concepto de pulvimetalurgia
TRANSCRIPT
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 1/11
INTRODUCCIÓN A LA PULVIMETALURGIA
PULVIMETALURGIA:
Se define como el arte de elaborar productos comerciales a partir de
polvos metálicos.MARCO DE REFERENCIA
Dentro de las variadas tecnologías para trabajar el metal, la Pulvimetalurgia es el más diverso dentrode éstas. El atractivo mayor de la Pulvimetalurgia (P! es la "abilidad de fabricar pie#as de formascomplejas con e$celentes tolerancias y de alta calidad relativamente barato. En resumen, la Ptoma polvos metálicos con ciertas características como tama%o, forma y empa&uetamiento paraluego crear una figura de alta dure#a y precisi'n. os pasos claves incluye la compactaci'n del polvoy la subsiguiente uni'n termal de las partículas por medio de la sinteri#aci'n. El proceso utili#aoperaciones automati#adas con un consumo relativamente bajo de energía, alto uso de materiales ybajos costos capitales. Estas características "acen &ue la P se preocupa de la productividad,energía y materiales primas. )onsecuentemente, el área está creciendo y reempla#ando métodostradicionales de formar metales. *demás, P es un proceso de manufactura fle$ible capa# deentregar un rango amplio de nuevos materiales, micro estructuras y propiedades. +odo esto crea unnic"o nico de aplicaciones para la P, como