corporaciÓn mexicana de investigaciÓn en …...los miembros del comité tutorial recomendamos que...
TRANSCRIPT

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POST-GRADO
INFLUENCIA DE LAS VARIABLES DE PROCESO SOBRE LASPROPIEDADES MICROESTRUCTURALES DE COMPUESTOSAVANZADOS DE ALUMINIO/GRAFITO SOLDADOS POR LÁSER PULSADODE Nd.YAG.
POR
EDGAR DANIEL AGUILAR CORTES
TESIS
EN OPCIÓN COMO MAESTRO EN TECNOLOGÍA DE LA SOLDADURAINDUSTRIAL
SALTILLO COAHUILA A 31 DE MAYO DE 2010

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POST-GRADO
INFLUENCIA DE LAS VARIABLES DE PROCESO SOBRE LASPROPIEDADES MICROESTRUCTURALES DE COMPUESTOSAVANZADOS DE ALUMINIO/GRAFITO SOLDADOS POR LÁSER PULSADODE Nd:YAG.
POR
EDGAR DANIEL AGUILAR CORTES
TESIS
EN OPCIÓN COMO MAESTRO EN TECNOLOGÍA DE LA SOLDADURAINDUSTRIAL
SALTILLO COAHUILA A 31 DE MAYO DE 2010
Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Postgrado
Los miembros del Comité Tutorial recomendamos que la Tesis
"INFLUENCIA DE LAS VARIABLES DE PROCESO SOBRE LAS
PROPIEDADES MICROESTRUCTURALES DE COMPUESTOS
AVANZADOS DE ALUMINIO/GRAFITO SOLDADOS POR LÁSER PULSADO
DE ND:YAG", realizada por el alumno EDGAR DANIEL AGUILAR CORTES,
con número de matrícula 09-MS011 sea aceptada para su defensa como
Maestro en Tecnología de la Soldadura Industrial.
El Comité Tutorial
Dr. Mauricio Garza Castañón
Tutor Académico
Dr. irge L. Acevedo DávilaAsesor
M.C. Clau
Coor
Dr. yvayne n.k iqpngCo-lTutor Académico
N.P. HJ|ji
frtu¿ó Reyes ValdésAsesor
zález Rodríguez.osgrado

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Postgrado
Los abajo firmantes, miembros del Jurado del Examen de Grado del
alumno EDGAR DANIEL AGUILAR CORTES, una vez leída y revisada la Tesis
titulada "INFLUENCIA DE LAS VARIABLES DE PROCESO SOBRE LAS
PROPIEDADES MICROESTRUCTURALES DE COMPUESTOS AVANZADOS
DE ALUMINIO/GRAFITO SOLDADOS POR LÁSER PULSADO DE ND:YAG",
aceptamos que la referida Tesis revisada y corregida, sea presentada por el
alumno para aspirar al grado de Maestro en Tecnología de la Soldadura
Industrial durante el Examen de Grado correspondiente.
Y para que así conste firmamos la presente a los 31 días del mes de Mayo de2010.
Dr. Martín Ignacio Pech Dra^OxaííaVasilievnaCanul /'^Knarissova
Presidente Secretaria
%Dr. Wayfcie N. P. Hu
Vocal

LISTA DE CONTENIDO
LISTA DE CONTENIDO I
AGRADECIMIENTOS V
RESUMEN 1
CAPÍTULO 1. ANTECEDENTES 3
1.1 INTRODUCCIÓN 3
1.2 PLANTEAMIENTO DEL PROBLEMA 5
1.3 OBJETIVOS 6
1.3.1 Objetivo general 6
1.3.2 Objetivos específicos 6
INJUSTIFICACIÓN 7
1.6 HIPÓTESIS 7
CAPÍTULO 2. ESTADO DEL ARTE 8
2.1 PANORAMA GENERAL 8
2.2 SOLDADURA LÁSER Nd:YAG PULSADA 12

2.2.1 Descripción general del proceso Láser 12
2.2.2 Tipos de láser industriales 14
2.2.3 Variables del proceso 15
2.2.4 Principios de operación 16
2.2.5 Ventajas de la soldadura por Láser 21
2.3 COMPUESTOS DE MATRIZ METÁLICA 22
2.3.1 Descripción general de los CMM 22
2.3.2 Fabricación de compuestos de matriz metálica 23
2.3.3 Matrices para CMMs 24
2.3.4 Refuerzos utilizados en CMM 25
2.3.5 Interface matriz-refuerzo 27
2.3.6 Propiedades y comportamiento de los CMMs 28
2.3.7 Ejemplo de aplicación industrial 29
2.4 SOLDABILIDAD DE CMMs UTILIZANDO LÁSER 31
2.4.1 Introducción a la soldabilidad mediante láser 31
2.4.2 Fórmulas comúnmente utilizadas 31
2.4.3 Soldabilidad en CMMs de Al/SiC 33
2.4.4 Soldabilidad en CMMs A359/SÍC utilizando láser
DiodoydeC02 34
2.4.5 Efectos nocivos del AI4C3 en la soldadura láser 37
2.4.6 Supresión de AI4C3 en CMM SÍC/6061AI 39
2.4.7 Influencia de los parámetros láser Nd:YAG sobre
CMMAI/SiC 43
2.4.8 Microestructura de unión CMM Al/SiC soldada con 47
láser Nd:YAG
CAPÍTULO 3. METODOLOGÍA 50
3.1 INTRODUCCIÓN A LA METODOLOGÍA 50
3.2 MATERIALES 50
3.3 MÉTODOS 52

III
3.3.1 Preparación de las probetas antes de la soldadura... 52
3.3.2 Método de aplicación utilizando proceso láser
convencional 55
3.3.3 Método de aplicación utilizando proceso láser-
brazing 56
3.3.4 Diseño de experimentos 57
3.3.5 Metodología de inspección metalográfica 59
CAPÍTULO 4. RESULTADOS 63
4.1 CARACTERIZACIÓN DEL MATERIAL 63
4.2 INFLUENCIA DEL ENFOQUE SOBRE LA GEOMETRÍA
DEL CORDÓN 68
4.3 INFLUENCIA DE LOS PARÁMETROS DE PROCESO
SOBRE LA PROFUNDIDAD 69
4.4 EFECTO DE LOS PARÁMETROS DE PROCESO SOBRE
EL ANCHO DEL CORDÓN 70
4.5 EFECTO DE LOS PARÁMETROS DE PROCESO EN EL
NIVEL DE DEFECTOS DEL CORDÓN 71
4.6 INFLUENCIA DE LOS PARÁMETROS DE PROCESO
SOBRE LA DUREZA DEL CORDÓN 73
4.7 COMPORTAMIENTO DEL CMM Al/Gr BAJO PROCESO DE
SOLDADURA LÁSER - BRAZING 74
4.7.1 Comportamiento del material sin la utilización de
recubrimiento 76
4.7.2 Comportamiento del material utilizando recubrimiento
de oro, estaño y zinc 78
CAPÍTULO 5. DISCUSIÓN 81
5.1 PREÁMBULO A LA DISCUSIÓN 81
5.2 MICROESTRUCTURA GENERAL DEL CORDÓN 83

IV
SOLDADO POR LÁSER Nd:YAG
5.3 DEPENDENCIA DE LA GEOMETRÍA RESPECTO DE LOS
PARÁMETROS 84
5.4 INFLUENCIA DE LOS PARÁMETROS SOBRE LA
MICROESTRUCTURA DEL CORDÓN 88
5.5 ANÁLISIS DE ZONA CENTRAL Y DE FUSIÓN 90
5.6 ANÁLISIS DE DEFECTOS EN EL CORDÓN SOLDADO
CON LÁSER Nd:YAG SIN MATERIAL DE APORTE 98
5.6.1 Porosidad en zona central 98
5.6.2 Constricciones en la zona afectada 101
5.7 ANÁLISIS DEL COMPORTAMIENTO DEL MATERIAL
BAJO SOLDADURA LÁSER-BRAZING 106
5.7.1 Restricciones del material para lograr una unión
sana sin la utilización de metal de aporte 106
5.7.2 Selección de metal de aporte para proceso Láser-
Brazing 108
5.7.3 Microestructura del cordón bajo proceso Láser-
Brazing 109
CAPÍTULO 6. CONCLUSIONES 113
CAPÍTULO 7. RECOMENDACIONES Y TRABAJO FUTURO 116
REFERENCIAS 118
LISTA DE FIGURAS 126

AGRADECIMIENTOS
Quiero expresar mi más sentido agradecimiento a la Corporación Mexicana
de Investigación en Materiales S.A. de C.V., principalmente al personal que
labora en las aéreas de posgrado y laboratorios, por los apoyos económico,
técnico y de recursos materiales, destinados a la formación de mi persona como
Maestro en Tecnología de la Soldadura Industrial.
Me gustaría agradecer de forma especial a mis asesores; Dr. Wayne Hung
de la Universidad Texas A&M, Dr. Martin Pech del CINVESTAV, Dr. Mauricio
Garza, Dr. Jorge Acevedo y al Dr. Arturo Reyes de COMIMSA por el gran apoyo
destinado a está tesis. Sus consejos oportunos, paciencia y apoyo constante
fueron una gran fuente de energía para la conclusión de este trabajo.
Por ultimo y no menos importante quiero agradecer a toda mi familia (Areli,
Efraín y Erika) por proveer el mejor ambiente de desarrollo humano que una
persona pueda tener, especialmente agradezco a mis padres, la Sra. Irene
Cortés y el Sr. Misael Aguilar por amarme y apoyarme siempre, con ellos
siempre estaré en deuda.

RESUMEN
Durante el último lustro, se desarrolló una clase alternativa de materiales
compuestos de matriz metálica (CMM) bajo la especificación AI-METGRAF X-
XXX1 ® utilizando aluminio y grafito. Este tipo de materiales muestra mejoras
importantes en cuanto a propiedades térmicas y mecánicas que superan a las
de sus similares fabricados con otra clase de refuerzo para aplicaciones de
termocontrol. Sin embargo, la principal desventaja que presenta este material
es la dificultad para maquinar y para soldar, debido a la propensión del material
a experimentar grandes esfuerzos térmicos y expansión dimensional
descontrolada cuando se les somete a temperaturas mayores a las de diseño.
Por lo anterior el propósito del presente trabajo es realizar un estudio sobre la
relación existente entre los parámetros de soldadura láser pulsado de Nd:YAG y
las características de unión (geometría, microestructura y defectos) en un
compuesto de aluminio/grafito (Al METGRAF 7-200), con el fin de analizar la
viabilidad del proceso, haciendo uso de herramientas tales como análisis
metalúrgico, análisis fisicoquímico y técnicas estadísticas. Para tal fin, se
prepararon cupones de soldadura tipo revestimiento sobre placas de 12.7mm X
25.4mm X 3mm. El diseño experimental se llevó a cabo considerando como
variables independientes la densidad de potencia, duración de pulso,
frecuencia, velocidad de avance, recubrimiento de placa y material de aporte.
Las características analizadas fueron la geometría del cordón, microdureza,
fases indeseables (sólo se consideró el carburo AI4C3) y cantidad de defectos.
Al METGRAF es una marcaregistrada de Metal Matrix CastComposites, LLC. ©Copyright 2004

Durante la experimentación se utilizó gas Argón de alta pureza a una presión de
2 l/min y distancia focal de 200 mm. Derivado del diseño de experimentos se
determinó que la variable que más influye para la penetración es la densidad de
potencia. El valor máximo de penetración obtenido fue de 1.5 mm, para una
densidad de potencia de 250X104 W/cm2. Respecto a la duración de pulso, la
frecuencia y la velocidad de avance se pudo ver que poco aportaban en cuanto
a la penetración. Sin embargo, estas últimas variables tienen gran influencia en
la cantidad de la fase indeseable de AI4C3, cuya proporción aumenta conforme
la duración de pulso aumenta y la velocidad de avance disminuye. Con respecto
a los defectos presentes en el cordón, el mayor fue la presencia de huecos o
constricciones de la matriz, producto de la velocidad de enfriamiento
excesivamente alta, debido a la alta conductividad del material (>185 W/mK),
observándose que para minimizar este tipo de defectos el tiempo de repetición
del pulso debiera ser por lo menos el mismo que el de duración de pulso bajo
un ciclo de trabajo del 50% de acuerdo a la norma ANSI/AWS
C7.4/C7.4M:2008. En el caso del equipo utilizado, la frecuencia ideal sería de
100Hz para una duración de pulso de 10 ms. Se observó también que la unión
directa del compuesto bajo el haz de luz láser sin la utilización de metal de
aporte es en extremo difícil, debido a la inestabilidad térmica en el frente de la
interfaz matriz/refuerzo y las características de los elementos del CMM.

CAPITULO 1.
ANTECEDENTES
1.1 INTRODUCCIÓN
Este trabajo pretende determinar la relación existente entre las principales
variables del proceso láser Nd:YAG y la soldabilidad (geometría, fases
presentes y defectos) del nuevo compuesto de matriz de aluminio reforzado
con grafito AI-METGRAF 7-200, con el fin de determinar la viabilidad del
proceso para soldar este tipo de materiales avanzados.
Los materiales compuestos de matriz metálica (CMM), consisten
básicamente de un refuerzo no metálico incorporado a una matriz metálica.
Donde el refuerzo constituye, típicamente, más del 20% en volumen del
compuesto. [1]. Generalmente, cuando se utiliza aluminio como matriz, la
familia de reforzadores incluye; boro, óxido de aluminio y carburo de silicio [2].
(Ver Figura 1.1)
En el caso de aplicaciones eléctricas y electrónicas, el diseño de
propiedades termomecánicas y termofísicas con una máxima transferencia de
calor, combinada con una mínima distorsión térmica, es la clave para que los
CMM sean los candidatos ideales [2].
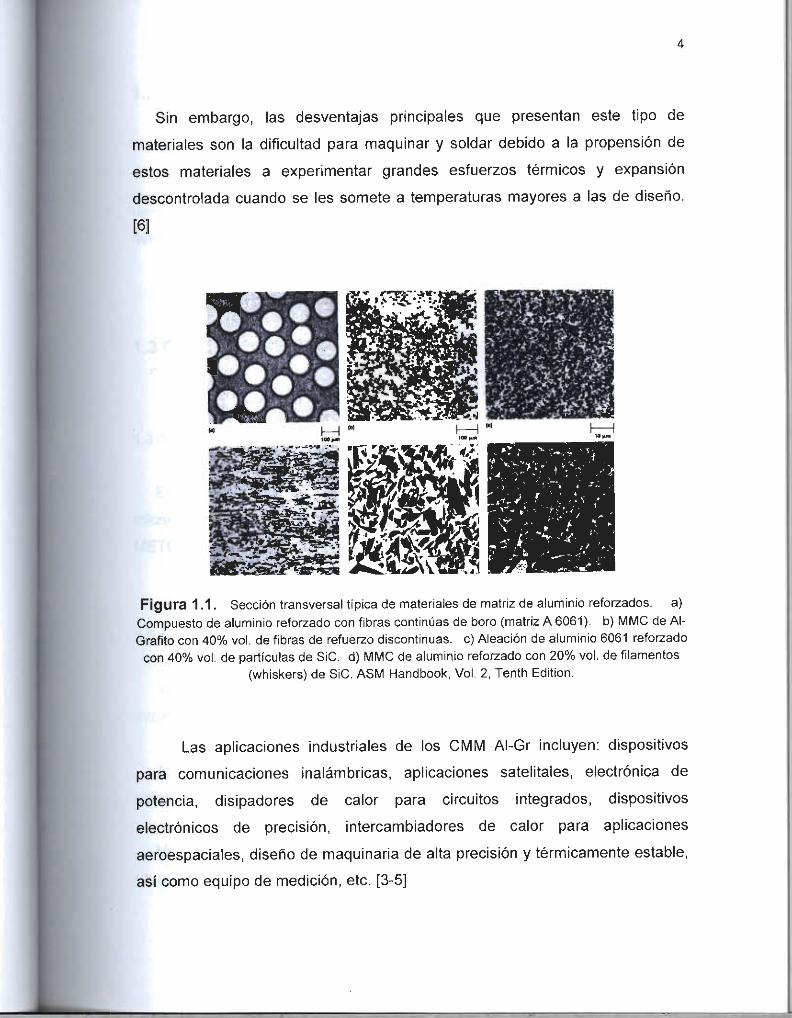
Sin embargo, las desventajas principales que presentan este tipo de
materiales son la dificultad para maquinar y soldar debido a la propensión de
estos materiales a experimentar grandes esfuerzos térmicos y expansión
descontrolada cuando se les somete a temperaturas mayores a las de diseño.
[6]
Figura 1.1. Sección transversal típica de materiales de matriz de aluminio reforzados, a)Compuesto de aluminio reforzado con fibras continúas de boro (matriz A 6061). b) MMC de Al-Grafito con 40% vol. de fibras de refuerzo discontinuas, c) Aleación de aluminio 6061 reforzado
con 40% vol. de partículas de SiC. d) MMC de aluminio reforzado con 20% vol. de filamentos(whiskers) de SiC. ASM Handbook, Vol. 2, Tenth Edition.
Las aplicaciones industriales de los CMM Al-Gr incluyen: dispositivos
para comunicaciones inalámbricas, aplicaciones satelitales, electrónica de
potencia, disipadores de calor para circuitos integrados, dispositivos
electrónicos de precisión, intercambiadores de calor para aplicaciones
aeroespaciales, diseño de maquinaria de alta precisión y térmicamente estable,
así como equipo de medición, etc. [3-5]

—
1.2 PLANTEAMIENTO DEL PROBLEMA.
Debido a que los CMM de Aluminio/Grafito son materiales relativamente
nuevos, existe poca o nula información respecto al comportamiento durante y
después de la aplicación de soldadura. [4]
1.3 OBJETIVO GENERAL
1.3.1 Objetivo general
Evaluar el efecto de los parámetros de proceso sobre las propiedades
microestructurales del compuesto de matriz de aluminio reforzado con grafito Al
METGRAF 7-200 soldado mediante Láser pulsado de Nd:YAG.
1.3.1 Objetivos específicos
Comprender la termodinámica del proceso y su impacto en la integridad
microestructural de la unión.
Aportación tecnológica y científica en el diseño de estructuras térmicamente
estables utilizadas en aplicaciones de termocontrol.
Verificar la viabilidad del método Láser pulsado Nd:YAG para su aplicación
en procesos de unión de CMM Al/Gr.

1.5 JUSTIFICACIÓN
El éxito en el desarrollo de una tecnología de unión para compuestos
avanzados de Aluminio/Grafito aumentará su uso en aplicaciones industriales
de alto desempeño, así como elevará su rentabilidad. Pero debido a la escasa
información sobre la soldabilidad de este tipo de materiales, se hace evidente
contar con un estudio científico que garantice la permanencia de las
propiedades térmicas y mecánicas más significativas del mismo.
1.6 HIPÓTESIS
La soldadura láser aplicada con los parámetros óptimos producirásoldaduras sanas así como un mínimo efecto térmico en el CMM Al-Gr.

CAPITULO 2.
ESTADO DEL ARTE
2.1 PANORAMA GENERAL
El compuesto MMC AI-METGRAF 7-200 como se mencionó, fue
desarrollado para su uso en termocontrol. Este material utiliza grafito cuyo
coeficiente de expansión térmico es negativo, y una matriz ligera de aluminio
[4].
El compuesto tiene la característica de remover en forma efectiva el calor al
tiempo que los esfuerzos térmicos se reducen considerablemente en
comparación a otros materiales destinados al mismo propósito.
Su baja densidad es ideal para dispositivos portátiles o aplicaciones
aeroespaciales. Las propiedades térmicas y mecánicas de los MMC de Al-Gr
son dependientes de la dirección debido a que las fibras de grafito son
alineadas de forma distinta en el plano xy que en el plano que está en la
dirección normal a z [3]. Ver Tabla 2.1 y Figura 2.1
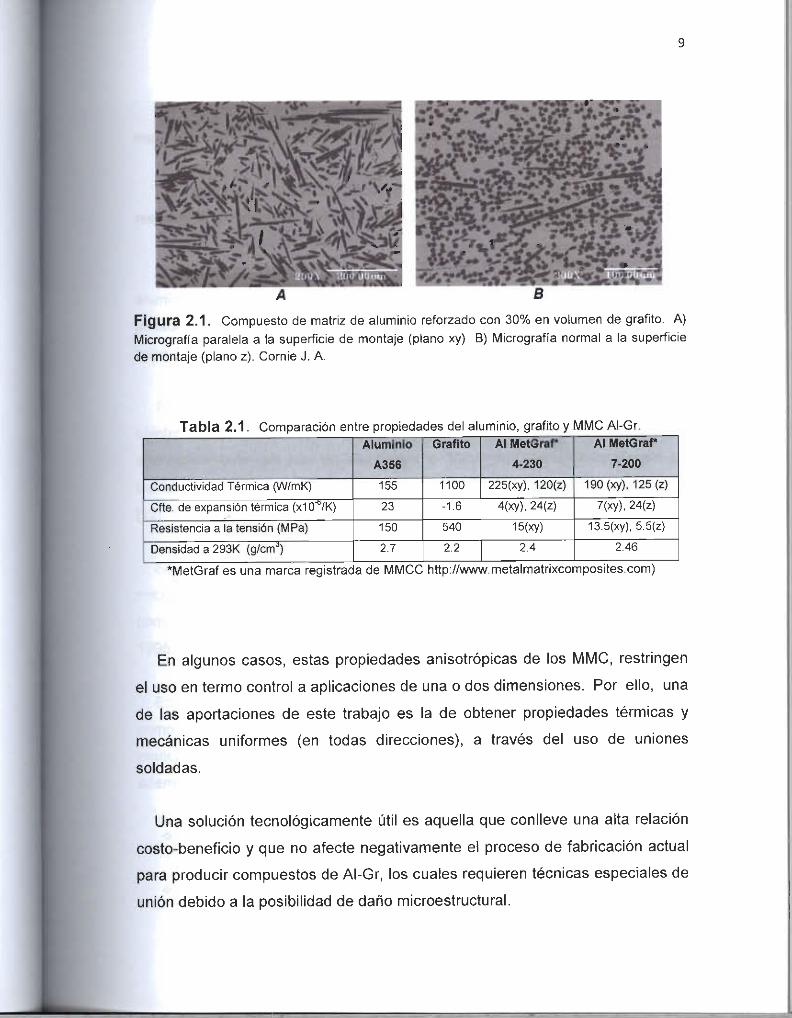
Figura 2.1. Compuesto de matriz de aluminio reforzado con 30% en volumen de grafito. A)Micrografía paralela a la superficie de montaje (plano xy) B) Micrografía normal a la superficiede montaje (plano z). Cornie J. A.
Tabla 2.1. Comparación entre propiedades del aluminio, grafito y MMC Al-Gr.Aluminio
A356
Grafito Al MetGrar
4-230
Al MetGrar
7-200
Conductividad Térmica (W/mK) 155 1100 225(xy), 120(z) 190 (xy), 125 (z)
Cfte. de expansión térmica (xlO^/K) 23 -1.6 4(xy), 24(z) 7(xy), 24(z)
Resistencia a la tensión (MPa) 150 540 15(xy) 13.5(xy), 5.5(z)
Densidad a 293K (g/cmJ) 2.7 2.2 2.4 2.46
'MetGraf es una marca registrada de MMCC http://www.metalmatrixcomposites.com)
En algunos casos, estas propiedades anisotrópicas de los MMC, restringen
el uso en termo control a aplicaciones de una o dos dimensiones. Por ello, una
de las aportaciones de este trabajo es la de obtener propiedades térmicas y
mecánicas uniformes (en todas direcciones), a través del uso de uniones
soldadas.
Una solución tecnológicamente útil es aquella que conlleve una alta relación
costo-beneficio y que no afecte negativamente el proceso de fabricación actual
para producircompuestos de Al-Gr, los cuales requieren técnicas especiales de
unión debido a la posibilidad de daño microestructural.

