dio - 148.206.53.84148.206.53.84/tesiuami/uam21419.pdf · aceite se separa formando una capa en la...
TRANSCRIPT

I , /" / i9qs
dio : C d n Campos Oscar A. .
7. Licenciatura : Ingenieria de los Ahin&i&.
f i yecto : Estandarizaación de un Método de EiaboraciQ de Mayonesa para la incorporación del
'cula 90237639.
Clave : IA.011.95
Concentrado Proteinco de Amaranto Aicaiino - 11. Asesor : Dr. Jorge Soriano Santos. h f . Titular "C" Tiempo Completo.
Resumen
studios realizados por el Dr. Soriano Santos y col. (1993) evaluaron las propiedades funcionales de varios concentrados proteínicos de amaranto E obtenidos por diferentes métodos de solubilización, obteniendo un perfil en la
actividad de emulsificación del concentrado proteínico de amaranto solubilido a un pH 1 1 mayor que para los otros concentrados obtenidos a un pH 4; en éste pH se encuentra la mayonesa la cual se utiliza grandemente en nuestro país como aderezo, y en cuya formulación se incluye como agente emulsificante la yema de huevo la cual con el auge de enfermedades coronarias producida por el colesterol se busca sustituir parcial o totalmente por productos que no produzcan ésta enfermedad.
' Esta sustitución resultaría costosa, sin embargo, la sustitución de la yema de huevo en la fabricación de mayonesa por concentrados proteínicos obtenidos del amaranto, se plantea como un producto alternativo dirigido a aquellas personas que sufren enfermedades a causa del colesterol o para aquellas que buscan reducir el mismo en sus dietas. '
Después de realizar varias pruebas se estandarizó un método para la elaboración de mayonesa a nivel laboratorio, con éste método se procedió a sustituir parcialmente la yema de huevo utilizada en la elaboración de la mayonesa por el Concentrado Proteínico de Amaranto Alcalino - 11.
E l producto obtenido con el Concentrado Proteínico de Amaranto Alcalino - 11 presentó características similares a las de una mayonesa normal, incluso se obtuvo un tamaño de glóbulo mejor que algunas mayonesas comerciales; en cuanto al pH éste se mantuvo dentro de lo especificado por la norma, cabe señalar que algunas muestras comerciales no estaban dentro de los límites permitidos..
El sabor predominante obthido en la mayonesa elaborada en el laboratorio era el del Concentrado Proteínico de Amaranto Aicalino - 11 , sin embargo, con el paso del tiempo éste sabor se fué reduciendo.
Aunque experimentalmente no se cuantificó la cantidad de colesterol, cómo éste está asociado a la yema de huevo suponemos que al ser reducida la cantidad de yema de huevo utilizada se reduce por ende la cantidad de colesterol presente en la mayonesa, una sustitución mayor de la yema de huevo por el Concentrado Proteínico de Amaranto Aicalino 11 podría reducir aun más el grado de colesterol presente en la mayonesa.

Universidad Autónoma Metropolitana
Plantel Iztapalapa
Nombre : Matrícula : 90237639 Licenciatura :
Carreón Campos Oscar Armando
Ingeniena de los Alimentos. Teléfono : 582 - 9206. Trimestre lectivo : 95 - I Horas a la semana : 20 h
Titulo del Proyecto : Estandarización de un Método de Elaboración de Mayonesa para la incorporación del Concentrado Proteínico de Amaranto Aicalino 1 I
Nombre del Asesor : Puesto y Adscripción :
Lugar donde se realiza e
Dr. Jorge Sonano Santos Prof. Titular "C" Tiempo Completo.
.ervicio : Departamento de Biotecnología UAMI, Labort trio S - 156.
Fecha de Inicio : 23 de Marzo de 1995
Fechade Terminación : 25 de Septiembre de 1995,
Clave : iA.011.95
Oscar A. Carreón Campos Dr. Jok/ Soriano Santos. Alumno

Estandarización de un Método de Elaboración de Mayonesa para la incorporación del Concentrado Proteínico de
Amaranto Alcalino 1 1.
Justificación :
amaranto o huautli fue un grano básico para los aztecas en México y otras s culturas de Centroamérica hace 500 años. El cultivo del huautli, tenía importancia tanto en la alimentación como en prácticas mágico religiosas; debido a que era usado en éstas prácticas Hemán Cortés suprimió su cultivo: Así uno de los cultivos más importantes de Mesoamérica cayó en desuso y paso al olvido.(Soriano, 1992)
De las investigaciones realizadas hasta la fecha se conoce que las semillas de amaranto contienen cerca de 12 - 16 % de proteína, con un buen balance de aminoácidos esenciales, así como-un alto contenido de lisina, si se le compara con otros cereales convencionales, además hay varios informes acerca del valor nutritivo excepcional de las proteínas de amaranto, las cuales son similares a la caseína de la leche.(Soriano, 1993).
Las proteínas del amaranto poddan ser utilizadas directamente complementando alimentos que presenten deficiencias en aminoácidos o aún más, incorporando éstas proteínas como estabilizadores de alimentos; en relación a las propiedades fisicnquimicas de las proteínas del amaranto Konishi y Yoshimoto (1989) han informado, que la globulina del amaranto parece ser un agente emulsificante relativamente estable a la temperatura, y presenta una hidrofobicidad muy alta en relación a otras proteínas vegetales. Para aprovechar ésta cualidad que presentan las proteínas del amaranto, es necesario conocer detalladamente el proceso de elaboración de un determínado producto, de tal manera, que nos permita introducir las proteínas o ciertas proteínas de amaranto en su proceso de elaboración , por tal razón, a nivel laboratorio es necesario estandarizar un proceso para mantener todas las variables posibles existentes en el proceso constantes.
Estudios realizados por el Dr. Soriano Santos y col. (1993) evaluaron las propiedades kncionales de varios concentrados proteínicos de amaranto obtenidos por diferentes métodos de solubilización, obteniendo un perfil en la actividad de emulsificación del concentrado proteínico de amaranto solubilizado a un pH 1 1 mayor que para los otros concentrados obtenidos a un pH 4; en éste pH se encuentra la mayonesa la cual se utiliza grandemente en nuestro país como aderezo, y en cuya formulación se incluye como agente emulsificante la yema de huevo la cual con el auge de enfermedades coronanas producida por el colesterol se busca sustituir parcial o totalmente por productos que no produzcan ésta enfermedad.
1
, ... . ,,Z.'W.\& ,:
I
Introducción :
ede considerarse a la mayonesa como un producto alimenticio condimentado y P estabilizado por el proceso de emulsificación. Como también es sabido, que ningún material de huevo, ni el aceite vegetal, pueden conservarse en buenas condiciones por mucho tiempo, sobre todo cuando se exponen a la luz y a la humedad, pero si esos ingredientes son dispersos con especias y vinagre se preservan en forma comestible por largo tiempo.
El arte de preservar los alimentos por medio de la emulsificación es antiquísimo, desarrollándose con el tiempo la correspondiente ciencia. Hace solamente alrededor de 70 años tanto los fisicos como los químicos fijaron su atención sobre los sistemas coloidales como son las emulsiones.
Las emulsiones son sistemas coloidales en los cuales se encuentran dispersas las fases líquidas o semilíquidas, en general aceites en agua o bien aceite hidrogenado en agua.
Dos tipos de emulsiones pueden considerarse : la dispersión de aceite en material acuoso, tales como la leche y la mayonesa; y la dispersión de agua en aceite, como la mantequilla.
En el agua, cada partícula o molécula de agua está sometida por fuerzas ejercidas simétricamente en todas las direcciones por mol6cuias similares de agua que la rodean. La capa de moléculas de agua, que se encuentra en la superficie del líquido, sufren un empuje vertical de abajo hacia arriba y lateralmente por moléculas similares, pero las fuerzas que actúan encima de esa capa son ejercidas por moléculas de diferente naturaleza; entonces se produce una fuerza potencial o tensión que es Uamada tensión superficial. La tensión superficial es la fuerza que se ejerce en un plano de una superficie formada por un líquido y un gas. La tensión interfacial es la fuerza ejercida en el plano que existe en límite entre dos líquidos. Estas fuerzas son las causas que el líquido tenga la tendencia de ocupar la superficie mínima posible.
Si consideramos, por ejemplo, un sistema formado de agua y aceite. La tendencia del agua es de ocupar la mínima superficie. Si esos componentes se colocan en un fiasco, el aceite se separa formando una capa en la parte superior y el agua bajo el aceite. La superficie de los líquidos es la más pequeña 'posible ambas a la tensión interfacial del aceite y agua. Si se agita enérgicamente el fiasco (el trabajo que se realiza tiende a vencer la tensión superficial) el aceite se subdivide en pequeñisimos glóbulos, rodeados por el agua y el área de la superficie total de aceite y agua aumenta.
2

