desarrollo e implementación de una metodología para la...
TRANSCRIPT
Proyecto Fin de Carrera
Ingeniería Industrial
Desarrollo e implementación de una metodología
para la verificación y calibración de extensómetros
uniaxiales.
Autor: Álvaro Herrera Romero
Tutor: José Cañas Delgado
Dep. Mecánica de Medios Continuos y Teoría de Estructuras
Grupo Elasticidad y Resistencia de Materiales
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015
Proyecto Fin de Carrera
Ingeniería Industrial

Proyecto Fin de Carrera
Ingeniería Industrial
Desarrollo e implementación de una metodología
para la verificación y calibración de extensómetros
uniaxiales.
Autor:
Álvaro Herrera Romero
Tutor:
José Cañas Delgado (Universidad de Sevilla)
Dep. Mecánica de Medios Continuos y Teoría de Estructuras Grupo de Elasticidad y Resistencia de Materiales
Escuela Técnica Superior de Ingeniería Universidad de Sevilla
Sevilla, 2015

Proyecto Fin de Carrera: Desarrollo e implementación de una metodología para la verificación y calibración de extensómetros uniaxiales.
Autor: Álvaro Herrera Romero
Tutor: José Cañas Delgado
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros: Presidente: Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2015
El Secretario del Tribunal


i
Agradecimientos
En primer lugar me gustaría darle las gracias a mi tutor José Cañas Delgado por darme la
oportunidad de realizar este proyecto y por su esfuerzo y atención durante la realización de éste.
También me gustaría darle las gracias a mi familia, que durante toda la carrera me ha apoyado y
ayudado a seguir adelante.
Gracias también a mis amigos, tanto a los de siempre como a los que he encontrado durante estos
años en la etsi, que han compartido conmigo no sólo mañanas y tardes de biblioteca sino también
muy buenos ratos de risas y me han brindado siempre su apoyo y comprensión.
No podría terminar sin darle las gracias a Maria por su inestimable ayuda durante estos años, sin la
que con toda seguridad, estaría todavía preparándome algún que otro examen. Gracias por estar
siempre pensando en lo mejor para mí, aunque a veces no supiera apreciarlo.


iii
Resumen
El objetivo de este proyecto es la realización de un programa en EXCELL para calibrar
extensómetros uniaxiales, siguiendo las normas internacionales UNE EN-ISO 9513:2013 y ASTM
E83-10a.
Este proyecto surge de la necesidad de contar con un procedimiento de calibración propio por parte
del Laboratorio de Elasticidad y Resistencia de Materiales (LERM) y de la empresa Testing and
Engineering of Aeronautical Materials (TEAMS). Este procedimiento permite, entre otras cosas,
ahorrar en costes, disminuir el periodo entre calibraciones y realizar una calibración personalizada.
El proceso de calibración consiste en aplicar incrementos de longitud al extensómetro a lo largo de
su rango de apertura o de cierre, dependiendo de si la calibración se desea realizar a tracción o a
compresión, utilizando un aparato muy preciso que denominaremos “aparato de calibración”.
Posteriormente se calculan los errores de exactitud del extensómetro comparando la lectura dada
por este con la proporcionada por el aparato de calibración. En este proyecto se ha empleado la
máquina EPSILON 3590VHR como aparato de calibración. Posteriormente se calcula el error en
la longitud inicial del extensómetro y su resolución. Para calcular el error en la longitud inicial se
toman 3 medidas de esta, y se compara la media de ellas con la distancia inicial nominal. Utilizando
estos 3 parámetros se clasifica el extensómetro de acuerdo a los criterios indicados en las normas
antes mencionadas.
Después de clasificar la cadena extensométrica, es necesario realizar una estimación de la
incertidumbre de medida asociada al proceso de calibración. Para realizar estos cálculos se siguen
las directrices indicadas en las normas anteriores, aunque éstas dejan libertad al usuario para
considerar las contribuciones a la incertidumbre que se crean oportunas, siempre que se tengan en
cuenta las contribuciones mínimas indicadas en las normas.
Una vez programada ésta herramienta, se ha realizado la calibración de varios de los extensómetros
existentes en las instalaciones del LERM y se han comparado los resultados obtenidos con los que
se resultantes en la última calibración de dichos extensómetros por parte de una empresa externa. PALABRAS CLAVES: Extensómetro, procedimiento de calibración, determinación de incertidumbres de medición.


v
Abstract
The aim of this project is to develop an Excel program, which allows the calibration of uniaxial
extensometers, following the international standards UNE EN-ISO 9513:2013 y ASTM E83-10a.
This project arises from the need of Laboratorio de Elasticidad y Resistencia de Materiales (LERM)
and the company Testing and Engineering of Aeronautical Materials (TEAMS) of having their own
calibration procedure. This procedure allows reducing both time and costing as well as the
possibility of having a personalized calibration program.
This calibration procedure consists of applying displacement increments to the extensometer to be
calibrated by using a highly accurate device (from now on “Verification Apparatus”). These
displacement values can be either for opening or closing (tensile and compression) among a part or
the total range of the device. Once the required displacement is reached, measurement accuracy
errors are calculated. In order to do so, one has to compare the displacement values applied with the
Verification Apparatus and the displacement values displayed by the extensometer. For the purpose
of this project, EPSILON 3590 VHR has been used as the Verification Apparatus. After this step,
it is necessary to calculate the gauge length measurement error and its resolution. For these
calculations, three measurements are taken, and then, the average value of these measurements is
compared with the nominal gauge length value. By using the three parameters described above
(measurement accuracy error, gauge length measurement error and its resolution) together with the
indications of the international standards consulted, it is possible to classify the extensometers.
Once the extensometer is classified, it is necessary make an estimation of the measurement
uncertainty associated to the calibration process. In order to calculate it, international standards have
to be consulted. However, these procedures give the user a certain degree of freedom as the
uncertainty distributions can be freely selected. Nevertheless, these distributions have to satisfy the
minimum contributions given by the standards.
In order to have some values to work with, a comparison between different extensometers from
LERM has been performed. It was also found interesting to make a comparison between the values
obtained using the procedure described in this project and the values provided by an external
calibration company.
KEY WORDS: Extensometer, calibration procedure, measurement uncertainty determination.

vi

Índice
vii
Índice Agradecimientos i
Resumen iii
Abstract v
Índice vii
Índice de tablas ix
Índice de figuras xi
1 Introducción 13
2 Objetivo y alcance del proyecto 19
3 Calibración de los extensómetros según normas 20
4 Metodología para la calibración de extensómetros 24 4.1 Definiciones Previas 24 4.2 Equipos y materiales empleados 25 4.3 Operaciones previas a la calibración 27 4.4 Datos Generales a suministrar al programa 29 4.5 Toma de datos 34 4.6 Introducción de los datos en el programa 40
5 Tratamiento de datos 41 5.1 Cálculos 41
5.1.1 Cálculos indicados en la norma UNE EN-ISO 9513:2013 41 5.1.2 Cálculos indicados en la norma ASTM E83-10a 44
5.2 Introducción a la estimación de incertidumbres de medida. 47 5.3 Estimación de incertidumbres según UNE EN-ISO 9513:2013. 52 5.4 Estimación de incertidumbres según ASTM E83-10a 56 5.5 Elaboración del informe de calibración. 58 5.6 Registro de calibración. 61
6 Ejemplo de aplicación 64
7 Conclusiones y desarrollos futuros. 74
8 Bibliografía 75
9 Anexos 76 9.1 Manual de usuario del aparato de calibración 3590VHR 76 9.2 Posibles modificaciones a realizar al programa de calibración. 81
9.2.1 Introducción de un nuevo extensómetro. 82


Índice de tablas
ix
ÍNDICE DE TABLAS
Tabla 1. Catálogo de Extensometros Clip on 17
Tabla 2. Criterios de clasificación de la norma UNE 21
Tabla 3. Criterios de clasificación de la norma ASTM 22
Tabla 4. Intervalos de medida para una evalauación del 10% del recorrido del extensómetro 23
Tabla 5. Intervalos de medida para una evaluación del 100% del recorrido del extensómetro 23
Tabla 6. Símbolos y designaciones 25
Tabla 7. Criterios de desviación expandida del aparato de calibración 26
Tabla 8. Clasificación de la cadena extensométrica según la norma UNE EN-ISO 9513:2013 42
Tabla 9. Clasificación de la cadena extensométrica según la norma ASTM E83-10a 45
Tabla 10. Valores de K en función de sus grados de libertad para una p = 95% 51
Tabla 11. Valores máximos típicos de Incertidumbre de las cadenas extensométricas 55

Índice de Figuras
xi
ÍNDICE DE FIGURAS
Fig. 1. Pirámide de Ensayos 13
Fig. 2 Diferentes tipologías de extensómetros uniaxiales 15
Fig. 3. Galgas extensométricas adheridas a las patas de un extensómetro Clip-On 16
Fig. 4. Esquema del puente de Wheatstone 16
Fig. 5. Esquema de los intervalos y rangos de calibración 29
Fig. 6. Datos generales 30
Fig. 7. Selección de extensómetro 31
Fig. 8. Selección de L0 para extensómetros de longitud inicial variable 31
Fig. 9. Selección de personalización de intervalos 32
Fig. 10. Selección del número y rango de los intervalos para el caso de personalización de estos 33
Fig. 11. Selección del número y rango de los intervalos para el caso de No personalización de estos 33
Fig. 12. Contenido del maletín de la máquina de calibración 3590VHR 35
Fig. 13. Conexión de los componentes. 35
Fig. 14. Accionadores de la máquina de calibración. 36
Fig. 15. Tornillos de sujeción de los cabezales 36
Fig. 16. Toma de datos de la longitud inicial 37
Fig. 17. Distribución de la hoja de toma de datos 38
Fig. 18. Anclaje del extensómetro a los cabezales 39
Fig. 19. Clasificación final UNE de la cadena extensométrica 43
Fig. 20. Gráfica resumen de datos y límites de clasificación UNE. 43
Fig. 21. Clasificación final ASTM de la cadena extensométrica 45
Fig. 22. Gráfica resumen de datos y límites de clasificación ASTM 46
Fig. 23. Función de distribución de probabilidad normal 49
Fig. 24. Estimación de los factores de incertidumbre para la norma UNE 54
Fig. 25. Incertidumbre global según norma UNE 55
Fig. 26. Resumen de la clasificación en el informe 59
Fig. 27. Presentación de datos de cada intervalo en el informe norma UNE 59
Fig. 28. Presentación de datos de cada intervalo en el informe norma ASTM 60
Fig. 29. Presentación de incertidumbres en el informe norma ASTM. 60
Fig. 30. Colocación de las gráficas en los recuadros correspondientes 61
Fig. 31. Tabla de registro del histórico de calibración del extensómetro 62
Fig. 32. Tabla de errores máximos de la calibración actual del extensómetro 62
Fig. 33. Tabla de registro del histórico de calibración del aparato de calibración 63
Fig. 34. Configuración de los intervalos. Ejemplo de aplicación 64
Fig. 35. Hoja de recogida de datos. Ejemplo de aplicación 65
Fig. 36. Configuración de los intervalos. Empresa de calibración. 66

Índice de Figuras
xii
Fig. 37. Clasificación global del extensómetro según procedimiento del proyecto 66
Fig. 38. Clasificación global del extensómetro según procedimiento externo 67
Fig. 39. Clasificación de la longitud inicial según procedimiento del proyecto 68
Fig. 40. Clasificación de la longitud inicial según procedimiento externo 68
Fig. 41. Cálculos y clasificación de los incrementos de longitud para el intervalo 1 69
Fig. 42. Cálculos y clasificación de los incrementos de longitud para el intervalo 2 70
Fig. 43. Cálculos y clasificación de los incrementos de longitud para el procedimiento externo 70
Fig. 44. Clasificación con estimación de la incertidumbre. Procedimiento externo 71
Fig. 45. Valores de incertidumbre de cada punto de los intervalos 72
Fig. 46. Gráfica resumen de la calibración llevada a cabo con el procedimiento externo 72
Fig. 47. Gráficas resúmen de la calibración llevada a cabo con el procedimiento propio 73
Fig. 48. Desproteger la hoja 81
Fig. 49. Proteger la hoja 81
Fig. 50. Mostrar las hojas ocultas 82
Fig. 51. Pestaña Menús desplegables 82
Fig. 52. Base de datos de extensómetros 83
Fig. 53. Introducción de un nuevo extensómetro 83
Fig. 54. Ocultar la hoja 84
Fig. 55. Nuevo extensómetro incluido en menú desplegable 84

Introducción
13
1 INTRODUCCIÓN
La caracterización experimental tanto de materiales como de estructuras fabricadas a partir de
los mismos es un campo que afecta a casi todas las ramas de la ingeniería. En particular, en el
área aeroespacial la comprobación experimental de los elementos que conforman una aeronave
estuvo desde el primer momento presente; Wilbur Wright (1900) escribió:
“I am constructing my machine to sustain about 5 times my weight and I am testing every
piece. I think there is no possible chance of its breaking while in the air”.
Garantizar no solo la calidad de los materiales que se emplean si no el establecimiento y
comprobación del comportamiento estructural real sigue siendo hoy por hoy de vital
importancia.
En estructuras aeroespaciales realizadas tanto con materiales compuestos como metálicos, y para
garantizar la integridad estructural, se suele emplear una metodología de ensayos denominada
“pirámide de ensayos” que establece la necesidad de realizar ensayos desde la “base”, a nivel de
probetas simples y dirigidas a conocer las propiedades físico-mecánicas de los materiales, hasta
llegar al ensayo final de la estructura completa, buscando verificar la bondad de todo el diseño
estructural y proceso de fabricación y del cumplimiento del requisito de factor de seguridad de
diseño.
Fig. 1. Pirámide de Ensayos
Si bien la caracterización mecánica de materiales siempre ha sido y sigue siendo demandada, el
uso casi masivo de los materiales compuestos ha disparado el número de ensayos a realizar. Una
de la razones habría que buscarla en la naturaleza anisótropa de estos materiales y en las
incertidumbre que tienen los criterios de fallo que actualmente se emplean para predecir la carga
última de los mismos.
Tanto la caracterización mecánica de un material como la comprobación de un comportamiento
estructural requiere conocer las variables asociadas al problema elástico, deformaciones,

Introducción
14
desplazamientos y tensiones. La medida experimental de estas variables suele realizarse de
forma indirecta, midiendo otra variable ajena al problema elástico, como por ejemplo una caída
de potencial, y relacionando la misma con la variable de interés a través de un principio físico.
Así, la medida de deformaciones a través de la extensometría se realiza midiendo el cambio de
resistencia de un hilo conductor adherido a la pieza. Al deformase la pieza el hilo solidario a la
misma experimentará un cambio de longitud que modificará la resistencia eléctrica del mismo.
Si el hilo forma parte de un circuito eléctrico, un puente de Wheastone, la variación de resistencia
provocará una variación de potencial que puede ser medida mediante un voltímetro.
Probablemente la extensometría óhmica sea la técnica experimental más empleada para la
evaluación de propiedades mecánicas y de comportamiento estructural. El inconveniente, desde
el punto de vista económico, es que la banda extensometríca es de un solo uso y una vez pegada
a la pieza no es recuperable. Para muchas aplicaciones, la medida de deformaciones se puede
realizar a partir de la medida del desplazamiento experimentado por dos puntos, siendo la
deformación.
= L/L
Obviamente, ante un caso general de deformación la medida obtenida de esta forma es tanto más
precisa cuanto más pequeña sea L. En muchas aplicaciones, por ejemplo en un ensayo de
tracción, las deformaciones en la zona calibrada de la probeta son constantes y la medida de la
misma a partir del incremento de longitud entre dos puntos es una buena aproximación.
El equipo que mide el incremento de longitud entre dos puntos se denomina extensómetro y su
empleo se requiere en muchos de los ensayos habituales tanto de metales como de materiales
compuestos. Así, el extensómetro se emplea en:
a) Ensayos de tracción compresión. Para determiner el módulo, límite elástico (Metales) y
alargamiento en rotura.
b) Ensayos de flexión. Relación flecha-desplazamiento.
c) Ensayos de aplastamiento (Bearing). Desplazamiento relativo entre partes.
d) Ensayos de tenacidad a la fractura (K1c, da/dN, Curva R, CTOD). Medida de la apertura
de los labios de la grieta.
Los extensómetros son en general instrumentos versátiles, portátiles, no costosos y de manejo
muy sencillo. Aunque existen extensómetros biaxiales los más habituales son uniaxiales y se
suelen clasificar atendiendo al principio o medio que emplean para efectuar la medida.
- Mecánicos
De Palancas: Extensómetro Huggenberger (Figura 2a)
De Engranaje: Relojes comparadores (Figura 2b)
- Ópticos
Video extensómetro (Figura 2c)
- Eléctricos
Inductivos y capacitivos
o LVDT (Figura 2d)
o Clip-On (Figura 2e)

Introducción
15
Resistivos
o Clip-On (Figura 2f)
o Deflectómetros (Figura 2g)
o De promedio (Figura 2h)
o COD (Figura 2i)
-
a)
b)
c)
d)
e)
f)
g)
h)
i)
Fig. 2 Diferentes tipologías de extensómetros uniaxiales
Los extensómetros resistivos son los más empleados y sobre los que nos ocuparemos en este proyecto.
Estos extensómetros hacen uso del principio de funcionamiento básico de las galgas extensométricas. De
hecho poseen galgas extensométricas conectadas a los terminales móviles del aparato (enganchados a la
probeta); al moverse estos terminales, las bandas modifican su resistencia eléctrica de forma proporcional
a la deformación sufrida, de manera que midiendo el cambio en la resistencia podemos calcular la
deformación de la probeta.