10
De acuerdo con la literatura consultada se vio que la soldadura aplicada a
materiales similares es factible únicamente con algunos procesos avanzados.
Por ejemplo, Fukumoto 2004, comprueba que la microsoldadura por
resistencia puede ser utilizada haciendo uso de rodillos pequeños. [10]
Lienert et al., 1998, menciona que la soldadura por fricción inercial del
aluminio 8009 con partículas de SiC puede ser realizada con esfuerzos de
tensión en la unión que exceden en 90% la resistencia a la tensión del material
base. [11]
Por otra parte Knorovsky et al., 2004, expone que la soldadura con haz de
electrones a 5kW/mm2 puede ser utilizada para micro soldadura al vacio, o
alternativamente, un haz de electrones a 38kW/mm2 en un microscopio de
barrido electrónico puede ser utilizado para la soldadura de micro componentes.
[12]
Según Ogata et al., 2004, el láser de Nd-YAG puede ser utilizado para
microsoldadura de aleaciones con memoria de forma o procesamiento de
compuestos de Aluminio - SiC como lo menciona en su trabajo Hung et al.,
1995. [13 y 14]
En este punto de la investigación se seleccionó al proceso láser Nd:YAG
como el proceso de experimentación, debido a que los métodos antes
mencionados presentan limitaciones a la hora de soldar geometrías complejas,
además de que el proceso láser presenta las siguientes ventajas:
♦ Enfoque en el punto exacto donde se requiere el cordón de soldadura.
♦ Control preciso sobre los parámetros de procesamiento que podrían
evitar un daño excesivo a la microestructura.

11
♦ Posibilidad de realizar la soldadura sin la aplicación de material de
aporte.
También, de la literatura se tomaron en cuenta los posibles defectos
generados al soldar CMM de Al/Gr.
Hung et al., 1995 y Linert et al., 1998, observaron que durante la soldadura y
el maquinado con láser de compuestos de aluminio reforzado con partículas de
SiC se forman agujas de carburo de aluminio AI4C3 que pueden degradar las
propiedades mecánicas de la soldadura.
La formación de AI4C3, sin embargo, puede ser suprimida mediante una
velocidad más baja de calor en la soldadura de gas inerte de tungsteno; las
uniones soldadas de compuestos de Al-SiC pueden tener resistencia a la
tensión aproximadamente del 90% de las muestras sin soldar como lo
comprueba Mitul, 2005 [15].
Por otra parte Yusa et al., 1998 menciona que el láser, puede transformar el
grafito a diamante a presión extrema superior de 11GPa [16].
Con el fin de dar un panorama más amplio al lector sobre el estado del arte
de este trabajo, este capítulo se dividirá en tres secciones. La primera,
presentará el estado del arte del proceso Láser Nd:YAG y sus características
más importantes. La segunda parte comprende un estudio sobre los materiales
compuestos de matriz metálica y por último, una sección enfocada a la
soldabilidad de los MMC utilizando el proceso Láser Nd:YAG.

12
2.2 PROCESO DE SOLDADURA LÁSER Nd:YAG PULSADO.
2.2.1 Descripción general del proceso Láser
Utilizando la descripción más simple, la soldadura láser es un proceso donde
la energía del láser se utiliza para fundir materiales y fusionarlos. Una de las
mayores ventajas del láser es que su energía es altamente enfocable, y de está
forma, una mínima cantidad de material es afectado por éste, es decir,
prácticamente no hay dispersión de la energía, como sucede con los procesos
de soldadura por arco y antorcha. [9]
Otra gran ventaja es que no existen fuerzas mecánicas aplicadas al material,
como en el caso de la soldadura por resistencia o por fricción. Tampoco hay
corrientes eléctricas fluyendo a través de las partes a unir, como en el caso de
los proceso por arco. [9]
La ejecución de la soldadura láser, sin embargo, requiere de algunos
cuidados especiales. La relación entre los parámetros de soldadura y las
variables esenciales no son intuitivas. De las tres principales aplicaciones
industriales del láser (perforación, corte y soldadura), la soldadura, por mucho,
es la más compleja y difícil de manejar [17].
Una secuencia típica de soldadura láser puede ser descrita como sigue:
a) Preparación de las partes a unir.
Las partes son limpiadas con alguna herramienta mecánica, y todas las
superficies involucradas en la geometría a soldar son inspeccionadas.

13
b) Ajuste de los parámetros del láser
Algunos de los parámetros pueden ser parte del programa que opera la
estación de trabajo y el láser. Algunos de los parámetros del láser
pueden ser ajustados manualmente, dando flexibilidad al ingeniero de
manufactura.
c) Producción de soldadura
Una vez comenzada la producción, la calidad de la soldadura deberá ser
monitoreada.
d) Control de calidad
Se debe cumplir con los estándares de control de calidad.
Aún viendo a la soldadura láser como un proceso simple, éste presenta
retos significativos a la hora de producir soldaduras "libres de defectos" a altas
velocidades y bajo condiciones de repetitibilidad. Por lo tanto, se requiere una
profunda comprensión de las interacciones del láser con el material durante el
proceso de soldadura.
Dado que existe una extensa cantidad de literatura sobre el tópico de
soldadura láser en libros especializados, revistas y artículos [17-21]; en está
sección se pretende presentar únicamente una breve discusión sobre aspectos
importantes del proceso.
14
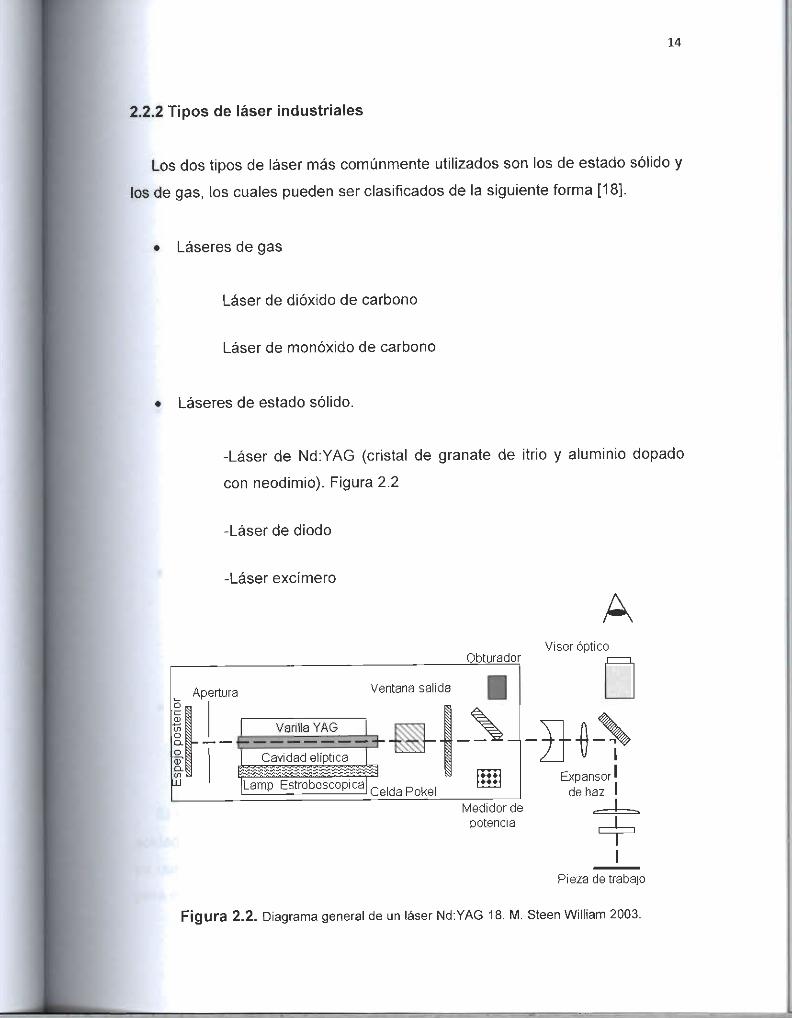
2.2.2 Tipos de láser industriales
Los dos tipos de láser más comúnmente utilizados son los de estado sólido y
los de gas, los cuales pueden ser clasificados de la siguiente forma [18].
• Láseres de gas
Láser de dióxido de carbono
Láser de monóxido de carbono
• Láseres de estado sólido.
-Láser de Nd:YAG (cristal de granate de itrio y aluminio dopado
con neodimio). Figura 2.2
-Láser de diodo
0}
LO
O
o $® KMo
-Láser excímero
Apertura
Varilla YAG
HüCavidad elíptica
Lamp. Estroboscopica
Ventana salida
3- i1
Celda Pokel
Obturador
♦♦♦♦♦♦
Medidor de
potencia
AVisor óptico
i 1
WExpansor
de haz
I
Pieza de trabajo
Figura 2.2. Diagrama general de un láser Nd:YAG 18. M. SteenWilliam 2003.

15
2.2.3 Variables del proceso
Los principales parámetros del proceso que afectan la penetración, la
geometría y en general la calidad de la soldadura, son los siguientes [17]:
• Propiedades del haz
Potencia, pulsada o continua
Tamaño y modo de punto de incidencia
Polarización
Longitud de onda
• Propiedades de transporte
Velocidad
Posición focal
Geometría de unión
Tolerancia de espaciamiento
• Propiedades de gas protector
Composición
Diseño de cobertura
Presión/velocidad
• Propiedades del material
Composición
Condición superficial
El conocimiento y control de estas variables es indispensable para producir
soldaduras de buena calidad. Estas variables no son del todo independientes,
ya que cuando se modifica una, casi siempre modifica una o más de las otras
para obtener los resultados que se buscan.

16
2.2.4 Principios de operación.
El proceso de soldadura láser utiliza una fuente móvil de energía óptica
coherente de alta densidad (105 a 107 W/cm2). Coherente significa que todas las
ondas que emergen del láser se propagan en fase [17].
La palabra láser es el acrónimo en inglés de "Amplificación de luz por
emisión estimulada de radiación." La naturaleza coherente del láser permite
enfocar el haz en un punto pequeño, permitiendo altas densidades de energía.
Ver Figura 2.3
pj
I*
Ejemplo: Si la potencia del láser (P) = 100 watts y el diámetro del
punto enfocado (d0) = 0.0254mm, entonces el Área del punto
enfocado es:
nd1 , ,
4
Y la densidad de potencia (I) en ese punto es:
= 1.97X105 watts /mm2P_ \00watts
~ A~ 507X\0-6mm'
0 también:
1= 1.97X107 watts/cm2
Está densidad de potencia es capaz de ¡vaporizar el acero!
Figura 2.3. Densidad de potencia sobre punto de incidencia. Simón L. E., 2009
Cuando un rayo láser es irradiado sobre la superficie de un material, la
energía absorbida causa el calentamiento, fusión y/o la evaporación del material
dependiendo de la densidad de potencia energética absorbida.

17
Dependiendo las densidades de potencia requeridas para vaporizar o fundir un
material, estos se pueden clasificar en tres grupos o clases. Dentro de cada
clase no sólo los valores de densidad de potencia son similares, sino que los
parámetros del proceso también lo son. La referencia específica es hecha para
rangos de corte, perforación, soldadura, profundidad de penetración, etc. Entre
clases existen diferencias substanciales en los valores de densidad de potencia
y los parámetros de proceso. Ejemplos de materiales en cada clase y la
correspondiente densidad de potencia requerida para vaporizar o fundir un
metal se enlistan en la Tabla 2.2 (note las diferencias en densidad de potencia).
Tabla 2.2. Clasificación de los materiales según la densidad de potencia. Simón L. E., 2009
Clase Ejemplos
Buenos conductores térmicos: Al, Au, Cu,...
Metales refractarios: Mo, Ta, Va, W,...
Metales ferrosos C/S, S/S, ...
Aleaciones de níquel: Hastalloy, Inconel, KovarAleaciones de titanio
La mayoría de los óxidos (excepto BeO)
Materiales orgánicos
Materiales plásticos: PVC, G-10, Acrílico,...Otros metales: Cd, S, Sn, Se, Zn, Pb,...
Densidad de potencia
(watts/cm2)
Vaporización Fundición
>775X10~ -310X104
>775X10' ~310X10~
>775X10' -775
La condición general del proceso de soldadura láser es la de crear un charco de
metal fundido a lo largo y sobre la superficie del o los materiales a unir. Existen
dos modos de aplicación. [20]
2.2.4.1 Modo de conducción
En la primera aproximación algunas veces referida como soldadura en
"modo de conducción", las condiciones de procesamiento son tales que la
superficie del charco de soldadura permanece sin romper. En está

18
aproximación la transferencia energética hacia el interior del material es por
conducción (Figura 2.4a).
Rayo Láser
Conducción
del calor
Charco de
a)
Rayo Láser
Charco de
Conducción
del calor
Keyhole con
múltiplesreflexiones
Flujo delmetal
b)
Figura 2.4. Esquema de las secciones transversales de a) modo de conducción y b) modo
de alta penetración mostrando varios efectos. M. Steen William, 2003.
2.2.4.2 Modo alta penetración
La segunda y más importante aproximación se refiere al "modo de alta
penetración" y corresponde a las condiciones de procesamiento que crean un
hueco en forma de "ojo de cerradura" ("keyhole" en inglés) en el charco de
soldadura. Generalmente, la transición desde el modo de conducción hacia el
modo de alta penetración está asociada con el incremento de la intensidad de
potencia o tiempo de irradiación, lo cual produce vaporización superficial en el
charco de soldadura [9]. El retroceso resultante de la evaporación inducida
forma una pequeña depresión en el charco de soldadura que
subsecuentemente se desarrolla dentro de un ojo de cerradura por el
desplazamiento hacia delante del metal fundido (Figura 24b y Figura 2.5).
La ionización subsiguiente del vapor resulta en la formación de una pluma de
plasma. La energía transferida a las paredes del "keyhole" queda determinada
por la atenuación debida a la absorción de la energía láser en la pluma de

19
plasma. Dentro del "keyhole", la energía se refleja repetidamente (reflexión
múltiple) con absorción eficiente de Fresnel por las paredes del "keyhole". Así el
"keyhole" desarrolla un rol importante en la transferencia y distribución de la
energía durante la penetración del material. La vaporización superficial continúa
en la pared del "keyhole" durante la soldadura con el fin de mantener abierta la
cavidad.
Charco de
soldadur
Keyhole
Rayo Láser
Ancho del
cordón, w
Figura 2.5. Esquema de soldadura láser en el modo de alta penetración. M. Steen William,
2003.
La Figura 2.5 presenta el esquema geométrico de la soldadura de alta
penetración. En la Figura 2.6 se presentan varios mecanismos de absorción
energética durante el proceso de soldadura láser [21].

Potencia láser
Potencia sobre la pieza de trabajo
Potencia entrando al keyhole
Potencia en las paredes del keyhole
Potencia para múltiples reflexiones
Amortiguación por pluma plasma
-*\ Potencia fuera del keyhole |
Reflexión exterior
-H Absorción exterior
>\ Primera absorción del plasma |
-H Primera absorción de Fresnel |
Absorción de Fresnel durante
múltiplesreflexiones
Potencia restante de múltiples reflexiones!
Potencia dejando el keyhole en la cima
Absorción de plasma durantemúltiples reflexiones
20
Figura 2.6. Diagrama de flujo de varios mecanismos de absorción durante el modo dealta
penetración. Simón L. E., 2009.
Bajo condiciones dinámicas tales como un rayo láser en movimiento, la
velocidad de soldadura está determinada por la estabilidad del "keyhole". Las
condiciones de soldadura estable corresponden a la velocidad en la que la
velocidad del "keyhole" alcanza el estado estable. La simetría del "keyhole"
también está influenciada por la velocidad de soldadura. A bajas velocidades de
soldadura, el "keyhole" puede ser aproximado por la simetría rotacional, sin
embargo, a altas velocidades de soldadura, el perfil del "keyhole" difiere
significativamente en las paredes frontal y posterior. [21]

21
2.2.5 Ventajas de la soldadura por Láser
La soldadura láser ofrece las siguientes ventajas [16-21]
• El movimiento del haz es instantáneo (de aquí que se puedan alcanzar
altas velocidades de procesamiento con muy rápidos inicios y paradas).
• La capacidad de enfoque del haz provee altas densidades de energía.
• La soldadura láser puede ser utilizada a atmósfera ambiente
• Capacidad de soldar materiales de difícil unión (por ejemplo titanio,
cuarzo, etc.).
• No es necesario el uso de electrodo o metal de aporte.
• Capacidad de realizar soldaduras muy estrechas
• Se pueden obtener soldaduras de precisión (relativo a la posición,
diámetro y penetración).
• La soldadura puede ser obtenida con poca o nula contaminación.
• La zona afectada por el calor es muy estrecha.
• Pueden ser soldadas formas intrincadas a altas velocidades utilizando
técnicas automatizadas para control de deflexión de luz.
Las características microestructurales del cordón pueden ser modificadas
por medio de la forma de onda del haz.
22
2.3 COMPUESTOS DE MATRIZ METÁLICA (CMM).
2.3.1 Descripción general de los CMM
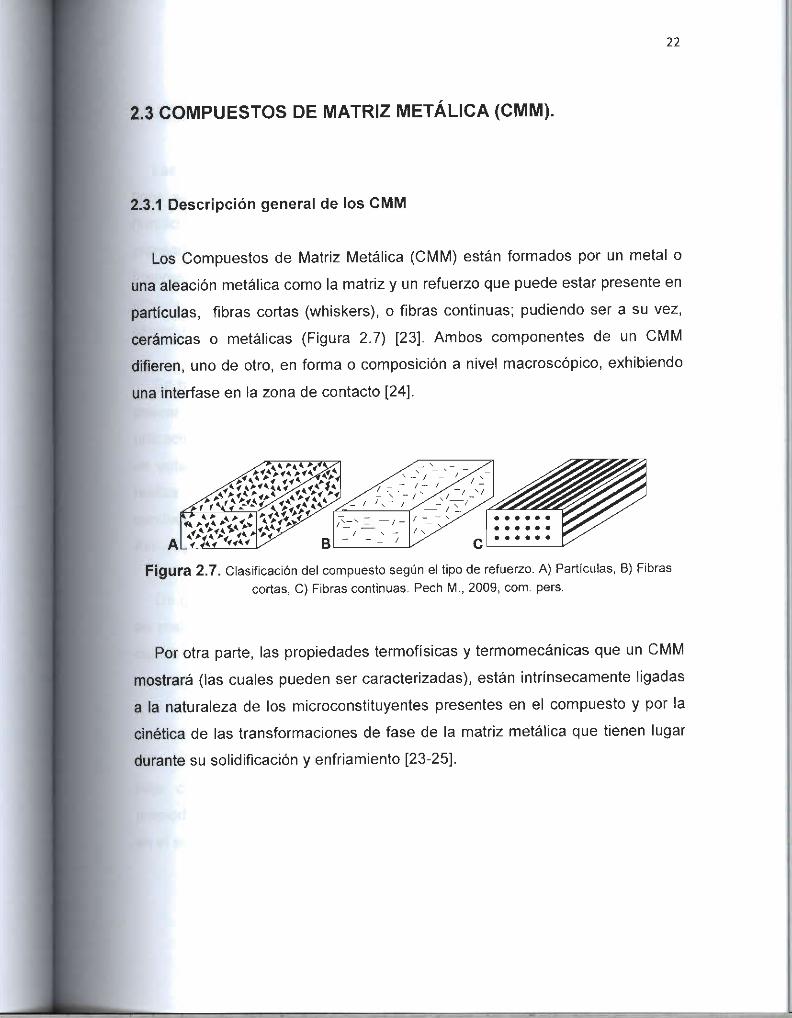
Los Compuestos de Matriz Metálica (CMM) están formados por un metal o
una aleación metálica como la matriz y un refuerzo que puede estar presente en
partículas, fibras cortas (whiskers), o fibras continuas; pudiendo ser a su vez,
cerámicas o metálicas (Figura 2.7) [23]. Ambos componentes de un CMM
difieren, uno de otro, en forma o composición a nivel macroscópico, exhibiendo
una interfase en la zona de contacto [24].
Figura 2.7. Clasificación del compuesto según el tipo de refuerzo. A) Partículas, B) Fibrascortas, C) Fibras continuas. Pech M., 2009, com. pers.
Por otra parte, las propiedades termofísicas y termomecánicas que un CMM
mostrará (las cuales pueden ser caracterizadas), están intrínsecamente ligadas
a la naturaleza de los microconstituyentes presentes en el compuesto y por la
cinética de las transformaciones de fase de la matriz metálica que tienen lugar
durante su solidificación y enfriamiento [23-25].