Para e s t a b i l i una emulsión es necesario contar con un agente emulsjficante, el cual no solamente baje la tensión superficial, sino que también tenga ¡a propiedad de producir películas viscosas en las interfases por medio del aceite y agua. A esto se conoce como “absorción de peliculas de la teoda de emulsifícación”.
Aplicando ésta teoría a la mayonesa se tiene un sistema de aceite vegetal y material acuoso (agua y/o vinagre y jugo de limón).(Aivarez del Castillo, 1956).
El Dr. Soriano Santos J: col. (1992)han logrado obtener concentrados proteínicos extraídos del amaranto por diferentes métodos de solubilización; durante los últimos años han logrado caracterizar las propiedades hncionales de éstos concentrados, de tal forma éstos concentrados pueden ser introducidos debido a sus propiedades en diversos alimentos.
A través de una solubilización alcalina (a pH Il),se ha logrado obtener un concentrado proteínico que presenta una alta actividad emulsificante a pH ácidos y al cual se le a denominado como Concentrado Proteinico Aicalino 1 l.(Soriano 1994).Este concentrado puede ser el sustituto adecuado en lugar de la yema de huevo en la producción de mayonesa
Esta sustitución resultaría costosa, sin embargo, la sustitución de la yema de huevo en la fabricación de mayonesa por concentrados proteínicos obtenidos del amaranto, se plantea como un producto alternativo dirigido a aquellas personas que sufren enfermedades a causa del colesterol o para aquellas que buscan reducir el mismo en sus dietas,
3

Antecedentes : a as emulsiones son sistemas inestables, debido a que al dispersar un líquido en el seno del otro, las partículas adquieren la forma esférica, que es la de superficie
a
u a
Io mínima.
Estas partículas tienden inmediatamente a reunirse debido a la inestabilidad del sistema producido por la tendencia de la fase dispersa a ocupar el volumen total que tenga mínima superficie de contacto con el medio dispersante. Por tal razón para obtener emulsiones estables se requiere de una tercer sustancia denominada “AGENTE EMULSIFICANTE “,ya que estos agentes por su carácter tensoactivo, disminuyen la tensión de interfase formando una barrera fisica alrededor de cada gota, con lo que impide su coalescencia. Las emulsiones de agua en aceite (w/o) se estabilizan por sustancias liposolubles como el colesterol, mientras que las emulsiones de aceite en agua (o/w) se propician con compuestos hidrosolubles como proteínas, dextnnas y fosfolípidos.
La estabilidad de una emulsión depende de las características de interfase, distribución del tamaño de partículas, viscosidad de la fase continua, relación fase volumen y diferencia de densidad entre las dos fases. Cualquier modificación de estu propiedades es capaz de desestabilizar el sistema con !o cual las partículas dispersas se agrupan para fonnar agregados y si son de naturaleza líquida pueden finalmente unirse para constituir una fase secundaria ,por ejemplo una capa oleosa.@elgado, 1990)
La mayoría de las emulsiones que se encuentran en los alimentos están compuestas por aceite y agua, pero pueden contener otros compuestos que no necesariamente se encuentran emulsionados. Según las concentraciones del aceite y del agua, las emulsiones sencillas son de aceite en agua (mayonesa),o de agua en aceite (margarina).
Una emulsión de aceite en agua es aquella en la que el aceite se encuentra en forma de pequeñas gotas como fase dispersa y el agua en la fase continua como agente dispersante.
Los emulsionantes son sustancias cuyas moléculas contienen una parte no polar y otra polar por lo que es posible que se disuelvan tanto en agua o soluciones acuosas como en disolventes orgánicos y aceites.(Badui, 1990).
I
Identificación de la Emulsión :
4

Método de solubilidad de tinte : Un tinte coloreado soluble en un componente, pero insoluble en el otro se añade a la emulsión y la mezcla se agita niavemente. Si el color se extiende a través de toda la emulsión, la fase en la que el tinte es soluble es la continua, si el color aparece en manchas discontinuas es la fase dispersa.
Es recomendado el uso del Rojo Sudán IIi soluble en aceite o bien azul brillante FCF soluble en agua y rojo de aceite XO soluble en aceite.
Método de dilución de fase : Este método depende del hecho de que una emulsión es fácilmente diluible por el líquido que constituye la fase continua. La prueba se lleva a cabo colocando dos gotas de la emulsión en un portaobjetos de vidrio. Una gota de un componente se añade a cada gota y se remueve ligeramente. El componente que se mezcle fácilmente con la emulsión se considera la fase continua.
Método de conductividad : La mayor parte de los aceites son conductores pobres, mientras que los sistemas acuosos son buenos conductores, éste método se basa en la capacidad del agente emulcificante de ser iónico o no iónico.
Método de fluorescencia : Este método utiliza el hecho de que muchos aceites fluorescen a la luz ultravioleta. El examen de una gota de la emulsión bajo un microscopio de luz fluorescente puede servir para identificar el tipo de emulsión. Si el campo total fluoresce, la emulsión es agua en aceite, si por otro lado, sólo unos cuantos puntos fluorescen, la emulsión es aceite en agua.
Método del mojado de papel de filtro : Este método se aplica a las emulsiones de aceites pesados y agua, y depende de sus respectivas capacidades de mojar el papel de filtro.
Una gota de emulsión se coloca sobre un trozo de papel filtro, si el líquido se extiende rápidamente, dejando una pequeña gota en el centro, la emulsión es aceite en agua. Si no tienen lugar el extendido la emulsión es agua en aceite.(Becher, 1972; Weiss 1976).
Evaluación de formación :
Para caracterizar la mayonesa, es necesario aplicar análisis fisicoquímicos empleando técnicas oficiales del AOAC (1980) como son :
Acidez total, expresada como ácido acético. Extracto etéreo. Índice de peróxidos. PH Proteínas.
5
d

Como análisis complementarios se encuentra :
Humedad. Tamaño (diámetro) del glóbulo de aceite formado en la emulsión. Estabilidad (referido a la separación de fases a través del tiempo). Viscosidad aparente.@elgado, 1990).
Evaluación de Estabilidad :
A- E n la inmensa mayoría dc emulsiones comerciales la estabilidad es el desideratum
,por lo que es deseable tener algún método para medir la estabilidad de la emulsión.
Pruebas de envejecimiento acelerado : Se lleva a cabo con el almacenamiento a temperaturas elevadas (10 - 150 OF) durante períodos del orden de 2 semanas. De manera similar, el almacenamiento a temperaturas más bajas de las normales.
También existen las pruebas de formación de nata aceleradas que pueden ser inducidas por centrifugación.
Determinación del grado de separación : En muchos casos la emulsión es estable o no lo es, por lo que puede ser deseable medir el grado de rotura como función del tiempo. Esto puede ser particularmente valioso como guía en la formulación.
Se han descrito varias técnicas como son :
La técnica del hidrómetro que mide el cambio en densidad a medida que tiene lugar
La técnica turbidimétrica que se emplea como medida de separación de la emulsión.
La técnica de incorporación de materiales radioactivos para determinar la velocidad
la separación.
de separación y la homogeneidad general de las emulsiones.(Becher, 1972).
6

MAYONESA.
J
!-I
Definición y Normatividad :
entro de las emulsiones que existen en el mercado se encuentra la mayonesa , a los estándares de identidad para éste producto son regulados por medio de la Norma Oficial Mexicana (NOM - F-214-1979) y define al producto como una emulsión semi-sólida hecha de yema de. huevo , aceite vegetal comestible y ácido cítrico o acético , que puede contener sal , especias o aceites de especias , edulcorantes nutritivos y varios ingredientes como saborizantes naturales. La cantidad mínima de aceite en la elaboración de mayonesa no debe ser menor al 65 % en peso. La yema de huevo u t i l i puede ser en forma líquida , congelada o deshidratada y puede contener clara de huevo Fresca o congelada. Como fuente de ácido acético se usa el vinagre , aunque el ácido cítrico proveniente del jugo de limón puede ser utilizado como sustituto. En éste producto son permitidas todas aquellas especias, aceites de especias o sazonantes que no impartan color que simule el que provee el huevo. Como protección del aceite contra la oxidación es permitido la adición de EDTA , que además protege a la mayonesa contra la pérdida de color. La Norma Oficial Mexicana marca como especificaciones que la acidez total expresada como ácido acético se encuentra entre 0.25 y 0.050 % mientras que el pH está dentro de 3.4 y 4.8. La mayonesa se utiliza para aderezar los alimentos e impartirles sabor agradable.
Ingredientes y Composición :
Los ingredientes requeridos y opcionales utilizados en la elaboración de mayonesa se mencionan a continuación :
1.- Aceite vegetal comestible, en una proporción no menor al 65 % en peso.
2.- Yema de huevo liquida en una cantidad mínima de 6% en peso , o su equivalente en cualquiera de sus formas. ,
3.- Ingredientes acidificantes como vinagre o jugo de limón.
4.- Mostaza, paprika u otras especias o extractos y aceites esenciales de las mismas.
5. - Edulcorantes nutritivos, tales como sacarosa, dextrosa jarabe de maíz jarabe de glucosa o miel de abeja.
6.- Sal (cloruro de sodio)
7

