control de inhibidores.pdf
DESCRIPTION
HingibidoresTRANSCRIPT
CURSO BÁSICO DE CORROSIÓN Y SUCONTROL CON INHIBIDORES DE
CORROSIÓN
Capítulo I GENERALIDADES SOBRE CORROSIÓN
1.0 Introducción2.0 Definición de Corrosión3.0 Necesidad de prevención y control de la corrosión4.0 Diferentes clasificaciones del Fenómeno de Corrosión5.0 Química y Electroquímica de la Corrosión
Capítulo II TECNICAS DE MEDICION DE LA VELOCIDAD DE CORROSIÓN
1.0 Inspección visual2.0 Registro de fugas o fallas.3.0 Testigos Corrosimétricos de tipo gravimétrico4.0 Medición de espesores por ultrasonido5.0 Análisis Químicos6.0 Medición con Sondas de Resistencia Eléctrica7.0 Medición con Sondas de Polarización.8.0 Equipo instrumentado de medición de espesores
Capítulo III TECNICAS DE CONTROL DE LA CORROSIÓN
1.0 Selección del Material (diseño)2.0 Sobrediseño (Coeficiente de seguridad)3.0 Barreras Físicas (Recubrimientos anticorrosivos)4.0 Técnicas Electroquímicas (Protección Catódica)5.0 Alteraciones al medio (Inhibidores)
2
Capítulo IV GENERALIDADES SOBRE INHIBIDORES DE CORROSIÓN
1.0 Definición2.0 Características principales de los Inhibidores3.0 Clasificación de Inhibidores4.0 Formas de evaluar y comparar Inhibidores5.0 Principales pruebas de Laboratorio6.0 Mecanismos de Inhibición a la corrosión7.0 Formulación y diseño de Inhibidores8.0 Control de calidad del producto terminado
Capítulo V VARIABLES QUE ALTERAN EL FUNCIONAMIENTO DE LOS INHIBIDORES DE CORROSIÓN
1.0 La composición y tipo de Inhibidor2.0 La concentración del Inhibidor3.0 Mezclas de los Inhibidores4.0 Los materiales de construcción del sistema5.0 El medio corrosivo6.0 Las condiciones del sistema
Capítulo VI APLICACIÓN DE INHIBIDORES EN CAMPO
1.0 Análisis del problema de corrosión2.0 Selección de la técnica de control apropiada3.0 Técnicas para la aplicación de Inhibidores en campo4.0 Verificación del funcionamiento del tratamiento propuesto5.0 Optimización6.0 Control de corrosión en ductos que transportan hidrocarburos7.0 Control de corrosión en refinerías y petroquímicas8.0 Inyección de Inhibidores en Pozos de producción9.0 Análisis de costos, Inhibidor Vs. Corrosión

3
Capítulo VII BENEFICIOS OBTENIDOS CON LA APLICACIÓN DE LOS INHIBIDORES DE CORROSIÓN
1.0 Durabilidad de los equipos2.0 Confiabilidad3.0 Reducción en los paros e interrupciones del proceso4.0 Reducción en las pérdidas de materiales e instalaciones5.0 Ayuda a conservar la eficiencia de transporte de fluidos6.0 Reducción en la contaminación7.0 Brinda protección en áreas donde no es posible aplicar otra
técnica anticorrosiva.8.0 Permite construir equipos con materiales menos costosos, con
mayor resistencia física, etc.9.0 Permite efectuar procesos que de otra manera causarían
problemas 10.0 Reducción de catástrofes.
4
CAPITULO I
GENERALIDADES DE CORROSIÓN
1.0 INTRODUCCIÓN:
A nivel mundial, el fenómeno de corrosión representa un problema de consideracionesespeciales, ya que en términos técnicos y prácticos es muy difícil eliminarlo en sutotalidad.
Todos los materiales y sus aleaciones son susceptibles a sufrir el fenómeno decorrosión, no existiendo material alguno incorroible para todas las aplicaciones, sinembargo se puede disponer de algunos materiales resistentes a condiciones y mediosespecíficos, o en su defecto también se puede disponer de las técnicas de controlanticorrosivas adecuadas para algunos sistemas.
2.0 DEFINICIÓN DE CORROSIÓN
En la literatura técnica se encuentran muchas definiciones de corrosión, las máscomunes son:“La Corrosión es el deterioro o destrucción que sufre un material metálico al estar encontacto con el medio que lo rodea”.“La tendencia de los materiales metálicos a pasar a su estado original”.“La destrucción gradual de un material metálico por reacción química o electroquímica”.“El reverso de la Metalurgia Extractiva”.“La venganza de la naturaleza”.
3.0 NECESIDAD DE PREVENCIÓN Y CONTROL DE LA CORROSIÓN
Dadas las características propias del fenómeno de corrosión, éste puede causar dañosde tipo económico y humanos, en forma directa o indirecta.
Dentro de los aspectos económicos tenemos los siguientes aspectos:
a).- Pérdida de material metálicob).- Pérdida del equipo o sistema originalc).- Reposición del mismod).- Reparación de algunos elementos o secciones del equipo o sistema.
5
e).- Paros de producción, debido a fallas por corrosiónf).- Pérdida de productos valiososg).- Daños ocasionados a instalaciones propias y vecinas por siniestros, que tienen
origen en alguna falla por corrosión.h).- La necesidad de sobre diseñar equipos ( coeficientes de seguridad ) para tolerar
la corrosióni).- Contaminación de productos.j).- Pérdida de eficiencia de transporte, de transmisión de calor, etc., por el sobre
diseño, o presencia de productos de corrosión.k).- La necesidad de aplicar técnicas de control anticorrosivo, tales como:
Recubrimientos anticorrosivos, Protección Catódica e Inhibidores de Corrosión.
Dentro de los aspectos humanos tenemos y sociales encontramos:
a).- Condiciones de seguridad, ya que fallas por corrosión pueden ocasionarexplosiones, incendios, liberación de sustancias tóxicas o venenosas, etc.
b).- Agotamiento de recursos naturales no renovables.c).- Apariencia.
Para minimizar los problemas antes mencionados, desde el diseño del equipo, esnecesario considerar que los materiales de construcción sean resistentes a los medioscorrosivos y a las condiciones de operación.
Lamentablemente no siempre es posible fabricar equipos completamente resistentes a lacorrosión, ya que los materiales de construcción, usualmente tienen que cumplir conotros requisitos, de los que podríamos mencionar:
Resistencia FísicaCostoFabricabilidadDisponibilidad en el mercadoApariencia.
Por tal Motivo, es necesario desarrollar y aplicar técnicas de control de corrosión, de lasque se hablará detalladamente a partir del Capítulo III.
4.0 DIFERENTES CLASIFICACIONES DEL FENÓMENO DE CORROSIÓN
La corrosión ocurre en muchas y muy variadas formas, pero su clasificación se basaprincipalmente en alguno de los siguientes factores:
Naturaleza del Medio CorrosivoMecanismo de CorrosiónApariencia del Metal Corroído

6
A continuación se detalla con mas precisión cada una de las clasificaciones.
4.1 Clasificación de la corrosión, por la naturaleza del medio corrosivo.
Esta clasificación, aunque no es muy usual, es muy útil, ya que pueden generalizarsetécnicas de control para medios corrosivos similares.
En esta clasificación, se dividen los medios corrosivos en dos grandes grupos, los que, asu vez, se subdividen en subgrupos:
Medios Húmedos o electrolíticosMedios Secos (Altas Temperaturas)
Del primer grupo podemos tener los siguientes:
Agua de desecho industrialAgua de marAgua potableAgua para sistemas de enfriamientoHidrocarburos no refinadosHidrocarburos refinadosMedios amargos (Ácido Sulfhídrico)Medios dulces (Ácido Carbónico)Ácidos orgánicos e InorgánicosSoluciones alcalinasSoluciones oxidantesOxígeno atmosféricoContaminantes atmosféricos, etc.
Del segundo grupo dadas sus características, en términos prácticos, el agente corrosivomás común es el oxígeno, aunque existen otros compuestos tales como el Bióxido deAzufre, Cloro, etc., estables a temperaturas elevadas.
4.2 Clasificación de la corrosión de acuerdo a su mecanismo.
Esta clasificación también es muy útil en el estudio de fenómenos de corrosión y sucontrol, ya que conociendo el mecanismo de corrosión, se pueden desarrollar técnicasapropiadas para la prevención y control de la misma.En esta clasificación, dividimos a la Corrosión en dos grandes grupos:
Corrosión Química
Corrosión Electroquímica

4.3 Clasificación de la Corrosión según la apariencia del metal corroído.
Esta Clasificación es la más empleada por la literatura técnica, referente al tema, y sebasa en la inspección visual de la superficie metálica del espécimen metálico corroído,encontrando dos grandes grupos de Corrosión: la Generalizada y la Localizada, dondepara la primera no existen subgrupos pero para la segunda si, tal y como se muestra acontinuación:
Corrosión
Corrosión Generalizada Corrosión Localizada
M
Corrosión LocalizadaMacroscópica
Corrosión porExfoliación
CorrosiónGalvánica
ACorrosión porAtaque
Selectivo
CorrosiónIntergranular
Corrosión porErosión
Corrosiónpor
grietamiento
Corrosión porPicaduras
7
CorrosióTens
CorrosiónLocalizadaicroscópica
n Bajoión

8
Corrosión Uniforme:
La Corrosión Uniforme, como su nombre lo indica, es la que presenta un ataque igual osimilar en toda la superficie metálica expuesta al medio corrosivo. Este tipo de corrosiónes la más común y dada su naturaleza, es la que ofrece menos problemas para sumedición y control. En el Esquema 4.3.1 se muestra la apariencia de ésta:
Por otro lado, la corrosión localizada presenta en la mayoría de los casos problemasmás serios, ya que no es tan fácil detectarla y medirla, presentándose en sitios donde lainspección o medición es de difícil acceso, o bien, manifestándose en forma noapreciable a simple vista.
La corrosión localizada se divide en macroscópica y microscópica, de la primeratenemos las siguientes:
Corrosión Localizada Macroscópica Corrosión Localizada MicroscópicaCorrosión Galvánica Corrosión por Ataque Selectivo
Corrosión Por Erosión Corrosión IntergranularCorrosión por Agrietamiento Corrosión Bajo Tensión
Corrosión por PicaduraCorrosión por Exfoliación
A continuación se describe cada uno de estos tipos de corrosión.
9
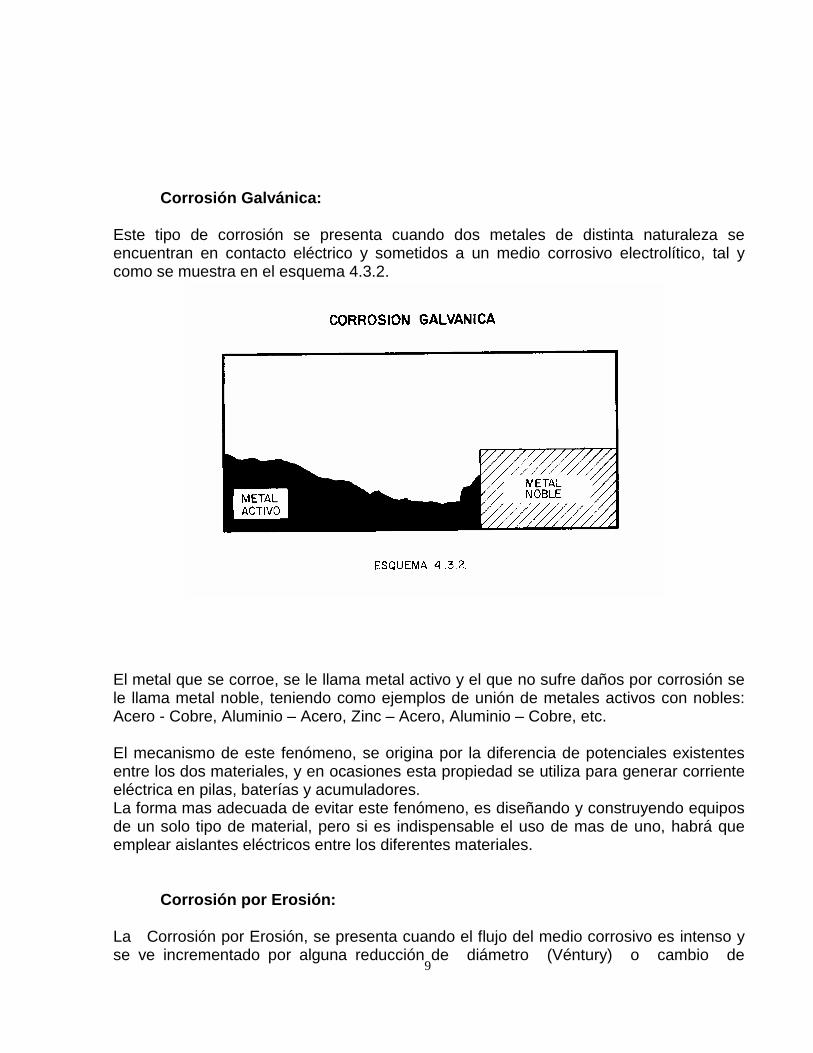
Corrosión Galvánica:
Este tipo de corrosión se presenta cuando dos metales de distinta naturaleza seencuentran en contacto eléctrico y sometidos a un medio corrosivo electrolítico, tal ycomo se muestra en el esquema 4.3.2.
El metal que se corroe, se le llama metal activo y el que no sufre daños por corrosión sele llama metal noble, teniendo como ejemplos de unión de metales activos con nobles:Acero - Cobre, Aluminio – Acero, Zinc – Acero, Aluminio – Cobre, etc.
El mecanismo de este fenómeno, se origina por la diferencia de potenciales existentesentre los dos materiales, y en ocasiones esta propiedad se utiliza para generar corrienteeléctrica en pilas, baterías y acumuladores.La forma mas adecuada de evitar este fenómeno, es diseñando y construyendo equiposde un solo tipo de material, pero si es indispensable el uso de mas de uno, habrá queemplear aislantes eléctricos entre los diferentes materiales.
Corrosión por Erosión:
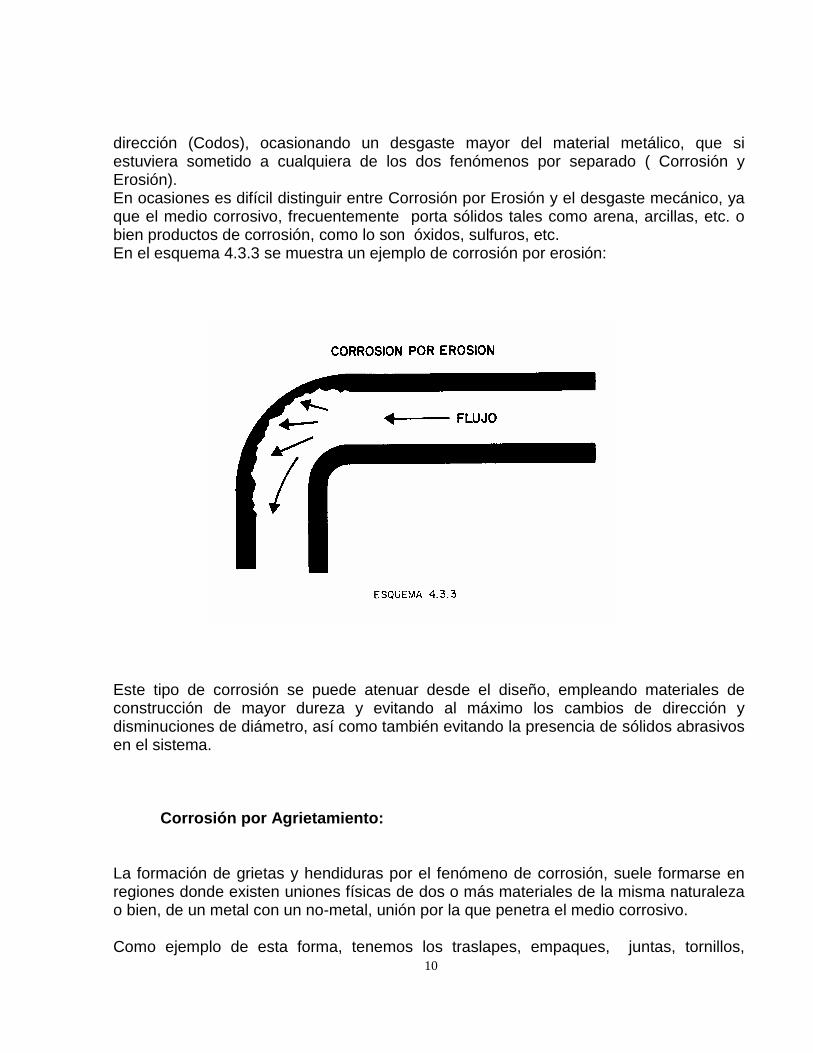
La Corrosión por Erosión, se presenta cuando el flujo del medio corrosivo es intenso yse ve incrementado por alguna reducción de diámetro (Véntury) o cambio de
10
dirección (Codos), ocasionando un desgaste mayor del material metálico, que siestuviera sometido a cualquiera de los dos fenómenos por separado ( Corrosión yErosión).En ocasiones es difícil distinguir entre Corrosión por Erosión y el desgaste mecánico, yaque el medio corrosivo, frecuentemente porta sólidos tales como arena, arcillas, etc. obien productos de corrosión, como lo son óxidos, sulfuros, etc.En el esquema 4.3.3 se muestra un ejemplo de corrosión por erosión:
Este tipo de corrosión se puede atenuar desde el diseño, empleando materiales deconstrucción de mayor dureza y evitando al máximo los cambios de dirección ydisminuciones de diámetro, así como también evitando la presencia de sólidos abrasivosen el sistema.
Corrosión por Agrietamiento:
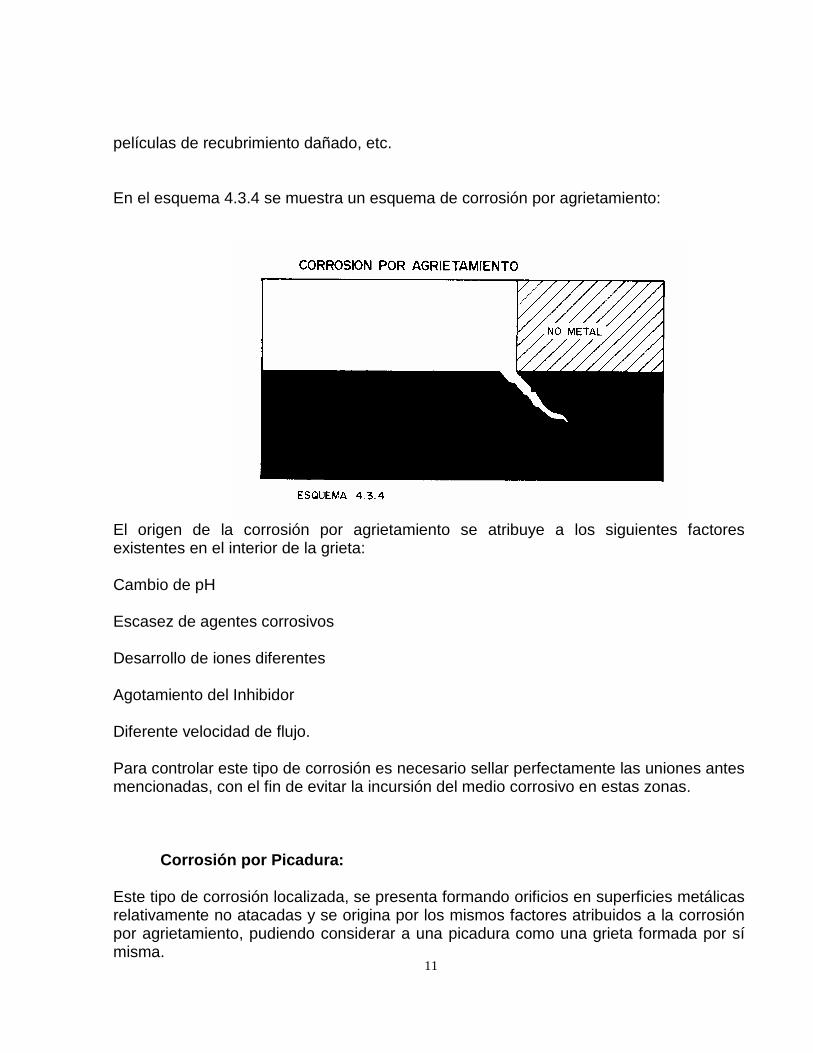
La formación de grietas y hendiduras por el fenómeno de corrosión, suele formarse enregiones donde existen uniones físicas de dos o más materiales de la misma naturalezao bien, de un metal con un no-metal, unión por la que penetra el medio corrosivo.
Como ejemplo de esta forma, tenemos los traslapes, empaques, juntas, tornillos,
11
películas de recubrimiento dañado, etc.
En el esquema 4.3.4 se muestra un esquema de corrosión por agrietamiento:
El origen de la corrosión por agrietamiento se atribuye a los siguientes factoresexistentes en el interior de la grieta:
Cambio de pH
Escasez de agentes corrosivos
Desarrollo de iones diferentes
Agotamiento del Inhibidor
Diferente velocidad de flujo.
Para controlar este tipo de corrosión es necesario sellar perfectamente las uniones antesmencionadas, con el fin de evitar la incursión del medio corrosivo en estas zonas.
Corrosión por Picadura:
Este tipo de corrosión localizada, se presenta formando orificios en superficies metálicasrelativamente no atacadas y se origina por los mismos factores atribuidos a la corrosiónpor agrietamiento, pudiendo considerar a una picadura como una grieta formada por símisma.
12
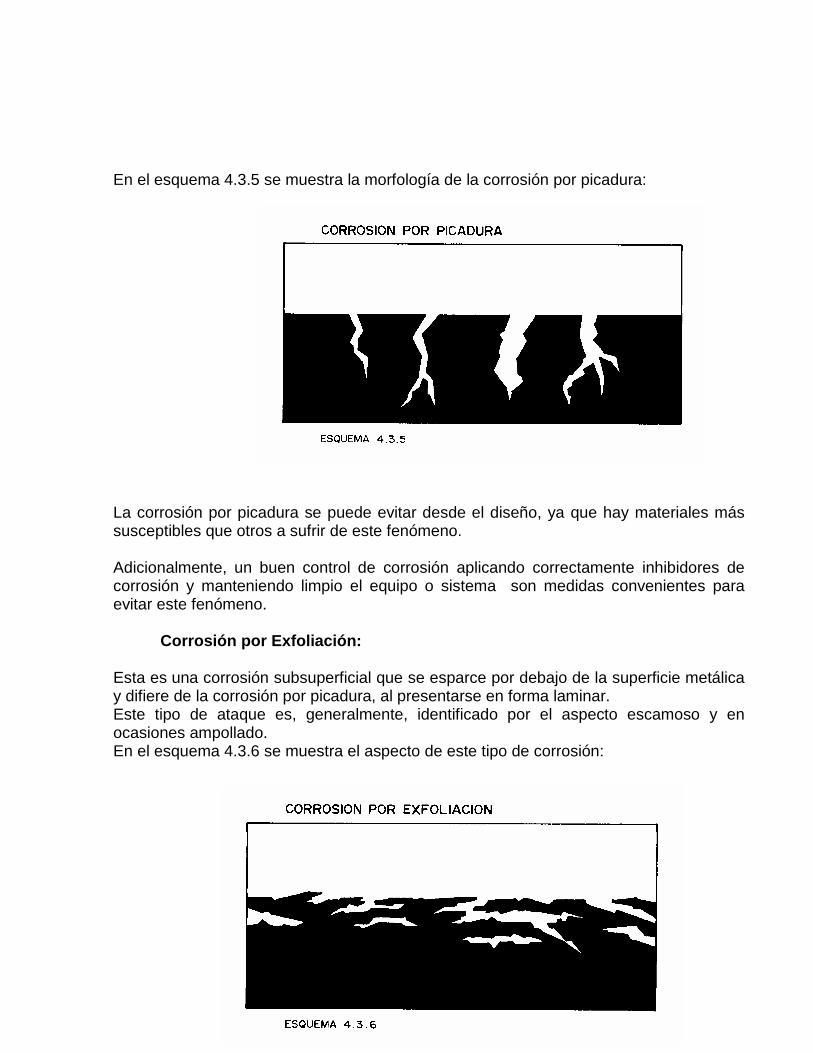
En el esquema 4.3.5 se muestra la morfología de la corrosión por picadura:
La corrosión por picadura se puede evitar desde el diseño, ya que hay materiales mássusceptibles que otros a sufrir de este fenómeno.
Adicionalmente, un buen control de corrosión aplicando correctamente inhibidores decorrosión y manteniendo limpio el equipo o sistema son medidas convenientes paraevitar este fenómeno.
Corrosión por Exfoliación:
Esta es una corrosión subsuperficial que se esparce por debajo de la superficie metálicay difiere de la corrosión por picadura, al presentarse en forma laminar.Este tipo de ataque es, generalmente, identificado por el aspecto escamoso y enocasiones ampollado.En el esquema 4.3.6 se muestra el aspecto de este tipo de corrosión:

