desarrollo de una metodologia para mejorar la ltda · desarrollo de una metodologia para mejorar la...
TRANSCRIPT
DESARROLLO DE UNA METODOLOGIA PARA MEJORAR LA
PRODUCTIVIDAD EN EL TALLER METALMECÁNICO DE UNION P LASTICA
LTDA
ESTUDIANTES:
MARIA ALEJANDRA BUITRAGO MANZANO
YADIRA ESCOBAR BALANTA
UNIVERSIDAD DE SAN BUENAVENTURA INGENIERIA INDUSTRIAL
SANTIAGO DE CALI 2011

DESARROLLO DE UNA METODOLOGIA PARA MEJORAR LA
PRODUCTIVIDAD EN EL TALLER METALMECÁNICO DE UNION P LASTICA
LTDA
ESTUDIANTES:
MARIA ALEJANDRA BUITRAGO MANZANO
YADIRA ESCOBAR BALANTA
Presentado a:
FACULTAD DE ING. INDUSTRIAL
UNIVERSIDAD DE SAN BUENAVENTURA INGENIERIA INDUSTRIAL
SANTIAGO DE CALI 2011

2
AGRADECIMIENTOS
En primera instancia queremos destacar el apoyo recibido de la empresa UNIÓN
PLÁSTICA LTDA durante este tiempo, por su cordialidad, disposición y por
brindarnos el espacio necesario para aportar nuestros conocimientos adquiridos a
lo largo de nuestra carrera como ingenieras industriales y aplicarlos a las
necesidades de la empresa. Esperamos sea de su entero agrado y satisfacción
en las expectativas que se tenían con el desarrollo de este proyecto.
También, pero no menos importante a todos aquellos que de una u otra manera
ayudaron con la realización de este proyecto. Principalmente a nuestras familias,
amigos, novios y parejas, ya que sin el apoyo de ellos no hubiéramos cumplido
con el objetivo.
¡MUCHAS GRACIAS!
3
TABLA DE CONTENIDO
INTRODUCCIÓN 8
1. CAPITULO 1 - IDENTIFICACIÓN DEL PROYECTO 9 1.1. Identificación del problema 9
1.2. Planteamiento del problema 9
1.3. Formulación del problema 10
1.4. Justificación del proyecto 10
1.4.1. Justificación Teórica 10
1.4.2. Justificación Metodológica 11
1.4.3. Justificación Práctica 11
1.5. Marco de referencia 12
1.5.1. Marco Teórico 12
1.5.1.1. 5´s 12
1.5.1.2.Jidoka 16
1.5.1.3. Poka Yoke 18
1.5.1.4. Andón 19
1.5.2. Marco Espacial 21
1.5.3. Marco Temporal 21
1.6. Objetivos del proyecto 21
1.6.1. Objetivo General 21
1.6.2. Objetivos específicos 21
1.6.3. Matriz de objetivos 22
1.7. Cronograma 23
2. CAPITULO 2 - LA EMPRESA 24 2.1. Reseña histórica de UNION PLASTICA LTDA 24
2.2. Misión 24
2.3. Visión 25
2.4. Valores Corporativos 25

4
2.5. Competencias Organizacionales 26
2.6. Políticas de Calidad 26
2.7. Descripción de las funciones de cada área 27
2.8. Tipo de empresa 28
2.9. Sucursal que posee la compañía 28
2.10. Portafolio de productos 29
2.11. Principales competidores de UNION PLASTICA LTDA 30
3. CAPITULO 3 - DIAGNOSTICO DE LA SITUACION ACTUAL 31 3.1. Recolección de datos 31
3.1.1. Medición del Proceso (Indicadores) 34
3.2. Observación directa del proceso 36
3.3. Entrevista con los operarios 39
3.3.1. Presentación de resultados 39
3.3.2. Análisis de los resultados de la encuesta 41
3.4. Análisis del diagnóstico 41
4. CAPITULO 4 - PROPUESTA DE MEJORAMIENTO 42 4.1. Proceso de sensibilización para el desarrollo de las herramientas de
mejoramiento 43
4.2. Propuesta para desarrollar herramientas de mejoramiento 42
4.2.1. 5´s 44
4.2.2.PokaYoke 63
4.3. Seguimiento de la aplicación de las herramientas de mejoramiento 67
4.4. Evaluación de la viabilidad de las herramientas propuestas 67
CONCLUSIONES 72
RECOMENDACIONES 73
BIBLIOGRAFIA 74
ANEXO 75

5
TABLA DE FIGURAS DEL PROYECTO PÁG
Figura 1: Red de procesos 31
Figura 2: Descripción del proceso 33
Figura 3: Resumen acciones implementación 5`s 45
Figura 4: Seiri (Clasificar) 51
Figura 5: Seiton (Ordenar) 53
Figura 6: Seiso (Limpiar) 59
Figura 7: Seiketsu (Estandarizar) 61
Figura 8: Seiketsu (Disciplina) 62
Figura 9: Beneficios PokaYoke 64

6
TABLA DE CUADROS DEL PROYECTO PÁG
Cuadro 1: Tipos de PokaYoke 19
Cuadro 2: Matriz de objetivos 22
Cuadro 3: Cronograma de actividades 25
Cuadro 4: Portafolio de productos unión plástica Ltda. 29
Cuadro 5. Competidores unión plástica Ltda. 30 Cuadro 6: Porcentaje de variación en horas de fabricación 34 Cuadro 7: Porcentaje de variación de los costos de fabricación 34
Cuadro 8: Porcentaje de eficiencia de cumplimiento 35
Cuadro 9. Resultado encuesta a operarios 39
Cuadro 10: Matriz DOFA 40
Cuadro 11: Formulario especificación de área. 46
Cuadro 12: Formulario auditoria 5´s. 47
Cuadro 13: Formulario plan de acción. 47
Cuadro 14: Etiqueta roja 48
Cuadro 15: Comparendo educativo. 48
Cuadro 16: Tarjeta de color 52 Cuadro 17: Detalle costos del personal del taller 68 Cuadro 18. Costos de capacitación 5S´s 68
Cuadro 20. Costos de elementos necesarios para la 70
Cuadro 21. Otros gastos para la implementación
Implementación 70
Cuadro 22. Evaluación de la viabilidad de las herramientas
propuestas 70

7
TABLA DE IMAGENES DEL PROYECTO PÁG
Imagen 1: Oficinas Unión Plástica Ltda. 24
Imagen 2: Armarios, estanterías y mesas de trabajo 36
Imagen 3: Zonas de almacenamiento de residuos y
Materia prima (aceros) 37
Imagen 4: Maquinas y/o equipos de trabajo 37
Imagen 5: Vista general del área 38
Imagen 6: Área de trabajo 51
Imagen 7: Herramientas de trabajo 52
Imagen 8: Área del taller metalmecánico 55
Imagen 9. Contornos de herramientas 56
Imagen 10: Gavetero portable 56
Imagen 11: Ensamble de gavetero porta herramientas 57
en las mesas de trabajo
Imagen 12: Ensamble de bandeja porta herramientas 57
en las mesas de trabajo
Imagen 13: Carro porta herramientas 58
Imagen 14: Armario 58
Imagen 15: Gaveteros para herramientas 66
8
INTRODUCCION
La productividad es la clave para lograr la utilidad en todos los procesos de manufactura;
las condiciones económicas actuales obligan a buscar de manera incesante formas para
aumentar la productividad bajo estas condiciones de operación;para ello es necesario
optimizar los procedimientos y prácticas de operación para garantizar la eficacia en el
proceso bajo un nivel más alto de producción. El mejoramiento continuo debe hacer parte
de la cultura organizacional de las empresas que quieren mantenerse competitivas en el
mercado; con el fin de responder a las necesidades cambiantes de los clientes, las
organizaciones deben implementar un sistema que incrementen la productividad y la
calidad de los procesos, a través de la eliminación y reducción de pérdidas relacionadas
con ellos.
El desarrollo de este trabajo de grado busca optimizar la productividad del taller
metalmecánico de la empresa Unión Plástica Ltda., ya que actualmente presenta diversos
problemas que afectan el rendimiento del área.El desorden, la suciedad y la
desorganización son evidentes en toda la instalación, provocando altos niveles de
contaminación visual y pérdida de tiempo, al acezar a las herramientas. Este desorden es
originado por el mismo entorno que no permite darle mejor disposición a una herramienta
después de ser utilizada y la falta de optimización con el espacio disponible. Esta
desorganización también provoca que no se pueda realizar la debida limpieza de los
pasillos y de las máquinas, además de ser un foco de condiciones inseguras que podrían
convertirse en accidentes de trabajo.

9
CAPITULO 1
IDENTIFICACIÓN DEL PROYECTO
1.1. IDENTIFICACIÓN DEL PROBLEMA
La investigación tiene como tema principal el mejoramiento de la productividad de la
empresa UNION PLASTICA LTDA. La información necesaria es suministrada por la
empresa en el área involucrada para el mejoramiento propuesto y las que en el transcurso
de la investigación puedan ser necesarias.
Los resultados esperados con la investigación hacen referencia al crecimiento profesional
por parte de los estudiantes trabajando desde el papel de ingenieros competentes para el
desarrollo de un proyecto, también el mostrar el valor agregado retribuido a la empresa al
brindar su apoyo a la formación educativa de los alumnos, ya que se pretende con la
investigación plantear una propuesta viable para ser tenida en cuenta en el desarrollo y
mejoramiento continuo de la compañía.
1.2. PLANTEAMIENTO DEL PROBLEMA
La empresa UNION PLASTICA Ltda., cuenta con su propia área dedicada al diseño,
fabricación y mantenimiento de los moldes de inyección. Al observar de forma general las
diferentes tareas llevadas a cabo por el equipo del Taller Metalmecánico, se encontró que
las condiciones del área generan que el personal realice actividades que no agregan valor
al proceso y que ocupan la mayoría de su tiempo. Dichas actividades se resumen en
recorridos muy repetitivos que involucran desplazamientos largos y engorrosos, pero que
obedecen a la distribución física de las herramientas y a la falta de cultura de orden y
limpieza del personal involucrado. Debido a lo antes mencionado el área se ve
desordenada y congestionada.
Las condiciones de trabajo observadas muestran que la empresa no aprovecha al
máximolos recursos disponibles para mejorar las condiciones del área, el personal trabaja
con un alto nivel de presión, que se traduce en un ambiente pesado, el cual trae consigo
cansancio y bajo rendimiento de sus operarios.
10
Para mejorar las condiciones generales del área con el fin de optimizar la productividad,
es necesario implementar una cultura de mejoramiento continuo, el cual la lleve a adoptar
ciertas herramientas para conseguir los objetivos propuestos.Para ello se deben generar
algunos cambios, como son: compromiso total por parte del personal al implementar
herramientas que les permitan desarrollar sus actividades en condiciones adecuadas, lo
que se traduce en un cambio en el estado de ánimo, actitud y comportamiento en pro de
la mejora continúa. Ya que, adicional a que la empresa deba proporcionar espacios y
entornos adecuados para sus empleados. Estos, tienen la responsabilidad de organizar,
mantener y mejorar permanentemente sus lugares de trabajo asignados, para lograr los
índices de calidad y productividad requeridos y de esa manera la empresa será capaz de
sobrevivir en el mercado actual.
Pronóstico
El continuar con este ritmo de trabajo producirá en la empresa un bajo rendimiento del
personal, lo que se convertirá en desventaja competitiva frente a un mercado que busca
mejorar lo que se tiene para alcanzar una mayor productividad. La calidad del producto
también se puede ver afectado por el desorden y congestión, dentro de las instalaciones.
1.3. FORMULACIÓN DEL PROBLEMA
¿Qué metodología de mejoramiento se puede desarrollar para optimizar la productividad
dentro del área del taller metalmecánico de Unión Plástica Ltda.?
1.4. JUSTIFICACIÓN DEL PROYECTO
En este punto se exponen las razones por las cuales se requiere realizar la investigación.
1.4.1. JUSTIFICACIÓN TEÓRICA
La investigación propuesta, busca la aplicación de los conceptos de Herramientas de
Mejoramiento, plasmados en el marco teórico para la evaluación y planteamiento de
soluciones en el proceso del taller metalmecánico, lo que permitirá tener como base
eliminar todo lo que no agrega valor al producto final. Además de esto también se tendrá

11
en cuenta investigaciones necesarias que durante el desarrollo de la investigación puedan
aportar en el beneficio de la misma.
Al conceptualizar algunas de las actividades que en este caso se enfocan a la Ingeniería
Industrial en lo que respecta a productividad, hoy en día no es competitivo quien no
cumple con calidad, producción, bajos costos, tiempos estándares, eficiencia, innovación,
nuevos métodos de trabajo,tecnología, entre otros conceptos que hacen que cada día la
productividad sea un punto de cuidado en los planes a largo y corto plazo.
El contexto de la industria relativa al estudio en la que se conocen los aspectos generales,
el desarrollo tecnológico, la industria del producto que contiene la descripción comercial
del mercado, y los materiales del producto en estudio, la estructura del proceso en la que
se desarrollarán maquinaria, equipo y herramientas, las áreas de producción, puestos de
trabajo, ruta de producción, continuando con las consideraciones de seguridad e higiene
ocupacional de la planta, y finaliza con el cumplimiento de políticas de la compañía.
1.4.2. JUSTIFICACIÓN METODOLÓGICA
Para cumplir con los objetivos propuestos, se propone una metodología de trabajo
aplicadas al mejoramiento continuo de los procesos, que pueden ser aplicados en otros
trabajos, al integrar diversos conceptos que buscan mejorar el proceso de las diferentes
empresas en la industria plástica obteniendo con esto un modelo que sirve como guía de
trabajo.
1.4.3. JUSTIFICACIÓN PRÁCTICA
El presente proyecto corresponde a una propuesta de optimización ante el problema
descrito anteriormente en la empresa UNION PLASTICA LTDA, lo que la beneficiará en
su continuo mejoramiento. Igualmente, se aplican los conocimientos adquiridos por los
estudiantes en el desarrollo de su carrera profesional y en busca de la obtención del título
que otorga la Universidad de San Buenaventura como Ingeniero Industrial.

12
1.5. MARCO DE REFERENCIA
En el siguiente punto se identifican el marco teórico, conceptual, espacial y temporal para
la investigación.
1.5.1. MARCO TEÓRICO
Estas herramientas ayudaran a eliminar o reducir todas las operaciones que no le
agregan valor al producto, servicios y a los procesos, aumentando el valor de cada
actividad realizada y eliminando lo que no se requiere. Reducir desperdicios y mejorar
operaciones, basándose siempre en el respeto al trabajador.
1.5.1.1. 5´S
¿Qué es? Es un concepto que hace referencia a la creación y mantenimiento de
áreas de trabajo más limpias, organizadas y seguras. En otras palabras es una
herramienta que imprime mayor calidad de vida al trabajo. 5S es una estrategia que se
orienta a la búsqueda de la calidad total. Las 5s provienen de términos japoneses que
diariamente se ponen en práctica pero que no corresponden exclusivamente a la cultura
japonesa.1
Cuando nuestro entorno de trabajo está desorganizado y sin limpieza perderemos la
eficiencia, y la moral en el trabajo se reduce. El objetivo central de las 5'S es lograr el
funcionamiento más eficiente y uniforme de las personas en los centros de trabajo.
Las 5S son:
1. Seiri: Organizar
2. Seiton: Ordenar
3. Seiso: Limpieza
4. Seiketsu: Estandarizar
5. Shitsuke: Disciplina
Objetivos El objetivo central de 5S es lograr un funcionamiento más eficiente y
uniforme de las personas en los respectivos centros de trabajo.
1http://www.gestiopolis.com/canales/gerencial/articulos/24/5s.htm

