diseño de un extractor automático de semillas de higuerilla
TRANSCRIPT
Diseño de un Extractor Automático de Semillas de Higuerilla
25 de noviembre
2010
El presente trabajo tiene como objetivo mostrar el proceso de diseño final de un extractor automático de semillas secas de higuerilla para la producción de aceite vegetal evitando procesos intermedios
ContenidoDESCRIPCIÓN DEL PROYECTO......................................................................................101. MARCO TEÓRICO, ESTADO DEL ARTE Y DE LA TÉCNICA Y RESULTADO DE LA INVESTIGACIÓN................................................................................................................11
1.1. El Ciclo De Producción.....................................................................................................111.2 Factores Límites..................................................................................................................131.3. Equipos Auxiliares............................................................................................................141.4 . Campos De Aplicación...................................................................................................141.5 REVISIÓN DE PATENTES Y DISPOSITIVOS EMPLEADOS PARA EXTRACCIÓN
DE SEMILLAS EN GENERAL........................................................................................151.6 OBJETIVOS......................................................................................................................19
1.6.1. Objetivo general.....................................................................................................191.7 METODOLOGÍA...............................................................................................................191.8 ESPECIFICACIONES INICIALES..................................................................................22
1.8.1 Listado de especificaciones..................................................................................221.9 NORMATIVIDAD..............................................................................................................281.10 Matriz QFD........................................................................................................................29
2 DISEÑO CONCEPTUAL................................................................................................302.1 . GENERACIÓN DE ALTERNATIVAS...........................................................................30
2.1.1 Documentación De Proceso Y Métodos Utilizados...........................................302.1.2 Diagrama De Proceso O Dibujo Descriptivo De Cada Alternativa Generada,
Resumen y Características Técnicas De Cada Alternativa.............................332.1.3 Presupuesto Y Cronograma Global De Cada Alternativa................................37
2.2 EVALUACIÓN INTEGRAL DE LAS ALTERNATIVAS: CONSIDERANDO ASPECTOS TÉCNICOS, ECONÓMICOS, FINANCIEROS, SOCIALES, AMBIENTALES.................................................................................................................372.2.1.1 Definición De Criterios O Factores De Decisión, Incluir Disposiciones
Legales Y Ambientales.........................................................................................372.3. Paquete De Planos Con: Modelo 3d De La Alternativa Seleccionada.......................40
3. DISEÑO BASICO............................................................................................................483.1.1 Documentación del proceso y métodos utilizados.............................................493.1.2 Memoria Con Cálculos Básicos............................................................................50
3.2. MODELOS 3D, PLANOS GENERALES Y DIAGRAMAS REFINADOS DE LA ALTERNATIVA SELECCIONADA..................................................................................633.2.1 Cronograma Básico En Ms Project De La Alternativa Seleccionada.............743.2.2. Resumen: explicativo o descriptivo de la alternativa con base en los
subsistemas y módulos que la integran, el BOM y características técnicas básicas....................................................................................................................75
3.2.3. Descripción de cada subsistema, subproceso; sub ensamble o módulos.....763.2.3.1 Paquete de planos o Modelos de explosión de acuerdo a normas con
características técnicas básicas y BOM's..........................................................783.2.3.2 Diagrama de procesos, instrumentos y lazos de control requeridos............793.2.4 Presupuesto Y Cronograma Para Cada Subsistema O Modulo En Ms Project
..................................................................................................................................883.2.5 Especificaciones Básicas Para La Ingeniería Mecánica/Eléctrica Y De
Control: Descripción E Información Técnica Básica Con Planos,
3
Dimensiones, Cargas, Diagramas Y Listado De Motores, Protección Requeridas, Lazos E Instrumentos Necesarios Por Subsistema, Bom’s, Presupuesto............................................................................................................90
3.3 EVIDENCIAS DE ADMINISTRACIÓN Y PLANIFICACIÓN DEL PROYECTO: CRONOGRAMA GENERAL............................................................................................913.3.1. Evidencias de trabajo en equipo: Actas de trabajo en equipo, división de
tareas, responsabilidad integral por el proyecto................................................913.3.2. Herramientas de software, CAD-3D. CAE: Elementos finitos y Simulación
dinámica, Simulación de procesos, CAM, Cax..................................................934. DISEÑO DETALLADO....................................................................................................95
4.1 Documentación del proceso y métodos utilizados.........................................................954.2 LISTADO DE PLANOS GENERALES, DIAGRAMAS, PLANOS DE SUBSISTEMAS
.............................................................................................................................................964.2.1 Listado De Planos Generales Y Por Subsistema: Modelos 3d, Planos
Generales (En Elevación Y Planta) Y Diagramas Refinados De La Alternativa Seleccionada, Planos Refinados De Subsistemas De Acuerdo A Normas Con Bom's................................................................................................96
4.2.2 Presupuesto Y Cronograma Básico En Ms Project De La Alternativa Seleccionada..........................................................................................................99
4.2.3 Resumen: Explicativo O Descriptivo De Cada Módulo O Subsistema Con Base En Los Subsistemas Y Módulos Que La Integran, El Bom Y Características Técnicas Básicas........................................................................99
4.2.4 Descripción De Cada Subsistema, Subproceso; Sub Ensamble O Módulos: Paquete De Planos O Modelos De Explosión De Acuerdo A Normas Con Características Técnicas Básicas Y Bom's. Diagrama De Procesos, Instrumentos Y Lazos De Control Requeridos. Códigos Y Normas A Utilizar Por Subsistema......................................................................................................99
4.2.5 Técnicas Detalladas O La Selección De Cada Elemento Por Subsistema De Forma Que Se Puedan Hacer Los Planos Detallados (Según Norma) Y Los Bom's Detallados. Incluir Códigos Y Normas Empleados Por Componentes................................................................................................................................103
4.2.6 Presupuesto Y Cronograma Para Cada Sub-Sistema O Módulo En Ms Project, Detallado Por Componente Para Cada Subsistema: Determinación De Cantidades De Obras, Análisis De Precios Unitarios...............................117
4.2.7 Planos De Fabricación Con Bom´S....................................................................1184.3 EVIDENCIAS DE ADMINISTRACIÓN Y PLANIFICACIÓN DEL PROYECTO:
CRONOGRAMA Y PRESUPUESTOS GENERAL POR SUBSISTEMA DETALLADO POR COMPONENTE EN MS PROJECT...........................................118
5. ANEXOS.......................................................................................................................122
Lista De Tablas
Tabla 1 Revisión de patentes y dispositivos empleados para extracción de semillas en general............................................................................................................................................15Tabla 2 Cronograma de la metodología.....................................................................................21Tabla 3 Cronograma del primer avance.....................................................................................21Tabla 4 Especificaciones Iníciales..............................................................................................23Tabla 5 Escala de importancia de evaluación.......................................................................- 24 -
4
Tabla 6 Comparación por pares de necesidades.................................................................- 25 -Tabla 7 Comparación por pares para la Capacidad.................................................................26Tabla 8 Comparación por pares para Materiales y Equipos...................................................26Tabla 9 Comparación por pares para las Dimensiones...........................................................26Tabla 10 Comparación por pares para los Costos...................................................................26Tabla 11 Comparación por pares para Mantenibilidad............................................................26Tabla 12 Comparación por pares para Función........................................................................27Tabla 13 Comparación por pares para Seguridad y Ergonomía............................................27Tabla 14 Ponderación de especificaciones por relevancia......................................................32Tabla 15 Ideas para alternativas viables....................................................................................33Tabla 16 Evaluación de las alternativas frente a los factores de Decisión............................39Tabla 17 Dimensiones Alternativa Refinadas............................................................................63Tabla 18 Bill of Materials, BOM...................................................................................................78Tabla 19 Costos de materiales y servicios................................................................................89Tabla 20 Costos de servicios.......................................................................................................90Tabla 21 Bill of Materials, BOM Refinado................................................................................102Tabla 22 Designación de poleas...............................................................................................110Tabla 23 Distancia entre centros...............................................................................................110Tabla 24 Longitudes requeridas y disponibles........................................................................111Tabla 25 Distancia entre centros recalculadas.......................................................................113
Lista De Figuras
Figura 1 Castor Bean Dehulling Machine (TFBM1000).....................................................................17Figura 2 Castor Sheller/Castor Shelling Machine/ Castor bean Shelling Machine/Castor Seeds Shelling Machine..............................................................................................................................18Figura 3 Máquina desfrutadora de higuerilla 1................................................................................34Figura 4 Máquina desfrutadora de higuerilla 2................................................................................35Figura 5 Máquina desfrutadora de higuerilla 3................................................................................36Figura 6 Máquina desfrutadora de higuerilla 4................................................................................37Figura 7 Esquema general de la alternativa seleccionada................................................................40Figura 8 Carcasa del desfrutador......................................................................................................41Figura 9 Tolva del desfrutador con tambor......................................................................................42Figura 10 Rodillo dentado para desgranar el racimo........................................................................43Figura 11 Rodillo descascarador.......................................................................................................44Figura 12 Sistema de mallado..........................................................................................................45Figura 13 Sistema de poleas.............................................................................................................46Figura 14 Eje levas............................................................................................................................47Figura 15 Esquema distancia entre pines.........................................................................................51Figura 16 Esquema Longitud de pines..............................................................................................53Figura 17 factor de carga requerido.................................................................................................54
5
Figura 18 Esquema de fuerza en rodillo...........................................................................................55Figura 19 Esquema ángulo formado entre rodillos y frutos.............................................................56Figura 20 Esquema de fuerza en rodillo...........................................................................................57Figura 21 Esquema sistema de levas y zaranda................................................................................58Figura 22 diagrama cuerpo libre zaranda.........................................................................................59Figura 23 Motorreductor.................................................................................................................60Figura 24 Especificaciones motorreductor.......................................................................................61Figura 25 Requerimiento de potencia y reducción...........................................................................62Figura 26 Esquema alternativa refinada...........................................................................................63Figura 27 Plano ejes 1......................................................................................................................64Figura 28 Plano ejes 2......................................................................................................................65Figura 29 Plano eje con pines...........................................................................................................66Figura 30 Plano rodillo aplastamiento..............................................................................................67Figura 31 Plano de levas...................................................................................................................68Figura 32 Plano armazón..................................................................................................................69Figura 33 Plano zaranda...................................................................................................................70Figura 34 Plano tolva........................................................................................................................71Figura 35 Plano panel.......................................................................................................................72Figura 36 Plano banda......................................................................................................................73Figura 37 Cronograma global...........................................................................................................74Figura 38 Cronograma de diseño básico..........................................................................................74Figura 39 Cronograma de cada sub sistema.....................................................................................75Figura 40 Vista explosionada maquina.............................................................................................78Figura 41 Lazo de control.................................................................................................................80Figura 42 Esquema encendido.........................................................................................................81Figura 43 Esquema de control 2.......................................................................................................82Figura 44 Esquema de control 3.......................................................................................................83Figura 45 Esquema de control 4.......................................................................................................84Figura 46 Esquema de control 5.......................................................................................................85Figura 47 Esquema de control 6.......................................................................................................86Figura 48 Esquema de control 7.......................................................................................................87Figura 49 Cronograma de cada subsistema......................................................................................88Figura 50 Esquema Deformaciones..................................................................................................93Figura 51 Esquema Desplazamientos...............................................................................................94Figura 52 Esquemas de Esfuerzos....................................................................................................94Figura 53 Esquema en 3D planta del proceso completo y posible ubicacion de la alternativa seleccionada.....................................................................................................................................97Figura 54 Esquema de proceso completo de extracción y ubicación de la desfrutadora.................98Figura 55 Cronograma diseño Final..................................................................................................99Figura 56 Esquema explosionado de la alternativa refinada..........................................................101Figura 57 Esquema de transmisiones.............................................................................................102Figura 58 Esquema para fuerzas actuantes en el eje de los pines..................................................104
6
Figura 59 Esquema para fuerzas actuantes en los ejes de triturado..............................................108Figura 60 Dimensiones de las correas............................................................................................112Figura 61 a) Especificaciones b) Especificaciones 2........................................................................113Figura 62 Soporte de rodamientos.................................................................................................114Figura 63 Selección de rodamiento dependiendo de la carga y velocidad.....................................115Figura 64 Verificación del tipo de rodamiento...............................................................................115Figura 65 Vida recomendada.........................................................................................................116Figura 66 Selección del tamaño......................................................................................................116Figura 67 presupuesto....................................................................................................................117Figura 68 Características técnicas..................................................................................................122Figura 69 Especificaciones..............................................................................................................123Figura 70 Especificaciones 2...........................................................................................................124Figura 71 Dimensiones motorreductor..........................................................................................125Figura 72 Características de relación de transmisión.....................................................................126
7
RESUMEN EJECUTIVO
El siguiente informe ha sido realizado por Hermes Luna Escobar, Randhal Silvera, Manuel
Ricardo Ordosgoitia estudiantes de Ingeniería Mecánica de la Universidad del Norte, en el
curso de Proyecto Final, en el segundo semestre del año 2010. El documento se realiza
en pro del desarrollo agroindustrial de la región Caribe colombiana, por medio del montaje
de una planta piloto para la extracción de aceite de higuerilla. Con este fin se realiza el
diseño de un desfrutador de higuerilla, que haga a un lado el proceso manual con el que
se viene realizando la extracción de las semillas, permitiendo trabajar con mayores
volúmenes de producción, reduciendo los costos de procesamiento de la materia prima.
Lo que se debe incentivar es la producción de aceite de higuerilla, la tecnificación y
utilización del fitomejoramiento en los cultivos de esta oleaginosa, para lo cual es
necesaria la activación del sector agrícola induciendo la masificación del cultivo del
Ricinus Cummunis. Este diseño no solo debe hacer énfasis en el cálculo, también hay que
tener en cuenta los impactos sociales que se puedan generar, siendo esto un gran reto
para mejorar y direccionar el enfoque de los proyectos de ingeniería. La idea es
desarrollar diferentes alternativas de solución analizando todos los aspectos posibles a
manera de preparar al estudiante para lo que serán los proyectos de ingeniería en su vida
laboral. Como primera fase se plantea el problema de una manera formal y se realiza el
estudio del estado actual de las tecnologías disponibles, la técnica y un estudio de
mercado. En la segunda fase se identifican los requerimientos del cliente en variables de
ingeniería. Se utiliza el método del QFD (Quality Function Deployment) para identificar los
requerimientos y priorizar las características más relevantes y la valorización que se
tendrán en cuenta para la efectividad de las alternativas que se puedan generar.
Al tener los requerimientos y su valorización se generan diferentes alternativas a partir de
una lluvia de ideas y se realiza una preselección de cuatro, las cuáles son las más
acertadas y se ajustan a los requerimientos del cliente y de ingeniería.
8
Se evaluaran las cuatro alternativas de preselección y se escoge la que más se ajusta a
los requerimientos del cliente e ingenieril, a la cual, posteriormente se le realizara el
diseño básico y de detalle.
DESCRIPCIÓN DEL PROYECTO
En el mundo de hoy la economía, la innovación y optimización de los procesos, da el reto
a los ingenieros de buscar nuevas alternativas que puedan brindar soluciones de acuerdo
a los requerimientos o necesidades del cliente. Esto conlleva a que a medida que
transcurra el tiempo, las mejoras y optimizaciones se hagan más relevantes,
representando la optimización de la industria y todo tipo de procesos. Es por eso que el
innovar y el tratar de mejorar las opciones que se tienen, hacen de la necesidad del
cliente un reto para el diseñador, logrando que con este proyecto se apliquen muchos de
los conocimientos adquiridos en el trascurso de la carrera de Ingeniería Mecánica, y
además de permitir aplicarlos, permita también la integración de estos para proponer una
solución viable y apta para la sociedad.
El proceso de extracción de las semillas puede ser muy complejo, dependiendo de la
forma como se realice. Las máquinas que son utilizadas en dicha aplicación, brindan al
cliente la capacidad de obtener el fruto por medio de diferentes procesos, como trituración
y molienda, dependiendo del fruto que se esté manipulando. Esto ocasiona en ciertas
aplicaciones, que sea muy complicado el proceso extracción de las semillas a partir de
racimos de frutos, sin mencionar los costos de operación del mismo.
En este proyecto se realiza el diseño de una máquina desfrutadora de higuerilla, que
opere de manera sencilla sin procesos intermedios, logrando entregar la semilla en buen
estado, y que a futuro pueda ser parte de una planta piloto para la extracción de aceite de
higuerilla.
Se requiere que el proceso de extracción, se realice a una tasa de 20 kg/hr de aceite
equivalente en semilla; para poder suplir este requerimiento es necesario tener en cuenta
ciertos factores que pueden afectar el desempeño de la máquina a diseñar. Se requiere
que la máquina tenga la capacidad, de recibir los racimos de higuerilla, y mediante algún
9
proceso sea capaz de retirar los frutos del raquis, ya que en su interior se encuentran las
semillas, siendo estas las de mayor importancia para el proceso. También es necesario
separar las semillas de la materia no oleaginosa, de tal forma que en un proceso siguiente
pueda ser separado el aceite de la biomasa, y darle el uso requerido al aceite en el
mercado global.
El uso de una máquina desfrutadora automática es de vital importancia en el proceso de
extracción ya que es la base para la obtención del lóbulo (semilla), lo que nos brinda la
oportunidad de optimizar e innovar la forma de operación de esta actividad. El proceso de
extracción de semillas de higuerilla, se realiza de forma manual, lo que hace, que no sea
posible trabajar con medianos ni grandes volúmenes de producción a un bajo costo,
provocando que la siembra y el procesamiento de la higuerilla en nuestra región no sea
una buena opción para los agricultores. Para lograr que nuestra máquina sea capaz de
trabajar con medianos volúmenes de producción a bajos costos de operación, es
necesario poder optimizar el consumo energético, el costo de adquisición, la
mantenibilidad, y poder brindar una alternativa innovadora que sustituya a las máquinas
existentes en el mercado que están diseñadas para grandes industrias pero que tienen
como materia prima la fruta, que manualmente fue separa del raquis.
1. MARCO TEÓRICO, ESTADO DEL ARTE Y DE LA TÉCNICA Y RESULTADO DE
LA INVESTIGACIÓN.
La higuerilla es una Planta oleaginosa cultivada en regiones tropicales, que se encuentran
de 400 a 1200 msnm, Proviene de África, de la zona de Abisinia, hoy nombrada Etiopía.
La altura promedio que alcanzan estos árboles es de 60 a 120 cm, en el primer año. Las
zonas más propicias para cultivar esta planta, so, en las que se presentan precipitaciones
de 750 a 1000 mm al año, que mantienen temperaturas entre 15 a 38ºC y donde se ve
reflejada una intensa presencia de luz solar entre 10 a 12 hr diarias. [1] Volkhard Scholz,
1.1. El Ciclo De Producción
Los cultivos de higuerilla tienen la gran capacidad de poder ser sembrados en lugares
áridos, así como también en diferentes tipos de suelo, excepto aquellos que acumulan
exceso de agua provocando encharcamientos, y no tolera los suelos salinos o sódicos.
Los suelos con pendientes arriba del 12% limitan el desarrollo del cultivo siendo este un
inconveniente. El período de la germinación de la semilla depende de la temperatura del
10
suelo, cuando la temperatura del suelo es baja (menos de 20º C) el brote dura de 15 a 20
días, cuando la temperatura está por encima de 30º C, el brote puede durar 6 días.
En regiones como la costa atlántica el contar, en la mayor parte del año con temperaturas
alrededor de los 35°C y tener sectores los cuales son óptimos para el crecimiento de la
planta hace que la germinación y emergencia de este fruto se pueda dar de mejor
manera, lo que favorece el proceso.
La cosecha debe ser realizada cuando la madurez fisiológica del fruto ha llegado a su final
y en esta etapa el fruto inicia un cambio de color de verde a verde oscuro o café oscuro y
se empieza a rajar la cáscara del fruto en forma longitudinal, especialmente en la
hendidura natural que tiene el fruto llegando a este punto en aproximadamente 5 a 7
meses después de la germinación. [2] MAG
Después de haber hecho el proceso de extracción de la semilla con una previa selección
de los racimos de la planta de higuerilla, estas sirven para la producción de aceite el cual
es usado para la producción de Lubricantes para Motores, Industria Farmacéutica,
Industria Cosmética, Pinturas, barnices, linóleos ,Agroindustria. El aceite que se puede
obtener de esta semilla es un triglicérido compuesto por varios ácidos grasos y un 10% de
glicerina. Posee una alta viscosidad, es soluble en alcohol y tiene bajo punto de
solidificación. El aceite de Higuerilla representa aproximadamente el 50% del peso de la
semilla de la planta. A mediados del año 2003 en Colombia no existían cultivos
tecnificados de higuerilla, por esta razón el consumo de aceite de higuerilla se suplía por
medio de importaban que para el año 2001 alcanzaron 700 ton/año de aceite, con un
precio alrededor de US$ 880/ton. [6] Guerrero
En el momento de la extracción de las semillas para la obtención del aceite se debe tener
en cuenta que la mejor forma de hacerlo es desgajando los frutos secos y retirando las
semillas (3 por fruto), las cuales se encuentran en el interior de estos. Un procedimiento
notable para una optima obtención del aceite ha llevado a resultados dando por estipulado
que las semillas se deben moler en caliente (T>70°C) para obtener entre un 38 a 48% de
aceite mientras que en frio se puede obtener un 30-36% de aceite. [1] Volkhard Scholz
11
El proceso para la obtención de las semillas generalmente puede darse de manera natural
teniendo con esto incertidumbres acerca del proceso interno que pueda tener el fruto, es
por ello que un proceso de secado artificial puede brindar de manera menos prolongada
resultados que pueden ser monitoreados y de esta manera observar distintas fases de
una muestra de higuerilla y obtener resultados del comportamiento de este con respecto
al tiempo.
1.2 Factores Límites
Dentro de las limitantes más relevantes, con respecto al proceso de extracción de la
semilla hoy en día, se encuentra que el racimo no puede ser incluido a la máquina,
haciendo que la inserción del fruto a la máquina deba hacerse manual ocasionando
pérdida de tiempo en el proceso.
El proceso de extracción de esta semilla generalmente se realiza de forma manual,
debido a que la máquinaria que puede ser utilizada, es un poco compleja, tiene excedidas
dimensiones, gran peso, está diseñada para grandes volúmenes de producción y no se ha
incentivado al sector agrícola de la región, a la siembra de cultivos de higuerilla. Haciendo
que el proceso no adquiera un valor agregado lo que se refleja en no viabilidad y perdida
del objetivo, que es obtener la semilla de una manera poco compleja para luego poder
extraer el aceite, además de ser procesos muy costoso, se encuentra de la misma forma
restricciones que hacen que el proceso sea aun más selectivo y complejo, logrando que
se incrementen los costos y que dicha solución no sea adecuada para un beneficio total
sino solo para un beneficio parcial.
Es importante establecer pautas adecuadas para el procesamiento de las semillas y la
disposición final de los residuos de la higuerilla, toda vez que su manipulación representa
un peligro, debido a la presencia de una potente toxina llamada ricina en el aceite y la
torta que queda como residuo del proceso.
La ricina es una proteína que inactiva las ribosomas en las células, provocando la muerte
celular. Si se ingiere provoca náuseas, vómitos, hemorragias internas en estómago e
intestinos, colapso del sistema circulatorio, shock, falla múltiple de órganos y muerte. Si
se inocula, provoca muerte del tejido muscular en la zona de la inyección, efecto que se
12
va propagando a los ganglios linfáticos y órganos internos. Termina con una falla
generalizada de los órganos internos, shock y muerte. Si se inhala produce tos, sensación
de opresión en el pecho, respiración rápida y superficial, nausea, vómitos, sudor profuso,
dolores musculares. Luego los pulmones se llenan de líquido, desgarro del tejido
pulmonar, cianosis y muerte. [3] UFHSC
Existen registros de intoxicaciones en obreros en Baltimore de 1959, quienes laboraban
en los puertos de la costa este estadounidense, y que se encargaban de descargar los
buques provenientes de Suramérica con toneladas de sacos de semillas y torta de
higuerilla [4] Cooper. Un grupo de obreros que descargó un aproximado de 500 sacos
presentaron síntomas de intoxicación como ardor en los ojos, nariz y garganta, asma,
fiebre y decaimiento.
Un método efectivo para minimizar el riesgo por la manipulación de la higuerilla es poner
en contacto las semillas y el material con vapor, o mediante un proceso de fermentación
con hongos [5].
1.3. Equipos Auxiliares
La recolección de los racimos se lleva a cabo de manera manual, el recolector debe retirar
el racimo desde su tallo, por medio de un corte que normalmente se hace con tijeras. Para
la extracción de la semilla generalmente se realiza un procedimiento de manera manual,
lo que limita la producción, además de ser un proceso poco eficiente con respecto a la
forma como se realiza, la cual es colocando al sol los racimos hasta lograr el punto
deseado y luego descascarando manualmente hasta obtener los lóbulos que contienen el
material oleaginoso para la obtención del aceite vegetal.
1.4 . Campos De Aplicación
El aceite de castor puede ser usado como sustituto de los aceites aptos para el consumo
humano en ciertas industrias como: la farmacéutica, la energética, sin olvidar la industria
de plásticos y lubricantes. Lo cual lo hace muy llamativo, adquiriendo así una gran
relevancia en el mercado interno y exterior como alternativa de inversión y de obtención
de grandes beneficios.
13
1.5 REVISIÓN DE PATENTES Y DISPOSITIVOS EMPLEADOS PARA EXTRACCIÓN DE SEMILLAS EN GENERAL
Tabla 1 Revisión de patentes y dispositivos empleados para extracción de semillas en general
FUNCIÓN PATENTE Nro/Pais DESCRIPCIÓN
CASTOR-OIL PLANT HUSKING
CN1987087216785U/CHINA
El modelo es una máquina que sirve para el descascara miento de semillas de higuerilla a partir del fruto (no del racimo) consta de una tolva de alimentación. Una banda tiene la función de comunicar la tolva con un rodillo y servir de superficie para la compresión de las semillas, el rodillo esta dentado en cierta longitud de arco, la distancia entre el rodillo y la banda es ajustable, el proceso de separación de la cascarilla y las semillas se hace por medio de un ventilador teniendo en cuenta la diferencia de densidades, es un modelo de simple construcción, alta fiabilidad, simple operación
Husking machine for cereals
US4539904/United States
Una máquina descascarilladora de cereales, que está compuesta por dos rodillos descascarilladores, uno del los cuales está montado sobre cojinetes fijos y el otro es ajustable a lo largo de una trayectoria casi horizontal, los apoyos están equipados con unas guías horizontales, que permiten la variación de la distancia entre rodillos, Los cilindro son conducidos a través de poleas dispuestas en sus ejes. En la región del rodillo regulable, la transmisión por correa, se guía en forma de Z sobre una polea fija, que permite mantener la relación de velocidades al variar la posición de una polea cuando se necesita varia la distancia entre cilindros.
Shucking equipment for castor capsule
CN101524182A/CHINA
Este desarrollo proporciona un equipo de pelado de frutos de higuerilla, un equipo de separación de cascaras y semillas de la misma, el dispositivo está compuesto por rodillos cilíndricos adyacentes, con ranuras dispuestas en las superficies exteriores de los rodillos, el espacio entre los rodillos es ajustable con el fin de lograr un mejor efecto de compresión, estos son controlados por un dispositivo de conducción que los hace girar hacia la misma dirección y que genera un diferencial de velocidad entre ellos. El equipo, parte menos del 1% de las semillas que procesa, y las cáscaras y las semillas pueden ser efectivamente separadas, con un 97% de limpieza.
14
Körnerschälmaschine mit zwei
SchälwalzenEP1938901/ ALEMANIA
El modelo es una máquina descascarilladora de semillas. Esta se alimenta de semillas por medio de un conducto que comunica a la tolva de alimentación con un sistema de dos rodillos giratorios, uno de los cuales se mantiene firme mente acoplado al armazón de la máquina y el otro está sujeto por un mecanismo de traslación que permite el ajuste para diferentes tipos de granos. Al ser descascarados los granos, caen a un sistema de flujo de aire que retira la cascarilla y permite la recolección de las semillas limpias en la parte inferior de la máquina.
METHOD AND SYSTEM FOR DEHUSKING
GRAINS
WO27121594A1/ALEMANIA
La invención se refiere a un método y un sistema de descascarillado de granos, en particular, para retirar la cascara y / o la cubierta de la semilla y la parte generada por la germinación de los granos malteados y su transformación y la elaboración industrial de la cerveza, la capa externa o cascarilla del los granos de destilería es retirado en una máquina descascarilladora.
PROCESS AND DEVICE FOR DEHUSKING
CEREAL GRAINS
US20090123622A1/United States
Trata de el procedimiento para retirar la cáscara y / o la cubierta de la semilla para la elaboración de cerveza, como también de los pasos intermedios como los son el suministro de los granos de cereal( malteados), la limpieza de los granos, el proceso de descascarilla miento y la molienda de los granos
15
Dentro de los dispositivos que se encuentran patentados, que pudiesen realizar la misma
función que se quiere con éste proyecto pero de manera limitada se encuentra:
The Castor Bean Dehulling Machine (TFBM1000)
Esta máquina puede descascarar, remover cortezas, separar y re-separar la semilla
proveniente de la planta de higuerilla, las semillas separadas son retornadas al inicio de la
máquina para aplicar el mismo proceso. Trabaja con poco consumo de electricidad, tiene
buen acabado con respecto a la entrega de la semilla después de la operación realizada.
Esta máquina es hecha en china por la compañía Qiaopai Group Co., Ltd.
Esta compañía además de hacer esta máquina para plantas de higuerilla también produce
máquinas para separación de semillas de girasol descascaradoras de maní, además
pelador de soya, trigo y almendra, desgranadora de avena, semillas de cáñamo,
desgranadora de colza, desgranadora de avellanas, desgranadora de frijol mungo entre
otros.
Figura 1 Castor Bean Dehulling Machine (TFBM1000)
16
Castor Sheller/Castor Shelling Machine/ Castor bean Shelling Machine/Castor Seeds
Shelling Machine
Esta máquina es capaz de remover la cubierta del fruto y obtener la semilla de higuerilla
teniendo como fuente de energía un motor diesel con una capacidad de (1000-1200) kg/hr
brindando una tasa de semillas quebradas de (0.5-2) % con un valor entre los US$ 2000-
3200 por set.
Figura 2 Castor Sheller/Castor Shelling Machine/ Castor bean Shelling Machine/Castor Seeds Shelling Machine
Estos son los procesos a mejorar con el presente proyecto ya que estos requieren de
retroalimentación del proceso, para poder brindar el acabado necesario de la semilla, así
como grandes componentes que hacen que el sistema sea más complejo, sin olvidar los
costos elevados para la adquisición del sistema y teniendo en cuenta que el método de
extracción puede tener como sistema de energía motores diesel.
17
1.6 OBJETIVOS
1.6.1. Objetivo general
Diseñar un extractor automático de semillas secas de higuerilla para la producción de 20kg/hr de aceite vegetal evitando procesos intermedios
Objetivos Específicos1.6.2.1 Diseñar un desfrutador capaz de recibir los racimos y entregar semillas de
higuerilla libre de residuos no oleaginosos.
1.6.2.2 Diseñar el desfrutador logrando que este sea capaz de entregar las semillas en buen estado con un máximo de residuos no oleaginosos del 10%.
1.6.2.3 Diseñar el desfrutador de tal forma que pueda separar los residuos no oleaginosos y estos puedan ser utilizados después como biomasa orgánica.
1.7 METODOLOGÍA
1.7.1 Revisión del Estado del Arte.
En esta fase se hará una revisión bibliográfica en las bases de datos disponibles, así
como de la bibliografía que pueda estar disponible tomando a prioridad la búsqueda de
literatura especializada, libros, artículos científicos y patentes, nacionales e
internacionales. Acerca de: Mecanismo para descascaramiento de semillas, Esto se hace
con la finalidad de saber que hay disponible en materia física y conocimiento en las
distintas zonas del mundo sobre los dispositivos antes mencionados.
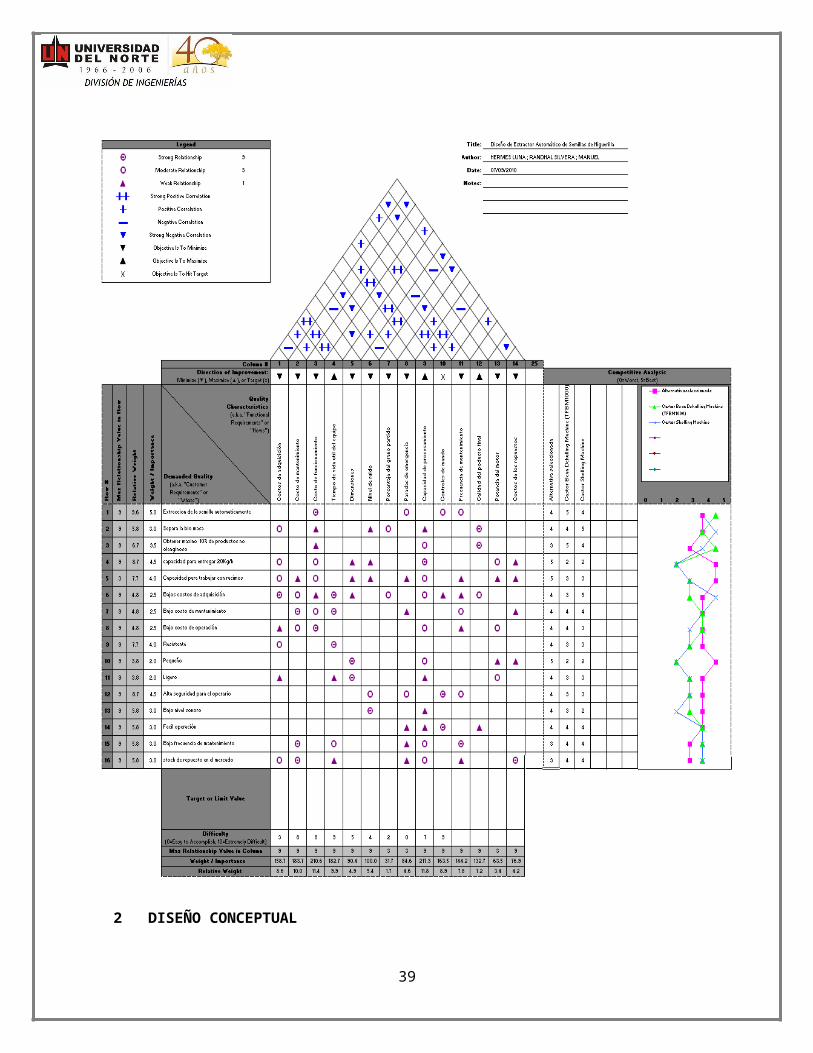
1.7.2 Especificación inicial y el análisis QFD del proyecto
Una de las primeras medidas para el desarrollo de cualquier idea, en este caso el diseño
de la máquina desfrutadora de higuerilla, es necesario un estudio previo para saber qué
parámetros de diseño establecer para satisfacer las necesidades del cliente. Creando una
relación numérica entre dichos parámetros y necesidades, se pueden conocer qué tan
importante en el diseño es cada uno de ellos. Es aquí donde entra en escena la aplicación
del QFD (Quality Function Deployment), como una parte importante de la exploración en
el proceso de diseño. Esta recoge las expectativas del cliente (en este caso, una planta
piloto para extracción de aceite de higuerilla) y las lleva a características operativas
satisfactorias.
18
Basándose en las necesidades planteadas con las especificaciones entregadas, se
realiza el QFD, para mostrar la relación entre estas y los parámetros de diseño
establecidas por el grupo de diseñadores e indicar de acuerdo a dicha relación, las
prioridades en el diseño. En un documento de Excel se anexa el archivo con el QFD Se
buscara definir cuáles son las especificaciones iniciales que se tendrán en cuenta al
momento de seleccionar la mejor alternativa, buscando definir de manera clara y concisa
el desempeño que se espera del producto a diseñar.
1.7.3 Diseño básico del proyecto
Fase del proceso de diseño que se inicia una vez se ha descrito el comportamiento
requerido del producto por medio de la especificación inicial, para lograr un conjunto de
alternativas que deben ser sometidas a evaluación, con el fin de a posteriori elegir la
mejor. Es importante anotar, que aun que la generación de soluciones es la esencia del
diseño, suele ser el aspecto menos entendido. En esta parte, se estudiará especialmente
el problema de generación de solución es a partir de la estructura funcional. Debe quedar
definido el arreglo o diseño de cada uno de los subsistemas, subconjuntos o sub-
ensambles y/o módulos que integran el proyecto.
1.7.4 Diseño detallado de la solución
Es la fase donde se genera la información necesaria para fabricar y ensamblar cada uno
de los componentes del sistema o mecanismo seleccionado y detallado en la etapa de
diseño básico. Se pueden modificar algunas consideraciones establecidas en el diseño
anterior en esta etapa, de esta manera conseguir a cabalidad las funciones establecidas.
1.7.5 Documentación.
La documentación del proyecto consistente en los informes y avances que se
desarrollarán en plazos estipulados dentro del curso de diseño de sistemas mecanicos.
Este aspecto es primordial ya que forma parte de la socialización del conocimiento y de
las bases para futuras labores de investigación en el área.
19
1.7.6 Entrega del informe final escrito.
Un proyecto de investigación es realizado con el fin de generar conocimiento en diferentes
áreas, y como deber de todo ingeniero está el de comunicar los resultados y avances que
se obtengan en dicho trabajo de investigación a la comunidad nacional e internacional.