13
La mejor forma de evitar este daño, es seleccionando adecuadamente el material y sutratamiento térmico.
Corrosión por Ataque Selectivo:
Este tipo de corrosión localizada microscópica, se presenta en aleaciones en donde unode los elementos (el más activo), es removido o corroído por el medio corrosivoquedando el metal noble remanente poroso y carente de propiedades mecánicas.
La corrosión sufrida por los latones (aleaciones cobre – Zinc) conocida comodescincificación, es el ejemplo más común de este tipo de corrosión, en la cual el zinc,que es más activo que el cobre, se corroe con mayor facilidad.
En el Esquema 4.3.7 se muestra la apariencia de este tipo de ataque.
La única forma de combatir este de daño, es no empleando estas aleaciones en mediosdonde sean susceptibles a corroerse.
Corrosión Intergranular:
Este tipo de corrosión se presenta debido a que los materiales metálicos sometidos aciertos medios corrosivos se ven atacados selectivamente en los límites de grano.
En casos severos suelen desprenderse granos enteros debido al gran deterioro por sus

14
límites, pudiéndose observar a simple vista una superficie rugosa.
En el esquema 4.3.8 se muestra este fenómeno:
Corrosión Bajo Tensión:
Cuando el material metálico es sometido, en forma conjunta a un esfuerzo mecánico y aun ataque químico, suelen generarse fracturas que no se formarían si dicho material sóloestuviera sometido al esfuerzo físico o al fenómeno de corrosión.
Este tipo de corrosión se presenta solo para algunos materiales, que están en contactocon medios corrosivos específicos, lo peligroso de ésta, es que puede ser no apreciabledurante mucho tiempo, o propagarse rápida e inesperadamente.
Las fracturas o daños causados por corrosión bajo tensiones presentan quebradizas, adiferencia de otras (esfuerzos mecánicos), que generalmente muestran ductibilidad.
En le esquema 4.3.9 se muestra un ejemplo de cómo se presenta este tipo de corrosión.
15
La mejor forma de controlar esta corrosión es seleccionando adecuadamente losmateriales y sus tratamientos.
5.0 QUÍMICA Y ELECTROQUÍMICA DE LA CORROSIÓN
5.1 Química de la Corrosión
La corrosión es un fenómeno químico, el cual puede ser expresado en forma deecuaciones, como cualquier reacción química en la que intervienen reactivos y seobtienen productos y subproductos.Para poder entender esto se requiere disponer de algunos principios elementales dequímica, los que se mencionarán brevemente a continuación:
5.1.1 Corrosión en Ácidos:
Es de todos conocido, que una de las formas de obtener hidrógeno en el laboratorio, esintroduciendo pedazos de Zinc dentro de un recipiente con ácido clorhídrico o sulfúrico,diluidos.Al introducir el Zinc, en cualquiera de estos ácidos, ocasiona que este metal sea atacadoo corroído con rapidez, desprendiéndose hidrógeno, tal y como se indica en lasreacciones a y b.
Zn + 2HCl Zn Cl2 + H2 (a)
Zn + H2SO4 Zn SO4 + H2 (b)
16
Otros metales también son corroídos por medios ácidos, como ejemplo se presentan lossiguientes:
Fe + 2HCl Fe Cl2 + H2 (c)
2Al + 6HCl 2Al Cl3 + 3H2 (d)
Las reacciones c y d muestran que el fierro y el aluminio también son corroídos porel ácido clorhídrico.
5.1.2 Corrosión en Soluciones Alcalinas y Neutras
La corrosión también puede presentarse en agua de mar, agua potable, agua deproceso, aguas residuales, soluciones salinas, soluciones alcalinas, etc.
En la mayoría de los casos la corrosión solo sucede en presencia de oxígeno disuelto.Las soluciones acuosas disuelven rápidamente el oxígeno del aire, siendo este últimouna fuente de oxígeno, requerido por algunos procesos corrosivos.
La corrosión más frecuente, de este tipo, es la oxidación del fierro, cuando se expone aambientes húmedos, o está inmerso en soluciones acuosas.
4Fe + 6 H2 O 4 Fe (OH)3 (e)
Esta reacción muestra que el fierro se combina con agua y el oxígeno, para darnoshidróxido férrico, que es una sustancia insoluble en agua de color café rojizo.
Durante la oxidación en la atmósfera, existe la oportunidad de que el producto de lareacción se seque, deshidratándose el hidróxido férrico, para formar un óxido de colorcafé rojizo, llamado herrumbre, que es tan familiar, que siempre que lo vemos loasociamos con la corrosión.
2Fe (OH)3 = Fe2O3 + 3H20 (f)
Reacciones similares se presentan cuando el Zinc se expone al agua o en aire húmedo.
2Zn 0 2H20 + O2 = 2Zn (OH) 2 (g)
Zn(OH) 2 = ZnO = H2O (h)

17
El óxido de Zinc resultante es el depósito blanco que se observa en los equiposgalvanizados.
5.1.3 Corrosión en otros medios.
Los metales también pueden ser atados en soluciones que no contengan oxígeno oácidos. Las soluciones típicas para este proceso, son aquellas soluciones denominadasoxidante que contienen sales férricas y compuestos cúpricos en los que la corrosión sepresenta de acuerdo con las siguientes reacciones:
Zn + 2FeCl3 = ZnCl2 + 2FeCl2 (i)
Zn + CuSO4 = ZnSO4 + Cu (j)
Es pertinente notar que en la reacción (i) el cloruro férrico, cambia a cloruro ferroso amedida que el zinc se corroe.En la reacción (j) el zinc, reacciona con el sulfato de cobre metálico sobre la superficiedel zinc. Por esta razón las reacciones similares a ésta reciben el nombre de reaccionesde sustitución metálica.
5.1.4 Productos de corrosión.
El término productos de corrosión, se refiere a las substancias obtenidas durante lasreacciones de corrosión y éstas pueden ser solubles, como en el caso del cloruro de zincy del sulfato de zinc o insolubles como en el caso del óxido de fierro e hidróxido de fierro.
La presencia de los productos de la corrosión es una de las formas por las cuales sedetecta ésta, por ejemplo el óxido. Sin embargo, es conveniente notar que los productosinsolubles de la corrosión no siempre son visibles, por ejemplo al exponer una pieza dealuminio al aire, se forma una película de óxido casi invisible que protege al metal de unataque posterior y la película es casi invisible, porque es extraordinariamente delgada,siendo esta la razón del uso extensivo del aluminio en la construcción de ventanas,canceles y molduras automotrices.
5.2 ELECTROQUIMICA DE LA CORROSION:
Reacciones electroquímicas. Una reacción Electroquímica, se define como unareacción química, en la cual existe una transferencia de electrones, es decir, es unareacción química que comprende el fenómeno de oxidación y reducción.
18
Como la corrosión metálica es casi siempre un proceso electroquímico, es muyimportante comprender la naturaleza básica de las reacciones electroquímicas
La definición anterior de reacción electroquímica puede ser mejor comprendidaobservando en detalle una reacción típica de corrosión, así por ejemplo la reacción delzinc con el ácido clorhídrico, queda mejor expresada recordando que el ácido clorhídricoy el cloruro de zinc están ionizados en soluciones acuosas, por lo que podemos escribir.
Zn + 2H+ + 2C l- = Zn++ + 2Cl - + H2 (k)
Cuando la reacción se escribe en esta forma, es obvio que el Ion – cloruro no participaen forma directa en la reacción puesto que el Ion – cloruro aparece en ambos miembrosde la ecuación y no es alterada por la reacción de corrosión, es decir, la valencia del Ioncloruro permanece sin cambio.
De acuerdo a lo anterior, la ecuación (k) se puede escribir en forma simplificada como:
Zn + 2H+ = Zn++ + H2 (l)
Esta última ecuación, indica que la corrosión del zinc en ácido clorhídrico consiste,simplemente, en la reacción entre el zinc y los iones hidrógeno, que producen iones –zinc y gas hidrógeno.
Durante esta reacción, el zinc es oxidado a iones zinc es decir, la valencia del zinc seincrementa y simultáneamente los iones hidrógeno son reducidos a gas hidrógenodisminuyendo su valencia.
Por lo anterior, la reacción (l) puede ser simplificada aún más al dividirla en una reacciónde oxidación y una reacción de reducción.
Zn = Zn ++ + 2e (m)Oxidación (reacción anódica)
2H+ + 2e = H2 (n)Reducción (reacción catódica)
Cuya suma nos da:

19
Zn + 2H+ = Zn++ + H2 (l)
Una reacción de oxidación tal como la ecuación (m), significa un incremento en el estadode oxidación o valencia con producción de electrones y en forma similar, la reacción dereproducción representa una disminución el estado de oxidación o valencia y el consumode electrones tal y como se ve en la ecuación (n).
La suma de las reacciones m y n, nos da la reacción total (reacción l).
En términos de corrosión, una reacción de oxidación recibe el nombre de reacciónanódica, mientras que a la reacción de reducción se le denomina reacción catódica.
Todo proceso de corrosión necesita por lo menos una reacción de oxidación y unareacción de reducción, por lo que podemos resumir, que las reacciones de la corrosiónson electroquímicas en naturaleza y debido a esto es posible dividir el proceso de lacorrosión, en reacciones anódicas y reacciones catódicas que permiten simplificar lapresentación de la mayoría de los procesos.
5.2.1 Reacciones anódicas:
Durante el ataque corrosivo la reacción anódica siempre es la oxidación de un metal aun estado superior de valencia por ejemplo las reacciones a, b, c y d.
Zn + 2HCl Zn Cl2 + H2 (a)
Zn + H2SO4 Zn SO4 + H2 (b)
Fe + 2HCl Fe Cl2 + H2 (c)
2Al + 6HCl 2Al Cl3 + 3H2 (d)
Todas ellas, representan la reducción de los iones hidrógeno a gas hidrógeno en formasemejante a la reacción m y la única diferencia entre ellas, es la naturaleza de susprocesos anódicos de oxidación. Lo anterior permite ver que la corrosión por ácidos esmuy simple ya que, en cada caso, la reacción catódica es simplemente eldesprendimiento de gas hidrógeno de acuerdo a lo explicado en la reacción n.
Este desprendimiento de hidrógeno ocurre con una gran variedad de metales y ácidos,tales como el clorhídrico, sulfúrico, fluorhídrico, acético, fórmico y otros ácidos orgánicossolubles en agua.

20
Separando las reacciones a, b, c, d en reacciones anódicas y catódicas, vemos que lasecuaciones a y b representan la oxidación del zinc a sus iones, mientras que la c y dindican la oxidación de fierro y el aluminio a sus iones, tal y como se indica en lasiguientes reacciones anódicas
Zn = Zn ++ + 2e (m)
Fe = Fe ++ + 2e (n)
Al = Al ++ + 3e (o)
De acuerdo a estas reacciones, la reacción anódica, de oxidación o corrosión se puederepresentar como sigue:
M = M +n + n e- (p)
Es decir, la corrosión del metal M da como resultado su oxidación, para dar Iones convalencia +n, y la liberación de n electrones.
El valor de n depende de la naturaleza del metal, así por ejemplo: la plata esmonovalente, mientras que otros metales como el fierro, el titanio, el cobre, sonpolivalentes, pudiendo tener mas de una valencia.
5.2.2 Reacciones catódicas
Hay varias reacciones catódicas, que se encuentran asociadas a la corrosión de losmetales, dentro de las más comunes podemos citar:
Desprendimiento de hidrógeno2H+ + 2e = H2 (n)
Reducción de oxígeno, en soluciones ácidasO2 + 4 e + 4 H = 2H2O (q)
Reducción de oxígeno, en soluciones neutras o alcalinasO2 + 2H2O + 4 e = 4 OH - (r)
Reducción de iones metálicosFe +++ + 1e = Fe ++ (s)
Depósito de un metalCu ++ + 2 e = Cu (t)
21
La reducción de iones hidrógeno, con desprendimiento de hidrógeno gas ya se discutió,con anterioridad, pero para la reacción del oxígeno, en las ecuaciones q y r , se pudecomentar, que es una reacción catódica muy común, ya que el oxígeno se encuentrapresente en la atmósfera y los metales y los medios corrosivos están expuestos a esteelemento.
La reducción de los iones metálicos y el depósito de metales, aunque es menosfrecuente, causan problemas de corrosión muy severos.
Todas estas reacciones anódicas, tienen en común que consumen electrones y todaslas reacciones de corrosión son, simplemente, combinaciones de una o más de lasreacciones indicadas, unidas con una reacción anódica similar a la ecuación p.
Podemos establecer entonces, que la mayoría de los casos de corrosión metálicapueden ser reducidos a seis ecuaciones, ya sea en forma aislada o en combinaciones,así por ejemplo, el Zinc se corroe en agua o aire húmedo de la siguiente manera:
2 Zn = 2Zn ++ + 4 eO2 + 2 H2O + O2 = 4 OH-
2 Zn + O2 + 2 H2O + O2 = 2Zn ( OH ) 2
Los productos de esta reacción son iones Zn ++ y iones oxidrilo OH -, queinmediatamente formados reaccionan para formar el hidróxido de Zinc 2Zn ( OH ) 2,insoluble en agua.
Durante la corrosión puede ocurrir más de una reacción de oxidación y reducción, asípor ejemplo durante el ataque de una aleación, los átomos de los componentesmetálicos pasan a la solución en forma de iones, tal y como sucede en aleaciones decromo fierro en donde ambos metales sus átomos son oxidados a sus ionescorrespondientes.
Al considerar la corrosión del Zinc en una solución de ácido clorhídrico, conteniendooxígeno disuelto. (Figura 5.2.2), hay la posibilidad de dos reacciones catódicas; eldesprendimiento de hidrógeno y la reducción del oxígeno, por lo que la velocidad decorrosión se incrementa.
Lo anterior indica que las soluciones ácidas conteniendo oxígeno disuelto, songeneralmente más corrosivas, que los ácidos exentos al contacto con el aire de laatmósfera.
Como conclusión se puede establecer que la remoción del oxígeno disuelto de lassoluciones ácidas, hace un medio corrosivo menos agresivo.

22
Éste es un método empleado en el control de la corrosión, en muchos medioscorrosivos, en los que la remoción de oxígeno puede hacerse por un procedimientoquímico, físico o combinación de ambos.
2.0 FENOMENO DE POLARIZACION
Es interés primordial del Ingeniero de corrosión, el conocer la velocidad a la cual sedesarrollan las reacciones catódicas y anódicas que pueden ser determinada por variosmétodos físicos y químicosCuando una reacción electroquímica se retarda, se dice que esta polarizada y hay dostipos diferentes de polarización que son: polarización de actividad y polarización porconcentración.
La polarización por activación se refiere a aquellos factores retardadores de la reacciónque son inherentes a la reacción misma como por ejemplo, la velocidad a la cual losiones hidrógeno se reducen a gas hidrógeno.
La polarización por activación, es función de varios factores que incluyen la velocidad detransporte del electrón al Ion hidrógeno en la superficie metálica, que naturalmente esinherente de un metal en especial y depende de la concentración de iones hidrógeno yde la temperatura del sistema, por lo que la velocidad de desprendimiento del hidrógenoes muy diferente para cada metal.
Por otra parte, la polarización por concentración (Figura 6.1) se refiere al retardo de lareacción electroquímica como resultado de los cambios de concentración en la soluciónadyacente a la superficie metálica.

23
Figura 6.1 Polarización por concentración durante la reducción catódica de ioneshidrógeno.
Si la reacción procede a muy alta velocidad y la concentración de iones hidrógeno de lasolución es baja, se puede ver que la región cercana de la superficie metálica se agotaen sus iones hidrógeno puesto que son consumidos en la reacción química.Bajo estas condiciones, la reacción es controlada por la velocidad de difusión de losiones hidrógeno a la superficie metálica.
La polarización por activación es generalmente el factor que controla la corrosión enácidos fuertes, mientras que la polarización por concentración predomina cuando laconcentración de las especies activas es baja, por ejemplo, en ácidos diluidos o ensoluciones salinas y agua con oxígeno, y a que la solubilidad del oxígeno es muy baja ensoluciones acuosas y en agua.
El conocimiento del tipo de polarización que se presenta es muy útil ya que permitepredecir las características del sistema corrosivo, por ejemplo, si la corrosión escontrolada por la polarización por concentración, entonces cualquier incremento en lavelocidad de difusión de las especies activas como H, deberá incrementar la velocidadde corrosión y en un sistema de esta naturaleza, la agitación del líquido tiende aincrementar la velocidad de corrosión del metal. Por otra parte si la reacción catódica secontrola por polarización por activación, entonces la agitación no tendrá ningún efecto enla velocidad de la corrosión, lo cual confirma que el conocimiento del tipo de polarizaciónpresente permite hacer predicciones muy útiles, concernientes al efecto relativo quesobre la velocidad de corrosión puede ser producida por el aumento de velocidad deflujo de un líquido en una tubería.

24
7.0 POTENCIAL DE CORROSIÓN:
El potencial de un metal que se corroe, es muy útil en los estudios de corrosión y sepuede obtener fácilmente en el laboratorio y en condiciones de campo y se determinamidiendo la diferencia de potencial existente entre el metal sumergido en un mediocorrosivo y un electrodo de referencia apropiado.
Los electrodos de referencia más utilizados son el electrodo saturado de Calomel, elelectrodo de cobre - sulfato de cobre y el electrodo de platino – hidrógeno.
La medición de la diferencia de potencial entre el metal que se corroe y el electrodo dereferencia, se lleva a cabo con la ayuda de un potenciómetro.
Figura 7.1 Medición experimental del potencial de corrosión.
Al medir y reportar los potenciales de corrosión es necesario indicar la magnitud y elsigno de voltaje obtenido.
La magnitud y el signo del potencial de corrosión son una función del metal, composicióndel electrolito y temperatura y agitación del mismo.
25
7.1 Potenciales de óxido reducción
El potencial de óxido reducción, se refiere al potencial relativo de una reacciónelectroquímica en condiciones de equilibrio por lo que las reacciones deben proceder ala misma velocidad de ambas direcciones.
Estos potenciales también son conocidos con el nombre de potenciales Redox, potencialde media celda y serie de fuerzas electromotrices.
7.2 Criterio para la corrosión.
Los potenciales de óxido reducción son muy útiles ya que pueden ser utilizados parapredecir si un metal es o no corroído en un medio de ambiente dado. Esto se puedeestablecer por medio de la siguiente regla generalizada: “En cualquier reacciónelectroquímica la media celda más negativa tiende a oxidarse, mientras que la mediacelda más positiva tiende a reducirse”
Aplicando esta regla al caso del zinc que se corroe en soluciones ácidas, podemos verque la media celda zinc metálico iones zinc, es más negativa que la media celda iones –hidrógeno – hidrógeno gaseoso, por lo que aplicando la regla anterior se ve que el zincdeberá ser corroído en soluciones ácidas.
Se puede ver, que todos los metales que tienen potenciales Redox, más negativos quela media celda iones hidrógeno – gas hidrógeno, serán corridos por soluciones ácidas, locual incluye a metales como el plomo estaño, níquel, fierro y aluminio junto con los otrosmetales con potencial negativos.
Por otra parte, el cobre, mercurio, plata, paladio y los otros metales con potenciales máspositivos que la media celda iones hidrógeno – gas hidrógeno, no serán corroídos porsoluciones ácidas, es decir, el cobre por ejemplo, podría ser un buen material paraguardar ácidos.
Sin embargo el cobre se corroe si el ácido contiene oxígeno, ya que en el potencialRedox del cobre es menos positivo que el potencial de las dos media pilas de oxígeno,tal y como se muestra en la tabla de los p potenciales Redox a 25 C (Tabla 7.2.1)

26
REACCIÓN POTENCIALAu = Au +3 + 3e 1.42 NoblePt = Pt +2 + 2e 1.2
O2 +4 H + + 4e = 2H 2 O 1.23Pd = Pd +2 + 2e 0.83
Ag = Ag + + e 0.7992Hg = Hg2 +2 + 2e 0.798
Fe+3 + e = Fe+2 0.771O2 + H2O + 4 e = 4 OH 0.401
Cu = Cu +2 + 2e 0.34Sn +4 + 2e = Sn+2 0.1542H + + 2 e = H2 0.000 Referencia
Pb = Pb+2 + 2e -0.126Sn = Sn+2 + 2 e - 0.140Ni = Ni+2 + 2 e - 0.23Co = Co+2 + 2 e - 0.27Cd = Cd+2 + 2 e - 0.402Fe = Fe+2 + 2 e - 0.44Cr = Cr+3 + 3 e - 0.71Zn = Zn +2 + 2 e - 0.763Al = Al+3 + 3 e -1.66Mg = Mg+2 + 2 e - 2.38Na = Na+1 + 1 e - 2.71K = K+1 + 1 e -2.92 Activo

27
CAPITULO II
TECNICAS DE MEDICIÓN DE LA VELOCIAD DE CORROSION
INTROUDCCION:
Cuando se estudian problemas provocados por el fenómeno de la corrosión, uno de losparámetros más importantes para su evaluación, lo representa la medición de lavelocidad o rapidez con que se manifiesta y en la mayoría de las veces, la forma máseconómica de examinar el comportamiento de la corrosión es permitir que ésta ocurra,para conocer su velocidad y así contar con predicciones fidedignas, que conduzcan a unmejor diagnóstico y solución del problema.
Antes de seleccionar una prueba o técnica para evaluar el fenómeno e la corrosión, esimportante definir el motivo para hacerlo, ya que, esto aumentará las oportunidades deescoger el mejor método, con la ventaja adicional de evitar la realización de pruebas quea menudo no son necesarias.
Las principales razones para evaluar la corrosión son:
a) Controlar la corrosión tal y como ocurre en la planta.
b) Evaluar materiales y efectos del medio para aplicaciones futuras.
c) Evaluar la calidad de un lote específico de materiales conociendo sucomportamiento, como un ejemplo, el tratamiento térmico correcto que seva a usar.
En este capítulo, se discute el particular la forma de calcular la velocidad de corrosiónmediante pruebas de laboratorio o planta, utilizando especimenes y sondas de prueba,que son atacados por el medio corrosivo bajo estudio, sufriendo desgaste o alteracionesque son medidos por diferentes técnicas, que serán discutidas a continuación.
1.0 INSPECCION VISUAL
Podría pensarse que la inspección visual es una técnica de seguimiento de la corrosión,sencilla práctica y confiable, sin embargo, en la mayoría de los casos reales es todo locontrario, por ejemplo: se puede mencionar que en el interior de un equipo operado, noes sencillo efectuar observaciones de este tipo, como tampoco lo es, en instalacionessumergidas o enterradas. Incluso, en los casos donde la instalación es visible, o que se
28
puede suspender el proceso para efectuar una inspección, generalmente es pococonfiable la valoración de la magnitud del fenómeno de corrosión, acentuándose másesta incertidumbre, si dicho fenómeno es de tipo localizado y microscópico.
Además, con una simple inspección no se puede predecir o estimar el tiempo de vida útildel sistema o equipo en estudio.
No obstante, la inspección visual puede ofrecer algunos beneficios, sobre todo, si setoma como una técnica adicional o complementaria de seguimiento de la velocidad decorrosión.
2.0 REGISTO DE FUGAS O FALLAS
En el uso de registros de fugas o fallas, como técnica de monitoreo de la corrosión, aligual que la anterior descrita, sólo es recomendable como complemento, corroborandolos resultados obtenidos con otro métodos de valoración de la corrosión.
No se aconseja emplear esta técnica como único recurso, ya que sólo ofrece resultados,cuando existe una indeseable fuga o falla en el equipo en estudio. Por consiguiente,tampoco se puede esperar que sucedan estos percances, para determinar la eficienciade alguna técnica de prevención y control de la corrosión..
Pero si se tiene registros de fugas o fallas de equipo con problemas de corrosión,pueden tomarse como experiencia para tratar de mejorar la protección anticorrosiva deequipos o instalaciones similares.
3.0 TESTIGOS CORROSIMETRICOS DE TIPO GRAVIMETRICO
Dentro de los diversos métodos y formas de mensurar el fenómeno de corrosión, lastécnicas gravimétricas o de pérdida de peso son las más sencillas y de uso másgeneralizado.
Estos consisten en exponer, piezas metálicas debidamente preparadas, acondicionadasy pesadas, en el medio corrosivo y las condiciones del sistema por estudiar, quedandoexpuestos al fenómeno de corrosión durante un tiempo bien definido, después del cualse retiran, se limpian adecuadamente (para removerle los productos de corrosión) y sevuelven a pesar.
Estas piezas metálicas se les conoce con el nombre de testigos Corrosimétricos de tipogravimétrico, aunque es común escuchar el anglicismo: “Cupones de Corrosión”, comosinónimo de los mismos, debido a que gran parte de la literatura técnica referente altema, viene en inglés.
Los testigos de corrosión pueden ser instalados directamente en sistemas o equipos enoperación mediante técnicas especiales, de las que se hablarán el capítulo VII.