13
Beneficios La implementación de una estrategia de 5S puede generar efectos en
diferentes áreas, algunos de los beneficios que generan son:
1. Mayores niveles de seguridad que redundan en una mayor motivación de los
empleados.
2. Mayor aseguramiento de la calidad
3. Tiempo de respuestas más cortos
4. Aumento en la vida útil de los equipos
5. Genera cultura organizacional
6. Reducción en producción de defectos, lo que a su vez disminuye costos.
Definición de las 5S
1. Seiri (Organizar): Consiste en retirar del área de trabajo aquellos elementos que no
son necesarios para la realización de la labor correspondiente. Se clasifican elementos
innecesarios en utilizables en otra operación y los inútiles que pueden ser descartados.
Esta herramienta genera un ordenamiento en la liberación de espacios y permite eliminar
la mentalidad de “por si acoso”. Clasificar consiste en:
• Separar en el lugar de trabajo las cosas realmente necesarias de las innecesarias,
eliminando lo excesivo.
• Organizar las herramientas en lugares donde los cambios se pueden realizar en el
menor tiempo posible.
• Eliminar elementos que afecten el funcionamiento de los equipos y que pueden
generar averías.
• Eliminar información innecesaria que pueden conducir a errores de interpretación o
actuación.
Beneficios de clasificar
• Al clasificar, los lugares de trabajo se preparan para ser seguros y productivos; siendo
los principales beneficios:
• Liberar especia útil en planta y oficinas
• Reducir tiempos de acceso a material, documentos, herramientas, entre otros.
• Mejorar el control visual de inventarios, elementos de producir, planos, entre otros.
14
• Eliminar perdidas de productos o elementos que se deterioran por largos periodos de
almacenamiento en lugares adecuados.
• Facilitar el control visual de materias primas que se agotan o requieren.
• Preparar áreas de trabajo para el desarrollo de acciones de mantenimiento.
2. Seiton (Ordenar): Consiste en organizar los elementos clasificados como necesarios
de tal forma que se puedan encontrar con facilidad el ordenamiento permite ubicar y
mantener cada cosa en su lugar. Ordenar permite:
• Disponer un lugar adecuado para los elementos utilizados en el trabajo de rutina para
facilitar su acceso y retorno al lugar.
• Disponer de sitios identificados para ubicar elementos utilizados con baja frecuencia y
para aquellos que no se usaran en el futuro.
• Facilitar la identificación visual de la maquina(equipos, alarmas, entre otros)
• Identificar y marcar sistemas auxiliares del proceso.
Beneficios de ordenar
• Facilita el acceso rápido a elementos requeridos en el trabajo, liberando espacio.
• Mejora la información del lugar de trabajo evitando errores y acciones de riesgo
potencial.
• Facilita la realización del aseo y la limpieza.
• Aumenta la responsabilidad y compromiso con el trabajo.
• Aumenta la seguridad al facilitar la demarcación de diferentes lugares d la planta.
• Beneficios de ordenar para la organización:
• Simplifica sistemas de control visual en los diferentes puntos del proceso.
• Disminuye perdidas por errores
• Aumenta cumplimiento en órdenes de trabajo.
• Mejora el estado de los equipos y disminuye averías.
3. Seiso (Limpieza): Significa eliminar polvo y suciedad de los diferentes lugares de
trabajo, incluyendo diseño de aplicaciones para evitar o disminuir la suciedad haciendo
más seguros los ambientes de trabajo. Limpiar requiere:
• Asumir la limpieza como una actividad diaria del mantenimiento autónomo.
• Eliminar diferenciación entre operario, operario de limpieza y técnico de mantenimiento.

15
• Inspeccionar, por lo que aumenta el conocimiento de los equipos.
• Buscar las fuentes de contaminación para no limitarse a eliminar constantemente la
suciedad.
Beneficios de la limpieza
• Disminuye riesgos potenciales de accidentes.
• Mejora bienestar (físico y mental) del trabajador.
• Incrementa vida útil de los equipos y facilita identificación de posibles daños en los
equipos.
• Reduce desperdicio de materiales y energía debido a la eliminación de fugas y
escapes.
• Mejora la calidad de los productos, evitando suciedad y contaminación del producto y
el empaque.
4. Seiketsu (Estandarizar): Consiste en mantener las limpiezas y organización
alcanzadas con la aplicación de las primeras 3S. Solo si obtiene con la aplicación
continúa de los tres principios anteriores. En esta etapa los mismos trabajadores
adelantan programas y diseñan mecanismos para su propio beneficio. La estandarización
pretende:
• Mantener el estado alcanzado con las tres primeras S.
• Enseñar al trabajador a elaborar normas, apoyado en la dirección y con el
entrenamiento adecuado.
• Generar un modelo de la forma en que se debe mantener el equipo y la zona de
trabajo.
• Verificar el cumplimiento de los estándares establecidos.
Beneficios de estandarizar
• Permite mantener conocimiento producido durante años de trabajo.
• Mejora el bienestar del personal al crear hábitos de limpieza permanentes.
• Los operarios aprenden a conocer con detenimientos los equipos.
• Se prepara al personal para asumir mayores responsabilidades.
• Aumenta la productividad de la planta al disminuir tiempos de proceso.

16
5. Shitsuke (Disciplina): Significa evitar que se quebranten los procedimientos ya
establecidos. La disciplina es el canal entre las 5S y el mejoramiento continuo. La
disciplina implica:
• Respeto a las normas y estándares definidos para la conservación del lugar de trabajo.
• Respeto por las normas que regulan el funcionamiento de la organización.
• Promoción del hábito de autocontrol y reflexión sobre el nivel de cumplimiento de las
normas.
• Compresión de la importancia del respeto por los demás y por las normas que se han
elaborado con la participación de todo el personal.
• Beneficio de la disciplina
• Crea una cultura de sensibilidad, respeto y cuidado de los recursos de la empresa.
• Permite cambiar hábitos, aumentando el seguimiento de estándares.
• Aumenta los niveles de satisfacción de los clientes.
• Convierte el área de trabajo en un lugar agradable para las personas.
1.5.1.2.Jidoka
¿Qué es? Método aplicado en labores manuales y/o automatizadas(mecánicas) que
permiten detectar y corregir defectos de la producción utilizando mecanismos y
procedimientos que permiten detectar una anomalía en el sistema, llegando al punto d
detener una línea de producción o una máquina para evitar la elaboración de productos
defectuosos. Esto asegura que la calidad sea controlada por el proceso mismo.
La palabra ‘jidoka’ significa verificación en el proceso, por lo tanto cuando en el proceso
de producción se instala sistemas jidoka se hace referencia a la verificación de calidad
integrada al proceso.2
Objetivo
Verificar la calidad del producto en forma integrada al proceso de producción. Por lo tanto
se destacan como aspectos fundamentales:
• Aseguramiento de la calidad el 100% del tiempo.
• Prevención de averías de equipos.
2 MANDUJANO, Pineda Karla. Manufactura esbelta. Junio de 2004
http://www.gestiopolis.com/recursos2/documentos/fulldocs/ger/manesbelta.htm#PRODNIV.

17
• Uso eficaz de la mano de obra.
Características: Jidoka realiza el control de defectos de manera autónoma, de tal forma
que se impide el paso de unidades defectuosas de un proceso al siguiente; para esto se
desarrollan dispositivos que automáticamente detengan las maquinas y no permitan la
producción de mas defectos. Lo peor no es parar el proceso, lo peor es producir
productos con defectos.
La filosofía Jidoka establece los parámetros óptimos de calidad en el proceso de
producción, el sistema Jidoka compara los parámetros del proceso de producción contra
los estándares establecidos y hace la comparación, si los parámetros del proceso no
corresponden a los estándares preestablecidos el proceso se detiene, alertando que
existe una situación inestable en el proceso de producción la cual debe ser corregida, esto
con el fin de evitar la producción masiva de partes o productos defectuosos, los procesos
Jidoka son sistemas comparativos de lo "ideal" o "estándar" contra los resultados actuales
en producción. Existen diferentes tipos de sistemas Jidoka: visión, fuerza, longitud, peso,
volumen, etc. depende del producto es el tipo o diseño del sistema Jidoka que se debe
implantar, como todo sistema, la información que se alimenta como "ideal" o "estándar
debe ser el punto óptimo de calidad del producto.3
Jidoka pretende disminuir los costos de implementación de procesos automatizados
queden como resultado la separación del trabajo humano y el trabajo de la maquinas.
Expresando de otra forma la filosofía Jidoka busca que las maquinas sigan trabajando de
forma automática y desarrollando mecanismos que permitan interrumpir el trabajo de la
maquinas al momento de la detención de dichos errores. Por lo tanto la filosofía Jidoka se
apoya en los sistemas Poka yoke, realizando un trabajo conjunto en la disminución y
control de defectos dentro del proceso.
Beneficios
• Se inspeccionan el 100% de los productos lo que garantiza la calidad de sus
componentes y del producto terminado como tal.
3 MANDUJANO, Pineda Karla. Manufactura esbelta. Junio de 2004.
http://www.monografias.com/trabajos14/manufac-esbelta/manufact-esbelta2.shtml.

18
• Se reduce tiempos de fabricación debido a la integración de la inspección con la línea
de producción.
• Se reduce inventarios de seguridad y pueden disminuir también el número de
inspectores de calidad.
• Aumenta la productividad.
1.5.1.3. Poka Yoke 4
¿Qué es? El termino Poka Yoke proviene de la palabras japonesas “Poka” (error
inadvertido) y Yoke (Prevenir); lo que significa que un dispositivo Poka Yoke es un
cualquier tipo de mecanismos que ayudan a prevenir los errores antes de que sucedan, o
los hace muy obvios para que el trabajador se de cuenta y lo corrija a tiempo.
Objetivos Eliminar los defectos en un producto ya sea previniendo o corrigiendo los
errores que se presenten lo antes posible. Para esto, los sistemas Poka Yoke poseen dos
funciones:
• Hacer la inspección del 100% de las partes producidas.
• Dar retroalimentación en la ocurrencia de anormalidades y generar acciones
correctivas.
Métodos Poka Yoke
• Método de control: Corresponden a métodos que apagan las maquinas o bloquean los
sistemas de operación al ocurrir anormalidades para prevenir que se siga generando el
mismo defecto. Por lo tanto este tipo de sistema ayudan a aumentar la eficiencia en
busca de resultados de cero defectos. No todos los casos resulta necesario apagar por
completo las maquinas, pero de continuar con el proceso (esto solo se permite en
casos en los que se presentan defectos aislados) se debe diseñar un mecanismo que
se asegure que la pieza defectuosa quede marcada para facilitar su localización y
posterior corrección, de esta forma se evita tener que detener por completo la maquina
y se puede continuar el proceso.
• Método de advertencia: Este tipo de método advierte al trabajador de las
anormalidades ocurridas, llamando su atención, mediante la activación de una luz o
4 Tecnológico de Monterrey. http://www.her.item.mx/dge/manufactura/topicos/paginas01.htm.
19
sonido. La efectividad de estos métodos va a depender del trabajador ya el control de
anormalidades va a depender de que el trabajador se haya percatado de las señales
de advertencia. Por lo contrario el uso métodos de advertencia puede considerarse
cuando el impacto de las anormalidades es mínimo o cuando factores técnicos y/o
económicos hagan la implementación de un método de control una tarea
extremadamente difícil.
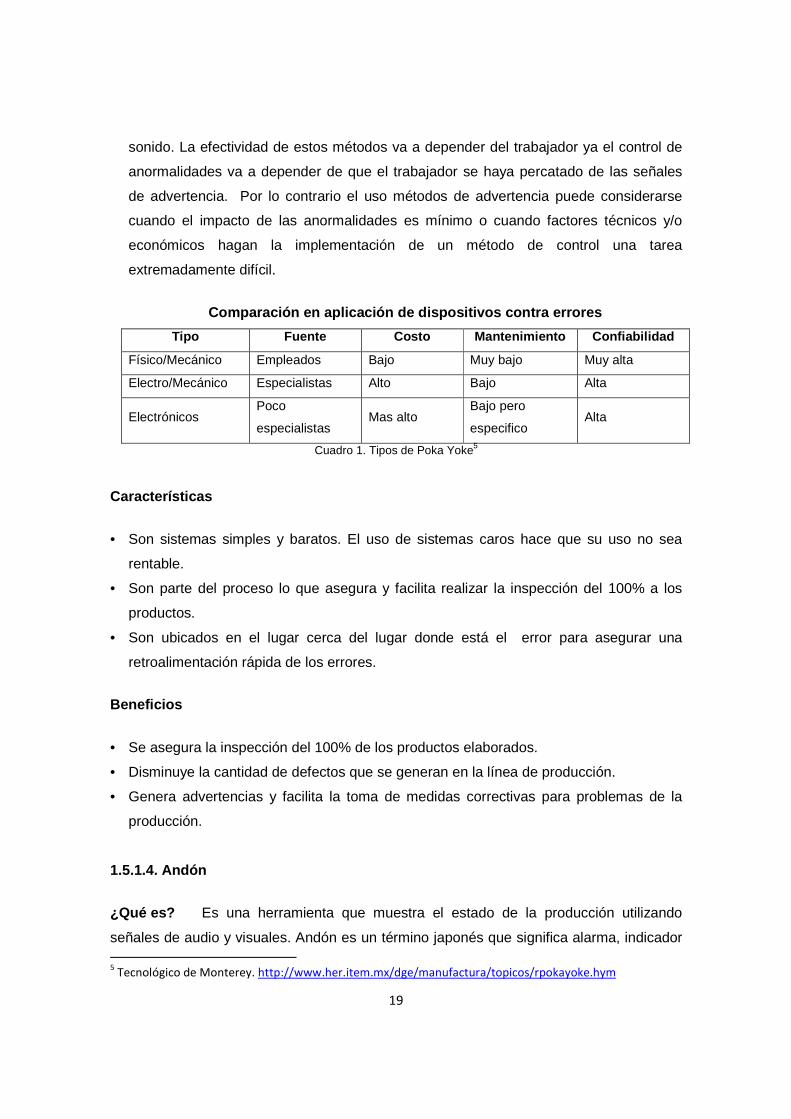
Comparación en aplicación de dispositivos contra er rores
Tipo Fuente Costo Mantenimiento Confiabilidad
Físico/Mecánico Empleados Bajo Muy bajo Muy alta
Electro/Mecánico Especialistas Alto Bajo Alta
Electrónicos Poco
especialistas Mas alto
Bajo pero
especifico Alta
Cuadro 1. Tipos de Poka Yoke5
Características
• Son sistemas simples y baratos. El uso de sistemas caros hace que su uso no sea
rentable.
• Son parte del proceso lo que asegura y facilita realizar la inspección del 100% a los
productos.
• Son ubicados en el lugar cerca del lugar donde está el error para asegurar una
retroalimentación rápida de los errores.
Beneficios
• Se asegura la inspección del 100% de los productos elaborados.
• Disminuye la cantidad de defectos que se generan en la línea de producción.
• Genera advertencias y facilita la toma de medidas correctivas para problemas de la
producción.
1.5.1.4. Andón
¿Qué es? Es una herramienta que muestra el estado de la producción utilizando
señales de audio y visuales. Andón es un término japonés que significa alarma, indicador 5 Tecnológico de Monterey. http://www.her.item.mx/dge/manufactura/topicos/rpokayoke.hym
20
visual o señal. Es un despliegue de luces o señales luminosas en un tablero que indica
condiciones de trabajo en el piso de producción dentro del área de trabajo, el color indica
el tipo de problema o condiciones de trabajo. Andón significa ayuda.6
Objetivos Mostrar el estado del proceso de producción por medio de señales visuales
y de audio.
Características El andón puede consistir en una serie de lámparas o señales
sonoras que cubren por completo el área de producción, convirtiéndose en una
herramienta para construir calidad en los productos de la línea de trabajo. Por lo tanto, si
se presenta una dificultad las diferentes señales del Andón alertaran al supervisor
informando que la estación de trabajo tiene un problema. Una vez evaluada la situación
se toman las acciones apropiadas para corregir el respectivo problema. Se utilizan los
siguientes colores:
• Rojo: Maquina descompuesta.
• Azul: Pieza defectuosa.
• Blanco Fin de lote de producción.
• Amarillo: Esperando por cambio de modelo.
• Verde: Falta de material.
• No luz: Sistema operando normalmente.
Beneficios
• Aumenta la calidad en los productos de la línea de trabajo.
• Alerta al personal de las anomalías presentadas en el trabajo, generando menores
tiempos de respuesta ante las dificultades.
• Indica claramente las condiciones en los diferentes puntos de la planta de producción.
6http://www.leanadvisor.com/Lean/demo/vc/vc demo.cfm.
21
1.5.2. MARCO ESPACIAL
La Investigación se realiza en la compañía UNION PLASTICA LTDA la cual pertenece al
sector de manufactura de productos elaborados en plástico. Actualmente se cuenta con
una sede principal ubicada en Acopi Yumbo.
• Dirección: Carrera 39 No. 12ª-151Acopi Yumbo
• Teléfono: 664 44 25
1.5.3. MARCO TEMPORAL
La investigación se realiza teniendo en cuenta la situación actual (año 2011) en el
ambiente de trabajo del Área del Taller Metalmecánico en la empresa UNION PLASTICA
LTDA y abarcará de Enero a Mayo de 2011.
1.6. OBJETIVOS DEL PROYECTO
A continuación se plantean los objetivos generales y específicos de la investigación.
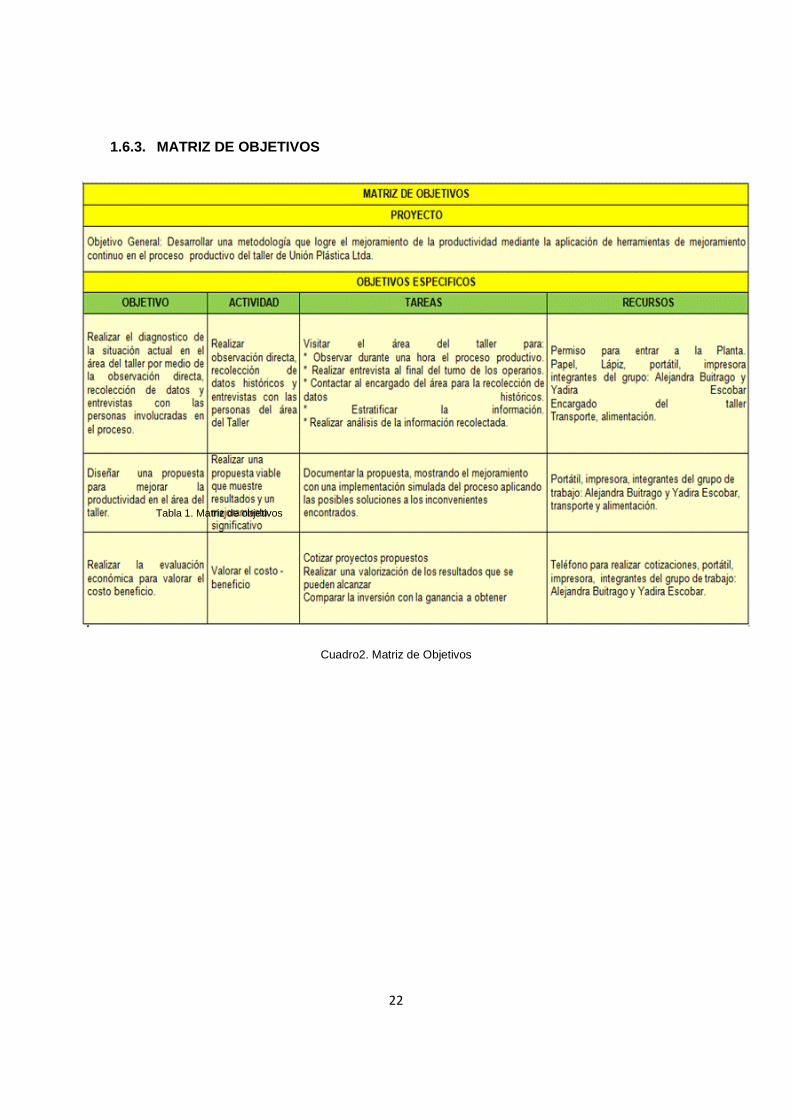
1.6.1. OBJETIVO GENERAL
Desarrollar una metodología que logre el mejoramiento de la productividad mediante la
aplicación de herramientas de mejoramiento continuo en el proceso productivo del taller
metalmecánico de Unión Plástica Ltda.
1.6.2. OBJETIVOS ESPECÍFICOS
• Realizar el diagnóstico de la situación actual en el área del taller metalmecánico por
medio de la observación directa, recolección de datos y entrevistas con las personas
involucradas en el proceso.
• Diseñar una propuesta para mejorar laproductividad en el área del taller.
• Realizar la evaluación económica para valorar el costo beneficio.
22
1.6.3. MATRIZ DE OBJETIVOS
Tabla 1. Matriz de objetivos
Cuadro2. Matriz de Objetivos