Como parte de un proyecto para diseñar y poner en marcha una biorefinería piloto, se
presentarán los planos detallados del dispositivo para desfrutar racimos de higuerilla.
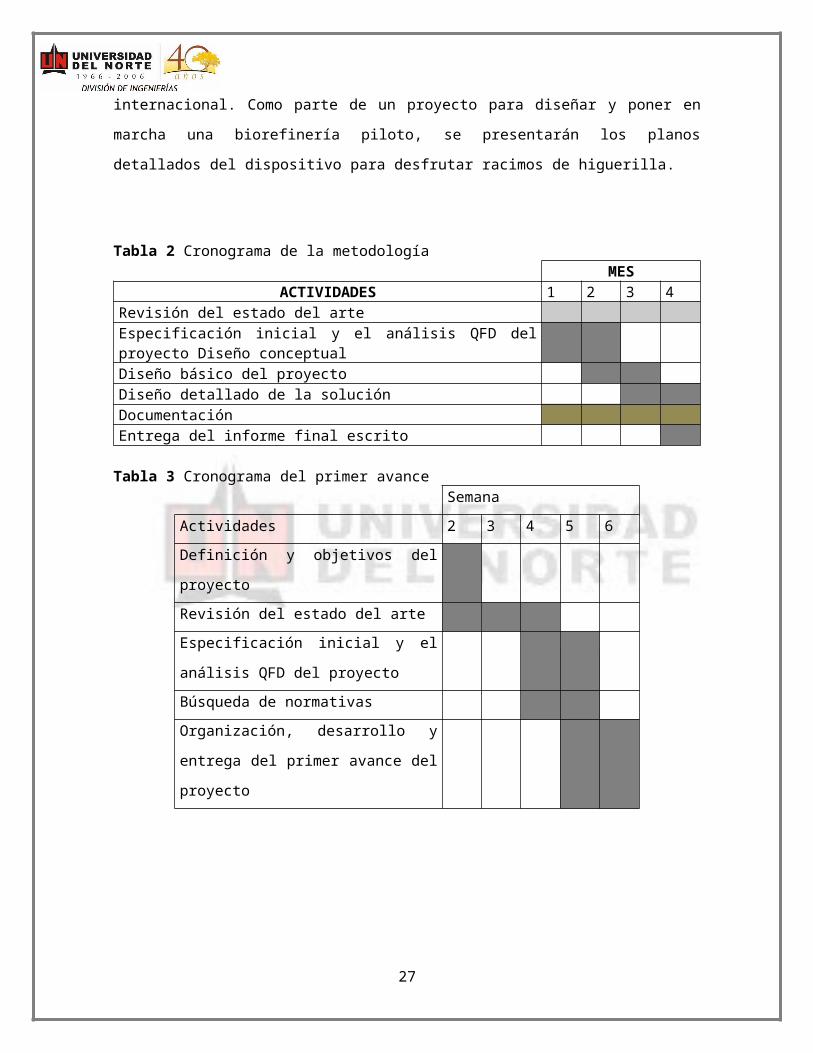
Tabla 2 Cronograma de la metodologíaMES
ACTIVIDADES 1 2 3 4Revisión del estado del arte Especificación inicial y el análisis QFD del proyecto Diseño conceptual Diseño básico del proyecto Diseño detallado de la solución Documentación Entrega del informe final escrito
Tabla 3 Cronograma del primer avanceSemana
Actividades 2 3 4 5 6
Definición y objetivos del proyecto
Revisión del estado del arte
Especificación inicial y el análisis QFD del
proyecto
Búsqueda de normativas
Organización, desarrollo y entrega del
primer avance del proyecto
20
1.8 ESPECIFICACIONES INICIALES
1.8.1 Listado de especificaciones
Dentro de las especificaciones iníciales se encuentran los requerimientos que el cliente
desea y que el diseñador debe tener en cuenta así como los requerimientos que el
diseñador tiene en cuenta para la realización del mismo.
En la enmarcación del proyecto se encuentran las siguientes especificaciones
demandadas por el cliente y las añadidas por el diseñador.
Función
Capacidad
Costo
Materiales
Dimensiones
Peso
Seguridad y Ergonomía
Mantenibilidad
Vida Útil
Demanda de Energía
Considerando todos los requerimientos y necesidades del cliente, se realiza el siguiente
listado, mostrando los objetivos a alcanzar con el mecanismo a diseñar. Esto es realizado
con el fin de contener todos los aspectos necesarios a tener en cuenta y definir el camino
que el proyecto debe tomar:
21

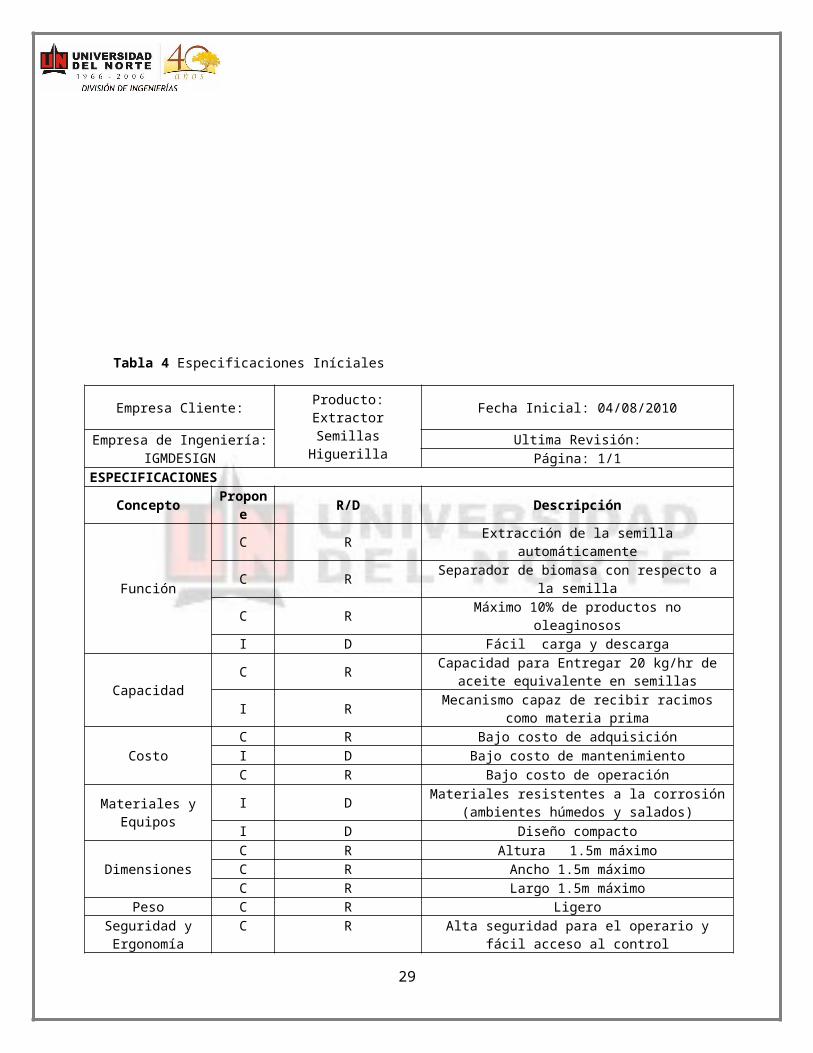
Tabla 4 Especificaciones Iníciales
Empresa Cliente:Producto: Extractor Semillas Higuerilla
Fecha Inicial: 04/08/2010
Empresa de Ingeniería: IGMDESIGN
Ultima Revisión:Página: 1/1
ESPECIFICACIONES
ConceptoPropon
eR/D Descripción
Función
C R Extracción de la semilla automáticamenteC R Separador de biomasa con respecto a la semillaC R Máximo 10% de productos no oleaginososI D Fácil carga y descarga
CapacidadC R
Capacidad para Entregar 20 kg/hr de aceite equivalente en semillas
I RMecanismo capaz de recibir racimos como materia
prima
Costo
C R Bajo costo de adquisición
I D Bajo costo de mantenimiento
C R Bajo costo de operación
Materiales y Equipos
I DMateriales resistentes a la corrosión (ambientes
húmedos y salados)I D Diseño compacto
DimensionesC R Altura 1.5m máximoC R Ancho 1.5m máximoC R Largo 1.5m máximo
Peso C R Ligero
Seguridad y Ergonomía
C RAlta seguridad para el operario y fácil acceso al
controlI D Minimizar los ruidos
I D Botón de detención manual de emergencia
I D Fácil operación
Mantenibilidad
C R baja frecuencia de mantenimiento con MTBF altos
I D fácil acceso a piezas para mantenimiento
I D Stock estándar en el mercado
Vida Útil C R20 años de vida útil para los componentes
estructurales
Demanda de energía
I DOptimización del consumo energético ya sea
químico eléctrico mecánico o proveniente de otra fuente de energía
Propone: C= Cliente I= ingenieríaR/D: R= Requerimiento; MR= Modificación Requerimiento; NR= Nuevo Requerimiento; D= Deseo
22
Una vez cumplida la etapa de obtención y verificación de las necesidades enmarcadas
para llevar a cabo el proyecto, se realiza una tabla de comparación entre ellas, utilizando
el método de tabla de comparación por pares (pairwise comparison chart). Para así de
esta forma definir la relevancia de cada necesidad dentro del marco de la ejecución del
proyecto.
Tabla 5 Escala de importancia de evaluación
23
ESCALA
1 IGUAL IMPORTANTE
≥5 MAS IMPORTANTE
10 MUCHO MÁS IMPORTANTE
≤0,
2 MENOS IMPORTANTE
≤0,
1 MUCHO MENOS IMPORTANTE
Tabla 6 Comparación por pares de necesidades
Función
Capacidad CostoMateriale
sDimensiones Peso
Seguridad
Mantenibilidad
Vida ÚtilDemanda
de EnergíaTotal
Importancia relativa
Función 1,0 6,0 9,0 6,0 4,0 8,0 5,0 8,0 7,0 6,0 60,0 25,4%
Capacidad 0,2 1,0 7,0 5,0 6,0 7,0 4,0 6,0 4,0 7,0 47,2 20,0%
Costo 0,1 0,1 1,0 0,9 0,7 2,0 0,2 0,3 0,2 1,0 6,5 2,8%
Materiales 0,2 0,2 1,1 1,0 0,2 0,2 0,2 0,2 1,0 0,2 4,4 1,9%
Dimensiones 0,3 0,2 1,4 5,0 1,0 6,0 0,2 2,0 0,7 0,7 17,4 7,4%
Peso 0,1 0,1 0,5 5,0 0,2 1,0 0,2 0,3 0,2 2,0 9,6 4,1%
Seguridad y Ergonomía
0,2 0,3 5,0 6,7 5,0 5,0 1,0 5,0 6,0 7,0 41,1 17,4%
Mantenibilidad
0,1 0,2 3,3 5,0 0,5 3,3 0,2 1,0 3,0 2,0 18,7 7,9%
Vida Útil 0,1 0,3 6,7 1,0 1,4 6,7 0,2 0,3 1,0 1,0 18,7 7,9%
Demanda de Energía
0,2 0,1 1,0 6,7 1,4 0,5 0,1 0,5 1,0 1,0 12,5 5,3%
236,1
Para este apartado se realiza el mismo procedimiento aplicado en la tabla 3. Teniendo
en cuanta la evaluación de cada necesidad mencionada anteriormente
Tabla 7 Comparación por pares para la Capacidad
CAPACIDAD20 KGH DE
ACEITERECEPCIÓN DE RACIMOS
TOTAL
IMPORTANCIA RELATIVA
IMPORTANCIA GLOBAL
20 kgh de aceite 1,0 3,0 4,0 75,0% 15,0%
Recepción de racimos 0,3 1,0 1,3 25,0% 5,0%
5,3
Tabla 8 Comparación por pares para Materiales y Equipos
MATERIALES Y EQUIPOS
Materiales resistentes a la corrosión
(ambientes humedos y salados)
Diseño compacto
TotalImportancia
relativaImportancia
global
Materiales resistentes a la corrosión (ambientes humedos y salados)
1 0,33 1,33 24,8% 0,5%
Diseño compacto 3,03 1 4,03 75,2% 1,4%
5,36
Tabla 9 Comparación por pares para las DimensionesDIMENSIONES Alto Ancho Largo Total Importancia relativa Importancia global
Alto 1 1 1 3 33,3% 2,5%Ancho 1 1 1 3 33,3% 2,5%Largo 1 1 1 3 33,3% 2,5%
9
Tabla 10 Comparación por pares para los Costos
COSTOSBajo costo de adquisición
Bajo costo de mantenimiento
Bajo costo de
operaciónTotal
Importancia relativa
Importancia global
Bajo costo de adquisición
1,0 0,2 0,4 1,6 12,1% 0,3%
Bajo costo de mantenimiento
5,0 1,0 1,5 7,5 56,5% 1,6%
Bajo costo de operación
2,5 0,7 1,0 4,2 31,4% 0,9%
13,3
Tabla 11 Comparación por pares para Mantenibilidad
MANTENIBILIDADBaja frecuencia mantenimiento
Fácil mantenimient
o
Stock estándar en el mercado
Total
Importancia relativa
Importancia global
Baja frecuencia mantenimiento
1 2 2 5 47,6% 3,8%
Fácil mantenimiento 0,5 1 0,5 2 19,0% 1,5%Stock estándar en el
mercado0,5 2 1 3,5 33,3% 2,6%
10,5
25
Tabla 12 Comparación por pares para Función
FUNCIÓN
Extracción automática
de la semilla
Separador de biomasa
con respecto a la semilla
Máximo 10% de
productos no
oleaginosos
Fácil carga y
descargaTotal
Importancia relativa
Importancia global
Extracción automática de la
semilla1,0 1,0 5,0 7,0 14,0 49,3% 12,5%
Separador de biomasa con respecto a la
semilla
1,0 1,0 3,0 4,0 9,0 31,7% 8,0%
Máximo 10% de productos no oleaginosos
0,2 0,3 1,0 2,0 3,5 12,4% 3,2%
Fácil carga y descarga
0,1 0,3 0,5 1,0 1,9 6,7% 1,7%
28,4
Tabla 13 Comparación por pares para Seguridad y Ergonomía
SEGURIDAD Y ERGONOMÍA
Alta seguridad
para el operario y
fácil acceso al control
Minimizar los ruidos
Botón de detención manual de
emergencia
Fácil operación
TotalImportancia relativa
Importancia global
Alta seguridad para el operario y fácil acceso al control
1,0 9,0 6,0 5,0 21,0 59,1% 10,3%
Minimizar los ruidos
0,1 1,0 0,2 0,5 1,8 5,1% 0,9%
Botón de detención manual de emergencia
0,2 5,0 1,0 0,3 6,5 18,3% 3,2%
Fácil operación 0,2 2,0 3,0 1,0 6,2 17,5% 3,0%35,5
Por medio de este estudio, se puede tomar una decisión con respecto a la necesidad
más importante, entre las que se encuentran la, capacidad, seguridad y ergonomía no
dejando atrás la función de la máquina. Es decir, que es primordial cumplir con la
necesidad de realizar un diseño que permita que la máquina cumpla con el requerimiento
de poder 20kg/hr de aceite equivalente, sin dejar atrás que esta deba extraer la semilla
automáticamente y teniendo en cuenta que debe ser un proceso seguro y confiable para
quien se encuentre manipulando el sistema. En otras palabras, hacer de esto un diseño
óptimo a lo especificado por el cliente.
26
1.9 NORMATIVIDAD
Se debe tener en cuenta para la realización del proyecto con normas acerca del proceso
global como también del uso del sistema completo y todo lo que esto conlleva en los
diferentes entornos que se presenta este proyecto.
Ley 24.557 (3 de octubre de 1995) La prevención de los riesgos y la reparación de los
daños derivados del trabajo se regirán por estas LRT a) Reducir la siniestralidad laboral a
través de la prevención de los riesgos derivados del trabajo; b) Reparar los daños
derivados de accidentes de trabajo y de enfermedades profesionales, incluyendo la
rehabilitación del trabajador damnificado; Los empleadores podrán auto asegurar los
riesgos del trabajo definidos en esta ley, siempre y cuando acrediten con la periodicidad
que fije la reglamentación;
Ley 776 del 2002, Define cómo opera el Sistema de Riesgos Profesionales en Colombia,
el conjunto de entidades públicas y privadas, normas y procedimientos, destinados a
prevenir, proteger y atender a los trabajadores de los efectos de las enfermedades y los
accidentes que puedan ocurrirles con ocasión o como consecuencia del trabajo que
desarrollan.
Ley 1111 de 2006, Establece una deducción del impuesto de renta del 40% de las
inversiones en activos fijos reales productivos en proyectos agroindustriales, incluyendo
leasing financiero.
Decreto 2629 de 2007 En el que se establecieron los porcentajes de mezclas de gasolina
básica con alcohol carburante y, los plazos para el acondicionamiento de motores y
artefactos nuevos que requieran para su funcionamiento estos productos.
Ley 1252 DE 2008 Diario Oficial No. 47.186 Por la cual se dictan normas prohibitivas en
materia ambiental, referentes a los residuos y desechos peligrosos.
27
1.10 Matriz QFD
28
2 DISEÑO CONCEPTUAL
2.1 . GENERACIÓN DE ALTERNATIVAS
2.1.1 Documentación De Proceso Y Métodos Utilizados
A partir de los requerimientos y necesidades implementadas por el cliente y las
necesidades propias que acarrea el diseño del proyecto, se partirá de las
limitaciones encontradas para el proceso. Donde dicha solución será compuesta
por una serie de subsistemas que realizaran sub-funciones dentro de la misma
máquina para poder lograr el objetivo deseado el cual es obtener los lóbulos para
realizar luego la extracción del aceite vegetal proveniente de la semilla. El método
utilizado, y posiblemente, el que brinde mejores resultados en cuanto al número de
alternativas o posibles soluciones generadas es la tormenta de ideas o
“Brainstorm”.
La meta de este método es poder recopilar la mayor cantidad de ideas que representen
una solución factible en miras de realizar el proyecto satisfactoriamente. Las ideas
generadas fueron enfocadas a posibles alternativas, que brindaran una mirada hacia el
objetivo planteado del proyecto, llegando así al diseño de una solución capaz de
responder a los requerimientos iniciales. Para realizar lo planteado con anterioridad
primero se debe mira como debería funcionar el sistema global dependiendo de lo que se
quiere lograr y de esta forma partir de un hecho generalizado hacia uno detallado.
De lo siguiente se hizo el desarrollo de un análisis funcional brindando como resultado el
siguiente diagrama
CAJA NEGRA
29

CAJA TRANSPARENTE
Al tener la idea globalizada con respecto a los logros que se quieren alcanzar en el
proyecto, se debe realizar la generación de ideas para poder darle solución y llegar al
objetivo del problema planteado.
Con los requerimientos ya especificados previamente, y con los resultados mostrados en
el QFD, se puede priorizar los incisos más relevantes en la fase de diseño y brindarles la
importancia que se merecen, sin desmeritar las demás necesidades, como se muestra en
la siguiente tabla.
30
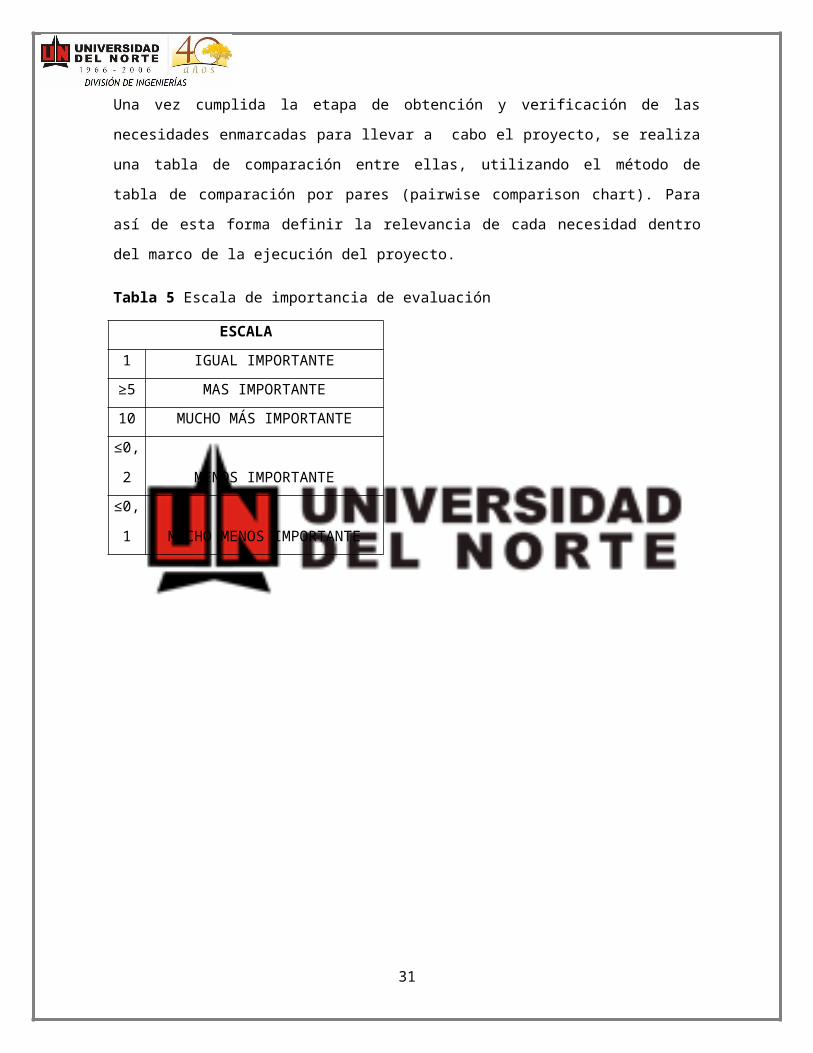
Tabla 14 Ponderación de especificaciones por relevancia
CARACTERÍSTICAS Peso
Función
Extracción de la semilla automáticamente 12,5%
Separador de biomasa con respecto a la semilla 8,0%
Máximo 10% de productos no oleaginosos 3,2%
Fácil carga y descarga 1,7%
CapacidadCapacidad para Entregar 20 kg/hr de aceite equivalente en semillas 15,0%
Mecanismo capaz de recibir racimos como materia prima 5,0%
Costo
Bajo costo de adquisición 0,3%
Bajo costo de mantenimiento 1,6%
Bajo costo de operación 0,9%
Materiales y Equipos
Materiales resistentes a la corrosión (ambientes húmedos y salados) 0,5%
Diseño compacto 1,4%
Dimensiones
Altura 1.5m máximo 2,5%
Ancho 1.5m máximo 2,5%
Largo 1.5m máximo 2,5%
Peso Ligero 4,1%
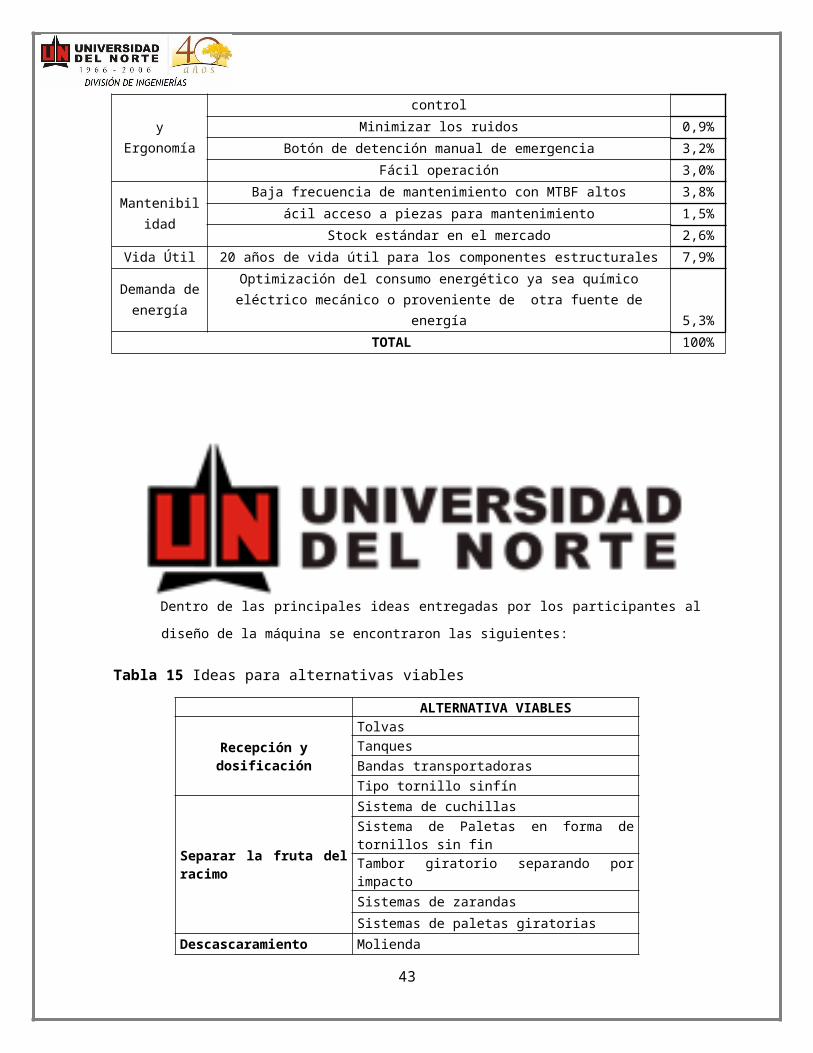
Seguridad y Ergonomía
Alta seguridad para el operario y fácil acceso al control 10,3%
Minimizar los ruidos 0,9%
Botón de detención manual de emergencia 3,2%
Fácil operación 3,0%
Mantenibilidad
Baja frecuencia de mantenimiento con MTBF altos 3,8%
ácil acceso a piezas para mantenimiento 1,5%
Stock estándar en el mercado 2,6%
Vida Útil 20 años de vida útil para los componentes estructurales 7,9%
Demanda de energía
Optimización del consumo energético ya sea químico eléctrico mecánico o proveniente de otra fuente de energía 5,3%
TOTAL 100%
Dentro de las principales ideas entregadas por los participantes al diseño de la máquina se
encontraron las siguientes:
31
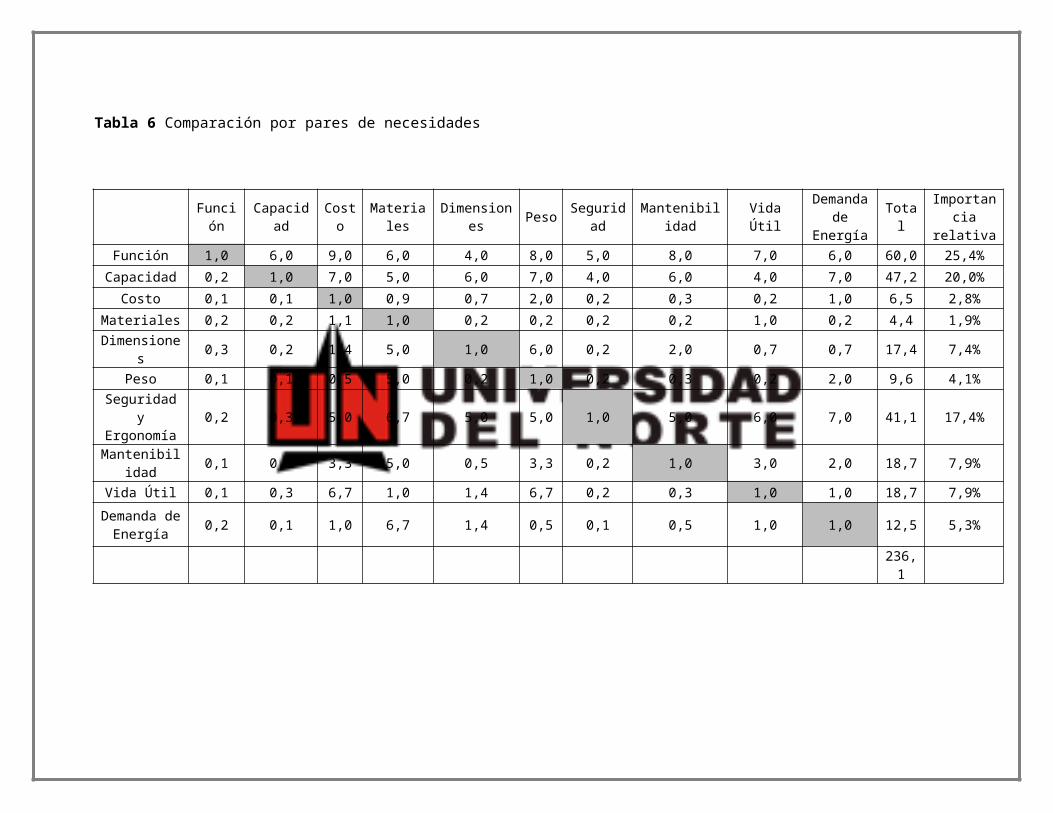
Tabla 15 Ideas para alternativas viables
ALTERNATIVA VIABLES
Recepción y dosificación
TolvasTanques
Bandas transportadoras
Tipo tornillo sinfín
Separar la fruta del racimo
Sistema de cuchillas
Sistema de Paletas en forma de tornillos sin fin
Tambor giratorio separando por impacto
Sistemas de zarandas
Sistemas de paletas giratorias
Descascaramiento
Molienda
Tornillos
Tambores rotantes a diferentes velocidades
Vibración
Rodillos dentados
Separación
Filtros rejillas y flujos de aire
Fuerzas centrifugas
Flujo de líquidos (diferencia de densidades)
Ocasionando vibración sobre la masa triturada
Tambor de maya
2.1.2 Diagrama De Proceso O Dibujo Descriptivo De Cada Alternativa Generada,
Resumen y Características Técnicas De Cada Alternativa
Alternativa número 1.
La máquina de descascarar esta conformadas por una tolva de alimentación por donde
ingresa a la máquina los racimos de higuerilla, luego tiene un sistema de una paleta en
forma de tornillo sinfín que se encarga de retirar por medio de impactos y giros los fruto
del raquis, una vez los granos se desprenden , caen a los rodillos que se encuentran
girando en el mismo sentido pero con diferentes velocidad, al pasar por estos , el fruto se
abre liberando las semillas que posteriormente pasan por dos filtros o rejillas que están
en continua vibración, un flujo de aire constante atraviesa las rejillas lo que permite el
desalojo de las cascarilla y de residuos no oleaginoso de nuestro sistema. y la obtención
de la semillas en la tolva inferior
32
Figura 3 Máquina desfrutadora de higuerilla 1
Alternativa número 2.
Este sistema está constituido por una tolva de alimentación, donde se descargan los
racimos y son conducidos hacia un tambor con pines, en esta parte del proceso los
racimos son desgranados por un sistema similar al de la combinada usada para la
recolección del arroz, y a través de una canal pasan al descascarador el cual está
compuesto por dos rodillos con forma especial para realizar la operación de separar las
semillas de su corteza, luego estas pasan a un tercer rodillo el cual es encargado de
Liberar en su totalidad, a la semilla de la cascara que la contiene en forma individual,
posteriormente se limpia de los restos por medio de la zaranda, el cual es accionado por
un sistema de levas haciendo que el sistema obtenga un vibración intermitente con el
objetivo de separar el residuo de conchas para luego ser expulsado de forma tal que las
semillas puedan ser recogidas sin residuos no oleaginosos. El sistema es accionado por
un motor eléctrico y por medio de una serie de poleas y correas que activaran todos los
componentes de la máquina.
33
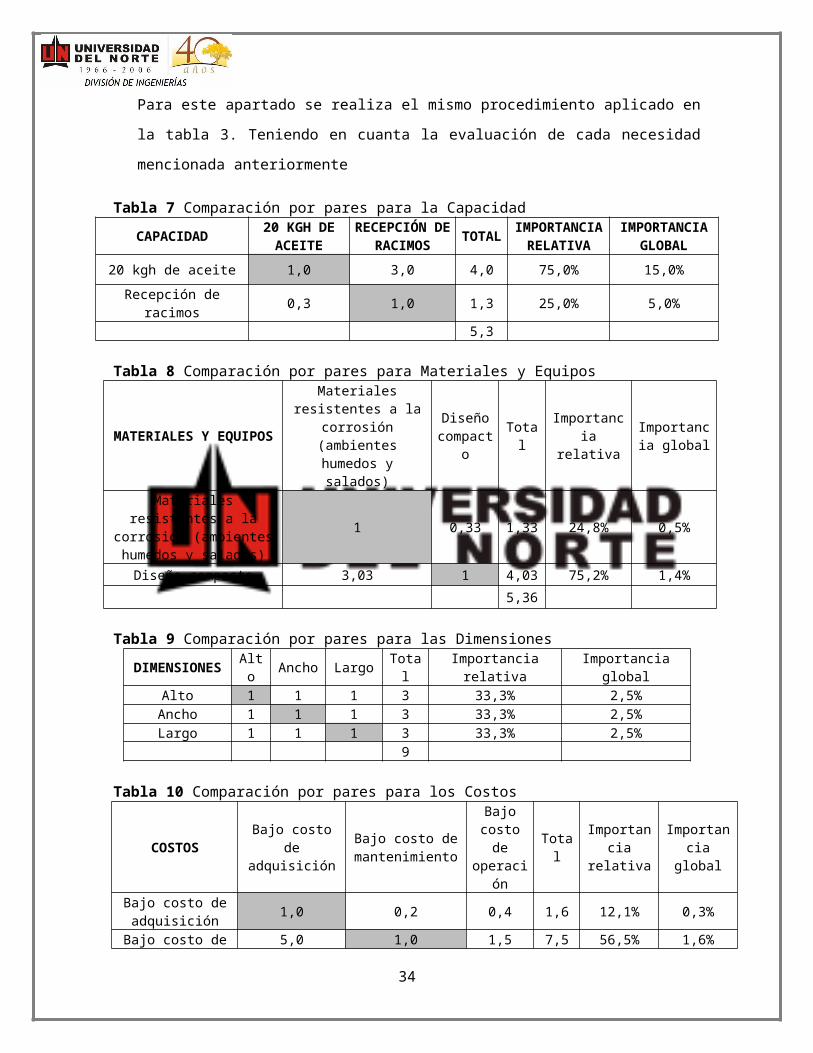
Figura 4 Máquina desfrutadora de higuerilla 2
Alternativa número 3.
Este aparato posee una tolva de recepción que conduce los racimos de higuerilla hacia un
tambor que realiza movimientos oscilatorios en sentidos horario y anti-horario. Dentro del
tambor se encuentra un dispositivo tubular con unos cilindros macizos sobre su superficie
que se encargan de golpear los racimos permitiendo que los gajos se desprendan del
raquis. El tambor cuenta con una serie de orificios en su superficie que permiten que los
frutos abandonen el tambor y evitan que el material restante continúe hacia estaciones
futuras del proceso.
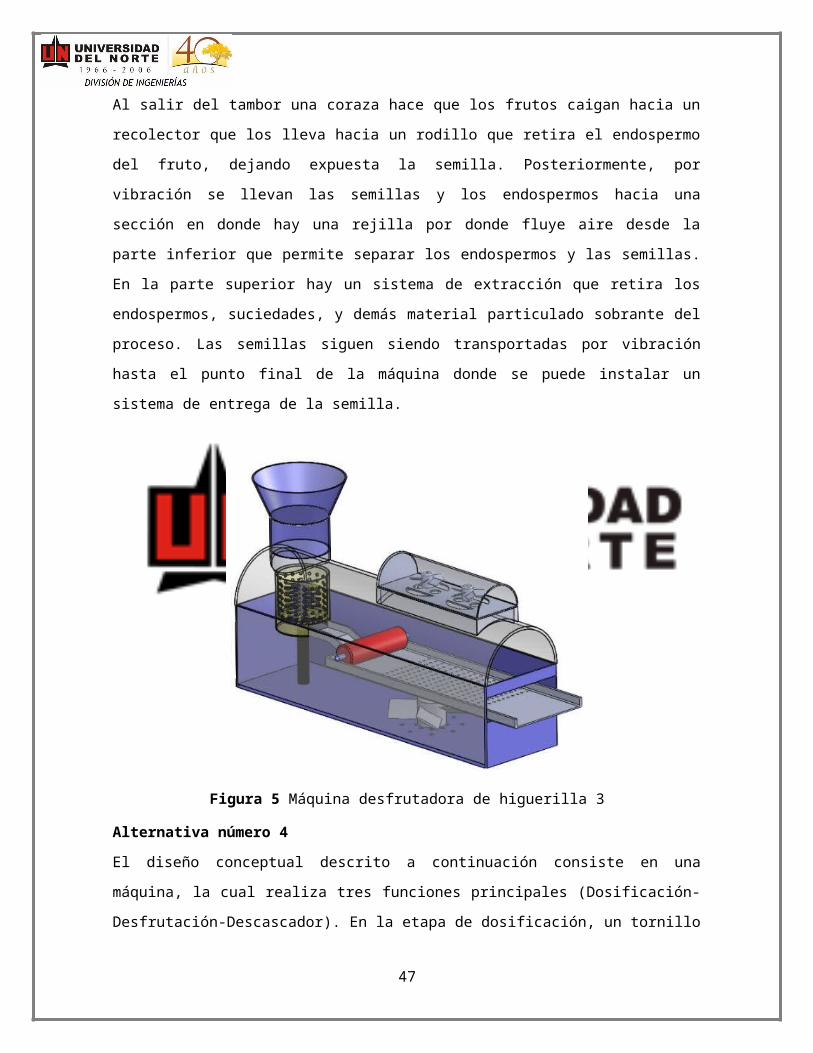
Al salir del tambor una coraza hace que los frutos caigan hacia un recolector que los lleva
hacia un rodillo que retira el endospermo del fruto, dejando expuesta la semilla.