7.- EDTA (Etilendiamhtetracetato) en un nivel máximo permitido de 75 ppm.
8.- Glutamato monosódico con un límite máximo de 0.2 %
Función de los Ingredientes
Aceite vegetal comestible. Estos aceites contribuyen en muchos aspectos a la textura, sirven como vehículo de las vithinas liposolubles e influyen en el sabor de varios productos alimenticios.@elgado, 1990).
Yema de Huevo . Los huevos juegan un importante papel en la emulsificación de la mayonesa, porque ayudan a la dispersión del aceite en pequeños glóbulos y al mismo tiempo los estabilii la yema de huevo es una emulsión natural de aceite en agua en combinación con proteínas, lecitinas y otros fosfolípidos .Cuando se someten las yemas a temperaturas extremas no causan la separación del aceite.(Alvarez del Castillo, 1956).
Los ácidos. Son los principales inhibidores de crecimiento microbian0 en la e1aboració:i de mayonesa, aumentando su actividad antimicrobiana a medida que disminuye el pH de la emulsión. Los ácidos también imparten sabor en el producto y contribuyen a la formacih de la emulsión ya que favorecen la solubilidad de las proteínas presentes en la formulación.
Sal. Es un ingrediente de gran importancia en la elaboración de la mayonesa y es básica porque la sazona. Una mayonesa que no contenga la cantidad suficiente de sal, su sabor es insípida e inapetecible. La sal debe de ser de la más alta pureza.
Azúcar. Químicamente el azúcar, está formada por cristales de varios azúcares en polvo. En la industria de la mayonesa se usan dos tipos de azúcar, la de caña sucrosa y la azúcar de remolacha. Químicamente tienen la misma composición, cuando son refinados al mismo grado de purificación.(Alvarez del Castillo, 1959).
La presencia de azúcar y sal, modifican la tensión superficial, ya que los grupos polares (hidrófilos) y los no polares (hidrófobos),son absorbidos en la interfase óleo - acuosa contribuyendo con esto a la disminución de la tensión superficial.
Por otra parte y como es bien conocido, la sal actúa como bacterioestático, inhibiendo el desarrollo de microorganismos.@elgado, 1990).
Espe-cias. Las especias usadas en la condimentación de los alimentos, son sabrosas al paladar, impartiendo no solamente sabor, sino que también aroma.
i
8

En la elaboración de mayonesa dan relieve a la pasta, así también otras especias le imparten un sabor necesario. Para muchos el término de especias significa mostaza.(Aivarez del Castillo, 1956).
Orden de Agregación de los Ingredientes
La forma más segura de preparar emuisiones consiste en agregar la fase interna a la fase externa que contiene el agente emulsificante, por lo que UM manera de elaboración de la premezcla de mayonesa en el sistema por lotes o semicontinuo consiste en mezclar la yema de huevo con los ingredientes secos y una tercera parte de la fase acuosa, después el aceite es adicionado a la mezcla en una comente delgada y gradualmente aumentada, simultáneamente con las dos terceras partes restantes de la fase acuosa.
Algunos autores sugieren primero la adición de la fase oleosa primero a la mezcla de yema de huevo con los ingredientes secos, y después añadir la fase acuosa. Esto significa que la manufactura es llevada a cabo vía inversión de fases, ya que primero se forma una emulsión agua en aceite, la cual se convierte a una emulsión aceite en agua después de una cierta cantidad de agua adicionada. No obstante es muy probable que ésta inversión no se lleve a cabo por ei bajo poder hidrofilico que tienen las lipoproteínas contenidas en la yema de huevo, por lo que éste método no es recomendable.
Una recomendación importante es la de enfriar los ingredientes fluidos a una temperatura de 15.5 "C para productos hechos en mezcladores pequeños y de 10 - 15.5 "C para grandes volúmenes.@elgado, 1990; Cenzano, 1988).
Cada ingrediente tienen una función especifica y las cantidades de cada uno de ellos debe ser cuidadosamente seleccionada para obtener las caractensticas deseadas en el producto final , debido a esto la formulación de la mayonesa varía de acuerdo al productor, algunos ejemplos se muestran en la tabla I .
9

Tabla 1 _- Formulaciones Típicas de Mayonesa.
Componente I II 111 Yo Yo %
Aceite vegetal. 80
Yema de Huevo. 6
Harina de Mostaza. -
Sal. 1
AziiC¿U. 1.5
Vinagre. 4
Agua. 6.4
Mostaza o. 1
Jugo de Limón. 1
Oleorresina de paprika.-
Pimienta blanca. -
77 - 82
5.3 - 5.8
0.2 - 0.8
1..2 - 1.8
1 - 2.5
2.8 - 4.5
12.5 - 2.6 -
-
-
-
75
9
- 1.5
2.5
8.1
2.7
0.9
0.2
o. 1
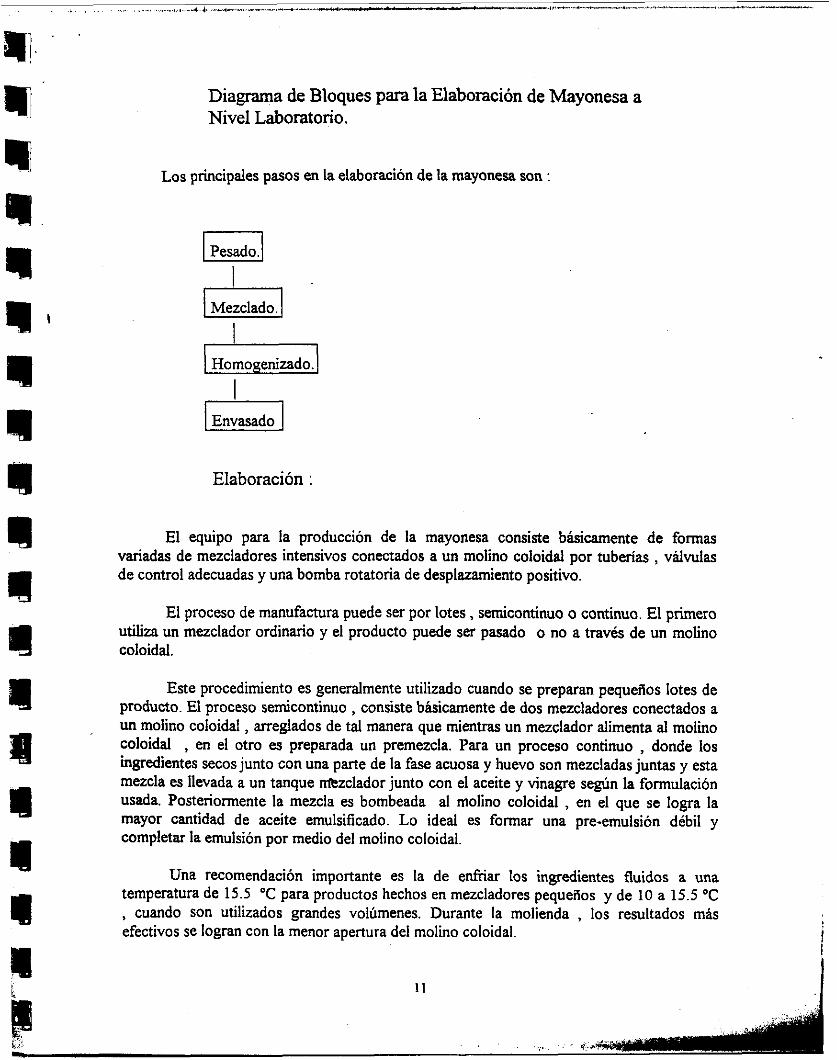
Diagrama de Bloques para la Elaboración de Mayonesa a Nivel Laboratorio.
Los principales pasos en la elaboración de la mayonesa son :
I Homogenizado.]
Elaboración :
El equipo para la producción de la mayonesa consiste básicamente de formas variadas de mezcladores intensivos conectados a un molino coloidal por tuberías , válvulas de control adecuadas y una bomba rotatoria de desplazamiento positivo.
El proceso de manufactura puede ser por lotes, semicontinuo o continuo. El primero utiliza un mezclador ordinario y el producto puede ser pasado o no a través de un molino coloidal.
Este procedimiento es generalmente utilizado cuando se preparan pequeños lotes de producto. El proceso semicontinuo , consiste básicamente de dos mezcladores conectados a un molino coloidal , arreglados de tal manera que mientras un mezclador alimenta al molino coloidal , en el otro es preparada un premezcla. Para un proceso continuo , donde los ingredientes secos junto con una parte de la fase acuosa y huevo son mezcladas juntas y esta mezcla es llevada a un tanque nfezclador junto con el aceite y vinagre según la formulación usada. Posteriormente la mezcla es bombeada al molino coloidal , en el que se logra la mayor cantidad de aceite emulsificado. L o ideal es formar una pre-emulsión débil y completar la emulsión por medio del molino coloidal.
Una recomendación importante es la de enfnar los ingredientes fluidos a una temperatura de 15.5 "C para productos hechos en mezcladores pequeños y de 10 a 15.5 "C , cuando son utilizados grandes volúmenes. Durante la molienda , los resultados más efectivos se logran con la menor apertura del molino coloidal.
11
i . I

