curos cnc
TRANSCRIPT
COLEGIO TECNICO SALESIANO
DOMINGO SAVIO
MAQUINAS DE CONTROL
NUMÉRICO
MAQUINAS DE CONTROL NUMÉRICO
Concepto .-Son maquinas herramientas cuyos movimientos son ejecutados por medio de
letras y números comandados por un controlador.
Ejemplo : Para que el husillo gire en sentido horario a una velocidad de 2000 rpm el
código es:
M3 S2000 ;
Programación
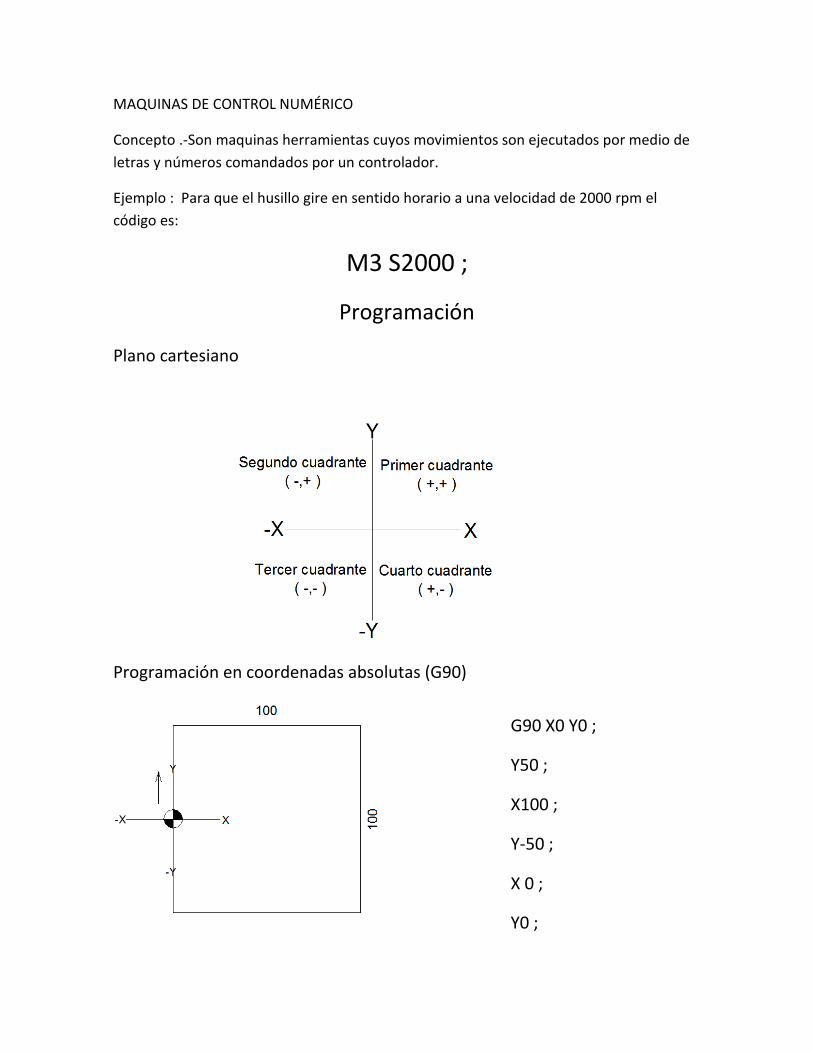
Plano cartesiano
Programación en coordenadas absolutas (G90)
G90 X0 Y0 ;
Y50 ;
X100 ;
Y-50 ;
X 0 ;
Y0 ;
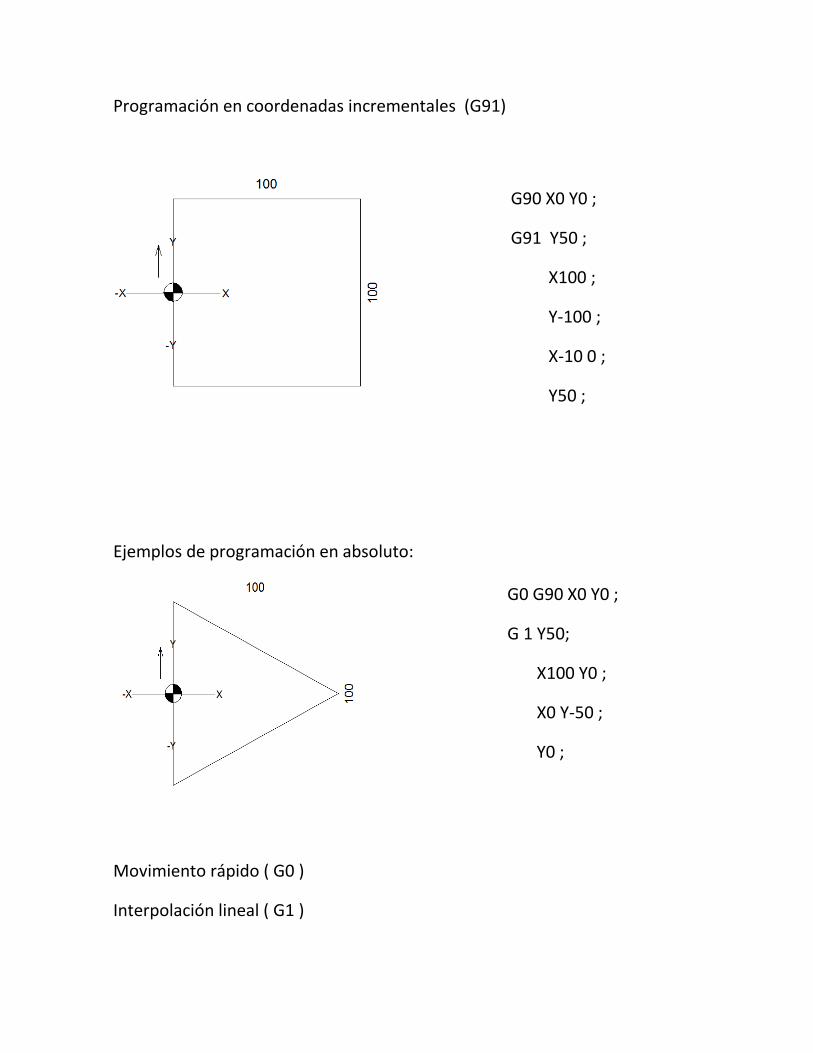
Programación en coordenadas incrementales (G91)
Ejemplos de programación en absoluto:
Movimiento rápido ( G0 )