_
23
2.3.2 Fabricación de compuestos de matriz metálica
Las técnicas de producción para CMM se clasifican básicamente en cuatro
tipos según el estado de la matriz durante el proceso: en estado líquido
(fundición, infiltración), en estado sólido (metalurgia de polvos, sinterización,
prensado en caliente), en estado semisólido (compocasting) y gaseoso
(deposición de vapor, atomización, electrodeposición), éste último de poca
difusión, pero bastante utilizado en la obtención de CMM para el sector
electrónico [23].
Se ha comprobado que según la ruta de procesamiento, los CMM tienden a
poseer propiedades diferenciales. Para las rutas de mayor porcentaje de
utilización, se tiene que mediante técnicas en estado líquido, donde la aleación
en estado líquido entra en contacto directo con el material reforzante o se
realiza una infiltración de preformas, es posible obtener CMM con baja
conductividad térmica, los cuales pueden estar constituidos por Al/SiCw,
Al/Al203(p), Al/C, Mg/C, y Ti/SiC [2].
De igual manera, es posible obtener por rutas en estado sólido, compuestos
de matriz de Cu o Ag reforzados con partículas de Al203, Si02 o BeO, los
cuales presentan un modesto mejoramiento de la resistencia y una buena
conductividad eléctrica.
Mediante la misma ruta de procesamiento y usando como refuerzo Al203 o
SiC en matrices de Al, se ha encontrado que los CMM obtenidos presentan un
bajo coeficiente de expansión térmica (CET) [26]. El manejo de estas
propiedades es relevante a la hora de seleccionar un CMM para una aplicación
en el sector eléctrico y electrónico.

24
2.3.3 Matrices para CMM
Los materiales metálicos de uso más común en CMM son las aleaciones
ligeras de Al, Ti y Mg; siendoel Al el de mayor consumo debido a su bajo costo,
baja densidad, buenas propiedades mecánicas, alta resistencia a la
degradación ambiental y fácil manipulación [27]. También se destaca el uso de
aleaciones base Cu [4], al igual que se está investigando el uso de
semiconductores, superaleaciones y compuestos intermetálicos como se
muestra en la Figura 2.8.
Figura 2.8. Compuesto de matriz metálica Ti-6AI-6V-2Sn, reforzado con 12% en volumen departículas de TiC. Instituto de ciencia y tecnología en materiales. Universidad de Viena, 2006.
En la Tabla 2.3 se enlistan las propiedades relativas entre distintos metales
ligeros empleados habitualmente como matrices para CMM [27-29].
Tabla 2.3. Propiedades relativas entre diferentes materiales ligeros empleados como matrizen compuestos de matriz metálica.
Propiedades
Materiales
Aluminio
(A356)Magnesio
(99%)
Titanio
(ASTM Grad.1)
Punto de fusión (°K) 933 923 1933
Densidad a 293°K (g/cmJ) 2.7 1.7 4.5
Conductividad Eléctrica (x10bS/m) 37.8 22 2.3
Resistividad Eléctrica (uQ*m) 2.67 4.2 42
Conductividad Térmica (W/m°K) 155 156 22
CET(x10"b/°K) 23 25.2 9
Resistencia a la tensión (MPa) 150 Laminado
180-220
240

25
2.3.4 Refuerzos utilizados en CMM
Los tipos de refuerzo se pueden clasificar en tres categorías: fibras, whiskers
o fibrillas y partículas. Desde el punto de vista de propiedades mecánicas, se
puede obtener una gran mejora mediante el uso de fibras continuas, reforzando
en la dirección del esfuerzo aplicado; mientras que con whiskers y partículas se
experimenta una disminución de resistencia pero se obtiene una gran isotropía
en el material.
En la Tabla 2.4 se puede comparar el efecto que tienen los distintos tipos de
refuerzo sobre las propiedades de una matriz [30] y a continuación se revisan
diferentes tipos de refuerzos.
Tabla 2.4. Comparativo entre propiedades de compuestos reforzados con fibras continuas ycon fibrillas (whiskers).
FIBRAS MATRIZ DENSIDAD
MODULO (GPa) RES. TENSIÓN (MPa)
Long. Transv. Long. Transv.
Fibras continuas
Carbono alto modulo Al 2.33 235 -550 70
SiC (Nicalon) Al 2.63 135 77 780 140
a-Alumina (Dupont) AI-U-T6 3.20 230 150 600 46
Boro 6061-T6 2.70 225 130 1400 100
SiC (CVD) Al 3.10 235 -1200 -
Fibrillas (Wiskers)
SiC 6061-T6 2.65 108 - 584 480
6-Alumina (Saffil) 6061-T6 2.80 92 92 362 362
SiC 2124-T6 2.67 103.4 103.4 638 638

26
2.3.4.1 Fibras continuas
En el caso de las fibras metálicas, los problemas de ataque químico por
parte de la matriz, los posibles cambios estructurales con la temperaturaza, la
posible disolución de la fibra en la matriz y la relativamente fácil oxidación de las
fibras de metales refractarios (W, Mo, Nb), hacen que este tipo de fibras sean
poco empleadas.
Esto ha dado pie al desarrollo de las fibras cerámicas, siendo las más
empleadas como refuerzo las de B, Al203 y SiC, y que entre sus numerosas
ventajas se cuentan: no se disuelven en la matriz, mantienen su resistencia a
altas temperaturas, tienen alto módulo de elasticidad, no se oxidan y tienen baja
densidad [31].
2.3.4.2 Partículas
El uso de partículas como material reforzante, tiene una mayor acogida en
los CMM, ya que asocian menores costos y permiten obtener una mayor
isotropía de propiedades en el producto. Sin embargo, para tener éxito en el
CMM desarrollado, se debe tener un estricto control del tamaño y la pureza de
las partículas utilizadas.
Los refuerzos típicos de mayor uso en forma de partícula son los carburos
(TiC, B4C), los óxidos (Si02, Ti02) Zr02, MgO), la mica y el nitruro de silicio
(Si3N4). En los últimos años se han empezado a utilizar partículas de refuerzo
de compuestos intermetálicos, principalmente de los sistemas Ni-AI y Fe-Al [31].
2.3.4.3 Fibras discontinuas v whiskers
Las fibras discontinuas utilizadas normalmente para la producción de CMM
son comercializadas en diferentes diámetros (entre 3 y 5 um). El uso de este
tipo de fibras conduce a propiedades inferiores que las fibras continuas, por lo
que su costo se reduce.

27
Los "whiskers" tienen diámetros menores a 1 um y pueden tener una
longitud de hasta 100 um, por lo que pueden considerarse como refuerzos
discontinuos. Los principales tipos de whiskers disponibles en el mercado son
los de SiC y Si3N4. Aunque este tipo de refuerzo ha sido de uso frecuente, su
utilización se ha visto restringida en algunos países a causa de su carácter
nocivo para la salud humana [31-32].
2.3.5 Interface matriz-refuerzo
La zona de interfase es una región de composición química variable, donde
tiene lugar la unión entre la matriz y el refuerzo, que asegura la transferencia de
las cargas aplicadas entre ambos y condiciona las propiedades mecánicas
finales de los compuestos [33].
Existen algunas cualidades necesarias para garantizar una unión interfacial
adecuada entre la matriz y el refuerzo: una buena mojabilidad del reforzante por
parte de la matriz metálica, que asegure un contacto inicial para luego, en el
mejor de los casos, generar la unión en la interfase una estabilidad
termodinámica apropiada (ya que al interactuar estos materiales, la excesiva
reactividad es uno de los mayores inconvenientes encontrados), la existencia
de fuerzas de unión suficientes que garanticen la transmisión de esfuerzos de la
matriz al refuerzo y que sean, además, estables en el tiempo bajo altas
temperaturas.

28
2.3.6 Propiedades y comportamiento de los CMMs
Bajo condiciones ideales, el compuesto muestra un límite superior de
propiedades mecánicas y físicas. Es posible sintetizar compuestos con una
combinación de propiedades específicas de la aleación (tenacidad,
conductividad eléctrica y térmica, resistencia a la temperatura, estabilidad
ambiental, procesabilidad) con las propiedades específicas de los cerámicos
reforzantes (dureza, alto módulo de Young, bajo coeficiente de expansión
térmica).
Es así como por ejemplo, un compuesto de AI/Grafito/30p muestra una
mejora de cada una de sus propiedades, tanto mecánicas como térmicas al
compararlo con la aleación base [4].
2.3.6.1 Propiedades mecánicas
Las propiedades mecánicas que exhiben los CMM son consideradas
superiores con respecto a los materiales que los componen de manera
individual. Dicho aumento en propiedades, depende de la morfología, la fracción
en volumen, el tamaño y la distribución del refuerzo en la aleación base.
Además dichos factores controlan la plasticidad y los esfuerzos térmicos
residuales de la matriz [29].
2.3.6.2 Propiedades térmicas
Las propiedades térmicas fundamentales a considerar en los CMM son el
coeficiente de expansión térmica (CET) y la conductividad térmica (CT).
Dependiendo de la fracción de volumen de refuerzo, su morfología y su
distribución en la aleación base, se obtienen diferentes valores de ambas
propiedades.
29
Ambos pueden ser modificados por el estado de precipitación de la matriz y
por el tipo de aleación de la matriz. Es así como el CET de las aleaciones de
titanio es muy similar a algunos tipos de fibras reforzantes, lo cual se considera
una ventaja ya que se disminuyen los esfuerzos residuales debido a la
diferencia térmica entre las fibras y la matriz [34].
Algunos investigadores conciben que en la medida en que la CT de la
aleación matriz se vea disminuida con la introducción de partículas cerámicas,
esto puede verse compensado si la fase cerámica que se usa como refuerzo es
conductora [31, 34].
2.3.7 Ejemplo de aplicación industrial.
2.3.7.1 Aplicación en industria electrónica
Los materiales para empaquetamiento electrónico se requieren para soportar
estructuralmente los componentes electrónicos, proveer protección de los
efectos ambientales hostiles y disipar los excesos de calor generados por los
mismos. Las propiedades mecánicas, físicas y térmicas de mayor importancia
en este tipo de aplicaciones incluyen alta rigidez, una alta conductividad térmica
(CT), muy bajo coeficiente de expansión térmica (CET) y muy baja densidad [4].
Una aplicación específica está dada por el uso de Al/SiC para
semiconductores de potencia en comunicación satelital, como empaques
térmicos de dispositivos microondas, en placas de base cerámicas de
componentes electrónicos, en el control térmico de estaciones base de
teléfonos celulares, de computadores laptop y de componentes para
locomotoras eléctricas [3-4].

30
En la Tabla 2.5 se listan algunas aplicaciones de los compuestos de matriz
metálica en el sector electrónico [2].
Tabla 2.5. Aplicaciones de los CMMs con refuerzo discontinuo en el sector electrónicoAPLICACIÓN EN SECTOR
ELECTRÓNICO
REQUERIMIENTOS EN
PROPIEDADES
COMPUESTO
APLICABLE
Portador de microondas,
encapsulado de microchips
Conductividad eléctrica, conductividad
térmica, rigidez, permeabilidad relativa.AI/(SiC)P
Encapsulado de microondasConductividad eléctrica, conductividad
térmica, rigidez, permeabilidad relativaAI/(SíC)p,AI/(Gr)P
Circuitos impresosConductividad térmica, rigidez,
amortiguación, peso.AI/(SiC)P, CuP/(Gr)p
Disipador de calor de circuitos
impresos de baja corriente
Conductividad térmica, rigidez,
amortiguación, peso.AI/(SiC)P
Guía de circuitos impresos de
subescalas electrónicas
Conductividad eléctrica y térmica, rigidez,
resistencia a la rotura, permeabilidad
relativa, peso.
AI/(SiC)P
Elementos estructurales Rigidez, resistencia a rotura, peso. AI/(SiC)P

31
2.4 SOLDABILIDAD DE CMM UTILIZANDO LÁSER
2.4.1 Introducción a la soldabilidad de uniones mediante láser
Como se mencionó al inicio de este trabajo, el compuesto bajo estudio es un
material relativamente nuevo y existe muy poca información literaria sobre él y
menos aún sobre su soldabilidad.
En particular, el propósito de trabajo es el de comparar las características
positivas del proceso láser (alta calidad del haz, productividad y flexibilidad)
contra los efectos negativos de las altas densidades de energía sobre las
propiedades del cordón de soldadura en materiales similares al CMM de Al/Gr.
Por tal motivo, al hacer la revisión del estado del arte de este proyecto se
hizo un análisis sobre la soldabilidad y propiedades de materiales similares al
CMM de Aluminio/Grafito, en ausencia de información con respecto a la
soldabilidad del CMM en cuestión.
2.4.2 Fórmulas comúnmente utilizadas al soldar CMM
Antes de proceder con el estado del arte de la soldadura láser aplicada a
CMMs se presenta un compendio de fórmulas necesarias para la comprensión
del proceso de soldadura. [17]

32
a) Densidad de potencia
La densidad de potencia es la cantidad de energía por unidad de tiempo
suministrada en un área determinada.
Para un láser en modo continuo se calcula como:
/c=- (1)c A
Y para un láser en modo pulsado:
/,=— (2)P t-A
Donde:
r wI = Densidad de potencia o intensidad del haz
cm2
P = Potencia promedio [w]
E = Energía por pulso [j]
t = Duración de pulso [ms]
A=Área del punto de incidencia [cm2]
b) Potencia pico
Se define como la máxima potencia que puede ser generada bajo
condiciones estándar.
PP=- (3)
b) Potencia promedio
La potencia promedio es la energía promedio o trabajo realizado en un
intervalo de tiempo específico.
PPt =EF (4)
Donde: F = Frecuencia de pulso [Hz]

33
2.4.3 Investigaciones iniciales sobre la soldabilidad de CMM Al/SiC
A lo largo de la búsqueda de información se encontró que un CMM cuyas
propiedades químicas y físicas eran similares al material aquí investigado era el
CMM de aluminio reforzado con carburo de silicio (SiC). Este compuesto, al
igual que el CMM de aluminio reforzado con grafito, es considerado como un
material avanzado destinado a aplicaciones de termocontrol cuando el refuerzo
es mayor a 40% en volumen y; a aplicaciones estructurales cuando la
concentración volumétrica del SiC es menor a 40% [23].
Sin embargo, así como en el caso del CMM Al/Gr cuando se diseñan
estructuras complejas, las aleaciones de uso más común se prefieren a éstos
debido a la falta de conocimiento sobre su soldabilidad [35-39].
Por otra parte, se ha demostrado en la literatura que los procesos de
soldadura más utilizados tales como TIG, MIG y Resistencia, producen en los
CMM de Aluminio alteraciones microestructurales relevantes, que a su vez
afectan la integridad de la unión. Además, las altas temperaturas localizadas
durante la soldadura promueven la reacción interfacial del refuerzo y la matriz.
[39-41]

34
2.4.4 Soldabilidad de CMM A359/SÍC utilizando láser Diodo y de C02.
Los estudios realizados sobre el efecto de los parámetros de soldadura láser
de C02 y diodo sobre las propiedades de un CMM de aluminio A359 reforzado
con SiC (Figura 2.9) muestran que la principal consideración al soldar este tipo
de materiales es la formación de carburo de aluminio cuya reacción es la
siguiente:
[36-39 y 42].
4AI(i)+3SiC (s) AI4C3(s)+3Si(s) (5)
La reacción mostrada por la ecuación 5 produce una microestructura
enriquecida de silicio y carburos frágiles de aluminio en forma de agujas [42]. La
fase de AI4C3 también reduce la resistencia mecánica y la resistencia a la
corrosión. Diversas publicaciones han enfatizado que la reacción dada en la
ecuación anterior es promovida por el alto calor de entrada en el charco de
soldadura. [32-45]
Figura 2.9 Microestructura de CMM con matriz A359 reforzado con partículasde SiC.Bassani P, 2007.
En años recientes se han propuesto nuevas técnicas de unión en estado
sólido (unión por difusión y soldadura por fricción) como soluciones alternativas
para la soldadura de CMMs Al/SiC [10-14]. Sin embargo, existen algunas

35
limitaciones en estos procesos, tales como el escalamiento a nivel industrial,
restricciones geométricas y costo de equipo, las cuales hacen de la soldadura
láser un proceso aun atractivo.
Las investigaciones sobre la soldadura láser en modo de alta penetración y
modo de conducción de un compuesto de aluminio A356 reforzado con 20% de
SiC bajo dos procesos (C02 y diodo), permitieron las siguientes conclusiones
I [42]:
En el modo de alta penetración la investigación confirmó la formación de
AI4C3 por la disolución del SiC (este hecho es acompañado por el
enriquecimiento de la matriz de aluminio por el Si). Figura 2.10a.
La formación de AI4C3 resulta en un incremento de la dureza, que reduce
dramáticamente la tenacidad del cordón. Las uniones soldadas donde el AI4C3
se presenta en volúmenes significativos, son demasiado frágiles para ser de
utilidad práctica. Figura 2.10b.
S C286T P 18b
Figura 2.10 (a) Micrografía óptica de una soldadura láser típica con C02 (b) Micrografía conMEB de la región central de (a): En (1) Matriz enriquecida con cristales primarios de Si. En (2)Presencia ocasional de estructura eutéctica de SiC. En (3) y (4) agujas de AI4C3. Bassani P,
2003.

36
Por medio de un experimento de fase sistemático se observó que la
disolución del SiC puede ser minimizada por la acción de los parámetros de
soldadura, pero no puede ser del todo evitada. Asu vez se vio que la soldadura
en modo de alta penetración es de dudosa aplicabilidad [42].
La formación de AI4C3 en el modo de conducción parece ser despreciable,
probablemente gracias a la relativamente baja temperatura alcanzada, lo cuallimita la disolución de SiC. Figura 2.11.
Figura 2.11. Morfología de una soldadura por DIODO en modo de conducción. Bassani P,2003.
Los cordones soldados en modo de conducción presentan una dispersión
homogénea de partículas de SiC y una buena calidad metalúrgica. Figura 2.12.
•W
*--4
Figura 2.12. Microestructura de la soldadura hecha en modo de conducción en la región dezona afectada por el calor. Bassani P, 2003.

37
La principal desventaja del modo de conducción es la penetración limitada
(generalmente menor que la penetración observada en el modo de alta
penetración). Este hecho es particularmente compensado por la alta potencia
que pueden alcanzar las máquinas recientes de láser diodo (arriba de 6 Kw)
[42]. Considerando también las características positivas de este tipo de fuentes,
el láser de diodo parece ser una tecnología de soldadura prometedora para
soldar CMM, lo cual necesita investigación posterior.
2.4.5 Efectos nocivos del AI4C3 en la soldadura láser
Hasta este punto de la investigación se hizo evidente que uno de los
principales defectos o reacciones indeseables era la formación del carburo de
aluminio AI4C3. Figura 2.13.
Figura 2.13. Formación decarburo de aluminio AI4C3 enforma de agujas. D.Storjohann,2005.
El carburo de aluminio es un metanido, donde los átomos de carbono se
estructuran en una red discreta de aniones C4" [43].

38
El carburo de aluminio AI4C3 es estable por encima de los 1400°C y tiene una
densidad aproximada de 2.35 g/cm3 [43].
La formación de este carburo en compuestos de matriz de aluminio se da a
temperaturas mayores a 730°C [7] y bajo la siguiente reacción:
Para CMMs de Al/SiC
4AI(i)+3SiC(8) ->AI4C3(s)+3Si(s).
Y
Para CMMs de Al/Grafito
4AI(i) + 3C(S) -• AI4C3(s)
(6)
(7)
El efecto nocivo de está fase en los CMMs con matriz de aluminio es que en
contacto con agua estos carburos forman el óxido o el hidróxido del elemento y
el hidrocarburo (metano, acetileno o propadieno) correspondiente. Lo cual en
algunos casos corroe el material circundante, como se muestra en la ecuación
(8).
AI4C3 + 12H20 -> 4AI(OH)3 + 3CH4. (8)

39
2.4.6 Supresión de AI4C3 en un CMM SÍC/6061AI soldado con láser
Hasta este punto de la investigación se encontraron trabajos experimentales
con soldadura de arco tradicional (baja densidad de potencia), soldadura por
gas inerte de tungsteno (TIG) (Figura 2.14) y soldadura MIG para unir
compuestos de matriz metálica de SiC/AI. Sin embargo, la alta viscosidad delcharco fundido, la segregación y aglomeración de partículas de refuerzo, y
especialmente la seria disolución de partículas de SiC hacen que se forme una
gran cantidad de carburos nocivos en forma de aguja (AI4C3 o AI4SiC4 oAI4Si2C5) y de gases ocluidos lo cual dificulta el alcanzar niveles aceptables de
sanidad en el cordón para aplicaciones industriales [40].
Figura 2.14 Soldadura TIG en CMM Al/Gr realizada durante el presente trabajo.
La soldadura de CMMs de SiC/AI con láser de alta potencia también ha sido
investigada comparándola también con la soldadura por hazde electrones [7].
La soldadura láser de CMMs de aluminio 6061A reforzado con SiC utilizando
metal de aporte de titanio fue propuesta por Meinert y Martukanitz, 1991,

40
encontraron que era posible suprimir la formación de carburo de aluminio AI4C3
y sólo se producía una estructura fina dendrítica en la zona de fusión. Así en
este artículo, la microestructura de la soldadura estaba en función del contenido
de aleación y de los parámetros de soldadura del metal de aporte (Ti) [44]. Ver
Figura 2.15
Dirección de soldadura
Gas de protección Haz Láser
Soldadura >*Placa de Ti
Figura 2.15 Esquema del sistema desoldadura con aporte de titanio para un CMMSÍC/6061AI. Meinert 1991.
La Figura 2.15 muestra la microestructura de la soldadura con aporte de
titanio "in situ" reportada por Meinert y Martukanitz. Donde se observó la
inexistencia de fases en forma de aguja (Figura 2.16 a y b). En lugar de éstas
existía la presencia de nuevas fases finas y otras más grandes en forma de
bloques.

