datos técnicos proyecto hilatura junio 2011...proceso de hilatura 1.1 algodón para caracterizar un...
TRANSCRIPT

Un
ive
rsit
at
Po
litè
cn
ica
de
Ca
talu
ny
a
DATOS TÉCNICOS PARA EL PROYECTO DE HILATURA
Feliu Marsal Amenós Catedrático de Hilatura de la ESEIAAT

Datos técnicos para un proyecto de hilatura Feliu Marsal
1
1. PRINCIPALES ESPECIFICACIONES TÉCNICAS DE LA MATERIA UTILIZADA EN EL PROCESO DE HILATURA
1.1 Algodón Para caracterizar un algodón conviene definir los siguientes extremos: principales parámetros de longitud, micronaire, índice Pressley ó Stelometer, grado, madurez, neps, contenido de materias no hilables, color, contenido de azúcar, variedad botánica elegida y precio aproximado. Para ello se ha previsto la consulta de varias webs especializadas, previamente seleccionadas por el profesor, y unos documentos complementarios que se incluyen en este libro. Las webs que se recomienda consultar son: - www.cottoninc.com/cottonfiberchart (ver variedades y características técnicas de los dife-
rentes algodones). - www.centroalgodonero.com (consultar los contratos de compra-venta del algodón). - www.baumwollboerse.de (precios del algodón en la bolsa de Bremen). - www.uster.com (características técnicas del algodón en función del hilo a obtener). Actualmente la caracterización de los parámetros del algodón se realiza en una instalación HVI. Entendemos por HVI (“High Volume Instrument”) una instalación que permite determinar las principales características de las fibras del algodón a muy alta velocidad. Una persona puede analizar al día del orden de 1.000 balas de algodón.
HVI de Uster

Datos técnicos para un proyecto de hilatura Feliu Marsal
2
Para interpretar un informe HVI, conviene tener presentes los siguientes códigos: “Gin code nº”: Los dos primeros dígitos indican la oficina de clasificación y los otros tres restantes el estado y país donde se ha desmotado. “Gin bale nº”: Siete dígitos que se transforman en el correspondiente código de barras pa- ra facilitar la identificación de las balas. "Producer account nº": Identificación del cultivador del algodón. "Grade": Grado del algodón determinado de manera tradicional. "Length": Corresponde a la longitud del algodón en 1/32 de pulgada. "Mike": Índice micronaire. “Grade remarks": Corresponde a las observaciones sobre el grado del algodón.
Códigos 01-94. El primer dígito corresponde al motivo de la reducción del grado. (0: preparación; 1: cápsulas; 2: hierba; 4:aceite; 5: torsión; 6: polvo y 7: otros
motivos). El segundo dígito (1, 2, 3) se usa cuando tenemos un algodón “Gin Cut”.
Utilizamos 4 como segundo dígito cuando el contenido de materias extrañas rebaja el grado en más de un valor de la escala.
Códigos 75-92
75: Cuando un lado de la bala es dos grados más alto que el otro. 78: Cuando dos lados dan dos grados más altos. 80: Si parece reempaquetado. 81: Reempaquetado. 82: Si parece dañado por el fuego. 83: Dañado por la intemperie. 84: Cosechado demasiado tarde. 85: Penalización por hoja. 86: Penalización por color. 87: Algodón mezclado. Cuando una cara es más de dos grados superior a
la otra. 88: Algodón mezclado. Cuando ambas caras son más de dos grados su-
periores a las otras. 91: Algodón Upland desmotado en una desmotadora con cilindros. 92: Algodón Pima americano desmotado con desmotadoras de sierras
Códigos 96-98 96: Mezcla de Upland y Pima americano. 97: Atacado por el fuego. 98: Empaquetado húmedo. "Strength": Tenacidad de la fibra (cN/tex). "Color Code": Siete dígitos. Los dos primeros indican el código de color, los otros dos el valor (Rd) y los tres últimos el valor de (+b). "Trash": Impurezas vegetales determinadas por comparación con patrones.

Datos técnicos para un proyecto de hilatura Feliu Marsal
3
"Length": Longitud en centavos de pulgada. "Uniformity": Razón de uniformidad. "Whse (warehouse bale nº)": Número interno del almacén que se da a cada bala. "Date": Fecha de la clasificación. Los resultados del HVI son muy útiles al hilador para seleccionar las balas en el tren de apertura por longitud, micronaire, color y/o trash, con el fin de mantener constante la calidad del hilo fabricado. Pasemos a estudiar un caso concreto consistente en una partida de 24 balas. En la página siguiente indicamos la tabla de resultados en una instalación HVI. Para cada parámetro se calcula el valor medio (average), su desviación típica (std. dev.) y el coeficiente de variación porcentual (CV %). En función de los límites establecidos en este ejemplo, para todos los parámetros, no desechamos ninguna bala. Pasemos a estudiar como se valora cada característica del algodón en el HVI. Detalle de un informe completo suministrado por una instalación HVI.

Datos técnicos para un proyecto de hilatura Feliu Marsal
4
Se pesan manualmente las muestras de ensayo y se intro- ducen en el permeámetro que indica el índice micronaire (microgramos/pulgada). El tamaño de la muestra es, normal-mente, de 10 gramos. El índice micronaire (Mic) es una medición conjunta de la finura y madurez del algodón (ASTM-1448). El HVI clasifica el algodón, según su micronaire, de acuerdo con los siguientes criterios:
MICRONAIRE
CLASIFICACIÓN
Inferior a 2,9 De 2,9 a 3,7 De 3,8 a 4,6 De 4,7 a 5,5 5,6 ó superior
Muy fino Fino Medio Grueso Muy grueso
En la siguiente figura se indica el trazado que aplica el HVI para determinar la longitud media y la UHM.
- Buscar el punto P (ordenada a 1/4 de pulgada) - Trazar la tangente a la curva por P. El punto de corte en el eje de ordenadas da la longitud media (en pul- gadas). - Determinar el punto B, como punto medio entre el ori- gen y el punto A. - Trazar por B la tangente a la curva. La intersección en el eje de ordenadas corresponde a la UHM (en pulga-
das). El aparato da también la longitud americana (“US Len”) que corresponde a la UHM ( en 1/32 de pulgada). El índice de uniformidad (UI) indica la variabilidad existente entre la longitud de las fibras individuales. Se define como:
100·UHM
mediaLongitudUI
Un algodón puede clasificarse, según el índice de uniformidad de su longitud:
Datos técnicos para un proyecto de hilatura Feliu Marsal
5
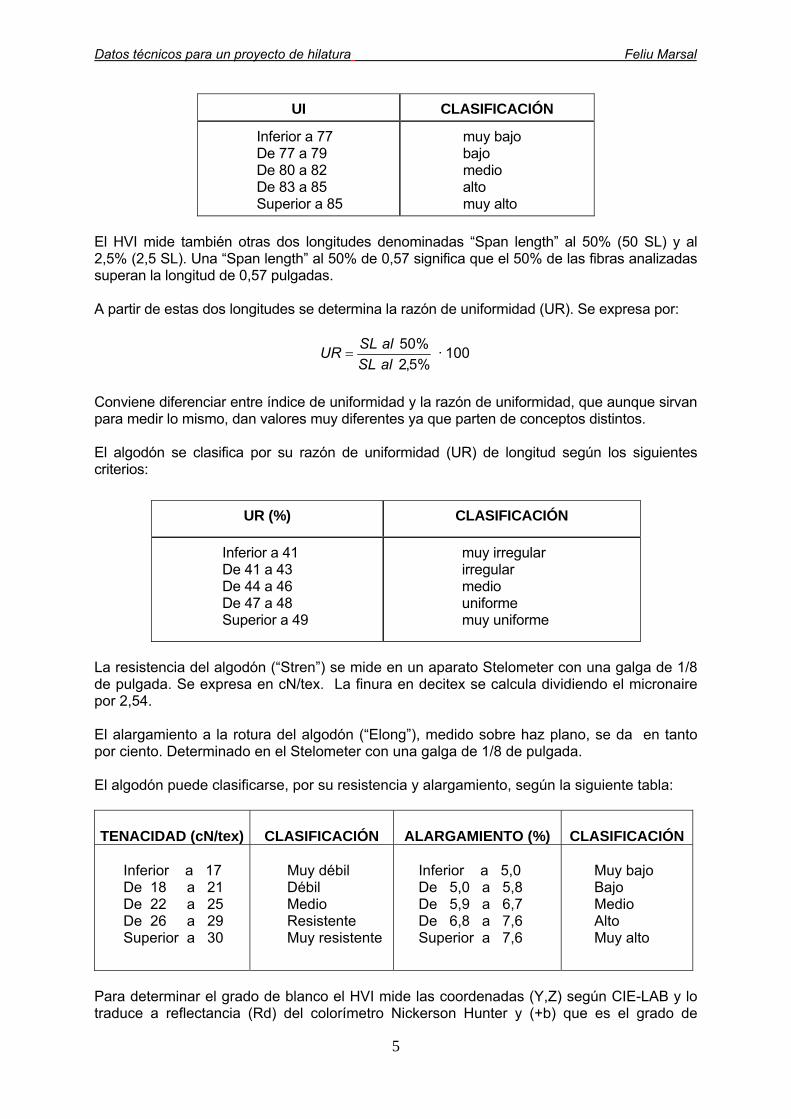
UI CLASIFICACIÓN
Inferior a 77 De 77 a 79 De 80 a 82 De 83 a 85 Superior a 85
muy bajo bajo medio alto muy alto
El HVI mide también otras dos longitudes denominadas “Span length” al 50% (50 SL) y al 2,5% (2,5 SL). Una “Span length” al 50% de 0,57 significa que el 50% de las fibras analizadas superan la longitud de 0,57 pulgadas. A partir de estas dos longitudes se determina la razón de uniformidad (UR). Se expresa por:
100·%5,2
%50
alSL
alSLUR
Conviene diferenciar entre índice de uniformidad y la razón de uniformidad, que aunque sirvan para medir lo mismo, dan valores muy diferentes ya que parten de conceptos distintos. El algodón se clasifica por su razón de uniformidad (UR) de longitud según los siguientes criterios:
UR (%) CLASIFICACIÓN
Inferior a 41 De 41 a 43 De 44 a 46 De 47 a 48 Superior a 49
muy irregular irregular medio uniforme muy uniforme
La resistencia del algodón (“Stren”) se mide en un aparato Stelometer con una galga de 1/8 de pulgada. Se expresa en cN/tex. La finura en decitex se calcula dividiendo el micronaire por 2,54. El alargamiento a la rotura del algodón (“Elong”), medido sobre haz plano, se da en tanto por ciento. Determinado en el Stelometer con una galga de 1/8 de pulgada. El algodón puede clasificarse, por su resistencia y alargamiento, según la siguiente tabla:
TENACIDAD (cN/tex)
CLASIFICACIÓN
ALARGAMIENTO (%)
CLASIFICACIÓN
Inferior a 17 De 18 a 21 De 22 a 25 De 26 a 29 Superior a 30
Muy débil Débil Medio Resistente Muy resistente
Inferior a 5,0 De 5,0 a 5,8 De 5,9 a 6,7 De 6,8 a 7,6 Superior a 7,6
Muy bajo Bajo Medio Alto Muy alto
Para determinar el grado de blanco el HVI mide las coordenadas (Y,Z) según CIE-LAB y lo traduce a reflectancia (Rd) del colorímetro Nickerson Hunter y (+b) que es el grado de