Posteriormente, por vibración se llevan las semillas y los endospermos hacia una sección
en donde hay una rejilla por donde fluye aire desde la parte inferior que permite separar
los endospermos y las semillas. En la parte superior hay un sistema de extracción que
retira los endospermos, suciedades, y demás material particulado sobrante del proceso.
Las semillas siguen siendo transportadas por vibración hasta el punto final de la máquina
donde se puede instalar un sistema de entrega de la semilla.
34
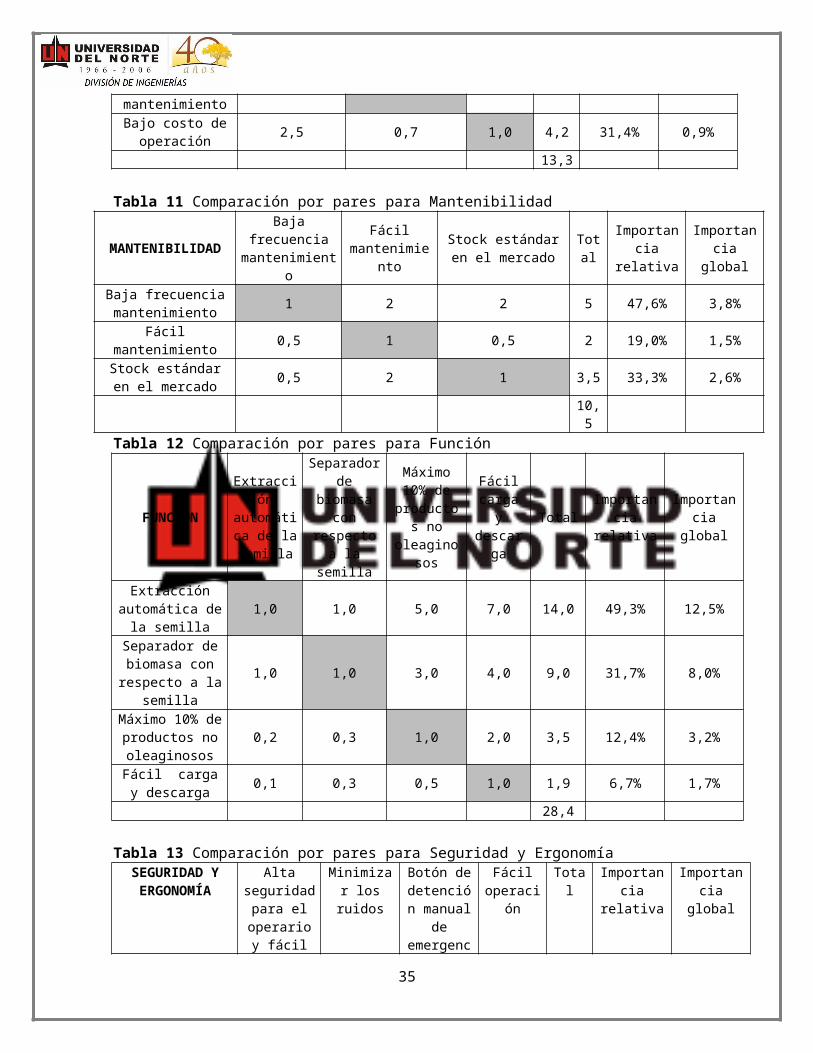
Figura 5 Máquina desfrutadora de higuerilla 3
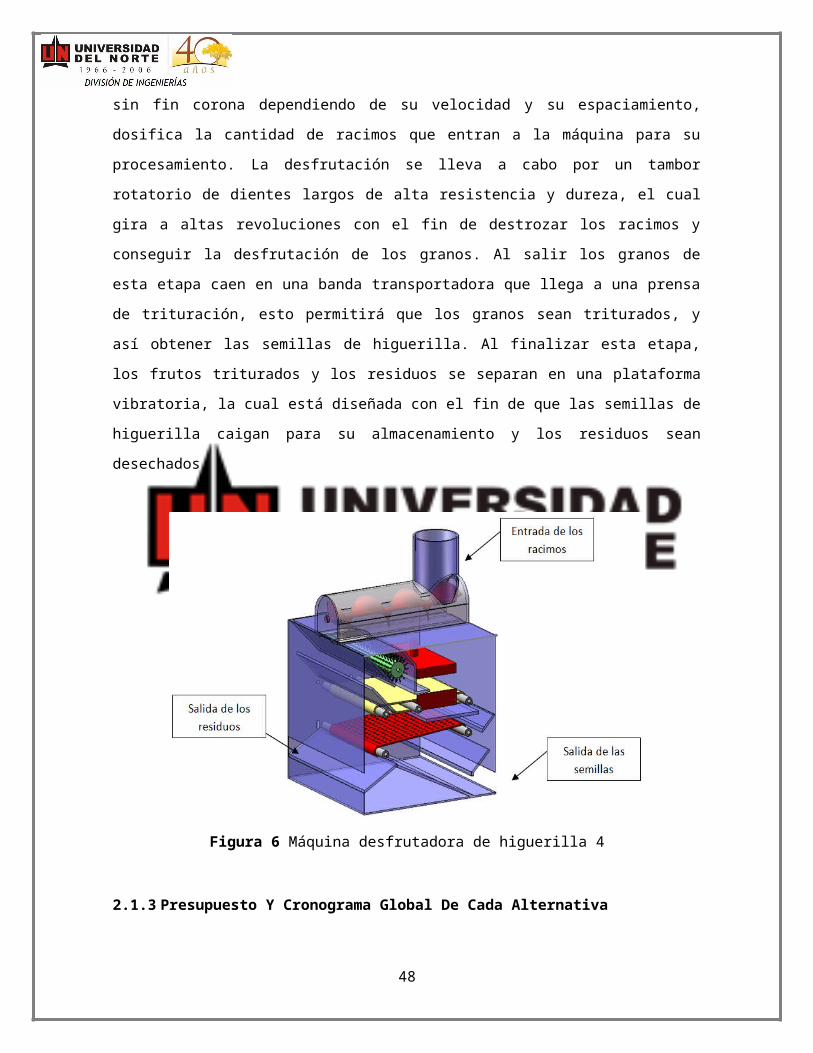
Alternativa número 4
El diseño conceptual descrito a continuación consiste en una máquina, la cual realiza tres
funciones principales (Dosificación-Desfrutación-Descascador). En la etapa de
dosificación, un tornillo sin fin corona dependiendo de su velocidad y su espaciamiento,
dosifica la cantidad de racimos que entran a la máquina para su procesamiento. La
desfrutación se lleva a cabo por un tambor rotatorio de dientes largos de alta resistencia y
dureza, el cual gira a altas revoluciones con el fin de destrozar los racimos y conseguir la
desfrutación de los granos. Al salir los granos de esta etapa caen en una banda
transportadora que llega a una prensa de trituración, esto permitirá que los granos sean
triturados, y así obtener las semillas de higuerilla. Al finalizar esta etapa, los frutos
triturados y los residuos se separan en una plataforma vibratoria, la cual está diseñada
con el fin de que las semillas de higuerilla caigan para su almacenamiento y los residuos
sean desechados.
35
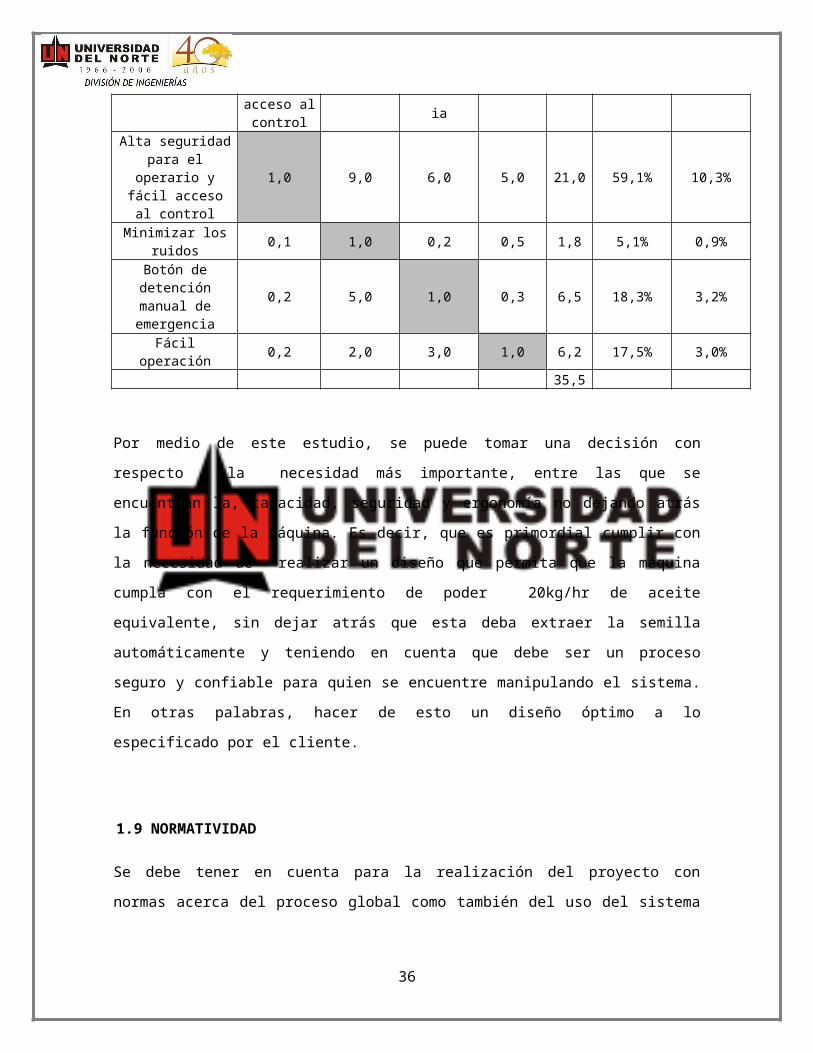
Figura 6 Máquina desfrutadora de higuerilla 4
2.1.3 Presupuesto Y Cronograma Global De Cada Alternativa
Para esta sección se debe tener en cuenta que los costos de las máquinas que se
encuentran hoy día, con respecto a la que se quiere diseñar son más elevados, y estas
son de alta complejidad, conllevando a que la alternativa a seleccionar pueda brindar una
reducción significativa en precio y además tener accesibilidad a esta de manera menos
compleja. Como se puede apreciar en la Tabla 14, los costos de la maquinaria tienen una
importancia muy baja, pero no por esto se dejaran a un lado, el enfoque será minimizar
costos tal que nuestra propuesta sea mucho más económica que las que se encuentran
en el mercado actualmente.
2.2 EVALUACIÓN INTEGRAL DE LAS ALTERNATIVAS: CONSIDERANDO ASPECTOS TÉCNICOS, ECONÓMICOS, FINANCIEROS, SOCIALES, AMBIENTALES
2.2.1.1 Definición De Criterios O Factores De Decisión, Incluir Disposiciones Legales Y Ambientales
Por medio de este inciso se plantea como los criterios de evaluación realizados para
el proceso de selección de las alternativas suelen brindar una manera más óptima de
análisis con respecto a la necesidad que se tiene.
36
Dentro de los criterios que son relevantes para la decisión hay que tener en cuenta los
requerimientos que se plantean en el QFD, se puede entonces decir que la decisión será
tomada por los siguientes factores los cuales representan la forma como debe funcionar la
máquina pudiendo lograr los objetivos planteados en un principio, teniendo así entonces:
Recepción y dosificación Separación de la fruta del racimo Descascaramiento Separación
Con respecto a las disposiciones legales se tendrán en cuenta las ya mencionadas en el
inciso 1.9.
37
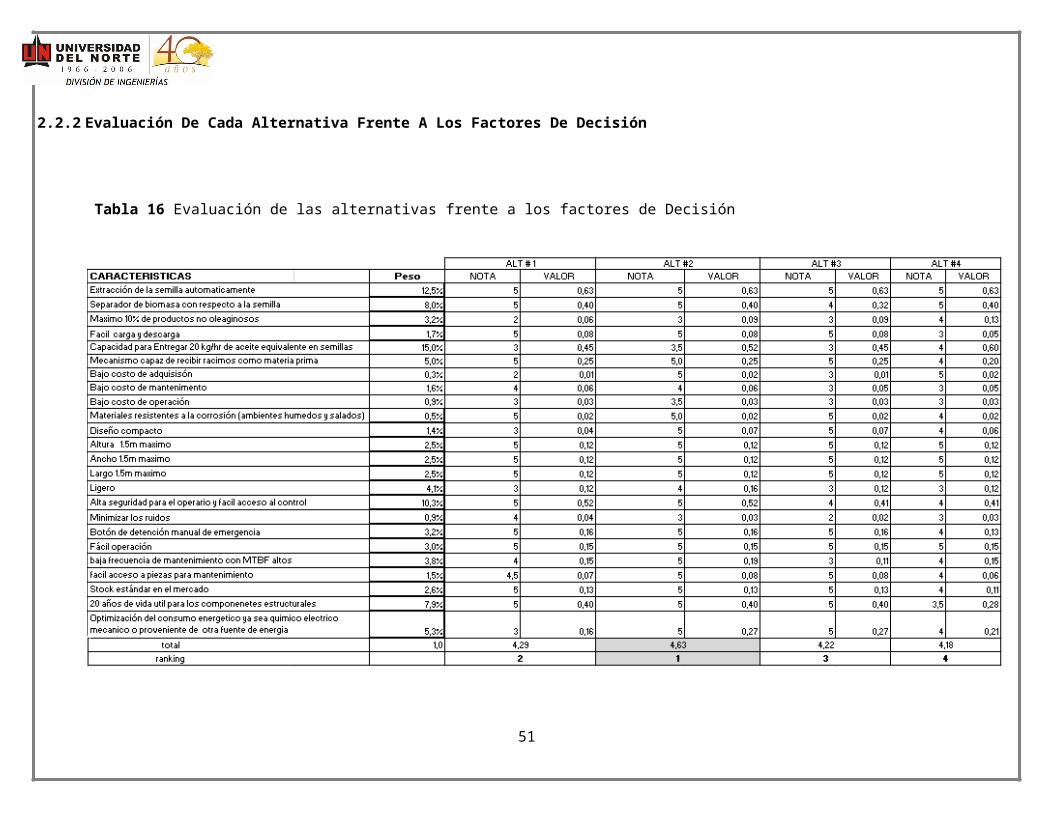
2.2.2 Evaluación De Cada Alternativa Frente A Los Factores De Decisión
Tabla 16 Evaluación de las alternativas frente a los factores de Decisión
38
Después de realizar una exhaustiva evaluación de las alternativas presentadas, teniendo
en cuenta la definición del problema y la necesidad estipulada por el cliente, así como los
requerimientos y restricciones a tener en cuenta para el diseño, se muestra por medio de
la metodología expuesta y usada, que la alternativa más apropiada es la número dos
siendo esta la más conveniente para poder obtener el objetivo deseado. Hay que tener en
cuenta que en un posterior análisis se podrían considerar componentes de las demás
alternativas no escogidas para una satisfacción aun mejor con la ya preferida, observando
que las demás alternativas no están muy lejos de la meta que se quiere lograr. Con
respecto a la normativa que se debe tener en cuenta en la solución estipulada se puede
revisar del inciso 1.9 el cual se encuentra de manera detallada y explica las reglas para
operación y puesta en marcha de este tipo de máquinas.
2.3. Paquete De Planos Con: Modelo 3d De La Alternativa Seleccionada
La máquina cuenta con un soporte o carcasa con medidas establecidas de 800 X 750 X 1500mm en esta parte se ensamblan todos los componentes del desfrutador.
Figura 7 Esquema general de la alternativa seleccionada
Figura 8 Carcasa del desfrutador
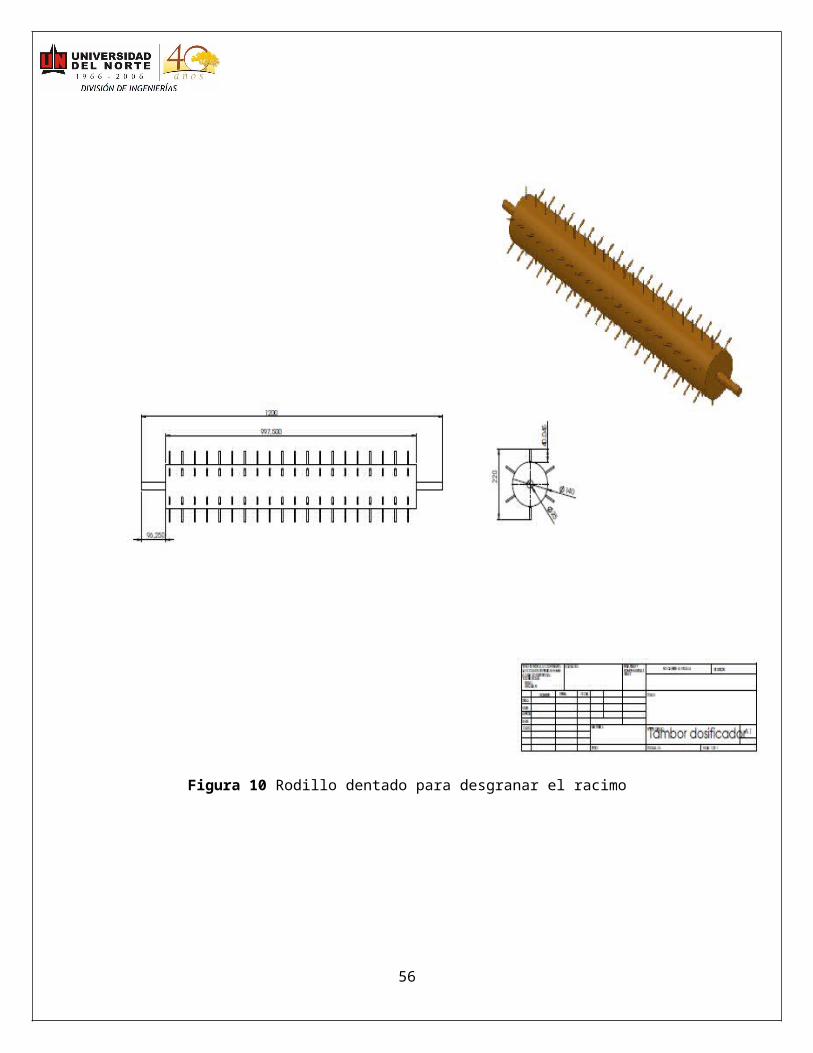
Tolva de la máquina y el sistema de desgranado de los racimos con un rodillo dentado, este componente es el encargado de separar las vainas de higuerilla del racimo.
40
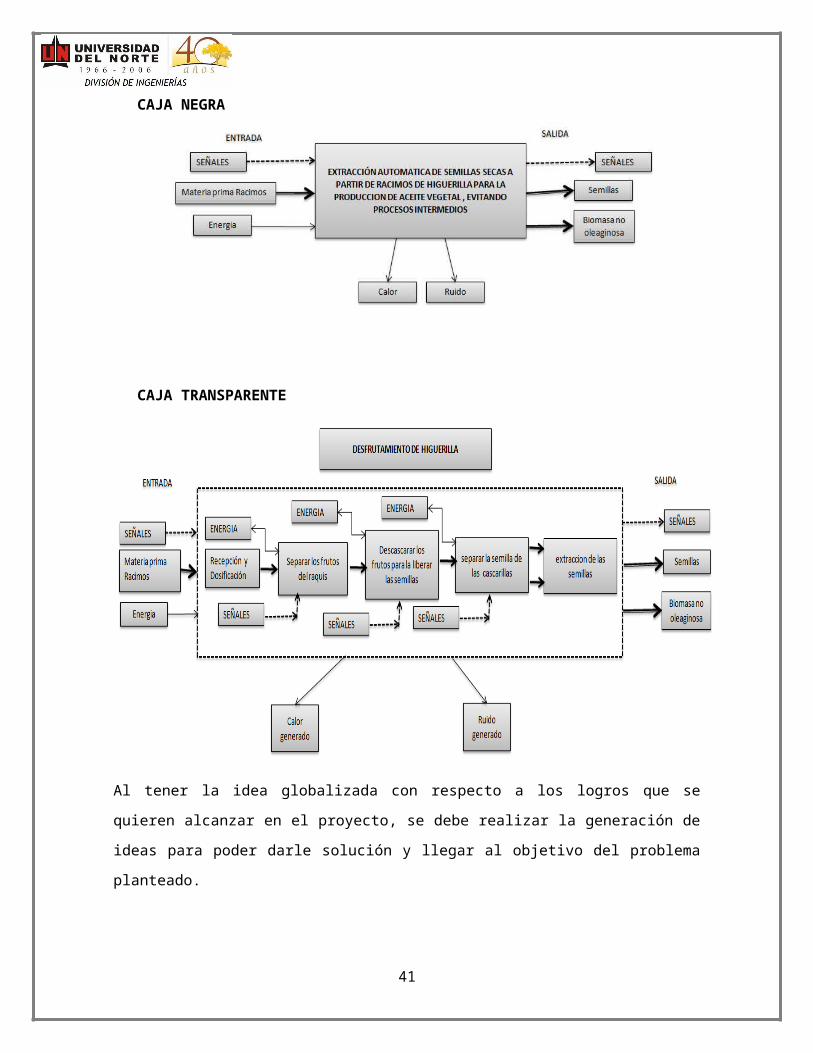
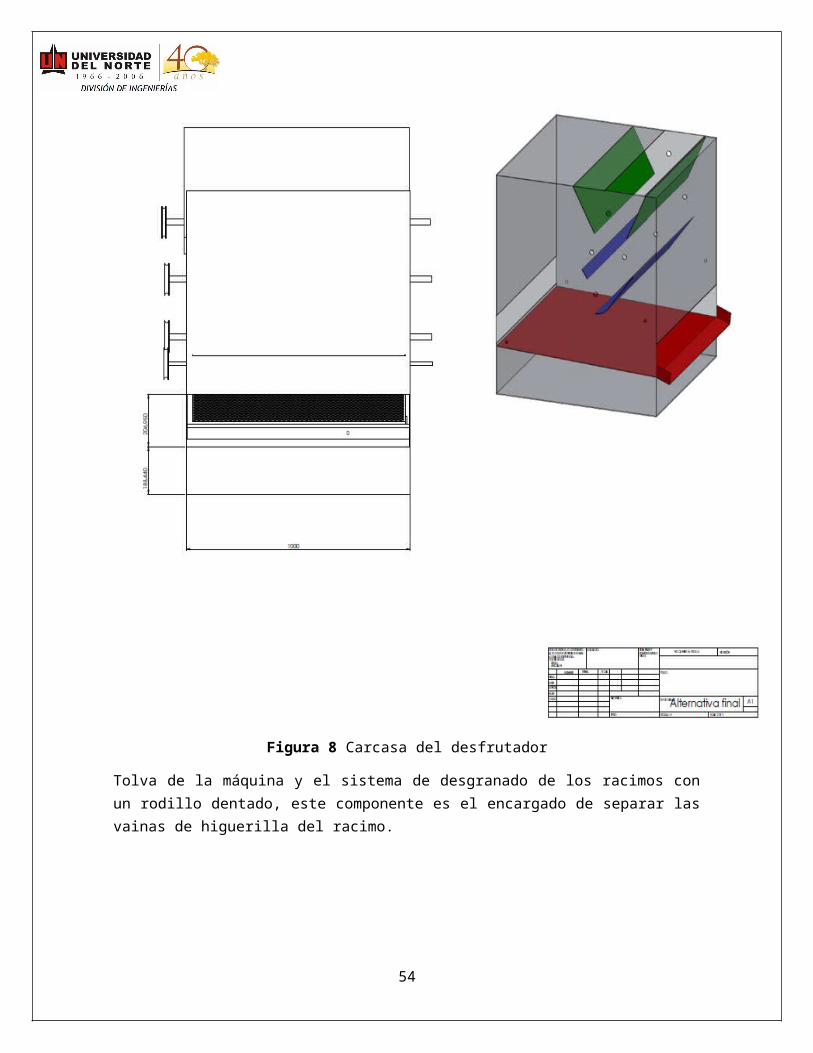
Figura 9 Tolva del desfrutador con tambor
.
41
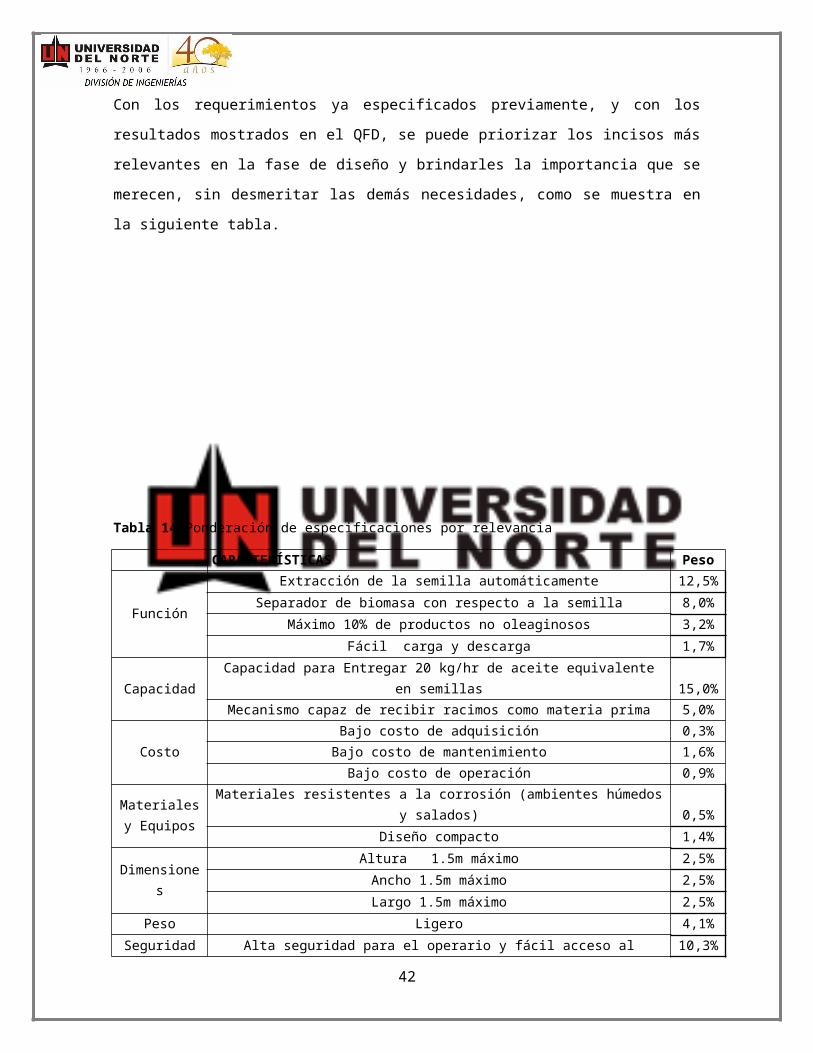
Figura 10 Rodillo dentado para desgranar el racimo
42
El descascarado se realiza mediante rodillos, entre ellos se introduce el fruto para poder ser desplazado de su corteza y obtener la semilla.
Figura 11 Rodillo descascarador
43
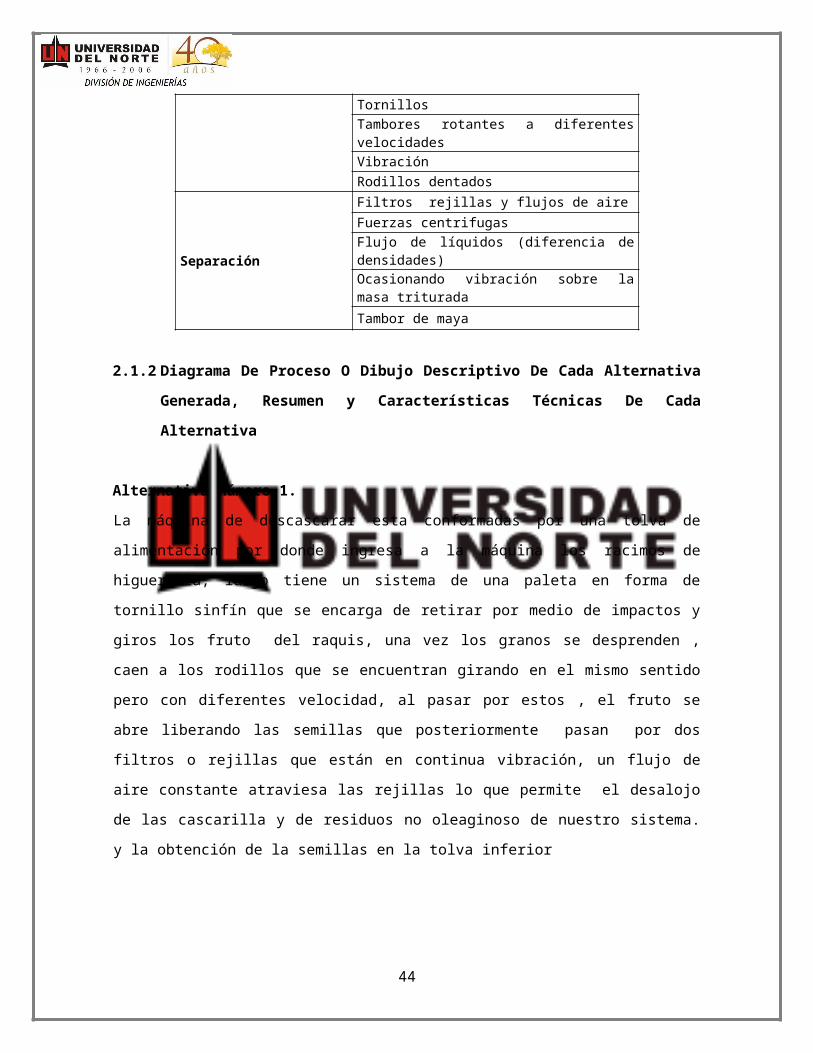
Figura 12 Sistema de mallado
44
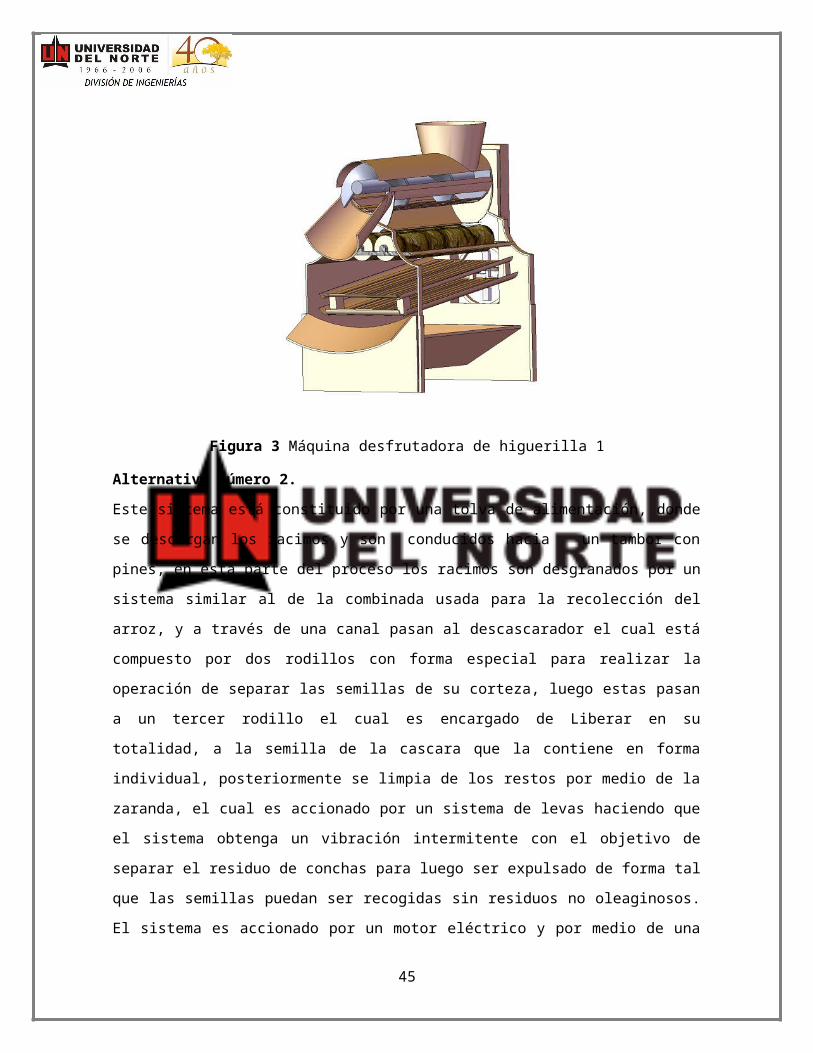
Figura 13 Sistema de poleas.
45
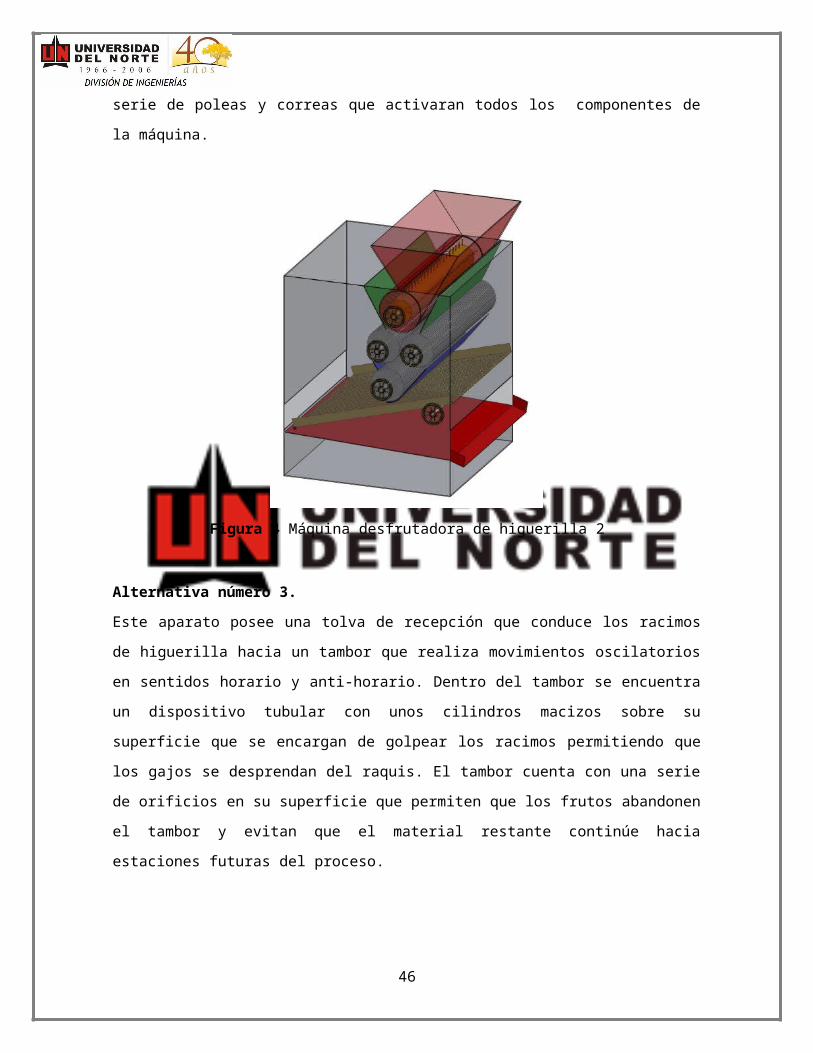
Figura 14 Eje levas.
46
3. DISEÑO BASICO
RESUMEN EJECUTIVO
Para esta fase del proyecto estipulado se realizara el diseño básico de la maquina
planteada teniendo en cuenta que se ha descrito el comportamiento requerido del
producto por medio de las especificaciones iníciales y se ha seleccionado una
alternativa que brinda los requerimientos que el cliente a suministrado al inicio del
proyecto. Es importante anotar, que siendo la generación de soluciones la esencia
del diseño se someterá la alternativa seleccionada a posibles mejoras u
optimizaciones teniendo en cuenta las demás alternativas y estipulando que
aunque las demás alternativas no fueron escogidas estas pueden ayudar a
optimizar el diseño que se quiere implementar al finalizar este documento.
Quedara definido el arreglo o diseño de cada uno de los subsistemas,
subconjuntos o sub-ensambles y/o módulos que integran la máquina para de esta
manera poder proceder a las diferentes cotizaciones y búsquedas de
presupuestos necesarios para la adquisición de los diferentes módulos o
subsistemas estipulados en transcurso del proyecto.
47
3.1.1 Documentación del proceso y métodos utilizados
En esta etapa esencial de diseño el objetivo es definir el diseño de cada uno de los
subsistemas o subconjuntos además de los sub ensambles que integran la
alternativa seleccionada. Se explicará cómo se desarrolló esta fase y su respectiva
metodología.
Para la estructuración y la consolidación de esta fase se debió realizar el análisis
correspondiente a las fuerzas necesarias para poder desprender el fruto del
racimo el cual es el indispensable para en un proceso posterior poder obtener el
aceite de la semilla obtenida por el desfrutamiento, es de gran relevancia tener en
cuenta los requerimientos dictados por el cliente en cuanto a dimensiones frente a
los factores decisivos en cuestión de subsistemas o subconjuntos presentes.