Interpolación lineal ( G1 )
G90 X0 Y0 ;
G91 Y50 ;
X100 ;
Y-100 ;
X-10 0 ;
Y50 ;
G0 G90 X0 Y0 ;
G 1 Y50;
X100 Y0 ;
X0 Y-50 ;
Y0 ;
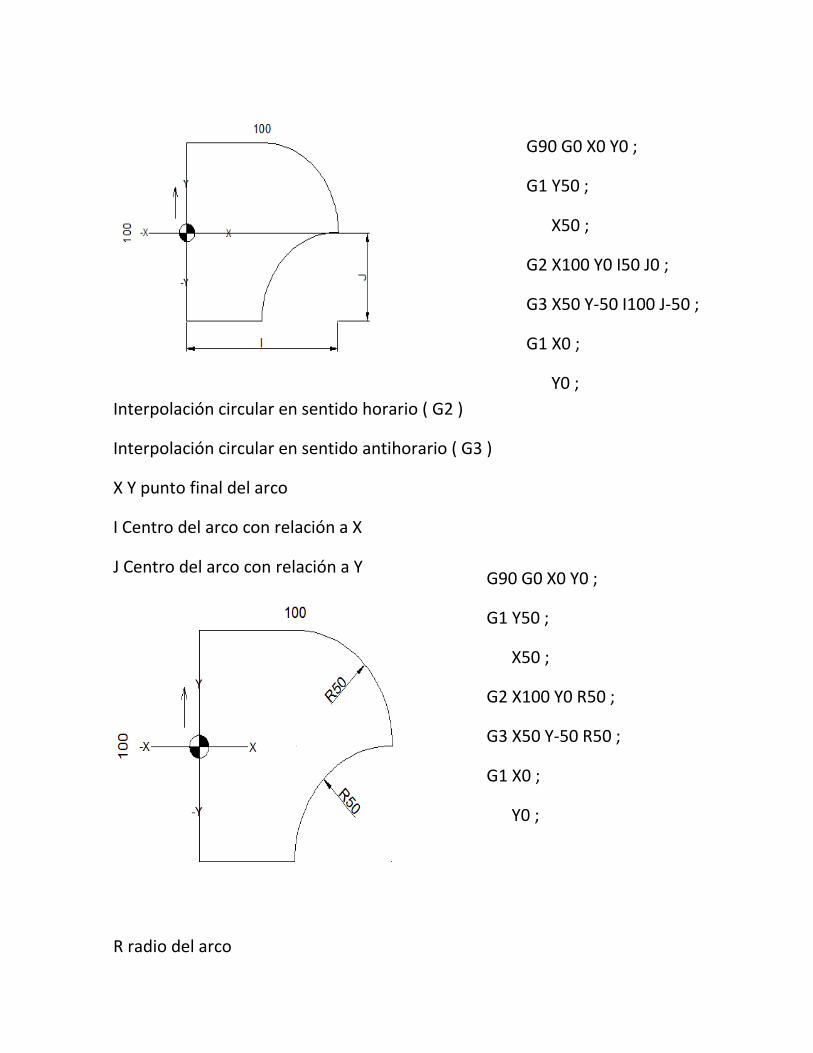
Interpolación circular en sentido horario ( G2 )
Interpolación circular en sentido antihorario ( G3 )
X Y punto final del arco
I Centro del arco con relación a X
J Centro del arco con relación a Y
R radio del arco
G90 G0 X0 Y0 ;
G1 Y50 ;
X50 ;
G2 X100 Y0 I50 J0 ;
G3 X50 Y-50 I100 J-50 ;
G1 X0 ;
Y0 ;
G90 G0 X0 Y0 ;
G1 Y50 ;
X50 ;
G2 X100 Y0 R50 ;
G3 X50 Y-50 R50 ;
G1 X0 ;
Y0 ;
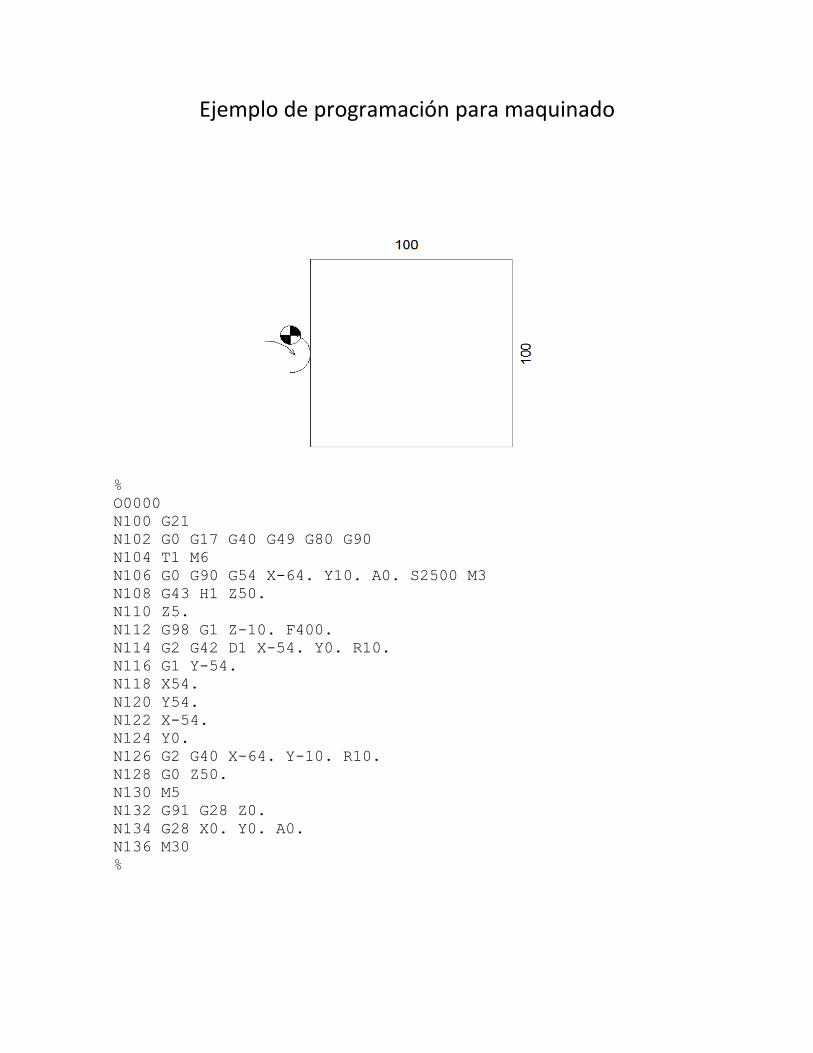
Ejemplo de programación para maquinado
%
O0000
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