Datos técnicos para un proyecto de hilatura Feliu Marsal
6
amarillo. El parámetro (Rd) es directamente proporcional a (Y). Para determinar (+b) se usa un filtro amarillo y se calcula a partir de (Y) y (Z) a partir de una ecuación propuesta por Hunter. La intersección de (Rd) y (+b) en el diagrama de color da el correspondiente grado de color del algodón. Se valora simultáneamente el color y el “trash”. En la página siguiente damos el diagrama que suministra el colorímetro Nickerson Hunter. El grado de color (Cgrd) se refiere a algodones del tipo Americano Upland. Se expresa por el correspondiente grado dado por las coordenadas (Rd) y (+b). El contenido de hoja (“Leaf”), se da en 8 grados. El grado 1 corresponde al algodón más limpio; el 7 al más sucio. Se reserva el grado 8 para algodones extremadamente sucios. Se determina con un video de alta resolución.
Datos técnicos para un proyecto de hilatura Feliu Marsal
7
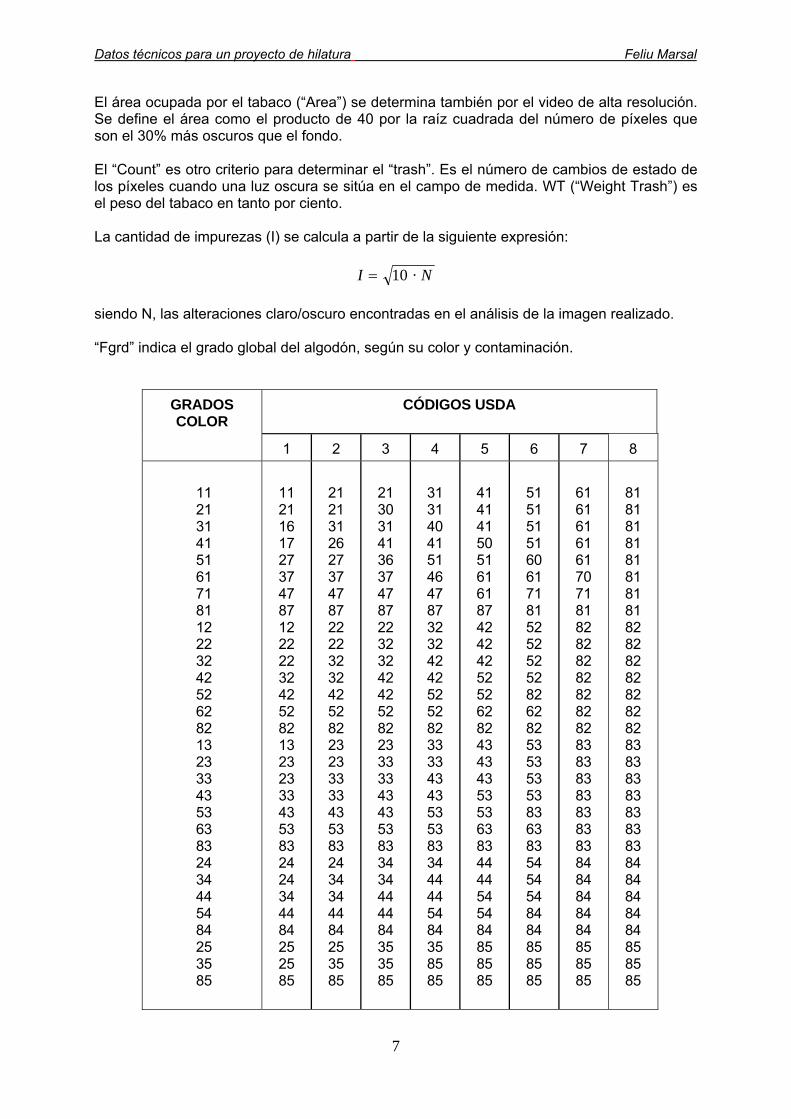
El área ocupada por el tabaco (“Area”) se determina también por el video de alta resolución. Se define el área como el producto de 40 por la raíz cuadrada del número de píxeles que son el 30% más oscuros que el fondo. El “Count” es otro criterio para determinar el “trash”. Es el número de cambios de estado de los píxeles cuando una luz oscura se sitúa en el campo de medida. WT (“Weight Trash”) es el peso del tabaco en tanto por ciento. La cantidad de impurezas (I) se calcula a partir de la siguiente expresión:
NI ·10
siendo N, las alteraciones claro/oscuro encontradas en el análisis de la imagen realizado. “Fgrd” indica el grado global del algodón, según su color y contaminación.
GRADOS COLOR
CÓDIGOS USDA
1 2 3 4 5 6 7 8
11 21 31 41 51 61 71 81 12 22 32 42 52 62 82 13 23 33 43 53 63 83 24 34 44 54 84 25 35 85
11 21 16 17 27 37 47 87 12 22 22 32 42 52 82 13 23 23 33 43 53 83 24 24 34 44 84 25 25 85
21 21 31 26 27 37 47 87 22 22 32 32 42 52 82 23 23 33 33 43 53 83 24 34 34 44 84 25 35 85
21 30 31 41 36 37 47 87 22 32 32 42 42 52 82 23 33 33 43 43 53 83 34 34 44 44 84 35 35 85
31 31 40 41 51 46 47 87 32 32 42 42 52 52 82 33 33 43 43 53 53 83 34 44 44 54 84 35 85 85
41 41 41 50 51 61 61 87 42 42 42 52 52 62 82 43 43 43 53 53 63 83 44 44 54 54 84 85 85 85
51 51 51 51 60 61 71 81 52 52 52 52 82 62 82 53 53 53 53 83 63 83 54 54 54 84 84 85 85 85
61 61 61 61 61 70 71 81 82 82 82 82 82 82 82 83 83 83 83 83 83 83 84 84 84 84 84 85 85 85
81 81 81 81 81 81 81 81 82 82 82 82 82 82 82 83 83 83 83 83 83 83 84 84 84 84 84 85 85 85

Datos técnicos para un proyecto de hilatura Feliu Marsal
8
Es el índice comercial Pressley (PSI), pero valorado con el Stelometer a una galga de 1/8 de pulgada, se calcula a partir de la siguiente expresión:
PSI = 59,87 + 1,94 Stren – 21,28 UHM El CSP (“Count Stregth Product”) corresponde a un coeficiente de la resistencia estimada del hilo a la rotura por tracción. Se expresa por el producto del número del hilo, en el sistema del algodón inglés, por la resistencia al troquillón (madeja) en libras. El HVI calcula el CSP a partir de la siguiente expresión: CSP = – 8327,5 + 1364,1 (UHM) + 103 (UI) + 58,4 (STREN) – 215,7 (MIC) La tenacidad de los hilos Open-end, en cN/tex, se puede calcular aproximadamente con las siguientes expresiones: Para hilos de fibras químicas:
079,100561,0 CSPtex
cN
Para hilos de algodón:
842,000525,0 CSPtex
cN
Para hilos mezcla de algodón/sintético:
943,000537,0 CSPtex
cN
En cuanto al contenido de azúcar, determinado por técnicas NIR, se considera:
CONTENIDO AZÚCAR (%)
CLASIFICACIÓN
De 0 a 0,45 De 0,46 a 0,69 Superior a 0,7
normal alto muy alto
El algodón puede clasificarse según el porcentaje de fibras maduras, como sigue:
FM (%) CLASIFICACIÓN
Superior a 84 De 77 a 84 De 68 a 76 De 60 a 67 Inferior a 60
muy maduro maduro medio poco maduro muy inmaduro
El porcentaje de fibras maduras, (FM) está relacionado con la razón de madurez:

Datos técnicos para un proyecto de hilatura Feliu Marsal
9
FM (%) RM
100.0 94.2 91.0 87.5 83.8 79.9 75.7 71.3 66.7 61.8 56.7 51.3
1.20 1.10 1.05 1.00 0.95 0.90 0.85 0.80 0.75 0.70 0.65 0.60
La instalación HVI se calibra con patrones de grado (para algodón Upland y para algodón Pima), con patrones de longitud (14 patrones para algodones Upland y 4 patrones para algodones Pima) y con los patrones internacionales de calibración (para calibrar el Micro- naire, la longitud y la resistencia).
Unos azulejos especiales permiten calibrar el color y “trash”.
La calidad de una fibra de algodón CF, según Mogahzy, puede determinarse a partir de los valores suministrados por el HVI a partir de la siguiente expresión:
Mic
URLTCF ··
siendo, T: Tenacidad de la fibra (cN/tex) L: Longitud de la fibra (SL 2,5) UR: Razón de uniformidad Mic: Índice micronaire Al aumentar el índice CF, aumenta la calidad de la fibra. Como se ve, es directamente proporcional a la tenacidad, a la longitud y a la uniformidad de longitud e inversamente proporcional al índice micronaire.

Datos técnicos para un proyecto de hilatura Feliu Marsal
10
Mogahzy propone también un índice para valorar la eficiencia de la producción (EP). Cumple:
FCWTEP
·
1
siendo, WT: Cantidad de "trash" FC: Contenido de fibras cortas Los alumnos en régimen académico presencial realizarán una práctica con las últimas estadísticas Uster para determinar los principales parámetros del algodón seleccionado en función de los patrones mundiales detallados en estas estadísticas. Otra instalación muy utilizada para la determinación de las características del algodón es el AFIS. Una instalación AFIS (“Advanced Fiber Information System”) tiene construcción modular.
Permite analizar, en tres minutos, varios parámetros de una materia presentada en forma de floca, cinta ó mecha. El módulo N sirve para determinar el tamaño y la cantidad de los neps. Se divide toda la gama de neps en 20 cla- ses que oscilan desde 0,1 a 2 milíme-tros.
Trabajamos con una muestra del or-den de 0,5 gramos. Un cilindro abri- dor perforado se encarga de la dis-gregación de las fibras alimentadas que son cardadas en el cilindro y lis- tones de cardado. Una corriente de aire transporta las fibras y los neps a un sensor electro-óptico para su clasificación y recuento.
Los neps se identifican en el sensor electro-óptico por su perfil en la gráfica tensión/tiempo.

Datos técnicos para un proyecto de hilatura Feliu Marsal
11
La señal correspondiente a una fibra individual es bien diferente de la señal provocada por la variación de tensión de un nep. Ejemplo de un informe completo suministrado por el módulo AFIS N. "Rep": Se refiere a las repeticiones de ensayo "Sample size" (g): Peso en gramos de la mues- tra "Neps Count": Cantidad de neps por muestra "Mean size": Tamaño medio de los neps (milí- metros) El diagrama de frecuencias indica la cantidad de neps de cada tamaño y su expresión porcentual. Los histogramas del AFIS N correspondientes a los neps/gramo en función del tamaño siguen una distribución doble exponencial. El módulo AFIS L+D indica la longitud media de las fibras, su coeficiente de variación porcentual de longitud, porcentaje de fibras más cortas que 12,7 milímetros (SFC), longitud de fibra del cuartil superior (solamente superada por el 25% de las fibras (WQL), el diámetro medio de las fibras, en micras y el coeficiente de variación porcentual de diámetro. Al final del ensayo la instalación AFIS L+D suministra diagramas de frecuencia de longitud en función del número de la fibra y en función del peso de la fibra y diagramas de frecuencia de la finura de las fibras. Indica también el total de fibras analizadas ("fiber count").

Datos técnicos para un proyecto de hilatura Feliu Marsal
12
El módulo AFIS T, trabajando con otro sensor a base de luz difusa, cuenta el polvo y las impurezas. La luz difusa generada por el polvo y/o impureza es directamente propor-cional a su tamaño. Estas variaciones de luz son transformadas en tensiones eléctricas y registradas. Entendemos por "dust" el polvo comprendido entre 50 y 500 micras.
El "trash" (impurezas vegetales) son partículas que superan las 500 micras. La instalación hace una predicción del contenido en peso de impurezas (V.F.M, "Visible Foreign Matter"). Se trata de predecir la contaminación (grasa, polvo, alquitrán, fibras extrañas, etc.). Se suministra también un diagrama de frecuencias según el tamaño y número de impurezas. La instalación AFIS precisa, para su funcionamiento 1,6 m3/h de aire comprimido a una presión del orden de 7 bars. La instalación QUICKSPIN tiene como principal objetivo la determinación de la cantidad de impurezas que acompañan a un algodón y producir hilos Open-end a partir de una pequeña muestra de floca en un corto espacio de tiempo. Aunque esta instalación se ha desarrollado especialmente para fibra corta, existe un modelo para fibras de corte lanero. Permite al hilador predecir el comportamiento de las fibras en las máquinas de producción y valorar la influencia que algunos ajustes de las máquinas tienen en la calidad del hilo.
La instalación NATI (“Neps And Trash Indicator”) resulta muy adecuada para la determinación del contenido de neps y de trash en las cintas y mechas de algodón. Este nuevo equipo es también aplicable a otras fibras, distintas del algodón, ya sean naturales, sintéticas o mezclas de fibras entre sí, que contengan neps y trash y a su vez puede utilizarse para otras formas de presentación de la materia textil, como son las flocas.
Las pruebas para determinar la cantidad de neps y las partículas vegetales (trash) presentes en el algodón, desde su desmotado y muy especialmente a la salida de las cardas han sido siempre fundamentales para conocer el estado de conservación de los principales órganos de las máquinas, la adecuación de sus ajustes a las características de la fibra tratada, para apreciar la eficiencia de los sistemas de apertura y limpieza y para poder predecir la regularidad de masa del hilo fabricado, especialmente respecto al contenido de neps. El control reviste especial interés para los hilos finos peinados.

Datos técnicos para un proyecto de hilatura Feliu Marsal
13
Los nuevos sistemas de hilatura, cada día más abreviados y productivos, junto a la urgente necesidad de reducir el desperdicio, obligan al tecnólogo textil a un riguroso control de algunos parámetros indicativos de la evolución del proceso de hilar. La construcción de máquinas de tejer más veloces y automatizadas obliga a conseguir hilos más regulares de masa con el fin de tener un nivel aceptable de roturas, una producción elevada, poco desperdicio y ocupar el mínimo número de personas en la producción. Entendemos que se trata de fijar un contenido máximo de neps y de trash aceptable en el hilo, para dar cumplimiento a las especificaciones de calidad exigidas y para ajustar convenientemente las máquinas en función de las características de la materia prima. En el NATI las fibras son abiertas por un mecanismo abridor y posteriormente analizadas, mediante los dispositivos específicos para determinar neps y trash. El mecanismo de apertura consiste, esencialmente, en un embudo para guiar la materia a analizar, un sistema mecánico de alimentación y un disgregador equipado con una guarnición convencional para máquinas open-end algodoneras, en donde se separan las fibras de las impurezas. El aparato dispone de una turbina que se encarga de transportar las fibras por un canal convergente desde su apertura a los sensores específicos de medición de cada parámetro. El contador de neps es de tipo foto-eléctrico.
Este medidor de neps, como en las demás instalaciones existentes en el mercado, es muy sensible a los depósitos de ensimaje de las fibras químicas, especialmente los oligómeros del poliéster y los aditivos de carácter sólido. El NATI tiene varios filtros para garantizar los resultados de los análisis. La instalación NATI clasifica los neps en tres categorías: - Neps superiores a 0,5 mm - Neps superiores a 0,7 mm y - Neps superiores a 1 mm El aparato indica, al finalizar el ensayo, los valores medios de neps de cada categoría y los correspondientes parámetros de dispersión que complementan la información técnica necesaria. El conocimiento de estos valores, permite obtener, por diferencia, los neps entre 0,5 y 0,7 mm y entre 0,7 y 1 mm.