Introducción
16
Fig. 3. Galgas extensométricas adheridas a las patas de un extensómetro Clip-On
Debido a que los cambios de resistencia inducidos por una galga son pequeños, éstas se conectan a un
puente de Wheatstone, un circuito diseñado para medir con precisión pequeños cambios en la resistencia
eléctrica que se puede utilizar para determinar lecturas tanto estáticas como dinámicas del extensómetro.
Su funcionamiento es el siguiente:
El puente de Wheatstone es un circuito formado por 4 resistencias; si todas son iguales, la caida de tension
entre D y B es cero. En un montaje extensométrico, algunas (o todas) las resistencias del circuito son
sustituidas por bandas extensométricas (galgas de resistencia inicial entre 120 y 350), dando lugar a
diferentes montajes; así, si solo una resistencia es sustituida por una galga el montaje es a cuarto de puente,
si son dos a medio puente y son todas a puente completo. En la Figura 4 se esquematiza el montaje a
cuarto de puente. Cuando la galga adherida a la pieza experimenta un cambio de longitud se origina un
cambio de resistencia que altera el equilibrio eléctrico del circuito (caída de tensión entre D y B); la
medida de la caída de tensión permite conocer lo que se ha deformado la galga y a partir de ella el
desplazamiento de un punto del extremo del extensómetro,por ejemplo.
Fig. 4. Esquema del puente de Wheatstone
P+
P-
(+) R3
(-) R2
(-)R4
(+) R1
=
C
BD
A
E
BANDA EXTENSOMÉTRICA
KV
R
RVE
44
1
VK
E
4
BANDA
EXTENSOMÉTRICA
Medid
v
L
Pata del extensómetro
Sección bxt
V = f ( )

Introducción
17
Los extensómetros resistivos denominados Clip-On de medida de incrementos de longitud son
los más comunes y sencillos de utilizar. Se emplean para ensayos generales como el ensayo de
tracción.
En un ensayo de tracción es fundamental contar con un extensómetro, ya que es necesario
conocer de forma precisa el desplazamiento longitudinal de la probeta para calcular, entre otras
cosas, el módulo de Elasticidad del material y el límite elástico. Tambien serviría para medir el
alargamiento porcentual en rotura, requiriéndose para esta medida menos precisión si el ensayo
se realiza sobre materiales metálicos dúctiles. La Figura 2f muestra un extensómetro instalado
sobre una probeta sometida a tracción.
Como bien es sabido, las probetas pueden tener una sección transversal cilíndrica o plana, Los
extensómetro Clip-on vienen equipados con distintos tipos de cabezales para conseguir la mejor
sujeción según el tipo de probeta.
Hay una gran variedad de este tipo de extensómetros atendiendo a su longitud inicial, el máximo
incremento de longitud medible, si se permite o no hasta rotura, el tipo de cogida, etc. Poseen
dos extremos móviles que se anclan a la probeta. En su interior llevan galgas extensométricas
que miden directamente el incremento de longitud entre ambos extremos. Poseen una resolución
de aproximadamente 0,0001 mm. En la tabla 1 se muestra la gama de extensómetros resistivos
Clip-On de un fabricante
Tabla 1. Catálogo de Extensometros Clip on
Los deflectómetros (Fig 2g) se utilizan principalmente en ensayos de flexión para medir la flecha
de la viga (deformación en la dirección de aplicación de la carga). La deflexión se mide con un
brazo único unido a una punta de contacto esférica.
En los extensómetros de promedio (Fig. 2h), la deformación se mide en lados opuestos de la
probeta de ensayo, siendo el resultado final una media entra las dos lecturas. Se emplean
principalmente en ensayos de aplastamiento de taladro (Bearing) y ensayos con carga de
cizalladura. Tienen un rango de medición menor que los extensómetros Clip-On.
Los extensómetros COD (Fig 2i) están diseñados específicamente para su uso en ensayos
dinámicos (fatiga), como ensayos de crecimiento de grietas o mecánica de la fractura. Tienen
una longitud inicial mucho menor que los Clip-On (5 y 10 mm son longitudes estándar).

Introducción
18
Los extensómetros deben estar perfectamente calibrados en todo momento, ya que de lo
contrario los datos obtenidos durante un ensayo no serán precisos y por lo tanto no serán fiables.
De esta manera surge la necesidad de contar con un procedimiento para poder mantener un
control periódico de la precisión de medida de las cadenas extensométricas. Para realizar la
calibración de una cadena extensométrica es necesario tener un dispositivo de medida de una
precisión superior a la del extensómetro (patrón de calibración), y una herramienta de
programación adecuada que permita llevar a cabo este proceso de forma sistemática y
personalizable a nuestros requisitos. Conviene notar que la calibración no solo afecta al
extensómetro en sí si no a toda la cadena (tarjeta de adquisición, puente extensométrico etc..),
por lo que un mismo extensómetro puede tener calibraciones diferetentes dependiendo de la
máquina a la que se conecte.
En este proyecto se describirá de forma detallada el procedimiento para la calibración de
extensómetros uniaxiales de acuerdo a las normas UNE-EN ISO 9513:2013 y ASTM E83-10a,
empleando como patrón de calibración la máquina Epsilon 3590VHR y como herramienta de
cálculo un programa realizado en Excel y personalizado para las necesidades de calibración del
Laboratorio de Elasticidad y Resistencia de Materiales de la Escuela Superior de Ingenieros de
la Universidad de Sevilla y de TEAMS (Testing and Engineering of Aeronautical Materials,
Spin-Off de la Universidad de Sevilla).
El fundamento de este procedimiento consiste en aplicar incrementos de longitud en toda o parte
de la amplitud del extensómetro utilizando el dispositivo de alta precisión. Comparando las
lecturas de dicho dispositivo y del extensómetro obtendremos la precisión de éste.
Según su precision, un extensómetro se clasifica en 4 clases. En orden descendente de precisión
estas clases son, según la norma UNE:
Clase 0,2; Clase 0,5; Clase 1; Clase 2
Y según la norma ASTM:
Clase A; Clase B-1; Clase B-2; Clase C; Clase D; Clase E
La clase del extensómetro será la peor de las clases de los siguientes parámetros:
Longitud inicial del extensómetro
Exactitud
Resolución
Además de esta clasificación, la norma establece que se debe realizar un cálculo de la
incertidumbre de medida asociada a la calibración.

Objetivo y alcance del proyecto
19
2 OBJETIVO Y ALCANCE DEL PROYECTO
Los extensómetros son herramientas muy versátiles que proporcionan datos muy precisos en
multitud de ensayos, tantos estáticos como dinámicos. Debido a la necesidad de su uso en
multitud de ensayos, pueden sufrir desgaste y deterioro que podrían afectar a las medidas que
con ellos se realizan. Para estar seguros de su buen funcionamiento, los extensómetros deben
calibrarse regularmente. Actualmente, los extensómetros que se encuentran en el LERM y en
TEAMS (unos 15 en activo) se someten a calibración cada 12 meses. Cada extensómetro debe
funcionar siempre conectado a una misma máquina de ensayo ya que su precisión podría variar
al utilizarse en distintos equipos; debido a esto, el proceso de calibración es pesado y caro, ya
que la empresa encargada de realizar esta calibración debe desplazar a sus operarios hasta las
instalaciones donde se encuentran los extensómetros.
Debido a todo esto surge la necesidad de tener un procedimiento de calibración propio que
permita no sólo ahorrar en costes sino también reducir el periodo de tiempo entre calibraciones.
Reducir el periodo de tiempo entre calibraciones permitiría además obtener datos mucho más
precisos en los ensayos, ya que al no tener que esperar 12 meses para revisar un extensómetro
se podrán detectar posibles irregularidades en su funcionamiento y corregirlas antes de que
afecten a los siguientes ensayos.
De ser necesario, también podrían emplearse los extensómetros en diferentes máquinas de
ensayo, sólo habría que calibrar el extensómetro conectado a la nueva máquina y ver si cumple
los requisitos de precisión adecuados para poder usarse en ensayos.
Además de todas estas ventajas, la herramienta de programación que se ha desarrollado en este
proyecto está personalizada a las actividades que se realizan en TEAMS y en el LERM, por lo
que la calibración de los extensómetros se puede llevar a cabo utilizando parámetros y
condiciones lo más parecidos posible a los que tendrán durante la realización de los ensayos, en
lugar de los parámetros generales que emplearían las herramientas utilizadas por las empresas
que llevan a cabo las calibraciones. Por tanto, la realización de este proyecto supondrá una
mejora tanto económica como de calidad en los futuros ensayos realizados por los centros antes
mencionados.
Este procedimiento especifica un método para la calibración estática de las cadenas
extensométricas que se utilizan en ensayos uniaxiales, incluidos los extensómetros axiales y
diametrales de contacto.

Calibración de los extensómetros según normas
20
3 CALIBRACIÓN DE LOS EXTENSÓMETROS SEGÚN NORMAS
Se define como calibración al proceso de comparar los valores obtenidos por un aparato de
medición con la medida correspondiente de un patrón o referencia. Según esta definición,
podrían existir infinidad de procedimientos de calibración distintos. Esto es un problema, ya que
cada procedimiento emplearía unos criterios mínimos de calidad diferentes. Por esto, surge la
necesidad de contar con un procedimiento unificado de obligado cumplimiento que garantice
que se satisfagan los estándares de calidad acordados por los organismos internacionales de
metrología.
Las metodologías empleadas en este proyecto, y que se detallan en el capítulo 4, se basan en dos
de las normas internacionales para la calibración de extensómetros uniaxiales más empleadas:
Norma UNE EN-ISO 9513:2013. Calibración de las cadenas extensométricas
utilizadas en ensayos uniaxiales.
Norma ASTM E83-10a. Standar Practice for Verification and Classification of
Extensometer Systems.
Ambas normas siguen un procedimiento muy similar. En primer lugar, se divide el rango de
desplazamiento del extensómetro en pequeños intervalos y posteriormente se aplica el
incremento de longitud correspondiente a cada intervalo. Por ultimo, se comparan los valores de
desplazamiento marcados por el extensómetro con los indicados por el aparato de calibración,
determinando así su exactitud.
Para clasificar un extensómetro se tienen en cuenta 3 características de éste:
Medida de la longitud inicial.
Exactitud.
Resolución.
Una vez obtenidos todos los datos necesarios, se clasifican los 3 elementos anteriores de acuerdo
a las Tablas 2 y 3. La clase global del extensómetro será la peor de las anteriores.
Ejemplo (norma UNE):
Longitud inicial: Clase 0,5
Clase global del extensómetro: Clase 1 Exactitud: Clase 1
Resolución: Clase 0,2
La clasificación global del extensómetro según la norma ASTM se realiza de la misma forma,
aunque, como ya se indicó anteriormente, el nombre de las clases es diferente.
Calibración de los extensómetros según normas
21
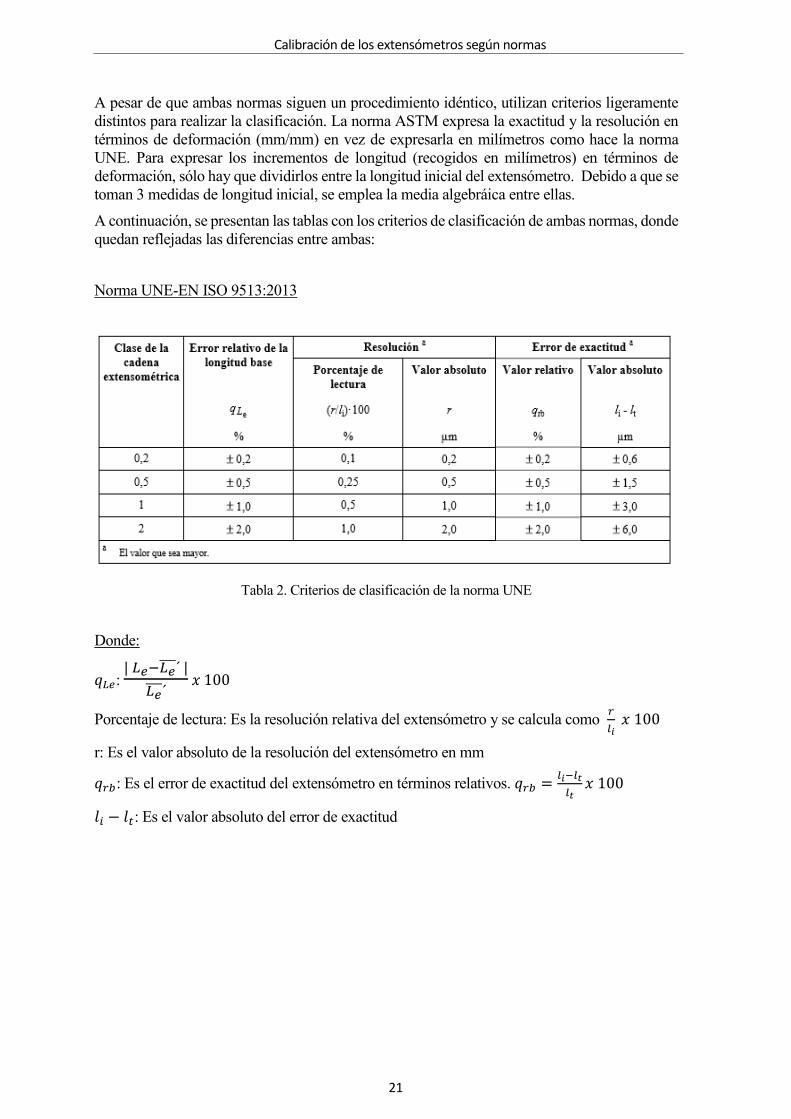
A pesar de que ambas normas siguen un procedimiento idéntico, utilizan criterios ligeramente
distintos para realizar la clasificación. La norma ASTM expresa la exactitud y la resolución en
términos de deformación (mm/mm) en vez de expresarla en milímetros como hace la norma
UNE. Para expresar los incrementos de longitud (recogidos en milímetros) en términos de
deformación, sólo hay que dividirlos entre la longitud inicial del extensómetro. Debido a que se
toman 3 medidas de longitud inicial, se emplea la media algebráica entre ellas.
A continuación, se presentan las tablas con los criterios de clasificación de ambas normas, donde
quedan reflejadas las diferencias entre ambas:
Norma UNE-EN ISO 9513:2013
Tabla 2. Criterios de clasificación de la norma UNE
Donde:
𝑞𝐿𝑒: | 𝐿𝑒−𝐿𝑒 ´ |
𝐿𝑒 ´𝑥 100
Porcentaje de lectura: Es la resolución relativa del extensómetro y se calcula como 𝑟
𝑙𝑖 𝑥 100
r: Es el valor absoluto de la resolución del extensómetro en mm
𝑞𝑟𝑏: Es el error de exactitud del extensómetro en términos relativos. 𝑞𝑟𝑏 =𝑙𝑖−𝑙𝑡
𝑙𝑡𝑥 100
𝑙𝑖 − 𝑙𝑡: Es el valor absoluto del error de exactitud

Calibración de los extensómetros según normas
22
Norma ASTM E83-10a :
Tabla 3. Criterios de clasificación de la norma ASTM
Donde:
Error relativo de la longitud inicial (%): 𝑞𝐿𝑒
Resolución absoluta (mm/mm): 𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑎𝑏𝑠𝑜𝑙𝑢𝑡𝑎 (𝑚𝑚)
𝑉𝑎𝑙𝑜𝑟 𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑙𝑎 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 (𝑚𝑚)
Resolución relativa (%): Se calcula de la misma forma que en la norma UNE
Error de exactitud expresada en términos de deformación (mm/mm): 𝑙𝑖−𝑙𝑡
𝐿𝑒 ´
Error de exactitud relativa (%): Se calcula de la misma forma que en la norma UNE.
Se observa que al emplear una clasificación distinta en ambas normas, los valores necesarios
para obtener una clasificación similar son ligeramente diferentes.
Además de en los criterios de clasificación, las normas difieren en la cantidad y tamaño mínimos
de los incrementos de longitud que se llevarán a cabo con el aparato de calibración durante el
proceso. La norma UNE establece los siguientes requisitos para la elección del número y el
tamaño de los intervalos:
Si (𝑙𝑚á𝑥
𝑙𝑚í𝑛) ≤ 10, se debe registrar un intervalo de al menos 5 incrementos.
Si 10 < (𝑙𝑚á𝑥
𝑙𝑚í𝑛) ≤ 100 se deben registrar 2 intervalos de al menos 5 incrementos.
Dichos intervalos tendrán los rangos [𝑙𝑚í𝑛 , 10𝑙𝑚í𝑛] y [ 10𝑙𝑚í𝑛 , 𝑙𝑚á𝑥] o bien [𝑙𝑚í𝑛 , 0,1𝑙𝑚á𝑥] y [ 0,1𝑙𝑚á𝑥 , 𝑙𝑚á𝑥].
Si (𝑙𝑚á𝑥
𝑙𝑚í𝑛) > 100 se deben registrar 3 intervalos de al menos 5 incrementos cada uno
de ellos. Dichos intervalos tendrán los rangos [𝑙𝑚í𝑛 , 10𝑙𝑚í𝑛], [ 10𝑙𝑚í𝑛 , 100𝑙𝑚í𝑛] y
[100𝑙𝑚í𝑛 , 𝑙𝑚á𝑥] o bien [𝑙𝑚í𝑛 , 0,01𝑙𝑚á𝑥] , [0,01𝑙𝑚á𝑥 , 0,1𝑙𝑚á𝑥] y [ 0,1𝑙𝑚á𝑥 , 𝑙𝑚á𝑥].
Calibración de los extensómetros según normas
23
Por otro lado la norma ASTM indica lo siguiente:
Para cualquier rango, la cadena extensométrica se debe verificar aplicando como mínimo cinco
intervalos de desplazamiento, sin incluir el cero, al menos dos veces, con una diferencia entre
dos intervalos sucesivos de no más de un tercio de la diferencia entre los valores máximo y
mínimo del rango.
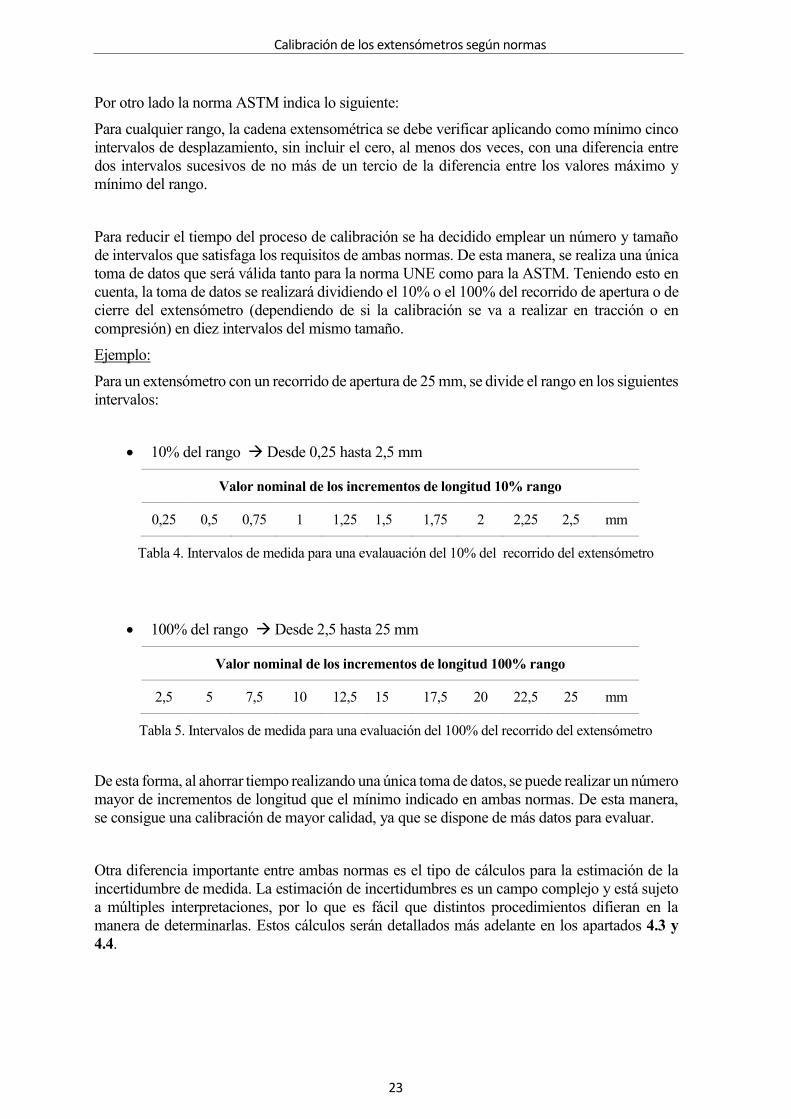
Para reducir el tiempo del proceso de calibración se ha decidido emplear un número y tamaño
de intervalos que satisfaga los requisitos de ambas normas. De esta manera, se realiza una única
toma de datos que será válida tanto para la norma UNE como para la ASTM. Teniendo esto en
cuenta, la toma de datos se realizará dividiendo el 10% o el 100% del recorrido de apertura o de
cierre del extensómetro (dependiendo de si la calibración se va a realizar en tracción o en
compresión) en diez intervalos del mismo tamaño.
Ejemplo:
Para un extensómetro con un recorrido de apertura de 25 mm, se divide el rango en los siguientes
intervalos:
10% del rango Desde 0,25 hasta 2,5 mm
Valor nominal de los incrementos de longitud 10% rango
0,25 0,5 0,75 1 1,25 1,5 1,75 2 2,25 2,5 mm
Tabla 4. Intervalos de medida para una evalauación del 10% del recorrido del extensómetro
100% del rango Desde 2,5 hasta 25 mm
Valor nominal de los incrementos de longitud 100% rango
2,5 5 7,5 10 12,5 15 17,5 20 22,5 25 mm
Tabla 5. Intervalos de medida para una evaluación del 100% del recorrido del extensómetro
De esta forma, al ahorrar tiempo realizando una única toma de datos, se puede realizar un número
mayor de incrementos de longitud que el mínimo indicado en ambas normas. De esta manera,
se consigue una calibración de mayor calidad, ya que se dispone de más datos para evaluar.
Otra diferencia importante entre ambas normas es el tipo de cálculos para la estimación de la
incertidumbre de medida. La estimación de incertidumbres es un campo complejo y está sujeto
a múltiples interpretaciones, por lo que es fácil que distintos procedimientos difieran en la
manera de determinarlas. Estos cálculos serán detallados más adelante en los apartados 4.3 y
4.4.
Metodología para la calibración de extensómetros
24
4 METODOLOGÍA PARA LA CALIBRACIÓN DE EXTENSÓMETROS
Antes de proceder a la descripción detallada del procedimiento de calibración, así como del
funcionamiento de los equipos y programas necesarios para su elaboración, se debe prestar
atención a las definiciones de los términos que van a ser empleados en este documento, así como
a los equipos y materiales necesarios y las consideraciones previas a tener en cuenta. Junto a
cada definición se presentan el número y el apartado de la referencia de la cuál se ha extraído.
4.1 Definiciones Previas
Clase de exactitud [4] (4.25)
Clase de instrumentos o sistemas de medida que satisfacen requisitos metrológicos determinados
destinados a mantener los errores de medida o las incertidumbres instrumentales dentro de
límites especificados, bajo condiciones de funcionamiento dadas.
Cadena extensométrica [3] (2.1)
Equipo utilizado para medir el desplazamiento o la deformación sobre la superficie de una
probeta. Para los fines de este procedimiento, el término “cadena extensométrica” incluye el
indicador. Algunos extensómetros indican el alargamiento directamente, otros indican la
variación de la longitud base de una probeta; esta se convierte en alargamiento dividiéndola por
la longitud base aplicable.
Longitud base [3] (2.2)
Porción de la probeta donde se mide la extensión.
Incertidumbre de medida [3] (2.26)
Parámetro no negativo que caracteriza la dispersión de los valores atribuidos a un mensurando,
a partir de la información que se utiliza.
Resolución de un dispositivo visualizador [3] (4.25)
Mínima diferencia entre indicaciones visualizadas, que puede percibirse de forma significativa.
Intervalo de medida [3] (4.7)
Conjunto de los valores de magnitudes de una misma naturaleza que un instrumento o sistema
de medida dado puede medir con una incertidumbre instrumental especificada, en unas
condiciones determinadas. En ciertas magnitudes, se utilizan los términos “rango de medida” o
“campo de medida”.