por ejemplo compuestos resistentes al desgaste.El proceso de la P se confía en una mirada filos'fica distinta a a&uellas en la fabricaci'n tradicionalde componentes metálicos. Específicamente, la versatilidad de la P da un "ori#onte e$pandido enel procesamiento de materiales- &uímica, tratamiento térmico y micro estructuras son variables y ladistribuci'n de las fases y los micro constituyentes sin controlados.as aplicaciones de la P son bastante e$tensivas. *lgunos ejemplos del uso de polvos metálicos-filamentos de tungsteno para ampolletas, restauraciones dentales, rodamientos autolubricantes,engranes de transmisi'n de autom'viles, contactos eléctricos, elementos de combustible para podernuclear, implantes ortopédicos, filtros de alta temperatura, pilas recargables, y componentes paraaeronaves.a tabla /./ provee una colecci'n de usos típicos de componentes provenientes de la P. * pesarde &ue esta diversidad de crecimiento nos ayude, el estudio para desarrollar esta tecnología se "acedifícil.
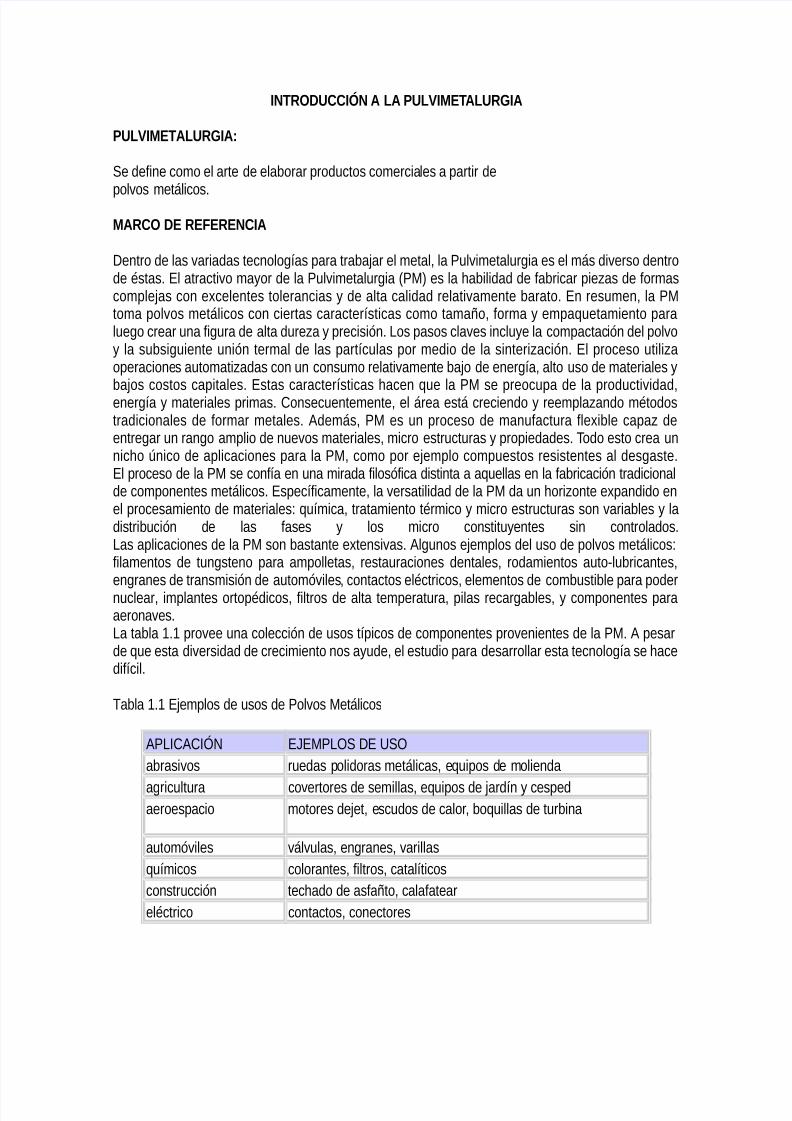
+abla /./ Ejemplos de usos de Polvos etálicos
*P0)*)012 E3EP4S DE 5S4
abrasivos ruedas polidoras metálicas, e&uipos de molienda
agricultura covertores de semillas, e&uipos de jardín y cespedaeroespacio motores dejet, escudos de calor, bo&uillas de turbina
autom'viles válvulas, engranes, varillas