Datos técnicos para un proyecto de hilatura Feliu Marsal
14
Las partículas de trash caen por una rampa de evacuación hacia un embudo, donde se encuentra el sensor electrónico y el correspondiente depósito (figura 3) que separa las partículas por su tamaño, con la ayuda de una malla metálica que actúa de filtro. Las partículas vegetales se clasifican en dos categorías: partículas con un tamaño superior a 0,25 mm y partículas de tamaño superior a 0,50 mm. Por diferencia tendremos la cantidad de partículas entre 0,25 y 0,50 mm. Estos escalonados tienen mucho que ver con la problemática industrial y con las principales escalas de definición del nep, trash y dust en procedimientos específicos de ensayo internacionales. Entendemos que no le hace falta al tecnólogo textil, en la práctica industrial, clasificar los neps y el trash en más categorías. En la instalación NATI se puede trabajar a base de una longitud de cinta predeterminada o bien a base de una masa predeterminada, que el aparato calcula a partir del gramaje de la cinta. Cuando tengamos una floca o una mecha de mechera resulta más conveniente trabajar con una masa predeterminada de muestra preparando, manualmente para su análisis, una cinta de unos 25 a 30 cm. 1.2 Principales características de las fibras químicas Para caracterizar una fibra química conviene conocer los siguientes extremos: productora, referencia específica, longitud, finura y mateado. Detallar si se requiere alguna característica adicional (blanco óptico, perfil seccional, etc.) y el precio aproximado. En la web www.bisfa.org se tiene una amplia visión de todas las fibras artificiales. Las webs de referencia que conviene consultar, para cada familia de fibras, son: Poliéster Poliamida www.wellmaninc.com www.wellmaninc.com www.radicigroup.com/fibres www.radicigroup.com/fibres www.treviracs.com www.inquitex.com www.advansa.com www.nylstar.com Acrílica Viscosa www.radicigroup.com/fibres www.sniace.com www.montefibre.es www.sateri.com www.dralon.com www.lenzing.com Elastómero Aramida www.radicigroup.com/fibres www.dupont.com/Nomex/en_US www.dorlastan.com www.dupont.com/Kevlar/en_US www.lycra.com www.teijinaramid.com www.dowxla.com

Datos técnicos para un proyecto de hilatura Feliu Marsal
15
1.3 Principales características de la lana, pelos y otras fibras naturales animales Para caracterizar una fibra natural, de tipo animal, conviene conocer los siguientes parámetros: longitud (“barba”, “altura”, contenido de fibras largas y cortas y coeficiente de variación de altura, finura en micras y coeficiente de variación de finura, grasa, cantidad máxima de pelos canizos y de color, neps y pajas por kilo. Precio aproximado de la materia seleccionada. Las principales webs de referencia son:
- www.wool.com - www.awex.com.au - britishwool.org.uk - www.mohair.co.za - www.iwto.org - www.wildfibres.co.uk/html/animal_fibres
- www.textilecomo.com (para la seda).
2. CÁLCULO DETALLADO DEL CUADRO PROCESO DE HILATURA Para una primera toma de contacto con la realidad del proceso productivo de una hilatura, se acompaña una maqueta de un proceso de hilatura algodonero correspondiente a la fabricación de un hilo de algodón peinado.
El cálculo de un proceso de hilatura es complejo cuando se realiza por primera vez. A continuación daremos unas pautas generales, aunque se recomienda al alumno que consulte, las veces que sea necesario, con el profesor para aclarar todas sus dudas y así poder avanzar en esta parte de la asignatura a un ritmo normal. Para cumplimentar el cuadro proceso empezaremos seleccionando las máquinas que constituyen el proceso de hilatura elegido en función de la materia y del número del hilo a obtener. Anotaremos estas máquinas en la primera columna de la ficha (carpeta 4). En cuanto a las operaciones de apertura, limpieza y mezcla es suficiente poner en la ficha “Tren de apertura” ya que su detalle se dará en los complementos a esta ficha. A título de ejemplo resolveremos un proceso de hilatura de algodón cardado por open-end. Los demás procesos de hilatura, tanto de las fibras cortas como de las largas, siguen la misma metodología.

Datos técnicos para un proyecto de hilatura Feliu Marsal
16
En función del número del hilo a obtener y de la calidad exigida al mismo por sus futuras aplicaciones en tejeduría, atribuiremos a la cinta de carda un gramaje de salida. Consultar el capítulo de las cardas de chapones del libro “Gestión de la producción y de la calidad en la hilatura de fibras cortas” de los mismos autores. Este valor se coloca en la segunda columna de la ficha técnica alineado con las cardas de chapones. Del libro, “Gestión de la producción y de la calidad en la hilatura de fibras cortas” de los “Complementos a la hilatura de fibras cortas” y de la documentación técnica seleccionada en las webs de referencia podemos tener los valores del reunido, estirado, desperdicio, rendimiento mecánico, velocidad y torsión en la continua de hilar más convenientes para nuestro hilo. Estos valores se colocarán en las correspondientes columnas de la ficha técnica del proceso de hilatura. Con el título de entrada, el reunido y el estirado podemos ya calcular la quinta columna de la ficha técnica del proceso de hilatura. En caso de duda, consultar el archivo sobre “Cálculos básicos en hilatura”. Procede ahora calcular la producción efectiva, en kg/h, por unidad. En caso de duda, consultar el archivo sobre “Cálculos básicos de hilatura”. En función de los kilogramos de hilo a fabricar en la continua open-end, en nuestro ejemplo, podemos calcular los kilos necesarios en cada máquina del proceso, teniendo en cuenta el desperdicio que se pierde en cada paso del proceso. Tener presente que la producción que sale de una máquina es la que entra en el paso siguiente. La producción a la entrada de la continua open-end será igual a la de salida dividido por (1-d), siendo “d” el desperdicio en tanto por uno en la continua. Se aplicará esta misma fórmula hasta llegar a calcular los kilogramos de floca necesarios a entrar en la fresadora. En función de estas producciones y conociendo la cantidad de husos de cada máquina, podemos calcular el número de máquinas necesarias y el grado de explotación que tenemos en cada paso del proceso. Tener muy presente que el grado de explotación no coincide con el rendimiento mecánico. Entendemos por grado de explotación, el porcentaje de tiempo que debe funcionar la máquina para producir los kg asignados, mientras que el rendimiento mecánico se expresa, en porcentaje, dividiendo el tiempo que debería estar funcionando la máquina por el tiempo que realmente funciona (ya que intervienen las averías, la falta de materia, el mantenimiento, etc.). Una vez rellenado el cuadro proceso, puede procederse a determinar el resto de condi-ciones técnicas del proceso de hilatura. La metodología de estudio recomendada consiste en consultar primero el libro de “Gestión de la producción y de la calidad en la hilatura de las fibras cortas” (carpeta C3) y después los “Complementos a la hilatura de fibras cortas” (carpeta C3). Para ampliar la información referente al tren de apertura, limpieza y mezcla, consultar las webs: - www.rieter.com (entrar en “short staple yarn)”. - www.marzoli.it - www.truetzschler.de. Con toda la documentación estudiada pueden contestarse los siguientes extremos complementarios a la tabla del cuadro proceso referidos al tren de apertura: esquema de colocación de las balas en la fresadora. Detallar el transporte neumático (conductos, moto- ventiladores, filtros, condensadores, imanes permanentes y separador de materias extrañas, necesidades de aire tecnológico y aire para la aspiración). Principales ajustes y

Datos técnicos para un proyecto de hilatura Feliu Marsal
17
controles de calidad efectuados. Valores de experiencia y tolerancias admitidas. Potencia instalada. Superficie ocupada. Temperatura y humedad recomendadas. Detallar la instalación contra incendios. Necesidades de aire comprimido. En las tres webs anteriores también se tiene información sobre las cardas de chapones. Para un mejor conocimiento de las guarniciones de carda consultar las webs www.graf.ch (guarniciones para fibras cortas) y www.jdhow.com. Consultar también la web www.jossisystems.ch que hace referencia a los sistemas para eliminar las materias extrañas que acompañan a las fibras de algodón. Con toda esta información ya pueden contestarse los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos a las cardas: sistemas de regulación de masa empleados. Características de las guarniciones. Plan de esmerilado y cambio de guarniciones. Velocidad de los principales órganos y galgados para cada materia. Diámetro, altura y características de los botes. Controles efectuados en la carda, su periodicidad, valores obtenidos y tolerancias admitidas. Potencia instalada. Superficie ocupada. Temperatura y humedad recomendadas. Necesidades de aire comprimido y del aire tecnológico. Rieter, Trüzschler y Marzoli son un buen referente como constructores de manuares (ver las webs indicadas en la aperturas de fibras). En la web www.bracker.ch entrar en “products” pasar a “short staple spinning” y seleccionar “Berkol cots” para poder estudiar la información referida a los cots del manuar. Con toda esta información ya pueden contestarse los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos a los manuares: ecartamientos, presiones, dureza de los cilindros y velocidad para cada materia. Diámetro, altura características de los botes de salida. Sistemas de regulación. Detallar la gestión de la calidad de los manuares. Potencia instalada. Superficie ocupada. Temperatura y humedad adecuadas. Necesidades de aire comprimido y del aire tecnológico. En la web www.electro-jet.com se tiene documentación complementaria de la mechera de torsión. Con todo este material ya pueden contestarse los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos a la mechera de torsión: número de husos por máquina. Detalle del tren estirador y valor del estirado. Dureza de los cilindros. Velocidad de las arañas (si procede). Número de la mecha. Torsión (si procede). Frotaciones/metro (si procede). Roturas en 1.000 husos/hora. Tamaño de las bobinas. Controles de calidad en las mechas y valores obtenidos. Sistemas de cambio de mudada y transporte de bobinas. Potencia instalada. Superficie ocupada. Temperatura y humedad adecuadas. Necesidades de aire comprimido y del aire tecnológico. Las webs de referencia de la continua de hilar de anillos, son: - www.oerlikon.com/schlafhorst.com (incluye Zinser). - www.bracker.ch - www.mprat.com Con todo este material ya pueden contestarse los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos a las continuas de anillos: características del tren estirador. Diámetro, pestaña y tipo de aro. Tipo de cursor. Ajuste del limpiador de cursores. Ecartamiento entre husos. Cursa. Husos por máquina. Sistemas de cambio de mudada y transporte de las husadas. Potencia instalada. Superficie ocupada. Principales controles efectuados sobre los hilos, valores obtenidos y tolerancias admitidas. Temperatura

Datos técnicos para un proyecto de hilatura Feliu Marsal
18
y humedad adecuadas. Necesidades de aire comprimido y del aire tecnológico. Si el proceso de hilatura sobre el que se realiza el proyecto es del tipo open-end, podemos encontrar información complementaria en www.oerlikon.com/schlafhorst y www.saviospa.it Con toda esta información ya pueden contestarse los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos a la máquina de hilar open-end: características estructurales del disgregador, rotor y tobera. Velocidad de salida. Roturas por 1000 rotores-hora. Características de la parafina usada (si procede).Potencia instalada. Superficie ocupada. Temperatura y humedad adecuadas. Necesidades de aire comprimido y del aire tecnológico. En cuanto al vaporizado podemos ampliar la información en: - www.fongs.com/xorella - www.lagarde-autoclaves.com
Para el bobinado, purgado y parafinado, consultar: - www.oerlikon.com/schlafhorst - www.resedabinder.com - www.saviospa.it - www.industrialwax.in
Con toda esta información ya pueden contestarse los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos al bobinado, purgado y parafinado: tipo de purgadores y su ajuste. Empalmadores ó anudadores empleados. Tamaño de las bobinas. Densidad de las bobinas. Control de calidad en el bobinado y valores obtenidos. Roturas/husada ó roturas/kg para los diferentes hilos. Potencia instalada. Superficie ocupada. Características de la parafina (si procede). Temperatura y humedad adecuadas. Necesidades de aire comprimido. Para las retorcedoras, conviene consultar: - www.galan.es - www.saviospa.it - www.oerlikon.com/schlafhorst
Con toda esta información puede contestarse ya los siguientes extremos complementarios de la hoja de cálculo del proceso de hilatura referidos al retorcido: potencia instalada. Super- ficie ocupada. Temperatura y humedad. Necesidades de aire comprimido y del aire tecnológico. Se detallan, en las dos páginas siguientes, tres ejemplos de transporte automático de mate- riales en el proceso de hilatura. Completar la información consultando la web www.electro-jet.com 3. COMPRA DE MAQUINARIA E IMPORTACIÓN DE HILOS 3.1 Abreviaturas comerciales internacionales (Incoterms) Indican el lugar donde el vendedor queda obligado a situar la mercancía por su cuenta, así como los gastos y riesgos que corresponden a cada una de las partes. Los Incoterms han sido elaborados por la Cámara de Comercio Internacional (CCI).

Datos técnicos para un proyecto de hilatura Feliu Marsal
19
Los más utilizados en hilatura son los Incoterms CFR (Indonesia, Turquía y Tailandia) EXW, CIF (China) y FOB, que se indica su significado en las páginas siguientes. Transporte de los botes de carda a la máquina Open-end, con una capacidad de transporte de 22 botes por hora, con carga y descarga manual de botes en las máquinas open-end.
Transporte automático de bobinas de la mechera a las continuas de hilar.