^
41
Figura 2.16. Microestructura desoldadura láser con aporte de titanio, (a) Micrografíaóptica y (b) Micrografía con MEB mostrando la Microestructura en lazonacentral, (cy d)
Muestran la zona parcialmente fundida con microscopia óptica y electrónica. Meinert 1991.
Los resultados de la espectroscopia dispersiva de rayos X (EDX, por sus
siglas en inglés) y la de difracción por rayos X (XRD por sus siglas en inglés)
indicaron que las partículas finas son carburo de titanio el cual no es perjudicial
para la unión y los bloque más gruesos están compuestos de silicio primario.
(Figura 2.16 c y d). Sin embargo, en la zona más inferior del charco de
soldadura se formaron algunos carburos complejos dendríticos de titanio y
aluminio Ti2AIC y carburos en forma de placa de AI4SiC4 acompañados con
partículas de silicio como muestran las Figuras 2.16 (c y d), aunque esto en
menor medida.

42
Así quedó demostrado que la formación del carburo perjudicial de aluminio
AI4C3, podía ser suprimido completamente durante la soldadura con el simple
hecho de agregar titanio al charco de soldadura.
La energía libre de formación del AI4C3, TiC y SiC como una función de la
temperatura se muestra en la Figura 2.17.
0
-20-
wlO- SiC-60J
3 -80-
£ -100-£-120- AUC3__ü -140-<
-160^ TiC
-180-
-200 1111 • 1
700 800 900 1000 1100 1200
Temperatura (°C)
1300 1400
Figura 2.17 Energía de Gibbs para diferentes carburos metálicos. Meinert 1991.
Puede verse claramente que la energía libre de formación del carburo de
titanio es mucho más negativa que la del carburo de aluminio AI4C3 a
temperaturas mayores a 800°C. En otras palabras, el titanio es mucho más afín
al carbono que al aluminio [45].

43
2.4.7 Influencia de los parámetros láser Nd:YAG sobre CMM Al/SiC
Respecto al comportamiento de la soldadura de compuestos Al-SiC
utilizando láser de Nd:YAG pulsado, la literatura hace énfasis en los siguientes
puntos [6 - 7, 35, 38-42]:
Los MMCs exhiben alta viscosidad al fundirse, esto causa que el
compuesto de refuerzo no sea fácil de mezclar con el metal.
Se debe tener cuidado en el rechazo de la fase de refuerzo (s) por el
frente de solidificación debido a la baja mojabilidad entre el refuerzo y el
aluminio fundido.
Otra preocupación es que la mayor parte de los sistemas MMC son
termodinámicamente inestables debido a que generalmente el refuerzo y
la matriz tienen características térmicas distintas.
La exposición prolongada de los compuestos a altas temperaturas puede
promover reacciones entre la matriz y la fase de refuerzo, con la
formación de fases frágiles (carburos de Al).
En cuanto a las características de la unión la literatura reporta que la
profundidad de penetración aumenta conforme el cociente E/t se incrementa,
como se ve en la Figura 2.18.

4.0
-^ 3-5EE 3.0
:^ 2.5
cu2.0
o. 1.5
W1 FZ - Zona de fusión
H - Penetración
Wl - Ancho del cordón
W2-Tamaño de F2
1.0400 600 800 1000 1200 1400 1600 1800 2000
Potencia (W)
Figura 2.18. Potencia pico vs. Profundidad. [6]
44
De la Figura 2.18 se comprobó que la medida de penetración es
inversamente proporcional a la duración de pulso debido a que una mayor
proporción de calor se conduce lateralmente.
La profundidad de penetración puede ser predicha por un modelo de umbral
de intensidad. [6-7].
Vntl(9)
Donde R(0) es el radio del haz en el plano focal, 9 es la mitad del ángulo del
haz enfocado, E y t es la energía de un pulso y la duración respectivamente, e I
es la intensidad o densidad de potencia del láser en la parte inferior de la
soldadura.

A su vez Yue et al., 1996 [6], reportan que la influencia del haz desenfocado
sobre la profundidad de penetración resulta notable. Ver Figura 2.19.
" -2.5-2.0-1.5-1.0-0.5 0.0 0.5 1.0 1.5 2.0 2.5
Distancia desde el plano focal (mm)
Figura 2.19. Efecto del haz desenfocado sobre la profundidad. [6]
45
La penetración máxima se alcanza cuando el punto focal se coloca entre 0.2y 0.7mm por debajo de la superficie de la pieza. Esto puede ser explicadoutilizando la fórmula (2) donde se ve claramente que la densidad de potencia es
inversamente proporcional al área del punto de incidencia la cual se modifica al
variar la distancia focal y en el modelo representado en (9) se ve como la
profundidad aumenta conforme ladensidad de potencia también aumenta.
En el trabajo de Yue también se muestra que las soldaduras enfocadas (on-
focus) siempre presentan el mínimo ancho de cordón y aumenta conforme ladistancia de desenfoque es mayor (Ver Figura 2.20). Por otra parte, una
relación similar se da entre la potencia de entrada y el ancho del cordón. (Ver
Figura 2.21)

0.5
. .
EE 0.4
c
*o"O
i—
S
0.3
O 0.2 E =6J
u
Ct = 6ms
<0.1
t = 20 mm/s
-2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5
Distancia desde el plano (mm)
Figura 2.20. Efecto del desenfoque sobre el ancho del cordón [6]
0.5
|0.4 —
a
£0.3^^
c'OT3
o 0.2u
1 t • 4ms
o
uO.lc
<S = 0.33 mm/s
| t = 6ms
• t = 8ms
400 600 800 1000 1200 1400 1600 1800 2000
Potencia (W)
Figura 2.21. Efecto de la potencia pico sobre el ancho del cordón [6]
46

1
47
2.4.8 Microestructura de unión CMM Al/SiC soldada con láser Nd:YAG
La bibliografía revisada reveló, tres zonas distintas, presentes en una unión
soldada con el proceso láser Nd:YAG, a saber; la zona central de soldadura
«A», la región de fusión «B» y la zona inalteradas «C». Figura 2.22. [6, 7, 38,
42, 45].
Figura 2.22. Microestructura típica de la soldadura láser en MMC Al-SiC. [38]
Los resultados preliminares de un análisis EDX sugieren que los precipitados
en forma de puntas y las plaquetas presentes en la zona «A» se corresponden
a AI4C3 y Si, respectivamente, mientras que las partículas en la zona «B», son
principalmente carburo de silicio. Sin embargo, el análisis EDX también indica
que en está zona, dependiendo de la condición de soldadura, se ha detectado
un aumento del 6% al 9% (en peso) en partículas de carburo de silicio, en
comparación con las presentes en la zona «C». La formación de compuestos
frágiles de aluminio-carbono como AI4C3 ha sido ampliamente reportada. (Ver
las secciones 2.4.4 y 2.4.5 de este trabajo).

48
Aunque se ha sugerido que esa reacción procederá cuando la temperatura
supera los 730°C (Fórmulas 6 y 7). La cinética de la reacción y la morfología del
compuesto son dependientes del tiempo, ya que a mayor densidad de potencia
Iytiempo de exposición de calor t (mayor duración de pulso) mayor es también
la cantidad de carburos (Ver Figuras 2.23 - 2.24 a y b y 2.25).
Por lo tanto se deduce que la cantidad y el tamaño de los carburos debe ser
lo más bajo posible.
Figura 2.23. Micrografía de la zona soldada: (a) t=4ms, I=3.2x1 O^/V/m2; (b) t=4ms I6.4x1 o'W/m2. [38]
Figura 2.24. Micrografía de la zona soldada: (a) t=4ms, I=9.5x1 O^V/m2; (b) t=8msg.SxIO'Vv/m2. [38]

49
La Figura 2.25 muestra que el tamaño de la zona de fusión aumenta
conforme la intensidad y la duración del pulso se incrementan.
o.oo400 600 800 1000 1200 1400 1600 1800 2000
Potencia (W)
Figura 2.25. Potencia pico vs Ancho de zona defusión. [6]
El comportamiento de la Figura 2.26 se atribuye al hecho de que al
desenfocar el haz, la densidad de potencia disminuye, debido a que el área de
incidencia se amplía y, en consecuencia, una mayor proporción de energía se
consume en la fusión del material.
0.12
EE o.io i.
CM ^\* -^ 0.08 \ /N \ Ju_ \ /^Oj 0.06 \ /
T3 ^~-« —^mO
IC 0.04 E =6J
OJ
E t = 6 ms
r^ 0.02t = 20 mm/s
-2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5
Distancia desde el plano (mm)
Figura 2.26. Haz desenfocado vs Ancho de zona de fusión. [6]

CAPITULO 3.
METODOLOGÍA
3.1 INTRODUCCIÓN A LA METODOLOGÍA
50
Se realizó una investigación del efecto de los parámetros de soldadura
(Densidad de potencia, Energía, Duración de pulso, Frecuencia y Velocidad de
avance), sobre las características microestructurales de un CMM con la
especificación AI-MetGraf 7-200, soldado con láser pulsado de Nd:YAG a
diferentes niveles.
3.2 MATERIAL
El material utilizado en este estudio fue el compuesto de matriz metálica
reforzado con grafito AI-MetGraf 7-200. Las características principales del
material se enlistan en la Tabla 3.1. La Figura 3.1 muestra la orientación de
fibra de acuerdo al corte de la placa.

51
Tabla 3.1 Propiedades físicas del compuesto AIMetGraf 7-200.
Al MetGraf 7-200
Aleación de A413(AI-12.5%Si) Esfuerzo de cedencia 15.9
Matriz: (ksi en compresión):
Conductividad Plano xy: 185-200 Módulo de Young (msi) 12.9
Térmica (W/mK): Espesor z: 125
Cp (J/gK): 0.879 Res. a la flexión (ksi): 23
CTE (Avg. 20°C to Plano xy: 7 Resistividad eléctrica 6.89
150°C ppm/C): Espesor z: 24 (u.ohm.cm)
Resistencia a la Plano xy: 13.5 Dureza (Rockwell E): 60-80
tensión (ksi): Espesor z: 5.5
Resistencia a la 29.4 Densidad (g/cc) 2.46
compresión (ksi):
Figura 3.1 Inspección al compuesto de matriz dealuminio reforzado con 30% en volumen degrafito. De izquierda a derecha. A) Micrografía normal a la superficie de montaje (plano z). B)
Micrografía paralela a la superficie de montaje (plano xy)
En cuanto a la composición química de la matriz del CMM, el fabricante
señala que corresponde a una aleación eutéctica A413. Ver Tabla 3.2.
Tabla 3.2 Composición química de la matriz del compuesto AI-MetGraf 7-200.
Aluminum Die Casting Alloys 413
Al Sn Mg Cu Mn Fe Si Zn Ni
BAL. 0.15% 0.36% 1.0% 0.35% 2.0% 11.0-13.0% 0.50% 0.50% | 855K

A.
52
La composición química y la temperatura de fusión de los metales de aporte
utilizados para el análisis del material bajo el proceso de soldadura láser-
brazing se muestran en la Tabla 3.3.
Tabla 3.3 Composición química de los metales de aporte utilizados. Tabla superior;composición química de una aleación Al/Si eutéctica. Tabla inferior; composición química de
una aleación Al/Zn eutéctica.
Certanium 55®
Al Ti Mg Cu Mn Fe Si Zn Be Melt. R.
BAL. .15% .10%
max.
.30%
max.
.15%
max.
.80% 11-13% .20%
max.
.0008%
max.
850K
Lucas Milhaup® Al 822
Al Ti Mg Cu Mn Fe Si Zn Be Melt. R.
22% 78% 755K
3.3 MÉTODOS
3.3.1 Preparación de las probetas antes de la soldadura
Para el estudio del efecto de los parámetros de soldadura láser Nd:YAG
sobre la soldabilidad del material MetGraf 7-200 se recibió una placa de 21.6 x
15.5x 1.3 cm provista por la Universidad de Texas A&M, la cual fue seccionada
en placas más pequeñas. Ver Figura 3.2.

53
1.85 215.9
66 nVMHVMlM
Figura 3.2 Corte de placa en secciones pequeñas del CMM MetGraf 7-200.
Después del corte se obtuvieron 69 placas con el sentido de las fibras degrafito en posición longitudinal a la forma de la placa y 66 en el sentidotransversal. La razón por la que se seccionó el material de esa forma fue para
uniformizar las propiedades térmicas si fuere posible obtener una unión sana.
Figura 3.3.
lili!'
0 cm. 1
Figura 3.3 Probeta a tamaño natural del CMM MetGraf 7-200 utilizada en el diseño deexperimentos.
Antes de proceder con la aplicación de soldadura, cada placa fue primero
pulida en seco mediante lija grado 1200, después se limpiaron con alcoholmediante ultrasonido durante 10 minutos en una máquina Branson 5520, con el
fin de evitar la inclusión de óxidos. Finalmente, se utilizó aire caliente para secar
las probetas y no se dejó pasar más de media hora para la aplicación del láser.
Ver Figura 3.4.

54
"F "• -
Figura 3.4 Limpieza previa a la aplicación de soldadura, (a) Limpieza en seco, (b) Limpiezacon ultrasonido, (c) Secado de la pieza.
Después de la limpieza, durante las corridas de soldadura, el gas de
protección fue Argón de alta pureza. Respecto a la preparación del metal de
aporte, este fue preparado como muestra la Figura 3.5.
T$4 (a)
Figura 3.5 Preparación del metal deaporte, (a) Limpieza con alcohol de la varilla de aporte yde las herramientas, (b) Deformación de la varilla, (c) Limpieza final del aporte con espesor ya
reducido.
Las pruebas hechas con proceso láser-brazing, utilizando; recubrimiento de oro,
estaño y zinc, se realizaron mediante los métodos de extracción atómica por
medio de electrodo (sputtering) y electrodeposición, a fin de reducir la energía
libre de Gibbs y evitar la formación de fases indeseables y mejorar la
soldabilidad del CMM. Ver Figura 3.6.

55
Figura 3.6. Metodologías de recubrimiento superficial, a) Recubrimiento de oro por medio deextracción atómica, b) Recubrimiento de estaño y zinc por medio de electrodeposición.
3.3.2 Método de aplicación utilizando proceso láser convencional.
La máquina utilizada en este estudio fue un modelo BU 160 Nd:YAG
pulsado, con las características que se muestran en la Tabla 3.4.
Tabla 3.4 Características del equipo láser utilizado en COMIMSA.
Sistema Láser Nd:YAG BU 160
Potencia pico 7500 W
Frecuencia máxima 20 Hz
Duración de pulso máxima 20 ms
Energía de salida máxima 60 J fe
Potencia promedio 160 W

56
Sobre cada probeta se aplicaron cordones en forma transversal al largo de la
placa de acuerdo a los niveles especificados en los diseños experimentales
como muestra la Figura 3.7.
Gas Ar
CMMAI/Gr
Figura 3.7 Elaboración de las probetas para análisis geométrico, de dureza ymicroestructural.
3.3.3 Método de aplicación utilizando proceso láser-brazing.
Respecto al análisis con aporte y recubrimiento, se utilizó la misma maquina
BU 160 Nd:YAG pulsado, ocupando los niveles de los diseños de experimentos.
La aplicación de la soldadura fue en uniones a traslape y combinando el método
láser convencional con el método de soldadura fuerte, para lo cual se diseño un
sistema de sujeción, a fin de lograr las condiciones adecenadas de presión y
enfoque. Ver Figura 3.8.
Figura 3.8 Aplicación de soldadura Láser-Brazing, A) Diagrama de aplicación. B) Sistema desujeción.

57
3.3.4 Diseño de experimentos.
Para la experimentación se utilizaron modelos factoriales completos 2k y 3k,con 2k -1 y 3k -1 grados de libertad. El motivo porel cual se seleccionó este tipo
de diseño, es porque cubre todas las posibles combinaciones de los niveles de
cada factor, así como, muestran mejor las interacciones que se presentan entre
variables. Los rangos se establecieron de acuerdo a la bibliografía analizada en
el Capítulo 2.
El primer diseño se realizó con el fin de conocer la relación existente entre
los parámetros de soldadura y la geometría de unión, empleando un diseño de
experimentos multinivel completo, con tres factores, tres niveles y 27 corridas
en forma aleatoria. Las variables estudiadas del primer diseño pueden verse en
la Tabla 3.5.
Tabla 3.5 Primer diseño de experimentos con el fin de analizar la relación existente entre losparámetros de soldadura y la geometría del cordón.
Variables Independientes Niveles
i Densidad de potencia 1.2MW/cm2 1.3MW/cmz 1.45MW/crrf
t Duración de pulso 2.5 ms 3.5 ms 4.5 ms
s Velocidad de avance 0.5 mm/s 1.5 mm/s 2.5 mm/s
Variables dependientesF Frecuencia 20 Hz
1 Área punto de incidencia 0.003 cm¿
2 Distancia focal 20 cm
3 Desenfoque -1 mm
4 Flujo gas protección (Ar) 3 L/min
5 Forma de onda cuadrada
La segunda etapa de la experimentación incluyó un modelo 34 con el fin deanalizar los defectos en la zona central y de fusión (principalmente la fase

58
perjudicial de AI4C3 y constricciones). El modelo estuvo compuesto de 80
probetas, a fin de analizar cuáles son los parámetros adecuados, donde la zona
afectada por el calor es más estrecha, la banda de constricciones es mínima y
la formación de carburos es reducida. Las variables analizadas se muestran en
la Tabla 3.6.
Tabla 3.6. Diseño de experimentos con el fin de analizar la relación existente entre losparámetros de soldadura y el nivel de porosidad.
Variables Independientes Niveles
Pp Potencia pico 2850 W 3000 W 3150 W
F Frecuencia 10 Hz 15 Hz 20 Hz
t Duración de pulso 3 ms 4 ms 5 ms
s Velocidad de avance 1 mm/s 3 mm/s 5 mm/s
Variables dependientes
Potencia Max. equipo • 7500 W
1 Área punto de incidencia 0.003 cm¿
2 Distancia focal 20 cm
3 Desenfoque -1 mm
4 Flujo gas protección (Ar) 3 L/min
5 Forma de onda cuadrada
Por otra parte, con el fin de evaluar la capacidad del material de ser unido
mediante el uso de metal de aporte, se realizó una tercera experimentación
utilizando nuevas condiciones de trabajo (metal de aporte y recubrimiento). Ver
Tabla 3.7.
La evaluación de las variables independientes a la hora de analizar el
comportamiento del CMM (utilizando metal de aporte) fue hecho únicamente en
forma visual a partir de la inspección metalográfica y no se realizó ningún

,
59
análisis estadístico en está parte de la experimentación, esto porque fue
imposible cuantificar el grado de coalescencia de la unión.
Tabla3.7 Variables analizadas al unir el corr puesto con metal de aporte.
V. Independientes Niveles
Pp 5260W 6375W
F 8Hz 10Hz 14Hz
t 3.4ms 5ms
s 0.2 2
Recubrimiento Zn Au Sn
Aporte Al/Si Al/Zn
V. Dependientes
Pp máxima del equipo - 7500 WA
2
0.003 cm
f 20 cm
g Ar - 3 L/min
w Squared
3.3.5 Metodología de inspección metalográfica
La inspección microestructural y de dimensiones geométricas se hizo
siguiendo los pasos de la Tabla 3.8, a partir de cortes transversales como
muestra la Figura 3.9.
Figura 3.9 Representación del corte transversal del cordón para inspección metalográfica,donde A representa el ancho del cordón y B la profundidad.