&uímicos colorantes, filtros, catalíticos
construcci'n tec"ado de asfa%to, calafatear
eléctrico contactos, conectores
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 2/11
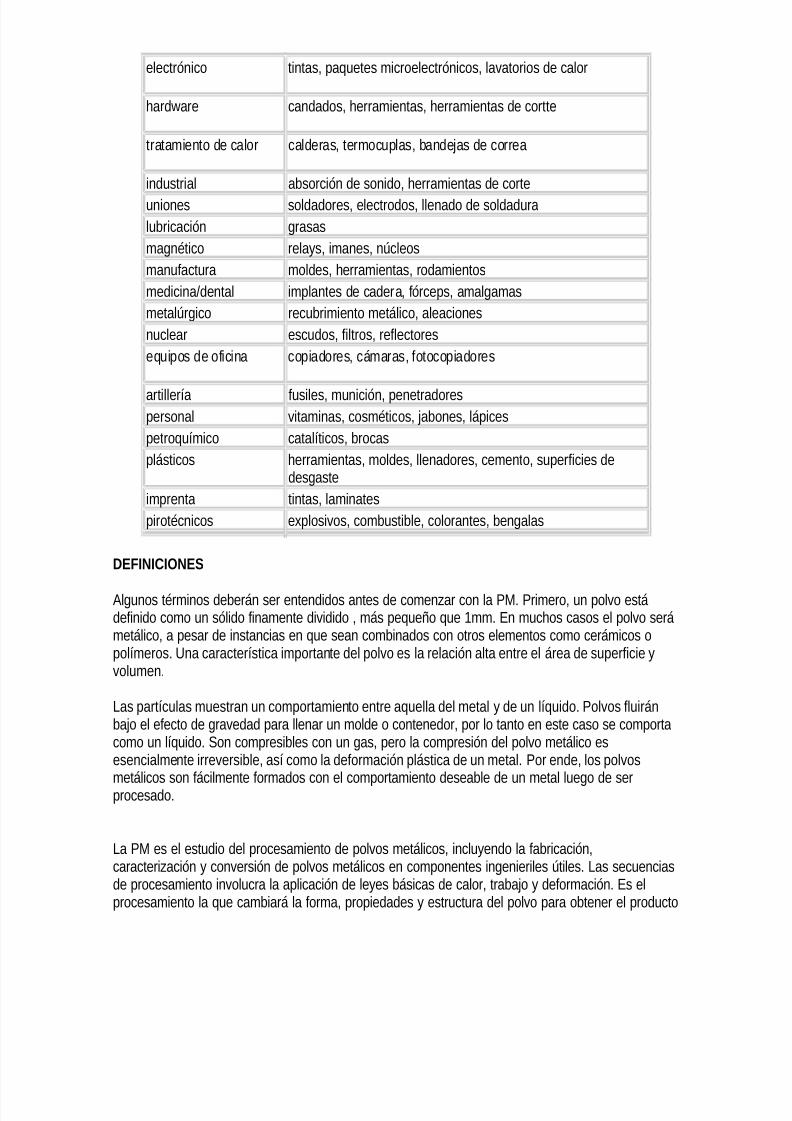
electr'nico tintas, pa&uetes microelectr'nicos, lavatorios de calor
"ard6are candados, "erramientas, "erramientas de cortte
tratamiento de calor calderas, termocuplas, bandejas de correa
industrial absorci'n de sonido, "erramientas de corte
uniones soldadores, electrodos, llenado de soldadura
lubricaci'n grasas
magnético relays, imanes, ncleos
manufactura moldes, "erramientas, rodamientos
medicina7dental implantes de cadera, f'rceps, amalgamas
metalrgico recubrimiento metálico, aleaciones
nuclear escudos, filtros, reflectores
e&uipos de oficina copiadores, cámaras, fotocopiadores
artillería fusiles, munici'n, penetradorespersonal vitaminas, cosméticos, jabones, lápices
petro&uímico catalíticos, brocas
plásticos "erramientas, moldes, llenadores, cemento, superficies dedesgaste
imprenta tintas, laminates
pirotécnicos e$plosivos, combustible, colorantes, bengalas
DEFINICIONES
*lgunos términos deberán ser entendidos antes de comen#ar con la P. Primero, un polvo estádefinido como un s'lido finamente dividido , más pe&ue%o &ue /mm. En muc"os casos el polvo serámetálico, a pesar de instancias en &ue sean combinados con otros elementos como cerámicos opolímeros. 5na característica importante del polvo es la relaci'n alta entre el área de superficie yvolumen.
