contaminación de la industria...
TRANSCRIPT

CONTAMINACIÓN DE LAINDUSTRIA METALÚRGICA
R. Marín GalvínJefe de Control de Calidad
EMPRESA MUNICIPAL DE AGUAS DE CÓRDOBA S.A. (EMACSA)ASOCIACIÓN ESPAÑOLA DE ABASTECIMIENTO DE AGUAS Y SANEAMIENTO (AEAS)
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO

-SE TRATA DE UN SECTOR INDUSTRIAL AMPLIO Y DIVER-SIFICADO QUE CONTEMPLA INDUSTRIAS DE PRODUCCIÓN DEMATERIALES FÉRRICOS, MATERIALES NO FÉRRICOS, INDUS-TRIAS AUXILIARES (AUTOMÓVIL Y TALLERES MECÁNICOS),ASÍ COMO EMPRESAS DE METALES PRECIOSOS.
-COMO CARACTERÍSTICA GENERAL SE TRATA DE PROCESOSQUE SUELEN EMITIR RESTOS DE GRASAS, DETERGENTES,META-LES, ÁCIDOS Y SUSTANCIAS BÁSICAS.
-SUS VERTIDOS SON POCO BIODEGRADABLES Y CON UNALTO POTENCIAL TOXICOLÓGICO PARA EL SANEAMIENTO YLAS EDARs (EN GENERAL, PARA EL MEDIO AMBIENTE SI ELVERTIDO DE LA EMPRESA PUEDE IR A CAUCE PÚBLICO).
-SE CONSIDERARÁN NUEVE GRUPOS DE INDUSTRIAS:INDUSTRIAS SIDERÚRGICAS, METALÚRGICAS DEL Fe, Cu, Au yAl, ACABADO DE SUPERFICIES, TALLERES MECÁNICOS,INDUSTRIAS DEL AUTOMÓVIL Y EL SECTOR DE LA JOYERÍA.
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (I)
-SE CONSIDERA UN SECTOR BÁSICO POR ABASTECER A OTRASACTIVIDADES INDUSTRIALES VARIADAS.
-LA PRODUCCIÓN DE PRODUCTOS SIDERÚRGICOS EN ESPAÑADURANTE 2.004 ASCENDIÓ A 18,7 MM/TM, SIENDO EL CONSUMODE 21 MM/TM.
-LA PRODUCCIÓN SE CONCENTRA EN ASTURIAS Y EUSKADI CONUN 65% DEL TOTAL. LAS DOS TECNOLOGÍAS MÁS EMPLEADASSON LA DE ALTOS HORNOS Y LA DE FUSIÓN DE CHATARRA ENHORNO ELÉCTRICO.
-LAS MATERIAS PRIMAS EMPLEADAS SON: COQUE, MINERAL DEHIERRO Y CHATARRA. EN LA ACTUALIDAD COBRA CADA VEZ MÁSIMPORTANCIA LA FABRICACIÓN DE ACEROS ESPECIALES PARATECNOLOGÍAS DE VANGUARDIA.
-COMPRENDE VARIOS SUBSECTORES: ACERO INTEGRAL (ALTOSHORNOS), HORNOS ELÉCTRICOS Y ACEROS ESPECIALES.
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (II)
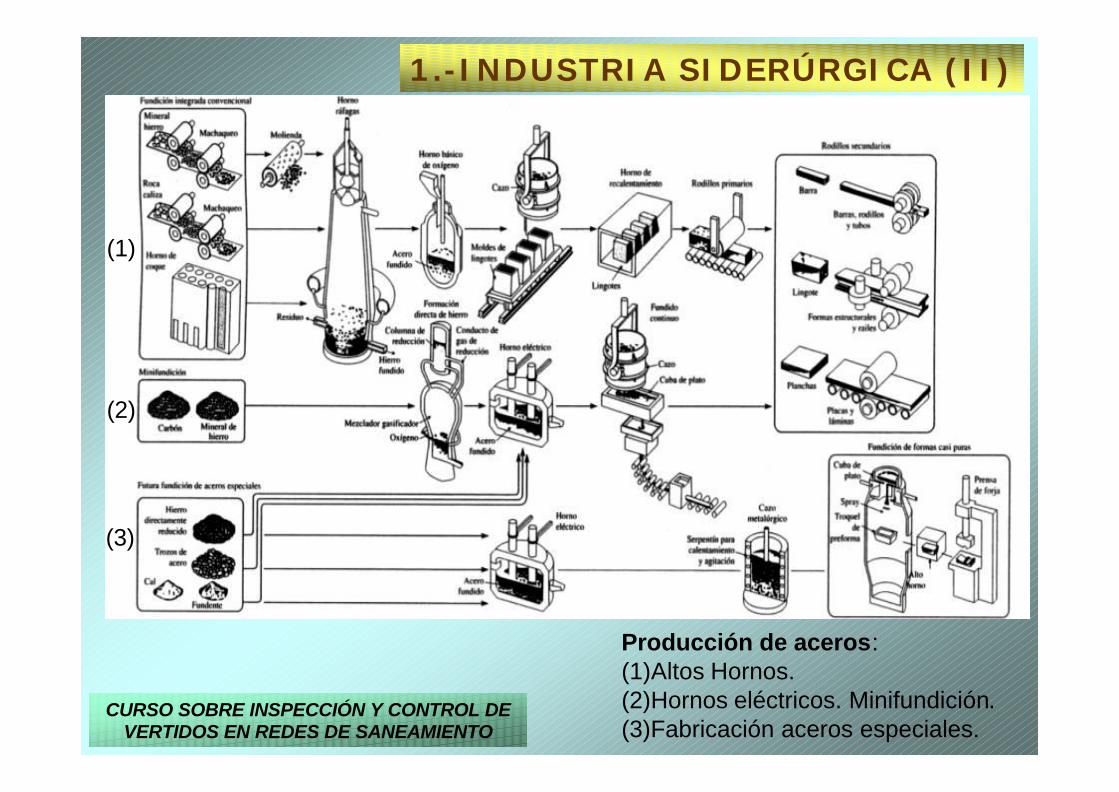
Producción de aceros:(1)Altos Hornos.(2)Hornos eléctricos. Minifundición.(3)Fabricación aceros especiales.
(1)
(2)
(3)
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (III)
(1)FABRICACIÓN INTEGRAL DE ACERO (ALTOS HORNOS)-Alto horno: fabricación directa de acero en una cámara en que seintroducen mineral de hierro, carbón o coque y caliza, y se inyectaoxígeno.-Los vertidos producidos provienen de: hornos de coque, zonas delaminación y decapados. Suelen presentar altos caudales.
-HORNOS DE COQUESus vertidos contienen compuestos cianurados, amoníaco, fenoles,ácidos, álcalis, aceites y grasas, y residuos sólidos como restos deminerales, restos de coque y piedra caliza.Los vertidos mayoritariamente proceden de la torre de enfriamientodonde el coque caliente se lava y se enfría con agua.
En general, los vertidos líquidos generados pueden tratarse me-diante: recirculación, evaporación, extracción con disolventes, des-tilación, sedimentación, neutralización, flotación y aeración.