Tabla 3.8 Pasos aplicados en la metodología de evaluación.
PASOS
1. Limpieza de la
probeta en seco
mediante lija
número 1200.
2. Limpieza del
material
mediante alcohol
utilizando
ultrasonido
3. Aplicación de
soldadura bajo
los parámetros
indicados en el
diseño
experimental.
4. Corte en seco de
la muestra
mediante disco
de diamante.
EQUIPO UTILIZADO
Figura 3.10 Pulidora Struers-Dap V®
Figura 3.11 Limpiador ultrasónico Branson-5510®
Figura 3.12 Equipo láser Nd:YAG IPG YLR-200®yORLÁSERETS-160®
Figura 3.13 Cortador Struers-Discotom 6®
60

5. Montaje en frío
de la sección
transversal
mediante resina
epóxica.
6. Desbaste en
seco mediante
lija 400 hasta
1200.
7. Pulido espejo
mediante
solución de
diamante.
8. Ataque químico
con Keller's
9. Inspección visual.
61
'OaroCit
Figura 3.14 Resina epoxica
Figura 3.15 Pulidor Struers-Knuth®
Figura 3.16 Pulidor automático Allied-Dualpred3®
2ml HF, 3ml HCI, 5ml HN03, 190ml H20
Figura 3.17 Estereoscopio Olympus-SZX10®

10. Inspección por
medio de
microscopía
óptica.
11. Inspección por
medio de
microscopia
electrónica de
barrido.
12. Análisis de
microdureza
62
Figura 3.18 Microscopio óptico Olympus PMG3®
Figura 3.19 Microscopio Electrónico de barrido
Figura 3.20 Durómetro Instron-Tukon 2100B®

CAPITULO 4.
RESULTADOS
4.1 CARACTERIZACIÓN DEL MATERIAL.
63
El primer resultado obtenido fue la caracterización del compuesto (CMM
Al/Gr). Se determinó que la matriz es un aluminio eutéctico (12.5% de Si) con
composición química dada en la Tabla 3.3 y con una dureza aproximada (según
el fabricante) de 60 - 80 (Rockwell E).
El refuerzo se compone de fibras de grafito con una proporción del 30% del
volumen del compuesto. El largo promedio de fibras a partir de 11 mediciones
fue de 300 um con una desviación estándar de 2.7 y una varianza de la muestra
de 7.3. [4], así como un diámetro promedio de 11.7 um.
Después de realizar la caracterización y preparación del material, se
procedió a correr los diseños experimentales descritos en el Capítulo 3. Los
resultados de los dos primeros diseños experimentales y parte de las probetas
analizadas se muestran en las Tablas 4.1, 4.2 y 4.3.

64
Tabla 4.1 Resultados del primer diseño experimental para el estudio de parámetros.
Variables Independientes Niveles
I Densidad de potencia 1.2MW/cm2 1.3MW/cnr 1.45MW7crrf
t Duración de pulso 2.5 ms 3.5 ms 4.5 ms
s Velocidad de avance 0.5 mm/s 1.5 mm/s 2.5 mm/s
Variables dependiente 5
F Frecuencia 20 Hz
1 Área punto de incidencia 0.003 cm'
2 Distancia focal 20 cm
3 Desenfoque -1 mm
4 Flujo gas protección (Ar) 3 L/min
5 Forma de onda cuadrada
Probet I t s Profundidad (um) Ancho (um)
1 1.2 2,5 0,5 136 967
2 1.2 2,5 1,5 154 965
3 1.2 2,5 2,5 130 873
4 1.2 3,5 0,5 139 965
5 1.2 3,5 1,5 196 862
6 1.2 3,5 2,5 119 1011
7 1.2 4,5 0,5 149 851
8 1.2 4,5 1,5 169 993
9 1.2 4,5 2,5 156 1018
10 1.3 2,5 0,5 303 1020
11 1.3 2,5 1,5 141 1050
12 1.3 2,5 2,5 165 906
13 1.3 3,5 0,5 410 1154
14 1.3 3,5 1,5 321 1040
15 1.3 3,5 2,5 191 1029
16 1.3 4,5 0,5 372 1167
17 1.3 4,5 1,5 360 1367
18 1.3 4,5 2,5 187 1006
19 1.45 2,5 0,5 451 1266
20 1.45 2,5 1,5 361 1075
21 1.45 2,5 2,5 428 993
22 1.45 3,5 0,5 765 1519
23 1.45 3,5 1,5 721 1270
24 1.45 3,5 2,5 470 1222
25 1.45 4,5 0,5 763 1728
26 1.45 4,5 1,5 668 1567
27 1.45 4,5 2,5 354 1295

I
65
Tabla 4.2 Resultados del segundo diseño experimental para el análisis de defectos.
Variables Independientes Niveles
Pp Potencia pico 2850 W 3000 W 3150W
F Frecuencia 10 Hz 15 Hz 20 Hz
t Duración de pulso 3 ms 4 ms 5 ms
s Velocidad de avance 1 mm/s 3 mm/s 5 mm/s
Variables dependientes -^^BPTBBBBWI
Potencia Max. equipo = 7500 W
1 Área punto de incidencia 0.003 cm
2 Distancia focal 20 cm
3 Desenfoque -1 mm
4 Flujo gas protección (Ar) 3 L/min
5 Forma de onda cuadrada
Prueba %Pp s ^™%Constricciones
1 38 3 10 1 0,41
2 40 5 20 3 0,55
3 42 3 20 5 0,73
4 42 5 10 1 0,87
5 38 5 20 3 0,59
6 42 5 10 5 0,67
7 38 5 15 1 0,77
8 40 5 10 3 0,81
9 42 4 20 5 0,68
10 42 4 15 5 0,65
11 40 4 10 3 0,66
12 42 3 20 3 0,86
13 38 4 15 1 0,57
14 40 4 15 3 0,55
15 38 4 20 5 0,28
16 40 5 15 5 0,41
17 40 4 20 3 0,44
18 42 3 15 5 0,74
19 38 5 10 3 0,23
20 40 5 15 3 0,56
21 42 5 20 1 0,87
22 38 5 20 1 0,59
23 38 5 15 5 0,57
24 40 3 15 1 0,70
25 38 3 15 3 0,59
26 40 3 15 5 0,22
27 38 4 10 1 0,19
28 40 4 15 1 0,65
29 38 4 20 1 0,53
30 42 4 10 1 0,51

2^
$$
2Z
IÜ2
2%
%%
$$
%S
82
2&
8™
%%
V2
S™
%&
&*
&&
*&
&±
°%
£"
%#
2%
®"
4*.
-fc».
Ni
ON
JO
©O
WW
aO
aW
aO
OW
aW
C0
N)O
(»
a)C
üO
N)N
JO
WO
C0
WO
CB
NJM
NN
3O
(0
OC
0W
Ofl0
00
Au
^aiu
iw
^w
aiu
AA
AA
AaiA
üiü
iaitA
)W
Aw
o3
Aü
iw
üiu
4iw
wcn
Au
wA
wu
uA
üiu
io
iA
wu
OÍ
OO
lO
WIO
IO
-ilO
-^
Mh
J^
^^
^-'N
JM
tO
-k
^^
^^
OO
^O
O^
O^
^^
^^
^^
O^
^^
O^
TÍi^
^^
^^
^o
^^
o^
oo
^^
^^
^o
O
-k
-iw
ai-'W
WW
Uw
waiu
uai-'O
iu
oiu
-'-
'-'W
üio
i-'U
üiw
wcflü
i-'O
iai-'-
'ai-^
oiu
iai
en
oo
oo
oo
oo
oo
oo
oo
oo
oo
oo
oo
oo
_o
_o
_o
_o
_o
_o
_o
_o
~<o
Vi
"-vi
"*.
b">
ji»
wui
a"4
1oí
b*
as
"^ui
row
«b
sw
ww
(Dff
iw
uo
^oí
aoí
wQ
)O
)«
>j
Ato
^^
iü
iw
wo
JA
OJ^
üiu
wio
uio
uo
ís
*•
>j
o
oo
oo
oo
oo
oo
_o
o_
o_
o_
oo
oN
)co
ai
loV
i"o
í"n
j"-»
.o
aco
wso
wí'^
Aü
DO
)-ico
oa)O
í>
en
en

-
67
20 5 0,75
10 1 0,62
15 3 0,64
10 3 0,36
15 3 0,43
15 3 0,75
10 1 0,65
10 5 0,47
10 3 0,77
20 1 0,79
15 1 0,94
20 5 0,75
10 1 0,62
15 3 0,64
79 40 5
80 40 3
81 38 5
71 40 3
72 38 4
73 40 3
74 38 5
75 40 5
76 42 4
77 40 3
78 42 4
79 40 5
80 40 3
81 38 5
Tabla 4.3 Parte de las probetas analizadas para el estudio de parámetros.0.5 mm/s 1.5 mm/s 2.5 mm/s
Pp = 3375
t = 3.5
Pp = 3375
t = 4.5
Pp = 4125
t = 2.5
Pp = 4125
t=3.5
:ráSP9
,*&&)&
^•>^mr&^€ WsSmSmS^M

68
4.2 INFLUENCIA DEL ENFOQUE SOBRE LA GEOMETRÍA DEL
CORDÓN
Con el fin de reducir la cantidad de probetas, antes de llevar a cabo la
experimentación, se optó por fijar el enfoque. Para esto se varió el mismo a
distintos niveles, dejando fijas las demás variables de entrada. Ver Figura 4.1.
De está forma el nivel de desenfoque se fijó a 1mm por debajo del plano
focal. [6]
«ano |focal
Distancia
/ focal
A Profundidad
• Diámetro
l.b
1.4 ••
E
••
•
• i.a
1.0
3*-»
'5bco
—1
AA
0.8
0.6 a
•A 0.4 A
0.2 A
2.5 2.0 1.5 1.0 0.5 0 -0.5 -1.0 -1.5 -2.0
Distancia desde el plano focal (mm)
Figura 4.1 Efecto del desenfoque del haz sobre la profundidad ydiámetro del punto deincidencia utilizando PP = 4125 W; F = 20 Hz; t =2 ms; s = 300 mm/min.

69
4.3 INFLUENCIA DE LOS PARÁMETROS DE PROCESO SOBRE
LA PROFUNDIDAD.
Después de fijar la distancia focal, el análisis del primer diseño de
experimentos mostró que la variable que más afecta la profundidad de
penetración, en el CMM de Al/Gr, es la potencia pico (es decir laenergía/duración de pulso), como muestran las Figuras 4.2 y 4.3.
600
§500Q 400
¡L3005 200E
Potencia - P Duración de Pulso - t Velocidad de avan. - s
3375 W 3750 W 4125 W 2.5 ms 3.5 ms 4.5 ms 0.5 mm/s 1.5 mm/s 2.5 mm/s
Figura 4.2 Efecto de los parámetros de soldadura con respecto a la penetración, utilizandotres niveles de entrada.
Figura 4.3 Efecto de los parámetros de soldadura sobre la profundidad yancho del cordón.1y 1a) Pp=4500W; 2 y2a) Pp=4125W; 3 y 3a) Pp=3750W; 4 y4a) Pp=3375W
Todas las pruebas con F= 8Hz, t=8ms utilizando gas Argón.

70
4.4 EFECTO DE LOS PARÁMETROS DE PROCESO SOBRE EL
ANCHO DEL CORDÓN.
Los resultados analizados en cuanto al ancho del cordón mostraron también
que conforme aumenta la duración del pulso este también aumenta con elconsiguiente incremento de zona afectada por el calor, como muestra la Figura
4.4.
Figura 4.4 Efecto de las variables de entrada con respecto al ancho del cordón utilizandodiferentes niveles de entrada, a) P = 4500W, t = 4ms; b) P = 4500W, t = 8ms.
4.5 EFECTO DE LOS PARÁMETROS DE PROCESO EN EL
NIVEL DE DEFECTOS DEL CORDÓN.
Después de realizar el diseño experimental, el análisis mostró ladependencia que tiene la banda de constricciones formada en el contorno de lazona de fusión con respecto a los parámetros de soldadura.

71
El análisis mostró que la potencia y las interacciones entre las variables
dependientes del tiempo (duración de pulso, frecuencia y velocidad de
soldadura), son las responsables de la formación de constricciones en la matriz,
lo cual será explicado en la sección de discusión. Ver Figura4.5.
Figura 4.5 Efecto de las variables de entrada con respecto al nivel de constriccionesencontrado en un área de 10000um2 utilizando diferentes niveles de entrada.
Respecto a la fase indeseable de AI4C3 se observó que su formación está
estrechamente ligada a la densidad de potencia del haz. Sin embargo, las
variables dependientes del tiempo también tienen influencia. Ver Figura 4.6.
El resultado del análisis de parámetros, sobre la formación de AI4C3 mostró
cómo al aumentar la potencia y por ende la densidad de potencia, también el
tamaño y cantidad del carburos nocivos, como muestra la Figura 4.6.

72
Figura 4.6 Efecto de las variables deentrada con respecto al nivel de AI4C3 utilizandodiferentes niveles de entrada, a) Pp = 4875W t = 8ms. b) 4500W, t = 4ms. c) Pp = 4125W,
t = 4ms. c) Pp = 3000W, t = 5ms.

73
4.6 INFLUENCIA DE LOS PARÁMETROS DE PROCESO SOBRE
LA DUREZA DEL CORDÓN.
Después de la primera parte de la experimentación se evaluó la dureza del
material y de las soldaduras de acuerdo a la especificación ASTM C1671 - 07
utilizando un microdurómetro Future Tech®, utilizando una carga de 200gr. La
inspección se realizó a 6 probetas del primer diseño de experimentos. Ver Tabla
4.4 y Figura 4.7.
Tabla 4.4 Análisis de datos sobre el diámetro del refuerzo de grafito utilizando 11 mediciones
Muestra Pp(W) t(ms) s (mm/s)
3 4125 2,5 0,5
4 4125 3,5 2,5
6 4125 4,5 0,5
12 4125 3,5 0,5
14 4125 4,5 1,5
11 3375 4,5 0,5
,**v •
gtt&j&KÍWi
Figura 4.7 Interacción de variables para el nivel deconstricciones en la ZAC. (Media dedatos).

74
El perfil de dureza se muestra en la Figura 4.8, las mediciones fueronhechas con una separación de 200um. los resultados de está gráfica y de lasanteriores se analizan y discuten en el Capítulo 5.
300
250
x 200
•
S 150E
q 100
50
0
lililí "j I-2 -1 0 1 2
Posición
Figura 4.8 Perfil de dureza realizado a 6 probetas utilizando tres niveles de entrada.
4.7 COMPORTAMIENTO DEL CMM Al/Gr BAJO PROCESO DE
SOLDADURA LÁSER - BRAZING
Después de analizar el comportamiento del CMM AI-MetGraf 7-200 bajo los
principales parámetros de soldadura láser pulsada de Nd:YAG y cuyo análisisse explicará a detalle en la sección de discusión (Capítulo 5), se analizó elcomportamiento del CMM AI-MetGraf 7-200 bajo el parámetro de soldadura
láser brazing.
El resultado de la experimentación fue el análisis del comportamiento del CMM
utilizando proceso de soldadura láser-brazing, bajo distintas condiciones de
proceso (dos diferentes aportes y cuatro condiciones superficiales distintas).

75
Debido a que el proceso láser-brazing es un proceso que no requiere fundir
el material base para formar la unión, fue necesario el diseño de un herramental
que ayudara a mantener unidas las placas en el momento en que el metal de
aporte estuviera en estado líquido. La herramienta de trabajo y la modificación
al material base se muestran en las Figura 4.9 y 4.10.
Figura 4.9. Corte en forma de cajón a la orilla de cada probeta, con el fin de lograr elempalme del metal de aporte, a) Vista transversal, b) Vista longitudinal.
Figura 4.10. Herramienta de sujeción diseñada para la aplicación de láser-brazing.

76
4.7.1 Comportamiento del material sin la utilización de recubrimiento.
Parte de los resultados, de las pruebas hechas, utilizando material de aporte
Al/Zn y sin recubrimiento superficial se muestran en la Figura 4.11. En ella se
muestra la inspección metalográfica de las uniones.
Figura 4.11. Probetas analizadas hechas mediante proceso láser-brazing con aporte deAl/Zn.
Los parámetros utilizados en la Figura 4.11, se muestran en la Tabla 4.5. El
análisis de todas las experimentaciones se discutirán en el Capítulo 5.
Tabla 4.5 Valores utilizados durante la aplicación de soldadura láser-brazing utilizando aporteAl/Zn, y sin recubrimiento del CMM
Prueba Pp(W) t(ms) F(Hz) s(mm/s) Aporte
1 6000 4 8 0.5 Zn
2 6375 5 8 0.5 Zn
3 6375 4 8 1.5 Zn
4 6000 5 8 1.5 Zn
Los resultados mostraron que, las probetas con mejor aspecto, soldadas
mediante proceso láser-brazing, utilizando aporte y sin recubrimiento, fueron las

77
que se hicieron con valores cercanos a; Pp= 5400W, t = 4ms, F - 20Hz, s -
1.5mm/s y con aporte Al/Si AWS 4049, como se puede veren la Figura 4.12.
Figura 4.12 Uniones soldadas mediante láser-brazing utilizando valores cercanos a Pp-5400W, t = 4ms, F = 20Hz, s = 1.5mm/s y con aporte Al/Si AWS4049

78
4.7.2 Comportamiento del material utilizando recubrimiento de oro, estaño
y zinc.
Al utilizar el proceso láser-brazing utilizando recubrimiento de oro, no se
observaron cambios significativos en la microestructura de la unión, respecto a
las probetas hechas sin recubrimiento. Ver Figura 4.13 y Tabla 4.6.
Tabla 4.6 Parámetros utilizados durante la soldadura láser-brazing utilizando oro comorecubrimiento.
Probeta Enfoque s (mm/s) Número de pasadas
5 0 1.5 1
6 2 0.2 1
7 0 1.5 2
8 2 0.2 2
Figura 4.13 Soldadura láser-brazing utilizando oro como recubrimiento. Todas las pruebashechas con P.P = 5260W; t = 5ms; F = 10Hz; Aporte Al/Si (4047).

79
Por otra parte, así como en las pruebas sin recubrimiento, los resultados
mostraron que el proceso láser-brazing afecta en menor medida el CMM,
comparándolo con el proceso láser normal y sin aporte, como se ve en la Figura
4.14.
100um
&
^^*«*^~r
Figura 4.14 Análisis microestructural de la zona central de probeta recubierta con oro. a)Zona de Fusión del metal de aporte con el MMC. b) Zona de afectación en la matriz, c)
Elementos químicos presentes en la zona de fusión.
Respecto al comportamiento del material utilizando recubrimiento de zinc y
estaño, los resultados fueron insatisfactorios debido a que se observo una
perdida de sanidad en la zona central del cordón y en las paredes de la junta,
como se observa en las Figuras 4.15 y 4.16.
• 3oopn
Figura 4.15 Soldadura láser-brazing utilizando zinc y estaño como recubrimiento. Todas laspruebas hechas con P.P = 6375W; t = 3.4ms; Aporte Al/Si (4047).
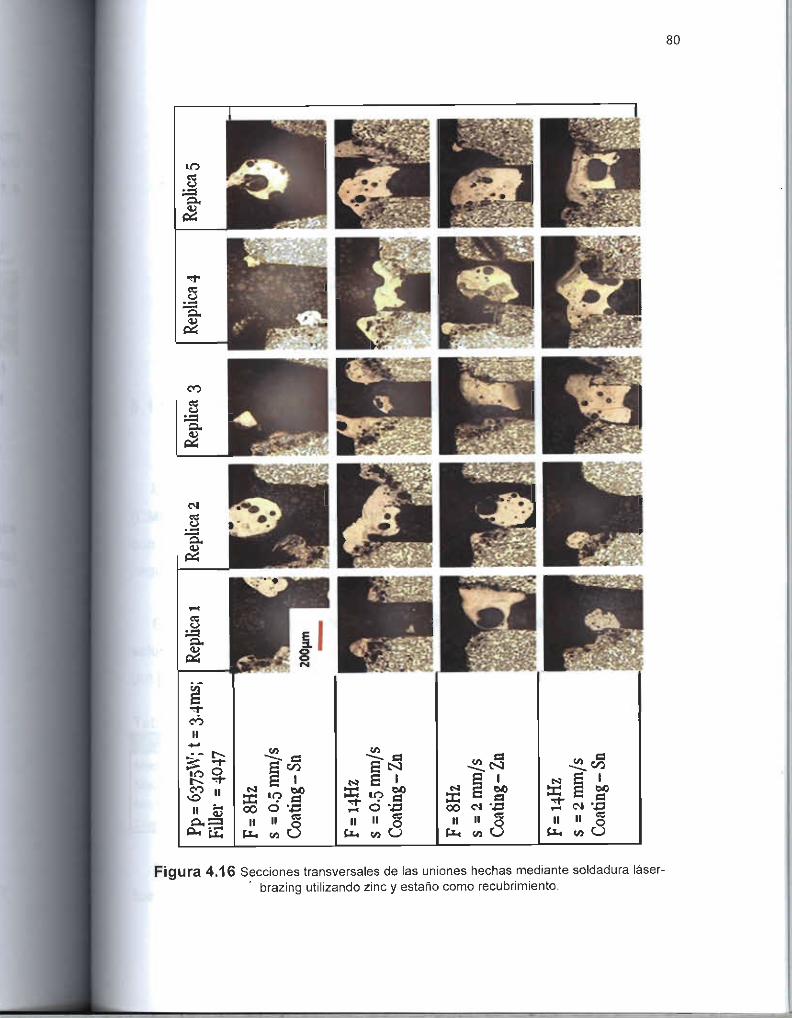
(Q C 3 *>
o>
05
(D
?l
0)
ON
=J
3<t
>(Q
(fí
&3
=:
3N
ü>B =
3
CL
O N 3'
O
< —1
& </)
Q.
oT C/3 o'
=3 CE
¡y)
=r
co o
fD 5" o o o Oa O Q
-C
ü
Q.
c
Pp=
6375
W;t
=3.
4ms;
Fille
r=
4047
F=
8H
z
s•
0.5
mm
/sC
oati
ng-S
n
F-m
Hz
s=
0.5
mm
/sC
oati
ng-Z
n
F=
8H
z
s=
2m
m/s
Coa
ting
-Zn
F=
uH
zs
=2
mm
/sC
oati
ng-S
n
Repl
ica
1
co
o

CAPITULO 5
DISCUSIÓN
5.1 PREÁMBULO A LA DISCUSIÓN.
81
De acuerdo a los resultados obtenidos de la caracterización del compuesto
(CMM Al/Gr), se determinó que la matriz es un aluminio eutéctico (12.5% de Si)
con composición química dada en la Tabla 3.3 y con una dureza aproximada
según el fabricante de 60 - 80 (Rockwell E).
El refuerzo se compone de fibras de grafito con una proporción del 30% del
volumen del compuesto. El largo promedio de fibras según el fabricante es 300
um [4], con diámetro promedio de 11.7 um. Ver Tabla 5.1.
Tabla 5.1 Análisis de datos sobre el diámetro del refuerzo de grafito utilizando 11 mediciones.
Diámetro de fibra (um)
Media 11,7272727 Varianza de la muestra 7,36818182
Mediana 11,5 Mínimo 8
Moda 10 Máximo 18,5
Desviación estándar 2,7144395
La primer observación hecha durante la caracterización del compuesto Al/Gr
fue la presencia de huecos entre la matriz y las fibras, debido a la poca

82
mojabilidad del aluminio con el grafito. Por está razón los fabricantes delmaterial hacen uso de infiltración por presión del aluminio fundido sobre las
fibras al elaborar el material (Advanced Pressure Infiltration Casting - APIC™).
Ver Figura 5.1 y 5.2.
Huecos
entre la
matriz y el
refuerzo.
Figura 5.1 Presencia de huecos entre el refuerzo yla matriz debido al proceso de fabricación.
Figura 5.2 Máquina de fundición para fabricación de MMCs Al/Gr, por infiltración demetallíquido asistida por presión utilizada por Metal Matrix Cast Composites®.