El desarrollo en detalle de cada subsistema de la alternativa en miras a cumplir el
objetivo general deseado por el cliente, realizando la pertinente documentación
sobre normas de seguridad y todo lo concerniente al funcionamiento es
argumentado, brindando lo correspondiente a cada subproceso o sub ensamble
de la máquina.
Se debe realizar el desarrollo de simulaciones y obtención de los cálculos
necesarios (como la fuerza para desprender el fruto del racimo) del proceso
completo como de los subsistemas de la alternativa seleccionada en base a
softwares como SolidWorks™, y otros softwares esenciales de Microsoft Office
para el desarrollo del presente trabajo.
Por último se realizó una simulación en LOGO!Soft™ sobre la programación del
lazo de control necesario para el proceso realizado por la máquina, de forma que
se contemplara el ciclo completo brindando seguridad y siendo de manera
continua y automatizada como lo requiere el cliente.
48
3.1.2 Memoria Con Cálculos Básicos
Tomando como base la obtención de la fuerza para desprender el fruto del racimo
y que esta fuerza pudiese ser cuantificada, siendo el factor esencial para el
diseño de los rodillos, fue necesario el uso de un dinamómetro brindado por el
departamento de física de la universidad del norte para realizar la prueba y
encontrar el valor necesario en la separación del fruto del racimo, así como de los
lóbulos provenientes del fruto.
Tomando una muestra autóctona del Departamento del Atlántico y considerando
los racimos como un cilindro, se calculara un volumen unitario. El diámetro
promedio es de 0.06m con un largo promedio de 0.2m. El volumen promedio
V=A∗L
V=π∗r2∗L
V=π∗0.032m2∗0.2m
Donde A equivale al área promedio del racimo, L es su longitud y r equivale al
radio promedio dando como resultado
V=5.65 x 10−3m3
Se tomo una muestra de 40 raquis teniendo un peso de 2,42kg se obtuvo 1kg de
semilla, teniendo en cuenta que la semilla tiene de 40% – 50% del peso en aceite
se tiene una producción de aceite de 0.4kg tomando el valor de porcentaje más
crítico el cual sería el 40% a partir de la muestra. Extrapolando los resultados para
procesar 20 kg de aceite de higuerilla se necesitan aproximadamente 121 kg de
material en racimos, lo que es equivalente a 1.2 m3 lo que estipula los flujos
volumétricos de sistema descrito
La fuerza de desgrane del racimo, la velocidad del dosificador y potencia
necesaria para efectuar el desgranado sin tener en cuenta la inercia del rodillo y
las pérdidas por fricción en los rodamientos son:
49
Para La velocidad se asume por la forma de los pines y la distribución de estos
que el volumen desplazado por giro es el volumen que se puede almacenar entre
distancia de pines como se muestra en el esquema siguiente
Figura 15 Esquema distancia entre pines
Área libre entre pines
longitud total cilindrocon pines∗distancia libre entre pines
0,6m∗0,055m=0,033m
Luego se halla el volumen desplazado por una vuelta para después hallar las
revoluciones por minuto y por último la velocidad angular
V̇ p∗npin
π∗Lp∗((r p)¿¿2−(r cp )2)=ciclos por hora¿
1,2m3/hr∗4π∗0,6m∗((0,05m)¿¿2− (0,07m )2)=ciclos por hora¿
Donde
Lp=longitudtotal cilindrocon pines
r p=radio pines
50
rcp=radio desde el centrodel eje a la punta del pin
npin=numero de pines encircunferencia
V̇ p=flujo volumetriconecesario
Teniendo como resultado
237,4339477 ciclos por hora
Para las revoluciones se tiene entonces
RPM=237,433947760
=3,957232462
Teniendo entonces la velocidad angular como
3,957232462∗2∗π60
=0,414 rad / seg
La fuerza necesaria para cortar el raquis de un racimo de diámetro promedio de
7mm es de:
F=50N
La cual fuerza fue encontrada por análisis experimental con muestras de la planta
de higuerilla
Multiplicando esta fuerza por el número de pines que se encuentra en el tambor
dosificador se determina el par necesario para realizar la función de desfrutar.
51
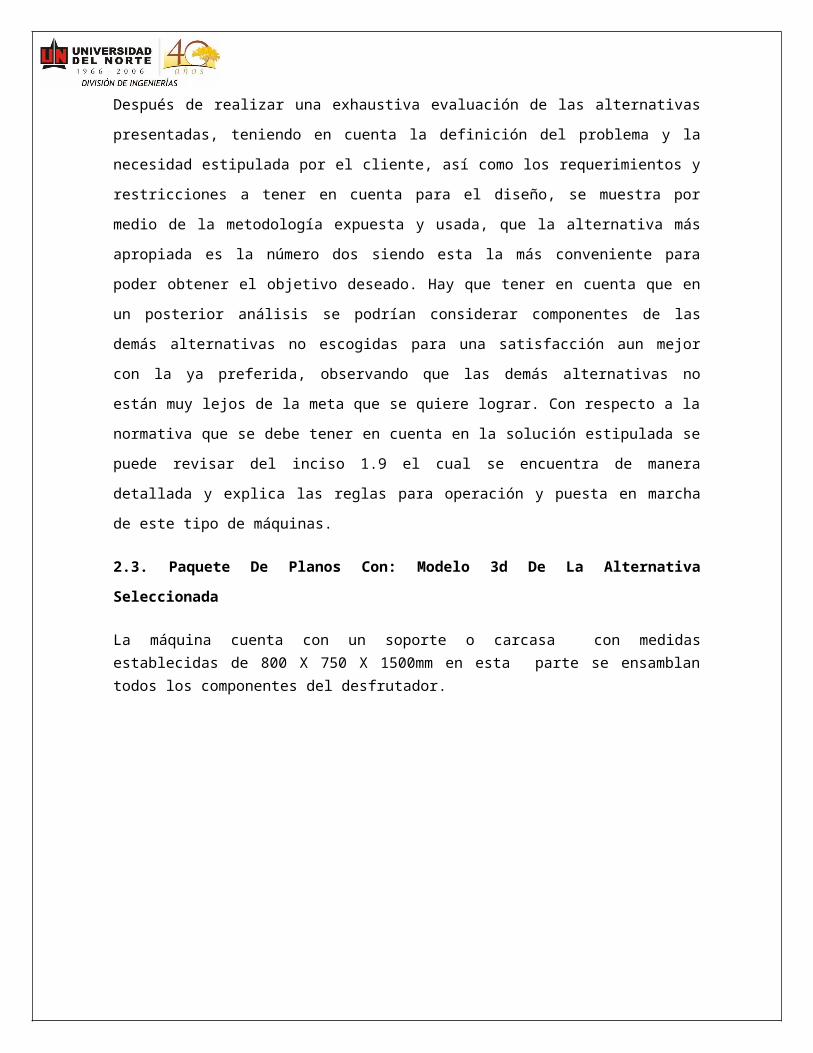
Figura 16 Esquema Longitud de pines
numero de pines= L p∗4dp
=0,6m∗40,035m
=69
Donde dp=distancia entre pines
Se halla luego la fuerza total en todo el cilindro con pines
Ftotal=F∗Npi=50N∗69=3428,5N
Donde el torque es caracterizado por
T=F∗Npi∗0.125=50N∗69∗0,125m=428,5N−m
En lb-ft el resultado anterior seria
T[lb-ft]=0,738*428,5N-m=316,2857
T[HP]¿RPM∗factor decarga∗factor de seguridad∗T [lb−ft ]
5252
T [HP ]=RPM∗1.2∗1,5∗316,25252
=0,4289
Donde el factor de carga es encontrado de la siguiente tabla
52
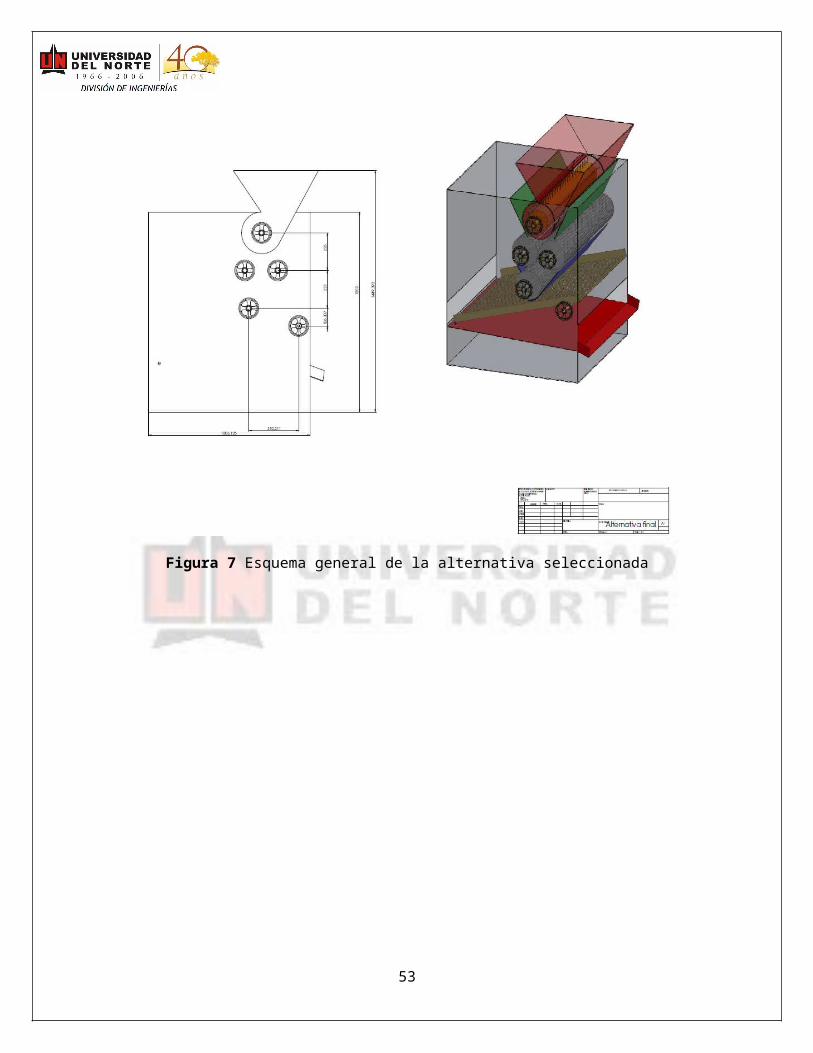
Figura 17 factor de carga requerido
La potencia en kW para realizar este trabajo es:
P=T [HP ]∗0,746kW=0,320KW
La fuerza, velocidad y potencia necesaria en el rodillo dentado, sin incluir las
pérdidas que aumenta la potencia necesaria son:
Para realizar la separación de las tres semillas de un fruto se necesita una fuerza
3N la cual fue encontrada por métodos experimentales (dinamómetro) y una
fuerza total de 120N que es el producto de la fuerza unitaria multiplicada por el
número de fruto que se pueden separar con el rodillo al mismo instante.
F=3N
F total=F∗Nfrutos
Nfrutos=Lc/diametro promedio fruto=0,6m /0,015m=40
¿>F total=40∗3=120N
Donde el diámetro promedio de fruto también fue cuantificado de forma
experimental con un valor de 0,015m y Lc=longitud de set de cilindros
El área entre cilindros es
53
Área entre cilindros=0,007m*0,6m=0,0042
El volumen unitario del fruto vendría caracterizado por
¿>V u=
π∗43
∗0,015m
2=0,0314m3
Hallando las revoluciones por minuto como
RPMsetcil= 1,2m3/hrπ∗(0,0052 )∗0,6m∗numero orificios∗60
=26,52 RPM
Donde el total de orificios por cilindro es 16 Y la velocidad angular es
wa=2∗RPM∗π∗1
60=2,777 rad /seg
Figura 18 Esquema de fuerza en rodillo.
Donde el esquema de la figura 18 muestra los orificios y la forma del set de
cilindros, luego para la fuerza se tiene entonces
¿>F tangencial=120N∗Tangente(30 ° )=69,28N
54
Figura 19 Esquema ángulo formado entre rodillos y frutos
Donde la figura 19 muestra un esquema de las relaciones del fruto cuando entra
en contacto con el set de rodillos
Teniendo la fuerza tangencial la cual es la que realiza el torque y el cual determina
la potencia que se requeriría para mover el set se tiene
T=Ftangencial∗radio cilindro=69,28N∗0,1m=6,928N−m
En lb-ft el resultado anterior seria
T[lb-ft]=0,738*6,928N-m=5,1130
T[HP]¿RPM∗factor decarga∗factor de seguridad∗T [lb−ft ]
5252
T [HP ]=2∗26,52∗1.2∗1,5∗5,11 lb−ft5252
=0,0929
Donde 2 representa el set de dos cilindros
La potencia en kW para realizar este trabajo es:
P=T [HP ]∗0,746kW=0,069KW
Luego para el cilindro encargado de desprender los lóbulos de su coraza se tiene
55
F=8N
F total=F∗Nlobulos
Nlobulos=Lci /diametro promedio lobulo= 0,6m0,005m
=120
¿>F total=120∗8=960N
Donde el diámetro promedio del lóbulo también fue cuantificado de forma
experimental con un valor de 0,003m y Lci=longitud de cilindro individual
El área entre cilindro es
Área entre cilindro=0,005m m*0,6m=0,003
El volumen unitario del fruto vendría caracterizado por
¿>V u=
π∗43
∗0,005m
2=0,0104m3
Hallando las revoluciones por minuto como
RPMsetcil= 1,2m3/hrπ∗(0,0052 )∗0,6m∗numero orificios∗60
=53,05 RPM
Donde el total de orificios del cilindro es 16 Y la velocidad angular es
wa=2∗RPM∗π∗1
60=5,555rad /seg
56
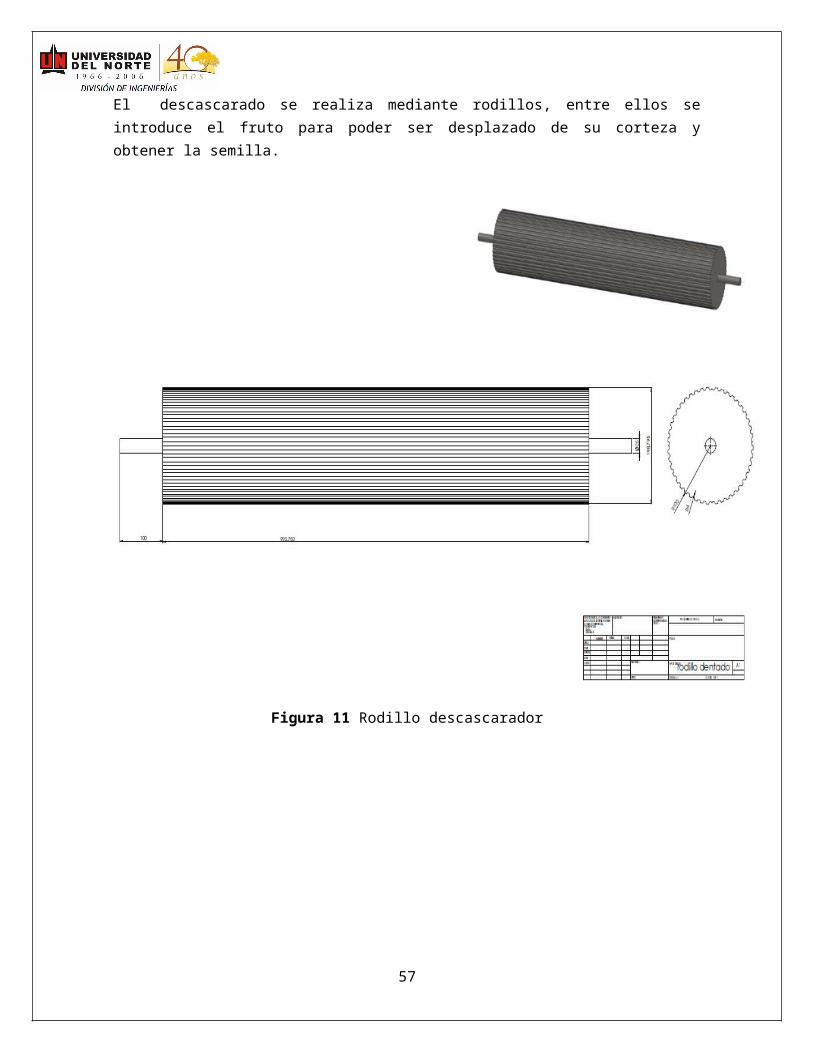
Figura 20 Esquema de fuerza en rodillo
Donde el esquema de la figura 20 muestra los orificios y la forma del cilindro,
luego para la fuerza se tiene entonces
¿>F tangencial=960N∗Tangente(30° )=554,25N
Teniendo la fuerza tangencial la cual es la que realiza el torque y el cual determina
la potencia que se requeriría para mover el rodillo se tiene
T=Ftangencial∗radio cili ndro=554,25N∗0,1m=55,425N−m
En lb-ft el resultado anterior seria
T[lb-ft]=0,738*55,425N-m=40,90
T[HP]¿RPM∗factor decarga∗factor de seguridad∗T [lb−ft ]
5252
T [HP ]=53,05∗1.2∗1,5∗40,9041lb−ft5252
=0,743
La potencia en kW para realizar este trabajo es:
P=T [HP ]∗0,746kW=0,5548KW
Figura 21 Esquema sistema de levas y zaranda
57
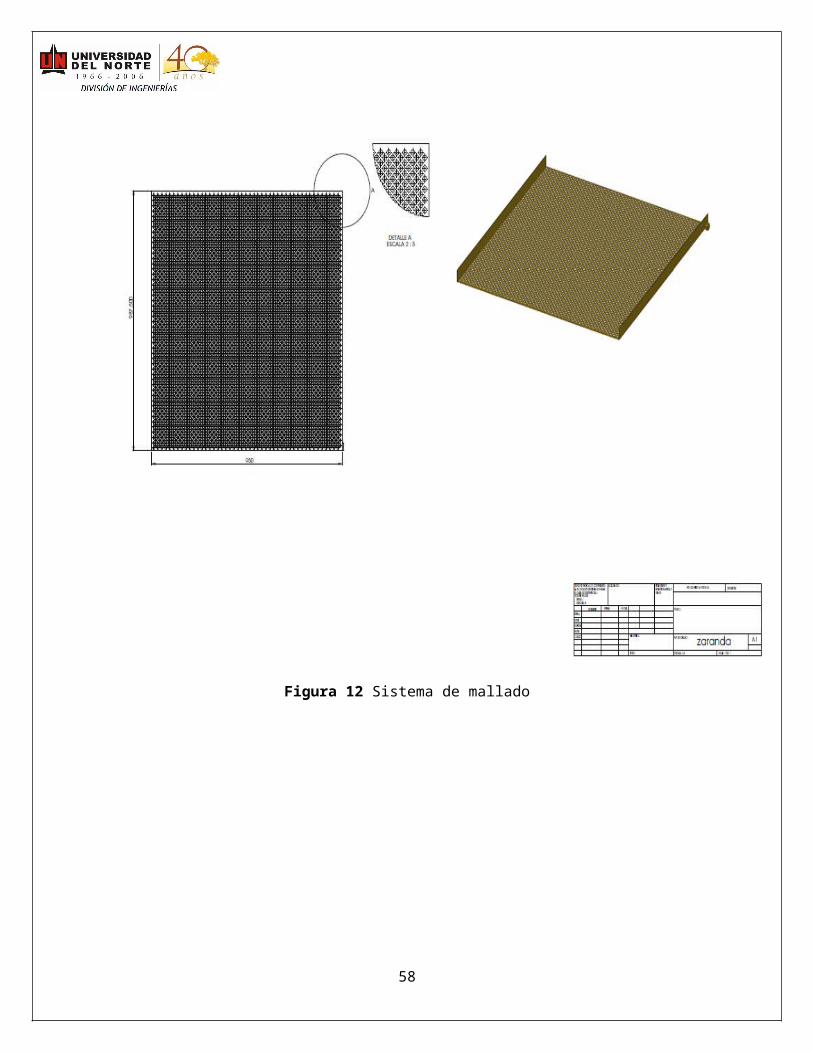
Para las levas que se encuentran en la zaranda donde la figura 21 muestra el
esquema representativo de este subsistema se tiene lo siguiente
Como las levas se escogieron de aluminio el cual tiene una densidad relativa de
2.7, y por el volumen obtenido por medio del software solid worksTM de 788000mm3
se procede a hallar la masa de la cual sería la zaranda entonces
masa=
2,71000
∗788000
1000=2,127 kg
Donde la masa de material es aproximadamente de 0,5kg por ende el peso total
de la zaranda y el material seria
pesototal=(0,5+2,127 )∗9,81=25,77kg
Luego hallando una fuerza de contacto por medio de mecánica de materiales y
amplificando este valor por un factor de inercia de 1,3 se tiene el siguiente análisis.
Figura 22 diagrama cuerpo libre zaranda
∑M o=0 ;=¿Fc∗0,613−w∗0,3065∗sen (15 ° )=0
¿>Fc=25,77∗0,613−25,77 sen15 °0,613
=3,335N
Luego multiplicando esto por el factor de inercia se tiene como resultado
Fc=4,336N
58
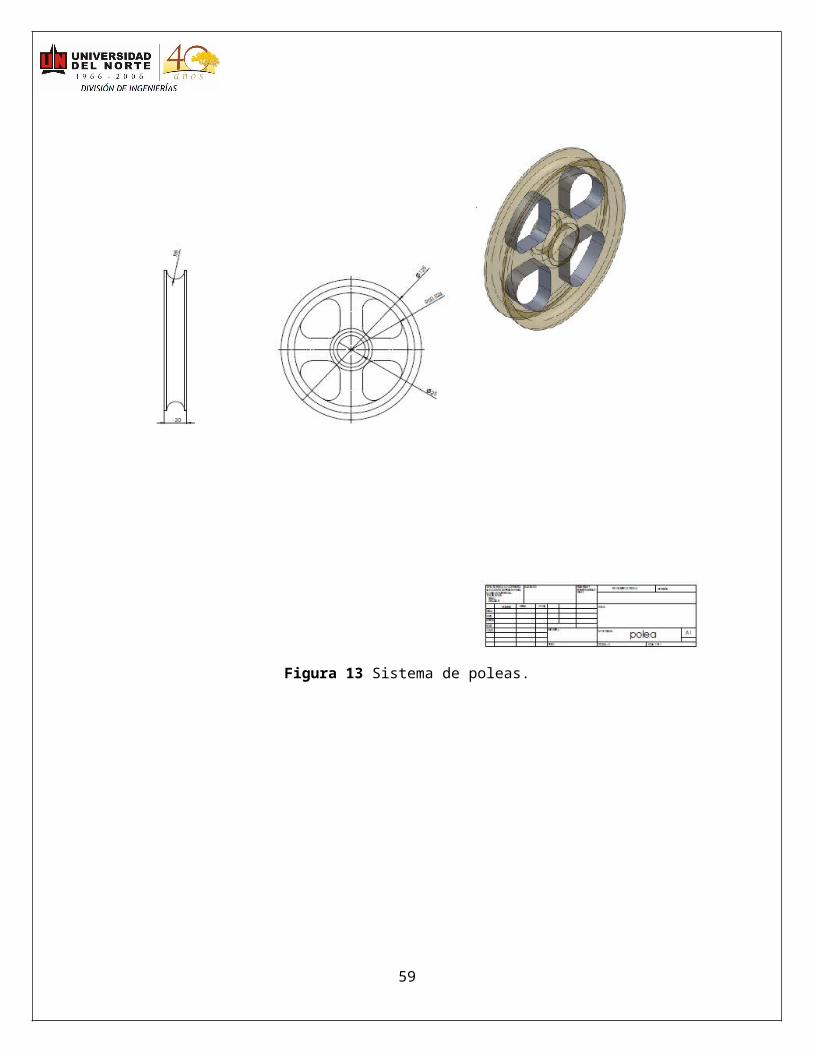
Luego el torque del sistema sería el siguiente
Fc=0,03∗4,336N=0,13N−m
Tomando unas revoluciones de 60 RPM se tiene una velocidad angular
wa=6060
∗2∗π=6,2831 rad / seg
Luego tomando un factor de fricción de 1,6 la potencia es
Potencia=6,2831∗0,13∗1,6∗2100
=0,0026KW
Donde 2 representa el número de levas ya que son un par
Potencia=0,0026KW0,7648
=0,0034HP
Se tiene entonces una potencia requerida total de todo el sistema de
Potencia¿=0,0026KW +0,5548+0,069+0,32=0,94=1,2HP
Teniendo estos requerimientos de potencia se procede a seleccionar un
motorreductor que pueda suplir estos requerimientos
Figura 23 Motorreductor
59
Figura 24 Especificaciones motorreductor
60
Figura 25 Requerimiento de potencia y reducción
Se tiene que tener en cuenta que con el motorreductor especificado y la salida que
se quiere se necesitaran transmisiones flexibles para el accionamiento de los
distintos subsistemas o subconjuntos debido a las revoluciones que necesita cada
subsistema para poder ser accionado, se seleccionaran correas dentadas ya que
los requerimientos no sobrepasan las velocidades lineales máximas como se
muestra en los cálculos básicos y por la configuración que se muestra en los
planos de la alternativa, el análisis a profundidad se realizara en el diseño de
detalle realizando su debida selección y justificación. De igual forma se realizaran
la selección de los diferentes accesorios y elementos requeridos para la maquina
en el diseño de detalle.
61
3.2. MODELOS 3D, PLANOS GENERALES Y DIAGRAMAS REFINADOS DE LA ALTERNATIVA SELECCIONADA
Para La alternativa seleccionada se realizaron refinaciones con respecto a su
carcasa además de ciertas características físicas y de los subsistemas para
realizar el proceso de extracción de la semilla, los cuales no se habían
considerado en el diseño conceptual, como la inclusión de un armazón además de
un tablero digital con opciones de operación para emergencia, adición de otro
sistema de levas para otra zaranda con el mismo funcionamiento la biomasa no
oleaginosa, como también la modificación de las dimensiones generales. Como se
muestran en la siguiente tabla
Tabla 17 Dimensiones Alternativa Refinadas
Tamaño DesfrutadorProfundidad 80 cmLargo 100 cmAlto 130 cm
Figura 26 Esquema alternativa refinada.
62
Figura 27 Plano ejes 1
63
Figura 28 Plano ejes 2
64
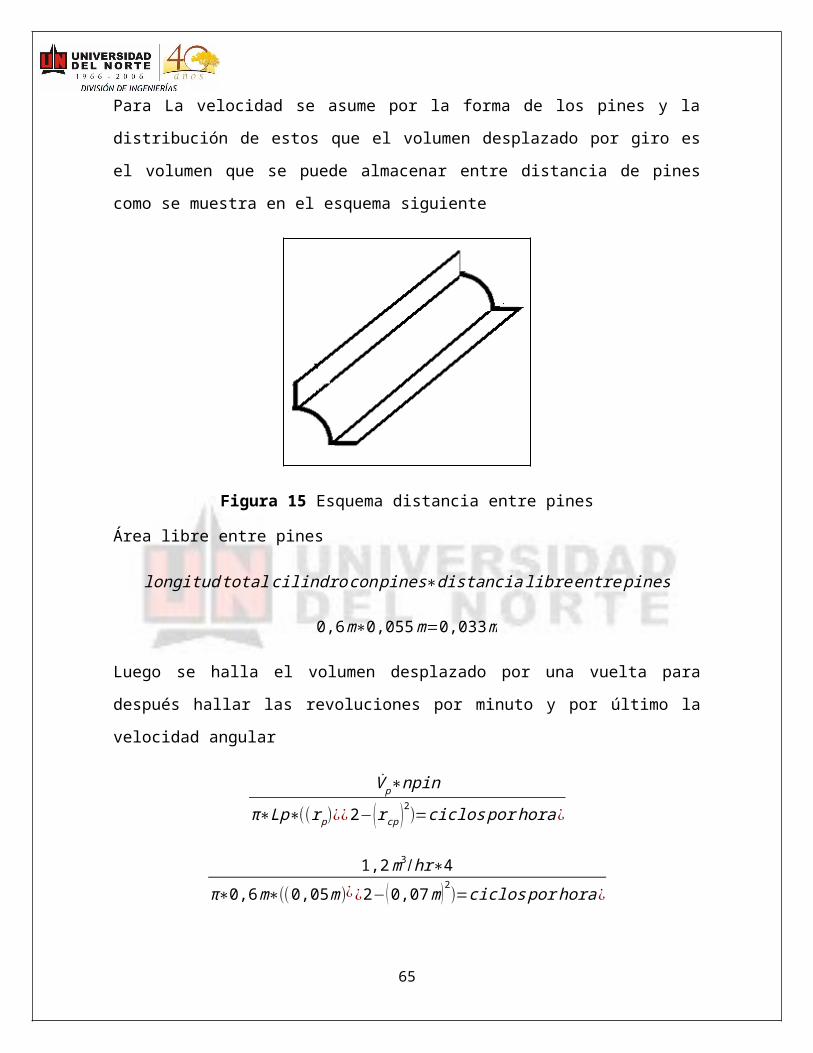
Figura 29 Plano eje con pines
65
Figura 30 Plano rodillo aplastamiento
66
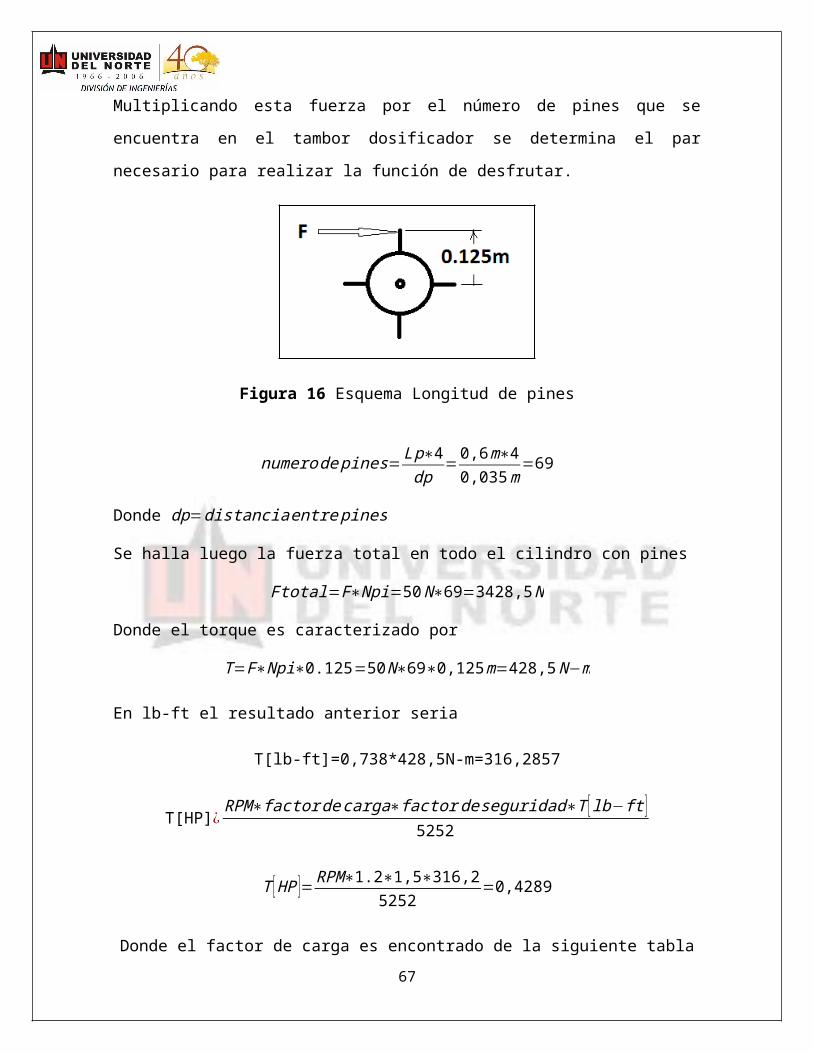
Figura 31 Plano de levas
67
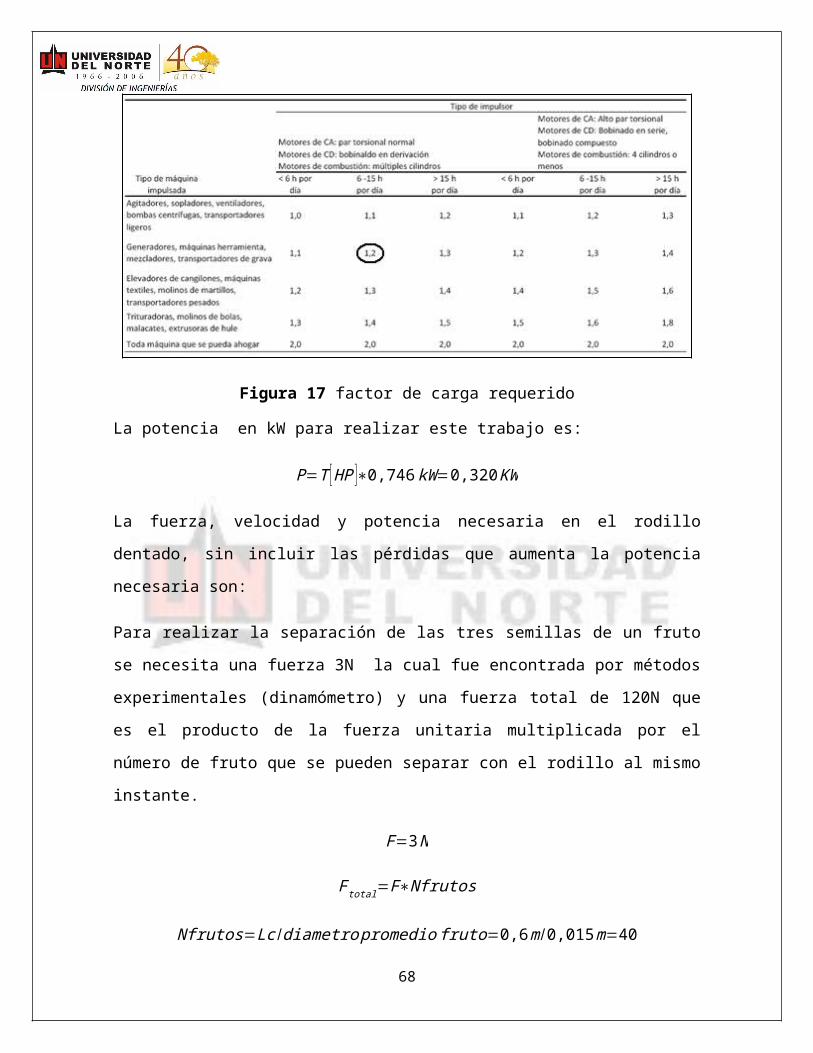
Figura 32 Plano armazón
68

Figura 33 Plano zaranda
69
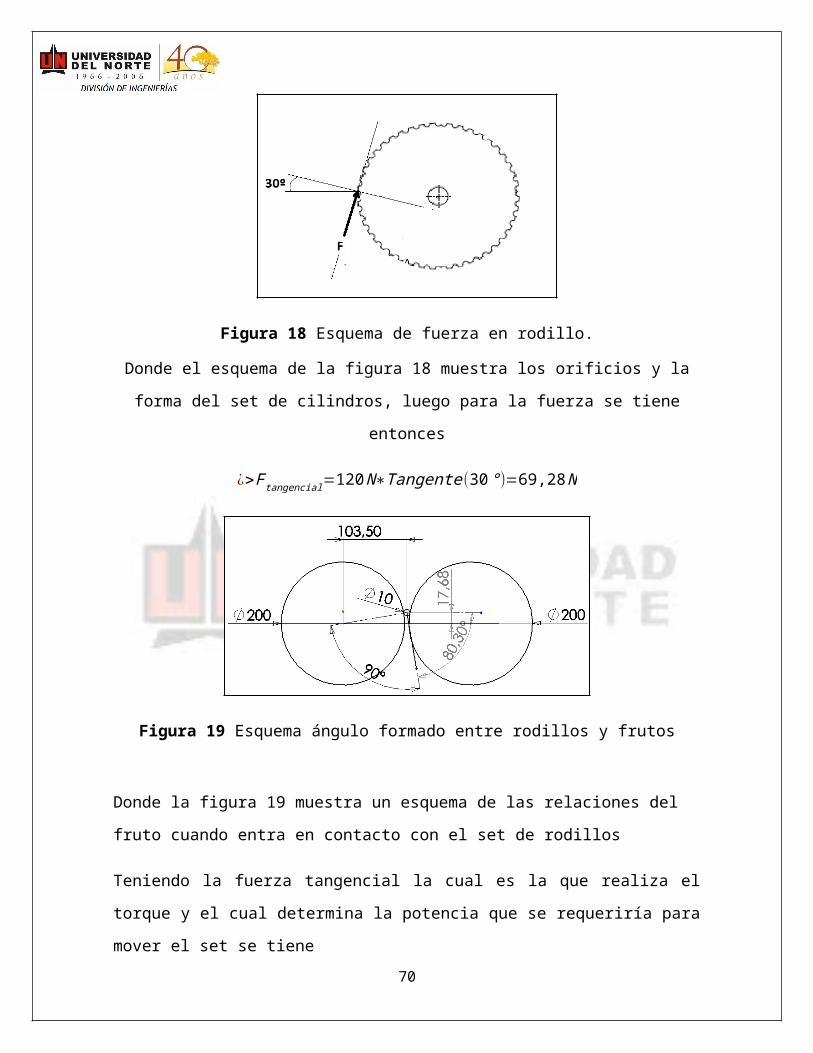
Figura 34 Plano tolva
70
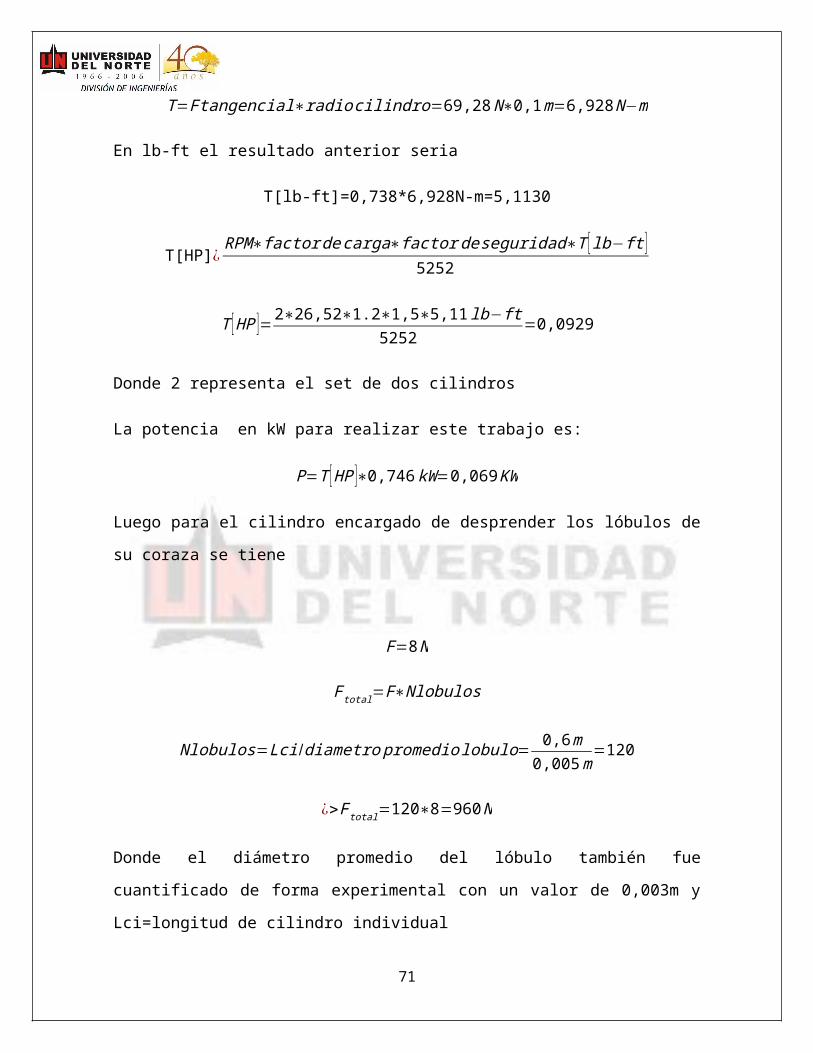
Figura 35 Plano panel
71

Figura 36 Plano banda
72
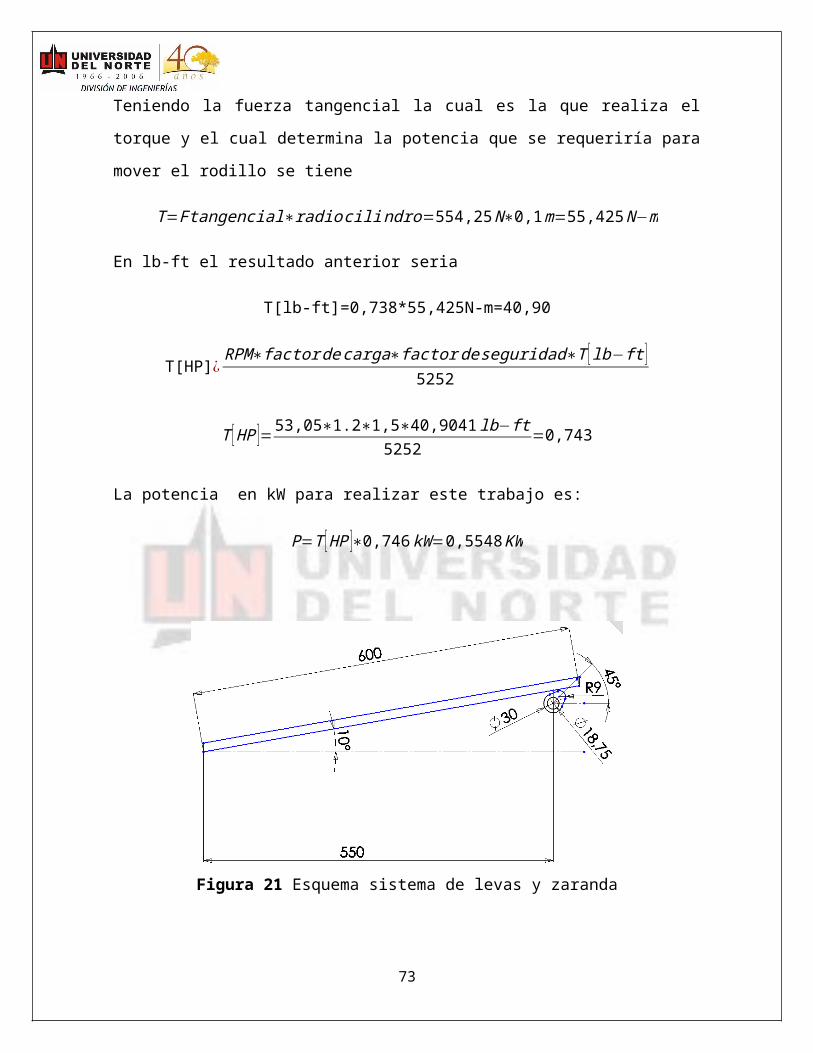
3.2.1 Cronograma Básico En Ms Project De La Alternativa Seleccionada
Figura 37 Cronograma global
Figura 38 Cronograma de diseño básico
73
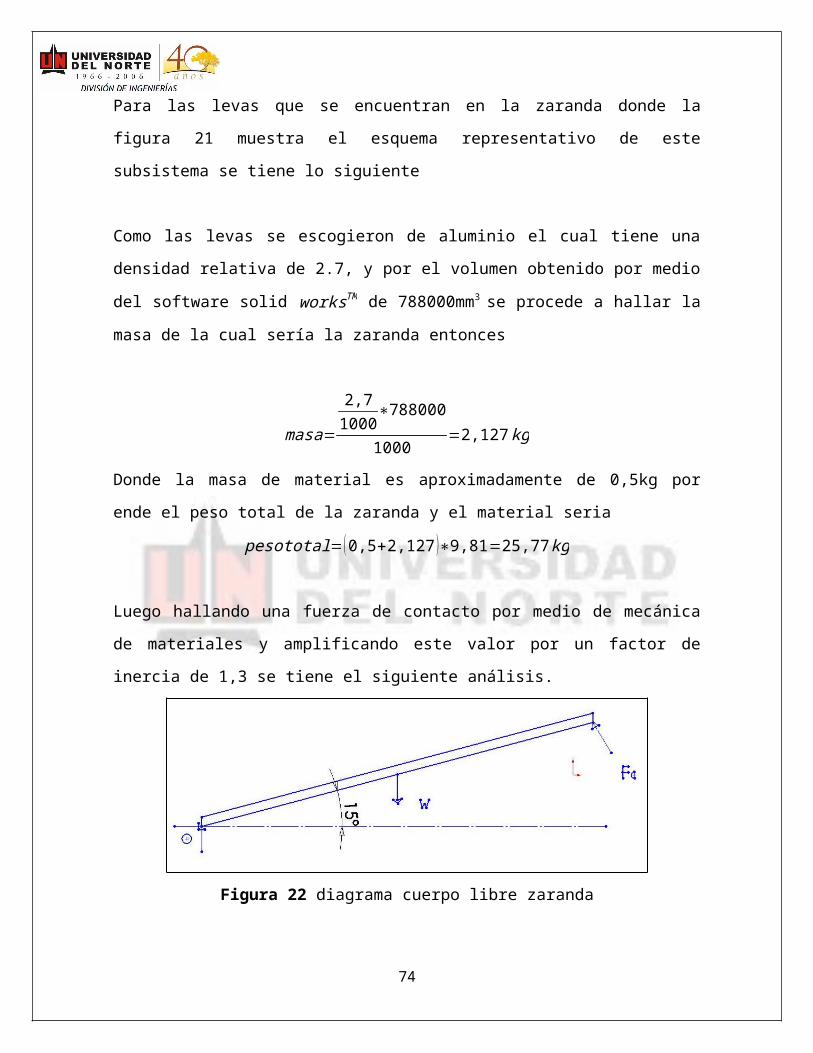
Figura 39 Cronograma de cada sub sistema
Se debe tener en cuenta que el montaje de la maquina y sus accesorios debe realizarse
de forma tal que no haya tareas que puedan entrar en conflicto con otras, así mismo se
deben considerar las diferentes ensambladuras para la obtención del producto de forma
optima.
