desarrollo de la metodología lean six sigma en la pyme jc
TRANSCRIPT
Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería Industrial Facultad de Ingeniería
1-1-2016
Desarrollo de la metodología Lean Six Sigma en la pyme JC Desarrollo de la metodología Lean Six Sigma en la pyme JC
Muebles de la ciudad de Bogotá D.C Muebles de la ciudad de Bogotá D.C
Mayra Yesenia Rodríguez Cortes Universidad de La Salle, Bogotá
Johanna Alexandra Rodríguez Rativa Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_industrial
Citación recomendada Citación recomendada Rodríguez Cortes, M. Y., & Rodríguez Rativa, J. A. (2016). Desarrollo de la metodología Lean Six Sigma en la pyme JC Muebles de la ciudad de Bogotá D.C. Retrieved from https://ciencia.lasalle.edu.co/ing_industrial/1
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería Industrial by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

DESARROLLO DE LA METODOLOGÍA LEAN SIX SIGMA EN LA PYME JC
MUEBLES DE LA CIUDAD DE BOGOTÁ D.C.
MAYRA YESENIA RODRÍGUEZ CORTES
JOHANNA ALEXANDRA RODRÍGUEZ RATIVA
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA INDUSTRIAL
BOGOTÁ D.C.
2016

DESARROLLO DE LA METODOLOGÍA LEAN SIX SIGMA EN LA PYME JC
MUEBLES DE LA CIUDAD DE BOGOTÁ D.C.
MAYRA YESENIA RODRÍGUEZ CORTES
JOHANNA ALEXANDRA RODRÍGUEZ RATIVA
Trabajo de grado presentado para optar al título de:
Ingeniero Industrial
Director: Ing. Heriberto Alexander Felizzola Jiménez
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA INDUSTRIAL
BOGOTÁ D.C.
2016

Nota de Aceptación:
Director: Ing. Heriberto Alexander Felizzola Jiménez
Firma Jurado
Firma Jurado
Bogotá D.C, Marzo de 2016

4
CONTENIDO
1. RESUMEN ....................................................................................................................... 12
2. ABSTRACT ..................................................................................................................... 13
3. INTRODUCCIÓN ........................................................................................................... 14
4. CAPÍTULO I: GENERALIDADES DEL PROYECTO ................................................. 15
4.1. Diagnóstico preliminar .............................................................................................. 15
4.2. Planteamiento del problema ...................................................................................... 17
4.3. Formulación del problema ......................................................................................... 19
4.4. Justificación ............................................................................................................... 20
4.5. Objetivos .................................................................................................................... 21
4.5.1. General ............................................................................................................... 21
4.5.2. Específicos ......................................................................................................... 22
4.6. Metodología ............................................................................................................... 22
4.7. Alcances y limitaciones ............................................................................................. 23
4.7.1. Alcance ............................................................................................................... 23
4.7.2. Limitaciones ....................................................................................................... 24
5. CAPÍTULO II: MARCO TEÓRICO ............................................................................... 25
5.1. Introducción a Six Sigma .......................................................................................... 25
5.2. Metodología DMAIC ................................................................................................ 25
5.3. Roles en Six Sigma .................................................................................................... 27
5.4. Estructura para desarrollar un proyecto Six Sigma PYME’s .................................... 28
5.5. Factores claves de éxito ............................................................................................. 29
6. CAPÍTULO III: MARCO CONCEPTUAL Y ESTADO DEL ARTE ............................ 31
6.1. Definiciones ............................................................................................................... 31
6.1.1. Métricos del Proyecto ......................................................................................... 31
6.1.2. Project Charter .................................................................................................... 31
6.1.3. SIPOC ................................................................................................................. 31
6.1.4. Proceso analítico jerárquico (AHP) .................................................................... 32
6.1.5. Diseño de experimentos (DOE) ......................................................................... 32
6.1.6. Análisis de Pareto ............................................................................................... 32

5
6.1.7. Diagrama de Ishikawa ........................................................................................ 32
6.2. Antecedentes .............................................................................................................. 33
7. CAPÍTULO IV: FASE 1 (IDENTIFICACIÓN) .............................................................. 35
7.1. Descripción general de la empresa ............................................................................ 35
7.1.1. Micro localización .............................................................................................. 35
7.1.2. Misión ................................................................................................................. 36
7.1.3. Visión ................................................................................................................. 36
7.1.4. Mapa de procesos ............................................................................................... 36
7.1.5. Objetivos estratégicos ........................................................................................ 36
7.1.6. Líneas de Productos ........................................................................................... 37
7.2. Definición de focos de mejora ................................................................................... 39
7.2.1. Enfoque al cliente ............................................................................................... 39
7.2.2. Análisis por tipo de producto ............................................................................. 40
7.2.3. Análisis por tipo de defecto ................................................................................ 41
7.3. Definición de portafolio de proyectos ....................................................................... 44
7.3.1. Identificación de proyectos de mejora ............................................................... 44
7.3.2. Evaluación y priorización de proyectos ............................................................. 44
8. CAPÍTULO V: FASE 2 (EJECUCIÓN) .......................................................................... 47
8.1. Caracterización del proyecto ..................................................................................... 47
8.1.1. Project Charter .................................................................................................... 47
8.1.2. Definición de variables y métricas del proceso .................................................. 48
8.2. Definición de línea base ............................................................................................ 49
8.2.1. Validación del sistema de medición ................................................................... 49
8.2.2. Definición de línea base ..................................................................................... 51
8.3. Identificación de causa raíz ....................................................................................... 52
8.3.1. Identificación de causas ..................................................................................... 52
8.3.2. Análisis de causas ............................................................................................... 55
8.3.3. Validación de causas .......................................................................................... 56
8.3.3.1. Pruebas de hipótesis rayones en pintura ..................................................... 57
8.3.3.2. Pruebas de hipótesis error en la cantidad de pintura ................................... 58
8.3.3.3. Pruebas de hipótesis color no adecuado ...................................................... 61
8.4. Factores influyentes ................................................................................................... 63
8.5. Definición de acciones de mejora .............................................................................. 63

6
8.5.1. Definición de estrategias de mejora ................................................................... 63
8.5.2. Validación de resultados .................................................................................... 65
8.6. Mantenimiento y control ........................................................................................... 67
8.6.1. Mecanismos de control ....................................................................................... 67
8.6.2. Cierre del proyecto ............................................................................................. 68
9. CAPÍTULO VI: FASE 3 (EVALUACIÓN) .................................................................... 69
9.1. Impacto en la organización ........................................................................................ 69
9.2. Retroalimentación de los stakeholders ...................................................................... 71
9.2.1. Retroalimentación a la Empresa ......................................................................... 71
9.2.2. Retroalimentación a Proveedores ....................................................................... 72
9.2.3. Retroalimentación a los Clientes ........................................................................ 72
10. CONCLUSIONES ....................................................................................................... 73
11. RECOMENDACIONES .............................................................................................. 75
12. BIBLIOGRAFIA .......................................................................................................... 77
13. ANEXOS ...................................................................................................................... 81
Tarea ................................................................................................................................... 149

7
ÍNDICE DE FIGURAS
Figura 4-1 Comportamiento de las ventas ................................................................................ 15
Figura 4-2 Comportamiento costos de producción .................................................................. 16
Figura 4-3 Comportamiento Utilidad ....................................................................................... 16
Figura 4-4 Análisis de Pareto para selección de proyecto LSS ................................................ 17
Figura 4-5 Árbol de problemas ................................................................................................ 18
Figura 4-6. Análisis de Pareto para devoluciones externas. ..................................................... 18
Figura 4-7 Devoluciones de la empresa JC Muebles. .............................................................. 19
Figura 4-8. Árbol de justificación ............................................................................................ 21
Figura 5-1 Estructura Directiva y Técnica de Six Sigma ......................................................... 28
Figura 7-1 Logo JC Muebles .................................................................................................... 35
Figura 7-2 Micro localización de la empresa JC Muebles ....................................................... 35
Figura 7-3 Mapa estratégico para la alineación de la metodología Lean Six sigma. ............... 37
Figura 7-4 Pareto para devoluciones externas por tipo de producto ........................................ 40
Figura 7-5 Pareto para devoluciones internas por tipo de producto ......................................... 41
Figura 7-6 Pareto para Devoluciones externas por tipo de defecto .......................................... 42
Figura 7-7 Pareto para Devoluciones internas por tipo de defecto .......................................... 43
Figura 7-8 Pareto del costo para devoluciones internas por tipo de defecto ............................ 43
Figura 7-9 Costo de reprocesos agosto septiembre .................................................................. 44
Figura 7-10 Árbol de Decisión ................................................................................................. 46
Figura 8-1Concordancia de atributos entre evaluadores .......................................................... 50
Figura 8-2 Capacidad del proceso ............................................................................................ 51
Figura 8-3 Análisis de Pareto para devoluciones pintura ......................................................... 53
Figura 8-4 Registro de devoluciones por costo en pintura ....................................................... 54
Figura 8-5 Diagrama de Ishikawa - Rayones en pintura .......................................................... 55
Figura 8-6 Diagrama de Ishikawa - Error en la cantidad de pintura (Grumos)........................ 55
Figura 8-7 Diagrama de Ishikawa - Color no adecuado ........................................................... 56
Figura 8-8 Rediseño del puesto de trabajo ............................................................................... 64
Figura 8-9 Señal de advertencia para concordancia de tipo de madera ................................... 65
Figura 8-10 Devoluciones pruebas hipótesis Vs. Devoluciones pruebas piloto ...................... 66
Figura 8-11 Gráfica de control P prueba piloto ........................................................................ 68
Figura 9-1 Gráfica de corridas ................................................................................................. 69

8
Figura 9-2 Ahorro estimado por referencia .............................................................................. 70
Figura 9-3 Ahorro estimado de la propuesta ............................................................................ 71
9
ÍNDICE DE TABLAS
Tabla 4-1 Metodología del proyecto Lean Six Sigma .............................................................. 22
Tabla 6-1 Antecedentes de proyectos LSS ............................................................................... 33
Tabla 7-1 Portafolio de productos JC Muebles ........................................................................ 38
Tabla 7-2 Portafolio de servicios JC Muebles ......................................................................... 38
Tabla 7-3 SIPOC para la implementación de la metodología Lean Six Sigma. ...................... 40
Tabla 7-4 Agrupación área por tipo de defecto ........................................................................ 42
Tabla 7-5 Criterios para la selección de proyectos .................................................................. 45
Tabla 7-6 Alternativas de proyectos a seleccionar ................................................................... 45
Tabla 8-1 Project Charter ......................................................................................................... 47
Tabla 8-2 Parámetros tamaño de muestra ................................................................................ 49
Tabla 8-3 Descripción de defectos en pintura .......................................................................... 54
Tabla 8-4 Pruebas de hipótesis Rayones en pintura ................................................................. 57
Tabla 8-5 Pruebas de hipótesis Error en la cantidad de pintura (grumos) ............................... 58
Tabla 8-6 Pruebas de hipótesis para color no adecuado ........................................................... 61
Tabla 8-7 Resumen pruebas de hipótesis ................................................................................. 63
Tabla 8-8 Registro de datos carta de control P ......................................................................... 67
Tabla 8-9 Informe del cierre del proyecto ................................................................................ 68
10
ÍNDICE DE ANEXOS
Anexo 1 Comportamiento de las Ventas Primer Semestre ...................................................... 82
Anexo 2 Comportamiento del costo de producción primer semestre ...................................... 83
Anexo 3 Comportamiento porcentaje de utilidad primer semestre .......................................... 84
Anexo 4 Mapa de Procesos JC Muebles .................................................................................. 85
Anexo 5 Diagrama de flujo de Procesos, JC Muebles ............................................................. 86
Anexo 6 Flujograma JC Muebles ............................................................................................. 87
Anexo 7 Formato para registro de devoluciones ...................................................................... 94
Anexo 8 Registro de devoluciones externas por tipo de producto ........................................... 95
Anexo 9 Registro de devoluciones internas por tipo de producto ............................................ 96
Anexo 10 Registro de devoluciones externas por tipo de defecto ........................................... 97
Anexo 11 Registro de devoluciones internas por tipo de defecto ............................................ 98
Anexo 12 Portafolio de Proyectos ............................................................................................ 99
Anexo 13 Mapa de procesos área de pintura .......................................................................... 100
Anexo 14 Concordancia de atributos ..................................................................................... 101
Anexo 15 Resultado análisis R&R con estudio individual .................................................... 103
Anexo 16 Resultado análisis R&R con estudio grupal .......................................................... 104
Anexo 17 Registro línea base ................................................................................................. 105
Anexo 18 Registro devoluciones área de pintura ................................................................... 107
Anexo 19 Registro devoluciones por costo área de pintura ................................................... 108
Anexo 20 Prueba de hipótesis - Rayones en pintura .............................................................. 109
Anexo 21 Anova de lija - Rayones en pintura ....................................................................... 110
Anexo 22 Anova de tipo de mueble - Rayones en pintura ..................................................... 111
Anexo 23 Prueba 2T de operario - Rayones en pintura ......................................................... 112
Anexo 24 Prueba de hipótesis - Error en la cantidad de pintura (Grumos) ........................... 113
Anexo 25 Resultado análisis estadístico técnica de pintura - error en la cantidad de pintura 114
Anexo 26 Resultado análisis estadístico operario - error en la cantidad de pintura ............... 115
Anexo 27 Resultado análisis estadístico tipo de mueble - error en la cantidad de pintura .... 116
Anexo 28 Prueba de hipótesis - Color no adecuado ............................................................... 117
Anexo 29 Resultado análisis estadístico de color para color no adecuado. ........................... 118
Anexo 30 Resultado análisis estadístico de pintura y diluyente para color no adecuado ...... 119
Anexo 31 Resultado análisis estadístico de tipo de mueble para color no adecuado ............. 120
11
Anexo 32 Formato para el abastecimiento de lija .................................................................. 121
Anexo 33 Manual para la capacitación .................................................................................. 122
Anexo 34 Pruebas Piloto - Rayones en Pintura ...................................................................... 139
Anexo 35 Pruebas piloto - Error en la cantidad de pintura (grumos) .................................... 140
Anexo 36 Pruebas Piloto - Color no adecuado ...................................................................... 141
Anexo 37 Validación prueba piloto ....................................................................................... 142
Anexo 38 Prueba de dos proporciones para validación de resultados ................................... 143
Anexo 39 Ahorro proyectado referencias de estudio ............................................................. 144
Anexo 40 Ahorro mensual proyectado ................................................................................... 145
Anexo 41 Acta de retroalimentación empresa ....................................................................... 146
Anexo 42 Comunicado a proveedores ................................................................................... 150
Anexo 43 Retroalimentación a clientes .................................................................................. 153

12
1. RESUMEN
El presente proyecto de grado se basa en el mejoramiento de la calidad y disminución de
reprocesos en el área de producción de la empresa JC Muebles. En primer lugar, se determinó
durante el desarrollo de la fase inicial del proyecto la necesidad de realizar un proyecto Lean
Six Sigma, alineado a los objetivos estratégicos de la organización y enfocado en las
devoluciones internas, específicamente en el área de pintura, debido a que estas generaron
durante los últimos tres años un impacto negativo en las utilidades.
Durante la ejecución del proyecto se identificaron las diferentes causas que provocan el
aumento del porcentaje de reprocesos mediante el desarrollo de ejes temáticos como análisis
estadístico de procesos, herramientas para la toma de decisión multi-criterio y diseño
experimental, que permitieron formular acciones de mejora para su posterior validación y
evaluación de costos.
Finalmente se presenta a la organización una propuesta de mejora con soporte de validación
estadística que garantiza la disminución de los reprocesos, así como beneficios en la
reducción de los desperdicios, adquisición de una cultura de medición, que son ventajas
propias de trabajar bajo la metodología Lean Six Sigma.

13
2. ABSTRACT
This degree project is based on the improvement of quality and reduction of reprocesses in the
production area of the JC furniture company. First, it was determined during the development
of the initial phase of the project the need for project Lean Six Sigma, aligned to the strategic
objectives of the Organization and focused on returns internal, specifically in the painting
area, since these generated during the last three years a negative impact on profits.
During the execution of the project identified the different causes that provoke the increase in
the percentage of reprocesses through the development of thematic areas as statistical analysis
of processes, tools for decision making multi-criteria and experimental design, which allowed
to formulate improvement measures for further validation and evaluation of costs
It is finally presented to the Organization a proposal of improvement with support of
statistical validation that ensures the reprocesses decrease, as well as benefits in the reduction
of waste, acquisition of a culture of measurement, which are advantages of working under the
Lean Six Sigma methodology.

14
3. INTRODUCCIÓN
Six Sigma es la aplicación del método científico para el diseño y operación de sistemas de
gestión, este método se basa inicialmente en observar algún aspecto importante del mercado,
luego se desarrolla una explicación o hipótesis en consonancia con las observaciones
realizadas, en tercer lugar, se hacen predicciones sobre la base de la hipótesis. Seguidamente
se ponen a prueba las predicciones mediante la realización de experimentos, registrando las
observaciones para modificar la hipótesis sobre la base de los nuevos hechos. Si existe
variación, se utilizan herramientas estadísticas para ayudar a separar la señal del ruido, y
concluir con la mejora de los procesos estudiados. (Pyzdek, 2003)
Por otro lado, Lean Manufacturing es una filosofía de gestión enfocada a la reducción de los
siete (7) tipos de desperdicios (sobreproducción, tiempo de espera, transporte, exceso de
procesado, inventario, movimiento y defectos) en productos manufacturados, mejorando la
calidad y reduciendo el tiempo de producción y el costo. (Hartini & Ciptomulyono, 2015).
Cabe resaltar que la aplicación de Lean Manufacturing actualmente tiene gran aceptación en
una amplia gama de industrias de fabricación, por ejemplo, en la elaboración de productos
electrónicos, industria de muebles, industria cerámica y por supuesto la industria automotriz
en la cual se originó. (Hartini & Ciptomulyono, 2015)
Finalmente, la integración de estas dos metodologías se denomina Lean Six Sigma, este es un
método para mejorar la calidad y la rentabilidad basada en el dominio de forma estática del
proceso. El método se basa en cinco pasos principales que se resumen en el acrónimo
(DMAIC): Definir Medir, Analizar, Mejorar y Controlar. (Ayadi, Chaib, & Ion, 2014)
Es por esta razón que el presente trabajo propone un proyecto Lean Six Sigma (LSS) en una
PYME (pequeña y mediana empresa) del sector manufacturero de muebles de madera en la
ciudad de Bogotá, en este proyecto se integran herramientas de análisis, para definir la
situación inicial de la empresa, posteriormente, se presentan la línea base del proyecto
identificando las varíales y métricas del proceso productivo, analizando la causa raíz que
origina devoluciones internas de producto, para de esta manera, formular acciones de mejora
que son validadas para verificar su efectividad. Por último, se plantean mecanismos de
control, así como el impacto que estas generan a la organización.
15
4. CAPÍTULO I: GENERALIDADES DEL PROYECTO
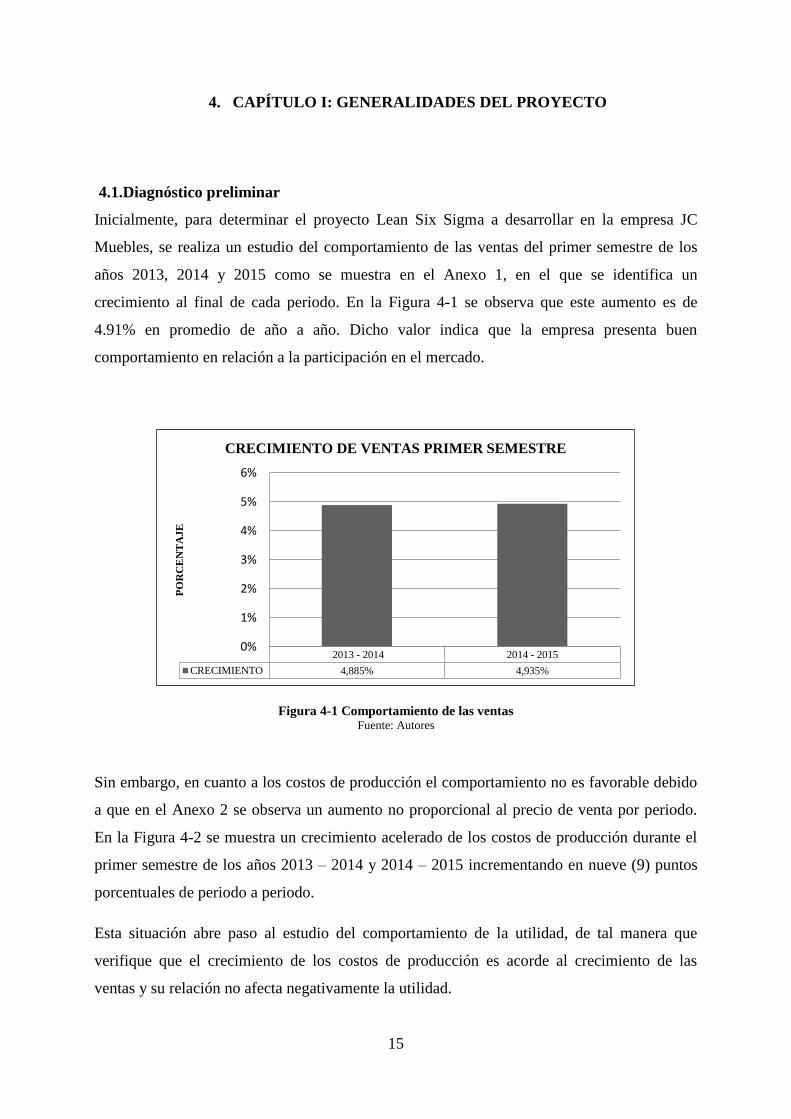
4.1.Diagnóstico preliminar
Inicialmente, para determinar el proyecto Lean Six Sigma a desarrollar en la empresa JC
Muebles, se realiza un estudio del comportamiento de las ventas del primer semestre de los
años 2013, 2014 y 2015 como se muestra en el Anexo 1, en el que se identifica un
crecimiento al final de cada periodo. En la Figura 4-1 se observa que este aumento es de
4.91% en promedio de año a año. Dicho valor indica que la empresa presenta buen
comportamiento en relación a la participación en el mercado.
Figura 4-1 Comportamiento de las ventas Fuente: Autores
Sin embargo, en cuanto a los costos de producción el comportamiento no es favorable debido
a que en el Anexo 2 se observa un aumento no proporcional al precio de venta por periodo.
En la Figura 4-2 se muestra un crecimiento acelerado de los costos de producción durante el
primer semestre de los años 2013 – 2014 y 2014 – 2015 incrementando en nueve (9) puntos
porcentuales de periodo a periodo.
Esta situación abre paso al estudio del comportamiento de la utilidad, de tal manera que
verifique que el crecimiento de los costos de producción es acorde al crecimiento de las
ventas y su relación no afecta negativamente la utilidad.
2013 - 2014 2014 - 2015
CRECIMIENTO 4,885% 4,935%
0%
1%
2%
3%
4%
5%
6%
PO
RC
EN
TA
JE
CRECIMIENTO DE VENTAS PRIMER SEMESTRE

16
Figura 4-2 Comportamiento costos de producción Fuente: Autores
Teniendo en cuenta los datos del Anexo 3, se muestra en la Figura 4-3 que a pesar del
crecimiento de las ventas durante los últimos tres años, la utilidad en estos mismo periodos no
es favorable para la organización debido a que se encuentra en descenso pasando de 45% en
el primer semestre del año 2013 al 36% en el primer semestre del año 2015.
Figura 4-3 Comportamiento Utilidad Fuente: Autores
2013 - 2014 2014 - 2015
CRECIMIENTO 8,86% 17,90%
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
20%
PO
RC
EN
TA
JE
CRECIMIENTO COSTOS DE PRODUCCIÓN PRIMER
SEMESTRE
2013 2014 2015
PORCENTAJE 45% 43% 36%
0%
10%
20%
30%
40%
50%
PO
RC
EN
TA
JE
COMPORTAMIENTO DEL PORCENTAJE DE
UTILIDAD PRIMER SEMESTRE
17
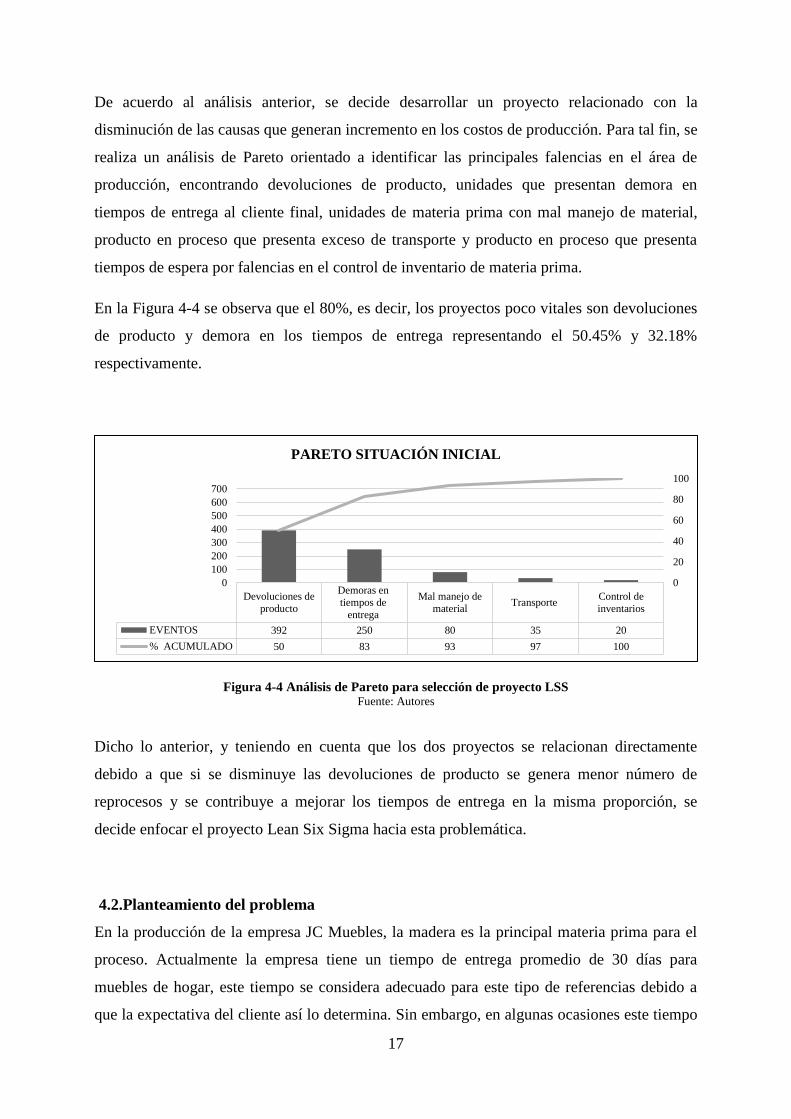
De acuerdo al análisis anterior, se decide desarrollar un proyecto relacionado con la
disminución de las causas que generan incremento en los costos de producción. Para tal fin, se
realiza un análisis de Pareto orientado a identificar las principales falencias en el área de
producción, encontrando devoluciones de producto, unidades que presentan demora en
tiempos de entrega al cliente final, unidades de materia prima con mal manejo de material,
producto en proceso que presenta exceso de transporte y producto en proceso que presenta
tiempos de espera por falencias en el control de inventario de materia prima.
En la Figura 4-4 se observa que el 80%, es decir, los proyectos poco vitales son devoluciones
de producto y demora en los tiempos de entrega representando el 50.45% y 32.18%
respectivamente.
Figura 4-4 Análisis de Pareto para selección de proyecto LSS Fuente: Autores
Dicho lo anterior, y teniendo en cuenta que los dos proyectos se relacionan directamente
debido a que si se disminuye las devoluciones de producto se genera menor número de
reprocesos y se contribuye a mejorar los tiempos de entrega en la misma proporción, se
decide enfocar el proyecto Lean Six Sigma hacia esta problemática.
4.2.Planteamiento del problema
En la producción de la empresa JC Muebles, la madera es la principal materia prima para el
proceso. Actualmente la empresa tiene un tiempo de entrega promedio de 30 días para
muebles de hogar, este tiempo se considera adecuado para este tipo de referencias debido a
que la expectativa del cliente así lo determina. Sin embargo, en algunas ocasiones este tiempo
Devoluciones de
producto
Demoras en
tiempos de
entrega
Mal manejo de
materialTransporte
Control de
inventarios
EVENTOS 392 250 80 35 20
% ACUMULADO 50 83 93 97 100
0
20
40
60
80
100
0
100
200
300
400
500
600
700
PARETO SITUACIÓN INICIAL

18
es alterado debido al porcentaje de reprocesos que se generan al interior del proceso de
producción, en la Figura 4-5 se muestran las causas que generan este problema y los efectos
que ocasiona, alterando los procedimientos que se llevan a cabo en la organización.
Figura 4-5 Árbol de problemas Fuente: Adaptado de Hurtado, d. B. (2000). Investigación Holística
Las devoluciones se presentan especialmente en el área de pintura, este índice actualmente se
encuentra en el 25.93% del total de las devoluciones externas bimestrales como se observa en
la Figura 4-6.
Figura 4-6. Análisis de Pareto para devoluciones externas. Fuente: Autores
Prob
lem
a
Altos índices de devoluciones en productos de la linea - hogar fabricados en madera
Efec
tos
Altas perdidas economicas
Caus
as
E3.2E3.1
C1 C2 C3
C3.2C3.1C1.2C1.1
E1Baja competitividad
empresarial
Inexistencia de parametros de comparacion
E3Altos niveles de desperdicios
perjudiciales para el medio ambiente
E2Alta utilizacion de
tiempo en retrabajo
Fallas en el servicio de instalacion de muebles
Inadecuado almacenamiento de madera
Baja estandarizacion del proceso
Inadecuado transporte de muebles
C2.1Mal manejo de los
espacios de la planta
Inexistencia de procedimientos para cada area de trabajo
E2.2Bajos indices de productividad
E1.2Bajo posicionamiento
en el mercado
E1.1Imagen de la empresa
desmejoradaMala imagen ante la
sociedad
Disminucion de espacio en el area de trabajo
Falta de presicion en la toma de medidas
E2.1
Demoras en las entregas de pedidos
Disminucion en la participacion del mercado
E1.2.1 / E1.1.1.
Inestabilidad economica de la empresa
E1.1.1 / E1.2.1 E2.1.1 / E2.2.1
Sobregastos en materiales y mano de obra
Mayor probabilidad de pago de multas
E3.1.1 / E3.2.1
C2.1.1Inadecuada
infraestructura
C3.3Inadecuada servicio
al cliente
C3.2.1 / C3.3.1Falta de capacitacion a
los colaboradores
C1.1.1 / C1.2.1
Exceso de confianza en la experiencia de los
colaboradores
E1.1.2 / E1.2.2 / E2.1.2 / E2.2.2 / E3.1.2 / E3.2.2
Defectos en
pintura
Defectos en
color
Defectos por
empaque y
embalaje
Defectos en
corte
Defectos en
diseño de
tallado
Defectos en
medidas de
los muebles
Fallas en
instalacion
de muebles
EVENTOS 28 21 15 14 11 10 9
% ACUMULADO 26 45 59 72 82 92 100
0
20
40
60
80
100
0
20
40
60
80
100
PARETO DEVOLUCIONES EXTERNAS - TIPO DE DEFECTO
(AGOSTO - SEPTIEMBRE)

19
En el caso de las devoluciones internas se generan altos niveles de desperdicio en cuanto a la
materia prima y los insumos, siendo este valor cercano al 50% del total de material por pieza
de madera (30000 cm3) aproximadamente (Cortes, 2015). Estas representan el 37.80% del
total de la producción mensual. Dicho de otra manera, las devoluciones externas representan
el 8% y las internas el 18% de la producción bimestral en la línea de muebles de hogar como
se observa en la Figura 4-7.
Figura 4-7 Devoluciones de la empresa JC Muebles. Fuente: Autores
Lo mencionado anteriormente trae consecuencias negativas para la empresa debido a que
disminuye su participación en el mercado, es decir, puede reducir su portafolio de clientes
provocando inestabilidad económica para la empresa.
4.3.Formulación del problema
Dada la situación actual de la empresa JC muebles es necesario responder al siguiente
interrogante:
¿Bajo la metodología Lean Six Sigma, que estrategias debe implementar la empresa para
mejorar los niveles de conformidad del proceso, ofreciendo productos de calidad y reduciendo
los desperdicios de materia prima en su proceso de fabricación?
8%
18%
74%
DEVOLUCIONES
AGOSTO - SEPTIEMBRE
Externas
Internas
Producto sin
devolución

20
4.4.Justificación
Lean Six Sigma ha presentado una gran evolución en la última década debido al gran auge
que ha tenido en el entorno empresarial, por lo cual, investigadores y consultores de diversas
áreas de la ingeniería y la administración han desarrollado conceptos y herramientas,
buscando aumentar la efectividad en sus resultados; en términos de calidad, satisfacción del
cliente y generación de valor agregado (Felizzola & Amaya, 2014). Sin embargo, los
académicos han realizado pocas investigaciones sobre este tema (Roger, Linderman, Liedtke,
& Adrian, 2008) especialmente en las pequeñas y medianas empresas (PYME’s), debido a
que esta metodología generalmente es desarrollada en grandes empresas que ven beneficios
económicos significativos, derivados de este tipo de proyectos, aunque en la actualidad las
empresas de menor tamaño han mostrado gran interés por las políticas de calidad y
satisfacción del cliente final, como una oportunidad de crecimiento que genera ventajas
competitivas frente a otras organizaciones.
Debido a que la metodología Lean Six Sigma ayuda a la disminución de la variación de los
procesos, así como la toma de decisiones mediante datos medibles, que soporten el
comportamiento de la empresa, además de mantener el proceso bajo un control estadístico que
permita identificar el error una vez tenga ocurrencia (Perez & Plata, 2013), el desarrollo del
proyecto Lean Six Sigma en la empresa JC Muebles pretende ayudar a la organización a
gestionar los sistemas de medición para generar posteriores mejoras en temas relacionados
con la calidad de los productos fabricados en madera, permitiendo la reducción de costos de
producción y reprocesos asociados.
En la Figura 4-8 se muestra el árbol de justificación en el que se formulan acciones para
disminuir los índices de devoluciones de productos de la línea hogar fabricados en madera así
como algunos beneficios derivados de superación de dicha problemática. Por lo tanto, es
necesario proponer mejoras que permitan generar ahorros en el área critica de producción,
identificada en la primera fase, a través de la reducción de defectos en el producto durante su
elaboración, evitando que se creen reprocesos, gastos innecesarios de materiales y tiempos de
espera, entre otros, dando un valor agregado para la empresa y sus productos.