as partículas muestran un comportamiento entre a&uella del metal y de un lí&uido. Polvos fluiránbajo el efecto de gravedad para llenar un molde o contenedor, por lo tanto en este caso se comportacomo un lí&uido. Son compresibles con un gas, pero la compresi'n del polvo metálico esesencialmente irreversible, así como la deformaci'n plástica de un metal. Por ende, los polvos
metálicos son fácilmente formados con el comportamiento deseable de un metal luego de serprocesado.
a P es el estudio del procesamiento de polvos metálicos, incluyendo la fabricaci'n,caracteri#aci'n y conversi'n de polvos metálicos en componentes ingenieriles tiles. as secuenciasde procesamiento involucra la aplicaci'n de leyes básicas de calor, trabajo y deformaci'n. Es elprocesamiento la &ue cambiará la forma, propiedades y estructura del polvo para obtener el producto
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 3/11
final.+res pasos primordiales se ilustra en la figura /./.
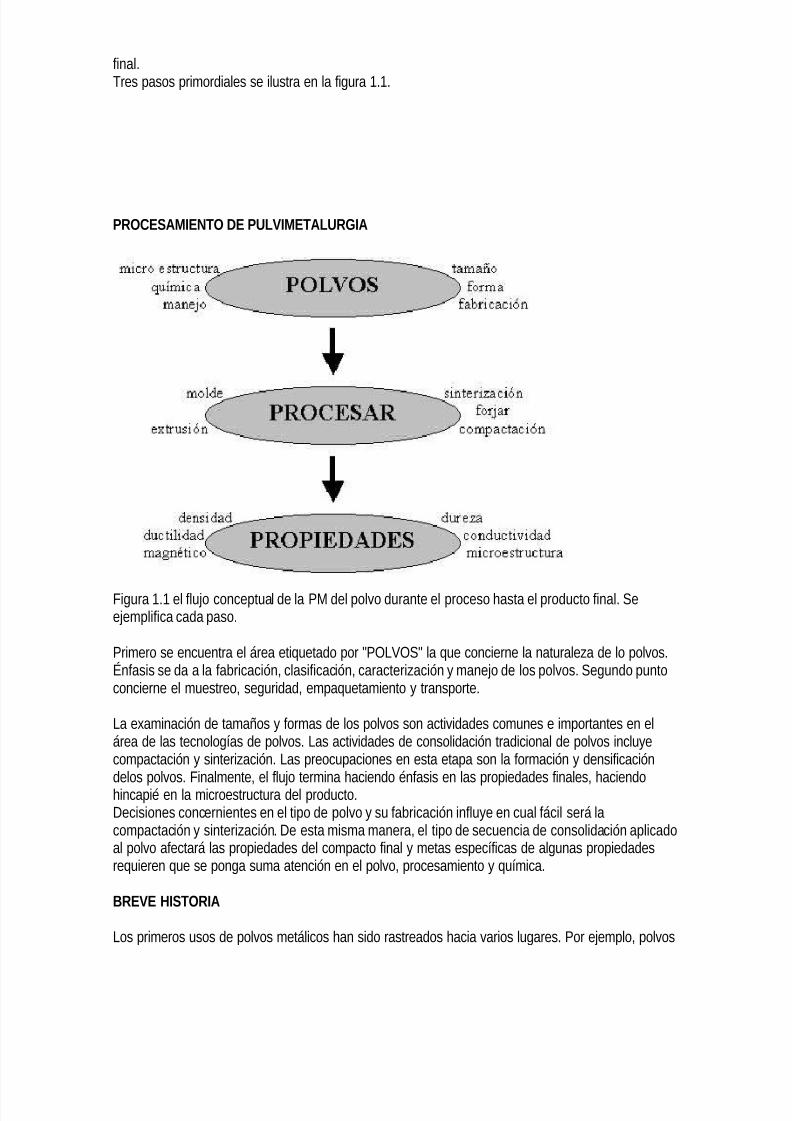
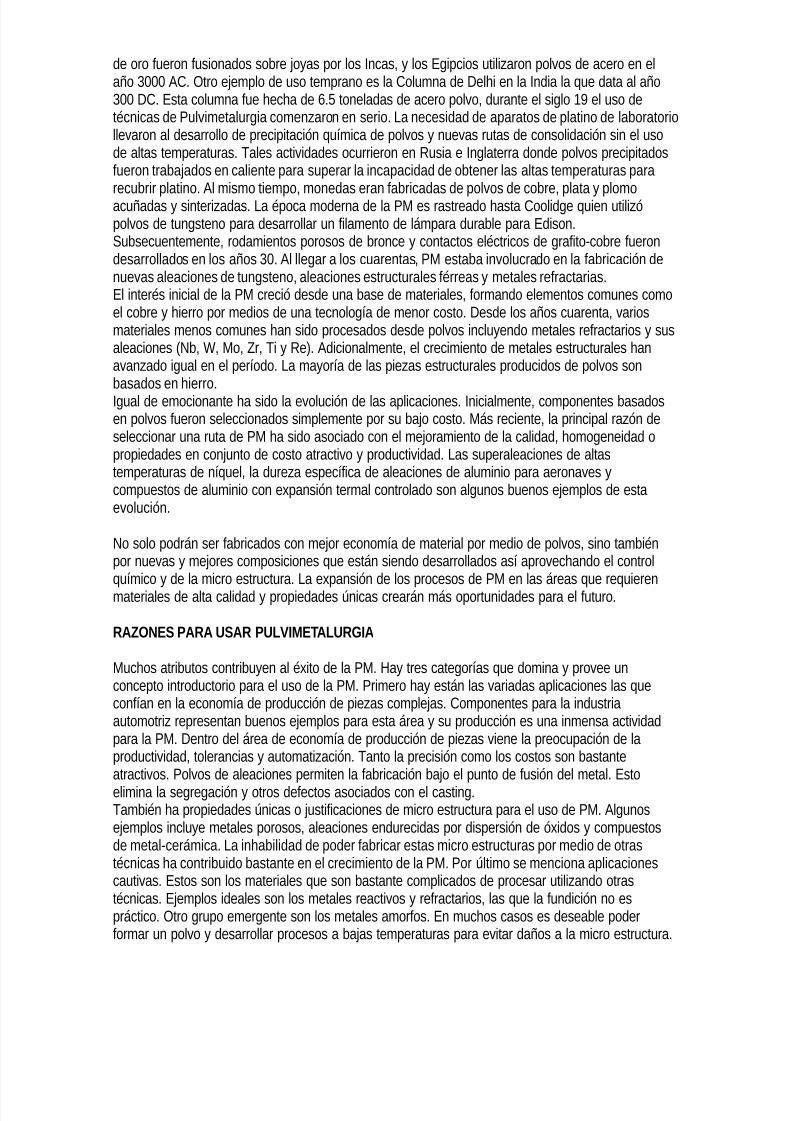
PROCESAMIENTO DE PULVIMETALURGIA
8igura /./ el flujo conceptual de la P del polvo durante el proceso "asta el producto final. Seejemplifica cada paso.