Metodología para la calibración de extensómetros
25
Repetibilidad de medida [3] (2.21)
Precisión de medida bajo un conjunto de condiciones de repetibilidad.
Las condiciones de repetibilidad incluyen el mismo procedimiento de medida, los mismos
operadores, el mismo sistema de medida, las mismas condiciones de operación y el mismo lugar,
así como mediciones repetidas del mismo objeto o de un objeto similar en un periodo corto de
tiempo [3] (2.20).
La nomenclatura que se utilizará en este procedimiento será la indicada en la siguiente tabla,
extraída de la referencia [1] (pág. 9):
Símbolo Designación Unidad
𝐿𝑒 Valor nominal de la longitud base del extensómetro mm
𝐿é Valor medido de la longitud base del extensómetro mm
𝑙𝑚á𝑥 Límite máximo del rango de calibración mm
𝑙𝑚í𝑛 Límite mínimo del rango de calibración mm
𝑙𝑖 Desplazamiento indicado por el extensómetro m
𝑙𝑡 Desplazamiento dado por el aparato de calibración m
𝑞𝐿𝑒 Error relativ de la longitud base del extensómetro %
𝑞𝑟𝑏 Error relativ de la exactitud de la cadena extensométrica %
𝑞𝑏 Error absoluto de la exactitud de la cadena extensométrica m
𝑟 Resolución de la cadena extensométrica m
Tabla 6. Símbolos y designaciones
4.2 Equipos y materiales empleados
Para la calibración de la escala lineal de un extensómetro, siguiendo el principio fundamental en
metrología de calibrar de la forma más similar posible a cómo se mide, se emplearán los
siguientes equipos:
Aparato de calibración.
El aparato de calibración es el equipo que permite aplicar un desplazamiento conocido 𝑙𝑡 al
extensómetro; puede estar constituido por un bastidor rígido con husillos coaxiales apropiados
u otros dispositivos a los que se pueda fijar el extensómetro, a poder ser, de la forma más similar
a como estaría sujeto a la probeta. El aparato de calibración debe disponer de un mecanismo que
permita desplazar al menos uno de los husillos axiales y de un dispositivo para medir con
exactitud el cambio de longitud producido. El aparato de calibración debe estar calibrado según
el procedimiento descrito en el anexo B de la ref.[1] (pág. 24) y debe cumplir los requisitos
descritos de comportamiento dados en la siguiente tabla extraída de la ref.[1]:

Metodología para la calibración de extensómetros
26
Tabla 7. Criterios de desviación expandida del aparato de calibración
Para el procedimiento descrito en este documento se ha empleado el aparato de calibración
Epsilon 3590VHR, que utiliza como dispositivo de medición un USB Encoder P201-15R que
proporciona una precisión de ± 0,19 m.
Equipos auxiliares de medición.
Por equipos auxiliares de medida nos referimos a todos aquellos aparatos (micrómetros, calibres,
microscopios ópticos, termómetros ambientales, etc.) que se utilicen para realizar las mediciones
auxiliares necesarias durante el proceso de calibración. Estos equipos se utilizarán
fundamentalmente para medir la longitud inicial del extensómetro 𝑙0 y la temperatura ambiente
como se explicará más adelante.
Programa de recogida de datos y cálculo del procedimiento de calibración.
Para el tratamiento de los datos obtenidos, la clasificación de la cadena extensométrica, el cálculo
de incertidumbres y la posterior elaboración del informe de calibración, se empleará un
programa que hemos diseñado al efecto y cuyo funcionamiento será explicado con detalle
posteriormente. La hoja de cálculo está diseñada para que se utilice una para cada extensómetro,
de manera que el primer paso para calibrar un extensómetro será buscar la hoja de cálculo que
se ha utilizado para realizar sus calibraciones anteriores.
Si es la primera vez que se va a utilizar este programa para calibrar una cadena extensométrica,
se debe realizar una copia de la hoja de cálculo original, ponerle el nombre correspondiente y
trabajar sobre ella. NUNCA SE DEBE MODIFICAR EL ARCHIVO ORIGINAL. Es muy
importante guardar los datos de las calibraciones anteriores para poder compararlos con futuras
calibraciones.
Trazabilidad de la calibración.
Tal y como se indica en la referencia [1] (pág. 10), el aparato de calibración y sus equipos de
apoyo se deben calibrar utilizando patrones que sean trazables al Sistema Internacional de
Unidades (SI). La incertidumbre asociada a las medidas realizadas por los equipos auxiliares no
debe exceder de un tercio del error admisible del sistema extensométrico que se está calibrando.
El instrumento de medida de temperatura debe tener una resolución de al menos 0,1 ˚C.

Metodología para la calibración de extensómetros
27
4.3 Operaciones previas a la calibración
Antes de continuar con el proceso de calibración, hay que llevar a cabo y tener en cuenta una
serie de operaciones y consideraciones previas para garantizar la correcta realización de la
calibración. Las más importantes son las siguientes:
a) La cadena extensométrica se debe someter a inspección antes de proceder a su calibración.
Esta inspección debe incluir la revisión de los componentes mecánicos en cuanto a factores
como libertad de movimiento, piezas dañadas, elementos gastados prestando especial
atención al desgaste de las cuchillas del extensómetro, ya que si están muy gastadas o en
mal estado la precisión del aparato se verá reducida en gran medida. En las cadenas
extensométricas que incorporan transductores electrónicos se debe examinar el cableado y
las conexiones de estos componentes.
b) La cadena extensométrica se debe calibrar, si es posible, en el estado en que se encuentre.
Si después de realizar la calibración los resultados no son los esperados y este error se puede
asociar al mal estado de algún elemento del extensómetro, se procederá a corregir dicho
error y a volver a calibrarlo. Este hecho debe constar en el informe de calibración, así como
los resultados obtenidos antes y después de la corrección.
c) Se aconseja cambiar las cuchillas del extensómetro por otras en mejor estado antes de
proceder con la calibración.
d) Los registros de la inspección previa a la calibración se deben conservar, identificando el
estado en el que se encontró el extensómetro, así como la fecha de la inspección y quién la
realizó.
e) La calibración de la cadena extensométrica se debe realizar a una temperatura estable con
una tolerancia de ± 2 ˚C dentro del intervalo de 18 a 28 ˚C. Este control de la temperatura
es necesario para unificar las condiciones de calibración, ya que los incrementos de
temperatura durante el proceso aumentan la incertidumbre de calibración y pueden llegar a
afectar a la fiabilidad de la calibración.
f) Los extensómetros utilizados en ensayos uniaxiales con temperaturas fuera del rango antes
mencionado deben ser calibrados a la temperatura a la que serán realizados dichos ensayos
o a una temperatura próxima a esta.
g) El extensómetro debe ser colocado sobre el aparato de calibración antes de comenzar el
proceso el tiempo suficiente como para que se estabilicen las temperaturas de ambos,
evitando así errores debidos a la diferencia de temperatura entre los dispositivos.
h) Siempre que sea factible, el extensómetro se debe colocar en el aparato de calibración en
una orientación similar a la que tendrá durante la ejecución de los ensayos, a fin de evitar
errores debidos a la pérdida de equilibrio o a la deformación de cualquier parte del
extensómetro.

Metodología para la calibración de extensómetros
28
Antes de proceder a la calibración, el usuario debe establecer el rango de desplazamientos sobre
el cuál será calibrado el extensómetro. Según lo indicado en la referencia [1], el número de
intervalos y puntos de calibración se deben basar en la relación entre el desplazamiento mínimo
(𝑙𝑚í𝑛) y máximo (𝑙𝑚á𝑥) para el que se determina una característica. La elección del número y el
tamaño de estos desplazamientos se ha realizado de la forma descrita en la página 21 de este
documento:
a) Si (𝑙𝑚á𝑥
𝑙𝑚í𝑛) ≤ 10, se debe registrar un intervalo de al menos 5 incrementos.
b) Si 10 < (𝑙𝑚á𝑥
𝑙𝑚í𝑛) ≤ 100 se deben registrar 2 intervalos de al menos 5 incrementos.
Dichos intervalos tendrán los rangos [𝑙𝑚í𝑛 , 10𝑙𝑚í𝑛] y [ 10𝑙𝑚í𝑛 , 𝑙𝑚á𝑥] o bien [𝑙𝑚í𝑛 , 0,1𝑙𝑚á𝑥] y [ 0,1𝑙𝑚á𝑥 , 𝑙𝑚á𝑥].
c) Si (𝑙𝑚á𝑥
𝑙𝑚í𝑛) > 100 se deben registrar 3 intervalos de al menos 5 incrementos cada uno
de ellos. Dichos intervalos tendrán los rangos [𝑙𝑚í𝑛 , 10𝑙𝑚í𝑛], [ 10𝑙𝑚í𝑛 , 100𝑙𝑚í𝑛] y [100𝑙𝑚í𝑛 , 𝑙𝑚á𝑥] o bien [𝑙𝑚í𝑛 , 0,01𝑙𝑚á𝑥] , [0,01𝑙𝑚á𝑥 , 0,1𝑙𝑚á𝑥] y [ 0,1𝑙𝑚á𝑥 , 𝑙𝑚á𝑥].
Para cada una de las categorías anteriores a), b) o c), el incremento entre dos puntos adyacentes
no debe exceder de un tercio del tamaño del intervalo.
En el programa que se utilizará durante el proceso de calibración se pueden realizar de 1 a 4
intervalos de 10 incrementos cada uno. El usuario tiene la opción de personalizar, o no, el rango
de cada intervalo. Si decide personalizarlo, debe proporcionar al programa el valor inicial y final
de dicho rango.
En caso de no personalizarlo, el usuario deberá elegir entre un rango de [0,01𝑅𝑒 , 0,1𝑅𝑒] o bien
[0,1𝑅𝑒 , 𝑅𝑒], siendo “Re” el recorrido del extensómetro. Además, se podrá decidir si los
incrementos realizados en cada intervalo serán de compresión o de tracción.
Teniendo en cuenta estas indicaciones y el tipo de ensayos en los que será utilizado el
extensómetro, se define el número de intervalos, rango de variación y sentido de los
desplazamientos aplicados durante el proceso de calibración, de manera que este se produzca en
unas condiciones lo más parecidas posible a aquellas en las que se va a utilizar el extensómetro.
NOTA: Un ensayo de tracción que a partir del extensómetro mida solamente el módulo de
elasticidad pertenece a la categoría a). Un ensayo que establezca a partir del
extensómetro los límites convencionales de elasticidad y el alargamiento a la rotura o
un ensayo de rotura por fluencia pertenecen a las categorías b) o c).

Metodología para la calibración de extensómetros
29
A continuación se presenta un esquema extraído de la página 13 de la referencia [1]:
Fig. 5. Esquema de los intervalos y rangos de calibración
Una vez realizadas las operaciones previas anteriormente descritas y definido el número de
intervalos de calibración y su rango, se procede a comenzar la calibración.
En primer lugar, como ya se ha mencionado anteriormente, se debe buscar la hoja de cálculo
correspondiente al extensómetro que vamos a calibrar. Si nunca se ha utilizado este programa
para la calibración de la cadena extensométrica, se debe hacer una copia del archivo original,
ponerle el nombre y trabajar sobre ella. NUNCA SE DEBE MODIFICAR EL ARCHIVO
ORIGINAL.
A continuación se explicarán en detalle los pasos a seguir una vez que ya se ha localizado el
fichero correspondiente.
4.4 Datos Generales a suministrar al programa
El programa que se utilizará para la calibración está pensado para que el usuario vaya recorriendo
las pestañas de la hoja Excel de izquierda a derecha a medida que se vayan realizando los
distintos pasos del proceso de calibración.
El primer paso consiste en proporcionar al programa los datos generales necesarios para
identificar la calibración que se va a llevar a cabo en la pestaña denominada “Datos generales”.
En primer lugar, el usuario debe pulsar el botón verde llamado “Nueva calibración”. Este botón
activa una macro que borra los datos que hayan podido quedar guardados en calibraciones
anteriores; de esta manera nos aseguramos que ningún dato antiguo pueda interferir en la nueva
calibración.

Metodología para la calibración de extensómetros
30
Una vez hecho esto se deben rellenar todos los campos que se pidan al usuario:
Las celdas de color azul son las que deben ser completadas por el usuario.
Las celdas en blanco o en gris se rellenarán automáticamente una vez que estén
completas las celdas azules.
Fig. 6. Datos generales
El número de certificado de la calibración se rellena automáticamente a partir de la fecha y el
número de la calibración de la siguiente manera:
Ejemplo: Nº certificado 14100201
Fecha de calibración ordenada como aammdd 02/10/2014
141002
14100201 Número de calibración= Primera calibración del día 1
01
El siguiente paso es identificar el extensómetro a calibrar; el programa tiene registrados los
extensómetros uniaxiales en funcionamiento en el LERM y en TEAMS. Para elegir el
extensómetro que se va a calibrar se utiliza como dato de entrada el código interno del mismo;
en la celda correspondiente al código interno se desplegará un menú en el que el usuario
seleccionará el código del extensómetro correspondiente. Una vez seleccionado se completarán
automáticamente el resto de celdas que definen al extensómetro (fabricante, modelo, longitud
inicial, desplazamiento máximo y número de serie).