21
Figura 4-8. Árbol de justificación Fuente: Adaptado de Hurtado, d. B. (2000). Investigación Holística
El proyecto busca beneficiar a los stakeholders del sector secundario de la economía, al cual
pertenece la empresa; en el desarrollo de la investigación se establecen mecanismos de mejora
continua que impactan el proceso productivo en términos de eficacia y eficiencia.
Uno de los beneficios indirectos asociados a la investigación es el aumento de la calidad de
vida laboral del colaborador de la empresa, en el sentido que sus tiempos laborales sean los
más adecuados teniendo en cuenta suplementos por exposición, jornada laboral, estrés y
monotonía entre otros.
Finalmente se contemplaron variables de servicio y satisfacción con el cliente y proveedores
de la organización, con el fin de concertar un espacio de comunicación asertiva que mejore
los tiempos de entrega de materiales y productos, la disminución del uso de
material documental (papel, suministros, etc.) y gobernabilidad del sistema.
4.5.Objetivos
4.5.1. General
Desarrollar un proyecto Lean Six Sigma en la PYME JC Muebles a través de la aplicación de
la metodología DMAIC, buscando un incremento en los niveles de conformidad del proceso y
productos de la organización, disminuyendo el costo actual por este concepto.
22
4.5.2. Específicos
Caracterizar el proceso de fabricación de muebles en madera, para identificar y priorizar
focos de mejora, a través de la utilización de técnicas de análisis como los mapas de
procesos y métodos analíticos.
Desarrollar la metodología DMAIC (Definir, Medir, Analizar, Mejorar y Controlar)
dentro de un proceso en la empresa JC Muebles, que permita mejorar la calidad de los
productos ofrecidos y reducir los desperdicios generados en el proceso de producción.
Validar las mejoras propuestas en la metodología DMAIC, generando un contraste de la
situación actual encontrada y los posibles escenarios luego del desarrollo del proyecto.
Retroalimentar a los stakeholders de la empresa, destacando los beneficios esperados
gracias al desarrollo del proyecto Lean Six Sigma.
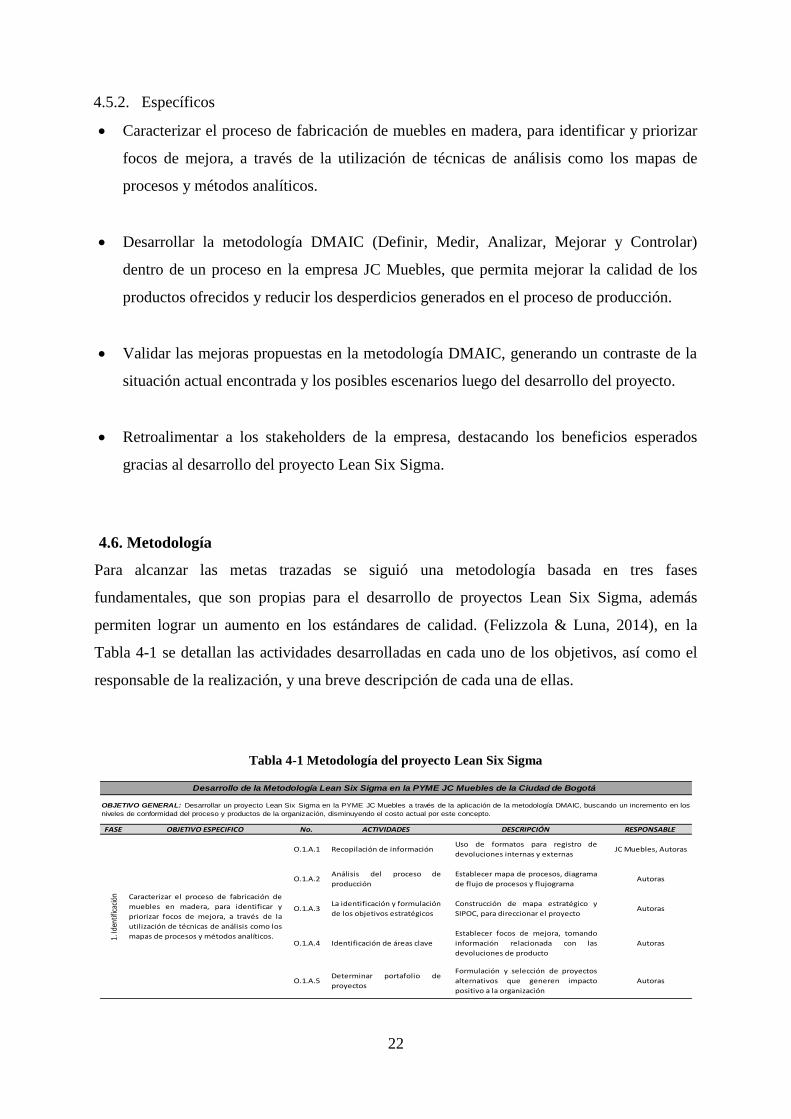
4.6. Metodología
Para alcanzar las metas trazadas se siguió una metodología basada en tres fases
fundamentales, que son propias para el desarrollo de proyectos Lean Six Sigma, además
permiten lograr un aumento en los estándares de calidad. (Felizzola & Luna, 2014), en la
Tabla 4-1 se detallan las actividades desarrolladas en cada uno de los objetivos, así como el
responsable de la realización, y una breve descripción de cada una de ellas.
Tabla 4-1 Metodología del proyecto Lean Six Sigma
FASE OBJETIVO ESPECIFICO No. ACTIVIDADES DESCRIPCIÓN RESPONSABLE
O.1.A.1 Recopilación de informaciónUso de formatos para registro de
devoluciones internas y externasJC Muebles, Autoras
O.1.A.2Análisis del proceso de
producción
Establecer mapa de procesos, diagrama
de flujo de procesos y flujogramaAutoras
O.1.A.3La identificación y formulación
de los objetivos estratégicos
Construcción de mapa estratégico y
SIPOC, para direccionar el proyecto Autoras
O.1.A.4 Identificación de áreas clave
Establecer focos de mejora, tomando
información relacionada con las
devoluciones de producto
Autoras
O.1.A.5Determinar portafolio de
proyectos
Formulación y selección de proyectos
alternativos que generen impacto
positivo a la organización
Autoras
Desarrollo de la Metodología Lean Six Sigma en la PYME JC Muebles de la Ciudad de Bogotá
OBJETIVO GENERAL: Desarrollar un proyecto Lean Six Sigma en la PYME JC Muebles a través de la aplicación de la metodología DMAIC, buscando un incremento en los
niveles de conformidad del proceso y productos de la organización, disminuyendo el costo actual por este concepto.
1. Id
entif
icac
ión Caracterizar el proceso de fabricación de
muebles en madera, para identificar y
priorizar focos de mejora, a través de la
utilización de técnicas de análisis como los
mapas de procesos y métodos analíticos.

23
FASE OBJETIVO ESPECIFICO No. ACTIVIDADES DESCRIPCIÓN RESPONSABLE
O.2.A.1 Definir Project Charter
Definir los lineamientos y actividades a
seguir durante el desarrollo del
proyecto
Autoras
O.2.A.2 Elaborar mapa de procesos
Establecer actividades y
procedimientos en el área critica de
producción
Autoras
O.2.A.3 Definir variables y métricasIdentificar los factores que influyen en
el aumento de las devolucionesAutoras
O.2.A.4 Análisis y validación de datos
Determinar la confiabilidad del sistema
de medición por medio de un análisis
de concordancia de atributos
Autoras
O.2.A.5 Definición de línea base
Establecer la capacidad del proceso de
producción, por medio de un análisis
de capacidad binomial
Autoras
O.2.A.6 Evaluar causas potenciales
Establecer análisis de Pareto,
diagramas de Ishikawa y pruebas de
hipótesis identificando factores
influyentes del proceso
JC Muebles, Autoras
O.2.A.7 Definir acciones de mejoraPlantear estrategias para la mejora de
los factores influyentes encontradosJC Muebles, Autoras
O.2.A.8 Validar resultadosRealizar pruebas piloto, validando la
efectividad de las mejoras propuestasAutoras
O.2.A.9Definición de mecanismos de
control
Proponer estrategias de control para el
proceso estudiado, facilitando el
seguimiento a las mejoras
Autoras
O.3.A.1Definir impacto en la
organización
Realizar una gráfica de corridas
mostrando la efectividad de las
pruebas piloto y analizando el impacto
económico para la organización
Autoras
O.3.A.2Determinar alcance de
objetivos
Calcular métricos tanto de la situación
inicial, como de la propuesta y el grado
de cumplimiento de objetivos
Autoras
O.4.A.1 Retroalimentar a la compañíaConvocar una junta directiva, para dar a
conocer los beneficios alcanzadosAutoras
O.4.A.2Retroalimentar a la
proveedores
Realizar un comunicado indicando la
importancia de ofrecer productos de
calidad
Autoras
O.4.A.3 Retroalimentar a los clientes
Realizar un folleto mostrando los
beneficios de ser clientes de la
empresa
Autoras
Desarrollo de la Metodología Lean Six Sigma en la PYME JC Muebles de la Ciudad de Bogotá
OBJETIVO GENERAL: Desarrollar un proyecto Lean Six Sigma en la PYME JC Muebles a través de la aplicación de la metodología DMAIC, buscando un incremento en los
niveles de conformidad del proceso y productos de la organización, disminuyendo el costo actual por este concepto.
Retroalimentar a los stakeholders de la
empresa, destacando los beneficios
esperados gracias al desarrollo del
proyecto Lean Six Sigma.
Validar las mejoras propuestas en la
metodología DMAIC, generando un
contraste de la situación actual encontrada
y los posibles escenarios luego del
desarrollo del proyecto.
3. E
valu
ació
n2.
Eje
cuci
ón
Desarrollar la metodología DMAIC (Definir,
Medir, Analizar, Mejorar y Controlar)
dentro de un proceso en la empresa JC
Muebles, que permita mejorar la calidad
de los productos ofrecidos y reducir los
desperdicios generados en el proceso de
producción.
Fuente: Autores
4.7.Alcances y limitaciones
4.7.1. Alcance
El proyecto Lean Six Sigma se llevó a cabo en la empresa JC Muebles, específicamente en el
proceso crítico de producción, el cual será determinado en el desarrollo de la primera fase del
proyecto, identificando posibles focos de mejora, en el que se desarrollan ejes temáticos como
la metodología DMAIC, que incluye métodos de análisis estadístico, de procesos y
herramientas para la toma de decisiones multi-criterio, con el fin de formular propuestas de

24
mejora, creando escenarios alternativos para la solución de la problemática inicial. Utilizando
para su validación pruebas piloto y diseño experimental.
4.7.2. Limitaciones
La verificación de los resultados del proyecto estará limitada al tiempo establecido para el
desarrollo de la fase de validación de la metodología DMAIC, por tanto, no se evaluarán el
comportamiento de los resultados después de terminada dicha fase.
El impacto financiero del proyecto se basa tanto en los costos de producción como de
reproceso asociados a las referencias de estudio durante la fase de análisis de la metodología
DMAIC, y no a través de costeo de mala calidad.
Finalmente, los ahorros esperados con la realización del proyecto se calculan a partir de
proyecciones de implementación de las mejoras propuestas, y no estarán basados en cálculos
reales verificables en los estados financieros de la organización.

25
5. CAPÍTULO II: MARCO TEÓRICO
5.1. Introducción a Six Sigma
Six Sigma es una metodología orientada al mejoramiento de la calidad, sin embargo ha sido
poco desarrollada en Pequeñas y Medianas Empresas (PYME’s), debido a que para su
adecuado desarrollo es necesario un alto nivel de compromiso por parte de la alta gerencia de
la empresas, tanto en el ámbito económico como en la disposición de información (Felizzola
& Luna, 2014). Adicionalmente es necesario que las empresas y sus colaboradores desarrollen
aceptación al cambio y al mejoramiento continuo.
Lean Six Sigma busca mejorar el desempeño de los procesos y reducir su variación de tal
manera que se genere disminución de los defectos sin dejar de lado la satisfacción del cliente,
y alineando cada una de las tareas realizadas al interior de la compañía con la estrategia
organizacional trazada por la alta gerencia (Gutiérrez & De la Vara, 2009).
Six Sigma se basa en la creación y selección de proyectos claves que atiendan las verdaderas
causas del problema y se difundan soluciones efectivas y duraderas. Por lo tanto, la
implementación de un proyecto Six Sigma en una empresa ayuda a la organización y gestión
de los sistemas de medición para posteriores mejoras en temas relacionados tanto en la
calidad como en beneficios económicos derivados del aumento en la capacidad de los
procesos, y la inclusión del cliente y sus expectativas en el quehacer del negocio. Esto permite
que se generen ahorros por la reducción de defectos en el producto durante su elaboración,
evitando que se generen reprocesos, gastos innecesarios de materiales y tiempos de espera,
entre otros, generando valor agregado para la empresa y sus productos o servicios (Felizzola
& Luna, 2014).
5.2.Metodología DMAIC
La metodología DMAIC (Definir, medir, analizar, mejorar y controlar), es un método
asociado de Six Sigma y se basa en la norma ISO 9000 y TQM (Total Quality Management),
que se fundamenta en gran parte, en el uso de herramientas estadísticas (Rechulski &
Monteiro, 2004), integrando diversos métodos tradicionales de control de calidad en cinco

26
fases bien definidas, mostradas a continuación:
Definir: En esta fase, se definen los requerimientos y expectativas de los clientes internos
y externos del proceso intervenido en el proyecto Six Sigma y se definen los límites del
mismo. (Kwak & Anbari, 2000) Algunas herramientas para desarrollar la fase de medir
son:
- Definir Carta del proyecto o Project chárter, herramientas el reconocimiento de la voz del
cliente (VOC) como lo son encuestas, grupos focales, cartas, tarjetas de comentarios, etc.,
desarrollo de mapa de procesos, matriz de despliegue de la función de calidad (QFD),
SIPOC (Supplier, Input, Process, Output, Customer), Benchmarking (Pyzdek, 2003).
Medir: Esta fase requiere la traducción del problema identificado en el paso anterior, en
una forma medible, estableciendo los críticos de calidad (CTQ) del proceso y la
evaluación de la situación actual (Mast & Lokkerbol, 2012). Además, cubre los principios
de medición de datos continuos y discretos, es necesario el establecimiento de escalas de
medición y una visión general de los principios de la variación (Pyzdek, 2003).
- En esta etapa se desarrollan herramientas tales como el análisis de sistemas de medición,
análisis de datos exploratorios, estadísticas descriptivas, minería de datos, y análisis de
Pareto, entre otros (Pyzdek, 2003).
Analizar: En esta etapa es necesaria la identificación de factores de influencia y las causas
que determinan el comportamiento de los críticos de calidad (CTQs) (Mast & Lokkerbol,
2012), por medio de esta fase, se logra el establecimiento de una línea base del proceso.
En resumen, esta es la forma de determinar, identificar y conocer el proceso, estableciendo
los objetivos de mejora (Pyzdek, 2003).
- Para alcanzar el objetivo, es necesario el uso y desarrollo de herramientas tales como los
diagramas de causa y efecto, diagramas de árbol, lluvia de ideas que involucre a los
expertos del proceso, gráficos de comportamiento de procesos o gráficos de
comportamiento de control estadístico de procesos (SPC), estadísticas enumerativa
(pruebas de hipótesis), estadística inferencial (Xs y Ys) y simulación, entre otras
(Pyzdek, 2003).
Mejorar: Esta etapa, requiere el diseño e implementación de ajustes en el proceso
intervenido, para mejorar el rendimiento de los CTQs (Mast & Lokkerbol, 2012).

27
- El mejorar, incluye algunas herramientas básicas como la evaluación de riesgos, la
simulación de procesos, el diseño de experimentos (DOE) y algunos conceptos de diseño
robusto (incluyendo Principios Taguchi), y la optimización de procesos (Pyzdek, 2003).
Controlar: Finalmente, en esta fase se realizan ajustes de la gestión de procesos y sistema
de control con el fin de que las mejoras sean sostenibles (Mast & Lokkerbol, 2012).
- Es común, en esta etapa desarrollar herramientas de control tales como SPC, análisis
modal de fallos y efectos (AMFE) e ISO 9000 en todas sus versiones, modelos de
licitación, modelos de estimación de costos y sistema de reporte (Pyzdek, 2003).
5.3. Roles en Six Sigma
La metodología Six Sigma, utiliza un sistema de clasificación o titulación, para las personas
involucradas en proyectos o desarrollo de la metodología como se observa en la Figura 5-1,
esta se caracteriza por definir una serie de roles y responsabilidades en cada una de los cuatro
eslabones.
Estos son individuos especialmente entrenados, que se denominan (Douglas & Woodall,
2008):
Black Belt (BB’s)
Green Belt (GB’s)
Master Black Belt (MBB’s)
Champion’s
Los Black Belt (BB’s) y Master Black Belt (MBB’s), se han especializado en la formación y
la educación de métodos estadísticos y otras herramientas de mejora de la calidad y de
procesos que los capacitan para ejercer la función de líderes, facilitadores y solucionadores de
problemas técnicos (Hoerl, 2001).
Mientras que el rol Green Belt (GB), a menudo es el personal técnico o de soporte del área
involucrada en el proyecto de mejora, participan en los proyectos de Six Sigma y una de sus
principales funciones dentro del equipo es ser ayudantes de los Black Belt. Facilitan y forman
equipos de trabajo para desarrollar proyectos de principio a fin, se apoyan en los Black Belt,

28
en el uso de herramientas estadísticas, y son entrenados por estos en herramientas básicas de
mejora. (Marcial, 2004)
Finalmente, es necesaria una figura denominada Champion, que generalmente es un directivo
de la organizacion en la cual se pretende desarrollar el proyecto Six Sigma, y desempeña sus
funciones en el area especifica donde el Black Belt lleva a cabo su proyecto de mejora. Él
mismo, forma parte del comité de liderazgo, siendo sus responsabilidades el garantizar que
los proyectos estén alineados con los objetivos generales del negocio y proveer dirección
cuando eso no ocurra, mantener informados a los otros miembros del comité sobre el progreso
del proyecto (Barbiero, Flury, Pagura, Quaglino, & Ruggieri, 2005).
Figura 5-1 Estructura Directiva y Técnica de Six Sigma
Fuente: Gutiérrez, H., & De la Vara, R. (2009). Control Estadístico de Calidad de Seis Sigma.
5.4.Estructura para desarrollar un proyecto Six Sigma PYME’s
Acerca de este tema, la literatura proporciona varios enfoques y metodologías para el
desarrollo de un proyecto Six Sigma en pequeñas y medianas empresas, un ejemplo de estos
trabajos, es el desarrollado por (Chakravorty, 2009), quien propone un modelo compuesto por
seis fases (análisis estratégico, identificación y formulación de equipos de mejora,
identificación de herramientas de mejora, mapeo de la organización, e identificación de
oportunidades de mejora, desarrollo de plan detallado y finalmente, implementación,

29
documentación y revisión del plan propuesto) que permite el desarrollo de proyectos exitosos
en pequeñas y medianas empresas.
Otro ejemplo de metodología para desarrollo de proyectos Lean Six Sigma en organizaciones
productivas, es el expuesto en el artículo científico de la revista Chilena de Ingeniería titulado
“Lean Six Sigma en pequeñas y medianas empresas: un enfoque metodológico” (Felizzola &
Luna, 2014) que propone un visión compuesta de cuatro fases (preparación, identificación,
ejecución y evaluación), soportado en una cultura de mejora Kaizen y un liderazgo enfocado
en la mejora continua, cuya retroalimentación y dinamismo está impulsado por la visión,
misión, los cambios en el entorno y la estrategia de la organización.
5.5. Factores claves de éxito
El éxito de Six Sigma se basa en una serie de elementos que permiten una buena
implementación de un proyecto, estos son:
Identificación de Proyectos: La identificación de buenas oportunidades es crucial y debe
estar completamente alineada con las necesidades del negocio las cuales, a su vez, se
pueden clasificar en alguno de los tres vértices del “triángulo vital” (Ganancias, Margen N
y Flujo de caja) (Torres & Tomati).
Compromiso de la Gerencia: Six Sigma es ante todo un programa gerencial que implica
un cambio en la forma de operar y tomar decisiones. Por ello, la estrategia debe ser
comprendida y apoyada desde los niveles altos de la dirección, empezando por el máximo
líder de la organización (Gutiérrez & De la Vara, 2009).
Formación de Recursos: La capacitación de recursos en Six Sigma tiene la particularidad
de que se produce sobre la base de una experiencia práctica. Existen diferentes niveles de
formación: Ejecutivos, Champions, Green Belts y Black Belts entre los más usuales
(Torres & Tomati).
Sostenimiento de los Resultados: Sostener las mejoras alcanzadas es vital para fortalecer
el convencimiento dentro de la organización de que Six Sigma no es solo una moda o “el
programa del mes” sino que constituye una forma de trabajar o de tomar decisiones de

30
negocio (Torres & Tomati).
Otros expertos, aseguran que las claves del éxito en un proyecto Six Sigma incluye además
alineación estratégica y priorización de los proyectos, el enfoque en áreas críticas, el
desarrollo de competencias para le gestión de proyectos, claridad en metas y objetivos,
confiabilidad en los sistemas de medición, conocimiento de los métodos estadísticos, gestión
del cambio, disciplina y organización de la gestión (Felizzola, 2015).
31
6. CAPÍTULO III: MARCO CONCEPTUAL Y ESTADO DEL ARTE
6.1. Definiciones
6.1.1. Métricos del Proyecto
El métrico es la evaluación de la salida del proceso en el que está enfocado el proyecto. Se
evalúa de la siguiente manera: Y = f(x), donde el métrico es el valor de Y, y una vez que es
definido, permanece inalterable durante todo el proyecto.
6.1.2. Project Charter
Es la herramienta en la cual se detallan cada uno de los aspectos fundamentales y cruciales de
todo Proyecto, es aquí donde se delimita el alcance, se definen los objetivos, se establecen los
entregables, se asignan responsabilidades, se definen los planes (financieros, recursos,
calidad) y las consideraciones (riesgos, asunciones, restricciones) (Felizzola, 2015).
6.1.3. SIPOC
El Diagrama SIPOC, por sus siglas en inglés Supplier - Inputs – Process - Outputs –
Customers, es la representación gráfica de un proceso de gestión. Esta herramienta permite
visualizar el proceso de manera sencilla, identificando a las partes implicadas en el mismo
(Asociación Española para la Calidad , 2015):
- Proveedor (Supplier): persona que aporta recursos al proceso.
- Recursos (Inputs): todo lo que se requiere para llevar a cabo el proceso. Se considera
recursos a la información, materiales e incluso, personas.
- Proceso (Process): conjunto de actividades que transforman las entradas en salidas,
dándoles un valor añadido.
- Cliente (Customers): la persona que recibe el resultado del proceso. El objetivo es
obtener la satisfacción de este cliente.
32
6.1.4. Proceso analítico jerárquico (AHP)
Está diseñado para resolver problemas complejos de criterios múltiples. El proceso requiere
que quien toma la decisión proporciones evaluaciones subjetivas respecto a la importancia
relativa de cada uno de los criterios y que, después, especifique su preferencia con respecto a
cada una de las alternativas de decisión y para cada criterio. El resultado del AHP es una
jerarquización con prioridades que muestren la preferencia global para cada una de las
alternativas de decisión (Saaty, 2008).
6.1.5. Diseño de experimentos (DOE)
La metodología de diseño de experimentos (DOE) es una herramienta estadística para la
mejora de la calidad usada frecuentemente en proyectos Six Sigma. Esta metodología sirve
para diseñar las condiciones ideales de un producto, proceso o servicio para que cumpla con
las expectativas usando el mínimo número de experimentos o pruebas (Felizzola, 2015).
6.1.6. Análisis de Pareto
Un diagrama de Pareto es un tipo especial de gráfica de barras donde los valores graficados
están organizados de mayor a menor. Se utiliza para identificar los defectos que se producen
con mayor frecuencia, las causas más comunes de los defectos o las causas más frecuentes de
quejas de los clientes.
El diagrama de Pareto debe su nombre a Vilfredo Pareto y su principio de la "regla 80/20". Es
decir, 20% de las personas poseen 80% de la riqueza; o 20% de la línea de producto puede
generar 80% de los desechos; o 20% de los clientes puede generar 80% de las quejas, etc
(Minitab 17 , 2016).
6.1.7. Diagrama de Ishikawa
Es una herramienta de lluvia de ideas que le permite investigar las diversas causas que
influyen en un efecto específico. Dichas causas se organizan con frecuencia en seis categorías
principales para usos en el proceso de fabricación: Personal, máquinas, materiales, métodos,
mediciones y medio ambiente. Las aplicaciones de calidad de servicio incluyen por lo general
el Personal, los Procedimientos y las Normas. Sin embargo, los diagramas de Ishikawa
pueden incluir cualquier tipo de causa que usted desee investigar (Minitab 17 , 2016).
33
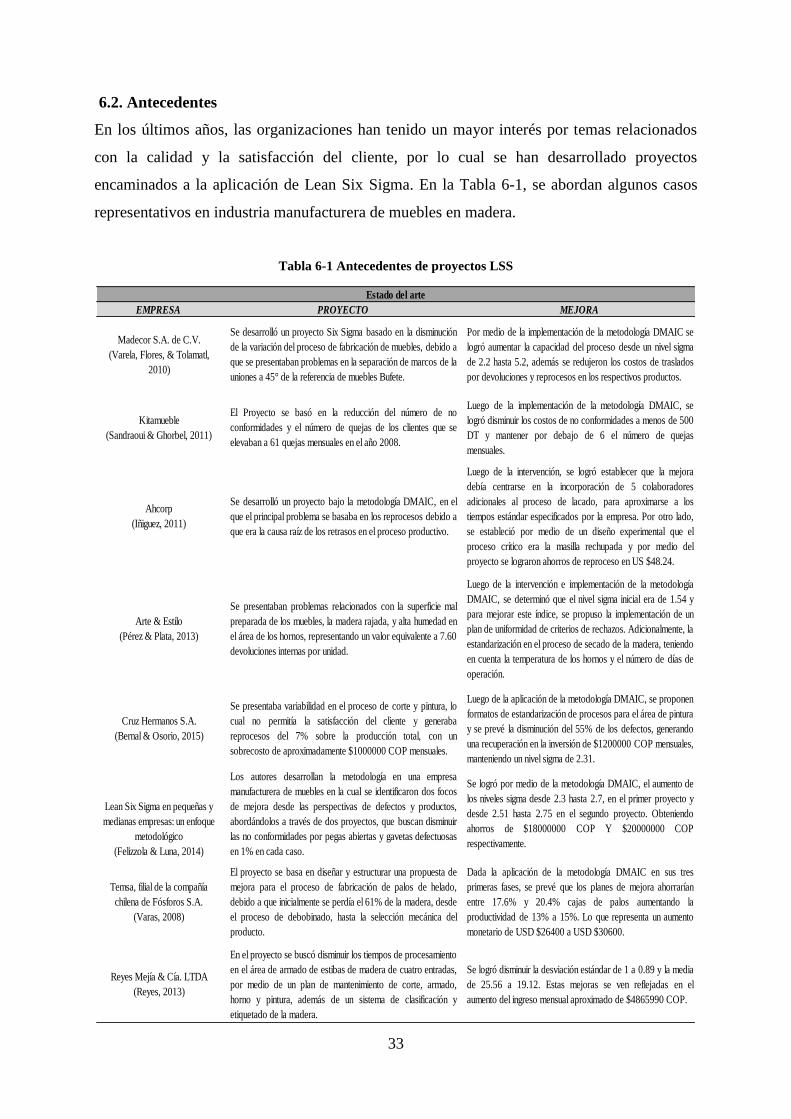
6.2. Antecedentes
En los últimos años, las organizaciones han tenido un mayor interés por temas relacionados
con la calidad y la satisfacción del cliente, por lo cual se han desarrollado proyectos
encaminados a la aplicación de Lean Six Sigma. En la Tabla 6-1, se abordan algunos casos
representativos en industria manufacturera de muebles en madera.
Tabla 6-1 Antecedentes de proyectos LSS
EMPRESA PROYECTO MEJORA
Madecor S.A. de C.V.
(Varela, Flores, & Tolamatl,
2010)
Se desarrolló un proyecto Six Sigma basado en la disminución
de la variación del proceso de fabricación de muebles, debido a
que se presentaban problemas en la separación de marcos de la
uniones a 45° de la referencia de muebles Bufete.
Por medio de la implementación de la metodología DMAIC se
logró aumentar la capacidad del proceso desde un nivel sigma
de 2.2 hasta 5.2, además se redujeron los costos de traslados
por devoluciones y reprocesos en los respectivos productos.
Kitamueble
(Sandraoui & Ghorbel, 2011)
El Proyecto se basó en la reducción del número de no
conformidades y el número de quejas de los clientes que se
elevaban a 61 quejas mensuales en el año 2008.
Luego de la implementación de la metodología DMAIC, se
logró disminuir los costos de no conformidades a menos de 500
DT y mantener por debajo de 6 el número de quejas
mensuales.
Ahcorp
(Iñiguez, 2011)
Se desarrolló un proyecto bajo la metodología DMAIC, en el
que el principal problema se basaba en los reprocesos debido a
que era la causa raíz de los retrasos en el proceso productivo.
Luego de la intervención, se logró establecer que la mejora
debía centrarse en la incorporación de 5 colaboradores
adicionales al proceso de lacado, para aproximarse a los
tiempos estándar especificados por la empresa. Por otro lado,
se estableció por medio de un diseño experimental que el
proceso crítico era la masilla rechupada y por medio del
proyecto se lograron ahorros de reproceso en US $48.24.
Arte & Estilo
(Pérez & Plata, 2013)
Se presentaban problemas relacionados con la superficie mal
preparada de los muebles, la madera rajada, y alta humedad en
el área de los hornos, representando un valor equivalente a 7.60
devoluciones internas por unidad.
Luego de la intervención e implementación de la metodología
DMAIC, se determinó que el nivel sigma inicial era de 1.54 y
para mejorar este índice, se propuso la implementación de un
plan de uniformidad de criterios de rechazos. Adicionalmente, la
estandarización en el proceso de secado de la madera, teniendo
en cuenta la temperatura de los hornos y el número de días de
operación.
Cruz Hermanos S.A.
(Bernal & Osorio, 2015)
Se presentaba variabilidad en el proceso de corte y pintura, lo
cual no permitía la satisfacción del cliente y generaba
reprocesos del 7% sobre la producción total, con un
sobrecosto de aproximadamente $1000000 COP mensuales.
Luego de la aplicación de la metodología DMAIC, se proponen
formatos de estandarización de procesos para el área de pintura
y se prevé la disminución del 55% de los defectos, generando
una recuperación en la inversión de $1200000 COP mensuales,
manteniendo un nivel sigma de 2.31.
Lean Six Sigma en pequeñas y
medianas empresas: un enfoque
metodológico
(Felizzola & Luna, 2014)
Los autores desarrollan la metodología en una empresa
manufacturera de muebles en la cual se identificaron dos focos
de mejora desde las perspectivas de defectos y productos,
abordándolos a través de dos proyectos, que buscan disminuir
las no conformidades por pegas abiertas y gavetas defectuosas
en 1% en cada caso.
Se logró por medio de la metodología DMAIC, el aumento de
los niveles sigma desde 2.3 hasta 2.7, en el primer proyecto y
desde 2.51 hasta 2.75 en el segundo proyecto. Obteniendo
ahorros de $18000000 COP Y $20000000 COP
respectivamente.
Temsa, filial de la compañía
chilena de Fósforos S.A.
(Varas, 2008)
El proyecto se basa en diseñar y estructurar una propuesta de
mejora para el proceso de fabricación de palos de helado,
debido a que inicialmente se perdía el 61% de la madera, desde
el proceso de debobinado, hasta la selección mecánica del
producto.
Dada la aplicación de la metodología DMAIC en sus tres
primeras fases, se prevé que los planes de mejora ahorrarían
entre 17.6% y 20.4% cajas de palos aumentando la
productividad de 13% a 15%. Lo que representa un aumento
monetario de USD $26400 a USD $30600.
Reyes Mejía & Cía. LTDA
(Reyes, 2013)
En el proyecto se buscó disminuir los tiempos de procesamiento
en el área de armado de estibas de madera de cuatro entradas,
por medio de un plan de mantenimiento de corte, armado,
horno y pintura, además de un sistema de clasificación y
etiquetado de la madera.
Se logró disminuir la desviación estándar de 1 a 0.89 y la media
de 25.56 a 19.12. Estas mejoras se ven reflejadas en el
aumento del ingreso mensual aproximado de $4865990 COP.
Estado del arte

34
EMPRESA PROYECTO MEJORA
Empresa de Tennessee
(Williams, 2011)
Se realizó un estudio de calidad de los pisos de madera dura, el
cual presentaba variabilidad en la longitud, anchura y espesor
de la referencia de piso chapa listón, acabados y atributos
específicos de la referencia suelo chapa. Estos problemas se
mitigaron con la implementación de la metodología DMAIC.
Se obtuvo como resultado la estandarización en las medidas de
la referencia de piso chapa listón. En cuanto a la referencia
suelo chapa, se propone una variación de espesor para realizar
un proceso de modelación adecuada y generar un ahorro de
costos por mala calidad de USD $520000 al año.
Programa de eficiencia en
PYMEs a través de Lean Six
Sigma (Grimorum, 2013)
Se efectúa la evaluación final, determinando la sostenibilidad de
las empresas, la eficiencia y eficacia de los ejecutores del
proyecto. En el programa se evaluaron cinco casos en
empresas diferentes, para este caso es de interés la
comercializadora de laminados y aglomerados para muebles y
sus accesorios y transformación a pequeña escala, en el que se
buscaba la disminución de tiempos de entrega al cliente final.
Se redujo el tiempo de entrega de 4 a 2 días, obteniendo mayor
calidad que la competencia contratando a una persona como
consultor externo.
Estado del arte
Fuente: Autores

35
7. CAPÍTULO IV: FASE 1 (IDENTIFICACIÓN)
7.1. Descripción general de la empresa
JC Muebles es una PYME con domicilio en la ciudad de Bogotá, de carácter privado que ha
incursionado en el sector terciario de la economía, específicamente en la producción y
comercialización de muebles en madera y aglomerados desde el año 2008. Desde su
fundación ha contado con el logo mostrado en la Figura 7-1.
Figura 7-1 Logo JC Muebles
Fuente: JC Muebles
7.1.1. Micro localización
La empresa JC Muebles se encuentra ubicada en la carrera 101 B # 139 - 41 de la ciudad de
Bogotá, D.C., como se muestra en la Figura 7-2. El gerente general es el Señor Julio Cesar
Cortes Buitrago.
Teléfonos de contacto: 4071752
E-Mail de contacto: [email protected]
Figura 7-2 Micro localización de la empresa JC Muebles
Fuente: Google maps

36
7.1.2. Misión
JC Muebles es una PYME dedicada a la fabricación y venta de muebles, ofreciendo productos
y servicios competitivos que satisfagan las necesidades y requerimientos de nuestros clientes,
contribuyendo al desarrollo del capital humano y del medio ambiente.
7.1.3. Visión
JC Muebles pretende tener mayor participación en ventas y utilización de nuestros productos,
respondiendo a las necesidades del mercado, en la oportunidad acordada, en la cantidad
requerida y mejorando el concepto de calidad tanto en aspectos técnicos como de servicios
para consolidarnos como una empresa que garantiza un desarrollo sostenible.
7.1.4. Mapa de procesos
Con el fin de obtener una perspectiva global – local de la empresa JC Muebles y de las
actividades que se realizan al interior de esta, se muestra en el Anexo 4, el mapa de procesos
estableciendo la relación entre los requisitos del cliente y los procesos de control, apoyo y
misionales que contribuyen a alcanzar los objetivos estratégicos planteados por la compañía.
Para profundizar el análisis del proceso de producción de la empresa, se realiza el diagrama
de flujo de proceso ilustrado en el Anexo 5, en este se detallan cada una de las actividades
desarrolladas para la fabricación de muebles. Adicionalmente, en el Anexo 6 se muestra el
flujograma en el que se especifican cada una de las operaciones que se realizan desde el
momento de la cotización del mueble, hasta su entrega al cliente final.
7.1.5. Objetivos estratégicos
Con el fin de alinear el proyecto planteado en este documento a las expectativas de la alta
gerencia se construye un mapa estratégico en el que se plasman los objetivos generales de la
organización, así como aquellos implícitos en cada una de las perspectivas y sus relaciones
como se muestra en la Figura 7-3 , permitiendo visualizar que el desarrollo del proyecto Lean
Six Sigma aporta al cumplimiento de las metas trazadas por la empresa.
A causa de lo anterior, el proyecto se direcciona principalmente en establecer una cultura de
medición que permita disminuir los reprocesos a través de alertas oportunas que buscan la

37
disminución de quejas y reclamos por parte de los clientes reduciendo de esta manera los
costos de mala calidad.
Figura 7-3 Mapa estratégico para la alineación de la metodología Lean Six sigma. Fuente: Autores
7.1.6. Líneas de Productos
Esta industria manufacturera se caracteriza por fabricar muebles en madera y aglomerados de
todo tipo, sin embargo, este proyecto se enfocó en el estudio de muebles en madera de la línea
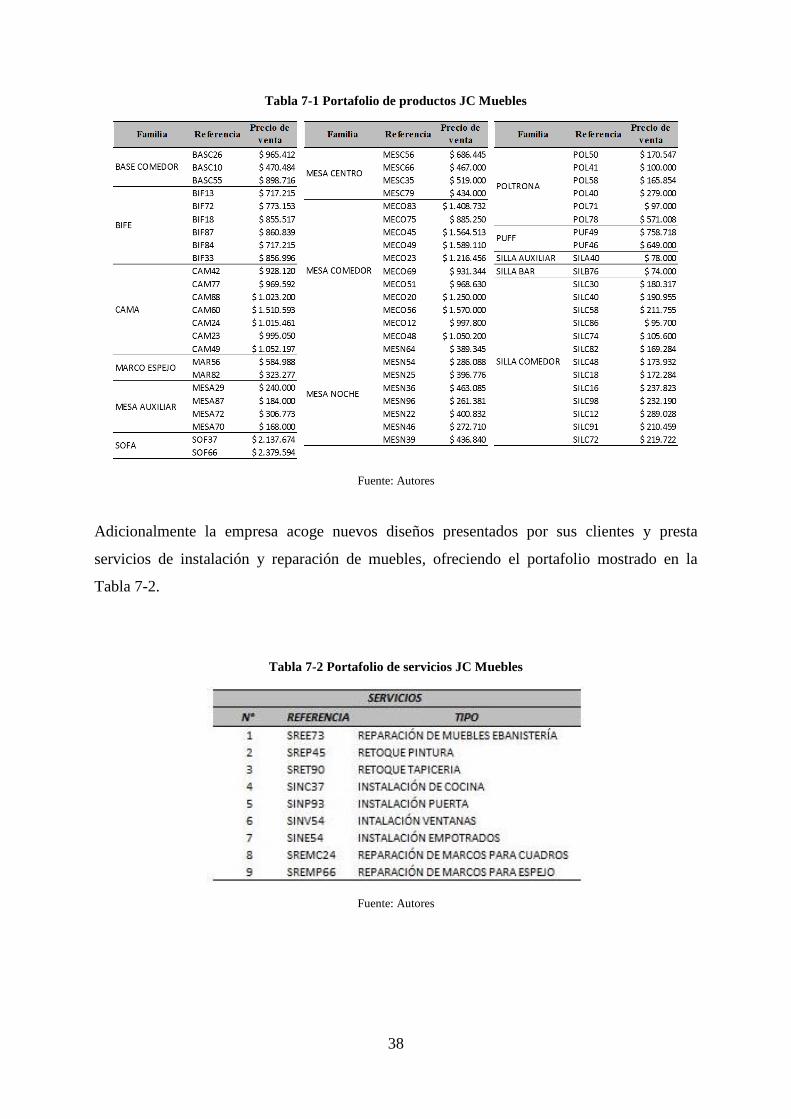
hogar que considera las referencias mostradas en la Tabla 7-1.
38
Tabla 7-1 Portafolio de productos JC Muebles
Fuente: Autores
Adicionalmente la empresa acoge nuevos diseños presentados por sus clientes y presta
servicios de instalación y reparación de muebles, ofreciendo el portafolio mostrado en la
Tabla 7-2.
Tabla 7-2 Portafolio de servicios JC Muebles
Fuente: Autores

39
7.2.Definición de focos de mejora
Con el fin de incrementar la competitividad y la participación en el mercado de la empresa JC
muebles y dando cumplimiento a los objetivos estratégicos, por medio del aumento en la
calidad de los productos ofrecidos y la disminución de devoluciones tanto internas del
proceso productivo, como externas por parte del cliente, el presente proyecto define los focos
de mejora en la empresa tomando como referencia información relacionada con las
devoluciones de productos tanto internas como externas.
Dicha información fue registrada por los autores de este documento, calculando el tamaño de
la muestra con un nivel de confianza de 85% por medio de la Fórmula 1, en la que determinan
52 días laborales de estudio que representan los meses de agosto y septiembre del año 2015.
Estos registros se llevaron a cabo con colaboración de los supervisores encargados de cada
área de la empresa, y consignada en dos tipos de formatos como se muestra en el Anexo 7,
que relacionan en cada caso el responsable del proceso, el motivo de la devolución y la fecha
del registro, entre otras variables.
Fórmula 1 Estimación de la muestra
𝑛 = (𝑍𝛼 2⁄
2 )(𝑃)(1 − 𝑃)
𝑇2
El análisis de la información se llevó a cabo desde dos perspectivas, la primera desde la
perspectiva de problemas de calidad en el producto; esto para identificar cuáles son los
defectos que se presentan con mayor frecuencia, y la segunda desde la perspectiva del
producto, buscando identificar en cuales se presentan la mayor cantidad de no conformidades.
7.2.1. Enfoque al cliente
Para dar el adecuado direccionamiento al proyecto se determinan las necesidades y
expectativas de los consumidores por medio de la herramienta SIPOC como se muestra en la
Tabla 7-3, en la que adicionalmente se identifican los críticos de satisfacción del cliente
(CTS) divididos en calidad (CTQ), costo (CTC) y oportunidad (CTD), esto debido a que es de
gran importancia reconocer cada una de las variables que participan en el proceso de
producción.