a - La mayonesa es muy sensible a la oxidación por temperatura , presencia de
catalidores , tipo de ácido graso constituyente y por la cantidad de oxígeno disponible , una forma de alargar la vida de anaquel del producto terminado , es la inyección de un gas inerte (C02 , N2) justo antes de entrar al molino coloidal , en aproximadamente 10 % en volumen y además puede ser adicionado cuando el frasco ha sido llenado. Al equilibrio , la mayonesa es un fluido pseudoplástico ya que la viscosidad aparente decrece con el incremento de la velocidad de corte.(Alvarez del Castillo, 1956)
Control de Calidad
Una vez que el produdo ha sido envasado se somete a un análisis de control de calidad, siendo la consistencia , una de las características de más relevancia de la mayonesa ya que su sabor y aceptación están directamente relacionadas con ésta propiedad. .
Dentro de los análisis fisicoquímicos que se realizan a la mayonesa se encuentran las determinaciones de extracto etéreo , proteínas , pentóxido de fósforo , acidez total , pH e índice de peróxidos. Los análisis microbiológicos que se realizan al producto terminado dictados por la NOM son : mesófilos aerobios , grupo coliforme , hongos , levaduras , Salmonella, E.Coli y staphilococcus aureus. Las evaluaciones sensoriales que se califican en el producto ron aspecto , color, olor y sabor.(Cenzano, 1988)
12

Objetivos :
General :
La estandarización de un método a nivel laboratorio para la elaboración de mayonesa, con el fin de llevar a cabo una sustitución parcial de 25 % de la yema de huevo por el concentrado proteínico de amaranto alcalino 1 1.
Particulares
0 Determinar los tiempos y velocidades de mezclado en la fase inicial de la elaboración de mayonesa.
o Determinar los tiempos y velocidades de Homogenizado en la fase final de la elaboración de mayonesa.
Comparar la mayonesa con 25 % de concentrado proteínico de amaranto alcalino 11 contra la mayonesa elaborada con un 100 % de yema de huevo.
"
13

n P I
Metodología :
La elaboración de la mayonesa se llevará a cabo conforme la sig. formula :
Aceite vegetal.
Yema de Huevo.
Sal.
Azúcar.
Vinagre.
Agua.
Mostaza.
Jugo de limón.
%
80
6
1
1.5
4
5.4
o. 1
1
.
14
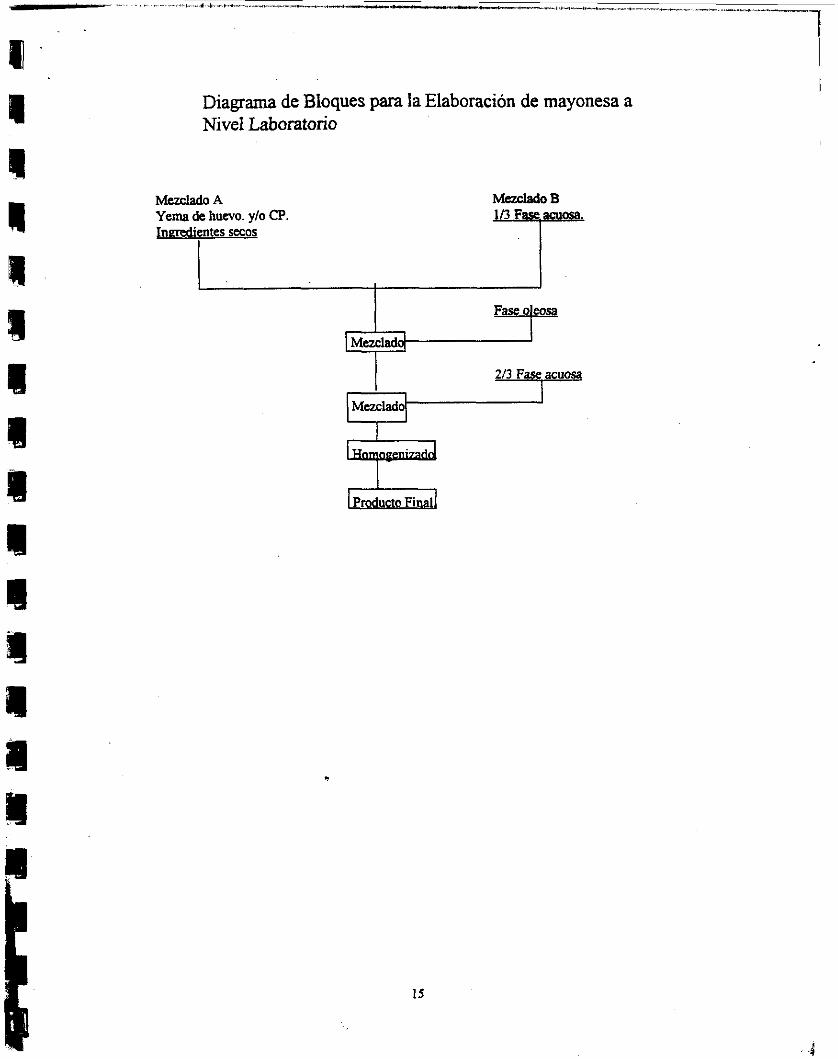
Diagrama de Bloques para la Elaboración de mayonesa a Nivel Laboratono
Mezclado A Yema de huwo. y10 D. Ingredientes secos
I
Maciado B
T I
J
Mezclado
I
"
If

n 40 a P 1 1 U !@ II 9 3 a a
I U I a
Experimentalmente se planean utdkar la sig. formulacion para la estandarización del metodo de elaboración de mayonesa y la sustitución del 25 % de la yema de huevo por el concentrado proteínico de amaranto alcalino 11.
Sustitución del 25 % de yema de huevo.
Ingrediente %
Aceite vegetal. 80
Yema de Huevo. 4.5
Concentrado Proteinico 1.5
Sal. 1
Azúcar. 1.5
Vinagre. 4
Agua. 5.4
Mostaza. o. 1
Jugo de limón. 1
Nota : Tener todos los ingredientes a una temperatura de 15.5 "C antes de realizar la elaboración.
Explicación del Diagrama de Bloques para la Elaboración de Mayonesa
, Mezclado A
Mezclar la sal con el azúcar, las especias, el concentrado proteínico alcalino 11 y la yema de huevo.
Mezclado B :
16

Ai mezclado A adicionar un tercio de la mezcla acuosa ( vinagre, agua y jugo de limón.).
Agregar al mezclado B el aceite de maíz y batir lo suficiente para romper la grasa en pequeñas gotitas.
Adicionar las dos terceras partes de la mezcla acuosa restante ( vinagre + agua) y volver a batir hasta tener la consistencia característica.
Diseño Experimental :
No.e Objetivo Varia- Ctes. Variable Niveles de No. Totai Anáiisis Xp bles respuesta Variación repeticiones exp. estadisti-
co.
1 t,Vel.de t,Vel. T,pH,ingredientes Visual 3 vel. 1 vel. 6 mezclado Y equipo. 3tiempo ltiempo
2 t,Vel.de t,Vel. T,pi%ingredientes Tamaño del 3 vel. 1 vel. 6 Gráñco Homogen Y equipo glóbulo y 3tiempo 1 tiempo ANOVA izado micmscopía
3 Conc.Prot [CP] T,pH,t,Vei,ingred Tamaño del [25] 3 3 Gráfico ientesyequipo glóbulo y ANOVA
microscopía
Planeación para cada experimento :
. Experimento No. 1
Objetivo : Determinar el tiempo y velocidad de mezclado de la fase seca con el
Variable : tiempo, velocidad. Constante : Velocidad, tiempo, ingredientes, pH, Temperatura y equipo. Variable respuesta : visual.
emulsificante, 1/3 de la fase acuosa y la fase oleosa.
17