N106 G0 G90 G54 X-64. Y10. A0. S2500 M3
N108 G43 H1 Z50.
N110 Z5.
N112 G98 G1 Z-10. F400.
N114 G2 G42 D1 X-54. Y0. R10.
N116 G1 Y-54.
N118 X54.
N120 Y54.
N122 X-54.
N124 Y0.
N126 G2 G40 X-64. Y-10. R10.
N128 G0 Z50.
N130 M5
N132 G91 G28 Z0.
N134 G28 X0. Y0. A0.
N136 M30
%
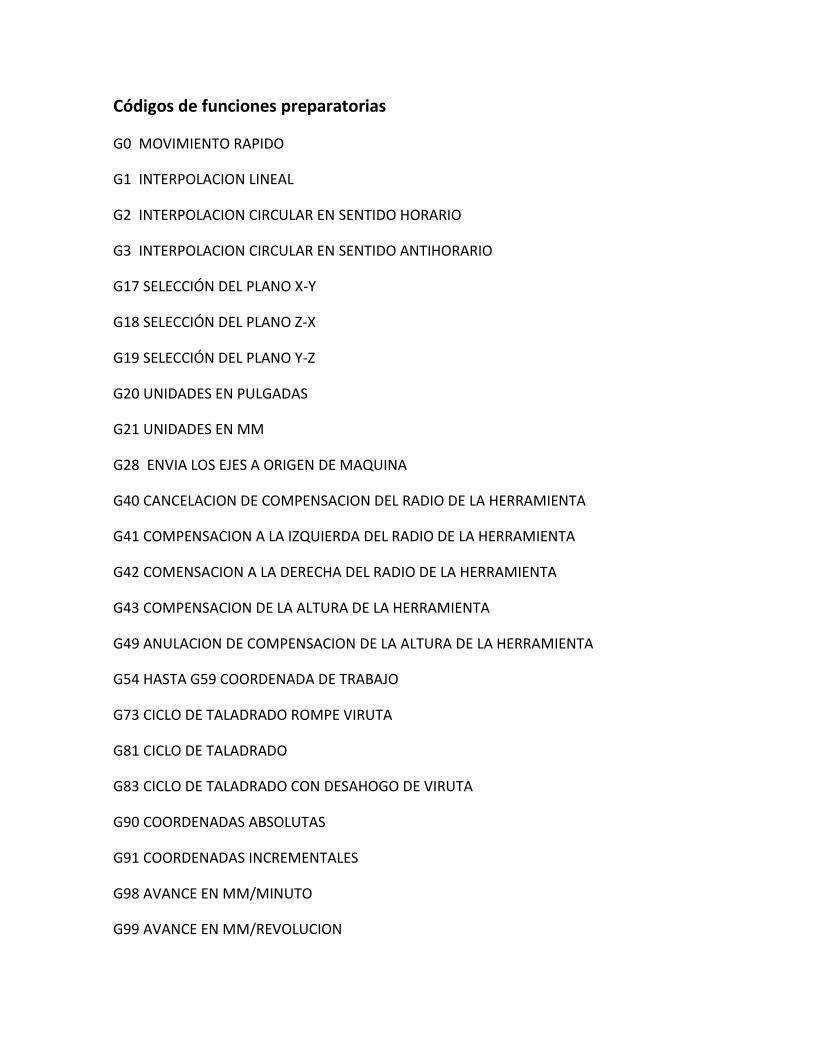
Códigos de funciones preparatorias
G0 MOVIMIENTO RAPIDO
G1 INTERPOLACION LINEAL
G2 INTERPOLACION CIRCULAR EN SENTIDO HORARIO
G3 INTERPOLACION CIRCULAR EN SENTIDO ANTIHORARIO
G17 SELECCIÓN DEL PLANO X-Y
G18 SELECCIÓN DEL PLANO Z-X
G19 SELECCIÓN DEL PLANO Y-Z
G20 UNIDADES EN PULGADAS
G21 UNIDADES EN MM
G28 ENVIA LOS EJES A ORIGEN DE MAQUINA