40
Tabla 7-3 SIPOC para la implementación de la metodología Lean Six Sigma.
Fuente: Autores
7.2.2. Análisis por tipo de producto
Con el fin de identificar los tipos de productos que causan mayor índice de devoluciones y
determinar en qué referencias se debe enfocar el proyecto para evidenciar un impacto positivo
en la disminución de devoluciones por producto no conforme, se analizan los registros de la
cantidad de devoluciones externas e internas como se muestra en la Figura 7-4 y Figura 7-5
respectivamente.
Figura 7-4 Pareto para devoluciones externas por tipo de producto Fuente: Autores
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
EVENTOS 26 12 11 9 8 5 5 4 4 3 3 3 3 3 3 3 2 2 2 2 1 1 1
% ACUMULADO 22 33 42 50 57 61 66 69 72 75 78 80 83 85 88 91 92 94 96 97 98 99 100
0
20
40
60
80
100
0
20
40
60
80
100
PARETO DEVOLUCIONES EXTERNAS
POR TIPO DE PRODUCTO

41
Figura 7-5 Pareto para devoluciones internas por tipo de producto Fuente: Autores
Teniendo en cuenta los registros de las devoluciones externas ilustradas en el Anexo 8 se
afirma que el 80%, es decir, los pocos vitales se encuentra distribuidos en 12 de 23 referencias
de estudio, lo que indica que el tipo de producto no es una variable influyente para este tipo
de devolución.
De igual manera, los registros de las devoluciones internas mostradas en el Anexo 9,
presentan un comportamiento similar en el que el 80% se encuentra distribuido en 21 de 39
referencias analizadas. Por tal motivo se concluye que el tipo de producto no es una variable
de estudio debido a que no proporciona una clasificación contundente.
7.2.3. Análisis por tipo de defecto
En el Anexo 10 y Anexo 11, se muestran los registros de la cantidad de devoluciones externas
e internas respectivamente, presentadas por tipo de defecto, en el caso de las devoluciones
internas se agrupan por áreas de trabajo como se muestra en la Tabla 7-4. Esta información es
estudiada con el fin de identificar las estaciones de trabajo que causan mayor índice de
devoluciones.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
EVENTOS 16 15 14 12 12 12 12 11 10 10 9 9 8 7 7 6 6 6 5 5 5 4 4 4 4 4
% ACUMULADO 7 13 18 23 28 33 38 42 47 51 54 58 61 64 67 69 72 74 76 78 80 82 84 85 87 89
0
20
40
60
80
100
0
50
100
150
200
PARETO DEVOLUCIONES INTERNAS
POR TIPO DE PRODUCTO

42
Tabla 7-4 Agrupación área por tipo de defecto
Fuente: Autores
En la Figura 7-6 se observa que no existe una importancia significativa entre las clases
pertenecientes al 80% con respecto al total de los defectos presentados en las devoluciones
externas, sin embargo en la Figura 7-7 se evidencia que los pocos vitales, es decir, el 80% se
encuentra distribuido en las áreas de pintura con 48.16%, lacado con 29.39% y
almacenamiento representando el 14.29%.
Figura 7-6 Pareto para Devoluciones externas por tipo de defecto Fuente: Autores
AREA TIPO DE DEFECTO
Defectos en pintura
Defectos en secado de pintura
Lacado Defectos en lacado
Almacenamiento Defectos por condiciones de la madera
Despiece Defectos en despiece
Acabados Defectos suavizado
Enchape Defectos en enchape
Corte Defectos en lijado 1
Defectos en pegas
Defectos en ensamble y armado
Defectos lijado 2
Pintura
Ensamble
Defectos en
pintura
Defectos en
color
Defectos por
empaque y
embalaje
Defectos en
corte
Defectos en
diseño de
tallado
Defectos en
medidas de
los muebles
Fallas en
instalacion
de muebles
EVENTOS 28 21 15 14 11 10 9
% ACUMULADO 26 45 59 72 82 92 100
0
20
40
60
80
100
0
20
40
60
80
100
PARETO DEVOLUCIONES EXTERNAS - TIPO DE DEFECTO
(AGOSTO - SEPTIEMBRE)

43
Figura 7-7 Pareto para Devoluciones internas por tipo de defecto Fuente: Autores
Por lo anterior se decide enfocar el proyecto hacia las devoluciones internas estableciendo
como focos de mejora las áreas anteriormente descritas y teniendo en cuenta que la
intervención de estos reprocesos influye directamente en la disminución de las devoluciones
externas.
Simultáneamente se realiza un análisis de costos para las devoluciones internas de tal manera
que se corrobora que las áreas con mayor urgencia para la intervención son pintura, lacado y
almacenamiento con $30.816.409 COP, $14.709.195 COP y $5.223.621 respectivamente de
un total de $55.224.269 COP como se observa en la Figura 7-8.
Figura 7-8 Pareto del costo para devoluciones internas por tipo de defecto Fuente: autores
Pintura LacadoAlmacena
mientoDespiece Corte Ensamble Acabados Enchape
EVENTOS 118 72 35 7 5 4 2 2
% ACUMULADO 48 78 92 95 97 98 99 100
0
20
40
60
80
100
0
50
100
150
200
PARETO DEVOLUCIONES INTERNAS TIPO DE DEFECTO
(AGOSTO - SEPTIEMBRE)
Pintura LacadoAlmacena
mientoEnsamble Acabados Enchape Corte Despiece
COSTOS $30.816.409$14.709.195 $5.223.621 $2.371.225 $919.346 $539.605 $390.859 $254.009
% ACUMULADO 56 82 92 96 98 99 100 100
0
20
40
60
80
100
$0
$10.000.000
$20.000.000
$30.000.000
$40.000.000
$50.000.000
PARETO DEVOLUCIONES INTERNAS - COSTO
(AGOSTO - SEPTIEMBRE)
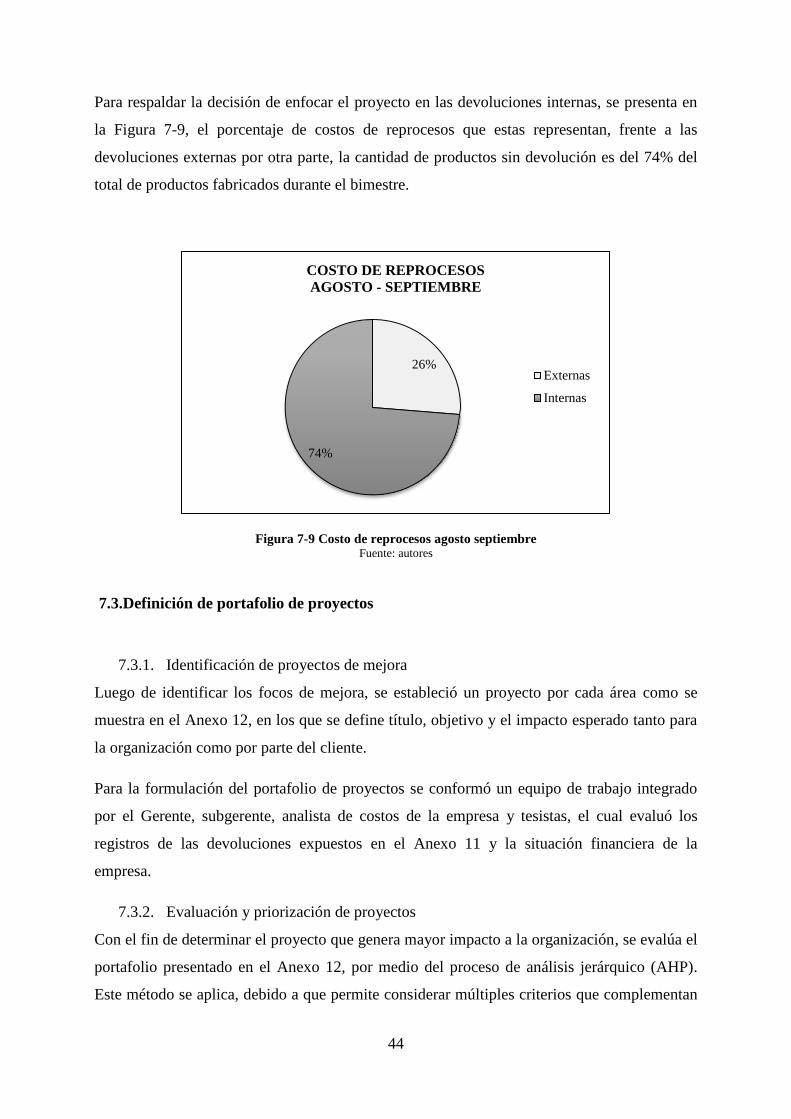
44
Para respaldar la decisión de enfocar el proyecto en las devoluciones internas, se presenta en
la Figura 7-9, el porcentaje de costos de reprocesos que estas representan, frente a las
devoluciones externas por otra parte, la cantidad de productos sin devolución es del 74% del
total de productos fabricados durante el bimestre.
Figura 7-9 Costo de reprocesos agosto septiembre Fuente: autores
7.3.Definición de portafolio de proyectos
7.3.1. Identificación de proyectos de mejora
Luego de identificar los focos de mejora, se estableció un proyecto por cada área como se
muestra en el Anexo 12, en los que se define título, objetivo y el impacto esperado tanto para
la organización como por parte del cliente.
Para la formulación del portafolio de proyectos se conformó un equipo de trabajo integrado
por el Gerente, subgerente, analista de costos de la empresa y tesistas, el cual evaluó los
registros de las devoluciones expuestos en el Anexo 11 y la situación financiera de la
empresa.
7.3.2. Evaluación y priorización de proyectos
Con el fin de determinar el proyecto que genera mayor impacto a la organización, se evalúa el
portafolio presentado en el Anexo 12, por medio del proceso de análisis jerárquico (AHP).
Este método se aplica, debido a que permite considerar múltiples criterios que complementan
26%
74%
COSTO DE REPROCESOS
AGOSTO - SEPTIEMBRE
Externas
Internas
45
el análisis del numeral 7.2.3 para la evaluación y toma de decisiones a través de juicios
subjetivos de un grupo de expertos y así confirmar lo establecido en el análisis de Pareto.
Para ello se establecieron los criterios ilustrados en la Tabla 7-5, los cuales resumen las
características mínimas que debe tener el proyecto seleccionado para la ejecución.
Tabla 7-5 Criterios para la selección de proyectos
Fuente: Autores
Adicionalmente, para la selección y priorización del trabajo a realizar, se presentan en la
Tabla 7-6 las diferentes alternativas consideradas en el portafolio de proyectos.
Tabla 7-6 Alternativas de proyectos a seleccionar
Fuente: Autores
Luego del desarrollo de la técnica AHP, se obtuvo que el criterio con mayor peso de
ponderación o grado de importancia es aumentar la calidad del producto y a su vez la
alternativa seleccionada es el proyecto titulado “Disminución en las devoluciones de producto
en el proceso de pintura”, como se observa en la Figura 7-10.
No. CRITERIO ABREVIATURA
1 Disminución del tiempo de reproceso DTR
2 Satisfacción del cliente SC
3 Disminución de costos de mala calidad DC
4 Aumentar la Calidad del Producto AC
5 Alta frecuencia de errores AFE
No. PROYECTOS LEAN SIX SIGMA ABREVIATURA
1Disminución de las devoluciones de
producto en el proceso de pintura DVP
2Disminución de las devoluciones de
producto en el proceso de lacadoDVL
3Disminución de las devoluciones de
producto en el proceso de almacenamientoDVA
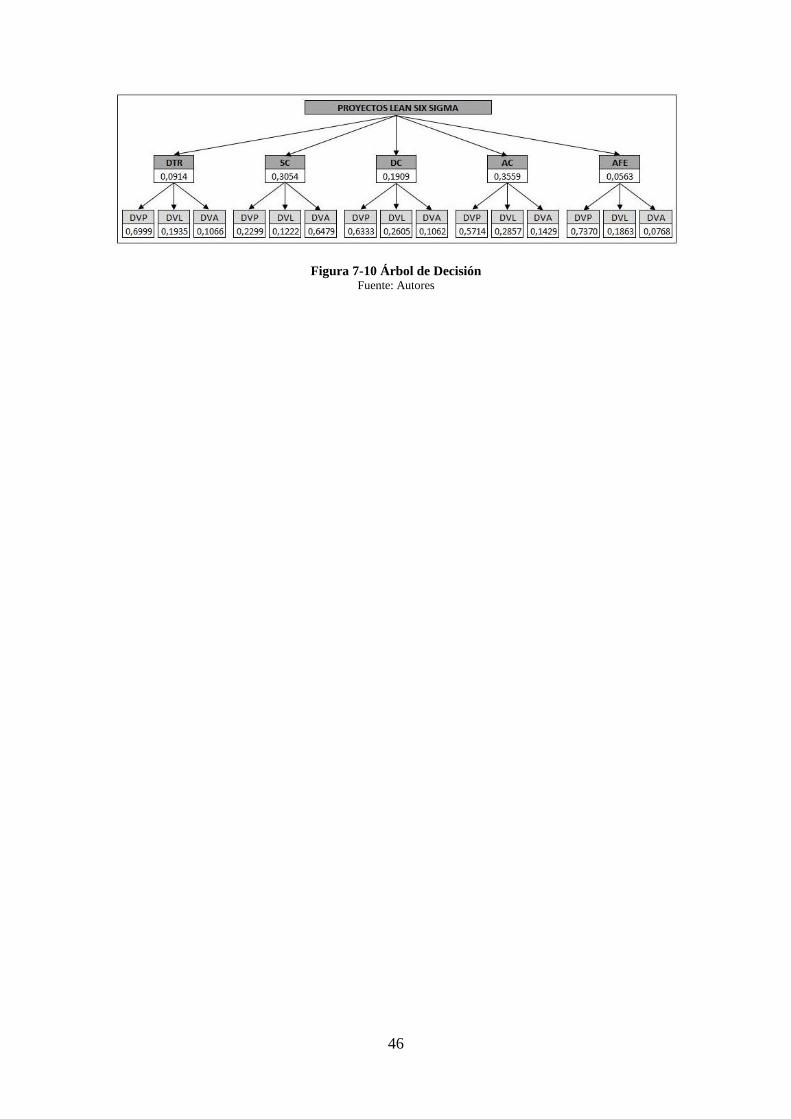
46
Figura 7-10 Árbol de Decisión Fuente: Autores

47
8. CAPÍTULO V: FASE 2 (EJECUCIÓN)
8.1. Caracterización del proyecto
8.1.1. Project Charter
Para caracterizar el proyecto seleccionado, se analizó la información de las devoluciones en el
proceso de pintura, así como el impacto económico generado en la organización. Para ello se
realizó el Project Charter como se muestra en la Tabla 8-1, en el que se definen los
lineamientos y las actividades a seguir durante el desarrollo del proyecto.
Tabla 8-1 Project Charter
Área
Proceso
Producto-Servicio
Actual: 48,16%
Métricas Financieras
Objetivo: $154.082 COP mensual
Actual: $15.254.122 COP mensual
Costos de mala calidad por error en pintura ($74.268 COP por cada unidad que se reprocesa).
Ahorro Proyectado Ahorro representado en $372.051 COP por unidad reprocesada, significando $15.254.122 COP Mensual.
2. Equipo del Proyecto
Personal de Apoyo Colaboradores Producción
Black Belt Heriberto Alexander Felizzola Jiménez
Rol Green Belt Johanna Alexandra Rodríguez Rativa, Mayra Yesenia Rodríguez Cortes
% devolución por defectos en pintura (semanal)
Objetivo: 1.00%
3. Métricas del Proyecto
Métricas Operacionales
Rol Champion Gerente General: Julio Cesar Cortes Buitrago
Impacto en la Empresa
Impacto al Cliente
Foco de
Mejora
ObjetivoReducir el porcentaje de devoluciones debido a defectos en pintura de los muebles del 48,16% al 1%, a través de la mejora en
el proceso de pintura.
AlcanceEste proyecto pretende abordar la problemática presentada en el proceso de pintura de los muebles, por los continuos
reprocesos que se presentan, debido al deficiente proceso de aplicación de la pintura. Para lo cual se busca proponer
estrategias de mejora en el proceso.
a) Reducción de los reprocesos para corregir defectos de pintura.
b) Disminución en los costos de material (pintura) y mano de obra para corregir el defecto
Disminución de las quejas de los clientes por mala calidad en el producto debido a errores en el proceso de pintura.
Producción
Pintura
Muebles linea hogar, fabricados en madera
Project Charter1. Identificación del Proyecto
Título/PropósitoDISMINUCIÓN DE LAS DEVOLUCIONES DE PRODUCTO EN EL PROCESO DE PINTURA EN LA
EMPRESA JC MUEBLES
Declaración del Problema
En el proceso de pintura de la empresa JC Muebles, se generan niveles altos de devoluciones rep resentado el 32,04% del
total de las devoluciones internas, donde actualmente la empresa produce un promedio de 500 muebles mensuales, lo cual
representaría un promedio de 161 unidades defectuosas por mes. Este problema de calidad genera un impacto en los costos
de reproceso para la empresa de aproximadamente $15.408.205 COP mensuales, la empresa ha fijado reducir las
devoluciones por este concepto al 1% , lo cual generaría un ahorro en los costos de mala calidad de aproximadamente
$15.254.122 COP mensuales y $183.049.469 COP anuales.

48
Actividades Herramientas Inicio – Fin Responsable
Johanna Rodríguez
Mayra Rodríguez
Johanna Rodríguez
Mayra Rodríguez
Johanna Rodríguez
Mayra Rodríguez
-Análisis del Sistema de Medición. Johanna Rodríguez
-Desempeño Actual del proceso. Mayra Rodríguez
-Capacidad Potencial del proceso. Johanna Rodríguez
-Cálculo de Z, DPMO. Mayra Rodríguez
Johanna Rodríguez
Mayra Rodríguez
-Prueba de Hipótesis Johanna Rodríguez
-ANOVA Mayra Rodríguez
-AHP Johanna Rodríguez
-Análisis de PARETO Mayra Rodríguez
Johanna Rodríguez
Mayra Rodríguez
-DOE Johanna Rodríguez
-Simulación Mayra Rodríguez
-Cartas de control Johanna Rodríguez
- Gerencia Visual Mayra Rodríguez
Johanna Rodríguez
Mayra Rodríguez
5. Aprobación del Proyecto
Definir
Medir
4. Cronograma del Proyecto
Duración 6 Meses contemplando 1 mes de holgura
Fecha de Inicio 1 de Agosto de 2015
Fecha de Finalización 1 de Marzo de 2016
Fases
Analizar proceso de Manejo
de la mercancía
Definir mecanismos de
seguimiento y control
Informe de cierre del proyectoCierre del proyecto
Controlar
Priorizar Causas
Definir acciones de mejora Plan de seguimiento del proyecto
Simular acciones de mejora
Mejorar
Analizar Validar causas
Definir plan de recolección
de datos y línea base
Identificación de Causas Diagrama Causa - Efecto
Caracterización del proyecto. Project Charter
Mapa del ProcesoAnálisis del proceso
Reconocimiento de Variables Diagrama de Flujo – SIPOC
Inicio: 01/08/2015
Fin: 30/09/2015
Inicio: 01/10/2015
Fin: 31/12/2015
Inicio: 21/01/2016
Fin: 12/02/2016
Inicio: 21/02/2016
Fin: 01/03/2016
Inicio: 13/02/2016
Fin: 20/02/2016
Inicio: 15/12/2015
Fin: 20/01/2016
8.1.2. Definición de variables y métricas del proceso
Para la definición de las variables y métricas del proceso de pintura fue necesario analizar los
diferentes procedimientos realizados en esta área y establecer el mapa de procesos del área de
pintura mostrado en el Anexo 13. En conclusión, las variables de estudio son:
Maquinaria para el proceso de pintura (lijadora orbital, compresor)
Tiempos de reproceso
Ergonomía
Mantenimiento de equipo de pintura (soplete de pintura)
Conocimiento y experiencia del trabajador de pintura
Técnica de pintura
Tipos de madera
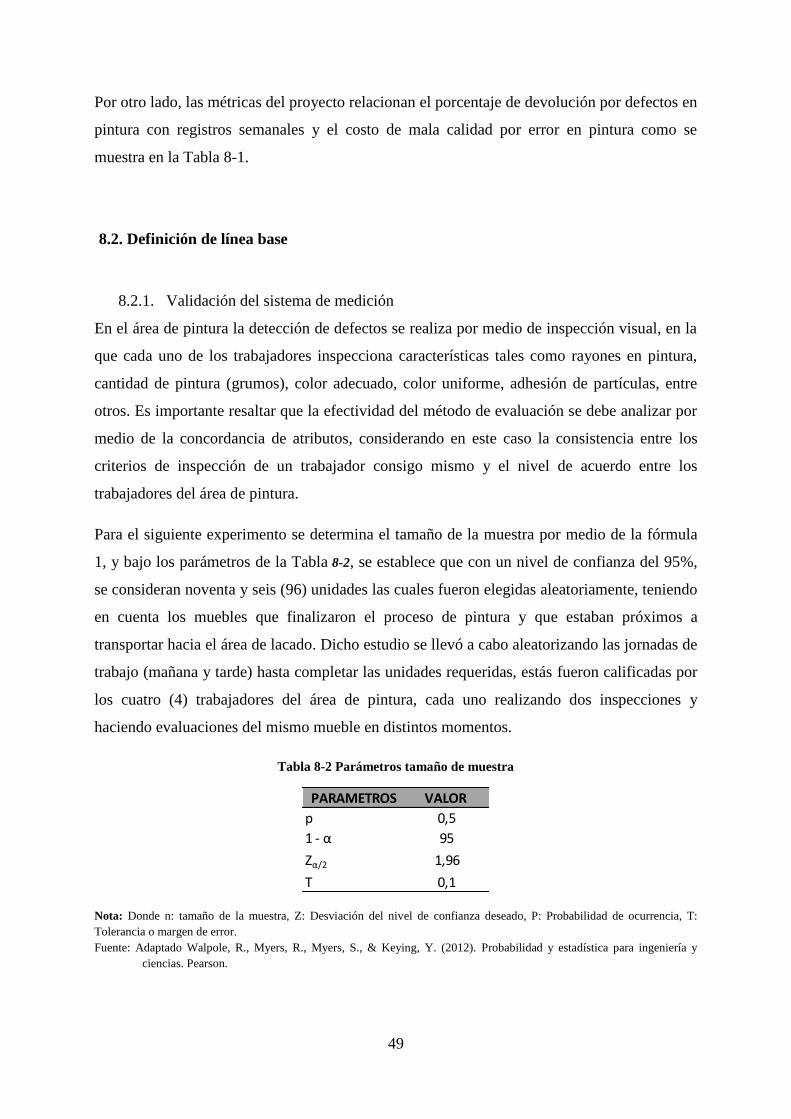
49
Por otro lado, las métricas del proyecto relacionan el porcentaje de devolución por defectos en
pintura con registros semanales y el costo de mala calidad por error en pintura como se
muestra en la Tabla 8-1.
8.2. Definición de línea base
8.2.1. Validación del sistema de medición
En el área de pintura la detección de defectos se realiza por medio de inspección visual, en la
que cada uno de los trabajadores inspecciona características tales como rayones en pintura,
cantidad de pintura (grumos), color adecuado, color uniforme, adhesión de partículas, entre
otros. Es importante resaltar que la efectividad del método de evaluación se debe analizar por
medio de la concordancia de atributos, considerando en este caso la consistencia entre los
criterios de inspección de un trabajador consigo mismo y el nivel de acuerdo entre los
trabajadores del área de pintura.
Para el siguiente experimento se determina el tamaño de la muestra por medio de la fórmula
1, y bajo los parámetros de la Tabla 8-2, se establece que con un nivel de confianza del 95%,
se consideran noventa y seis (96) unidades las cuales fueron elegidas aleatoriamente, teniendo
en cuenta los muebles que finalizaron el proceso de pintura y que estaban próximos a
transportar hacia el área de lacado. Dicho estudio se llevó a cabo aleatorizando las jornadas de
trabajo (mañana y tarde) hasta completar las unidades requeridas, estás fueron calificadas por
los cuatro (4) trabajadores del área de pintura, cada uno realizando dos inspecciones y
haciendo evaluaciones del mismo mueble en distintos momentos.
Tabla 8-2 Parámetros tamaño de muestra
Nota: Donde n: tamaño de la muestra, Z: Desviación del nivel de confianza deseado, P: Probabilidad de ocurrencia, T:
Tolerancia o margen de error.
Fuente: Adaptado Walpole, R., Myers, R., Myers, S., & Keying, Y. (2012). Probabilidad y estadística para ingeniería y
ciencias. Pearson.
PARAMETROS VALOR
p 0,5
1 - α 95
Zα/2 1,96
T 0,1

50
Con base en los datos obtenidos ilustrados en el Anexo 14, se concluye que los cuatro (4)
operadores en el área de pintura presentan diferencias entre sus calificaciones respecto a la
calidad de los muebles, como se muestra en la Figura 8-1, en donde el operario que difiere en
mayor proporción con respecto a sus colegas es el número dos (2) debido a que el porcentaje
de respuestas que coincidieron es menor al 80%, seguido del operario número tres (3) que
alcanza una coincidencia menor del 90%, por otro lado, en cuanto a los colaboradores uno (1)
y cuatro (4) existe una concordancia adecuada de sus valoraciones en los muebles.
Figura 8-1Concordancia de atributos entre evaluadores Fuente: Autores
Seguidamente se observa que, de noventa y seis (96) muebles inspeccionados por cada
colaborador, el primero y el cuarto, tiene una concordancia consigo mismo de ochenta y
cuatro (84) muebles, es decir el 87.50%, seguidos del tercer operario, este coincide en el
79.17% de sus propias calificaciones y el segundo colaborador en el 65.63%, como se observa
en el Anexo 15, lo que indica la importancia de establecer un parámetro de evaluación de
características de calidad en pintura de tal manera que se eviten estos niveles de desacuerdo
entre una y otra calificación.
Posteriormente se analiza el índice de Kappa de Fleiss con el fin de determinar la
confiabilidad del sistema de medición, en el que se obtuvo que el colaborador número dos (2)
está por debajo del promedio de sus colegas, es decir, que su índice Kappa de 0.27 refleja la
necesidad de mejorar el sistema de medición, este resultado se confirma con el índice del
operador número cuatro (4) debido a que a pesar de que su índice es el mayor con respecto a

51
los otros, este muestra la necesidad de reestructurar el sistema de medición en el área de
pintura.
Continuando con el estudio de concordancia se analiza el comportamiento del sistema de
medición entre operarios, como se muestra en el Anexo 16, en el que se obtuvo que de los
noventa y seis (96) muebles inspeccionados los cuatro colaboradores coinciden en treinta y
siete (37) observaciones representando el 38.54%, de igual manera el índice Kappa indica que
se requieren mejoras en el sistema de medición para decidir si el mueble se encuentra
defectuoso o no.
8.2.2. Definición de línea base
Con el fin de describir el desempeño y la capacidad del proceso de pintura, se tiene en cuenta
el registro de los muebles inspeccionados, contra los muebles defectuosos como se muestra en
el Anexo 17, con los que se verifican los supuestos de normalidad, independencia y
homocedasticidad en Figura 8-2.
Figura 8-2 Capacidad del proceso Fuente: Autores
52
De acuerdo al resultado obtenido en la Figura 8-2, se observa que el índice de partes por
millón de defectuosos (DPMO/PPM) es de 320352, es decir que el rendimiento del proceso se
encuentra en 67.96% aproximadamente, con un nivel sigma de largo plazo (ZL) de 0,46 y de
corto plazo (ZC) de 1,96.
Por otro lado, se afirma que los datos recolectados para el cálculo de la línea base son
suficientes, debido a que estos se estabilizan cerca del 32.04%, que es el porcentaje de
muebles inconformes en la muestra.
8.3.Identificación de causa raíz
Luego de establecer la línea base y conocer la situación actual del proceso de pintura es
necesario identificar, analizar y validar las causas que generan problemas de calidad, debido a
que su correcta evaluación permitirá un adecuado desarrollo en la fase de formulación de
estrategias de mejora.
Para tal fin se hace uso de las herramientas de análisis de Pareto y diagramas de Ishikawa,
debido a que permiten el adecuado análisis de las potenciales causas que generan altos índices
de devoluciones en el área de pintura.
8.3.1. Identificación de causas
Para identificar las potenciales causas del problema de devoluciones en el área de pintura se
realiza una estratificación de cada una de ellas teniendo en cuenta las devoluciones
directamente generadas en el puesto de trabajo.
Dando paso al análisis requerido, se realiza una recolección de datos de las devoluciones
internas, estratificándolas por defecto específico como se muestra en el Anexo 18, en donde
se presentan nueve (9) tipos de defecto diferentes. En el caso de la categoría otros esta agrupa
errores adicionales tales como tiempo inadecuado de secado, adhesión de partículas, marcas
superficiales en la pintura, chorreaduras, cuarteamiento, falta de extensibilidad, arrugamiento
y velado, en la Figura 8-3 se observa que el 81.22% del total de los defectos se centra en
rayones en pintura, error en la cantidad de pintura (grumos) y color no adecuado.

