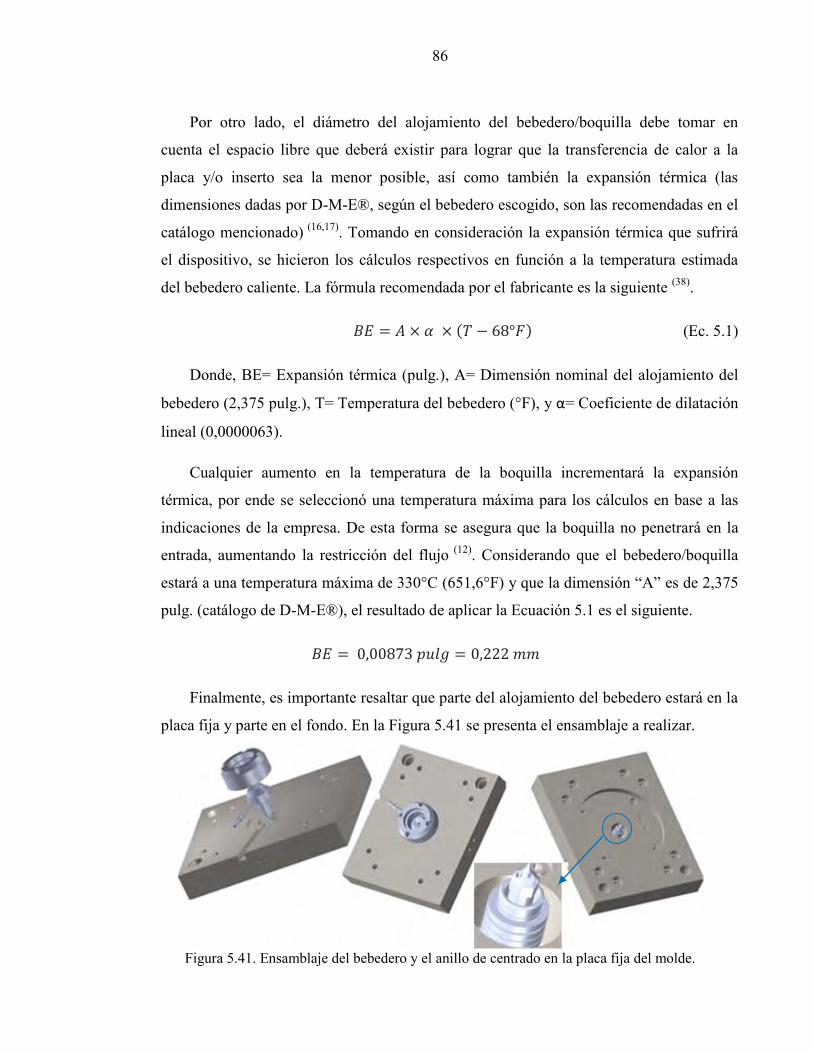
86
Por otro lado, el diámetro del alojamiento del bebedero/boquilla debe tomar en
cuenta el espacio libre que deberá existir para lograr que la transferencia de calor a la
placa y/o inserto sea la menor posible, así como también la expansión térmica (las
dimensiones dadas por D-M-E®, según el bebedero escogido, son las recomendadas en el
catálogo mencionado) (16,17). Tomando en consideración la expansión térmica que sufrirá
el dispositivo, se hicieron los cálculos respectivos en función a la temperatura estimada
del bebedero caliente. La fórmula recomendada por el fabricante es la siguiente (38).
(Ec. 5.1)
Donde, BE= Expansión térmica (pulg.), A= Dimensión nominal del alojamiento del
bebedero (2,375 pulg.), T= Temperatura del bebedero (°F), y α= Coeficiente de dilatación
lineal (0,0000063).
Cualquier aumento en la temperatura de la boquilla incrementará la expansión
térmica, por ende se seleccionó una temperatura máxima para los cálculos en base a las
indicaciones de la empresa. De esta forma se asegura que la boquilla no penetrará en la
entrada, aumentando la restricción del flujo (12). Considerando que el bebedero/boquilla
estará a una temperatura máxima de 330°C (651,6°F) y que la dimensión “A” es de 2,375
pulg. (catálogo de D-M-E®), el resultado de aplicar la Ecuación 5.1 es el siguiente.
Finalmente, es importante resaltar que parte del alojamiento del bebedero estará en la
placa fija y parte en el fondo. En la Figura 5.41 se presenta el ensamblaje a realizar.
Figura 5.41. Ensamblaje del bebedero y el anillo de centrado en la placa fija del molde.
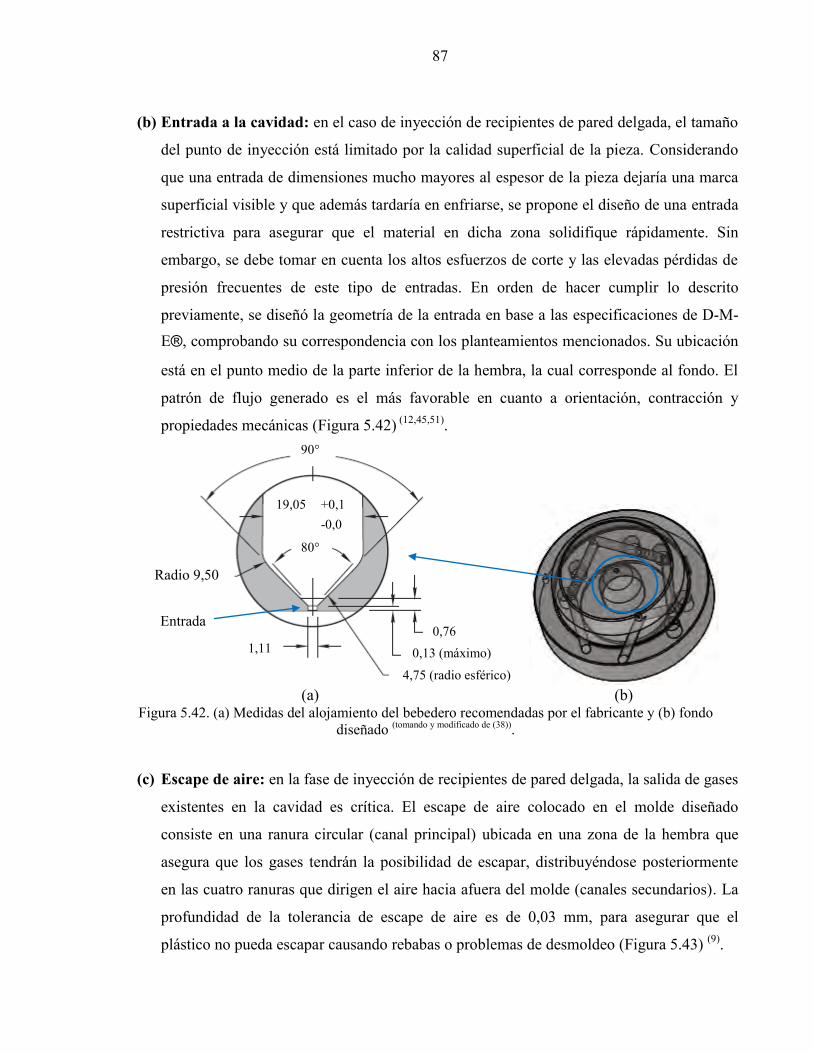
87
(b) Entrada a la cavidad: en el caso de inyección de recipientes de pared delgada, el tamaño
del punto de inyección está limitado por la calidad superficial de la pieza. Considerando
que una entrada de dimensiones mucho mayores al espesor de la pieza dejaría una marca
superficial visible y que además tardaría en enfriarse, se propone el diseño de una entrada
restrictiva para asegurar que el material en dicha zona solidifique rápidamente. Sin
embargo, se debe tomar en cuenta los altos esfuerzos de corte y las elevadas pérdidas de
presión frecuentes de este tipo de entradas. En orden de hacer cumplir lo descrito
previamente, se diseñó la geometría de la entrada en base a las especificaciones de D-M-
E®, comprobando su correspondencia con los planteamientos mencionados. Su ubicación
está en el punto medio de la parte inferior de la hembra, la cual corresponde al fondo. El
patrón de flujo generado es el más favorable en cuanto a orientación, contracción y
propiedades mecánicas (Figura 5.42) (12,45,51).
(a) (b) Figura 5.42. (a) Medidas del alojamiento del bebedero recomendadas por el fabricante y (b) fondo
diseñado (tomando y modificado de (38)).
(c) Escape de aire: en la fase de inyección de recipientes de pared delgada, la salida de gases
existentes en la cavidad es crítica. El escape de aire colocado en el molde diseñado
consiste en una ranura circular (canal principal) ubicada en una zona de la hembra que
asegura que los gases tendrán la posibilidad de escapar, distribuyéndose posteriormente
en las cuatro ranuras que dirigen el aire hacia afuera del molde (canales secundarios). La
profundidad de la tolerancia de escape de aire es de 0,03 mm, para asegurar que el
plástico no pueda escapar causando rebabas o problemas de desmoldeo (Figura 5.43) (9).
Entrada
90°
1,11 0,76
0,13 (máximo)
4,75 (radio esférico)
Radio 9,50
80°
19,05
mk
+0,1
mk
-0,0
mk
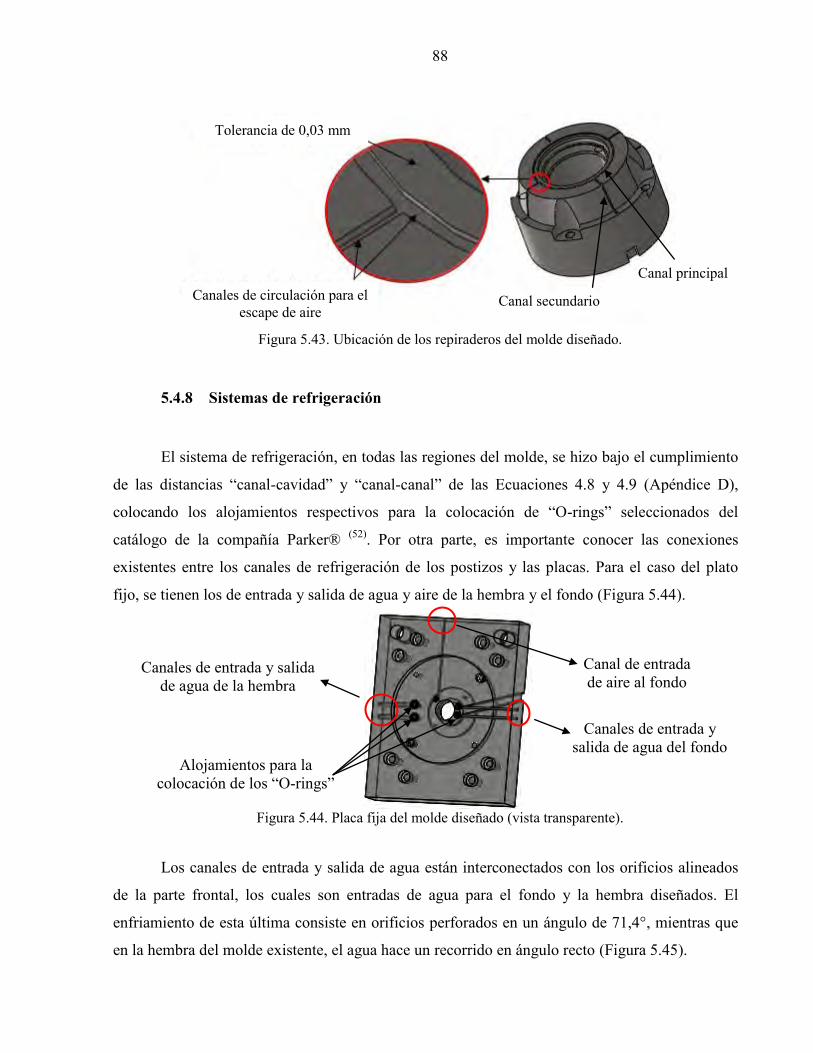
88
Figura 5.43. Ubicación de los repiraderos del molde diseñado.
5.4.8 Sistemas de refrigeración
El sistema de refrigeración, en todas las regiones del molde, se hizo bajo el cumplimiento
de las distancias “canal-cavidad” y “canal-canal” de las Ecuaciones 4.8 y 4.9 (Apéndice D),
colocando los alojamientos respectivos para la colocación de “O-rings” seleccionados del
catálogo de la compañía Parker® (52). Por otra parte, es importante conocer las conexiones
existentes entre los canales de refrigeración de los postizos y las placas. Para el caso del plato
fijo, se tienen los de entrada y salida de agua y aire de la hembra y el fondo (Figura 5.44).
Figura 5.44. Placa fija del molde diseñado (vista transparente).
Los canales de entrada y salida de agua están interconectados con los orificios alineados
de la parte frontal, los cuales son entradas de agua para el fondo y la hembra diseñados. El
enfriamiento de esta última consiste en orificios perforados en un ángulo de 71,4°, mientras que
en la hembra del molde existente, el agua hace un recorrido en ángulo recto (Figura 5.45).
Canales de entrada y salida de agua de la hembra
Canales de entrada y salida de agua del fondo
Canal de entrada de aire al fondo
Alojamientos para la colocación de los “O-rings”
Tolerancia de 0,03 mm
Canales de circulación para el escape de aire
Canal secundario
Canal principal
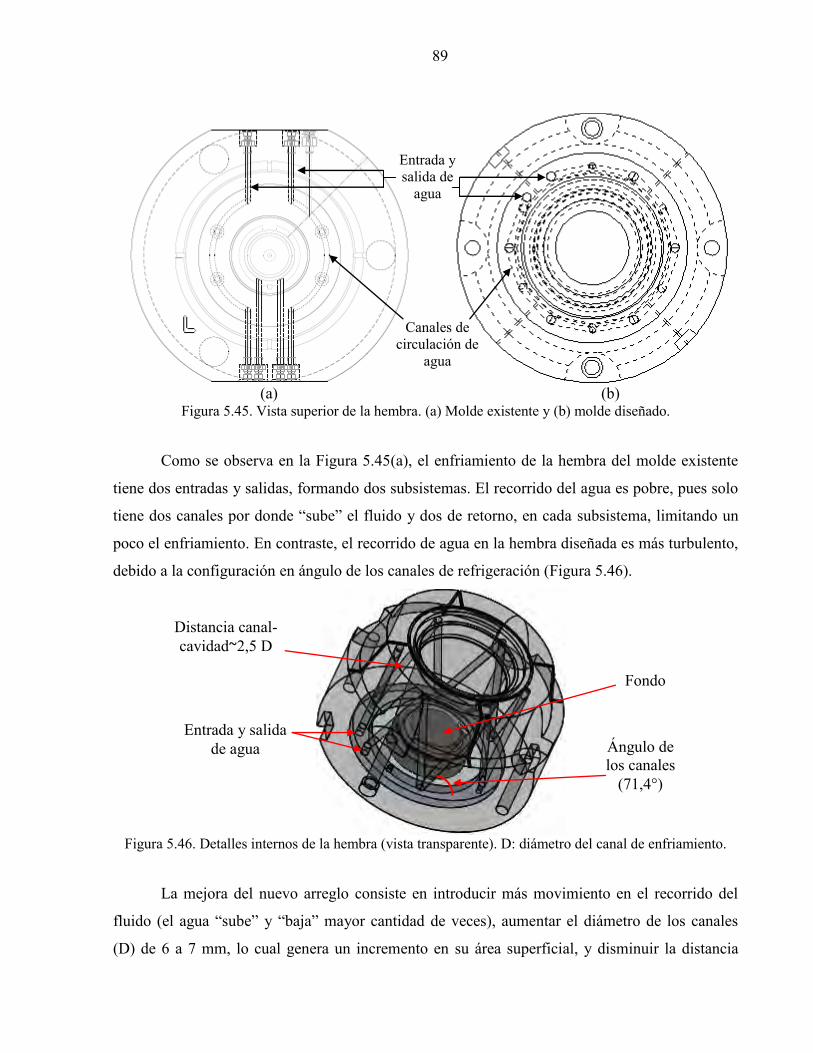
89
(a) (b)
Figura 5.45. Vista superior de la hembra. (a) Molde existente y (b) molde diseñado.
Como se observa en la Figura 5.45(a), el enfriamiento de la hembra del molde existente
tiene dos entradas y salidas, formando dos subsistemas. El recorrido del agua es pobre, pues solo
tiene dos canales por donde “sube” el fluido y dos de retorno, en cada subsistema, limitando un
poco el enfriamiento. En contraste, el recorrido de agua en la hembra diseñada es más turbulento,
debido a la configuración en ángulo de los canales de refrigeración (Figura 5.46).
Figura 5.46. Detalles internos de la hembra (vista transparente). D: diámetro del canal de enfriamiento.