1.-INDUSTRIA SIDERÚRGICA (IV)
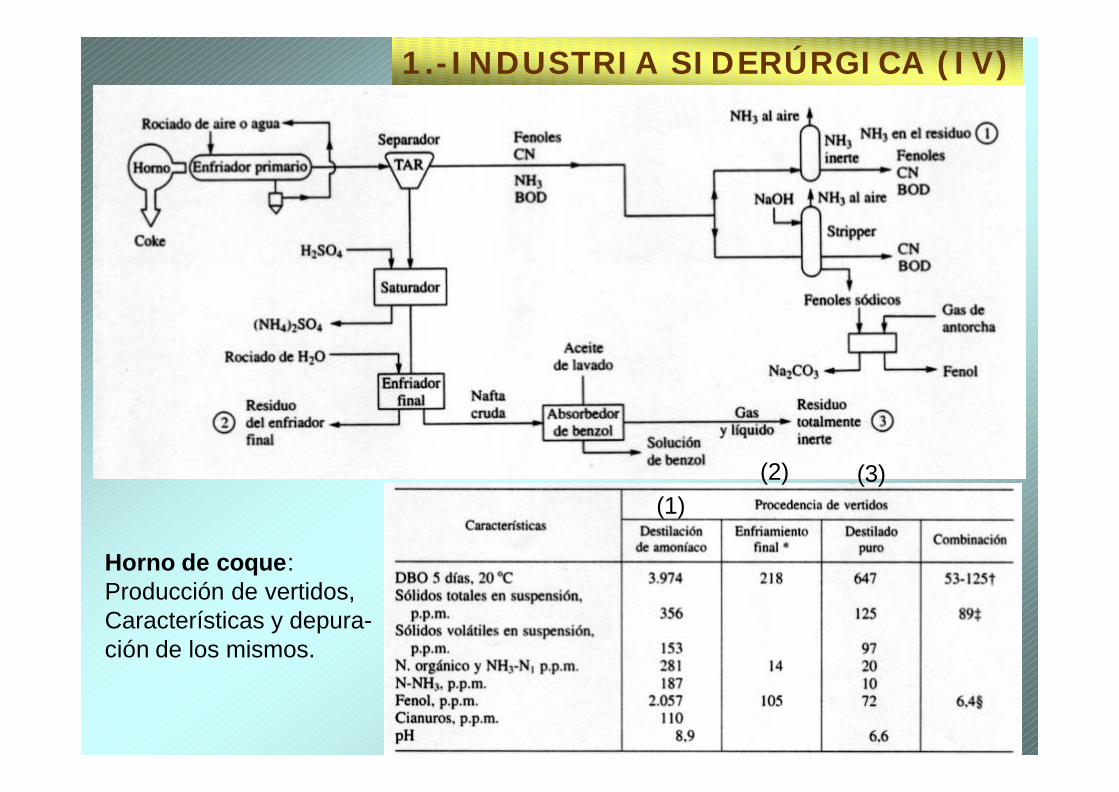
Horno de coque:Producción de vertidos, Características y depura-ción de los mismos.
(1)(2) (3)
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (V)
-El principal método de depuración de vertidos de plantas de coquees la recuperación de subproductos, siendo el más importante por suvalor económico el fenol.-Eliminación de carga biodegradable (DBO5)Se lleva a cabo mediante recirculación y reutilización de aguas paraenfriamiento y similares: reducción DBO5 hasta 75% de la original.-Recuperación De SubproductosEn función del contenido concreto de cada vertido puedenrecuperarse como subproductos: sulfato amónico, alquitrán, nafta-lina, benceno, tolueno y xileno.El fenol se concentra mediante tratamiento con hidróxido sódico(conversión en fenolato sódico y destilación, >80% recuperación) ose elimina mediante tratamiento biológico (fangos activos o filtraciónbacteriana, menos 25 mg/l de contenido inicial).-Eliminación De BenzolSe realiza mediante separadores por gravedad.-Eliminación De Aceites En GeneralSe realiza mediante flotación con inyección de aire.
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (VI)
-ZONAS DE LAMINACIÓN Y DECAPADOS (I)Con estos procesos se consigue manufacturar el acero ya producido,así como “limpiarlo” de restos de impurezas no deseadas.Estos vertidos contienen fundamentalmente, cantidades importantesde ácidos (sulfúrico y clorhídrico), presentan pHs ácidos e hierro.-(a)NeutralizaciónSe lleva a cabo con cal, hidróxido sódico o carbonato sódico (máscaros). Fases: precipitación de hidrato férrico (pH<4); formaciónsulfato ácido de hierro; formación de hidrato ferroso (pH=6-8);formación de sulfato ferroso.-(b)Recuperación de ácido sulfúricoImplica la concentración del vertido vía evaporación, seguido de unreactor donde se borbotea HCl (gas), que reacciona con el sulfatoferroso para producir ácido sulfúrico y FeCl2. El cloruro ferroso seintroduce en un horno de caldeo directo para obtener óxido de hierro.
Intercambio iónicoSe emplea cada vez más en la recuperación de ácido sulfúricocon rendimientos del 80%.
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (VII)
-ZONAS DE LAMINACIÓN Y DECAPADOS (II)-(b)Recuperación de ácido sulfúrico (viene pág. Anterior)
CristalizaciónEl vertido de decapados se introduce en un calcinador
mediante pulverización: se produce la cristalización de compuestos de hierro y separación vía gas del HCl. El óxido de hierro se recupera del fondo del calcinador y se seca para su posterior proceso de purificación.-(c)Inyección en pozosLógicamente esta práctica se ha abandonado en función de lasnormativas medioambientales aplicables actualmente.