53
Figura 8-3 Análisis de Pareto para devoluciones pintura Fuente: Autores
Por otro lado, teniendo en cuenta el costo de reproceso que se genera por tipo de defecto, se
plantea un análisis de Pareto, como se muestra en la Figura 8-4, en el que se confirma que los
errores con mayor impacto para la organización son rayones en pintura, error en la cantidad
de pintura (grumos) y color no adecuado, representando el 45.89%, 19.47% y 16.39% del
total de las devoluciones respectivamente.
El Anexo 19 muestra el costo que representa cada uno de los defectos, permitiendo inferir que
el 81.76% de los errores considerados en el área de pintura significan $48823014 COP
trimestral, debido a que en el cálculo de tamaño de la muestra por medio de la fórmula 1 se
determina que con un nivel de confianza de 92% los días de estudio son 77 que coincide con
el periodo de laboral de la empresa durante los meses de octubre, noviembre y diciembre del
año 2015.
Rayones
en pintura
Error en
la
cantidad
de pintura
(Grumos)
Color no
adecuado
Color no
uniforme
Punteado
de aguja
Curado
deficiente
Soplos de
pinturaFogueo Otros
EVENTOS 97 54 48 20 6 4 3 2 11
% ACUMULADO 40 62 81 89 92 93 95 96 100
0
20
40
60
80
100
0
50
100
150
200
PARETO DEVOLUCIONES PINTURA

54
Figura 8-4 Registro de devoluciones por costo en pintura Fuente: Autores
En la Tabla 8-3 se presenta la descripción de las principales causas que generan devoluciones
en el área de pintura, en cada caso se muestra una representación gráfica.
Tabla 8-3 Descripción de defectos en pintura
Fuente: Autores
Rayones
en
pintura
Error en
la
cantidad
de
pintura
(Grumos
)
Color no
adecuad
o
Color no
uniform
e
Puntead
o de
aguja
Tiempo
inadecua
do de
secado
Adhesió
n de
partícula
s
Soplos
de
pintura
Otros
COSTO $27.406.5 $11.628.2 $9.788.19 $4.494.46 $1.825.69 $1.387.62 $722.285 $647.264 $1.814.44
% ACUMULADO 45,90% 65,37% 81,76% 89,29% 92,34% 94,67% 95,88% 96,96% 100,00%
0%
20%
40%
60%
80%
100%
$0
$10.000.000
$20.000.000
$30.000.000
$40.000.000
$50.000.000
PARETO DEVOLUCIONES PINTURA - COSTO
PRINCIPALES CAUSAS DE DEVOLUCIÓN
COLOR NO ADECUADO
Este defecto hace referencia a las
rayas que se presentan en la
superficie del mueble y que no
hacen parte de las fibras de la
madera, estas se reconocen por
que poseen profundidad.
Los grumos de pintura son
pequeñas masas compactas que
generalmente sobresalen de la
superficie del mueble, es decir, que
esta pierde su homogeneidad.
Esta imperfección se refiere a la
diferencia de color que presenta la
muestra pactada con el cliente, y el
color final del mueble.
RAYONES EN PINTURA ERROR EN LA CANTIDAD DE
PINTURA (GRUMOS)

55
8.3.2. Análisis de causas
Luego de identificar las tres principales causas de devolución interna, se constituye un equipo
de trabajo con el subgerente, el analista de costos y el supervisor del área de pintura, con el fin
de identificar las causas raíz en cada uno de los defectos por medio de lluvias de ideas, que
luego se sintetizan en diagramas de Ishikawa, que clasifican las causas en seis categorías,
como se muestra en las Figura 8-5, Figura 8-6 y Figura 8-7.
Figura 8-5 Diagrama de Ishikawa - Rayones en pintura Fuente: Autores
Figura 8-6 Diagrama de Ishikawa - Error en la cantidad de pintura (Grumos) Fuente: Autores
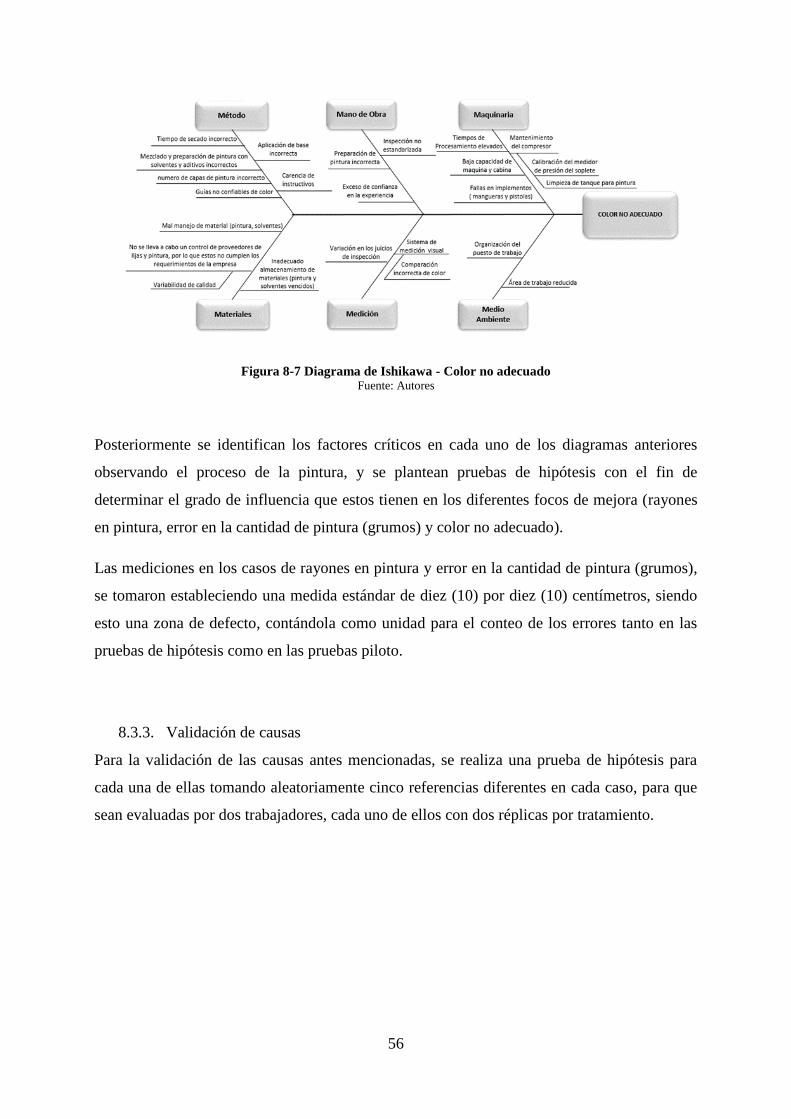
56
Figura 8-7 Diagrama de Ishikawa - Color no adecuado Fuente: Autores
Posteriormente se identifican los factores críticos en cada uno de los diagramas anteriores
observando el proceso de la pintura, y se plantean pruebas de hipótesis con el fin de
determinar el grado de influencia que estos tienen en los diferentes focos de mejora (rayones
en pintura, error en la cantidad de pintura (grumos) y color no adecuado).
Las mediciones en los casos de rayones en pintura y error en la cantidad de pintura (grumos),
se tomaron estableciendo una medida estándar de diez (10) por diez (10) centímetros, siendo
esto una zona de defecto, contándola como unidad para el conteo de los errores tanto en las
pruebas de hipótesis como en las pruebas piloto.
8.3.3. Validación de causas
Para la validación de las causas antes mencionadas, se realiza una prueba de hipótesis para
cada una de ellas tomando aleatoriamente cinco referencias diferentes en cada caso, para que
sean evaluadas por dos trabajadores, cada uno de ellos con dos réplicas por tratamiento.
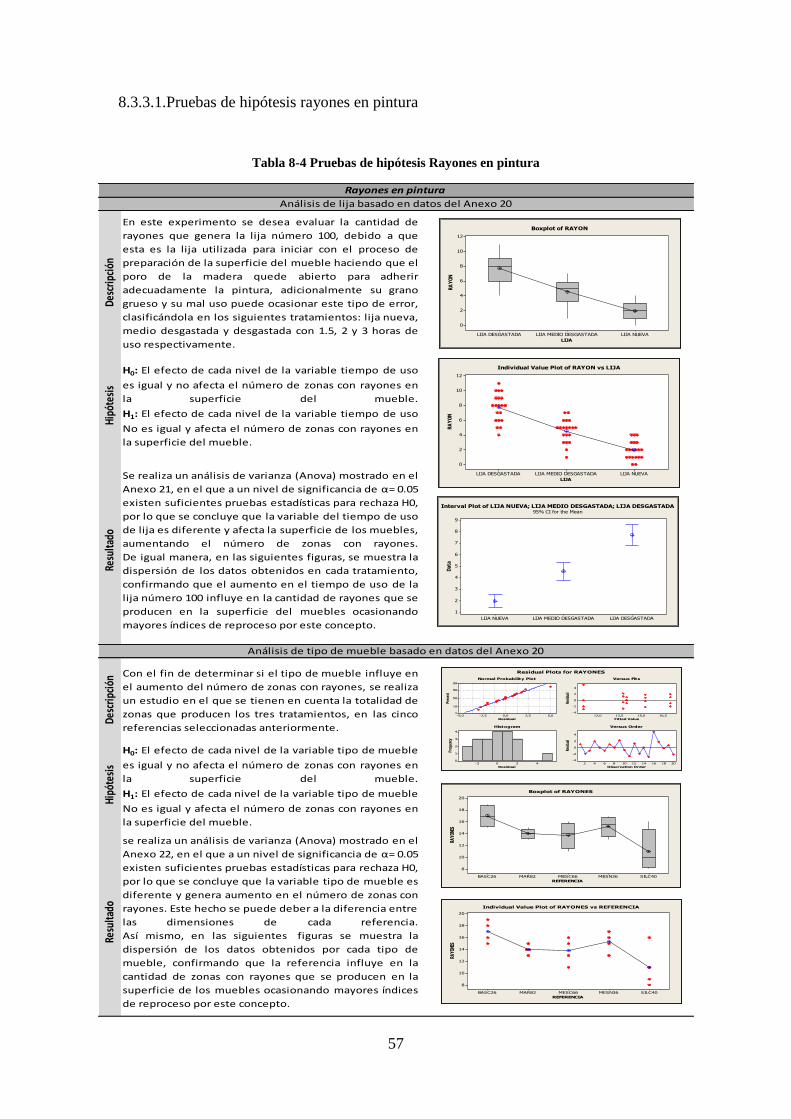
57
8.3.3.1.Pruebas de hipótesis rayones en pintura
Tabla 8-4 Pruebas de hipótesis Rayones en pintura
Desc
ripci
ón
En este experimento se desea evaluar la cantidad de
rayones que genera la lija número 100, debido a que
esta es la lija utilizada para iniciar con el proceso de
preparación de la superficie del mueble haciendo que el
poro de la madera quede abierto para adherir
adecuadamente la pintura, adicionalmente su grano
grueso y su mal uso puede ocasionar este tipo de error,
clasificándola en los siguientes tratamientos: lija nueva,
medio desgastada y desgastada con 1.5, 2 y 3 horas de
uso respectivamente.
Hipó
tesi
s
H0: El efecto de cada nivel de la variable tiempo de uso
es igual y no afecta el número de zonas con rayones en
la superficie del mueble.
H1: El efecto de cada nivel de la variable tiempo de uso
No es igual y afecta el número de zonas con rayones en
la superficie del mueble.
Resu
ltado
Se realiza un análisis de varianza (Anova) mostrado en el
Anexo 21, en el que a un nivel de significancia de α= 0.05
existen suficientes pruebas estadísticas para rechaza H0,
por lo que se concluye que la variable del tiempo de uso
de lija es diferente y afecta la superficie de los muebles,
aumentando el número de zonas con rayones.
De igual manera, en las siguientes figuras, se muestra la
dispersión de los datos obtenidos en cada tratamiento,
confirmando que el aumento en el tiempo de uso de la
lija número 100 influye en la cantidad de rayones que se
producen en la superficie del muebles ocasionando
mayores índices de reproceso por este concepto.
Desc
ripci
ón
Con el fin de determinar si el tipo de mueble influye en
el aumento del número de zonas con rayones, se realiza
un estudio en el que se tienen en cuenta la totalidad de
zonas que producen los tres tratamientos, en las cinco
referencias seleccionadas anteriormente.
Hipó
tesi
s
H0: El efecto de cada nivel de la variable tipo de mueble
es igual y no afecta el número de zonas con rayones en
la superficie del mueble.
H1: El efecto de cada nivel de la variable tipo de mueble
No es igual y afecta el número de zonas con rayones en
la superficie del mueble.
Resu
ltado
se realiza un análisis de varianza (Anova) mostrado en el
Anexo 22, en el que a un nivel de significancia de α= 0.05
existen suficientes pruebas estadísticas para rechaza H0,
por lo que se concluye que la variable tipo de mueble es
diferente y genera aumento en el número de zonas con
rayones. Este hecho se puede deber a la diferencia entre
las dimensiones de cada referencia.
Así mismo, en las siguientes figuras se muestra la
dispersión de los datos obtenidos por cada tipo de
mueble, confirmando que la referencia influye en la
cantidad de zonas con rayones que se producen en la
superficie de los muebles ocasionando mayores índices
de reproceso por este concepto.
Rayones en pintura
Análisis de lija basado en datos del Anexo 20
Análisis de tipo de mueble basado en datos del Anexo 20
LIJA NUEVALIJA MEDIO DESGASTADALIJA DESGASTADA
12
10
8
6
4
2
0
LIJA
RA
YO
N
Boxplot of RAYON
LIJA NUEVALIJA MEDIO DESGASTADALIJA DESGASTADA
12
10
8
6
4
2
0
LIJA
RA
YO
N
Individual Value Plot of RAYON vs LIJA
LIJA DESGASTADALIJA MEDIO DESGASTADALIJA NUEVA
9
8
7
6
5
4
3
2
1
Da
ta
Interval Plot of LIJA NUEVA; LIJA MEDIO DESGASTADA; LIJA DESGASTADA95% CI for the Mean
SILC40MESN36MESC66MAR82BASC26
20
18
16
14
12
10
8
REFERENCIA
RAYO
NES
Boxplot of RAYONES
SILC40MESN36MESC66MAR82BASC26
20
18
16
14
12
10
8
REFERENCIA
RAYO
NES
Individual Value Plot of RAYONES vs REFERENCIA
5,02,50,0-2,5-5,0
99
90
50
10
1
Residual
Perc
ent
16,515,013,512,0
4
2
0
-2
-4
Fitted Value
Resi
dual
420-2
4
3
2
1
0
Residual
Freq
uenc
y
2018161412108642
4
2
0
-2
-4
Observation Order
Resi
dual
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for RAYONES

58
Des
crip
ción
Se desea determinar si el operario influye en el
aumento del número de zonas con rayones presentes en
la superficie de los muebles, por lo que se realiza un
estudio teniendo en cuenta la totalidad de zonas que
producen los tres tratamientos, en las diez (10) réplicas
de cada uno de los operarios.
Hip
ótes
is
H0: El efecto de cada nivel de la variable operario es
igual y no afecta el número de zonas con rayones en la
superficie del mueble.
H1: El efecto de cada nivel de la variable operario No es
igual y afecta el número de zonas con rayones en la
superficie del mueble.
Resu
ltad
o
Se realiza un análisis de medias (prueba 2T) mostrado en
el Anexo 23, en el que a un nivel de significancia de α=
0.05 existen suficientes pruebas estadísticas para
aceptar H0, es decir que la variable operario es igual y no
genera aumento en el número de zonas con rayones.
De igual modo, en las siguientes figura se muestra la
dispersión de los datos obtenidos por cada operario,
confirmando que el trabajador no influye en la cantidad
de zonas con rayones que se producen en la superficie
de los muebles.
Análisis de operario basado en datos del Anexo 20
Fuente: Autores
8.3.3.2.Pruebas de hipótesis error en la cantidad de pintura
Tabla 8-5 Pruebas de hipótesis Error en la cantidad de pintura (grumos)
Des
crip
ción
En este caso, se desea determinar si la técnica de
pintura, que se compone de la distancia a la que se
aplican las capas y el movimiento de la boquilla del
soplete, influye en el aumento del número de zonas con
grumos de pintura presentes en la superficie de los
muebles. Por lo que se realizan dos estudios, el primero
teniendo en cuenta la totalidad de zonas con grumos
que se producen con el movimiento de la boquilla del
soplete, y el segundo considerando las zonas con
grumos que se producen al variar la distancia de
aplicación de las capas.
Error en la cantidad de pintura (grumos)
Análisis tecnica basado en datos del Anexo 24
NO SI
N° Grumos depintura
56 9
Porcentaje (%) 0,861538462 0,138461538
00,20,40,60,81
0
20
40
60
GR
UM
OS
TÉCNICA Vs GRUMOS

59
Hip
ótes
is
H01: El efecto de cada nivel de la variable movimiento de
boquilla es igual y no afecta el número de zonas con
grumos de pintura en la superficie del mueble.
H11: El efecto de cada nivel de la variable movimiento de
boquilla No es igual y afecta el número de zonas con
grumos de pintura en la superficie del mueble.
H02: El efecto de cada nivel de la variable distancia es
igual y no afecta el número de zonas con grumos de
pintura en la superficie del mueble.
H12: El efecto de cada nivel de la variable distancia No es
igual y afecta el número de zonas con grumos de pintura
en la superficie del mueble.
Resu
ltad
o
En base a los resultados obtenidos en el Anexo 25, se
concluye que existen suficientes pruebas estadísticas
para rechazar H01 y H02, es decir que la variable técnica
de aplicación de pintura es diferente y afecta la
superficie de los muebles, aumentando el número de
zonas con grumos.
De la misma forma, en las figuras, se muestra el
comportamiento de los datos para cada nivel de la
técnica, confirmando que la técnica influye en la
cantidad de zonas con grumos que se producen en la
superficie de los muebles. Debido a que la falta de
movimiento de la boquilla mientras se aplica la pintura
ocasiona el 86.15% del total de las zonas con grumos
producidas en el experimento. Así mismo, al considerar
la variación de la distancia frente al parámetro adecuado
de 25 cm, se observa que al disminuir la longitud que
separa la boquilla del soplete de la superficie del
mueble aumenta el número de zonas con grumos en
esté. En caso contrario, si se aumenta la longitud por
encima de 25 cm el tipo de error cambia, siendo esté
defecto color no uniforme. Por esta razón, distancias
superiores no se toman en cuenta en este caso.
Des
crip
ción Para determinar si el operario influye en el aumento del
número zonas con grumos de pintura presentes en la
superficie de los muebles, se evalua la técnica
(movimiento de boquilla y distancia) por operario.
Hip
ótes
is
H01: El efecto de cada nivel de la variable operario -
movimiento de boquilla es igual y no afecta el número
de zonas con grumos de pintura en la superficie del
mueble.
H11: El efecto de cada nivel de la variable operario -
movimiento de boquilla No es igual y afecta el número
de zonas con grumos de pintura en la superficie del
mueble.
H02: El efecto de cada nivel de la variable operario -
distancia es igual y no afecta el número de zonas con
grumos de pintura en la superficie del mueble.
H12: El efecto de cada nivel de la variable operario -
distancia No es igual y afecta el número de zonas con
grumos de pintura en la superficie del mueble.
Error en la cantidad de pintura (grumos)
Análisis tecnica basado en datos del Anexo 24
Análisis operario basado en datos del Anexo 24
12 13 14 15 18 19 20 22 23 24 25
Muebles (und) 3 3 2 3 1 1 1 1 1 2 2
N° Grumos depintura
16 15 9 8 4 4 4 3 1 1 0
0
5
10
15
20
MU
EB
LE
S
DISTANCIA Vs GRUMOS
12 13 14 15 18 19 20 22 23 24 25
NO 2 3 2 3 1 1 1 0 0 1 0
SI 1 0 0 0 0 0 0 1 1 1 2
0
1
2
3
4
FA
LL
OS
DISTANCIA Vs TÉCNICA
NO SI
OPER 1 17 8
OPER 2 39 1
0
10
20
30
40
50
MU
EB
LE
S
OPERARIO Vs GRUMOS
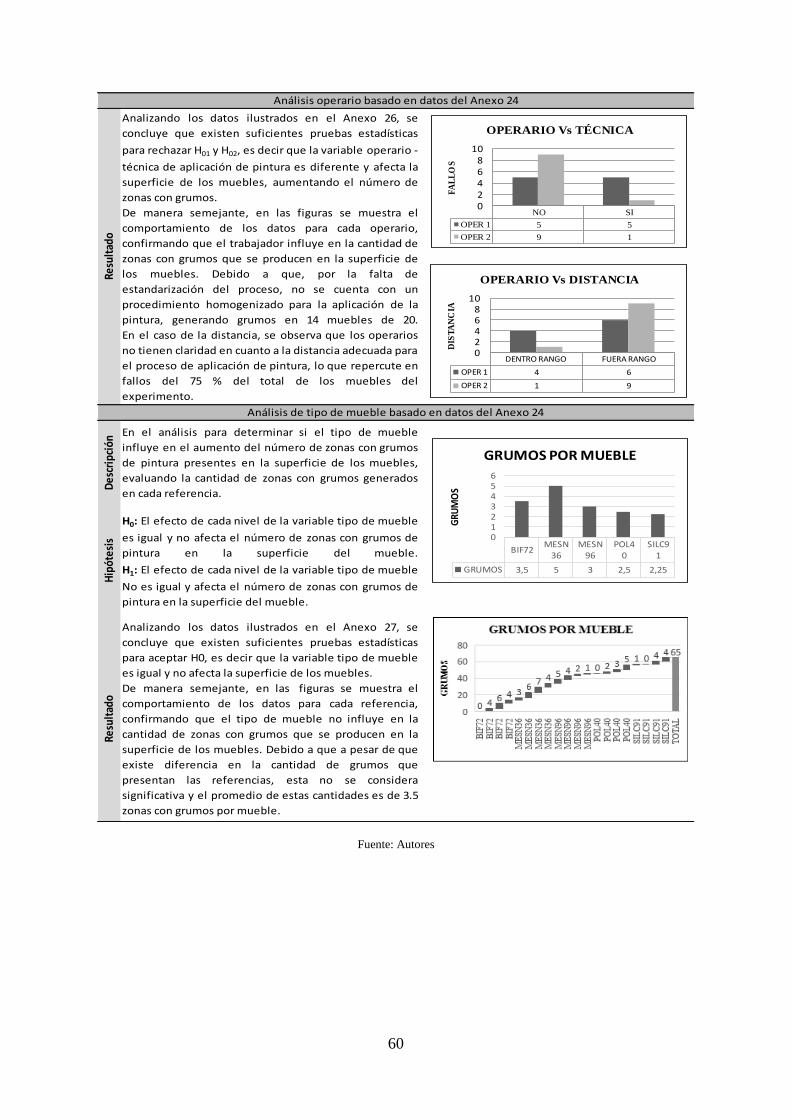
60
Resu
ltad
oAnalizando los datos ilustrados en el Anexo 26, se
concluye que existen suficientes pruebas estadísticas
para rechazar H01 y H02, es decir que la variable operario -
técnica de aplicación de pintura es diferente y afecta la
superficie de los muebles, aumentando el número de
zonas con grumos.
De manera semejante, en las figuras se muestra el
comportamiento de los datos para cada operario,
confirmando que el trabajador influye en la cantidad de
zonas con grumos que se producen en la superficie de
los muebles. Debido a que, por la falta de
estandarización del proceso, no se cuenta con un
procedimiento homogenizado para la aplicación de la
pintura, generando grumos en 14 muebles de 20.
En el caso de la distancia, se observa que los operarios
no tienen claridad en cuanto a la distancia adecuada para
el proceso de aplicación de pintura, lo que repercute en
fallos del 75 % del total de los muebles del
experimento.
Des
crip
ción
En el análisis para determinar si el tipo de mueble
influye en el aumento del número de zonas con grumos
de pintura presentes en la superficie de los muebles,
evaluando la cantidad de zonas con grumos generados
en cada referencia.
Hip
ótes
is
H0: El efecto de cada nivel de la variable tipo de mueble
es igual y no afecta el número de zonas con grumos de
pintura en la superficie del mueble.
H1: El efecto de cada nivel de la variable tipo de mueble
No es igual y afecta el número de zonas con grumos de
pintura en la superficie del mueble.
Resu
ltad
o
Analizando los datos ilustrados en el Anexo 27, se
concluye que existen suficientes pruebas estadísticas
para aceptar H0, es decir que la variable tipo de mueble
es igual y no afecta la superficie de los muebles.
De manera semejante, en las figuras se muestra el
comportamiento de los datos para cada referencia,
confirmando que el tipo de mueble no influye en la
cantidad de zonas con grumos que se producen en la
superficie de los muebles. Debido a que a pesar de que
existe diferencia en la cantidad de grumos que
presentan las referencias, esta no se considera
significativa y el promedio de estas cantidades es de 3.5
zonas con grumos por mueble.
Análisis operario basado en datos del Anexo 24
Análisis de tipo de mueble basado en datos del Anexo 24
NO SI
OPER 1 5 5
OPER 2 9 1
02468
10
FA
LL
OS
OPERARIO Vs TÉCNICA
DENTRO RANGO FUERA RANGO
OPER 1 4 6
OPER 2 1 9
02468
10
DIS
TA
NC
IA
OPERARIO Vs DISTANCIA
BIF72MESN
36MESN
96POL4
0SILC9
1
GRUMOS 3,5 5 3 2,5 2,25
0123456
GRU
MO
SGRUMOS POR MUEBLE
Fuente: Autores

61
8.3.3.3.Pruebas de hipótesis color no adecuado
Tabla 8-6 Pruebas de hipótesis para color no adecuado
Des
crip
ción
se realiza un estudio para el operario del área de
pintura, teniendo en cuenta el número de veces que
estos aciertan en la aplicación del color pactado con el
cliente final. Por otro lado, debido a que la empresa no
cuenta con un proceso estandarizado, se generan
errores por color no adecuado relacionados con la
diferencia entre el tipo de madera utilizado para la
muestra y para la construcción del mueble. De igual
manera se evaluó la técnica de aplicación de pintura
relacionada con la dirección de las fibras de la madera
puesto que esta es una de las principales causas de
devolución interna por color no adecuado.
Hip
ótes
is
H01: El efecto de cada nivel de la variable operario es
igual y no afecta el color del mueble.
H11: El efecto de cada nivel de la variable operario No es
igual y afecta el color del mueble.
H02: El efecto de cada nivel de la variable tipo de madera
es igual y no afecta el color del mueble.
H12: El efecto de cada nivel de la variable tipo de madera
No es igual y afecta el color del mueble.
H03: El efecto de cada nivel de la variable técnica de
aplicación de pintura es igual y no afecta el color del
mueble.
H13: El efecto de cada nivel de la variable técnica de
aplicación de pintura No es igual y afecta el color del
mueble.
Resu
ltad
o
De acuerdo a los resultados obtenidos en el Anexo 29,
se concluye que existen suficientes pruebas estadísticas
para rechazar H01, H02 y H03 es decir, que las variables
operario, tipo de madera y técnica de aplicación de
pintura son diferentes y afectan el color de los muebles,
aumentando el porcentaje de devoluciones internas por
color no adecuado.
Para enfatizar en esta situación, se presentan en las
figuras el comportamiento de los datos para cada
operario, confirmando que el trabajador no presentan
consistencia en el acierto del color de los muebles, en el
que el primer operario cuenta con tan solo el 5% del
total de aciertos de color, lo cual representa un mueble
acorde a las especificaciones del cliente.
En cuanto a la concordancia del tipo de madera de la
muestra de color, con el tipo de madera utilizada para la
fabricación de los muebles, se afirma que estas no
coinciden en el 60% del total de las referencias
estudiadas, hecho que confirma la influencia de este
factor en el porcentaje de devoluciones por color no
adecuado.
Por último, al analizar la técnica de pintura referente a la
coincidencia de la aplicación con la dirección de las
fibras de la madera, se observa que en el 50% de los
datos del estudio, no se cumple con este requisito,
concluyendo así que la técnica es un factor que
contribuye al aumento de las devoluciones internas.
Color no adecuado
Análisis color basado en datos del Anexo 28
OPER 1 OPER 2
NO ADECUADO 9 4
ADECUADO 1 6
02468
10
MU
EB
LE
S
OPERARIO Vs COLOR
ADECUADO
NO SI
NO ADECUADO 12 1
ADECUADO 2 5
0
5
10
15
MU
EB
LE
S
COINCIDE TIPO MADERA Vs
COLOR ADECUADO
NO SI
NO ADECUADO 10 3
ADECUADO 1 6
0
5
10
15
MU
EB
LE
S
TÉCNICA PINTURA Vs COLOR
ADECUADO
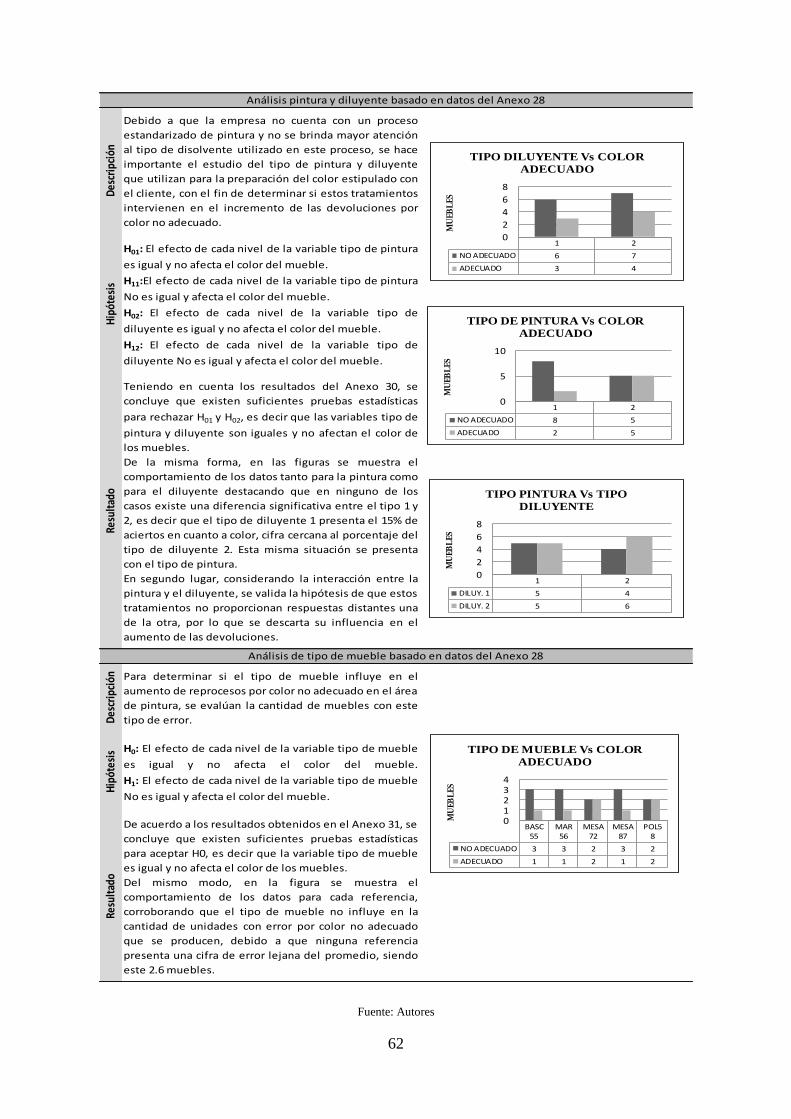
62
Des
crip
ción
Debido a que la empresa no cuenta con un proceso
estandarizado de pintura y no se brinda mayor atención
al tipo de disolvente utilizado en este proceso, se hace
importante el estudio del tipo de pintura y diluyente
que utilizan para la preparación del color estipulado con
el cliente, con el fin de determinar si estos tratamientos
intervienen en el incremento de las devoluciones por
color no adecuado.
Hip
ótes
is
H01: El efecto de cada nivel de la variable tipo de pintura
es igual y no afecta el color del mueble.
H11:El efecto de cada nivel de la variable tipo de pintura
No es igual y afecta el color del mueble.
H02: El efecto de cada nivel de la variable tipo de
diluyente es igual y no afecta el color del mueble.
H12: El efecto de cada nivel de la variable tipo de
diluyente No es igual y afecta el color del mueble.
Resu
ltad
o
Teniendo en cuenta los resultados del Anexo 30, se
concluye que existen suficientes pruebas estadísticas
para rechazar H01 y H02, es decir que las variables tipo de
pintura y diluyente son iguales y no afectan el color de
los muebles.
De la misma forma, en las figuras se muestra el
comportamiento de los datos tanto para la pintura como
para el diluyente destacando que en ninguno de los
casos existe una diferencia significativa entre el tipo 1 y
2, es decir que el tipo de diluyente 1 presenta el 15% de
aciertos en cuanto a color, cifra cercana al porcentaje del
tipo de diluyente 2. Esta misma situación se presenta
con el tipo de pintura.
En segundo lugar, considerando la interacción entre la
pintura y el diluyente, se valida la hipótesis de que estos
tratamientos no proporcionan respuestas distantes una
de la otra, por lo que se descarta su influencia en el
aumento de las devoluciones.
Des
crip
ción Para determinar si el tipo de mueble influye en el
aumento de reprocesos por color no adecuado en el área
de pintura, se evalúan la cantidad de muebles con este
tipo de error.
Hip
ótes
is H0: El efecto de cada nivel de la variable tipo de mueble
es igual y no afecta el color del mueble.
H1: El efecto de cada nivel de la variable tipo de mueble
No es igual y afecta el color del mueble.
Resu
ltad
o
De acuerdo a los resultados obtenidos en el Anexo 31, se
concluye que existen suficientes pruebas estadísticas
para aceptar H0, es decir que la variable tipo de mueble
es igual y no afecta el color de los muebles.
Del mismo modo, en la figura se muestra el
comportamiento de los datos para cada referencia,
corroborando que el tipo de mueble no influye en la
cantidad de unidades con error por color no adecuado
que se producen, debido a que ninguna referencia
presenta una cifra de error lejana del promedio, siendo
este 2.6 muebles.
Análisis pintura y diluyente basado en datos del Anexo 28
Análisis de tipo de mueble basado en datos del Anexo 28
1 2
NO ADECUADO 6 7
ADECUADO 3 4
0
2
4
6
8
MU
EB
LE
S
TIPO DILUYENTE Vs COLOR
ADECUADO
1 2
NO ADECUADO 8 5
ADECUADO 2 5
0
5
10
MU
EB
LE
S
TIPO DE PINTURA Vs COLOR
ADECUADO
1 2
DILUY. 1 5 4
DILUY. 2 5 6
0
2
4
6
8
MU
EB
LE
S
TIPO PINTURA Vs TIPO
DILUYENTE
BASC55
MAR56
MESA72
MESA87
POL58
NO ADECUADO 3 3 2 3 2
ADECUADO 1 1 2 1 2
01234
MU
EB
LE
S
TIPO DE MUEBLE Vs COLOR
ADECUADO
Fuente: Autores

63
8.4.Factores influyentes
Teniendo en cuenta las pruebas de hipótesis realizadas, la Tabla 8-7 resume los factores
influyentes de cada uno de los principales defectos identificados en el área de pintura,
provocando un aumento en las devoluciones generadas en este proceso. Teniendo como
soporte esta información, se procede a la formulación de acciones de mejora.
Tabla 8-7 Resumen pruebas de hipótesis
Fuente: Autores
8.5.Definición de acciones de mejora
8.5.1. Definición de estrategias de mejora
Considerando las causas de los tres principales defectos identificados en el área de pintura, se
plantean las siguientes estrategias de mejora
Mejorar el método de trabajo en el área de pintura
Para el desarrollo de esta estrategia se plantean una serie de acciones de mejora que buscan la
reducción de los tres defectos principales, para el caso de rayones en pintura se establece que
la herramienta utilizada para disminuir las devoluciones internas por este motivo, será un
formato para el abastecimiento de lijas número 100 mostrado en el Anexo 32, en este se
observa la fecha de diligenciamiento, el consecutivo del formato, la hora de inicio y la hora de
cambio a la cual se debe realizar el reemplazo, este tiene como fin restringir el tiempo de uso
de la lija a 1.5 horas independientemente del desgaste de la hoja, esta herramienta debe ser
utilizada exclusivamente por el supervisor de la línea, debido a que de esta manera se
garantiza el uso adecuado y responsable del material.
FOCOS DE MEJORA FACTORES QUE INFLUYEN FACTORES QUE NO INFLUYEN
Tipo de mueble
Tiempo de uso de lija
Operario
Distancia de aplicación de pintura
Boquilla en movimiento
Operario Tipo de diluyente
Coincide tipo de madera Tipo de pintura
Pintura de acuerdo a las fibras de
la madera
Tipo de mueble
Rayones en Pintura Operario
Error en la cantidad
de pintura (grumos)
Color no adecuado
Tipo de mueble