3.2.2. Resumen: explicativo o descriptivo de la alternativa con base en los subsistemas y módulos que la integran, el BOM y características técnicas básicas.
Dentro del marco presentado en el diseño conceptual de la máquina desfrutadora
de higuerilla ésta, en el proceso del diseño básico estuvo sometida a
modificaciones y mejoras las cuales se ven reflejadas en los planos y diagramas
refinados de la alternativa seleccionada, brindando más detalle acerca de la
máquina y de los diferentes subsistemas así como de los subemsambles que se
encuentran en el desfrutador, para poder llevar a cabalidad el objetivo planteado
en un principio, el cual es la obtención de la semilla proveniente del fruto que se
obtiene del racimo de higuerilla. Dentro de los subsistemas se encuentra aquel
74
especificado para separar los frutos del racimo, así como también los rodillos
encargados de liberar los lóbulos para luego ser desprendidos de su coraza y
lograr obtener la semilla deseada al final del proceso, cada fase es explicada más
a detalle en la sección 3.2.3
3.2.3. Descripción de cada subsistema, subproceso; sub ensamble o módulos
El dispositivo cuenta con los siguientes subsistemas y subprocesos:
Sistema de recepción de la biomasa: a través de una tolva se recibe la
materia prima que son los racimos de higuerilla.
Sistema de separación primaria: mediante un rodillo dentado, se seccionan
los racimos y se separan los gajos de estos.
Sistema de desarmado de gajos: se pasan los racimos seccionados por un
juego de rodillos con ranuras en su superficie que permiten desarmar los
gajos y liberar las tres semillas que hay dentro de cada uno.
Sistema de separación por vibraciones: utilizando una zaranda accionada
por una leva se separan las semillas del resto de partes del racimo, como
son los tronquillos y el recubrimiento de la semilla, o tegumento. A través de
la zaranda pasan las semillas y material particulado pequeño.
Sistema de extracción del material particulado: debajo de la primera
zaranda se encuentra otro sistema similar de vibración que hace que las
pequeñas partes de racimo que cayeron con las semillas sean retiradas de
la máquina. Estas partes pequeñas junto con los restos de racimo de mayor
tamaño salen de la máquina a través de una bandeja.
75
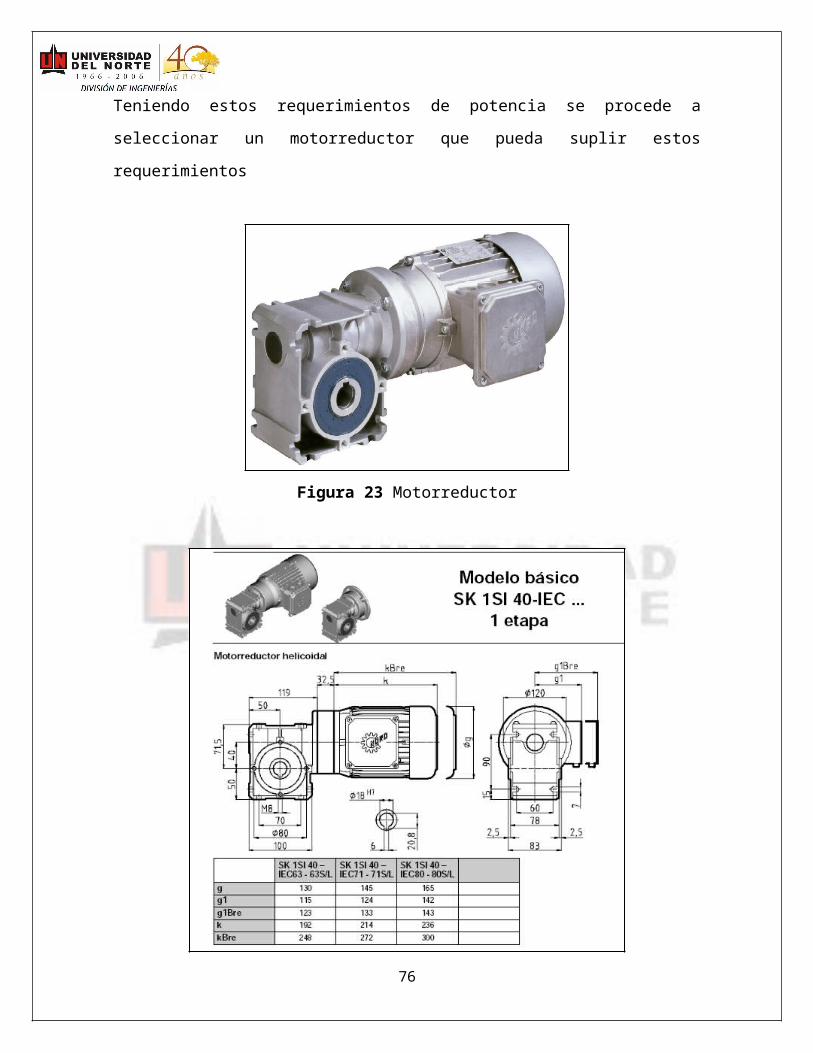
Sistema de entrega de las semillas: las semillas son retiradas de la
máquina por una bandeja ubicada en la parte opuesta por donde salen los
desechos de los racimos, que por medio de vibración generada por una
leva mueven las semillas al exterior de la máquina.
Sistemas accionamiento: está conformado por la transmisión y el motor,
que permitirán mover los rodillos, y las levas de la zaranda. Esta
transmisión será por correas planas, toda vez que se requiere que no haya
deslizamiento en la operación del dispositivo. El motor será eléctrico de
corriente alterna, son motores trifásicos de rotor en jaula tetrapolares con
ventilación propia. Son adecuados tanto para el funcionamiento de red,
como para el funcionamiento con convertidor debido a que son más
confiables en operaciones de alta carga, no presentan problemas de
mantenimiento y calentamiento, y ofrecen mayor potencia que los de
corriente continua de igual tamaño.
Sistema de control: se usa para el respectivo control en el proceso llevado a
cabo en la máquina, y se describe en detalle en la sección 3.2.3.2,
mostrando los sistemas para operar el dispositivo de manera correcta y
segura y explicando de forma detallada como opera el sistema de control.
76
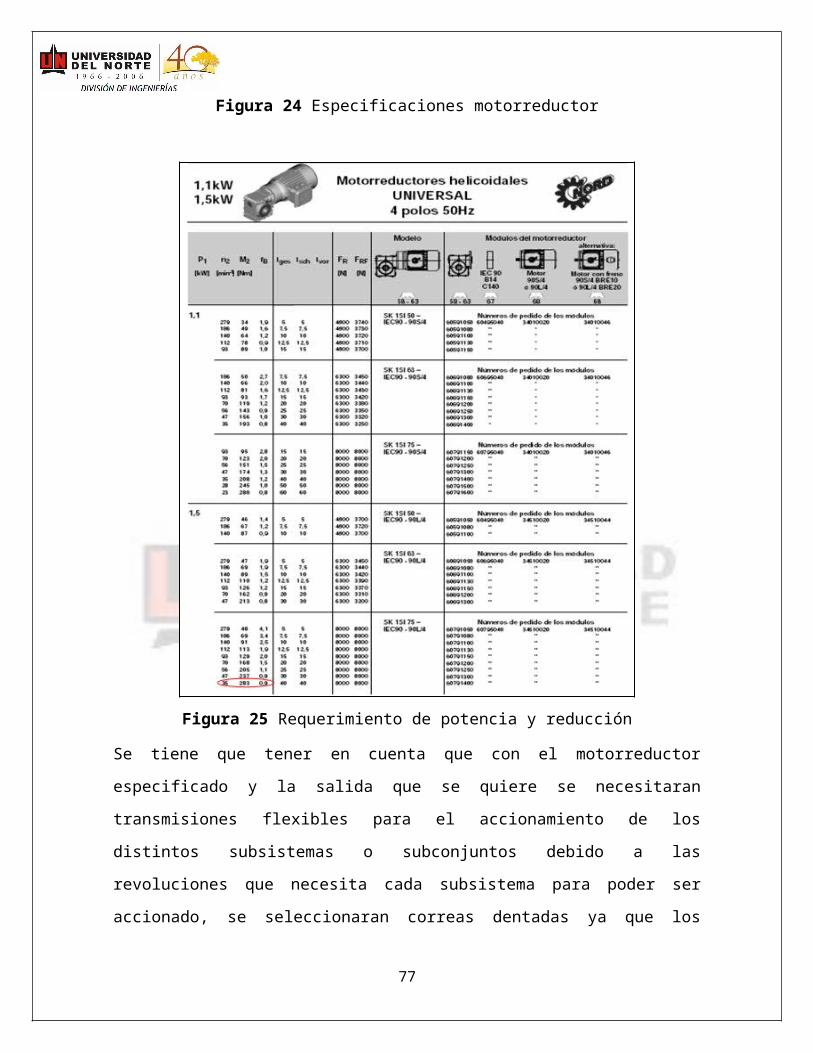
3.2.3.1 Paquete de planos o Modelos de explosión de acuerdo a normas con características técnicas básicas y BOM's.
Figura 40 Vista explosionada maquina.
Tabla 18 Bill of Materials, BOM
CODIGO DEL
PRODUCTONOMBRE DESCRIPCION
CANTIDAD ESTIMADA
MATERIAL
HG-0001 ARMAZONSirve de soporte para todas las partes de la
máquina1 ÁCERO AL CARBÓN
HG-0002 TOLVARecibe los racimos y los conduce hacia el rodillo
dentado1 ALUMINIO
HG-0003RODILLOS
RANURADOSExtraen las semillas de
los gajos3 ACERO INOXIDABLE
HG-0004RODILLO DENTADO
Secciona los racimos y separa los gajos del
raquis1 ACERO INOXIDABLE
HG-0005 ZARANDASSeparan las semillas deL
resto del racimo (tegumentos, tronquillos)
2 ALUMINIO
HG-0006 LEVASMueven las zarandas,
para producir la vibración2 ACERO AL CARBÓN
77
HG-0007MOTOR
ELÉCTRICO
Provee la energía para el accionamiento de la
máquina1 VARIOS
HG-0008PANEL DE CONTROL
Permite controlar la operación de la máquina
1 VARIOS
HG-0009CORREAS DENTADAS
Transmiten la potencia entregada por el motor
eléctrico6 NEOPRENO + NILON
HG-0010 POLEASAcoplan las correas
dentadas a los ejes de los rodillos
11 ACERO AL CARBON
HG-0011 CARCASA
Recubre la máquina, protegiendo sus
componentes y a los operarios de la misma
1 ALUMINIO
HG-0012PANEL
SUPERIORCubre la parte superior de
la máquina1 ALUMINIO
HG-0013PANEL
INFERIORCubre la parte inferior de
la máquina1 ALUMINIO
HG-0014PANEL
FRONTALCubre la parte frontal de
la máquina1 ALUMINIO
HG-0015PANEL
TRASEROCubre la parte trasera de
la máquina1 ALUMINIO
HG-0016PANEL LATERAL
IZQ
Cubre la parte lateral izquierda de la máquina y
soporta la puerta de mantenimiento
1 ALUMINIO
HG-0017PANEL LATERAL
DERCubre la parte lateral
derecha de la máquina1 ALUMINIO
HG-0018PUERTA
MANTENIMENTO
Sirve como acceso al interior de la máquina para operaciones de
mantenimiento
1 ALUMINIO
3.2.3.2 Diagrama de procesos, instrumentos y lazos de control requeridos
La máquina consta de lo siguientes componentes de seguridad, control y
funcionamiento:
Botón de encendido y apagado.
Botón de apagado de emergencia.
Sensor en compuerta de mantenimiento: Indica cuando la compuerta de
mantenimiento está abierta o cerrada.
Sensor en la entrada del material: Indica cuando hay material en el silo que
almacena los racimos de higuerilla.
Alarma y luz de aviso.
78
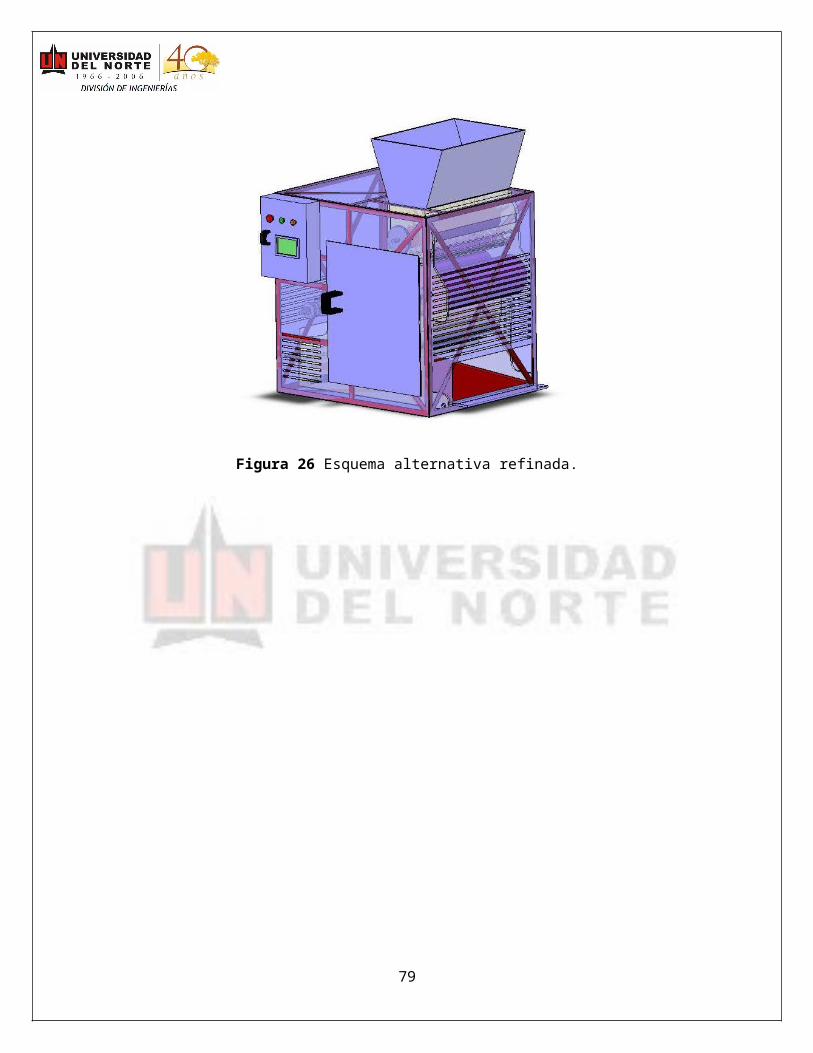
Lazo de control on-off: Tiene como finalidad apagar el motor de
accionamiento de la máquina cuando este solicite un requerimiento de
potencia superior al permitido, y así evitar que el motor se queme. A
continuación se muestra un esquema:
Figura 41 Lazo de control
Se utiliza un tacómetro con el fin de censar las revoluciones por minutos del motor
de accionamiento. En tal caso que estas revoluciones sean muy bajas, el
tacómetro inducirá un voltaje pequeño el cual se transmite por una señal. Esta
señal es recibida por el PID y luego comparada con un setpoint. Al resultar este
valor inferior al del setpoint, el motor es apagado.
Consideraciones de funcionamiento de la máquina:
La máquina no enciende a menos que la compuerta de mantenimiento este
cerrada.
Al estar la compuerta de mantenimiento cerrada y al encender la máquina,
se enciende una alama y una luz de aviso por cinco segundos. También se
enciende el motor de accionamiento de la máquina desfrutadora.
El lazo de control on-off es encendido después de quince segundos que la
máquina este en funcionamiento.
El botón de apagado de emergencia detiene todo funcionamiento de la
máquina y cierra la compuerta de entrada de material a la máquina.
Si el silo en donde se almacenan los racimos de higuerilla se vacía, la
compuerta de la entada de material de la máquina se cierra hasta que se
llene el silo de nuevo.
79
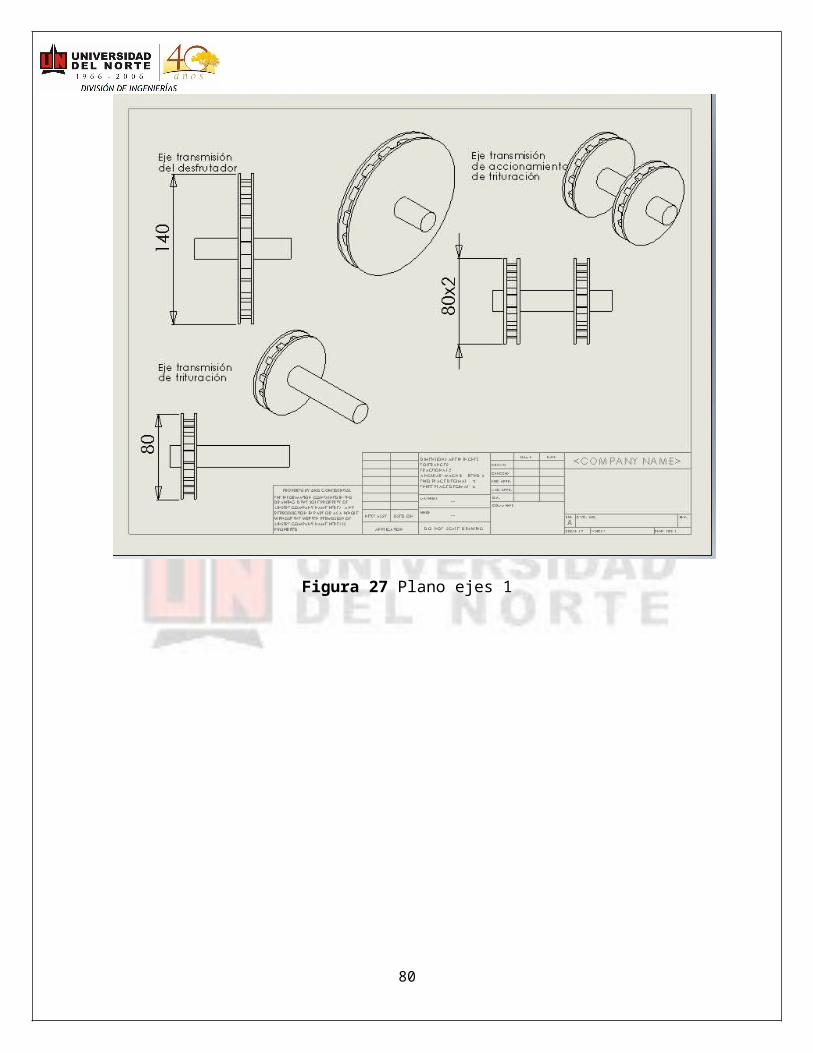
Programación en LOGO!Soft™
Para encender la máquina, se verifica que la compuerta de mantenimiento
este cerrada.
Figura 42 Esquema encendido.
Al accionar el botón de encendido, se enciende el motor de accionamiento y
el sistema de seguridad (Alarma y luz de aviso).
80
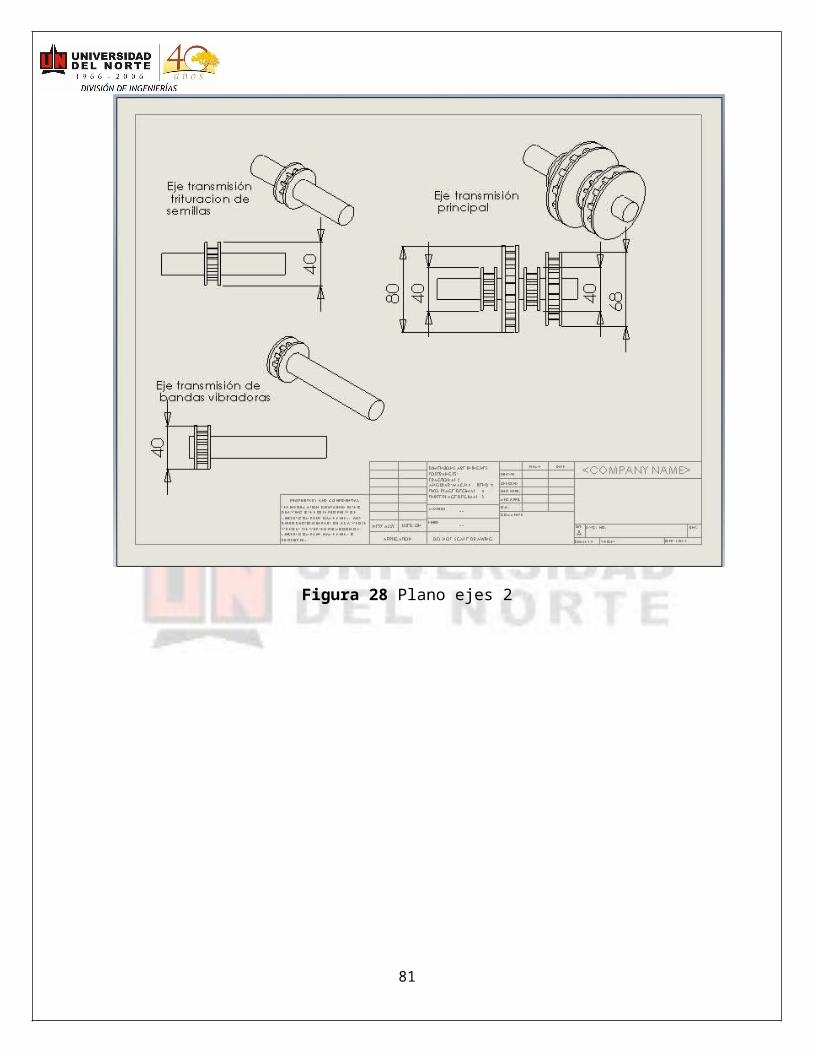
Figura 43 Esquema de control 2
A los 5 segundos se desactivan la alarma y la luz de aviso.
81
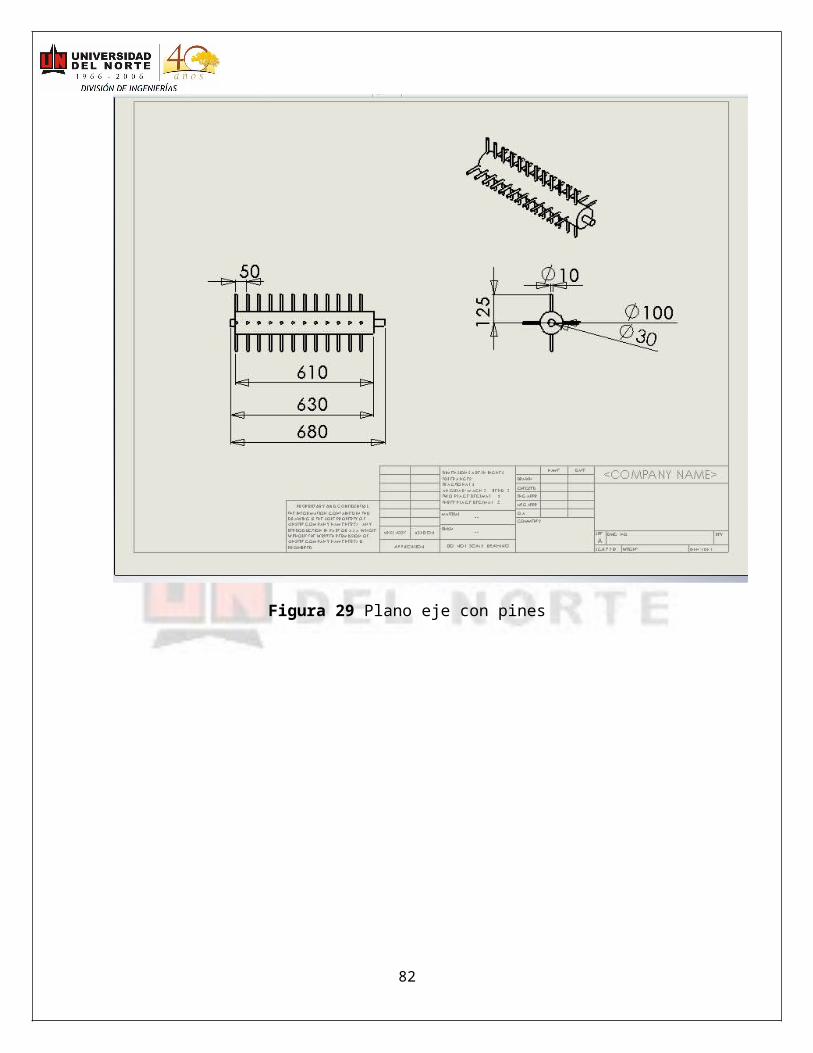
Figura 44 Esquema de control 3
A los 15 segundos, se activa el lazo de control on-off de la máquina.
82
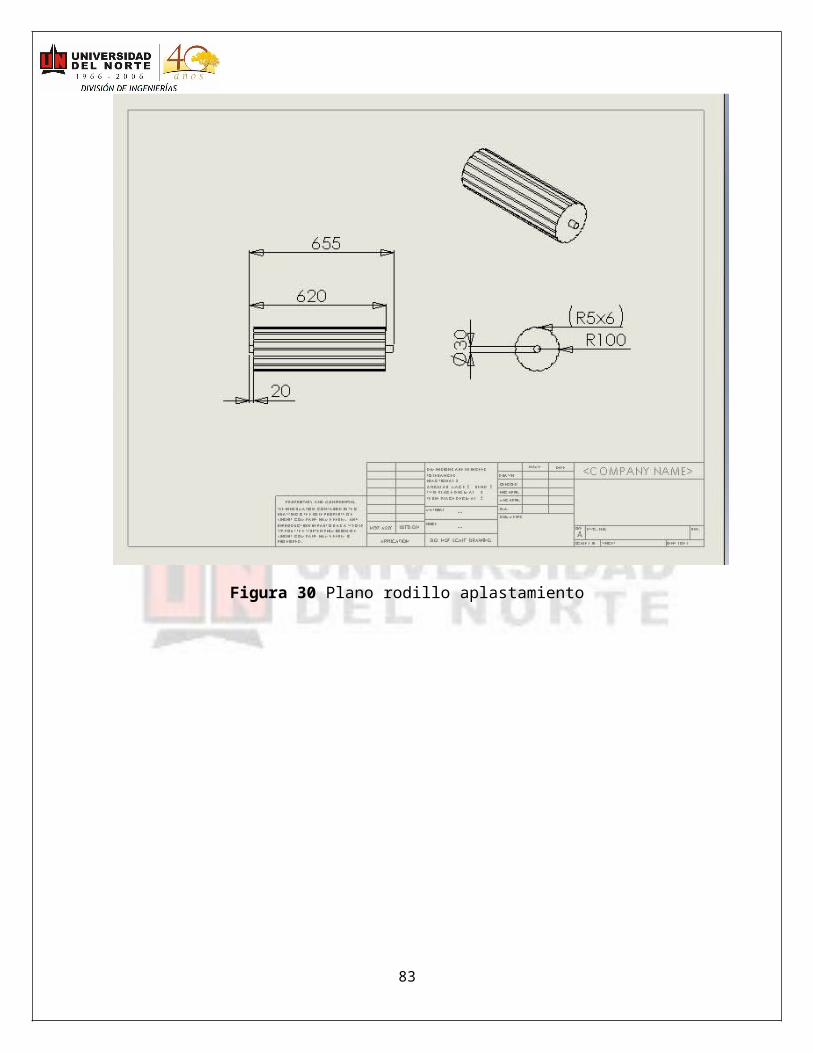
Figura 45 Esquema de control 4
Al haber racimos de higuerilla en el silo, la compuerta de la entrada de materia prima se abre para la dosificación.