Niveles de Variación . 3 para tiempo, 3 para velocidad. Número de repeticiones 2. Descripción del método : Mezclar 0.1 g de especias, 1 g de sal, 1.5 g de &car y 6 g de yema de huevo.
Adicionar un tercio de la fase acuosa (6 4 ml de agua + 4 g de vinagre + lg de jugo de ümón.
P
Número de material ’ 1 batidora. 3 vasos de precipitado de 250 ml.
3 1 espátula. 3 pipetas de 10 mi. 1 probeta de 50 ml.
Experimento No. 2 :
Objetivo : Medir el tiempo de homogenización en el producto. Variable : tiempo, velocidad. Constante : velocidad y tiempo de mezclado, ingredientes, pH, Temperatura y
Variable respuesta : Tamaño del glóbulo (microscopía),viscosidad. Niveles de Variación : 3. Número de repeticiones : 2. Descripción del método : Tomar el mezclado anterior y batir a diferentes velocidades
y por diferentes tiempos. Poner 1 gota de la emulsión y adicionarle I gota de Sudán Iii; cubrir, extenderla
uniformemente y colocar 1 cubre objetos sobre la muestra y 1 gota de aceite de inmersión, examinar al microscopio con la combinación adecuada del ocular ,del ocular micrométrico y del objetivo. Enfocar adecuadamente. Tomar la medida de 20 glóbulos a lo largo de la escala. Calcular el promedio.
equipo.
Número de material: 1 batidora. 1 microscopio óptico. 1 ocular micrométrico. 3 portaobjetos. 3 cubreobjetos. 1 vaso de precipitados de 250 mi. 1 espátula. Aceite de inmersión. Sudán 111.
*
18

Experimento No. 3
Objetivo : Llevar a cabo una sustil\acnrra parcial del 25 % de la yema de huevo por un
Variable : Concentrado proteínco a i c d h 3.1. Constante : tiempo, ingredientes, PH, Temperatura, velocidad y equipo. Variable respuesta : Tamaño del glbbulo !Hucroscopía) y estabilidad(centrifugación). Niveles de Variación : 1, la sustitucih del 25 % de la yema de huevo. Número de repeticiones : 3. Descripción del método : -ente se plantean utilizar ia sig.
formulacion en la cual se sustituye un 25 % de la yema de huevo por el concentrado proteínico de amaranto alcalino 11.
concentrado proteínico de amaranto (Akaiplo f 3.).
% de sustitución 25%
Ingredientes(%)
Aceite vegetal. 80
Yema de Huevo. 4.5
Concentrado Proteinico Aicaiino 11 1.5
Sal. 1
A Z i i C a r . 1.5
Vinagre 4
Agua. 6.4
Mostaza. o. 1
Jugo de limón. - 1
Nota : Tener todos los ingredientes a una temperatura de 15.5 "C antes de realizar la elaboración.
Mezclado A :
Mezclar la sal con el azúcar , las especias(opcionai) , el concentrado proteínico dcalino 11 y la yema de huevo.
19

Mezclado B :
Al mezclado A adicionar un tercio de la mezcla acuosa ( vinagre, agua y jugo de limón.) y batir. 1
Agregar al mezclado B el aceite de maíz y batir lo suficiente para romper la grasa en pequeñas gotitas.
Adicionar las dos terceras partes de la mezcla acuosa restante ( vinagre + agua) y
Número de material :
a 1
1 4 I
volver a batir hasta tener la consistencia caracteristica.
1 microscopio óptico. 1 ocular aicrométrico. 9 portaobjetos. 9 cubreobjetos. 5 vaso de precipitados de 250 ml. 1 espátula. 1 balanza analítica. 1 batidora. 1 refrigerador. ? pipetas de 10 ml. 1 probeta de 50 y 100 mi. 1 potenciómetro Aceite de inmersión. Solución Buffer. Agua destilada.
...
,
20

a L1 m
e .
Lugar de realización : Departamento de B i l o g i a U M , Lab. S - I 56,
Duracióny Etapus : Se planea una duración de 6 meses a partir de la fecha de inicio.
Se realizará en tres etapas
1' etapa : Determinación de la velocidad y b p c de mezclado 2 meses de duración.
2" etapa : Determinación de tiempo: y veiocid~ks de homogenizado con una duración de 2 meses.
3" etapa : Obtención del concentrado protebico alcalino 11 e introducción de éste en la elaboración de la mayonesa con una duración de 2 meses.
Licenciatura que Comprende : Ingenieria de los Alimentos.
Número de Participantes : Un estudiantes de !a carrera Ingeniería de los Alimentos
Recursos Necesarios :
a) Harina de amaranto y reactivtoa !jara la obtención del concentrado proteínico. b) Ingredientes para la elaboracikn de mayonesa c) Mezclador, homogenizador y refrigerador para elaborar la mayonesa.
r. Jorge Soriano Santos. "C" Tiempo Completo.
Tiempo de Dedicación : 4 h. diarias; 20 horas a la semana.
Criterios de Evaluación : Presentación del reporte final
21

U pl B U B
. .
a .
3
Estandarización de un Método de Elaboración de Mayonesa para la Incorporación del Concentrado
Proteínico de Amaranto Alcalino 11.
PJPORTE FINAL.
a el desarrollo del proyecto lo primero que se hizo fue obtener el concentrado p.. proteínico de amaranto y caracterizarlo químicamente para asegurarnos de que éste cumpliera con las condiciones para ser llamado concentrado proteínico.
. Obtención del Concentrado Proteínico de Amaranto Aicaiino - 1 1 .
e procedió primero a desengrasar la harina de amaranto comercial (COPRAM), S ésta se desengraso con acetona en una relación de 5:l (mi. acetona : g. harina de amaranto), con agitación constante durante 16 hr. en un baño de hielo; por filtración al vacío se separo la harina desengrasada de la acetona, y se procedió a secar la harina desengrasada a temperatura ambiente por 24 hr, transcurrido ese tiempo se pulverizó finamente y se guardo para su utilización.
L a harina ya desengrasada se solubilizó en agua destilada al 10 % @/v); se ajustó el pH a 11 con NaOH O. 1 N, y se mantuvo en agitación constante a temperatura ambiente por 1 k, regulando el pH para que este se mantuviera constante; la solución obtenida se sometió a centnfugación de 5, O00 r.p.m. durante 10 min., el precipitado obtenido se desecho y al sobrenadante se le ajustó el pH a 4 con una solución al 10 % de ácido tricloroacético y se volvió a someter a centnfugación a 10,000 r.p.m. durante 20 min. El sobrenadante obtenido de la segunda centrifugación fue desechado mientras que el precipitado fué secado en estufa durante 48 hr. a 40 OC, el produ&o obtenido (Concentrado Proteínico de Amaranto Alcalino - 11) después de ese tiempo fue pulverizado y guardado en refrigeración hasta su utilización.
Renddento del CPA - 11 .= 15.77 g. 13.68 g. (a) por cada 100 g. de COPRAM. a Medii y derviaci6n ENndu de 6 WMona.
22
I

Análisis Químico Proximal del Concentrado Proteínico de Amaranto Aicaiino 11 (CPA - 11).
a vez obtenido el CPA - 11, se procedió a su d s i s bromatológico, el cuai w comprendió la determinación de proteínas, grasa y humedad pos ser éstos los que interesaban para su identificación.
Determinación de Proteína. Se realió mediante el método de micro Kjeldahi siguiendo los siguientes pasos :
1.
2.
3.
4.
5.
6.
Se mezclaron en un matraz para digestión de Kjeldahi 2 mi de ácido suifúrico concentrado, 0.8 g. de catalizador para digestión Kjeldahi y 0.12 g. del CPA - 11, y se adicionaron 12 perlas de ebullición, se digirió la mezcla por aproximadamente 4 hr.
Una vez digerida la solución ésta fué diluida con un mínimo de agua y transferida al aparato de microdestilación Kjeldahl y se abrió la llave de paso manteniendo la mezcla en el evaporador del aparato.
Se adicionaron aproximadamente 15 mi de un solución de NaOH al 40 YO.
Se comenzó a destilar, recibiendo el destilado en 10 mi de un solución de ai 2 % con 4 gotas del indicador (sol. alcohólica de rojo de metilo ai 0.2 % y sol. acuosa de azul de metileno al 0.1 % en partes iguales) por 5 - 10 min.
El destilado se tituló con HCI 0.1 N hasta el vire del indicador. Se comó un blanco conjuntamente a las m e v .
El contenido de proteína cruda se calculó de la siguiente manera :
YO Proteína = % N ~ x factor
( H C l m - H C l ~ m w ) X 0.014 X N H C ~ x 100 Yo Nz = ---------_----------____I____________
Peso MUESTRA
23
i