64
Así mismo, para los errores en la cantidad de pintura (grumos) y color no adecuado se
establece como acción de mejora la estandarización de la técnica de aplicación de pintura
utilizando para esto el manual estándar de operación mostrado en el Anexo 33. Para el primer
caso, se hace énfasis en la importancia del movimiento de la boquilla del soplete, debido a
que de esta manera se reduce la cantidad de grumos generados en la superficie del mueble y
para el segundo caso, se resalta la aplicación de la pintura acorde a la dirección de las fibras
de la madera ocasionando una disminución en la devolución de los muebles por color no
adecuado.
De igual manera, este documento contiene la descripción de partes por producto, asociados
por familias, se presenta el listado de herramientas, materiales y equipos y finalmente se
observa la descripción del proceso del área de pintura
Reestructurar el diseño del puesto de trabajo
Esta estrategia se compone inicialmente por el rediseño del puesto de trabajo dentro de la
cabina de aplicación de pintura, que contribuye a la reducción de defectos por errores en la
cantidad de grumos y color no adecuado, utilizando para ello el esquema presentado en la
Figura 8-8. Para el primer caso, se establece la distancia adecuada en la que el trabajador debe
ubicarse, así como el ángulo en el cual debe disponer su brazo para mantener una longitud de
25 cm entre la boquilla del soplete y el mueble.
Figura 8-8 Rediseño del puesto de trabajo Fuente: Autores
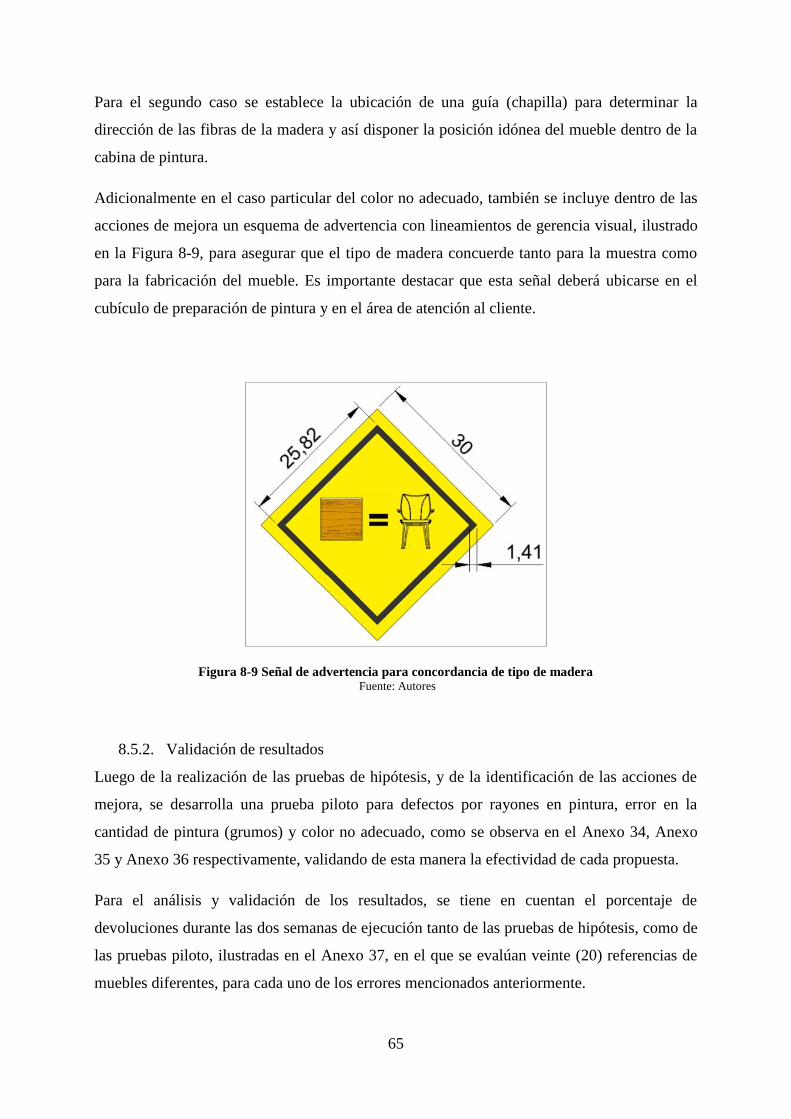
65
Para el segundo caso se establece la ubicación de una guía (chapilla) para determinar la
dirección de las fibras de la madera y así disponer la posición idónea del mueble dentro de la
cabina de pintura.
Adicionalmente en el caso particular del color no adecuado, también se incluye dentro de las
acciones de mejora un esquema de advertencia con lineamientos de gerencia visual, ilustrado
en la Figura 8-9, para asegurar que el tipo de madera concuerde tanto para la muestra como
para la fabricación del mueble. Es importante destacar que esta señal deberá ubicarse en el
cubículo de preparación de pintura y en el área de atención al cliente.
Figura 8-9 Señal de advertencia para concordancia de tipo de madera Fuente: Autores
8.5.2. Validación de resultados
Luego de la realización de las pruebas de hipótesis, y de la identificación de las acciones de
mejora, se desarrolla una prueba piloto para defectos por rayones en pintura, error en la
cantidad de pintura (grumos) y color no adecuado, como se observa en el Anexo 34, Anexo
35 y Anexo 36 respectivamente, validando de esta manera la efectividad de cada propuesta.
Para el análisis y validación de los resultados, se tiene en cuentan el porcentaje de
devoluciones durante las dos semanas de ejecución tanto de las pruebas de hipótesis, como de
las pruebas piloto, ilustradas en el Anexo 37, en el que se evalúan veinte (20) referencias de
muebles diferentes, para cada uno de los errores mencionados anteriormente.
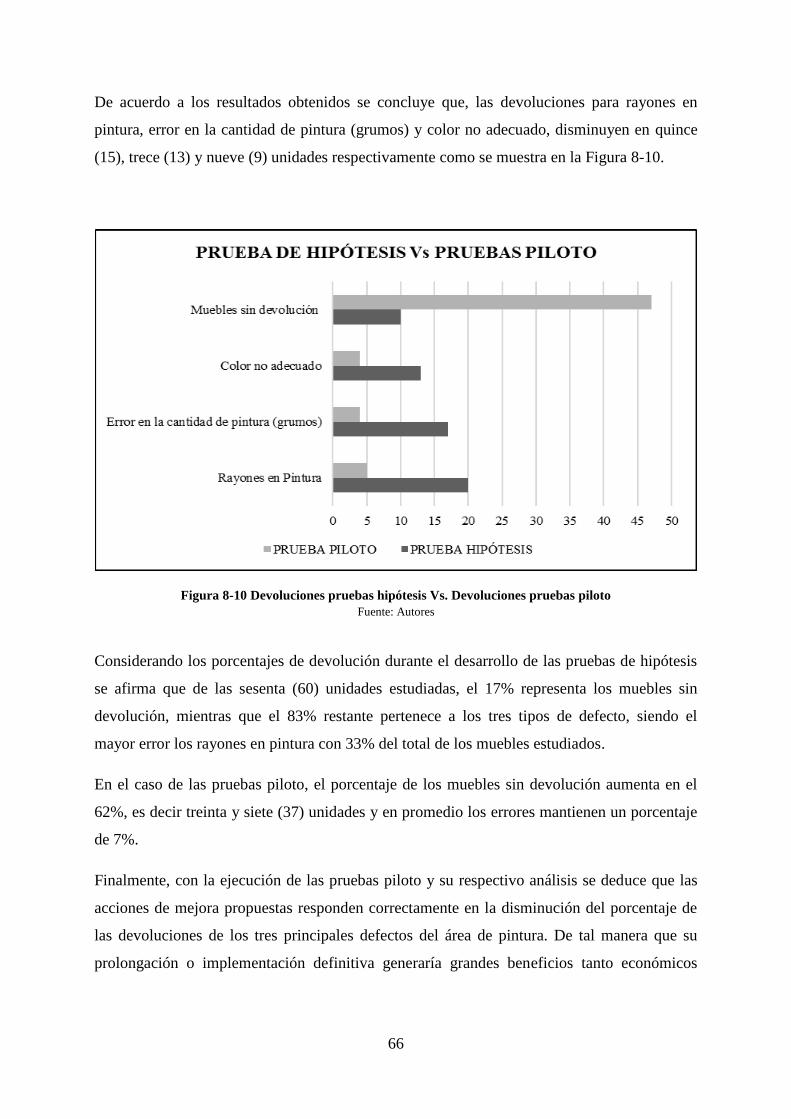
66
De acuerdo a los resultados obtenidos se concluye que, las devoluciones para rayones en
pintura, error en la cantidad de pintura (grumos) y color no adecuado, disminuyen en quince
(15), trece (13) y nueve (9) unidades respectivamente como se muestra en la Figura 8-10.
Figura 8-10 Devoluciones pruebas hipótesis Vs. Devoluciones pruebas piloto
Fuente: Autores
Considerando los porcentajes de devolución durante el desarrollo de las pruebas de hipótesis
se afirma que de las sesenta (60) unidades estudiadas, el 17% representa los muebles sin
devolución, mientras que el 83% restante pertenece a los tres tipos de defecto, siendo el
mayor error los rayones en pintura con 33% del total de los muebles estudiados.
En el caso de las pruebas piloto, el porcentaje de los muebles sin devolución aumenta en el
62%, es decir treinta y siete (37) unidades y en promedio los errores mantienen un porcentaje
de 7%.
Finalmente, con la ejecución de las pruebas piloto y su respectivo análisis se deduce que las
acciones de mejora propuestas responden correctamente en la disminución del porcentaje de
las devoluciones de los tres principales defectos del área de pintura. De tal manera que su
prolongación o implementación definitiva generaría grandes beneficios tanto económicos

67
como en la disminución de tiempos de ciclo en el área de producción. Esto permitiría la
atención a un mayor número de clientes, ofreciendo un producto de buena calidad.
8.6.Mantenimiento y control
8.6.1. Mecanismos de control
Para preservar los beneficios obtenidos a través de las mejoras, se proponen las siguientes
estrategias:
Emplear una gráfica de control P en un tablero acrílico, en la que se lleve un registro diario
de devoluciones del área de pintura, de tal manera que se haga seguimiento focalizado de
los defectos.
Inicialmente se realiza una gráfica de control P con los datos obtenidos de las pruebas
piloto mostrados en la Tabla 8-8, en la que se establecen diez (10) subgrupos que se
refieren a los días de desarrollo de las acciones de mejora, adicionalmente el tamaño del
subgrupo hace referencia a la cantidad de muebles producidos por día, de igual manera se
observa la cantidad de muebles inconformes por subgrupo. En la Figura 8 -11, se establece
como límite superior una proporción de 23% de muebles no conformes, es decir, por cada
veinte (20) muebles producidos, las devoluciones no deben superar 5 unidades.
Tabla 8-8 Registro de datos carta de control P
Fuente: Autores
N° SUBGRUPOS TAMAÑO DEL SUBGRUPO MUEBLES INCONFORMES
1 19 1
2 19 1
3 18 2
4 19 1
5 20 2
6 20 1
7 21 1
8 18 2
9 20 1
10 21 1
LINEA HOGAR - PRODUCCIÓN EN MADERA

68
10987654321
0,25
0,20
0,15
0,10
0,05
0,00
Sample
Pro
po
rtio
n
_P=0,0667
UCL=0,2300
LCL=0
P Chart of MUEBLES INCONFORMES
Tests performed with unequal sample sizes
Figura 8-11 Gráfica de control P prueba piloto Fuente: Autores
Realizar una capacitación trimestral al personal del área de pintura, y en los casos en los
que se haga necesario, para hacer seguimiento a los trabajadores en la técnica de pintura
utilizada.
Establecer gerencia visual en el área de pintura, para ilustrar al personal los porcentajes de
devolución semanal y llevar un control riguroso de esta métrica.
8.6.2. Cierre del proyecto
Luego del desarrollo del proyecto, se calculan los métricos de la situación inicial y la
propuesta, haciendo un contraste entre ellas, como se observa en la Tabla 8-9, en donde el
porcentaje de devoluciones disminuye en un 10.37% pasando a nuevo nivel sigma de corto
plazo de 2.285.
Tabla 8-9 Informe del cierre del proyecto
Nota: IC: Limite de control, PPM: Partes por millón, ZL: Sigma de largo plazo, ZC: Sigma de corto plazo
Fuente: Autores
En cuanto al grado de cumplimiento del objetivo que dicta reducir del 32.04% al 1% el
porcentaje de devoluciones, se calcula una satisfacción de 33.41% (G = 10.37% / 31.04%).

69
9. CAPÍTULO VI: FASE 3 (EVALUACIÓN)
9.1.Impacto en la organización
Inicialmente, con el desarrollo del proyecto se evidencia un impacto positivo en cuanto a la
disminución del porcentaje de devoluciones en el área de pintura durante la implementación
de las acciones de mejora en las pruebas piloto. Estas se realizaron en las semanas diecisiete
(17) y dieciocho (18), como se muestra en la Figura 9-1, en el que se detallan porcentajes de
devolución diaria, agrupadas por semana. Es importante resaltar que en el mes de diciembre
se presentan picos de producción y se generan alteraciones en el sistema de medición, por lo
que se decide no tener en cuenta estos valores en el análisis de la efectividad de las pruebas
piloto frente al comportamiento normal del área de producción.
Figura 9-1 Gráfica de corridas Fuente: Autores
Se prevé que la prolongación de las pruebas piloto, mantendría en un nivel promedio
aproximado de siete (7) unidades de devolución semanal. De lo contrario, si se suspende
voluntariamente la aplicación de las pruebas piloto, como se hizo en este caso, se observa un
aumento de este indicador, llegando a dieciocho (18) unidades promedio, en las semanas
diecinueve (19) y veinte (20).
Esta suspensión de las pruebas piloto durante la tercera y cuarta semana del mes de febrero se
realizó con el fin de determinar si efectivamente las disminuciones de las devoluciones en las
dos anteriores semanas del mismo mes se deben a las mejoras propuestas, y no ocurren por
una disminución en la demanda de productos en este periodo.

70
De igual manera en el Anexo 38, se realiza una prueba 2P, para proporciones confirmando
que con un nivel de confianza del 95%, las acciones de mejora impactan positivamente el
proceso de producción, reduciendo el índice de devoluciones.
Como segundo impacto, se estima un ahorro de producción promedio por referencia estudiada
de $41.306 COP, como se observa en el Anexo 39, en el que se calcula el costo actual y el
costo propuesto de fabricación considerando para ello los dos tipos de acabados realizados en
pintura, es decir tintilla y fondo esmalte.
Es importante resaltar que el costo de producción se calculó teniendo en cuenta los costos
directos de fabricación, entre los que se contempla el costo de mano de obra, materia prima
directa y gastos directos. De igual manera se evalúan los costos indirectos de fabricación
como, la mano de obra indirecta, materia prima indirecta y gastos indirectos.
En la Figura 9-2 se muestra el costo actual de producción que contempla el costo inicial de
fabricación, y el costo total de reproceso para cada referencia estudiada en las pruebas de
hipótesis, así como el costo propuesto considerando la implementación de las acciones de
mejora. Adicionalmente se observa en todos los casos que el costo estimado de la propuesta
es menor al costo actual de fabricación.
Figura 9-2 Ahorro estimado por referencia Fuente: Autores

71
Teniendo en cuenta los costos actuales y propuestos de fabricación, mostrados en el Anexo
40, se afirma que el ahorro propuesto mensual para los defectos en rayones de pintura, error
en la cantidad de pintura (grumos) y color no adecuado es de $954.436 COP, $1.557.857 COP
y $771.118 COP respectivamente, como se muestra en la Figura 9-3. Por lo que se proyecta
un ahorro anual de $39.400.933 COP.
Figura 9-3 Ahorro estimado de la propuesta
Fuente: Autores
9.2.Retroalimentación de los stakeholders
9.2.1. Retroalimentación a la Empresa
Luego del desarrollo del proyecto, y del análisis del impacto que este genera en la
organización, se convoca a al comité de gerencia, al que pertenece el gerente de la compañía,
el subgerente, el analista de costos y el supervisor del área de pintura. En esta se tratan temas
como la reducción en el porcentaje de devoluciones y el impacto económico que se generaría
si se decide implementar las acciones de mejora propuestas. En el Anexo 41, se muestra el
acta de cierre del proyecto, en la que se especifican los aspectos más importantes tratados en
la reunión, y en la que los convocados al comité de la organización aprueban el proyecto.

72
9.2.2. Retroalimentación a Proveedores
En cuanto a los proveedores, se convoca una reunión con los principales distribuidores de la
materia prima del área de pintura. En el Anexo 42 se muestra el acta correspondiente, en la
que se indica la importancia de ofrecer productos de calidad, debido a que estos son la materia
prima que abastece el proceso de producción al interior de la organización, dicha
comunicación pretende incentivar el crecimiento común de las organizaciones que trabajan en
conjunto con JC Muebles.
9.2.3. Retroalimentación a los Clientes
Se presenta a los clientes el folleto del Anexo 43, en el que se pretende mostrar lo beneficios
generados por la compra de productos de la empresa y destacar la garantía de un proceso
preocupado por la mejora continua.

73
10. CONCLUSIONES
Por medio de la caracterización inicial del proceso de fabricación de muebles en madera se
identificaron los principales focos de mejora, siendo estos: disminuciones de las
devoluciones de producto en el proceso de pintura, lacado y almacenamiento. Según el
análisis de Pareto, se establece que el proyecto se debía enfocar en el área de pintura
debido a que esta representa el 48% del total de las devoluciones internas durante los
meses de agosto y septiembre del año 2015. Sin embargo, se recomienda a la empresa
como líneas futuras de investigación desarrollar los dos proyectos restantes.
Teniendo en cuenta los criterios de disminución del tiempo de reproceso, satisfacción del
cliente, disminución de costos de mala calidad, aumentar la calidad del producto y alta
frecuencia de errores, se establece por medio de la metodología del proceso de análisis
jerárquico que el proyecto de mayor interés para la organización es la disminución de las
devoluciones de producto en el proceso de pintura con el 57.14% de importancia relativa.
Se identificaron errores en el área de pintura tales como, color no uniforme, punteado de
aguja, curado deficiente, soplos, fogueo, entre otros, sin embargo, por medio de un análisis
de Pareto se establece que los principales defectos durante el desarrollo del proyecto, en el
área de pintura son rayones, grumos y color no adecuado con 45.89%, 19.47% y 16.39%
respectivamente, es decir, representan el 81% del total de las devoluciones.
Se estableció que los principales factores que influyen en el aumento del porcentaje de
devoluciones internas por rayones en pintura, error en la cantidad de pintura (grumos) y
color no adecuado son, el tiempo de uso de la lija N° 100, técnica de aplicación de pintura,
operario y la concordancia entre el tipo de madera para la muestra y la construcción del
mueble. Por este motivo se desarrollaron dos estrategias de mejora, en las que se propone
en primer lugar mejorar el método de trabajo en el área de pintura, en segundo lugar,
reestructurar el diseño del puesto de trabajo, manteniendo las devoluciones en siete (7)
unidades semanales aproximadamente.

74
Gracias al desarrollo del proyecto Lean Six Sigma en la empresa JC Muebles y la
validación de las propuestas de mejora se logró un incremento en los niveles de
conformidad del proceso relacionados con los reprocesos disminuyendo este valor en 10.37
puntos porcentuales del total de las devoluciones durante el desarrollo de las pruebas
piloto.
El proyecto diseñado genera un ahorro potencial por disminución de reprocesos para la
organización de $39.400.933 COP anual, valor significativo si se tiene en cuenta que el
desarrollo financiero de una PYME es de vital importancia para su sostenibilidad y
crecimiento, sin embargo, se recomienda a la empresa diseñar un modelo de costeo por
mala calidad para determinar de manera precisa los ahorros obtenidos por el desarrollo de
proyectos Lean Six Sigma.
Se realizó la divulgación de los resultados del proyecto y los beneficios obtenidos a la
junta directiva de la organización, por medio de una reunión, en la que se hizo énfasis en
reducir el porcentaje de devoluciones semanal de 32.04% a 1%, por lo que se presenta un
grado de cumplimiento de 33.41%, es decir que el proyecto fue provechoso para la
organización.
75
11. RECOMENDACIONES
Gracias al desarrollo del proyecto, se identifica la necesidad de consolidar y mantener un
sistema de medición acorde a las necesidades de la organización, fortaleciendo la cultura
de medición que se propuso en el presente proyecto, debido a que esto permite evaluar y
determinar proyectos de impacto significativo para el desarrollo de diferentes áreas en la
organización.
Es conveniente aumentar el control actual de existencias de materia prima, que abastece el
proceso de producción, por medio del diseño y construcción de repisas, brindando mejor
accesibilidad tanto a la materia prima como los diferentes materiales utilizados en cada
área, evitando perdidas y uso inadecuado de estos, contribuyendo de esta manera a
fortalecer el nuevo enfoque de mejora continua en la empresa.
Es importante diseñar e implementar un sistema de costeo de mala calidad para determinar
el rubro mensual que generan los defectos y reprocesos al interior del sistema productivo,
debido a que se pueden establecer de esta manera proyectos que generen beneficio
económico a la organización, eficiencia en los procesos y calidad en los productos
entregados al cliente final.
Mantener y ampliar la metodología Lean Six Sigma a todas las áreas de la organización,
identificando los focos de mejora en cada caso, y diseñando estrategias oportunas, que
permitan determinar las acciones con potencial de mejora significativo en cada área. De
acuerdo al proyecto aquí presentado, se propone desarrollar inicialmente los proyectos
enfocados al área de lacado y almacenamiento, presentados en el numeral 7.2.3 Análisis
por tipo de defecto.
Implementar un plan de inspección riguroso y detallado en el área de pintura, en el que se
unifiquen los criterios de rechazo para el control de defectos de los muebles de la línea
hogar, esto con el objetivo de reducir la cantidad de devoluciones internas que se presentan
en el proceso.
76
Crear un plan de auditorías internas basado en la norma ISO 9001:2008, teniendo como
objetivo de mediano plazo la certificación, debido a que está requiere documentar cada uno
de los procesos y procedimientos en cada una de las áreas de la empresa permitiendo
estandarizar las actividades que se llevan en cada una de ellas, garantizando una mejora
continua en temas de calidad.
Mantener un constante flujo de información entre los colaboradores y el supervisor de la
línea de muebles de hogar, de tal manera que se retroalimenten las actividades que se están
desarrollando en cada área de tal manera que se generen nuevas estrategias de mejora en
pro del crecimiento y desarrollo de la organización.

77
12. BIBLIOGRAFIA
Asociación Española para la Calidad . (2015). AEC. Recuperado el 13 de Agosto de 2015, de
AEC: http://www.aec.es/web/guest/centro-conocimiento/diagrama-sipoc
Ayadi, y., Chaib, R., & Ion, V. (2014). Contribution to the optimization of strategy of
maintenance by lean six sigma. Physics Procedia, 512 - 518.
Barbiero, C., Flury, M., Pagura, J., Quaglino, M., & Ruggieri, M. (2005). La importancia de
la estadística en estrategias de mejora continua de la calidad. La metodología Seis Sigma. .
Universidad de Rosario.
Bernal, C., & Osorio, C. (2015). Optimización del proceso productivo de la sección de
pintura de la empresa Industrias Cruz Hermanos S.A. mediante la metodología de Seis
Sigma. . Bogotá: Universidad libre de Colombia.
Can Stock Photo. (13 de Marzo de 2015). Can Stock Photo. Obtenido de Can Stock Photo:
http://www.canstockphoto.es/vector-clipart/compresor.html
Chakravorty. (2009). Six Sigma Programs: Implementation Model. International Journal of
Production Economics, 1-16.
Cortes, J. (01 de 08 de 2015). Información JC Muebles. (J. Rodríguez, & M. Rodríguez,
Entrevistadores)
Douglas, M., & Woodall, W. (2008). An overview of Six Sigma. International Statistical
Review, 229 - 246.
Felizzola, H. (2015). Mejora de Procesos Seis Sigma, Curso Electivo de ingeniería Industrial.
Curso Electivo de Ingenieria Industrial. Bogotá, Bogotá, Colombia: Universidad de la Salle.
Felizzola, H., & Amaya, L. (2014). Lean Six Sigma en pequeñas y medianas empresas: Un
enfoque metodológico. Revista Chilena de ingeniería, 263-277.
Felizzola, H., & Luna, C. (2014). Lean Six Sigma en pequeñas y medianas empresas: un
enfoque metodológico. Chile: Revista chilena de ingeniería, Vol. 22.

78
Grimorum, E. d. (2013). Programa eficiencia en PYME a través de Lean Six Sigma. . Perú:
Grimorum.
Guatibonza, I. (19 de Agosto de 2012). Muebles Domoticos. Obtenido de Muebles
Domoticos: http://mueblesdomoticos.blogspot.com.co/2012/08/partes-de-una-pistola-de-aire-
para.html
Guerra, M., & Peña, S. (2010). Manual de publicaciones de la American Psychological
Association. México: El Manual Moderno S.A de C.V.
Gutiérrez, H., & De la Vara, R. (2009). Control Estadístico de Calidad de Seis Sigma.
México: McGraw Hill.
Hartini, S., & Ciptomulyono, U. (2015). The relationship between lean and sustainable
manufacturing on performance: literature review. Industrial Engineering and Service Science
, 38 - 45.
Hoerl, R. (2001). Six Sigma Black Belts: What do they need to know? J. Qual. Technol., 391
- 435.
Hurtado, d. B. (2000). Investigacion Holística . Caracas, Venezuela: Instituto Universitario de
Tecnología Capirito.
Iñiguez, A. (2011). Propuesta de optimización del proceso de lacado de muebles en la fábrica
AHCORP a través de la implementación de la metodología DMAIC. . Quito: Universidad San
Francisco de Quito.
Kwak, Y., & Anbari, F. (2000). Benefits, obstacules, and future of Six Sigma approoach.
Technovation, 708 - 715.
Marcial, V. (2004). Propuesta de un modelo de mejora continua utilizando la metodología
Seis Sigma como una estrategia de negocio para los proveedores de la industria automotriz
nacional. . México: Instituto Politécnico Nacional. Escuela Superior de comercio y
Administración. Unidad Santo Tomas.
Mast, J., & Lokkerbol, J. (2012). An analysis of the Six Sigma DMAIC method from the
perspective of problem solving. International Journal of Production Economics, 604 - 614.
79
Pérez, M., & Plata, L. (2013). Diseño de un modelo para el mejoramiento de la productividad
y competitividad de la línea de comedor Houston de la empresa Arte & Estilo basado en la
metodología Lean Seis Sigma. Barranquilla: Universidad de la Costa CUC.
Perez, M., & Plata, L. (2013). Diseño De Un Modelo Para El Mejoramiento De La
Productividad Y Competitividad De La Línea De Comedor Houston En La Empresa Arte &
Estilo Basado En La Metodología Lean Seis Sigma. Barranquilla: Universidad de la costa.
Pyzdek, T. (2003). The Six Sigma Handbook. New York: MCGraw - Hill.
Rechulski, D., & Monteiro, M. (2004). Programas De Qualidades Seis Sigma –
Características Distintivas Do Modelo DMAIC e Dfss. Pic- Epusp.
Reyes, R. (2013). Reducción en los tiempos de operación en el proceso de armado de la
fábrica reyes Mejía & Cía. LTDA de la ciudad de barranquilla mediante la metodología Lean
Seis Sigma. Barranquilla: Universidad de la costa.
Roger, S., Linderman, K., Liedtke, C., & Adrian, C. (2008). Six Sigma: Definition and
underlying theory. Journal of Operations Management 26, 536–554.
Royalty Free Stock Photos. (2005 - 2016). 123RF. Obtenido de 123RF:
http://www.123rf.com/stock-photo/assembly_lines.html
Ruiz, A. (Abril de 2009). Universidad Pontificia Comillas Madrid . Recuperado el 13 de
Agosto de 2015, de Universidad Pontificia Comillas Madrid:
http://web.cortland.edu/matresearch/QFD.pdf
Sandraoui, T., & Ghorbel, A. (2011). Design process improvement through the DMAIC
sigma approach: A wood consumption case study. Internacional Journal Of productivity and
quality management , 229 - 262.
Torres, C., & Tomati, F. (s.f.). Despliegue de Seis Sigma en una Organización: Claves para
el Éxito. Córdoba: Universidad Tecnológica Nacional de Córdoba.
Varas, F. (2008). Plan de mejora basado en la metodología seis sigma para un proceso de
producción de micro productos de madera. Chile: Universidad de Talca.
Varela, J., Flores, E., & Tolamatl, J. (2010). Disminución de la variación de un proceso de
producción de muebles. México: Conciencia tecnológica No 40.

80
Walpole, R., Myers, R., Myers, S., & Keying, Y. (2012). Probabilidad y estadística para
ingeniería y ciencias. Mexico: Pearson.
WikiHow. (10 de Febrero de 2016). WikiHow. Obtenido de http://es.wikihow.com/pintar-con-
un-compresor
Williams, T. (2011). A Modified Six Sigma Approach to Improving the Quality of Hardwood
Flooring. Tennessee: University of Tennessee.

81
13. ANEXOS

82
Anexo 1 Comportamiento de las Ventas Primer Semestre
MESES VENTAS MESES VENTAS MESES VENTAS
ENERO 184.117.754$ ENERO 193.139.524$ ENERO 202.217.082$
FEBRERO 176.275.529$ FEBRERO 184.207.928$ FEBRERO 193.049.908$
MARZO 180.002.565$ MARZO 188.462.686$ MARZO 197.131.969$
ABRIL 178.805.436$ ABRIL 186.851.681$ ABRIL 195.260.006$
MAYO 162.636.146$ MAYO 171.255.862$ MAYO 180.503.678$
JUNIO 192.987.020$ JUNIO 203.408.319$ JUNIO 214.799.185$
TOTAL 1.074.824.450$ TOTAL 1.127.325.999$ TOTAL 1.182.961.828$
AÑO 2013 AÑO 2014 AÑO 2015
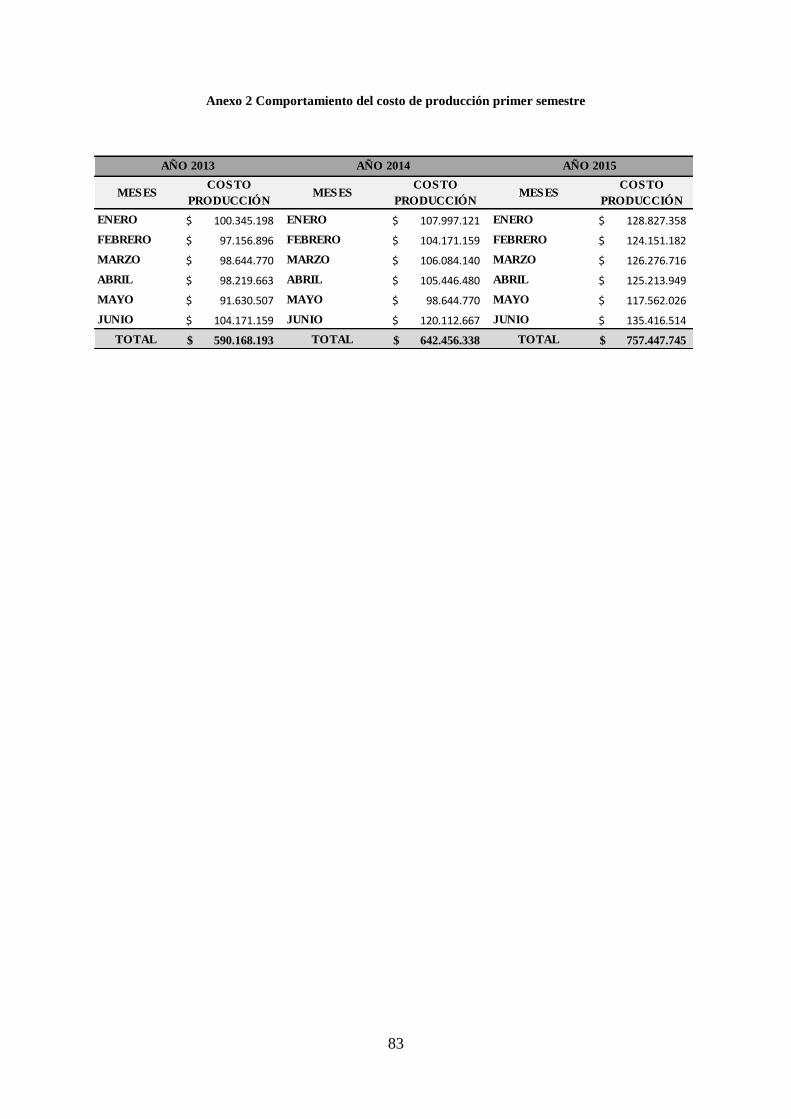
83
Anexo 2 Comportamiento del costo de producción primer semestre
MESESCOSTO
PRODUCCIÓN MESES
COSTO
PRODUCCIÓN MESES
COSTO
PRODUCCIÓN
ENERO 100.345.198$ ENERO 107.997.121$ ENERO 128.827.358$
FEBRERO 97.156.896$ FEBRERO 104.171.159$ FEBRERO 124.151.182$
MARZO 98.644.770$ MARZO 106.084.140$ MARZO 126.276.716$
ABRIL 98.219.663$ ABRIL 105.446.480$ ABRIL 125.213.949$
MAYO 91.630.507$ MAYO 98.644.770$ MAYO 117.562.026$
JUNIO 104.171.159$ JUNIO 120.112.667$ JUNIO 135.416.514$
TOTAL 590.168.193$ TOTAL 642.456.338$ TOTAL 757.447.745$
AÑO 2013 AÑO 2014 AÑO 2015

84
Anexo 3 Comportamiento porcentaje de utilidad primer semestre
MES VENTASCOSTO
PRODUCCIÓN UTILIDAD
PORCENTAJE
UTILIDAD
ENERO 184.117.754$ 100.345.198$ 83.772.556$ 45%
FEBRERO 176.275.529$ 97.156.896$ 79.118.633$ 45%
MARZO 180.002.565$ 98.644.770$ 81.357.795$ 45%
ABRIL 178.805.436$ 98.219.663$ 80.585.773$ 45%
MAYO 162.636.146$ 91.630.507$ 71.005.639$ 44%
JUNIO 192.987.020$ 104.171.159$ 88.815.861$ 46%
ENERO 193.139.524$ 107.997.121$ 85.142.403$ 44%
FEBRERO 184.207.928$ 104.171.159$ 80.036.768$ 43%
MARZO 188.462.686$ 106.084.140$ 82.378.545$ 44%
ABRIL 186.851.681$ 105.446.480$ 81.405.201$ 44%
MAYO 171.255.862$ 98.644.770$ 72.611.092$ 42%
JUNIO 203.408.319$ 120.112.667$ 83.295.652$ 41%
ENERO 202.217.082$ 128.827.358$ 73.389.724$ 36%
FEBRERO 193.049.908$ 124.151.182$ 68.898.726$ 36%
MARZO 197.131.969$ 126.276.716$ 70.855.253$ 36%
ABRIL 195.260.006$ 125.213.949$ 70.046.057$ 36%
MAYO 180.503.678$ 117.562.026$ 62.941.653$ 35%
JUNIO 214.799.185$ 135.416.514$ 79.382.671$ 37%
AÑ
O 2
01
3A
ÑO
20
14
AÑ
O 2
01
5