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
1.-INDUSTRIA SIDERÚRGICA (VIII)
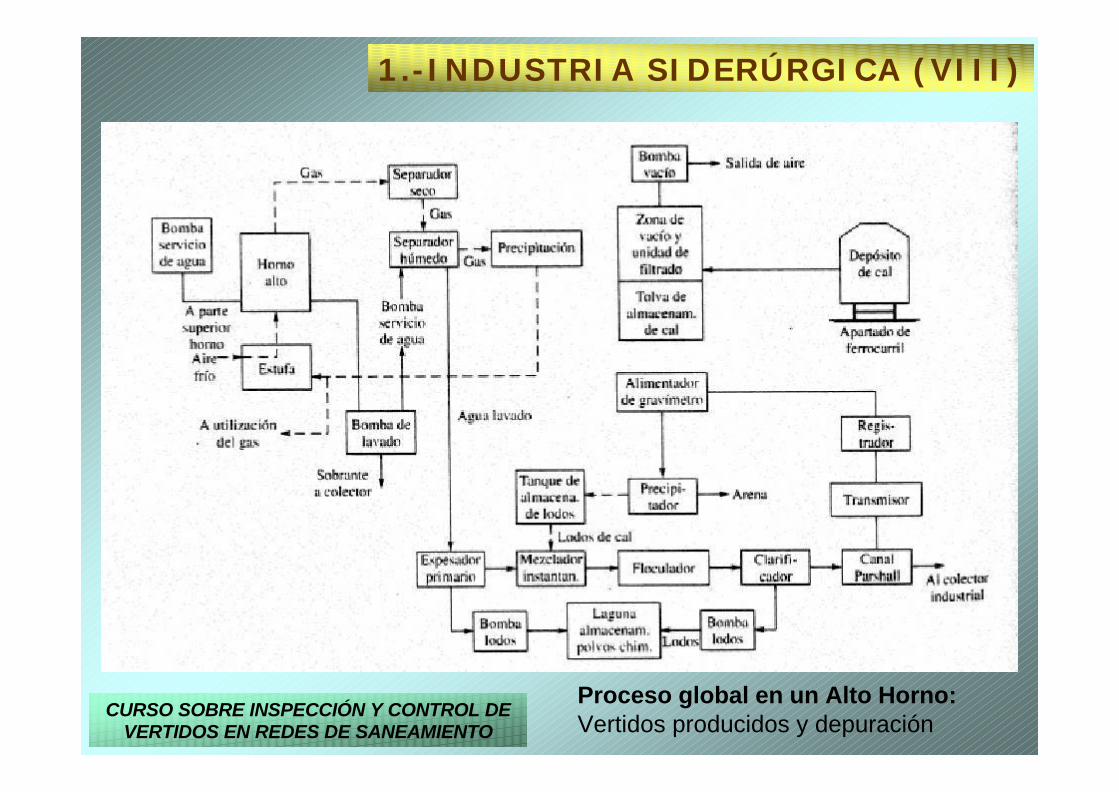
Proceso global en un Alto Horno:Vertidos producidos y depuración
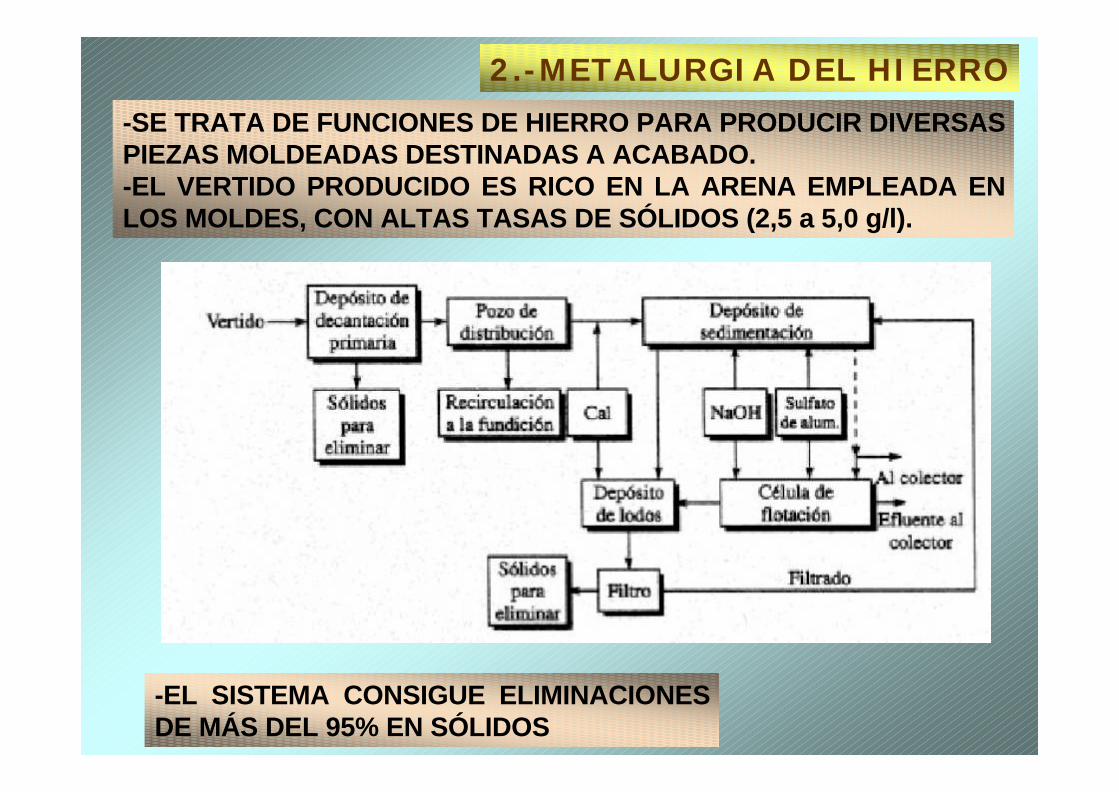
2.-METALURGIA DEL HIERRO
-SE TRATA DE FUNCIONES DE HIERRO PARA PRODUCIR DIVERSASPIEZAS MOLDEADAS DESTINADAS A ACABADO.-EL VERTIDO PRODUCIDO ES RICO EN LA ARENA EMPLEADA ENLOS MOLDES, CON ALTAS TASAS DE SÓLIDOS (2,5 a 5,0 g/l).
-EL SISTEMA CONSIGUE ELIMINACIONESDE MÁS DEL 95% EN SÓLIDOS
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
COBRE y DERIVADOS (BRONCE Y LATÓN)-La actividad consiste en la extracción y purificación de cobre, y lafabricación de laminados, hojas, varillas y tubos de cobre, bronce(cobre y zinc) y latón (cobre y estaño).
-Una vez extraído el metal, se funde en hornos obteniéndose metal“duro” que posteriormente pasa a una fase de templado, decapadopara eliminación de impurezas y costras.
-El proceso de templado se lleva a cabo en hornos de aceite tras locual debe limpiarse el metal antes de su procesado final.
-La limpieza del metal se realiza con ácido sulfúrico (baño ácido, 5-10% en ácido) y posteriormente con sulfúrico y dicromato potásico(baño abrillantador, 5-10% de ácido y hasta 60 g/l de dicromato) que,junto a restos de aceites de corte y enfriado, son los principalesresiduos de esta fase.
3.-METALURGIA DEL COBRE (I)

3.-METALURGIA DEL COBRE (II)
Extracción de Cobre:
Existe una alta tasa derecuperación de cobre,como metal o como sul-fato disuelto.

3.-METALURGIA DEL COBRE (III)
0,1-0,5Hierro
Hasta 1,0Cromo
4-40Zinc
5-25Cobre
50-160Ácido sulfúrico
Contenido mg/lComponente
Baños Ácidos
Hasta 0,5Hierro
10-45Cromo
0,2-35Zinc
6-40Cobre
5-80Ácido sulfúrico
Contenido mg/lComponente
Abrillantados
Los tramientos a aplicar para los residuos producidos son:
-Precipitación de metales como hidróxidos con adición de álcalis ocoagulantes (FeSO4).
-Recuperación de metales mediante intercambio iónico.
-Electrolisis para recuperación o regeneración de metales.
-Flotación para eliminación de aceites y sulfuro de cobre.