Determinación de Grasa. Se realizó mediante el método Soxhlet siguiendo los siguientes pasos :
1.
2.
3.
4.
5.
6
1.
2.
3
Se colocaron los matraces de bola de 100 ml en la estufa a UM tempemtun de 100 "C hasta obtener peso constante(aproximadamente 24 hr.).
En conos para determinación de grasa se colocaron 2 g. del CPA - 11, dichos conos con las muestras se colocaron en los tubos soxhlet
A los matraces a peso constante se les adicionó 50 ml de acetona y se montó todo el equipo soxhlet arrancando el desengrasado durante 4 hr.
Transcumdo el tiempo de desengrasado se destiló de los matraces de bola la acetona, concentrándose solamente la grasa.
Los matraces de bola con la grasa se mantuvieron en la estufa a 80 OC hasta obtener peso constante (aproximadamente 24 hr.)
La determinación de grasa se hizo conforme a los siguientes cálculos :
Determinación de Humedad.
Se colocaron cajas de petri en la estufa a 100 O C hasta peso constante (aprox. 24 hr.).
A las cajas con peso constante se agregaron 5 g. de CPA - 11 y se volvieron a colocar en la estufa a 100 O C hasta tener peso constante (aprox. 24 hr.).
El porciento de humedad se determinó mediante la siguiente fórmula :
Peso MuGstra BASE -DA - Peso Muestra BASE SECA
100 "/o Humedad = ............................................................... x Peso Muestra BASE mA
Los resultados obtenidos muestran en el siguiente cuadro . E
para las determinaciones
< de proteínas, grasa Y humedad se
24

COMPOSICI~N EN BAS IT':. EDA.
*COPRAM **HP/ - 3 - 29. CPA - 11.
Yo Proteína 26.86 28.8;. ::J.46 b 68.2633.85 b % Grasa 14.04kO.67 a 4.05-ii3.05 a 1.2733.1 a % Humedad 8.44H.16 a 9.42M.29 a 7.54333.47 a
M d a y davllci6n Edindar de 3 r@C¡OIIQ
b MadiiYDesviMh EnLdvde 5 +n& . C d Roteiniai de AmwM. ** Hirúu Rotcinica de AmKanto Dewngnudr
COMPOSICI~N EN BASE SECA.
COPRAM HPAD - 29 CPA - 11 YO Proteína 31S2 31.81 73.82 % Grasa 15.33 4.47 1.37
Resultados para cada Experimento.
Experimento 1. Determinación del tiempo y la velocidad de mezclado de la fase seca con el emulsificante (yema de huevo), 113 de la fase acuosa y la fase oleosa.
ara determinar el tiempo de mezclado, simplemente se tomó el tiempo que P tardaba en ser adicionada la fase oleosa a 113 de la fase acuosa, esto es, ya que la fase oleosa se adiciona gota por gota con el fin de tener glóbulos de grasa de tamaño pequeño que sean más fáciles de mezclar con la fase acuosa para poder formar la emulsión; la variable respuesta para éste experimento es del tipo visual por lo que se establecio una velocidad constante de 6 y se tomó el tiempo, el cual fué de 40 min., el equipo utilizado fue una batidora marca Sunbeam de 12 velocidades, un baño de hielo, un frasco de vidrio y un agitador.
25

P
1
I
VELOCIDAD DE MEZCLADO DE LA FASE ACUOSA.
Mediante el mismo procedimiento mantenido para adicionar la fase oleosa a 1B de la acuosa, se determinó el tiempo de adición de la fase acuosa restante (2/3), obteniéndose los siguientes resultados :
V = 6 t=5min.
Experzmento 2. Determinación del tiempo y la velocidad de homogenización.
a vez determinados la velocidad y el tiempo de mezclado de la fase seca con el zc" emulsiñcante (yema de huevo), 1/3 de la fase acuosa y la fase oleosa, (vel. 6, t = 40 min.), y el tiempo y velocidad de mezclado de la fase acuosa restante (vel. 6,t = 5 min.), se preparó la emulsión y con ésta se procedió a determinar el tiempo y la velocidad de homogenización
La determinación de la velocidad de homogenización se realizó tomando tres velocidades como variables y manteniendo el tiempo constante; para cada velocidad se realizaron tres repeticiones, las velocidades manejadas en el experimento fueron de 8, 10 y 12, la variable respuesta fué el tamaño de glóbulo obtenido en la emulsión, éste fue determinado a través de microscopía, tomando el tamaño de 20 glóbulos para cada repetición; para facilitar la observation se procedió a identificar el tipo de emulsión formada, agregando a la muestra 2 gotas de Sudan III, los resultados obtenidos son los siguientes :

- Velocidad
8
Tiempo ' Tmaiiodel Frecuencia Meda Desviación Glóbulo (micrm) X (micrm) Estánahr
2 3 3 6 4 9
6 24 7 9
. 10 3
5 min. 5 3 5.28 1.13
3 3 5 33
8 15 10 6
10 5 min. 6 3 6.01 1.87
3 18
5 15 12 5 min. 4 15 4.41 1.41
En los experimentos mostrados anteriormente se mantuvo la temperatura de 10 - 15 O C .
.
21

Conclusiones de los Experimentos 1 y 2.
La velocidad que se utilizará para el mezclado será de 6 durante 40 min., ésta velocidad se midió en base a la velocidad de agregación de la fase oleosa.
Para el homogenizado se utilizará una velocidad de 12 durante 5 min.; se eligió esta velocidad ya que se realizó un análisis estadístico de varianza de una sola vía a través del programa NCSS, y se demostró que existe una diferencia significativa a un nivel de confianza de 95 y 99 % en las determinaciones realizadas; y analizando la gráfica de medias generales, se observa que a una "velocidad de 12 y un tiempo de 5 min. se obtiene el tamaño de glóbulo más pequeño y la desviación estándar menor. En base a éstos resultados se ha obtenido la estandarización del método de elaboración de mayonesa por lo que el diagrama de bloques que se siguió para la continuación de éste proyecto es el siguiente :
28
l_l__~.l_ll_