85
Anexo 4 Mapa de Procesos JC Muebles

86
Anexo 5 Diagrama de flujo de Procesos, JC Muebles
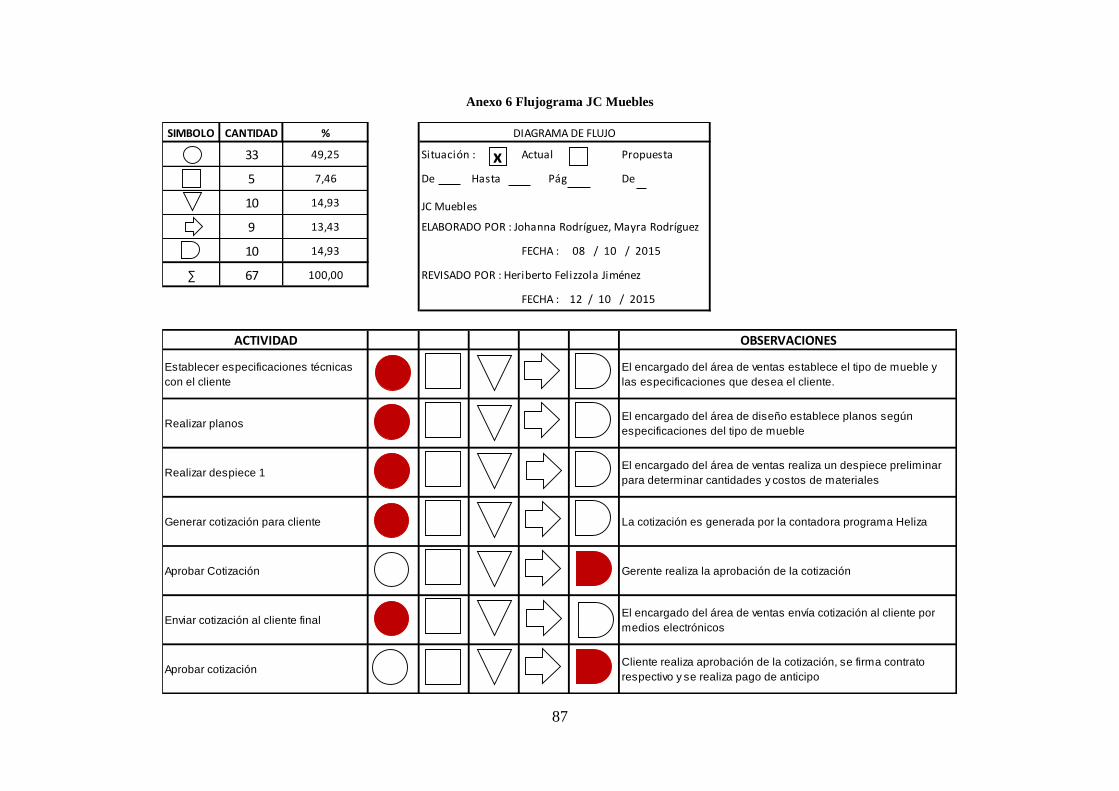
87
Anexo 6 Flujograma JC Muebles
SIMBOLO CANTIDAD %
33 49,25 Situación : Actual Propuesta
5 7,46 De Hasta Pág De
10 14,93 JC Muebles
9 13,43
10 14,93 FECHA : 08 / 10 / 2015
∑ 67 100,00
FECHA : 12 / 10 / 2015
Establecer especificaciones técnicas
con el cliente
El encargado del área de ventas establece el tipo de mueble y
las especificaciones que desea el cliente.
Realizar planosEl encargado del área de diseño establece planos según
especificaciones del tipo de mueble
Realizar despiece 1El encargado del área de ventas realiza un despiece preliminar
para determinar cantidades y costos de materiales
DIAGRAMA DE FLUJO
ELABORADO POR : Johanna Rodríguez, Mayra Rodríguez
REVISADO POR : Heriberto Felizzola Jiménez
ACTIVIDAD OBSERVACIONES
Aprobar cotizaciónCliente realiza aprobación de la cotización, se firma contrato
respectivo y se realiza pago de anticipo
Generar cotización para cliente La cotización es generada por la contadora programa Heliza
Aprobar Cotización Gerente realiza la aprobación de la cotización
Enviar cotización al cliente finalEl encargado del área de ventas envía cotización al cliente por
medios electrónicos
x

88
ACTIVIDAD OBSERVACIONES
Realizar despiece 2Supervisor de línea de muebles de hogar realiza despiece
especifico
Generar orden de compra a
proveedores
La contadora genera la orden de compra a los proveedores
correspondientes
Almacenar materia prima Se ubica la materia prima según disponibilidad
Distribuir materiales a estación de
proceso
Colaboradores de la línea de producción transportan materiales
a cada estación de proceso, según sea necesario por medios
manuales
Almacenar materiales en cada
estación de proceso
Cada líder de área se encarga de la ubicación de materiales
para ser utilizados en el proceso
Recibir materiales Supervisor de línea de muebles de hogar recibe materiales de
trabajo verificando el cumplimiento de las cantidades ordenadas
Verificar especificaciones técnicas de
la materia prima
Supervisor de línea de muebles de hogar realiza verificación de
condiciones de humedad y tipos de madera
Transportar la madera al área de
almacenamiento de materia prima
Colaboradores de la línea de producción transportan materia
prima al almacén por medios manuales
Transportar pieza de madera al área de
corte
Dos operario del área de corte transportan la pieza de madera,
por medios manuales
Cortar madera de acuerdo al despiece
realizadoLos cortes se realizan por medio de cizalla
Almacenar pieza de madera Un operario apila piezas cortas cortadas de madera

89
ACTIVIDAD OBSERVACIONES
Lijar piezas de madera Lijado superficial de las piezas de madera con lija calibre 100
Transportar al área de ensamble y
armado
Dos operarios del área de corte transportan las piezas de
madera, por medio de cargue hombro
Almacenar piezas de madera en el
área de ensamble y armado
Un encargado del área de ensamble y armado ubica las piezas
según disponibilidad del espacio
Ensamblar piezas de madera según
planosUtilizar adhesivos necesarios para el armado del mueble
Inspeccionar muebleEl encargado del área de ensamble verifica condiciones físicas,
sin ningún parámetro de comparación
Transportar mueble al área de pintura
El encargado del área de ensamble transporta el mueble con
medios manuales a la estación de pintura ubicada en el
segundo piso, si las especificaciones iniciales así lo determinan
Realizar pegasSi es necesario el colaborador encargado del área de ensamble
y armado realiza las pegas indicadas con prensa mecánica
Lijar piezas de madera Utilizar lija calibre 120
Ensamble previo de mueble de
acuerdo a planos
Encajar piezas de madera de acuerdo al proceso de lijado (sin
utilizar adhesivos)
Almacenar mueble en el área de
pintura
Un encargado del área de pintura ubica los muebles según
disponibilidad del espacio
Transportar mueble al área de
enchape
El encargado del área de ensamble transporta el mueble con
medios manuales a la estación de enchape, si las
especificaciones iniciales así lo determinan
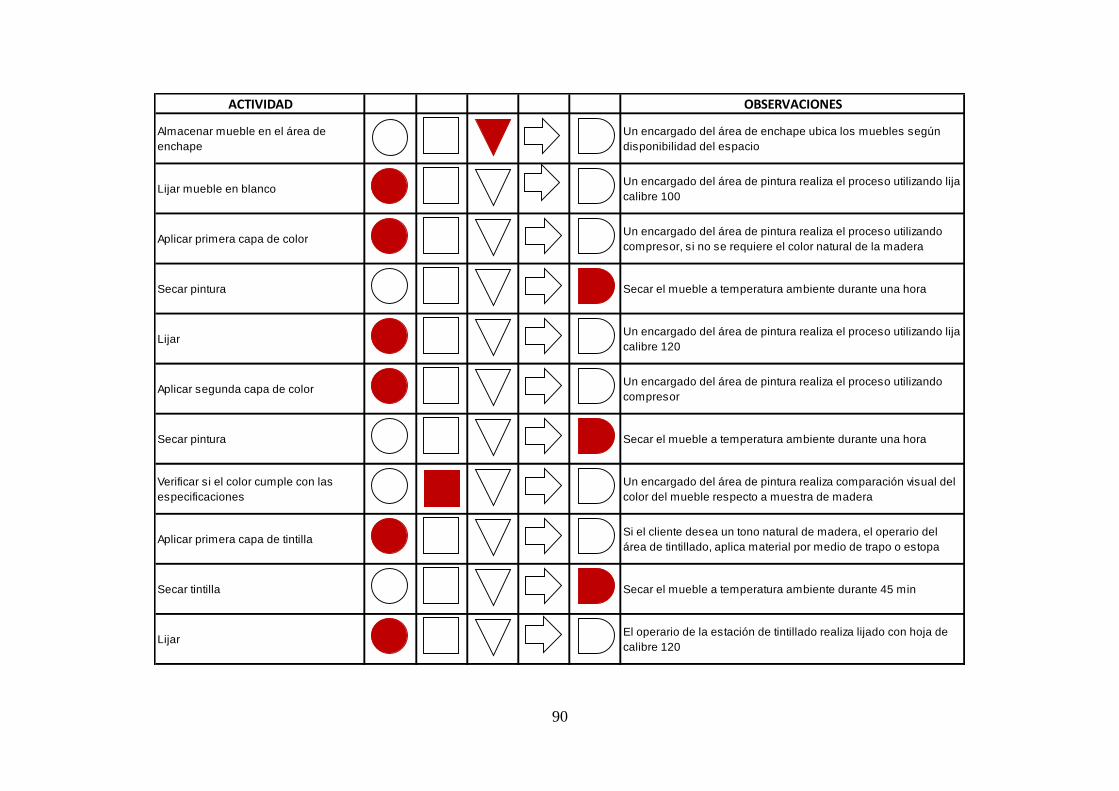
90
ACTIVIDAD OBSERVACIONES
Lijar mueble en blancoUn encargado del área de pintura realiza el proceso utilizando lija
calibre 100
Aplicar primera capa de colorUn encargado del área de pintura realiza el proceso utilizando
compresor, si no se requiere el color natural de la madera
Secar pintura Secar el mueble a temperatura ambiente durante una hora
Almacenar mueble en el área de
enchape
Un encargado del área de enchape ubica los muebles según
disponibilidad del espacio
Verificar si el color cumple con las
especificaciones
Un encargado del área de pintura realiza comparación visual del
color del mueble respecto a muestra de madera
Aplicar primera capa de tintillaSi el cliente desea un tono natural de madera, el operario del
área de tintillado, aplica material por medio de trapo o estopa
Secar tintilla Secar el mueble a temperatura ambiente durante 45 min
LijarUn encargado del área de pintura realiza el proceso utilizando lija
calibre 120
Aplicar segunda capa de colorUn encargado del área de pintura realiza el proceso utilizando
compresor
Secar pintura Secar el mueble a temperatura ambiente durante una hora
LijarEl operario de la estación de tintillado realiza lijado con hoja de
calibre 120
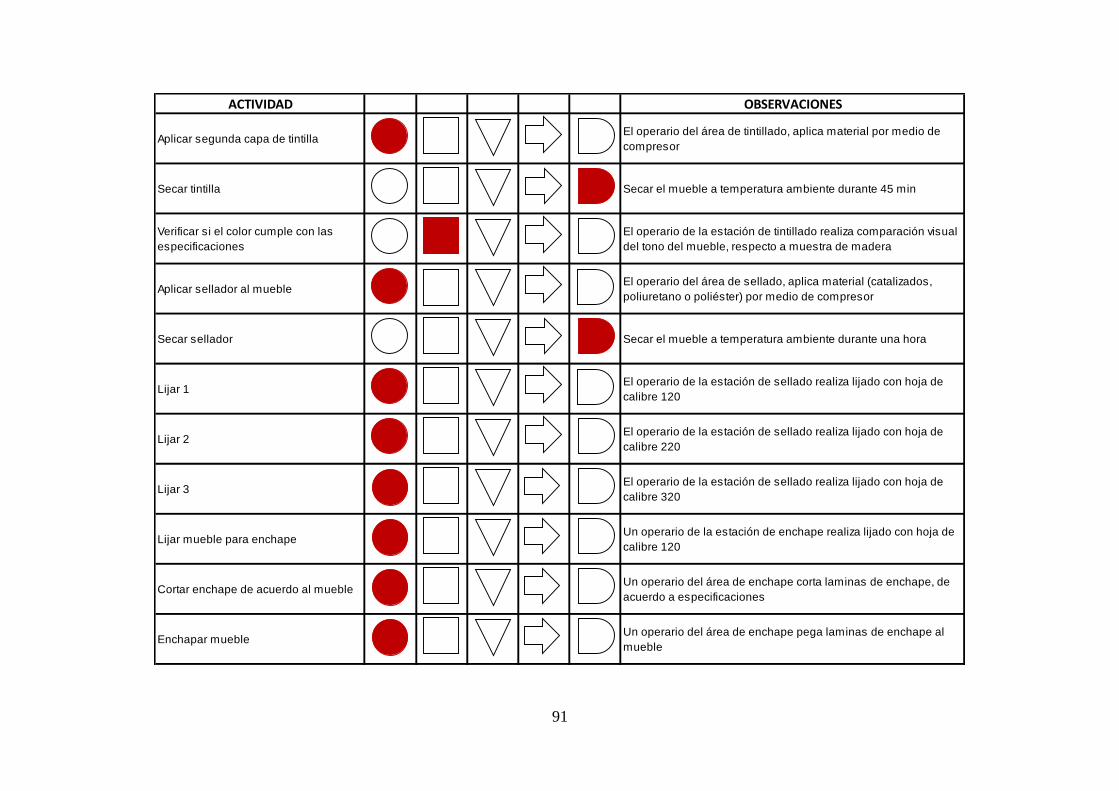
91
ACTIVIDAD OBSERVACIONES
Verificar si el color cumple con las
especificaciones
El operario de la estación de tintillado realiza comparación visual
del tono del mueble, respecto a muestra de madera
Aplicar sellador al muebleEl operario del área de sellado, aplica material (catalizados,
poliuretano o poliéster) por medio de compresor
Secar sellador Secar el mueble a temperatura ambiente durante una hora
Aplicar segunda capa de tintillaEl operario del área de tintillado, aplica material por medio de
compresor
Secar tintilla Secar el mueble a temperatura ambiente durante 45 min
Lijar mueble para enchapeUn operario de la estación de enchape realiza lijado con hoja de
calibre 120
Cortar enchape de acuerdo al muebleUn operario del área de enchape corta laminas de enchape, de
acuerdo a especificaciones
Enchapar muebleUn operario del área de enchape pega laminas de enchape al
mueble
Lijar 1El operario de la estación de sellado realiza lijado con hoja de
calibre 120
Lijar 2El operario de la estación de sellado realiza lijado con hoja de
calibre 220
Lijar 3El operario de la estación de sellado realiza lijado con hoja de
calibre 320

92
ACTIVIDAD OBSERVACIONES
Lacar muebleUn operario del área de lacado aplica el material por medio de
compresor
Secar lacaSecar el mueble a temperatura ambiente (laca catalizada 12
horas, poliuretano 72 horas)
Suavizar lacaEl operario de la estación de lacado realiza lijado con hoja de
calibre 400
Secar enchape Secar el mueble a temperatura ambiente durante 30 min
Transporte de mueble al área de
lacado
Un operario del área de enchape transporta el mueble a la
estación de lacado, por medio de transportes manuales
Almacenar mueble en el área de
lacado
Un operario del área de lacado ubica muebles según
disponibilidad de espacio
Verificar especificaciones del muebleEl supervisor de la línea de muebles de hogar realiza la
inspección de los muebles tapizados
Transporte de muebles al área de
terminados
Colaboradores de la línea de muebles de hogar recorren, por
medio de transporte cargue hombro
Almacenar mueble para tapizado en el
área de despachos
Un operario del área de lacado ubica muebles en área de
despachos para posterior transporte al subcontratación
Transportar mueble al servicio de
tapizado
El proveedor del servicio recoge muebles en la planta para dar
cumplimiento al servicio
Recibir mueble tapizadoEl supervisor de la línea de muebles de hogar realiza la
recepción de muebles tapizados
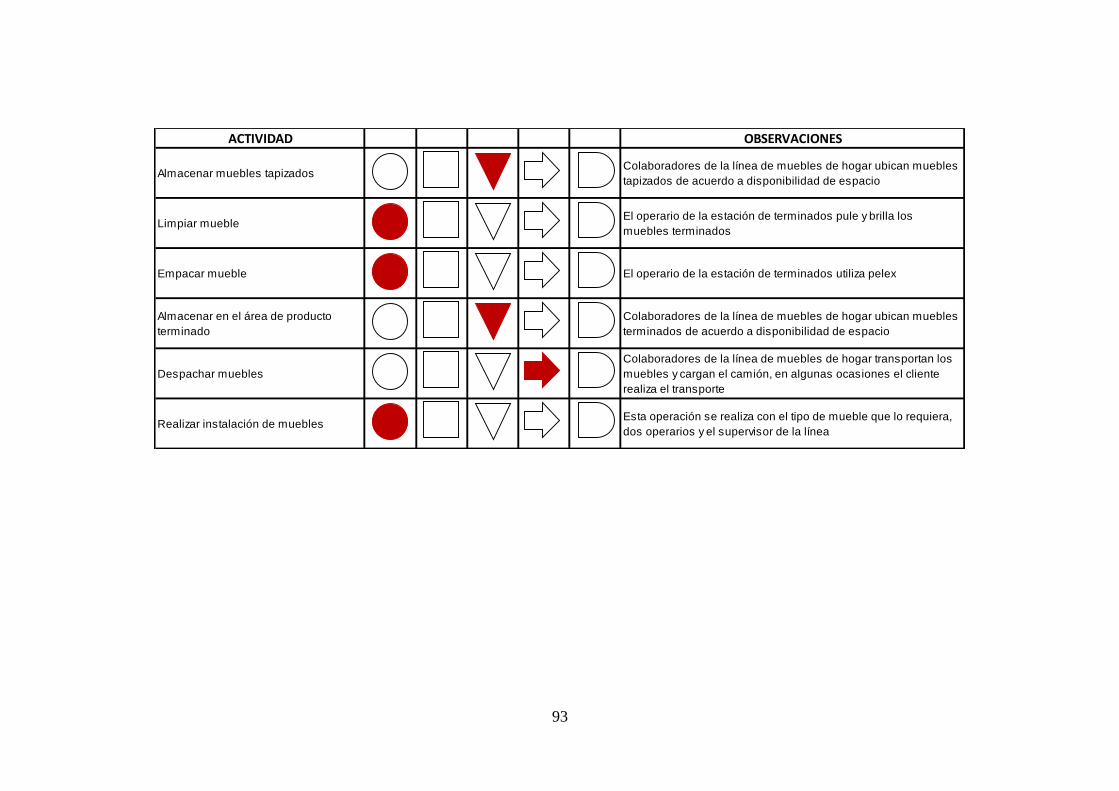
93
ACTIVIDAD OBSERVACIONES
Almacenar muebles tapizadosColaboradores de la línea de muebles de hogar ubican muebles
tapizados de acuerdo a disponibilidad de espacio
Despachar muebles
Colaboradores de la línea de muebles de hogar transportan los
muebles y cargan el camión, en algunas ocasiones el cliente
realiza el transporte
Realizar instalación de mueblesEsta operación se realiza con el tipo de mueble que lo requiera,
dos operarios y el supervisor de la línea
Limpiar mueble El operario de la estación de terminados pule y brilla los
muebles terminados
Empacar mueble El operario de la estación de terminados utiliza pelex
Almacenar en el área de producto
terminado
Colaboradores de la línea de muebles de hogar ubican muebles
terminados de acuerdo a disponibilidad de espacio

94
Anexo 7 Formato para registro de devoluciones
RESPONSABLE FECHA D / M / A
ESTACION ACTUAL
ESTACION ANTERIOR
TIPO DE MUEBLE
MOTIVO DE DEVOLUCION
TIEMPO DE REPROCESO
FORMATO DE DEVOLUCIONES INTERNAS
RESPONSABLE FECHA D / M / A
CLIENTE
TIPO DE MUEBLE
MOTIVO DE DEVOLUCION
TIEMPO DE REPROCESO
FORMATO DE DEVOLUCIONES CLIENTE - EMPRESA
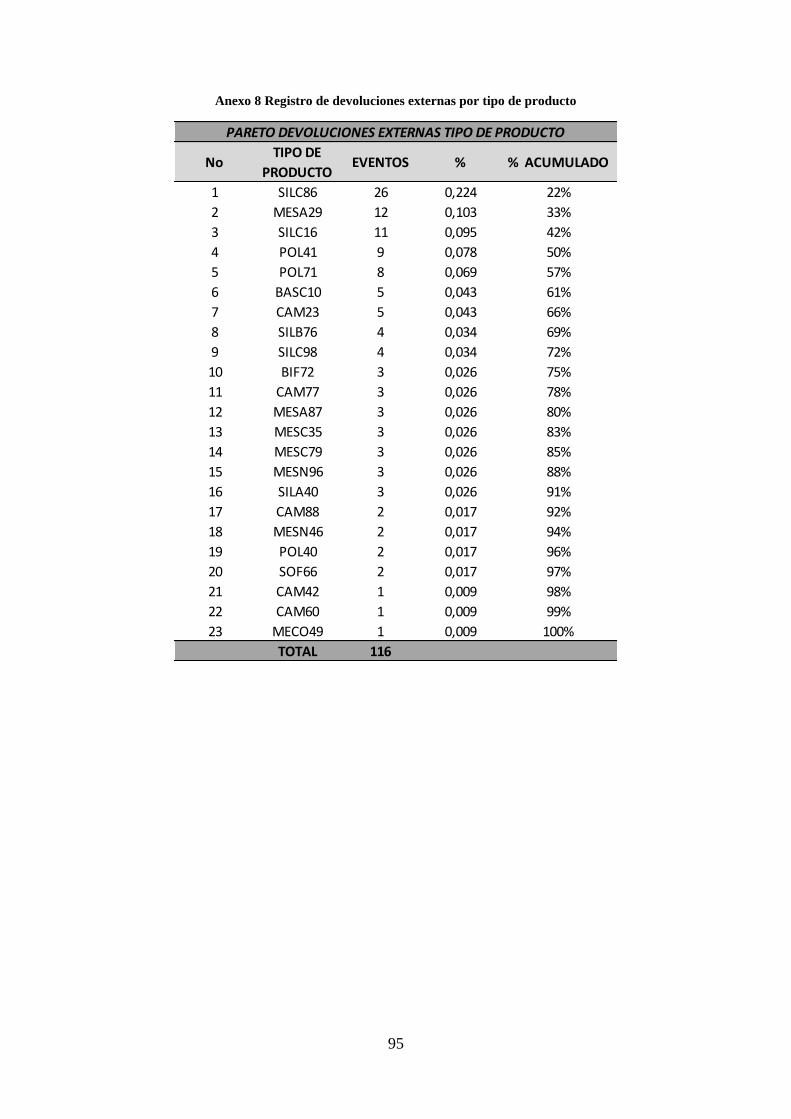
95
Anexo 8 Registro de devoluciones externas por tipo de producto
NoTIPO DE
PRODUCTOEVENTOS % % ACUMULADO
1 SILC86 26 0,224 22%
2 MESA29 12 0,103 33%
3 SILC16 11 0,095 42%
4 POL41 9 0,078 50%
5 POL71 8 0,069 57%
6 BASC10 5 0,043 61%
7 CAM23 5 0,043 66%
8 SILB76 4 0,034 69%
9 SILC98 4 0,034 72%
10 BIF72 3 0,026 75%
11 CAM77 3 0,026 78%
12 MESA87 3 0,026 80%
13 MESC35 3 0,026 83%
14 MESC79 3 0,026 85%
15 MESN96 3 0,026 88%
16 SILA40 3 0,026 91%
17 CAM88 2 0,017 92%
18 MESN46 2 0,017 94%
19 POL40 2 0,017 96%
20 SOF66 2 0,017 97%
21 CAM42 1 0,009 98%
22 CAM60 1 0,009 99%
23 MECO49 1 0,009 100%
TOTAL 116
PARETO DEVOLUCIONES EXTERNAS TIPO DE PRODUCTO

96
Anexo 9 Registro de devoluciones internas por tipo de producto
NoTIPO DE
PRODUCTOEVENTOS % % ACUMULADO
1 SILC86 16 0,065 7%
2 SILC98 15 0,061 13%
3 SILC16 14 0,057 18%
4 BIF18 12 0,049 23%
5 MESA29 12 0,049 28%
6 MESA72 12 0,049 33%
7 SILC72 12 0,049 38%
8 MAR82 11 0,045 42%
9 BASC10 10 0,041 47%
10 MESA87 10 0,041 51%
11 MESC79 9 0,037 54%
12 PUF46 9 0,037 58%
13 MAR56 8 0,033 61%
14 MESN96 7 0,029 64%
15 POL41 7 0,029 67%
16 MESC35 6 0,024 69%
17 MESN22 6 0,024 72%
18 POL71 6 0,024 74%
19 MESA70 5 0,020 76%
20 MESC66 5 0,020 78%
21 SILB76 5 0,020 80%
22 BIF72 4 0,016 82%
23 BIF84 4 0,016 84%
24 MESN39 4 0,016 85%
25 MESN46 4 0,016 87%
26 POL58 4 0,016 89%
27 BIF13 3 0,012 90%
28 CAM23 3 0,012 91%
29 CAM77 3 0,012 92%
30 MECO12 3 0,012 93%
31 MESN25 3 0,012 95%
32 CAM88 2 0,008 96%
33 MECO48 2 0,008 96%
34 MECO56 2 0,008 97%
35 SOF37 2 0,008 98%
36 SOF66 2 0,008 99%
37 CAM42 1 0,004 99%
38 POL40 1 0,004 100%
39 PUF49 1 0,004 100%
TOTAL 245
PARETO DEVOLUCIONES INTERNAS TIPO DE PRODUCTO

97
Anexo 10 Registro de devoluciones externas por tipo de defecto
TIPO DE DEFECTO EVENTOS % % ACUMULADO
Defectos en pintura 28 0,26 25,93%
Defectos en color 21 0,19 45,37%
Defectos por empaque y embalaje 15 0,14 59,26%
Defectos en corte 14 0,13 72,22%
Defectos en diseño de tallado 11 0,10 82,41%
Defectos en medidas de los muebles 10 0,09 91,67%
Fallas en instalacion de muebles 9 0,08 100,00%
TOTAL 108
REGISTRO DEVOLUCIONES EXTERNAS POR ÁREA DE TRABAJO
TIPO DE DEFECTO COSTOS % % ACUMULADO
Defectos en color $5.340.444 0,271 27,06%
Defectos en pintura $4.242.378 0,215 48,55%
Defectos en corte $2.798.890 0,142 62,73%
Defectos en diseño de tallado $2.165.236 0,110 73,70%
Defectos por empaque y embalaje $2.029.040 0,103 83,98%
Defectos en medidas de los muebles $1.705.917 0,086 92,62%
Fallas en instalacion de muebles $1.456.144 0,074 100,00%
TOTAL $19.738.049
REGISTRO DEVOLUCIONES EXTERNAS POR ÁREA DE TRABAJO - COSTO

98
Anexo 11 Registro de devoluciones internas por tipo de defecto
TIPO DE DEFECTO EVENTOS % % ACUMULADO
Pintura 118 0,482 48,16%
Lacado 72 0,294 77,55%
Almacenamiento 35 0,143 91,84%
Despiece 7 0,029 94,69%
Corte 5 0,020 96,73%
Ensamble 4 0,016 98,37%
Acabados 2 0,008 99,18%
Enchape 2 0,008 100,00%
TOTAL 245
REGISTRO DEVOLUCIONES INTERNAS POR ÁREA DE TRABAJO
TIPO DE DEFECTO COSTOS % % ACUMULADO
Pintura $30.816.409 0,558 55,8%
Lacado $14.709.195 0,266 82,4%
Almacenamiento $5.223.621 0,095 91,9%
Ensamble $2.371.225 0,043 96,2%
Acabados $919.346 0,017 97,9%
Enchape $539.605 0,010 98,8%
Corte $390.859 0,007 99,5%
Despiece $254.009 0,005 100,0%
TOTAL $55.224.269
REGISTRO DEVOLUCIONES INTERNAS POR ÁREA DE TRABAJO - COSTO

99
Anexo 12 Portafolio de Proyectos
CLIENTE COMPAÑÍA
Pintura
Disminución de las devoluciones
de producto en el proceso de
pintura
Reducir el porcentaje de
devoluciones debido a defectos
en pintura de los muebles del
37,80% al 1%, a través de la
mejora en el proceso de pintura.
Disminución de las quejas de los
clientes por mala calidad en el
producto debido a errores en el
proceso de pintura.
a) Reducción de los reprocesos
para corregir defectos de pintura.
b) Disminución en los costos de
material (pintura) y mano de obra
para corregir el defecto
Lacado
Disminución de las devoluciones
de producto en el proceso de
lacado de muebles
Reducir el porcentaje de
devoluciones debido a defectos
en lacado de los muebles del
23,20% al 1%, a través de la
mejora en el proceso de lacado.
Mejora en la calidad de los
productos ofrecidos,
disminuyendo las quejas de los
clientes debido a errores en el
proceso de lacado.
a) Dismunucion del tiempo de
reproceso para corregir defectos
de lacado. b)
Aumento en el indice de
productividad de los trabajadores
del area
Almacenamiento
Disminución de las devoluciones
de producto por mal manejo de la
materia prima en el proceso de
almacenamiento
Reducir el porcentaje de
devoluciones debido a defectos
en almacenamiento de la materia
prima del 17,1% al 1%, a través de
la mejora en el proceso.
Aumento de la seguridad en la
compra de productos debido a la
durabilidad de los muebles por
condiciones previas de la materia
prima
a) Aumentar el beneficio en la
utilizacion de la materia prima.
b) Disminución en los costos de
material (pintura, laca, madera) y
mano de obra para corregir el
defecto
AREA
PROYECTOS
IMPACTOOBJETIVOTITULO

100
Anexo 13 Mapa de procesos área de pintura

101
Anexo 14 Concordancia de atributos
MUEBLES
n° 1Ob1 1Ob2 2Ob1 2Ob2 3Ob1 3Ob2 4Ob1 4Ob2
1 1 0 1 0 1 0 0 0
2 0 0 0 0 0 0 0 0
3 1 1 1 1 1 1 1 1
4 0 0 0 0 0 0 0 0
5 1 1 1 0 0 1 1 1
6 0 0 0 0 0 0 0 0
7 1 1 1 1 1 1 1 1
8 0 0 0 0 0 0 1 0
9 1 0 1 1 1 1 1 1
10 0 0 0 0 0 0 0 0
11 0 0 0 1 0 0 0 0
12 1 1 1 1 1 0 1 1
13 0 0 0 0 0 0 0 0
14 0 0 0 1 0 0 0 0
15 0 0 1 0 0 0 0 0
16 0 1 0 1 0 0 0 0
17 0 0 0 0 0 0 0 0
18 0 0 1 0 0 0 0 0
19 1 1 1 0 1 1 0 1
20 0 0 0 0 0 0 0 0
21 1 1 0 1 1 1 1 0
22 0 0 0 1 0 0 0 0
23 0 0 0 0 1 0 0 0
24 1 1 0 0 0 0 1 0
25 0 0 0 1 0 0 1 1
26 1 1 1 1 1 1 1 1
27 1 0 0 1 0 0 0 0
28 0 0 0 0 0 0 0 0
29 0 0 0 0 0 0 0 0
30 1 0 1 1 1 1 1 1
31 0 0 0 0 0 0 0 0
32 0 0 0 1 0 0 1 0
33 1 1 0 0 0 0 0 0
34 0 0 0 0 1 0 0 0
35 1 0 1 0 1 1 1 1
36 1 1 1 1 1 1 1 1
37 0 0 0 0 0 0 0 0
38 0 0 0 1 1 0 0 0
39 0 0 0 0 0 0 1 1
40 0 0 1 1 0 1 0 0
41 0 0 0 0 0 0 0 0
42 0 0 0 1 1 0 0 0
43 0 0 1 1 0 0 1 1
44 0 0 0 0 0 0 0 0
45 0 0 0 1 1 0 1 0
46 1 1 0 0 0 1 0 0
47 1 0 1 1 0 0 1 1
48 0 0 0 0 0 0 0 0
OP1 OP2 OP3 OP4
CONVENCIONES: BUENO: 0 DEFECTUOSO: 1
LINEA HOGAR - PRODUCCIÓN EN MADERA
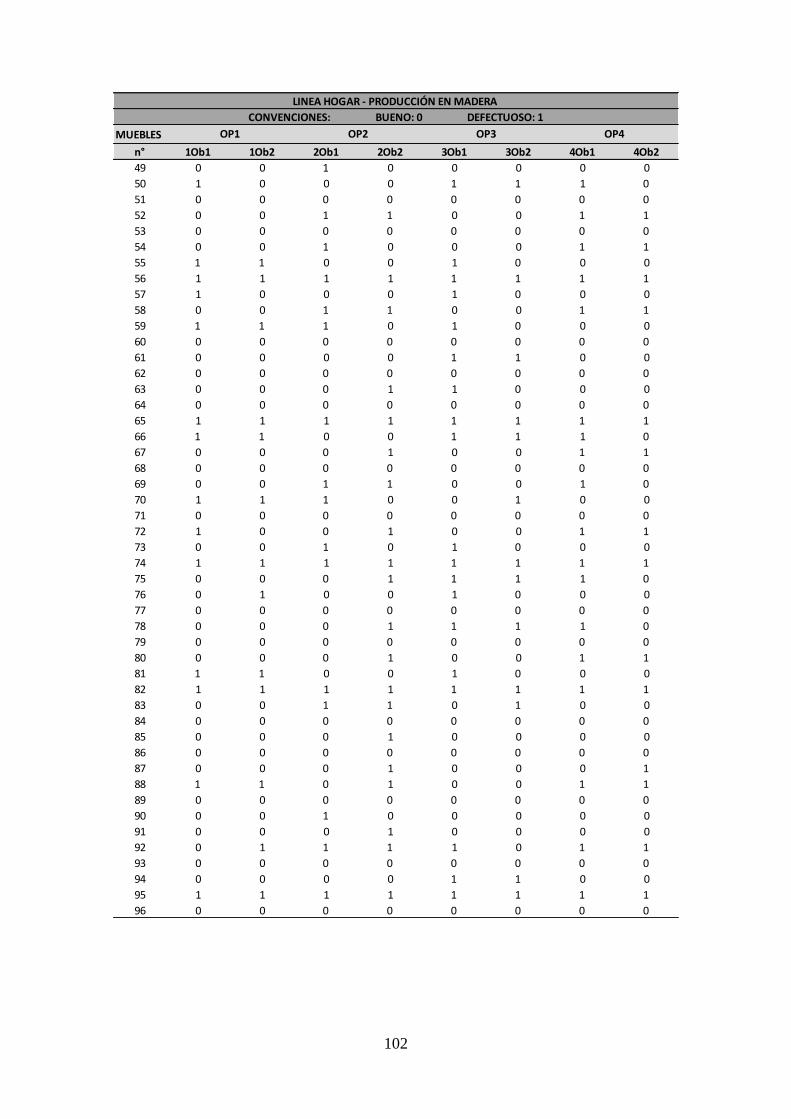
102
MUEBLES
n° 1Ob1 1Ob2 2Ob1 2Ob2 3Ob1 3Ob2 4Ob1 4Ob2
49 0 0 1 0 0 0 0 0
50 1 0 0 0 1 1 1 0
51 0 0 0 0 0 0 0 0
52 0 0 1 1 0 0 1 1
53 0 0 0 0 0 0 0 0
54 0 0 1 0 0 0 1 1
55 1 1 0 0 1 0 0 0
56 1 1 1 1 1 1 1 1
57 1 0 0 0 1 0 0 0
58 0 0 1 1 0 0 1 1
59 1 1 1 0 1 0 0 0
60 0 0 0 0 0 0 0 0
61 0 0 0 0 1 1 0 0
62 0 0 0 0 0 0 0 0
63 0 0 0 1 1 0 0 0
64 0 0 0 0 0 0 0 0
65 1 1 1 1 1 1 1 1
66 1 1 0 0 1 1 1 0
67 0 0 0 1 0 0 1 1
68 0 0 0 0 0 0 0 0
69 0 0 1 1 0 0 1 0
70 1 1 1 0 0 1 0 0
71 0 0 0 0 0 0 0 0
72 1 0 0 1 0 0 1 1
73 0 0 1 0 1 0 0 0
74 1 1 1 1 1 1 1 1
75 0 0 0 1 1 1 1 0
76 0 1 0 0 1 0 0 0
77 0 0 0 0 0 0 0 0
78 0 0 0 1 1 1 1 0
79 0 0 0 0 0 0 0 0
80 0 0 0 1 0 0 1 1
81 1 1 0 0 1 0 0 0
82 1 1 1 1 1 1 1 1
83 0 0 1 1 0 1 0 0
84 0 0 0 0 0 0 0 0
85 0 0 0 1 0 0 0 0
86 0 0 0 0 0 0 0 0
87 0 0 0 1 0 0 0 1
88 1 1 0 1 0 0 1 1
89 0 0 0 0 0 0 0 0
90 0 0 1 0 0 0 0 0
91 0 0 0 1 0 0 0 0
92 0 1 1 1 1 0 1 1
93 0 0 0 0 0 0 0 0
94 0 0 0 0 1 1 0 0
95 1 1 1 1 1 1 1 1
96 0 0 0 0 0 0 0 0
OP1 OP2 OP3 OP4
CONVENCIONES: BUENO: 0 DEFECTUOSO: 1
LINEA HOGAR - PRODUCCIÓN EN MADERA