Datos técnicos para un proyecto de hilatura Feliu Marsal
20
Paletizado de las bobinas del hilo. Instalación diseñada para trabajar 475 bobinas/hora.
Datos técnicos para un proyecto de hilatura Feliu Marsal
21
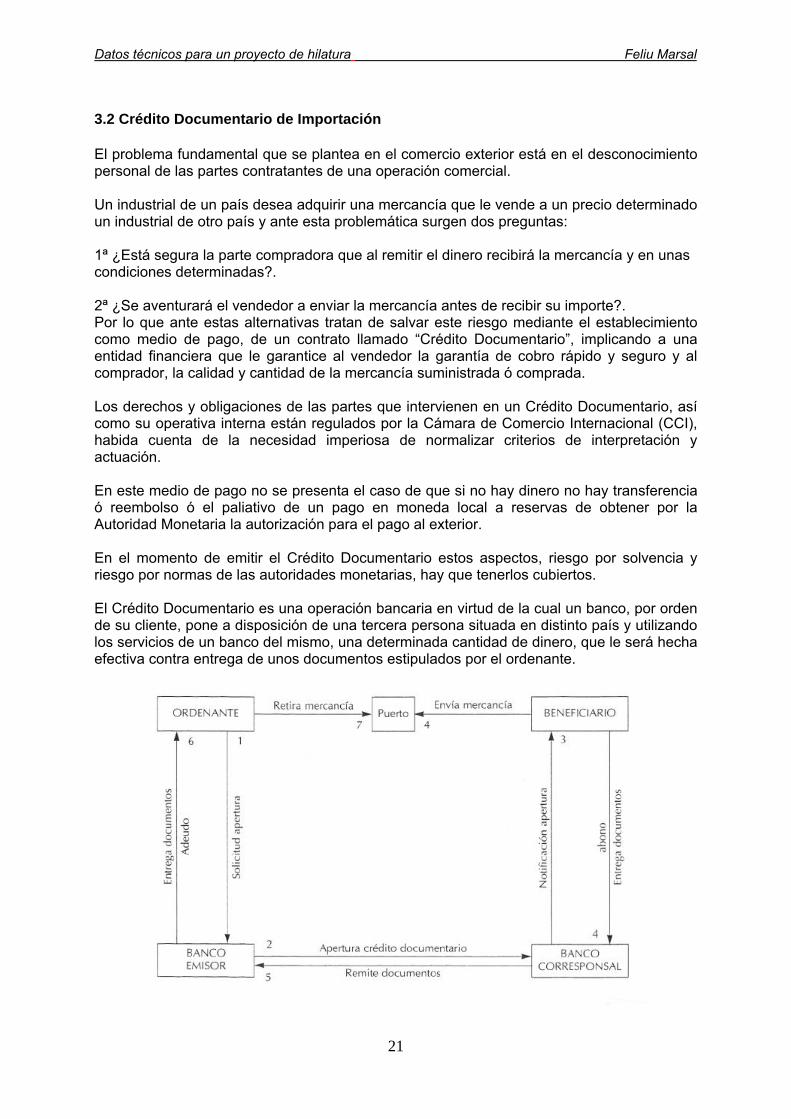
3.2 Crédito Documentario de Importación El problema fundamental que se plantea en el comercio exterior está en el desconocimiento personal de las partes contratantes de una operación comercial. Un industrial de un país desea adquirir una mercancía que le vende a un precio determinado un industrial de otro país y ante esta problemática surgen dos preguntas: 1ª ¿Está segura la parte compradora que al remitir el dinero recibirá la mercancía y en unas condiciones determinadas?. 2ª ¿Se aventurará el vendedor a enviar la mercancía antes de recibir su importe?. Por lo que ante estas alternativas tratan de salvar este riesgo mediante el establecimiento como medio de pago, de un contrato llamado “Crédito Documentario”, implicando a una entidad financiera que le garantice al vendedor la garantía de cobro rápido y seguro y al comprador, la calidad y cantidad de la mercancía suministrada ó comprada. Los derechos y obligaciones de las partes que intervienen en un Crédito Documentario, así como su operativa interna están regulados por la Cámara de Comercio Internacional (CCI), habida cuenta de la necesidad imperiosa de normalizar criterios de interpretación y actuación. En este medio de pago no se presenta el caso de que si no hay dinero no hay transferencia ó reembolso ó el paliativo de un pago en moneda local a reservas de obtener por la Autoridad Monetaria la autorización para el pago al exterior. En el momento de emitir el Crédito Documentario estos aspectos, riesgo por solvencia y riesgo por normas de las autoridades monetarias, hay que tenerlos cubiertos. El Crédito Documentario es una operación bancaria en virtud de la cual un banco, por orden de su cliente, pone a disposición de una tercera persona situada en distinto país y utilizando los servicios de un banco del mismo, una determinada cantidad de dinero, que le será hecha efectiva contra entrega de unos documentos estipulados por el ordenante.

i·
'Deutsche ·sank.
ftUmE ·SE'RV:t~S · P.L tm LA .COROBA., ~1
094.00 GlWIOLLERS
-/-/
ililbeátx'~.ltefe%':eACli.&t
SU -ref~J.a-i Monetlaf~~l
va.lidezi »emr.etciaric:.u
~- a.e 1a utiliz.a:a':!.6.zu: · Veuc.imienl::ót
.l>BP~ ~JERO
~ 1S :DmOB.'JtACl:Óll lilfN.l:O ·m »D~S ·
::s • W • .J: .,F ,.:'!' •. : :oEtr.I' .ES .BB "J!SLBJ'OJIO.;i 9:UJ6ll53-6 ont:'J'llfJl.1 OQ03
Feoluu2:6 ENERO ,201.S
009770l.0'4828llliQC UOQ0,0024.8.l usn *~"'*-A: 6·;. osa.~ oo e+/.os 1us ~J 3.0 EN!mO 4015 ME! :SHENG TEXTILES VI'.E'.llítAM CO. , L'f.O. NGAI GIAO TQWN, CHAU 1."IUC:; PISTRICT BRV'l' PROV'INCE, 'Vll'l.'NAM uso '-"*'"*** ·64.3'57,17 VJ:SXA
Adjunto ·1es .remitirnos los .documentos recibidos de. nuest:ro·c:orrespo~sal relett.i vos ál. crédito de. refarem::ia y que ·detallatllOS: a .continuación:
+FAC'l'URA CON.m.RCIAL, +!.:!.~DE EMPAQUE, +CER.'i'lFl:cAOO 113.ENEFICD\R!O, +~RT.ESPECI:F.TÉCNLCAS· . +CONQC'IMIEN?:'O· DE EM.aARQOE,
+C:ERTIF!CAPO DE FUMIGACIÓN -1-GSP "FORN A,
3 :&.TEMPLARES 4 EJEMPLARES 3 :EJEMPl.AR:eS
:2XJ~S 3/J &:TEMPLAJ.U;S
.3 COPIAS 1!UL 3 EJ.liMPLARES 3. EJEMPLARES
Pr.ocederemO:S. a efectuar el -pago de la. u:tilizaciór.i. de ref.erancia.
ROQ'.amos, se sirvan citar siempxe nuestta referencia 001.J"!1703lifo82<8080C en toda .corr.e.spondencia r-e.lativ.a a esta opera~ión.
Atentamente, DEUTSCK& .BANK. SOCUWAO ANO.NIMA. ES'.J.l!Aft-OI..A
~ 1fbff
~ . ·. ,.

¡,.__ __ . -
//"ara mr dicta:tren de un tejido barrado dolld~ hay 1 ...
CEATlFl'CATE OF :FU.MIGATION
M.o; -00122BIVJ:.C
We· hereby certlfy that the carJiJO .wtil·fol!owirrg tfetalla :
- PalletSuppfter:
-'Shlpper:
-Consignes :
WOOOENPALLETKIM NGOCMJWH PHAT
.iMEr SHENG TEXTlLESVIETNAM CO., LTb ·NGAJ GlAO lNDUSTRJAL..ZONE, NGAf GJAO TOW.N OH'AIJOUCOtsTIUCTSRVT PRCMNCE. V1ETHAM. 1'El :i: 84-6439&3200 -FAX.: -84-643963000
.. 21 PALLETS ... Quanttty:
-Mark on pallet
, ( ~ li:s- ooof' - Means ef oonveyance: ·S'PMRNE TRAOER 306
SIL NO; APLU074905676 :APPLtCANTS,RfifeRENCES: u{ 1).6415"
- Has beenfürnigated w1th : METHYL BROMIDE (CH3Br)
- Cosa.ge = ·50 GRSIM3
* Duratlon m exposúre:
~ Place of fitmigation :
- Date fum!gated :-
.24HQURS
A! PALLETSUPPLIER'S WAAEHOUSE
JAN. 00, 2015
FROM
TO
: HO· CH! M1NH CtTY PORT, )tJETNAM.
:·BARCELONA. SPAIN
HOCHIMINH CITV. VIETNAM DATE JAN. 11, 201S

Datos técnicos para un proyecto de hilatura Feliu Marsal
22
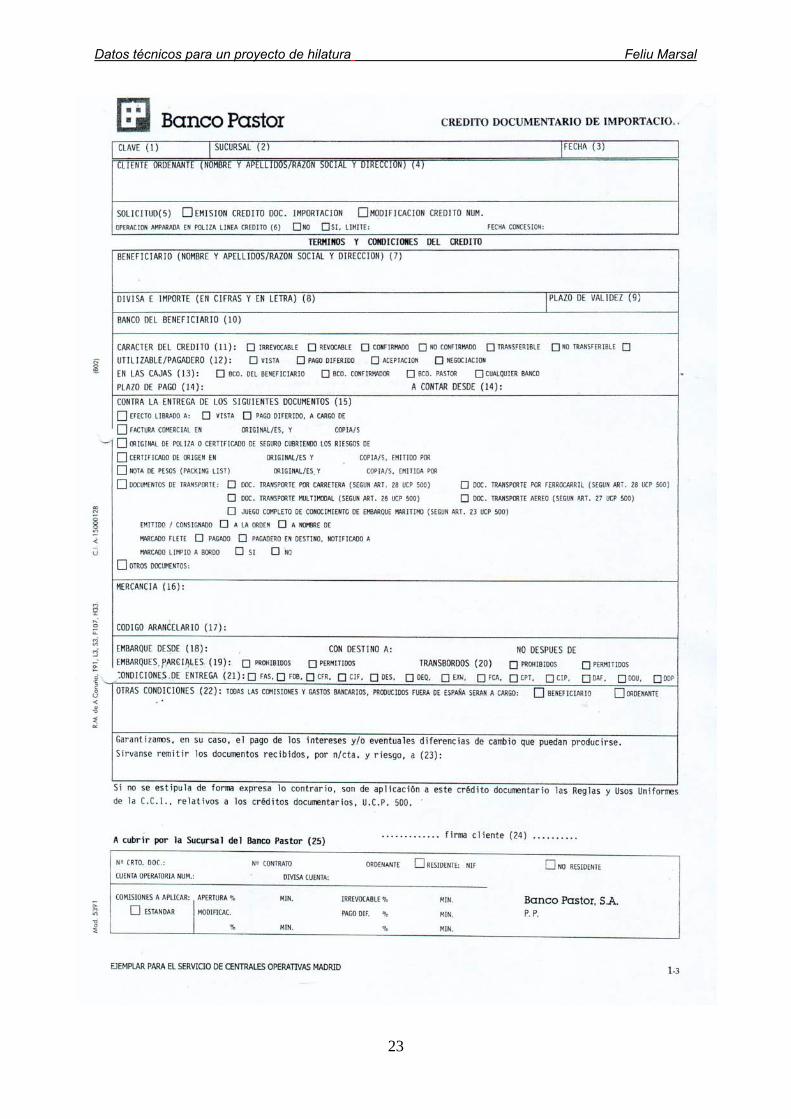
En todas las transacciones europeas de hilos no se paga el IVA. Los pagos en la compra de hilados se realizan a los 60 días fecha factura. Si pagamos a los 30 días es normal una bonificación del 2% de pronto pago. Se recomienda estudiar la web www.taric.es en donde se recogen los principales fundamentos de comercio exterior. Acompañamos, en las dos páginas siguientes, un ejemplo de documento para solicitar un Crédito Documentario de Importación. Otras modalidades de compra-venta son el crédito confirmado (lo debe avalar un segundo banco. Poco usado), el crédito irrevocable y “cash” contra documentos. 3.3 Transporte de materiales textiles La importación mínima de hilos es de un contenedor. Las soluciones más utilizadas para el transporte de hilos son los “trailers” con cargas hasta 23 Tm, con una capacidad de carga de 85 m3. Son frecuentes los contenedores de 20 pies, para una carga de 10 toneladas, y los de 40 pies para una carga de 20 toneladas. Para cargas superiores (hasta 115 m3) se utilizan camiones con remolque. El período de importación de hilos es normalmente de 3 meses, a partir de que se concreta el pedido. El transporte de Turquía es el más rápido (8 días). Le sigue el de Sri Lanka (15 días). Para otros países lejanos puede tardar hasta un mes. Las navieras retienen, sin costo, la mercancía en el puerto. A partir del quinto día, hay que abonar derechos de almacenamiento. El seguro en la importación de una partida de hilo representa un dos por mil del coste del hilo.
Datos técnicos para un proyecto de hilatura Feliu Marsal
23