G40 CANCELACION DE COMPENSACION DEL RADIO DE LA HERRAMIENTA
G41 COMPENSACION A LA IZQUIERDA DEL RADIO DE LA HERRAMIENTA
G42 COMENSACION A LA DERECHA DEL RADIO DE LA HERRAMIENTA
G43 COMPENSACION DE LA ALTURA DE LA HERRAMIENTA
G49 ANULACION DE COMPENSACION DE LA ALTURA DE LA HERRAMIENTA
G54 HASTA G59 COORDENADA DE TRABAJO
G73 CICLO DE TALADRADO ROMPE VIRUTA
G81 CICLO DE TALADRADO
G83 CICLO DE TALADRADO CON DESAHOGO DE VIRUTA
G90 COORDENADAS ABSOLUTAS
G91 COORDENADAS INCREMENTALES
G98 AVANCE EN MM/MINUTO
G99 AVANCE EN MM/REVOLUCION
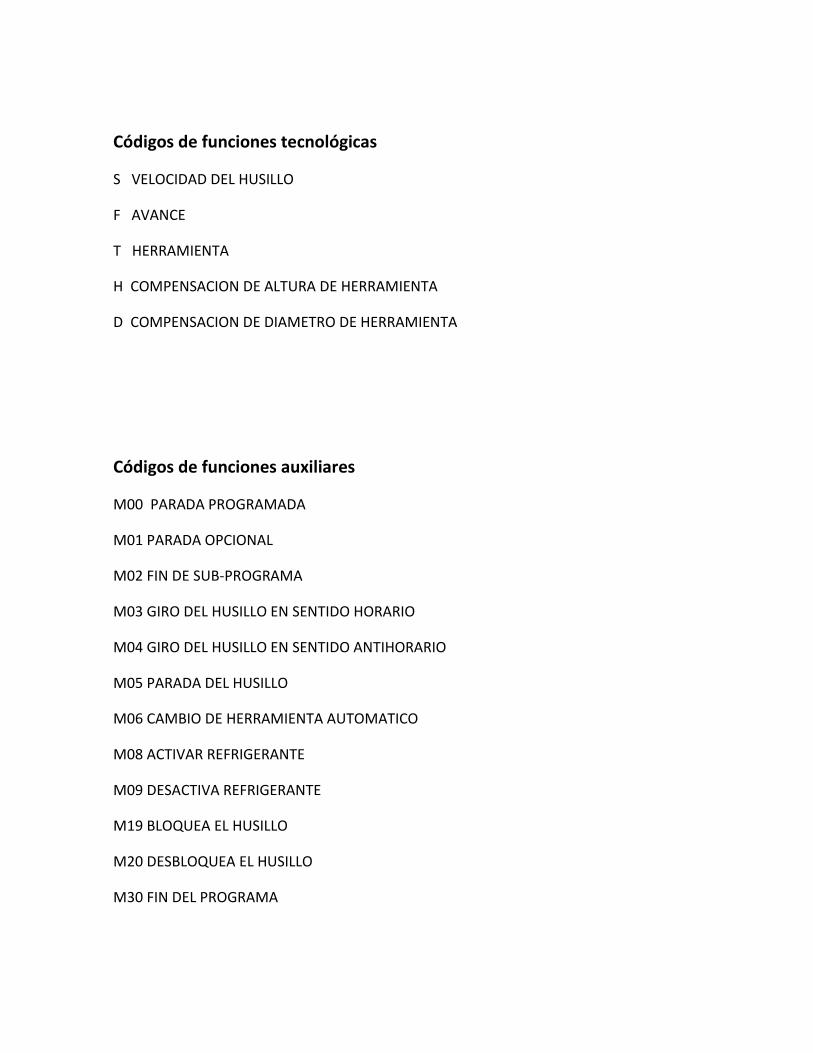
Códigos de funciones tecnológicas
S VELOCIDAD DEL HUSILLO
F AVANCE
T HERRAMIENTA
H COMPENSACION DE ALTURA DE HERRAMIENTA