83
5.2 MICROESTRUCTURA GENERAL DEL CORDÓN SOLDADO
POR LÁSER Nd:YAG
La microestructura encontrada a lo largo de la experimentación mostró cuatro
regiones típicas, como puede verse en la Figura 5.3.
Zona A = Zona central de soldadura
Zona B = Región de fusión
Zona C = Banda de constricciones
> W«. 'sjr 4
m
,- •
: * l4
—itíEX45 500um 13 51 S
¡••i
Figura 5.3 Microestructura típica de soldadura láser Nd:YAG pulsado en CMM Al/Gr.

84
La primera región de la Figura 5.3 corresponde a la zona central del cordón
identificada como A, cuyas características generales corresponden a una
estructura dúplex de precipitados en forma de aguja y de placas finas de color
más claro, está región será analizada más a detalle en la Sección 5.5. Junto a
la región A, se encontró una zona estrecha de fusión identificada como B. Por
otra parte junto a la zona de fusión se encontró una zona afectada por el calor
marcada como C donde se encontró principalmente una banda de huecos o
constricciones de la matriz y fibras de grafito.
5.3 DEPENDENCIA DE LOS PARÁMETROS DE SOLDADURA
RESPECTO A LA GEOMETRÍA DEL CORDÓN.
En cuanto a la geometría del cordón se observó que la profundidad ésta
directamente ligada a la potencia y poco depende de los demás parámetros
como muestra la Figura 5.4.
Figura 5.4. Dependencia de la densidad de potencia con respeco a la profundidad depenetración, (a) I= 1.4 MW/cm2, t =6ms, F=20Hz, s=1mm/s. (b) I= 1.6 MW/cm2, t =6ms, F
10Hz, s=1mm/s.

85
Después de fijar la distancia focal el análisis del primer diseño de
experimentos mostró claramente que la variable que más afecta la penetración
en el CMM de Al/Gr es la potencia pico (es decir la energía/duración de pulso),
como muestra las Figuras 5.5 y 5.6.
600
500
400
300
| 200
Potencia - P Duración de Pulso - t
/ ^+ -•
3375 W 3750 W 4125 W 2.5 ms 3.5 ms 4.5 ms
0.5 mm/s 1.5 mm/s 2.5 mm/s
Figura 5.5. Efecto de lasvariables de entrada con respecto a la penetración utilizandodiferentes niveles de entrada.
Los resultados indicaron en este punto que la variable de entrada con mayor
influencia en la penetración es la potencia.
Por otra parte, en cuanto al ancho del cordón se observó que además de
depender de la potencia también tiene una fuerte dependencia de la duración
de pulso (como muestra la Figura 4.5) y de la distancia focal que incrementa o
disminuye el área de punto de incidencia (es decir la densidad de potencia).

Figura 5
86
Potencia pico = 3375 W
Duración de pulso = 4.5 ms
Frecuencia = 20 Hz
Densidad de potencia = 1.2 MW/cm2
Energía = 15.2 J
Velocidad de avance = 0.5 mm/s
Flujo de gas = 3 L/min
Potencia pico = 3750 W
Duración de pulso = 3.5 ms
Frecuencia = 20 Hz
Densidad de potencia = 1.3 MW/cm2
Energía = 13.1 J
íS&tS&ÍC? Velocidad de avance = 0.5 mm/s
*"& Flujo de gas = 3 L/min
Potencia pico = 4125W
Duración de pulso = 3.5 ms
Frecuencia = 20 Hz
Densidad de potencia = 1.45 MW/cm:
Energía = 14.4 J
Velocidad de avance = 0.5 mm/s
5S3R Flujo de gas = 3 L/min
8R-2QQ1JL
6. Efecto de los parámetros de soldadura sobre la profundidad y ancho del cordón.
Los resultados analizados en cuanto al ancho del cordón mostraron también
que conforme aumenta la duración de pulso este también aumenta con elconsiguiente incremento de zona afectada por el calor, como lo muestra la
Figura 5.7.
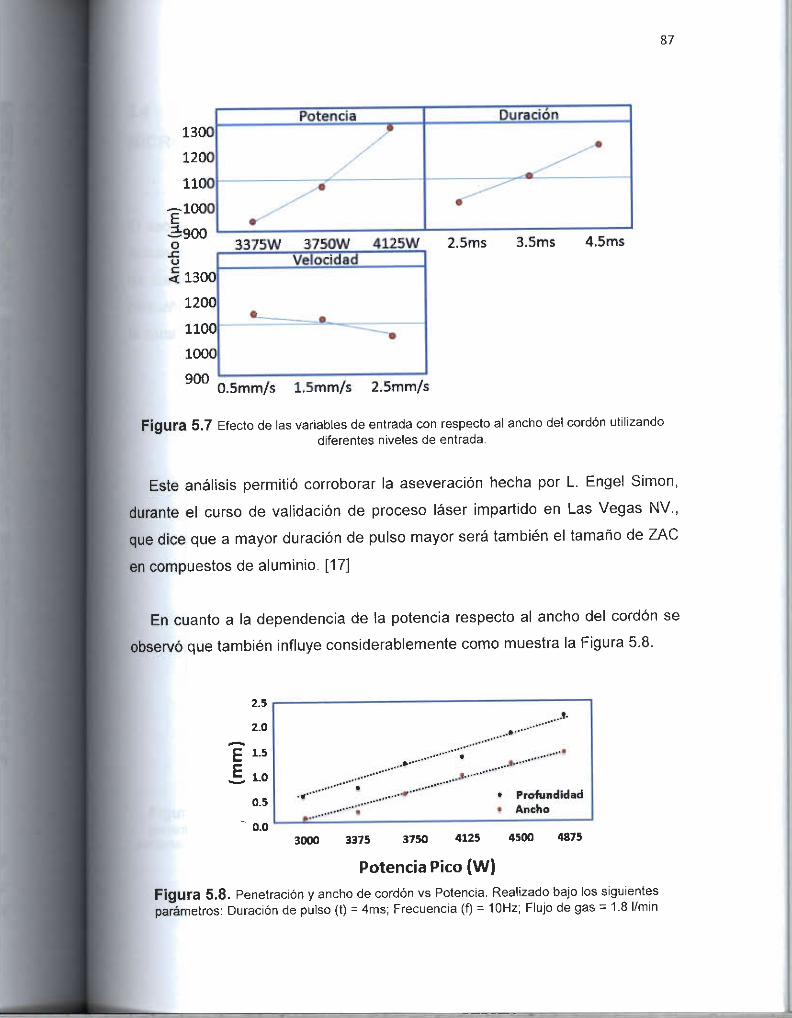
1300
1200
1100
-1000
Potencia Duración
X ^*
^ ^4125W 2.5ms 3.5ms 4.5ms
0.5mm/s 1.5mm/s 2.5mm/s
87
Figura 5.7 Efecto de las variables de entrada con respecto al ancho del cordón utilizandodiferentes niveles de entrada.
Este análisis permitió corroborar la aseveración hecha por L. Engel Simón,
durante el curso de validación de proceso láser impartido en Las Vegas NV.,
que dice que a mayor duración de pulso mayor será también el tamaño de ZAC
en compuestos de aluminio. [17]
En cuanto a la dependencia de la potencia respecto al ancho del cordón se
observó que también influye considerablemente como muestra la Figura 5.8.
2.5
2.0
E «E 1.0
0.5
0.0
...»
í#„ •...» ,...?•
,...t•
•••- •* ••'"' •
»"• .
3000
Profundidad
Ancho
3375 3750 4125 4500
Potencia Pico (W)
4875
Figura 5.8. Penetración yancho de cordón vs Potencia. Realizado bajo los siguientesparámetros: Duración de pulso (t) =4ms; Frecuencia (f) =10Hz; Flujo degas=1.8 l/min

88
5.4 INFLUENCIA DE LOS PARÁMETROS SOBRE LA
MICROESTRUCTURA DEL CORDÓN.
El uso del proceso láser a bajas energías de entrada y ciclos térmicos cortos
limitan la disolución del refuerzo de Grafito y la formación de la fase perjudicial
de carburo de aluminio (AI4C3). De hecho, fue encontrada únicamente una
pequeña región de AI4C3 + Si + una estructura celular eutéctica en el centro de
la zona de fusión al emplear bajas densidades potencia. Ver Figura 5.9.
Figura 5.9. Disminución en la formación de AI4C3 a baja densidad de potencia, (a) Vistageneral a 350X utilizando: I=1 MW/cm2, t =5ms, F=20Hz, s=3mm/s. (b) Zona central de
soldadura en forma de estructura eutéctica dendritica con sólo 6% de contenido de C. (c) Zonaexterior con trazas de AI4C3

89
La anterior estructura de solidificación fue rodeada primero por una banda
estrecha de Grafito + AI4C3 + estructura de solidificación eutéctica, y finalmente
por una región más grande de Fibras de grafito + estructura de solidificación
eutéctica + una región de huecos o constricciones de la matriz.
También se encontró que el área de las regiones antes descritas disminuía
conforme la densidad de potencia disminuía también y que el área de zona de
constricciones disminuía también conforme la energía de entrada era menor. Lo
anterior puede verse en la Figura 5.10, donde en (a) la zona de constricciones
es mayor que en (b) debido a que en la primera la energía por pulso fue de
19.2J a 20Hz y en (b) fue de 28.8J pero a 10Hz. Lo que corresponde a una
potencia promedio de 384W y 288W respectivamente.
Figura 5.10. Disminución de la zona de constricciones debido alcambio en la energía deentrada, duración de pulso y frecuencia, (a) E = 19.2J, t = 4ms, F = 20Hz y (b) E = 28.8J, t =
6ms, F = 10Hz. Ambas soldaduras utilizando I = 1.6 MW/cm2, s=1mm/s.
Se observó que la reacción del aluminio líquido con las fibras de Grafito (C)
forma el carburo AI4C3. Además se indica también un producto adicional de
silicio primario. Esto con base a lo reportado por Yue e Isaki [7] que muestran
que la energía libre de Gibbs (AG) de la reacción (Ver formula 7) se hace cada
vez más negativa por encima de 730 °C, indicando la formación de las fases
producto.
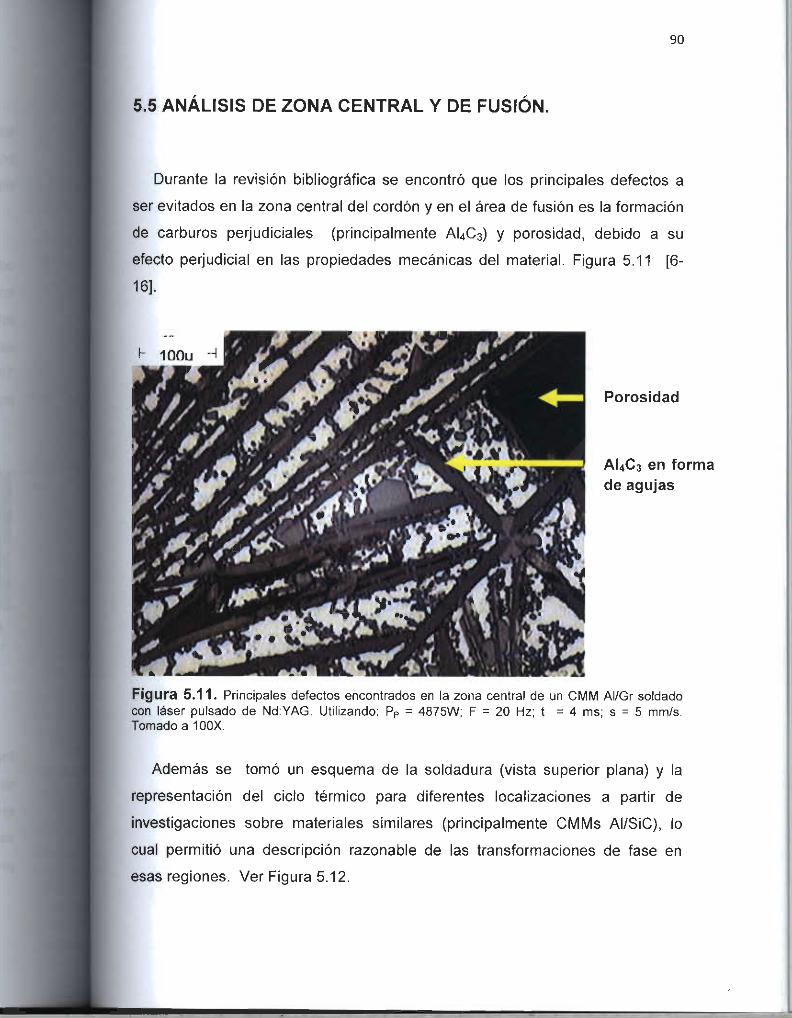
90
5.5 ANÁLISIS DE ZONA CENTRAL Y DE FUSIÓN.
Durante la revisión bibliográfica se encontró que los principales defectos a
ser evitados en la zona central del cordón y en el área de fusión es la formación
de carburos perjudiciales (principalmente AI4C3) y porosidad, debido a su
efecto perjudicial en las propiedades mecánicas del material. Figura 5.11 [6-
16].
y ioou
Porosidad
AI4C3 en forma
de agujas
Figura 5.11. Principales defectos encontrados en la zona central de un CMM Al/Gr soldadocon láser pulsado de Nd:YAG. Utilizando: PP = 4875W; F = 20 Hz; t = 4 ms; s = 5 mm/s.Tomado a 100X.
Además se tomó un esquema de la soldadura (vista superior plana) y la
representación del ciclo térmico para diferentes localizaciones a partir de
investigaciones sobre materiales similares (principalmente CMMs Al/SiC), lo
cual permitió una descripción razonable de las transformaciones de fase en
esas regiones. Ver Figura 5.12.

91
Tiempo
Figura 5.12. Representación del ciclo térmico para las diferentes regiones en un CMM Al/Grsoldadocon láser de Nd:YAG. D. Storjohann, 2005.
Después de la realización experimental se encontraron diferentes regiones
dentro de la zona de fusión en la sección transversal de las soldaduras. La
naturaleza de esas regiones es una función de la estabilidad de las fibras de
grafito (en el aluminio líquido), bajo un ciclo térmico transitorio, y el ciclo térmico
específico aplicado. Ver Figuras 5.12 y 5.13.
\

92
Potencia pico = 2850 W
Duración de pulso = 4 ms
Frecuencia = 20 Hz
Densidad de potencia = 0.95 MW/cm2
Energía = 11.4 J
Velocidad de avance = 5 mm/s
Flujo de gas = 3 L/min
Potencia pico = 3150 W
Duración de pulso = 5 ms
Frecuencia = 20 Hz
Densidad de potencia = 1.1 MW/cm2
Energía = 15.75 J
Velocidad de avance = 3 mm/s
Flujo de gas = 3 L/min
Potencia pico = 3375 W
Duración de pulso = 4 ms
Frecuencia = 20 Hz
Densidad de potencia =1.13 MW/cm2
Energía = 13,5 J
Velocidad de avance = 5 mm/s
Flujo de gas = 3 L/min
Figura 5.13. Efecto de los parámetros de soldadura sobre la microestructura delcordón.
Los rangos de calentamiento y enfriamiento asociados con el láser son
extremadamente rápidos, con ciclos térmicos transitorios, con una duración

93
aproximada de 10 ms. Los ciclos térmicos para varias regiones de la soldadura
en un CMM de SiC se muestran en la Figura 5.12.
Conociendo la microestructura inicial del compuesto antes de la soldadura
(AI(S)+Si(s) + C(S)), y tomando de referencia la Figura 5.12, es posible utilizar los
diferentes ciclos térmicos para deducir las transformaciones de fases
subsecuentes que tienen lugar sobre la soldadura.
En un láser de Nd:YAG pulsado, la región central de la soldadura está en
gran parte definida por la forma del perfil espacial del haz. Ver Figura 5.14.
1
0
Figura 5.14. Perfil espacial de una haz láser de Nd:YAG en forma de campana de Gausscon una densidad de potencia I= 1.5Kw/cm2. www.ophir-spiricon.com
Hasta aquí es razonable presumir que el material adyacente inmediatamente
a la zona central del perfil espacial estará cerca de la temperatura de
vaporización del Al, que es de alrededor de 2500 °C. Está región de la zona de
fusión está representada por el ciclo térmico A, y tiene suficiente energía
específica para disolver las fibras de grafito y formar una fase líquida
homogénea. Ver zona central de las Figuras 5.14 y 5.12.

94
El carbono y el silicio están en solución. La disolución de 30v/o de grafito en
el aluminio líquido incrementara el contenido de C. Sin embargo la matriz
liquida sufrirá un cambio a hipereutectoide como muestra el análisis de la
Figura 5.15.
Elem. % Atóm
C 8.75
0 3.01
Mg 0.50
Al 73.74
Si 14.00
112 3
Figura 5.15. Análisis por difracción de rayos Xen la matriz de la zona central de soldadura.
En el enfriamiento (aprox. 1950°C), el AI4C3 precipitará del líquido [19]. Está
temperatura está indicada como Tc en la Figura 4.8. Este carburo crece
conforme el carbono se consume desde el líquido. En el enfriamiento posterior,
la temperatura decrece justo por debajo del liquidus (TL) de la composición
hipereutéctica. En está temperatura, el Si primario comienza a precipitar desde
el líquido. El silicio nuclea sobre las placas existentes de AI4C3 y distorsiona la
superficie de las placas conforme la temperatura decrece como se ve en la
Figura 5.16.
N

12 3 4Full Scale 4781 cts Cursor: -0.011 (2082 ctsl
95
Nucleación de Si primario apartirde las agujas de AI4C3
keV
Figura 5.16. Análisis por difracción de rayos Xen los precipitados de Silicio.

96
Cuando la temperatura alcanza la temperatura eutéctica efectiva TE ellíquido remanente solidifica invariantemente como una estructura celulareutéctica de Al-Si. La morfología aparece como células de aluminio con Al-Simtracelular. La morfología final contiene, AUC3(S) ♦ Si(s) ♦ estructura desolidificación eutéctica celular de Al-Si +Fibras de grafito.
Figura 5.17. Morfología de la región cercana ala zona de fusión (región C).
La región inmediatamente adyacente a la zona de fusión central estácompuesta de AI4C3(S) ♦ Si(s) ♦ estructura eutéctica de Al-Si, la cual quedadefinida por el ciclo térmico Bde la Figura 5.12. Debido aque es una regiónintermedia se observa a cierta distancia alejada de la región central esrazonable inferir que el pico de temperatura experimentado por está región estápor debajo de la del pico de temperatura de la zona de fusión central. En estáregión el material experimenta un ciclo térmico suficiente para disolverparcialmente las fibras de grafito. El líquido restante, parcialmente enriquecidoen Si, sol.difica como una estructura celular eutéctica de Al-Si, como muestra laFigura 5.17.

97
La región de la zona de fusión más alejada de la línea central, consiste de fibras
de grafito dispersas en una estructura celular eutéctica de solidificación (Grafito
+ aleación eutéctica de Al-Si), quedando definida por el ciclo térmico marcado
como C en la Figura 5.12 y la zona D en la Figura 5.18. En está región ni el
tiempo ni la temperatura del ciclo térmico son suficientes para causar la
disolución del grafito.
Hasta aquí se puede resumir que cada pulso contiene tres regiones con las
fases microestructurales previamente descritas:
Zona A Figura 5.18 -» AI4C3+ Si + estructura hipereutéctica de Al-Si
Zona B Figura 5.18 ^ AI4C3 + Grafito + estructura eutéctica de Al-Si
Zona D Figura 5.18 -> Grafito + estructura eutéctica de Al-Si.
Figura 5.18. Representación del ciclo térmico para las diferentes regiones en un CMM Al/Grsoldado con láser de Nd:YAG.

98
5.6 ANÁLISIS DE DEFECTOS EN EL CORDÓN SOLDADO CONLÁSER Nd:YAG SIN MATERIAL DE APORTE.
5.6.1 Porosidad en zona central
Durante la solidificación, en la zona central y la de fusión, se encontró como
defectos prominentes grietas y poros cuando el compuesto AI-MetGraf-7200 es
soldado con láser de Nd:YAG en modo pulsado.
La porosidad en la zona A y B es debida a la alta viscosidad del compuesto
fundido cuando la duración de pulso es demasiado corta lo cual no permite a las
burbujas de gas escapar fácilmente como se ve en la Figura 5.19.
Figura 5.19 Porosidad encontrada en la zona de fusión (región B) cuando Pp =4125W t =4ms, F = 10Hz.
Se encontró que una duración de pulso y una frecuencia alta dejan que los
gases en la zona central escapen fácilmente reduciendo los poros, sin embargo
esto permite la formación de constricciones en la matriz como se explicará másadelante.