La mejora del nuevo arreglo consiste en introducir más movimiento en el recorrido del
fluido (el agua “sube” y “baja” mayor cantidad de veces), aumentar el diámetro de los canales
(D) de 6 a 7 mm, lo cual genera un incremento en su área superficial, y disminuir la distancia
Entrada y salida de
agua
Distancia canal-cavidad~2,5 D
Entrada y salida de agua Ángulo de
los canales (71,4°)
Canales de circulación de
agua
Fondo
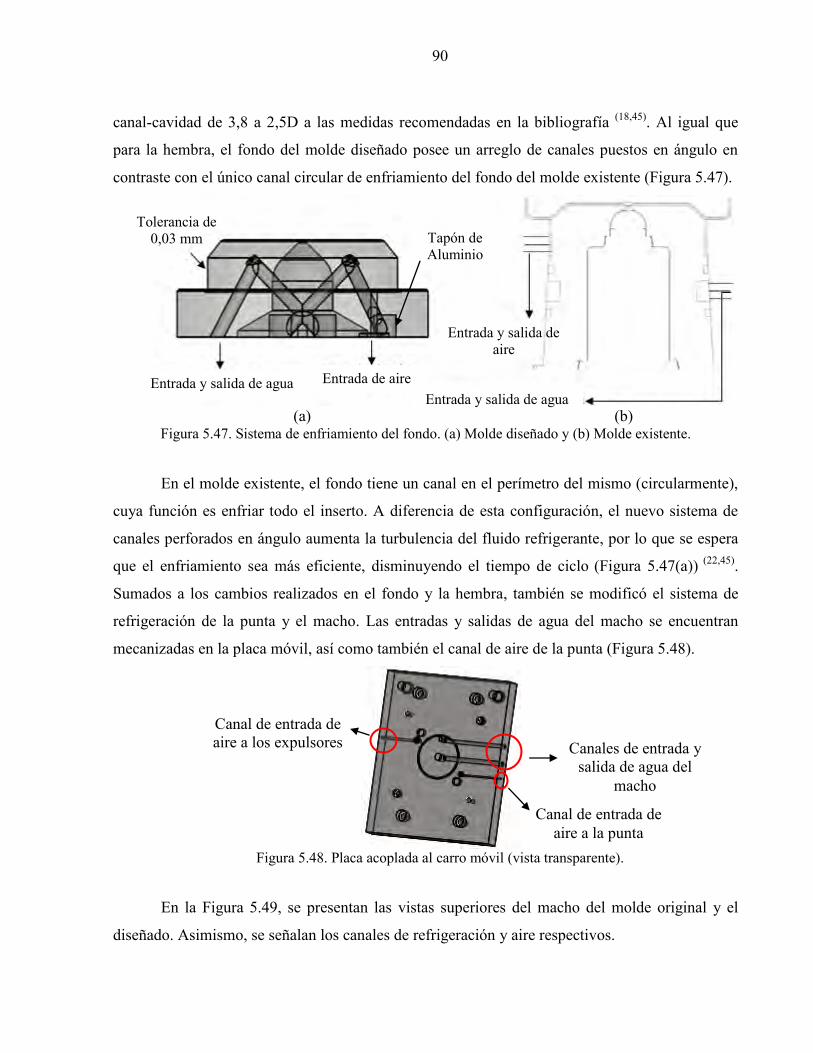
90
canal-cavidad de 3,8 a 2,5D a las medidas recomendadas en la bibliografía (18,45). Al igual que
para la hembra, el fondo del molde diseñado posee un arreglo de canales puestos en ángulo en
contraste con el único canal circular de enfriamiento del fondo del molde existente (Figura 5.47).
(a) (b)
Figura 5.47. Sistema de enfriamiento del fondo. (a) Molde diseñado y (b) Molde existente.
En el molde existente, el fondo tiene un canal en el perímetro del mismo (circularmente),
cuya función es enfriar todo el inserto. A diferencia de esta configuración, el nuevo sistema de
canales perforados en ángulo aumenta la turbulencia del fluido refrigerante, por lo que se espera
que el enfriamiento sea más eficiente, disminuyendo el tiempo de ciclo (Figura 5.47(a)) (22,45).
Sumados a los cambios realizados en el fondo y la hembra, también se modificó el sistema de
refrigeración de la punta y el macho. Las entradas y salidas de agua del macho se encuentran
mecanizadas en la placa móvil, así como también el canal de aire de la punta (Figura 5.48).
Figura 5.48. Placa acoplada al carro móvil (vista transparente).
En la Figura 5.49, se presentan las vistas superiores del macho del molde original y el
diseñado. Asimismo, se señalan los canales de refrigeración y aire respectivos.
Canales de entrada y salida de agua del
macho
Canal de entrada de aire a la punta
Canal de entrada de aire a los expulsores
Tapón de Aluminio
Tolerancia de 0,03 mm
Entrada y salida de agua Entrada de aire Entrada y salida de agua
Entrada y salida de aire
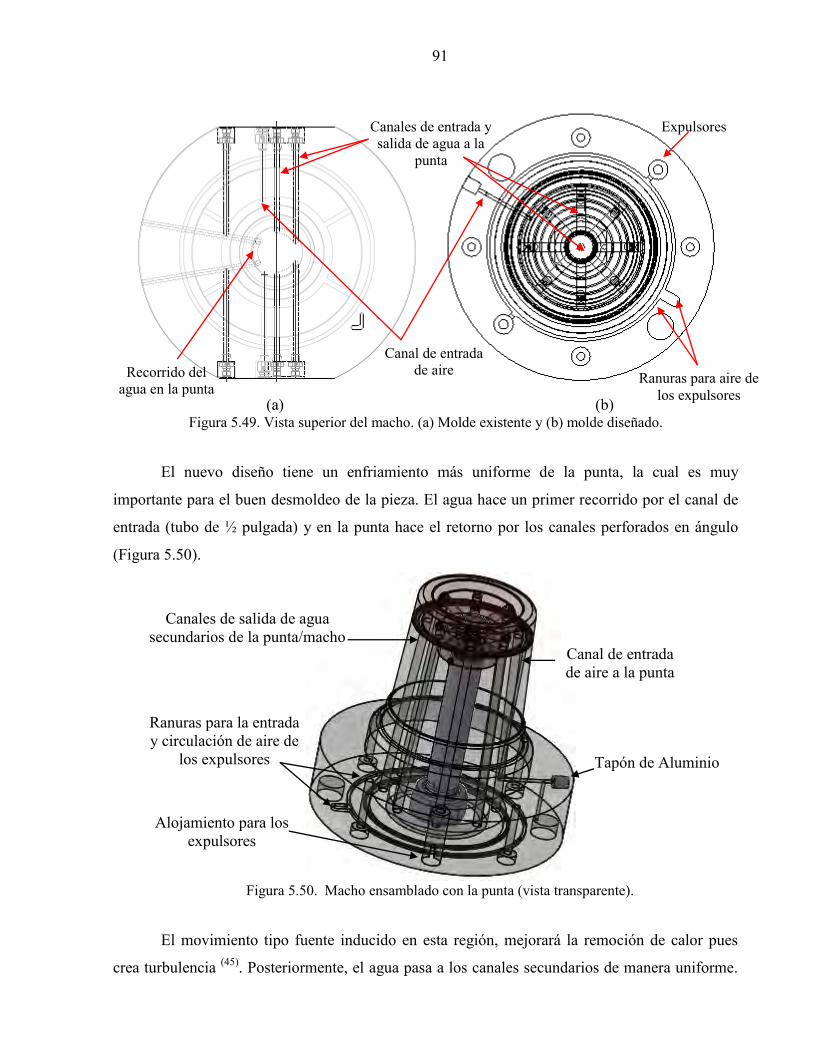
91
(a) (b) Figura 5.49. Vista superior del macho. (a) Molde existente y (b) molde diseñado.
El nuevo diseño tiene un enfriamiento más uniforme de la punta, la cual es muy
importante para el buen desmoldeo de la pieza. El agua hace un primer recorrido por el canal de
entrada (tubo de ½ pulgada) y en la punta hace el retorno por los canales perforados en ángulo
(Figura 5.50).
Figura 5.50. Macho ensamblado con la punta (vista transparente).
El movimiento tipo fuente inducido en esta región, mejorará la remoción de calor pues
crea turbulencia (45). Posteriormente, el agua pasa a los canales secundarios de manera uniforme.
Canales de entrada y salida de agua a la
punta
Canal de entrada de aire Recorrido del
agua en la punta
Canales de salida de agua secundarios de la punta/macho
Canal de entrada de aire a la punta
Alojamiento para los expulsores
Ranuras para la entrada y circulación de aire de
los expulsores Tapón de Aluminio
Expulsores
Ranuras para aire de los expulsores

92
Dichos conductos transportarán el agua a un alojamiento que está en contacto con la placa móvil,
donde se tiene el canal de salida (Figura 5.48). Además, como se ha comentado en varias
oportunidades, la aleación de Cobre empleada en la punta del macho mejora notablemente la
transferencia de calor en relación al acero H-13 (material del molde existente).
5.4.9 Sistema de expulsión
Previo al planteamiento de un nuevo sistema de expulsión, se analizó el funcionamiento
del mismo en el molde existente. Éste consiste en una combinación de aire y un “stripper” de
anillo. Debido a baja rigidez del Polipropileno y la tendencia a contraer en el macho durante la
expulsión, esta última generalmente presenta problemas al emplear expulsores con forma de
anillo. Para evitarlo se diseñó el sistema netamente neumático, ideal para piezas livianas. El uso
de aire acorta el tiempo de ciclo respecto a otros sistemas mecánicos e hidráulicos y reduce el
número de placas del molde, ahorrando material y simplificando el diseño (8,14,21,22).
Tanto en el molde original como en el diseñado, el fondo tiene un canal de aire que
traslada al mismo a una tolerancia existente entre la hembra y el fondo, por la cual el aire escapa
(Figura 5.47). Su función es mantener la pieza en el macho. Por otro lado, el sistema de expulsión
en el macho está en la punta y en los expulsores. El primero traslada el aire hasta una ranura
circular que distribuye el aire uniformemente y escapa por la tolerancia de la unión macho-punta.
Este canal de aire ayuda a separar la tina del macho. El segundo expulsará la pieza y radica en
una “lluvia de aire” en la sección de la boca o “stack” (Figura 5.51).
Figura 5.51. Posición de los expulsores, canal de aire en el macho y esquema de acción de aire.
Tolerancia de 0,03mm
Canal de circulación de aire
Acercamiento del macho sin la punta
Lluvia de aire
Acercamiento del expulsor

93
Para que la expulsión de las tinas sea efectiva, el aire debe ser aplicado lateralmente en la
parte inferior del macho. Asimismo, debe introducirse aire desde el fondo la hembra para evitar
la formación de vacío y suavizar la separación de la entrada. Tomando esto en cuenta, el
procedimiento de expulsión se dividió en tres tiempos de acción de aire: (a) fondo, (b) punta y (c)
expulsor. El primero en activarse deberá ser el aire del fondo antes de que el molde inicie su
apertura para garantizar que la pieza se mantenga en el macho cuando el molde abra (Figura
5.52(a)). Seguidamente, se activa el aire de la punta, durante la apertura del molde, para que la
tina no se adhiera al macho y tienda a deslizarse en el mismo (Figura 5.52(b)). Por último, el aire
de los expulsores se activa, preferiblemente antes de que molde esté completamente abierto, y la
tina es finalmente desmoldeada (Figura 5.52(c)) (19,21).
(a) (b)
(c)
Figura. 5.52. Esquema del desmoldeo de la tina de 22 onzas. (a) Molde cerrado; (b) apertura del molde y (c) molde completamente abierto.
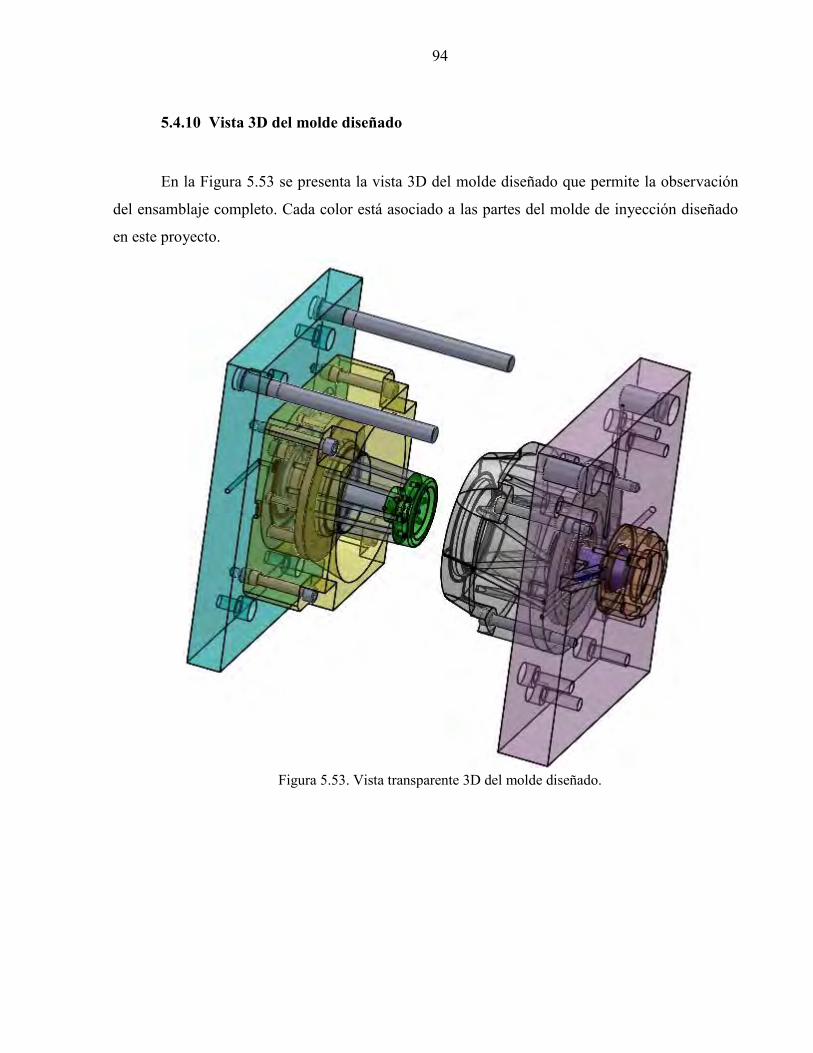
94
5.4.10 Vista 3D del molde diseñado
En la Figura 5.53 se presenta la vista 3D del molde diseñado que permite la observación
del ensamblaje completo. Cada color está asociado a las partes del molde de inyección diseñado
en este proyecto.
Figura 5.53. Vista transparente 3D del molde diseñado.
CAPÍTULO VI CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
Se redujo la temperatura de inyección para las tinas de 12 onzas (material J-905 de Propilven)
y 26 onzas en un ~4%, aumentando la presión de inyección en un ~4% para ambos casos.
Esto aumentó la posibilidad de reducir el tiempo de ciclo y disminuyó el costo energético.
Se redujo la presión de inyección en un ~4% para la tina de 12 onzas (H-103 de Braskem),
favoreciendo el ahorro energético durante el proceso de inyección.
El J-905 (Propilven) se puede moldear a tiempos de ciclo más cortos que el H-103 (Braskem).
Es posible la reducción de la temperatura de inyección en un ~2% para la tina de 32 onzas
con material J-905 de Propilven, manteniendo la presión de inyección constante (107 MPa).
El porcentaje mínimo de contracción final de las tinas que asegura el cerrado deseado por el
cliente es aproximadamente 1,45%.
En el caso del molde de la tina de 12 onzas, la magnitud de la presión de inyección es
determinante para alcanzar el ajuste en galga requerido por el cliente.
Existen diferencias relativamente significativas en las dimensiones de las cavidades del
molde de la tina de 26 onzas, lo cual afecta tanto la uniformidad del llenado como la
continuidad en el ajuste en galga.
No fue posible reducir el tiempo de ciclo de la tina de 12 onzas, ya que las condiciones eran
las más adecuadas.
Se consiguió un ahorro de ~1% en el tiempo de ciclo para la tina 26 onzas, pasando de 9,22 a
9,14 segundos, mediante la reducción del tiempo de enfriamiento.
El nuevo diseño del molde de inyección para tina de 22 onzas tendrá mejor alineación debido
a la colocación de cilindros de centrado tanto para el macho como para la hembra.
La colocación de insertos como la punta, el anillo con la forma del “stack”, el portamacho y
el fondo, mejorarán el desempeño y la vida útil del molde, permitiendo el reemplazo de las
partes en caso de fallas, sin afectar considerablemente la producción.
96
Se mejoró el sistema de enfriamiento de la hembra aumentando el movimiento al fluido
refrigerante (mayor turbulencia), aumentando el diámetro del canal de enfriamiento y
disminuyendo la distancia canal-cavidad a los valores recomendados en la bibliografía.
Se mejoró el sistema de enfriamiento de la punta creando un arreglo con un enfriamiento más
uniforme y mediante el empleo de un material de alta transferencia de calor (aleación de
Cobre) para su fabricación, a diferencia del molde existente que posee una punta de acero.
El empleo de acero WKW4 o en su defecto, acero P-20 o H-13 con un tratamiento de
cromado, mejorará la resistencia a la corrosión y a la abrasión. Asimismo, permitirá obtener
un acabo superficial brillante.
La modificación del sistema de expulsión a uno completamente neumático, permitirá tiempos
de ciclo menores en comparación al molde existente.
6.2 RECOMENDACIONES
Hacer chequeo de las dimensiones de las cavidades de los moldes, a modo de tomar en cuenta
las variaciones en el llenado con los parámetros de procesamiento.
Colocar reguladores de caudal para el enfriamiento del aceite hidráulico de las máquinas, con
la finalidad de tener un control más adecuado de su temperatura y por ende, del proceso.
Se recomienda investigar acerca del funcionamiento y operación de los acumuladores, ya que
en inyección de pared delgada, la velocidad de inyección es uno de los parámetros más
importantes. También se sugiere aumentar la temperatura del molde para disminuir la
resistencia de flujo y la solidificación de partes en estado altamente orientado.
Hacer un chequeo periódico de la presión de gas en el acumulador para verificar que
realmente se está haciendo uso del mismo.
Establecer la medida del ajuste en galga como un control fijo de calidad para los productos.
Fabricar el molde diseñado con la ayuda de Control Numérico Computarizado (CNC).
CAPÍTULO VII REFERENCIAS BIBLIOGRÁFICAS
1. Goodship, V., “Practical guide to injection moulding”, Editorial ARBUG, Reino Unido
(2004), pp 1, 5, 41.
2. Zheng, R., Tanner, I., y Fan, X.,“Injection Molding: Integration of Theory and Modeling
Methods”, Editorial Springer, Estados Unidos (2011), pp 1.
3. Johannaber F., “Injection Molding machines, a user’s guide”, Cuarta edición, Editorial
Hanser Publishers, Alemania (2008), pp 13, 31-49, 61-63, 145.
4. Muccio, E., “Plastics processing technology”, Editorial ASM International, Estados Unidos
(1994), pp 149.
5. Anguita, R., “Moldeo por inyección”, Primera edición, Editorial Blume, España (1975), pp
11, 27-31, 52-57, 154, 171-173, 193-195.
6. Universidad a Antioquia. “Diseño de Moldes de inyección de termoplásticos”. Disponible
en: http://docencia.udea.edu.co/ingenieria/moldes_inyeccion/unidad_2/maquina.html.