4.-METALURGIA DEL ORO
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
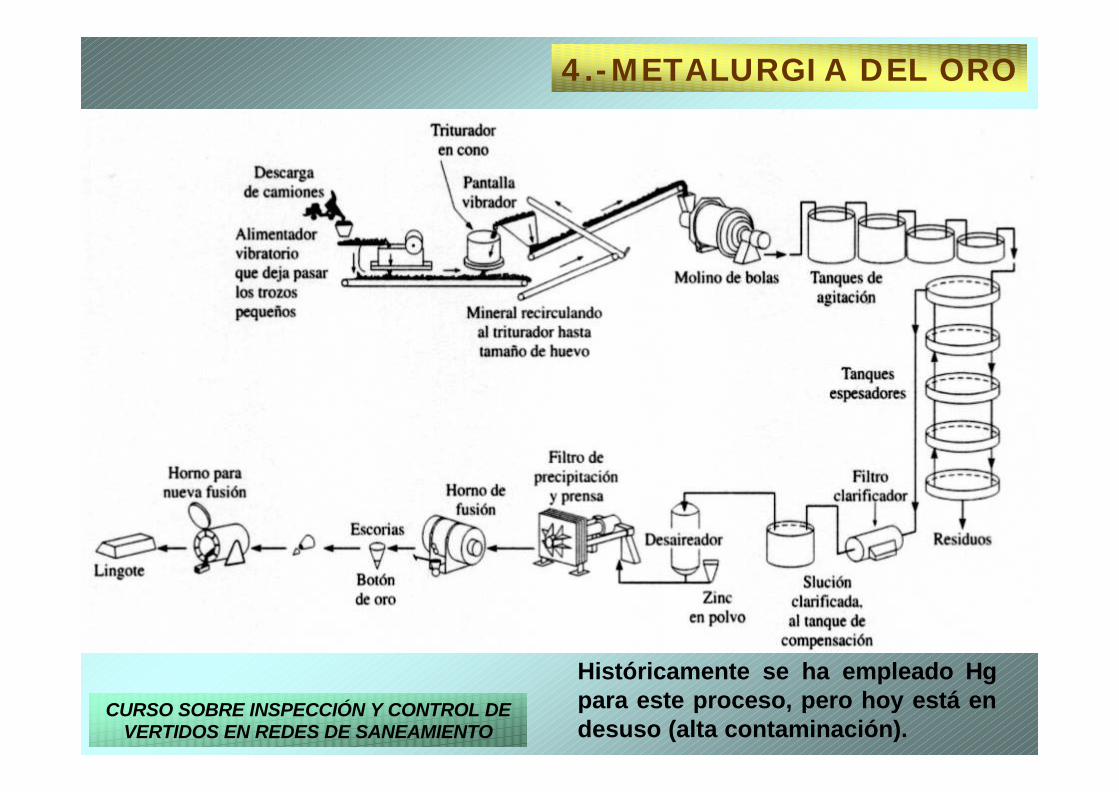
Históricamente se ha empleado Hgpara este proceso, pero hoy está endesuso (alta contaminación).
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
5.-METALURGIA DEL ALUMINIO (I)
El procesado de aluminio comprende varias fases:
-EXTRACCIÓN DE MINERAL (BAUXITA).-TRATAMIENTO DE DIGESTIÓN CON DISOLUCIÓN DE CARBONATOSÓDICO Y CALIZA.-CALENTAMIENTO A PRESIÓN DE LA MEZCLA.-FILTRADO DEL LÍQUIDO QUE RETIENE LAS IMPUREZAS.-PRECIPITACIÓN DE LA ALÚMINA DISUELTA CON AYUDA DEGÉRMENES DE NUCLEACIÓN Y ENFRIADO DE LA DISOLUCIÓN.-REUTILIZACIÓN DE LA DISOLUCIÓN ALCALINA.-PROCESADO DE LA ALÚMINA MOLIDA EN HORNO ELÉCTRICO DEANODIZADO.-PROCESADO DEL ALUMINIO PRODUCIDO Y TRANSFORMACIÓNEN PRODUCTO ACABADO (BARRAS, LINGOTES..).
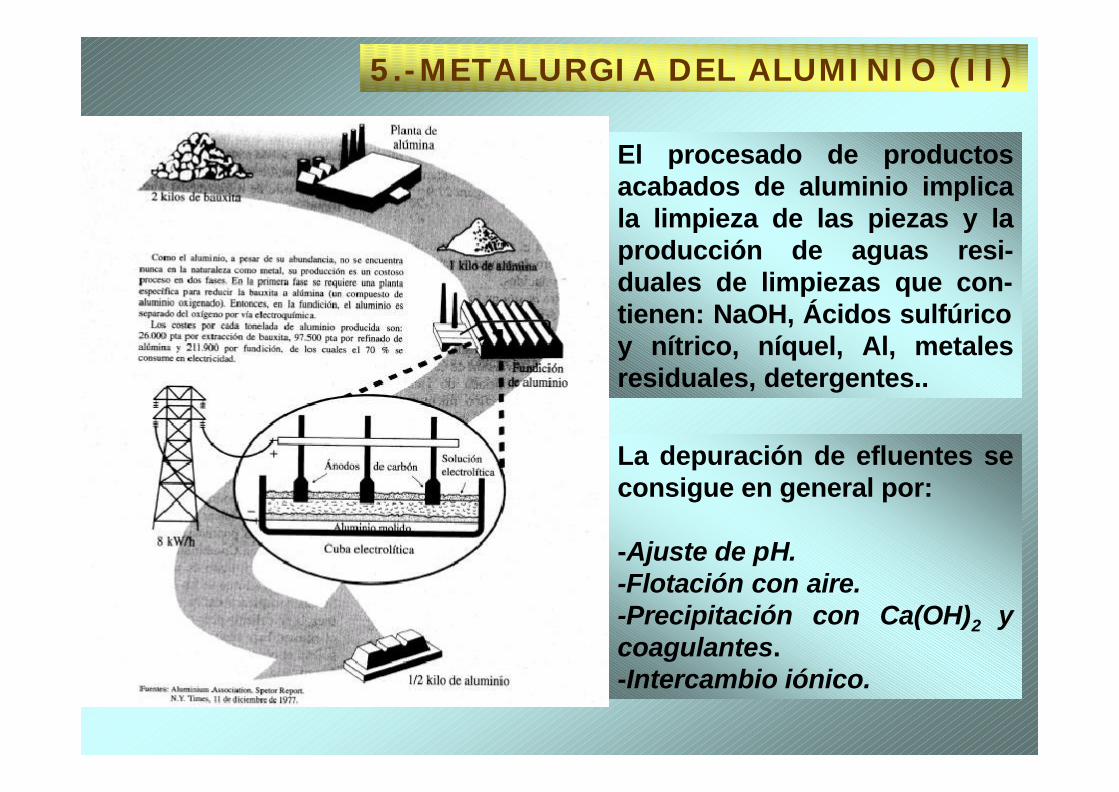
5.-METALURGIA DEL ALUMINIO (II)
El procesado de productosacabados de aluminio implicala limpieza de las piezas y laproducción de aguas resi-duales de limpiezas que con-tienen: NaOH, Ácidos sulfúricoy nítrico, níquel, Al, metalesresiduales, detergentes..