Metodología para la calibración de extensómetros
31
Fig. 7. Selección de extensómetro
Para extensómetros con longitud inicial variable, el usuario debe fijar un valor concreto para
realizar la calibración. A la derecha aparecerá una celda en la que el usuario debe introducir el
valor de longitud inicial elegido para el proceso de calibración.
Si se desea calibrar el extensómetro para longitudes iniciales diferentes, debe realizarse una
calibración individual para cada valor de longitud inicial.
Fig. 8. Selección de L0 para extensómetros de longitud inicial variable
Además del código interno, es necesario introducir la resolución del extensómetro. La norma
(ref. [1], pág.14) establece que se siga el siguiente procedimiento para determinar la resolución:
Para cadenas extensométricas con dispositivo de visualización electrónico, la salida se debe
observar durante 10 segundos, y los valores máximo y mínimo deben quedar registrados. Se
tomará como resolución la mitad de la diferencia entre los valores máximo y mínimo registrados.
Si estos valores fueran iguales, la resolución será el mínimo incremento de longitud que pueda
detectar el extensómetro.
Para extensómetros con escalas analógicas, la resolución del indicador se debe obtener de la
relación entre la anchura de la aguja y la distancia centro a centro entre dos trazos adyacentes de
la escala (intervalo de la escala). La resolución no debe ser menor a una quinta parte de la
dimensión física representada por un intervalo de escala, salvo que la distancia entre 2 dos trazos
adyacentes sea igual o superior a 2,5 mm, en cuyo caso la resolución puede ser tan pequeña
como una décima parte del intervalo de escala.
Metodología para la calibración de extensómetros
32
Para extensómetros electrónicos se recomienda calcular la resolución utilizando la interfaz de
visualización, ya que proporciona valores más precisos (normalmente los programas utilizados
para registrar los datos de un ensayo proporcionan una lectura más precisa que el display del
cuadro de control de la máquina de ensayos).
El último dato a introducir en la hoja de datos generales es el número de intervalos que se
estudiarán, su rango y sentido de aplicación de los desplazamientos. Estas decisiones deben
haber sido tomadas previamente siguiendo las pautas indicadas en el punto 4.3 (pág. 28) de este
documento.
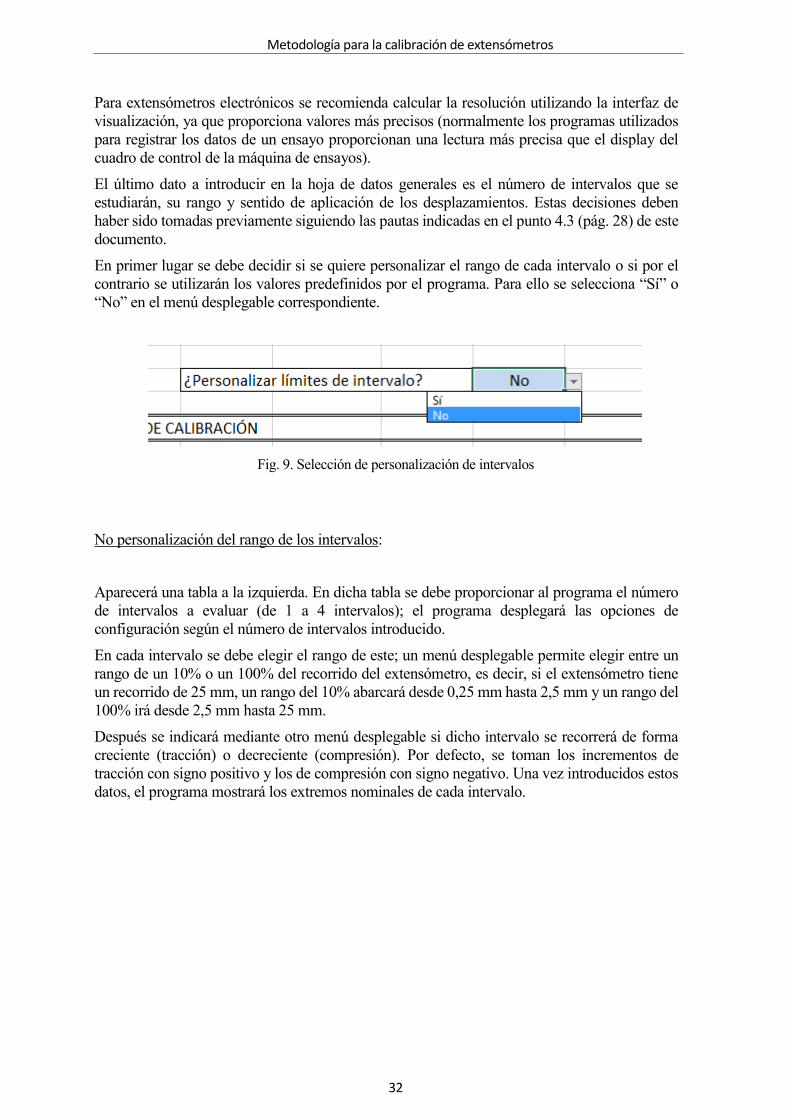
En primer lugar se debe decidir si se quiere personalizar el rango de cada intervalo o si por el
contrario se utilizarán los valores predefinidos por el programa. Para ello se selecciona “Sí” o
“No” en el menú desplegable correspondiente.
Fig. 9. Selección de personalización de intervalos
No personalización del rango de los intervalos:
Aparecerá una tabla a la izquierda. En dicha tabla se debe proporcionar al programa el número
de intervalos a evaluar (de 1 a 4 intervalos); el programa desplegará las opciones de
configuración según el número de intervalos introducido.
En cada intervalo se debe elegir el rango de este; un menú desplegable permite elegir entre un
rango de un 10% o un 100% del recorrido del extensómetro, es decir, si el extensómetro tiene
un recorrido de 25 mm, un rango del 10% abarcará desde 0,25 mm hasta 2,5 mm y un rango del
100% irá desde 2,5 mm hasta 25 mm.
Después se indicará mediante otro menú desplegable si dicho intervalo se recorrerá de forma
creciente (tracción) o decreciente (compresión). Por defecto, se toman los incrementos de
tracción con signo positivo y los de compresión con signo negativo. Una vez introducidos estos
datos, el programa mostrará los extremos nominales de cada intervalo.

Metodología para la calibración de extensómetros
33
Fig. 10. Selección del número y rango de los intervalos para el caso de personalización de estos
Personalización del rango de los intervalos:
En este caso, el usuario tendrá que introducir de la misma forma que en el caso anterior el número
de intervalos que se desean evaluar. Una vez definido este parámetro, aparecerá a la derecha una
tabla en la que el usuario tendrá que indicar para cada intervalo si el desplazamiento se va a
realizar de forma creciente o decreciente. Después de esto se introducirá, en milímetros, el valor
inicial y final del rango que se desea evaluar.
Fig. 11. Selección del número y rango de los intervalos para el caso de No personalización de estos
Metodología para la calibración de extensómetros
34
Por defecto, el programa configura cada intervalo con diez incrementos, ya que este número de
puntos proporciona datos suficientes para obtener resultados fiables tanto de calibración como
de incertidumbre.
4.5 Toma de datos
Una vez completa la pestaña de datos generals, el programa genera una hoja de recogida de
datos. Esta hoja se encuentra en la segunda pestaña, “Toma de datos (IMPRIMIR)”. Dicha hoja
se imprimirá y servirá para recoger todos los datos necesarios para la calibración, que
posteriormente se introducirán en el programa para su análisis.
Los datos a recoger en esta hoja son cuatro:
Longitud inicial del extensómetro.
Lecturas de los incrementos de longitud del aparato de calibración y del
extensómetro.
Temperatura ambiente media durante cada intervalo.
Datos identificativos de los equipos auxiliares empleados durante la toma de datos.
En la primera hoja impresa se encuentran una serie de instrucciones y consejos dirigidos al
usuario; estas instrucciones indican cómo realizar correctamente la toma de datos de cada fase
del proceso.
Para tomar los datos de la calibración, en primer lugar hay que montar el aparato de calibración
3590VHR. A continuación se expone una breve guía de su montaje, instalación y uso.
4.5.1 Elementos y montaje de la máquina 3590VHR
La máquina Epsilon 3590VHR es un aparato que realiza incrementos de longitud en su eje
vertical midiéndolos de forma muy precisa. El extensómetro se anclará a esta máquina para
tomar los datos relativos a la precisión de este.
Al abrir el estuche del aparato encontraremos los siguientes elementos:
CD de instalación.
Aparato de calibración.
USB Encoder P201-15R.
Cable de conexión micro-USB.
Destornillador de punta hexagonal.
Cuatro cabezales de sujeción para el extensómetro.

Metodología para la calibración de extensómetros
35
Fig. 12. Contenido del maletín de la máquina de calibración 3590VHR
Para el montaje del aparato sólo hay que insertar el adaptador conectado a la máquina de
calibración en un extremo del Encoder; en el otro extremo se introduce el cable micro-USB, que
servirá para conectar todo el sistema a un ordenador.
Una vez instalado el programa de control de la máquina de calibración, el ordenador la
reconocerá automáticamente al conectarlos mediante el cable USB.
Fig. 13. Conexión de los componentes.
La máquina 3590VHR posee dos tornillos de aproximación en su parte superior; estos tornillos
sirven para desplazar el cabezal en el que estará conectado el extensómetro.
El tornillo situado al frente realiza el ajuste medio de la máquina, mientras que el tornillo situado
detrás realiza un ajuste fino.
USB Encoder P201-15R
Destornillador
Aparato de
calibración.
Cable de conexión
micro USB
Cabezales de
sujeción
CD instalación.

Metodología para la calibración de extensómetros
36
Fig. 14. Accionadores de la máquina de calibración.
Los cabezales a los que va unido el extensómetro se sitúan en la parte inferior del aparato y están
sujetos mediante pequeños tornillos.
Fig. 15. Tornillos de sujeción de los cabezales
El cabezal superior tiene cuatro tornillos; los tres últimos sujetan el cabezal pero el primero sujeta
toda la pieza móvil al sistema de desplazamiento, por lo que este tornillo debe estar siempre
apretado; si se afloja, la pieza móvil caerá hasta chocar con el cabezal inferior.
Ajuste fino. Ajuste
medio.
Sujeción
cabezal
superior.
Sujeción
cabezal
inferior

Metodología para la calibración de extensómetros
37
4.5.2 Instalación y uso del programa de visualización de datos de la máquina 3590VHR.
La instalación y uso del programa de visualización de datos es muy simple, queda explicado en
el Anexo 1.
Una vez preparado el aparato de calibración, se procede a rellenar la hoja de recogida de datos
con los datos necesarios.
A continuación se explica de forma detallada cómo realizar la recogida de todos los datos
necesarios para la calibración de la cadena extensométrica.
4.5.3 Medición de la longitud base del extensómetro.
En primer lugar tenemos que medir la longitud base del extensómetro; para ello se toman tres
medidas de dicha longitud.
Fig. 16. Toma de datos de la longitud inicial
El programa indica la longitud nominal del extensómetro; a la derecha se tomarán las tres
medidas reales de la longitud base. En la ref. [1] (pág. 10), se establecen dos maneras de medir
la longitud base:
1. Método directo: se realiza directamente entre las puntas de contacto del extensómetro
utilizando un instrumento de medida calibrado, como un micrómetro, microscopio o
proyector de perfiles.
2. Método indirecto: se realiza colocando el extensómetro sobre una probeta metálica
blanda de manera que las cuchillas o las puntas del extensómetro dejen sus marcas en
ella. Una vez retirado el extensómetro, se mide la distancia entre las marcas utilizando
un instrumento de medida adecuado.
Como se indicó anteriormente, para extensómetros de longitud base variable se debe elegir para
cada certificado de calibración una longitud base de las que proporciona. Si se quiere calibrar el
extensómetro utilizando diferentes longitudes base, se debe realizar un proceso de calibración
completo independiente para cada una de ellas.
Se recomienda utilizar el método directo, ya que se obtienen mediciones más precisas.
Las medidas se tomarán empleando un calibre electrónico u otro dispositivo que proporcione
una resolución igual o mayor que la del calibre. Para fijar la longitud inicial del extensómetro se
debe presionar el pasador hasta que su extremo encaje en la muesca. La zona de contacto de las
cuchillas con la probeta se encuentra en la cara interna de estas; empleando los palpadores de

Metodología para la calibración de extensómetros
38
interiores del calibre se mide la distancia entre las caras, apoyando dichos palpadores en el punto
medio de dichas caras.
Antes de realizar cada una de las tres medidas se debe abrir y cerrar el extensómetro en todo su
recorrido.
Una vez realizadas las tres medidas de longitud inicial, se debe proporcionar al programa los
datos identificativos de los dispositivos de medición que se hayan utilizado para medir la
longitud inicial. Para los cálculos de incertidumbre que se realizarán posteriormente es
importante proporcionar, en milímetros, el valor de la incertidumbre expandida de estos
dispositivos. Dicho valor se encontrará en el último certificado de calibración del dispositivo.
4.5.4 Medición de los incrementos de longitud para cada intervalo.
Una vez realizadas las mediciones de la longitud base del extensómetro, se procede a realizar
los incrementos de longitud según los intervalos y rangos que hemos definido previamente.
La hoja de recopilación de datos muestra para cada intervalo los valores mínimo y máximo de
éste, y el valor nominal de cada incremento. Esta parte del proceso consiste en colocar el
extensómetro sobre los cabezales de la máquina de calibración e ir aplicando los incrementos
indicados en la tabla. Para cada incremento se registrará en la hoja la magnitud indicada por el
aparato de calibración y por el extensómetro. En la columna con encabezado “Aplicado” se
anotará el valor del desplazamiento aplicado por el aparato de calibración, y en la columna con
encabezado “Indicado”, el valor del desplazamiento indicado por el extensómetro.
Posteriormente en la hoja de cálculos se obtendrá la exactitud de la cadena extensométrica
comparando estos dos valores.
En cada intervalo se realizarán dos series de incrementos en todo el rango elegido, y además
cuatro series más aplicando directamente un incremento desde el punto mínimo del intervalo
hasta el punto máximo. Estas series adicionales se realizan para obtener suficientes datos que
permitan calcular la repetibilidad, necesaria para el cálculo de la incertidumbre de medida en el
caso de la norma UNE-EN ISO 9513:2013.
Fig. 17. Distribución de la hoja de toma de datos

Metodología para la calibración de extensómetros
39
Las mediciones se realizan colocando el extensómetro en su posición de longitud base sobre los
cabezales de la máquina de calibración. Utilizando las ruedas de la parte superior de la máquina,
se aplican los incrementos punto a punto, intentando conseguir un valor lo más cercano posible
al valor nominal. Es muy importante que los incrementos se hagan en un único sentido, es decir,
en caso de supercar el valor nominal NO SE DEBE DECREMENTAR LA LONGITUD PARA
OBTENER UN VALOR MÁS PRECISO.
Antes de realizar la primera serie de cada intervalo se debe anclar el extensómetro a la máquina
y accionarlo dos veces en todo su recorrido. Antes de cada nueva serie se debe retirar el
extensómetro del aparato de calibración y volver a colocarlo.
Para evitar posibles deslizamientos entre los cabezales del aparato de calibración y las cuchillas
del extensómetro, se recomienda que se empleen unas gomillas para anclar el extensómetro a
los cabezales en lugar de los alambres que se suelen usar. Las gomas proporcionan una mejor
sujeción del extensómetro a los cabezales.
Fig. 18. Anclaje del extensómetro a los cabezales
Durante la aplicación de los incrementos se deben completar las casillas correspondientes a la
temperatura ambiental media durante cada serie y a la resolución de la cadena extensométrica al
inicio y al final del intervalo.
Por último, completar los datos identificativos de todos los dispositivos auxiliares que se hayan
empleado durante la aplicación de los intervalos (termómetro, etc).

Metodología para la calibración de extensómetros
40
4.6 Introducción de los datos en el programa
Una vez recogidos todos los datos necesarios, se procede a introducirlos en el programa en la
pestaña “INTRODUCIR DATOS”. En esta pestaña encontraremos la misma configuración que
en la hoja de recogida de datos que se ha impreso anteriormente. Se introducen todos los datos
recogidos teniendo especial cuidado en usar como separador de decimales la coma en vez del
punto.
Los datos recogidos son válidos tanto para la calibración según la norma UNE como para la
ASTM.
Una vez completado este paso se habrá terminado de utilizar el aparato de calibración. A
continuación se pasa al apartado de cálculos.

Tratamiento de datos
41
5 TRATAMIENTO DE DATOS
Una vez recogidos todos los datos experimentales, el programa procede a realizar los cálculos
necesarios para clasificar la cadena extensométrica.
5.1 Cálculos
Una vez introducidos los datos en el programa, hay que abrir la pestaña “CALCULOS”. En esta
pestaña se organizan los cálculos realizados en el siguiente código de colores:
Naranja: Cálculos numéricos.
Verde: Resultados de la clasificación de la cadena extensométrica.
Como se indicaba en la Introducción, los elementos que determinan la clase de un extensómetro
son tres:
Clase de la longitud inicial.
Clase de la exactitud.
Clase de la resolución.
La clasificación final de la cadena extensométrica será la peor de estas tres.
En esta hoja se han desglosado y clasificado por separado cada uno de estos elementos para, en
caso de ser necesario, determinar que parámetro falla o perjudica a la buena clasificación del
extensómetro.
Los cálculos que se realizan en las dos normas son muy parecidos, aunque difieren en algunos
puntos. A continuación se explicarán con detalle los cálculos llevados a cabo para cada una de
las normas.
5.1.1 Cálculos indicados en la norma UNE EN-ISO 9513:2013
Longitud base del extensómetro.
Utilizando las tres mediciones obtenidas se calcula la longitud inicial media, y comparándola
con la nominal, obtenemos el error relativo de esta.
Media: 𝑙𝑒1+𝑙𝑒2+𝑙𝑒3
3 (2)
Error relativo: | 𝑙𝑒−𝑙𝑒𝑚𝑒𝑑𝑖𝑜 |
𝑙𝑒𝑚𝑒𝑑𝑖𝑜𝑥 100 (3)
La Tabla 3 proporciona la clasificación de la longitud base del extensómetro en función de su
error relativo.