D COMPENSACION DE DIAMETRO DE HERRAMIENTA
Códigos de funciones auxiliares
M00 PARADA PROGRAMADA
M01 PARADA OPCIONAL
M02 FIN DE SUB-PROGRAMA
M03 GIRO DEL HUSILLO EN SENTIDO HORARIO
M04 GIRO DEL HUSILLO EN SENTIDO ANTIHORARIO
M05 PARADA DEL HUSILLO
M06 CAMBIO DE HERRAMIENTA AUTOMATICO
M08 ACTIVAR REFRIGERANTE
M09 DESACTIVA REFRIGERANTE
M19 BLOQUEA EL HUSILLO
M20 DESBLOQUEA EL HUSILLO
M30 FIN DEL PROGRAMA
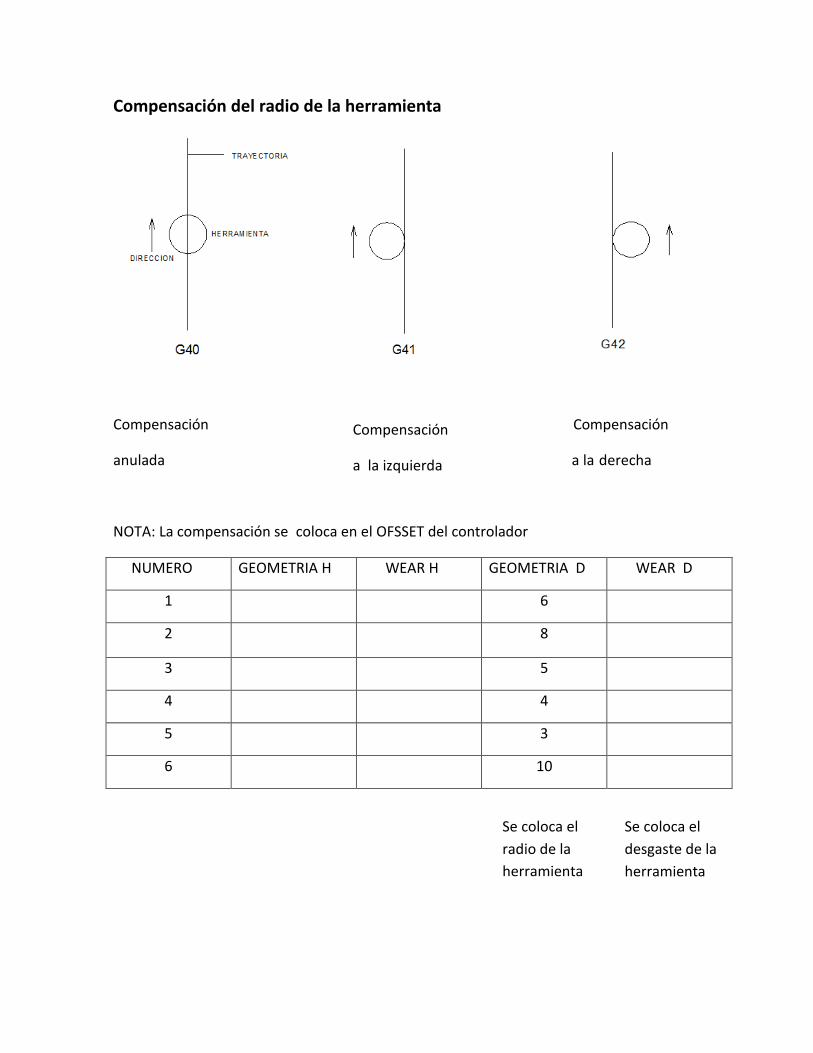
Compensación del radio de la herramienta
Compensación Compensación
anulada a la derecha
NOTA: La compensación se coloca en el OFSSET del controlador
NUMERO GEOMETRIA H WEAR H GEOMETRIA D WEAR D
1 6
2 8
3 5
4 4
5 3
6 10
Compensación