23
1.7 CRONOGRAMA DE ACTIVIDADES
Cuadro 3. Cronograma de actividades
24
CAPITULO 2
PRESENTACION DE LA EMPRESA
A continuación se describe la reseña histórica de la empresa UNION PLASTICA LTDA
una empresa familiar que ha prosperado de forma importante durante su permanencia en
el mercado al contar con importantes clientes de reconocimiento en el país, la cual brinda
la oportunidad de compartir su conocimiento y experiencia con un grupo de estudiantes de
la Universidad de San Buenaventura para apoyarlos en su proceso de aprendizaje.
Imagen 1. Oficinas Unión Plástica
2.1. RESEÑA HISTÓRICA DE UNION PLASTICA LTDA
Situada cerca de Cali en la zona industrial de Yumbo, UNIÓN PLÁSTICA LTDA. Se ha
dedicado desde 1971 a la fabricación de productos plásticos inyectados y a la elaboración
de moldes para inyección, atendiendo el mercado con productos de excelente calidad,
alta tecnología y precios competitivos para satisfacer plenamente las necesidades de sus
clientes nacionales e internacionales, que van desde pequeñas empresas hasta grandes
multinacionales.
2.2. MISIÓN
“Satisfacer las necesidades del mercado industrial y comercial, tanto nacional
como internacional, en cuanto al diseño, desarrollo, fabricación y comercialización
de productos plásticos inyectados, a través de un servicio personalizado, otorgado
con calidad, amabilidad y eficiencia, que permita incrementar el nivel de
25
rendimiento financiero de los socios, motivándolos a reinvertir en la empresa,
buscando el liderazgo del sector, el mejoramiento del nivel de vida de los
empleados y la preservación del medio ambiente.”
2.3. VISIÓN
“En el año 2012 Unión Plástica Ltda. será una empresa con un entorno agradable y
saludable, orientada a la aplicación constante de sistemas de gestión de calidad,
ambiental y de buenas prácticas de manufactura, que contará con equipos, métodos,
tecnología e infraestructura acordes al momento, que mediante la participación de un
equipo humano preparado para ser muy competente en el diseño, desarrollo, fabricación y
comercialización de productos plásticos inyectados, podrá fabricar productos con
geometrías y materiales innovadores, incrementando la gama de productos propios,
alcanzando mayor reconocimiento de los clientes.”
2.4. VALORES CORPORATIVOS
• Profesionalismo: Cumplimiento autónomo, oportuno y confiable de las obligaciones y
compromisos personales y empresariales orientado hacia la innovación y al
mejoramiento continúo que lleve a la empresa hacia la excelencia en la calidad de los
productos y los servicios.
• Honestidad: Congruencia entre el pensar, el decir y el actuar, mostrando abiertamente
sus actuaciones e intereses, generando vínculos perdurables de confianza y de mutuo
beneficio en todas las interacciones.
• Respeto: Reconocimiento y aprecio de la experiencia, el saber y el valor de los
demás, como personas o instituciones, aceptando las diferencias individuales y
promoviendo la responsabilidad con nuestra sociedad y el medio ambiente.
26
2.5. COMPETENCIAS ORGANIZACIONALES
• Orientación al Cliente: Disposición permanente para identificar necesidades, atender
requerimientos y prestar asesoría a losclientes externos e internos, demostrando
vocación de servicio.
• Orientación a Resultados: Capacidad para enfocar todas las acciones y recursos al
logro de los objetivos establecidos, con la productividad y la calidad requeridas.
• Mejoramiento Continuo: Deseo constante de progresar por medio delaprendizaje
individual y colectivo, flexibilidad para adaptarse a nuevas situaciones y disposición
para generar e incorporar ideas novedosas.
• Trabajo en Equipo: Capacidad y motivación para relacionarse y colaborar con las
demás personas influyéndolas positivamente,para unir fortalezas individuales que
lleven al logro de objetivos comunes, sobreponiendo los intereses y necesidades
colectivos sobre los particulares.
• Organización: Capacidad y disciplina para planear y ejecutar sustareas y
responsabilidades, bajo parámetros de orden que le permitan realizar eficientemente el
trabajo.
• Alineación en Torno a Valores: Capacidad para demostrar en las actuaciones
laborales y personales Profesionalismo, honestidad y respeto.
2.6. POLÍTICAS DE CALIDAD
“Para alcanzar la satisfacción de sus clientes, Unión Plástica Ltda. Impulsa el desarrollo
de las competencias de su personal y el mejoramiento continuo de sus procesos,
logrando una buena atención y la entrega de productos con precios justos, y libres de
defectos. Proyecta el diseño y desarrollo de nuevas referencias con aplicación de
tecnología actualizada, como medio de atracción de nuevos clientes representativos, que
eleven la facturación y la rentabilidad, sin detrimento del medio ambiente.”
27
2.7. DESCRIPCIÓN DE LAS FUNCIONES DE CADA ÁREA
A continuación se describe las funciones de las principales áreas de la empresa UNION
PLASTICA LTDA.
• Producción
Es el proceso encargado de planear y dirigir la fabricación de los productos plásticos de
Unión Plástica Ltda. de tal forma que se optimicen los recursos de la empresa y que los
clientes reciban sus pedidos oportunamente.
• Ventas
Es el proceso encargado de brindar soporte a la gerencia en el diseño de estrategias para
incrementar las ventas, encontrar nuevos nichos de mercado y obtener información de los
clientes para el desarrollo de nuevos productos.
• Desarrollo de Productos
Es el proceso responsable de planear y dirigir la fabricación de nuevos productos o la
modificación de los ya existentes con el propósito de optimizar los recursos de la
empresa.
• Gestión Humana
Es el proceso encargo de brinda apoyo al Director Administrativo durante los procesos de
selección, contratación, inducción, entrenamiento, capacitación y evaluación de los
trabajadores de Unión Plástica Ltda.Adicionalmente contribuye con el establecimiento y
mantenimiento de un ambiente laborar óptimo.
• Tecnologías de Información
Esel proceso encargado de garantizar una operación eficiente y estable de todos los
equipos informáticos presentes en Unión Plástica Ltda. Da soporte a los usuarios con
capacitación, mantenimiento y solución de problemas presentados en la empresa en
cualquier área. Vela por el correcto funcionamiento de la red, la conservación de los
registros en medios adecuados y el flujo de información entre los puestos de trabajo
conectados a la red interna de Unión Plástica Ltda.
28
• Compras
Es el proceso encargado de realizar las labores de cotización y adquisición de bienes o
servicios a nivel nacional e internacional (importaciones). En general es responsable de
garantizar un proceso de selección del producto o servicio confiable en cuanto a calidad,
precio y oportunidad.
2.8. TIPO DE EMPRESA
UNION PLASTICA es una sociedad de responsabilidadlimitada, es decir es una empresa
mercantil cuyos titulares lo son en virtud de una participación en el capital social a través
de títulos o acciones, pertenece al sector de manufactura de productos plásticos en la línea de
Inyección catalogada como Mediana empresa de acuerdo a la cantidad de empleados y el volumen
de operaciones comerciales.
2.9. SUCURSAL QUE POSEE LA COMPAÑÍA
Actualmente, la empresa UNION PLASTICA LTDA posee una única sucursal ubicada en
Acopi Yumbo.
• Dirección: Carrara 39 No. 12ª-151 Acopi Yumbo
• Teléfono: 664 4425

29
2.10. PORTAFOLIO DE PRODUCTOS
Los siguientes productos son los que UNIÓN PLÁSTICA LTDA ofrece para sus clientes.
Unión Plástica Ltda. ha desarrollado una gran variedad de
moldes para tapas plásticas fabricadas en polipropileno o
polietileno
La experiencia en la elaboración de piezas para baterías como
cajas, cubiertas, tapones y otros accesorios plásticos en varias
referencias de baterías termoselladas para autos y
motocicletas, ha convertido a Unión Plástica Ltda.en uno de los
principales proveedores de los más importantes fabricantes de
baterías en Colombia.
Semilleros Plásticos...
Rastrillos Plásticos en Polipropileno...
Válvulas de Riego...
Componentes de Fumigadoras...
Unión Plástica Ltda.tiene la capacidad y la experiencia para
procesar plásticos de ingeniería para la fabricación de
productos especializados, utilizando secadores
deshumidificadores, atemperadores de moldes y otros equipos
auxiliares.
Esta línea la componen productos con diseños especiales,
acorde a las especificaciones dadas por los clientes que
requieren el desarrollo de piezas exclusivas.
Cuadro4. Portafolio de productos Unión Plástica.
30
2.11. PRINCIPALES COMPETIDORES DE UNION PLASTICA LTDA
UNION PLASTICA LTDA es una empresa familiar con una visión muy importante
alcanzada a través de los prestigiosos clientes con los cuales cuenta y uno de los
factores que incide en el crecimiento tecnológico y de calidad es quizás sus
competidores, los cuales hacen parte del mercado local y en parte internacional al
cual accede la empresa. Entre ellos están:
Cuadro 5. Competidores Unión Plástica

31
CAPITULO 3
DIAGNOSTICO DE LA SITUACIÓN ACTUAL
Para el desarrollo del proyecto es importante contar con un diagnóstico para el
conocimiento previo de la situación actual del taller metalmecánico, por lo que se
realizan algunas actividades especificas como son: Recolección de datos con
información general sobre el proceso interno del Taller Metalmecánico,
observación directa del proceso (registro fotográfico) y entrevistas con el personal
involucrado (Encuestas), para conocer y jerarquizar los problemas que se
encuentren a lo largo de la recolección de la información.
3.1. RECOLECCION DE DATOS - Descripción general del proceso de Taller
Unión Plástica Ltda.es una empresa dedicada a la fabricación de productos
plásticos inyectados y a la elaboración de moldes para inyección. Cuenta con (14)
procesos internos, entre ellos El Taller Metalmecánico.
Figura 1. Red de procesos

32
El Taller Metalmecánico es el proceso encargado de la fabricación, modificación
ymantenimiento de los moldes, adicional a trabajos externos.A continuación se
describe un paso a paso de cómo ingresan los requerimientos que abastecen las
actividades a realizar en taller metalmecánico.
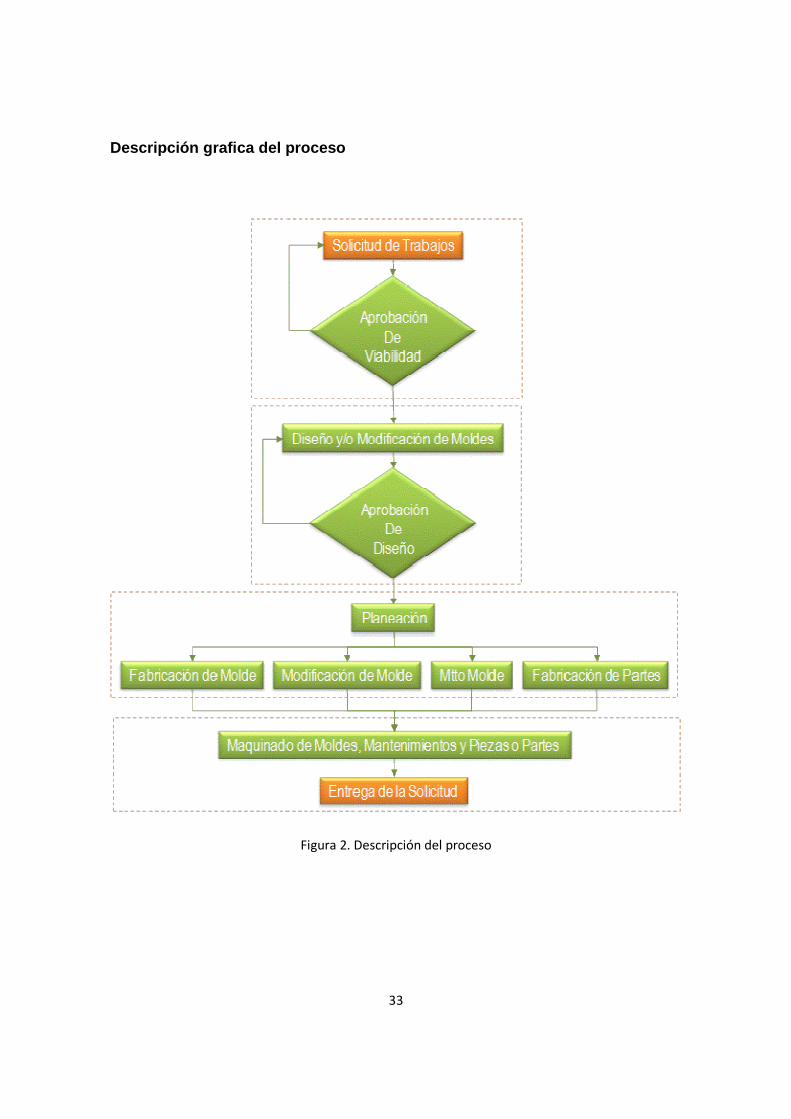
El proceso de Taller inicia con la solicitud de trabajos generada por los clientes
Internos / Externos, con el objetivo de realizar un análisis de la viabilidad técnica y
económica de la fabricación, modificación y mantenimiento de moldes, además de
procesos externos solicitados. En este proceso participan principalmente el
personal del taller y los Directores de Desarrollo de Productos, pero al mismo
tiempo involucra la participación de algunos cargos de Unión Plástica Ltda., cuyas
actuaciones son coordinadas por los Directores de Desarrollo de Productos. Estas
actuaciones tienen una relación directa con el desarrollo de subprocesos como
acciones, verificaciones y revisiones, las cuales llevan a conseguir un
cumplimiento en las especificaciones y necesidades generadas por el cliente
(Interno / Externo). Una vez se cuenta con la aprobación del estudio de viabilidad,
se planea la etapa de diseño para construcción de moldes, troqueles, piezas y
modificaciones en moldes. Cuando se cuenta con la aprobación de diseño, el
Planeador del Taller se encarga de elaborar la planeación de compra de materias
primas, en la cual se ve involucrado personal del área de compras y la planeación
de actividades implícitas en la fabricación, modificación y mantenimiento de
moldes teniendo en cuenta factores de prioridad, disponibilidad de recursos
humanos y técnicos. Se inicia entonces el proceso productivo que requiere de una
constante revisión de las actividades con el objetivo de mantener la planeación
establecida, manteniendo de esta manera los requisitos y expectativas generados
por el cliente (interno / externo). El proceso del Taller finaliza con la entrega física
de moldes o procesos, a los directamente relacionados, Directores de Desarrollo
de Productos o Planta de Producción.
33
Descripción grafica del proceso
Figura 2. Descripción del proceso