Tratamiento de datos
42
Error de exactitud.
Es la diferencia entre la magnitud indicada por el aparato de calibración y la indicada por el
extensómetro. Se calcula tanto la exactitud absoluta como la relativa.
Exactitud absoluta: 𝑞𝑏 = ( 𝑙𝑖 − 𝑙𝑡 ) (4)
Exactitud relativa: 𝑞𝑟𝑏 =𝑙𝑖−𝑙𝑡
𝑙𝑡𝑥 100 (5)
Siguiendo la Tabla 5, se da una clasificación para cada uno de estos errores. La clase global de
la exactitud será para cada punto la menos restrictiva entre la clase del error absoluto y el relativo.
Resolución.
Es el mínimo incremento de longitud que puede detectar el extensómetro.
Resolución absoluta: Su obtención está descrita en la pág. 32.
Resolución relativa: 𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑎𝑏𝑠𝑜𝑙𝑢𝑡𝑎
𝑙𝑖 𝑥 100. (6)
De igual manera que en la exactitud, la Tabla 5 proporciona la clasificación de la resolución,
donde la clase global de la resolución será la menos restrictiva entre la clase de la resolución
absoluta y la relativa.
A continuación se muestra la Tabla 8, obtenida de la ref. [1] (pág. 15).
Tabla 8. Clasificación de la cadena extensométrica según la norma UNE EN-ISO 9513:2013

Tratamiento de datos
43
Una vez obtenida la clasificación para la longitud inicial, la exactitud y la resolución, se toma
como clase global de la cadena extensométrica la peor clase de estas tres. Esta clasificación se
muestra a la derecha de la tabla de cálculos.
Fig. 19. Clasificación final UNE de la cadena extensométrica
Para tener una vista global de la clasificación, se realiza una representación gráfica en la que se
dibujan los límites de la clase obtenida por el extensómetro y los valores de exactitud obtenidos
por éste durante la aplicación de los incrementos de longitud de la calibración. Para construir los
límites se representa el máximo entre los límites absolutos y relativos de la clase. De igual
manera, en cada una de las series se ha dibujado para cada punto la máxima exactitud entre la
relativa y la absoluta. Para que la cadena extensométrica pertenezca a una determinada clase,
todos sus puntos deben quedar dentro de los límites de dicha clase.
En esta representación se aprecia claramente el criterio nombrado anteriormente, en el que se
tomaba como clase de la exactitud la menos restrictiva entre la clase absoluta y la relativa. Esto
se ve en la gráfica, ya que hay puntos que no cumplen el límite absoluto (línea horizontal), pero
sí están dentro de los límites relativos (líneas diagonales).
Fig. 20. Gráfica resumen de datos y límites de clasificación UNE.
Aplicado
patrón. (mm)
Indicado
Extens. (mm)
Exactitud
Absoluta (mm)
Clase Exactitud
Absoluta
Exactitud
Relativa (%)
Clase exactitud
RelativaCLASE EXACTITUD
Resolución
Absoluta
(mm)
Clase
Resolución
Absoluta
Resolución
Relativa (%)
Clase Resolución
Relativa
CLASE
RESOLUCIÓN
0,25012 0,2507 -0,0006 0,2 0,2319 0,5 0,2 0,0010 1,0 0,3989 1,0 1,0
0,50010 0,4993 0,0008 0,5 -0,1600 0,2 0,2 0,0010 1,0 0,2003 0,5 0,5
0,75008 0,7497 0,0004 0,2 -0,0507 0,2 0,2 0,0010 1,0 0,1334 0,5 0,5
1,00002 0,9986 0,0014 0,5 -0,1420 0,2 0,2 0,0010 1,0 0,1001 0,5 0,5
1,25020 1,2500 0,0002 0,2 -0,0160 0,2 0,2 0,0010 1,0 0,0800 0,2 0,2
1,50006 1,5050 -0,0049 2,0 0,3293 0,5 0,5 0,0010 1,0 0,0664 0,2 0,2
1,75240 1,7540 -0,0016 1,0 0,0913 0,2 0,2 0,0010 1,0 0,0570 0,2 0,2
2,00010 2,0020 -0,0019 1,0 0,0950 0,2 0,2 0,0010 1,0 0,0500 0,2 0,2
2,25006 2,2520 -0,0019 1,0 0,0862 0,2 0,2 0,0010 1,0 0,0444 0,2 0,2
2,50010 2,5010 -0,0009 0,5 0,0360 0,2 0,2 0,0010 1,0 0,0400 0,2 0,2
CLASE UNE
EXTENSÓMETRO1
Error de Resolución
SERIE 2
Error de exactitud
-0,0200
-0,0150
-0,0100
-0,0050
0,0000
0,0050
0,0100
0,0150
0,0200
0 1 2 3 4Exac
titu
d
Lectura del extensómetro
maximo
minimo
SERIE 1
SERIE 2
Límite superior
de la clase del
extensómetro. El
tramo horizontal
se corresponde
con la exactitude
absoluta y el
tramo inclinado
con la relativa.

Tratamiento de datos
44
5.1.2 Cálculos indicados en la norma ASTM E83-10a
La norma ASTM realiza los cálculos de dos formas:
En términos relativos (%).
En términos de deformación (mm/mm). Estos cálculos se realizan dividiendo los datos
de exactitud y de resolución, dados en mm, entre la longitud inicial del extensómetro.
Longitud base del extensómetro.
Se realiza de la misma forma que en la norma UNE, con la diferencia de que se calcula el error
medio de la longitud inicial en términos relativos.
La Tabla 4 proporciona la clasificación de la longitud base del extensómetro en función de su
error relativo.
Error de exactitud.
Es la diferencia entre la magnitud indicada por el aparato de calibración y la indicada por el
extensómetro. Se calcula tanto la exactitud relativa como en términos de deformación.
Exactitud absoluta: 𝑞𝑏 = 𝑙𝑖−𝑙𝑡
𝐿0 (7)
Exactitud relativa: 𝑞𝑟𝑏 =𝑙𝑖−𝑙𝑡
𝑙𝑡𝑥 100 (8)
Siguiendo la Tabla 6, se da una clasificación para cada uno de estos errores. La clase global de
la exactitud será para cada punto la menos restrictiva entre la clase del error absoluto en
deformación y el relativo.
Resolución.
Es el mínimo incremento de longitud que puede detectar el extensómetro.
Resolución absoluta: Su obtención está descrita en la pág. 32. Se divide por la longitud inicial
media del extensómetro para obtener la resolución en términos de deformación.
Resolución relativa: 𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑎𝑏𝑠𝑜𝑙𝑢𝑡𝑎
𝑙𝑖 𝑥 100. (9)
De igual manera que en la exactitud, la Tabla 6 proporciona la clasificación de la resolución
donde la clase global de la resolución será la menos restrictiva entre la clase de la resolución
absoluta en deformación y la relativa.

Tratamiento de datos
45
A continuación se muestra la Tabla 9, obtenida de la ref. [2].
Tabla 9. Clasificación de la cadena extensométrica según la norma ASTM E83-10a
A diferencia de la norma UNE, la norma ASTM pide que se calcule la repetitividad del
extensómetro.
Se ha calculado la repetitividad de cada incremento de longitud, de manera que la repetitividad
global del intervalo será la del incremento de longitud con mayor valor de repetitividad.
Repetitividad: 1
𝑛 (𝑛−1)√∑ (𝑞𝑖 − ��)2𝑛
𝑖=1 . (10)
De la misma manera que con la norma UNE, una vez obtenida la clasificación para la longitud
inicial, la exactitud y la resolución, se toma como clase global de la cadena extensométrica la
peor clase de estas tres. Esta clasificación se muestra a la derecha de la tabla de cálculos.
Fig. 21. Clasificación final ASTM de la cadena extensométrica
Por último se representan gráficamente los resultados de la clasificación del intervalo de forma
análoga a la realizada en la norma UNE.
0,25012 0,2507 -0,000012 Clase A 0,232 Clase B-1 Clase A 0,000020 Clase B-1 0,400 Clase C Clase B-1 0,0000016 0,03197
0,50010 0,4993 0,000016 Clase A 0,160 Clase B-1 Clase A 0,000020 Clase B-1 0,200 Clase B-1 Clase B-1 0,0000020 0,02000
0,75008 0,7497 0,000008 Clase A 0,051 Clase A Clase A 0,000020 Clase B-1 0,133 Clase B-1 Clase B-1 0,0000024 0,01600
1,00002 0,9986 0,000028 Clase B-1 0,142 Clase B-1 Clase B-1 0,000020 Clase B-1 0,100 Clase B-1 Clase B-1 0,0000068 0,03401
1,25020 1,2500 0,000004 Clase A 0,016 Clase A Clase A 0,000020 Clase B-1 0,080 Clase B-1 Clase B-1 0,0000068 0,02717
1,50006 1,5050 -0,000098 Clase B-1 0,329 Clase B-1 Clase B-1 0,000020 Clase B-1 0,067 Clase B-1 Clase B-1 0,0000348 0,11633
1,75240 1,7540 -0,000032 Clase B-1 0,091 Clase A Clase A 0,000020 Clase B-1 0,057 Clase B-1 Clase B-1 0,0000066 0,01864
2,00010 2,0020 -0,000038 Clase B-1 0,095 Clase A Clase A 0,000020 Clase B-1 0,050 Clase A Clase A 0,0000108 0,02700
2,25006 2,2520 -0,000039 Clase B-1 0,086 Clase A Clase A 0,000020 Clase B-1 0,044 Clase A Clase A 0,0000102 0,02264
2,50010 2,5010 -0,000018 Clase A 0,036 Clase A Clase A 0,000020 Clase B-1 0,040 Clase A Clase A 0,0000309 0,06200
Repetitividad
(%)
Clasificación
Error Relativo
CLASIFICACIÓ
N ERROR
Repetitividad
(mm/mm)
Aplicado
patrón
(mm)
Clasificación
Error Absoluto
Error de
medida (%)
Resolución
relativa (%)
Clasificación
res. Relativa
CLASIFICACIÓN
RESOLUCIÓN
Clasificación
res. Absoluta
SERIE 2
Indicado
Extens. (mm)
Error de
deformación
(mm/mm)
Cálculos de Repetitividad
Clase CCLASE ASTM
EXTENSÓMETRO
Resolución
(mm/mm)

Tratamiento de datos
46
En esta gráfica se representa en el eje X el desplazamiento del extensómetro en términos de
deformación, en lugar de en milímetros, como ocurría en las gráficas de la norma UNE.
Fig. 22. Gráfica resumen de datos y límites de clasificación ASTM
Al igual que en la representación anterior, se observa que hay puntos que sobrepasan el límite
correspondiente al error absoluto, pero cumplen el límite correspondiente al error relativo, por
lo que se considera el extensómetro dentro de la clase.
-0,0005000
-0,0004000
-0,0003000
-0,0002000
-0,0001000
0,0000000
0,0001000
0,0002000
0,0003000
0,0004000
0,0005000
0,0000 0,0200 0,0400 0,0600 0,0800 0,1000
Erro
r (m
m/m
m)
Deformación (mm/mm)
Máximos
Mínimos
Serie 1
Serie 2

Tratamiento de datos
47
5.2 Introducción a la estimación de incertidumbres de medida.
La norma establece que se debe realizar un cálculo de la incertidumbre de medida asociada a la calibración. En este apartado se hará una introducción al significado e importancia de la estimación de incertidumbres.
La incertidumbre de una medición está asociada generalmente a su calidad; podría definirse como la duda que existe respecto al resultado de dicha medición. Comúnmente se puede pensar que los instrumentos de medida (reglas, calibres, termómetros, etc…) son perfectamente precisos; sin embargo, en toda medición, aún en las más cuidadosas, existe siempre un margen de duda. Este margen de duda es lo que se denomina Incertidumbre de medición.
Una vez establecida la existencia de este margen de duda, el siguiente paso es intentar cuantificarlo. Para ello son necesarias dos magnitudes:
Tamaño del intervalo: es el ancho de este margen de duda de la medición.
Nivel de confianza: establece lo seguros que estamos de que el valor verdadero de la medición se encuentra dentro del intervalo. Por lo general, los cálculos de incertidumbre que se llevan a cabo están referidos a un nivel de confianza del 95%, para una distribución normal.
Una vez explicado esto, es muy común confundir incertidumbre y error. Es importante tener clara la diferencia entre estos dos conceptos:
Error: Es la diferencia entre un valor medido y el valor convencionalmente verdadero del objeto que se está midiendo.
Incertidumbre: Es la cuantificación de la duda que se tiene sobre el resultado de una medición.
La incertidumbre asociada a una medición es el resultado de la combinación de múltiples factores que contribuyen a generar incertidumbre. Para calcular la incertidumbre podríamos tener en cuenta todos los factores que fuéramos capaces de imaginar; por ello, la guía GUM (guía para la expresión de la incertidumbre de medida) propone utilizar de forma general el siguiente listado de fuentes de incertidumbre:
a) Definición incompleta del mensurando.
b) Muestra no representativa del mensurando.
c) Efecto de las condiciones ambientales sobre la medición.
d) Lectura sesgada de instrumentos analógicos.
e) Resolución finita del instrumento de medida.
f) Valores inexactos de los patrones de medida.
g) Valores inexactos de constantes y parámetros de fuentes externas.
h) Aproximaciones e hipótesis establecidas en el método de medida.
i) Variaciones en las observaciones repetidas del mensurando, en condiciones

Tratamiento de datos
48
aparentemente idénticas.
Es habitual que las fuentes de incertidumbre encontradas condicionen el procedimiento de medida a seguir, con el fin de que estos errores se minimicen o desaparezcan. Por ejemplo, si para realizar una medida de volumen de un líquido se sabe que la variación de temperatura influye en el resultado, se puede atemperar el líquido a medir para evitar variaciones de temperatura significativas y así eliminar esta fuente de error.
Por tanto, se puede decir que el análisis del proceso de medida lleva a establecer un procedimiento de medida.
Una vez se ha definido el proceso de medida e identificado las fuentes de incertidumbre que pueden afectar significativamente al resultado de la medida, es necesario establecer la función matemática que relaciona el resultado de la magnitud a medir con las magnitudes de entrada.
𝑌 = 𝑓( 𝑋1, 𝑋2, … . . 𝑋𝑁) (11)
La función 𝑓 no expresa simplemente una ley física, sino el proceso de medida y, en particular, la función debe contener todas las magnitudes que contribuyen significativamente a la incertidumbre del resultado final.
Muy habitualmente esta función tendrá la forma siguiente:
𝑦 = �� + ∑ ∆𝑥𝑐 + ∑ 𝛿𝑥𝑑 (12)
Siendo:
�� : Media de un conjunto de observaciones.
∑ ∆𝑥𝑐 : Correcciones conocidas al valor medio obtenido. P.e., desajuste del equipo.
∑ 𝛿𝑥𝑑 : Correcciones desconocidas al valor medio obtenido. P.e., resolución del equipo de
medida o variación de la temperatura durante el tiempo de medida.
Una vez establecida la función es necesario estimar la contribución de cada magnitud de entrada
a la incertidumbre del resultado de la magnitud de salida.
Para calcular el valor numérico (desviación típica) de cada una de las componentes,
emplearemos dos métodos diferentes según el tipo de la fuente de incertidumbre:

Tratamiento de datos
49
Evaluaciones Tipo A
Se trata de valores de incertidumbre típica obtenidos por análisis estadístico de una serie de
observaciones realizadas experimentalmente. En este caso, la incertidumbre típica es la
desviación típica de la media.
𝑢(��) = 1
√𝑛√
∑ (�� − 𝑥𝑖)2𝑛𝑖=1
𝑛 − 1 (13)
Un ejemplo típico de evaluación tipo A es la repetitividad de un proceso o instrumento de
medida.
Evaluaciones tipo B
Una evaluación de tipo B de la incertidumbre típica se efectúa por un criterio científico fundado
sobre todas las informaciones disponibles, que pueden incluir:
Resultados de medidas anteriores.
La experiencia o el conocimiento general del comportamiento y las propiedades de los
materiales e instrumentos utilizados.
Las especificaciones del fabricante.
Los datos suministrados por certificados de calibración u otros documentos.
La incertidumbre asignada a valores de referencia obtenidos de la literatura técnica y
los manuales.
El comportamiento de la magnitud se tipifica mediante una función de densidad de probabilidad,
con un límite de variación o recorrido:
Fig. 23. Función de distribución de probabilidad normal
Una vez conocidas las magnitudes de todas las fuentes de incertidumbre consideradas, hay que
buscar un método para combinarlas y poder calcular así el valor total de la incertidumbre de
medida.
Nivel de
confianza

Tratamiento de datos
50
Para ello se emplea la Ley de propagación de los errores, cuya expresión permite componer
todas estas contribuciones a la variación de la medida:
𝑢𝑐2(𝑦) = ∑ [
𝜕𝑓
𝜕𝑥𝑖]
𝑛
𝑖=1
2
𝑢2(𝑥𝑖) = 𝑐𝑖2 𝑢2(𝑥𝑖) (14)
Donde:
𝑢𝑐(𝑦): es el estadístico designado como la incertidumbre típica combinada y es una estimación
de la desviación típica de los posibles valores de la medida.
𝑓: es la función que permite determinar la medida (magnitud de salida) a partir de las distintas
contribuciones a la variación (magnitudes de entrada).
𝑢𝑐(𝑥𝑖): son las desviaciones típicas que cuantifican la variación de cada fuente de error
considerada, según lo indicado anteriormente.
𝑐𝑖: son constantes denominadas “coeficientes de sensibilidad”. Es la derivada parcial de la
función modelo con respecto a la magnitud de entrasa en estudio (xi).
Desarrollando la fórmula anterior se llega a una expresión general del siguiente tipo:
𝑢𝑐(𝑦) = √𝑐12. 𝑢2(𝑥1) + 𝑐2
2. 𝑢2(𝑥2) + 𝑐32. 𝑢2(𝑥3)+ . . . + 𝑐𝑛
2. 𝑢2(𝑥𝑛) (15)
En la mayoría de situaciones, el resultado final de la incertidumbre de medida se da en forma de
lo que se conoce como “incertidumbre expandida”.
La incertidumbre expandida “U” para una probabilidad de cobertura “ p “ del intervalo ( y – U ,
y + U ) se obtiene multiplicando la incertidumbre típica combinada 𝑢𝑐(𝑦) por un factor de
cobertura K, que depende de la forma de la distribución y de la probabilidad de cobertura.
𝑈 = 𝑘 . 𝑢𝑐(𝑦) (16)
Usualmente, la incertidumbre expandida se da para una probabilidad de cobertura p = 95%. En
Europa, este valor es obligatorio en los certificados de calibración emitidos por laboratorios
acreditados por miembros de EA.