Consulta en: [Febrero, 2012].
7. Wikinson, A., y Ryan A., “Polymer processing and structure development”, Editorial
Kluwer Academis Publishers, Estados Unidos (1998), pp 55-56.
8. Rosato D. y Rosato M., “Injection molding handbook”, Tercera edición, Editorial Kluwer
Academic Publishers, Estados Unidos (2000), pp 10, 15, 22, 64-66, 99, 221-284, 306, 310,
316, 625-655, 970.
9. Bryce, D., “Plastic Injection Molding: manufacturing process fundamentals”, Society of
Manufacturing Engineers, Estados Unidos (1996), pp 35, 38, 44, 98.
10. Rosato D. y Rosato M, “Plastic product material and process selection handbook”, Editorial
Elservier, Reuno Unido (2004), pp 204-207.
11. Fischer, J., “Handbook of Molded Part Shrinkage and Warpage”, Editorial William Andrew,
Estados Unidos (2003), pp 9-13, 17, 79-81.
12. Beaumont, J., “Runner and Gating Design Handbook”, Primera edición, Editorial Hanser
Publishers, Alemania (2004), pp 1, 4, 37-41, 60-62, 71-72, 128, 146, 152-161, 174-177, 193,
207-208, 230-231, 272- 276 .
98
13. Menges, G. y Mohren, G., “Moldes para inyección de plásticos”, Editorial Ediciones G. Gili,
S.A., Barcelona (1974), pp 22, 43, 59-65, 193-204.
14. Rees, H. y Catoen, B., “Selecting injections molds, weighing costs versus productivity”,
Editorial Hanser Publishers, Alemania (2006), pp 25-28, 41, 72, 83.
15. Shoemaker, J., “Moldflow design guide: a resource for plastics engineers”, Editorial Hanser
Publishers, Estados Unidos (2006), pp 7-10, 23, 67, 143.
16. Unger, P., “Hot runner technology”, Editorial Hanser Publishers, Alemania (2006), pp 1-8,
32, 41-46.
17. Frenkler, D. y Zawistowski, H., “Hot runners in injection moulds”, Editorial Rapra
Technology Limited, Reino Unido (2001), pp 9, 17.
18. Bayer, 2000. “Part and Mold Design”. Disponible en:
http://ricaube.ep.profweb.qc.ca/Les_polymeres_en_design_industriel/References_files/Part
%20and%20Mold%20Design.pdf. Consulta en: [Diciembre, 2011].
19. Rees, H., “Understanding Injection Mold Design”, Editorial Hanser Publishers, Alemania
(2001), pp 22-24.
20. Bryce, D., “Plastic Injection Molding: mold design and construction fundamentals”, Society
of Manufacturing Engineers, Estados Unidos (1998), pp 87-90.
21. Gastrow, H. y Unger P., “Gastrow injection molds: 130 proven designs”, Cuarta edición,
Editorial Hanser Publishers, Alemania (2006), pp 7, 251.
22. Rees, H., “Mold engineering”, Segunda edición, Editorial Hanser Publishers, Alemania
(2002), pp 9, 40, 82-83, 103, 129, 139-140, 238-240, 543.
23. Pontes, A., “Shrinkage and ejection forces in injection moulded products”, Proyecto de
Doctorado, Universidad De Minho, Braga (2002).
24. Turris, M., “Determinación de la ventana de proceso y el tiempo de ciclo para tapas
inyectadas en la empresa INJACA”, Proyecto de Grado, Universidad Simón Bolívar,
Sartenejas (2006).
25. Ramírez, R., “Desarrollo de procedimientos para la determinación de la ventana de proceso
para tapas inyectadas”, Proyecto de Grado, Universidad Simón Bolívar, Sartenejas (2006).
26. Díaz, A., “Diseño de un molde de inyección comparando moldes de coladas caliente,
semicalientes y frías”, Proyecto de Grado, Universidad Simón Bolívar, Sartenejas (2007).

99
27. Fernández, M., “Diseño de un molde de inyección apilable para tapas Flip Top empleando
herramientas CAD/CAE”, Proyecto de Grado, Universidad Simón Bolívar, Sartenejas
(2010).
28. Apaza, E., “Diseño de un molde con postizos intercambiables para diferentes espesores y
entradas de placas”, Proyecto de Grado, Universidad Simón Bolívar, Sartenejas (2007).
29. Propilven. Disponible en: http://www.propilven.com. [Octubre, 2011].
30. “Aceros especiales”, Ferrum. Disponible en: http://www.ferrumaceros.com/aceros2.htm#P-
20. [Febrero 2012].
31. “Acero SISA H-13, aceros para trabajo en caliente”. Disponible en:
http://www.sisa1.com.mx/pdf/Acero%20SISA%20H13.pdf. [Febrero, 2012].
32. “Injection design guidelines, maximizing performace using Cooper alloys”. Disponible en:
http://www.copper.org/applications/industrial/PDF_files/9905.pdf. [Enero, 2011].
33. “NSRW, Berylium free Cooper (18000)”. Disponible en:
http://nsrw.com/products/products_beryllium_free_copper.php. [Febrero, 2012].
34. “Alloy 3 (C17200) Datasheet”. Disponible en:
http://www.smithsadvanced.com/ElEspanol/downloads/Alloy3_AMI.pdf. [Febrero, 2012].
35. “Alloy 25 (C17510) Datasheet”. Disponible en:
http://www.smithsadvanced.com/ElEspanol/downloads/Alloy25_AMI.pdf. [Febrero, 2012].
36. Manuales de operación de máquinas de inyección marca Haixiong (”Software” Techmation,
Co.).
37. Norma ASTM D 955, “Standard Test Method of Measuring Shrinkage from Mold
Dimensions of Thermoplastics”, Estados Unidos (2000).
38. “Catálogo Gate-Mate™ Hot Sprue Bushings”. Disponible en:
http://www.dme.net/wwwdme/DME_D_catalog_2008%20copy/Hot%20Runner%20Systems
/HRS%20153-160.pdf. [Marzo, 2012].
39. Maiar, C. y Calafut T., “Polypropylene, a definitive User’s Guide and databook”, Editorial
Plastics Design Library, Estados Unidos (1998), pp 149, 151.
40. Guojun, X., “Study of thin-wall injection molding”, (2004). Disponible en:
http://etd.ohiolink.edu/send-pdf.cgi/Xu%20Guojung.pdf?osu1078788946. [Febrero, 2012].
41. INEOS, olefins & polymers USA, “Polypropylene processing guide, INEOS”, (2007).
Disponible en:
100
http://www.distrupol.com/images/INEOS_Polypropylene_Processing_Guide.pdf. [Febrero,
2012].
42. Hassan, H., Regnier, N., Pujos, C. y Defaye, G., “The effect of viscous dissipation on the
polymer temperature during injection molding”, 5th European Thermal-Sciences Conference
(2008).
43. Brydson, J., “Plastics Materials”, Séptima edición, Editorial Butterworth-Heinemann, Reino
Unido (1999), pp 175.
44. Huang, M., “Cavity pressure based grey prediction of the filling-to-packing switchover point
for injection molding”, Journal of Materials Processing Technology (183) N°419-424
(2007).
45. Jones, P., “The mold design guide”, Editorial Smithers Rapra Technology Limited, Reino
Unido (2008), pp 45-47, 76-79, 96, 138-140, 149-154, 345-363.
46. Pantani, R., Coccorullo, I., Speranza, V. y Titomanlio, G. “Modeling of morphology
evolution in the injection of thermoplastic polymers”, Progress in Polymer Science (30) N°
1185-1222 (2005).
47. Plaza, D., “Factibilidad de diseño de moldes de colada fría, caliente o apilable empleando
herramientas CAD/CAE”, Proyecto de Grado, Universidad Simón Bolívar, Sartenejas
(2007).
48. Kazmer, D., “Injection Mold Design Engineering”, Editorial Hanser Publishers, Alemania
(2007), pp 11, 68, 87-88.
49. “Catálogo de componentes generales del molde de Hasco”. Disponible en:
http://www.hasco.de/es/content/view/full/1886. [Enero, 2012].
50. “Catálogo de DME Mold components ”. Disponible en:
http://www.dme.net/catalog/dme/Mold%20Components/index.html#/237/zoomed. [Enero,
2012].
51. Menges, G., Michaeli, W., y Mohren, P., “How to make injection molds”, Editorial Hanser
Publishers, Alemania (2001), pp 152, 154.
52. “Catálogo de O-rings Parker®”. Disponible en:
http://www.elhinel.com.ar/parker/Catalogo%20O-Ring.pdf. [Febrero, 2012].

APÉNDICE
APÉNDICE A: Cálculo de la contracción
Para todos los estudios de contracción, se empleó una hoja de cálculo que facilitó la
obtención de resultados a partir de las mediciones de diámetro exterior de las tinas. A modo de
ejemplificar la determinación de la contracción, se utilizaron las medidas con material Braskem
H-103 de la tina de 12 onzas marca Selva®. Se seleccionaron las muestras de la cavidad 1 del
molde correspondiente, a las 0 horas de haber sido expulsada del mismo, bajo los siguientes
parámetros de moldeo: temperatura de inyección 270°C y presión de inyección 85 MPa (Tabla
A.1).
Tabla A.1. Medidas de diámetro exterior de la tina 12 onzas con material Braskem H-103 de la cavidad 1 del molde correspondiente, a las 0 horas de haber sido moldeada (temperatura de inyección: 270°C;
presión de inyección: 85MPa). Muestra Diámetro exterior(mm)
1 114,13 2 114,12 3 114,11 4 114,12 5 114,13
Promedio (mm) 114,122 Desv. estándar 0,008
Una vez calculado el valor promedio del diámetro exterior, se procedió a determinar el
porcentaje de contracción lineal mediante el uso de la Ecuación 4.1, presentada en la sección
4.3.4. Tomando la condición de ejemplo, se introdujeron los valores promedio del diámetro
exterior de la tina, 114,122 mm (Tabla A.1) y del molde, 115,6 mm, en dicha expresión tal como
se observa a continuación.
El resultado indica que el porcentaje alcanzado a las 0 horas de haber sido expulsada la
tina, es de 1,279%.

102
APÉNDICE B: Número de cavidades
B.1. Área proyectada de la pieza
Acorde con la disposición de la cavidad en el molde (Figura 4.13), el área proyectada de
la pieza corresponde a la circunferencia del diámetro exterior de la boca o “stack”. Esta medida
es de 114,317 mm (11,432 cm). Haciendo uso de la expresión para el cálculo del área de un
círculo, donde “r” es el radio de la figura, se tiene que el área proyectada de la pieza (Ap) es la
siguiente.
B.2. Peso de la tina
El peso de la tina fue aproximado a partir de las piezas fabricadas en el molde actual. El
peso fue redondeado por encima a 23 gr.
B.3. Capacidad de inyección para polipropileno
La capacidad de inyección de la máquina Haixiong-HX98 para poliestireno cristal es de
140 g (Tabla 4.4). Para determinar la capacidad de inyección para polipropileno, se empleo la
Ecuación B.1.
(Ec. B.1)
Donde, Ci(pp) = capacidad de inyección para polipropileno (g), Ci(ps) = capacidad de
inyección para poliestireno (g), ρ(pp) = densidad del polipropileno (g/cm3), y ρ(ps) = densidad del
poliestireno (g/cm3).
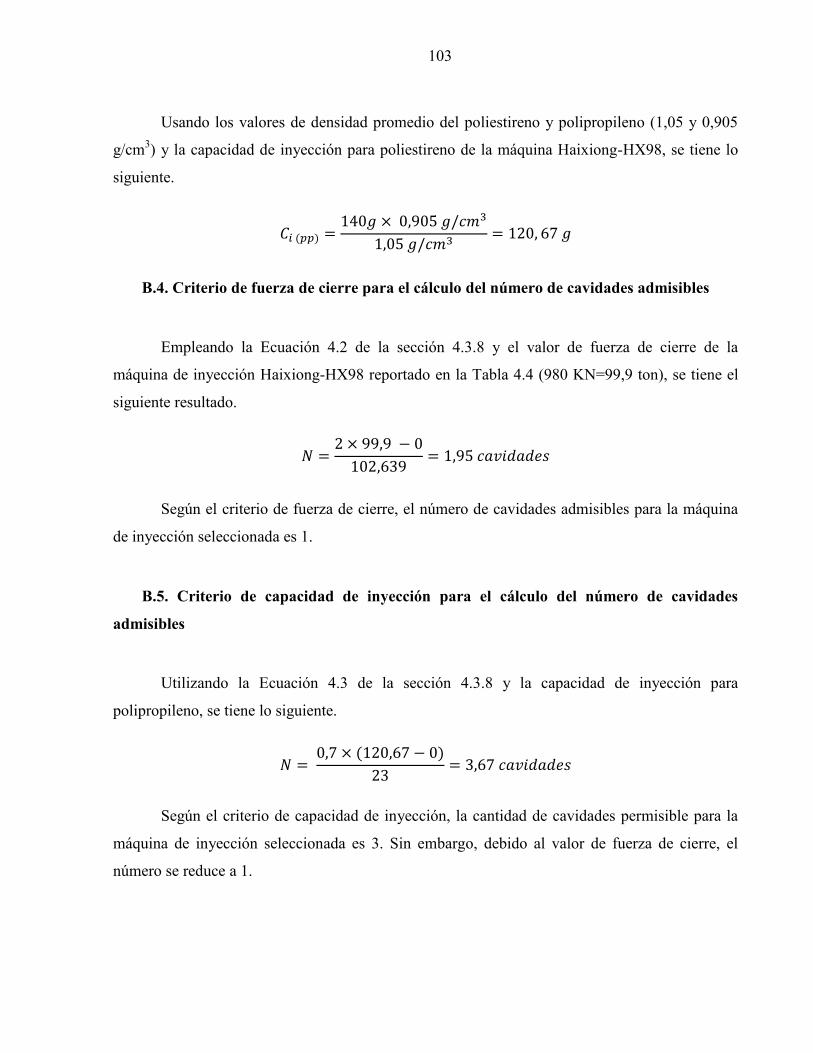
103
Usando los valores de densidad promedio del poliestireno y polipropileno (1,05 y 0,905
g/cm3) y la capacidad de inyección para poliestireno de la máquina Haixiong-HX98, se tiene lo
siguiente.
B.4. Criterio de fuerza de cierre para el cálculo del número de cavidades admisibles
Empleando la Ecuación 4.2 de la sección 4.3.8 y el valor de fuerza de cierre de la
máquina de inyección Haixiong-HX98 reportado en la Tabla 4.4 (980 KN=99,9 ton), se tiene el
siguiente resultado.
Según el criterio de fuerza de cierre, el número de cavidades admisibles para la máquina
de inyección seleccionada es 1.
B.5. Criterio de capacidad de inyección para el cálculo del número de cavidades
admisibles
Utilizando la Ecuación 4.3 de la sección 4.3.8 y la capacidad de inyección para
polipropileno, se tiene lo siguiente.
Según el criterio de capacidad de inyección, la cantidad de cavidades permisible para la
máquina de inyección seleccionada es 3. Sin embargo, debido al valor de fuerza de cierre, el
número se reduce a 1.
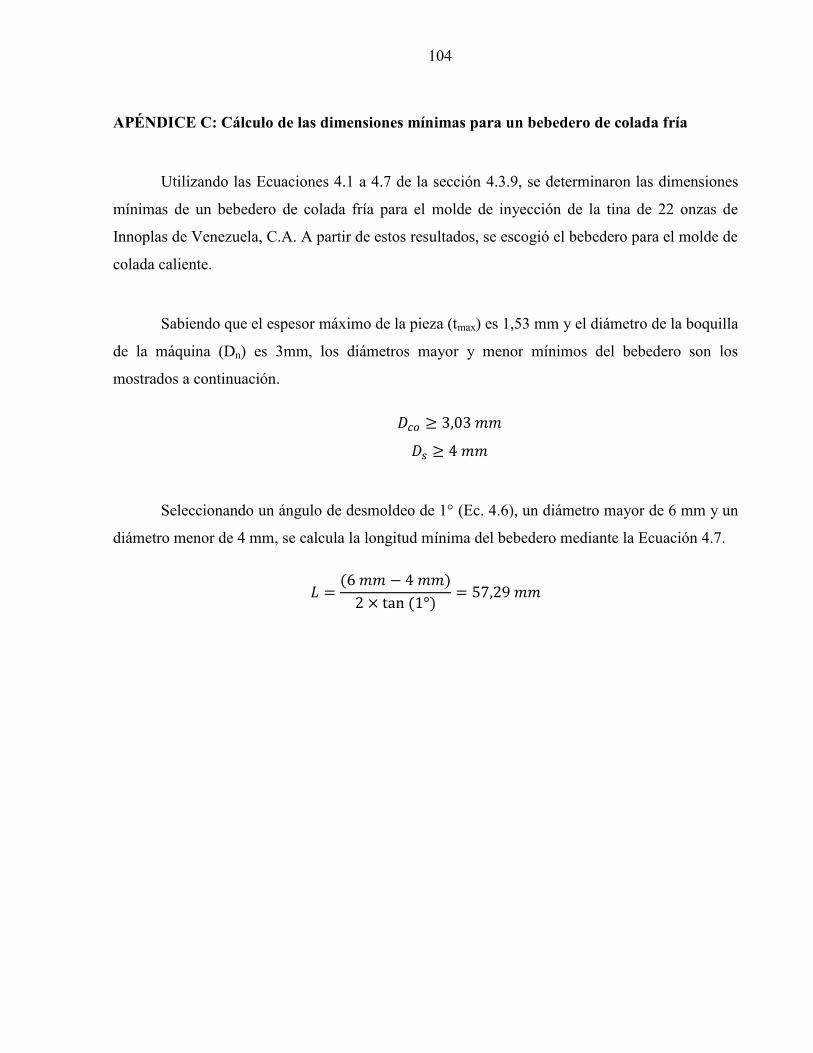
104
APÉNDICE C: Cálculo de las dimensiones mínimas para un bebedero de colada fría
Utilizando las Ecuaciones 4.1 a 4.7 de la sección 4.3.9, se determinaron las dimensiones
mínimas de un bebedero de colada fría para el molde de inyección de la tina de 22 onzas de
Innoplas de Venezuela, C.A. A partir de estos resultados, se escogió el bebedero para el molde de
colada caliente.