29
De igual manera en el capítulo VI se mencionará el uso de éstos en pruebas delaboratorio.
Las dimensiones y características de los testigos Corrosimétricos dependerán de lasnecesidades de cada caso, pero en todos ellos, la velocidad de corrosión dependeráprincipalmente de la diferencia de peso.
En la mayoría de los casos, otros técnicas de medición de la magnitud del fenómeno decorrosión, toman como referencia a las gravimétricas, siendo ésta el patrón decomparación de las demás.
La forma más comúnmente empleada para mesurar la corrosión, es midiendo lacantidad de materia pérdida por este fenómeno con respecto al tiempo, motivo por elque adopta el nombre de velocidad de corrosión (“C”), (“Corrosión Rate”).
A continuación se describe, como se puede conseguir valores de corrosión a partir detestigos corrosimétricos de tipo gravimétrico.
Con los datos de pérdida de peso sufridos por los testigos corrosimétricos, se puedecalcular la velocidad de corrosión expresada, como el cociente de los gramos de pérdiday el tiempo de duración de la prueba, de acuerdo con la siguiente expresión:
(a)C = W
t
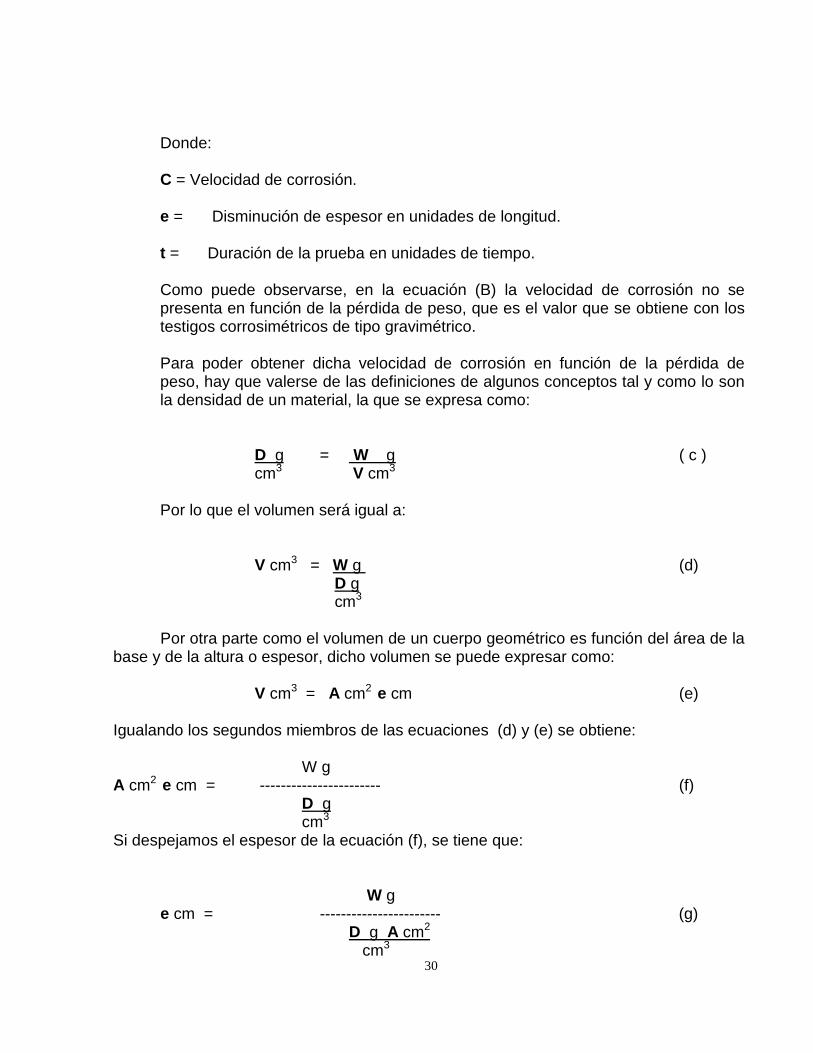
Donde:
C = Velocidad de corrosión
W = Pérdida de peso en gramos, sufrida por el testigo corrosimétrico.
t = Duración de la prueba expresada en unidades de tiempo, tales como:horas, días, mes y año.
De acuerdo a lo anterior, con esta simple ecuación sería factible conocer lavelocidad de corrosión, sin embargo, con la pérdida de peso está en función delárea expuesta ésta no siempre es la misma, es preferible expresar la velocidad decorrosión como la pérdida de peso por unidad de Área y tiempo, o mejor aún entérminos de la disminución de espesor por unidad de tiempo, tal y como se indicaen la siguientes ecuación.
C = e (b) t
30
Donde:
C = Velocidad de corrosión.
e = Disminución de espesor en unidades de longitud.
t = Duración de la prueba en unidades de tiempo.
Como puede observarse, en la ecuación (B) la velocidad de corrosión no sepresenta en función de la pérdida de peso, que es el valor que se obtiene con lostestigos corrosimétricos de tipo gravimétrico.
Para poder obtener dicha velocidad de corrosión en función de la pérdida depeso, hay que valerse de las definiciones de algunos conceptos tal y como lo sonla densidad de un material, la que se expresa como:
D g = W g ( c )cm3 V cm3
Por lo que el volumen será igual a:
V cm3 = W g (d) D g
cm3
Por otra parte como el volumen de un cuerpo geométrico es función del área de labase y de la altura o espesor, dicho volumen se puede expresar como:
V cm3 = A cm2 e cm (e)
Igualando los segundos miembros de las ecuaciones (d) y (e) se obtiene:
W gA cm2 e cm = ----------------------- (f)
D gcm3
Si despejamos el espesor de la ecuación (f), se tiene que:
W ge cm = ----------------------- (g)
D g A cm2 cm3

31
Sustituyendo la ecuación (g) en la (b) obtenemos:
W gC = -------------------------------- (h)
t horas D g A cm2 cm3
W g cmC = ------------------------ ------- (i)
A D T hora
La ecuación (i) presenta la forma fundamental para expresar la velocidad de corrosiónen términos de disminución de espesor por unidad de tiempo, que dependiendo delsistema de unidades escogidas tomará la forma general de:
WC = K ------------------------ (j)
A D T
En la que K representa una constante, que involucra todos los factores de conversión,de las unidades utilizadas en las mediciones de pérdida de peso, área y densidad de lostestigos, así como el tiempo de prueba, o exposición de los mismos.
Por ejemplo, si se quiere obtener la velocidad de corrosión a partir de una pérdida depeso “W” expresada en gramos “g”, un área “A” expresada en centímetros cuadrados“cm2 ”, y una densidad “D” en gramos por centímetro cúbico “g / cm3” y un tiempo deexposición “t” en horas “hr”, tenemos:
W gC = K
(k) A cm2 1 in2 16.387 cm3 D g t 1 año
6.4516 cm2 1 in3 cm3 8760 horas
W inC = 3.448 X 10 3 ------------------------ ------- (l)
A D T año
32
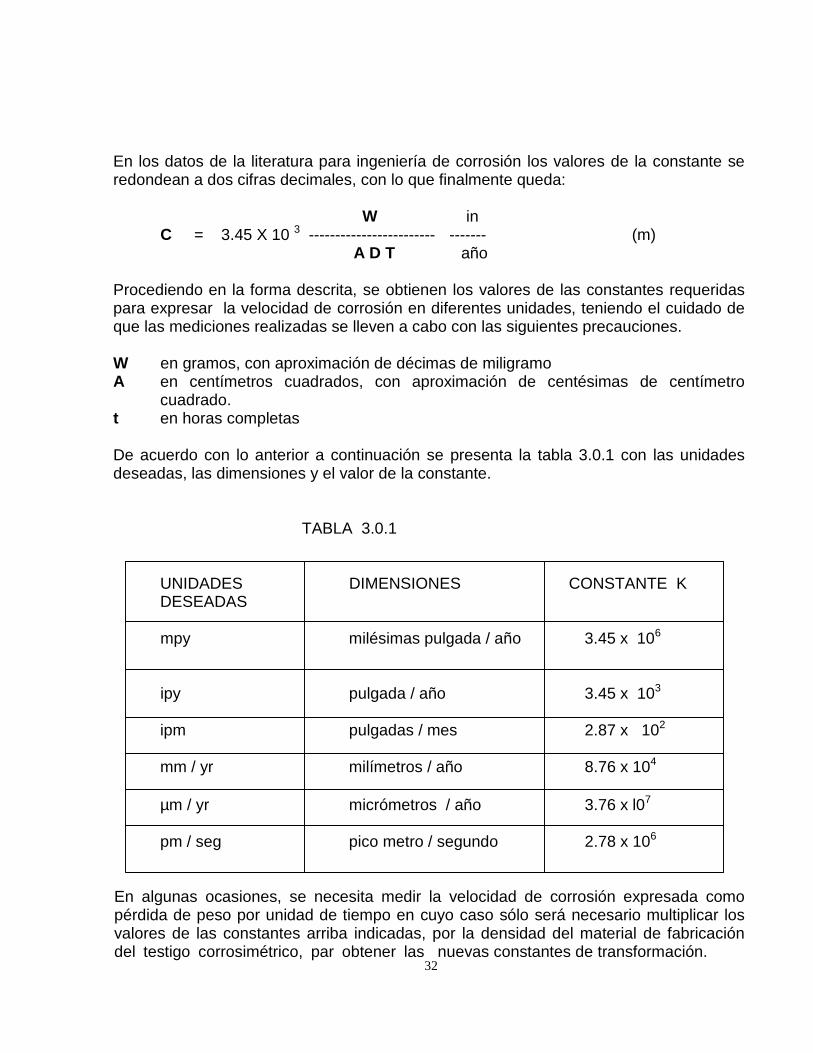
En los datos de la literatura para ingeniería de corrosión los valores de la constante seredondean a dos cifras decimales, con lo que finalmente queda:
W inC = 3.45 X 10 3 ------------------------ ------- (m)
A D T año
Procediendo en la forma descrita, se obtienen los valores de las constantes requeridaspara expresar la velocidad de corrosión en diferentes unidades, teniendo el cuidado deque las mediciones realizadas se lleven a cabo con las siguientes precauciones.
W en gramos, con aproximación de décimas de miligramoA en centímetros cuadrados, con aproximación de centésimas de centímetro
cuadrado.t en horas completas
De acuerdo con lo anterior a continuación se presenta la tabla 3.0.1 con las unidadesdeseadas, las dimensiones y el valor de la constante.
TABLA 3.0.1
UNIDADES DIMENSIONES CONSTANTE KDESEADAS
mpy milésimas pulgada / año 3.45 x 106
ipy pulgada / año 3.45 x 103
ipm pulgadas / mes 2.87 x 102
mm / yr milímetros / año 8.76 x 104
µm / yr micrómetros / año 3.76 x l07
pm / seg pico metro / segundo 2.78 x 106
En algunas ocasiones, se necesita medir la velocidad de corrosión expresada comopérdida de peso por unidad de tiempo en cuyo caso sólo será necesario multiplicar losvalores de las constantes arriba indicadas, por la densidad del material de fabricacióndel testigo corrosimétrico, par obtener las nuevas constantes de transformación.

33
in D g C D gC = = (n)
año in3 in2 año
Con este criterio se presenta a continuación la tabla 3.02, que resume los factores detransformación, para velocidades de corrosión expresadas como pérdida de espesor odesgaste por unidad de tiempo a velocidades de corrosión de peso de materialconsumido por unidad de tiempo y de área expuesta.
TABLA 3.0.2
UNIDAD DESEADA DIMENSIONES CONSTANTEK
g / m2 hr gramo 1.00 x l04 Dmetro cuadrado – hora
mdd miligramos 2.40 x l06 Ddecímetro cuadrado – hora
µg / m2 seg microgramos 2.78 x l06 Dmetro cuadrado - segundo
Los datos de la densidad “D” deben tomarse en g / cm3
El conocimiento de los factores de conversión, permite transformar una velocidad decorrosión expresada en un tipo de unidades a cualquier otro tipo.
Para convertir una velocidad de corrosión en unidades X a unidades Y, multiplicamospor K y / Kx. Por ejemplo si C = 15 mpy y deseamos la velocidad en pm / seg.tenemos:

34
Finalmente, como las velocidades de corrosión en los Estados Unidos de Norte América,son comúnmente medidas en mpy o mil / año, es necesario a veces, transformarrápidamente las velocidades de corrosión expresadas en otras unidades a mpy por loque a continuación se presente la tabla 3.03 que permite hacer este trabajo.
TABLA 3.03
UNIDADES DADAS DIMENSIONES MULTIPOLICAR POR PARACONVERTIR A (mpy)
mils /añoipy Pulgada /año 1000imp Pulgada /mes 1200
mm/yr Milímetro /año 39.4µm/yr Micrómetros /año 0.039
pm/seg Picómetro /segundo 1.24g/cm2 hr Gramo
Centímetro cuadrado hora345D
mdd MiligramosDecímetro cuadrado día
1.44D
µg MicrogramosMetro cuadrado-segundo
1.24D
En la que D = densidad del metal en gramos / cm3
4.0 MEDICIÓN DE ESPESORES POR ULTRASONIDO
La técnica de medición de espesores con equipos de ultrasonido, se basa en el principiode que algunas ondas de determinada longitud, sufren reflexión o cambio de direccióncon cualquier discontinuidad del material. Estos equipos están formados por un emisorde ultrasonido, un receptor y un circuito electrónico, el que traduce directamente enunidades de espesor el intervalo de tiempo entre la emisión y la recepción.
El uso de estos equipos es de fácil manejo, y ofrece buena confiabilidad en lasmediciones, a reserva de que si existe una discontinuidad en el material, ya bien seapor corrosión o laminación, formada durante el proceso de fabricación del equipo, el
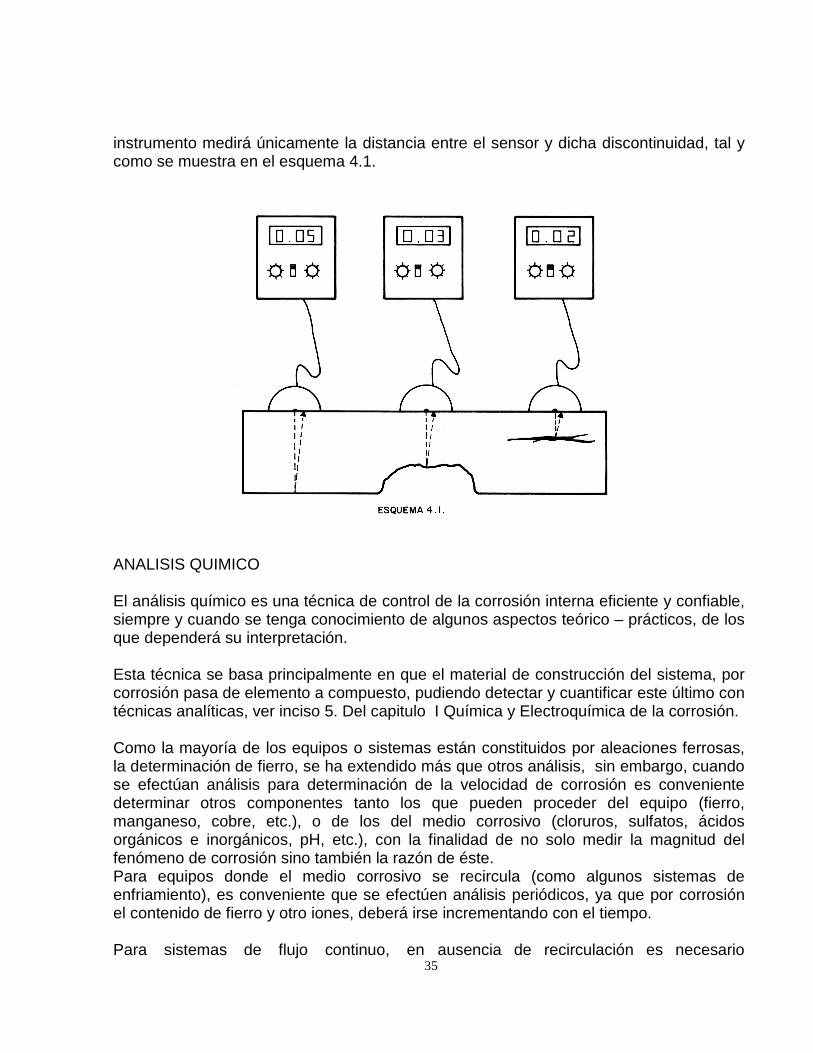
35
instrumento medirá únicamente la distancia entre el sensor y dicha discontinuidad, tal ycomo se muestra en el esquema 4.1.
ANALISIS QUIMICO
El análisis químico es una técnica de control de la corrosión interna eficiente y confiable,siempre y cuando se tenga conocimiento de algunos aspectos teórico – prácticos, de losque dependerá su interpretación.
Esta técnica se basa principalmente en que el material de construcción del sistema, porcorrosión pasa de elemento a compuesto, pudiendo detectar y cuantificar este último contécnicas analíticas, ver inciso 5. Del capitulo I Química y Electroquímica de la corrosión.
Como la mayoría de los equipos o sistemas están constituidos por aleaciones ferrosas,la determinación de fierro, se ha extendido más que otros análisis, sin embargo, cuandose efectúan análisis para determinación de la velocidad de corrosión es convenientedeterminar otros componentes tanto los que pueden proceder del equipo (fierro,manganeso, cobre, etc.), o de los del medio corrosivo (cloruros, sulfatos, ácidosorgánicos e inorgánicos, pH, etc.), con la finalidad de no solo medir la magnitud delfenómeno de corrosión sino también la razón de éste.Para equipos donde el medio corrosivo se recircula (como algunos sistemas deenfriamiento), es conveniente que se efectúen análisis periódicos, ya que por corrosiónel contenido de fierro y otro iones, deberá irse incrementando con el tiempo.
Para sistemas de flujo continuo, en ausencia de recirculación es necesario

36
analizar sus corrientes al inicio y al final de la instalación y así poder atribuir la cantidadexacta de material corroído.
Esta técnica ofrece como ventaja que se pueden efectuar mediciones cuantas veces seanecesario, logrando así un buen seguimiento del fenómeno de corrosión. Comodesventaja se puede mencionar que esta técnica de medición considera en primer lugarque la corrosión está extendida en igual magnitud a lo largo de todo el sistema, noteniendo oportunidad de detectar problemas por corrosión localizada o bien en algunasección especifica del sistema. Además no todos los productos de corrosión sonsolubles en el medio, por lo que dependiendo del caso, habla que tratar de solubilizarlospara aumentar la confiabilidad del método.
Generalmente los productos de corrosión insolubles más frecuentes son óxidos osulfuros, los que con un tratamiento ácido adecuado se solubilizan.
Para consideraciones prácticas, el análisis del contenido de fierro no puede serconsiderado directamente como un valor de velocidad de corrosión, ya que por ejemplo,no es tan grave encontrar 2 ppm de fierro en un sistema que maneja 500 barriles demedio corrosivo al día, que 2 ppm del mismo componente en un sistema que manejo5,000 barriles del mismo medio. Sin embargo para algunos casos específicos dichocontenido de fierro puede transformarse en velocidad de corrosión, tomando en cuentalas características del sistema.
Un ejemplo de esto lo encontramos en líneas de conducción de hidrocarburos, donde seconocen la cantidad de producto manejado, el diámetro y la longitud del ducto, lasespecificaciones del material y por análisis químico el contenido de fierro. Con toda estainformación se posible calcular la velocidad de corrosión utilizando la siguiente fórmula.
C = k X VD.L.d.t.
Donde:
C = Velocidad de Corrosión ( mpy)
X = Concentración de Fierro (ppm)
V = Volumen de producto manejado (bbl/día)
D = Diámetro del Ducto (in)
L = Longitud del Ducto (Km)

37
d = Densidad del material (g /cm3)
t = Tiempo (día)
5.0 MEDICION CON SONDAS Y RESISTENCIA ELECTRICA.
Los sistemas de medición de la corrosión con sondas de resistencia eléctrica, funcionanbasados en el principio fundamental de que la resistencia eléctrica aumenta mientras elárea transversal de un conductor metálico disminuye. El centro de este sistema es unasonda cuidadosamente diseñada para funcionar como un sensor in situ que mide lapérdida del metal.
Un instrumento compara la resistencia del elemento metálico que está expuesto a lacorrosión, con la resistencia de un elemento similar que está protegido de la corrosiónpero está expuesto a la misma temperatura ambiental. Por medio de este método lacompensación ocurre automáticamente para cambios de temperatura, y es posible hacerautomáticamente para cambios de temperatura, y es posible hacer medidas exactas delos pequeños cambios (micro pulgadas) en el grosor del metal, a largas distancias. Lostipos de instrumentos disponibles se clasifican en unidades pequeñas, portátiles eintrínsecamente seguras, a aparatos de adquisición de datos tipo computadoramulticanal, proporcionando rápidas respuestas a la corrosividad y trastornos del proceso.
TEORIA DE OPERACIÓN
Una sección de material eléctricamente conductivo tal como el metal tendrá unaresistencia eléctrica mensurable, la cual está en proporción a su resistividad ρρρρ, a su largoL y al inverso de su área transversal A.
Matemáticamente esto se vuelve:
R = ρρρρ L A
De esta ecuación está claro que, si el largo de la muestra es constante, la resistenciamedida varía inversamente con el área. También es claro que no se incluyen factores decalibración. La resistencia y la manera como varía, depende de las relaciones exactas,matemáticas y físicas.
Cuando el grosor de un elemento sensor es reducido por un proceso de corrosiónuniforme, el cambio en el grosor causará un cambio predecible de resistencia medida deextremo a extremo del elemento. A medida que el área de la sección transversal delelemento se vuelve más pequeña, la resistencia del elemento aumenta. Así podemostrazar una gráfica con los cambios de espesor contra el tiempo y determinar la