Tratamiento de datos
51
Cálculo del parámetro K
El parámetro K se denomina “factor de cobertura” y su valor se obtiene en función del número
de grados efectivos de libertad (𝑉𝑒𝑓𝑓) con los que se estima la medida. Los grados efectivos de
libertad se calculan según la expresión:
𝑉𝑒𝑓𝑓 = 𝑢4(𝑦)
∑𝑢4(𝑥𝑖)
𝑣𝑖
(17)
Si el número de grados efectivos de libertad es superior a 50, podemos considerar que estamos
en condiciones de normalidad y utilizar el valor k = 2.
En este procedimiento se han realizado seis series en la toma de datos ( cuatro de ellas sólo del
incremento de longitud máximo) para obtener un número de grados de libertad cercano o
superior a 50.
Una vez calculados los grados efectivos de libertad se utiliza la función denominada “ t de
Student “ para obtener el valor de K. Esta función proporciona el valor de K para un
determinado valor de 𝑉𝑒𝑓𝑓.
La siguiente tabla proporciona los valores de K para un nivel de confianza de aproximadamente
95% ( 95,45%) en función del número de grados de libertad:
𝑉𝑒𝑓𝑓 1 2 3 4 5 6 7 8 10 20 50 >50
𝑘 13.97 4,53 3,31 2,87 2,65 2,52 2,43 2,37 2,28 2,13 2,05 2,00
Tabla 10. Valores de K en función de sus grados de libertad para una p = 95%

Tratamiento de datos
52
5.3 Estimación de incertidumbres según UNE EN-ISO 9513:2013.
Son muchos los elementos que contribuyen a la incertidumbre del proceso de calibración. La
ref. [1] (pág.16) considera 2 grupos de contribuciones a la incertidumbre durante el proceso de
calibración:
1. Contribución del aparato de calibración (𝑢𝑐𝑎𝑙 , 𝑢𝐴, 𝑢𝐵).
2. Contribución de la cadena extensométrica ( 𝑢𝑟 , 𝑢𝑏).
Contribución del aparato de calibración a la incertidumbre de medida.
La incertidumbre típica relativa al aparato de calibración 𝑢𝑠𝑡𝑑 se obtiene mediante:
𝑢𝑠𝑡𝑑 = √𝑢𝑐𝑎𝑙2 + 𝑢𝐴
2 + 𝑢𝐵2 (𝑚𝑚) (18)
Donde:
𝒖𝒄𝒂𝒍: es igual a 0,5 veces la incertidumbre expandida del aparato de calibración, determinada a
partir de su certificado de calibración o de otra fuente fiable.
𝒖𝑨 : es la incertidumbre típica debida a la diferencia de temperatura entre la temperatura de
calibración del aparato de calibración y la temperatura de calibración del extensómetro.
𝑢𝐴 = 𝑒𝑟𝑟𝑜𝑟
√3 (𝑚𝑚) (19)
𝑒𝑟𝑟𝑜𝑟 = 𝛼 𝑥 ∆𝑇 (20)
𝛼 = 0,6 𝑥10−6 (𝑚
𝑚℃)
(21)
∆𝑇 = |𝑇𝑐𝑎𝑙.𝑎𝑝𝑎𝑟𝑎𝑡𝑜 − 𝑇𝑐𝑎𝑙.𝑒𝑥𝑡𝑒𝑛𝑠ó𝑚𝑒𝑡𝑟𝑜| (22)
Donde α es la constante de dilatación térmica del aparato de calibración, proporcionada por el
fabricante, y ∆T es la diferencia entre la temperatura a la que se calibró el aparato de calibración
y la temperatura a la que se está calibrando el extensómetro.
El aparato se calibre generalmente a 20℃, pero de no ser así se debe indicar la nueva temperatura
en la celda correspondiente de la hoja “Datos generales”.

Tratamiento de datos
53
𝒖𝑩: es la incertidumbre típica debida a la inestabilidad a largo plazo (deriva) del aparato de
calibración.
𝑢𝐵 = 𝑑𝑒𝑟𝑖𝑣𝑎
√3 (𝑚𝑚) (23)
Donde la deriva se calcula como la máxima diferencia entre medidas de todas las calibraciones
anteriores del aparato de calibración.
𝒖𝑫 : en la ref. [1] (pág. 19) se define como la incertidumbre debida a la aproximación lineal de
la curva polinómica. Se usa sólo en caso de que sea necesario este ajuste lineal; en nuestro
caso no se tiene en cuenta esta contribución ya que no es necesaria.
Contribución de la cadena extensométrica a la incertidumbre de medida.
Los elementos que contribuyen a la incertidumbre de medida de la cadena extensométrica son
dos:
𝒖𝒓 : se define como la incertidumbre típica debida a la resolución; a diferencia de las anteriores,
se calcula utilizando una distribución rectangular.
𝑢𝑟 = 𝑟𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑎𝑏𝑠.
2√3 (𝑚𝑚) (24)
𝒖𝒃: es la incertidumbre típica debida a la repetibilidad; es la desviación típica del valor estimado
del error relativo medio.
𝑢𝑏 = √1
𝑛(𝑛 − 1)∑(𝑞𝑖 − 𝑞𝑚𝑒𝑑𝑖𝑎)2 (25)
donde:
n : es el número de lecturas, 6 en nuestro caso (6 series).
𝑞𝑖 : es el error de exactitud absoluta del punto “x” de la serie “i”. (mm)
𝑞𝑚𝑒𝑑𝑖𝑜 : es el error de exactitud medio del punto “x” de las 6 series. (mm)

Tratamiento de datos
54
Una vez calculadas las contribuciones del aparato de calibración y de la cadena extensométrica,
se calcula el error medio de la calibración como:
𝑢𝑞 = √𝑢𝑠𝑡𝑑2 + 𝑢𝑟
2 + 𝑢𝑏2 (26)
Una vez que todas las incertidumbres típicas pertinentes han sido tenidas en cuenta, la
incertidumbre combinada 𝑢𝑞 se multiplica por un factor de cobertura “K” para obtener la
incertidumbre expandida 𝑈.
𝑈 = 𝑘. 𝑢𝑞 (27)
El coeficiente “K” se calcula a partir del número de grados efectivos de libertad basado en los
principios establecidos en la guía ISO/IEC 98-3, y su función es proporcionar un grado de
confianza del 95% en el cálculo de la incertidumbre.
Todos estos cálculos de incertidumbre se realizan en la pestaña “INCERTIDUMBRES” del
programa de calibración. En esta pestaña se sigue el siguiente código de colores:
Naranja: Cálculos necesarios de exactitud y resolución.
Morado: Cálculo de los elementos de incertidumbre.
Verde: Valor final de incertidumbre (𝑢𝑞 𝑦 𝑈).
Fig. 24. Estimación de los factores de incertidumbre para la norma UNE

Tratamiento de datos
55
Siguiendo las pautas antes explicadas, se calcula la incertidumbre de cada punto de cada
intervalo. Se tomará como incertidumbre del intervalo la del punto con mayor incertidumbre.
En este programa se ha decidido calcular dos tipos de incertidumbre: la incertidumbre indicada
por la norma y una incertidumbre adicional que se ha denominado “incertidumbre de uso” que
tiene en cuenta, además de las contribuciones antes descritas, la deriva del extensómetro. Se ha
denominado de esta manera debido a que hemos considerado que esta es la incertidumbre real
asociada al extensómetro durante su vida útil. Esta incertidumbre se presenta en el informe a
continuación de las gráficas de calibración.
Fig. 25. Incertidumbre global según norma UNE
Según lo indicado en la ref. [1], razonablemente se puede esperar que el valor del error medio
estimado “E” se encuentre en el intervalo 𝐸 = 𝑞 ± 𝑈
Históricamente, la incertidumbre de medida no se ha tenido en cuenta para fines de clasificación;
sin embargo la incertidumbre se debe calcular y se puede tener en cuenta para estos fines. Esto
puede afectar a la clasificación de las cadenas extensométricas debido a que los valores máximos
admisibles no se han modificado. Tener en cuenta o no la incertidumbre para la clasificación del
extensómetro queda a elección del usuario.
La ref. [1] (pág. 21) indica los valores típicos de incertidumbre que se suelen dar para cada clase
del extensómetro:
Tabla 11. Valores máximos típicos de Incertidumbre de las cadenas extensométricas
Veff K
11,4692432 2,20 uq´ (mm)
0,0003
0,0003
0,0003
0,0004
0,0004
0,0018
0,0004
0,0006
0,0006
Incertidumbre general estipulada en la norma 0,0005
Esta incertidumbre incluye el efecto de la deriva del extensómetro, la cúal es realmente
la incertidumbre que tendremos durante el uso del extensómetro
Incertidumbre (mm) 0,0039 Incertidumbre de uso (mm) 0,0042

Tratamiento de datos
56
5.4 Estimación de incertidumbres según ASTM E83-10a
La norma ASTM E83-10a considera los siguientes grupos de contribuciones para la estimación
de la incertidumbre de medición:
1. Incertidumbre del laboratorio (𝑢𝑙𝑎𝑏)
2. Incertidumbre de la resolución (𝑢𝑅𝑚𝑎𝑥, 𝑢𝑧)
3. Incertidumbre de la longitud inicial (𝑢𝐿0)
Estimación de la incertidumbre del laboratorio.
La incertidumbre del laboratorio se estima como combinación de cuatro factores:
𝒖𝒍𝒂𝒃 = √𝑢𝑝2 + 𝑢𝑒𝑞,𝐿0
2 + 𝑢𝐷2 + 𝑢𝐴
2 (28)
donde:
𝒖𝒑: es la incertidumbre de medición que se proporciona en el último informe de calibración del
aparato de calibración. A su vez 𝑢𝑝 se puede subdividir en 2 parámetros distintos:
𝑢𝑝1:Incertidumbre de los patrones de medida del desplazamiento, por ejemplo la
resolución del equipo de calibración.
𝑢𝑝2:Incertidumbre de calibración del equipo de medida, en nuestro caso, la
incertidumbre del aparato de calibración. Por lo general se puede utilizar 𝑢𝑝2
directamente, después de asegurar que en el cálculo de incertidumbre del equipo de
medida se ha tenido en cuenta la resolución.
𝒖𝒆𝒒,𝑳𝟎: se define como la incertidumbre del equipo de medida de la longitud de referencia, en
nuestro caso el calibre electrónico; aparece en el certificado de calibración de este.
𝒖𝑫: contribución a la incertidumbre de medición correspondiente a la deriva del aparato de
calibración.
La deriva del aparato de calibración se calcula como la máxima diferencia entre los errores
ocurridos durante el histórico de calibración del aparato.
𝑢𝐷 = 𝐷𝑒𝑟𝑖𝑣𝑎
√3
(29)

Tratamiento de datos
57
Esto se calcula en la pestaña “Registro de calibración” cuyo funcionamiento se explicará con
mayor detalle más adelante. En este registro se almacenan los resultados de las distintas
calibraciones a las que se ha sometido el aparato de calibración. La empresa al cargo de la
calibración del aparato proporciona los errores del aparato comenzando desde cuatro longitudes
iniciales diferentes: 0 mm, 25 mm, 50 mm y todo el rango completo.
El programa calcula la deriva de cada intervalo y emplea para el cálculo de incertidumbres el
valor de la deriva que se corresponde con la longitud inicial del aparato de calibración más
cercano al valor de la longitud inicial del extensómetro que se está calibrando.
Por ejemplo: Para un extensómetro con una longitud inicial de 25 mm, se empleará el valor de
la deriva correspondiente a los datos del certificado del aparato de calibración obtenidos con una
longitud base de 25 mm.
𝒖𝑨: Incertidumbre debida a las condiciones ambientales. Es la incertidumbre típica debida a la
desviación de temperatura entre la temperatura de calibración del aparato de calibración y
la temperatura de calibración del extensómetro. Se ha calculado de la misma manera que la
indicada en el apartado 5.3.
Contribución de la resolución del extensómetro a la incertidumbre de medida.
La norma indica que se tengan en cuenta la resolución en dos momentos distintos de la
calibración, ya que esta puede variar al medir incrementos de longitud cercanos a los valores
máximos del recorrido del extensómetro.
𝒖𝒛: Contribución a la incertidumbre de la resolución en el extremo inferior de incremento de
longitud de un intervalo.
𝑢𝑧 =𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑒𝑛 𝑝𝑢𝑛𝑡𝑜 𝑚í𝑛 𝑑𝑒𝑙 𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑜
2√3
(30)
𝒖𝑹𝒎á𝒙: Contribución a la incertidumbre de la resolución en el extremo superior de incremento
de longitud de un intervalo.
𝑢𝑅𝑚á𝑥 = 𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑒𝑛 𝑝𝑢𝑛𝑡𝑜 𝑚á𝑥 𝑑𝑒𝑙 𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑜
2√3
(31)
Estimación de la incertidumbre de medida de la longitud inicial
La incertidumbre en la medida de la longitud inicial del extensómetro se ha estimado
combinando 2 factores:

Tratamiento de datos
58
𝒖𝒆𝒙: Incertidumbre debida a la exactitud de las medidas tomadas. Para calcular la incertidumbre
de medida de datos obtenidos experimentalmente, se emplea el cálculo de incertidumbre
para variables tipo A:
𝑢(��) =1
√𝑛√
∑ (�� − 𝑥𝑖)2𝑛𝑖=1
𝑛 − 1 (32)
que aplicado al caso concreto de medición de la longitud inicial queda de la siguiente forma:
𝑢𝑒𝑥 =1
√3√∑ (𝐿𝑒
− 𝐿𝑒1´ )
2+ (𝐿𝑒
− 𝐿𝑒2´ )
2+ (𝐿𝑒
− 𝐿𝑒3´ )
23𝑖=1
3 − 1 (33)
𝒖𝒆𝒒,𝑳𝟎: Como ya se indicó anteriormente, es la incertidumbre de medida del intrumento utilizado
para medir la longitud inicial del extensómetro.
Combinando estos dos factores se obtiene el valor de la incertidumbre de medida de la
longitud inicial:
𝑢𝐿0 = √𝑢𝑒𝑥2 + 𝑢𝑒𝑞,𝐿0
2 (33)
En la norma UNE se calcula esta incertidumbre de la misma manera.
Una vez calculadas todas las contribuciones tenidas en cuenta, obtenemos la estimación global
de la incertidumbre según la norma ASTM E83-10a combinándolas:
𝑢𝑞 = √𝑢𝑙𝑎𝑏2 + 𝑢𝑅𝑚á𝑥
2 + 𝑢𝑧2 + 𝑢𝐿0
2 (34)
De igual manera que en la norma UNE EN-ISO 9513:2013, se calcula la incertidumbre
expandida de medición multiplicando 𝑢𝑞 por el factor de cobertura “k”.
De la misma forma se ha calculado una segunda incertidumbre llamada “Incertidumbre de
uso” que incluye la contribución de la deriva del extensómetro.
5.5 Elaboración del informe de calibración.
Una vez completados los cálculos necesarios, pasamos a elaborar el informe de calibración. El
programa lo elabora de forma automática según los datos recogidos en las hojas de “Datos
Generales”, “Cálculos” e “Incertidumbres”.
Se generan dos informes en dos pestañas independientes, una para el informe de la calibración
de acuerdo a la norma UNE EN-ISO 9513:2013 y otra para la norma ASTM E83-10a.
En la primera hoja, después de todos los datos identificativos necesarios, se presenta un resumen
de los intervalos evaluados y la clasificación final de cada uno de ellos.
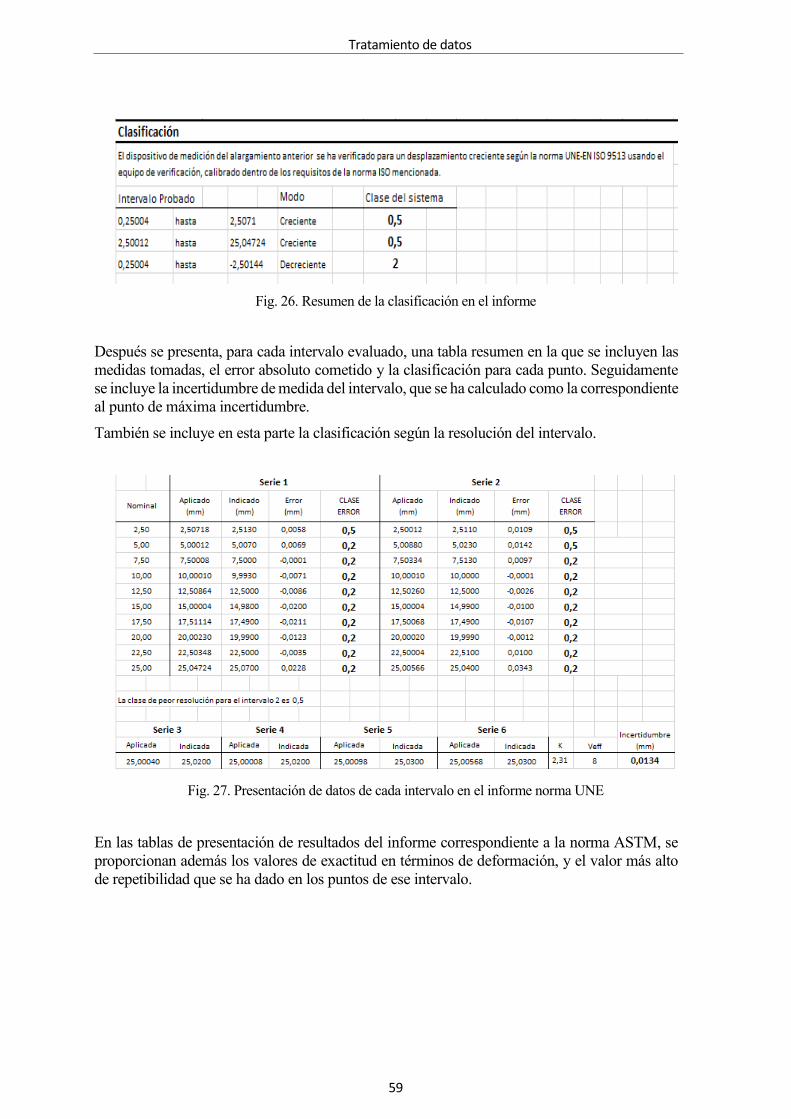
Tratamiento de datos
59
Fig. 26. Resumen de la clasificación en el informe
Después se presenta, para cada intervalo evaluado, una tabla resumen en la que se incluyen las
medidas tomadas, el error absoluto cometido y la clasificación para cada punto. Seguidamente
se incluye la incertidumbre de medida del intervalo, que se ha calculado como la correspondiente
al punto de máxima incertidumbre.
También se incluye en esta parte la clasificación según la resolución del intervalo.
Fig. 27. Presentación de datos de cada intervalo en el informe norma UNE
En las tablas de presentación de resultados del informe correspondiente a la norma ASTM, se
proporcionan además los valores de exactitud en términos de deformación, y el valor más alto
de repetibilidad que se ha dado en los puntos de ese intervalo.

Tratamiento de datos
60
Fig. 28. Presentación de datos de cada intervalo en el informe norma ASTM
En esta norma se indica además el valor de la incertidumbre de uso junto al valor de la
incertidumbre expandida de calibración.
Fig. 29. Presentación de incertidumbres en el informe norma ASTM.
Después de las tablas correspondientes a cada interval, se pasa a incluir las representaciones
gráficas descritas en el apartado de cálculos. El programa dibujará automáticamente un
encabezado junto a un recuadro para cada gráfica. El usuario sólo tendrá que volver a la pestaña
“Calculos”, copiar la gráfica correspondiente y encajarla en su recuadro.
De esta manera se construye el informe y ya sólo queda imprimirlo y que sea firmado por la
persona homologada para realizar la calibración. Para imprimirlo, se selecciona la hoja
“Informe” y en Archivo se guarda como PDF sólo la hoja seleccionada. Después sólo hay que
imprimir dicho PDF.