La depuración de efluentes seconsigue en general por:
-Ajuste de pH.-Flotación con aire.-Precipitación con Ca(OH)2 ycoagulantes.-Intercambio iónico.
6.-ACABADO DE SUPERFICIES (I)
-Se ocupan de someter a las piezas metálicas a procesos de limpieza,acabado y protección ante el deterioro en el tiempo (oxidación) paracumplir con los requisitos finales.-La protección ante el deterioro se consigue mediante el “chapado”proceso electroquímico en que el metal a preservar actúa de cátodo yel preservante de ánodo. También mediante proceso químico.-Los residuos producidos pueden ser de dos fuentes: continuos ydiscontinuos, emitiéndose bajos caudales pero altamente contami-nantes por presencia de ácidos, metales, grasas y cianuros.-El caudal vertido puede oscilar entre <50 m3/día y >1.000 m3/día.-Podemos clasificar las actividades en cinco grandes grupos:
1.-PRETRATAMIENTOS: DESENGRASE, DECAPADOS, PASI-VADOS Y ABRILLANTADOS.2.-ANODIZADOS: OXIDACIÓN ANÓDICA DE ALUMINIO.3.-CINCADOS: DEPOSICIÓN ELECTROLÍTICA O DIRECTA DEZINC.4.-CROMADOS-NIQUELADOS: DEPOSICIÓN QUÍMICA O
ELECTROLÍTICA DE CROMO O NÍQUEL.5.-GALVÁNICOS: DEPOSICIÓN QUÍMICA O ELECTROLÍTICADE METALES, ESPECIALMENTE COBRE.
6.-ACABADO DE SUPERFICIES (II): Vertidos
1.-PRETRATAMIENTOSLa limpieza previa de piezas se realiza con desengrasantes
organoclorados o hidrocarburos, ácidos (sulfúrico, nítrico) o álcalis(hipoclorito, boratos, cianuros, fosfatos..). Se producen emisiones dezinc, cobre, cromo, boro, cianuros y alta DQO.2.-ANODIZADOS
En la oxidación con aluminio se usa ácido (sulfúrico o ní-trico). Los vertidos son ricos en sulfatos, nitratos y Al, siendo ácidos.3.-CINCADOS
Si es electrolítico, pueden emplearse baños alcalinos (cianu-ros), o ácidos (clorhídrico, bórico, y cloruro potásico y de zinc). Si serealiza con zinc fundido, además se emplea plomo.4.-CROMADOS-NIQUELADOS
Requieren desengrases ácido (sulfúrico) o alcalino, enjua-gues, y decapados previos. En los niquelados se usan boratos ysulfatos, mientras que en los cromados se emplean fluoruros,boratos, teniendo los ánodos como impurezas plomo y antimonio.5.-GALVÁNICOS
En medio ácido se emplea súlfúrico. En medio básico,cianuros, además de carbonatos y tartratos.

6.-ACABADO DE SUPERFICIES (III): Depuración
A)CIANUROSSe lleva a cabo por cloración (cloro o hipoclorito) previo
ajuste de pH con NaOH o Ca(OH)2 a pH=11. También puedeconseguirse con ClO2, O3, electrolisis, Ca(OH)2-S= y cambio iónico.B)CROMO
Primero se reduce el Cr6+ a Cr3+ con NaHSO3, SO2 o sulfatoferroso, a pH<3. Finalmente, se precipita a pH 8-8,5 con Ca(OH)2.C)ZINC
Una vez eliminado el cianuro, se puede precipitar el Zinc conCa(OH)2 a pH 10-11. Se pueden usar ayudantes de floculación.D)METALES PESADOS (Cu, Cd, Hg..)
Se pueden precipitar como sulfuros (NaS2 o NaHS) o comohidróxidos a pHs ácidos, según cada caso, filtrando finalmente.E)NEUTRALIZACIÓN DE EFLUENTES
Se trata de ajustar el pH con ácido o álcali. Se puede emplearla neutralización de efluentes de distinta acidez.F)DISOLVENTES
Se eliminan mediante flotación con aire y reactivos químicos.G)RECUPERACIÓN
Cada vez más usados: cambio iónico y evaporación.

2,51,530040508,0Depurada
20419.5001.0006003,0Original
ZincCobreDQOGrasasSólid.pH
6.-ACABADO DE SUPERFICIES (IV): Ejemplo
El sistema estáimplantado en unafactoría de trans-formados de Cu,con unos 100 m3
al día de vertido.Al final existe trata-miento de fangosvía filtro prensa.
Sector que aglutina amplia diversidad de actividades. En ellos sepueden llevar a cabo actividades de calderería, fundición, perfilado,torneado, templado, rectificado, soldadura, desengrasado, pintura..Podemos considerar las siguientes actividades:
-TALLERES DE MANUFACTURA, CONFORMACIÓN Y REPARACIÓNDE PIEZAS Y ELEMENTOS METÁLICOS.-EMPRESAS AUXILIARES DEL SECTOR DE AUTOMOCIÓN.-EMPRESAS AUXILIARES DEL SECTOR DE ELECTODOMÉSTICOS.-EMPRESAS AUXILIARES DEL RAMO DE LA CONSTRUCCIÓN.
Todas estas actividades comparten en común el empleo de metalestanto férricos como no férricos, desengrasantes, detergentes.., y laposibilidad de emisión de cargas contaminantes altas, y pocobiodegradables en las EDARs, bien en continuo o en discontinuo.
Como materias primas se emplean: chapas o bobinas metálicas,aceites de corte, taladrinas, desengrasantes, detergentes, disol-ventes clorados o no, y aditivos para limpiezas.
7.-TALLERES MECÁNICOS (I)
Con volúmenes de vertido generados que oscilan fuertemente segúnactividad concreta y entidad de la empresa, y que pueden variar entre<1 m3/día y >500 m3/día, se pueden agrupar los vertidos principalesen varios apartados según la actividad ejecutada:A)VIBRADO Y GRANALLADO: Son ricos en aceites de corte (quellevan perfumantes), restos de virutas metálicas (sólidos ensuspensión), detergentes, nitrógeno y fósforo y DQO. Presentancolor lechoso.B)DESENGRASADOS Y LIMPIEZAS: Se trata de trabajos previos a lapintura de piezas, siendo vertidos de similares características a losanteriores, si bien con presencia de ácidos o álcalis para limpiezas,así como restos de cromo o níquel empleados en decapados.C)TALADRINAS Y ACEITES: Las taladrinas son residuos peligrosos,que deben gestionarse por gestor autorizado. Los vertidos agotadosde taladrinas tienen alta DQO, N, metales pesados y aceites yproceden de goteos de máquinas, trasiegos o limpiezas.D)DISOLVENTES ORGÁNICOS: También son residuos peligrosos ydeben tener el mismo tratamiento aplicado a las taladrinas.