34
3.1.1. MEDICIÓN DEL PROCESO (INDICADORES)
Los indicadores que utilizan en el área son aplicables de forma particular por cada
proyecto que realiza en el taller metalmecánico.Se elaboran informes mensuales,
a partir de los cuales se obtienen los indicadores descritos a continuación:
• Variación del tiempo de fabricación
=((Tiempo total de actividades planeados [días1] - Tiempo total de actividades
registradas hasta la entrega física del molde2 [días1]) / Tiempo total de actividades
planeados [días1]) x 100
1. Los días son días hábiles transcurridos, se debe tener en cuenta que pueden
ocurrir demoras ajenas al taller: entrega de materiales, ajustes en las
prioridades respecto a otros trabajos durante la ejecución del proyecto,
importaciones (autorizaciones).
2. En el evento que sea necesario hacer remanufacturas del molde por errores
dimensionales de lo fabricado en el taller, se deberán sumar los días de la
remanufactura al tiempo total de las operaciones registradas hasta la entrega
física. Si las remanufacturas son ajenos al taller (por ej. Problemas de diseño),
no deben afectar el indicador.
• Variación del costo de fabricación
= ((costo planeado – costo real) / costo planeado) x 100
% Variación en horas de fabricación
5% Diferencias mayores a 5% y
menores que 10% Diferencias mayores a 10%
Verde Amarillo Rojo
Cuadro 6. Porcentaje de variación en horas de fabricación
% Variación de los costos de fabricación
10% Diferencias mayores a 10% y
menores que 20% Diferencias mayores a 20%
Verde Amarillo Rojo
Cuadro 7. Porcentaje de variación de los costos de fabricación

35
Indicador global : El Indicador Global hace referencia a todos los procesos
realizados en el taller (Fabricación, Modificación, Mantenimiento, etc.) siempre y
cuando sean trabajos de más de 10 días y queden bajo planeación.
• Eficiencia en el cumplimiento
�∑ ��1 ���1
�� … �������
∑ �����
tp = Tiempo Planeado
ip = Indicador Individual (hace referencia al indicador %Variación en horas de
fabricación para cada uno de los procesos del taller metalmecánico)
% Eficiencia en el cumplimiento
10% Diferencias mayores a 10% y
menores que 20% Diferencias mayores a 20%
Verde Amarillo Rojo
Cuadro 8. Porcentaje de eficiencia de cumplimiento
Se trabajara de forma general con la información suministrada sobre el
cumplimiento de los indicadores de gestión, con el dato consolidado del indicador
global Eficiencia en el Cumplimiento, aplicable al presente estudio.
Pronostico
Los resultados esperados en este proyecto son incrementar la productividad en un
15% para garantizar el nivel de cumplimiento del área, en condiciones que
permitan a los operarios del taller realizar sus actividades sin pérdidas de tiempo
constantes que se traducen en desplazamientos largos, retrocesos y un ambiente
laboral pesado.
Los cambios sugeridos deberán significar mejoras inmediatas que permite a la
empresa aumentar el % de eficiencia en su meta hasta un 85%, (considerado una
meta de clase mundial) lo cual permitirá dar cumplimiento a los tiempos de

36
respuesta estimados en los proyectos que desarrollen con el mismo recurso
humano y en condiciones que garanticen el desempeño del operario.
3.2. OBSERVACIÓN DIRECTA DEL PROCESO
A continuación se relaciona el registro fotográfico de los diferentes espacios que hacen
parte del Taller Metalmecánico, como evidencia de las condiciones con las que cuenta
actualmente.
1. Armarios, estanterías y mesas de trabajo: No se cuentas con una distribución
homogénea de las herramientas y utensilios de trabajo en los espacios donde deben ir
almacenados, no hay evidencia de orden y limpieza.
Imagen 2. Armarios, estanterías y mesas de trabajo 2. Zonas de almacenamiento de residuos y materia prima (aceros):las condiciones del
área muestran que los residuos no se encuentran almacenados en el lugar y en los
recipientes apropiados. Y los insumos primarios que alimentan los trabajos que se
desarrollan en el taller, no tienen un sistema de almacenamiento adecuado.

37
Imagen 3. Zonas de almacenamiento de residuos y materia prima (aceros)
3. Maquinas y/o equipos de trabajo: En general, los equipos se encuentran con señales
de acumulación de suciedad (grasa, polvo, residuos, entre otras), no se tiene una rutina
de aseo establecida para que después de ser utilizados queden en condiciones de aseo.
Imagen 4. Maquinas y/o equipos de trabajo

38
4. Vista general del área:En general, los espacios se encuentran con residuos (Viruta), los
techos con suciedad (telarañas) y no se aprovecha el espacio para distribuir los equipos,
armarios y mesas de trabajo.
Imagen 5. Vista general del área
39
No PREGUNTAS SI PORCENTAJE NO PORCENTAJE
1¿Existe una buena comunicación oral y escrita entre los operarios del taller en elproceso? 9 69% 4 31%
2 ¿La empresa estimula el trabajo en equipo en el taller? 10 77% 3 23%
3 ¿Durante el proceso fluye el trabajo en el taller? 8 62% 5 38%
4¿ Considera necesario mejorar el ambiente del taller donde usted realiza susactividades ? 11 85% 2 15%
5¿Cree que la utilización del espacio en el área de trabajo es la adecuada para eldesarrollo de sus actividades? 1 8% 12 92%
6¿Encuentra cualquier herramienta, sin pérdida de tiempo y sin interrumpir el trabajode los demás? 1 8% 11 92%
7¿Está debidamente organizado el equipo, herramientas más importantes pararealizar las actividades? 1 8% 12 92%
8¿Dedica alguna jornada a limpiar la maquinaria o área de trabajo en vez de realizarsus funciones cotidianas? 4 31% 9 69%
9 ¿Se han presentado fallas en las maquinas en el taller por falta de limpieza? 10 77% 3 23%
10¿Existe una persona encargada del control de mantenimiento y limpieza queverifique el buen funcionamiento de las maquinarias en el taller? 7 54% 6 46%
ENCUESTA DIRIGIDA A OPERARIOS Numero de partcipantes: 13
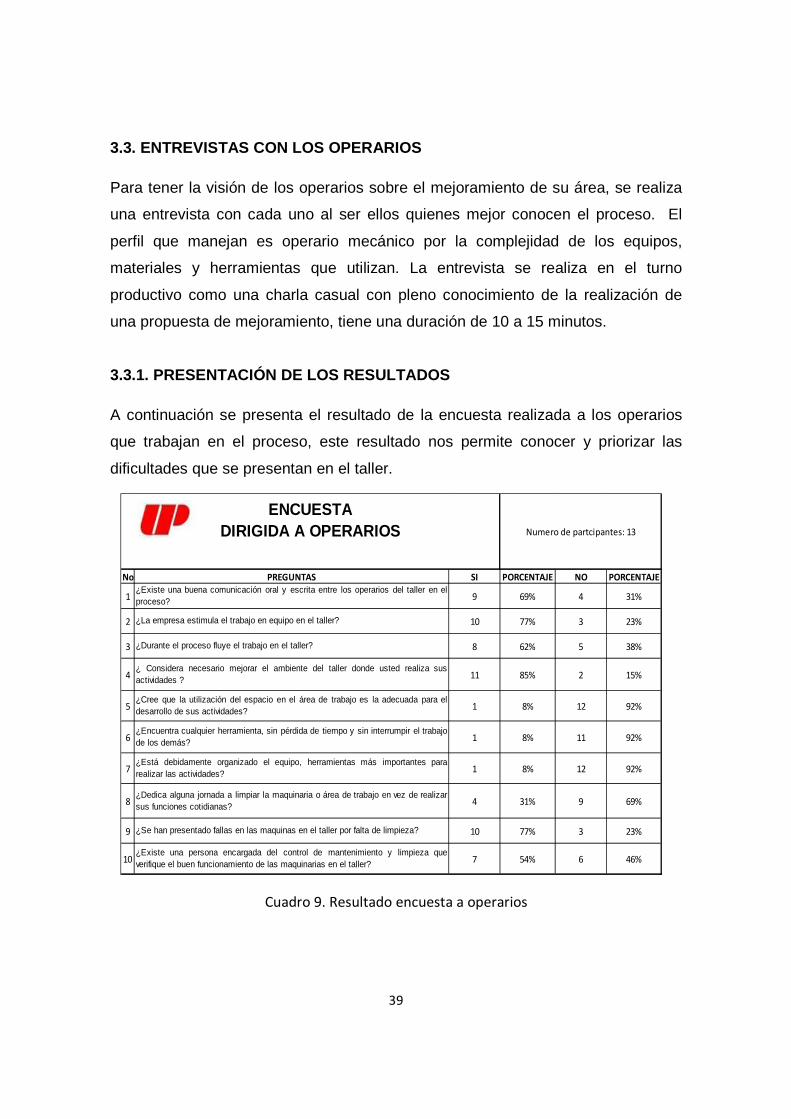
3.3. ENTREVISTAS CON LOS OPERARIOS
Para tener la visión de los operarios sobre el mejoramiento de su área, se realiza
una entrevista con cada uno al ser ellos quienes mejor conocen el proceso. El
perfil que manejan es operario mecánico por la complejidad de los equipos,
materiales y herramientas que utilizan. La entrevista se realiza en el turno
productivo como una charla casual con pleno conocimiento de la realización de
una propuesta de mejoramiento, tiene una duración de 10 a 15 minutos.
3.3.1. PRESENTACIÓN DE LOS RESULTADOS
A continuación se presenta el resultado de la encuesta realizada a los operarios
que trabajan en el proceso, este resultado nos permite conocer y priorizar las
dificultades que se presentan en el taller.
Cuadro 9. Resultado encuesta a operarios
40
Las respuestas dadas por el personal evidencian que el problema con mayor
incidencia en el taller metalmecánico es el desorden que generala falta de cultura
de orden y limpieza, ya que no son actividades que identifiquen como parte de su
labor durante y al final de la jornada laboral, lo cual provoca que lo espacios se
vean congestionados proyecto un ambienta pesado y en general una mala imagen
del área y de los operarios.
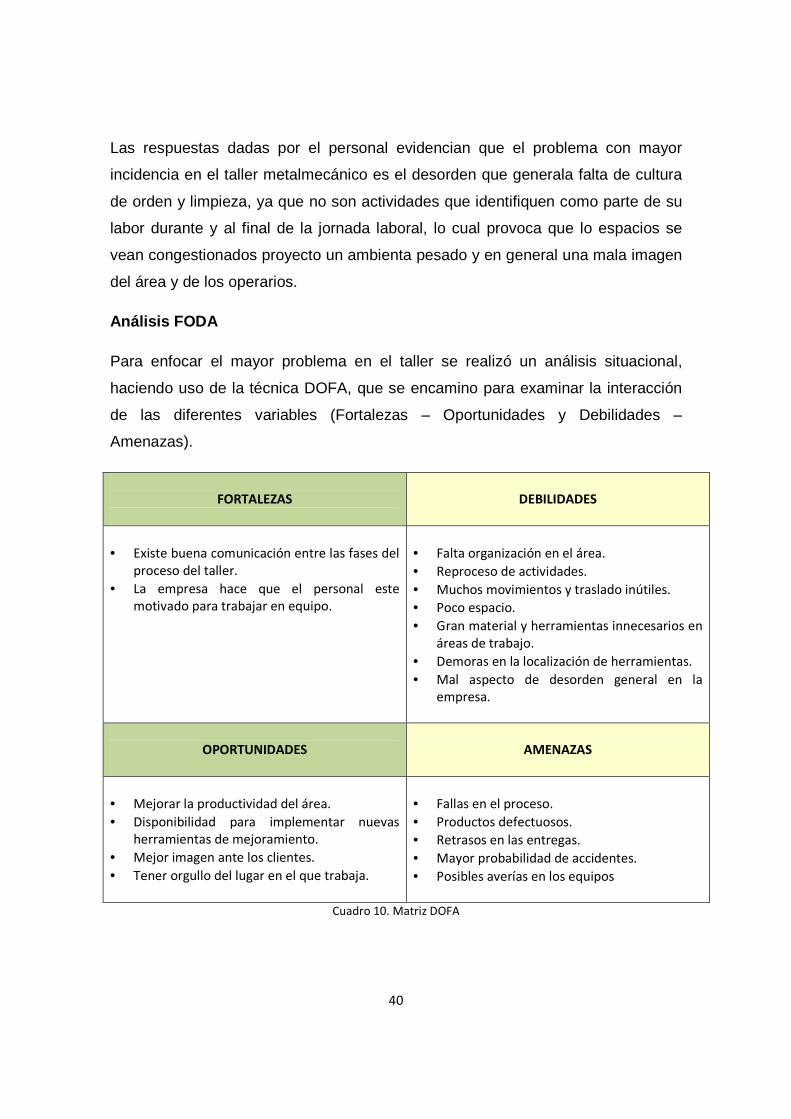
Análisis FODA
Para enfocar el mayor problema en el taller se realizó un análisis situacional,
haciendo uso de la técnica DOFA, que se encamino para examinar la interacción
de las diferentes variables (Fortalezas – Oportunidades y Debilidades –
Amenazas).
FORTALEZAS
DEBILIDADES
• Existe buena comunicación entre las fases del
proceso del taller.
• La empresa hace que el personal este
motivado para trabajar en equipo.
• Falta organización en el área.
• Reproceso de actividades.
• Muchos movimientos y traslado inútiles.
• Poco espacio.
• Gran material y herramientas innecesarios en
áreas de trabajo.
• Demoras en la localización de herramientas.
• Mal aspecto de desorden general en la
empresa.
OPORTUNIDADES
AMENAZAS
• Mejorar la productividad del área.
• Disponibilidad para implementar nuevas
herramientas de mejoramiento.
• Mejor imagen ante los clientes.
• Tener orgullo del lugar en el que trabaja.
• Fallas en el proceso.
• Productos defectuosos.
• Retrasos en las entregas.
• Mayor probabilidad de accidentes.
• Posibles averías en los equipos
Cuadro 10. Matriz DOFA

41
3.3.2. ANÁLISIS DE LOS RESULTADOS DE LA ENCUESTA
La encuesta evidencio a través del análisis FODA que el factor de mayor
incidencia en la baja productividad del taller metalmecánico es la falta de orden en
la que desarrollan sus actividades, ya que el personal no tiene cultura de
organización antes, durante y después de utilizar las herramientas y/o equipos
dispuestos para las diferentes actividades que desempeñan.
Con base en lo anterior, el presente estudio está dispuesto para implementar dos
herramientas de mejoramiento que permitirán mejorar el flujo de las actividades de
los operarios del taller durante su jornada laboral, al brindar una cultura de
limpieza y organización en pro de un grato ambiente laboral.
3.4. ANÁLISIS DEL DIAGNOSTICO
Luego de realizar las entrevistas y de corroborar bajo el registro fotográfico la
información suministrada por el personal del taller de cómo se viene desarrollando
las diferentes actividades que se llevan a cabo, se puede identificar claramente
cuál es su situación actual con relación a la práctica de herramientas de
mejoramiento que permitan mejorar las condiciones actuales; tales como las 5’S, y
Poka Yoke las cuales aplicarían como necesarias para optimizar las condiciones
del área, garantizado de esta manera el mejoramiento de la productividad del
Taller Metalmecánico al evitar ineficiencias, desplazamientos, eliminar pérdidas de
tiempo y espacio, y utilizar mecanismos de control que faciliten las actividades del
personal. Gracias a los registros fotográficos, se pueden evidenciar los
inconvenientes más relevantes a corregir:
• Falta de optimización del espacio disponible, teniendo en cuenta que el área no
cuenta con mucho espacio disponible.