Tratamiento de datos
61
Fig. 30. Colocación de las gráficas en los recuadros correspondientes
5.6 Registro de calibración.
La pestaña “Registro de calibraciones” tiene la función de almacenar los datos más relevantes
de las calibraciones realizadas anterioemente al extensómetro. Esto se denomina “Histórico de
calibración” y es importante para ver la evolución del extensómetro a lo largo del tiempo, y a
efectos de cálculo, para determinar la deriva tanto del extensómetro como del aparato de
calibración, que son elementos necesarios para la estimación de la incertidumbre de medida.
La pestaña consta de dos tablas, una para las calibraciones del extensómetro y otra para las del
aparato de calibración:
Huecos para encuadrar las
gráficas

Tratamiento de datos
62
1. Tabla de almacenamiento de las calibraciones anteriores del extensómetro.
En la primera tabla se almacenan los datos de las calibraciones anteriores del extensómetro.
Fig. 31. Tabla de registro del histórico de calibración del extensómetro
Consta de siete columnas, las dos primeras se corresponden con la fecha y el número de
certificado de la última calibración que se realizó al extensómetro.
Las cuatro columnas siguientes contienen el error de exactitud máximo de cada intervalo. Este
valor lo calcula el programa de forma automática al final de la pestaña.
Fig. 32. Tabla de errores máximos de la calibración actual del extensómetro
El programa toma los valores de los cálculos realizados anteriormente y calcula el error máximo
de cada intervalo; además completa las columnas de fecha de calibración, número de certificado
e incertidumbre.
Antes de finalizar la calibración, el usuario debe copiar estos datos y pegarlos en el siguiente
hueco libre en la tabla donde se lleva el registro del histórico de calibración del extensómetro.
De esta manera, cada extensómetro tiene guardado en su archivo de calibración correspondiente
los datos de las calibraciones anteriores.
El programa calcula la deriva de cada intervalo como la máxima diferencia entre errores, es
decir, el error máximo menos el error mínimo. La deriva de cada intervalo se utiliza para calcular
la incertidumbre de medición de ese intervalo.

Tratamiento de datos
63
2. Tabla de almacenamiento de las calibraciones anteriores del aparato de calibración.
A diferencia de la tabla anterior, esta tabla no la calcula el programa de forma automática, sino
que debe ser completada por el usuario.
Fig. 33. Tabla de registro del histórico de calibración del aparato de calibración
En los certificados de calibración del aparato de calibración, se proporcionan los errores del
aparato comenzando desde cuatro longitudes iniciales diferentes, 0 mm, 25 mm, 50 mm y todo
el rango completo. El usuario debe buscar dicho certificado en la base de datos de la empresa y
escribir el valor máximo del error para cada una de las cuatro longitudes iniciales evaluadas, así
como la fecha de la calibración, el número de certificado y la incertidumbre expandida en
milímetros (los certificados suelen darla en micropulgadas) indicada en el certificado.
De la misma forma que en el registro del extensómetro, se calcula el valor de la deriva para cada
columna.
Para el cálculo de incertidumbres, se utiliza el valor de la deriva que se corresponde con la
longitud inicial del aparato de calibración más cercano al valor de la longitud inicial del
extensómetro que se está calibrando.
Por ejemplo: Para un extensómetro con una longitud inicial de 25 mm, se empleará el valor de
la deriva correspondiente a los datos del certificado del aparato de calibración obtenidos con una
longitud base de 25 mm.
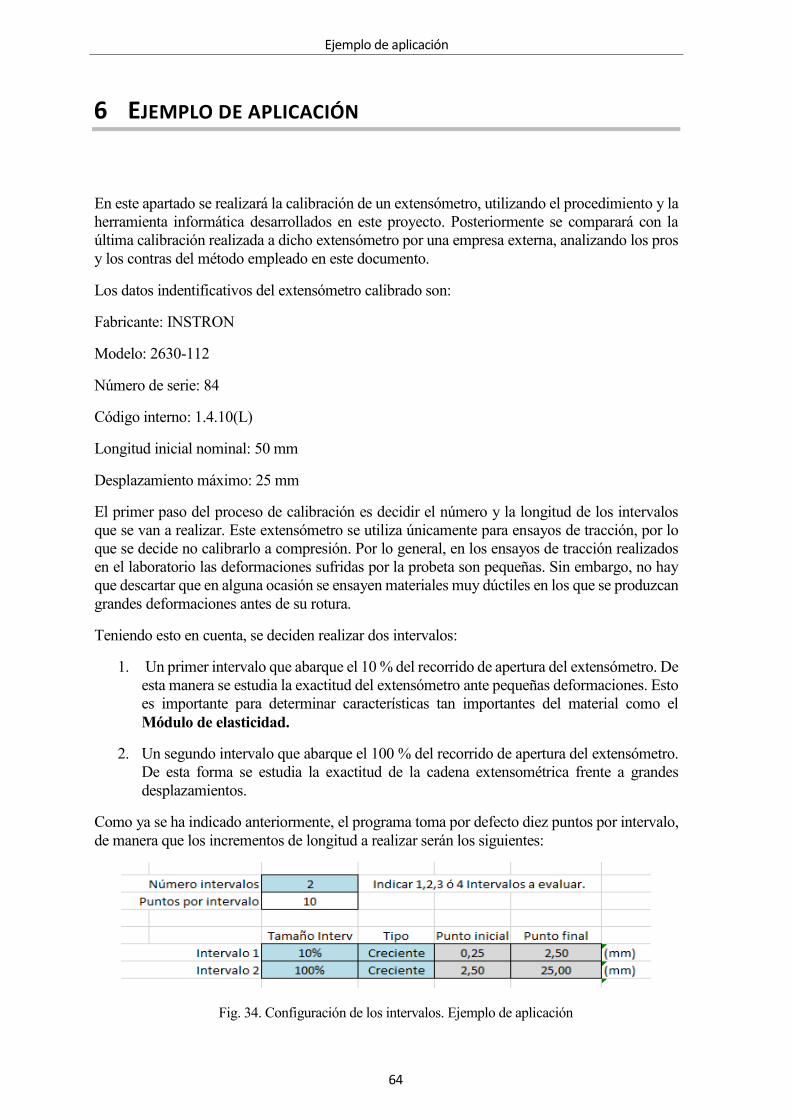
Ejemplo de aplicación
64
6 EJEMPLO DE APLICACIÓN
En este apartado se realizará la calibración de un extensómetro, utilizando el procedimiento y la
herramienta informática desarrollados en este proyecto. Posteriormente se comparará con la
última calibración realizada a dicho extensómetro por una empresa externa, analizando los pros
y los contras del método empleado en este documento.
Los datos indentificativos del extensómetro calibrado son:
Fabricante: INSTRON
Modelo: 2630-112
Número de serie: 84
Código interno: 1.4.10(L)
Longitud inicial nominal: 50 mm
Desplazamiento máximo: 25 mm
El primer paso del proceso de calibración es decidir el número y la longitud de los intervalos
que se van a realizar. Este extensómetro se utiliza únicamente para ensayos de tracción, por lo
que se decide no calibrarlo a compresión. Por lo general, en los ensayos de tracción realizados
en el laboratorio las deformaciones sufridas por la probeta son pequeñas. Sin embargo, no hay
que descartar que en alguna ocasión se ensayen materiales muy dúctiles en los que se produzcan
grandes deformaciones antes de su rotura.
Teniendo esto en cuenta, se deciden realizar dos intervalos:
1. Un primer intervalo que abarque el 10 % del recorrido de apertura del extensómetro. De
esta manera se estudia la exactitud del extensómetro ante pequeñas deformaciones. Esto
es importante para determinar características tan importantes del material como el
Módulo de elasticidad.
2. Un segundo intervalo que abarque el 100 % del recorrido de apertura del extensómetro.
De esta forma se estudia la exactitud de la cadena extensométrica frente a grandes
desplazamientos.
Como ya se ha indicado anteriormente, el programa toma por defecto diez puntos por intervalo,
de manera que los incrementos de longitud a realizar serán los siguientes:
Fig. 34. Configuración de los intervalos. Ejemplo de aplicación
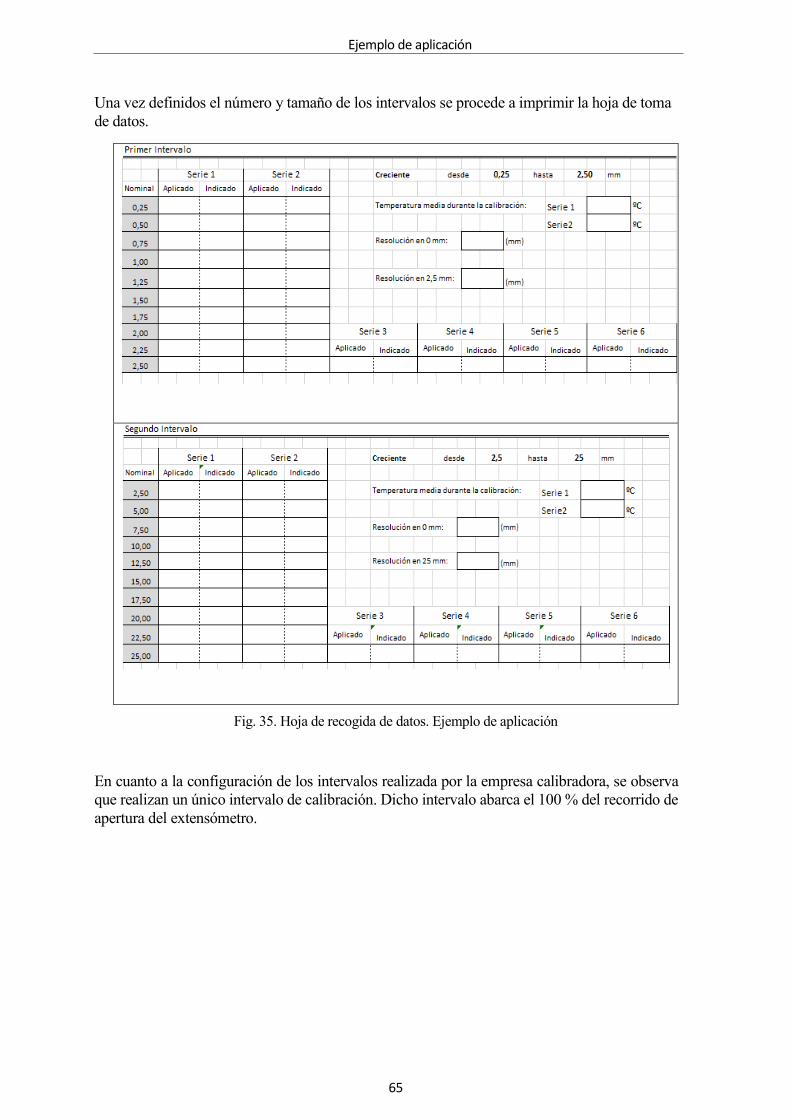
Ejemplo de aplicación
65
Una vez definidos el número y tamaño de los intervalos se procede a imprimir la hoja de toma
de datos.
Fig. 35. Hoja de recogida de datos. Ejemplo de aplicación
En cuanto a la configuración de los intervalos realizada por la empresa calibradora, se observa
que realizan un único intervalo de calibración. Dicho intervalo abarca el 100 % del recorrido de
apertura del extensómetro.

Ejemplo de aplicación
66
Fig. 36. Configuración de los intervalos. Empresa de calibración.
Comparando ambas configuraciones, se observa que la empresa calibradora considera un único
intervalo formado por cinco incrementos de longitud dentro del rango del 10% del recorrido y
otros cinco incrementos para el rango del 100%. De esta manera, la empresa calibradora
consigue ahorrar tiempo durante el proceso de calibración; sin embargo, al contar con la mitad
de datos para evaluar, consigue una calibración menos exacta.
De esta manera se observa la primera de la diferencias entre ambos procedimientos:
Procedimiento del proyecto. Procedimiento externo.
Mayor cantidad de incrementos de longitud: Al
disponer del doble de datos, se obtiene una
calibración de mayor calidad.
Menor cantidad de incrementos de longitud: Se
consigue una disminución del tiempo del proceso de
calibración a costa de una menor calidad.
Una vez definidos los intervalos de calibración, se procede a acoplar el extensómetro al aparato
de calibración tal y como se indicó en el apartado 3.5.4 de este documento. Una vez recopilados
todos los datos necesarios, sólo queda analizar los resultados obtenidos.
Clasificación global del extensómetro
La clasificación global del extensómetro coincide en ambos procedimientos. Al finalizar el
proceso se determina que el extensómetro pertenece a una Clase 1 según la norma UNE.
Fig. 37. Clasificación global del extensómetro según procedimiento del proyecto

Ejemplo de aplicación
67
Fig. 38. Clasificación global del extensómetro según procedimiento externo
Como se indicó anteriormente, el procedimiento externo contempla un único intervalo. Esto
hace que al clasificar el extensómetro se proporcione una única clasificación para todo el rango
de desplazamiento de éste.
Sin embargo, en el procedimiento desarrollado en este proyecto se divide dicho rango en dos
intervalos. Esto permite dar una clasificación independiente para cada uno de ellos. En este caso
concreto, se ha obtenido la misma clasificación para ambos intervalos, pero podría darse la
situación en la que tuvieran clasificaciones diferentes. Si, por ejemplo, la clasificación de los
intervalos hubiera sido Clase 0,5 para el primero y Clase 1 para el segundo, sabríamos que el
extensómetro posee una precisión mayor en el rango de 0,25 – 2,5 mm. Por lo tanto, se podría
utilizar este extensómetro en ensayos que requieran una precisión de clase 0,5, si dicho ensayo
esta dentro de unos desplazamientos de entre 0,25 y 2,5 mm. Esto no sería posible utilizando el
procedimiento de calibración externo, ya que al proporcionar una única clasificación para todo
el rango del extensómetro sólo podrá ser utilizado en aplicaciones que requieran de elementos
de Clase 1 o inferior.
Procedimiento del proyecto. Procedimiento externo.
Varios intervalos: Permite obtener
clasificaciones independientes para cada intervalo
dentro del rango de movimiento del extensómetro.
Un solo intervalo: Sólo permite obtener una
única clasificación para todo el rango del
extensómetro.
Como ya se indicó anteriormente, la clasificaión global del extensómetro es la peor de las
clasificaciones de 3 elementos:
Longitud inicial
Exactitud
Resolución
A continuación se analizarán los resultados que han dado lugar a la clasificación global del
extensómetro.

Ejemplo de aplicación
68
Medida de la longitud inicial:
Fig. 39. Clasificación de la longitud inicial según procedimiento del proyecto
Fig. 40. Clasificación de la longitud inicial según procedimiento externo
Para la clasificación de la longitud inicial se realizan tres medidas de ésta. Comparándolas con
la longitud inicial nominal que deberían tener, se calcula el error y con él la clasificación.
En ambos procedimientos se ha determinado que la clasificación de la longitud inicial es Clase
0,5. Las principales diferencias que se pueden apreciar en este apartado son el método de
medición empleado y la incertidumbre de medición obtenida. En el procedimiento de calibración
externo se utiliza el método indirecto para realizar las mediciones de la longitud inicial, a
diferencia del procedimiento de este proyecto que emplea el método directo. Durante el
desarrollo de este proyecto se probaron ambos métodos y se obtuvieron mejores resultados
empleando el método directo, por lo que ha sido el método elegido. Sin embargo, utilizar un
método u otro es elección de la persona que realiza la calibración, ya que debe elegir el método
que, por su experiencia personal, proporcione resultados más precisos.
En cuanto a la determinación de la incertidumbre, los valores difieren ligeramente entre los
certificados. Como ya se comentó antes, la determinación de incertidumbres es un campo
complejo sujeto a interpretación, por lo que diferentes procedimientos pueden diferir en la
manera de calcularlas. En el procedimiento desarrollado en este documento se ha utilizado para
la determinación de la incertidumbre de medida de la longitud inicial el cálculo de
incertidumbres tipo A, como se indica en la página 56 de este documento.
Cálculos y Clasificación de cada punto del intervalo
Veamos a continuación los cálculos de exactitud y la clasificación realizada a cada punto de los
intervalos.
En los intervalos correspondientes al procedimiento desarrollado en este proyecto se obtuvieron
los siguientes resultados:

Ejemplo de aplicación
69
Fig. 41. Cálculos y clasificación de los incrementos de longitud para el intervalo 1
Para cada punto del intervalo, se calcula el error de exactitud en términos absolutos y relativos,
como se indica en el apartado 5.1.1. Una vez realizados estos cálculos, se clasifica cada punto
utilizando la Tabla 8. En la figura anterior se puede obsevar que hay varios puntos con una
clasificación de Clase 1, por lo que el error de exactitud tiene dicha clasificación. En cuanto a la
resolución, se ha obtenido en términos absolutos 0,0005 mm y en términos relativos 0,202%, lo
que se corresponde con una Clase 0,5.
Por tanto queda fundamentada la clasificación global dada al extensómetro para el intervalo 1:
Longitud inicial: Clase 0,5
Clase global del extensómetro Intervalo 1: Clase 1 Exactitud: Clase 1
Resolución: Clase 0,5
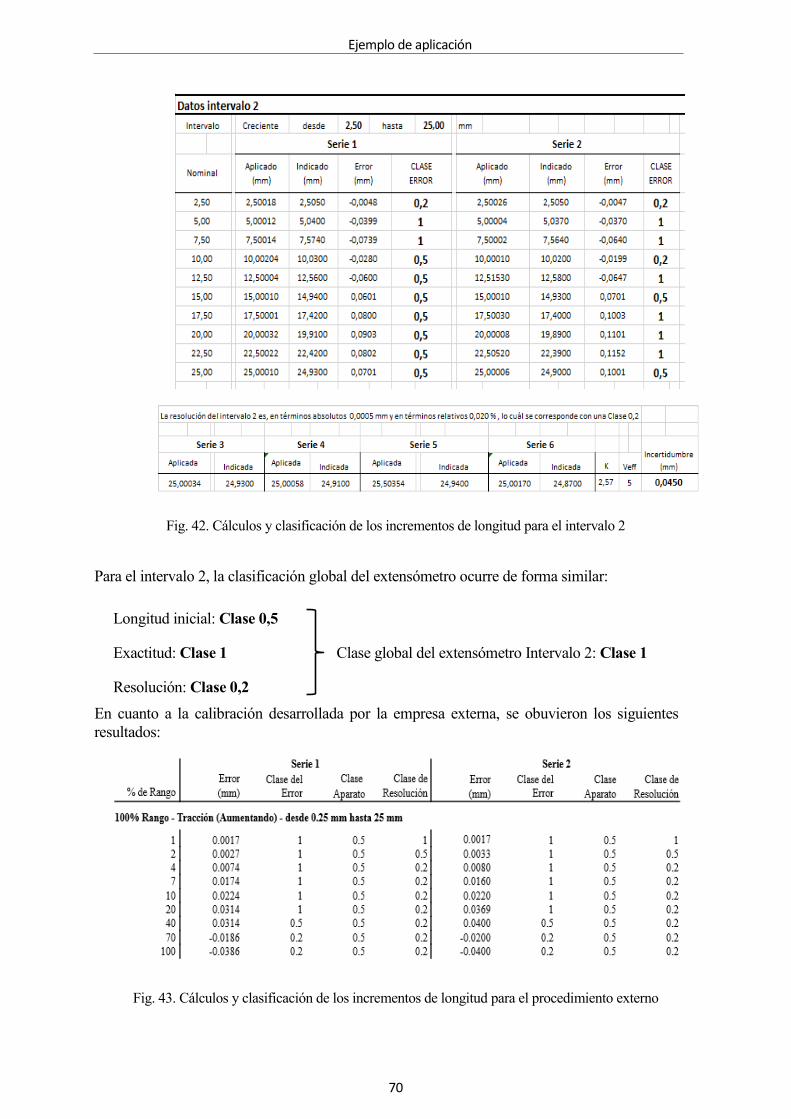
Ejemplo de aplicación
70
Fig. 42. Cálculos y clasificación de los incrementos de longitud para el intervalo 2
Para el intervalo 2, la clasificación global del extensómetro ocurre de forma similar:
Longitud inicial: Clase 0,5
Clase global del extensómetro Intervalo 2: Clase 1 Exactitud: Clase 1
Resolución: Clase 0,2
En cuanto a la calibración desarrollada por la empresa externa, se obuvieron los siguientes
resultados:
Fig. 43. Cálculos y clasificación de los incrementos de longitud para el procedimiento externo