38
velocidad de corrosión en algunas unidades útiles, como milésimas de pulgada (0.001”)por año (mpy) o milímetros por año.
CONSIDERACIONES PRACTI CAS
Es difícil tomar medidas exactas de la resistencia absoluta de un pedazo de alambre,instalado en una sonda al extremo de un cable, por dos razones; la temperatura afectaenormemente la resistividad del material y la resistencia en serie de los cables,contactos, etc., es usualmente más grande que la del alambre de prueba.
Si se establece un circuito tipo puente, con dos postes del puente en la sonda y los otrosdos postes en el instrumento, los efectos de temperatura son grandemente eliminados.Además, el instrumento ahora debe medir la relación de voltaje, y no la resistenciaabsoluta. La figura 6.0.1 muestra el elemento sensor y su circuito medidor.
Esquema 6.0.1
Las sondas de resistencia eléctrica están disponibles en una gran variedad deconfiguraciones y aleaciones. Las sondas contienen elementos de verificación yreferencia del mismo metal que los elementos de medición. Para obtener resultadosválidos, en esencia que el elemento de referencia esté protegido contra la corrosióndurante toda la vida de la sonda, y sin embargo, que responda rápidamente a loscambios en temperatura. Estas sondas han sido provistas de sellos herméticos yequilibrio de temperatura rápido. Una lectura hecha a una sonda, antes de leer el
39
elemento medidor, asegura que el elemento de referencia no ha sido afectado por lacorrosión y, que el resultado de la corrosión del elemento medidor sea válido.
Una característica importante de esta técnica es que mide la pérdida de metaldirectamente, como un testigo de corrosión por pérdida de peso. Por lo tanto, se puedemedir los efectos corrosivos en ambientes como el aire, el agua, el aceite, gas, vacío,tierra, cemento, etc., obteniendo resultados que pueden ser comparados fácilmente conotras mediciones obtenidas con testigos corrosimétricos.
CÁLCULO DE VELOCIDADES DE CORROSION.
El elemento medidor de una sonda es útil hasta que su grosor se haya corroídoaproximadamente la mitad de su grosor. Una vez alcanzado este punto, la relaciónentre la resistencia y el grosor el elemento se vuelve demasiado no-lineal para sercompensado electrónicamente.
Obviamente, una vida más larga de un elemento requiere un elemento más grueso, elcual es menor sensitivo.
Recíprocamente, una alta sensitividad correcta de un elemento es critica para la exitosaaplicación de cualquier sistema de resistencia eléctrica.
El elegir una larga vida puede resultar en una reacción mala o un trastorno, impidiendode este modo que el sistema proporcione eficazmente una información verdaderamenteútil.
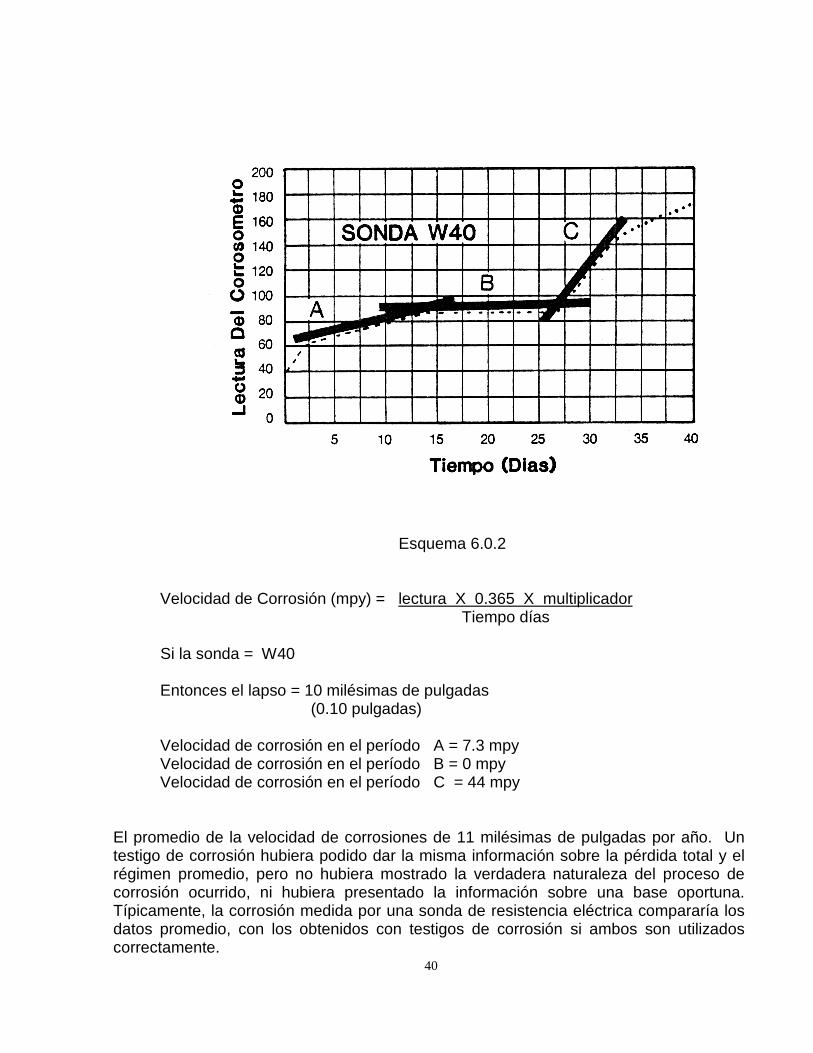
En el ejemplo mostrado en la figura 6.0.2, puede observar que la velocidad de corrosiónpara el período A es 7.3 milésimas de pulgada por año.
Durante el período B esta velocidad cayo casi a cero, y luego en el día 28 de esta mismaempezó a aumentar.
Durante el período C, permaneció al elevado valor de 44 milésimas de pulgadas por año,antes de empezar a disminuir a medida que el trastorno se puso bajo control.
40
Esquema 6.0.2
Velocidad de Corrosión (mpy) = lectura X 0.365 X multiplicador Tiempo días
Si la sonda = W40
Entonces el lapso = 10 milésimas de pulgadas (0.10 pulgadas)
Velocidad de corrosión en el período A = 7.3 mpyVelocidad de corrosión en el período B = 0 mpyVelocidad de corrosión en el período C = 44 mpy
El promedio de la velocidad de corrosiones de 11 milésimas de pulgadas por año. Untestigo de corrosión hubiera podido dar la misma información sobre la pérdida total y elrégimen promedio, pero no hubiera mostrado la verdadera naturaleza del proceso decorrosión ocurrido, ni hubiera presentado la información sobre una base oportuna.Típicamente, la corrosión medida por una sonda de resistencia eléctrica compararía losdatos promedio, con los obtenidos con testigos de corrosión si ambos son utilizadoscorrectamente.
41
6.0 MEDICION CON SONDAS DE RESISTENCIA A LA POLARIZACION LINEAL.
Es posible medir la velocidad de corrosión de un sistema, midiendo la corriente de ladiferencia de un potencial pequeño aplicado entre dos o tres electrodos. A esta técnicageneralmente se le refiere como la técnica de Resistencia de Polarización Lineal.
La corrosión electroquímica de un metal es esencialmente un proceso de óxido –reducción y ya que la oxidación es la transferencia de electrones de un metal a unagente oxidante, la velocidad de transferencia de electrones, o la corriente de corrosión,es una medida de velocidad de corrosión. Aunque la corriente de corrosióngeneralmente no puede ser medida directamente, Stearn y Geary han mostrado quepuede ser calculada de la corriente generada, cuando se imprime un pequeño voltajeentre dos muestras del mismo metal.
Este sistema debe ser usado solamente en soluciones electrolíticamente conductivas.Esta restricción virtualmente elimina el uso de esta tecnología en aceites, gases, tierra,cemento etc. Sin embargo, es una herramienta poderosa y rápida para medir lacorrosión en líquidos de gran importancia a la industria, como aguas de enfriamiento,agua potable, agua de mar, algunos procesos químicos y operaciones como electrolitos.
TEORIA DE OPERACIÓN
Los equipos destinados para este fin, están basados en una teoría electroquímicasofisticada, pero su instrumentación lo hace fácil de usar.
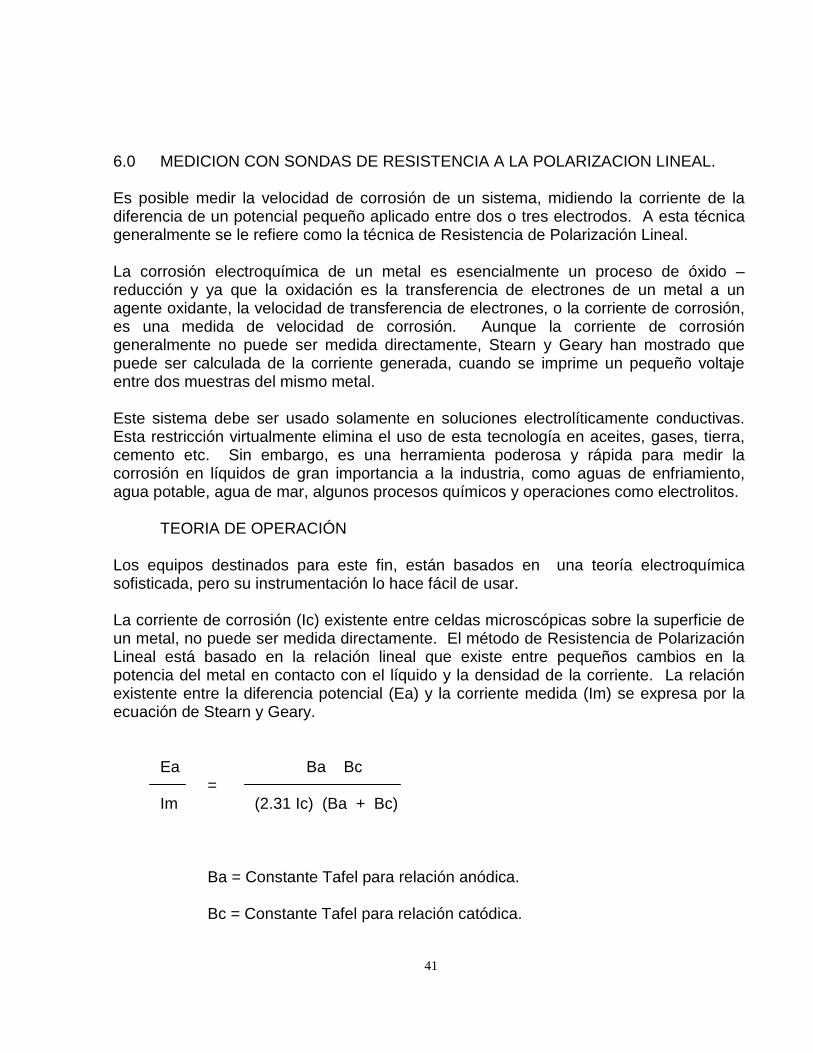
La corriente de corrosión (Ic) existente entre celdas microscópicas sobre la superficie deun metal, no puede ser medida directamente. El método de Resistencia de PolarizaciónLineal está basado en la relación lineal que existe entre pequeños cambios en lapotencia del metal en contacto con el líquido y la densidad de la corriente. La relaciónexistente entre la diferencia potencial (Ea) y la corriente medida (Im) se expresa por laecuación de Stearn y Geary.
Ea Ba Bc=
Im (2.31 Ic) (Ba + Bc)
Ba = Constante Tafel para relación anódica.
Bc = Constante Tafel para relación catódica.
42
Esta ecuación proporciona una relación cuantitativa entre la corriente medida (Im) comoresultado de la diferencia potencial (Ea), y la corriente de corrosión (Ic).
Una vez conocida la corriente de corrosión Ic, ésta puede ser relacionada directamentepor la ecuación (b) donde la velocidad de corrosión es (CM) y K1) es una constante deconversión derivada de un sistema acuoso, utilizando la ley de Faraday aplicada al áreasuperficial del electrodo.
Cm = K1 Ic (b)
Los valores de Ba y Bc son relativamente constantes para un sistema de metal /electrolito dado, por eso, el factor que incluye Ba y Bc puede ser representado por unaconstante.
(c)Ba Bc
K2 =(2.31 Ic) (Ba + Bc)
Las ecuaciones a, b y c pueden ser combinadas simplemente en la ecuación d:
Ea K1 K2 (d)= Rp =
Im Cm
Donde Rp, que está definido por esta relación, se refiere a la Resistencia dePolarización.
Para fines prácticos hay que considerar a una calda electroquímica, que consta de doselectrodos de área conocidas, en contacto con un medio corrosivo electrolítico.Refiérase a la figura 7.0.1

43
Figura 7.0.1Esquema de una celda electroquímica
Por medio de un pequeño voltaje aplicado externamente, se puede inducir una corrienteentre los electrodos por medio de corrosivo. El corrosivo tendrá alguna resistividadeléctrica intrínseca, de modo que una resistencia del medio corrosivo (Rs) existirá entrelos dos electrodos.
La corriente Im, medida entre los dos electrodos, es una función del potencia Eaaplicado, las resistencias del medio corrosivo Rs, y la suma de las resistencias depolarización de dos electrodos ( Rp). Así de la ley de Ohm:
(e)
Ea = Im ( Σ Rp + Rs)
En la mayoría de los casos donde la resistencia del medio corrosivo R es mucho máspequeña que Rp, Rs puede ser descuidado. Así, por sustitución la ecuación (d) puederedefinirse así:
(f)Im
Cm = K1 K2Ea

44
En un sistema de este tipo, Ea se establece por una fuente externa; Im puede sermedida: Y Cm se indica en unidades de velocidad de corrosión (milésimas de pulgadapor año). Note que ninguna de las ecuaciones menciona cuantos electrodos deben serusados, lo que quiere decir que las sondas de dos y tres electrodos determinan lacorrosión de la misma manera precisamente, y están sujetos a las mismas limitaciones.Sin embargo, un tercer electrodo, ubicado correctamente, puede corregir la resistenciadel medio corrosivo Rs. Esto es necesario en casos especiales donde se encuentra unacombinación de altos regímenes de corrosión y baja conductividad.
Cuando la resistencia del medio corrosivo Rs es muy grande (mayor a l0 megohm) comolo es para el aceite, agua destilada, y otros productos que no son conductores, Rp sevuelve insignificante y se presentan grandes errores en la medida de la velocidad decorrosión. Un tercer electrodo puede reducir los efectos de la resistencia de la solucióno medio corrosivo.
La cantidad de error introducido por la resistencia de la solución puede ser calculada sise conoce el régimen de corrosión medido y la resistividad de la solución.
Considerando los factores de calibración del instrumento en particular, se haestablecido que menor del 20% de error será introducido como resultado de Rs enun sistema de medición de dos electrodos, cuando el resultado del régimen decorrosión y la resistividad es menos de 10,000 Ohm-cm-mpy el agua común, quetiene una resistividad de 500 Ohm-cm, por ejemplo el error sería esencialmentedespreciable hasta un régimen de corrosión de 20 mili pulgadas por año, asícomo para el agua de mar (de resistividad = 30 Ohm-cm), seria despreciablehasta un régimen de corrosión de 330 milésimas de pulgadas por año.
45
CAPITULO III
TECNICAS DE CONTROL DE LA CORROSION
1.0 INTRODUCCION
El uso de los inhibidos de la corrosión que comprendido dentro de las técnicas deprevención a la corrosión tal y como se muestra a continuación:
METODOS DE PREVENCION Y CONTROL DE LA CORROSION.
- Selección del material- Recubrimientos anticorrosivos- Protección Catódica- Alteraciones al medio (Inhibidores de la corrosión)- Sobrediseño
Estos métodos son usados en forma aislada o combinada dependiendo del sistema aproteger.
2.0 SELECCIÓN DEL MATERIAL
Para proteger, de la corrosión a un sistema, el primer paso a das es la selección delmaterial, para ello, debe tomarse en cuenta diferente factores como el costo,disponibilidad, resistencia física, fabricabilidad, apariencia y resistencia a la corrosión.
Tomando en cuenta dos estos factores es difícil elegir un material que cumpla con todasla exigencia y cuando el material elegido no es resistente a la corrosión, es necesarioaplicar otro método de protección.
3.0 RECUBRIMENTO ANTICORROSIVOS
Los recubrimientos anticorrosivos proporcionan una barrera entre el equipo y el mediocorrosivo siendo empleados en al protección de superficies de fácil acceso tales como:carrocerías, tanques de almacenamiento, tuberías etc.
46
4.0 TECNICAS ELECTROQUIMICAS
La protección católica, protege una superficie metálica a costa de sacrificar otro metalmás activo o bien empleando corriente, mediante un circuito externo, es empleada en laprotección de cascos de embarcaciones, plataformas marina, tuberías, etc. Que esténsumergidas en un electrolito.
5.0 ALTERACIONES AL MEDIO CORROSIVO
Las alteraciones al medio corrosivo son efectuadas de diferente manera y normalmenteson especificas del sistema con el que se esté trabajando. El uso de inhibidores decorrosión es uno de los métodos son empleados y tiene su aplicación en la protección departe de equipos de difícil acceso, donde no es posible efectuar otro tipo de protección,por ejemplo en el interior de: válvulas, intercambiadores de calor, tuberías, etc.
6.0 SOBREDISEÑO
El sobre diseño más que un técnica de control de la corrosión es una medida deprevención de los estragos que este fenómeno causa a los equipos de sistemasmetálicos.
El sobre diseño es conveniente usarlo en conjunto con otras técnicas, tales como losrecubrimientos, los inhibidores y la protección catódica ya que estas técnicas por muyeficientes que sea, siempre reducen los daños por corrosión, pero no los anula porcompleto.
Sin embargo, el sobre diseño en forma aislada presente serios inconvenientes talescomo: peso excesivo, mayor cantidad de material de construcción, menor diámetrointerno de tuberías, etc., además de no poder garantizar o prever algún tiempo de vidaútil de los equipos.
47
CAPITULO l V
INHIBIDORES DE CORROSIÓN
1.0 DEFINICIÓN
Los inhibidores de corrosión son sustancias que, añadidas a un medio corrosivo,reducen la velocidad de corrosión de los metales o aleaciones.
2.0 CARACTERISTICAS PRINCIPALES DE LOS INHIBIDORES
En términos generales los inhibidores pueden aplicarse a todos los campos de lacorrosión y son numerosísimas la sustancia que puede actuar como inhibidores de lacorrosión; Sin embargo, en la práctica, el número de inhibidores que se utilizancorrientemente es bastante limitado.
La inmensa mayoría de los fenómenos de corrosión son de naturaleza electroquímica,con un proceso parcial anódico, de oxidación metálica:
Me Me n + ne (a)
Y otro catódico, de reducción, que equilibra eléctricamente al anterior.
2H + 2e 2H ° ( ads.) ( b)
2H ( ads. ) H2 ( c )
½ 02 + H20 + 2e 2OH ( d)
Por dicha razón, también la inhibición es, la inmensa mayoría de las veces, de tipoelectroquímico, actuando sobre uno o ambos de los procesos parciales mencionados, odando lugar a una elevada resistencia óhmica entre el electrodo metálico (que se corroe)y el electrolito (medio agresivo) necesario para que el proceso tenga lugar.
Los medios agresivos más típicos son soluciones acuosas más o menos concentrada,Tales soluciones constituyes el campo preferente de aplicación de los inhibidores.
A veces también se da la corrosión de los metales en medios líquidos no acuosos, comoocurre, por ejemplo, con los productos petrolíferos, anticongelante, aceites, etc. Elproceso de corrosión puede desarrollares con rapidez, a veces incluso más deprisa queen soluciones acuosas.
48
La corrosión en los productos petrolíferos, suele deberse a presencia de pequeñascantidades de agua disuelta o emulsionada, agua que puede contener H2S ácidosulfhídrico, ácido clorhídrico HCl, amoniaco NH3 y a veces cianuros. Otras veces losagentes corrosivos son ácidos orgánicos (productos de oxidación de alcoholes ehidrocarburos): azufre o compuestos de azufre ( como los mercaptanos), alcoholes,fenoles, etc.
Cuando se trata de proteger una estructura que se halla expuesta al aire húmedo yespecialmente cuando existe un cierta salinidad, como ocurre en los puertos de mar, ocuando se trata de un tanque o depósito, o tubería parcialmente llenos, en cuyas zonasvacías puede acumularse aire húmedo, existe la posibilidad de proteger al metal contrala corrosión utilizando inhibidores en fase vapor (V.P.I.). Estos inhibidores sonsubstancias con una tensión de vapor relativamente elevada, y su validez dura mientraspersista el inhibidor en contacto con el metal. Unas veces el inhibidor se aplica en elpapel de embalar las mercancías a proteger, otras veces, cuando se trata de recintoscerrados, como es el caso de tanques, el inhibidor puede ir disuelto en el liquido delrecipiente, siempre y cuando su tensión de vapor sea los suficientemente elevada comopara dar una cierta concentración de inhibidor en fase gaseosa.
Cuando se trata de piezas o equipos grandes, que se desea proteger con inhibidores, noserá posible envolverles con papel inhibidor, sino que entonces el agente inhibidorhabrá de ir en grasas de protección temporal o en pinturas.
3.0 CLASIFICACION DE LOS INHIBIDORES
Los inhibidores de corrosión se puede clasificar según diversos criterios como, porejemplo.
a ) atendiendo a su mecanismo de actuación: Inhibidores anódicos Inhibidores catódicos Inhibidores de adsorción; b ) de acuerdo con su composición química: Inhibidores orgánicos Inhibidores inorgánicos
c ) atendiendo a su aplicación Inhibidores de decapado Inhibidores de fase vapor Inhibidores de soluciones alcalinas Inhibidores para soluciones de cloruros Inhibidores para agua de calderas Inhibidores para agua potable Inhibidores para anticongelantes
49
Inhibidores para pinturas Inhibidores para productos petrolíferos Inhibidores para grasas y aceites lubricantes Inhibidores para aceites de corte Inhibidores para hormigón armado, etc.
3.0 FORMAS DE EVALUADAR INHIBIDORES
La eficacia de un inhibidor se mide relacionando el efecto conseguido frente a losresultados obtenidos sin inhibidor. Así por ejemplo, la eficacia se puede valorar enfunción de las perdidas de pesos.
(C r - C i) . 100% E =
C r
En la que C r y C i son las velocidades de corrosión halladas sin inhibidor, y coninhibidor respectivamente.
5.0 MECANISMOS DE INHIBICION
Se acepta, generalmente, que el efecto beneficioso de un inhibidor es el resultado de una de las formas de actuación siguientes:
a) Adsorción de una película delgada sobre la superficie del metal.
b) Formación de una capa pasivante, a veces de naturaleza desconocida y tan delgadaque resulta inapreciable.
c) Formación, por conversión, de una capa de productos de corrosión de una capa deproductos de corrosión apreciable a simple vista
d) Modificación de las características corrosivas del medio por formación deprecipitados protectores que lo separan del metal, o bien eliminando odesactivando el constituyente corrosivo del mismo.
Dado el carácter electroquímico de los fenómenos de corrosión que se desarrollan atemperatura ambiente y moderada, estas formas de actuación de los inhibidores setraduce en impedimentos a la realización de los procesos parciales, anódico (reaccióna) o catódico (reacciones b ó de) del proceso global de corrosión como ambasreacciones tienen lugar en cantidades equivalentes, la limitación de una de ellas serefleja, en igual magnitud, en el ataque.
50
Existen inhibidores que frenan simultáneamente las semirreacciones anódica y catódica;se les denomina mixtos, para diferenciarlos de los anódicos o catódicos, que solo actúansobre la oxidación del metal o la reducción de algún constituyente de medio,respectivamente
Finalmente existen otros inhibidores que incrementan la resistencia óhmica del sistemaelectrolítico, controlando eléctricamente el desarrollo de uno o ambos procesosparciales.Se dice entonces que el fenómeno de corrosión esta bajo control óhmico o deresistencia.
En los esquemas de la figura 5.1 se resumen las modificaciones principales que losdistintos tipos de inhibidores introducen en el trazado de las curvas de polarización delsistema no inhibido.
El efecto común de cualquier tipo de inhibidor es la reducción de la intensidad decorrosión, es decir, de la actividad de las pilas locales responsables del ataque.

51
CAPITULO V
VARIABLES QUE ALTERAN EL FUNCIONAMIENTO DE LOS INHIBIDORES DE CORROSIÓN
INTRODUCCIÓN:
El éxito en el control de la corrosión interna de un sistema utilizando inhibidores decorrosión, se ve afectado por diversos factores que van ligados al fenómeno inhibitivo ycorrosivo, ocasionando de esta manera, que en sistemas aparentemente similares, laeficiencia de inhibición a la corrosión varíe considerablemente.
Las principales variables que alteran el funcionamiento de los inhibidores de corrosiónson:
1.0 La composición y tipo de inhibidor
2.0 La concentración del inhibidor
3.0 La compatibilidad del inhibidor
4.0 Los materiales de construcción del sistema
5.0 El medio corrosivo
6.0 Las condiciones de operación del sistema
En la práctica, es común encontrar que se presente más de una de las variables antesmencionadas afectando el funcionamiento del inhibidor de corrosión, tal y como sedescribe a continuación.
1.0 COMPOSICION Y TIPO DE INHIBIDOR
Los inhibidores de corrosión son específicos para el sistema donde se emplean, sinembargo, para un mismo sistema o equipo puede existir uno o mas inhibidoresadecuados.
52
Como ejemplo de esto tenemos que para sistemas de enfriamiento podemos emplear:Cromatos, Nitritos, Fosfatos; Silicatos; Sales de zinc, etc., ofreciéndonos cada uno deellos ventajas y desventajas específicas tal y como lo son: su eficiencia, su dosificación,su costo, su rango de dosificación donde pueden ser usados, lo contaminantes queresulten para el medio ambiente, etc., factores que tendrán que contemplarse para elegirel más adecuado dadas las necesidades y restricciones que existan para cada caso.
Otro ejemplo, son los inhibidores empleados en el control de la corrosión deinstalaciones que manejan hidrocarburos amargos, los que en general, estánconstituidos por compuestos orgánicos. Por lo que respecta la funcionamiento de losinhibidores orgánicos, podemos decir que este depende principalmente de dos factoresque son:
1. 1. Los Grupos funcionales que son adsorbidos o quimisorbidos en lasuperficie metálica y
1. 2. La cadena hidrocarbonada que forma la barrera.
1.1 Los grupos funcionales a su vez pueden ser de dos tipos, donadores deelectrones ( con exceso de electrones) y aceptores de electrones ( con deficienciaelectrónica), los cuales corresponden inhibidores Catódicos y Anódicos respectivamentey dependiendo de su naturaleza tendrán mayor o menor poder de adsorción oquimisorción, reflejándose en la eficiencia del producto en persistencia de la película yen la resistencia a velocidades de flujo elevadas.
Como ejemplo de estos grupos funcionales podemos mencionar, aminas, salescuaternarias de amonio, alquinos, Nitrilos, azoles, ácidos carboxílicos, sulfónicos y sussales, alcoholes, aldehídos, sulfóxidos, etc.
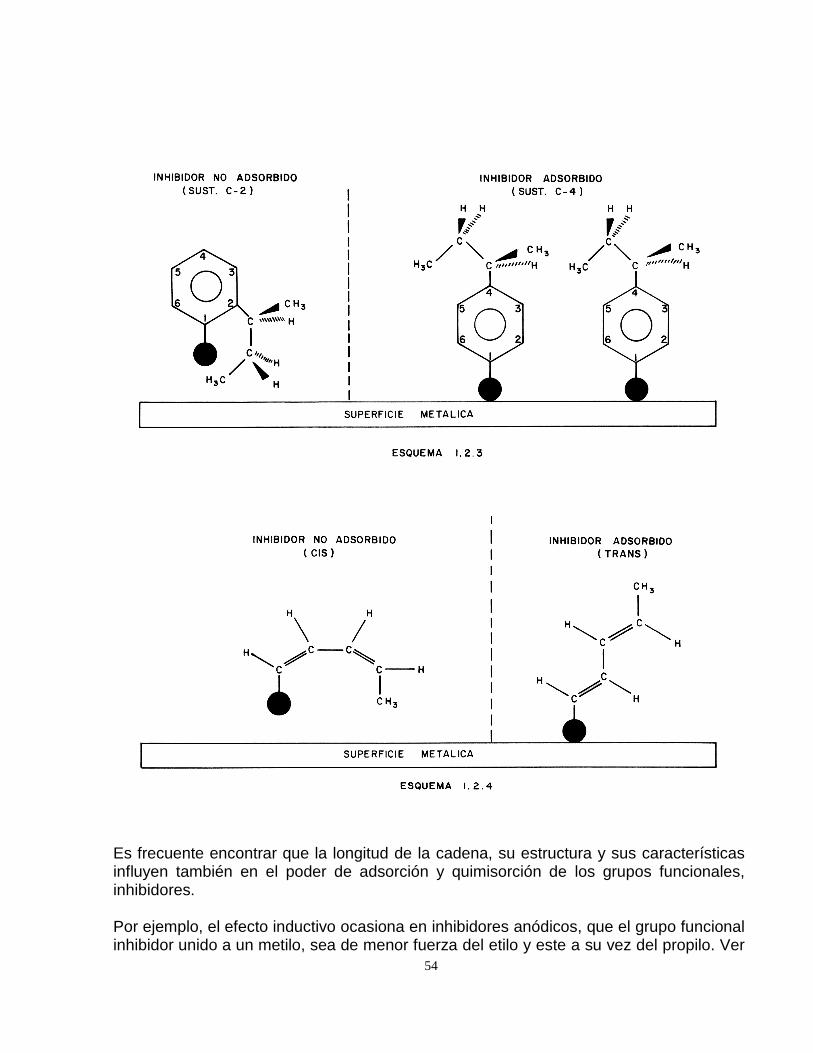
1.2 Por lo que respecta a la cadena hidrocarbonada, ésta puede ser lineal ramificada,saturada, insaturada, alifática, aromática, cíclica, heterocíclica, etc.En general, entre mayor sea dicha cadena, la barrera inhibidora será, por impedimentoestérico, menos permeable a los agentes corrosivos, repercutiendo directamente en laeficiencia de inhibición a la corrosión. Ver esquema 1. 2. 1.