42
• Desorden en los puestos de trabajo, ya que al finalizar una labor el operario del
taller no deja el área en condiciones de limpieza y orden para ser utilizado
nuevamente.
• Sistemas de almacenamiento inadecuados en las estaciones de trabajo y en los
espacios comunes.
• Desorden de las herramientas de trabajo, muchas de ellas no se encuentran
ubicadas de forma estratégicas, otras son usadas y no se regresan a su lugar
por parte del operario y en general nos están almacenadas y distribuidas de
forma adecuada de acuerdo a su frecuencia de uso y función.
• Falta de pertenencia y concientización por parte del operario, al utilizar las
herramientas, equipos, mesas de trabajo y espacio físico en general y no
dejarlos en condiciones de orden y limpieza para ser utilizados nuevamente.
En términos generales se puede decir que El Taller Metalmecánico de la empresa
Unión Plástica Ltda.es un candidato seguro para la implantación de herramientas
de mejoramiento que les permita eliminar las mudas presentes en el desarrollo de
sus actividades, con el fin de garantizar una mayor productividad del área.

43
CAPITULO 4
PROPUESTA DE MEJORAMIENTO
En este capítulo se establecerán las propuestas que la empresa Unión Plástica
Ltda debe implementar para llevar a cabo el mejoramiento en la productividad del
taller metalmecánico. Para este estudio, se utilizaran las herramientas de
mejoramiento ya que están orientadas a eliminar mudas en las diferentes áreas de
una empresa, lo cual se identifica como el propósito del presente trabajo para
contribuir con el fin en mención. Es Claro, que el implementar estas herramientas
es una tarea que una compañía decide iniciar, pero esto puede nunca finalizar.
4.1. PROCESO DE SENSIBILIZACIÓN PARA EL DESARROLLO DE LAS
HERRAMIENTAS DE MEJORAMIENTO
Antes de iniciar un proceso de implementación, es necesario involucrar a todo el
personal que participara de forma activa en el mismo a través de un lanzamiento
y/o capacitación que demuestre el apoyo de los altos mando de Unión Plástica
Ltda.y el compromiso que amerita el iniciar con este proceso vs los beneficios que
se obtendrán en el plazo que se determine de acuerdo al alcance que decida dar
el líder del proyecto.
En este proceso es necesario lograr la conciencia entre el personal involucrado del
taller metalmecánico de Unión Plástica Ltda., mostrar un diagnostico de la actual
situación del área vs lo que se puede lograr con la implementación de las
herramientas de mejoramiento propuestas, al optimizar algunas de sus labores y
mejorar el ambiente laboral.
Para el desarrollo del proyecto, se sugiere:
1. Seleccionar un líder(es) del Proyecto a implementar:
2. Desarrollar un logo o mascota que identifique el proyecto a implementar.

44
3. En el lanzamiento o capacitación contar con la presencia de la gerencia para
darle el valor que amerita al proyecto y comprometer al personal involucrado.
4. La constancia una vez inicie el programa de implementación y la medición del
mismo para evidenciar los avances en las diferentes etapas del proyecto.
4.2. PROPUESTA PARA DESARROLLAR HERRAMIENTAS DE
MEJORAMIENTO
De acuerdo al análisis realizado en el capítulo anterior, el diagnostico estable que
el foco de la improductividad que se puede evidenciar en las actividades que
realiza el personal del taller, es la falta de cultura de organización de las
herramientas y equipos que se utilizan, y en general distribución de las mismas en
el área.
Por tanto, la propuesta a desarrollar en el presente trabajo está enfocada en dos
herramientas que se identificaron como un punto de partida para mejorar la
productividad de las actividades que se desarrollan en el taller metalmecánico,
como lo son las 5’S y Poka Yoke. Estas herramientas permitirán implantar una
nueva cultura de orden y limpieza que esté ligada a las actividades propias de
cada operario y del personal administrativo del taller, para que estén se puedan
llevar a cabo en la jornada laboral en un ambiente organizado.
4.2.1 5`S
A continuación se mencionaran los pasos que deberá cumplir el personal del taller
metalmecánico para implementar el programa 5´s, con el fin de garantizar un
ambiente limpio, ordenado, con las herramientas o implementos necesarios de
acuerdo a la frecuencia de uso y necesidad de disponibilidad para el desarrollo de
las diferentes actividades.
45
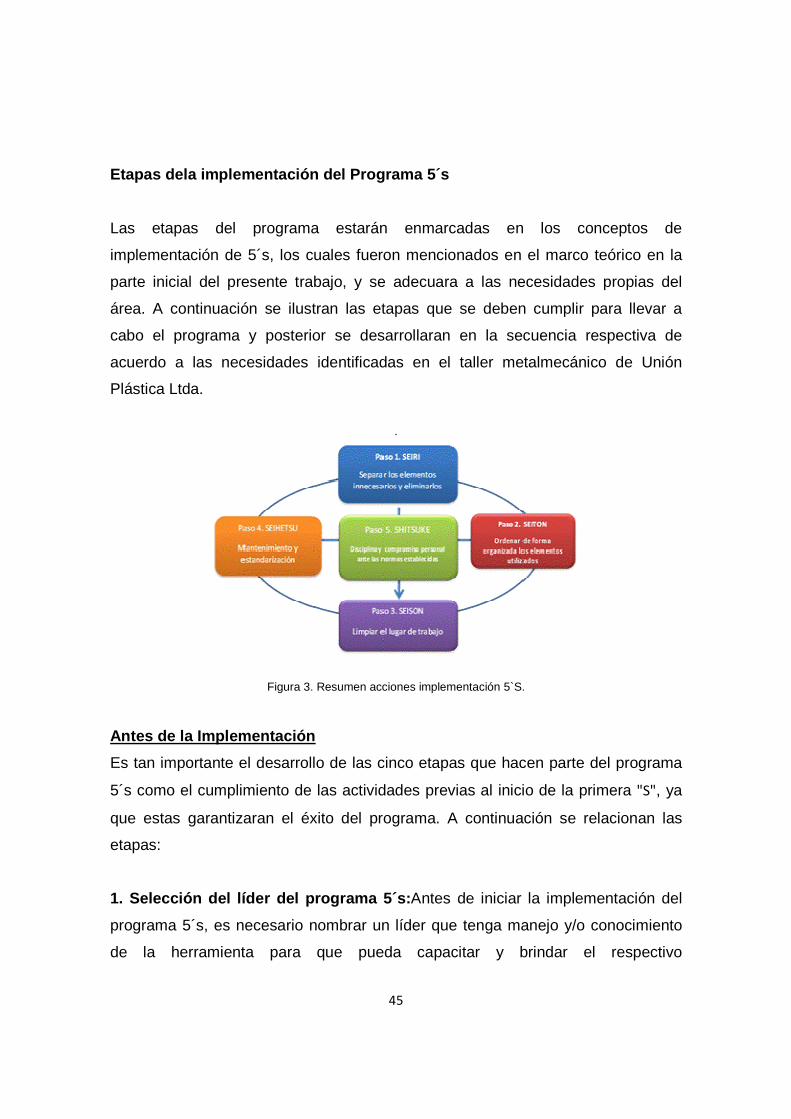
Etapas dela implementación del Programa 5´s
Las etapas del programa estarán enmarcadas en los conceptos de
implementación de 5´s, los cuales fueron mencionados en el marco teórico en la
parte inicial del presente trabajo, y se adecuara a las necesidades propias del
área. A continuación se ilustran las etapas que se deben cumplir para llevar a
cabo el programa y posterior se desarrollaran en la secuencia respectiva de
acuerdo a las necesidades identificadas en el taller metalmecánico de Unión
Plástica Ltda.
.
Figura 3. Resumen acciones implementación 5`S.
Antes de la Implementación
Es tan importante el desarrollo de las cinco etapas que hacen parte del programa
5´s como el cumplimiento de las actividades previas al inicio de la primera "S", ya
que estas garantizaran el éxito del programa. A continuación se relacionan las
etapas:
1. Selección del líder del programa 5´s: Antes de iniciar la implementación del
programa 5´s, es necesario nombrar un líder que tenga manejo y/o conocimiento
de la herramienta para que pueda capacitar y brindar el respectivo

46
acompañamiento al personal durante la implementación, de igual forma se
encargue de medir los avances y realizar si es necesario las acciones respectivas
si se presentan contratiempos.
2. Diagnostico de la situación actual: Una vez seleccionado el líder de las 5´s,
este debe realizar un diagnostico de la situación actual para poder enfocar,
orientar y establecer las herramientas que se utilizaran para el cumplimiento de las
etapas del programa 5´s de acuerdo a las necesidades identificadas en el taller
metalmecánico de la empresa Unión Plástica Ltda. Por ejemplo, los formularios en
los cuales se registrara la información correspondiente a la implementación del
programa 5´s. Para efectos del presente trabajo, presentamos algunas
alternativas:
• Formulario Especificación de Área: En este formulario se deberá registra el
inventarios de las herramientas que hacen parte de cada lugar de trabajo con
su respectivo responsable, en términos de cantidad, frecuencia de uso y de
limpieza (incluyendo el método utilizado) y como completo una fotografía.
Cuadro 11. Formulario Especificación de Área.
• Formulario Auditoria 5´s: Este formulario será de uso exclusivo del líder 5´s, en
el deberá registrar los avances y el cumplimiento del programa por parte del
personal responsable de cada puesto de trabajo en el taller metalmecánico.

47
Cuadro 12. Formulario Auditoria 5´s.
• Formulario Plan de Acción 5´s: En este formulario se deberán registrar las
oportunidades de mejora notificadas por el personal del taller metalmecánico,
en términos del área donde se presenta la situación, el sentido al que hace
referencia, la actividad que se deberá cumplir para hacer la mejora, el
responsable de la misma y la fecha estimada de ejecución.
Cuadro 13. Formulario Plan de Acción.
48
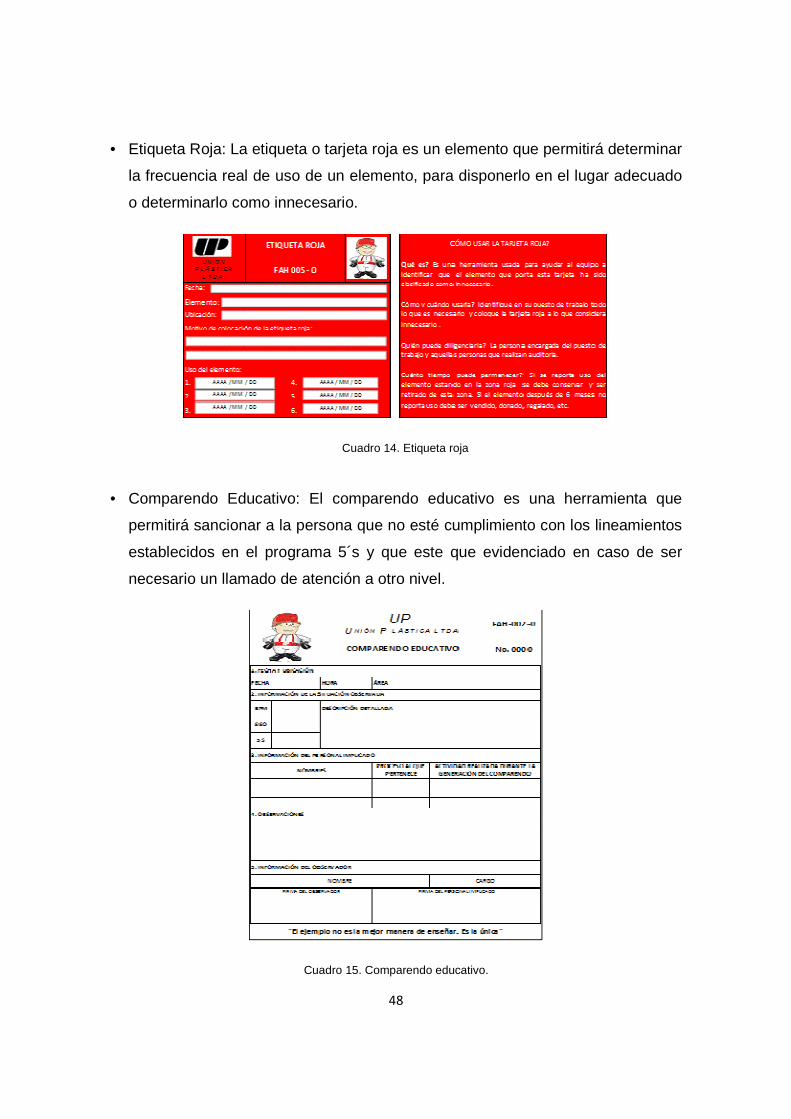
• Etiqueta Roja: La etiqueta o tarjeta roja es un elemento que permitirá determinar
la frecuencia real de uso de un elemento, para disponerlo en el lugar adecuado
o determinarlo como innecesario.
Cuadro 14. Etiqueta roja
• Comparendo Educativo: El comparendo educativo es una herramienta que
permitirá sancionar a la persona que no esté cumplimiento con los lineamientos
establecidos en el programa 5´s y que este que evidenciado en caso de ser
necesario un llamado de atención a otro nivel.
Cuadro 15. Comparendo educativo.

49
3. Divulgación de Programa 5´s: Al establecer el diagnostico del área, es
necesario involucrar al personal en el nuevo proyecto que emprenderá la
compañía en pro de mejorar la productividad en las actividades que desempeña el
personal del taller metalmecánico. Para ello, debe organizar una capacitación en
la cual se presenten los objetivos del programa 5´s, el alcance y las actividades
que será necesario cumplir para llevar a cabo el proyecto, de igual forma se debe
mencionar la responsabilidad de cada persona durante el desarrollo para
garantizar que el personal se involucre de forma directa en el proceso.
4. Lanzamiento del programa 5´s: Para efectos del lanzamiento el líder del
proyecto cuenta con diferentes alternativas para garantizar el éxito del mismo y
lograr el efecto esperado en el personal involucrado y de esta manera cumplir con
el objetivo propuesto. . Por ejemplo, crear una mascotacorporativa y asignarle un
nombre, adicional a algunos accesorios que identifiquen al personal involucrado y
al líder de las 5´s. En general, buscar una identidad dentro de Unión Plástica Ltda.
para el Programa 5´s. Para efectos del presente trabajo, presentamos algunas
alternativas:
Mascota Corporativa: "Upito" está inspirado en el personal de
planta de la empresa Unión Plástica Ltda., el uniforme es blanco
como lo establece el área en cargado para garantizar higiene en el
uso de los mismos y cuenta con los respectivos implementos de
seguridad como lo son el casco, los guantes y las botas, adicional
cuenta con las siglas de la empresa "UP".
Botón: Está diseñado para el personal involucrado en el
programa 5´s lo porte y se identifique como responsable
del éxito del mismo, cuenta con un prendedor para que lo
puedan cambiar de acuerdo al uniforme asignado para
cada día de la semana.

50
Desarrollo del Programa
Una vez concluida la etapa previa a la implementación y que el personal ya se
encuentra capacitado y con la disposición para contribuir con el proyecto, el líder
deberá organizar el desarrollo de las actividades y la forma en la que se llevaran a
cabo las jornadas en pro del mejoramiento de la productividad del taller
metalmecánico, las 5´s.
Etapa No. 1 – Clasificación (Seiri): La finalidad de clasificar es retirar del taller
metalmecánico todos aquellosobjetos y herramientas que no son necesarios para
la realización de las tareasdiarias, dejando solo aquellos que se requieren para
trabajar de una formaproductiva y con calidad. Mediante la clasificación se deben
eliminardesperdicios con el fin de optimizarel área de trabajo y aumentar la
productividad. A continuación se presenta el procedimiento general para la
implementación del Seiri (clasificar)
Gorra: Está diseñada para que el líder del Programa 5´s sea
identificado entre todo el personal que pueda estar
participando de la implementación y así poder desempeñar su
labor de apoyo y orientación en las jornadas que se realicen en
propósito del mismo.
Camiseta Polo: Está diseñada como complemento de la
gorra y parte de la identificación del líder. Está
relacionado con el color del uniforme del personal para
mostrar ejemplo de aseo y limpieza.