7.-TALLERES MECÁNICOS (II)
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
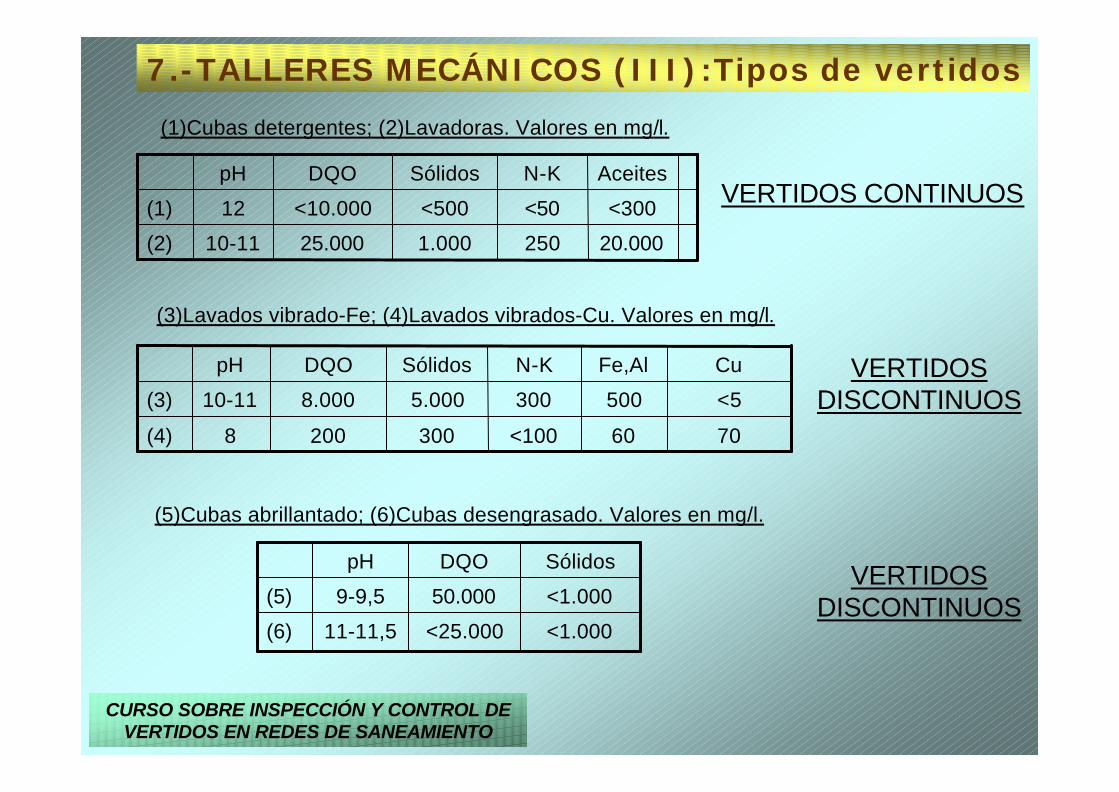
7.-TALLERES MECÁNICOS (III):Tipos de vertidos
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
20.0002501.00025.00010-11(2)
<300<50<500<10.00012(1)
AceitesN-KSólidosDQOpH
(1)Cubas detergentes; (2)Lavadoras. Valores en mg/l.
VERTIDOS CONTINUOS
7060<1003002008(4)
<55003005.0008.00010-11(3)
CuFe,AlN-KSólidosDQOpH
(3)Lavados vibrado-Fe; (4)Lavados vibrados-Cu. Valores en mg/l.
VERTIDOSDISCONTINUOS
<1.000<25.00011-11,5(6)
<1.00050.0009-9,5(5)
SólidosDQOpH VERTIDOSDISCONTINUOS
(5)Cubas abrillantado; (6)Cubas desengrasado. Valores en mg/l.
7.-TALLERES MECÁNICOS (IV): Depuración
Los vertidos proceden fundamentalmente de labores de limpieza yenjuagado de superficies y piezas.
A)VIBRADO Y GRANALLADO: La decantación sin adición de reac-tivos es poco efectiva. También se puede usar la centrifugación paraeliminación de sólidos. No obstante, el tratamiento más eficaz es elde desaceitado (flotación), seguido de neutralización (cal o sosa),coagulación-floculación y decantación. Los lodos puedencompactarse vía filtración y gestionarse como residuos peligrosos.B)DESENGRASADOS Y LIMPIEZAS: Se puede emplear tratamientofisicoquímico similar al anterior (con desaceitado previo), además deevaporación, ultrafiltración u ósmosis inversa que eliminan una másalta cantidad de DQO.C)TALADRINAS Y ACEITES: Deben gestionarse por gestor auto-rizado de residuos peligrosos. Requieren flotación, y centrifugación,si bien existen equipos de ultrafiltración y microfiltración parareutilización de aguas en las propias empresas.D)DISOLVENTES ORGÁNICOS: Se puede aplicar lo dicho antes,aunque se suele aplicar la técnica de la evaporación-destilación.
7.-TALLERES MECÁNICOS (V): Ejemplos
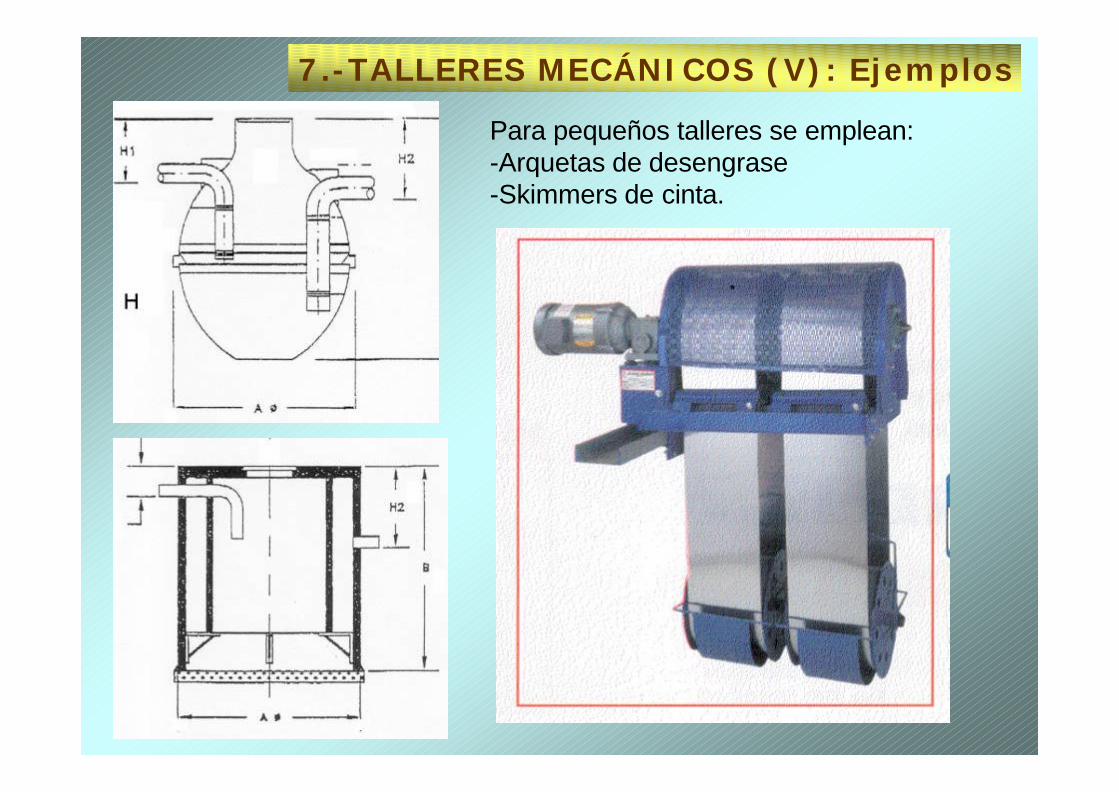
Para pequeños talleres se emplean:-Arquetas de desengrase-Skimmers de cinta.