99
Por otra parte, una corta duración de pulso daría lugar a una velocidad de
enfriamiento alta que alentaría el desarrollo de grietas. Así la predisposición al
agrietamiento aumenta a medida que la intensidad del láser aumenta y la
duración de pulso disminuye. Un corto tiempo de solidificación también evita
que las burbujas puedan escapar lo suficientemente rápido del charco de
soldadura.
Aunado a lo anterior y con fin de lograr una correcta velocidad de
enfriamiento que evite la formación de grietas y poros se debe tomar en cuenta
el ciclo de trabajo de los pulsos del haz. El ciclo de trabajo de una señal
periódica es el ancho relativo de su parte positiva en relación con el período.
Expresado matemáticamente queda como se ve en la ecuación.
%D = 100* t*F. (9)
Donde:
%D = Porcentaje del ciclo de trabajo
t = Duración de pulso
F = Frecuencia.
De está forma según S. Engel [17] con el fin de reducir la porosidad en la zona
de fusión y reducir la ZAC, es necesario un enfriamiento adecuado, el cual se
logra controlando el ciclo de trabajo. Ver Figura 5.20.
Temperatura
Potencia pulsada
\l
Tiempo (sin dimensión)
Figura 5.20. Representaciónesquemática de un ciclo de trabajomenor a 50% como el utilizado en la
Figura 4.16

100
En las Figura 5.20 y 5.21, S. Ángel explica que el tiempo aproximado de
enfriamiento para los materiales con conductividad térmica cercana a la del
hierro es de dos veces el ancho de pulso, lo que resulta en un ciclo de trabajo
del 50% (Ver Figura 5.21).
u
iiiiiiiiiin
n
•S "• -fl'"5o.
>(0
I !S iQ. I
I II- •
i
r
i»
i.^
i "-.
ii
i11
""'•41
Temperatura
Potencia pulsada
Ciclo de trabajo 50%
Tiempo (Sin dimensión)
Figura 5.21 Velocidad de enfriamiento durante un ciclo de trabajo igual a 50% recomendadopara materiales con coeficiente de conductividad térmica cercana a la del hierro.
Durante el tiempo que toma completar un periodo con ciclo de trabajo del 50%,
la temperatura del material fundido caerá por debajo de un nivel
metalúrgicamente insignificante.
Por lo anterior se infiere que para materiales con un coeficiente de
conductividad térmica superior como el aluminio la duración de pulso debería
ser menor a 10ms y el ciclo de trabajo superior al 50% para permitir al aluminio
fundido enfriar adecuadamente.
En este punto de la investigación se enfrentó una limitante en cuanto a
optimizar los valores de duración y frecuencia de pulso, ya que para lograr

101
ciclos de trabajo mayores al 50%, la máquina empleada no tenía la capacidad
de aumentar la frecuencia mas allá de 20Hz.
Lo anterior queda más claro cuando la duración de pulso se maximiza con el fin
de lograr un enfriamiento lento a la duración tope del equipo que es de 20ms
requiriendo una frecuencia superior a 25Hz quedando este valor fuera de la
capacidad del equipo.
Por otra parte, como se explicará más detalle en la sección siguiente, con el fin
de reducir el nivel de constricciones la duración de pulso también debe ser
reducida. De está forma con un valor tal como 4ms la frecuencia necesaria
debe ser superior a 125Hz lo cual a su vez también queda fuera de las
capacidades del equipo.
5.6.2 Constricciones en la zona afectada
Un problema serio a la hora de soldar el compuesto de matriz de aluminio
reforzado con fibras de grafito sin la utilización de aporte fue la presencia de
constricciones o huecos entre el refuerzo y la matriz.
La explicación a este fenómeno se da en términos de la composición
química del material y los parámetros de soldadura dependientes del tiempo.
Iseki et al. [7], y otros autores afirman que a mayor contenido de Si en el
metal base se reduce la cantidad de AI4C3 formado a temperaturas por encima
de 730 °C, y además el coeficiente de expansión térmico de la matriz,
disminuye. Ver Figura 5.22.

V,
20* a 300* C
N
S
\
S
\
s
102
E 26
Q.a.*» 24c
'O
wc ¿2reQ.X 20
o
•o
*2 18
o
o 16«:oo
o 14
0 10 20 30 40
Porcentaje en peso de Silicio
Figura 5.22. Variación del coeficiente de expansión térmica en función del contenidode siliciouna aleación Al-Si. Hidnert P. et al.
Sin embargo, a mayor contenido de Si, la fluidez de la aleación aumenta,
este efecto se atribuye al calor latente de fusión del Si, el cual es uno de los
más altos de todos los elementos naturales (1790 kJ.kg"1), siendo
aproximadamente 5 veces mayor que el del aluminio, lo que contribuye a
mantener el tiempo de vida del flujo líquido. Ver Tabla 5.2. [46]
Tabla 5.2. Fluidez de las aleaciones utilizadas en la investigación de Morando C. et al. [46]
Aleación Medida de fluidez Lf (cm)
AI-7%Si hipoeutéctica 16 ± 1
AI-12%Si eutéctica 20.0±1.5
AI-14.5%Si hipereutéctica 36.0 ± 2
Además, si se considera que al aumentar la temperatura durante el proceso
de soldadura, el volumen de la matriz aumenta también, debido al fenómeno de
expansión térmica, como se muestra en la Figura 5.23, para tres aleaciones
eutécticas de aluminio-silicio.
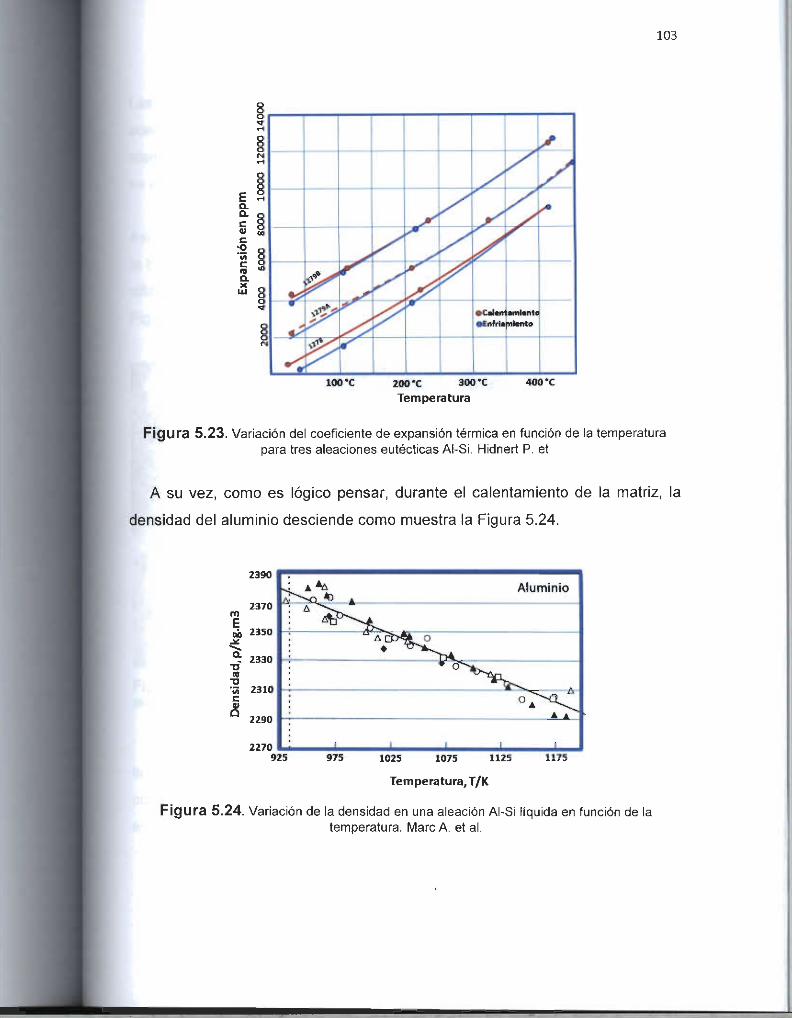
100 *C 200 *C 300 *C
Temperatura
400 °C
103
Figura 5.23. Variación del coeficiente de expansión térmica en función de la temperaturapara tres aleaciones eutécticas Al-Si. Hidnert P. et
A su vez, como es lógico pensar, durante el calentamiento de la matriz, la
densidad del aluminio desciende como muestra la Figura 5.24.
2390
2370tn
t¿ 2350
5 2330"OI•o•3! 2310c
2290
2270
925 975 1025 1075 1125 1175
Temperatura, T/K
Figura 5.24. Variación de la densidad en una aleación Al-Si líquida en función de latemperatura. Marc A. et al.
J A*A Aluminio
♦
fco
°^W .• °a^c
A A

104
Las constricciones o huecos en la matriz se forman cuando el espacio de la
zona fundida es insuficiente para contener el nuevo volumen requerido por el
aluminio líquido, debido a que las fibras de grafito no permiten que el material
se expanda también.
Así, el aluminio fundido es expulsado con facilidad hacia la superficie debido a
la baja densidad de éste y la mayor fluidez del metal líquido por la presencia de
silicio y a la baja mojabilidad entre el aluminio y el refuerzo, como se ve en la
Figura 5.25.
Fibra de grafito
Constricción
Matriz
11 40SEI
Figura 5.25. Constricciones en la interface matriz-refuerzo debido a la baja mojabilidad delaluminio con el grafito y la influencia de los parámetros de soldadura.
Por lo anterior es lógico pensar que conforme la duración de pulso aumenta
la zona afectada por el calor aumenta también y por lo tanto el nivel de
constricciones se eleva debido a que el aluminio líquido tiene más tiempo de
escapar hacia la superficie dejando huecos en la matriz.

105
El análisis de resultados corroboró la dependencia que tiene la banda de
constricciones formada en el contorno de la zona de fusión con respecto a los
parámetros de soldadura principalmente a los del tiempo. Ver Figura 5.26.
El análisis mostró que la potencia pico, duración de pulso y velocidad de
avance, son los parámetros que más afectan la formación de constricciones en
la matriz, sin embargo con respecto al análisis de frecuencia, el estudio muestra
poca influencia de la misma, porque como se explicó en la sección 5.6.1, con el
fin de lograr ciclos de trabajo superiores al 50%, la frecuencia debiera ser
superior a 167Hz, 125Hz y 100Hz, cuando se emplean duraciones de pulso de
3ms, 4ms y 5ms respectivamente.
Potencia Duración^i
^-*
y ^
1300
1200
¡2 uoo
o íooou
y 900ceI-(/)
Z
8 1300^1200
1100
1000
900
2850W 30O0W 3150W 3 ms 4ms 5 ms
Frecuencia Velocidad
^_ •\*~~^* ^
10 Hz 15 Hz 20 Hz 1 mm/s 3 mm/s 5 mm/s
Figura 5.26. Efecto de las variablesde entrada con respecto al nivel de constriccionesencontrado en un área de 10000um2 utilizando diferentes niveles de entrada.

106
5.7 ANÁLISIS DEL COMPORTAMIENTO DEL MATERIAL BAJO
SOLDADURA LÁSER-BRAZING.
5.7.1 Restricciones del material para lograr una unión sana sin lautilización de metal de aporte.
Después de analizar el comportamiento del CMM AI-MetGraf 7-200 bajo los
principales parámetros de soldadura láser pulsada de Nd:Y, se observó que el
material es en extremo difícil de unir bajo la técnica de soldadura láser
convencional, donde, el calor generado por el haz es capaz de unir las piezas
sin recurrir a metal de aporte.
En el compuesto AI-MetGraf 7-200, se observó, alta inestabilidad térmica en
la interface refuerzo/matriz, lo que se traduce en una alta formación de
carburos, porosidad y altos niveles de constricciones, incluso a niveles de
energía de entrada y potencias promedio bajas, las cuales sólo funden la
superficie del material, como puede verse en las Figuras 5.27 y 5.28.
Figura 5.27. Alteración microestructural del material aun con energías de entrada y potenciaspromedio bajas. Foto izquierda PPr • 85.5W, foto de la derecha PPr = 126W. Nótese la formaciónde constricciones de la matriz aun a densidad de potencia pequeña.
Tales restricciones hicieron necesario el uso de una modificación del proceso
de soldadura láser convencional, combinándolo con técnicas de soldadura
fuerte o "brazing".

107
Figura 5.28. Formación de fases indeseables y daño microestructural a niveles altos deenergía y potencia. E = 21J, PPr = 390W. a) Agujas de carburo de aluminio formado en la zonacentral de la unión, b) Porosidad al centro del cordón, c) Constricciones de la matriz en la ZAC.
En el proceso brazing se requiere de metal de aporte con punto de fusión
superior a los 723 K y menor que la temperatura de fusión del metal base. Por
lo regular, se requiere de fundentes especiales para remover los óxidos, el calor
se aplica de manera local en las partes a unir lo cual genera que el metal de
aporte se derrita en la junta. También, otra forma es donde el metal de aporte
previamente fundido se introduce entre las dos piezas que se van a ensamblar,
cuando éste se solidifica las piezas quedan unidas.

108
5.7.2 Selección de metal de aporte para proceso Láser—Brazing.
Con base en la composición química de la matriz del CMM yal diagrama detransformación de enfriamiento continuo para las aleaciones Aluminio - Silicio,se determinó que la temperatura de fusión para la aleación A413 es 850 °K,como puede verse en la Figura 5.29.
0 10 20 30 40 50 60 70 80 90 100
i¿
TO
134-»
12.5?¿Si-850KQ.
Fff h
1373
1273
1173
1073
973
873
773
673
AlPeso (%) si
Figura 5.29 Diagrama de transformación de enfriamiento continuo para aleaciones Al/Si.
De está forma, se seleccionó el metal de aporte, utilizando aleaciones dealuminio para soldadura fuerte con puntos de fusión menores a 850K, como lasmostradas en la Figura 5.30.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
^
3—<
H3
yPunto eutéctico I0.27Ge-698KCü /i
O.
E
Al
Fracción (mol)
0 10 20 30 40 50 60 70 80 90 100
Peso(%)Figura 5.30. Diagramas CCT para aleaciones de Al con puntos de fusión menores a 850K.

109
5.7.3 Microestructura del cordón bajo proceso Láser—Brazing.
Al igual que en el análisis microestructural de los cordones hechos bajo
proceso láser convencional (sin la utilización de aporte), se encontraron cuatro
regiones típicas en los cordones hechos bajo proceso láser_brazing, las cuales
fueron clasificadas en; zona A o zona central de soldadura (aporte fundido),
zona B o región de fusión, zona C o región afectada por el calor y zona D o
zona sin perturbación. Ver Figura 5.31.
Figura 5.31. Unión soldada mediante láser-brazing
Las pruebas mostraron mejoras significativas en cuanto a la sanidad del
cordón. Debido a que durante la aplicación de soldadura fuerte no es necesario
fundir el metal base, la densidad de potencia y la energía de entrada aplicada al
material fue menor, lo que resultó en menos daño microestructural, (menor
ZAC, menor contenido de fases indeseables y menor número y tamaño de
constricciones) como se puede ver en las Figuras 5.32 y 5.33.

110
'
-
1000um ^| liliFigura 5.32. Aspecto superficial de las probetas hechas mediante láser-brazing.
Figura 5.33. Unión soldada mediante láser-brazing utilizando metal de aporte AWS 4049 ysin recubrimiento del material, utilizando Pp= 4000W, t = 6ms, F = 20Hz, s = 1 mm/s.
El comportamiento del material bajo proceso láser-brazing, fue similar al del
proceso convencional. Se verificó que a bajas energías de entrada y ciclos
térmicos cortos se limita la disolución del refuerzo de grafito y la formación de
AI4C3. Utilizando bajas densidades de entrada se encontraron en la superficie
pequeñas trazas de AI4C3 debido a que es ahí donde se generan los mayores

111
niveles de temperatura por el hecho de estar en contacto directo con el haz. Al
centro de la soldadura se encontró una pequeña región de + Si + una estructura
celular eutéctica y en zonas más inferiores del cordón una estructura celular
eutéctica como se puede observar en la Figura 5.34.
Figura 5.34. Microestructura típica y fases presentes en una muestra soldada medianteproceso láser-brazing. Pp= 4200W, t = 4ms, F = 20Hz, s = 1 mm/s.

112
El comportamiento de la zona afectada por el calor también fue el mismoque durante el proceso de soldadura láser convencional, observándose quedebido a que la mayor parte de la densidad de potencia se concentra en elmetal de aporte yúnicamente una pequeña parte se transfiere a las paredes delmaterial la matriz resulta menos afectada (ver zona morada C en la Figura4.20). Así mismo la influencia de los parámetros de soldadura respecto a lamicroestructura general del cordón siguen el mismo patrón que bajo el procesoláser convencional, como puede verse en la zona de fusión de la Figura 5.35,donde al variar los parámetros de entrada, el nivel de zona afectada por elcalor, porosidad ytamaño de la fase de carburo de aluminio disminuye.
Figura 5.35. Influencia de los parámetros de soldadura respecto a las regiones encontradasutilizando proceso láser-brazing. A. Metal de aporte. B. Zona de fusión. C. Zona afectada por elcalor D. Región sin perturbación, a) Utilizando: Aporte 4049, Pp= 5400W; t=4ms; F=10Hz; s
=15mm/s. b) Utilizando: Aporte 4049, Pp= 5400W; t=4ms; F=20Hz; s =1.5mm/s

CAPITULO 6.
CONCLUSIONES
113
En la presente investigación se estudió el efecto de los parámetros de
entrada sobre la microestructura de un MMC Al/Gr AI-MetGraf 7-200 soldado
por láser. Las conclusiones a las que se llegaron son las siguientes:
1. Los análisis experimentales mostraron que durante la soldadura láser en
modo pulsado a diferentes niveles presentan tres tipos de defectos
característicos en la microestructura, a decir:
• Porosidad: Debido a la alta viscosidad del compuesto fundido, que
no permite a las burbujas de gas escapar fácilmente. Lo cual se
puede evitar aumentando la duración de pulso a un nivel óptimo.
• Constricciones de la matriz: Debido a la poca mojabilidad del
aluminio con el grafito y a los rápidos ciclos térmicos que no permiten
resolidificar en forma adecuada la matriz. Lo cual se pude disminuir si
se ingresa una correcta densidad de potencia y se disminuye la
duración de pulso con una frecuencia que permita ciclos de trabajo
superiores al 50%. A su vez se debe utilizar una rápida velocidad de
avance que no permita al aluminio líquido escapar hacia la superficie

114
formando constricciones y que a su vez, la temperatura de
enfriamiento sea la adecuada para evitar agrietamiento en caliente.
• Fases perjudiciales (principalmente AI4C3): debido a la disolución
del grafito en la zona central. Está discontinuidad puede evitarse si la
densidad de potencia se disminuye al mínimo con el fin de lograr una
correcta penetración y los ciclos térmicos se aceleren a un nivel
óptimo.
2. Para obtener un entendimiento de la secuencia evolutiva de la fase
microestructural en términos de las temperaturas de pico efectivas y
tiempos sobre esas temperaturas (como una función de la distancia
desde la línea central), es necesario crear un modelo de transformación
de fase cualitativo.
3. El modelo de transformación de fase de la zona central de fusión tomado
de la literatura para CMMs Al/SiC, ilustra la disolución de las fibras de
grafito en el aluminio líquido para formar un líquido homogéneo sobre las
temperaturas de soldadura. Al enfriar, la microestructura evoluciona
como una sucesión de precipitaciones de fase desde el líquido. Tres
fases se forman, la primera fase es AI4C3, seguido de Si primario y
finalmente una estructura Al-Si eutéctica.
4. En la región intermedia de la zona de fusión, el modelo representa la
disolución parcial de las fibras de grafito. La fase AI4C3 formada al
enfriar, nuclea y crece sobre esas partículas parcialmente disueltas. El
líquido restante forma una estructura eutéctica de Al-Si.

115
5. En la región de la zona de fusión más alejada los tiempos de ciclo
térmico y la temperatura no son suficientes para disolver fibras de grafito,
sin embargo, el liquidus de la aleación hyipoeutectoide está excedido y la
matriz de Al solidifica como una estructura de Al-Si eutéctica.
6. Debido a la inestabilidad térmica de la interface refuerzo-matriz la
investigación mostró mejoras importantes al utilizar el sistema combinado
láser-soldadura fuerte, debido a que la energía transferida al material es
menor que con el proceso láser convencional.
Los resultados en los diseños experimentales indican que, las altas
densidades de energía hacen del proceso láser una técnica atractiva para la
unión de CMM de Al/Grafito, sin embargo es necesario investigaciones más
profundas para logar un conocimiento óptimo de las variables involucradas.

116
CAPITULO 7.
RECOMENDACIONES Y TRABAJO
FUTURO
Al realizar el estudio del efecto de los parámetros de soldadura sobre la
microestructura de un MMC Al/Gr (AI-MetGraf 7-200) soldado por láser, sin la
utilización de metal de aporte, se recomienda que:
1. Para minimizar la formación de porosidad es necesario aumentar la
duración de pulso y disminuir la velocidad de avance a un nivel óptimo,
con el fin de permitir a las burbujas de gas escapar. Lo anterior sin dejar
de considerar que al aumentar la duración de pulso el tamaño de
constricciones tiende a aumentar también.
2. Las constricciones tiende a disminuir si se aplica la densidad de potencia
más baja que logre fundir la matriz (entre 2900W y 3300W de potencia
pico), y se utilicen duraciones de pulso cortas (menores a 10ms), con
una frecuencia que permita ciclos de trabajo superiores al 50%. A su vez,
durante este trabajo se observó disminución de constricciones al utilizar
velocidades de avance rápidas (en el rango de 3mm/s a 5mm/s) que no
permitieron al aluminio líquido escapar hacia la superficie.