Sabiendo que el espesor máximo de la pieza (tmax) es 1,53 mm y el diámetro de la boquilla
de la máquina (Dn) es 3mm, los diámetros mayor y menor mínimos del bebedero son los
mostrados a continuación.
Seleccionando un ángulo de desmoldeo de 1° (Ec. 4.6), un diámetro mayor de 6 mm y un
diámetro menor de 4 mm, se calcula la longitud mínima del bebedero mediante la Ecuación 4.7.

105
APÉNDICE D: Cálculo del sistema de refrigeración
Considerando que el espesor promedio de la cavidad del molde diseñado es 0,762 mm y
los diámetros de canal de refrigeración recomendados están entre 4 y 7 mm (acorde con la Figura
3.14 de la sección 3.5.2(b)), los diámetros escogidos para cada sistema de refrigeración son los
mostrados en la Tabla D.1.
Tabla D.1. Diámetros de los canales de refrigeración de las regiones del molde diseñado. Región Diámetro, D (mm) Fondo 4
Hembra 7 Macho 5,72
Al aplicar las Ecuaciones 4.8 y 4.9 y los diámetros de canal sugeridos en la Tabla D.1, se
determinan las distancias canal-canal (B) y canal-cavidad (C) para cada región.
APÉNDICE E: Planos de las piezas que conforman el molde diseñado
A continuación se presentan los planos de cada parte que conforma el molde diseñado.
Fondo
Hembra
Macho
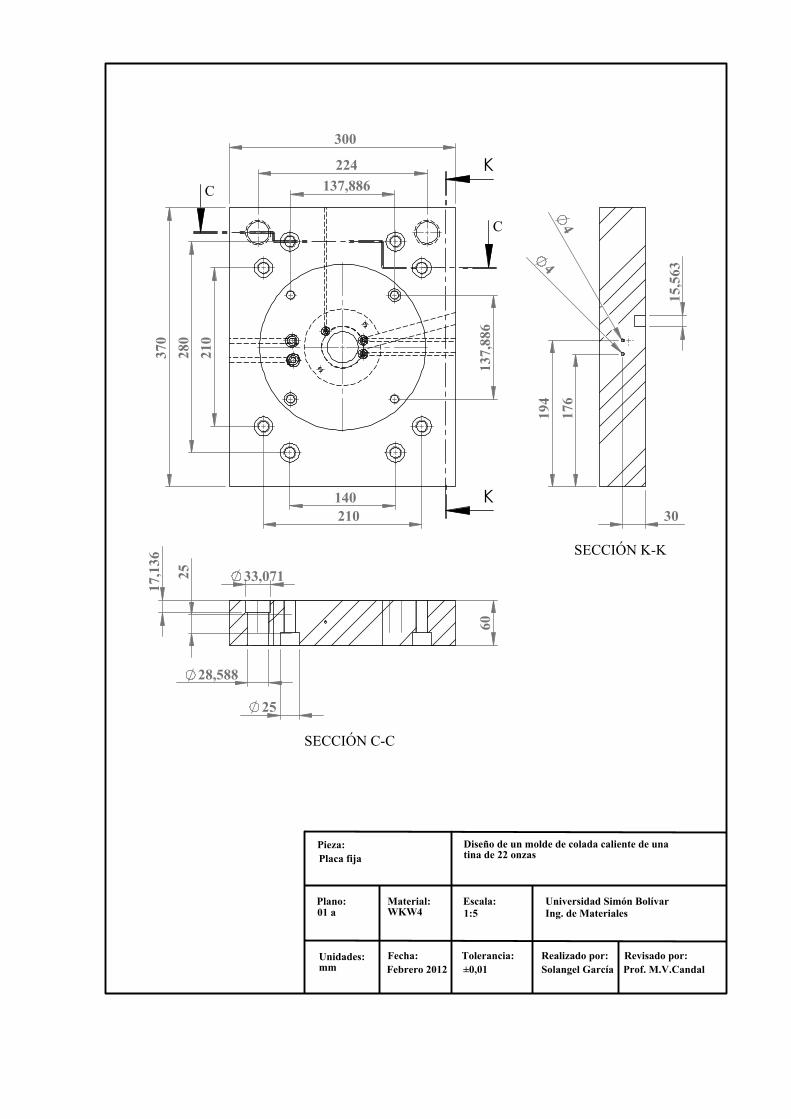
Unidades:mm
Material:WKW4
Placa fija
Fecha:Febrero 2012
Escala:1:5
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
01 a
370
300
210
280
140210
224
137,
886
137,886C
C
K
K60
17,1
36
33,071
25
25
28,588
SECCIÓN C-C
4
4
194
176
15,5
63
30
SECCIÓN K-K
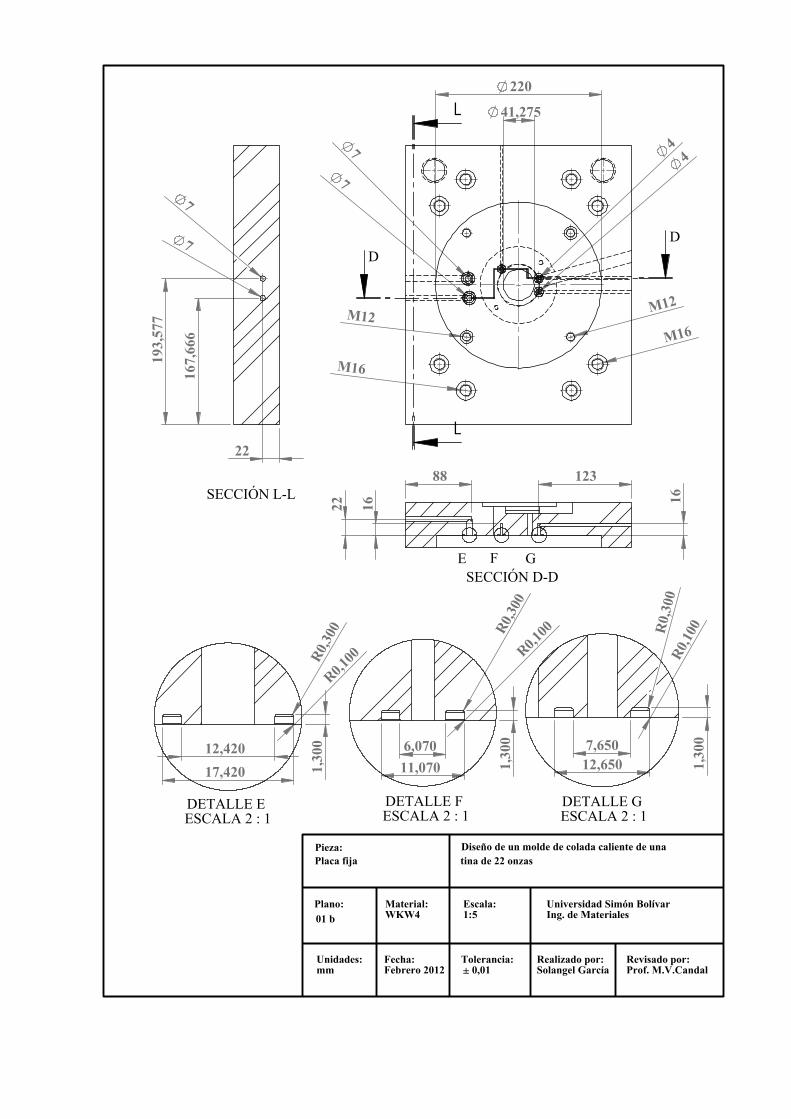
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:5
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Placa fijaDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
01 b
447
7
M12
220
41,275
M16
M16
M12
DD
L
L
1616
88 123
22
E F GSECCIÓN D-D
R0,30
0
R0,100
17,42012,420
1,30
0
DETALLE E ESCALA 2 : 1
R0,30
0
R0,100
11,0706,070
1,30
0
DETALLE F ESCALA 2 : 1
R0,
300
R0,10
0
12,6507,650
1,30
0
DETALLE G ESCALA 2 : 1
7
7
193,
577
167,
666
22
SECCIÓN L-L
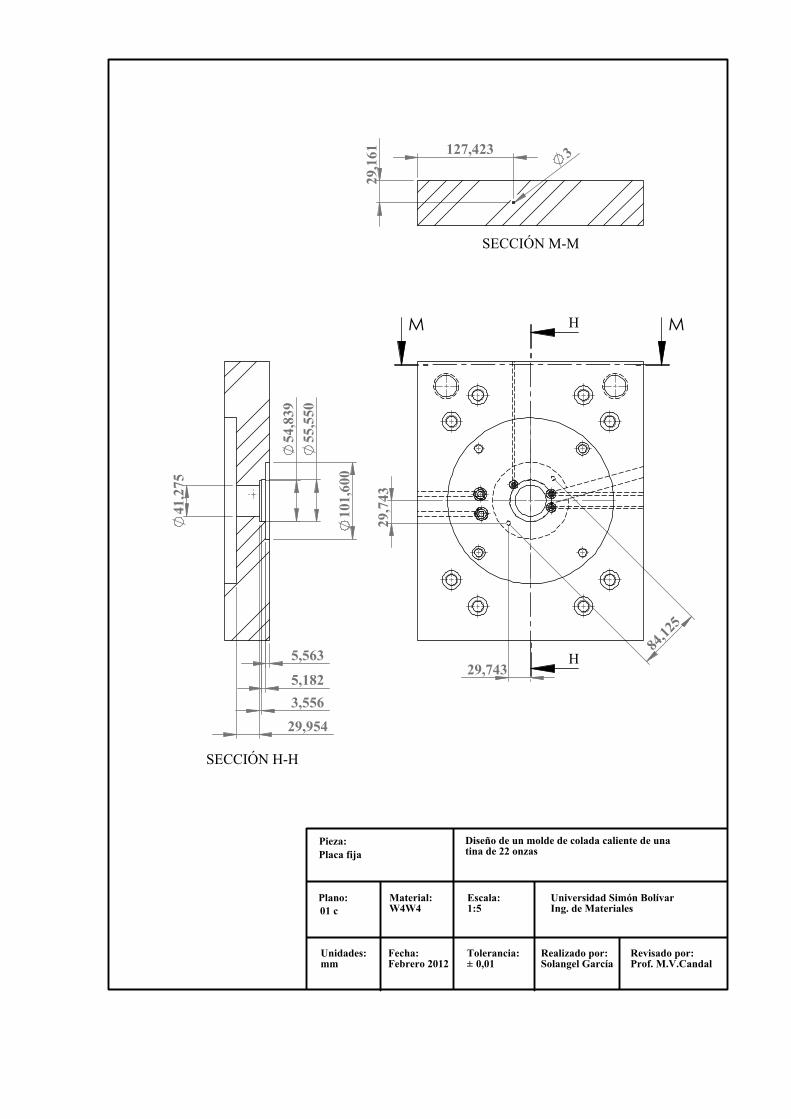
Unidades:mm
Material:W4W4
Fecha:Febrero 2012
Escala:1:5
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Placa fijaDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
01 c