a la izquierda
Se coloca el
radio de la
herramienta
Se coloca el
desgaste de la
herramienta
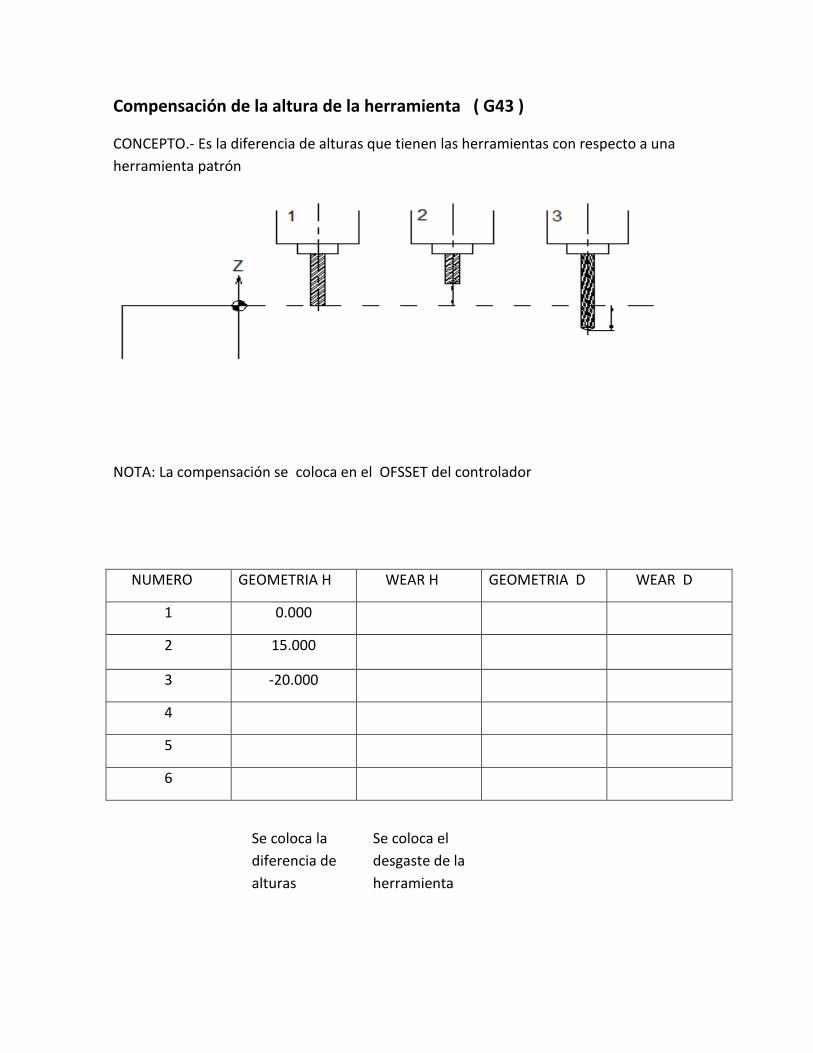
Compensación de la altura de la herramienta ( G43 )
CONCEPTO.- Es la diferencia de alturas que tienen las herramientas con respecto a una
herramienta patrón
NOTA: La compensación se coloca en el OFSSET del controlador
NUMERO GEOMETRIA H WEAR H GEOMETRIA D WEAR D
1 0.000
2 15.000
3 -20.000
4
5
6
Se coloca la
diferencia de
alturas
Se coloca el
desgaste de la
herramienta
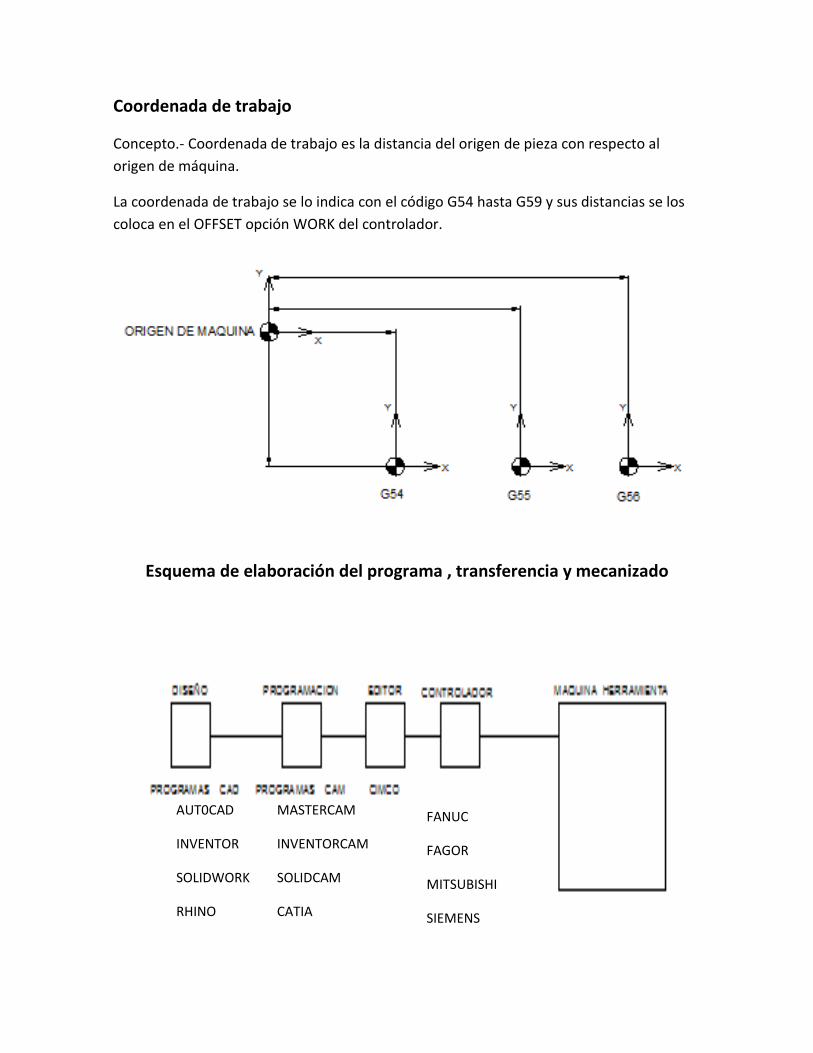
Coordenada de trabajo
Concepto.- Coordenada de trabajo es la distancia del origen de pieza con respecto al
origen de máquina.