Datos técnicos para un proyecto de hilatura Feliu Marsal
24

Datos técnicos para un proyecto de hilatura Feliu Marsal
25
4. PRINCIPALES NORMAS DE SEGURIDAD E HIGIENE EN EL TRABAJO Toda la maquinaria debe cumplir las normas UNE-EN ISO 11111-1, apartados 1 y 2. Normas que conviene consultar en la biblioteca del Campus de la UPC de Terrassa. Consultar la web www.aitpa.es en la que se presenta un video con un simulador para la pre- vención de riesgos laborales en hilatura. A continuación damos una síntesis de la normativa española sobre seguridad e higiene en el trabajo que conviene actualizar, debido al carácter dinámico de las normas de seguridad, en la web www.norprevencion.com/leyes.html (entrar en “Texto refundido de la Ley de Prevención de Riesgos Laborales”. Estudiar también el Decreto sobre “Señalización de seguridad y salud en los lugares de trabajo” y el “Reglamento de Seguridad contra incendios en los establecimientos industriales”). Locales de trabajo Los locales de trabajo deberán reunir las siguientes condiciones: - Altura mínima: 3 m (oficinas: 2,5 m) - Superficie mínima por trabajador: 2 m2 - Volumen mínimo por trabajador: 10 m3 Pasillos Los pasillos deberán tener una dimensión mínima de 1 metro. Escaleras Ninguna escalera tendrá una altura entre descansos, superior a 3,7 m. La profundidad de los descansos intermedios, medida en dirección a la escalera, no será menor que la mitad de la anchura de esta ni de un metro. El espacio libre vertical no será inferior a 2,2 m desde los peldaños. - Anchura mínima de la escalera: 1 metro. - Inclinación respecto a la horizontal: 20 a 45º. - Los peldaños, excluidos los salientes, tendrán entre 23 y 36 cm y la contrahuella no tendrá
menos de 13 cm ni más de 20 cm. Puertas y salidas La distancia máxima entre puertas de salida al exterior será de 45 m. El ancho mínimo de las puertas exteriores será de 80 cm. Ventilación La renovación mínima del aire de los locales de trabajo será, por hora y trabajador, al menos de 30 m3. Vestuarios Las dimensiones mínimas serán: - Superficie por trabajador: 2 m2. - Altura del techo: 2,30 m.

Datos técnicos para un proyecto de hilatura Feliu Marsal
26
Estarán provistos de asientos y taquillas individuales con llave para guardar la ropa y el calzado. Un lavabo como mínimo, para cada 10 empleados y un espejo para cada 25 que finalicen la jornada de trabajo simultáneamente. Duchas Dispondremos de una ducha para cada 10 empleados. Comedores Tendrán calienta comidas, mesas y sillas, calefacción en invierno y agua corriente. Señalización Consultar la norma UNE-EN ISO 1115. Reservar el color anaranjado para pintar las partes de las máquinas que se encuentren en movimiento. Los lugares de peligro se pintarán con rayas amarillas y negras. Los extintores y salidas de agua, se indicarán con un círculo rojo. Las conducciones se pintarán: - Agua potable verde - Vapor rojo - Agua residual verde con anillos negros - Carburantes sepia con anillos amarillos 5. PLANOS Para dibujar los planos se seguirán las recomendaciones UNE 1-0226-75. Para las instalaciones industriales, trabajar con las siguientes escalas:
Reducciones Aplicaciones 1: 5 2: 1 1:10 5: 1 1: 20 10: 1 1: 50
1: 100 1: 200
Para las construcciones civiles
1: 5 1: 100 1: 10 1: 200 1: 20 1: 500 1: 50 1: 1000
Para la topografía y urbanismo se emplean las escalas de 1:100 a 1: 50000 Plegado correcto de los planos según DIN 824:

Datos técnicos para un proyecto de hilatura Feliu Marsal
27
En la web www.portabloques.com se pueden encontrar los principales símbolos para rellenar los planos. 6. OBRA CIVIL En nuestro proyecto omitiremos la obra civil, por entender que se trata en otras asignaturas de la carrera, resolviendo solamente el aire acondicionado y las instalaciones de fuerza electromotriz, iluminación, aire comprimido y legislación sobre carburantes. Consultar la web www.coac.net del Colegio de Arquitectos de Catalunya (entrar en “Empreses”, “Bases de dades”, “Legislació i Normativa”. Esta web Incluye la normativa española y europea. Consultar la web www.masachs.com para tener referencias de cons- trucciones industriales. En la web www.gencat.net/oge se puede encontrar la legislación sobre agua, gas y electricidad (entrar en “Tràmits per tema” y “Aigua, Gas i electricitat”. Estudiar todo lo referente a estos temas, incluyendo el Reglamento de Baja Tensión y como se realizan las inspecciones de las instalaciones industriales). En la misma web entrar en “Tràmits per tema”, “Productes petrolífers i químics”, “Instal.lacions” y “Emmagatzematge de productes petrolífers” para tener la normativa a seguir para el almacenamiento de fuel-oil. Para conocer la normativa sobre los cánones del agua entrar en la web http://aca-web.gencat.cat. Entrar en usos industriales. 6.1 Almacén de materias primas Calcular la superficie ocupada en función del stock. Altura de almacenado. Tamaño y peso de las balas. Movimiento de materias.

Datos técnicos para un proyecto de hilatura Feliu Marsal
28
6.2 Almacén del hilo Temperatura y humedad adecuadas. Capacidad. Superficie ocupada. Altura de almacenado. Dimensiones de las cajas y/o palets. Movimiento de materiales. Consultar la web www.europalet.com 6.3 Calcular el aire acondicionado de la nave de fabricación Para una hilatura con planta baja y piso situada en la provincia de Barcelona. Hipótesis:
- Temperatura exterior: 31º C (para el verano a las 17 horas solares, que es el caso más desfavorable)
- Temperatura de la sala: 24º C - Humedad relativa exterior: 68% - Humedad relativa de la sala: 55%
Con estos datos podemos calcular los gramos de agua/kg de aire seco (ver libro “Parametría de Hilos”, de los mismos autores, en la página 56. Las temperaturas corresponden a bulbo seco. Obtenemos:
Para 31ºC y 68% HR: 19,1 g/kg Para 24ºC y 55% HR: 10,2 g/kg
La ganancia solar debido a los cristales depende de los m2 acristalados en cada dirección de la nave a acondicionar. Supongamos:
Pared noroeste: 16 m2 de cristal Pared suroeste: 28 m2 de cristal
Pared nordeste: 5 m2 de cristal Pared sureste: no hay cristales
En la siguiente tabla tenemos las kcal/h-m2 aportadas por los cristales según la orientación de la nave a acondicionar. Ganancia de calor por los cristales según orientación
ORIENTACIÓN
HORA
DEL
SOL
6 7 8 9 10 11 12 13 14 15 16 17 18
N 19 21 29 35 38 38 38 38 38 35 29 21 19
NE 184 276 222 124 43 38 38 38 38 35 29 21 8
E 227 398 439 393 273 122 38 38 38 35 29 21 8
SE 130 284 374 396 377 290 179 67 38 35 29 21 8
S 8 21 65 138 241 263 276 263 241 138 65 21 8
SO 8 21 29 35 38 67 179 290 377 396 374 284 130
O 8 21 29 35 38 38 38 122 273 393 439 398 227
NO 8 21 29 35 38 38 38 38 43 124 222 276 184
Horizontal 24 127 271 406 501 556 580 556 501 406 271 127 24
Tendremos para la pared noroeste un valor de 276, de 284 para la pared sudoeste y de 21 para la pared nordeste.

Datos técnicos para un proyecto de hilatura Feliu Marsal
29
Además del tamaño acristalado depende del tipo de vidrio que se da en la tabla de la página siguiente. En nuestro caso tomamos un coeficiente de transmisión del calor de 0,56 ya que tenemos una cortina de tela en las ventanas exteriores. La ganancia solar total por los cristales será: Pared NO: 16 m2 x 276 kcal/h-m2 x 0,56 = 2473 Pared SO: 28 m2 x 284 kcal/h-m2 x 0,56 = 4453 Pared NE: 5 m2 x 21 kcal/h-m2 x 0,56 = 59
Debemos calcular a continuación la ganancia solar por transmisión por muros de cierre. Si: Muro exterior: 300 mm Tabiques interiores: 150 mm Pared NO: 20 m2 Pared SO: 44 m2 Pared SE: 36 m2
Pared NE: 31,5 m2
Todos los cálculos deben realizarse para las 17 h, que es el caso más desfavorable. Ganancia de calor por los cristales según tipo de vidrio
TIPO DE VIDRIO
Sin (pantalla
o persiana)
Persiana veneciana
interiores o cortinas de tela
Persiana
veneciana exteriores
Persiana exterior
Cortina exterior de tela
Claro Medio Oscuro Claro Exterior claro
Medio Oscuro Claro Oscuro
Interior oscuro
Medio
Vidrio sencillo ordinario 1,00 0,56 0,65 0,75 0,15 0,13 0,22 0,15 0,20 0,25
Vidrio sencillo de 6 mm 0,94 0,56 0,65 0,74 0,14 0,12 0,21 0,14 0,19 0,24
Vidrio absorbente 0,73 0,53 0,59 0,62 0,11 0,10 0,16 0,11 0,15 0,18
Vidrio doble
Vidrio ordinario 0,90 0,54 0,61 0,67 0,14 0,12 0,20 0,14 0,18 0,22
Vidrio de 6 mm 0,80 0,52 0,59 0,65 0,12 0,11 0,18 0,12 0,16 0,20
Vidrio interior ordinario
Vidrio exterior absorbente 0,52 0,36 0,39 0,43 0,10 0,10 0,11 0,10 0,10 0,13
Vidrio interior de 6 mm
Vidrio exterior absorbente 0,50 0,36 0,39 0,43 0,10 0,10 0,11 0,10 0,10 0,12
Vidrio triple
Vidrio ordinario 0,83 0,48 0,56 0,64 0,12 0,11 0,18 0,12 0,16 0,20
Vidrio de 6 mm 0,69 0,47 0,52 0,57 0,10 0,10 0,15 0,10 0,14 0,17
Vidrio pintado
Color claro 0,28
Color medio 0,39
Color oscuro 0,50
Color del vidrio
Ambar 0,70
Rojo oscuro 0,56
Azul 0,60
Gris 0,32
Gris-verde 0,46
Opalescente claro 0,43
Opalescente oscuro 0,37
Datos técnicos para un proyecto de hilatura Feliu Marsal
30
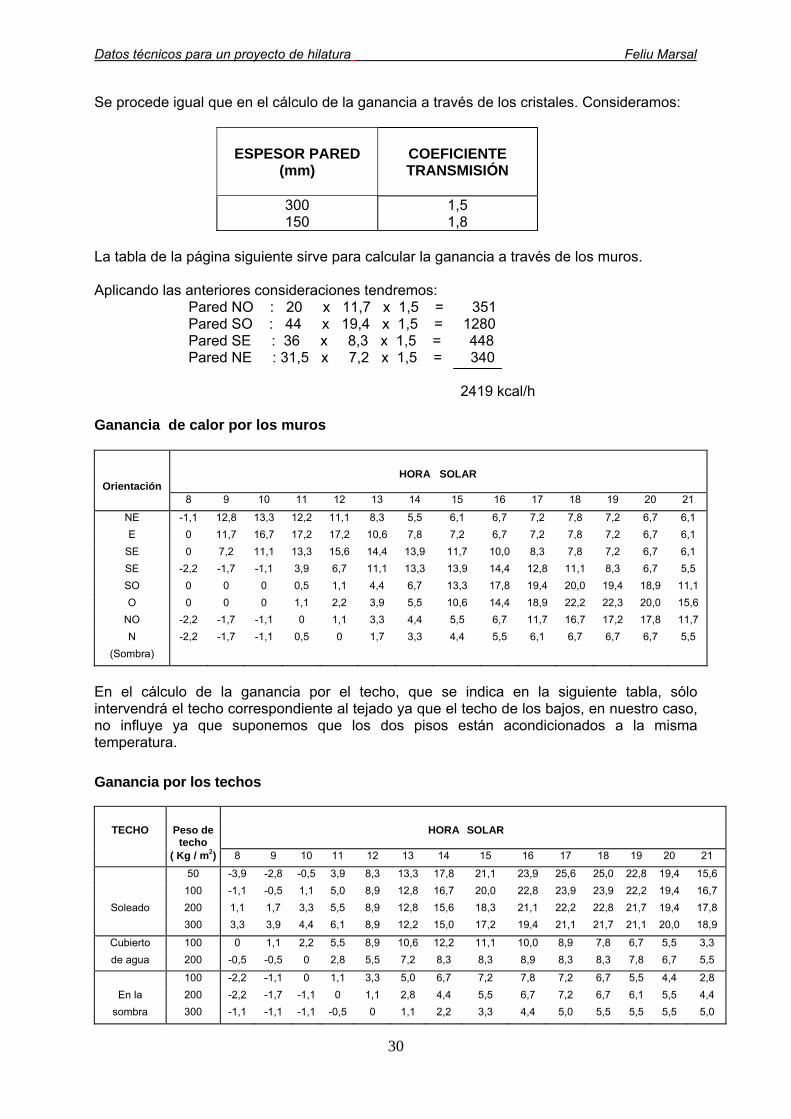
Se procede igual que en el cálculo de la ganancia a través de los cristales. Consideramos:
ESPESOR PARED
(mm)
COEFICIENTE TRANSMISIÓN
300 150
1,5 1,8
La tabla de la página siguiente sirve para calcular la ganancia a través de los muros. Aplicando las anteriores consideraciones tendremos: Pared NO : 20 x 11,7 x 1,5 = 351 Pared SO : 44 x 19,4 x 1,5 = 1280 Pared SE : 36 x 8,3 x 1,5 = 448 Pared NE : 31,5 x 7,2 x 1,5 = 340 2419 kcal/h Ganancia de calor por los muros
Orientación
HORA SOLAR
8 9 10 11 12 13 14 15 16 17 18 19 20 21
NE -1,1 12,8 13,3 12,2 11,1 8,3 5,5 6,1 6,7 7,2 7,8 7,2 6,7 6,1
E 0 11,7 16,7 17,2 17,2 10,6 7,8 7,2 6,7 7,2 7,8 7,2 6,7 6,1
SE 0 7,2 11,1 13,3 15,6 14,4 13,9 11,7 10,0 8,3 7,8 7,2 6,7 6,1
SE -2,2 -1,7 -1,1 3,9 6,7 11,1 13,3 13,9 14,4 12,8 11,1 8,3 6,7 5,5
SO 0 0 0 0,5 1,1 4,4 6,7 13,3 17,8 19,4 20,0 19,4 18,9 11,1
O 0 0 0 1,1 2,2 3,9 5,5 10,6 14,4 18,9 22,2 22,3 20,0 15,6
NO -2,2 -1,7 -1,1 0 1,1 3,3 4,4 5,5 6,7 11,7 16,7 17,2 17,8 11,7
N -2,2 -1,7 -1,1 0,5 0 1,7 3,3 4,4 5,5 6,1 6,7 6,7 6,7 5,5
(Sombra)
En el cálculo de la ganancia por el techo, que se indica en la siguiente tabla, sólo intervendrá el techo correspondiente al tejado ya que el techo de los bajos, en nuestro caso, no influye ya que suponemos que los dos pisos están acondicionados a la misma temperatura.
Ganancia por los techos
TECHO Peso de techo
HORA SOLAR
( Kg / m2) 8 9 10 11 12 13 14 15 16 17 18 19 20 21
50 -3,9 -2,8 -0,5 3,9 8,3 13,3 17,8 21,1 23,9 25,6 25,0 22,8 19,4 15,6
100 -1,1 -0,5 1,1 5,0 8,9 12,8 16,7 20,0 22,8 23,9 23,9 22,2 19,4 16,7
Soleado 200 1,1 1,7 3,3 5,5 8,9 12,8 15,6 18,3 21,1 22,2 22,8 21,7 19,4 17,8
300 3,3 3,9 4,4 6,1 8,9 12,2 15,0 17,2 19,4 21,1 21,7 21,1 20,0 18,9
Cubierto 100 0 1,1 2,2 5,5 8,9 10,6 12,2 11,1 10,0 8,9 7,8 6,7 5,5 3,3
de agua 200 -0,5 -0,5 0 2,8 5,5 7,2 8,3 8,3 8,9 8,3 8,3 7,8 6,7 5,5
100 -2,2 -1,1 0 1,1 3,3 5,0 6,7 7,2 7,8 7,2 6,7 5,5 4,4 2,8
En la 200 -2,2 -1,7 -1,1 0 1,1 2,8 4,4 5,5 6,7 7,2 6,7 6,1 5,5 4,4
sombra 300 -1,1 -1,1 -1,1 -0,5 0 1,1 2,2 3,3 4,4 5,0 5,5 5,5 5,5 5,0