84,12
5
29,7
43
29,743
H
H
M M10
1,60
0
55,5
5054
,839
41,2
75
5,563
5,1823,55629,954
SECCIÓN H-H
3127,423
29,1
61
SECCIÓN M-M
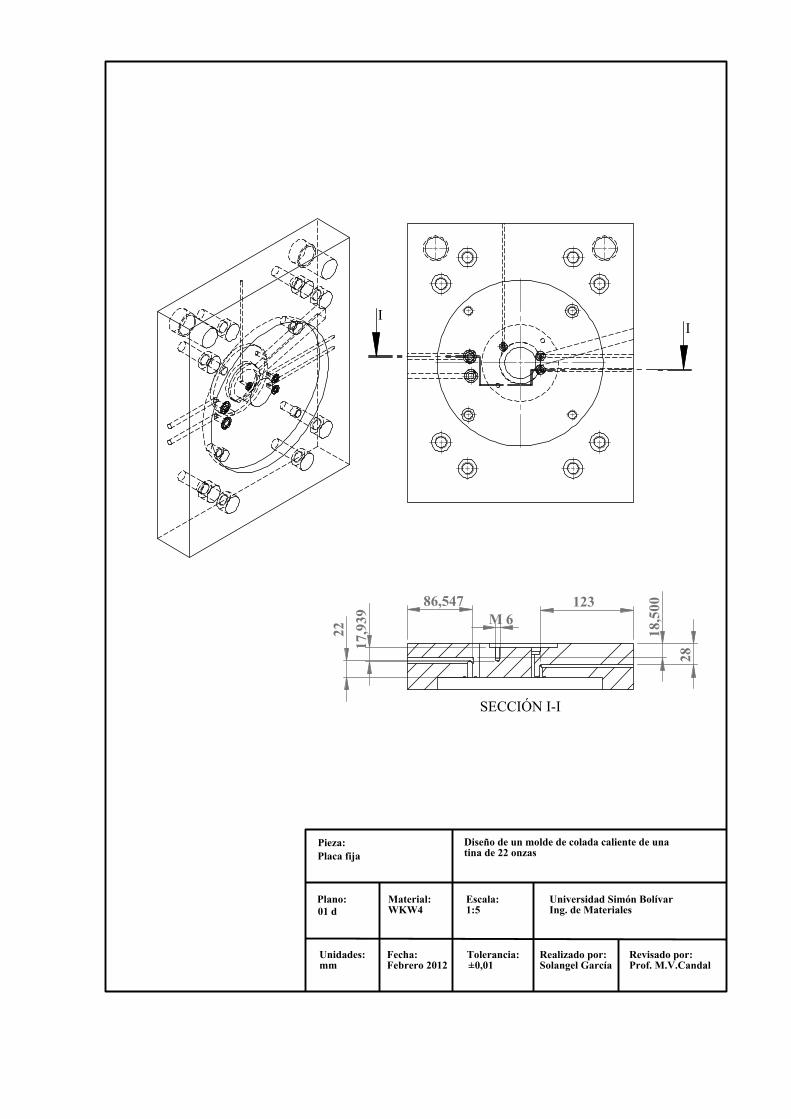
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:5
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Placa fijaDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
01 d
II
123
17,9
39 M 6
28
18,5
00
22
86,547
SECCIÓN I-I
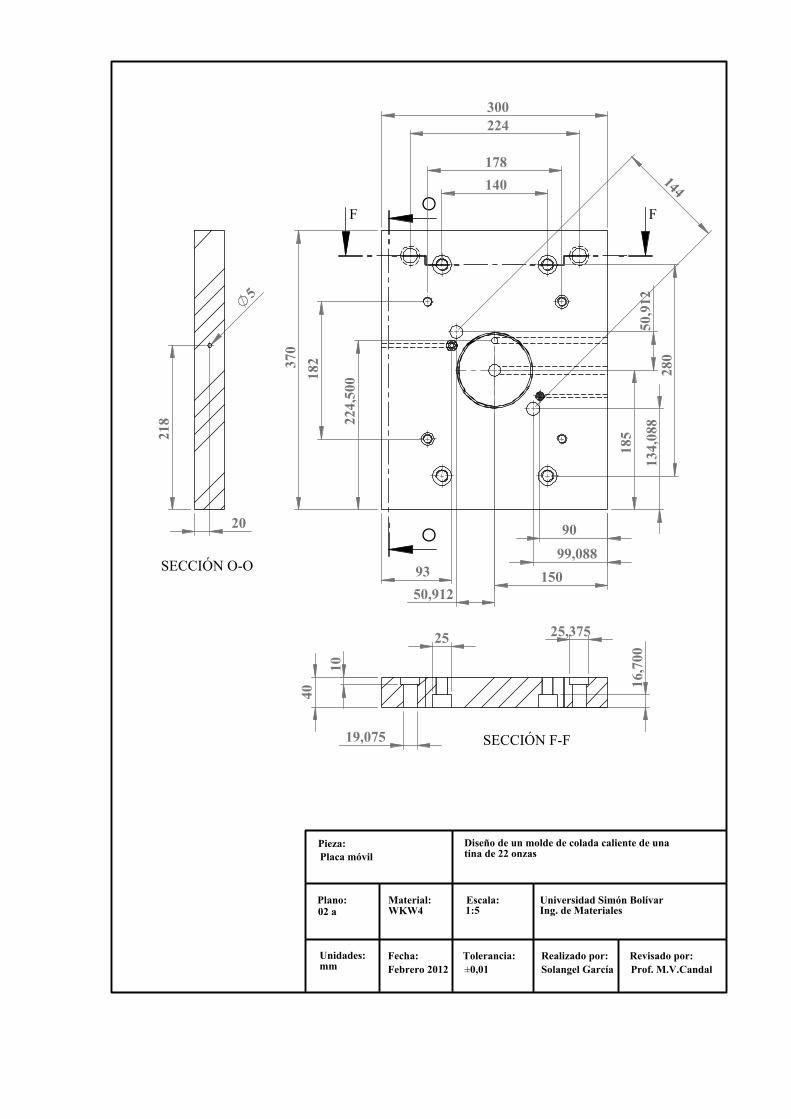
300
370
15099,088
134,
088
93
90
224
140 144
182
178
280
224,
500
185
50,912
50,9
12
F FO
O
Unidades:mm
Material:WKW4
Placa móvil
Fecha:Febrero 2012
Escala:1:5
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
02 a
40
10
16,7
0025 25,375
19,075 SECCIÓN F-F
5
218
20
SECCIÓN O-O
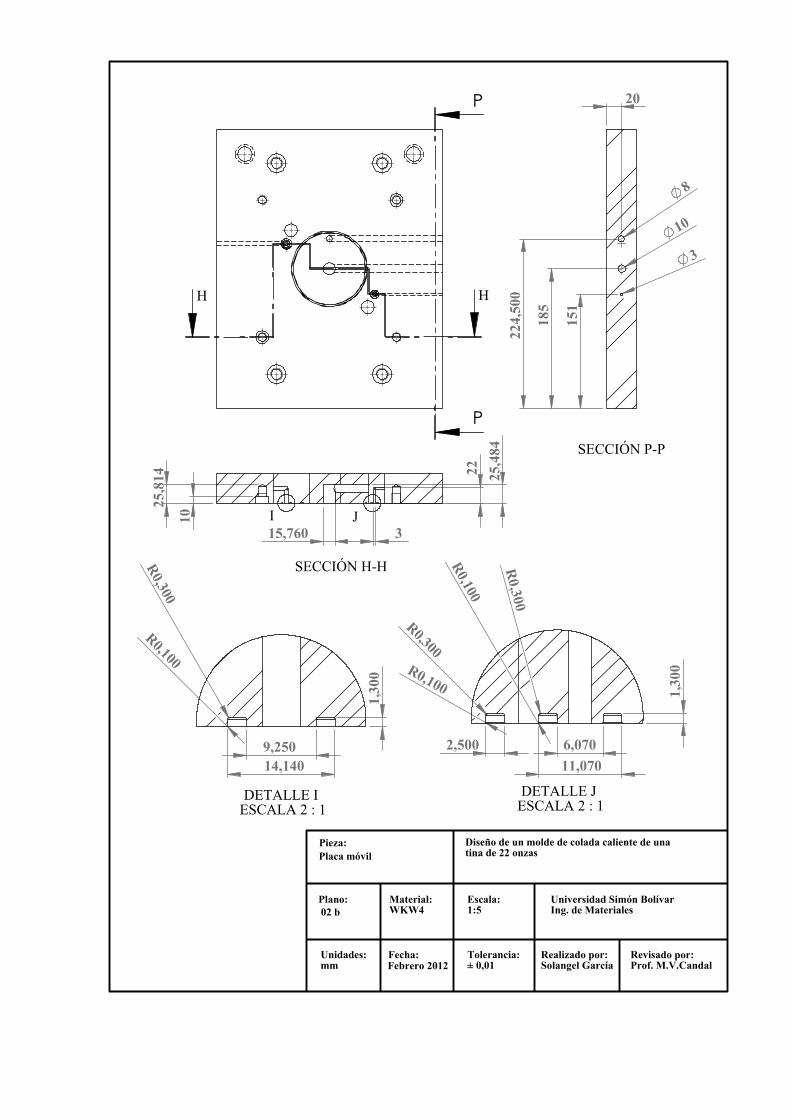
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:5
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Placa móvilDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
02 b
H H
P
P
25,8
14
10
22
15,760 3
25,4
84I J
SECCIÓN H-HR0,300R0,100
1,30
0
14,1409,250
DETALLE I ESCALA 2 : 1
R0,300R0,100 1,
300
11,0706,0702,500
R0,300
R0,100
DETALLE J ESCALA 2 : 1
8
10
3
224,
500
185
151
20
SECCIÓN P-P
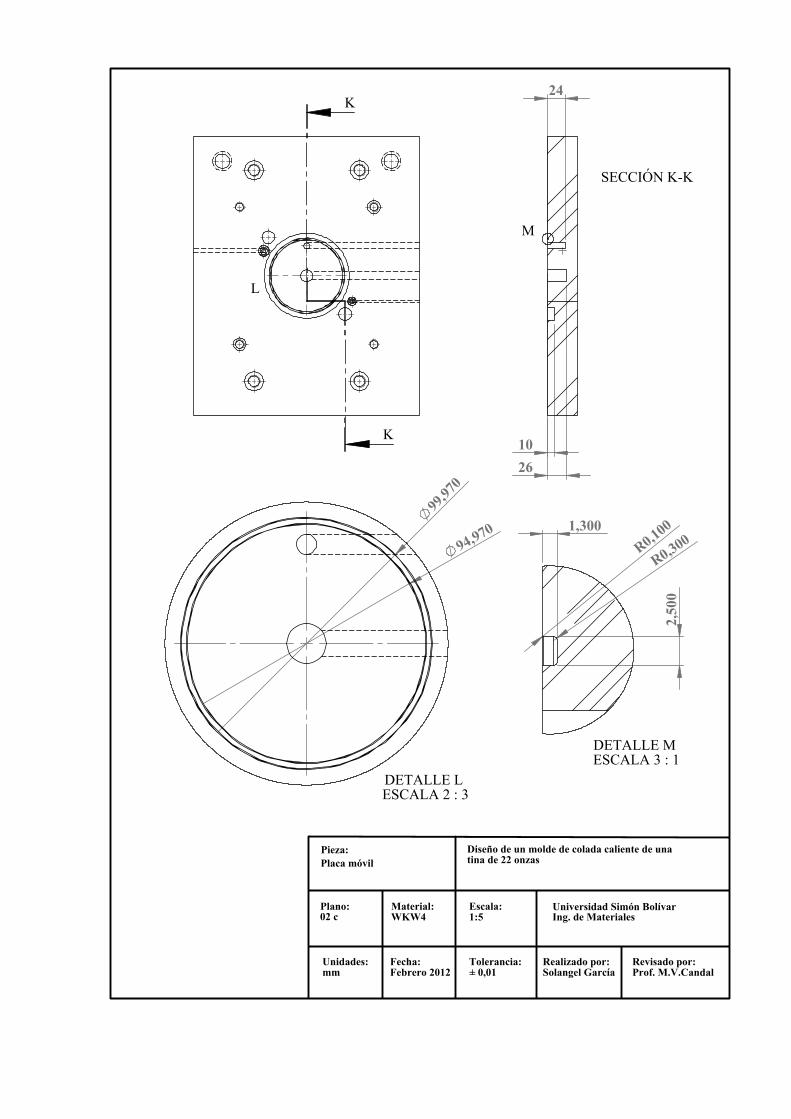
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:5
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Placa móvilDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
02 c
K
K
L
1026
24
M
SECCIÓN K-K
99,97
0
94,970
DETALLE L ESCALA 2 : 3
R0,300R0,100
2,50
0
1,300
DETALLE M ESCALA 3 : 1
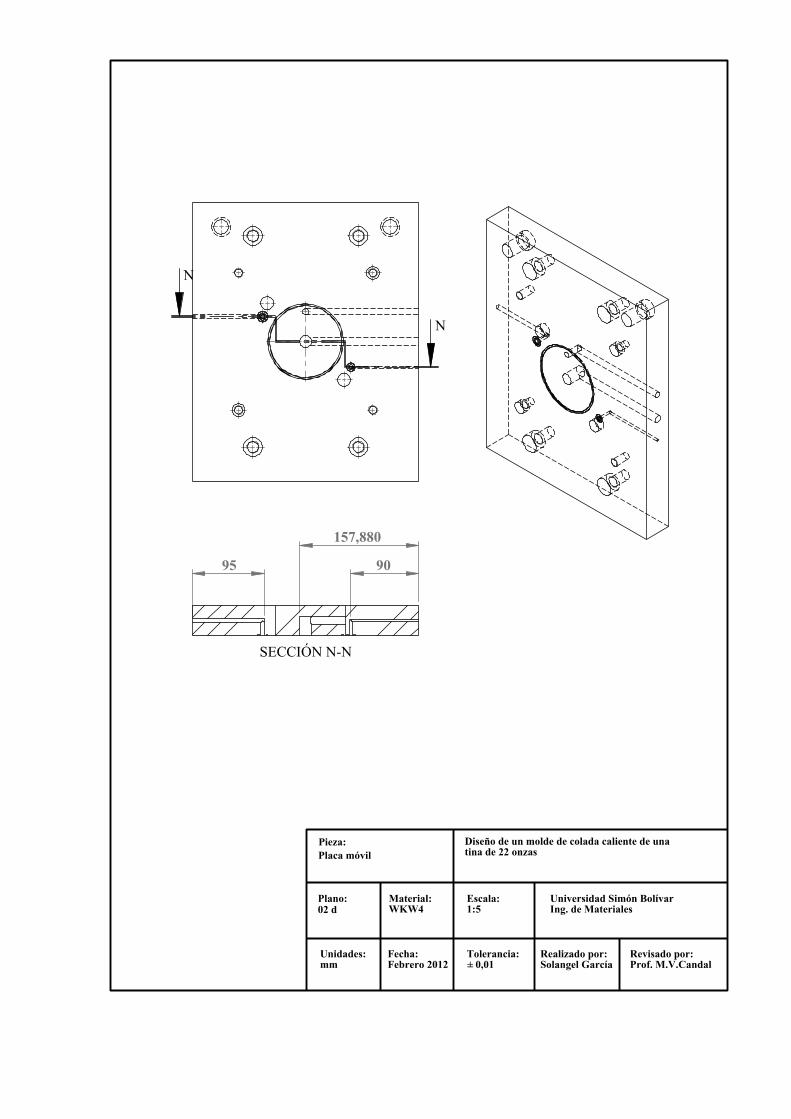
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:5
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Placa móvilDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
02 d
N
N
95 90
157,880
SECCIÓN N-N
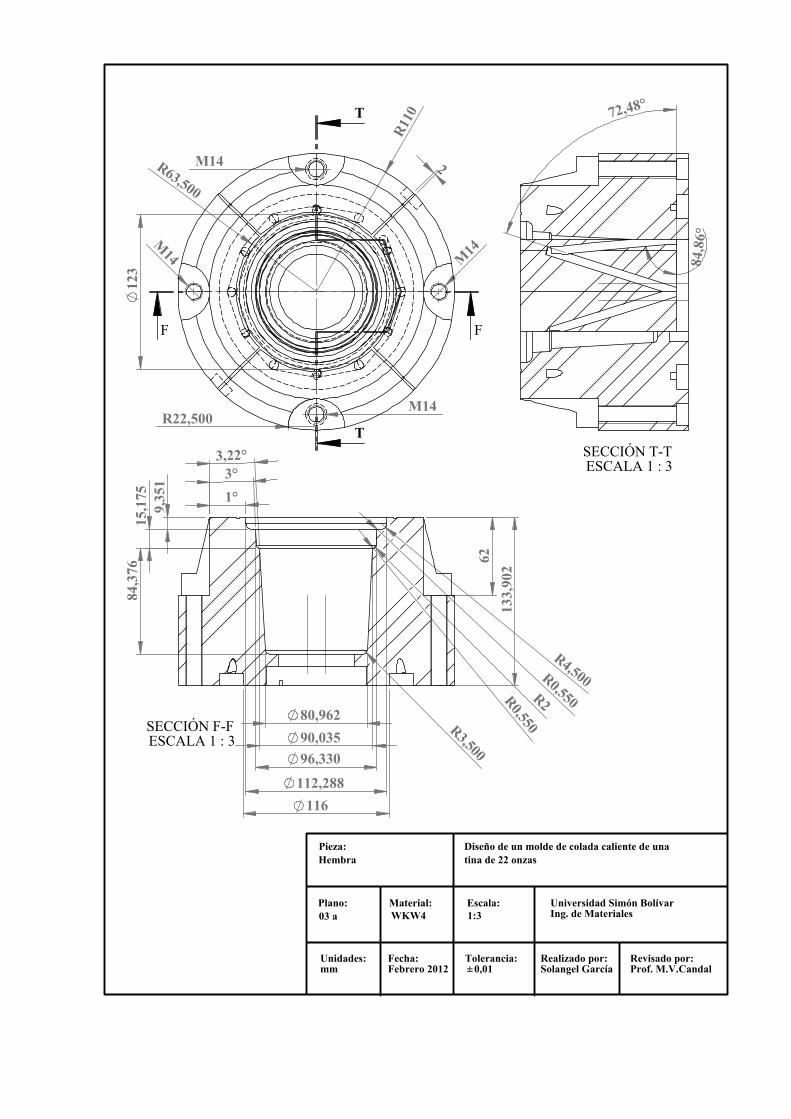
2
123
R110
R63,500
M14
R22,500M14
M14 M
14
F F
T
T
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:3
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
HembraDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
03 a
112,288
96,33090,03580,962
9,35
115
,175
84,3
76
6213
3,90
21°3°
3,22°
R4,500R0,550R2R0,550R3,500
116
SECCIÓN F-F ESCALA 1 : 3
72,48°
84,8
6°
SECCIÓN T-T ESCALA 1 : 3
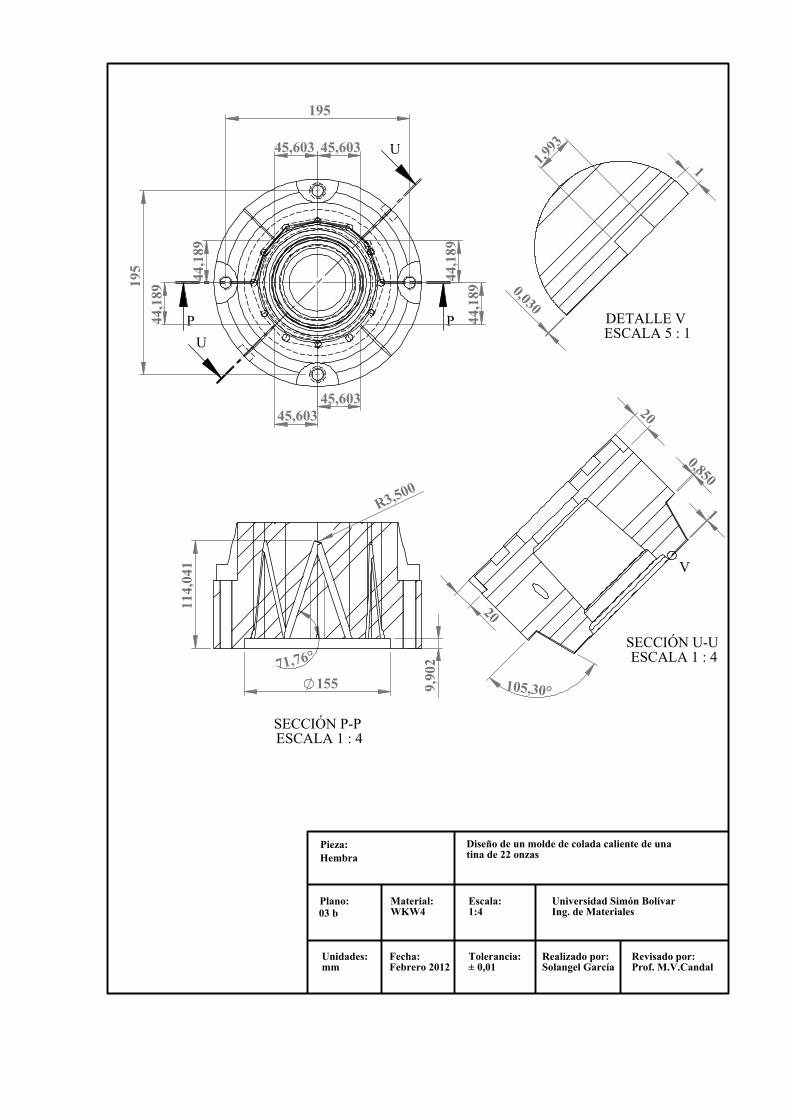