La coordenada de trabajo se lo indica con el código G54 hasta G59 y sus distancias se los
coloca en el OFFSET opción WORK del controlador.
Esquema de elaboración del programa , transferencia y mecanizado
AUT0CAD
INVENTOR
SOLIDWORK
RHINO
MASTERCAM
INVENTORCAM
SOLIDCAM
CATIA
FANUC
FAGOR
MITSUBISHI
SIEMENS
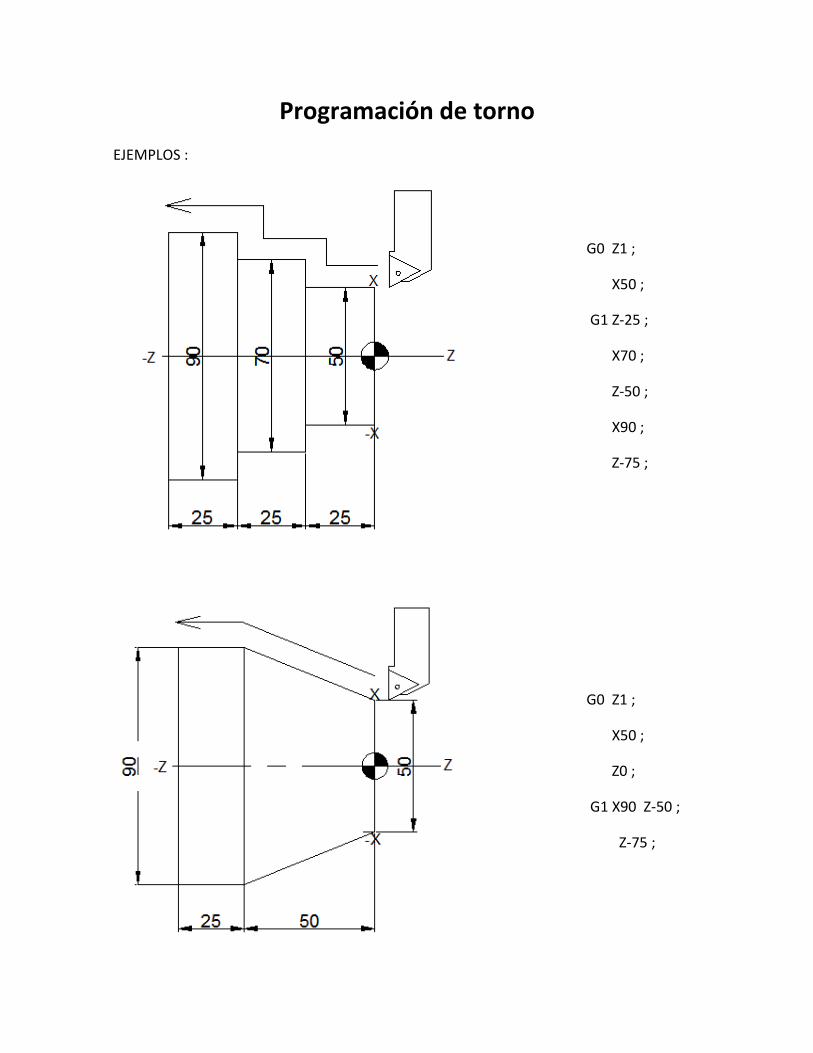
Programación de torno
EJEMPLOS :
G0 Z1 ;
X50 ;
G1 Z-25 ;
X70 ;
Z-50 ;
X90 ;
Z-75 ;
G0 Z1 ;
X50 ;
Z0 ;
G1 X90 Z-50 ;
Z-75 ;
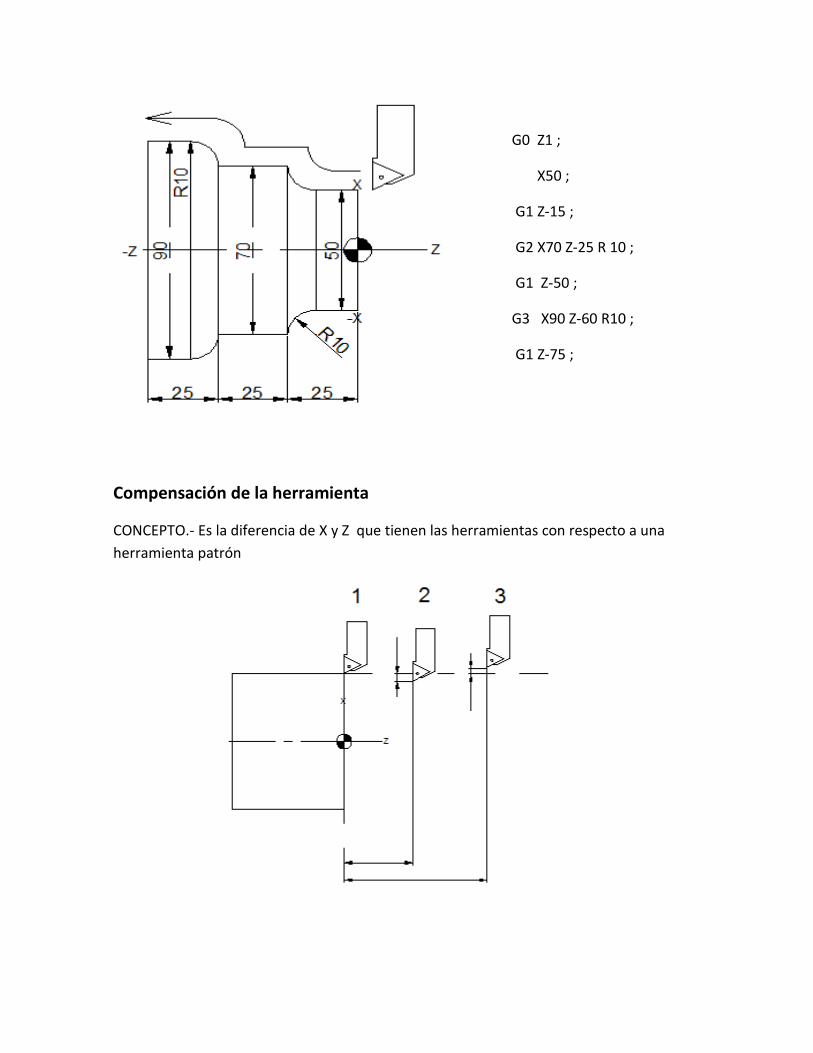
Compensación de la herramienta