103
Anexo 15 Resultado análisis R&R con estudio individual
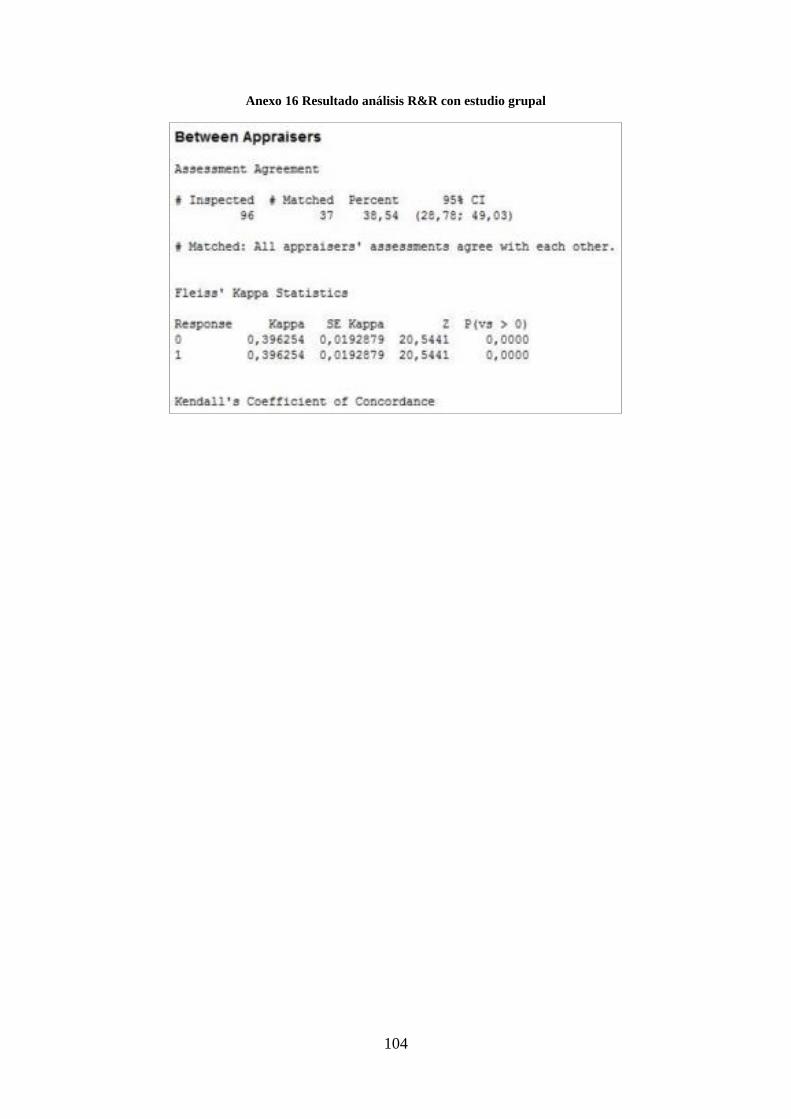
104
Anexo 16 Resultado análisis R&R con estudio grupal

105
Anexo 17 Registro línea base
N° MUEBLES INSPECCIONADOS MUEBLES INCONFORMES
1 12 5
2 10 1
3 11 0
4 11 2
5 16 8
6 15 6
7 11 3
8 16 7
9 11 2
10 12 0
11 18 6
12 11 5
13 10 4
14 11 3
15 18 5
16 14 5
17 11 4
18 15 6
19 10 4
20 12 2
21 10 6
22 12 5
23 11 4
24 11 0
25 10 1
26 8 2
27 10 6
28 12 3
29 10 2
30 9 4
31 10 3
32 9 0
33 13 5
34 9 3
LINEA HOGAR - PRODUCCIÓN EN MADERA OCT - NOV
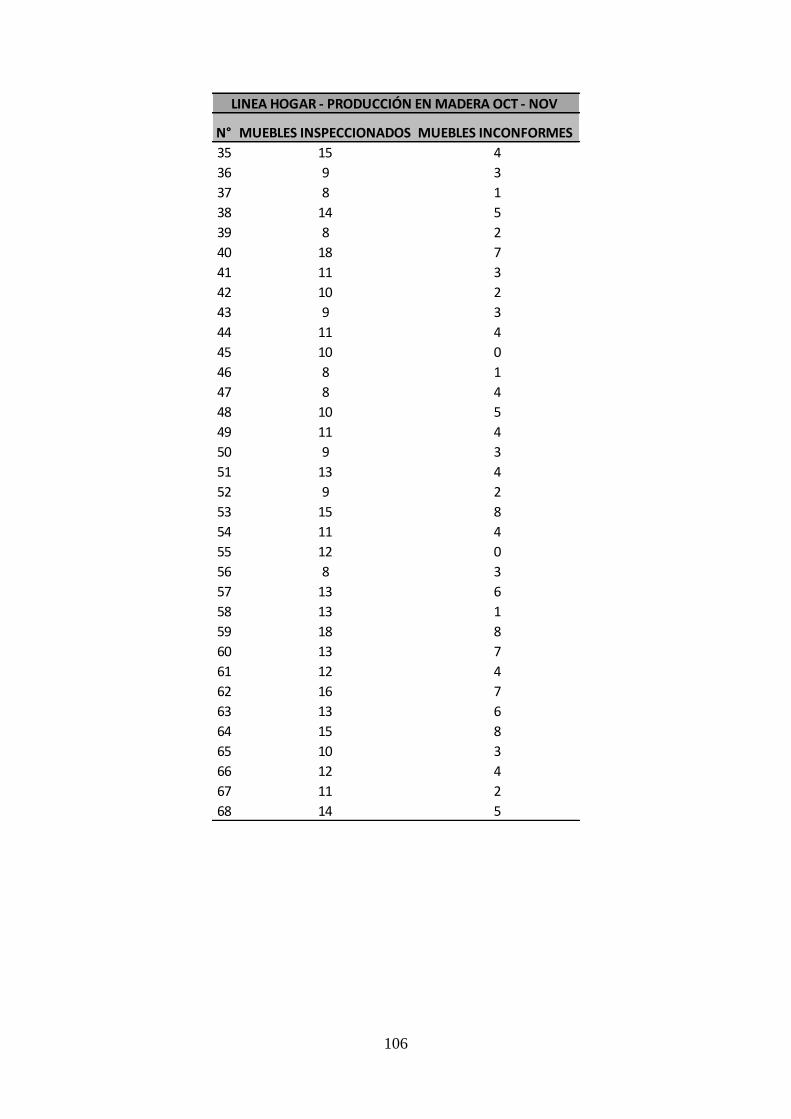
106
N° MUEBLES INSPECCIONADOS MUEBLES INCONFORMES
35 15 4
36 9 3
37 8 1
38 14 5
39 8 2
40 18 7
41 11 3
42 10 2
43 9 3
44 11 4
45 10 0
46 8 1
47 8 4
48 10 5
49 11 4
50 9 3
51 13 4
52 9 2
53 15 8
54 11 4
55 12 0
56 8 3
57 13 6
58 13 1
59 18 8
60 13 7
61 12 4
62 16 7
63 13 6
64 15 8
65 10 3
66 12 4
67 11 2
68 14 5
LINEA HOGAR - PRODUCCIÓN EN MADERA OCT - NOV

107
Anexo 18 Registro devoluciones área de pintura
TIPOS DE DEFECTO ÁREA DE PINTURA EVENTOS PORCENTAJE % ACUMULADO
Rayones en pintura 97 0,396 39,59%
Error en la cantidad de pintura (Grumos) 54 0,220 61,63%
Color no adecuado 48 0,196 81,22%
Color no uniforme 20 0,082 89,39%
Punteado de aguja 6 0,024 91,84%
Curado deficiente 4 0,016 93,47%
Soplos de pintura 3 0,012 94,69%
Fogueo 2 0,008 95,51%
Otros 11 0,045 100,00%
TOTAL 245
REGISTRO DE DEVOLUCIONES ÁREA DE PINTURA
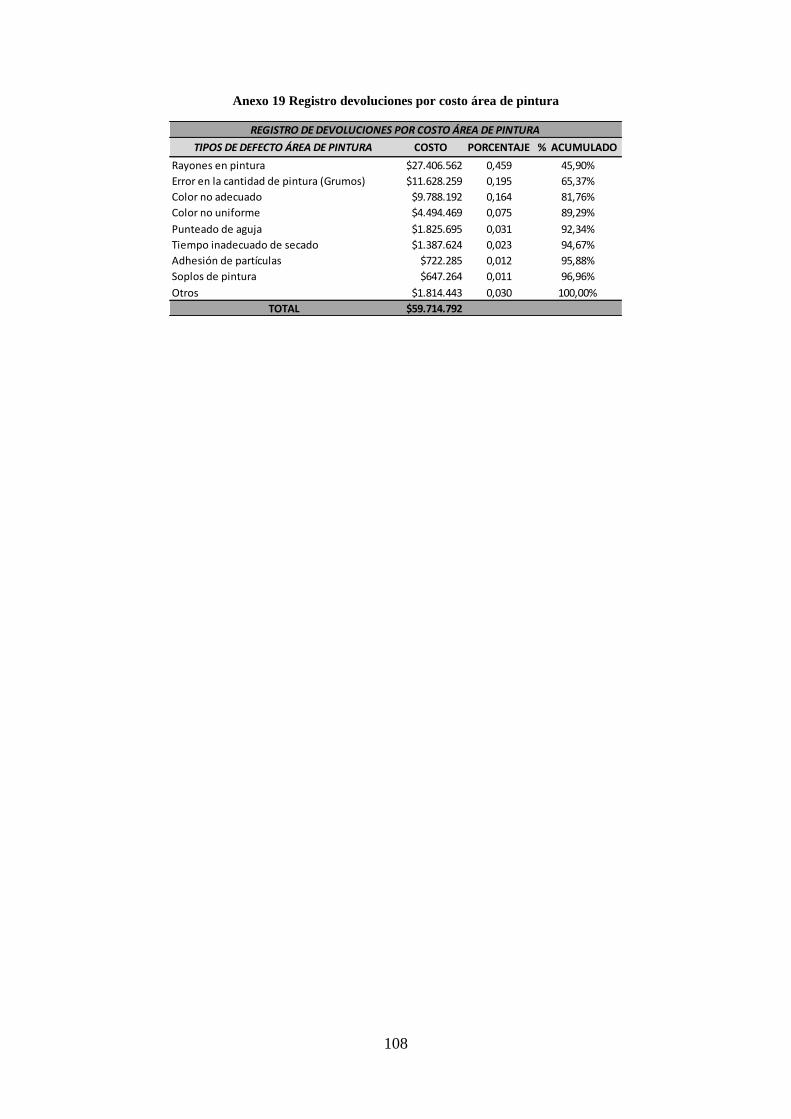
108
Anexo 19 Registro devoluciones por costo área de pintura
TIPOS DE DEFECTO ÁREA DE PINTURA COSTO PORCENTAJE % ACUMULADO
Rayones en pintura $27.406.562 0,459 45,90%
Error en la cantidad de pintura (Grumos) $11.628.259 0,195 65,37%
Color no adecuado $9.788.192 0,164 81,76%
Color no uniforme $4.494.469 0,075 89,29%
Punteado de aguja $1.825.695 0,031 92,34%
Tiempo inadecuado de secado $1.387.624 0,023 94,67%
Adhesión de partículas $722.285 0,012 95,88%
Soplos de pintura $647.264 0,011 96,96%
Otros $1.814.443 0,030 100,00%
TOTAL $59.714.792
REGISTRO DE DEVOLUCIONES POR COSTO ÁREA DE PINTURA

109
Anexo 20 Prueba de hipótesis - Rayones en pintura
LIJA NUEVA LIJA MEDIO
DESGASTADA
LIJA
DESGASTADA
1 BASC26 1 2 6 10 18
2 BASC26 1 1 5 9 15
3 BASC26 2 2 4 10 16
4 BASC26 2 4 7 8 19
5 MAR82 1 2 6 6 14
6 MAR82 1 1 5 7 13
7 MAR82 2 3 4 8 15
8 MAR82 2 1 5 8 14
9 MESC66 1 4 3 9 16
10 MESC66 1 1 5 7 13
11 MESC66 2 0 6 5 11
12 MESC66 2 2 7 6 15
13 SILC40 1 1 3 5 9
14 SILC40 1 0 5 6 11
15 SILC40 2 2 2 4 8
16 SILC40 2 4 4 8 16
17 MESN36 1 1 5 11 17
18 MESN36 1 3 3 9 15
19 MESN36 2 3 5 8 16
20 MESN36 2 2 1 10 13
LIJA 100 - N° ZONAS CON RAYONES TOTAL
ZONAS OPERARIO REFERENCIA N°

110
Anexo 21 Anova de lija - Rayones en pintura
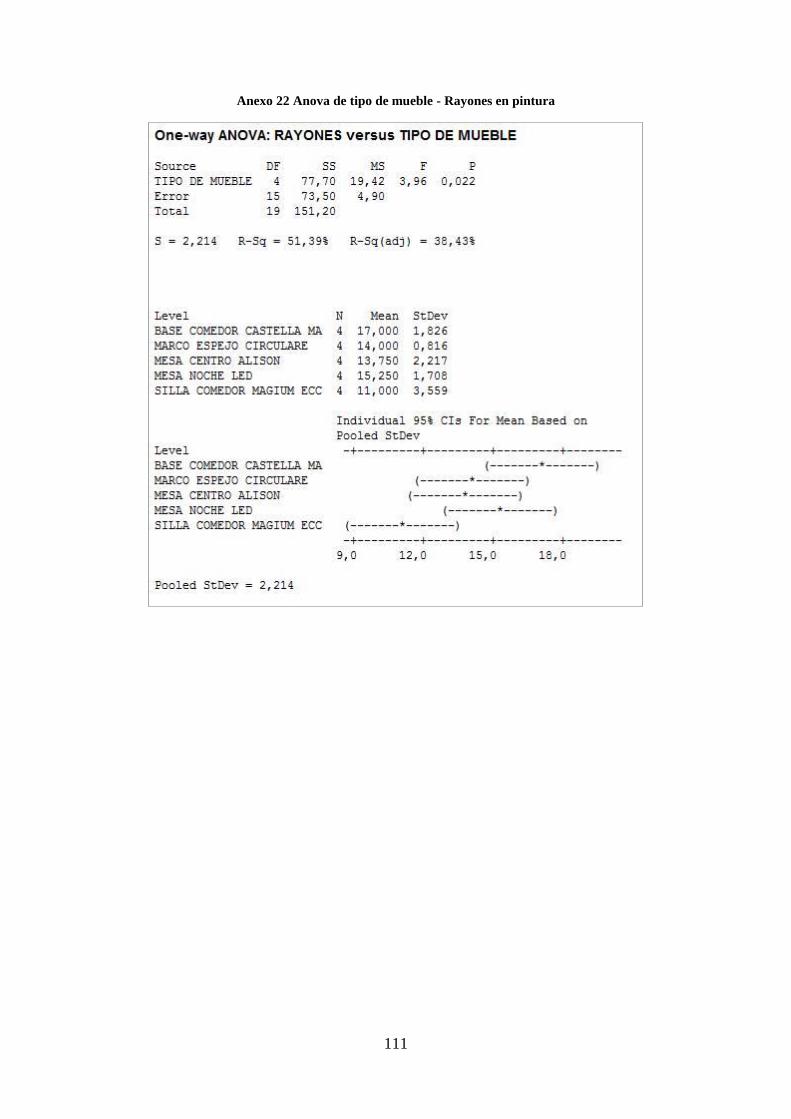
111
Anexo 22 Anova de tipo de mueble - Rayones en pintura

112
Anexo 23 Prueba 2T de operario - Rayones en pintura

113
Anexo 24 Prueba de hipótesis - Error en la cantidad de pintura (Grumos)
N° REFERENCIA OPERARIO DISTANCIA (cm) BOQUILLA EN
MOVIMIENTO
N° ZONAS CON
GRUMOS DE
PINTURA
1 BIF72 1 25 SI 0
2 BIF72 1 12 SI 4
3 BIF72 2 13 NO 6
4 BIF72 2 19 NO 4
5 MESN36 1 22 SI 3
6 MESN36 1 14 NO 6
7 MESN36 2 12 NO 7
8 MESN36 2 15 NO 4
9 MESN96 1 13 NO 5
10 MESN96 1 13 NO 4
11 MESN96 2 15 NO 2
12 MESN96 2 23 SI 1
13 POL40 1 25 SI 0
14 POL40 1 15 NO 2
15 POL40 2 14 NO 3
16 POL40 2 12 NO 5
17 SILC91 1 24 SI 1
18 SILC91 1 24 NO 0
19 SILC91 2 20 NO 4
20 SILC91 2 18 NO 4

114
Anexo 25 Resultado análisis estadístico técnica de pintura - error en la cantidad de pintura
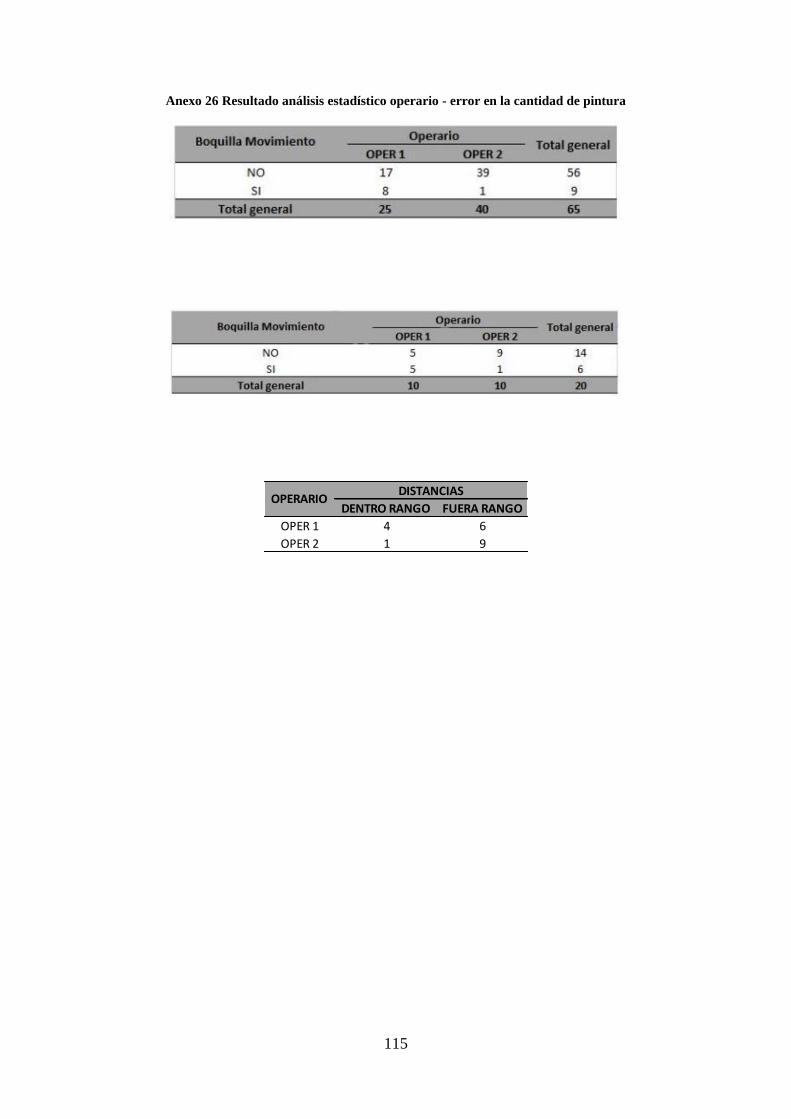
115
Anexo 26 Resultado análisis estadístico operario - error en la cantidad de pintura
DENTRO RANGO FUERA RANGO
OPER 1 4 6
OPER 2 1 9
DISTANCIAS OPERARIO

116
Anexo 27 Resultado análisis estadístico tipo de mueble - error en la cantidad de pintura

117
Anexo 28 Prueba de hipótesis - Color no adecuado
Nota: Tipo de diluyente 1 – Thiner; Tipo de diluyente 2 – Disolvente Universal
Tipo de pintura 1 – Tintilla; Tipo de pintura 2 – Fondo esmalte
N° REFERENCIA OPERARIO TIPO DE MADERA
MUEBLE
TIPO DE MADERA
MUESTRA
COINCIDE TIPO
MADERA
PINTA DE ACUERDO
A LA VETA
TIPO DE
DILUYENTE
TIPO DE
PINTURA
COLOR
ADECUDO
1 BASC55 1 MARFIL CEDRO NO NO 1 1 NO
2 BASC55 1 FLOR MORADO MARFIL NO SI 1 1 NO
3 BASC55 2 CEDRO CEDRO SI NO 1 2 SI
4 BASC55 2 MARFIL PINO NO NO 1 1 NO
5 MAR56 1 TEKA FLOR MORADO NO NO 1 2 NO
6 MAR56 1 MARFIL MARFIL SI NO 2 1 NO
7 MAR56 2 TEKA TEKA SI SI 2 2 SI
8 MAR56 2 TEKA TRIPLEX NO NO 2 2 NO
9 MESA87 1 CEDRO ROBLE NO NO 1 2 NO
10 MESA87 1 ROBLE FLOR MORADO NO SI 2 2 NO
11 MESA87 2 MARFIL TRIPLEX NO SI 2 2 SI
12 MESA87 2 MARFIL FLOR MORADO NO SI 1 2 SI
13 MESA72 1 FLOR MORADO TRIPLEX NO SI 1 1 NO
14 MESA72 1 FLOR MORADO PINO NO NO 2 1 NO
15 MESA72 2 ROBLE ROBLE SI SI 1 1 SI
16 MESA72 2 TEKA PINO NO NO 2 1 NO
17 POL58 1 FLOR MORADO FLOR MORADO SI SI 2 2 SI
18 POL58 1 PINO TRIPLEX NO NO 2 2 NO
19 POL58 2 TEKA CEDRO NO NO 2 1 NO
20 POL58 2 CEDRO CEDRO SI SI 2 1 SI

118
Anexo 29 Resultado análisis estadístico de color para color no adecuado.

119
Anexo 30 Resultado análisis estadístico de pintura y diluyente para color no adecuado

120
Anexo 31 Resultado análisis estadístico de tipo de mueble para color no adecuado

121
Anexo 32 Formato para el abastecimiento de lija
N° HORA INICIOHORA DE
CAMBIO N° HORA INICIO
HORA DE
CAMBIO
1 11
2 12
3 13
4 14
5 15
6 16
7 17
8 18
9 19
10 20
FORMATO PARA EL ABASTECIMIENTO DE LIJA N° 100
CONSECUTIVO
FECHA D / M / A

122
Anexo 33 Manual para la capacitación
MÉTODO ESTÁNDAR DE TRABAJO
JC MUEBLES
NOMBRE DEL PROCESO Pintura
TIPO DE
METODO
TENTATIVO NOMBRE DEL
PRODUCTO
Muebles de Madera Línea
Hogar
TEMPORAL
PERMANENTE
1. DESCRIPCIÓN DE LAS PARTES
En esta sección se especifican las partes que conforman el producto final de los muebles
agrupados por familia, además de su función dentro del proceso y algunos aspectos que los
analistas consideran importantes de resaltar.
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
1 Estructura
Es el cuerpo del bife, brinda
firmeza y estabilidad a todo el
mueble
El diseño y soporte interno
varían de acuerdo a las
especificaciones del cliente
BASE COMEDOR
BIFFE
1 Patas
Se adhieren a la parte inferior
del fuste, dando soporte y
estabilidad a la base comedor
La cantidad y forma de estos
elementos dependen de las
especificaciones por
referencia
3 Cruste
Esta pieza está diseñada para
soportar un tablero de
madera, o uno de vidrio
Su forma o diseño puede
variar de tal manera que de
estabilidad al tablero de la
mesa
2 Fuste
Es un pilar vertical
ensamblado en su parte
superior por el cruste e
inferior por las patas, se
encarga de brindar soporte y
firmeza al tablero de la mesa
Debe ser una pieza tallada en
madera maciza
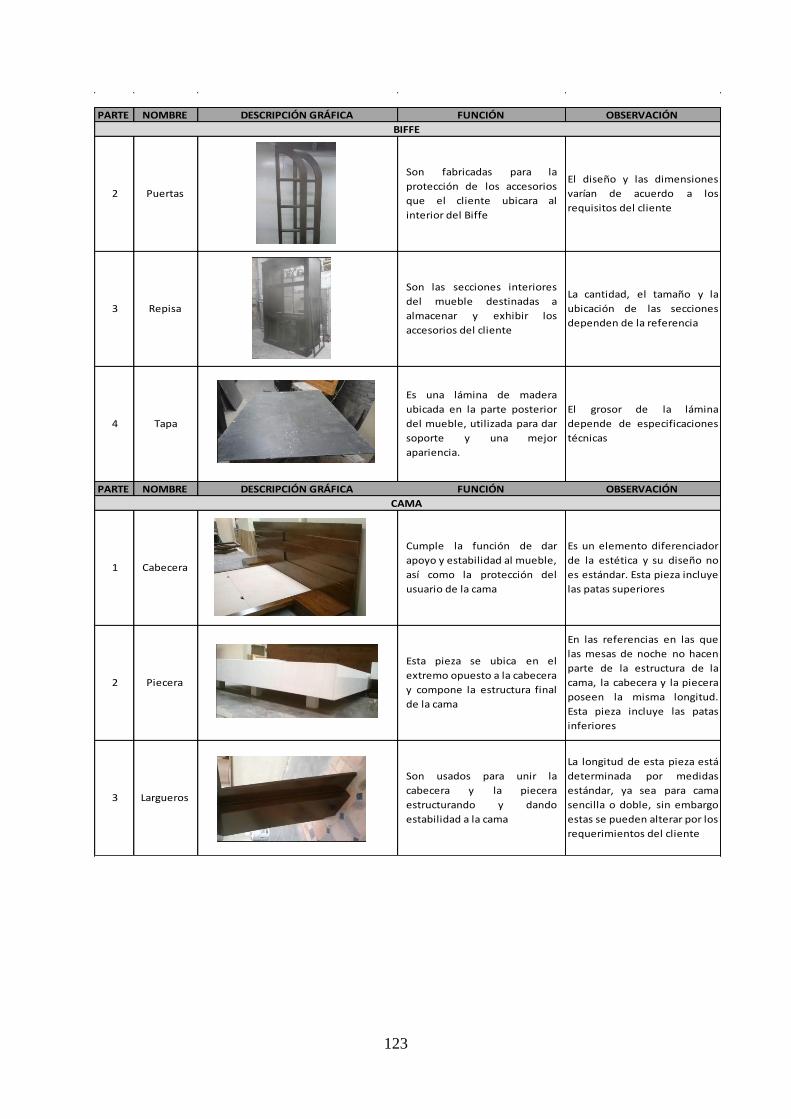
123
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
CAMA
1 Cabecera
Cumple la función de dar
apoyo y estabilidad al mueble,
así como la protección del
usuario de la cama
Es un elemento diferenciador
de la estética y su diseño no
es estándar. Esta pieza incluye
las patas superiores
2 Piecera
Esta pieza se ubica en el
extremo opuesto a la cabecera
y compone la estructura final
de la cama
En las referencias en las que
las mesas de noche no hacen
parte de la estructura de la
cama, la cabecera y la piecera
poseen la misma longitud.
Esta pieza incluye las patas
inferiores
3 Largueros
Son usados para unir la
cabecera y la piecera
estructurando y dando
estabilidad a la cama
La longitud de esta pieza está
determinada por medidas
estándar, ya sea para cama
sencilla o doble, sin embargo
estas se pueden alterar por los
requerimientos del cliente
Son las secciones interiores
del mueble destinadas a
almacenar y exhibir los
accesorios del cliente
La cantidad, el tamaño y la
ubicación de las secciones
dependen de la referencia
4 Tapa
Es una lámina de madera
ubicada en la parte posterior
del mueble, utilizada para dar
soporte y una mejor
apariencia.
El grosor de la lámina
depende de especificaciones
técnicas
BIFFE
Son fabricadas para la
protección de los accesorios
que el cliente ubicara al
interior del Biffe
Puertas 2
El diseño y las dimensiones
varían de acuerdo a los
requisitos del cliente
3 Repisa
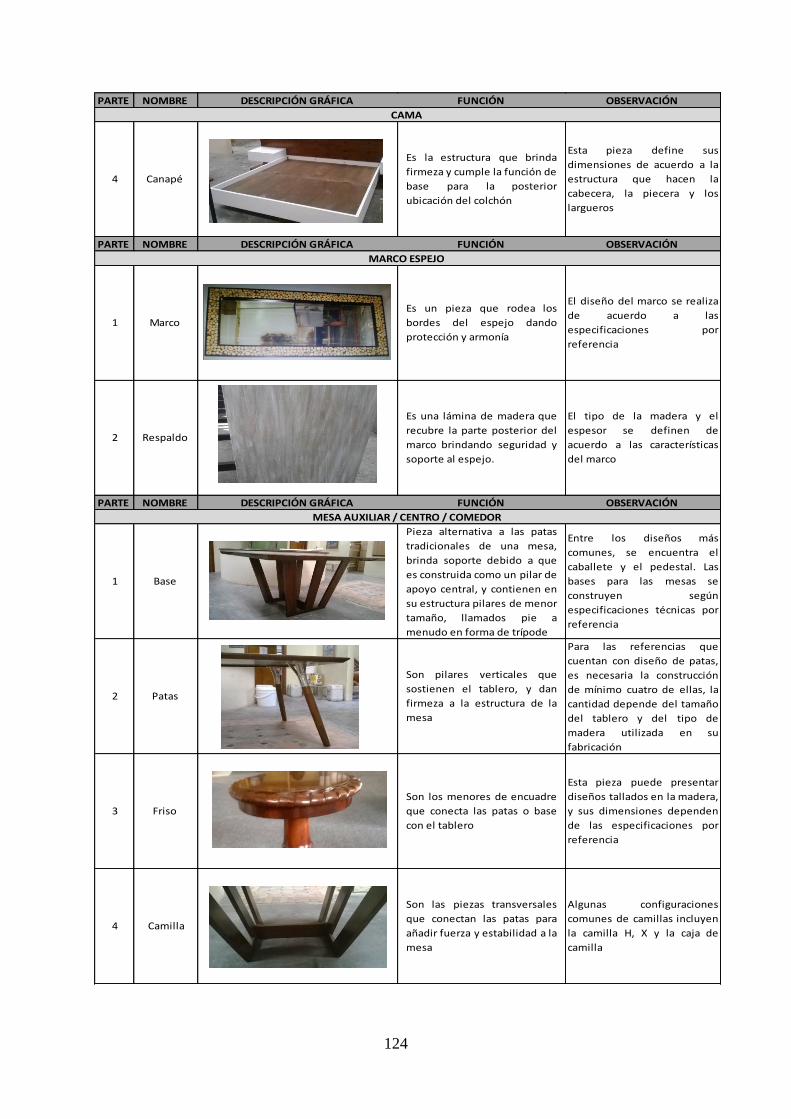
124
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
2 Respaldo
Es una lámina de madera que
recubre la parte posterior del
marco brindando seguridad y
soporte al espejo.
El tipo de la madera y el
espesor se definen de
acuerdo a las características
del marco
1 Marco
Es un pieza que rodea los
bordes del espejo dando
protección y armonía
El diseño del marco se realiza
de acuerdo a las
especificaciones por
referencia
CAMA
MARCO ESPEJO
4 Canapé
Es la estructura que brinda
firmeza y cumple la función de
base para la posterior
ubicación del colchón
Esta pieza define sus
dimensiones de acuerdo a la
estructura que hacen la
cabecera, la piecera y los
largueros
MESA AUXILIAR / CENTRO / COMEDOR
1 Base
Pieza alternativa a las patas
tradicionales de una mesa,
brinda soporte debido a que
es construida como un pilar de
apoyo central, y contienen en
su estructura pilares de menor
tamaño, llamados pie a
menudo en forma de trípode
Entre los diseños más
comunes, se encuentra el
caballete y el pedestal. Las
bases para las mesas se
construyen según
especificaciones técnicas por
referencia
Son las piezas transversales
que conectan las patas para
añadir fuerza y estabilidad a la
mesa
Algunas configuraciones
comunes de camillas incluyen
la camilla H, X y la caja de
camilla
3 Friso
Son los menores de encuadre
que conecta las patas o base
con el tablero
Esta pieza puede presentar
diseños tallados en la madera,
y sus dimensiones dependen
de las especificaciones por
referencia
2 Patas
Son pilares verticales que
sostienen el tablero, y dan
firmeza a la estructura de la
mesa
Para las referencias que
cuentan con diseño de patas,
es necesaria la construcción
de mínimo cuatro de ellas, la
cantidad depende del tamaño
del tablero y del tipo de
madera utilizada en su
fabricación
4 Camilla

125
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
3 Gaveta
Esta pieza es un contenedor
corredizo que por medio de
rieles permite el acceso a la
estructura de la mesa
Su forma debe ser igual a la
estructura definida para la
mesa de noche. La cantidad de
estas piezas por cada
referencia se establecen de
acuerdo a los requerimientos
MESA NOCHE
1 Cubierta
Es la parte superior de la mesa
de noche, su función principal
es cubrir el interior de la
estructura
En algunas referencias la
cubierta sobresale de los
parales de la estructura, a
diferencia de otras que su
ancho es igual al soporte
5 Entre paño
Es una lámina de madera
ubicada en el interior de la
estructura, esta es removible
según las necesidades del
usuario
Es una lámina de madera
ubicada horizontalmente,
paralela a la cubierta
4 Puerta
Es una lámina de madera que
se une a la estructura por
medio de bisagras, dando
protección a los accesorios
almacenados en la mesa de
noche
Su ubicación varía de acuerdo
a las especificaciones por
referencia, entre las
alternativas se encuentra la
disposición al costado
derecho, izquierdo o en la
parte inferior del mueble
6 Manijas
Son piezas compactas de
madera o herrajes de
aluminio, que facilitan el
movimiento de los cajones y
puertas
Estas piezas pueden tomar
diferentes apariencias según
lo desee el cliente
2 Estructura
Es el cuerpo de la mesa de
noche, que permite dar
firmeza y alberga otras piezas
tales como los cajones
Generalmente la estructura
posee una forma de cubo, su
parte interior es hueca
permitiendo el acceso a los
cajones
5 Tablero
Se define como la parte
superior de una mesa y es una
superficie grande y plana
El diseño de cada superficie se
da por medio de efectos de
pintura y no por medio de
superficies elevadas
4 Camilla Son las piezas transversales Algunas configuraciones

126
PARTE NOMBRE DESCRIPCIÓN GRÁFICA FUNCIÓN OBSERVACIÓN
POLTRONA / PUFF / SILLA AUXILIAR / SILLA BAR / SILLA COMEDOR / SOFA
1Respaldo
Parte del mueble que
sostiene la espalda, está
formado por los montantes y
el barrote superior
Esta pieza puede ser de listón
liso o perforado, para el caso
de las referencias de los puff,
estos carecen de respaldo
3Friso
Son los menores de encuadre
que conecta las patas con el
asiento
Esta pieza se puede encontrar
en variedad de diseños siendo
liso, decorado, en relieve,
borde recto o curvo
2Asiento
Es una pieza plana conectada
con el respaldo y las patas de
la silla, su principal función es
permitir una posición de
descanso en la que las piernas
y la columna del usuario
forman un ángulo de 90°
Su diseño varía de acuerdo a la
referencia siendo recto,
circular u oval. Para el caso de
la referencia de los sofá estos
permiten la ubicación de 1 a 3
personas
5Patas
Son cada uno de los
elementos verticales que
sostienen el cuerpo del
mueble sobre el suelo. La
parte más baja de la pata se
llama pie, y ese es también el
nombre que se suele dar al
soporte cuando es único.
Su diseño puede ser recta,
torneada, cabriolé, cónica
recta, cónica torneada, doble
rollo, etc. Para el caso de las
referencia de la silla bar estas
presentan mayor longitud
4Brazos Es la parte del mueble para
apoyar los brazos
Su diseño puede variar en los
diseños como recto,
arqueado, terminado en
volutas (adorno en forma de
espiral o caracol)
7 Oreja
Esta pieza es la extensión
horizontal del brazo
conectándolo con el respaldo
y el asiento de la silla
Esta pieza es incluida para el
caso de las poltronas
6Travesaño
Es una pieza horizontal
comprendida entre dos o más
verticales
Hay travesaños de diversas
formas en H, en H doble, H
redonda, en X, en curva
horizontal en X