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:4
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
HembraDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
03 b
195
195
45,603
44,1
89
45,603
44,1
89
44,1
89
45,60345,603
44,1
89
PPU
U
71,76°
114,
041
R3,500
9,90
2
155
SECCIÓN P-P ESCALA 1 : 4
20
20
10,850
105,30°
V
SECCIÓN U-U ESCALA 1 : 4
0,030
11,993
DETALLE V ESCALA 5 : 1
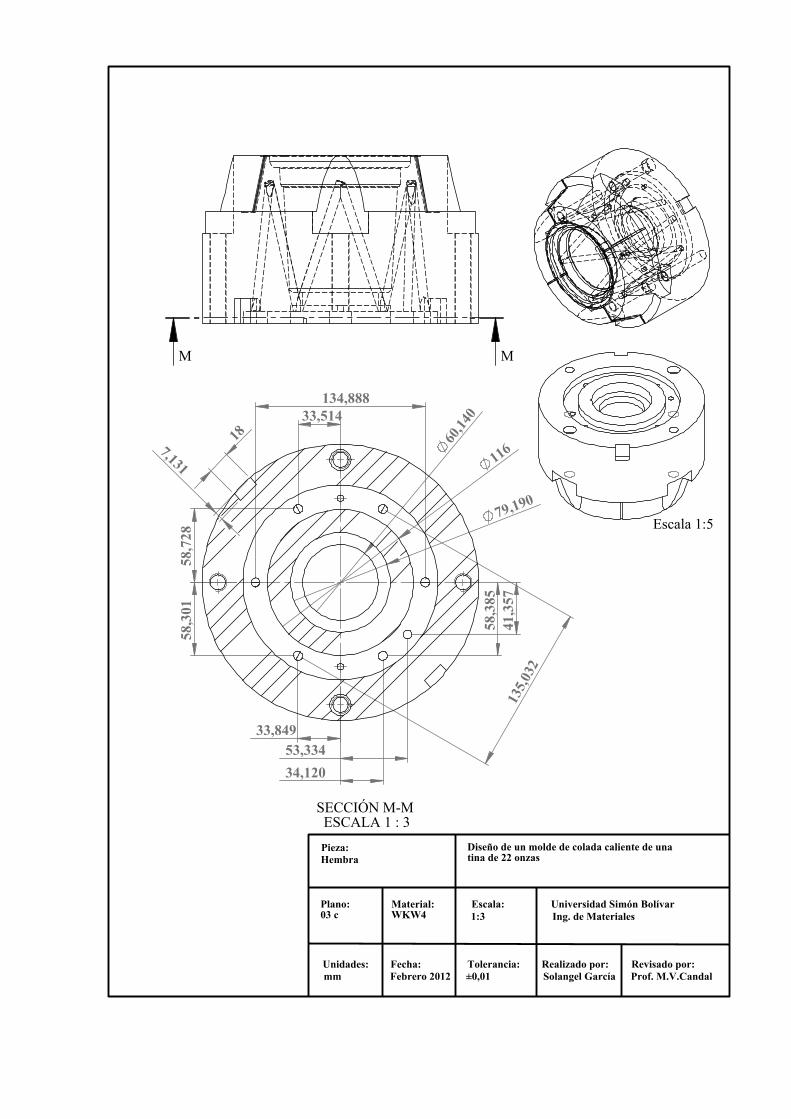
Unidades:mm
Material:WKW4
Hembra
Fecha:Febrero 2012
Escala:1:3
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:03 c
Pieza:
M M
134,888
7,131
18
41,3
57
58,7
28
33,514
135,0
32
116
34,120
58,3
85
53,334
58,3
01
33,849
60,14
0
79,190
SECCIÓN M-M ESCALA 1 : 3
Escala 1:5
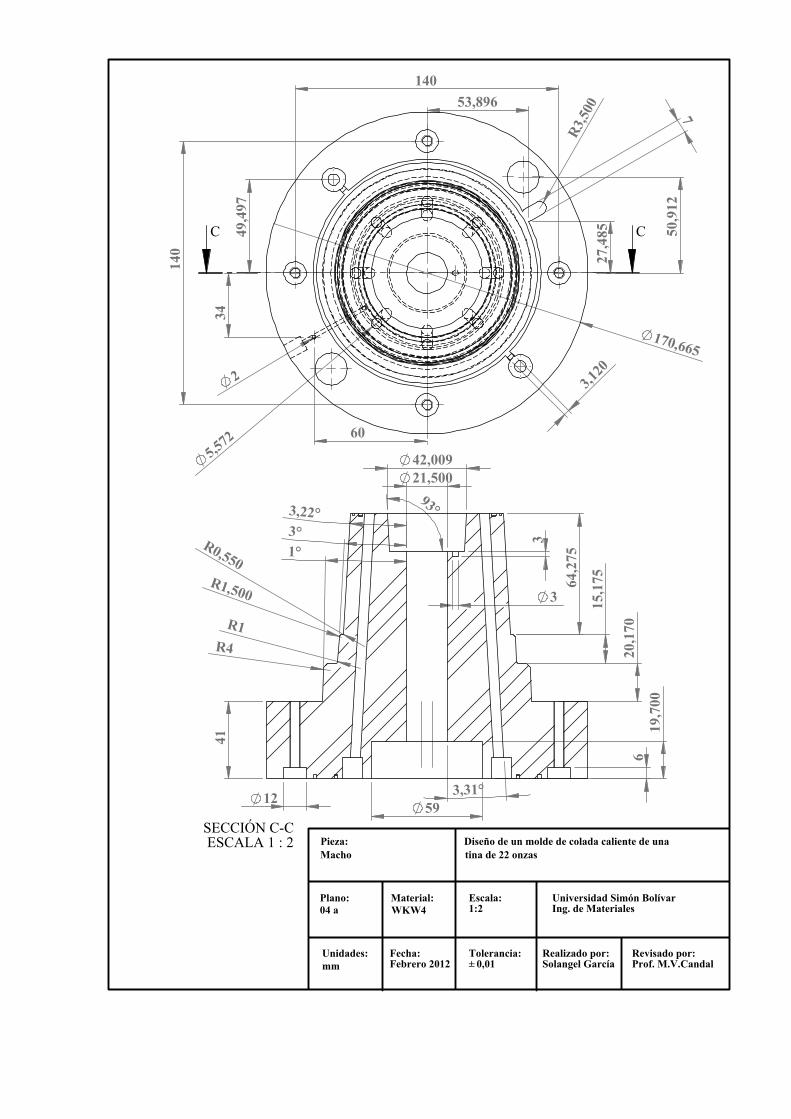
3,120
49,4
97
50,9
12
60
34
2
7
R3,50
0
140
140
170,665
53,896
5,572
27,4
85C C
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:2
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Macho Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
04 a
93°
42,00921,500
3
3
R0,550R1,500
R1R4 20
,170
15,1
7564,2
75
59
19,7
00
12
41
3,22°3°1°
6
3,31°
SECCIÓN C-C ESCALA 1 : 2
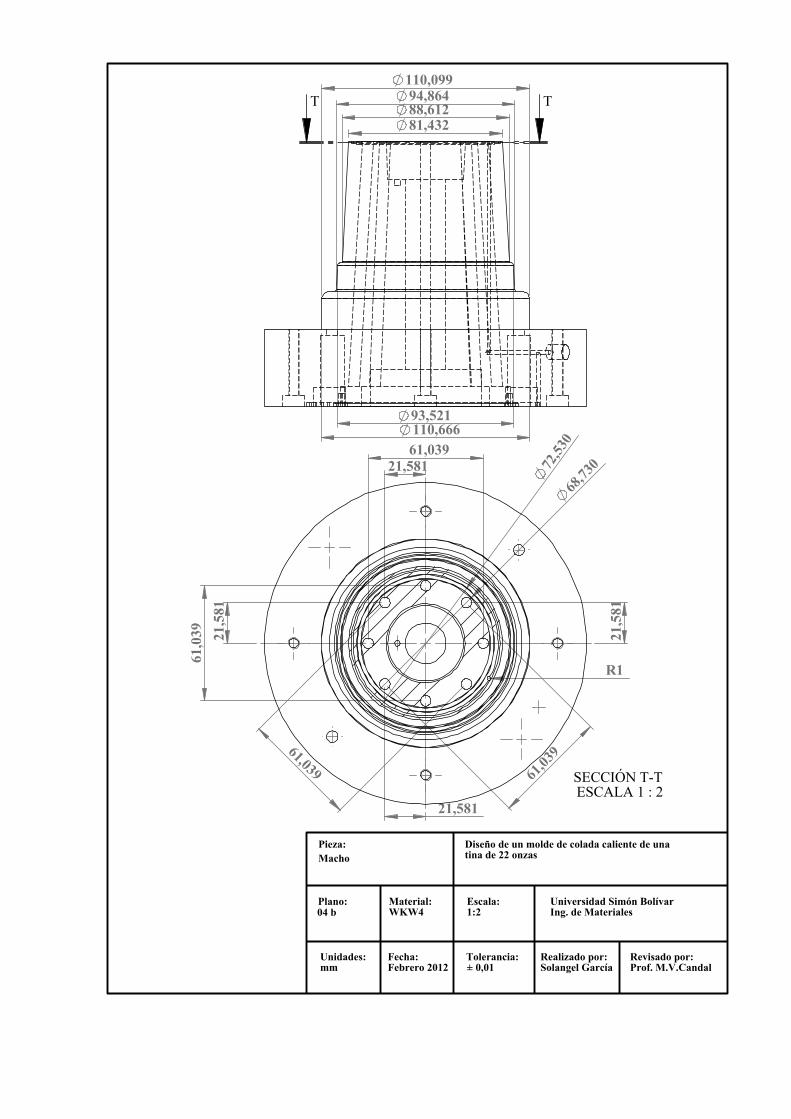
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:2
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
MachoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
04 b
81,43288,61294,864
110,66693,521
110,099T T
R1
72,53
0
68,73
0
61,0
39
61,039
61,039
61,03
9
21,5
81
21,581
21,581
21,5
81
SECCIÓN T-T ESCALA 1 : 2
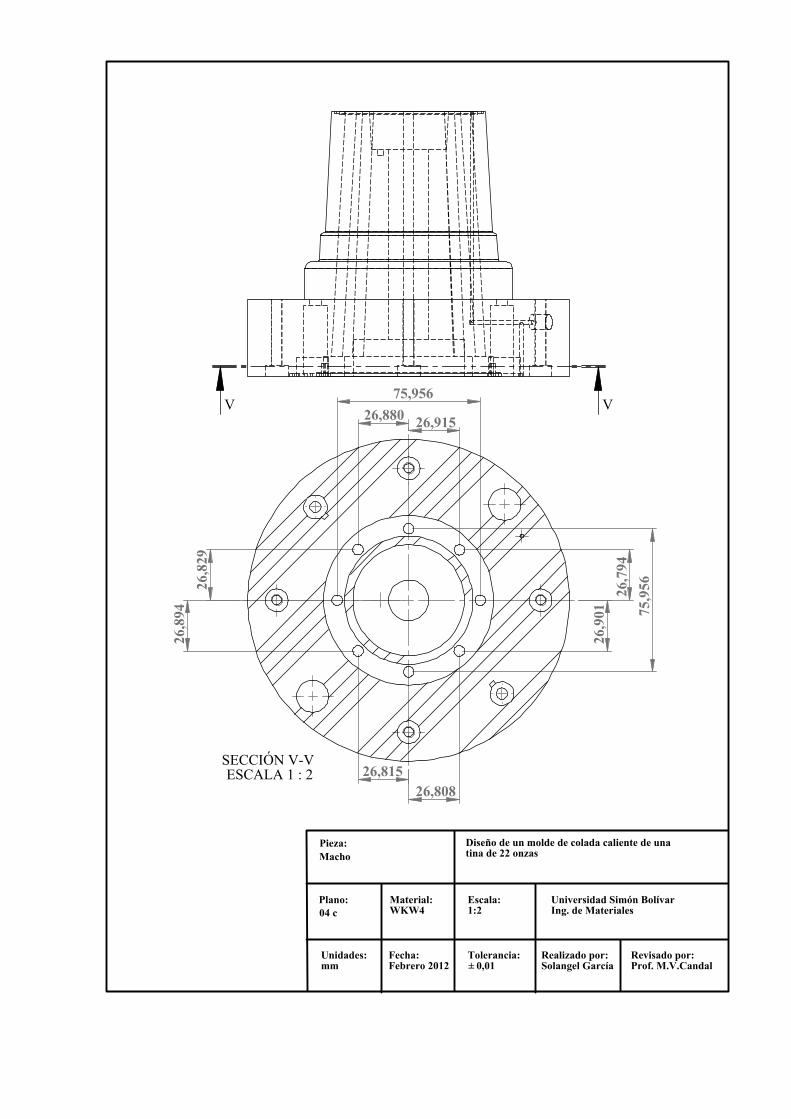
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:2
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
MachoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
04 c
V V26,880
26,8
29
26,915
26,7
94
26,815
26,8
94
26,9
01
26,808
75,9
56
75,956
SECCIÓN V-V ESCALA 1 : 2
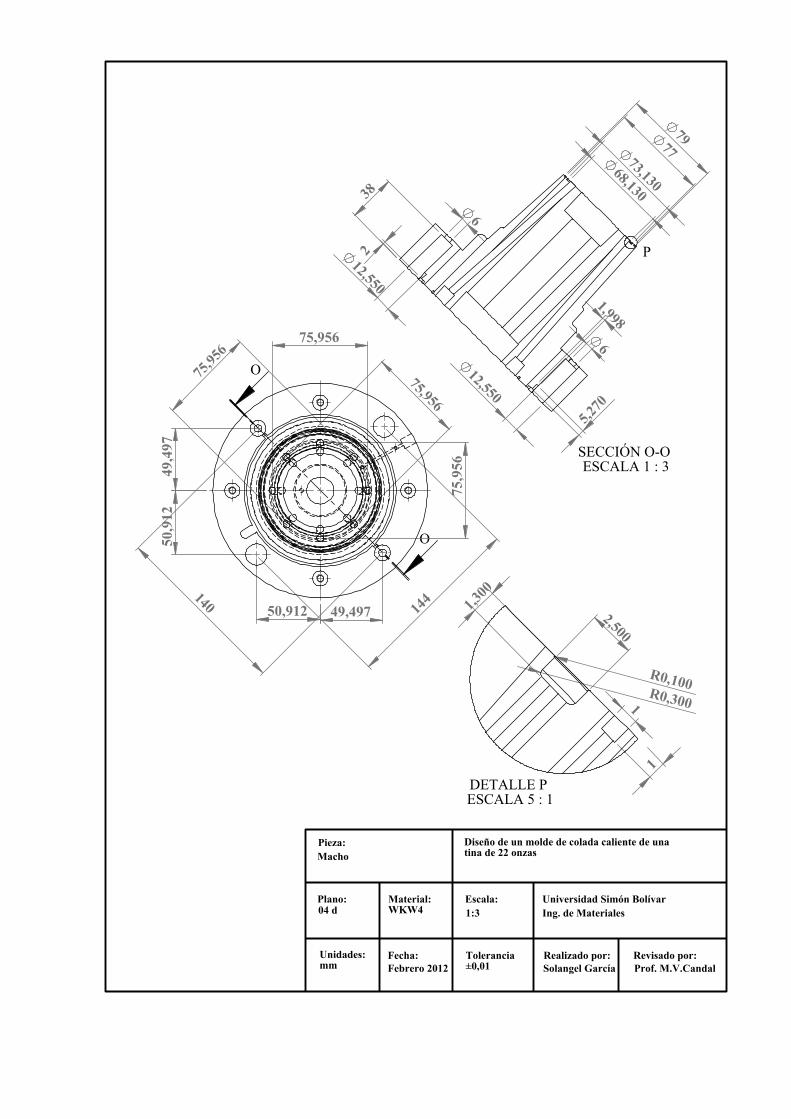
Unidades:mm
Material:WKW4
Macho
Fecha:Febrero 2012
Escala:1:3
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
Tolerancia±0,01
04 d
75,9
56
75,956
75,95675
,956
140 144
49,497
49,4
97
50,912
50,9
12
O
O
38
5,270
1,998
212,550
6
12,550
6
73,13068,130
7977
P
SECCIÓN O-O ESCALA 1 : 3
1,300
2,500
R0,300
R0,100
1
1
DETALLE P ESCALA 5 : 1
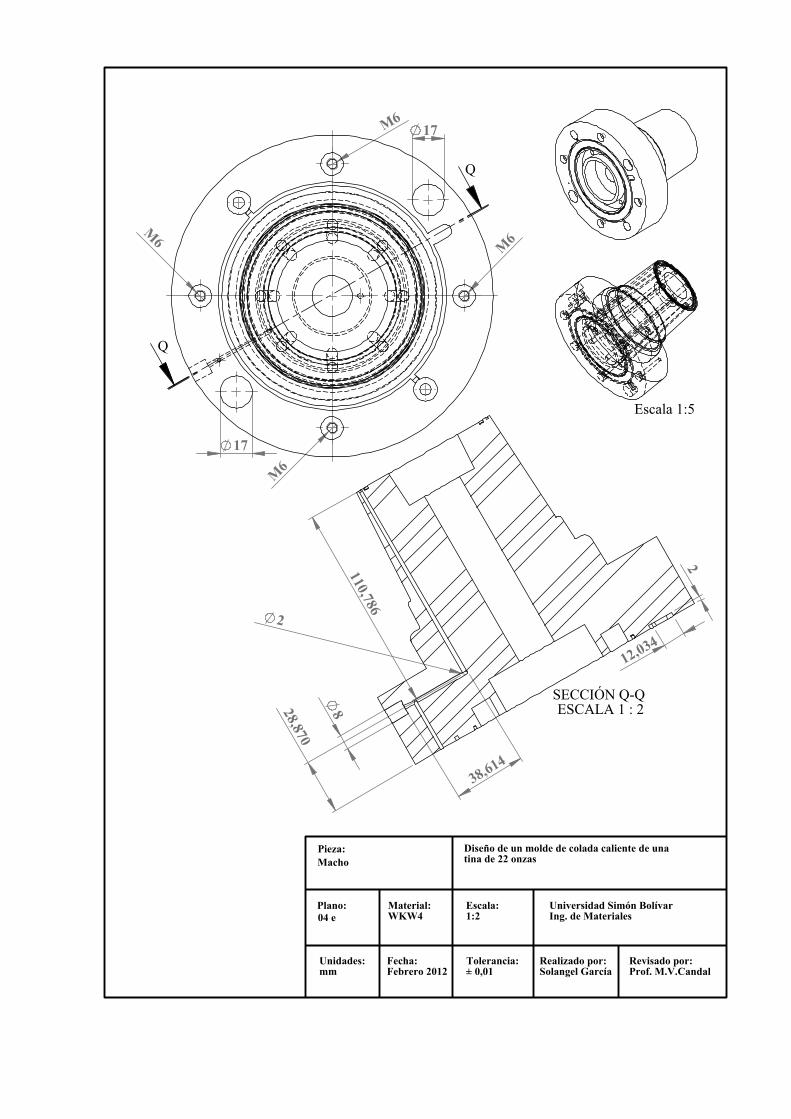