CONCEPTO.- Es la diferencia de X y Z que tienen las herramientas con respecto a una
herramienta patrón
G0 Z1 ;
X50 ;
G1 Z-15 ;
G2 X70 Z-25 R 10 ;
G1 Z-50 ;
G3 X90 Z-60 R10 ;
G1 Z-75 ;
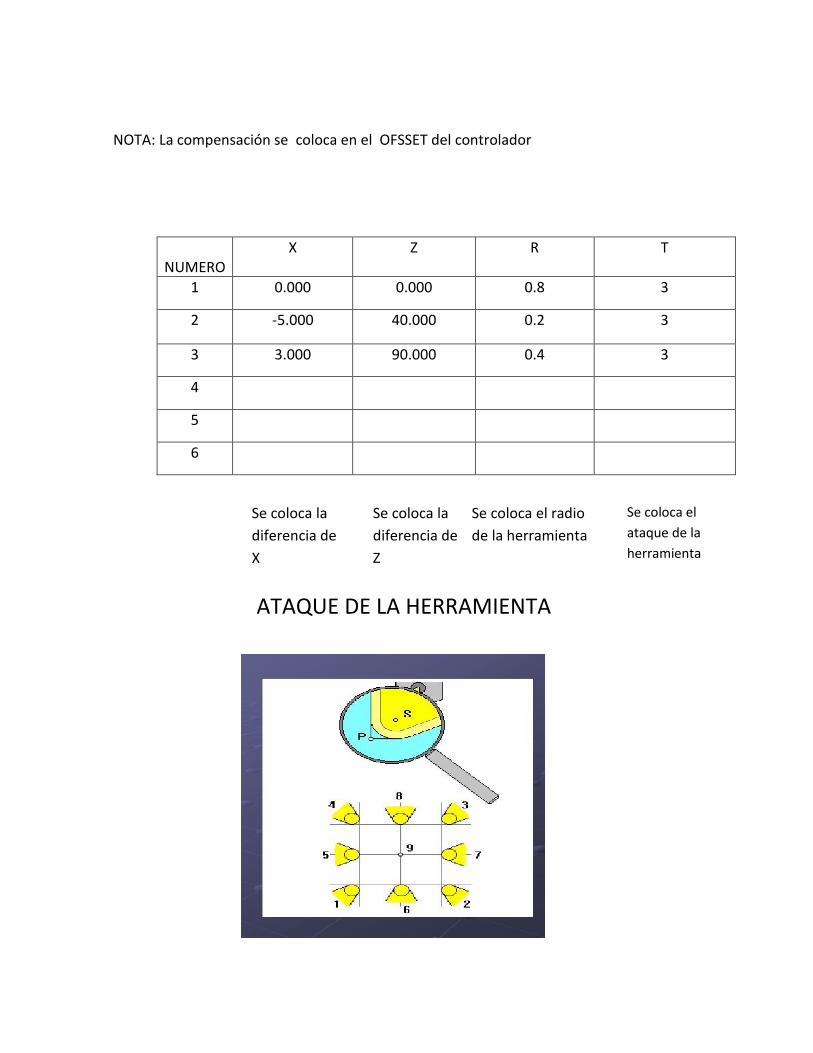
NOTA: La compensación se coloca en el OFSSET del controlador
NUMERO
X Z R T
1 0.000 0.000 0.8 3
2 -5.000 40.000 0.2 3
3 3.000 90.000 0.4 3
4
5
6
Se coloca la
diferencia de
X
Se coloca la
diferencia de
Z
ATAQUE DE LA HERRAMIENTA
Se coloca el radio
de la herramienta
Se coloca el
ataque de la
herramienta