Datos técnicos para un proyecto de hilatura Feliu Marsal
31
Si tenemos 288 m2 de techo y un peso de 100 kg/m2 en la nave de fabricación, tendremos una ganancia de:
288 m2 x 23,9 kcal/h-m2 = 6883 kcal/h La ganancia por el suelo se calcula siguiendo los mismos criterios con un coeficiente de transmisión de 4,2 kcal/h-m2. Si tenemos 288 m2 de suelo, tendremos: 288 m2 x 4,2 = 1210 kcal/h Debemos también considerar las ganancias por los tabiques en el interior de la nave acondicionada. En nuestro caso tendremos 36 m2 de tabique. Cumple:
36 x (28 - 24) x 1,8 = 259 kcal/h
siendo (28 - 24) la diferencia de temperatura entre un almacén que está a 28º C y la sala que está a 24ºC. El factor 1,8 corresponde al coeficiente de transmisión de los tabiques interiores (de 150 mm). Podemos calcular el calor interno debido a las personas, a los motores de las máquinas y a los fluorescentes de la iluminación. En la nave de fabricación, laboratorio y oficinas se necesita un mínimo de 50 m3 de aire por persona. Debido a las pocas personas que trabajan en hilatura, este extremo cumple siempre sobradamente. Calor interno debido a las personas:
14 personas x 61 = 854 kcal/h En la siguiente tabla se indican los correspondientes factores según la actividad desarrollada por las personas.
Calor interno debido a las personas
GRADO DE ACTIVIDAD
TEMPERATURA (ºC)
28 27 26 24 21
S L S L S L S L S L
Sentados 48 91 55 84 61 78 71 68 81 52
Trabajo ligero 48 141 55 134 62 127 74 115 92 97
Trabajo pesado 113 252 117 248 122 243 132 233 152 218
Por S indicamos el calor sensible y por L el calor latente. La ganancia en kcal/h debida a los motores de las máquinas se calculará como sigue:
Potencia total consumida en CV x 632
En nuestro caso, si tenemos 60 CV consumidos, tendremos:
60 CV x 632 = 37920 kcal/h

Datos técnicos para un proyecto de hilatura Feliu Marsal
32
De tener 45 kw/h para la iluminación. Tendremos: 45 x 860 = 38700 kcal/h
1 CV = 0,735 kw/h
El calor sensible del local corresponde a la suma de todos los valores encontrados anteriormente. En nuestro caso tendremos 95230 kcal/h. Es costumbre aplicar un factor de seguridad del 10% por lo que tendremos un calor sensible del local de 95230 x 1,1 = 104753 kcal/h. Este es el calor a eliminar de la nave de fabricación, corresponde a la suma del calor sensible y el calor latente. Al considerar un factor de seguridad del 10% podemos prescindir del calor latente. De existir radiadores de calefacción, la potencia en watios se calcula multiplicando por 40 los m3 de la sala a calentar. El aire es tratado (acondicionado a la humedad debida) y es impulsado a la sala. Supongamos, como ejemplo, que el aire es aspirado de la sala a 28º C y 60% de humedad relativa. Situamos este punto I en el diagrama psicrométrico y también el punto E que corresponde al aire tomado del exterior (32º C y 60% HR). Unimos I con E con una línea recta y determinamos el punto M que corresponde al porcentaje de la mezcla (en el ejemplo mezclamos ambos aires en relación 9 : 1). Este aire mezclado es enfriado, produciéndose una desecación del mismo, hasta llegar a las condiciones del punto P que corresponde a las condiciones a las que hay que impulsar el aire a la sala de fabricación. Del gráfico dado en la página siguiente, obtenemos T = 6,5
i (entalpía) = 2 kcal/kg aire seco Sabiendo que las kilocalorías/hora a disipar son, en nuestro caso, de 104753, que la densidad del aire seco es de 1,15 kg/m3 y el calor específico del aire es de 0,24 kcal/ºC-kg, podemos calcular el caudal y la potencia frigorífica de la instalación de acondicionamiento. El volumen de aire (V) a impulsar en m3/h es: 104753
———————— = 58391 1,15 x 0,24 x 6,5
y la potencia frigorífica será: 58391 x 1,15 x 2 = 134299 kilofrigorías/hora Hay que diseñar una instalación, en una o varias centrales, capaz de disipar este calor.

Datos técnicos para un proyecto de hilatura Feliu Marsal
33

Datos técnicos para un proyecto de hilatura Feliu Marsal
34
6.4 Calcular los fluorescentes para la nave de fabricación y diseño de las líneas nece- sarias
Para preparar este tema, además de los apuntes dados a continuación, se recomienda consultar la web www.lighting.philips.com (al entrar, pasar al español, “Programas y descargas”, “Hojas de datos y descargas” y “Descargas de archivos”). Las principales exigencias de las instalaciones eléctricas, para un buen funcionamiento de nuestras máquinas, son: la temperatura del ambiente de los equipos eléctricos, respecto a la temperatura de entrada del aire de enfriamiento, debe estar comprendida entre + 5º y + 40º C. La humedad relativa máxima del aire del ambiente debe ser del 50% con temperaturas de 40º y del 90%, como máximo, a 20º C. Durante la marcha no debe haber precipitación de humedad. Estos valores se aplican para instalaciones eléctricas realizadas hasta 1000 metros sobre el nivel del mar. En caso de instalaciones en alturas mayores, la temperatura de ambiente máxima se reduce linealmente en 8% por cada 1000 metros. Se aceptan desviaciones continuas de la tensión nominal de hasta un ± 10%.
Las sobre tensiones del 15%, no deben durar más de un segundo. Las puntas de tensión del 200% de la tensión nominal deben durar un máximo de 0,5 ms. Las bajadas de tensión del 15% de la tensión nominal, tampoco deben superar los 0,5 segundos de duración. Las interrupciones de la tensión como máximo deben durar 10 ms. La desviación máxima de la frecuencia nominal puede llegar al ± 2%. El contenido oscilaciones armónicas de la red de alimentación debe ser menor al 7% y con la red polifásica las tensiones entre los conductores exteriores no deben desviarse más de 5% del valor más alto. Dimensionaremos, a modo de ejemplo, la instalación de alumbrado del laboratorio. Genera-lizando estos cálculos se tiene el alumbrado de toda la fabrica.
Nivel de iluminación: 1000 lux Altura (H): 2,70 m Anchura (A): 7 m Longitud (L): 13 m Rendimiento iluminación: 40%
Nivel de iluminación
DEPENDENCIA
NIVEL DE ILUMINACIÓN (lux)
Laboratorio Taller mecánico Nave fabricación Despachos Almacenes Pasillos
1000 1000 700 400 100 50

Datos técnicos para un proyecto de hilatura Feliu Marsal
35
El rendimiento de la iluminación depende del sistema de iluminación. Un alumbrado indirecto puede rendir un 20%. Son normales rendimientos del 40 al 45% para alumbrados directos. En nuestro ejemplo cumple que:
mHh 70,1170,21 siendo (h) la altura del techo a la superficie de trabajo (a 1 metro del suelo)
283,06
70,1
6
hr
(r) es la distancia del punto de luz al techo. Cumple que:
42,1283,070,1 rhe
La distancia (e) corresponde a la cota entre el fluorescente y la superficie de trabajo
846,142,1·3,1·3,1 ec
El número de puntos de luz (na) serán:
442,13,1
7
3,1
e
Ana
y su separación (s) a lo ancho de la sala:
mn
Asa 75,1
4
7
Repitiendo los cálculos a lo largo de la sala:
742,13,1
13
3,1
e
LnL
y su separación (SL):
mn
LSL 86,1
7
13
El total de puntos de luz será el producto de na · nL (4 x 7 = 28 puntos de luz). Para seleccionar la lámpara debemos calcular los lúmenes (LUM) por punto de luz. El número de lúmenes corresponde al producto de los lux por la superficie a iluminar, dividido por el rendimiento de la iluminación. En nuestro caso:
22750040,0
911000
LUM
que corresponden, al tener 28 puntos de luz a:

Datos técnicos para un proyecto de hilatura Feliu Marsal
36
puntolúmenes /8125=28
227500
En un manual de iluminación vemos que estos lúmenes se consiguen con dos lámparas de las siguientes características:
)150(22/65
)150(30/65
cmWL
cmWL
Para los cálculos de las líneas del alumbrado, supondremos que precisamos una potencia de 45465 watios. Se reparte, por tanteo, en varias líneas para cumplir los requisitos del Reglamento de Baja Tensión. Vamos a considerar cuatro líneas de 12000 watios cada una. La intensidad que circulará por línea será:
)40(15,3785,02203
12000A
El valor 220 corresponde a la tensión de trabajo, en voltios, y el 0,85 es un factor de utilización de la potencia instalada.
En la siguiente tabla se indica la sección recomendada, en mm2, en función de la intensidad (amperios) de la línea, para conductores de cobre.
INTENSIDAD MÁXIMA
(amperios)
SECCIÓN DEL CONDUCTOR
(mm2)
8,5 11 15 20 26 36 48 64 78 95 120 145 170 195 220 260
1
1,5 2,5 4 6 10 16 25 35 50 70 95 120 150 185 240
Sea, en nuestro ejemplo, la longitud máxima de la línea de 150 metros. La caída de tensión (CT) será:
)(·56·220
)(·)(= 2mmcabledelgrosor
mlínealongitudwatioslínealadePotenciaCT

Datos técnicos para un proyecto de hilatura Feliu Marsal
37
en nuestro caso:
voltiosCT 84,52556220
15012000
y la máxima caída de tensión permitida en el Reglamento de baja tensión es del 3% (3/100 · 220 = 6,6 voltios. Esta línea cumple todos los requisitos. Cuando por circunstancias exteriores ó por alguna emergencia en la propia instalación hay un corte de corriente, dispondremos de un alumbrado auxiliar que nos permita terminar operaciones inaplazables y evitar que cunda el pánico colectivo en nuestra empresa. Los grupos del alumbrado de emergencia, están alimentados por baterías recargables de encendido automático, al fallar el suministro eléctrico. Una vez se restablece el suministro se apagan las luces de emergencia y se procede al recargo de las baterías. Se pretende, con este alumbrado conseguir un nivel de iluminación que permita distinguir contornos de máquinas, salidas de emergencia, pasillos, material de emergencia, teléfonos, etc. Dos lámparas de 25 W cada una son alimentadas por una batería que garantiza un suministro continuo de 90 minutos a pleno funcionamiento ó de 180 minutos a mitad de po-tencia. 6.41 Mejoramiento del factor de potencia en la red de iluminación Una reactancia normal produce un desfase de 90º de la tensión respecto al voltaje de tal forma que el factor de potencia oscila entre 0,5 y 0,6. Esto equivale a decir que la línea tendrá doble carga a la exigida por los tubos fluorescentes con lo que tendríamos un gasto en calor y energía reactiva inútil. Realizaremos la corrección del factor de potencia mediante condensadores en cada tubo fluorescente. La potencia activa media y reactiva absorbida por los fluorescentes antes de mejorar el factor de potencia vale:
φPQ
φIVP
tan·=
cos·= ·
La potencia reactiva suministrada por la batería de condensadores para los tubos fluorescentes de 65 W, será:
Qc = P · (tan Ф1 - tan Ф2) = 65 · (0,73 - 0,58) = 9,75
El condensador que se instalará, en paralelo, en cada tubo de 65 W tendrá una capacidad de:
FaradiosWU
Qc c 6
22104
50220
75,9
En la siguiente tabla se indican valores para otras potencias.