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:2
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
MachoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
04 e
M6
M6
M6
M6
17
17
Q
Q
828,870
2
110,786
38,614
2
12,034
SECCIÓN Q-Q ESCALA 1 : 2
Escala 1:5
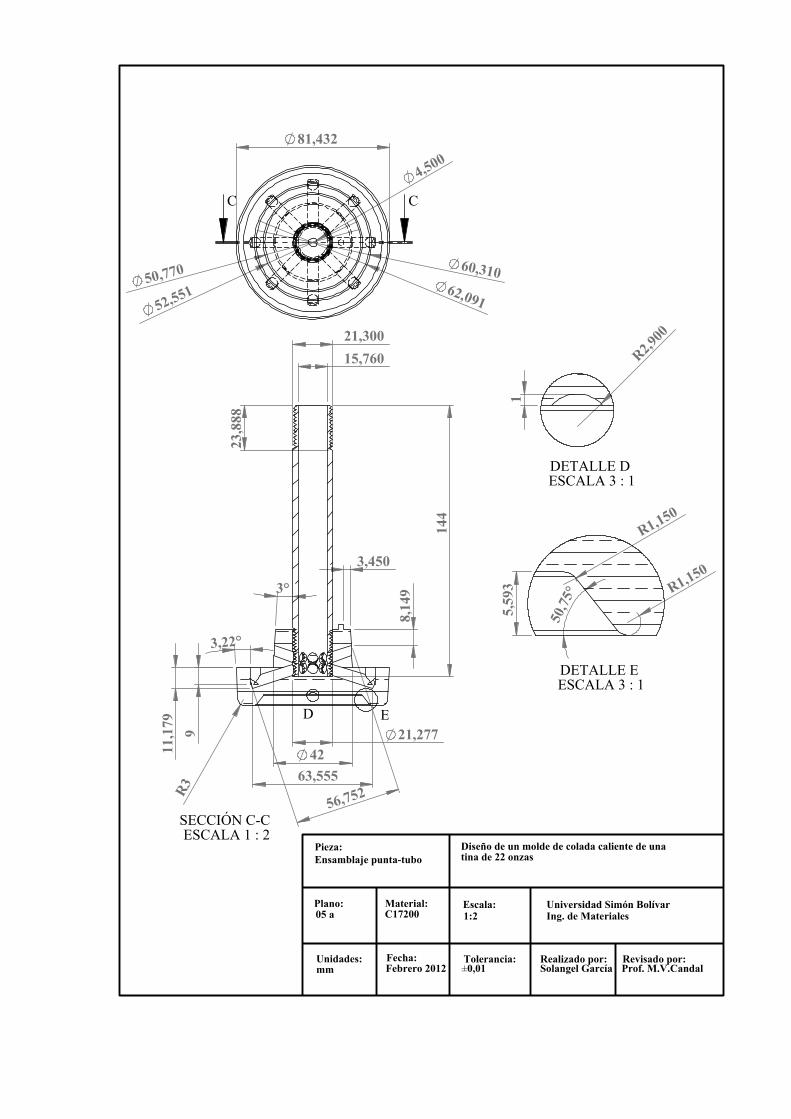
4,500
52,55150,770
81,432
62,091
60,310
C C
Unidades:mm
Material:C17200
Ensamblaje punta-tubo
Fecha:Febrero 2012
Escala:1:2
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
05 a
3,22°
9
3°
21,30015,760
63,555
144
8,14
9
11,1
79
23,8
88
42
56,752
21,277
3,450
R3
D E
SECCIÓN C-C ESCALA 1 : 2
R2,900
1
DETALLE D ESCALA 3 : 1
R1,150
R1,150
5,59
3
50,7
5°
DETALLE E ESCALA 3 : 1
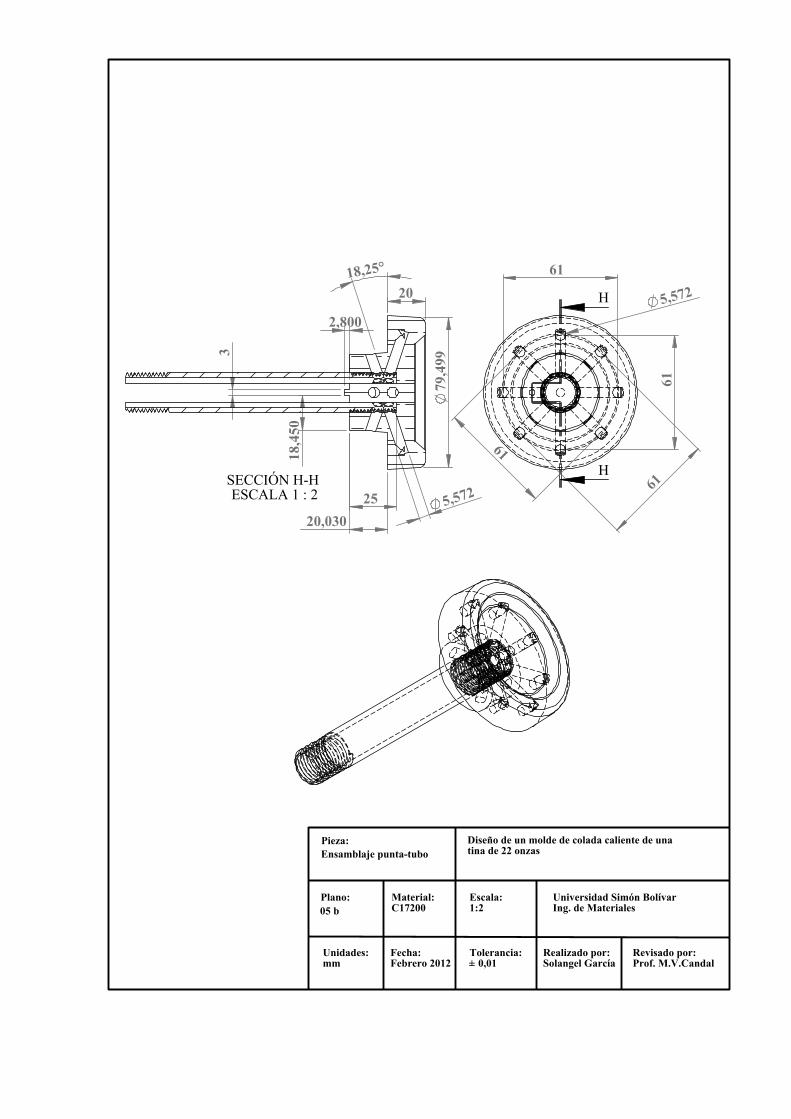
Unidades:mm
Material:C17200
Fecha:Febrero 2012
Escala:1:2
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Ensamblaje punta-tuboDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
05 b
61
61
61
61
5,572H
H
3
2,800
20,03025
2018
,450
18,25°
79,4
99
5,572SECCIÓN H-H ESCALA 1 : 2
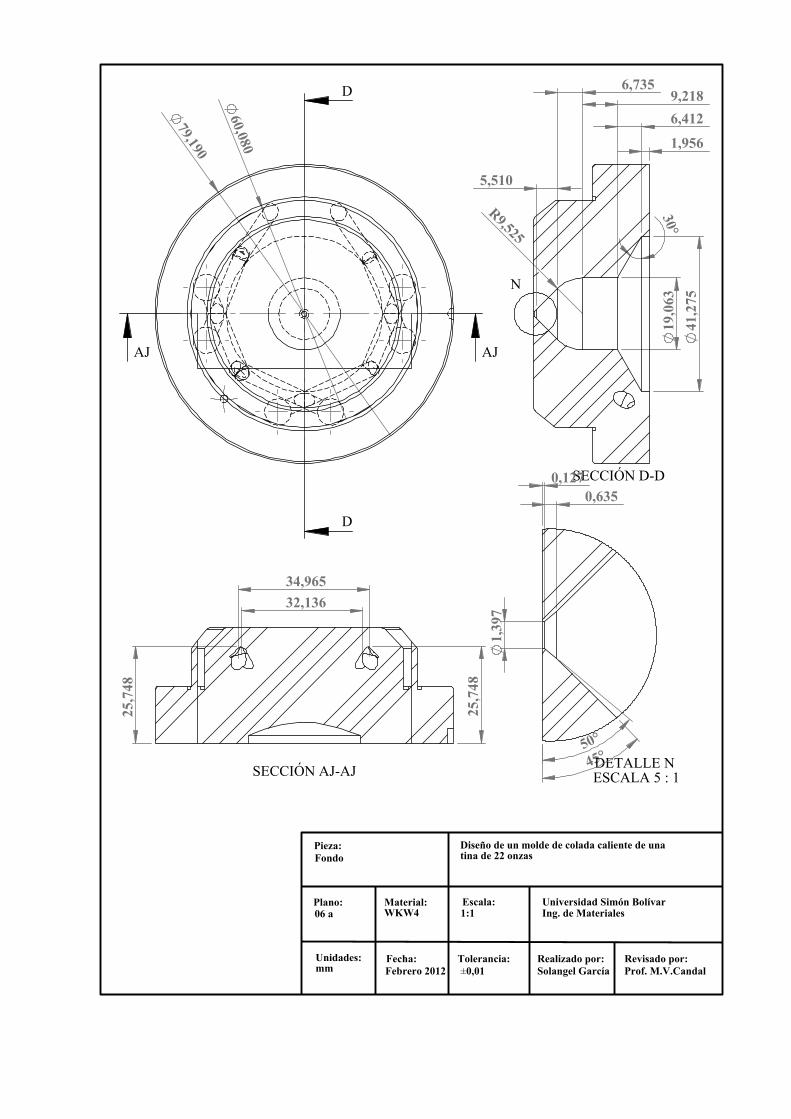
79,190
60,080
D
D
AJ AJ
Unidades:mm
Material:WKW4
Fondo
Fecha:Febrero 2012
Escala:1:1
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
06 a
41,2
7519
,063
30°
1,956
6,412
R9,525
9,2186,735
5,510
N
SECCIÓN D-D
45°50°
1,39
70,127
0,635
DETALLE N ESCALA 5 : 1
34,96532,136
25,7
48
25,7
48
SECCIÓN AJ-AJ
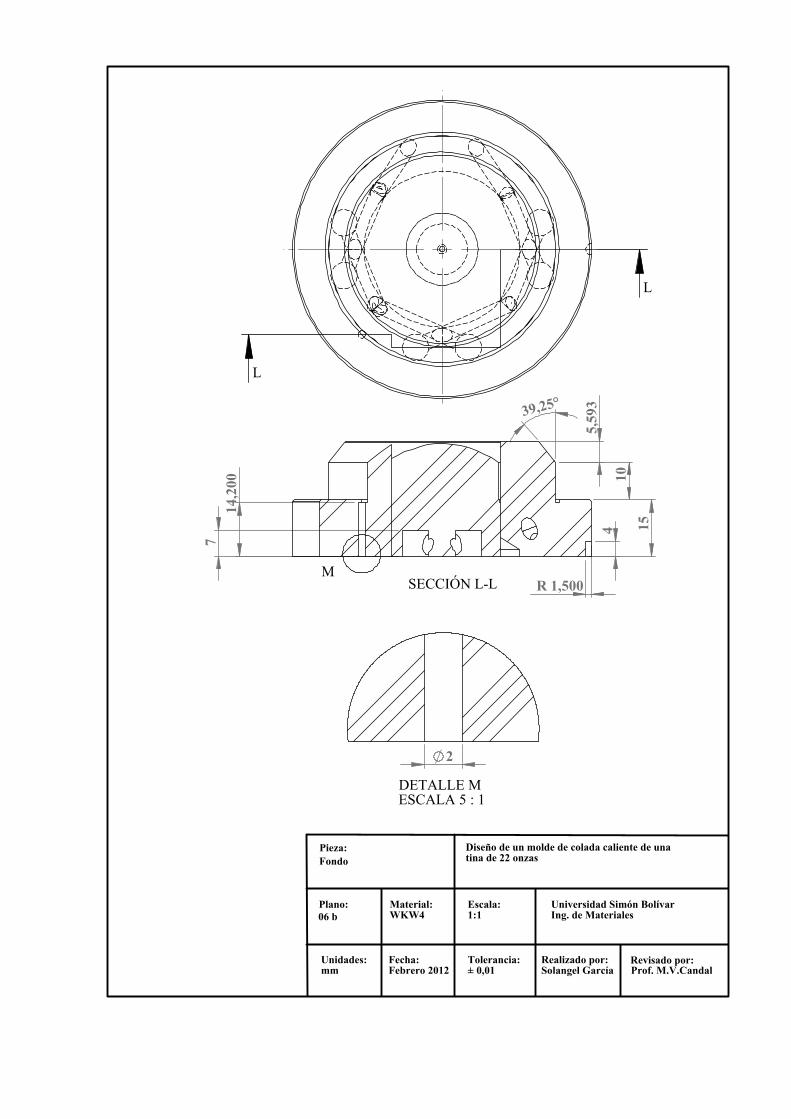
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:1
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Fondo Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
06 b
L
L
4R 1,500
714
,200
39,25°
5,59
3
1015
MSECCIÓN L-L
2
DETALLE M ESCALA 5 : 1
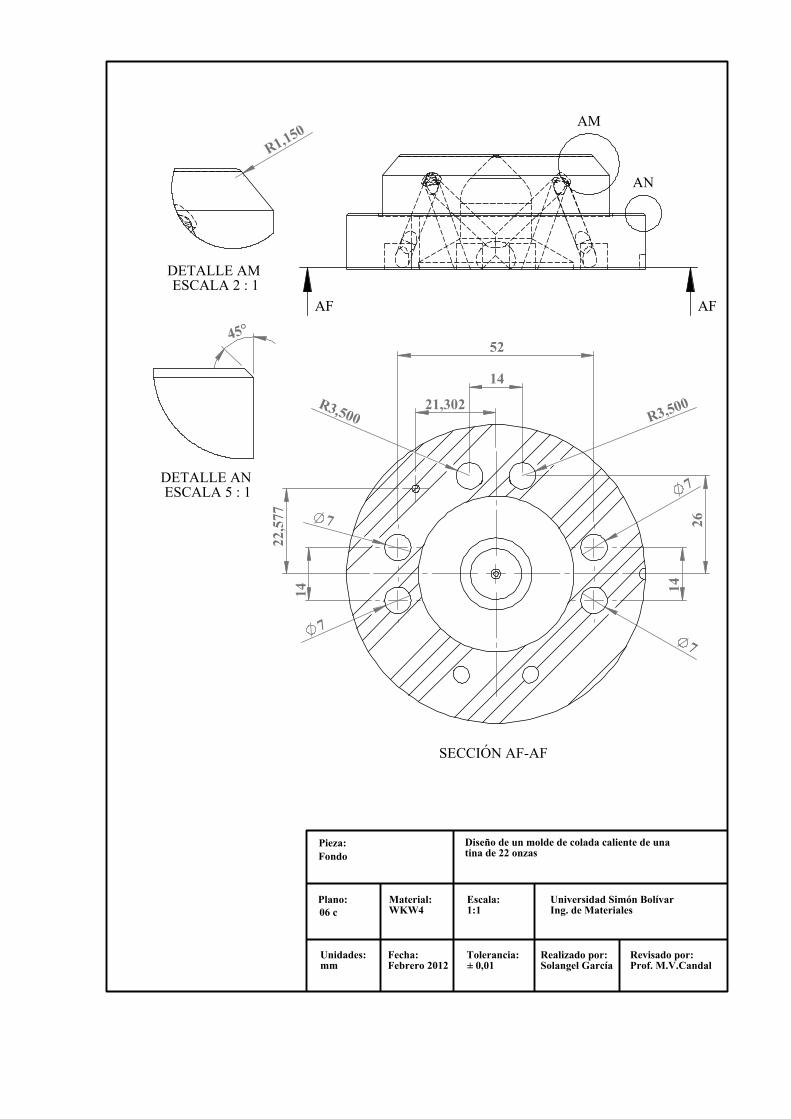
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:1
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
FondoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
06 c
AF AF
AM
AN
14
14 14
52
7
R3,500
7
21,302
22,5
77
77
R3,500
26
SECCIÓN AF-AF
R1,150
DETALLE AM ESCALA 2 : 1
45°
DETALLE AN ESCALA 5 : 1
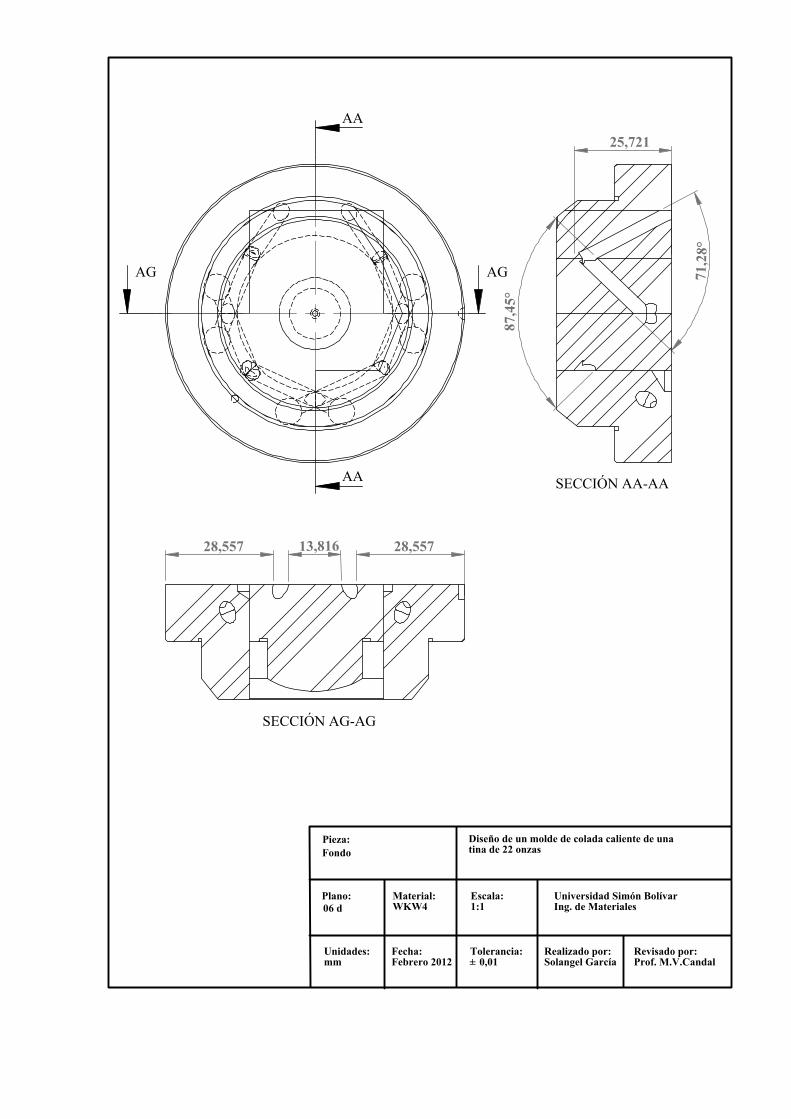
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:1
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
FondoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
06 d
AA
AA
AG AG
87,4
5°
71,2