83
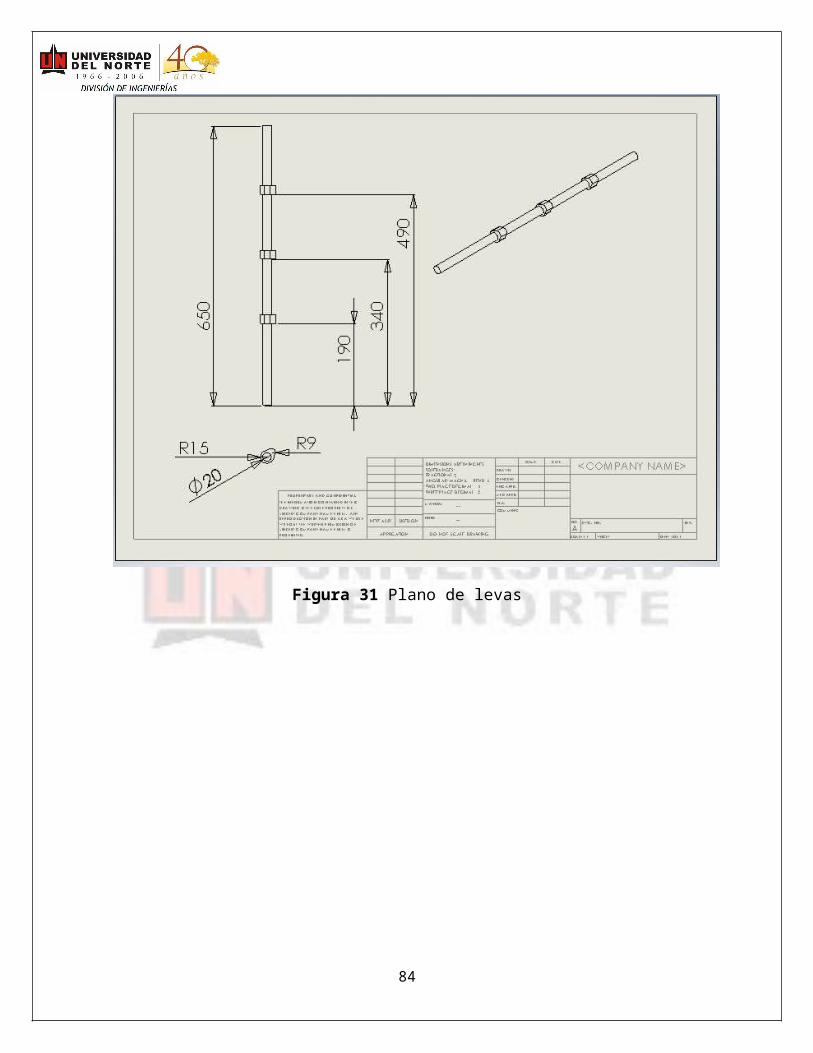
Figura 46 Esquema de control 5
En tal caso que el silo se quede sin racimos, la compuerta de entrada de material se cierra.
84
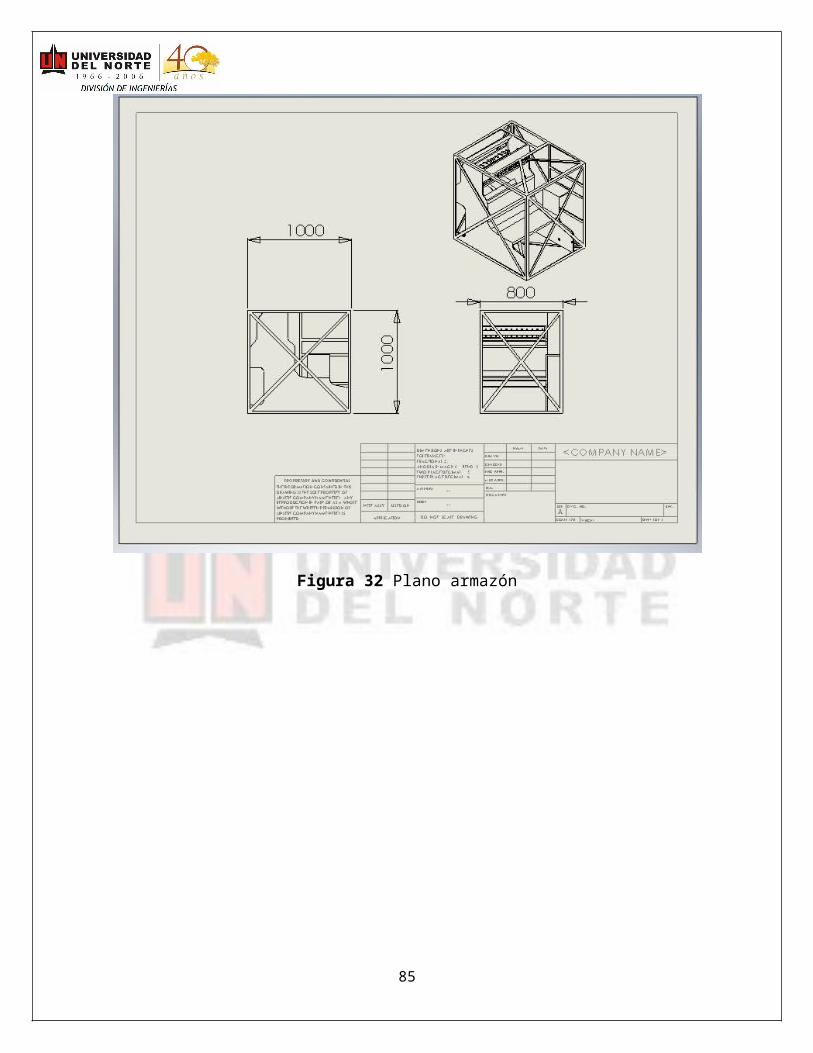
Figura 47 Esquema de control 6
Al accionar el botón de apagado de emergencia, se apagan los motores y la compuerta de entrada de material se cierra.
85
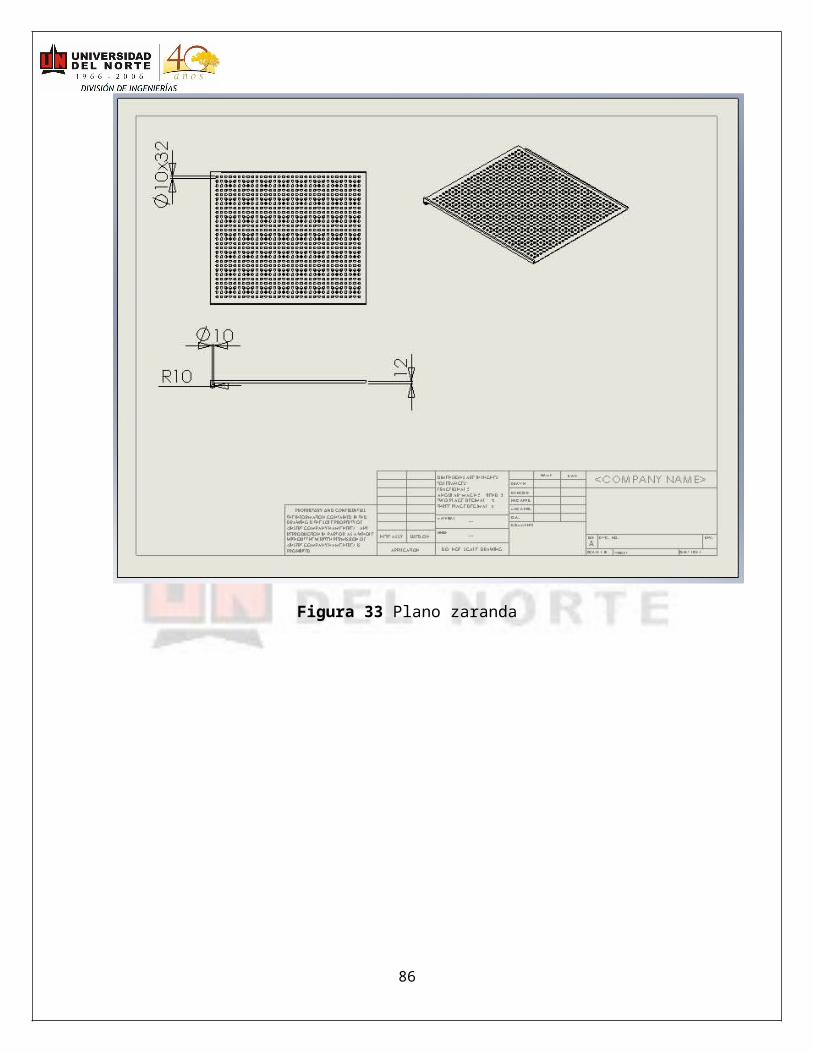
Figura 48 Esquema de control 7
86
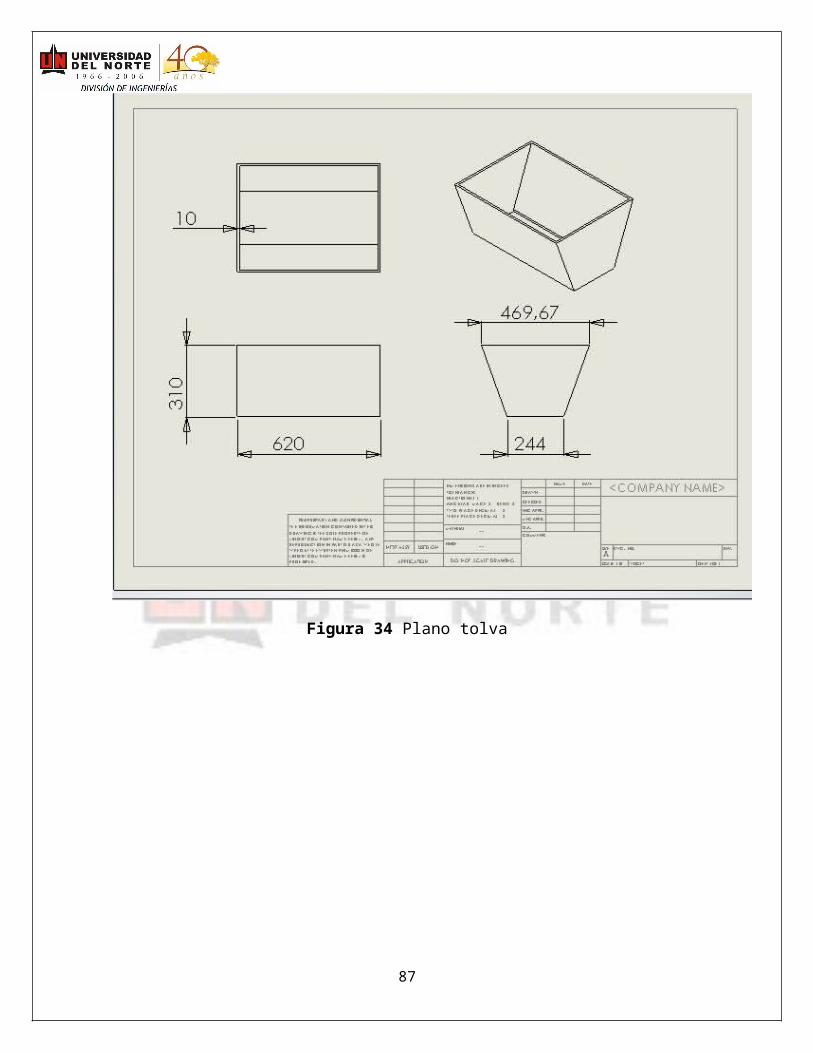
3.2.4 Presupuesto Y Cronograma Para Cada Subsistema O Modulo En Ms Project
Figura 49 Cronograma de cada subsistema
87
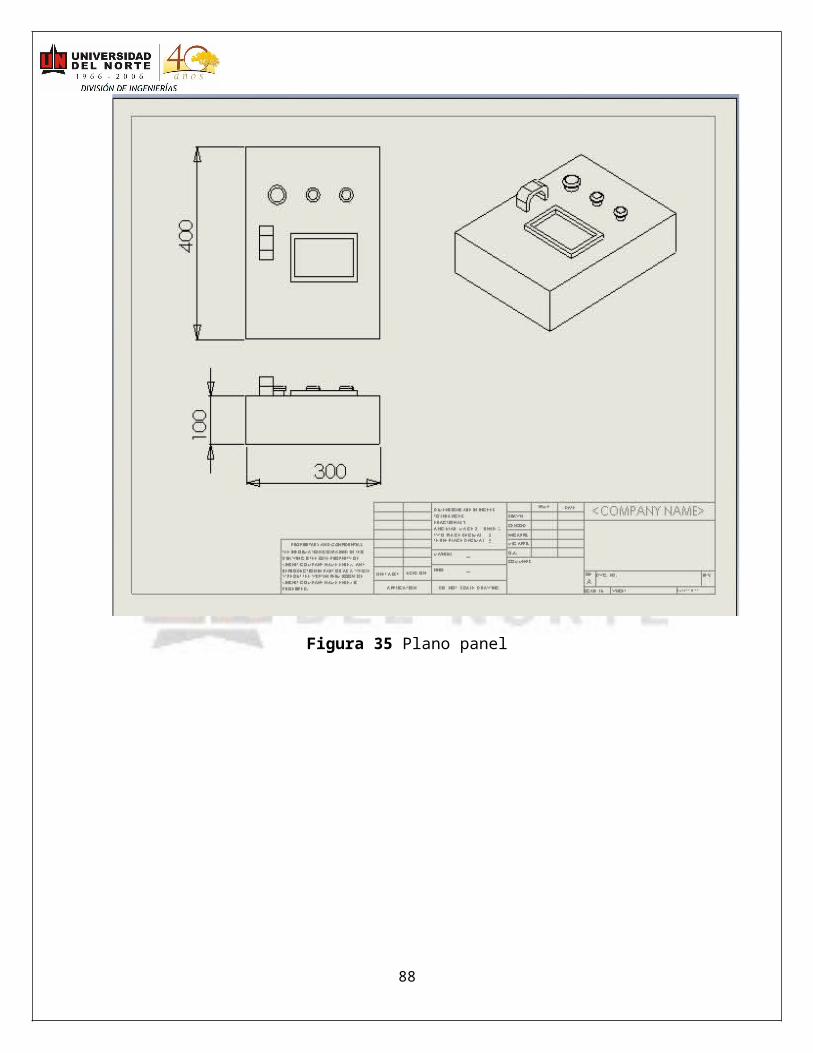
PRESUPUESTO
La máquina extractora automática de semilla de higuerilla se fabrica a los requerimientos del cliente y no es una producción en masa, por esa razón se determina la contratación de servicio para evitar compra de herramientas como torno, fresas, máquinas de soldadura, etc. Los costos iníciales del proyecto hasta el diseño básico es de: $6`646.304este presupuesto está dividido en coste de servicios que es de: $ 1`325.000 y coste de materiales que es: $5`321.304 en los coste de servicios, se incluyen servicio de pintura, mecanizado, corte de material, soldadura, alquiler de bodega, etc. En el de materiales se encuentra tubo sch 80 de 4”, tubo sch 80 de 10”, controladores lógicos programables, Motorreductor, láminas de aluminio de 2mm y lamina de la zaranda, tacómetro, perfile 1”X 1” X 1/8”ect.
Tabla 19 Costos de materiales y servicios
Costo de materiales
MaterialUnidad de
medidaPrecio (pesos)
Cantidad necesaria Precio
Lamina de aluminio ( 2mm X 2m X 1m Metro 126043 3 378129Tubo acero inoxidable 10" sch 80 Metro 1270000 1,9 2413000Pintura Galón 60000 1 60000perfil en Angulo de 1/8"X1"X1" Metro 20000 3 60000Tacómetro unidad 130000 1 130000Controladores lógicos programables (Allen Bradley Micrologix 1000 1761-L16bwa) unidad 400000 1 400000Motorreductor Unidad 1218000 1 1218000Barra de acero inoxidable 1" 304 Metro 100050 3,5 350175Tubo acero inoxidable 4" sch 80 Metro 520000 0,6 312000
Total de material 5321304Costos de servicios
Servicios precioSoldador 150000Pintor 80000Corte de material 285000Alquiler de bodega 280000Talento humano 150000Maquinado 380000Costo de servicios Total 1325000
Costo total Coste de servicios + Coste de Materiales 6646304
88
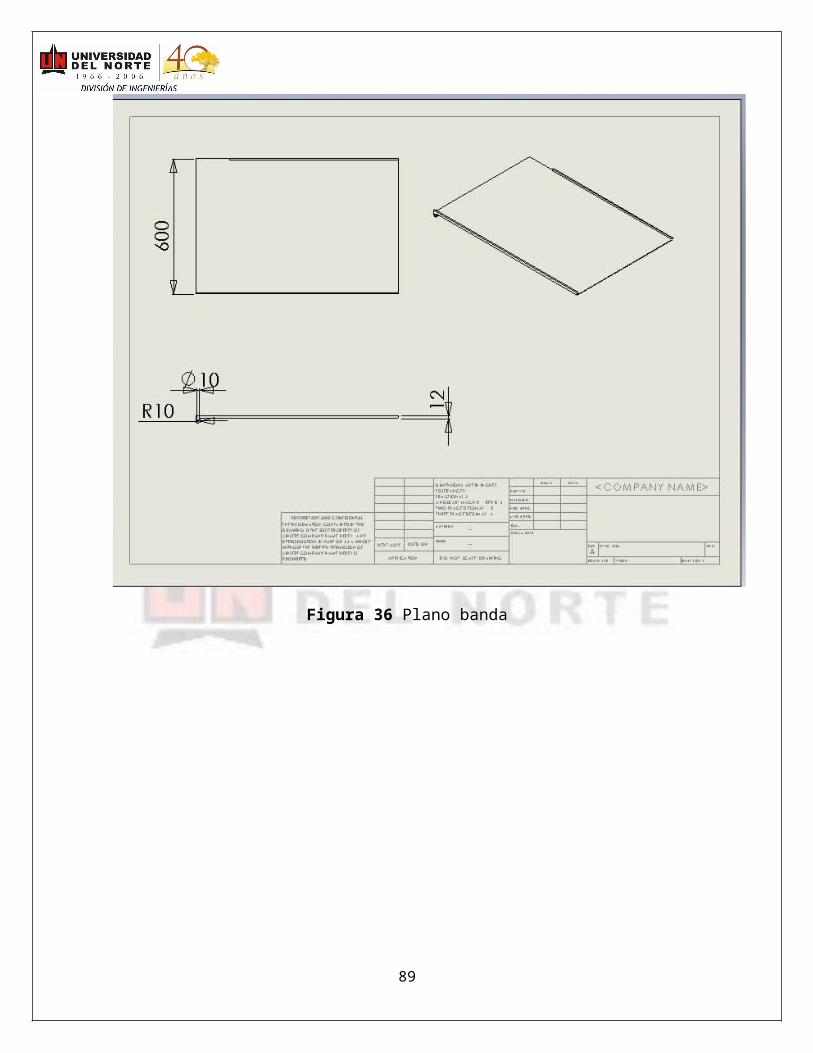
3.2.5 Especificaciones Básicas Para La Ingeniería Mecánica/Eléctrica Y De Control: Descripción E Información Técnica Básica Con Planos, Dimensiones, Cargas, Diagramas Y Listado De Motores, Protección Requeridas, Lazos E Instrumentos Necesarios Por Subsistema, Bom’s, Presupuesto
Dentro de las características correspondientes a los lazos e instrumentos de control es
posible redimirse al inciso 3.2.3.2 el cual explica con mayor detalle los instrumentos
seleccionados para el control de la maquina ante situaciones previamente analizadas que
pueden ocurrir durante el proceso de extracción de la semilla.
Dentro del marco estipulado para el motor, para el accionamiento de cada subsistema las
figuras 23, 24 y 25 brindan características acerca del motor que puede suplir los
requerimientos previamente hallados con los cálculos básicos, las especificaciones
técnicas del motor son mostradas en los anexos.
Tabla 20 Costos de servicios
Costos de serviciosServicios Precio(COP)Soldador 100000Pintor 80000Corte de material 185000Alquiler de bodega 280000Talento humano 150000Maquinado 380000
Total 1175000
89
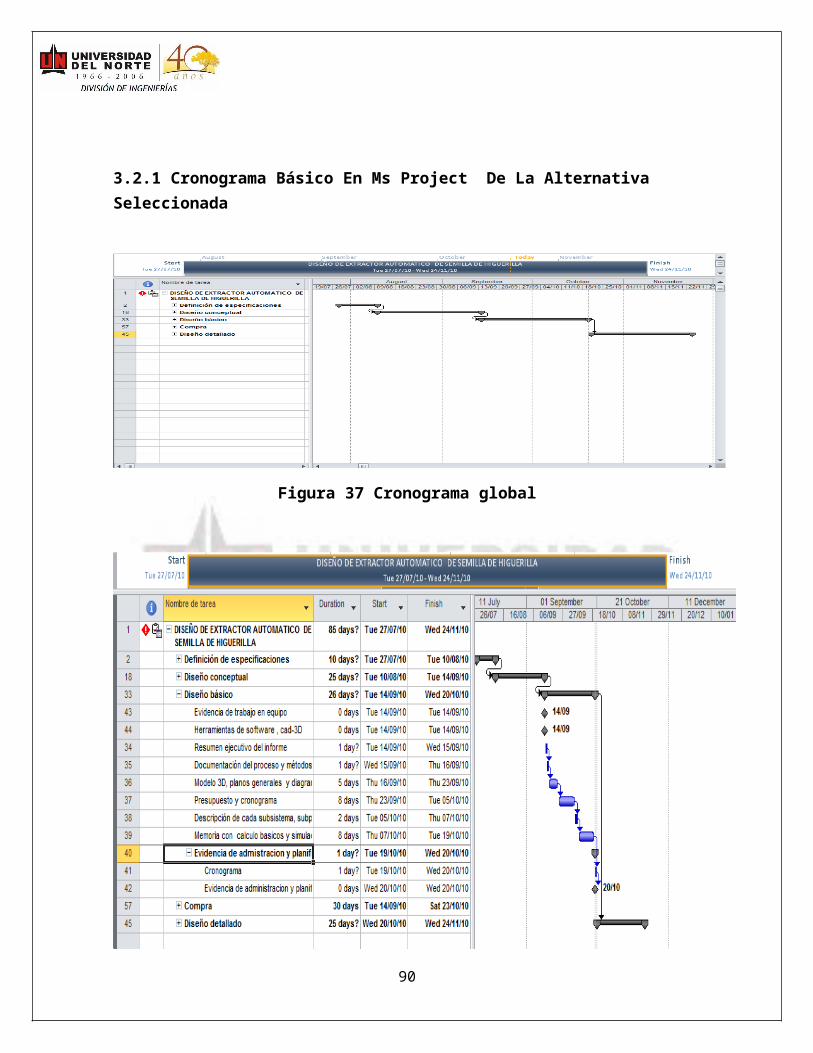
3.3 EVIDENCIAS DE ADMINISTRACIÓN Y PLANIFICACIÓN DEL PROYECTO: CRONOGRAMA GENERAL.
3.3.1. Evidencias de trabajo en equipo: Actas de trabajo en equipo, división de tareas, responsabilidad integral por el proyecto.
ACTA No. 0001
Proyecto: Fecha: 02/09/2010Hora de Inicio: 12:30 p.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite
Hora Fin: 13:00 p.m.
Objetivo de la Reunión: Designación de tareas para iniciar el diseño básico
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se acordó delegar responsabilidades para la búsqueda de información referente a las características de los racimos de higuerilla, para poder determinar las características de los procesos que se deben llevar a cabo para el desfrutamiento. En tal sentido los compromisos son: Determinar las características de los racimos de higuerilla como la masa y dimensiones promedio, cantidad de semillas por racimo, y características de los estados de los gajos dependiendo de su madurez, para refinar los cálculos preliminares.
ACTA No. 0002
Proyecto: Fecha: 10/09/2010Hora de Inicio: 9:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite
Hora Fin: 10:00 a.m.
Objetivo de la Reunión: Designación de tareas para modificación de la alternativa seleccionada y refinamiento de esta cono sus características
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Con base en la información obtenida se refinara la alternativa seleccionada con sus subconjuntos o subensambles.
ACTA No. 0003
Proyecto: Fecha: 22/09/2010Hora de Inicio: 10:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite
Hora Fin: 4:00 p.m.
Objetivo de la Reunión: asignación de tareas para obtención de diagrama de procesos
90
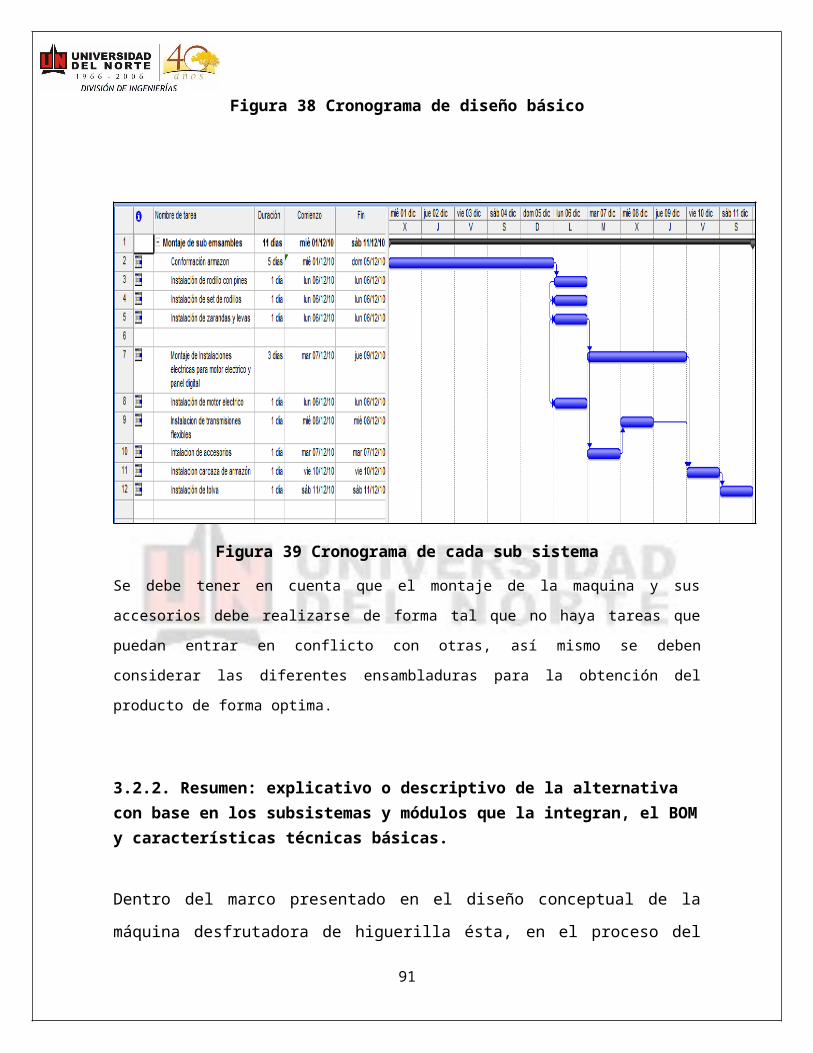
instrumentos y lazos de control requeridos así como la descripción de cada subsistema subproceso y documentación del mismo
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se definieron cuales son los requerimientos que deben satisfacer la alternativa refinada como los posibles sistemas de control y como podría estar constituido cada subsistema y subensamble.
ACTA No. 0004
Proyecto: Fecha: 24/09/2010Hora de Inicio: 9:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite
Hora Fin: 5:00 p.m.
Objetivo de la Reunión: Revisión de asignaciones para documentación
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: se realizo el inicio de la documentación del informe a presentar teniendo en cuenta los borradores realizados previamente por los integrantes del equipo
ACTA No. 0005
Proyecto: Fecha: 01/10/2010Hora de Inicio: 8:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite Hora Fin: 6:00 p.m.
Objetivo de la Reunión: refinación de tareas estipuladas
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se refinaron los cálculos y se procedió a la realización de los modelos en 3D con las mejoras pertinentes
ACTA No. 0006
Proyecto: Fecha: 09/10/2010Hora de Inicio: 8:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite Hora Fin: 6:00 p.m.
Objetivo de la Reunión: refinación de tareas estipuladas
91
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se realizó el BOM para la posterior cotización de los elementos necesarios.
ACTA No. 0007
Proyecto: Fecha: 12/10/2010Hora de Inicio: 8:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite Hora Fin: 6:00 p.m.
Objetivo de la Reunión: Estipulación de tareas con software Project y presupuestos
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se asignaron las diferentes tareas correspondientes al uso del software Project y presupuestos requeridos por cada subsistema y sub ensamble
3.3.2. Herramientas de software, CAD-3D. CAE: Elementos finitos y Simulación dinámica, Simulación de procesos, CAM, Cax.
Figura 50 Esquema Deformaciones
92
Figura 51 Esquema Desplazamientos
Figura 52 Esquemas de Esfuerzos
93
4. DISEÑO DETALLADO
4.1 Documentación del proceso y métodos utilizados
En esta fase del proceso de diseño el objetivo es refinar y estructurar el diseño de
los sistemas incluidos en la máquina para su fabricación, así como los
subsistemas o subconjuntos y sub ensambles que integran la alternativa
seleccionada. Se explicará cómo se desarrolló esta etapa y su respectiva
metodología.
Para la estructuración y la consolidación de esta fase con el correspondiente
resultado obtenido en el diseño básico se realizó tanto el diseño de los diferentes
sistemas mecánicos existentes en la maquina como selección de rodamientos,
soldaduras, pernos, tornillos y demás accesorios relevantes para la conformación
de la maquinada diseñada. El diseño de los ejes también es importante para su
debida selección y poder garantizar una vida útil para los ciclos de trabajo que se
puedan impartir. Es de gran relevancia tener en cuenta los requerimientos dictados
por el cliente para una optima selección y diseño de todos los componentes
necesarios para cada sub ensamble o sub sistema los cuales son primordiales en
cuanto a dimensiones frente a los factores decisivos y estipulados en un principio.
El desarrollo en detalle de los accesorios necesarios en los diferentes subsistemas
de la alternativa, en miras a cumplir el objetivo general deseado por el cliente, y
realizando la pertinente documentación sobre los accesorios, es debidamente
argumentado brindando lo correspondiente a lo diseñado y seleccionado para
cada subproceso o sub ensamble de la máquina.
Se debe realizar la verificación con el desarrollo de simulaciones el efecto de las
fuerzas que pueden actuar en los elementos críticos los cuales estarán sometidos
a los requerimientos de trabajo más altos en base a softwares como SolidWorks™,
y otros softwares para el desarrollo de esta etapa de trabajo.
.
94
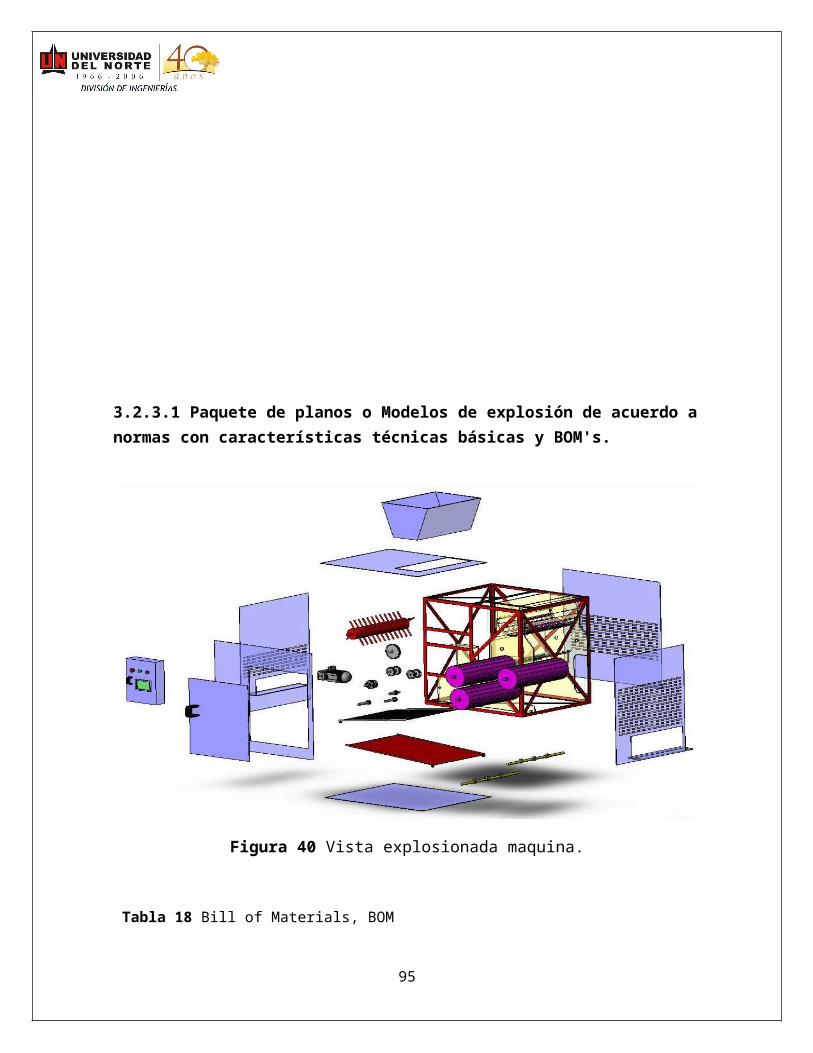
4.2 LISTADO DE PLANOS GENERALES, DIAGRAMAS, PLANOS DE SUBSISTEMAS
4.2.1 Listado De Planos Generales Y Por Subsistema: Modelos 3d, Planos Generales (En Elevación Y Planta) Y Diagramas Refinados De La Alternativa Seleccionada, Planos Refinados De Subsistemas De Acuerdo A Normas Con Bom's
Dentro del punto de diseñador hay que tener en cuenta no solo lo que la maquina
debe realizar si no que también se debe tener en cuenta el entorno circundante
para saber la interacción de la alternativa seleccionada con el resto del proceso en
sí y mirar de acuerdo a lo que se ha estipulado durante el diseño pueda ser acorde
a otros parámetros que estarían por fuera de aquellos estipulados en la maquina
es por ese motivo que se muestra un esquema en 3D (Figura 53)del proceso de
extracción del aceite enmarcando en donde podría encontrarse la maquina en
proceso de diseño de acuerdo a como esta puede verse afectada o correlacionada
con todo el entorno de la planta piloto (requerimiento estipulado por el cliente ).
95

Figura 53 Esquema en 3D planta del proceso completo y posible ubicacion de la alternativa seleccionada
96

Figura 54 Esquema de proceso completo de extracción y ubicación de la desfrutadora
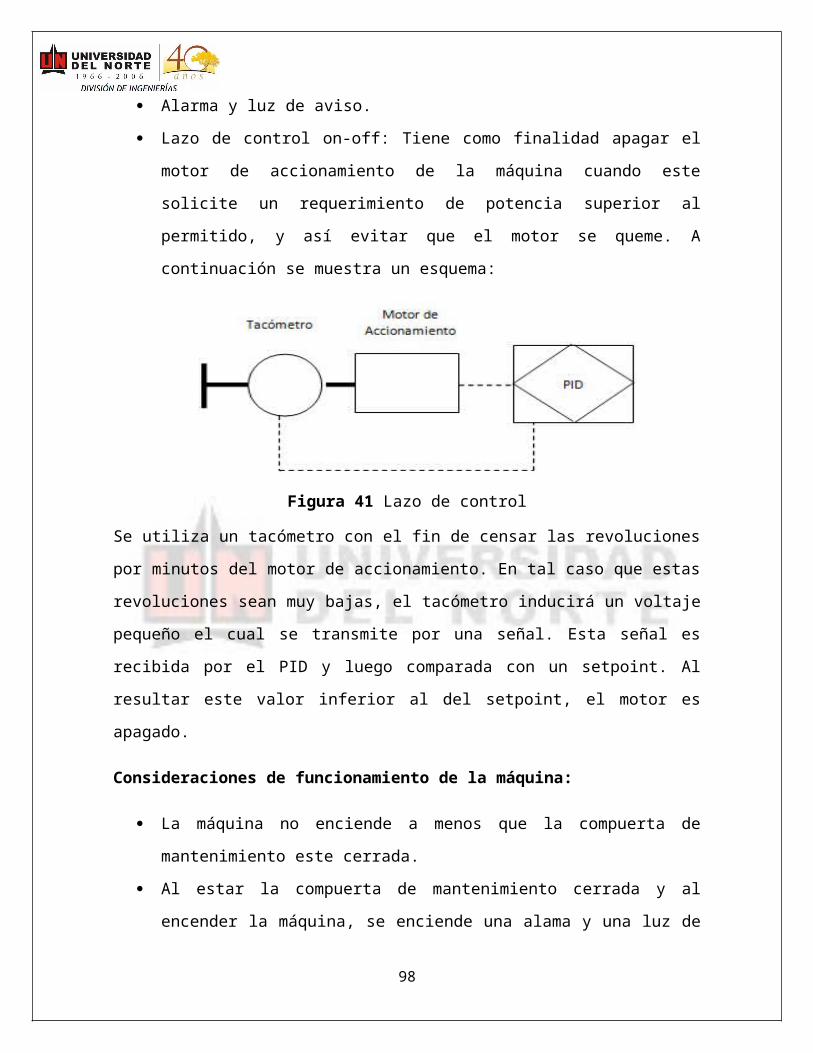
4.2.2 Presupuesto Y Cronograma Básico En Ms Project De La Alternativa Seleccionada
Figura 55 Cronograma diseño Final
4.2.3 Resumen: Explicativo O Descriptivo De Cada Módulo O Subsistema Con Base En Los Subsistemas Y Módulos Que La Integran, El Bom Y Características Técnicas BásicasEn este ítem es explicado cada modulo refinado y/o modificado, para esto es
debido decir que los accesorios y componentes de subsistemas son evidenciados
de mejor manera en los planos estipulados en la sección 4.2.4 ya que la
explicación de cada subsistema es enmarcada en la sección 3.2.3
4.2.4 Descripción De Cada Subsistema, Subproceso; Sub Ensamble O Módulos: Paquete De Planos O Modelos De Explosión De Acuerdo A Normas Con Características Técnicas Básicas Y Bom's. Diagrama De Procesos, Instrumentos Y Lazos De Control Requeridos. Códigos Y Normas A Utilizar Por SubsistemaLa maquina estipulada como solución cuenta con sistemas de transmisiones de
correas planas para poder suplir los requerimientos y llevar a cabalidad el proceso
descrito por el equipo de diseño durante toda la estructuración del proyecto,
además se realizaron reestructuraciones acerca de lo planteado en el diseño
básico como las dimensiones totales que son mostradas en los planos de detalle
de los subsistemas.