53
Sin embargo, es frecuente encontrar que compuestos de cadena mayor ofrezcaneficiencias menores que sus homólogos inferiores.
Normalmente la razón de esto es que la cadena hidrocarbonada mayor, no sólo ofrecemas impedimento estérico al agente corrosivo, sino que también lo hace con el grupofuncional de inhibidor Ver. Esquema 1. 2. 2.
Obviamente también influye la posición de cadenas hidrocarbonadas en algunoscompuestos con estructuras rígidas, tal y como se muestra en los esquemas1. 2. 3. Y 1. 2. 4.
NOTA: Los homólogos inferiores se definen como los compuestos de igual grupofuncional, pero en una cadena de menor número de átomos de carbono, ejemplo elCH3 OH es homólogo inferior del CH3 CH2 OH
54
Es frecuente encontrar que la longitud de la cadena, su estructura y sus característicasinfluyen también en el poder de adsorción y quimisorción de los grupos funcionales,inhibidores.
Por ejemplo, el efecto inductivo ocasiona en inhibidores anódicos, que el grupo funcionalinhibidor unido a un metilo, sea de menor fuerza del etilo y este a su vez del propilo. Ver

55
esquema 1. 2. 5.
El mismo efecto pero en sentido inverso es observado para los inhibidores Católicos,pero en menor proporción. Ver esquema 1. 2. 6.
Por otro lado, el efecto mesomérico de algunos compuestos con dobles ligaduras, enespecial los que presenten resonancia o aromaticidad, puede ocasionar incrementos en

56
el poder inhibidor de algunos grupos funcionales. Ver esquema 1.7.
En el caso de cadenas que presentan resonancia, los sustituyentes afectan de acuerdoa sus características y su ubicación; Como ejemplo de esto, tenemos que parainhibidores anódicos, los sustituyentes que aporten electrones en la posiciones orto ypara, favorecen al poder inhibidor del grupo funcional. Ver esquema 1. 2. 8.
INHIBIDORES ANODICOS
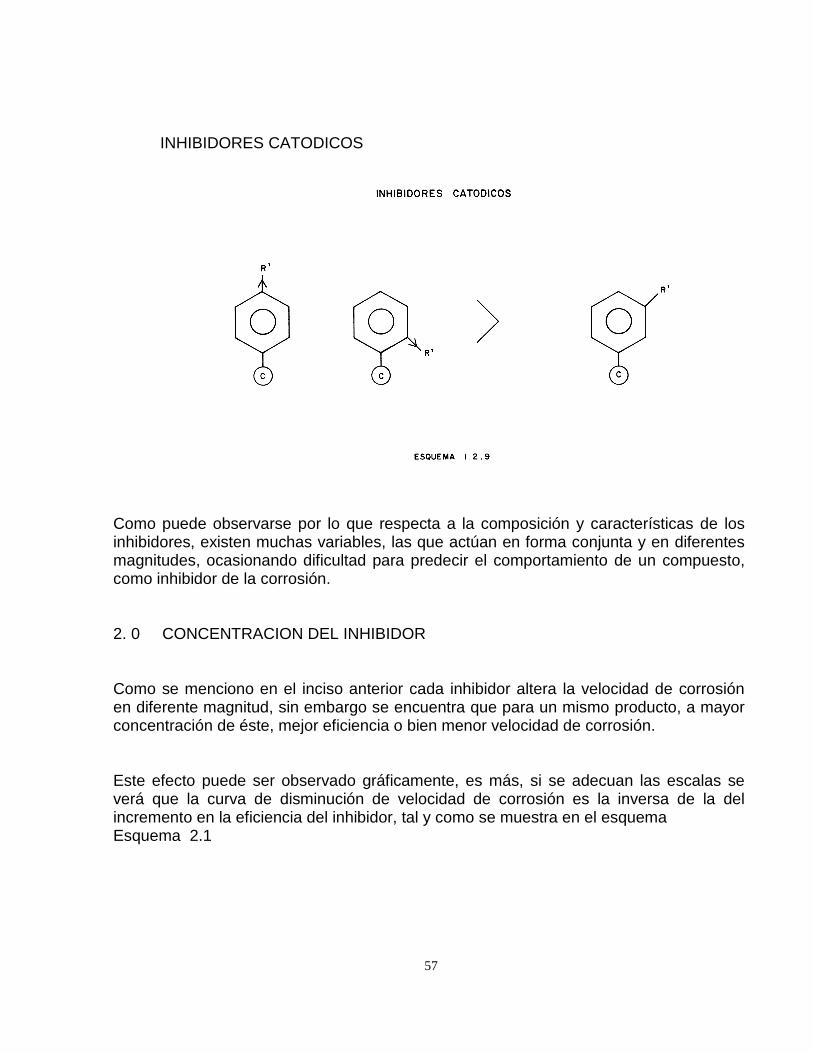
De igual manera que los grupos que sustraigan electrones localizados en las posicionesorto y para, incrementan el poder inhibidor en los inhibidores catódicos. Ver esquema 1.2. 9.
57
INHIBIDORES CATODICOS
Como puede observarse por lo que respecta a la composición y características de losinhibidores, existen muchas variables, las que actúan en forma conjunta y en diferentesmagnitudes, ocasionando dificultad para predecir el comportamiento de un compuesto,como inhibidor de la corrosión.
2. 0 CONCENTRACION DEL INHIBIDOR
Como se menciono en el inciso anterior cada inhibidor altera la velocidad de corrosiónen diferente magnitud, sin embargo se encuentra que para un mismo producto, a mayorconcentración de éste, mejor eficiencia o bien menor velocidad de corrosión.
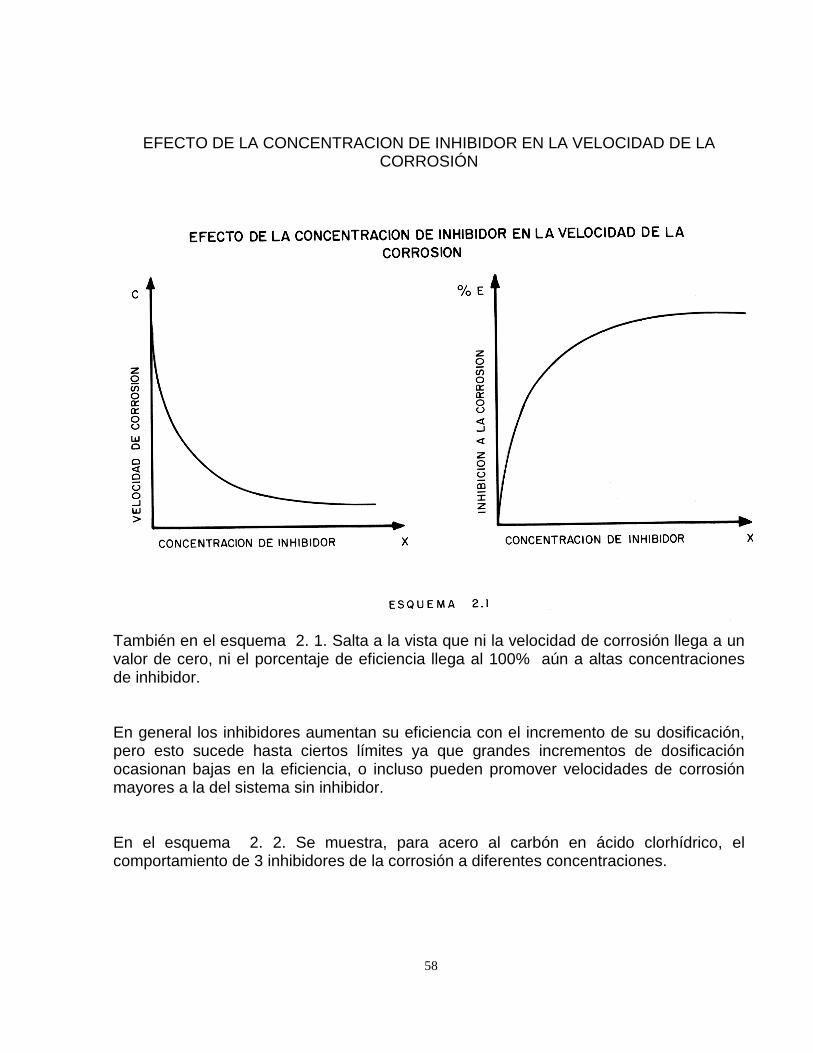
Este efecto puede ser observado gráficamente, es más, si se adecuan las escalas severá que la curva de disminución de velocidad de corrosión es la inversa de la delincremento en la eficiencia del inhibidor, tal y como se muestra en el esquemaEsquema 2.1
58
EFECTO DE LA CONCENTRACION DE INHIBIDOR EN LA VELOCIDAD DE LACORROSIÓN
También en el esquema 2. 1. Salta a la vista que ni la velocidad de corrosión llega a unvalor de cero, ni el porcentaje de eficiencia llega al 100% aún a altas concentracionesde inhibidor.
En general los inhibidores aumentan su eficiencia con el incremento de su dosificación,pero esto sucede hasta ciertos límites ya que grandes incrementos de dosificaciónocasionan bajas en la eficiencia, o incluso pueden promover velocidades de corrosiónmayores a la del sistema sin inhibidor.
En el esquema 2. 2. Se muestra, para acero al carbón en ácido clorhídrico, elcomportamiento de 3 inhibidores de la corrosión a diferentes concentraciones.

59
En el esquema, se observa en primer lugar que los tres inhibidores reducen la velocidadde corrosión hasta cierto límite, durante un determinado rango de concentración deproducto, después del cual si se incrementa la dosificación se reduce su efectividad.
También puede observarse lo enunciado en el inciso 1. 2. , “El Formaldehído es mejorinhibido es mejor inhibidor que le acetaldehído y éste que el propionaldehído.
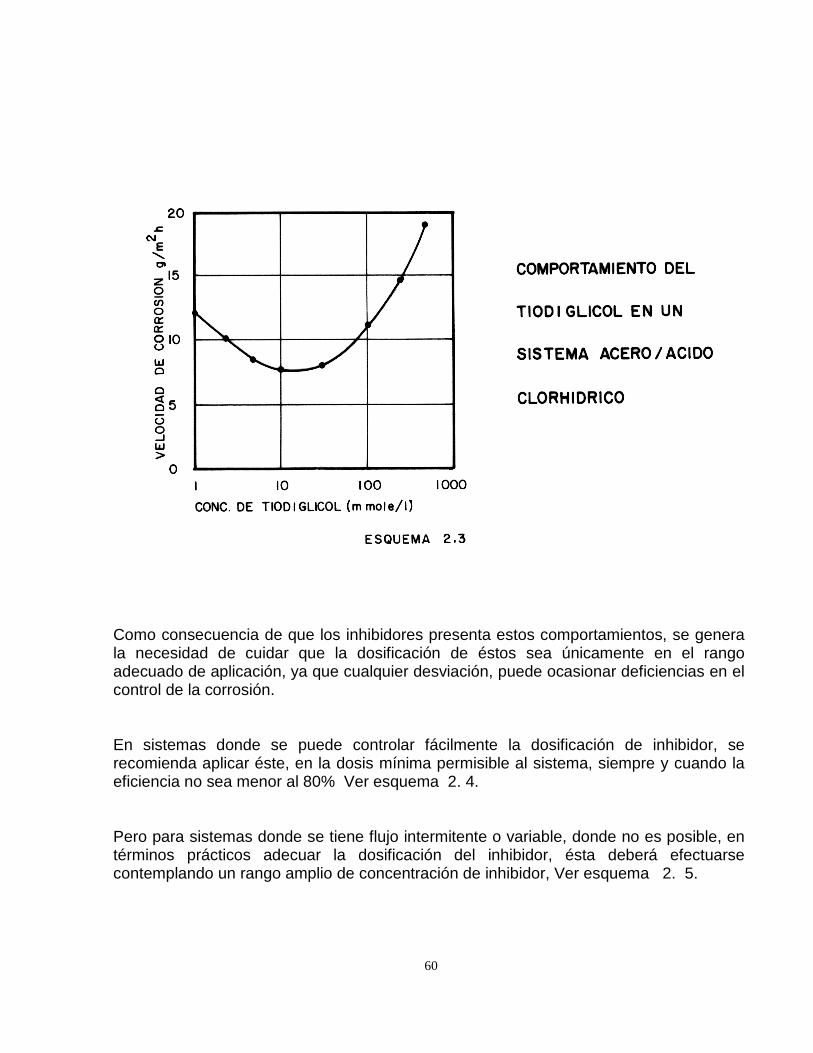
En el esquema 2. 3. Que se muestra a continuación, se ejemplifica el comportamientode inhibidores, que a concentraciones excesivamente altas, incrementan la velocidad decorrosión, en lugar de abatirla.
60
Como consecuencia de que los inhibidores presenta estos comportamientos, se generala necesidad de cuidar que la dosificación de éstos sea únicamente en el rangoadecuado de aplicación, ya que cualquier desviación, puede ocasionar deficiencias en elcontrol de la corrosión.
En sistemas donde se puede controlar fácilmente la dosificación de inhibidor, serecomienda aplicar éste, en la dosis mínima permisible al sistema, siempre y cuando laeficiencia no sea menor al 80% Ver esquema 2. 4.
Pero para sistemas donde se tiene flujo intermitente o variable, donde no es posible, entérminos prácticos adecuar la dosificación del inhibidor, ésta deberá efectuarsecontemplando un rango amplio de concentración de inhibidor, Ver esquema 2. 5.

61

62
3. 0 LA COMPATIBILIDAD DEL INHIBIDOR CON OTROS PRODUCTOS
Normalmente los inhibidores de corrosión no son aplicados a un sistema en formaexclusiva, ya que en muchas ocasiones son acompañados de otros aditivos, tales como:Antincrustantes, microbicidas, dispersantes, emulsificantes, desemulsificantes,antiatascantes, anticongelantes, etc.
También es común encontrar que un inhibidor de corrosión es en realidad mezcla demuchos compuestos con propiedades inhibidoras.
Además existen casos reales donde se presentan mezclas de dos o mas inhibidores enun mismo sistema. Como ejemplo, podemos citar el caso de un sistema de enfriamientocerrado ( por medio de la recirculación de agua), donde hay necesidad de reponer aguacon su respectivo inhibidor y éste último es diferente al remanente en el sistema; otroejemplo es el del hidrocarburo, que durante su extracción del subsuelo y recolección sele aplica un inhibidor, posteriormente durante su refinación se aplica otro, para su envíoy transporte otro, durante su transformación otro durante su distribución y venta otro.
En todos estos casos deberá contemplarse la alteración de la eficiencia del inhibidor,con la mezcla de cualquier otro producto.
En el caso de mezclas binarias de inhibidores de la corrosión, puede esperarse loscomportamientos que se describen a continuación:
3.1 Envenenamiento
3.2 Antagonismo
3.3 Aditividad
3.4 Sinergismo
3.1 Envenenamiento:
Este sucede cuando existe una completa adversidad entre los dos productosocasionado que le efecto inhibidor se anule e incluso, se generen velocidades decorrosión mayores a las obtenidas en ausencia de inhibidor.
Es frecuente encontrar envenenamiento de inhibidores cuando se mezclan productosanódicos con catódicos. En el esquema 3. 1. 1. Se muestra gráficamente como se veafectada la eficiencia de inhibidor a la corrosión de un sistema de acero al carbón enpresencia del ácido sulfhídrico, cuando se empleanMezclas de dos inhibidores de tipo comercial “A” y “Z”
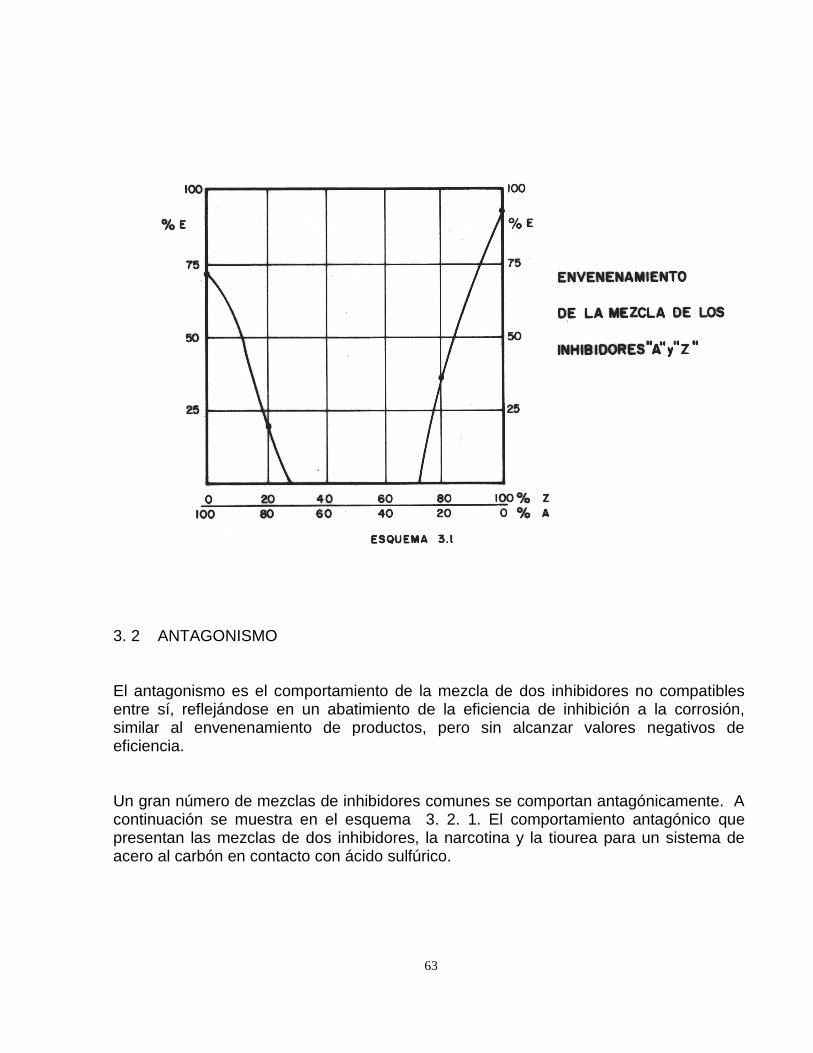
63
3. 2 ANTAGONISMO
El antagonismo es el comportamiento de la mezcla de dos inhibidores no compatiblesentre sí, reflejándose en un abatimiento de la eficiencia de inhibición a la corrosión,similar al envenenamiento de productos, pero sin alcanzar valores negativos deeficiencia.
Un gran número de mezclas de inhibidores comunes se comportan antagónicamente. Acontinuación se muestra en el esquema 3. 2. 1. El comportamiento antagónico quepresentan las mezclas de dos inhibidores, la narcotina y la tiourea para un sistema deacero al carbón en contacto con ácido sulfúrico.

64
Nótese que existe similitud entre el envenenamiento y el antagonismo, solo que esteúltimo es menos pronunciado y nunca ocasiona que la eficiencia de inhibidor a lacorrosión se negativa (El obtener eficiencias negativas significa que la velocidad decorrosión con inhibidor, es mayor que la de referencia o sin producto)
3. 3 Aditividad:
El comportamiento aditivo de mezclas de inhibidores se presenta cuando ambosproductos actúan por separado, con un mecanismo de inhibición a la corrosión similar,manifestándose como si fuera mezclas de un mismo producto a diferentesconcentraciones.
“A”c. con un contenido de 40% de activos más 60% de solventes y“A”d. con un contenido de 20% de los mismos activos que “A” c más 80% del mismosolvente.Deberá de comportarse con aditividad.
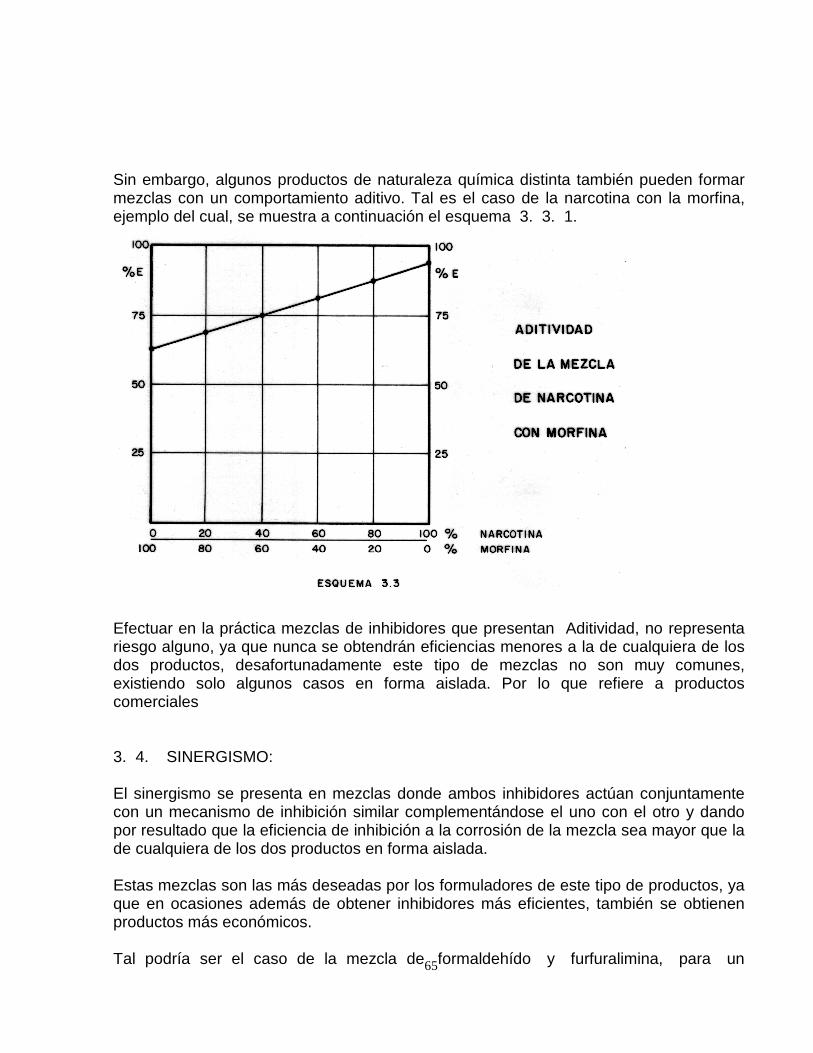
65
Sin embargo, algunos productos de naturaleza química distinta también pueden formarmezclas con un comportamiento aditivo. Tal es el caso de la narcotina con la morfina,ejemplo del cual, se muestra a continuación el esquema 3. 3. 1.
Efectuar en la práctica mezclas de inhibidores que presentan Aditividad, no representariesgo alguno, ya que nunca se obtendrán eficiencias menores a la de cualquiera de losdos productos, desafortunadamente este tipo de mezclas no son muy comunes,existiendo solo algunos casos en forma aislada. Por lo que refiere a productoscomerciales
3. 4. SINERGISMO:
El sinergismo se presenta en mezclas donde ambos inhibidores actúan conjuntamentecon un mecanismo de inhibición similar complementándose el uno con el otro y dandopor resultado que la eficiencia de inhibición a la corrosión de la mezcla sea mayor que lade cualquiera de los dos productos en forma aislada.
Estas mezclas son las más deseadas por los formuladores de este tipo de productos, yaque en ocasiones además de obtener inhibidores más eficientes, también se obtienenproductos más económicos.
Tal podría ser el caso de la mezcla de formaldehído y furfuralimina, para un