8°
25,721
SECCIÓN AA-AA
28,557 28,55713,816
SECCIÓN AG-AG
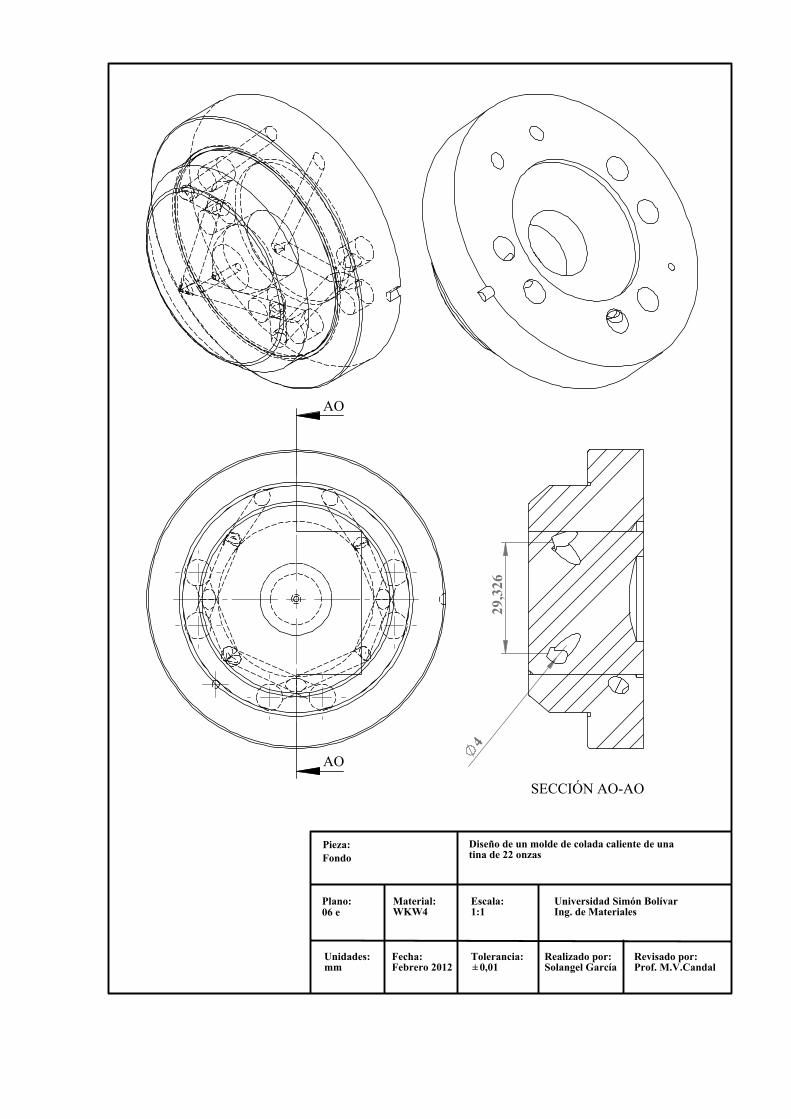
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:1
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
FondoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
06 e
AO
AO
29,3
264
SECCIÓN AO-AO
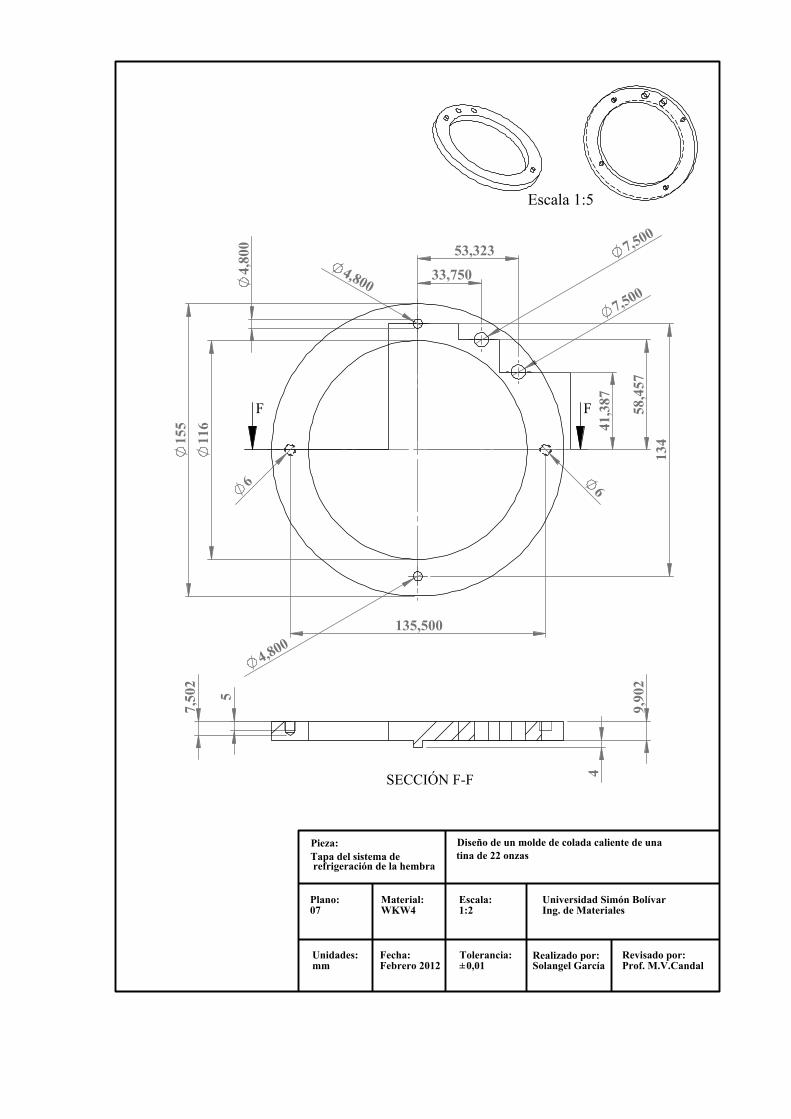
155
116
4,80
0
58,4
57
41,3
87
33,75053,323
134
6
7,500
135,500
7,500
6
4,800
4,800
FF
Unidades:mm
Material:WKW4
Fecha:Febrero 2012
Escala:1:2
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Tapa del sistema de refrigeración de la hembra
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
07
Escala 1:5
9,90
2
4
5
7,50
2
SECCIÓN F-F
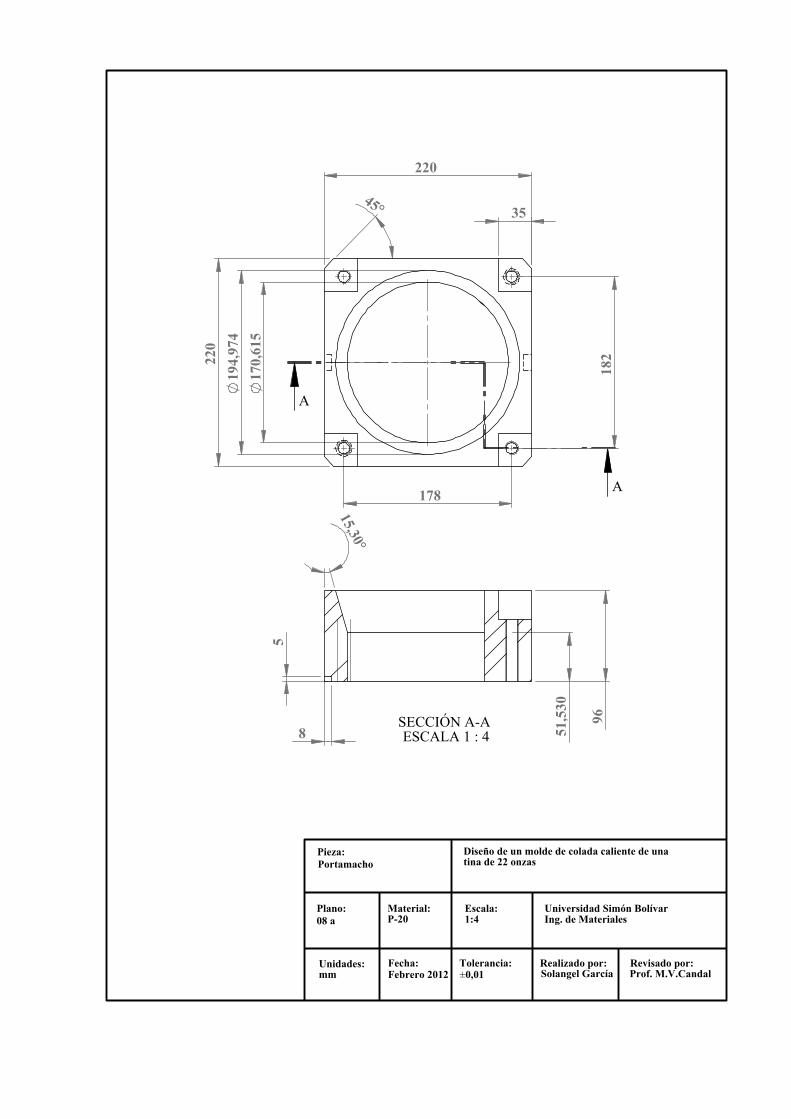
178
3519
4,97
417
0,61
5
45°
182
220
220
A
A
Unidades:mm
Material:P-20
Portamacho
Fecha:Febrero 2012
Escala:1:4
Tolerancia:±0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Diseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
08 a
96
15,30°
5
8 51,5
30
SECCIÓN A-A ESCALA 1 : 4
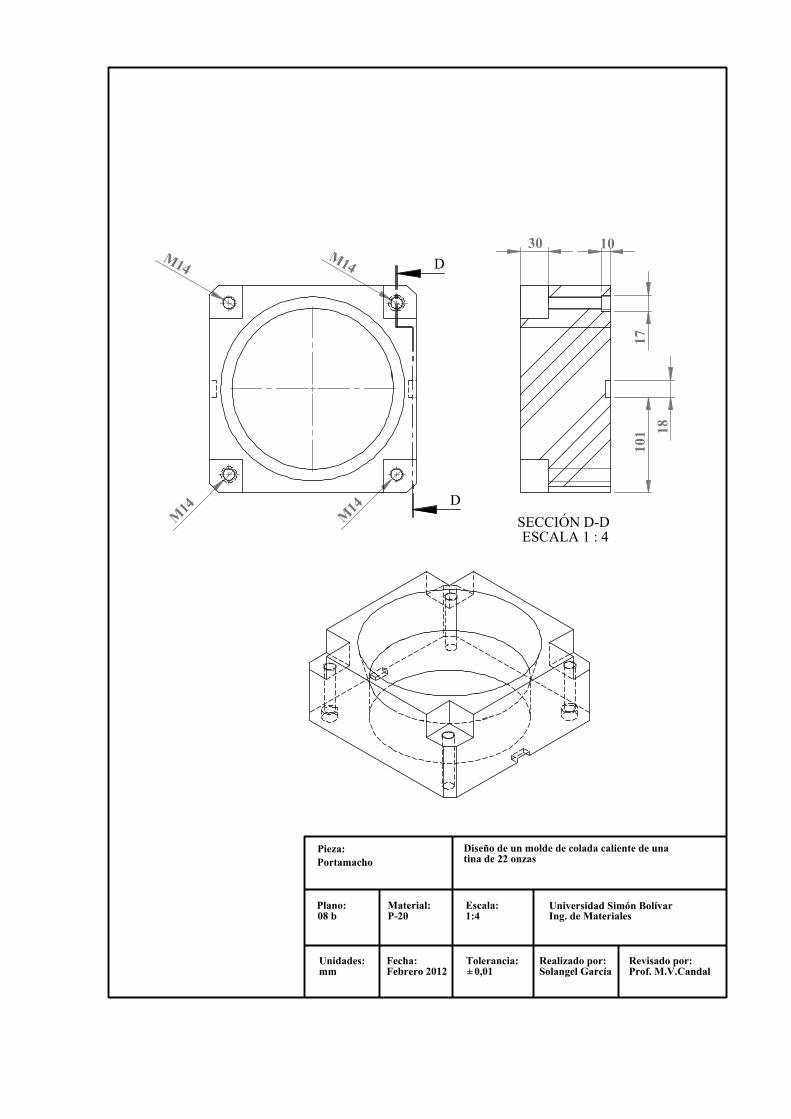
Unidades:mm
Material:P-20
Fecha:Febrero 2012
Escala:1:4
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
PortamachoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
08 b
M14
M14
M14
M14
D
D
10
1718
30
101
SECCIÓN D-D ESCALA 1 : 4
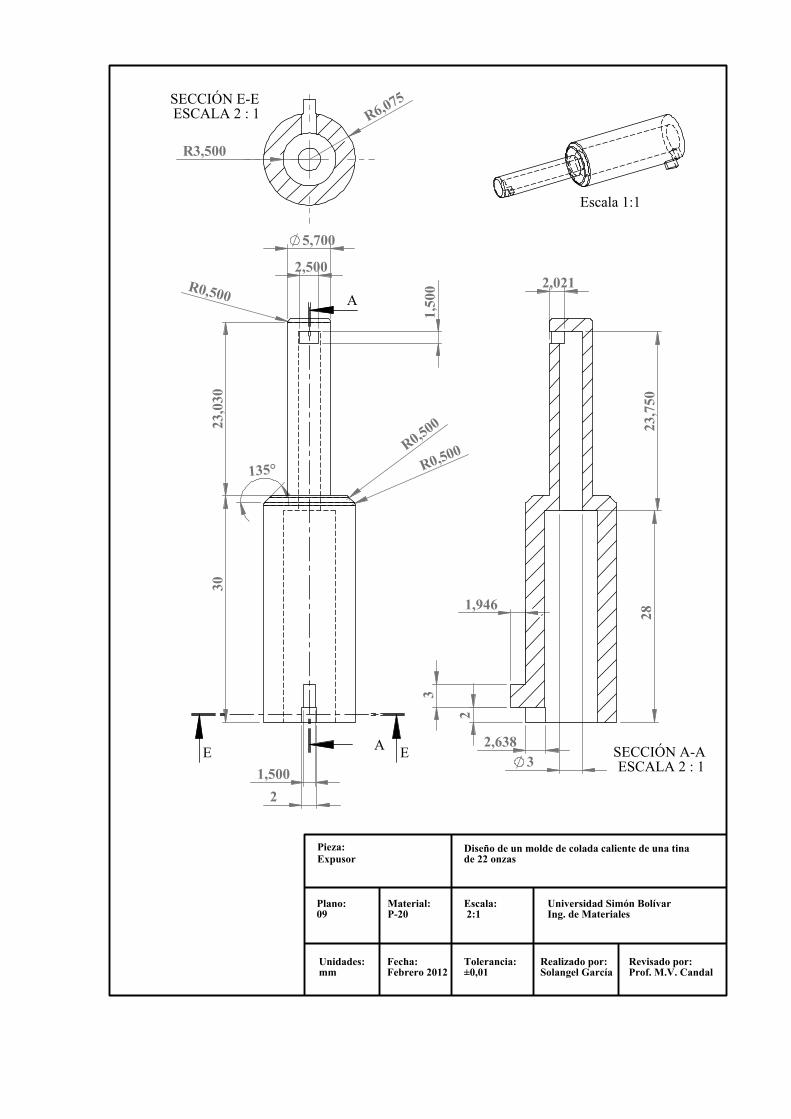
1,5002
1,50
0
2,500
23,0
30
R0,500R0,500
R0,500
30
135°
5,700
A
A
E E
2,021
23,7
5028
1,946
3
2
32,638
SECCIÓN A-A ESCALA 2 : 1
R6,075
R3,500
SECCIÓN E-E ESCALA 2 : 1
Unidades:mm
Material:P-20
Revisado por:Prof. M.V. Candal
Plano:
Pieza:Expusor
Diseño de un molde de colada caliente de una tinade 22 onzas
Universidad Simón BolívarIng. de Materiales
Escala: 2:1
Realizado por:Solangel García
Tolerancia:±0,01
Fecha:Febrero 2012
09
Escala 1:1
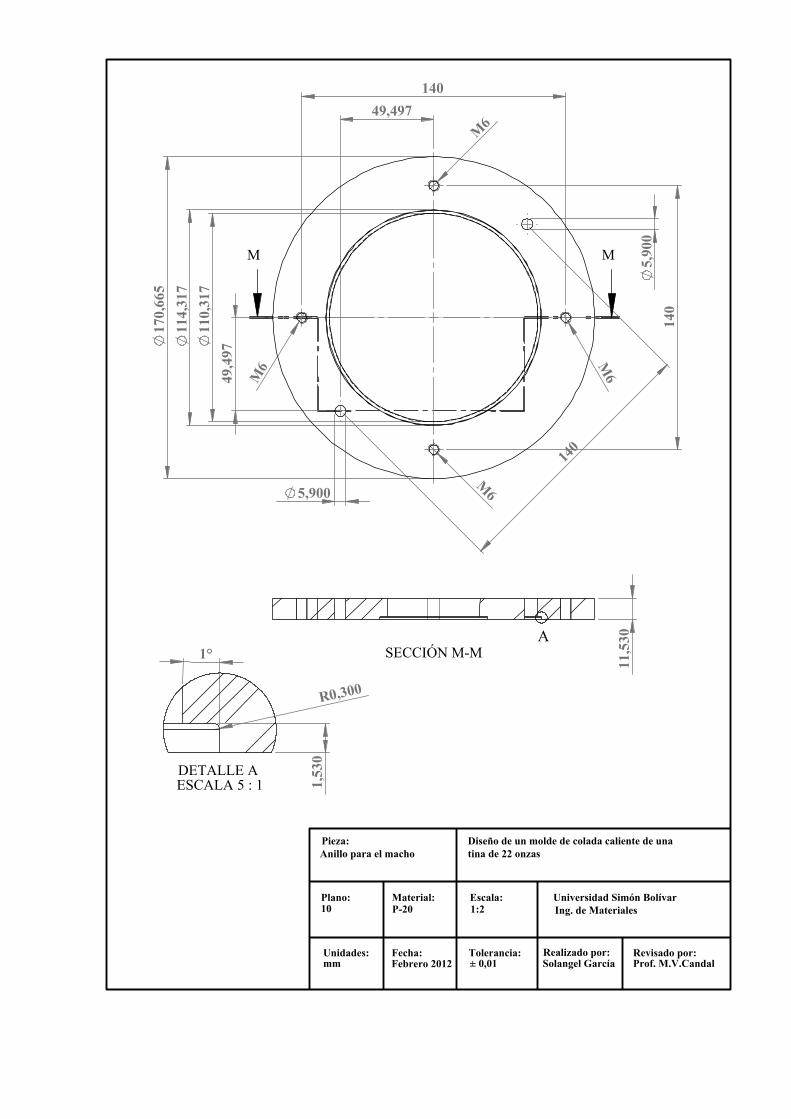
5,90
0
110,
317
170,
665
114,
317
49,497
140
140
140
49,4
97
M6 M
6
M6
M65,900
MM
Unidades:mm
Material:P-20
Fecha:Febrero 2012
Escala:1:2
Tolerancia:± 0,01
Universidad Simón BolívarIng. de Materiales
Realizado por:Solangel García
Revisado por:Prof. M.V.Candal
Anillo para el machoDiseño de un molde de colada caliente de unatina de 22 onzas
Plano:
Pieza:
10
11,5
30ASECCIÓN M-M
R0,300
1,53
0
1°
DETALLE A ESCALA 5 : 1