99
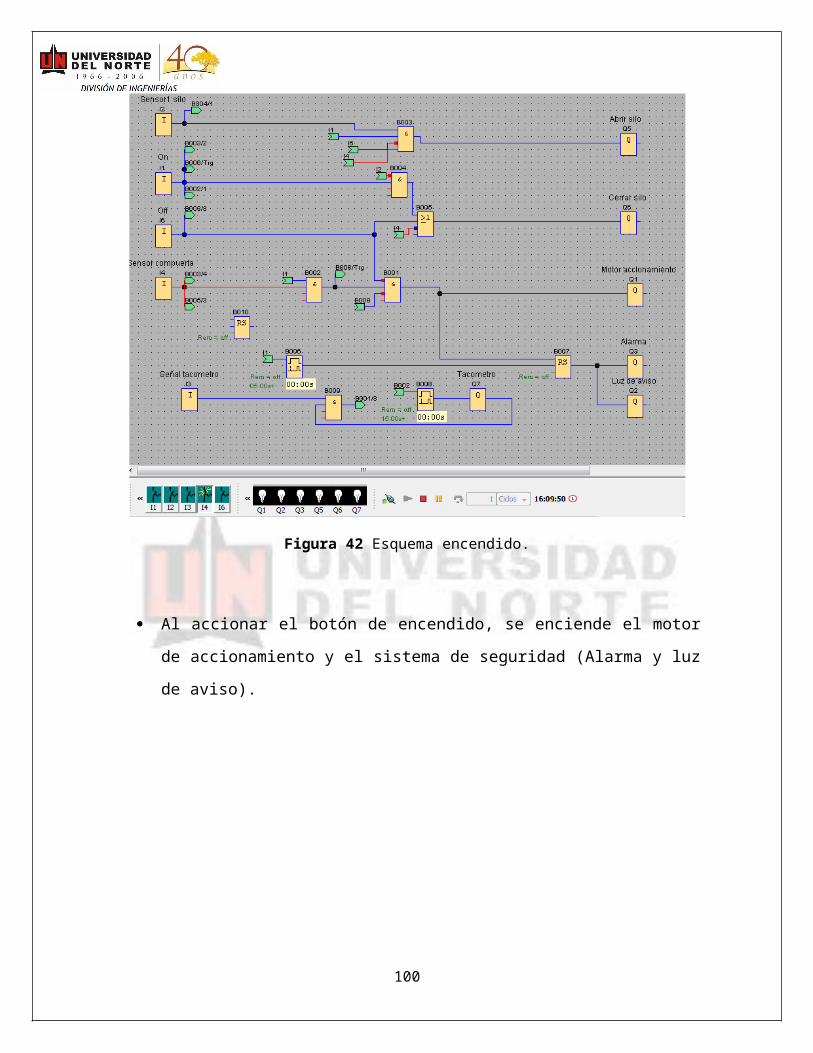
Figura 56 Esquema explosionado de la alternativa refinada
100
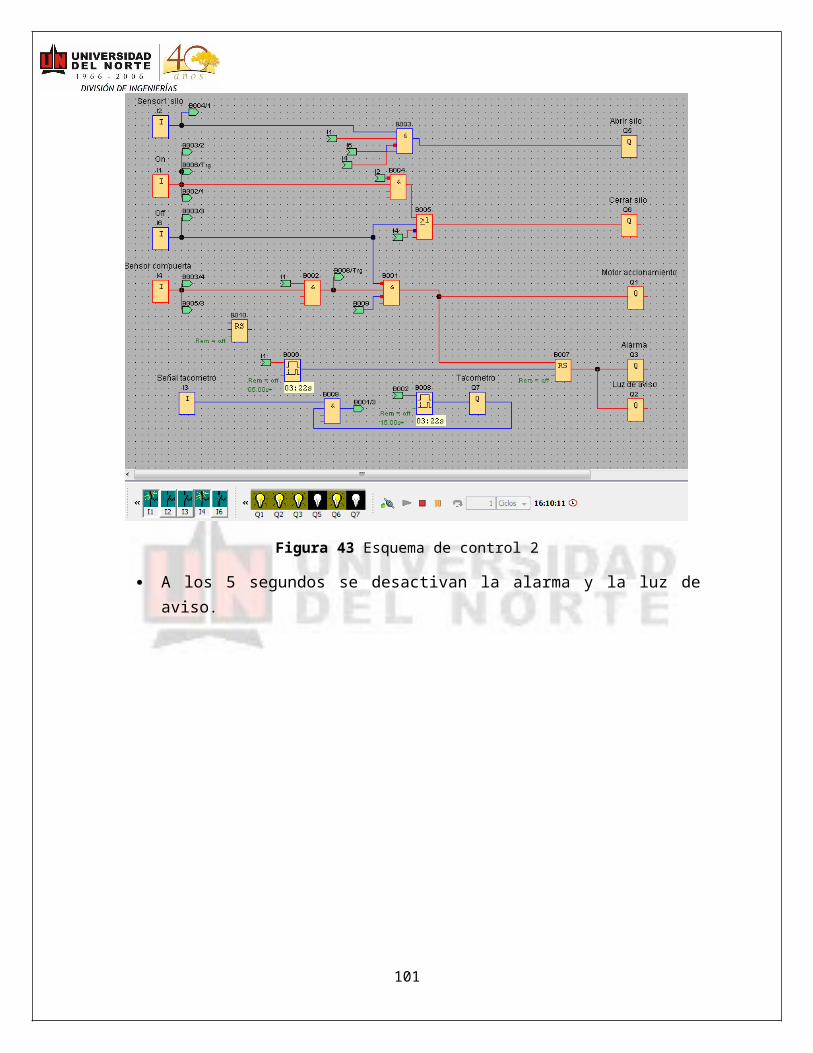
Figura 57 Esquema de transmisiones
Tabla 21 Bill of Materials, BOM Refinado
CODIGO DEL
PRODUCTONOMBRE DESCRIPCION
CANTIDAD ESTIMADA
MATERIAL
HG-0001 ARMAZONSirve de soporte para todas las partes de la
máquina1
ÁCERO AL CARBÓN AISI 1045
HG-0002 TOLVARecibe los racimos y los conduce hacia el rodillo
dentado1 ALUMINIO
HG-0003RODILLOS
RANURADOSExtraen las semillas de
los gajos3
ÁCERO AL CARBÓN AISI 1045
HG-0004RODILLO DENTADO
Secciona los racimos y separa los gajos del
raquis1
ÁCERO AL CARBÓN AISI 1045
HG-0005 ZARANDASSeparan las semillas deL
resto del racimo (tegumentos, tronquillos)
2 ALUMINIO
HG-0006 LEVASMueven las zarandas,
para producir la vibración2
ÁCERO AL CARBÓN AISI 1045
HG-0007 MOTOR ELÉCTRICO
Provee la energía para el accionamiento de la
1 VARIOS
101
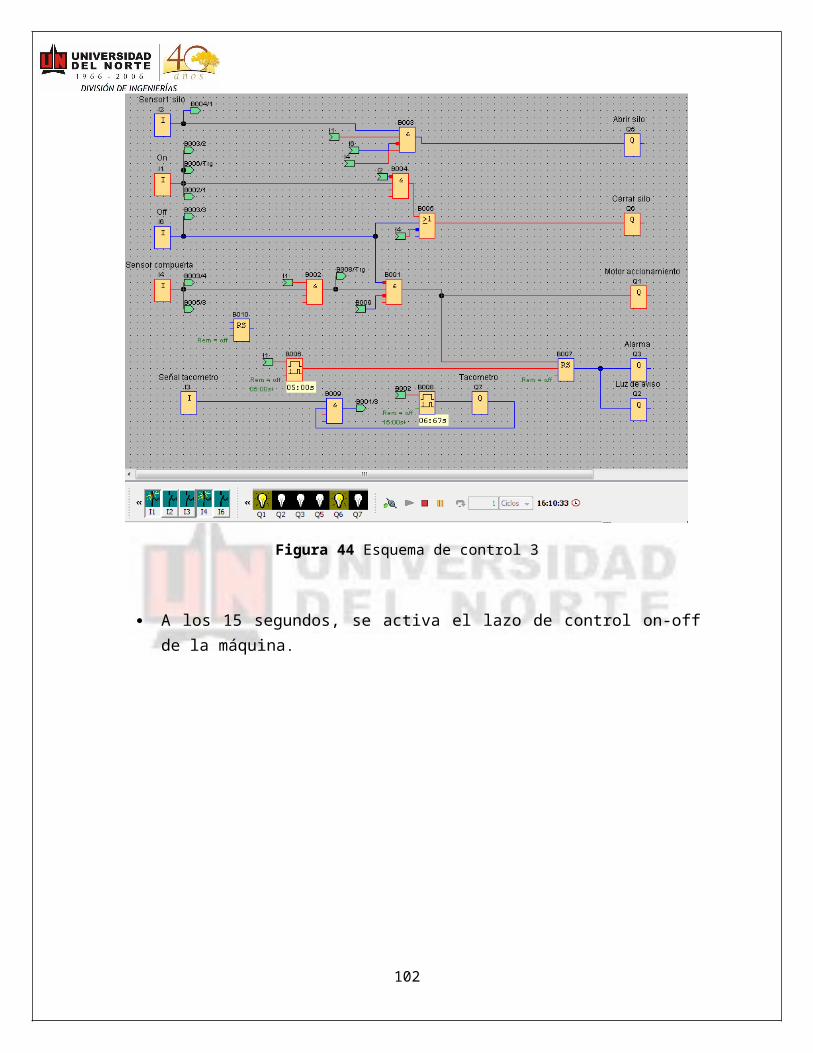
máquina
HG-0008PANEL DE CONTROL
Permite controlar la operación de la máquina
1 VARIOS
HG-0009CORREAS DENTADAS
Transmiten la potencia entregada por el motor
eléctrico6 NEOPRENO + NILON
HG-0010 POLEASAcoplan las correas
dentadas a los ejes de los rodillos
11FUNDICIÓN GG20
HG-0011 CARCASA
Recubre la máquina, protegiendo sus
componentes y a los operarios de la misma
1 ALUMINIO
HG-0012PANEL
SUPERIORCubre la parte superior de
la máquina1 ALUMINIO
HG-0013PANEL
INFERIORCubre la parte inferior de
la máquina1 ALUMINIO
HG-0014PANEL
FRONTALCubre la parte frontal de
la máquina1 ALUMINIO
HG-0015PANEL
TRASEROCubre la parte trasera de
la máquina1 ALUMINIO
HG-0016PANEL LATERAL
IZQ
Cubre la parte lateral izquierda de la máquina y
soporta la puerta de mantenimiento
1 ALUMINIO
HG-0017PANEL LATERAL
DERCubre la parte lateral
derecha de la máquina1 ALUMINIO
HG-0018PUERTA
MANTENIMENTO
Sirve como acceso al interior de la máquina para operaciones de
mantenimiento
1 ALUMINIO
4.2.5 Técnicas Detalladas O La Selección De Cada Elemento Por Subsistema De Forma Que Se Puedan Hacer Los Planos Detallados (Según Norma) Y Los Bom's Detallados. Incluir Códigos Y Normas Empleados Por ComponentesPara el diseño de detalle de los subsistemas y de los sub ensambles dependiendo
de los elementos que contengan se seleccionaran y/o diseñaran teniendo en
cuenta el requerimiento y las decisiones tomadas por el equipo de diseñadores.
Dentro de los subconjuntos seleccionados para realizar dicho procedimiento y que
son relevantes en el detalle del diseño se encuentran el Sistema de separación
primaria, el Sistema de desarmado de gajos, Sistema de separación por
102
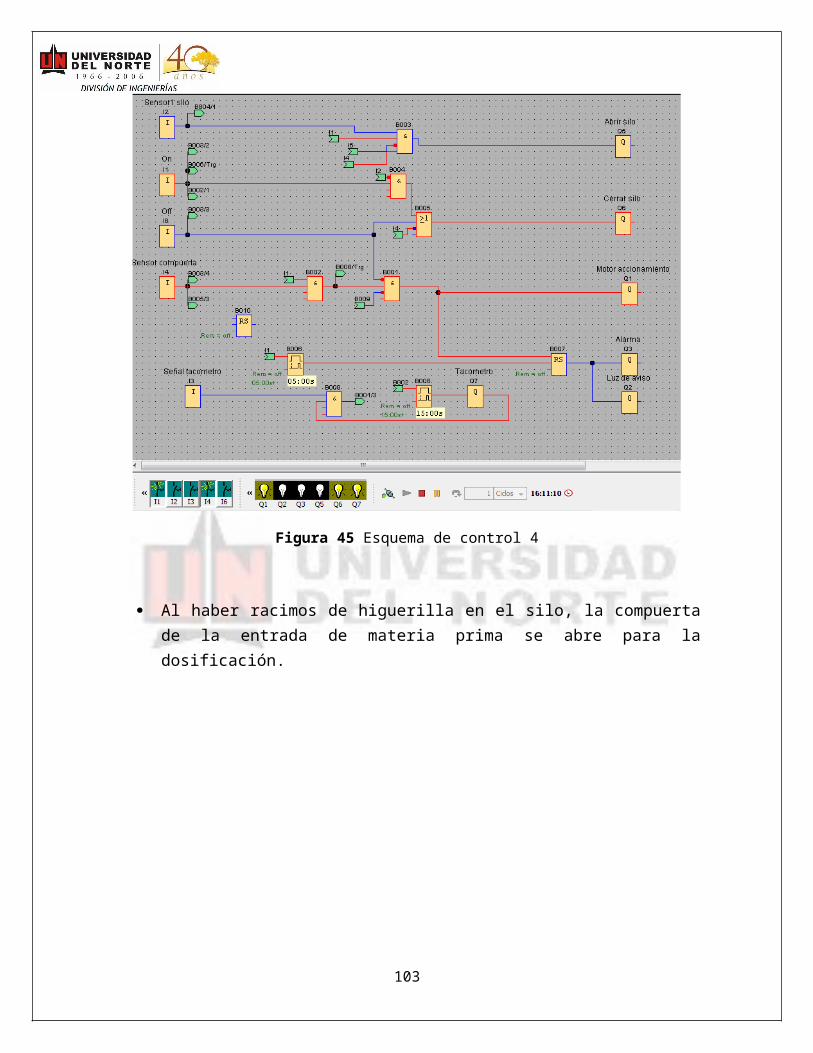
vibraciones y Sistemas accionamiento los cuales son explicados mas a detalle en
la sección 3.2.3.
Diseño De Eje Para Subsistema De Pines
Para este ítem se tiene en cuenta el diseño del eje dependiendo de las cargas a
las cuales este se encontrara sometido para que de esta forma pueda ser
establecido un dimensionamiento óptimo en dicho subconjunto y este pueda suplir
el requerimiento estipulado por el equipo de diseñadores.
En el esquema mostrado en la Figura 58 se encuentra la forma como los
componentes y el peso del eje puede influir en el desempeño de este durante el
ciclo de trabajo.
Figura 58 Esquema para fuerzas actuantes en el eje de los pines
Teniendo la representación de las fuerzas actuantes en el eje y sabiendo que este
se encontrara a torsión se procede a realizar un diseño estático para obtener un
diámetro estimado y luego poder entrar a seleccionar un diámetro adecuado con el
análisis a fatiga.
Como se diseñara a carga estática se utilizara el teorema del esfuerzo cortante
máximo el cual explicita que Sys=0,5Sy y teniendo referencia de la literatura
Diseño Mecánico de Robert L. Norton que para un eje los esfuerzos causados por
103
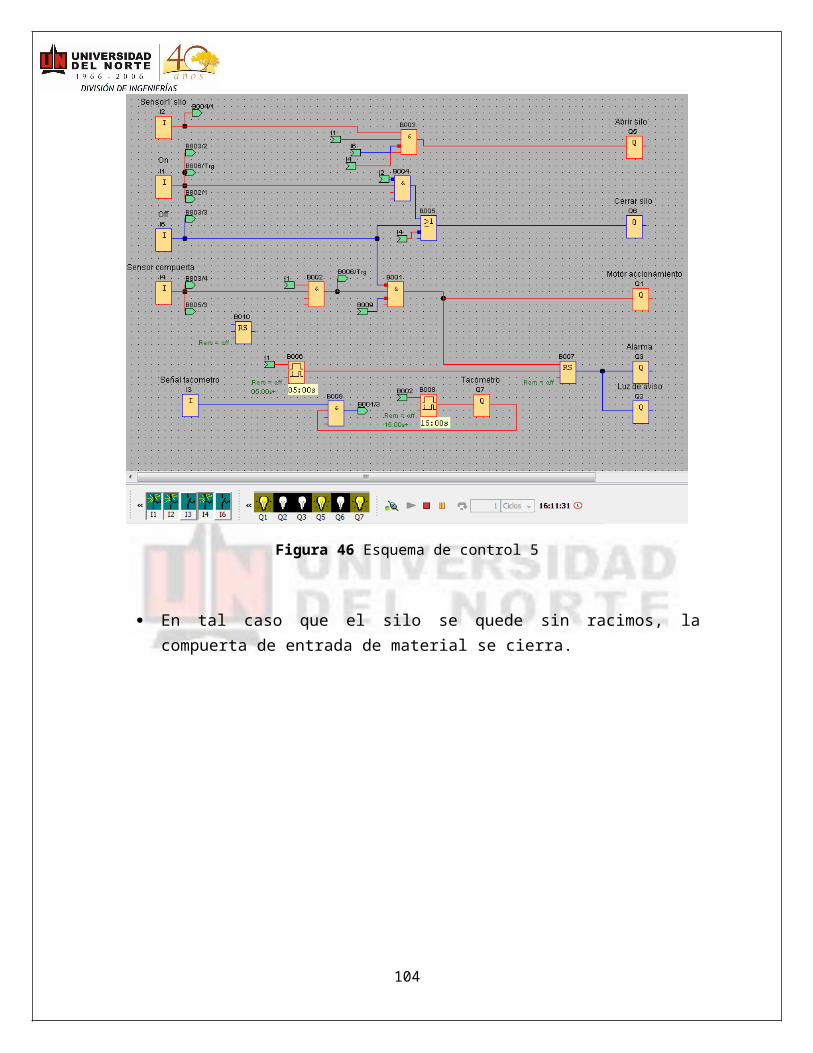
cortante se puede expresar como se muestra en la ecuación (1) se podría hallar
un diámetro.
τ max=16∗Tπ∗d3
(1)
Donde
T=torsor por el hec hode la fuerzaque ocasinala rotaci ón
d=diametrodel eje
Y teniendo por la teoría del esfuerzo cortante máximo que el esfuerzo es
equivalente a la resistencia a la fluencia del material con respecto al factor de
seguridad como se muestra en la ecuación (2)
τ max=S ysF .S
(2)
Donde
Sys=resistencia a la fluencia por cortante
F . S=factor de seguridad estipulado por el grupo dedise ñ o
Y por carga directa
τ=VA
(3)
Donde
V=fuerzacortante efectudadaenel elemento
A=area de la seccion transversaldondees aplicada la fuerza
De esta forma y con las ecuaciones planteadas se puede obtener una expresión
que pueda relacionar el diámetro del eje con el factor de seguridad estipulado el
104
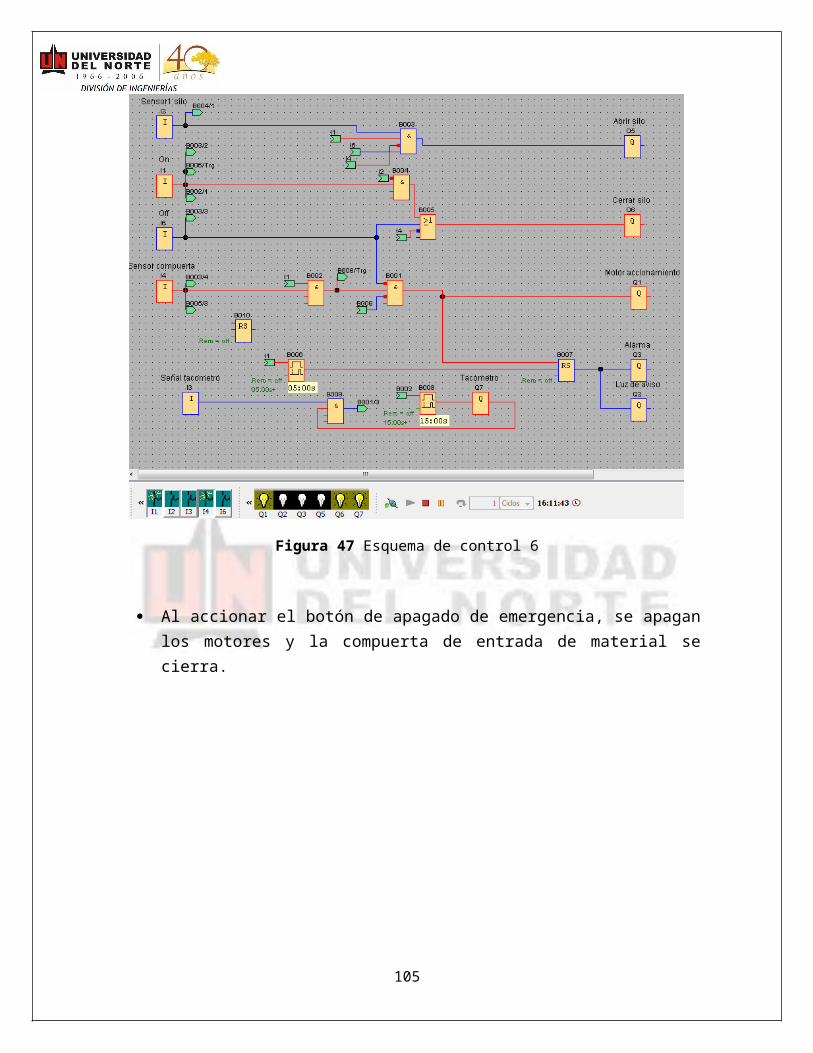
cual es de 2 y el material el cual se tomo la decisión teniendo en cuenta el estado
del arte, el estado de la técnica además de los costos y recomendaciones para
este tipo de aplicaciones en tomar un acero al carbono 1045 el cual por tener un
porcentaje medio de carbono tiene mejor respuesta ante la aplicación de
tratamientos térmicos brindando la posibilidad de mejorar algunas propiedades del
material para que pueda realizar un mejor desempeño en la aplicación requerida.
Consultando en la literatura se tiene que para un acero 1045 la resistencia a la
fluencia es de 531 Mpa y reemplazando y obteniendo una expresión de la forma
F . S= 16∗T
π∗(S ysd3
+ 4∗Vπ∗d2
)
→d=√ 16∗T
π∗F .S∗(S ysd
+Vπ
)
Con esta expresión se procede a iterar hasta converger en un valor el cual será el
diámetro tomado para preselección del eje dando un valor de 5,4mm.
Con este valor se procede a buscar un diámetro para falla a cargas cíclicas o
dinámicas, revisando la literatura y teniendo en cuenta también las
recomendaciones por ingenieros expertos en diseño de ejes para este tipo de
cargas se puede amplificar el valor cuatro veces y obtener un valor para el
diámetro para fatiga el cual es de uso común en la industria en el diseño y
selección brindando como resultado un diámetro de 21,6mm.
Con este valor del diámetro para seleccionar un eje estándar para adquisición se
tomara de 1 in de diámetro y evitar el sobrecosto de tener que mandarlo a fabricar
y utilizar uno comercial.
Comparando con el método en la literatura se tiene lo siguiente a carga por fatiga
Sy=531Mpa
Se determina el diámetro del eje con un factor de seguridad de Nf=2
105
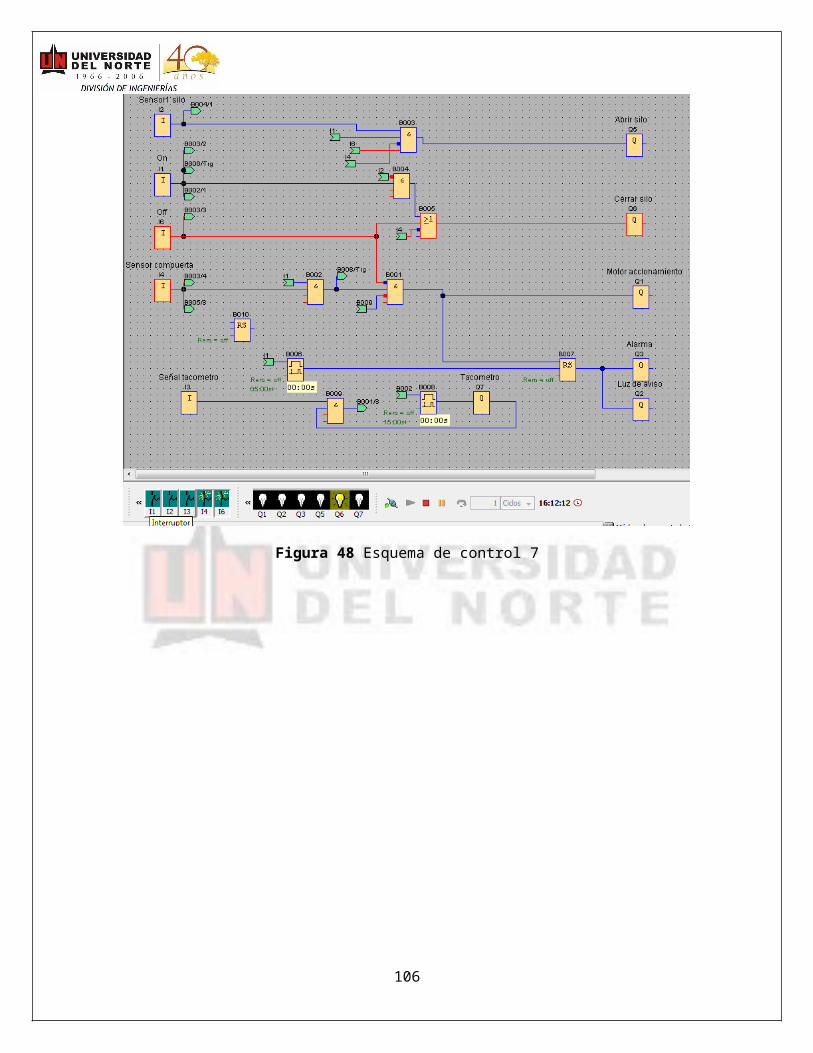
Factor de carga =1
Factor de tamaño= 0.70
Factor de superficie= 0.84
Factor de temperatura =1
Factor de confiabilidad= 0.75
Kf =2.2
d={32N f
π [(K fMS f )
2
+ 34 ( TS y )
2]12}13
d={32∗2π [(K f86.60Nm
246.960000N /m)2
+ 34 ( 55.425Nm531000000N /m )
2]12 }13
d=0.02207m
d=22.1mm
Lo que da una similitud al valor encontrado en primera instancia.
Diseño De Eje Para Subsistema De Trituración
Para este ítem se tiene se realiza de la misma manera como para el eje de pines y
tomando las consideraciones estipuladas para este subsistema en requerimiento
de torque como se muestra en el inciso 3.1.2 y teniendo de esta manera lo
siguiente.
106
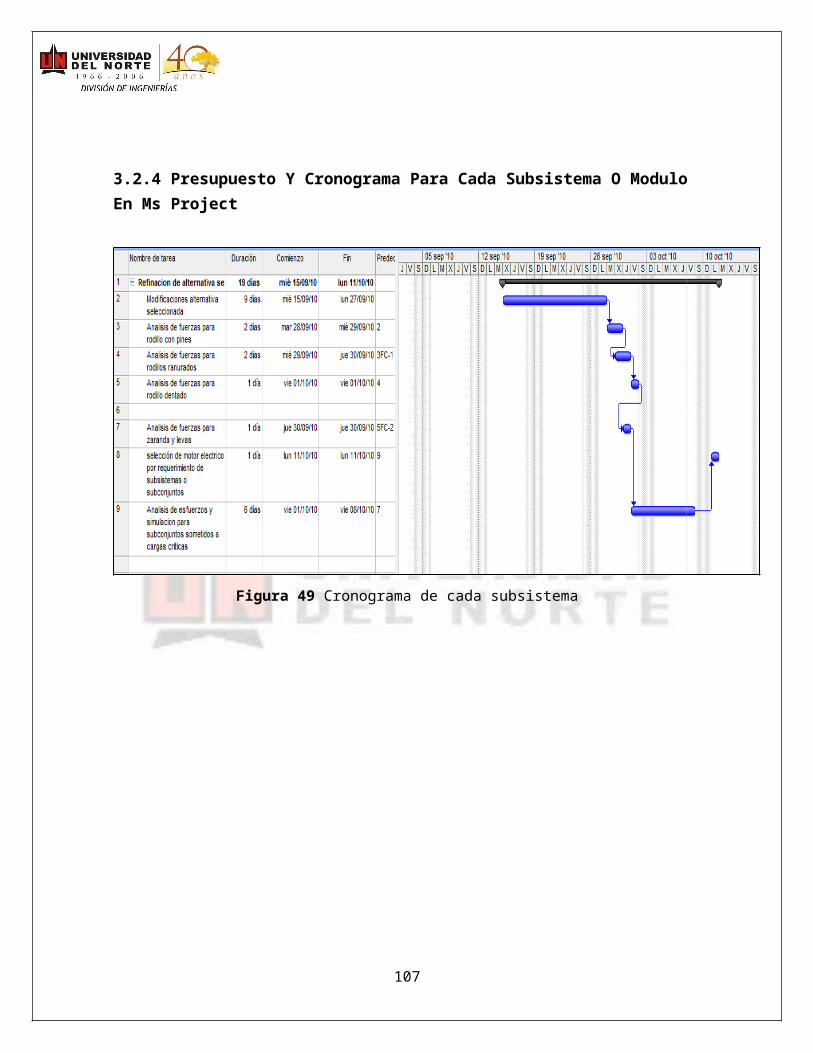
Figura 59 Esquema para fuerzas actuantes en los ejes de triturado
Teniendo la representación de las fuerzas actuantes en el eje y de la misma
manera que en cálculo del rodillo con pines
τ max=16∗Tπ∗d3
(4)
Donde
T=torsor por el hec hode la fuerzaque ocasinala rotaci ón
d=diametrode ejesde trituración
Y de igual manerapor la teoría del esfuerzo cortante máximo (5)
τ max=S ysF .S
(5)
Donde
Sys=resistencia a la fluencia por cortante
F . S=factor de seguridad estipulado por el grupo dedise ñ o
Y por carga directa
τ=VA
(6)
107
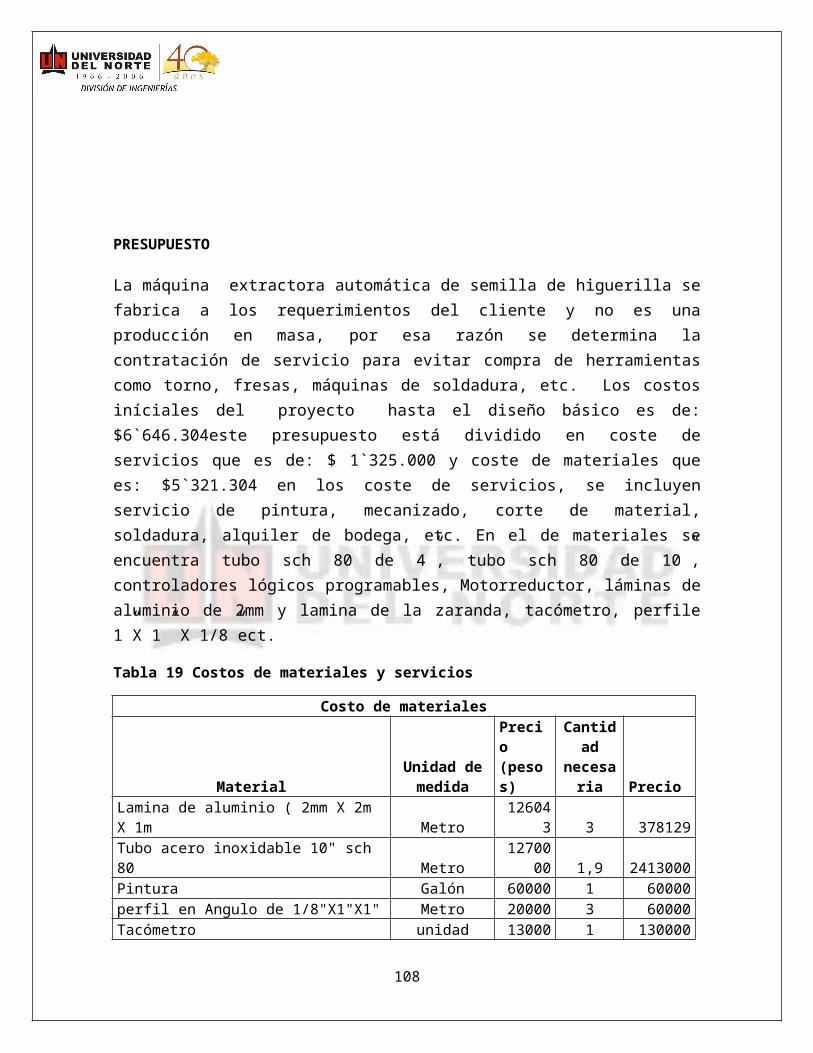
Donde
V=fuerzac ortanteefectudada enel elemento
A=area de la seccion transversaldondees aplicada la fuerza
De igual forma y con las ecuaciones planteadas se obtiene la expresión requerida
para resolver el sistema estipulando un factor de seguridad de 1.5 y el mismo
material que el eje de los pines por las consideraciones ya mencionadas se
obtiene con las ecuaciones planteadas en un principio.
F . S= 16∗T
π∗(S ysd3
+ 4∗Vπ∗d2
)
→d=√ 16∗T
π∗F .S∗(S ysd
+Vπ
)
Teniendo con las expresiones anteriores de manera iterativa hasta converger en
un valor el diámetro de 4mm.
Con este valor se procede a buscar un diámetro para falla a cargas cíclicas o
dinámicas, y de igual manera que en el ítem anterior se obtiene un diámetro de
16mm.
Con este valor del diámetro para seleccionar un eje estándar para adquisición se
tomara de 3/4 in de diámetro y evitar el sobrecosto de tener que mandarlo a
fabricar y poder utilizar uno comercial.
Diseño Y Selección De Transmisiones
Teniendo los valores requeridos de las velocidades en cada polea, se estiman
valores para los diámetros de las mismas. Las poleas serán diseñadas para recibir
correas en V y sus diámetros se muestran en la Tabla 22
108
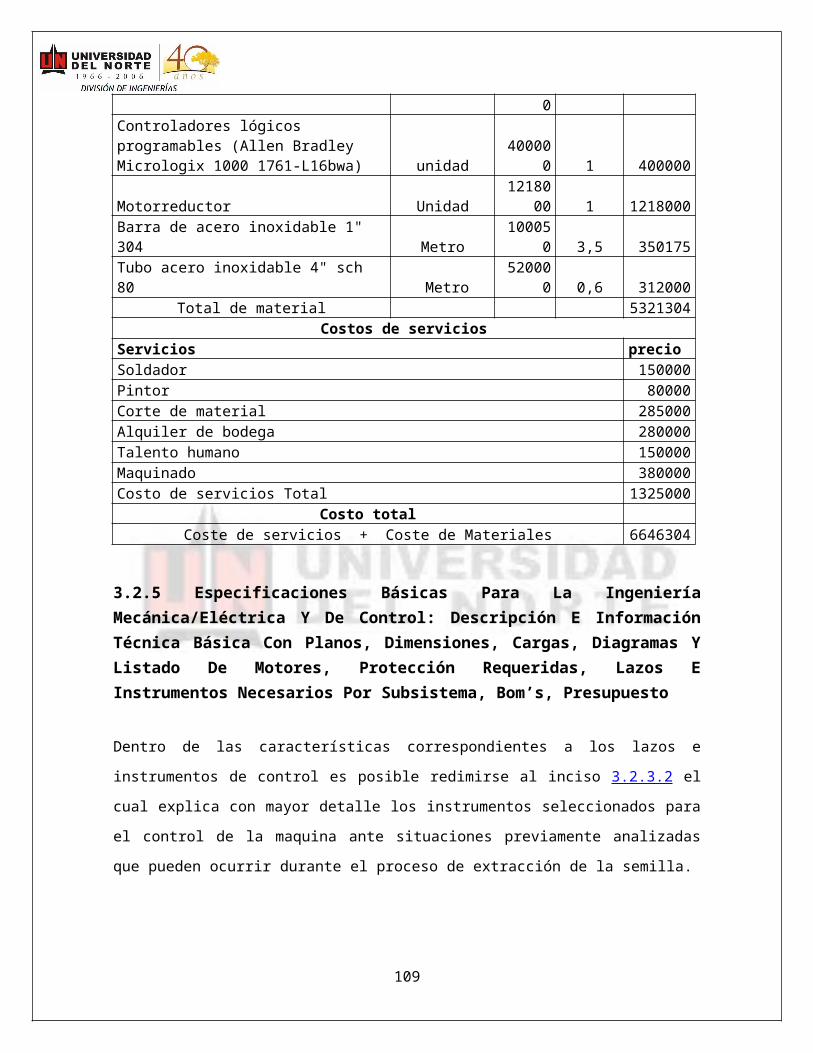
Tabla 22 Designación de poleas
Designación de la polea mm
4.1 63
3.1 40
2.2 56
3.2 28
2.1 21
0.1 63
0.2 25
1.1 63
2.3 63
P 36
5.1 36
5.2 36
6.2 36
Con base en valores estimados para las distancias entre centros para el juego de
poleas se calculan las longitudes de las correas. Los valores estimados fueron:
Tabla 23 Distancia entre centros
Distancia entre centros (mm)A 135B 178C 328D 328E 209F 767G 554H 442
109

Con base en los valores de las distancias entre centros estimados y las poleas
escogidas, se calculan las longitudes de las correas en V que se necesitan.