66
sistema de acero al carbón en presencia de ácido sulfúrico, del cual se muestra elesquema 3. 4. 1. Como un ejemplo de sinergismo.
Del esquema anterior se pueden hacer las siguientes observaciones:
a) A 100% de furfuralimina se obtiene una eficiencia de 92% aproximadamente
b) A 100% de formaldehído la eficiencia es solo de 78%
c) En el rango de 50/50% a 80/20% de furfuralimina/ formaldehído la eficiencia deinhibición a la corrosión se eleva hasta 96%
d) Con la mezcla de 20% de furfuralimina con 80% de formaldehído se obtiene unaeficiencia de 92%, la cual es similar a la de la furfuralimina sola (ver inciso”a”)
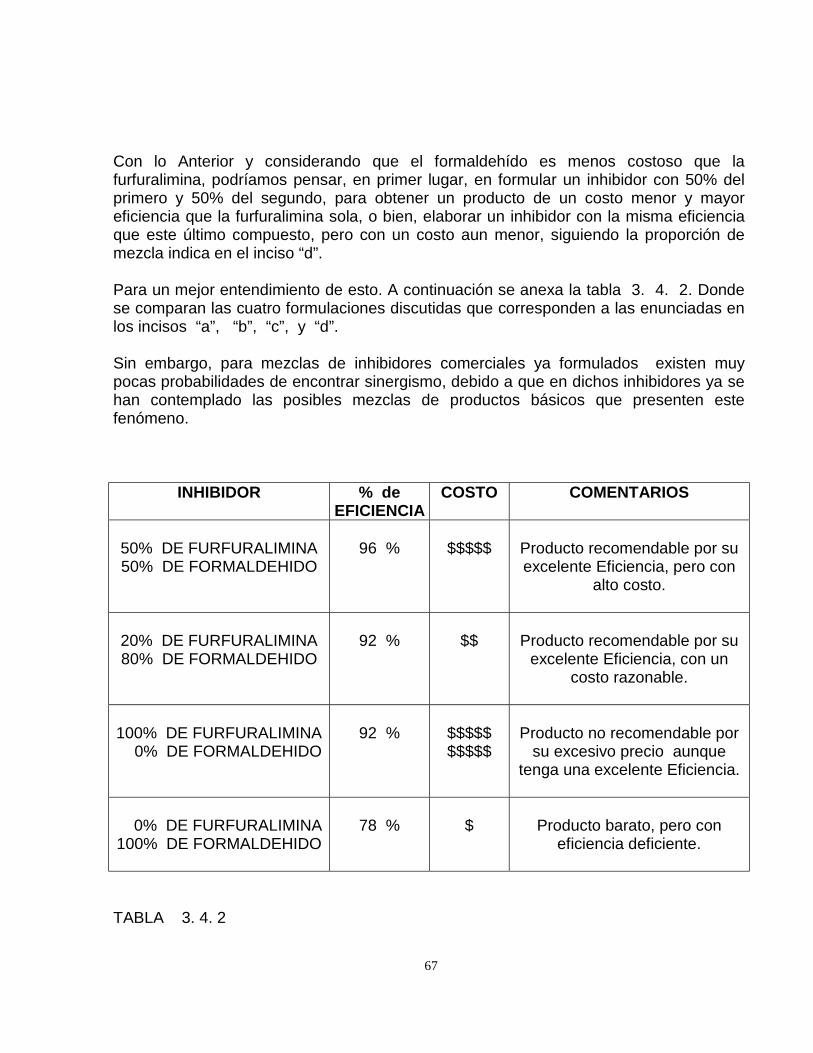
67
Con lo Anterior y considerando que el formaldehído es menos costoso que lafurfuralimina, podríamos pensar, en primer lugar, en formular un inhibidor con 50% delprimero y 50% del segundo, para obtener un producto de un costo menor y mayoreficiencia que la furfuralimina sola, o bien, elaborar un inhibidor con la misma eficienciaque este último compuesto, pero con un costo aun menor, siguiendo la proporción demezcla indica en el inciso “d”.
Para un mejor entendimiento de esto. A continuación se anexa la tabla 3. 4. 2. Dondese comparan las cuatro formulaciones discutidas que corresponden a las enunciadas enlos incisos “a”, “b”, “c”, y “d”.
Sin embargo, para mezclas de inhibidores comerciales ya formulados existen muypocas probabilidades de encontrar sinergismo, debido a que en dichos inhibidores ya sehan contemplado las posibles mezclas de productos básicos que presenten estefenómeno.
INHIBIDOR % deEFICIENCIA
COSTO COMENTARIOS
50% DE FURFURALIMINA50% DE FORMALDEHIDO
96 % $$$$$ Producto recomendable por suexcelente Eficiencia, pero con
alto costo.
20% DE FURFURALIMINA80% DE FORMALDEHIDO
92 % $$ Producto recomendable por suexcelente Eficiencia, con un
costo razonable.
100% DE FURFURALIMINA 0% DE FORMALDEHIDO
92 % $$$$$$$$$$
Producto no recomendable porsu excesivo precio aunque
tenga una excelente Eficiencia.
0% DE FURFURALIMINA100% DE FORMALDEHIDO
78 % $ Producto barato, pero coneficiencia deficiente.
TABLA 3. 4. 2

68
3.5 MEZCLAS DE MAS DE DOS INHIBIDORES DE CORROSIÓN
Es poco común encontrar que en un mismo sistema se mezclen más dos inhibidores decorrosión comerciales, pero durante la formulación de éstos, si es frecuente encontrarbuenos resultados al mezclar más de dos compuestos básicos que inhiban la corrosión
En realidad el estudio de estas mezclas es bastante complejo y laborioso, por lo quesólo presentaremos el ejemplo de la mezcla de tres productos que son : cloruro deestaño, cloruro de Arsénico y cloruro de bismuto, para un sistema de acero al carbón enpresencia de ácido clorhídrico,, tal y como las diferentes zonas de eficiencias similares ainhibición a la corrosión.
También existen mezclas de 4, 5 o más básicos, todas ellas tratando de alcanzar elmáximo grado de sinergismo y menor costo.
69
3.6 CONSIDERACIONES PRÁCTICAS, SOBRE LA MEZCLA DE INHIBIDORES DELA CORROSION.
Como puede verse a lo largo de la discusión de este tema, cuando se efectúan mezclasde inhibidores comerciales, lo más probable es que presenten AntagonismoEnvenenamiento, existiendo poca probabilidad de presentar Aditividad y más remotaaún Sinergismo.
Por tal motivo, es aconsejable no efectuar mezclas de estos productos en formaempírica y si existe la necesidad de mezclarlos, es aconsejable realizar estudios previosde compatibilidad.
Esto no obstaculiza el hecho de que, en un sistema donde se ha empleado un inhibidorcostoso y poco eficiente (“Z”) limpiar el sistema si es posible y aplicar el nuevo productos(“A”).
Lo que no se debe hacer, es aplicar ambos productos en forma alternada o sustantiva,ya que se puede tener graves consecuencias.
4. 0 MATIALES DE CONSTRUCCION DEL SISTEMA
En lo que respecta a los materiales de construcción del sistema, encontramos que losinhibidores de la corrosión son específicos al material a proteger, por ejemplo: elmercapto -benzotriazol es bueno inhibidor para el cobre, pero no ofrece protecciónsatisfactoria para el acero.
Esto no quiere decir que existan productos que funcionen como inhibidores de lacorrosión en diferentes materiales; sin embargo, es común encontrar inhibidores quefuncionen eficazmente en materiales de aleaciones similares, como es el caso del nitritode sodio, producto que se comporta prácticamente igual con el acero SAE 1010 Y ELACERO SAE 1018. Posteriormente, en el inciso 5. 2. Se muestra un ejemplo delcomportamiento de un inhibidor para estos dos tipos de aceros en hidrocarburosamargos (esquema 5. 2. 5.) . De igual manera que en el inciso 5. 3. Se muestra unejemplo del comportamiento de un inhibidor para aleaciones de cobre y aleacionesferrosos ( Esquema 5. 3. 2 )
5. 0 MEDIO CORROSIVO
Las alteraciones en el funcionamiento de los inhibidores de corrosión en lo referente almedio corrosivo, pueden ser ocasionadas principalmente por:

70
5.1 Composición del medio corrosivo
5.2 Concentración de los agentes corrosivos
5.3 pH
5.4 Contaminantes químicos
5.5 Contaminantes biológicos
5.1 Composición del medio corrosivo
De igual manera que los inhibidores de corrosión son específicos al material deconstrucción del sistema, también lo son a la composición del medio corrosivo.
De ahí que por ejemplo: el nitrito de sodio, que es un buen inhibidor de corrosión paraaceros al carbón que manejen agua de enfriamiento, no ofrece ninguna protección almismo acero al estar en contacto con ácido clorhídrico.
5.2 Concentración de los agentes corrosivos
Es frecuente que los medios corrosivos manejados por sistemas, contengancomponentes que no intervengas en el fenómeno de corrosión, y otros que siintervengas (agentes corrosivos). La concentración de estos últimos es trascendental,por lo que se refiere a la magnitud del fenómeno de corrosión y del comportamiento delos inhibidores. No obstante, aunque los valores de velocidad de corrosión se incrementeal aumentar la concentración de agentes corrosivos, generalmente la eficiencia deinhibición a la corrosión permanece prácticamente constante.
En el esquema 5. 2. 1. Se muestra, para acero al carbón en ácido clorhídrico, elcomportamiento del fenómeno de corrosión con o sin inhibidor al variar la concentracióndel medio corrosivo (HCl), así como el esquema 5. 2. 2. Se muestra como el fenómenoinhibitivo permanece prácticamente constante con respecto a la concentración del mediocorrosivo.
De igual manera que en los esquemas 5. 2. 3. Y 5. 2. 4. Se muestran los mismoscomportamientos pera para acero al carbón en ácido acético.

71
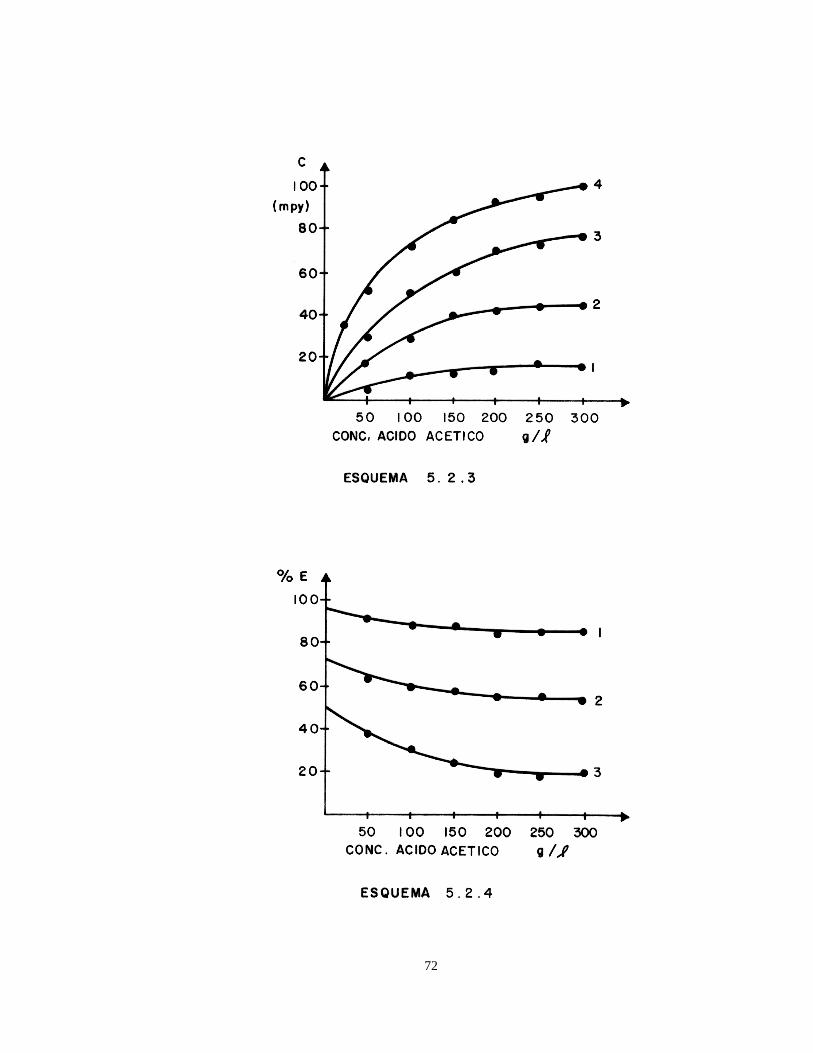
72
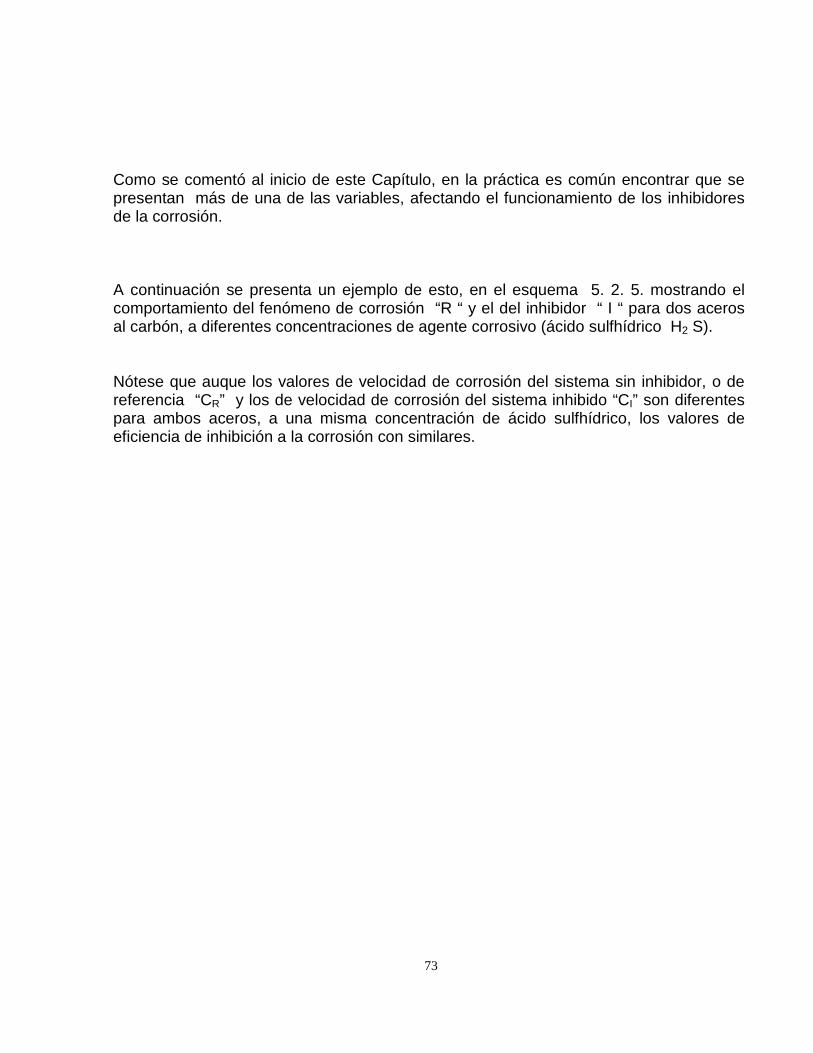
73
Como se comentó al inicio de este Capítulo, en la práctica es común encontrar que sepresentan más de una de las variables, afectando el funcionamiento de los inhibidoresde la corrosión.
A continuación se presenta un ejemplo de esto, en el esquema 5. 2. 5. mostrando elcomportamiento del fenómeno de corrosión “R “ y el del inhibidor “ I “ para dos acerosal carbón, a diferentes concentraciones de agente corrosivo (ácido sulfhídrico H2 S).
Nótese que auque los valores de velocidad de corrosión del sistema sin inhibidor, o dereferencia “CR” y los de velocidad de corrosión del sistema inhibido “CI” son diferentespara ambos aceros, a una misma concentración de ácido sulfhídrico, los valores deeficiencia de inhibición a la corrosión con similares.

74

75
5. 3 Potencial Hidrógeno pH
El control del pH en muchos sistemas ayuda a atenuar el fenómeno corrosivo, aúncuando se están empleando inhibidores de la corrosión.
En el esquema 5. 3. 1. Se muestra el comportamiento de dos inhibidores para elaluminio, a diferentes valores de pH. El inhibidor “I1”, mantiene prácticamente inalterablesu eficiencia mientras que el “I 2”se ve seriamente alterada.
Una buena técnica anticorrosiva es el empleo de inhibidores de corrosión, además delcontrol del pH del sistema. Sólo que es necesario realizar un minucioso estudio delproblema, ya que en algunos sistemas, donde hay diferentes tipos de materiales deconstrucción, se necesita aplicar el mejor inhibidor y ajustar el pH para que la velocidadde corrosión de los materiales se la mínima. Tal es el caso de una Planta de DestilaciónPrimaria donde existen aleaciones de fierro y de cobre. Instalación donde es necesariomantener el pH en rango de 6. 5 y 7. 5, pues a valores de pH menores de 6. 5 lavelocidad de corrosión del fierro es elevada y a valores mayores de 7. 5. La velocidad decorrosión del cobre se incrementa considerablemente. Esto se ilustra en el esquema 5.3. 2. Siendo Cu R y Fe R el comportamiento del fenómeno de corrosión para cobre yfierro respectivamente y Cu l y de Fe I el fenómeno de inhibición para los mismomateriales.
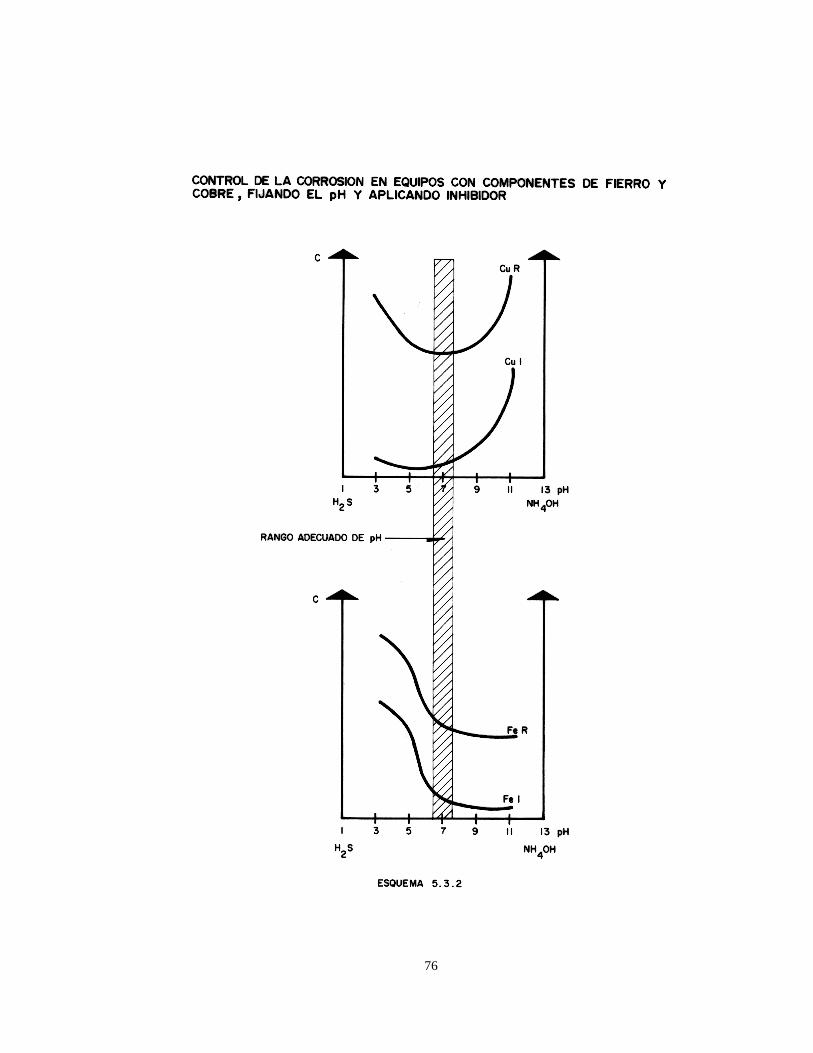
76

77
5.4 CONTAMINANTES QUIMICOS
El Término contaminantes químicos, se refiere a aquello agentes corrosivos que no sonparte integral inicial de los componentes de los productos manejados por un sistema; enotras palabras, son componentes que, o se formaron durante algún proceso secundario,o incursionaron al sistema de alguna manera inesperada. Un ejemplo de esto es lapresencia de pequeñas cantidades de oxígeno en hidrocarburos amargos (hidrocarburosque poseen ácido sulfhídrico) contaminante que se introduce al sistema al emplear aguaque contenga oxígeno disuelto como parte de algún proceso.
En el esquema 5.4.1. Se muestra el comportamiento de dos inhibidores parahidrocarburos amargos: el “I 1“ que no resiste la presencia de oxígeno, observándose undescenso considerable en su eficiencia, a diferencia del “I 2“ que prácticamente no se veafectado por la presencia del contaminante.
Otro ejemplo, de cómo la presencia de contaminantes altera el funcionamiento de losinhibidores de la corrosión, es el de la presencia de cloruro cúprico en solucionesempleadas para remover incrustaciones (Ácido Clorhídrico inhibido al 15%) usada enequipos e instalaciones de acero al carbón.
En equipos que no sólo están constituidos por acero, sino que también existen en ellos,partes de cobre o sus aleaciones, tal como lo son algunos sistemas de enfriamiento, elcloruro cúprico se genera por acción del ácido clorhídrico con los óxidos de las partesde cobre, alterando el funcionamiento de dichos inhibidores decrece con la presencia dedicho contaminante.

78
En el esquema 5.4.2. Se muestra como se comportan 4 inhibidores con la contaminaciónde cloruro cúprico.
.
5.5 CONTAMINANTES BIOLOGICOS
El término contaminantes biológicos se refiera se refiere a microorganismos o a coloniasde ello que interfieren en el fenómeno corrosivo produciendo agentes corrosivos que noexistían en el sistema. Con el fenómeno inhibitivo interfieren obstruyendo ala formaciónde la película protectora de inhibidor de corrosión, tal como se muestra en el esquema5. 5. 1.
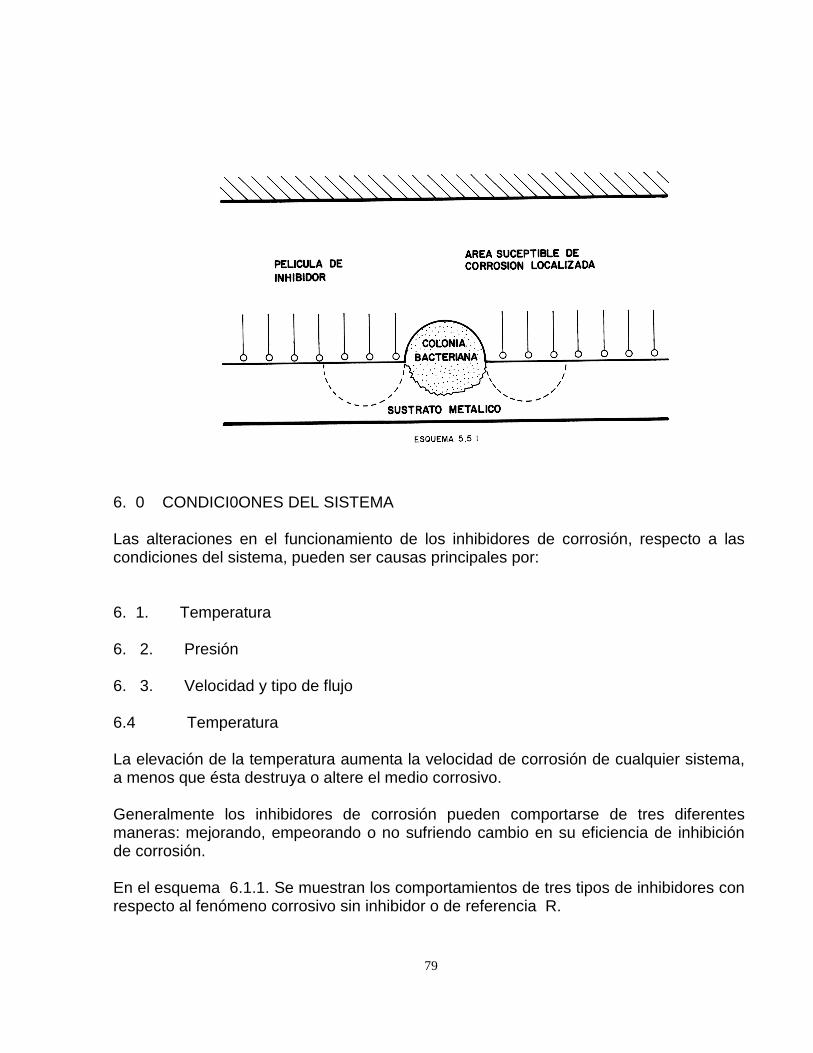
79
6. 0 CONDICI0ONES DEL SISTEMA
Las alteraciones en el funcionamiento de los inhibidores de corrosión, respecto a lascondiciones del sistema, pueden ser causas principales por:
6. 1. Temperatura
6. 2. Presión
6. 3. Velocidad y tipo de flujo
6.4 Temperatura
La elevación de la temperatura aumenta la velocidad de corrosión de cualquier sistema,a menos que ésta destruya o altere el medio corrosivo.
Generalmente los inhibidores de corrosión pueden comportarse de tres diferentesmaneras: mejorando, empeorando o no sufriendo cambio en su eficiencia de inhibiciónde corrosión.
En el esquema 6.1.1. Se muestran los comportamientos de tres tipos de inhibidores conrespecto al fenómeno corrosivo sin inhibidor o de referencia R.
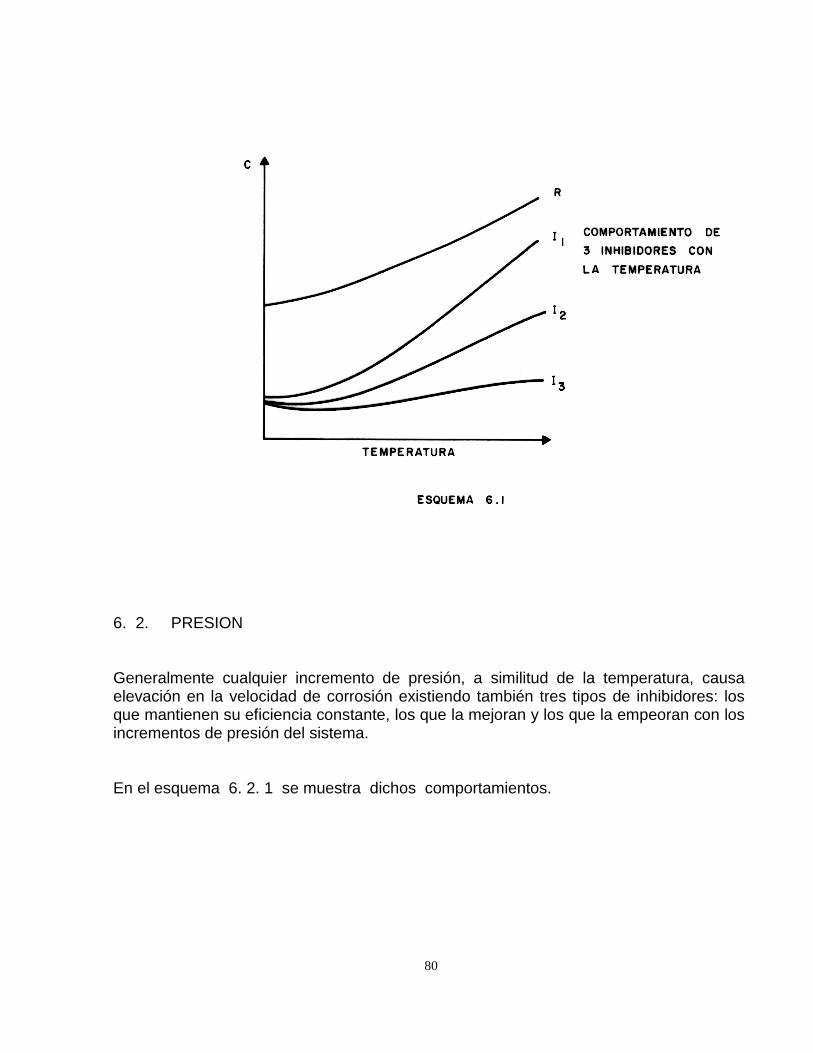
80
6. 2. PRESION
Generalmente cualquier incremento de presión, a similitud de la temperatura, causaelevación en la velocidad de corrosión existiendo también tres tipos de inhibidores: losque mantienen su eficiencia constante, los que la mejoran y los que la empeoran con losincrementos de presión del sistema.
En el esquema 6. 2. 1 se muestra dichos comportamientos.