51
Figura 4. Seiri (Clasificar)
Identificación de elementos innecesarios: El primer paso en la clasificación
consiste en preocuparse de los elementosinnecesarios del área, y colocarlos en el
lugar seleccionado para implantar elSeiri. El procedimiento para identificar los
elementos innecesarios es elsiguiente:
• Se deben identificar los elementos que se considere están deteriorados o
dañados, o que no son de utilidad en el área. A continuación se presentan
imágenes con posibles ejemplos:
Imagen 6. Área de trabajo

52
• Es de gran utilidad tomar fotografías del área para poder contar con la evidencia
y el historial.
• Levantar el inventario correspondiente al área, en el formulario especificación
de área. En el formulario deben relacionar cada una de las herramientas que
como ejemplo se presentan a continuación que pertenece a uno de los
operarios del taller metalmecánico para determinar la ubicación y disponibilidad
que de las mismas.
Imagen 7. Herramientas de trabajo
Depuración : Es el proceso de retirar o desalojar físicamente del área de
trabajotodo aquello que ya no sirve o está deteriorado, esto quiere decir
depositarlo en labasura o llevarlo a un área de reciclado si este lo permite.
Tarjetas de color: Este tipo de tarjetas permite marcar o denunciar que en el sitio
de trabajo existe algo innecesario y que se debe tomar una acción correctiva.
FRECUENCIA DE USO
COLOR
Elementos utilizados constantemente para la realización de actividades
Elementos que son utilizados en el puesto de trabajo, pero que no se utilizan de forma constante
Elementos que pueden ser utilizados en otra fase del proceso
Elementos que no son necesarios en ninguna parte del proceso de producción
Cuadro 16. Tarjeta de color
53
Plan de acción: Sidespuésde la ejecución de la primera "S" no se logra eliminar
unagrancantidad de elementos innecesarios, ya sea por problemastécnicos o por
falta de una decisión clara sobre qué hacer con ellos.Es necesario, preparar un
plan de acción para eliminarlos, el procedimiento es elsiguiente.
• Recoger e identificar los elementos innecesarios con su respectiva tarjeta.
• Después de ser identificados son llevados al lugar respectivo.
• Por último se procede a eliminar el elemento.
Reporte de resultados: El líder deberá preparar un informe, donde registre y
consigne el avance sobre las acciones planificadas, a su vez deberá publicarlos en
un lugar visible para socializar los resultados.
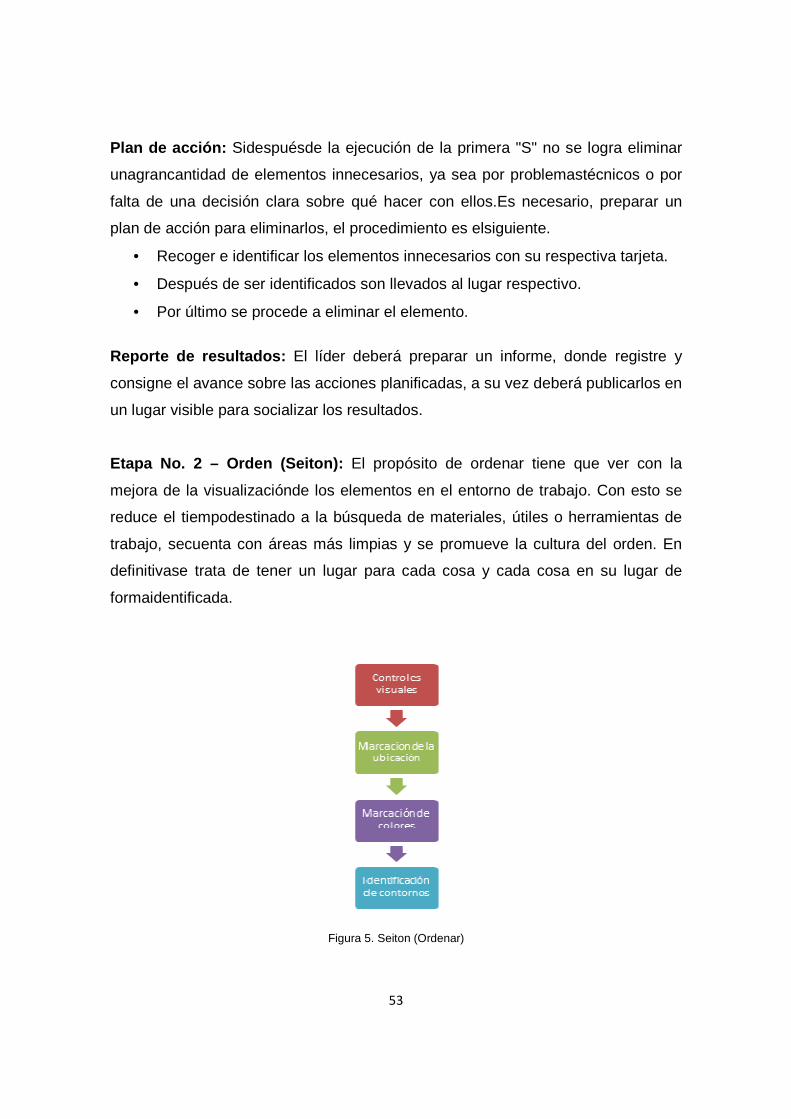
Etapa No. 2 – Orden (Seiton): El propósito de ordenar tiene que ver con la
mejora de la visualizaciónde los elementos en el entorno de trabajo. Con esto se
reduce el tiempodestinado a la búsqueda de materiales, útiles o herramientas de
trabajo, secuenta con áreas más limpias y se promueve la cultura del orden. En
definitivase trata de tener un lugar para cada cosa y cada cosa en su lugar de
formaidentificada.
Figura 5. Seiton (Ordenar)

54
Controles visuales: La elaboración de un plano 5’S, facilita el control visual de la
empresa; en él se debe incluir la ubicación y posición de las herramientas,
equipos, mesas de trabajo, armarios, escritorios, archivadores, entre otros, con el
fin de identificar laubicación de los elementos a ordenar en el taller
metalmecánico. Para realizar el plano 5’S tener en cuentas las siguientes
actividades:
• Tener las medidas correctas de las áreas.
• Desarrollar el plano.
• Marcar en orden de prioridad las áreas a mejorar. Marcación de la ubicación : Una vez que se han decidido las mejores
localizaciones para las diferentes herramientas que se utilizan en el taller
metalmecánico, es necesario un modo para identificar estas localizaciones de
forma que cada uno sepa dónde están las cosas, y cuántas cosas de cada
elemento hay en cada sitio. Para realizar la respectiva marcación tener en cuenta
lo siguiente (Ejemplo: utilizar formato especificación de área):
• Cantidad de elementos que se encuentran en el área.
• Disponibilidad de los elementos y equipos que se encuentran en el área.
• Lugar de almacenamiento de las herramientas.
• Es necesario utilizar letreros y tarjetas.
Marcación con colores: Esta actividad es importante para procurar el orden en la
localización de puntos de trabajo, ubicación de elementos, materiales, productos,
entre otros. La marcación con colores se utiliza para crear líneas que señalen la
división entre áreas de trabajo y movimiento, una oportunidad de mejora evidente
y necesaria para el área del taller metalmecánico (Ver Imagen No. 8).

55
Imagen 8. Área del taller metalmecánico
Para proceder con la marcación se debe tener en cuenta las siguientes
recomendaciones:
• Los colores que se pueden utilizar son: rojo, azul, blanco, amarillo, negro,
verde. Estos pueden ser utilizados en conjunto.
• Se debe elegir el color a utilizar en cada fase.
• La pintura por aplicar dentro de las áreas, no deberá causar daño ni
deterioro alguno al piso.
Identificación de contornos: Es importante utilizar plantillas o dibujos de
contornos para indicar la colocación de herramientas en los tableros, cajones,
entrepaños y bandejas que se proponen para la organización del taller
metalmecánico. Es importante que las plantillas tengan la forma específica de los
elementos que se guarden para que cualquier momento en que se necesiten
puedan encontrarse un lugar vacío, así podrá saberse cuál elemento hace
falta(Ver Imagen No. 9).

56
Imagen 9. Contornos de herramientas
Propuestas Generales
Para efectos del presente trabajo, presentamos algunas alternativas de acuerdo a
las necesidades identificadas con respecto a la organización y almacenamiento de
las herramientas que utiliza el personal del taller metalmecánico:
1. Gavetero Portable: El objetivo es guardar en el gavetero portable las
herramientas de forma temporal, que vayan hacer utilizadas en un trabajo
determinado y que implique desplazamiento con diferentes utensilios. El beneficio
es ahorro en tiempo de traslado en la búsqueda de herramientas y adicional
organización de las mismas, al estar concentradas en lugar específico durante la
actividad que se esté realizando y posterior a ello que estas sean regresan a su
ubicación habitual.
Imagen 10. Gavetero portable
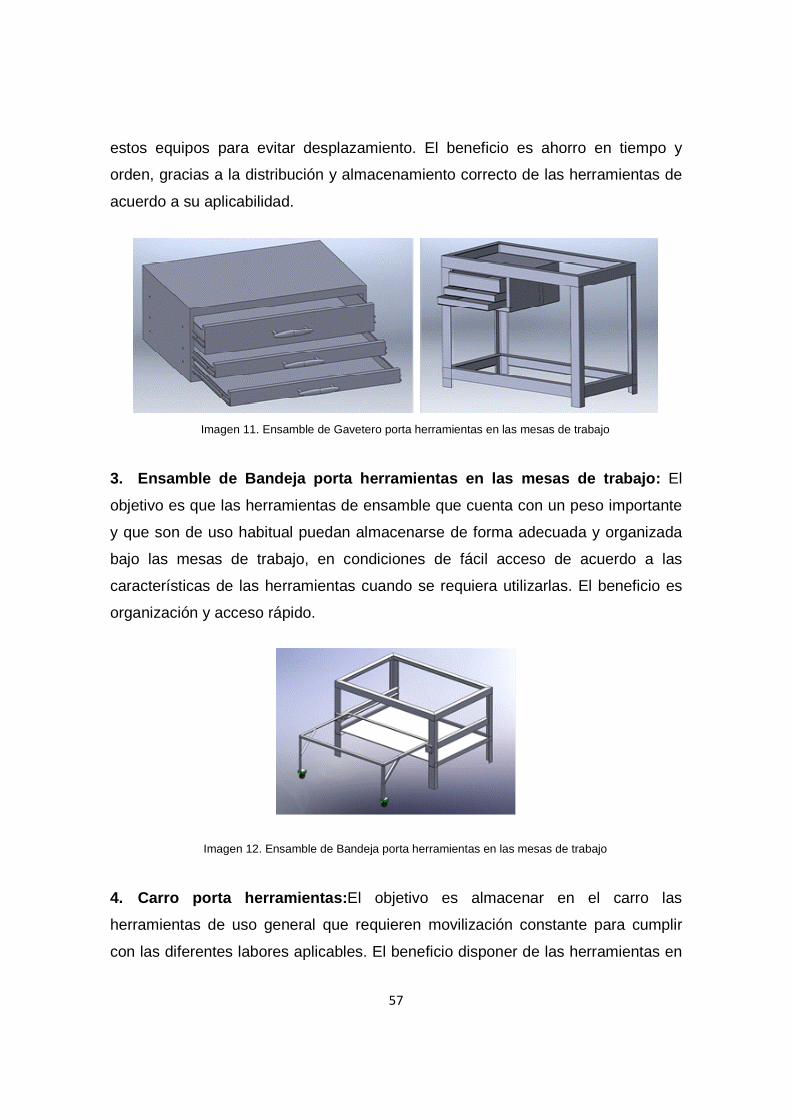
2. Ensamble de Gavetero porta herramientas en las m esas de trabajo: El
objetivo es que las herramientas de uso habitual en las maquinas estén
almacenadas en un gavetero que se anclaría a las mesas de trabajo próximas a
57
estos equipos para evitar desplazamiento. El beneficio es ahorro en tiempo y
orden, gracias a la distribución y almacenamiento correcto de las herramientas de
acuerdo a su aplicabilidad.
Imagen 11. Ensamble de Gavetero porta herramientas en las mesas de trabajo
3. Ensamble de Bandeja porta herramientas en las me sas de trabajo: El
objetivo es que las herramientas de ensamble que cuenta con un peso importante
y que son de uso habitual puedan almacenarse de forma adecuada y organizada
bajo las mesas de trabajo, en condiciones de fácil acceso de acuerdo a las
características de las herramientas cuando se requiera utilizarlas. El beneficio es
organización y acceso rápido.
Imagen 12. Ensamble de Bandeja porta herramientas en las mesas de trabajo
4. Carro porta herramientas: El objetivo es almacenar en el carro las
herramientas de uso general que requieren movilización constante para cumplir
con las diferentes labores aplicables. El beneficio disponer de las herramientas en

58
el momento que se requieran de forma organizada y posterior disponer el carro
porta herramientas en un lugar asignado para de fácil acceso.
Imagen 13. Carro porta herramientas
5. Armarios: El objetivo es estandarizar las dimensiones y estructura general de
los armarios que utiliza cada operario del taller para almacenar sus herramientas
personales de acuerdo a la función que desempeñan, en su interior deben estar
organizados bajo los mismos parámetros en términos de bandejas, entrepaños y
organizadores plásticos de acuerdo a las necesidades. El beneficio es lograr la
uniformidad, el control visual y la organización de las herramientas de uso
personal.
Imagen 13. Armario
59
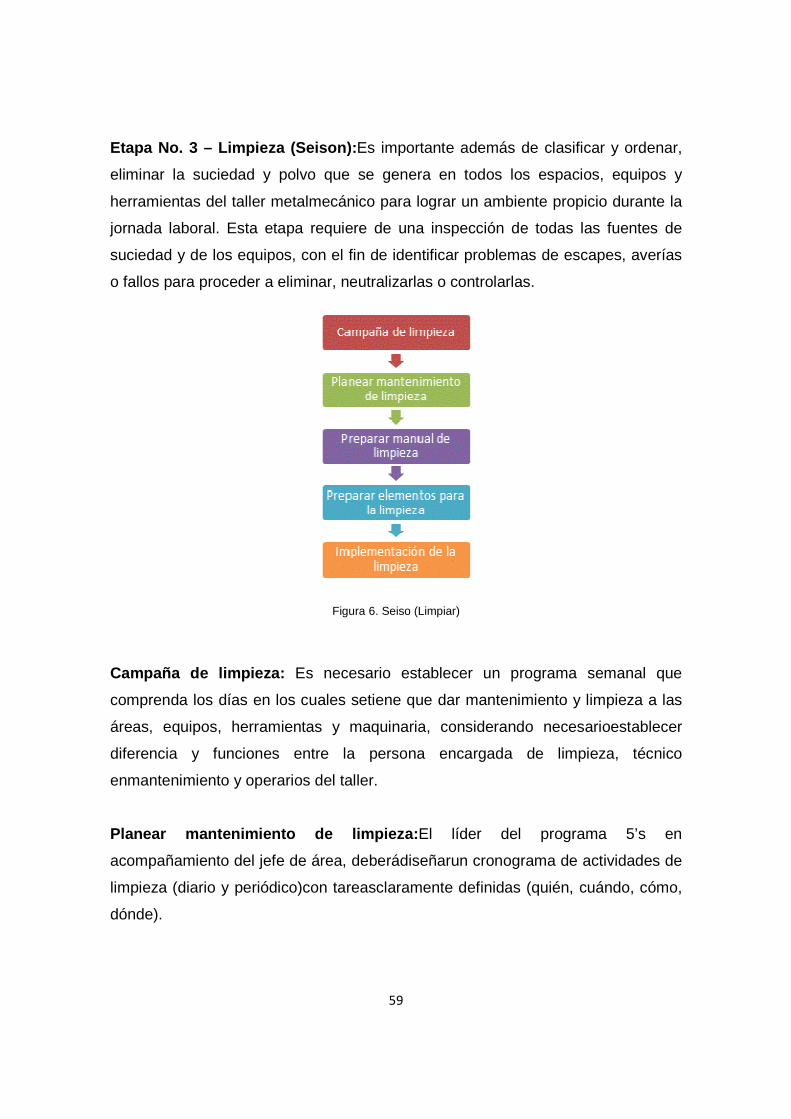
Etapa No. 3 – Limpieza (Seison): Es importante además de clasificar y ordenar,
eliminar la suciedad y polvo que se genera en todos los espacios, equipos y
herramientas del taller metalmecánico para lograr un ambiente propicio durante la
jornada laboral. Esta etapa requiere de una inspección de todas las fuentes de
suciedad y de los equipos, con el fin de identificar problemas de escapes, averías
o fallos para proceder a eliminar, neutralizarlas o controlarlas.
Figura 6. Seiso (Limpiar)
Campaña de limpieza: Es necesario establecer un programa semanal que
comprenda los días en los cuales setiene que dar mantenimiento y limpieza a las
áreas, equipos, herramientas y maquinaria, considerando necesarioestablecer
diferencia y funciones entre la persona encargada de limpieza, técnico
enmantenimiento y operarios del taller.
Planear mantenimiento de limpieza: El líder del programa 5’s en
acompañamiento del jefe de área, deberádiseñarun cronograma de actividades de
limpieza (diario y periódico)con tareasclaramente definidas (quién, cuándo, cómo,
dónde).