8.-INDUSTRIA AUTOMOVILÍSTICA (I)
CURSO SOBRE INSPECCIÓN Y CONTROL DEVERTIDOS EN REDES DE SANEAMIENTO
-ES UN SECTOR CLAVE EN LOS PAÍSES DESARROLLADOS, PORSÍ MISMO Y POR LAS INDUSTRIAS AUXILIARES ASOCIADAS.-POSEE ALTO PODER CONTAMINANTE PUESTO QUE SE SITÚAEN EL SEGUNDO LUGAR POR PRODUCCIÓN DE RESIDUOS ENNUESTRO PAÍS, CON MÁS DE 700.000 Tm/año.-SEGÚN DATOS DE LAS C5ª DE AEAS, EL VERTIDO OSCILA,DEPENDIENDO DE CASOS CONCRETOS, ENTRE <10 m3/día y >500m3/día.-LA FABRICACIÓN DE AUTOMÓVILES COMPRENDE:A)Producción de piezas a partir de chapas o bobinas metálicas asícomo de elementos plásticos (Estampado). Requiere soldaduras.B)Limpieza previa y Pintura de elementos. Necesita de varias fasesde lavado antes de la pintura mediante cataforesis, difusión oelectrodeposición.C)Guarnecido o acabado final de piezas.D)Montaje o ensamblado final del vehículo.
Fase esencial es la del Tratamiento Superficial de Piezas Metálicas.
8.-INDUSTRIA AUTOMOVILÍSTICA (II)
TRATAMIENTO SUPERFICIAL DE PIEZAS METÁLICASSe trata de asegurarse la idoneidad de las piezas para que éstaspuedan recibir posteriores procesos de pintura, recubrimientos, etc.Comprende varias fases:1)Tratamientos mecánicos: pulido y alisado, que emplean abrasivos,grasas, detergentes, cianuro sódico y fosfatos como abrillantadores.2)Desengrases: emplean agentes alcalinos (sosa, fosfatos, citratos,boratos, trietanolamina, complejantes metálicos..) y detergentes.3)Decapados: se consiguen con ácidos (clorhídrico, sulfúrico,fosfórico y fluorhídrico).4)Electropulidos del acero: con baños sulfocrómicos y fosfóricos.5)Neutralización: para eliminar restos ácidos o básicos de piezas.6)Desmetalizados: mecánicos, electrolíticos o químicos. Se empleancianuros, nitrobencenosulfonatos, sosa, sulfitos, ácidos, aminas..7)Baños químicos y electrolíticos: disoluciones de Ni, Cr, Zn y Cu.
En medio de todas estas operaciones se insertan varias fases delavados, enjuagados, secados y limpiezas finales, que producenaguas residuales ricas en los contaminantes ya reseñados.
8.-INDUSTRIA AUTOMOVILÍSTICA (III): Depuración
LOS PROCEDIMIENTOS Y TÉCNICAS CONCRETAS DE DEPURA-CIÓN NO SON DISTINTAS DE LAS YA COMENTADAS EN APAR-TADOS ANTERIORES Y DEPENDEN DEL VERTIDO CONCRETO.
-BAÑOS DE ACEITES Y GRASASUltrafiltración, destilación y reutilización.
-METALES Y SÓLIDOSNeutralización y precipitación mediante coagulación-floculación conreactivos químicos.
-CIANUROSTratamiento mediante cloro o hipocloritos.
-TRATAMIENTO DE LODOSSedimentación y espesamiento: filtración, centrifugación.
-RESIDUOS PELIGROSOSGestión diferenciada mediante Gestor Autorizado.
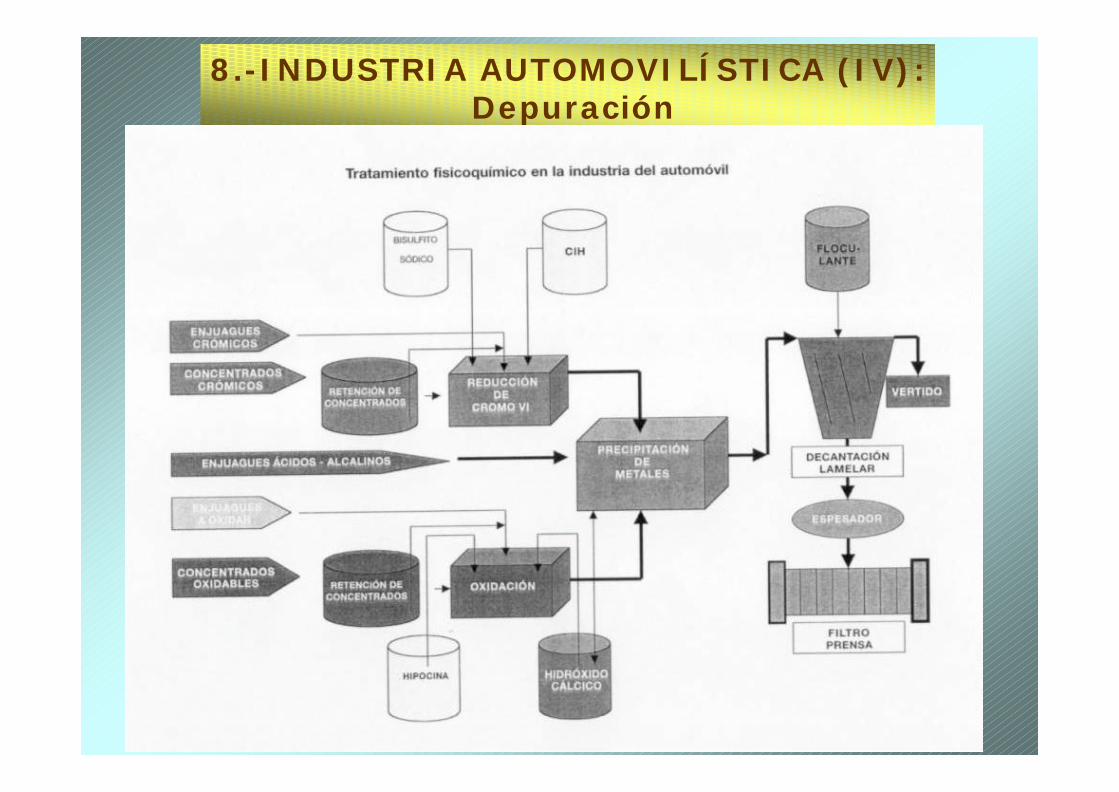
8.-INDUSTRIA AUTOMOVILÍSTICA (IV): Depuración
9.-JOYERÍA Y PLATERÍA (I)SE TRATA DE UN SECTOR QUE PRODUCE PIEZAS Y MANU-FACTURAS DE METALES NOBLES, ORO, PLATA Y PLATINO, APARTIR DE MATRICES O LINGOTES DE METAL PURO O ALEADOS.ES UN SECTOR FUNDAMENTAL DE LA ECONOMÍA DE LA CIUDADDE CÓRDOBA, QUE FACTURA DEL ORDEN DEL 40% DE TODA LAPRODUCCIÓN NACIONAL.LOS VERTIDOS PUEDEN CONTENER ÁCIDOS (HCl, HNO3, H2SO4),CON VALORES DE pH<1,5, CIANUROS, Y DETERGENTES (>30 mg/l).