81
6. 3 VELOCIDAD Y TIPO DE FLUJO
El fenómeno corrosivo se incrementa al aumentar la velocidad de flujo del mediocorrosivo en el sistema.
Existen dos tipos de inhibidores de acuerdo con su comportamiento respecto alincremento del flujo: el primer grupo de estos son los que en un rango de velocidad deflujo no muy elevado, la eficiencia de inhibición a la corrosión se ve favorecida con elincremento de dicha velocidad, hasta cierto límite; Pasando éste, la eficiencia decrece.
El segundo grupo lo forman los que reducen su eficiencia de inhibición a la corrosión concualquier incremento de la velocidad de flujo, y sólo deben utilizarse en condicionesestáticas.
En el esquema 6. 3. 1. Se muestra el comportamiento de los inhibidores mencionados.

82

83
En muchas ocasiones, el tipo de flujo afecta el funcionamiento de los inhibidores decorrosión, tal es el caso de líneas de transporte de hidrocarburos que contiene altoporcentaje de agua, en las que pueden presentarse un flujo turbulento o laminar.
En el caso de inhibidores solubles en agua, el comportamiento de éstos es similar en losdos tipos de flujos, ya que los componentes activos son solubles en la fase que presentamayores problemas de corrosión, tal y como se muestra en los esquemas 6.3.2. Donde“ R “ es le fenómeno de corrosión sin inhibidor o de referencia e “ I “ es el fenómeno decorrosión inhibido.
El caso contrario son los inhibidores solubles en hidrocarburo, en los que su eficienciadisminuye considerablemente en flujos laminares o intermitentes ya que, al separarselas dos fases, el inhibidor permanece, preferencialmente, en el hidrocarburo,acentuándose la velocidad de corrosión en la fase acuosa, que es la que causa mayoresproblemas de corrosión.
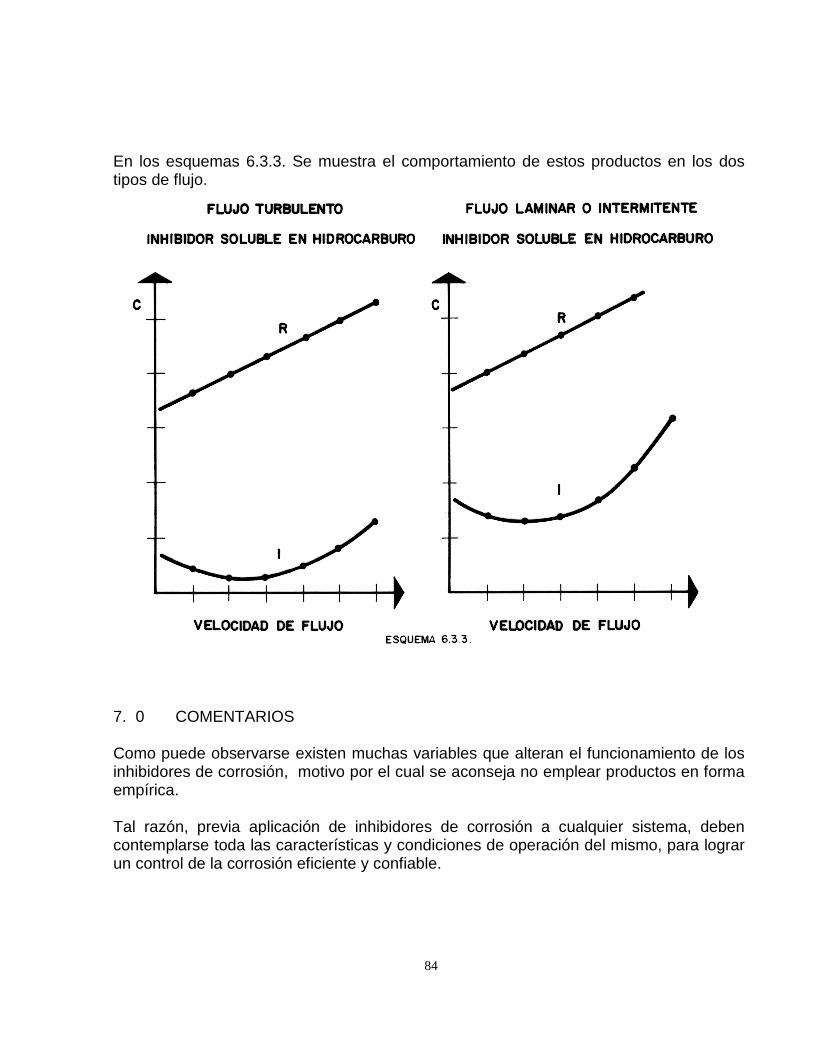
84
En los esquemas 6.3.3. Se muestra el comportamiento de estos productos en los dostipos de flujo.
7. 0 COMENTARIOS
Como puede observarse existen muchas variables que alteran el funcionamiento de losinhibidores de corrosión, motivo por el cual se aconseja no emplear productos en formaempírica.
Tal razón, previa aplicación de inhibidores de corrosión a cualquier sistema, debencontemplarse toda las características y condiciones de operación del mismo, para lograrun control de la corrosión eficiente y confiable.

85
CAPITULO VI
APLICACIÓN DE INHIBIDORES DE CORROSIÓN EN CAMPO
Para efectuar un tratamiento anticorrosivo eficiente y confiable, es necesario realizar unminucioso análisis del problema de corrosión.
Para ello, hay que remontarse al diseño del equipo, poniendo especial interés en losmateriales de construcción, las condiciones de operación, la composición de los fluidoscorrosivos manejados, etc.
También es importante averiguar si el equipo ha sufrido cambios modificaciones oreparaciones que atañan al fenómeno de corrosión.
Un factor de primordial importancia, para la elección de la técnica, de control correcta, esconocer si el fenómeno de corrosión se presenta debido a la interacción de su materialde construcción con medios corrosivos controlables o no controlables.
Generalmente, si el problema de corrosión se presenta en el exterior, en zonas dondelos equipos están en contacto con medios corrosivos no controlables, tales como eloxígeno del aire, el agua del mar, la salinidad y humedad del subsuelo, etc., esrecomendable efectuar la protección con recubrimientos anticorrosivos y o proteccióncatódica, técnicas que gozan de buena reputación por su confiabilidad y eficiencia paraesos casos.
Pero si el fenómeno de corrosión tiene lugar en el interior del equipo en mención, debidoal flujo de medios corrosivos controlables, la técnica apropiada de control para estoscasos son los Inhibidores de la corrosión, los cuales actúan eficazmente aún en zonasrestringidas de difícil accesos, zonas donde las demás técnicas pierden confiabilidad, ono pueden aplicarse correctamente.
Ahora bien, considerando que sea necesario la aplicación de Inhibidores para un casoen particular, las preguntas a seguir son: ¿Cuál Inhibidor? ¿Cómo aplicarlo?
En la selección de los inhibidores adecuados para cada caso específico de corrosión, sepuede partir de las recomendaciones de los fabricantes de estos productos, paraposteriormente efectuarles pruebas corrosimétricas de laboratorios.
86
Existen numerosas pruebas de laboratorio para evaluar inhibidores de la corrosión, lasque varían entre si, dependiendo del uso que se les vaya a dar.
Estas pruebas pueden clasificarse en dos grandes grupos, que son: Pruebas Simuladas,Pruebas Aceleradas.
Para la ejecución de las primeras, se procura conservar todos los factores queintervienen en el fenómeno de Corrosión – Inhibición, o sea mismo material, mismomedio corrosivo y mismas condiciones, etc. Por tal motivo, la confiabilidad y veracidadde estas pruebas radica generalmente en poder reproducir el fenómeno de corrosiónproblema, sin embargo suelen tener el inconveniente de requerir prolongados tiempo deevaluación.
Por otro lado, para la ejecución de las pruebas aceleradas, generalmente se modifica elmedio corrosivo, incrementando la concentración de los agentes promotores de lacorrosión, o bien se alteran las condiciones de operación, obteniendo un medio másagresivo, y por lo tanto mayores velocidades de corrosión.
Con este último tipo de pruebas, se consiguen resultados aceptables en tiemporelativamente corto.
En la conducción de cualquiera de estas pruebas, existe la necesidad de contemplarotros factores, tales como: tiempo de prueba, área y forma del testigo de corrosión, elvolumen del fluido, el tiempo de estabilización de la velocidad de corrosión etc.
Estos factores, a su vez se relacionan entre sí, ocasionando que al modificar uno deellos, varíen otros, motivo por el que deben seguirse los siguientes lineamientosgenerales.
a) Procurar disponer del mayor volumen de medio corrosivo.
b) Tratar de reponer los agentes corrosivos que se encuentren en baja proporción yque se consuman como consecuencia de la prueba.
c) Disponer de testigos con la suficiente área como para obtener pérdidas de pesomayores a 10 mg, pero que no agoten el medio corrosivo.
d) Ejecutar la prueba en períodos, lo suficientemente largos como para considerardespreciable el tiempo de estabilización de la velocidad de corrosión, pero no tanprolongados que agoten el medio corrosivo o que modifique el área aparente deltestigo.
e) Evitar la incursión de agentes corrosivos ajenos al problema.
87
Una vez realizadas las pruebas de laboratorio y habiendo seguido las indicacionesanteriores, se proceden a elaborar cuadros comparativos, con la finalidad de detectar losinhibidores que ofrecen mejores eficiencias a menor dosificación y costo.
A este respecto, se consideran inhibidores adecuados a todos aquellos que ofreceneficiencia de inhibición a la corrosión superior al 80%, ya que estadísticamentehablando, es sabido que los productos que no cumplen con este requisito, suelen causarcorrosión por picaduras.
Habiendo seleccionado el Inhibidor mas adecuado, para un caso específico decorrosión, el paso a seguir, es efectuar una prueba de campo con dicho producto.
Para la conducción de las pruebas de campo, es conveniente cuidar la correctaformación de película.
Para sistemas cerrados, donde el medio corrosivo se recircula, es conveniente al iniciodel tratamiento, agregar el Inhibidor de corrosión a una concentración superior a lamínima, que haya ofrecido eficiencias satisfactorias en las pruebas de laboratorio.
La proporción en que debe agregarse el exceso de inhibidor, variará en función del áreaque tenga contacto con el medio corrosivo.
Para poder mantener la concentración adecuada a cada sistema, es conveniente valersede la ayuda de las siguientes técnicas:
Análisis del Residual del Inhibidor.
Seguimiento de la velocidad de Corrosión.
Con estas dos técnicas en conjunto, puede modificarse la dosificación de inhibidor,encontrando relación entre la cantidad agregada, la concentración de su residual y lavelocidad de corrosión, procurando siempre que la eficiencia del inhibidor sea superior al80%.
En sistemas cerrados en posible utilizar concentraciones superiores a la mínimapermisible, pero hay que cuidar que este exceso no rebase el rango de operación deInhibidor empleado ya que algunos productos, a concentraciones muy elevadas,generan velocidades de corrosión altas, que incluso suelen ser mayores a las quetendría el equipo, si no se le aplica ningún tratamiento.
Para equipos y sistemas donde el medio corrosivo fluye continuamente y éste no serecircula, el tratamiento anticorrosivo con inhibidores cambia totalmente.

88
En primer lugar, al ser flujo continuo, económicamente hablando, no es costeableagregar grandes cantidades de producto, ya que éste tendría que ser aplicado tambiéncontinuamente.
Por otro lado, en ocasiones, sistemas de este tipo suelen tener kilómetro de extensión,con flujo que pueden variar de continuos a intermitentes, turbulentos, laminares, etc.,factores que dificultan la correcta formación de la película Inhibidor.
Para efectuar una prueba de campo con un sistema de este tipo es indispensablefavorecer las condiciones, para que se forme la película inhibidora, ya que el inicio de laprueba, todo el equipo o sistema esté totalmente desprotegido.
Posteriormente, una vez formada la película antes mencionada debe procurarse cuidaraquellos factores que puedan ocasionarle daños ó deteriores, los que son sumamentenocivos, ya que generalmente favorecen el desarrollo de corrosión localizado, del tipo depicaduras ó grietas.
En concreto, en sistemas abiertos, donde le medio corrosivo fluye continuamente,pueden seguirse los pasos que a continuación se describen, para efectuar una pruebade campo en ellos:
1.- Mediante pruebas de laboratorio, se elige el inhibidor que ofrezca eficienciassatisfactorias al menor costo y dosificación, de igual modo que se hace para lossistemas donde el medio corrosivo se recircula
2.- En forma simultánea, se evalúa la velocidad de corrosión en blanco, o dereferencia “Cr” sin inhibidor, actividad que se puede realizar con la instalación yretiros periódicos de testigos de corrosión de tipo gravimétrico, en períodos de 30días.
Esto también puede efectuarse con equipos electrónicos de medición de lavelocidad de corrosión (Corrosómetros), teniendo cuidado de elegir el apropiado,según sea el caso
3.- De ser posible, es conveniente hacer un muestreo y analizar los productosmanejados por el equipo, sistema o instalación, durante el retiro e instalación detestigos.
4.- Efectuar la limpieza del equipo, operación que puede efectuarse por métodosfísicos o químicos.
Por ejemplo si nos referimos a un equipo complicado, como lo es unintercambiador de calor, existe la posibilidad de limpiarlo químicamente con ácidoinhibido, o bien sacarlo de operación, desarmarlo y limpiarlo mecánicamente.

89
En el caso de los Ductos generalmente se les efectúa limpieza mecánica, pormedio de diablos de cepillos o de copas
5.- Una vez limpio el equipo se inicia la inyección del inhibidor con una etapa dechoque, que tienen la finalidad de propiciar la formación de la película.
Esta etapa puede realizarse mandando por el equipo o sistema un choque deproducto concentrado, o bien manteniendo por uno o dos días, una concentraciónde inhibidor, de cinco a diez veces mayor a la mínima, que hay brindadoeficiencias satisfactorias en las pruebas de laboratorio.
6.- En forma paralela a la etapa de choque se retiran e instalan testigos, o en sudefecto se efectúa el muestreo y análisis de residual de producto, en la parte finaldel equipo, para corroborar la llegada de producto.
7.- Transcurrida la etapa de choque, se pasa a la etapa de formación de película, lacual se efectúa manteniendo durante 2 ó 5 días una concentración equivalente ala mitad de la dosificada en la etapa anterior.
8.- A continuación, para estabilizar la película inhibidora se continúa inyectando elproducto a una concentración correspondiente a las tres cuartas partes de ladosis anterior.
El tiempo recomendado para esta etapa, puede ser el complemento de 30 días,tomando como punto de partida el inicio de la primara inyección del producto.
9.- Como a este punto los testigos tienen 30 días de exposición, se retiran e instalanotros nuevos, efectuando también análisis del residual del inhibidor.
10.- Con los testigos extraídos, se calcula la velocidad de corrosión del sistemainhibido (Ci) y con este valor, se obtiene el porcentaje de Eficiencia de Inhibición ala Corrosión (%E) el que se calcula por la ecuación.
Cr - Ci%E = -------------------- x 100
Cr
11.- Si el valor del por ciento de eficiencia es mayor del 80%, se puede considerar queel tratamiento es bueno, procediendo a optimizar el tratamiento.
12.- Para optimizar la inyección del inhibidor de corrosión, se procede a ir bajando enforma periódica su dosificación, en una proporción correspondiente a las trescuartas partes de las dosis anteriores, en períodos de 30 días, cuantas veces sea
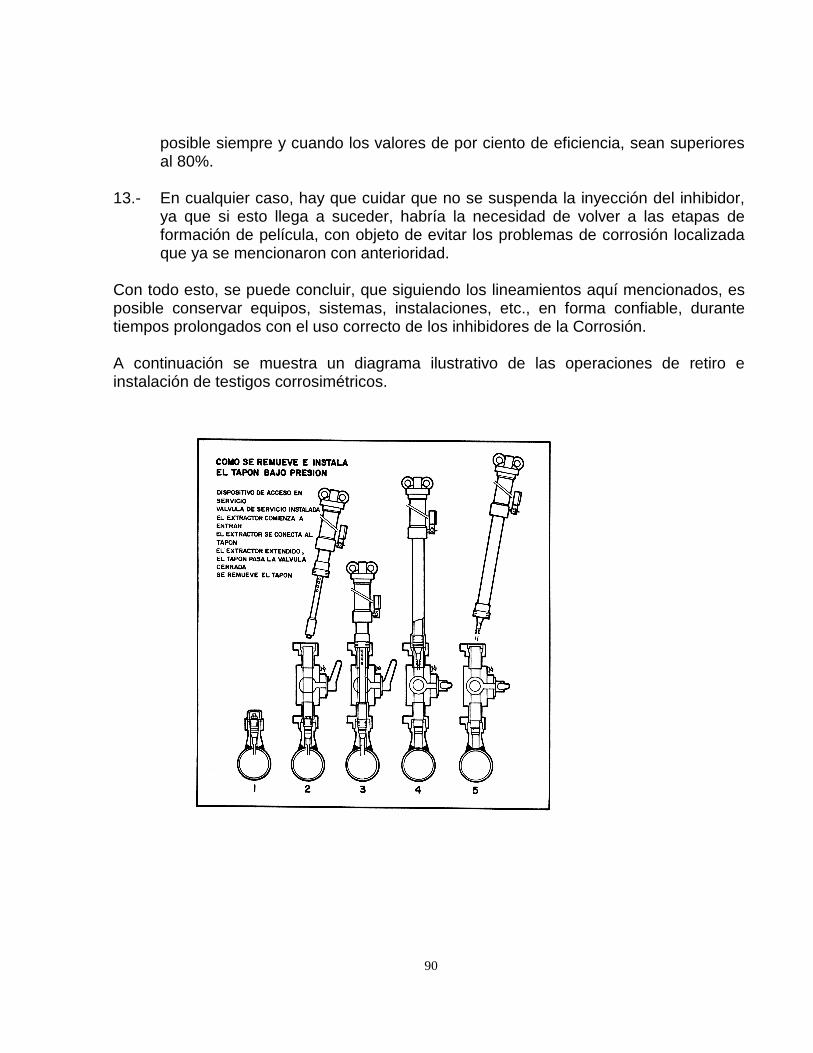
90
posible siempre y cuando los valores de por ciento de eficiencia, sean superioresal 80%.
13.- En cualquier caso, hay que cuidar que no se suspenda la inyección del inhibidor,ya que si esto llega a suceder, habría la necesidad de volver a las etapas deformación de película, con objeto de evitar los problemas de corrosión localizadaque ya se mencionaron con anterioridad.
Con todo esto, se puede concluir, que siguiendo los lineamientos aquí mencionados, esposible conservar equipos, sistemas, instalaciones, etc., en forma confiable, durantetiempos prolongados con el uso correcto de los inhibidores de la Corrosión.
A continuación se muestra un diagrama ilustrativo de las operaciones de retiro einstalación de testigos corrosimétricos.
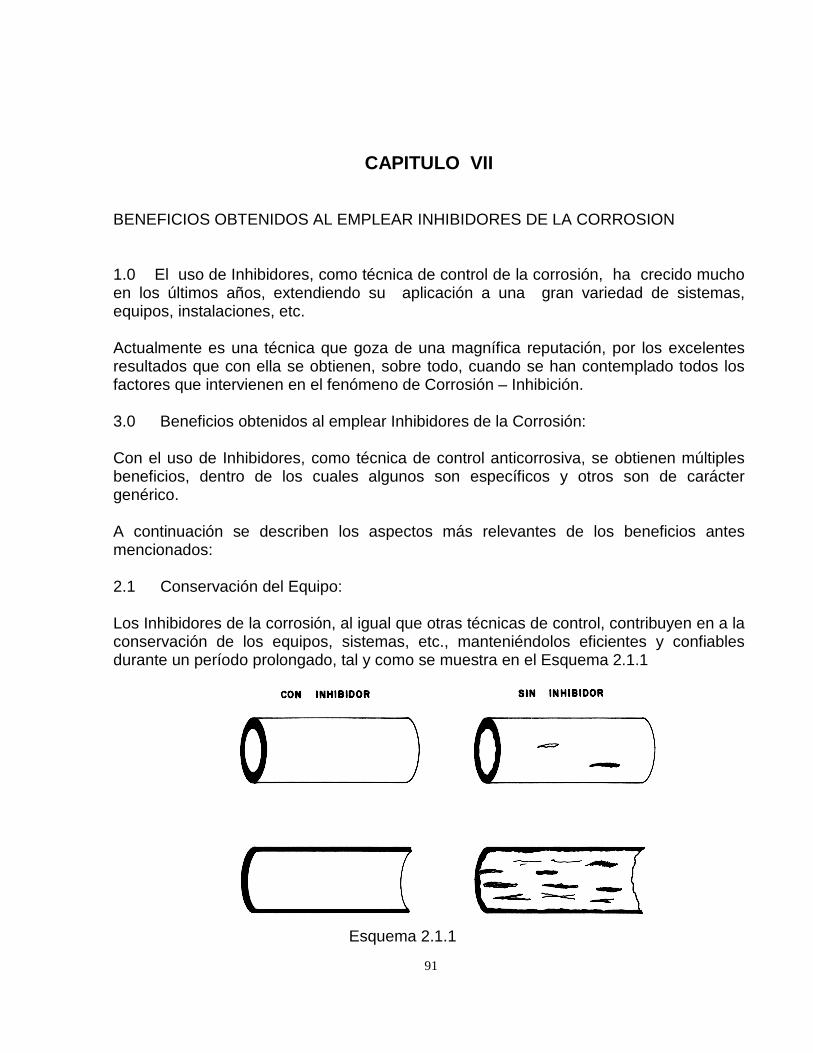
91
CAPITULO VII
BENEFICIOS OBTENIDOS AL EMPLEAR INHIBIDORES DE LA CORROSION
1.0 El uso de Inhibidores, como técnica de control de la corrosión, ha crecido muchoen los últimos años, extendiendo su aplicación a una gran variedad de sistemas,equipos, instalaciones, etc.
Actualmente es una técnica que goza de una magnífica reputación, por los excelentesresultados que con ella se obtienen, sobre todo, cuando se han contemplado todos losfactores que intervienen en el fenómeno de Corrosión – Inhibición.
3.0 Beneficios obtenidos al emplear Inhibidores de la Corrosión:
Con el uso de Inhibidores, como técnica de control anticorrosiva, se obtienen múltiplesbeneficios, dentro de los cuales algunos son específicos y otros son de caráctergenérico.
A continuación se describen los aspectos más relevantes de los beneficios antesmencionados:
2.1 Conservación del Equipo:
Los Inhibidores de la corrosión, al igual que otras técnicas de control, contribuyen en a laconservación de los equipos, sistemas, etc., manteniéndolos eficientes y confiablesdurante un período prolongado, tal y como se muestra en el Esquema 2.1.1
Esquema 2.1.1
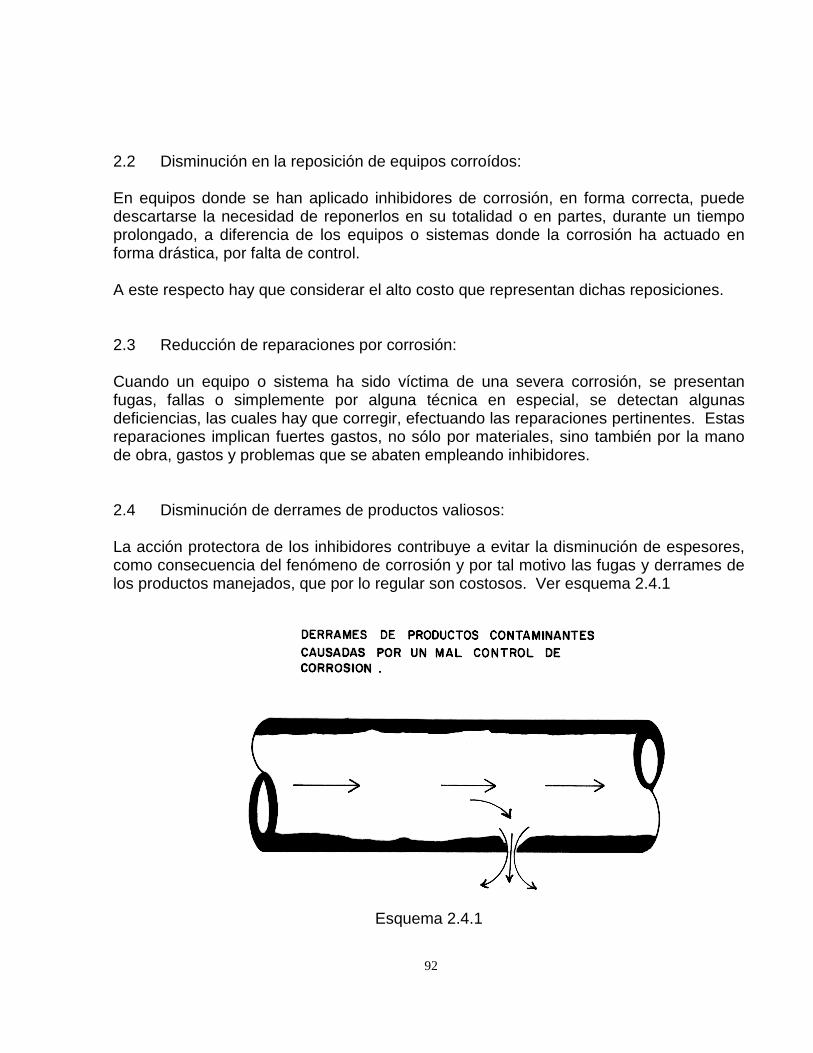
92
2.2 Disminución en la reposición de equipos corroídos:
En equipos donde se han aplicado inhibidores de corrosión, en forma correcta, puededescartarse la necesidad de reponerlos en su totalidad o en partes, durante un tiempoprolongado, a diferencia de los equipos o sistemas donde la corrosión ha actuado enforma drástica, por falta de control.
A este respecto hay que considerar el alto costo que representan dichas reposiciones.
2.3 Reducción de reparaciones por corrosión:
Cuando un equipo o sistema ha sido víctima de una severa corrosión, se presentanfugas, fallas o simplemente por alguna técnica en especial, se detectan algunasdeficiencias, las cuales hay que corregir, efectuando las reparaciones pertinentes. Estasreparaciones implican fuertes gastos, no sólo por materiales, sino también por la manode obra, gastos y problemas que se abaten empleando inhibidores.
2.4 Disminución de derrames de productos valiosos:
La acción protectora de los inhibidores contribuye a evitar la disminución de espesores,como consecuencia del fenómeno de corrosión y por tal motivo las fugas y derrames delos productos manejados, que por lo regular son costosos. Ver esquema 2.4.1
Esquema 2.4.1