Diagrama de Bloques :
6gYemadeHuevO,lg~,l.Sgazú y 0.lg m0st;ua
I 1 I 1 2.13 mi agua0.33 mi jugo de limón
1.33 mi de vinagre.
Mezclar con 80 g. de aceite a
3.87 mi agua.0.77 mi de jugo de limon
Homogeneizar a una V=12 y ~ ' i m i n . e 1 ProducioTerminado. 1
1. Se mantienen los ingredientes a aproximadamente 10 - 15 "C y se procede a pesar 6 g. de yema de huevo, la cual se mezcla con Ig. de sal, 1.5 g. de azúcar y 0.1 g. de mostaza.
2. Se adiciona a la mezcla antenor 1/3 de la fase acuosa y se mezclan bien con un agitador de vidno.
3. Se coloca la mezcla antenor en un frasco de vidno y en un baño con hielo; se comienza a agregar 80 g. de aceite manteniendo una velocidad de 6 en la batidora con una sola aspa durante 40 min.
4. Se agregan las 2/3 partes rqstantes de la fase acuosa y se bate a una velocidad de 6 durante 5 min.
5. Se lleva esta mezcla aun en baño de hielo a una velocidad de 12 durante 5 min. para homogenizar.
6 . Se toma una alícuota de la mayonesa obtenida y se coloca en un portaobjetos, se le agregan dos gotas de Sudan 111 y se identifica eltipo de emulsión formada.
29
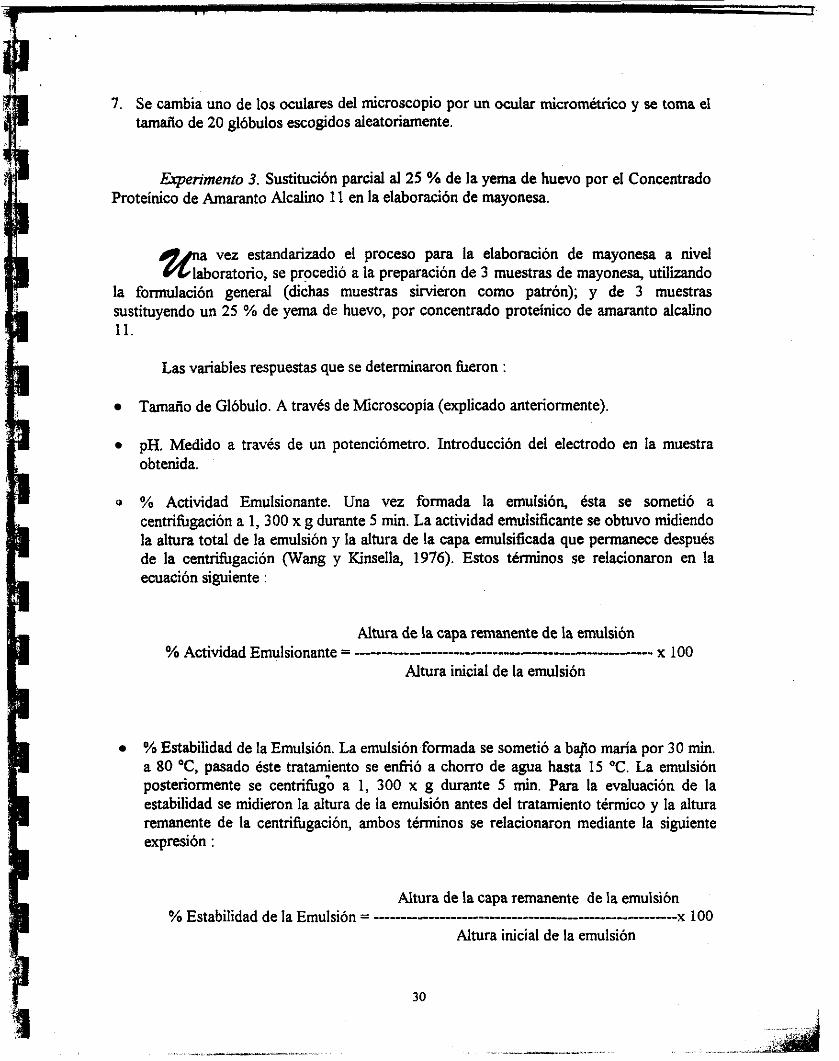
7. Se cambia uno de los oculares del microscopio por un ocular micrométrico y se toma el tamaño de 20 glóbulos escogidos aleatoriamente.
Eperimento 3. Sustitución parcial al 25 % de la yema de huevo por el Concentrado Proteínico de Amaranto Alcalino 1 1 en la elaboración de mayonesa.
a vez estandarizado el proceso para la elaboración de mayonesa a nivel 2v laboratorio, se procedió a la preparación de 3 muestras de mayonesa, utilizando la formulación general (dichas muestras sirvieron como patrón); y de 3 muestras sustituyendo un 25 'YO de yema de huevo, por concentrado proteínico de amaranto alcalino 11.
Las variables respuestas que se determinaron fueron :
Tamaño de Glóbulo. A través de Microscopía (explicado anteriormente).
pH. Medido a traves de un potencihetro. Introducción del electrodo en la muestra obtenida.
o % Actividad Emulsionante. Una vez formada la emulsión, ésta se sometió a centrifugación a 1,300 x g durante 5 min. La actividad emulsificante se obtuvo midiendo la altura total de la emulsión y la altura de la capa emulsificada que permanece después de la centrifugación (Wang y Kinsella, 1976). Estos términos se relacionaron en la ecuación siguiente :
%Estabilidad de la Emulsión. La emulsión formada se sometió a bajío maria por 30 min. a 80 O C , pasado éste tratamiento se enfnó a chorro de agua hasta 15 "C. La emulsión posteriormente se centrifuio a 1 , 300 x g durante 5 min. Para la evaluación de la estabilidad se midieron la altura de la emulsión antes del tratamiento térmico y la altura remanente de la centrifugación, ambos términos se relacionaron mediante la siguiente expresión :
30
. . _"XI,-.__.,,.- .... ...

Tipo de Emulsión formada. Se determino a través de la adición a UM diniota del colorante Sudan In.
Los resultados obtenidos se muestran en el simiente cuadro.
1
~~ - E- 3,
i
I Muestra Media del UH % Estabilidad % Actividad Tioo de k 1 Tamaño de de la Emulsionante Emulsión.
Glóbulo Emulsión (mitras)
Patrón 4.41 k 1.41a 3.26 _+ 0.15 84 k 5.2 9 9 k l a olw 25 Ya de CPA 6.28 -f. 3.03a 3.48 k 0.10a 69.66 k 9 9 k l a olw
, ..
31
Discuswnes y Conclusiones del Proyecto.
Concentrado Proteínico simplemente se refiere a una purificación parcial de
estandarizados del contenido proteínico de concentrados y aidados de diferentes fuentes proteicas, sin embargo, en el caso de granos como el cártamo y la soya, entre otros, se considera que una harina de alto contenido proteínico contiene entre 50 % y 60 %; un concentrado proteínico entre 60 % y 80 % y un aislado más del 80 %.(Soriano y Córdoba - Salgado, 1994).
w una ó varias proteínas provenientes de diversas fuentes; no existen valores
Como se observa en el análisis bromatológico hecho al producto obtenido de la harina desengrasada de amaranto a través de la solubilización alcalina a pH 1 1 (CPA - 1 i), éste tiene un 73.82 % de proteína en base seca, por lo tanto cumple con los requisitos para ser llamado “Concentrado Proteínico”, y su uso como tal es permitido.
Actualmente se sabe que la semilla de amaranto contiene entre 12 y 18 ‘YO en peso seco de proteína, que es superior al contenido que presentan los cereales más comunes en la dieta nacional ( maíz 8.5 % y trigo 12 %), además la composici6n en aminoácidos esenciales de las proteínas del amaranto es similar a los patrones recomendados por la F A 0 (Bressani y García Vela, 1990), ésto convierte al amaranto en UM fuente potencial de proteínas de origen vegetal de calidad nutrimental similar a la caseína de la leche (Singhal y Kukanii, 19888), por lo cual éstas proteínas pueden ser utilidas como complementos alimenticios en alimentos deficientes en aminoácidos ó como estabilizadores en alimentos
Es en base a sus propiedades funcionales y al uso que se le vaya a dar que se eligen tales o cuales proteínas para ser introducidas en algunos alimentos; las propiedades funcionales rdejan atributos intrínsecos de las proteínas tales como composición, secuencia de aminoácidos, conformación, estructura, así como posibles interacciones con otros componentes de los alimentos. Las propiedades funcionales de las proteínas son afectadas por variables de su entorno fisicoquímico como el pH, la temperatura, la fuerza iónica, el método de extracción utilido, etc. (Kinsella, 1979)
El Dr. Soriano Santos y col. han logrado obtener 6 diferentes concentrados proteínicos de la semilla de amaranto por diferentes métodos de solubilización, y han identificado las propiedades funcionales de cada uno de éstos concentrados, dichos resultados se muestran en los cuadros siguientes :
32