EL PROCESO CONSTA DE VARIAS FASES:-MOLDEADO, DESDE LINGOTES O PIEZAS DE METAL BASE
EN CRISOLES DE PEQUEÑO TAMAÑO (250 ml DE CAPACIDAD).-DESBASTADO, DE LAS PIEZAS YA MODELADAS MEDIAN-
TE BAÑOS JABONOSOS, Y POSTERIORMENTE MEDIANTE PULIDOGROSERO EN BAÑOS CON PEQUEÑAS ESFERAS DE ACERO.
-ENGARZADO DE PIEZAS, NO GENERA RESIDUOS.-LIMPIEZA FINAL Y ABRILLANTADO, EN BAÑOS DE ELEC-
TROPULIDO CON DISOLUCIÓN DE CIANUROS (<10 l), Y EN OTROSCON DISOLUCIONES ÁCIDAS DE AC. SULFÚRICO Y NÍTRICO.
LOS BAÑOS AGOTADOS SE ENVÍAN A RECUPERACIÓN.
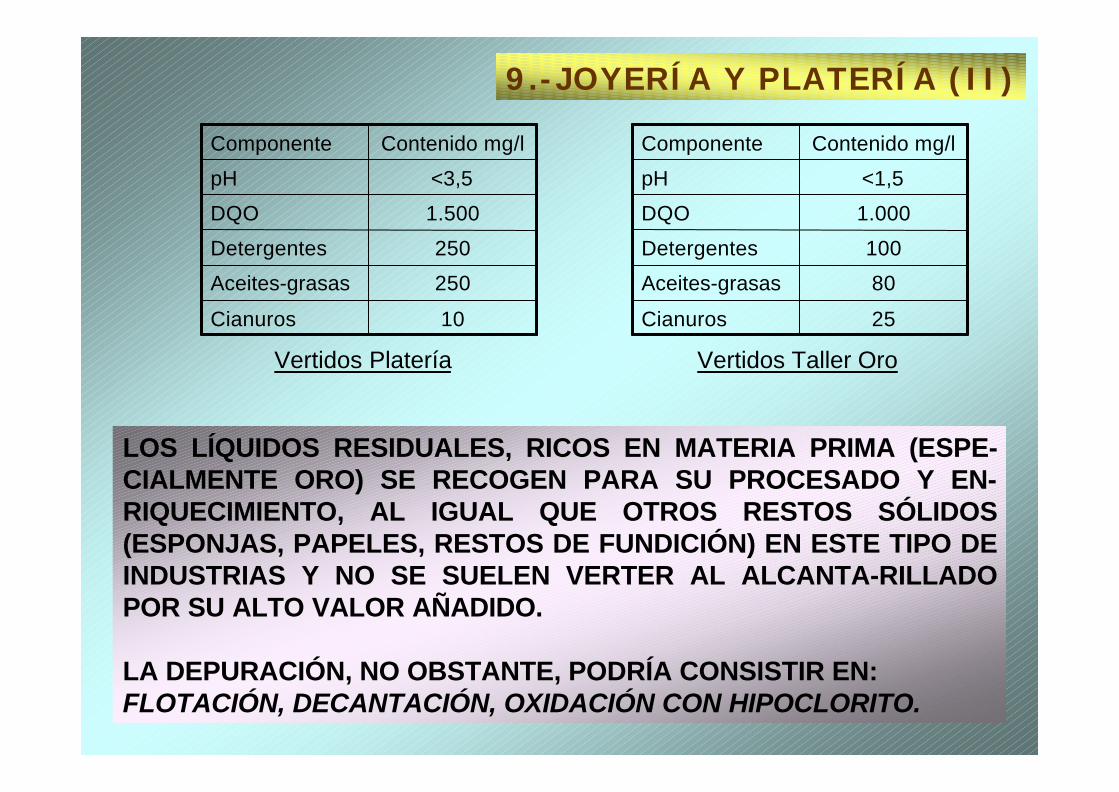
9.-JOYERÍA Y PLATERÍA (II)
10Cianuros
250Aceites-grasas
250Detergentes
1.500DQO
<3,5pH
Contenido mg/lComponente
25Cianuros
80Aceites-grasas
100Detergentes
1.000DQO
<1,5pH
Contenido mg/lComponente
Vertidos Platería Vertidos Taller Oro
LOS LÍQUIDOS RESIDUALES, RICOS EN MATERIA PRIMA (ESPE-CIALMENTE ORO) SE RECOGEN PARA SU PROCESADO Y EN-RIQUECIMIENTO, AL IGUAL QUE OTROS RESTOS SÓLIDOS(ESPONJAS, PAPELES, RESTOS DE FUNDICIÓN) EN ESTE TIPO DEINDUSTRIAS Y NO SE SUELEN VERTER AL ALCANTA-RILLADOPOR SU ALTO VALOR AÑADIDO.
LA DEPURACIÓN, NO OBSTANTE, PODRÍA CONSISTIR EN:FLOTACIÓN, DECANTACIÓN, OXIDACIÓN CON HIPOCLORITO.
BIBLIOGRAFÍA
-Les eaux résiduaries industrielles. F. Meink, H. Stoof et H. Kohlschütter.Ed. Masson, París (1.977).-Manuel de l´eau. F. N. Kemmer. Ed. Technique et Documentation-Lvoiser. París (1.984).-Chemical water and wastewater treatment. H.H. Han and R. Klute. Ed.Springer-Verlag, Darmstad (1.990).-Tratamiento de vertidos industriales y peligrosos. N.L. Nemerow y A.Dasgupta. Ed. Diaz de Santos, Madrid (1.998).-Aguas residuales industriales. Origen, caracterización y efectos sobre lasInstalaciones públicas de saneamiento y depuración. AEAS, (2.002).-Wastewater Engineering. Treatment and Reuse. Metcalf and Eddy. Ed.McGraw Hill. Boston (2.003).-Fisicoquímica y Microbiología de los medios acuáticos. Tratamiento yControl de Calidad de Aguas. R. Marín Galvín. Ed. Díaz de Santos,Madrid (2.003).
Revistas: Tecnología del Agua, TecnoAmbiente, Equipamientos y Servi-cios Municipales, InfoEnviro, Ingeniería Química.