60
Preparar manual de limpieza: El líder del programa 5’s de acuerdo al proceso ya
avanzado a este nivel, deberá realizar un manual que permita orientar a los
operarios del taller metalmecánico a realizar de forma coordinada, una limpieza
adecuada en su lugar de trabajo.
Preparar elementos para la limpieza: Para la realización e implementación del
manual se requiere tener disposición de los elementos de limpieza adecuados,
almacenados en lugares fáciles de encontrar y devolver para poder lograr
realización. Además, el personal del taller metalmecánico debe contar con el
conocimiento sobre el empleo y uso de elementos de limpieza desde el punto de
vista de la seguridad y conservación de estos.
Implementación de la limpieza: Cada operario del taller será responsable de
llevar a cabo lalimpiezaen su área de trabajo, de tal forma que no exista polvo,
viruta o residuos en el piso, en las máquinas, en los equipos, paredes, cajones,
entre otros. Esto con el fin de disminuir problemas como averías en las máquinas,
contaminación y/o suciedad.
Etapa No. 4 – Estandarizar (Seihetso): Pretende mantener el estado delimpieza
y organización alcanzado con la aplicación de las 3 primeras "S". Sugiereobservar
hábitos como el aseo personal, revisión médica, descanso adecuado,actitud
positiva en el trabajo, cumplimiento de las normas de seguridad y endefinitiva
cualquier valor que aporte calidad al trabajador. Para conseguir elobjetivo se
necesitan crear estándares de limpieza e inspección para realizaracciones de
autocontrol periódicas y permanentes.
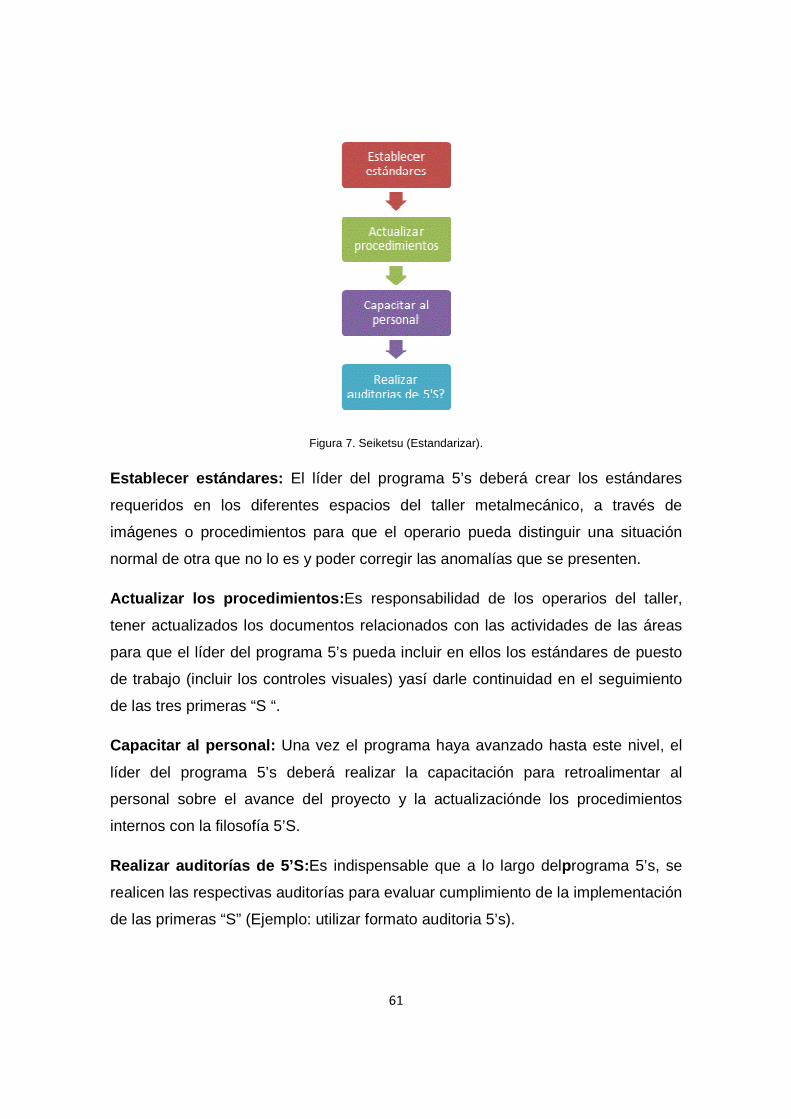
61
Figura 7. Seiketsu (Estandarizar).
Establecer estándares: El líder del programa 5’s deberá crear los estándares
requeridos en los diferentes espacios del taller metalmecánico, a través de
imágenes o procedimientos para que el operario pueda distinguir una situación
normal de otra que no lo es y poder corregir las anomalías que se presenten.
Actualizar los procedimientos: Es responsabilidad de los operarios del taller,
tener actualizados los documentos relacionados con las actividades de las áreas
para que el líder del programa 5’s pueda incluir en ellos los estándares de puesto
de trabajo (incluir los controles visuales) yasí darle continuidad en el seguimiento
de las tres primeras “S “.
Capacitar al personal: Una vez el programa haya avanzado hasta este nivel, el
líder del programa 5’s deberá realizar la capacitación para retroalimentar al
personal sobre el avance del proyecto y la actualizaciónde los procedimientos
internos con la filosofía 5’S.
Realizar auditorías de 5’S: Es indispensable que a lo largo delprograma 5’s, se
realicen las respectivas auditorías para evaluar cumplimiento de la implementación
de las primeras “S” (Ejemplo: utilizar formato auditoria 5’s).

62
Etapa No. 5 – Disciplina (Shitsuke): El líder del programa 5’s durante todo el
proceso de implementación y sobre todo en un nivel avanzado del mismo
deberárealizar seguimiento a todas las actividades generadas a partir de la
implementación, mediante la disciplina de los estándaresformalizados dando
importancia a los beneficios relacionados con la implantación de las cuatro
primeras 5´S. Si no se cuenta conla disciplina necesaria que ayude a incorporarlos
en los hábitos diarios de los operarios del taller metalmecánico, para evitar que se
eliminen los procedimientos ya establecidos.
Figura 8. Seiketsu (Disciplina)
Seguridad en el trabajo: Con actividades adicionales, se sugiere inspeccionar el
taller metalmecánico en términos de seguridad con respecto a la conservación de
las condiciones locativas del área con apoyo del líder y del encargado de
mantenimiento de la empresa Unión Plástica Ltda., para garantizar a través del
personal capacitado las condiciones locativas y de máquinas.
63
Mantener la Calidad: El personal del taller con apoyo del jefe de mantenimiento y
de área deben garantizar que los equipos y herramientas se encuentren en estado
óptimopara certificar la calidad del producto final.
Programar mantenimiento: Antes de utilizar las maquinas se debe realizar una
inspección general del equipo para ver su buen estado de funcionamiento y
cumplir con las políticas de mantenimiento preventivo que lidera el proceso
responsable del mismo.
Estandarizar métodos de trabajo: Es necesario que cada operario del taller con
el apoyo del líder de grupo y los jefes de área, mejoren sus métodos y
movimientospara un mejor desempeño en sus labores, de acuerdo a las
herramientas que se propusieron a lo largo de este estudio para apoyar la labor
que realiza cada operario.
Practicar las 5'S: Practicar las 5 “S” todos los días entre 10 y 15 minutos diarios,
ayudará a mantener el taller metalmecánico en condiciones óptimas para que los
operarios realicen sus labores asignadas.
Realizar reuniones: El líder del programa 5’s se debe encargar de fomentar y
realizar reuniones con todos los operarios del taller metalmecánico,para socializar
los avances del programa y resolver inquietudes, dudas y/o propuestas que se
puedan presentar desde su perspectiva como dueños de cada uno de sus
proceso.
Compromiso de la alta gerencia: La alta gerencia debe dar el ejemplo para toda
actividad que se realice en laen el taller metalmecánico en pro del programa 5’s,
ya que la alta gerencia es la encargada de dar el VoBo a todas los cambios y
mejoras de la empresa. Por tanto, deben participar de forma activa en el proceso.
Compromiso de empleados y contratistas: Es indispensable que el trabajador
requiera de tiempo para poder practicar las 4S anteriores y llegar entonces hasta

64
las 5S. Deben los trabajadores seguir y respetar las reglas, normas
organizacionales y de estándares para conservar el área de trabajo en excelentes
condiciones.
4.2.2. Poka Yoke
Para llevar a cabo la propuesta de Poka Yoke es necesario que el programa 5’s
se encuentre en una etapa avanzada de implementación en el taller
metalmecánico, ya que esta es una herramienta de apoyo, soporte, y ajuste del
programa 5`S en los procesos. Lo que significa que Poka Yoke debe efectuarse
después de haber dado los primero pasos en el desarrollo aplicación de 5`S.
Beneficios de la implementación de Poka Yoke
Figura 9.Beneficios Poka Yoke.
Metodología para el desarrollo de Poka Yoke
Definir los errores y defectos: El líder del programa 5’s deberá convocar equipos
de trabajo para identificar los errores y defectos que se presentan con mayor
frecuencia en los puestos de trabajo donde sea necesario aplicar Poka Yoke. En
esta fase se pretende centrar toda la atención en el correcto almacenamiento de la

65
herramientas, de acuerdo a la distribución física establecida y que el dispositivo
permita que el usuario la utilice y la disponga finalmente no solo en el lugar sino en
la forma adecuada.
Generar propuestas sobre los posibles mecanismos o ajustes para prevenir
y/o eliminar errores: Después de definir el defecto y/o error sobre el cual se va a
trabajar, se debe programar una reunión con todos los miembros del equipo para
generar lluvia de ideas acerca de los posibles mecanismos a utilizar que permiten
eliminar la presencia de anomalías durante la jornada laboral.
Estudiar las propuestas generadas: Después de obtener diversas propuestas
para el desarrollo de mecanismos para prevenir errores, se debe realizar un
estudio detallado de las propuestas, analizarlas y verificarlas para saber si son
acordes a las necesidades del taller metalmecánico, para posteriormente
seleccionar la de mayor beneficio.
Desarrollar las propuestas generadas: Una vez seleccionada la propuesta más
viable se procede a implementarla dentro del proceso para determinar su
funcionamiento. Se debe considerar la posibilidad de realizar pruebas pilotos que
permitan conocer el funcionamiento del mecanismo y los efectos reales de este en
la reducción de defectos.
Realizar los ajustes necesarios: Se debe inspeccionar los aspectos que no
estén funcionando de la forma esperada y se efectuaran los ajustes necesarios
que permitan un mayor acercamiento a los resultados esperados.
Verificar los resultados obtenidos: Se debe realizar una inspección para evaluar
el desarrollo por medio de listas de chequeo, que permitan conocer el buen
funcionamiento que está obteniendo el mecanismo
Retroalimentación: Es la parte final de la implementación de Poka Yoke que es
importante para terminar y complementar un proceso de comunicación, la
retroalimentación es un circulo que nunca termina y que debe ir mejorando
continuamente que permita verificar el éxito esperado.

66
Propuestas Generales
Para efectos del presente estudio, durante la propuesta de implementación del
programa 5’s se propone utilizar el Poka Yoke para facilitar el manejo de algunas
de algunos de los insumos antes mencionados como ‘’propuestas generales’’ que
deberá adquirir el taller metalmecánico en pro de la organización de las
herramientas que utilizan para desarrollar sus actividades. Las propuestas
sugieren gaveteros, bandejas, armarios, carros de herramientas, entre otras, con
dispositivos que permitan identificar si una herramienta es o no está dispuesta en
el lugar asignado, adicional a informar al usuario la disposición adecuada de la
misma (ver figura XXX).
Imagen 14. Gaveteros para herramientas

67
4.3. SEGUIMIENTO DE LA APLICACIÓN DE LAS HERRAMIENT AS DE
MEJORAMIENTO
Para dar continuidad a la aplicación de herramientas de mejoramientos en los
procesos e incrementar la productividad en el Taller de Unión Plástica Ltda., se
descubrió la necesidad de contar con la aplicación de Poka Yoke. Este modelo
conlleva a la buena ejecución de las tareas y a visualizar cada uno de los
procedimientos para evitar las fallas más comunes y a garantizar un mejor
rendimiento tanto en el servicio al cliente como en desarrollo de las actividades
obteniendo a su vez la reducción de errores los cuales generan problemas en el
Taller.
También será utilizado para mejorar la comunicación y colaboración de las áreas
funcionales que tendrá el propósito involucrar al todo el personal de la empresa
para satisfacer las necesidades y expectativas de los clientes, utilizando en forma
óptima el tiempo, recurso humano, y en las tareas, donde no es necesario recurrir
a tecnologías de altos costos, sistemas complejos de administración de
herramientas que mejoran de forma continua los niveles de eficiencia y efectividad
de los proceso productivos.
4.4. EVALUACIÓN DE LA VIABILIDAD DE LAS HERRAMIENTA S
PROPUESTAS
Para proporcionar la viabilidad a los proyectos se realiza una evaluación Costo-
Beneficio de los factores básicos que debe llevar a cabo la empresa, incluyendo
las posibles propuesta, para implementar el Programa 5´s y la herramienta Poka
Yoke en el taller metalmecánico y lograr el mejoramiento de la productividad en las
actividades que cumplen los operarios, de esto dependerá la implementación de
las propuestas en el taller metalmecánico.