Datos técnicos para un proyecto de hilatura Feliu Marsal
38
POTENCIA (W)
CAPACIDAD (10-6 F)
10 15 25 40 160 215 250
0,6 0,9 1,5 2,4 2,9 13,3 15,4
6.5 Cálculo y dimensionado de la fuerza electromotriz La fuerza electromotriz es la encargada de mover los motores de las máquinas. Instalación independiente del alumbrado. Para su dimensionado se siguen los mismos criterios que para el alumbrado. Conviene repartir las máquinas de las mismas características en líneas diferentes para no bloquear la producción cuando falle una línea. La hilatura es un proceso continuo. De parar todas las mecheras, por ejemplo, se pararán las continuas de hilar por falta de materia. 6.51 Cálculo del transformador Consideramos el siguiente ejemplo: Potencia activa total de la red de iluminación: 57,48 Kw Potencia activa total de la red de fuerza: 258,56 Kw Factor de potencia de los fluorescentes: 0,85 Factor de potencia de las máquinas: 0,85 con lo cual tendremos: Iluminación 57,48 kw ; 67,62 KVA Fuerza 258,56 kw ; 304,20 KVA ───────────────── 316,04 kw 371,82 KVA Pensando en próximas ampliaciones de nuestra industria (100%) el transformador deberá tener una potencia de 744 KVA. Detalles técnicos del transformador: Trifásico Frecuencia: 50 ciclos/seg Refrigeración: aceite y pyraleno Conexión: estrella/doble estrella Primario: 20000 V Secundario: 380/220 Pérdidas en el hierro: 290 W Pérdidas en el cobre: 1800 W

Datos técnicos para un proyecto de hilatura Feliu Marsal
39
El rendimiento a plena carga y cos Ф = 1 0,98 Caída ohmica de tensión: 2% Tensión de cortocircuito: 4% Los detalles a tener en cuenta en la construcción de la caseta para cumplir con el Reglamento son: Los tabiques de separación entre celdas, serán de ladrillo, enlucidos con yeso y terminados en sus cantos con perfiles laminados, con el fin de conseguir la máxima robustez, a los que se fijarán las armaduras metálicas que han de servir de apoyo para los diferentes aparatos de maniobra, medida y protección. Para el paso de varillas o barras conductoras de celda a celda se evitará la propagación de arcos de cortocircuito y reducirán a un mínimo los extremos electrodinámicos. Las celdas llevarán en su parte anterior cierres de plancha, que impiden de modo eficaz tocar inadvertidamente cualquier parte de la instalación situada en el interior. La mínima altura de los tabiques divisionarios será de 2,2 metros y las distancias mínimas sobre conductores y entre ellos y las paredes serán los siguientes: Distancia mínima entre conductores: 11,0 cm Distancia mínima entre conductores y masa: 8,6 cm El pasillo situado frente a las celdas tendrá un ancho mínimo de 1,1 m. La entrada de la línea aérea de alta tensión en la estación transformadora y las de entrada y salida de las de seccionamiento se efectuará a través de pasamuros a discos. Hay que evitar la formación de pequeños depósitos de agua de lluvia en las proximidades de la entrada de los conductores. La salida al exterior de la caseta de la línea de baja tensión se efectuará con cables provistos de cubiertas aislantes. Los seccionadores a utilizar serán tripolares de accionamiento mecánico en la línea de alimentación general. Los contactos de los seccionadores están dimensionados para la intensidad máxima del circuito y su calentamiento no excederá de 30º C sobre el ambiente con 100% de su carga nominal. 6.52 Central de distribución La central y los cuadros de distribución estarán formados por paneles, en cada uno de los cuales estarán situados los automáticos de toma de corriente, contador, fusibles, amperímetros y lámparas de señal. En cada cuadro de distribución, habrá también un panel para el alumbrado, con interruptor general, fusibles, contador, interruptores y señales necesarias. 6.53 Grupo electrógeno Se trata de un conjunto formado por un motor de explosión y un sistema dinamoeléctrico, que transforma en corriente el trabajo del motor. Consta: - 1 motor de 320 CV, alimentado por fuel-oil - 1 alternador de 250 KVA que nos entregará corriente trifásica de 380 V

Datos técnicos para un proyecto de hilatura Feliu Marsal
40
- Regulador automático de voltaje - Equipo de sincronismo - Servicios auxiliares de escape - Servicio de arranque (compresor y botella de aire) - Tanque subterráneo - Electrobomba y filtros 6.6 Necesidades de aire comprimido y fuel-oil En la web www.grupair.com entrar en “Cómo seleccionar un compresor” y ver el archivo del compresor seleccionado para nuestro proyecto. Puede ampliarse la información en la web www.abac-compresores.com. En la web www.repsolypf.com se tienen detalles sobre el suministro de fuel-oil. 6.7 Equipos de laboratorio Responder, en forma de tabla, indicando el tipo de control y su frecuencia, el aparato de control, la norma de ensayo y los valores de experiencia recomendados para cada máquina del proceso. Consultar la web www.uster.com. En los libros, de los mismos autores, “Caracterización de los hilos” y “Gestión de la producción y de la calidad en la hilatura de las fibras cortas” ó “Gestión de la producción y de la calidad de las fibras largas”, según proceda, se puede ampliar la información sobre los controles a realizar en cada fase del proceso de hilatura. 6.8 Taller mecánico Para equipar el taller mecánico de la hilatura se puede consultar la web www.afm.es (entrar en “Catálogo AFM” y “Buscar Máquinas”). Consultar la web www.ssi-schaefer.es para todo lo referente a bancos de trabajo y estante-rías, tanto para el taller mecánico, como para el almacén de salida del hilo. 6.9 Otros servicios (lavabos, comedor, botiquín, salas de reuniones, etc.) En función de la legislación vigente. Estudiar la legislación aplicada a nuestro proyecto y plasmar en el plano los servicios necesarios. 7. ORGANIZACIÓN DEL TRABAJO Contestar, en forma de tabla, a los siguientes extremos: personal necesario. Turnos del personal. Horarios de cada turno, según la legislación vigente. Horas de funcionamiento de la fábrica al año. Calcular el nivel de productividad (HOK), siguiendo las recomendaciones dadas en el libro “Gestión de la producción y de la calidad en las fibras cortas” del mismo autor. Detallar el organigrama funcional de la empresa. 8. TRÁMITES LEGALES 8.1 Licencias urbanísticas y de la actividad industrial Todo este capítulo se ha resuelto para el caso específico de una hilatura ubicada en Cataluña.
Datos técnicos para un proyecto de hilatura Feliu Marsal
41
Consultar la web http://gmut.terrassa.org de la Gerencia Municipal de Urbanismo de Te- rrassa (entrar en “Normativa”, “Ordenances Municipals”, “Urbanisme” y “Ordenança sobre la regulació del tipus de llicències urbanístiques”. En esta misma web entrar en “Serveis”, “Llicències”, “Documentació necessària” y “Obres majors”. Puede completarse la información en la web de la Generalitat de Catalunya (www gencat.net/oge). En esta web puede consultarse el Registro de Establecimientos Industriales de Cataluña (REIC). La documentación sobre licencias medioambientales y sobre residuos industriales puede encontrarse en la web http://aoberta.terrassa.cat/professionals (entrar en “Empreses i professionals”, “Empresa” y “Informació sobre llicencies mediambientals”. En el apartado de residuos industriales se tiene información sobre este extremo). Para consultas en castellano consultar la web http://www.coitivigo.es (entrar en “Asesoría Técnica”, “Visado”, “Formatos” y “Documentos”).
8.2 Ordenanzas fiscales En la web www.terrassa.org, del Ayuntamiento de Terrassa, en el apartado “Administració Oberta” se tiene documentación sobre ordenanzas fiscales y del impuesto sobre actividades económicas (IAE). 9. ESTUDIO ECONÓMICO En este apartado se trata de asignar precio a todas las actividades para obtener el precio de coste de fabricación el hilo y, en función del beneficio industrial, estimar el precio de venta del hilo. Somos conscientes de la dificultad que tiene el alumno en conocer los precios actualizados de todos los elementos que componen el estudio económico. En este curso se tiene como objetivo dar a conocer la metodología de cálculo, por lo que se acepta se trabaje con precios aproximados, asignados por el alumno, aunque se recomienda recabe información sobre cada extremo para que los valores asignados se ajusten a la realidad. Deben tenerse en consideración los siguientes extremos: Activo fijo (terreno, nivelación y saneamiento, edificios, máquinas y equipos, instalaciones,
vehículos, mobiliario e imprevistos). Activo diferido (anteproyecto, proyecto, gastos durante la instalación y puesta en marcha,
intereses preoperativos e imprevistos). Activo de trabajo (stocks de materia prima, productos en curso de fabricación, productos
acabados, créditos por ventas, disponibilidad en caja y bancos e imprevistos). Inversión total del proyecto. Se corresponde con la suma de los tres apartados anteriores. Costes de producción: Directos, que dependen del volumen de la producción (materia prima, mano de obra
directa, repuestos que se considera un 1,5% del coste total de la maquinaria, energía eléctrica, agua, gas, carburantes, lubricantes, seguros e imprevistos).
Datos técnicos para un proyecto de hilatura Feliu Marsal
42
Debe considerarse la energía eléctrica para iluminación, aire acondicionado y la fuerza electromotriz para mover las máquinas y los accesorios. Los kw/h consumidos se calculan, aproximadamente, multiplicando los kw/h de potencia instalada por 0,85 y por las horas reales de funcionamiento. Las tarifas para iluminación y fuerza electromotriz son diferentes. Conviene calcularlo por separado e imputarlo por separado, a producción, comercialización y administración. Estimar según la legislación vigente, un consumo y el importe total del gasto de agua potable, agua industrial, gas o fuel-oil incluyendo el transporte. Indirectos (depreciaciones del activo fijo, excluyendo el terreno, amortizaciones, intereses
e imprevistos). El terreno no se amortiza ya que queda revalorizado por las plusvalías. Los períodos de amortización más frecuentes son: - Maquinaria: 5 años (20% anual). - Accesorios y material auxiliar: 8 años (12,5% anual). - Instalaciones: 15 años (6,67% anual). Costes administrativos (personal administrativo, materiales, energía eléctrica, aseso-
ramientos, seguros, impuestos e imprevistos). Costes de comercialización (personal, gastos comerciales, energía eléctrica para
iluminación y aire acondicionado del departamento comercial, comisiones, publicidad, muestrarios, gastos bancarios, márgenes de cobertura y seguros).
Precios de venta para el mercado nacional y para la exportación de los diferentes números
de hilo fabricados, en función del precio de coste y del beneficio. 9.1 Determinación del punto de equilibrio Clasificamos los costes en fijos (independientes de la producción) y variables (dependen de la producción). Los costes totales son la suma de los dos. En los costes fijos consideramos: - Personal (administración y comercialización) - Seguros sobre los activos fijos - La depreciación prevista - El coste de los materiales (repuestos, accesorios, lubricantes etc) - La energía eléctrica (sin producción) - Los imprevistos (se estima un 1,5% sobre la suma anterior) y - los intereses sobre el activo fijo y diferido. En los costes variables se tendrá en consideración: - Personal de producción - Materia prima - Energía eléctrica de producción - Agua, gas y otros fluídos - Seguros sobre el capital operativo - Los imprevistos (1,5% sobre el total de los anteriores) y - los intereses sobre el capital operativo.

Datos técnicos para un proyecto de hilatura Feliu Marsal
43
AB: Coste fijo BC: Coste variable FC: Costes totales E: Punto de equilibrio r: Recta de las ventas Vm: Venta mínima para cubrir costes CD: Beneficio
Se realiza el análisis del punto de equilibrio para los 10 primeros años.
CONCEPTO
AÑO
1 2 3 4 5 6 7 8 9 10
IV C
Bai Isv Isb
Siendo, IV: Ingresos por las ventas C: Costes Bai: Beneficio antes de impuestos (IV - C) Isv: Impuestos sobre las ventas Isb: Impuestos sobre beneficios El beneficio líquido es igual a Bai - Isv - Isb. El porcentaje de la producción en el punto de equilibrio E, para cada año, se calcula dividiendo los costes fijos por la diferencia entre las ventas y los costes variables. 9.2 Conceptos fundamentales de evaluación contable
Fondos propios = Activos a precios de mercado – pasivo exigible. “Cash Flow” = Margen bruto de explotación = Ventas – costes. Autorización de un crédito: momento en el que un banco nos concede el crédito. Formalización de un crédito: momento del contrato. Disposición de un crédito: cantidad dispuesta por el banco en un primer plazo. El banco
puede conceder un crédito en varios plazos.