117
3. Fases perjudiciales (principalmente AI4C3), debido a la disolución del
grafito en la zona central pueden evitarse si la densidad de potencia se
disminuye al mínimo que permita fundir la matriz, y logre la penetración
deseada. Por otra parte se debe minimizar la duración de pulso,
aumentar el ciclo de trabajo por encima del 50% y aumentar a la
velocidad de soldadura con el fin de lograr ciclos térmicos rápidos que no
den tiempo al carbono difundir a través del aluminio líquido.
4. Con el fin de solventar las restricciones del equipo utilizado en este
proyecto, en cuanto a capacidades técnicas (duración de pulso y
frecuencia, limitada a valores máximos de 20ms y 20Hz
respectivamente), se recomienda el uso de soldadura brazing-láser con
la utilización de metal de aporte de menor punto de fusión que el de la
matriz (< 560°C), y un punto focal más grande que logre fundir el aporte y
sólo caliente el MMC.
5. Con el fin de minimizar a un nivel óptimo la cantidad de defectos
presentes en las uniones soldadas mediante proceso láser-brazing, se
recomienda una investigación más profunda utilizando otros metales de
aporte así como maquinaria de soldadura láser continua y de diodo, esto
debido a que según la literatura se logra un mejor control de los
parámetros dependientes del tiempo.

_
118
REFERENCIAS
1. ASM International, (1990) ASM Handbook, Vol. 2, Properties and
Selection: Nonferrous Alloys and Special-Purpose Materials, Tenth
Edition.
2. Fernández, P. V. (2006). Aplicaciones de los materiales compuestos de
matriz metálica en el sector eléctrico y electrónico. DYNA año/vol. 73,
número 149. Universidad Nacional de Colombia.
3. Hung, W. N. (2009). Technical Consulting in the Micro/nano
Manufacturing Laboratory, Texas A&M University.
4. Cornie, J. A. (2003). Technical Report - Discontinuous Graphite
Reinforced Aluminum, and Copper Alloys for High Thermal Conductivity
Thermal Expansión Matched Thermal Management Applications. Metal
Matrix Cast Composites, LLC.
5. Miracle, D. B. (2001) Aeronautical Applications of Metal-Matrix
Composites.
6. Yue, T. M. (1996) Pulsed Nd-YAG Láser Welding of SiC Particulate
Reinforced Aluminum Alloy Composite.

119
7. Yue, T. M. (1997) High power Nd-YAG láser welding of SiC particle
reinforced aluminum alloy 2124.
8. Shi, Y. (2007) Effect of láser beam welding on fracture toughness of Ti-
6.5AI-2Zr-1Mo-1V alloy sheet.
9. Duley, W. W. (1999) Láser Welding, John Wiley & Sons INC.
lO.Fukimoto, S. (2004) Resistance Microwelding of Fine Nickel Wires,"
Joining of Advanced and Specialty Materials Vil, ASM.
H.Lienert, T.J. (1998) "Microstructures and Mechanical Properties of
Intertia-Friction Welds on 8009/SiC/11p," Joining of Advanced and
Specialty Materials, ASM.
12.Knorovsky, G.A. (2004) MacCallum D., Nowak-Neely B., "Micro Electron
Beam Welding in an SEM," Joining of Advanced and Specialty Materials
Vil, ASM.
13.0gata, Y. (2004) Takatugu M., Kobayashi E., Uenishi K., Kobayashi
K.F., "Nd-YAG Láser Micro Welding of Ti-Ni Type Shape Memory Alloy
Wire and its Corrosión Resistance," Joining of Advanced and Specialty
Materials Vil, ASM.
14.Hung, N.P., (1995) Jana S., Yang L.J., and Heng C.H.*, "Láser Drilling of
Cast Metal Matrix.
)
15.Mitul, A.K.(2005) "Welding of Cast A359/Sic/10p Metal Matrix
Composites," Thesis, Texas A&M University

120
16.Yusa, H. (1998) "Direct Transformation of Graphite to Cubic Diamond
Observed in a Láser-Heated Diamond Anvil Cell," Appl. Phys. Lett.
17. Simón, L. E. (2009) Láser Welding Equipment and Process Validation.
The University of Wisconsin.
18. William, M. S. (2003) Láser Material Processing. Springer.
19.Howard, C. B. (2005) Modern Welding Technology. Pearson Education.
20.Dahotre, N. B. (2008) Láser Fabrication and Machining of Materials.
Springer.
21.Kaplan A. A (1994) Model of deep penetration láser welding based on
calculation of the keyhole profile. Journal of Physics D.
22. Chawla, K. K. (1998) Composite Materials-Science and Engineering.,
Second Edition., Springer.
23. ASM Handbook Volume 21. (2001) Composites.
24. Urena, A. (1999) Scanning and transmission electrón microscopy study
of the microstructural changes occurring in aluminium matrix composites
reinforced with SiC particles during casting and welding: interface
reactions.

121
25.Harris, S. J. (1988) Cast Metal Matrix Composites., Materials Science
and Technology.
26.Sahin, Y. (2003) Production and properties of SiCp - Reinforced
aluminium alloy composites. Composites: Part A 34..
27. Horst, E. (2006) Magnesium Technology. Springer., USA.
28. Welsch, G. (1994) Materials properties handbook: Titanium alloys -
ASM
29. Mallick, P. K. (1997) Composites Engineering Handbook., Marcel
Dekker.
30. Da Costa, C. (2000) Materiales compuestos de matriz metálica parte I:
Tipos, propiedades, aplicaciones. Revista de Metalurgia. 36 no. 03.
31.Suresh, S. (1993) Fundamentáis of Metal-Matrix Composites,
Butterworth-Heinemann.
32. Memorias Jornadas de Investigación 1999-2000 (2001) Estudio de la
mojabilidad en Materiales Compuestos de Matriz Metálica. Tomo 2.
33.Merle, P. (2002) Thermal treatments of agehardenable metal matrix
composites. MMC Asses - Thematic Network. Vol. 2.
34.Stolk, J. (2000) Chemical Synthesis and characterization of low thermal
expansion-high conductivity Cu-Mo and Ag-Mo Composites,
Metallurgical and Materials Transactions A.

122
35.Kim, B. C. (2002) Investigaron on the Effect of Láser Pulsed Shape
during Nd:YAG Láser Microwelding of Thin Al Sheet by Numerical
Simulation.
36.Hung, N.P. (1999) "Machining of Metal Matrix Composites," Chapter 10,
Machining of Ceramics and Composites, Marcel Dekker Inc.
37.Tan, M.J. (1997) "Thermal Cycling Processes in Metal Matrix
Composites," Journal of Materials Processing Technology, Vol. 67.
38.Lienert, T.J. (1998) "TEM Characterization of Microstructures in Láser
Beam Welds on A356/SiC/15p," Joining of Advanced and Specialty
Materials, ASM.
39.Bonollo, F. (2002) C02 láser welding of aluminium matrix composites. Int
J Mater Prod Technol.
40. Ellis M.B.D. (1996) Joining of Al-based metal matrix composites - A
review. Mater Manuf Processes.
41.Behler K. (1997) Láser beam welding of low weight materials and
structures. Mater Des.
42. Bassani P. (2007) Effect of process parameters on bead properties of
A359/SÍC MMCs welded by láser. Science Direct - Composites.
43.Ureña, A. (1999) Scanning and transmission electrón microscopy study
of the microstructural changes occurring in aluminium matrix composites

123
reinforced with SiC partióles during casting and welding: interface
reactions. Journal of Microscopy.
44. Meinert, K. C. (1992) Proceedings of American Society for Composites,
Seventh Technical conference, Technomic Publshing Company Inc.
45.Wang, H M. (2000) ln-situ' weld-alloying:láser beam welding of
SiCp:6061AI MMC. ELSEVIER - Materials Science and Engineering.
46. Morando, C. (2004) Fluidez de aleaciones de sistemas eutécticos.
Anales AFA. Vol. 16 pag. 194.
47.Simancik, K. (1993) Short carbón fiber-aluminium matrix composite
material prepared by extrusión of powder mixtures. Austria: Journal de
Physique IV.
48. Fine, H. A. (1979) Handbook on Material on material and energy balance
calculations in metallurgical processes. USA: The Metallurgical Society
ofAIME.
49.Etter, T. (2007) Aluminium carbide formation in interpenetrating
graphite/aluminium composites. Austria: Materials Science and
Engineering A.
50.Etter, T. (2003) Physical properties of graphite/aluminium composites
produced by gas pressure infiltration method. Switzerland: Carbón.
51.Steffens, H. D. (1997) Carbide formation in aluminium-carbon fibre
reinforced. Germany: Journal of Materials Science.

124
52.Shank, F. A. (1973) Constitutions of Binary Alloys. Russia: Metallurgiya.
53.Turkevich, V. (2005) Phase diagram and diamond synthesis in the
aluminum-carbon system at a pressure of 8GPa. Ukraine: Springer.
54.Qui, C. (1994) Solubility of carbón in liquid Al and stability of AI4C3.
Netherlands: Journal of Alloys and Compounds.
55.Yunhe, Z. (2010) Comparative study on the interface and mechanical
properties of T700/AI and M40/AI composites. China: Rare Metals.
56.Lu, W. (2007) Thermodynamic assessment and experimental
investigation of Fe-AI-C system. China: Journal of Materials Science and
Technology.
57.Gróbner, J. (1995) Thermodynamic calculations in the Y-AI-C system.
Germany: Journal of Alloys and Compounds.
58.Besterci, M. (2000) Microestructure and Mechanical properties of A14C3
materials. Slovak Republic: Slovak Academy of Sciences.
59. Mercier, S. (1993) Interfacial reactivity in aluminum/carbon fibre
composites. France: Journal de Physique IV.
60.Wang, H. M. (2000) "ln-situ" weld-alloying/láser beam welding of
SiCp/6061 Al MMC. China: Material Science and Engineering.

125
61.Kubaschewski, O. (1967) Metallurgical Thermochemestry, Fourth edition.
USA: Pergamon Press.
62. Chase, M. W. (1998) NIST-JANAF Themochemical Tables, Fourth
Edition. USA: Journal of Physical and Chemical Reference Data.
63.Hidnert, P. (1952) Thermal Expansión of Aluminum and Some Aluminum
Alloys. Journal of Research of the National Bureau of Standards.
64. Marc, J. A. (2006) Reference Data for the Density and Viscosity of Liquid
Aluminum and Liquid Iron. American Institute of Physics

126
LISTA DE FIGURAS
Figura Pagina
Figura 1.1. Sección transversal típica de materiales de matriz dealuminio reforzados.
4
Figura 2.1 Compuesto de matriz de aluminio reforzado con 30% envolumen de grafito.
9
Figura 2.2. Diagrama general de un láser Nd:YAG. 14
Figura 2.3. Densidad de potencia sobre punto de incidencia 16
Figura 2.4. Esquema de las secciones transversales de a) modo deconducción y b) modo de alta penetración mostrando varios efectos.
18
Figura 2.5. Esquema de soldadura láser en el modo de altapenetración.
19
Figura 2.6. Diagrama de flujo de varios mecanismos de absorcióndurante el modo de alta penetración.
20
Figura 2.7 Clasificación del compuesto según el tipo de refuerzo. A)Partículas, B) Fibras cortas, C) Fibras continuas
22
Figura 2.8. Compuesto de matriz metálica Ti-6AI-6V-2Sn, reforzadocon 12% en volumen de partículas de TiC.
24
Figura 2.9 Microestructura de CMM con matriz A359 reforzado conpartículas de SiC.
34
-•

127
Figura 2.10 (a) Micrografía óptica de una soldadura láser típica con 35C02
Figura 2.11. Morfología de una soldadura por DIODO en modo de 36conducción.
Figura 2.12 Microestructura de la soldadura hecha en modo de 36conducción en la región de zona afectad.a por el calor.
Figura 2.13. Formación de carburo de AI4C3 en forma de agujas. 37
Figura 2.14 Soldadura TIG en CMM Al/Gr hecha en COMIMSA. 39
Figura 2.15 Esquema del sistema de soldadura con aporte de titanio 40para un CMM SÍC/6061AI.
Figura 2.16. Microestructura de soldadura láser con aporte de 41titanio.
Figura 2.17. Energía de Gibbs para diferentes carburos metálicos. 42
Figura 2.18. Potencia pico vs. Profundidad 44
Figura 2.19. Efecto del haz desenfocado sobre la profundidad. 45
Figura 2.20. Efecto del desenfoque sobre el ancho del cordón 46
Figura 2.21. Efecto de la potencia picosobre el ancho del cordón 46
Figura 2.22. Microestructura típica de la soldadura láser en MMC Al- 47SiC.
Figura 2.23. Micrografía de la zona soldada: (a) t = 4ms, I = 483.2x1 O^/V/m2; (b) t =4ms \ = 6Ax'\Q9\N/m2.
Figura 2.24. Micrografía de la zona soldada: (a) t = 4ms, I = 489.5x10'tyV/m2; (b) t = 8ms 1= 9.5x10^/0^.
Figura 2.25. Potencia pico vs Ancho de zona de fusión. 49
Figura 2.26. Haz desenfocado vs Ancho de zona de fusión. [6] 49
Figura 3.1 Inspección al compuesto de matriz de aluminio reforzado 51con 30% en volumen de grafito.
Figura 3.2 Corte de placa en secciones del CMM MetGraf 7-200. 53

128
Figura 3.3 Probeta a tamaño natural del CMM MetGraf 7-200utilizada en el diseño de experimentos.
53
Figura 3.4 Limpieza previa a la aplicación de soldadura. 54
Figura 3.5 Preparación del metal de aporte, (a) Limpieza con alcoholde la varilla de aporte y de las herramientas, (b) Deformación de lavarilla, (c) Limpieza final del aporte con espesor ya reducido.
54
Figura 3.6. Metodologías de recubrimiento superficial, a)Recubrimiento de oro por medio de extracción atómica, b)Recubrimiento de estaño y zinc por medio de electrodeposición
55
Figura 3.7 Elaboración de las probetas para análisis geométrico, dedureza y microestructural.
56
Figura 3.8 Aplicación de soldadura Láser-Brazing, A) Diagrama deaplicación. B) Sistema de sujeción.
56
Figura 3.9 Representación del corte transversal del cordón parainspección metalográfica, donde A representa el ancho del cordón yB la profundidad.
59
Figura 4.1 Efecto del desenfoque del haz sobre la profundidad ydiámetro del punto de incidencia utilizando PP = 4125 W; F = 20 Hz; t= 2 ms; s = 300 mm/min.
68
Figura 4.2 Efecto de los parámetros de soldadura con respecto a lapenetración, utilizando tres niveles de entrada.
69
Figura 4.3 Efecto de los parámetros de soldadura sobre laprofundidad y ancho del cordón.
69
Figura 4.4 Efecto de las variables de entrada con respecto al anchodel cordón utilizando diferentes niveles de entrada
70
Figura 4.5 Efecto de las variables de entrada con respecto al nivel deconstricciones encontrado en un área de 10000um2
71
Figura 4.6 Efecto de las variables de entrada con respecto al nivel deAI4C3 utilizando diferentes niveles de entrada
72
Figura 4.7 Interacción de variables para el nivel de constricciones enla ZAC
73

Figura 4.8 Perfil de dureza realizado a 6 probetas utilizando tresniveles de entrada.
Figura 4.9. Corte en forma de cajón ala orilla de cada probeta, con elfin de lograr el empalme del metal de aporte.
Figura 4.10. Herramienta de sujeción diseñada para la aplicación deláser-brazing.
Figura 4.11. Probetas analizadas hechas mediante proceso láser-brazing con aporte de Al/Zn.
Figura 412 Uniones soldadas mediante láser-brazing utilizandoSores cercanos aPp= 5400W, t=4ms, F=20Hz, s=1.5mm/s yconaporte Al/Si AWS 4049
Figura 413 Soldadura láser-brazing utilizando oro comoCubrimiento. Todas las pruebas hechas con P.P =5260W; t=5ms,F = 10Hz; Aporte Al/Si (4047).
Figura 4.14 Análisis microestructural de la zona central de probetarecubierta con oro.
Figura 4.15 Soldadura láser-brazing utilizando zinc yestaño comorecubrimiento.
Fiqura 416 Secciones transversales de las uniones hechas mediantesoldadura láser-brazing utilizando zinc yestaño como recubnm.ento.
Figura 5.1 Presencia de huecos entre el refuerzo yla matriz debido alproceso de fabricación.
Figura 5.2 Máquina de fundición para fabricación de MMCs Al/Gr, porinfiltración de metal líquido asistida por pres.on utilizada por MetalMatrix Cast Composites®.
Figura 5.3 Microestructura típica de soldadura láser Nd:YAG pulsadoen CMM Al/Gr.
Figura 5.4. Dependencia de la densidad de potencia con respeco ci laprofundidad de" penetración. Ja) I- 14 MW/cm2 t=6ms F. 20Hz,s=1mm/s. (b) I=1.6 MW/cm2, t=6ms, F=10Hz, s-1mm/s.
Figura 55. Efecto de las variables de entrada con respecto a lapenetración utilizando diferentes niveles de entrada.
129
74
75
75
76
77
78
79
79
80
82
82
83
84
85

130
Figura 5.6. Efecto de los parámetros de soldadura sobre la 86profundidad y ancho del cordón.
Figura 5.7 Efecto de las variables de entrada con respecto al ancho 87del cordón utilizando diferentes niveles de entrada.
Figura 5.8. Penetración y ancho de cordón vs Potencia. 87
Figura 5.9. Disminución en la formación de AI4C3 a baja densidad de 88potencia, (a) Vista general a 350X utilizando: I= 1 MW/cm2, t = 5ms,F = 20Hz, s=3mm/s. (b) Zona central de soldadura en forma deestructura eutéctica dendritica con sólo 6% de contenido de C. (c)Zona exterior con trazas de AI4C3
Figura 5.10. Disminución de la zona de constricciones debido al 89cambio en la energía de entrada, duración de pulso y frecuencia, (a)E = 19.2J, t = 4ms, F = 20Hz y (b) E = 28.8J, t = 6ms, F = 10Hz.Ambas soldaduras utilizando I = 1.6 MW/cm2, s=1mm/s.
Figura 5.11. Principales defectos encontrados en la zona central de 90un CMM Al/Gr soldado con láser pulsado de Nd:YAG. Utilizando: PP= 4875W; F = 20 Hz; t =4 ms; s = 5 mm/s. Tomado a 100X.
Figura 5.12. Representación del ciclo térmico para las diferentes 91regiones en un CMM Al/Grsoldado con láser de Nd:YAG.
Figura 5.13. Efecto de los parámetros de soldadura sobre la 92microestructura del cordón.
Figura 5.14. Perfil espacial de una haz láser de Nd:YAG en forma de 93campana de Gauss con una densidad de potencia I= 1.5Kw/cm2.
Figura 5.15. Análisis por difracción de rayos X en la matriz de la 94zona central de soldadura.
Figura 5.16. Análisis por difracción de rayos X en los precipitados de 95Silicio.
Figura 5.17. Morfología de la región cercana a la zona de fusión 96(región C).
Figura 5.18. Representación del ciclo térmico para las diferentes 97regiones en un CMM Al/Grsoldado con láser de Nd:YAG.
Figura 5.19 Porosidad encontrada en la zona de fusión (región B) 98cuando Pp = 4125W, t = 4ms, F = 10Hz.

131
Figura 5.20. Representación esquemática de un ciclo de trabajomenor a 50% como el utilizado en la Figura 4.16
99
Figura 5.21 Velocidad de enfriamiento durante un ciclo de trabajoigual a 50% recomendado para materiales con coeficiente deconductividad térmica cercana a la del hierro.
100
Figura 5.22. Variación del coeficiente de expansión térmica enfunción del contenido de silicio una aleación Al-Si. Hidnert P. et al.
[63]
102
Figura 5.23. Variación del coeficiente de expansión térmica enfunción de la temperatura para tres aleaciones eutécticas Al-Si.Hidnert P. et al. [63]
103
Figura 5.24. Variación de la densidad en una aleación Al-Si líquidaen función de la temperatura. Marc A. et al. [64]
103
Figura 5.25. Constricciones en la interface matriz-refuerzo debido ala baja mojabilidad del aluminio con el grafito y la influencia de losparámetros de soldadura.
104
Figura 5.26. Efecto de las variables de entrada con respecto al nivelde constricciones encontrado en un área de lOOOOum2 utilizandodiferentes niveles de entrada.
105
Figura 5.27. Alteración microestructural del material aun conenergías de entrada y potencias promedio bajas. Foto izquierda PPr =85.5W, foto de la derecha PPr = 126W. Nótese la formación deconstricciones de la matriz aun a densidad de potencia pequeña.
106
Figura 5.28. Formación de fases indeseables y daño microestructurala niveles altos de energía y potencia.
107
Figura 5.29 Diagrama de transformación de enfriamiento continuopara aleaciones Al/Si.
108
Figura 5.30. Diagramas CCT para aleaciones de Al con puntos defusión menores a 850K.
108
Figura 5.31. Unión soldada mediante láser-brazing 109
Figura 5.32. Aspecto superficial de las probetas hechas medianteláser-brazing.
110

132
Figura 5.33. Unión soldada mediante láser-brazing utilizando metal 110de aporte AWS 4049 y sin recubrimiento del material.
Figura 5.34. Microestructura típica y fases presentes en una muestra 111soldada mediante proceso láser-brazing. Pp= 4200W, t = 4ms, F =20Hz, s = 1 mm/s.
Figura 5.35. Influencia de los parámetros de soldadura respecto a las 112regiones encontradas utilizando proceso láser-brazing.