68
• Inversión en la capacitación de personal del taller
Es necesario que al inciar el programa se capacite al personal sobre las
necesidades actulaes el taller metalmecanico y la opción de aplicar
herramientas de mejoramiento para contrarestar errores y defectos en los
procesos. Adicional es necesario realizar reuniones periodicas para informar al
personal los avances del programa revisar inconvenientes y sugerencias. A
continuación se detallan la inversión requerida en capacitación inicial para la
implementación de 5’s y Poka Yoke:
Cuadro 17. Detalle costos del personal del taller
Fuente: Área de Nomina Unión Plástica Ltda.
Cuadro 18. Costos de capacitación 5S´s
Descripción del personal a
capacitar
Numero de
personas a
capacitar
Valor promedio de una
hora de trabajo por
persona
Valor promedio de
una hora de trabajo
por tipo de
trabajador
Director de Desarrollo de
Productos e Ingenieria1 $ 31.550 $ 31.550
Diseñador Mecánico 1 $ 21.500 $ 21.500
Planeador del Taller 1 $ 12.450 $ 12.450
Matricero 1 $ 7.500 $ 7.500
Operarios del taller 9 $ 5.650 $ 50.850
$ 123.850
COSTO MANO DE OBRA UNIÓN PLASTICA LTDA
TOTAL
TemaHoras de
capacitaciónCosto por hora Costo total
Valor total
trabajadores a
capacitar
Valor total
Charla de concientización 1 $ 55.000 $ 55.000 $ 123.850 $ 178.850
Temas básicos de 5's 2 $ 55.000 $ 110.000 $ 123.850 $ 233.850
Presentación de lo
Beneficios que le
proporciona a la
organización
2 $ 55.000 $ 110.000 $ 123.850 $ 233.850
Uso de la maquinaria 3 $ 55.000 $ 165.000 $ 123.850 $ 288.850
Uso de las herramientas 2 $ 55.000 $ 110.000 $ 123.850 $ 233.850
Seguridad industrial 2 $ 55.000 $ 110.000 $ 123.850 $ 233.850
Higiene 2 $ 55.000 $ 110.000 $ 123.850 $ 233.850
Distribución en planta 2 $ 55.000 $ 110.000 $ 123.850 $ 233.850
$ 1.870.800TOTAL
COSTO CAPACITACIÓN HERRAMIENTA 5`S
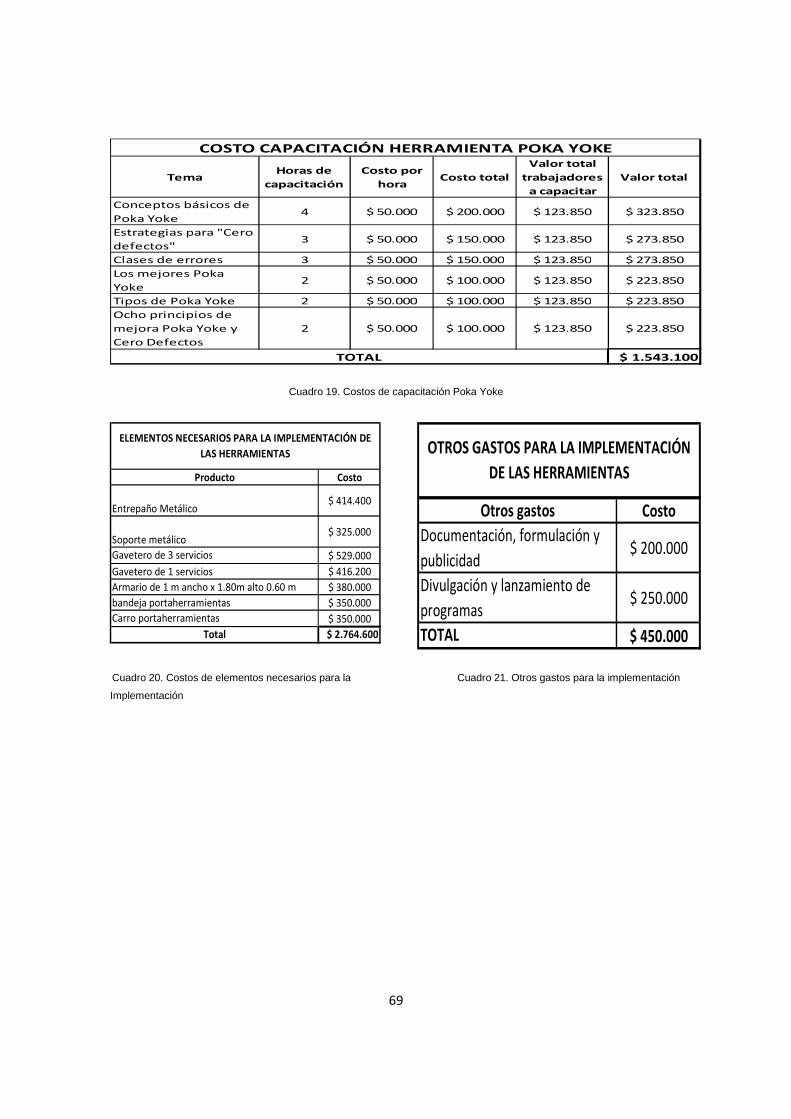
69
Cuadro 19. Costos de capacitación Poka Yoke
Cuadro 20. Costos de elementos necesarios para la Cuadro 21. Otros gastos para la implementación
Implementación
TemaHoras de
capacitación
Costo por
horaCosto total
Valor total
trabajadores
a capacitar
Valor total
Conceptos básicos de
Poka Yoke4 $ 50.000 $ 200.000 $ 123.850 $ 323.850
Estrategias para "Cero
defectos"3 $ 50.000 $ 150.000 $ 123.850 $ 273.850
Clases de errores 3 $ 50.000 $ 150.000 $ 123.850 $ 273.850
Los mejores Poka
Yoke2 $ 50.000 $ 100.000 $ 123.850 $ 223.850
Tipos de Poka Yoke 2 $ 50.000 $ 100.000 $ 123.850 $ 223.850
Ocho principios de
mejora Poka Yoke y
Cero Defectos
2 $ 50.000 $ 100.000 $ 123.850 $ 223.850
$ 1.543.100
COSTO CAPACITACIÓN HERRAMIENTA POKA YOKE
TOTAL
Producto Costo
Entrepaño Metálico$ 414.400
Soporte metálico$ 325.000
Gavetero de 3 servicios $ 529.000
Gavetero de 1 servicios $ 416.200
Armario de 1 m ancho x 1.80m alto 0.60 m $ 380.000
bandeja portaherramientas $ 350.000
Carro portaherramientas $ 350.000
Total $ 2.764.600
ELEMENTOS NECESARIOS PARA LA IMPLEMENTACIÓN DE
LAS HERRAMIENTAS
Otros gastos Costo
Documentación, formulación y
publicidad$ 200.000
Divulgación y lanzamiento de
programas $ 250.000
TOTAL $ 450.000
OTROS GASTOS PARA LA IMPLEMENTACIÓN
DE LAS HERRAMIENTAS

70
Cuadro 22. Evaluación de la viabilidad de las herramientas propuestas
En el anterior (Cuadro 22. Evaluación de la viabilidad de las herramientas
propuestas) se establece la necesidad de invertir $ 6.628.500 en la propuesta
inicial de implementación de las herramientas 5`s y Poka Yoke, para el personal
del taller metalmecánico de Unión Plástica Ltda. Esto teniendo en cuenta que el
proceso de capacitación deberá ser permanente.
La relación costo beneficio permite determinar que el beneficio del proyecto
supera el costo del mismo 1.5%; es decir que son mayores las retribuciones que
se tienen del proyecto que la inversión que resulta necesario hacer en el mismo.
Nota: La recuperación de la inversión será diferida en 5 meses
Items Costo
Implementación 5`s $ 1.870.800
Implementación Poka Yoke $ 1.543.100
Elementos $ 2.764.600
Otros gastos $ 450.000
Total presupuestado $ 6.628.500
Valor necesario para la implementación $ 450.000.000
% Inversión frente al negocio 1,5%
COSTOS TOTALES DE IMPLEMENTACIÓN

71
CONCLUSIONES
� Se identificó que el problema en el área seleccionada es el desorden, lo cual
se evidencio a través de observación directa y se confirmó con las encuestas
realizadas a los trabajadores involucrados directamente en el proceso , para lo
cual se propuso implementar las herramienta de mejoramiento 5´s y PokaYoke,
con el fin de mejorar la productividad del área.
� Con la implementación de las herramientas de mejoramiento continuo UNIÓN
PLÁSTICA LTDA., puede colocarse al nivel competitivo de compañías que
entre sus actividades diarias han adoptado el mejoramiento continuo como una
operación normal.
� Se realizó el análisis costo-beneficio del proyecto mediante un análisis
financiero que demuestra los beneficios que la empresa recibe después de la
implementación de herramientas de mejoramiento continuo.
� La implementación de herramientas de mejoramiento es sencilla y práctica, por
lo que es adaptable a cualquier tipo de organización. Además su
implementación suele ser económica pues no requiere de excesivas
inversiones.
� A través del análisis FODA, se pudo determinar las fortalezas – oportunidades
y las debilidades - amenazas para luego definir las actividades a realizar para
la implementación del sistema de 5´s y PokaYoke, los cuales ayudaran a
fortalecer las áreas administrativas y operativas de la empresa.
� El estudio del mejoramiento desarrolla en los estudiantes la capacidad de
aprender y analizar, las diferentes situaciones que se presentan en una
empresa en cuanto a la buena administración y optimización de los recursos a
utilizar en un proceso, así como la metodología para la toma rápida y eficiente

72
de importantes decisiones que sencillamente pueden definir la economía de la
compañía.
� En general el hacer este trabajo formo a los estudiantes como profesionales,
dándoles los parámetros necesarios para enfocar la observación en la
búsqueda de mejoramientos sostenibles y que a largo o corto plazo serán muy
gratificantes.
RECOMENDACIONES
� Se recomienda que la motivación en los trabajadores no se pierda por lo que,
se debería proyectar charlas y oportunidades para la interacción social de los
trabajadores.
� Se recomienda continuar con la metodología 5S como inicio de un proceso de
mejora continúa en donde la aplicación de técnicas sucesivas de herramientas
de mejoramiento permiten mejorar la calidad y la productividad de la empresa.
� Finalmente se recomienda que el encargado del área de soporte estas
metodologías, para hacer que este programa se vuelva una cultura en las
áreas implementadas y participar en todas las actividades que se realicen, en
especial en aquellas en que se vayan a evidenciar los resultados de los 5
pilares de las S.

73
BIBLIOGRAFÍA Y WEBGRAFÍA
• CHASE, Richard; AQUILANO, Nicholas; JACOBS, Robert. Administración
de Producción y Operaciones. Manufactura y Servicios. Colombia: McGraw-
Hill. Octava edición, 2003. ISBN 958-41-0071-8.
• GUTIERREZ PULIDO, Humberto. Calidad total y productividad. Mc Graw
Hill – Interamericana. 2005. México. ISBN 970-10-4877-6.
• PINEDA MANDUJANO, Karla. Manufactura Esbelta. [on line] Cali, 2008,
www.monografias.com/trabajos14/manufact-esbelta/manufact-esbelta.shtml
• Diagramas de Flujo, www.dgb.sep.gob.mx/informacion/diagramadeflujo.pdf,
fecha de consulta Febrero 2011.
• Instituto Kaizen, www.kaizen-institute.com, fecha de consulta Febrero 2011
• Automotiveindustry, www.wikipedia.org, fecha de consulta Febrero 2011.
• Automotive News, www.autonews.com , fecha de consulta Febrero 2011.
• Faurecia, www.faurecia.com, fecha de consulta Febrero 2011.
• Just in Time/Kanban, www.epa.gov, fecha de consulta Febrero 2011.
• Diagrama de Ishikawa, www.wikipedia.org, fecha de consulta Febrero 2011.
• Mandujano, K.P.: Manufactura Esbelta, www.monografías.com, fecha de
consulta Marzo 2011.

74
No PREGUNTAS SI NO
1¿Existe una buena comunicación oral y escrita entre los operarios del taller en elproceso?
2 ¿La empresa estimula el trabajo en equipo en el taller?
3 ¿Durante el proceso fluye el trabajo en el taller?
4¿ Considera necesario mejorar el ambiente del taller donde usted realiza susactividades ?
5¿Cree que la utilización del espacio en el área de trabajo es la adecuada para eldesarrollo de sus actividades?
6¿Encuentra cualquier herramienta, sin pérdida de tiempo y sin interrumpir el trabajode los demás?
7¿Está debidamente organizado el equipo, herramientas más importantes pararealizar las actividades?
8¿Dedica alguna jornada a limpiar la maquinaria o área de trabajo en vez de realizarsus funciones cotidianas?
9 ¿Se han presentado fallas en las maquinas en el taller por falta de limpieza?
10¿Existe una persona encargada del control de mantenimiento y limpieza queverifique el buen funcionamiento de las maquinarias en el taller?
ENCUESTA DIRIGIDA A OPERARIOS
Anexos

75
Responsable (s) del Plan de Acción: FECHA DE INICIO: julio 2011
octubre 2011FECHA FINAL:
ENE FEB MAR ABR MAY JUN JUL AGO SEPT OCT NOV DIC
PromociónConocer 5`sConocer la situación actual
LiderEquipo de apoyo
Sala de reunionesComputador e impresoraPapeleria
Preparación
Capacitación del equipo liderPreparar material de capacitaciónRealizar acuerdos con el Coordinador del área
LiderEquipo de apoyo
Sala de reunionesComputador e impresoraPapeleria
Capacitación y entrenamiento
Realizar la capacitación para el personal del taller metalmecanico
Coordinador del area/Equipo de apoyo
Sala de reunionesComputador e impresoraPapeleria
Implementación
Iniciar con las 3`s primeras etapasHacer seguimiento Implementar las 2`s ultimas restantesHcer seguimiento
Coordinador del area/Equipo de apoyo
Taller metalmecanicoComputador e impresoraPapeleria
EvaluciónAutoevaluaciónSeguimientoReconocimiento
Coordinador del area/Equipo de apoyo
Taller metalmecanico/Sala de reuniones
Computador e impresoraPapeleria
QUE (Actividad) COMO (Metodo) QUIENCUANDO (Fecha)
IMPLEMENTACIÓN DE LA METODOLOGÍA CINCO ESES
PLAN DE ACCIÓN CUANTO $:
Eliminar o reducir todas las operaciones que no le agregan valor alproducto, servicios y a los procesos, aumentando el valor de cadaactividad realizada y eliminando lo que no se requiere. Reducirdesperdicios y mejorar operaciones, basándose siempre en el respeto altrabajador.
OBJETIVO:
Coordinador del area/Equipo de apoyo
DONDE (Sitio) PORQUE (Justificacion) RECURSOS / EQUIPOS
Mantener y mejorar continuamente la organización, orden y limpieza.
Validar los procedimientos establecidos.
Asegurarnos de que todos los conocen.
Identificar necesidades de mejora.
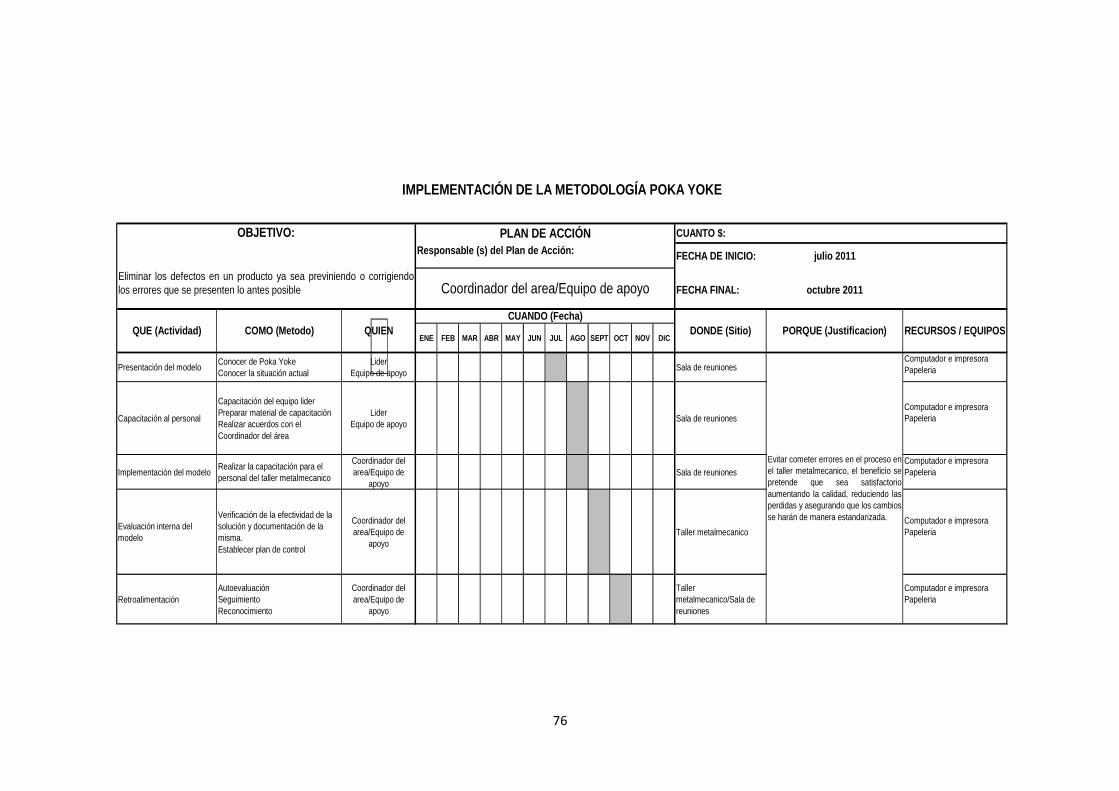
76
Responsable (s) del Plan de Acción: FECHA DE INICIO: julio 2011
FECHA FINAL: octubre 2011
ENE FEB MAR ABR MAY JUN JUL AGO SEPT OCT NOV DIC
Presentación del modeloConocer de Poka YokeConocer la situación actual
LiderEquipo de apoyo
Sala de reunionesComputador e impresoraPapeleria
Capacitación al personal
Capacitación del equipo liderPreparar material de capacitaciónRealizar acuerdos con el Coordinador del área
LiderEquipo de apoyo
Sala de reunionesComputador e impresoraPapeleria
Implementación del modeloRealizar la capacitación para el personal del taller metalmecanico
Coordinador del area/Equipo de
apoyoSala de reuniones
Computador e impresoraPapeleria
Evaluación interna del modelo
Verificación de la efectividad de la solución y documentación de la misma.Establecer plan de control
Coordinador del area/Equipo de
apoyoTaller metalmecanico
Computador e impresoraPapeleria
RetroalimentaciónAutoevaluaciónSeguimientoReconocimiento
Coordinador del area/Equipo de
apoyo
Taller metalmecanico/Sala de reuniones
Computador e impresoraPapeleria
Evitar cometer errores en el proceso enel taller metalmecanico, el beneficio sepretende que sea satisfactorioaumentando la calidad, reduciendo lasperdidas y asegurando que los cambiosse harán de manera estandarizada.
IMPLEMENTACIÓN DE LA METODOLOGÍA POKA YOKE
OBJETIVO: PLAN DE ACCIÓN CUANTO $:
Coordinador del area/Equipo de apoyo
RECURSOS / EQUIPOS
Eliminar los defectos en un producto ya sea previniendo o corrigiendolos errores que se presenten lo antes posible
QUE (Actividad) COMO (Metodo) QUIENCUANDO (Fecha)
DONDE (Sitio) PORQUE (Justificacion)