Ejemplo de aplicación
71
Para la calibración realizada por la empresa externa, la clasificación de los puntos del intervalo
ocurre de manera similar. La clasificación de los puntos es diferente debido a que el error de
exactitud obtenido también lo es. Esto se debe simplemente a la diferencia entre los datos
obtenidos durante las calibraciones, que pueden depender de factores tan aleatorios como la
experiencia y habilidad de la persona que realizó la calibración o las condiciones ambientales en
el momento de la calibración. Sin embargo, la clasificación de los puntos dentro del intervalo
son similares: predominan los puntos con clasificación Clase 1 y Clase 0,5 y aparece algún punto
con Clase 0,2. En cuanto a la resolución, en el procedimiento externo se evalúa en cada punto
del intervalo, mientras que en el procedimiento desarrollado en este proyecto se evalúa
únicamente en los extremos de éste. A pesar de esto, los valores obtenidos se corresponden con
una clasificación similar en ambos casos, salvo en el punto correspondiente al 1% del rango del
extensómetro, donde se registró una resolución de Clase 1 en el procedimiento externo.
Fig. 44. Clasificación con estimación de la incertidumbre. Procedimiento externo
En cuanto al cálculo de incertidumbres se observan diferentes valores entre los distintos
procedimientos, aunque estos se mantienen cercanos. Los valores de incertidumbre obtenidos
han sido:
Procedimiento del proyecto. Procedimiento externo.
Intervalo 1 0,0047 mm 0,012 mm
Intervalo 2 0,045 mm 0,014 – 0,045 mm
Como ya se ha indicado anteriormente, estas diferencias en la estimación de la incertidumbre de
medición pueden deberse a múltiples factores, como las características ambientales durante el
proceso de calibración o sobre todo, debido a la interpretación que se ha realizado acerca de los
elementos que influyen en la determinación de esta incertidumbre y cómo calcularlos.

Ejemplo de aplicación
72
En este aspecto, las normas internacionales proporcionan unas pautas y recomendaciones sobre
cómo realizar estos cálculos, aunque están abiertas a que cada entidad considere las
características que crea convenientes, siempre que se respeten las aportaciones mínimas
marcadas por estas normas.
El valor final de incertidumbre que aparece en el informe del procedimiento desarrollado en este
proyecto no es sino el mayor de los valores obtenidos para cada punto del intervalo. Estos valores
y los cálculos realizados para obtenerlos aparecen en la hoja de “Incertidumbres” del programa
realizado en EXCEL, aunque en el informa final se ha optado por mostrar únicamente el valor
máximo en lugar de los obtenidos para cada uno de los puntos.
Fig. 45. Valores de incertidumbre de cada punto de los intervalos
En último lugar, se muestran en los informes las representaciones gráficas de la clasificación de
los intervalos. En ellas se representan los límites de la clasificación global del extensómetro junto
a los valores del error de exactitud obtenidos para cada punto de las series de los intervalos.
Fig. 46. Gráfica resumen de la calibración llevada a cabo con el procedimiento externo

Ejemplo de aplicación
73
Fig. 47. Gráficas resúmen de la calibración llevada a cabo con el procedimiento propio
Una vez finalizado el análisis de los resultados, se presenta una tabla comparativa con los pros
y los contras de contar con un procedimiento de calibración personalizado a las necesidades del
LERM y TEAMS, en comparación con un procedimiento externo estándar:
Procedimiento del proyecto. Procedimiento externo.
Mayor cantidad de incrementos de
longitud: Al disponer del doble de datos, se
obtiene una calibración de mayor calidad.
Menor cantidad de incrementos de longitud: Se
consigue una disminución del tiempo del proceso
de calibración a costa de una menor calidad.
Varios intervalos: Permite obtener
clasificaciones independientes para cada
intervalo dentro del rango de movimiento del
extensómetro.
Un solo intervalo: Sólo permite obtener una única
clasificación para todo el rango del extensómetro.
Cálculos para la clasificación desglosados: Permite analizar de forma detallada los factores
que influyen en la clasificación del
extensómetro.
Cálculos resumidos: Se aporta únicamente el
cálculo de la exactitude y la clasificación. No
permit ver en detalle que factores son los que
condicionan en mayor medida el resultado final de
la calibración.
-0,0400
-0,0300
-0,0200
-0,0100
0,0000
0,0100
0,0200
0,0300
0,0400
0 1 2 3 4
maximo
minimo
SERIE 1
SERIE 2
-0,4000
-0,3000
-0,2000
-0,1000
0,0000
0,1000
0,2000
0,3000
0,4000
0 10 20 30 40
maximos
minimos
SERIE 1
SERIE 2

Conclusiones y desarrollos futuros.
74
7 CONCLUSIONES Y DESARROLLOS FUTUROS. Una vez analizados todos los aspectos del procedimiento de calibración desarrollado en este
proyecto, y comparando los resultados obtenidos con los proporcionados por una empresa de
calibración externa, se puede concluir que:
Se cumplen todos los requerimientos indicados en las normas empleadas.
La herramienta informática desarrollada es sencilla de utilizar y permite realizar una
calibración personalizada y completa.
Se han introducido mejoras en el método de toma de medidas indicado por la norma, de
manera que se consigue recoger datos precisos.
El procedimiento permite realizar con exito la calibración de extensómetros uniaxiales.
Para futuros desarrollos podría considerarse:
Extender el procedimiento a otras normas de uso internacional.
Incluir otro tipo de extensómetros como los de tipo óptico o láser.
Incluir en el programa de calibración más opciones de personalización que permitan al
usuario realizar una calibración ajustada a sus necesidades.
Desarrollar una interfaz que conecte el aparato de calibración con la máquina de ensayo
y permita recoger los datos de forma automática. Esto permitiría además calcular la
resolución del extensómetro en cada intervalo, en lugar de únicamente en los extremos.

Bibliografía
75
8 BIBLIOGRAFÍA
[1] Norma UNE EN-ISO 9513:2013. Calibración de las cadenas extensométricas utilizadas en ensayos uniaxiales.
[2] Norma ASTM E83-10a. Standard Practice for Verification and Classification of Extensometer Systems.
[3] Vocabulario internacional de metrología. Conceptos fundamentales, generales y conceptos
asociados, Centro Español de metrología, 3ª edición, 2008, 88 páginas. NIPO: 706-08-008-
4.
[4] Vocabulario internacional de metrología. Conceptos fundamentales, generales y conceptos
asociados, Centro Español de metrología, 3ª edición, 2012, VIM de 2008 con inclusión de
pequeñas correcciones. NIPO: 074-013-004-1.
[5] Guía GUM, Evaluation of measurement data. Guide to the expression of uncertainty in
measurement. JCGM 100:2008. (GUM 1995 with minor corrections).
[6] Técnicas de Control Metrológico (TCM). Curso de evaluación de la incertidumbre de medida.
[7] Centro Español de Metrología. Procedimiento ME-022 para la calibración de extensómetros.

Anexos
76
9 ANEXOS
9.1 Manual de usuario del aparato de calibración 3590VHR
Instrucciones del software de instalación.
Normalmente el Software esta preinstalado en el PC incluido con el calibrador. Use estas
instrucciones para instalar el Software en un PC diferente.
1. Cierre todos los programas.
2. Descomprima el archivo 3590VHR Installer 2.3.0.zip a una localización temporal y
ejecute setup.exe
3. Acepte el directorio por defecto y pulse Next.

Anexos
77
4. Acepte las condiciones de la licencia y pulse Next para instalar los Softwares de NI y
Epsilon.
5. Pulse Next para instalar los drivers del encoder P201.
6. Pulse Finalizar.
7. Reinicie el ordenador.
8. Conecte el cable USB al equipo.

Anexos
78
9. Ejecute el programa 3590 Calibrator desde su acceso directo en el escritorio o desde
el menú start.
Problemas de funcionamiento.
Si el software ya ha sido instalado, ha funcionado previamente y ahora ha dejado de
hacerlo puede ser debido a que haya un dispositivo fantasma en su PC. Siga los
siguientes pasos para asegurarse de que estos posibles dispositivos fantasma sean
eliminados.
1) Compruebe el número del puerto en 3590VHR.
a. Abra el administrador de dispositivos situado en el panel de control.
b. Seleccione Puertos.
c. Incluya el 3590VHR. Nota: Si el puerto, etiquetado ComX, tiene una numeración
superior a 15; entonces se necesita eliminar del equipo dispositivos fantasmas.
2) Nos referimos como “Dispositivos fantasma” a dispositivos que han sido
instalados en un sistema pero que no están disponibles actualmente.
Normalmente estos dispositivos no se muestran en el administrador de
dispositivos, pero se puede hacer que se muestren, ya que están conectados.
Estos permite cambiar las propiedades de los dispositivos o directamente
eliminarlos utilizando el administrador de dispositivos, a pesar de que dicho
dispositivo no está físicamente conectado al PC. Para visualizar el dispositivo
fantasma en el administrador de dispositivos es necesaria una nueva variable
del sistema.
a. Abrir “Panel de control” > “Sistema”
b. Seleccionar la pestaña “Avanzado”
c. Pulsar “ Variables del entorno”
d. En la selección de variables del sistema (NO EN LA SECCION DE
VARIABLES DEL USUARIO), pulse “Nuevo….” Para que aparezca la
siguiente ventana.
e. Cree una nueva variable del sistema llamada “

Anexos
79
DevMgr_Show_NonPresent_Devices” y asígnele el valor 1, pulse OK.
f. Abra el administrador de dispositivos (“Panel de control”> “Sistema”),
seleccione la pestaña “Hardware” y pulse “administrador de
dispositivos….” O “panel de control” > “Administrador de dispositivos” en
Vista.
g. Selecciona “Vista”> “Mostrar dispositivos ocultos”.
h. El administrador de dispositivos mostrará sombreados todos los dispositivos
ocultos y fantasmas del equipo.
i. Desconecte el 3590VHR, si está conectado al PC.
j. Seleccionar el puerto no deseado>pulsar tecla de borrado>pulsar OK.
k. Una vez que todos los puertos indeseados sean borrados, conecte el
3590VHR al ordenador, reinicie el programa y el dispositivo será
reconocido automáticamente.

Anexos
80
Instrucciones del Software
Para empezar, abra el acceso directo del 3590VHR como se muestra en la figura 3, o acceda
hasta él a través del menú de inicio.
La pantalla que se muestra en la figura 4 aparece una vez que el programa ha cargado. Los
botones disponibles son los siguientes:
• Zero – Establece el valor de la medida en cero.
• Record – Graba la medida actual.Aparecerá el indicador de datos.Este indicador
puede mostrar en pantalla un máximo de 5 medidas, aunque puede guardar en la
memoria un número mayor de medidas.
• Remove – Elimina la última medida guardada.Mantenga pulsado Shift + Remove
para borrar todas la medidas guardadas.
• Save – Guarda los datos recogidos utilizando el formato de archivo seleccionado.
Menu Opciones
• Settings o Invert Sign – Invierte el signo de las medidas
mostradas en el display.
• o Units – Permite cambiar la unidad de medida entre
pulgadas y milímetros.
• File o Save – Guarda los datos recolectados utilizando el
formato de archivo seleccionado.
Figure 4 - Display window.
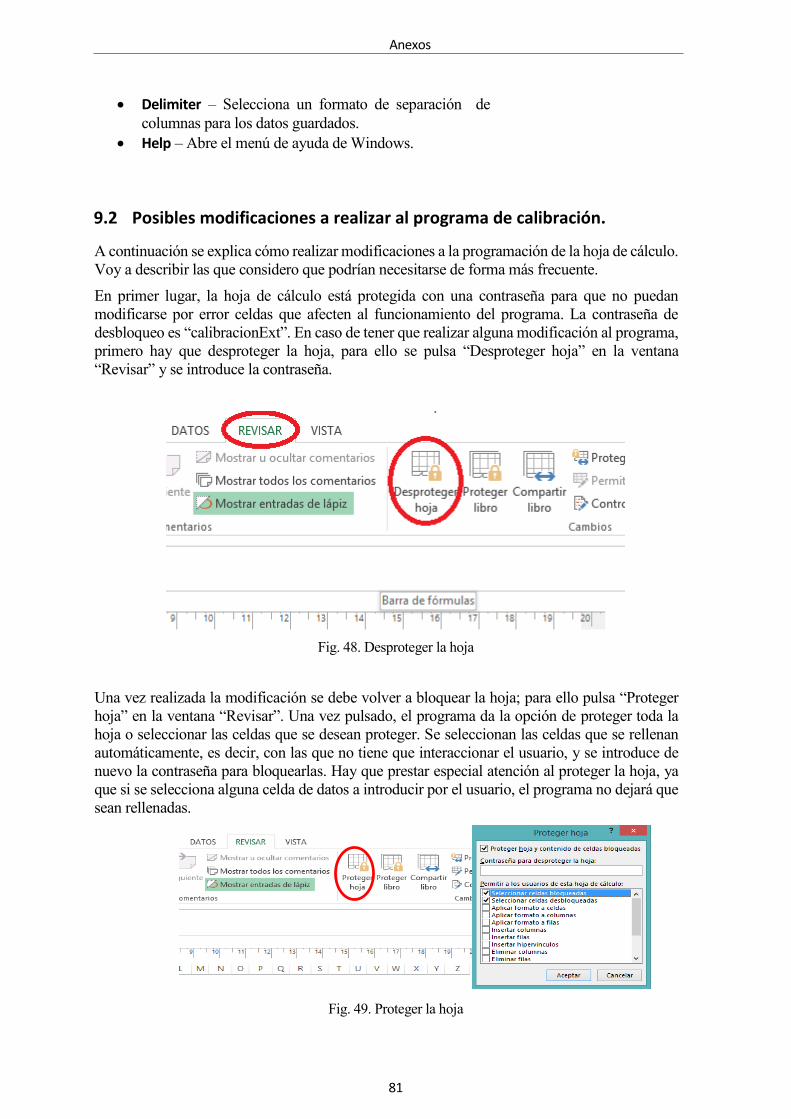
Anexos
81
Delimiter – Selecciona un formato de separación de
columnas para los datos guardados. Help – Abre el menú de ayuda de Windows.
9.2 Posibles modificaciones a realizar al programa de calibración.
A continuación se explica cómo realizar modificaciones a la programación de la hoja de cálculo.
Voy a describir las que considero que podrían necesitarse de forma más frecuente.
En primer lugar, la hoja de cálculo está protegida con una contraseña para que no puedan
modificarse por error celdas que afecten al funcionamiento del programa. La contraseña de
desbloqueo es “calibracionExt”. En caso de tener que realizar alguna modificación al programa,
primero hay que desproteger la hoja, para ello se pulsa “Desproteger hoja” en la ventana
“Revisar” y se introduce la contraseña.
Fig. 48. Desproteger la hoja
Una vez realizada la modificación se debe volver a bloquear la hoja; para ello pulsa “Proteger
hoja” en la ventana “Revisar”. Una vez pulsado, el programa da la opción de proteger toda la
hoja o seleccionar las celdas que se desean proteger. Se seleccionan las celdas que se rellenan
automáticamente, es decir, con las que no tiene que interaccionar el usuario, y se introduce de
nuevo la contraseña para bloquearlas. Hay que prestar especial atención al proteger la hoja, ya
que si se selecciona alguna celda de datos a introducir por el usuario, el programa no dejará que
sean rellenadas.
Fig. 49. Proteger la hoja

Anexos
82
9.2.1 Introducción de un nuevo extensómetro.
El menú desplegable para elegir el código interno del extensómetro en la pestaña “Datos
Generales” funciona apoyándose en una lista auxiliar. Esta lista se encuentra en una pestaña
oculta denominada “Menús desplegables”.
Para mostrar esta pestaña se debe pulsar el botón “Formato” en el recuadro “Celdas” de la
pestaña inicio. Se desplegará un menú en el que se deben pulsar en el orden siguiente, las
opciones “visibilidad”, “ocultar y mostrar”y “Mostrar hojas”; entonces aparecerá un menú
auxiliar con un listado de las hojas ocultas, se selecciona la opción “menús desplegables” y se
acepta.
Fig. 50. Mostrar las hojas ocultas
Una vez hecho esto se mostrará la pestaña antes mencionada.
Fig. 51. Pestaña Menús desplegables
En esta pestaña encontramos los elementos que forman los menús desplegables utilizados en el
programa. En la zona central de la hoja se encontrará una tabla que contiene todos los datos
identificativos de los extensómetros que se encuentran en activo tanto en el LERM como en
TEAMS.

Anexos
83
Fig. 52. Base de datos de extensómetros
Se han habilitado espacios para introducir nuevos extensómetros. Para que un nuevo
extensómetro aparezca en el menú desplegable de la pestaña “Datos Generales” sólo hay que
escribir su código interno en los espacios habilitados en la columna “Código interno”. Se deben
introducir además el resto de datos identificativos del extensómetro, cada uno en su columna
correspondiente; de esta manera aparecerán automáticamente al seleccionar el código del
extensómetro.
Fig. 53. Introducción de un nuevo extensómetro
Una vez introducidos todos los datos del nuevo extensómetro, se vuelve a ocultar la pestaña
“Menús desplegables”; para ello, se pulsa sobre ella con el botón derecho y se selecciona la
opción “Ocultar”.
Huecos para introducir los
datos del nuevo
extensómetro a añadir.

Anexos
84
Fig. 54. Ocultar la hoja
De esta manera , el nuevo extensómetro queda incluido en la base de datos y se podrá seleccionar
para comenzar su calibración.
Fig. 55. Nuevo extensómetro incluido en menú desplegable