Aplicando la fórmula
Se tiene que las longitudes requeridas y las longitudes disponibles son:
Tabla 24 Longitudes requeridas y disponibles
Longitudes requeridas (mm) Longitudes disponibles (mm)A 410.8 414 (Correa N° 15-A)B 496.2 495 (Correa N° 20-O)C 853.82 859 (Correa N° 32-B)D 853.82 859 (Correa N° 32-B)E 550.82 546 (Correa N° 22-O)F 1695.8 1697 (Correa N° 65-B)G 1263.76 1265 (Correa N° 48-B)H 997.04 1011 (Correa N° 38-B)
Las longitudes disponibles hacen parte del catálogo de productos de la empresa
argentina Gomalom. En la siguiente figura se muestran las características
geométricas del tipo de correa en V seleccionada.
110
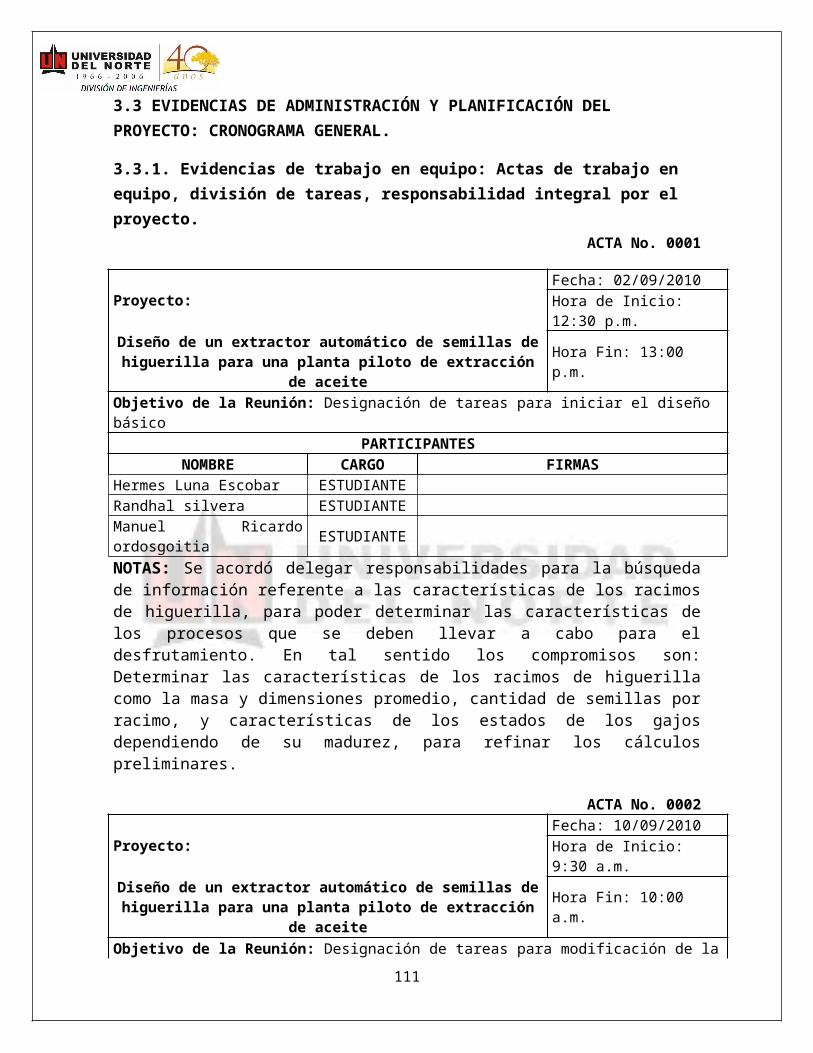
Figura 60 Dimensiones de las correas
a)
111
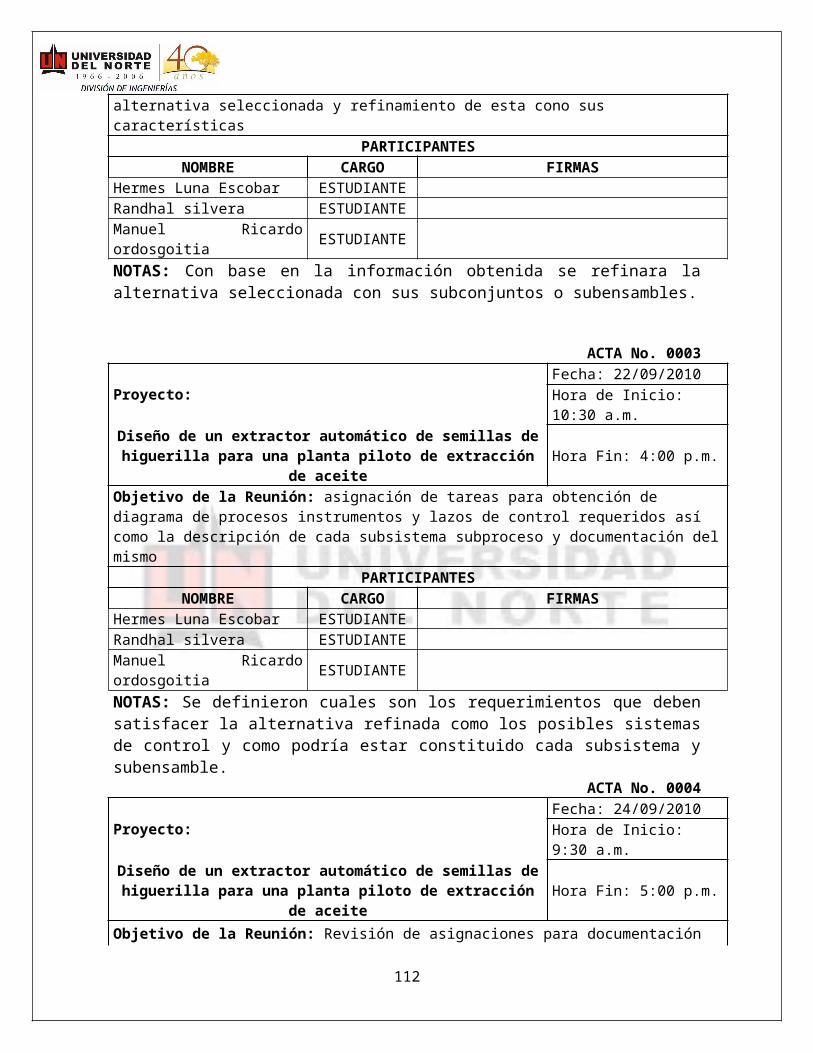
b)
Figura 61 a) Especificaciones b) Especificaciones 2
Con estas longitudes comerciales se recalculan los diámetros entre centros,
usando las fórmulas:
Las distancias entre centros recalculadas son:
Tabla 25 Distancia entre centros recalculadas
Distancia entre centros (mm)A 136,6B 177,4C 330,6D 330,6E 206,6F 767,6G 554,6H 427,3
Con esto se tiene a detalle los sub ensambles de mayor importancia diseñados y/o
seleccionados para el proceso de diseño realizado por el equipo de trabajo.
112
Selección De Rodamientos
Para la selección de los rodamientos se tiene en cuenta la condición de trabajo y
la fuerza que actúa sobre los rodamientos, por facilidad de montaje y además para
reducir la fricción en el arranque y operación teniendo en cuenta que las cargas
radiales son bajas se escogieron unidades FAG de rodamientos S, estos
rodamiento tiene una vida útil de hasta 30.000 horas de trabajo, los rodamiento
traen la grasa suficiente para la vida del rodamiento y una temperatura de servicio
máxima de 110°C y permiten una compensación de errores estáticos hasta 5° con
relación a la posición central.
Figura 62 Soporte de rodamientos.
Para la selección de los cojinetes del descascarador se tiene una fuerza radial de
3428 N y la carga en el rodamiento es de 1714 N a 4 rpm
113
Con esto se procede a realizar la verificación de dichos cojinetes
Figura 63 Selección de rodamiento dependiendo de la carga y velocidad
Figura 64 Verificación del tipo de rodamiento
114
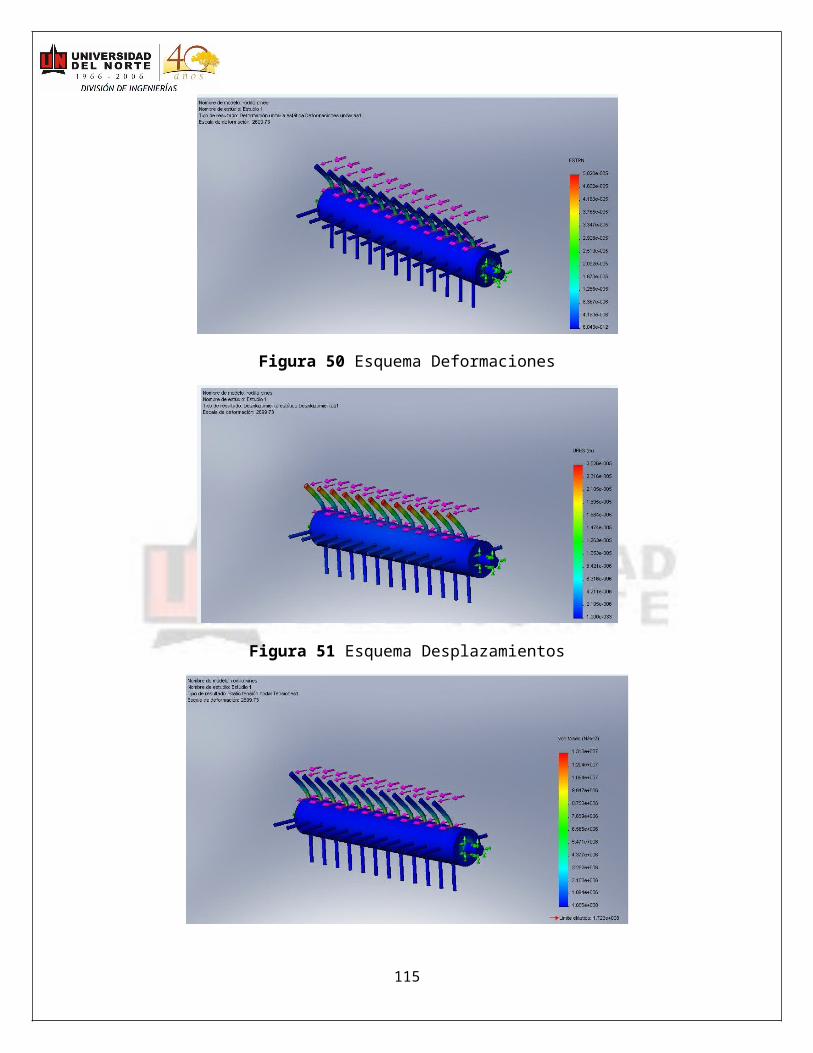
Figura 65 Vida recomendada
Figura 66 Selección del tamaño
Para el descascarado se tiene una unidad de rodamiento que soporta hasta 14
KN y la designación es 16205, para los demás sistemas las unidades son P16204
y P16203 respectivamente.
115
4.2.6 Presupuesto Y Cronograma Para Cada Sub-Sistema O Módulo En Ms Project, Detallado Por Componente Para Cada Subsistema: Determinación De Cantidades De Obras, Análisis De Precios Unitarios
Item Unidad Cantidad Vlr.Unitario Vlr. TOTAL
1 UN 4 4 20.000$ 76.000$ 2 mts 2 2 800.000$ 1.440.000$ 3 mts 2 2 180.000$ 432.000$ 4 m2 10 20 126.000$ 2.520.000$ 5 Un 1 1 400.000$ 400.000$ 6 Un 1 1 1.218.000$ 1.218.000$ 7 Un 17 17 25.000$ 425.000$ 8 Un 6 6 30.000$ 180.000$ 9 Un 2 2 38.000$ 76.000$ 10 Un 1 1 25.000$ 25.000$ 11 Un 4 4 35.000$ 140.000$ 12 Tornilleria y arandelas para soportes de rodamiento Un 60 60 800$ 48.000$ 13 Un 11 11 13.000$ 143.000$ 14 Un 11 11 12.000$ 132.000$ 15 Un 80 80 500$ 40.000$
Subtital Materiales 7.295.000$ Item Unidad Cantidad Vlr.Unitario Vlr. TOTAL
1 bot 1 80.000$ 80.000$ 2 bot 1 130.000$ 130.000$ 3 kgs 3 7.000$ 21.000$ 4 un 1 23.000$ 23.000$
subtotal Consumibles 254.000$ Item Unidad Cantidad Vlr.Unitario Vlr. TOTAL
1 m2 15 15.000$ 225.000$ 2 m2 15 20.000$ 300.000$ 3 Pieza 8 80.000$ 640.000$ 4 glb 3 60.000$ 180.000$
Subtotal Servicios 1.345.000$ Item Unidad Cantidad Vlr.Unitario Vlr. TOTAL
1 di 2 5.000$ 10.000$ 2 di 1 10.000$ 10.000$ 3 di 2 8.500$ 17.000$ 4 di 10 5.000$ 50.000$
Subtotal Equipos 87.000$ Item Unidad Prest. Cantidad Vlr.Unitario Vlr. TOTAL
1 di 62 10 70.000$ 1.135.820$ 2 di 62 10 50.000$ 811.300$ 3 di 62 1 35.000$ 56.791$ 4 di 62 1 35.000$ 56.791$ 5 di 62 10 25.000$ 405.650$
Subtotal mano de obra 2.466.352$ 11.447.352$
1.717.103$ 1.717.103$
343.421$ 1.703.730$
16.928.708$ MAS IVA 19.637.301$
VALOR TOTAL
Consumibles
rodamientos de 20 mm de D
rodamientos de 25 mm de D
rodamientos de 30mm de D
rodamientos de 15 mm de D
Soldadura
Tornillerias autoperforantes de 1/4"
Descripcion
PROYECTO EXTRACTO AUTOMATICO DE SEMILLA DE HIUGUERILLA
Mano de Obra
Equipos
Servicios
Administracion
Barra de acero perforada AISI 1045 de 10"
Materiales
Descripcion
Angulo A 36 1/8" x 1.1/4"X 6m
PRESUPUESTO DE LA ALTERNATIVA SELECIONADA
Utilidad
Imprevistos
COSTOS INDIRECTOS
COSTO DIRECTO
Barra de acero AISI 1045 1 1/2"
Lamina de aluminio 210 m x 1m x 2mm
Controladores logicos programables (Allen Bradley Micrologix 1000 1761l16wa
Motorreductor
Correas
Poleas
rodamientos de 8 mm de D
Oxigeno de corte
Acetileno
Descripcion
Disco de pulidora
Descripcion
Pintura Anticorrosivo
Pintura acabado
Mecanizado
Transporte
Descripcion
Soldador
Tubero
Ayudante
Pulidora
Equipo de soldadura
Equipo de corte
Herramienta varias
Ingeniero residente
Supervisor
Figura 67 presupuesto
116
4.2.7 Planos De Fabricación Con Bom´S
Los planos son anexados de manera física con el documento con sus respectivos requerimientos.
4.3 EVIDENCIAS DE ADMINISTRACIÓN Y PLANIFICACIÓN DEL PROYECTO: CRONOGRAMA Y PRESUPUESTOS GENERAL POR SUBSISTEMA DETALLADO POR COMPONENTE EN MS PROJECT
4.3.1 Herramientas De Software, CAD-3D. CAE: Elementos Finitos Y Simulación Dinámica, Simulación De Procesos, Simulaciones De Termofluidos, CAM And DFMA, DFX, Cax, Msproject, Paquetes Para Desarrollo De Presupuestos, Software De Cálculo De Máquina Y Selección De Componentes Entre Otros
ACTA No. 0008
Proyecto: Fecha: 01/11/2010Hora de Inicio: 10:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite Hora Fin: 6:00 p.m.
Objetivo de la Reunión: Estructuración diseño de detalle
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se asignaron las diferentes tareas correspondientes al diseño de detalle para realizar la estructuración del documento entregable.
ACTA No. 0009
117
Proyecto: Fecha: 05/11/2010Hora de Inicio: 2:30 p.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite Hora Fin: 6:00 p.m.
Objetivo de la Reunión: Refinación de cálculos de subsistemas y elementos seleccionados
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: se hizo el análisis definitivo de los diferentes cálculos para el soporte del documento a entregar
ACTA No. 0010
Proyecto: Fecha: 06/11/2010Hora de Inicio: 8:30 a.m.
Diseño de un extractor automático de semillas de higuerilla para una planta piloto de extracción de aceite Hora Fin: 6:00 p.m.
Objetivo de la Reunión: Cotizaciones para presupuesto de subconjuntos y subsistemas refinados
PARTICIPANTESNOMBRE CARGO FIRMAS
Hermes Luna Escobar ESTUDIANTERandhal silvera ESTUDIANTEManuel Ricardo ordosgoitia ESTUDIANTE
NOTAS: Se asignaron las tareas correspondientes para las cotizaciones pertinentes requeridas por cada subsistema y sub ensamble definitivo
Referencias
[1] ; Volkhard S., Jadir N, PROSPECTS AND RISKS OF THE USE OF CASTOR
OIL AS A FUEL INSTITUT FÜR AGRARTECHNIK POTSDAM-BORNIM,
Germany ;, Depto. Engenharia Agrícola, Universidade Federal de Viçosa, Brazil
[2] MANUAL TÉCNICO DEL HIGUERILLO MINISTERIO DE AGRICULTURA Y
GANADERÍA EL SALVADOR (MAG) C.A. CENTRO NACIONAL DE
TECNOLOGÍA AGROPECUARIA Y FORESTAL, CENTA.
[3] FLORIDA POISON INFORMATION CENTER/JACKSONVILLE; Jacksonville;
University of Florida Health Science Center.
118
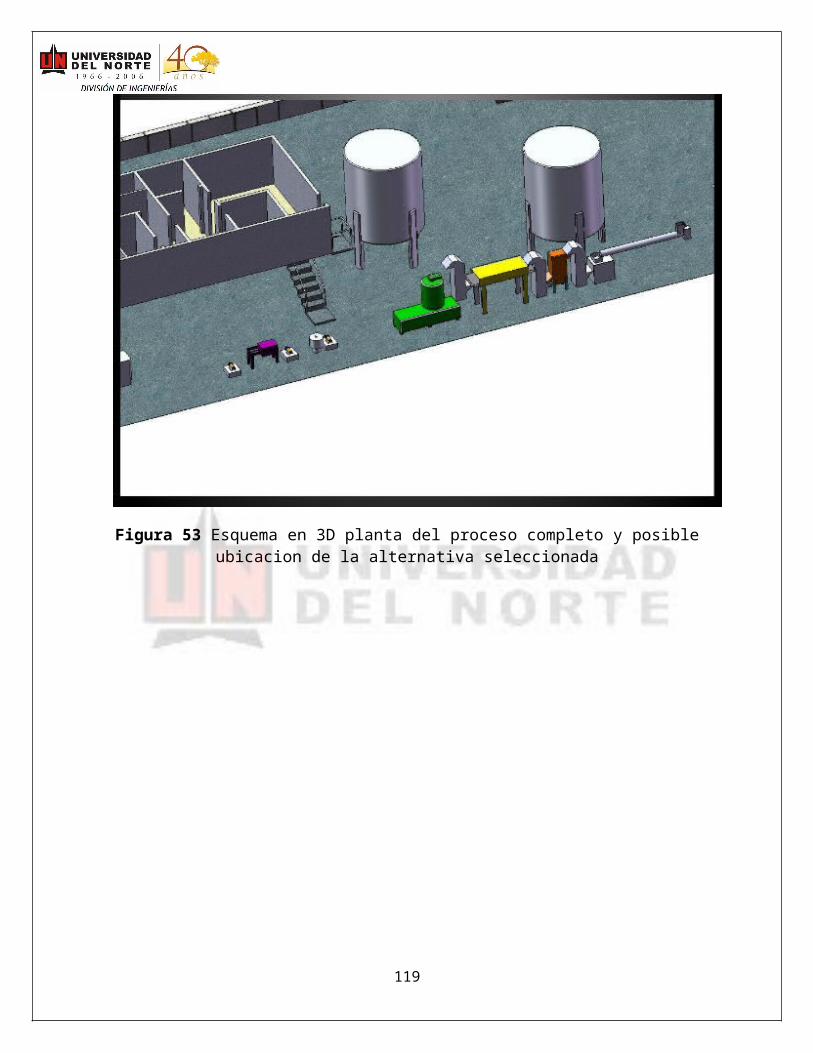
[4] Cooper, W. Clark , Perone, V. B. , Scheel, L. D. and Keenan, R. G.(1964)
OCCUPATIONAL HAZARDS FROM CASTOR BEAN POMACE: TESTS FOR
TOXICITY', American Industrial Hygiene Association Journal, 25: 5, 431 — 438
[5] Mateus G. Godoya, Melissa L.E. Gutarraa, Fábio M. Macielb, Shayany P. Felix
b, Juliana V. Bevilaquac, Olga L.T. Machadob, Denise M.G. Freirea, USE OF A
LOW-COST METHODOLOGY FOR BIODETOXIFICATION OF CASTOR BEAN
WASTE AND LIPASE PRODUCTION
[6] Guerrero, M; “Prospectiva de la producción en colombia de oleoquímicos
derivados del aceite de higuerilla”, Universidad Nacional de Colombia, 2003
[7] Maury, H. Notas de clase: Métodos para generación de soluciones. Proyecto
Final. Fundación Universidad del Norte. 2010. Barranquilla, Colombia.
[8] lin xingsheng; Kchen Dailing;guo Qitai; : CASTOR-OIL PLANT HUSKING
MACHINE ; beijing agriculture engineering univ, cn china; kind u
cn1987087216785u; 1988-08-17
[9] Dimitriou, Michael; MÁQUINA DESGRANADORA PARA UVAS; Oficina
Española de patentes y marcas; es 2 061 362; 1994-01-12
[10] Gehrig, Klaus; Menger, Hans-Jorg; Keller,urs; METHOD AND SYSTEM FOR
DEHUSKING GRAINS; Alemania: a1; wo 2007/121594 ; 2006-10-09
[11] Yuhua Cao; Yiming Gu; Bo Kong; Zengxue Zhang; Changyou li;: SHUCKING
EQUIPMENT FOR CASTOR CAPSULE; Univ South China agricult; cn China; kind
a; cn2009010038198; 2009-09-09
[12] Kruse, Bernd; Von Wichert, Nils Deutschland; KÖRNERSCHÄLMASCHINE
MIT ZWEI SCHÄLWALZEN ( Descascarilladora de granos de dos rodillos);
European patent office; EP 1 938 901 A1; 2006-12-27
119
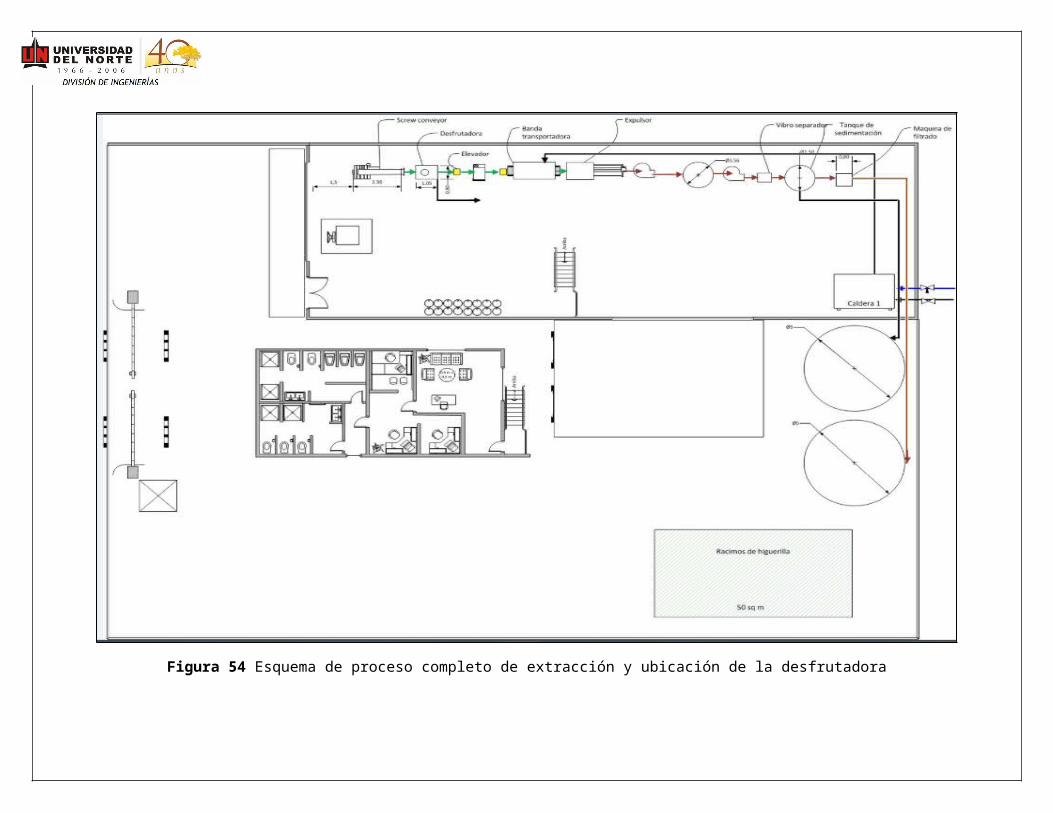
[13] Vick, Walter; Suhrbier, Rolf; Germany; HUSKING MACHINE FOR CEREALS;
US United States of America; US1984000622682¸1985-09-10
[14] Notas de clase Dr. Ingeniero Heriberto Maury, Teoría General de Sistemas de
Accionamiento: Motores+ Transmisiones.
[15] En la página de NORD
(http://www2.nord.com/cms/media/documents/bw/G1035_ES.pdf) se puede
consultar una tabla donde se indican las condiciones de funcionamiento de
motorreductores helicoidales así mismo indica el comportamiento frente a otras
variables importantes como condiciones ambientales y otras
120
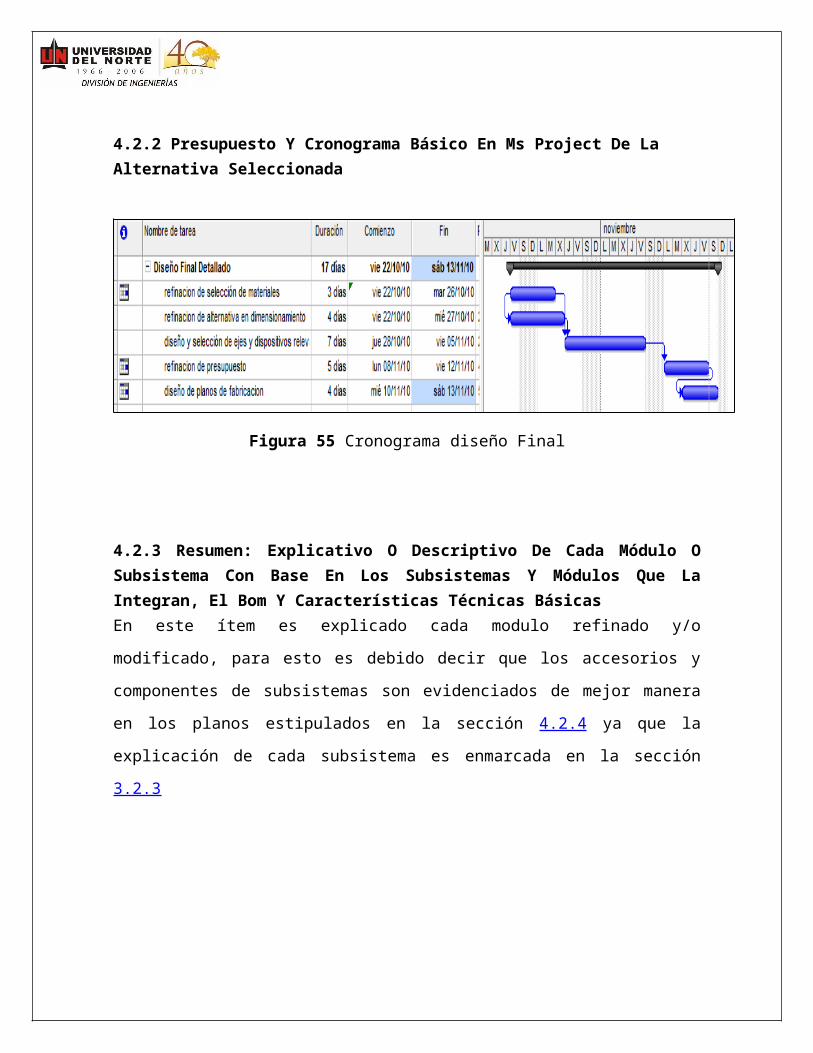
5. ANEXOS
Figura 68 Características técnicas
121
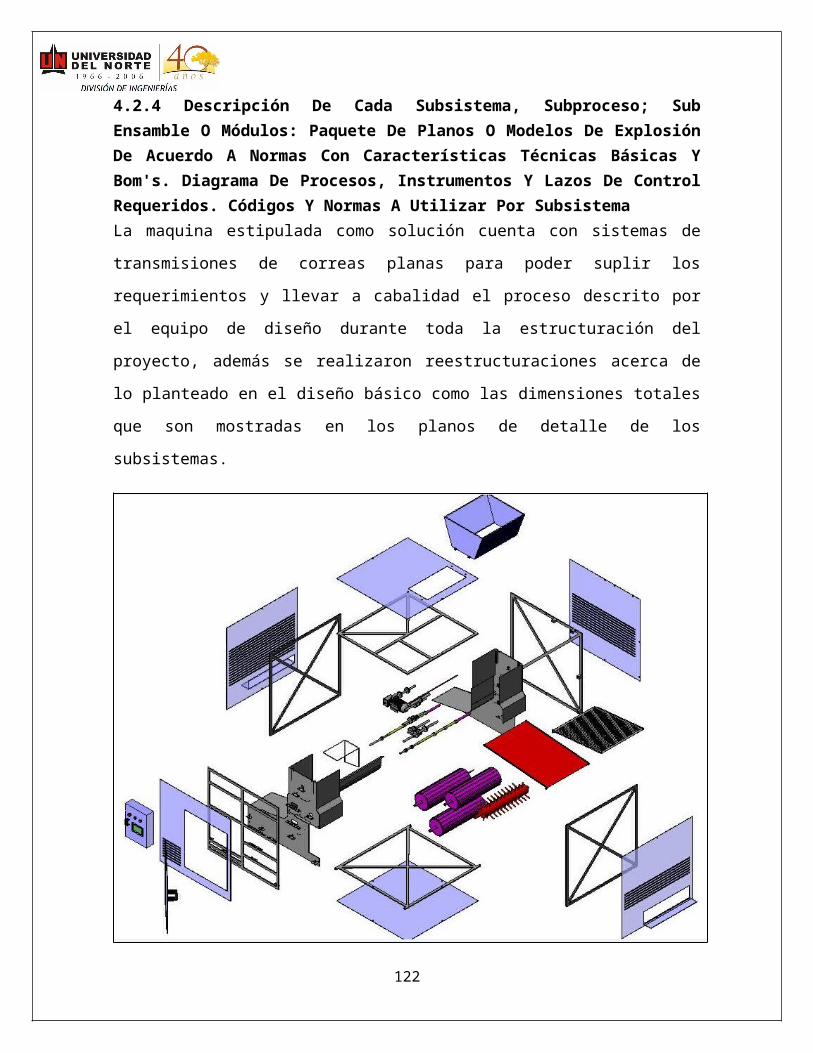
Figura 69 Especificaciones
122

Figura 70 Especificaciones 2
123
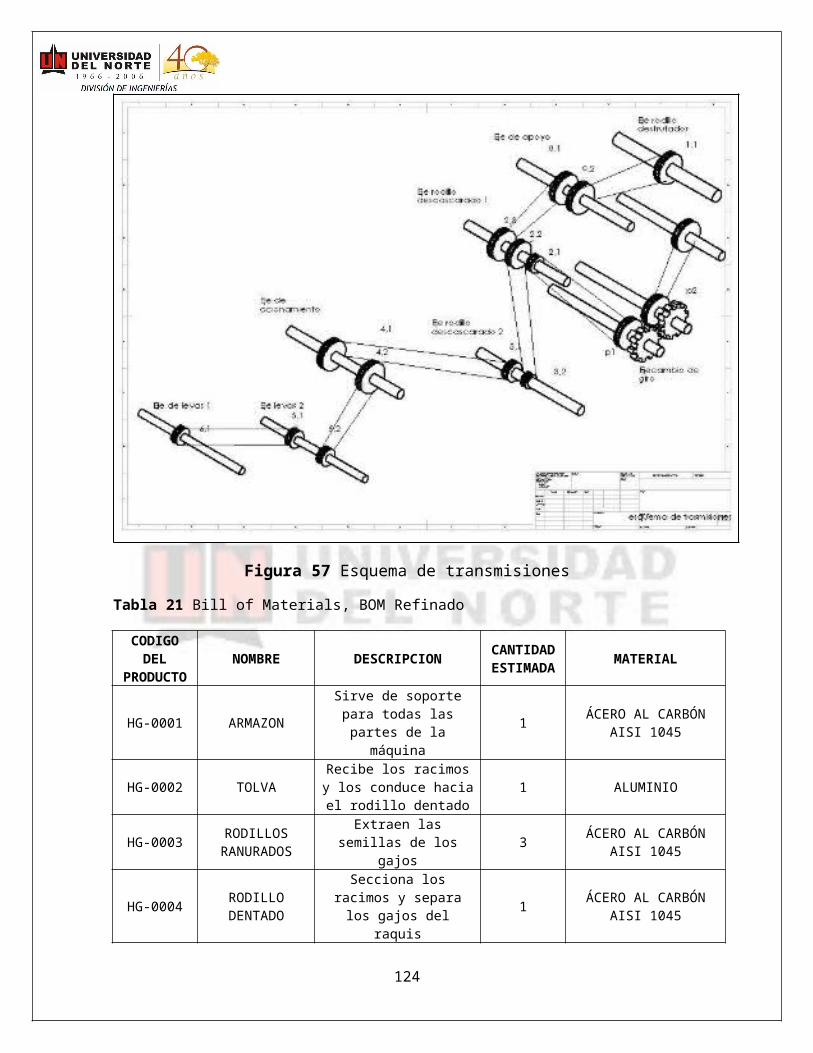
Figura 71 Dimensiones motorreductor
124
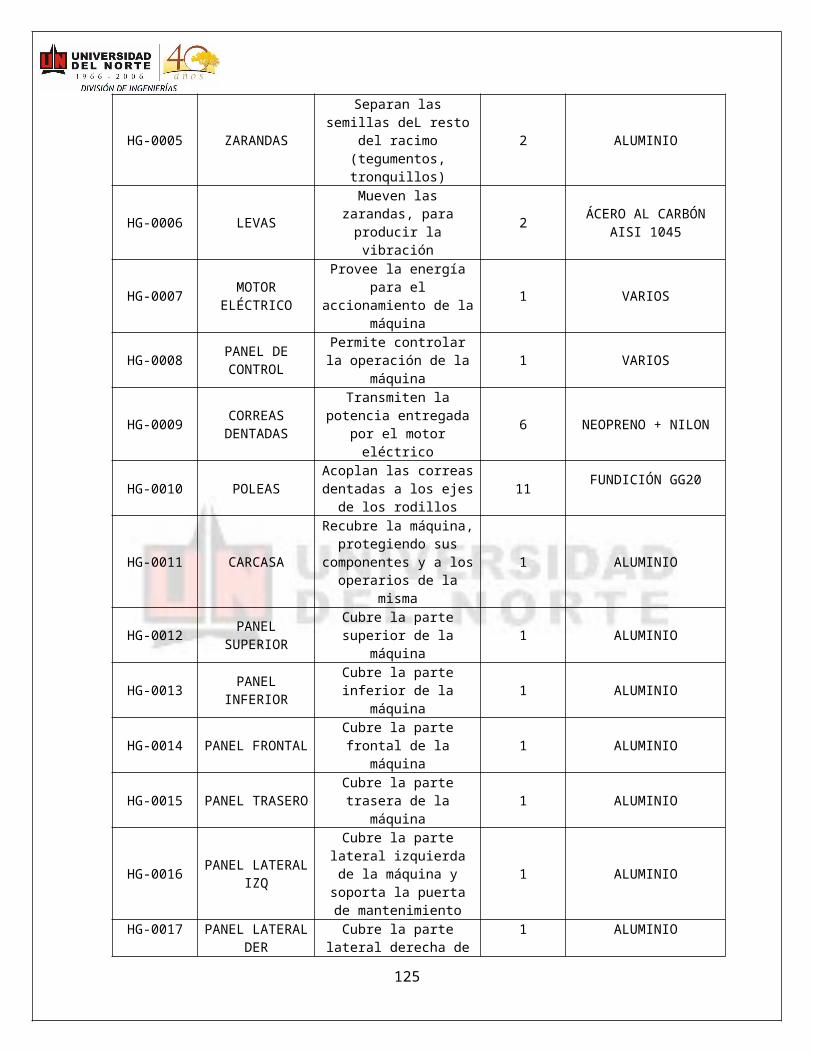
Figura 72 Características de relación de transmisión
125