... 4l ) / , . . *',
2 3 4 5 6 7 8 9 10
PH
ABSORCIÓN DE AGUA Y ACEITE DE CONCENTRADOS PROTEÍNICOS DE AMARANTO.
33
_I

80
x)
1: w
10 , 6 a PH
-4- -m-- + P M m - l O *plciRo-ll
*m k
34

Como se observó el Concentrado Proteínico de Amaranto Aicaiino - 1 i presentó la myor solubilidad a pH menores a 4.5, presenta una buena absorción de agua y la mayor absorción de aceite, su actividad de ds i f i cante fué la mayor a pH entre 3 y 6, y su M i d a d de emulsificación a pH 4 solamente fué superada por el Concentrado Proteínico de Amaranto Alcalino - 10.
Por los factores mencionados anteriormente, y considerando que la mayonesa se encyentra en un rango de pH de 3.4 - 4.8 (NOM) se tomb el Concentrado Proteínico de -to Aicalino - 11 como un posible sustituto de la yema de huevo en la elaboración de la mayonesa.
Hoy en día, la mayoría de la gente tiene un entusiasmo exagerado e irracional por conocer los efectos de la dieta sobre el colesterol en el plasma sanguíneo. Pero i de dónde viene este fanatismo hacia el colesterol ? Pues bien, ésta actitud se remonta al año 1968, cuando la Asociación Americana del Corazón empezó a publicar un programa dietético para . - reducir las concentraciones de colesterol en el piasma con el ñn de prevenir la enfermedad coronaria.(Braveman, 1994).
Por ésta razón, actualmente se buscan sustitutos que puedan disminuir los niveles de colesterol de los alimentos, hay que tomar en cuenta que dentro de los alimentos con mayor contenido de colesterol se encuentra la mayonesa, por ésta razón el Concentrado Proteínico de Amaranto Alcaiino - 11 brinda la posibilidad para continuar el consumo de éste alimento pa0 con un menor contenido de colesterol.
Para obtener las velocidades de mezclado tanto de la fase acuosa como de la fase leosa, simplemente se tomo como variable respuesta la observación visual, ya que es
ado agregar las fases gota a gota para evitar la ruptura o la inversión de la de no hacerse así, el agente emulsificante no podría formar la camisa o película
eite, o formaría glóbulos de un tamaiío elevado.(Álvarez del
El tiempo utilizado para el mezclado de la fase oleosa fué de 40 min. con una ocidad constante de 6; el tiempo de mezclado de la fase acuosa fué de 5 min.
endo la misma velocidad de mezclado de la fase oleosa, con &os tiempos y ocidades se obtenía un mezclado homogéneo, cremoso, de color blanco - café, con
erísticas de mayonesa. - ogenizado se mantuvo constante un tiempo de 5 min. con 3 e al análisis de medias del tamaño de glóbulo obtenido se eligió
de 12 como la mejor ya que ésta daba el menor tamaño de glóbulo, ésto es te porque en emulsiones se busca tener el menor tamaño de glóbulo posible para
la separación de las fases; en la mayoría de las emulsiones alimenticias el diámetro de dispersas está comprendido entre 0.1 y 50 micras, con un grado variable de
en tomo del valor medio.(Cheíiel, 1991).
35
. -. ,~ ---,-,

En cuanto a la mayonesa preparada con el CPA - 11 se observó que éste concentrado es capaz de formar la emulsión requaida para la mayonesa (olw), ai parecer su incorporación parcial a la mayonesa disminuye la estabilidad de la emulsión hasta un 69.66 % aunque la actividad emulsionante no se ve afectada, por lo tanto creemos que otros componentes de la yema de huevo proporcionan una estabilidad mayor a la mayonesa y que a i ser reducidos se ve reducida también la estabilidad de la emulsión, otra causa por la que el % de estabilidad de la emulsión se pudo haber visto reducida es que en el calentamiento previo para determinar éste factor el agente emulsionante (CPA - 11) como está formado por proteínas haya sufrido modificaciones químicas como desnaturalización de aigunas proteínas; aunque el tamaño medio d: glóbulo resultó mayor en la mayonesa con CPA - 11, éste no es de un tamaño muy excsivo por lo que podría considerarse como aceptable, se hicieron las pruebas de tamaño medio de glóbulo y pH a 5 marcas comerciales, las otras pruebas no fueron realizadas ya que éstas mayonesas presentaban en sus ingredientes estabiiiidores por lo cual los resultados no serían funcionales, los resultados obtenidos se muestran a continuación :
Muestra Media del PH YO Estabilidad % Actividad Tipo de Tamaño de de la Emulsionante Emulsión.
Glóbulo Emulsión (micras)
Patrón 4.41 t 1.41a 3.26 f 0.15 84 t 5.2 9 9 f la o/w 25 %de CPA 6.28 k 3.03a 3.48 t 0.10a 69.66 f 99’ l a o/w
I 10.89a 1 3.68 - - o/w
1.71a 3.74 - - o/w 6.93 f 4.01a 3.31 - - o/w
m ‘ s 5.48k 3.11a 3.69 - - - o/w
I
El tamaño de gióbulo “recomendado” para obtener una buena estabiiidad es, eralmente asociada con un tpaño de gotas dispersas en promedio de 2 a 4 micras
hzano, 1988), como se observa en el cuadro anterior todas las mayonesas, tanto las Oradas en el laboratorio como las comerciales están fuera de éstos rangos, sin embargo h caen dentro de los límites permitidos para tamaño de glóbulo (O. 1 - 50 micras).
Aunque existen variaciones en el pH de todas las muestras, casi todas caen dentro de permitidos los cuales son de 3 4 a 4.8 (NOM)
36

En general lo que se busca en las emulsiones es tener la menor velocidad de w d n de las fases; ai tener los @óbulos g r a s ~ s una densidad infaior a la del líquido en
que se encuentran emulsionados, tienden a elevarse hacia la super6cie.
La velocidad de ascensión de 10s @óbulos depende de varios factores que se resumen en la fórmula clssica de Stokes, de fácil interpretación :
L a velocidad es proporcional a la dimensión de los gibbulos(radio), a la dfiencia entre la densidad del medio no gr:iso (dm) y la de la grasa (dl) y a la fuerza aplicada (g). Es inversamente proporcional a la viscosidad (n) que frena los movimientos de las partícuías.(Alais, 1984).
Con los factores mencionados anteriormente se entiende aun más la importancia del tamaño de glóbulo en las emulsiones y la importancia de mantener un control sobre la temperatura en el proceso de elaboración, para evitar que la diferencia de densidades se vuelva mayor (la velocidad de la grasa decrece más rápidamente que la del medio), y por lo tanto la velocidad de separación de las fases se vea aumentada.
Aunque experimentalmente no se cuantificó la cantidad de colesterol, cómo éste está asociado a la yema de huevo suponemos que al ser reducida la cantidad de yema de huevo utilizads se reduce por ende la cantidad de colesterol presente en la mayonesa, una
evo por el Concentrado Proteínico de Amaranto Aicaüno o de colesterol presente en la mayonesa.
La sustitución del 25 % de yema de huevo por Concentrado Proteínico de Amaranto calino - 11, dio un producto de características similares a la de la mayonesa, con UM
or cantidad de colesterol en el producto, por lo tanto ésta sustitución parcial puede ser os con niveles altos de colesterol como la mayonesa, con
enor contenido de éste compuesto.
,I
37

6g Bibliografia :
. &is, Ch. 1984., Ciencia delaLeche. C.E.C.S.A. México. pp. 75 y76.
Alvarez de Castillo y del Moral J. 1956., Mayonesa industrial., Tesis, UNAM.
AOAC 1980 ;Official Methods o f Analysis of the Association o f Analytical Chemisrty.Published by the Association of Analytical Chemistry. Washington D. C.
udui S. 1990.; Química de los Alimentos.; 2' ed.; Ed Aihambra.; México D.F.; pp. 517
Becher P. 1972.; Emulsiones, Teona y Práctica.; 2" ed.; Ed Blume.; Madrid España.; pp. 365 - 369,375 ~376.
f?nmm 1994 ; Dichos y Hechos Sobre el Colesterol.; Soyanoticias Vol. ii.; ociación Americana de Soya.; pp. 18 - 23.
ani, R. and García*- Vela, L. A. 1992 Agric. Food Chem. 40,937
O 1. 1988 ; Elaboración , Análisis y Control de Calidad., Ed. A. Madrid Vicente España., pp. 358 - 364.
38

.I
,.;!.;2dj;,!!. Charley H. 1987 ; Tecnología de Alimentos., Ed. Limusa., México., pp. 263,267 -
. Cheftel, J. c. 1991. Proteínas Alimentarias Ed. Acribia. Zaragoza España. pp. 49 - 104.
Delgado Cázares Rosa Ileanu 1990 ; Desarrollo de una Formulación y Tecnología para la elaboración de Mayonesa., Tesis Fac. Quim. UNAM.
'e Kinsella, F. J. 1979., Am. Oil Chem. Soc. 56,242.
Singhal, R. and Kulknmi, D. R. 1988., J. Food Sci. and Tech . 23, 125.
'I Soriano Santos J. 1993., Caracterización Parcial de un Concentrado Proteínico del Grano de Amaranto.; Ciencia Vol. 44 No. 4a.
Soriano santos J. 1993., Características de Solubilidad del Nitrógeno de un Concentrado Proteínico de Amaranto ; Ciencia Vol. 44 No. 4b.
soriano Santos J. 1992.; El Amaranto y la Calidad Nutritiva de las Dietas Precolombinas.; Productos flatwales Vol. I.; pp. 218 - 228.
. , Soriano Santos J. M. A. Córdoba - Salgado 1994 ; Evaluación de Diferentes Métodos de Extracción del Nitrógeno para la Obtención de Concentrados Proteinicos de Semilla de Amaranto.; U M , Depto. de Biotecnologia.
. ,
39

- S - 1980., Ad=- p a
westport, Connecticut., pp.
.