93
2.5 Abatimientos de las pérdidas por paros:
Cuando por acción de la corrosión se presentan problemas tales como: fallas, fugas,derrames, etc., existe la necesidad de dejar fuera de operación la instalación dañada.
Este paro se traduce en grandes pérdidas económicas por falta de producción, lascuales pueden evitarse, con un control de la corrosión aplicando inhibidores.
2.6 Reducción de la Contaminación de Productos:
En ocasiones, los productos, de corrosión generados en un sistema, resultan sercontaminantes para los propios productos manejados.
También es frecuente encontrar que como consecuencia de una falla por corrosión, doso más productos se mezclan, contaminándose entre sí. Ver esquema 2.6.1
Esquema 2.6.1
En ambos casos, existe la necesidad de efectuar costos procesos de separación,purificación, etc., o en su defecto desechar los productos contaminados, cosa que puedeevitarse, con la correcta aplicación de Inhibidores.
2.7 Reducción de daños a instalaciones vecina, por derrames, siniestros, etc., cuyosorígenes son fallas por corrosión.
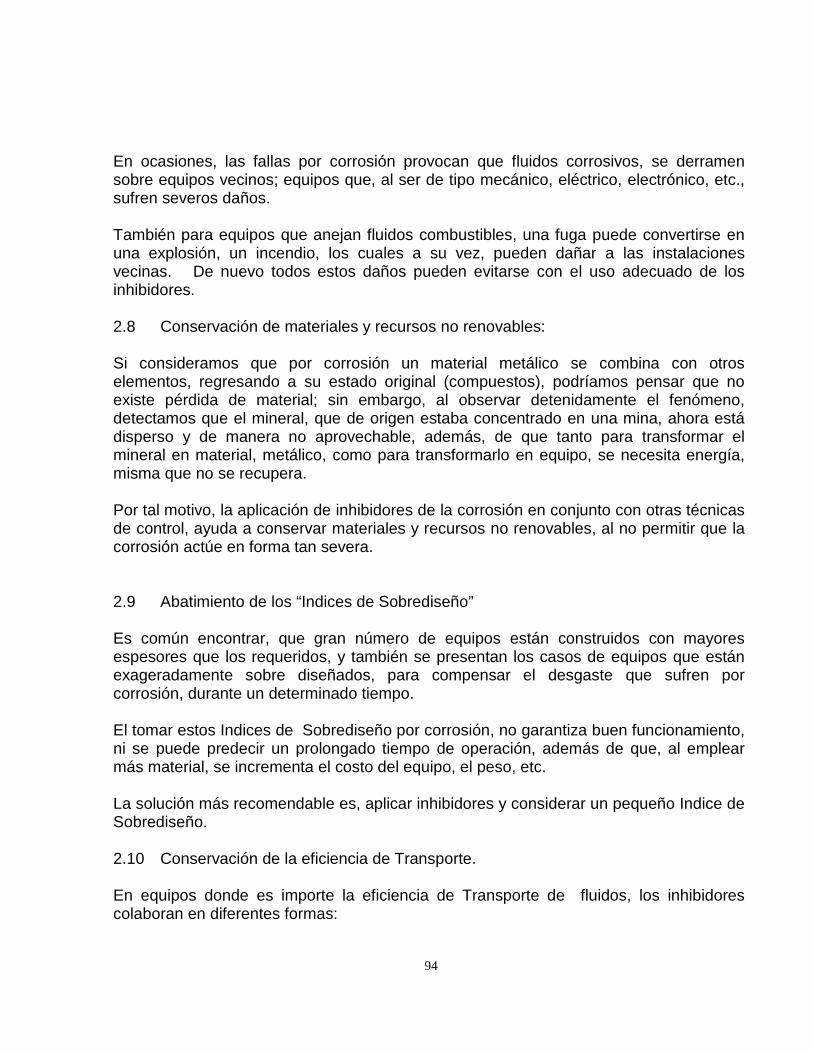
94
En ocasiones, las fallas por corrosión provocan que fluidos corrosivos, se derramensobre equipos vecinos; equipos que, al ser de tipo mecánico, eléctrico, electrónico, etc.,sufren severos daños.
También para equipos que anejan fluidos combustibles, una fuga puede convertirse enuna explosión, un incendio, los cuales a su vez, pueden dañar a las instalacionesvecinas. De nuevo todos estos daños pueden evitarse con el uso adecuado de losinhibidores.
2.8 Conservación de materiales y recursos no renovables:
Si consideramos que por corrosión un material metálico se combina con otroselementos, regresando a su estado original (compuestos), podríamos pensar que noexiste pérdida de material; sin embargo, al observar detenidamente el fenómeno,detectamos que el mineral, que de origen estaba concentrado en una mina, ahora estádisperso y de manera no aprovechable, además, de que tanto para transformar elmineral en material, metálico, como para transformarlo en equipo, se necesita energía,misma que no se recupera.
Por tal motivo, la aplicación de inhibidores de la corrosión en conjunto con otras técnicasde control, ayuda a conservar materiales y recursos no renovables, al no permitir que lacorrosión actúe en forma tan severa.
2.9 Abatimiento de los “Indices de Sobrediseño”
Es común encontrar, que gran número de equipos están construidos con mayoresespesores que los requeridos, y también se presentan los casos de equipos que estánexageradamente sobre diseñados, para compensar el desgaste que sufren porcorrosión, durante un determinado tiempo.
El tomar estos Indices de Sobrediseño por corrosión, no garantiza buen funcionamiento,ni se puede predecir un prolongado tiempo de operación, además de que, al emplearmás material, se incrementa el costo del equipo, el peso, etc.
La solución más recomendable es, aplicar inhibidores y considerar un pequeño Indice deSobrediseño.
2.10 Conservación de la eficiencia de Transporte.
En equipos donde es importe la eficiencia de Transporte de fluidos, los inhibidorescolaboran en diferentes formas:

95
En primer lugar, al reducir la magnitud del fenómeno de corrosión, la superficie metálicase conserva limpia y tersa, facilitando el flujo y también, al no haber altas velocidadesde corrosión, la necesidad de sobre diseñar equipo decrece, pudiendo disponer, conespesores menores, de mayor sección (Ver esquemas 4.02, 4.0.3 y 4.0.4 del inciso 4.0),y así transportar mayores volúmenes de fluido con menor energía.
2.11 Conservación de la eficiencia de transferencia de calor.
Esta propiedad va aunada a la anteriores, en especial a la enunciada en el inciso 2.9,aunque sólo tiene aplicación para equipos cuya función es la transferencia de calor.
Empleando inhibidores de la corrosión, se puede tener equipos con espesoresrelativamente pequeños, con una superficie tersa y limpia, obteniendo así una buenatransferencia de calor (Ver esquemas 4.0.2, 4.0.3 y 4.0.4 del inciso 4.0), a diferencia dela baja transferencia obtenida con equipos sobre diseñados con superficies sucias.
2.12 Mejora en las condiciones de Seguridad de Higiene.
La reducción de fallas, derrames de sustancias venenosas o contaminantes, fugas deproductos peligros, incendios, explosiones, etc., al emplear inhibidores con técnica decontrol anti-corrosivo, proporciona al personal que tiene contacto con el sistema, unanotable mejoría en sus condiciones de seguridad e higiene, propiedad que aunque nose puede medir, económicamente hablando, es de vital importancia.
2.13 Alternativa contra el uso de materiales de construcción costosos.
Cuando se tiene que trabajar con medios corrosivos, existen primordialmente dosalternativas:
Emplear un material de construcción resistente, pero costoso, o bien,
Emplear un material menos costoso y la adición de inhibidores de la corrosión.
Para tomar la mejor alternativa, en este caso hay que considerar muchos factoresrelacionados con el proceso del mismo sistema y con los relacionados con el fenómenode Corrosión Inhibición.
2.14 Posibilidad de efectuar procesos que en otras condiciones causarían corrosión.
Existen casos donde se aplican inhibidores de la corrosión, ya que por algún motivohubo la necesidad de emplear un determinado material, que no es resistente a lacorrosión del fluido que maneja, o también, que por azares del destino, en un equipodestinado a un proceso, se tiene que someter a otro que le ocasiona daños porcorrosión, tal y como sucede en equipos incrustados que se limpian con solucionesácidas.
96
2.15 Protección a materiales en medios y condiciones donde no es posible aplicarotra técnica.
Los inhibidores de la corrosión tienen la característica de poder proteger materiales,equipos, parte de ellos, etc., a condiciones y ambientes donde otras técnicas de controlcarecen de efectividad, o que simplemente no es posible aplicarlos; tal es el caso deinteriores de tuberías, válvulas, intercambiadores de calor, sistemas de enfriamiento,reactores, etc.
3 DESVENTAJAS:
Así como pueden ayudarnos los inhibidores en la obtención de los “beneficios” antesmencionados, su uso también nos genera los siguientes inconvenientes:
3.1 Costo del Producto.
Como cualquier producto químico, los inhibidores tienen un costo relativamente alto.
3.2 Aplicación dl Producto.
La aplicación del Inhibidor de Corrosión no se concreta únicamente a su adición alsistema, sino que haya que desarrollar otras actividades, ligadas a la corroboración desu buen funcionamiento, tales como análisis químicos, seguimiento de la velocidad decorrosión, determinación de su eficiencia, etc. Procedimientos y técnicas que requierende equipos relativamente costosos.
3.3 Uso específico.
Los Inhibidores de la corrosión tienen uso específico, es decir, un producto eficiente paraun material determinado, sometido a la acción de un medio corrosivo y a unascondiciones de operación dadas, no se puede asegurar que funcione en un sistemaconstituido de otro material o que trabaje con otro medio a otras condiciones.
Por tal motivo, no se deben aplicar estos productos en forma empírica, ya que dehacerle se corre el riesgo de no proteger, e incluso acelerar más la corrosión.

97
3.4 Limitantes.
El uso de inhibidores tiene limitantes como cualquier técnica de control de la corrosión,no pudiendo extenderse, en la práctica, a todos los problemas de corrosión.
Su limitante principal radica en que tiene que ser aplicado a sistemas donde el mediocorrosivo es controlado, o sea, que por ejemplo, no se puede proteger el casco de unbarco aplicando inhibidor en el mar, o bien, proteger la carrocería de un automóvilesparciendo Inhibidor den la atmósfera.
4 BENEFICIOS vs. DESVENTAJAS.
Para poder tomar el dictamen más adecuado con respecto al uso de estos productos, esmenester comparar los beneficios contra las desventajas.
En primer lugar, por lo que concierne a los aspectos de seguridad e higiene, no hayduda en lo benéfico que resulta el uso e los inhibidores, a diferencia del económico en elcual intervienen muchos factores, los que hay que considerar a corto, mediano y largoplazo.
A corto plazo, es común encontrar en desventaja el uso de inhibidores, ya que el costodel producto, el del equipo de inyección, el del equipo de monitoreo y el de la mano deobra, son relativamente elevados, a comparación de los daños por corrosión, que hastaese plazo, todavía no se han manifestado.
Ya a mediano plazo, resulta ventajoso el uso del Inhibidor de corrosión, porque a esetérmino, los problemas por corrosión han comenzado a presentarse, manifestándose congrandes gastos y pérdida, por lo que respecta a: las reparaciones, los paros en laproducción, la baja de eficiencia, los daños a otras instalaciones y desde luego losrespectivos problemas de seguridad e higiene.
Como es obvio, a largo plazo, el uso del inhibidor resulta ventajoso, ya que no secomparan los gastos del mismo producto, de los equipos, de las operaciones, etc., queson requeridos para su aplicación, con los gastos, pérdidas y consecuencias queocasiona la corrosión, acentuándose más cuando se requiera de la reposición total delequipo o sistema original.
Para comprenderlo mejor, a continuación se anexa el esquema 4.0.1, donde se ilustrangráficamente los gastos y erogaciones realizadas con y sin inhibidor.
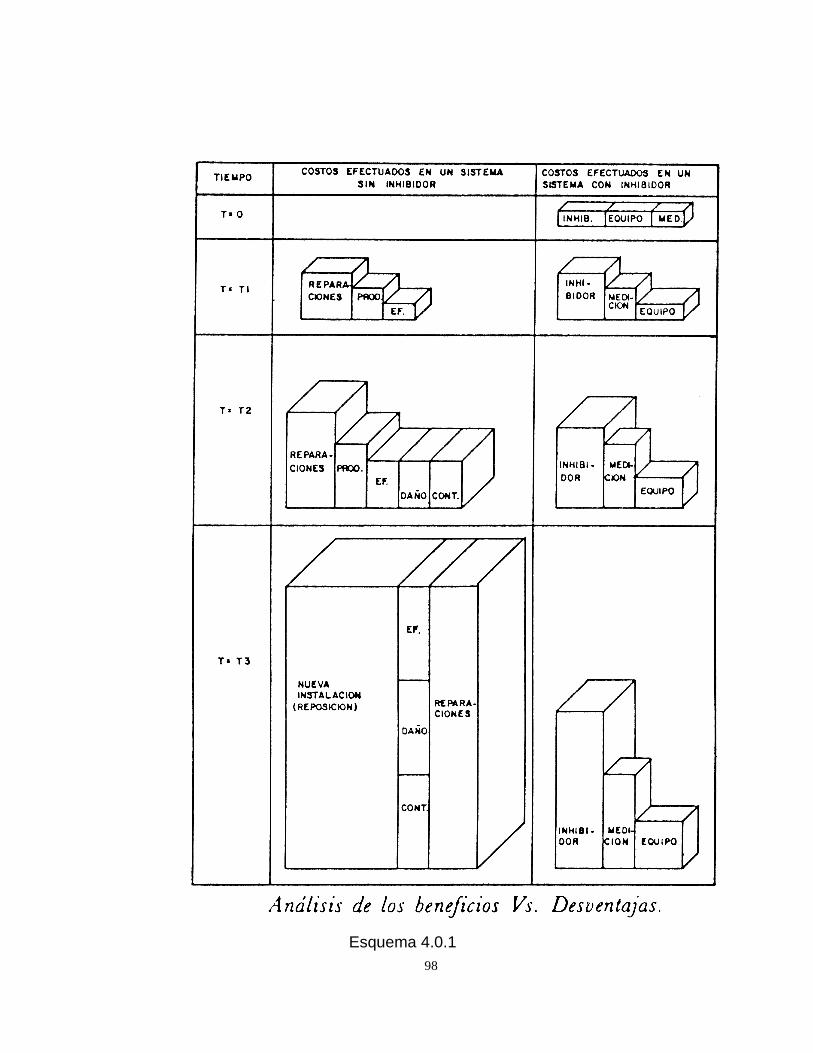
98
Esquema 4.0.1

99
Desde luego que estas aseveraciones están hechas en términos genéricos, pudiendovariar dependiendo de cada caso.
Por ejemplo, cuando la instalación maneja productos económicos, no peligrosos y seobserva poca corrosión, posiblemente no se justifique el uso del Inhibidor, pero cuandoexiste una elevada velocidad de corrosión en sistema que maneja productos peligrosos yde gran valor, es indispensable el uso de estos productos.
Para otras situaciones existirá la necesidad de ir evaluando minuciosamente las ventajascontra la desventaja.
A continuación se mencionan dos casos donde el uso del inhibidor es benéfico:
El primero se refiere a comparar dos cambiadores de calor: uno donde su Sobrediseñoes moderado, con buenos flujos y transferencia de calor, en el cual se aplica Inhibidor decorrosión con buenos resultados y otro donde su Sobrediseño es exagerado (alto costoinicial) y con él se obtienen bajas eficiencias de Transporte y Transferencia de Calor,además de que no se puede predecir su tiempo de vida útil.
El segundo caso, también de dos cambiadores de calor, que se han incrustado,existiendo la necesidad de efectuar un lavado ácido.
En uno se efectúa sin inhibidor, provocando corrosión sin conseguir una buena limpiezay otro donde se efectuó con inhibidor consiguiendo buena limpieza y poco ataque.
En los esquemas 4.0.2 y 4.0.3 se ilustran gráficamente el primer ejemplo.
Por último en el Esquema 4.0.4 se muestra el segundo ejemplo:
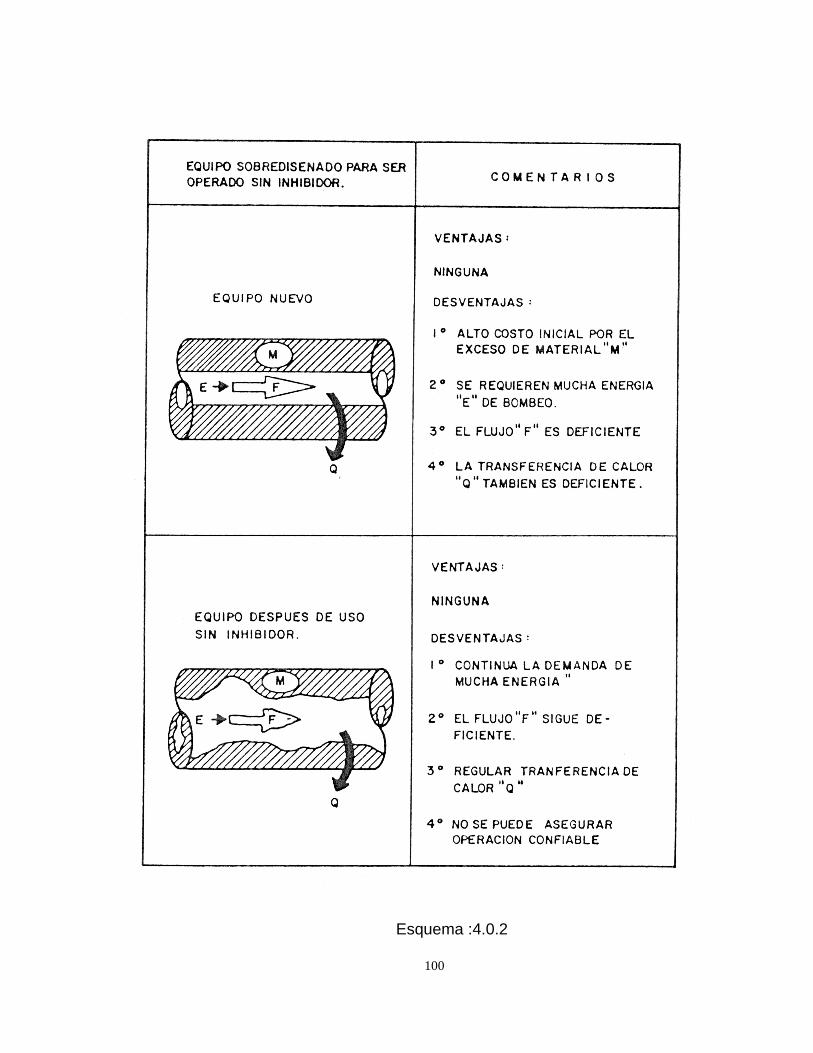
100
Esquema :4.0.2
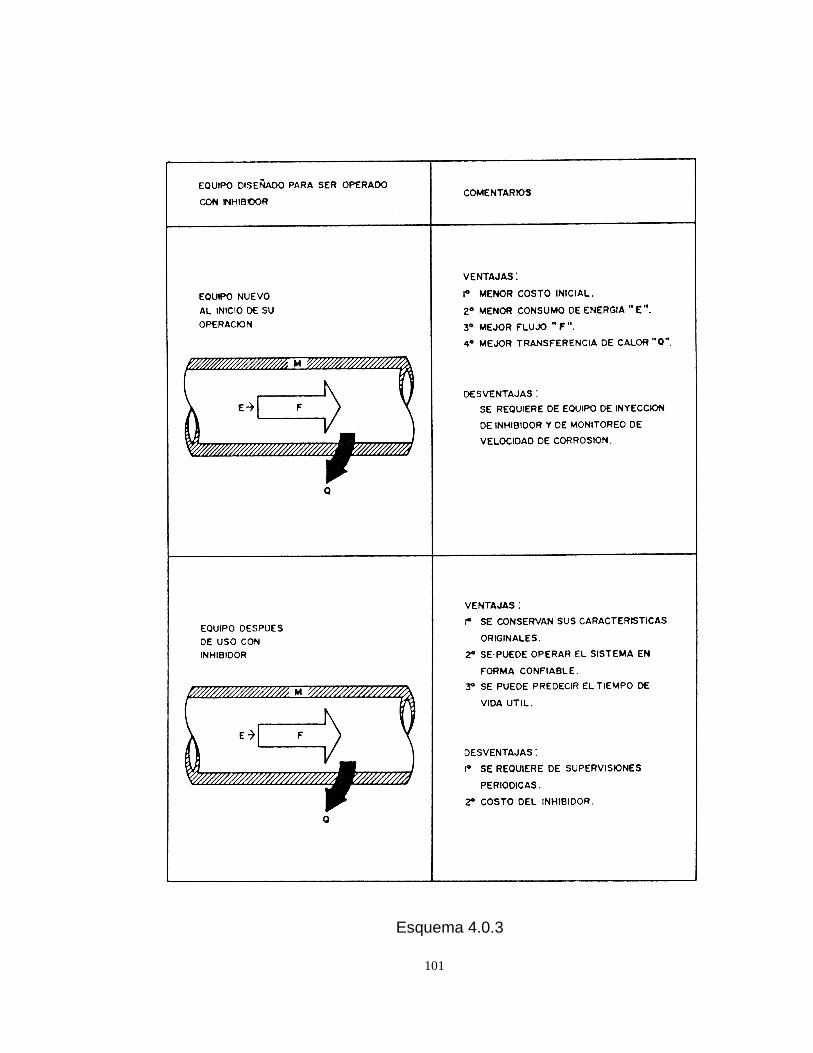
101
Esquema 4.0.3

102
Esquema 4.0.4
103
5 CONCLUSIONES:
Analizando minuciosamente todos los factores y aspectos relacionados con la aplicaciónde inhibidores, como técnica de control de la corrosión, se deduce, que su uso resultabenéfico, en la mayoría de los casos.