Datos técnicos para un proyecto de hilatura Feliu Marsal
44
Ejemplo de aplicación Solicitamos al banco 5 millones de euros para comprar maquinaria y 25 millones para reducir este importe de los 137.078 millones (ver balance adjunto) de exigible a corto, para pasarlo a exigible a largo. En las dos siguientes tablas se indica el detalle del activo y del pasivo para los cuatro primeros años. Detalle del activo
ACTIVO A1 A2 A3 A4 Terrenos - - 41132 42024 Edificios 26112 65593 49936 80369 Maquinaria, instalaciones y utillaje 37205 41164 58713 70064 Inmovilizado material 8447 9835 11153 16387 Inmovilizado inmaterial 230 230 238 238 Inmovilizado financiero 1034 1054 880 875 Gastos amortizables (clientes morosos) 2886 2086 335 338 Inmovilizado bruto (IB) 75914 119962 162387 210295 Fondo amortización (FA) 34404 38803 36527 39243 Inmovilizado neto (IN = IB -FA) 41510 81159 125860 171052 Valores Explotación (“stocks”) 46661 42247 62582 84871 Clientes 26222 31735 49309 45617 Deudores - 676 34487 32410 Caja y bancos 14087 26602 10949 8726 Realizable y disponible 40309 59013 94745 86753 Ajuste de periodificación (pagos anticipados) 318 34 - -
Detalle del pasivo
PASIVO A1 A2 A3 A4 Capital escriturado (C) 11100 11100 11100 11100 Reservas (R) 54659 61416 74877 107824 Fondos propios (C + R) 65759 72516 85977 118924 Créditos bancarios (CB) - - 20000 54400 Acreedores (A) - 29425 25550 21675 Exigible a largo (CB + A) - 29425 45550 76075 Créditos bancarios 13500 15500 13200 42000 Proveedores 27856 30012 49803 65763 Acreedores - 15136 49689 29315 Exigible a corto 41356 60648 112742 137078 Resultados 21683 20864 38918 9799
Datos técnicos para un proyecto de hilatura Feliu Marsal
45
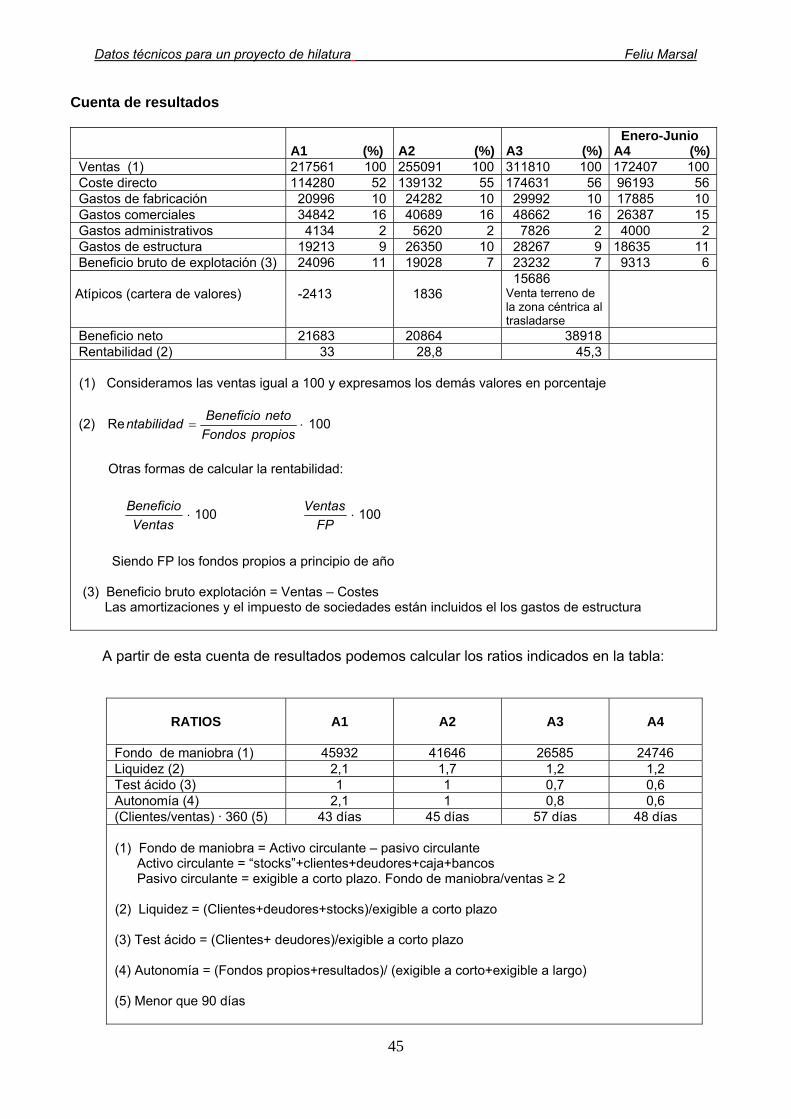
Cuenta de resultados
A1 (%)
A2 (%)
A3 (%)
Enero-Junio A4 (%)
Ventas (1) 217561 100 255091 100 311810 100 172407 100 Coste directo 114280 52 139132 55 174631 56 96193 56 Gastos de fabricación 20996 10 24282 10 29992 10 17885 10 Gastos comerciales 34842 16 40689 16 48662 16 26387 15 Gastos administrativos 4134 2 5620 2 7826 2 4000 2 Gastos de estructura 19213 9 26350 10 28267 9 18635 11 Beneficio bruto de explotación (3) 24096 11 19028 7 23232 7 9313 6 Atípicos (cartera de valores)
-2413
1836
15686 Venta terreno de la zona céntrica al trasladarse
Beneficio neto 21683 20864 38918 Rentabilidad (2) 33 28,8 45,3 (1) Consideramos las ventas igual a 100 y expresamos los demás valores en porcentaje
(2) 100Re propiosFondos
netoBeneficiontabilidad
Otras formas de calcular la rentabilidad:
100Ventas
Beneficio 100
FP
Ventas
Siendo FP los fondos propios a principio de año (3) Beneficio bruto explotación = Ventas – Costes Las amortizaciones y el impuesto de sociedades están incluidos el los gastos de estructura
A partir de esta cuenta de resultados podemos calcular los ratios indicados en la tabla:
RATIOS
A1
A2
A3
A4
Fondo de maniobra (1) 45932 41646 26585 24746 Liquidez (2) 2,1 1,7 1,2 1,2 Test ácido (3) 1 1 0,7 0,6 Autonomía (4) 2,1 1 0,8 0,6 (Clientes/ventas) · 360 (5) 43 días 45 días 57 días 48 días (1) Fondo de maniobra = Activo circulante – pasivo circulante Activo circulante = “stocks”+clientes+deudores+caja+bancos Pasivo circulante = exigible a corto plazo. Fondo de maniobra/ventas ≥ 2 (2) Liquidez = (Clientes+deudores+stocks)/exigible a corto plazo
(3) Test ácido = (Clientes+ deudores)/exigible a corto plazo (4) Autonomía = (Fondos propios+resultados)/ (exigible a corto+exigible a largo) (5) Menor que 90 días

Datos técnicos para un proyecto de hilatura Feliu Marsal
46
Comentario a los ratios calculados
- Al no aportar fondos propios empeoran los ratios por la elevada inversión realizada en el traslado de empresa.
- Mala política de compras. Debido a los “stocks”, ya que vendía sin comprar nada. - Autonomía = 0,6. Endeudamiento excesivo. Previsiones realizadas por el analista del banco (en millones de euros) Julio- Diciembre
A4
A5
A6
A7 Ventas 175 385 (estimo
un 10% de más)431,2 495,9
Coste Ventas 161 354 396,7 456,2 Margen explotación (1) 14 31 34,5 39,7 Intereses del crédito 1,1 (1/2 año) 3,9 3,1 2,2 Amortización del inmobiliario 7,6 15,4 15,4 15,4 Beneficio antes de impuestos (2) 5,3 11,7 16,0 22,1 (1) “Cash flow” = Ventas – coste ventas (2) Beneficio antes de impuestos = Margen explotación – Intereses del crédito – amortizaciones del inmovilizado
La tesorería anual se calculará restando el total de cobros del total de pagos (tabla anterior). Tendremos:
A4 A5 A6 A7 Tesorería anual
20,3
26,9
-11,7
6,9
Tesorería acumulada
20,3 -6,6 -18,3 -11,4
Conclusión del informe bancario No podrá hacer frente a los pagos en estos primeros cuatro años, pues en la tesorería acumulada se ve que en el año A5 ya sale negativo (-6,6). No se concede el crédito soli-citado. 9.3 Evaluación financiera del proyecto Conceptos fundamentales: - Tasa interna de retorno (TIR) Para aporte de capital con financiamiento: X % Para aporte del capital sin financiamiento: Y % - Valor anual neto (VAN) VAN actualizado para la empresa: Y %

Datos técnicos para un proyecto de hilatura Feliu Marsal
47
- Relación beneficio/coste para el proyecto actualizado al Y % - Incidencia sobre el PIB Se trata del valor agregado promedio anual generado por el proyecto. - Incidencia sobre la balanza de pagos Se trata de las divisas generadas/año. - Determinación del punto de equilibrio
Se trata de la producción mínima para cubrir los gastos de funcionamiento. Se determina para los 10 primeros años.
- Análisis de la sensibilidad (ver gráficas en las seis páginas siguientes).
a) A la variación de la materia prima y producto final Primera hipótesis: + 20% materia prima y + 8% producto final Se calcula el TIR para el aporte de capital con y sin financiamiento Segunda hipótesis: + 40% de materia prima y + 16% de producto final
b) A las variaciones de los volúmenes de producción y ventas Consideramos variaciones del -10% y del -20%. Se calcula el TIR para el aporte de capital con y sin financiación.

Datos técnicos para un proyecto de hilatura Feliu Marsal
48

Datos técnicos para un proyecto de hilatura Feliu Marsal
49

Datos técnicos para un proyecto de hilatura Feliu Marsal
50
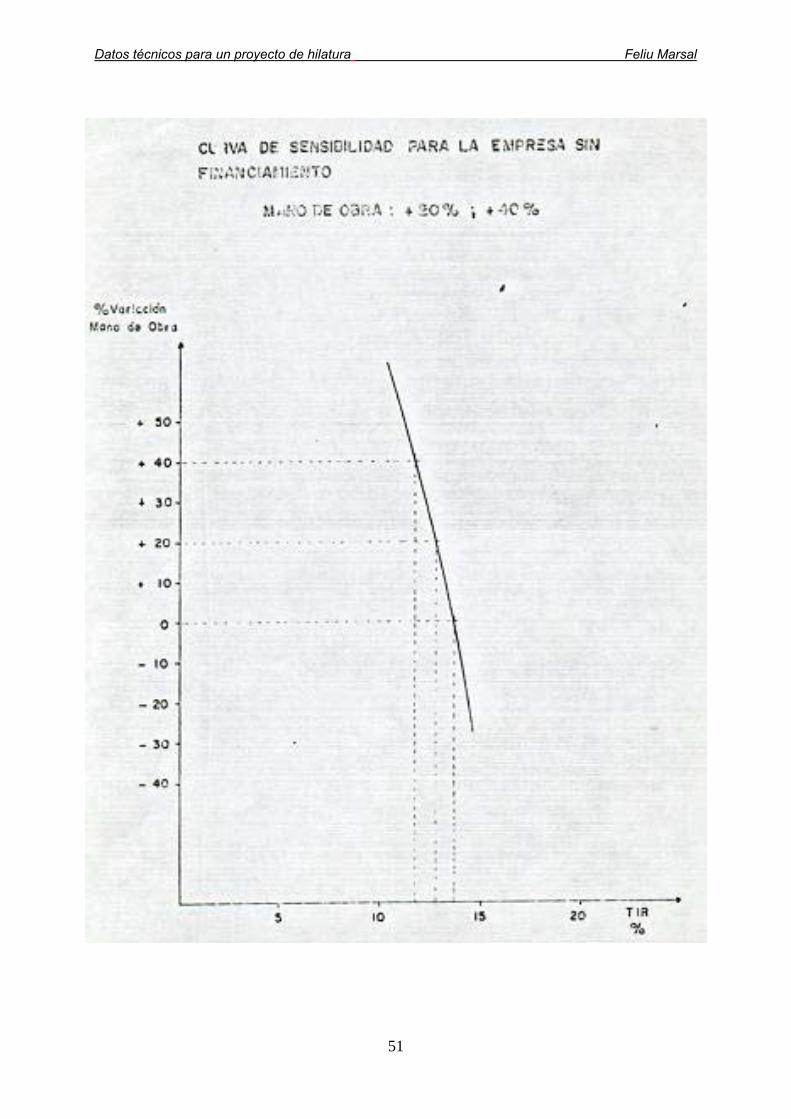
Datos técnicos para un proyecto de hilatura Feliu Marsal
51

Datos técnicos para un proyecto de hilatura Feliu Marsal
52

Datos técnicos para un proyecto de hilatura Feliu Marsal
53