127
2. LISTADO DE HERRAMIENTAS, MATERIALES Y EQUIPOS
Este listado incluye todos los elementos que son considerados importantes en cada operación
del área de pintura, ya sea para el montaje de las maquinas, para aportar belleza y valor
agregado a los productos, o para el desarrollo de la operación. Se omiten en este manual las
herramientas, materiales y equipos que son utilizados por los operarios en el mantenimiento
de las maquinas.
A continuación, se especifica la información antes planteada por operación:
CÓDIGO NOMBRE DESCRIPCIÓN GRÁFICA MARCA O
REFERENCIA OBSERVACIÓN
CANTIDAD POR
PUESTO
CÓDIGO NOMBRE DESCRIPCIÓN GRÁFICA MARCA O
REFERENCIA OBSERVACIÓN
CANTIDAD POR
PUESTO
LP02Bolsa para
polvo
DeWalt
D26451
Utilizada para
almacenar el material
sobrante del proceso
de lijado
1 por cada
lijadora orbital
RP01Guantes hilo -
Látex multiflex
Zubiola
Son necesarios para la
protección del
operario, evitan
heridas por adhesión
de esquirlas de la
madera
RECEPCIÓN
1 par por cada
operario en la
recepción
LIJADO EN BLANCO - SUAVIZADO
LP01 Lijadora Orbital DeWalt
D26451
Lijadora rotorbital, con
recolectora de polvo y
carcaza anti-deslizante
5 pulgadas - 13500 rpm
2 para lijado en
blanco - 2 para
suavizado
RP02 Hidrolavadora
Black & Decker
PW1300TDW-
B3 Tipo 2
Potencia de 1300 W,
presión máxima de 110
Bar, manguera de 15,24
cm y cable de 5m.
1 en recepción
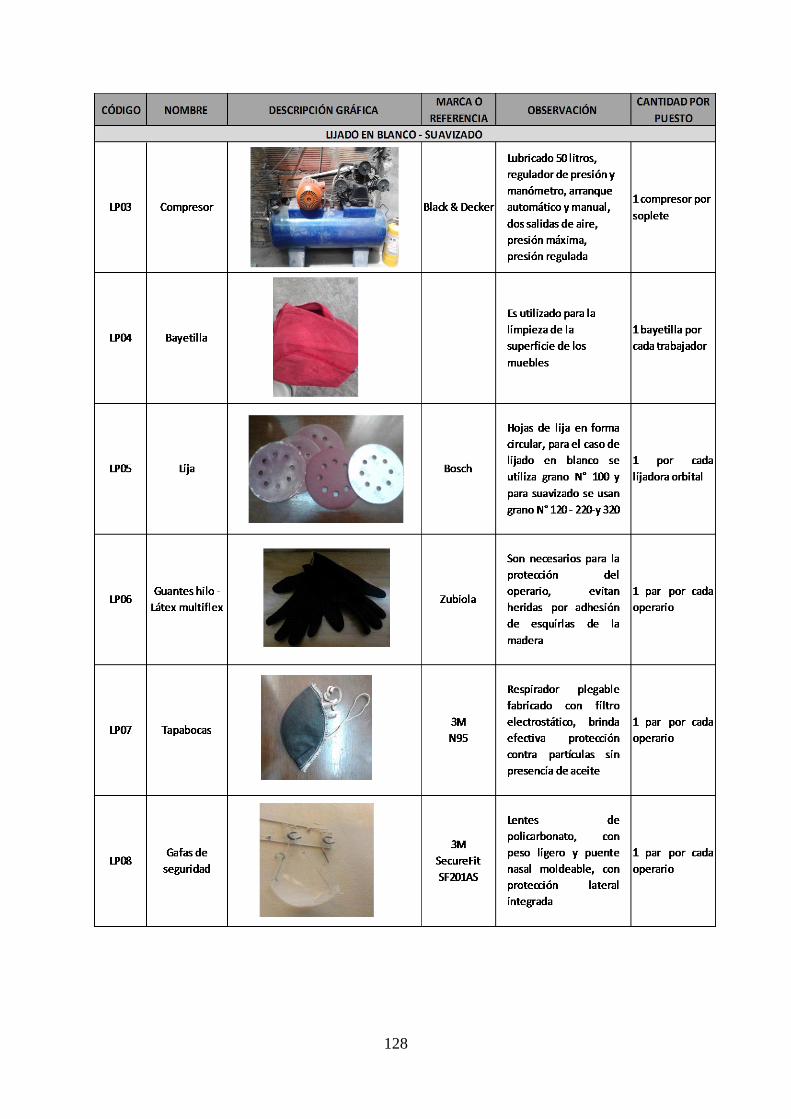
128
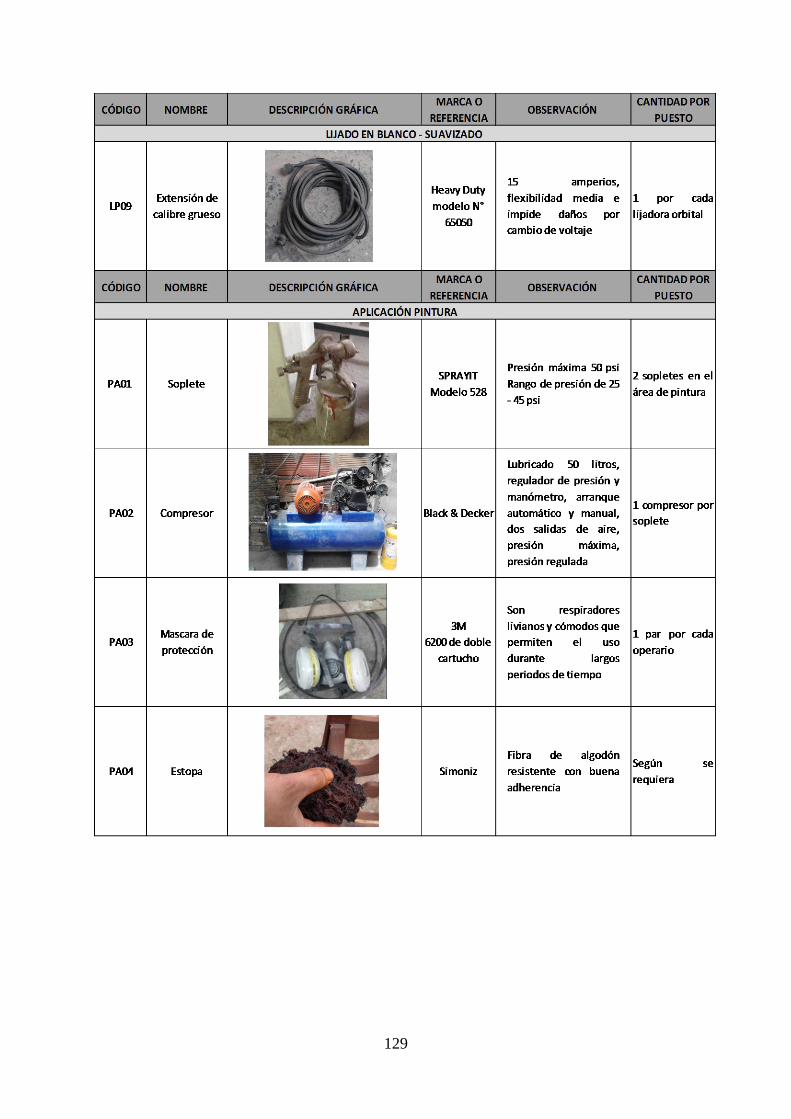
129

130
3. DESCRIPCIÓN DEL PROCESO
Se plantea un proceso que permite estandarizar el método de aplicación de pintura y agilizar
el proceso del mismo, en el manual del procedimiento del área de pintura se describe el
proceso planteado para la organización.
3.1. Pasos Preliminares
Para un adecuado proceso de pintura es necesario disponer de algunos pasos previos, de tal
manera que se asegure la eliminación de errores que se podría evitar siguiendo esta secuencia.
A demás se disminuyen los riegos laborales proporcionando seguridad al trabajador.
3.1.1. Seleccionar Pintura y Diluyente
De acuerdo a la preparación previa en la muestra con el cliente, se establece la cantidad de
pintura y diluyente que se debe tener en cuenta para cada color, por lo tanto, es necesario
mantener estas proporciones al momento de preparar la mezcla para la pintura final.

131
Fuente: Autores
Se debe tener en cuenta que, desde el momento de la preparación de la mezcla, esta debe tener
un tiempo de reposo de aproximadamente diez minutos antes de ser vertida al soplete.
Fuente: Autores
Seguidamente es necesario retirar las partículas sólidas de la mezcla por medio de un tamiz de
malla fina evitando de esta manera un taponamiento en la aguja del soplete.
132
Fuente: Autores
Recuerde que la vida útil de la mezcla de pintura con diluyente oscila entre 8 a 16 horas según
el fabricante de la pintura.
3.1.2. Preparar el Área de Pintura
El proceso de pintura debe ser realizado obligatoriamente dentro de la cabina, evitando que
partículas de polvo o insectos se adhieran a la superficie del mueble adicionalmente la cabina
debe prepararse con antelación de 3 a 5 minutos encendiendo el extractor interno
asegurándose de que el área se encuentre limpia.
Fuente: Autores
Para evitar errores en la aplicación del color es necesario identificar la dirección de los hilos
que componen la fibra de la madera (veta) para ubicar el mueble en la posición correcta, en el
133
área respectiva. Para este fin se dispone en la cabina una muestra de lámina de enchape de
20cm x 20cm en la que es fácilmente observable una dirección horizontal.
Fuente: Autores
Luego de la ubicación del mueble es necesario limpiar la superficie a pintar con un paño de
seda limpio y seco, y posponer la aplicación de la pintura 2 minutos adicionales.
3.1.3. Disponer Elementos de Seguridad
Para mantener la salud del trabajador y disminuir los riegos labores se disponen de elementos
seguridad industrial mostrados en el listado de herramientas, materiales y equipos, los cuales
deben ser usados antes del ingreso a la cabina y se debe asegurar el uso continuo durante el
proceso de pintura.
3.1.4. Preparar el compresor
Al encender el compresor es necesario regular la presión durante 2 minutos para impedir
fluctuaciones en el flujo de pintura, seguidamente se debe ajustar el acople de la manguera del
compresor al soplete usando para esto cinta teflón con el fin de evitar posibles escapes de aire.
134
Fuente: Autores
Para verificar la limpieza y el flujo de aire a través del soplete se debe agregar una pequeña
cantidad de diluyente en el recipiente de la pintura de tal manera que quede sumergido el tubo
del sifón.
Fuente: Autores
Posteriormente es esencial abrir la válvula reguladora de fluidos y presionar el gatillo dentro
de un recipiente para verificar luego de unos segundos que a través de la boquilla sale el
diluyente líquido y limpio, de lo contrario es posible que se presenten obstrucciones en el tubo
del sifón o sellos desajustados, por lo tanto, se deberá realizar un mantenimiento correctivo
descrito en el numeral 1.3 Limpieza.

135
3.2. Pintura
Finalmente, para lograr acabados profesionales en el proceso de pintura, es necesario seguir
los lineamientos de una buena técnica evitando reprocesos y daños en la madera.
3.2.1. Ubicarse en el Lugar Adecuado Para Pintar
En la cabina de pintura se establecen unas demarcaciones amarillas en el piso, que indican la
distancia adecuada en la que el trabajador debe ubicarse.
Fuente: Autores
El trabajador debe mantener un ángulo de aproximadamente 45° entre el antebrazo y el brazo
de tal manera que durante el proceso de aplicación de pintura se conserve una distancia de
25cm entre la boquilla del soplete y la superficie del mueble.
Fuente: Autores
136
3.2.2. Movimiento de la Boquilla
Es de gran importancia que durante el proceso de aplicación de pintura el trabajador mantenga
en movimiento la boquilla del soplete incluso, después de soltar el gatillo debido a que aún
continua el flujo de pintura por unos segundos más.
Adicionalmente para un buen acabado de la superficie del mueble es de suma importancia
identificar la dirección de las fibras de la madera (veta), con el fin de establecer la orientación
de la aplicación de la pintura, para ello no olvidar la lámina de enchape ubicada en la cabina.
3.2.3. Aplicar Capa de Sellado
Para que la pintura se vea uniforme e intensa sobre la madera es indispensable aplicar una
capa de sellante (imprimación) anterior al color, por lo tanto, debe hacer uso del compresor y
esperar el tiempo suficiente para el secado.
Fuente: Autores
Recuerde que, para la aplicación del color, debe realizar la limpieza del soplete descrita en el
numeral 1.1.4 preparar el compresor
3.2.4. Aplicar Color
Para finalizar, la aplicación del color se debe realizar en finas capas superponiendo las
pasadas en un 50%, esperando el tiempo suficiente para el secado entre capas.
137
Fuente: Autores
3.3. Limpieza Semanal del Soplete
Con el fin de conservar las condiciones óptimas del soplete, se debe realizar un
mantenimiento preventivo semanal evitando posibles errores y retrasos durante el proceso de
pintura.
3.3.1. Depósito de Pintura
Agregar diluyente en el depósito de pintura hasta cubrir la base de este, luego agitar durante
30 segundos y vaciar el contenido, posteriormente retirar el exceso de diluyente de las paredes
del recipiente con un paño humedecido de la misma sustancia.
Fuente: Autores

138
3.3.2. Limpiar y Lubricar Aguja de Boquilla
Para la correcta limpieza del soplete es necesario desarmar el pulverizador, limpiando y
lubricando con aceite de maquina la aguja, el difusor de aire, el pico de fluido de aire y el
anillo inyector de bronce.
Fuente: Autores
Recuerde que nunca se deben dejar las piezas sumergidas en thiner durante más de una hora,
debido a que están se construyen de materiales distintos y no reaccionan de la misma manera
al producto.

139
Anexo 34 Pruebas Piloto - Rayones en Pintura
N° REFERENCIA OPERARIO LIJA NUEVA
1 MESN36 1 2
2 MESN36 1 0
3 MESN36 2 1
4 MESN36 2 0
5 BIF33 1 0
6 BIF33 1 0
7 BIF33 2 0
8 BIF33 2 0
9 POL71 1 1
10 POL71 1 0
11 POL71 2 0
12 POL71 2 1
13 MESN25 1 0
14 MESN25 1 0
15 MESN25 2 2
16 MESN25 2 0
17 BIF87 1 0
18 BIF87 1 0
19 BIF87 2 0
20 BIF87 2 0

140
Anexo 35 Pruebas piloto - Error en la cantidad de pintura (grumos)
N° REFERENCIA OPERARIO DISTANCIA (cm) BOQUILLA EN MOVIMIENTO N° GRUMOS DE PINTURA
1 BIF18 1 25 SI 0
2 BIF18 1 26 SI 0
3 BIF18 2 25 NO 3
4 BIF18 2 24 SI 0
5 SILC72 1 25 SI 0
6 SILC72 1 25 NO 2
7 SILC72 2 25 SI 0
8 SILC72 2 25 SI 0
9 MESC79 1 25 SI 0
10 MESC79 1 23 SI 3
11 MESC79 2 24 SI 0
12 MESC79 2 25 SI 0
13 CAM77 1 25 SI 0
14 CAM77 1 25 SI 0
15 CAM77 2 25 SI 0
16 CAM77 2 25 SI 0
17 SOF37 1 24 NO 2
18 SOF37 1 25 SI 0
19 SOF37 2 25 SI 0
20 SOF37 2 26 SI 0

141
Anexo 36 Pruebas Piloto - Color no adecuado
N° REFERENCIA OPERARIO TIPO DE MADERA MUEBLE TIPO DE MADERA MUESTRA COINCIDE TIPO MADERA PINTA DE ACUERDO A LA VETA COLOR ADECUDO
1 BASC55 1 ROBLE ROBLE SI SI SI
2 BASC55 1 ROBLE ROBLE SI SI SI
3 BASC55 2 FLOR MORADO FLOR MORADO SI NO NO
4 BASC55 2 PINO PINO SI SI SI
5 CAM24 1 TEKA TEKA SI SI SI
6 CAM24 1 ROBLE ROBLE SI SI SI
7 CAM24 2 ROBLE ROBLE SI SI SI
8 CAM24 2 FLOR MORADO FLOR MORADO SI SI SI
9 MECO49 1 TEKA TEKA SI SI SI
10 MECO49 1 FLOR MORADO FLOR MORADO SI NO NO
11 MECO49 2 CEDRO CEDRO SI SI SI
12 MECO49 2 CEDRO CEDRO SI SI SI
13 MESC66 1 ROBLE ROBLE SI SI SI
14 MESC66 1 FLOR MORADO FLOR MORADO SI NO NO
15 MESC66 2 MARFIL MARFIL SI SI SI
16 MESC66 2 MARFIL MARFIL SI SI SI
17 POL58 1 PINO PINO SI SI SI
18 POL58 1 MARFIL MARFIL SI SI SI
19 POL58 2 TEKA TEKA SI NO NO
20 POL58 2 CEDRO CEDRO SI SI SI

142
Anexo 37 Validación prueba piloto
PRUEBA
HIPÓTESIS
PRUEBA
PILOTO
PRUEBA
HIPÓTESIS
PRUEBA
PILOTO
Rayones en pintura 20 5 33% 8%
Error en la cantidad de
pintura (grumos)17 4 28% 7%
Color no adecuado 13 4 22% 7%
Muebles sin devolución 10 47 17% 78%
N° DEVOLUCIONES PORCENTAJE
TIPO DE DEFECTO

143
Anexo 38 Prueba de dos proporciones para validación de resultados

144
Anexo 39 Ahorro proyectado referencias de estudio
BASC26 (MATE) $ 173.050 $ 224.217 $ 51.167 4,13%
BASC26 (TINTILLA) $ 155.237 $ 184.529 $ 29.292 2,36%
MAR82 (MATE) $ 90.432 $ 129.626 $ 39.195 3,16%
MAR82 (TINTILLA) $ 66.369 $ 99.782 $ 33.413 2,70%
MESC66 (MATE) $ 155.863 $ 208.593 $ 52.730 4,26%
MESC66 (TINTILLA) $ 139.300 $ 181.249 $ 41.948 3,39%
SILC40 (MATE) $ 258.795 $ 320.684 $ 61.890 4,99%
SILC40 (TINTILLA) $ 228.169 $ 276.777 $ 48.608 3,92%
MESN36 (MATE) $ 188.676 $ 242.031 $ 53.355 4,31%
MESN36 (TINTILLA) $ 161.800 $ 207.030 $ 45.230 3,65%
BIF72 (MATE) $ 174.613 $ 217.438 $ 42.825 3,46%
BIF72 (TINTILLA) $ 161.800 $ 195.111 $ 33.311 2,69%
MESN36 (MATE) $ 104.494 $ 143.054 $ 38.559 3,11%
MESN36 (TINTILLA) $ 66.369 $ 96.367 $ 29.998 2,42%
MESN96 (MATE) $ 148.050 $ 181.205 $ 33.155 2,68%
MESN96 (TINTILLA) $ 132.737 $ 149.658 $ 16.921 1,37%
POL40 (MATE) $ 243.169 $ 312.621 $ 69.452 5,60%
POL40 (TINTILLA) $ 221.606 $ 227.793 $ 6.187 0,50%
SILC91 (MATE) $ 168.363 $ 222.439 $ 54.076 4,36%
SILC91 (TINTILLA) $ 140.237 $ 144.502 $ 4.265 0,34%
BASC55 (MATE) $ 180.863 $ 238.376 $ 57.513 4,64%
BASC55 (TINTILLA) $ 169.300 $ 217.142 $ 47.842 3,86%
MAR56 (MATE) $ 98.244 $ 146.491 $ 48.247 3,89%
MAR56 (TINTILLA) $ 72.932 $ 107.601 $ 34.669 2,80%
MESA87 (MATE) $ 157.523 $ 221.032 $ 63.509 5,13%
MESA87 (TINTILLA) $ 120.647 $ 174.502 $ 53.855 4,35%
MESA72 (MATE) $ 246.392 $ 321.199 $ 74.807 6,04%
MESA72 (TINTILLA) $ 209.516 $ 218.418 $ 8.903 0,72%
POL58 (MATE) $ 182.426 $ 240.547 $ 58.121 4,69%
POL58 (TINTILLA) $ 140.237 $ 146.377 $ 6.140 0,50%
REFERENCIACOSTO
PROPUESTO
COSTO
ACTUALAHORRO %AHORRO

145
Anexo 40 Ahorro mensual proyectado
PROPUESTACOSTO ACTUAL DE
FABRICACION
COSTO PROPUESTO DE
FABRICACION
AHORRO
PROYECTADO
RAYONES EN PINTURA $ 4.251.069 $ 3.296.632 $ 954.436
CANT. INADECUADA DE PINTURA (GRUMOS) $ 4.706.047 $ 3.148.191 $ 1.557.857
COLOR NO ADECUADO $ 3.968.529 $ 3.197.411 $ 771.118
$ 3.283.411TOTAL AHORRO MENSUAL
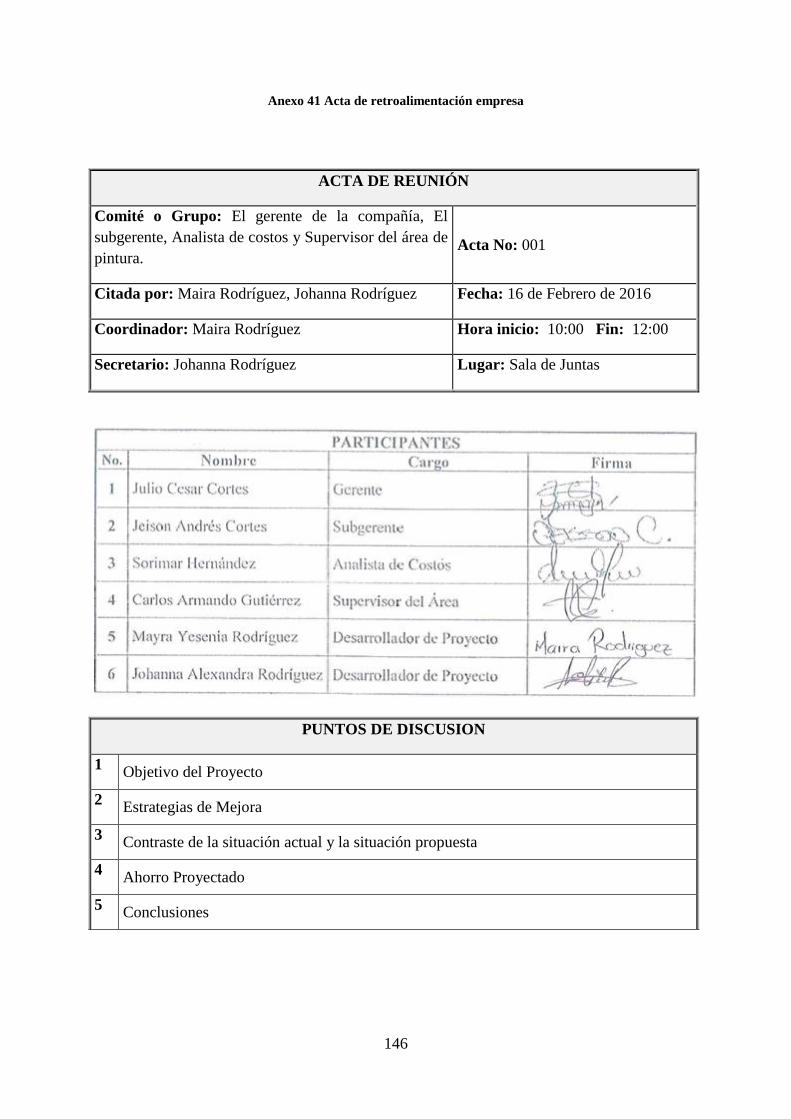
146
Anexo 41 Acta de retroalimentación empresa
ACTA DE REUNIÓN
Comité o Grupo: El gerente de la compañía, El
subgerente, Analista de costos y Supervisor del área de
pintura. Acta No: 001
Citada por: Maira Rodríguez, Johanna Rodríguez Fecha: 16 de Febrero de 2016
Coordinador: Maira Rodríguez Hora inicio: 10:00 Fin: 12:00
Secretario: Johanna Rodríguez Lugar: Sala de Juntas
PUNTOS DE DISCUSION
1 Objetivo del Proyecto
2 Estrategias de Mejora
3 Contraste de la situación actual y la situación propuesta
4 Ahorro Proyectado
5 Conclusiones
147
DESARROLLO DE LA REUNIÓN
1. OBJETIVO DEL PROYECTO:
Reducir el porcentaje de devoluciones debido a defectos en pintura de los muebles del 32.04% al
1%, a través de la mejora en el proceso de pintura.
2. ESTRATEGIAS DE MEJORA:
En este punto se abordaron cada una de las estrategias planteadas por las desarrolladoras del
proyecto, describiendo detalladamente cada una de las acciones de mejora, así como las
herramientas utilizadas en cada caso.
FOCOS DE MEJORA MEJORA DESCRIPCION RESPONSABLE HERRAMIENTAS
Rayones en pinturaEstandarización del tiempo de uso de la
lija Nº 100
Diseñar un plan de abastecimiento de lija Nº
100 en el área de pintura, de tal manera que
se restrinja su tiempo de uso a 1.5 horas
independientemente del nivel de desgaste
al momento del cambio
- Tesistas
- Supervisor de la línea
Formato de
abastecimiento
de la lija
Rediseño del puesto de trabajo
Rediseñar el puesto de trabajo de aplicación
de pintura, estableciendo la distancia
adecuada en la que el trabajador debe
ubicarse, así como el ángulo en el cual debe
disponer su brazo para mantener la distancia
de 25 cm entre la boquilla del soplete y el
mueble
- Tesistas
- Supervisor de la línea
Esquema del
rediseño del
puesto de
trabajo
Estandarización de la técnica para la
aplicación de la pintura
Diseñar un manual para la capacitación del
personal del área de pintura en el que se
especifique la importancia del movimiento
de la boquilla del soplete, así como un
consecutivo paso a paso del procedimiento
para lograr buenos acabados en esta labor
- Tesistas
- Trabajadores pintura
Manual para la
capacitación del
área de pintura
Estandarización de la técnica para la
aplicación de la pintura
Diseñar un manual para la capacitación del
personal del área de pintura en el que se
especifique la importancia de la aplicación,
teniendo en cuenta la dirección de las fibras
de la madera, así como un consecutivo paso
a paso del procedimiento para lograr buenos
acabados en esta labor
- Tesistas
- Trabajadores pintura
Manual para la
capacitación del
área de pintura
Rediseño del puesto de trabajo
Rediseñar el puesto de trabajo de aplicación
de pintura, estableciendo la ubicación de
una guía (chapilla) para determinar la
dirección de las fibras de la madera, y así
disponer la posición idónea del mueble
dentro de la cabina de pintura
- Tesistas
- Trabajadores pintura
Esquema del
rediseño del
puesto de
trabajo
Estandarización de muestras para pruebas
de color
Diseñar una alerta con lineamientos de
gerencia visual, resaltando la importancia de
utilizar el mismo tipo de madera tanto para
las muestras de color como para la
fabricación del mueble
- Tesistas
- Supervisor de la línea
Esquema de
alerta
Error en la cantidad
de pintura (Grumos)
Color no adecuado
3. CONTRASTE DE LA SITUACIÓN INICIAL Y LA SITUACIÓN PROPUESTA
En este punto, se muestra a los participantes los resultados obtenidos del proyecto, en el que se
disminuyen las devoluciones en 10 puntos porcentuales y se prevé que la prolongación de las
pruebas piloto desarrolladas en las semanas 17 y 18 mantendría en promedio 7 unidades de
devolución semanal. Para ello se discute que es de vital importancia asegurar que las acciones
propuestas se lleven a cabo adecuadamente, por lo que el supervisor de la línea será el encargado
de asegurar el cumplimiento de cada una de ellas.
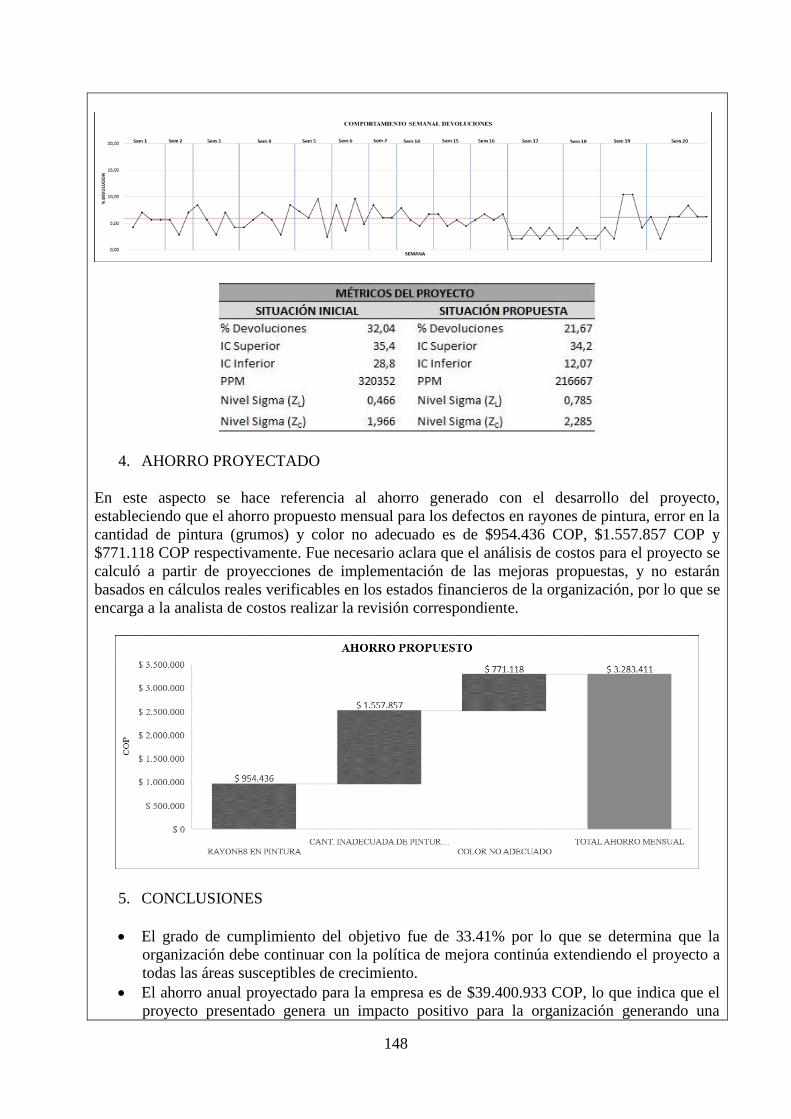
148
4. AHORRO PROYECTADO
En este aspecto se hace referencia al ahorro generado con el desarrollo del proyecto,
estableciendo que el ahorro propuesto mensual para los defectos en rayones de pintura, error en la
cantidad de pintura (grumos) y color no adecuado es de $954.436 COP, $1.557.857 COP y
$771.118 COP respectivamente. Fue necesario aclara que el análisis de costos para el proyecto se
calculó a partir de proyecciones de implementación de las mejoras propuestas, y no estarán
basados en cálculos reales verificables en los estados financieros de la organización, por lo que se
encarga a la analista de costos realizar la revisión correspondiente.
5. CONCLUSIONES
El grado de cumplimiento del objetivo fue de 33.41% por lo que se determina que la
organización debe continuar con la política de mejora continúa extendiendo el proyecto a
todas las áreas susceptibles de crecimiento.
El ahorro anual proyectado para la empresa es de $39.400.933 COP, lo que indica que el
proyecto presentado genera un impacto positivo para la organización generando una

149
visión de desarrollo y crecimiento en el mediano plazo.
Para reducir el índice de devolución actual al 1% es necesaria la adaptación de la
metodología Lean Six Sigma como filosofía de la empresa.
Observaciones y Compromisos.
Las desarrolladoras del proyecto comunicaran al supervisor de línea los detalles técnicos
de la propuesta para de esta manera llevar un control riguroso sobre el porcentaje de
devoluciones que se presenten, facilitando el desarrollo independiente de las estrategias
propuestas.
CONCLUSIONES
No Tarea Responsable Período de cumplimiento
1
Revisar el análisis de costos
propuesto Analista de Costos 1 mes
2
Comunicar aspectos técnicos
de la propuesta Desarrolladoras del proyecto 1 semana
3
Asegurar el cumplimiento de
las acciones de mejora Supervisor de Línea Indefinido
150
Anexo 42 Comunicado a proveedores
ACTA DE REUNIÓN
Comité o Grupo: Analista de costos, Proveedores
insumos y materias primas del área de pintura Acta No: 002
Citada por: Maira Rodríguez, Johanna Rodríguez Fecha: 18 de Febrero de 2016
Coordinador: Maira Rodríguez Hora inicio: 09:00 Fin: 10:00
Secretario: Johanna Rodríguez Lugar: Sala de Juntas
PUNTOS DE DISCUSION
1 Nuevo enfoque de la empresa JC Muebles
2 Participación de proveedores en el nuevo enfoque
a Calidad de Producto
b Competencia de Gestión
3 Conclusiones

151
DESARROLLO DE LA REUNIÓN
1. NUEVO ENFOQUE DE LA EMPRESA JC MUEBLES
Se informa a los proveedores que durante los últimos meses se trabajó en pro de la mejora de
los procesos internos, interviniéndolos para estudiar las causas y efectos de las devoluciones
que se presentan del portafolio de productos de la línea hogar, con el fin de implementar
estrategias de mejora continua bajo una metodología Lean Six Sigma logrando mantener el
índice de devoluciones internas aproximadamente en 7 unidades semanales.
Para dar claridad del enfoque de JC Muebles, se hace una explicación de las ventajas e
implicaciones de trabajar bajo la metodología Lean Six Sigma, haciendo énfasis en la
importancia del compromiso de todos los colaboradores de la organización, por lo que se
tienen en cuenta los principales proveedores del área de pintura debido a que tienen
participación activa en el proceso producto de la empresa.
2. PARTICIPACIÓN DE PROVEEDORES EN EL NUEVO ENFOQUE
En este punto se hace referencia a la importancia que tienen los proveedores en los
resultados de la organización, debido a que sus productos abastecen el sistema productivo de
la empresa permitiendo fluidez en la operación.
a. CALIDAD DEL PRODUCTO
Se muestra a los proveedores la importancia de mantener una buena comunicación con la
empresa a través del analista de costos, fortaleciendo las relaciones comerciales y
brindándonos un adecuado servicio post venta de tal manera que garantice la calidad del
producto ofrecido para mantener y desarrollar la política de mejoramiento continuo que se
trabajó durante los últimos siete meses.
b. COMPETENCIA DE GESTIÓN
En este punto se tratan temas de demoras en la entrega de la materia prima y como esta
afecta al sistema productivo de la organización, adicionalmente se hace énfasis en la
necesidad de que nuestros proveedores posean características de flexibilidad, dinamismo y
rapidez para cubrir posibles situaciones inesperadas en la fabricación del producto.
3. CONCLUSIONES
Los cambios internos de la organización afectan directamente la relación con los
proveedores, debido a que estos influyen en el sistema operativo, así como la
contribución en la cadena de valor de la empresa.
Gracias al desarrollo del proyecto se brindan herramientas a la organización para
solicitar a los proveedores el cumplimiento de las especificaciones de nuestros
pedidos.

152
Observaciones y Compromisos.
Las desarrolladoras del proyecto comunican especialmente a los proveedores de las
lijas n° 100 la importancia y la influencia que tiene esta materia prima sobre el
resultado final del mueble, debido a que fue un factor influyente en el índice de
devoluciones internas de la organización.

153
Anexo 43 Retroalimentación a clientes