Primero se encuentra el área eti&uetado por 9P4:4S9 la &ue concierne la naturale#a de lo polvos.;nfasis se da a la fabricaci'n, clasificaci'n, caracteri#aci'n y manejo de los polvos. Segundo puntoconcierne el muestreo, seguridad, empa&uetamiento y transporte.
a e$aminaci'n de tama%os y formas de los polvos son actividades comunes e importantes en elárea de las tecnologías de polvos. as actividades de consolidaci'n tradicional de polvos incluyecompactaci'n y sinteri#aci'n. as preocupaciones en esta etapa son la formaci'n y densificaci'ndelos polvos. 8inalmente, el flujo termina "aciendo énfasis en las propiedades finales, "aciendo"incapié en la microestructura del producto.Decisiones concernientes en el tipo de polvo y su fabricaci'n influye en cual fácil será lacompactaci'n y sinteri#aci'n. De esta misma manera, el tipo de secuencia de consolidaci'n aplicadoal polvo afectará las propiedades del compacto final y metas específicas de algunas propiedadesre&uieren &ue se ponga suma atenci'n en el polvo, procesamiento y &uímica.
BREVE HISTORIA
os primeros usos de polvos metálicos "an sido rastreados "acia varios lugares. Por ejemplo, polvos
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 4/11
de oro fueron fusionados sobre joyas por los 0ncas, y los Egipcios utili#aron polvos de acero en ela%o <=== *). 4tro ejemplo de uso temprano es la )olumna de Del"i en la 0ndia la &ue data al a%o<== D). Esta columna fue "ec"a de >.? toneladas de acero polvo, durante el siglo /@ el uso detécnicas de Pulvimetalurgia comen#aron en serio. a necesidad de aparatos de platino de laboratoriollevaron al desarrollo de precipitaci'n &uímica de polvos y nuevas rutas de consolidaci'n sin el usode altas temperaturas. +ales actividades ocurrieron en Ausia e 0nglaterra donde polvos precipitadosfueron trabajados en caliente para superar la incapacidad de obtener las altas temperaturas para
recubrir platino. *l mismo tiempo, monedas eran fabricadas de polvos de cobre, plata y plomoacu%adas y sinteri#adas. a época moderna de la P es rastreado "asta )oolidge &uien utili#'polvos de tungsteno para desarrollar un filamento de lámpara durable para Edison.Subsecuentemente, rodamientos porosos de bronce y contactos eléctricos de grafitocobre fuerondesarrollados en los a%os <=. *l llegar a los cuarentas, P estaba involucrado en la fabricaci'n denuevas aleaciones de tungsteno, aleaciones estructurales férreas y metales refractarias.El interés inicial de la P creci' desde una base de materiales, formando elementos comunes comoel cobre y "ierro por medios de una tecnología de menor costo. Desde los a%os cuarenta, variosmateriales menos comunes "an sido procesados desde polvos incluyendo metales refractarios y susaleaciones (2b, B, o, Cr, +i y Ae!. *dicionalmente, el crecimiento de metales estructurales "anavan#ado igual en el período. a mayoría de las pie#as estructurales producidos de polvos sonbasados en "ierro.0gual de emocionante "a sido la evoluci'n de las aplicaciones. 0nicialmente, componentes basadosen polvos fueron seleccionados simplemente por su bajo costo. ás reciente, la principal ra#'n deseleccionar una ruta de P "a sido asociado con el mejoramiento de la calidad, "omogeneidad opropiedades en conjunto de costo atractivo y productividad. as superaleaciones de altastemperaturas de ní&uel, la dure#a específica de aleaciones de aluminio para aeronaves ycompuestos de aluminio con e$pansi'n termal controlado son algunos buenos ejemplos de estaevoluci'n.
2o solo podrán ser fabricados con mejor economía de material por medio de polvos, sino tambiénpor nuevas y mejores composiciones &ue están siendo desarrollados así aprovec"ando el control&uímico y de la micro estructura. a e$pansi'n de los procesos de P en las áreas &ue re&uierenmateriales de alta calidad y propiedades nicas crearán más oportunidades para el futuro.
RAZONES PARA USAR PULVIMETALURGIA
uc"os atributos contribuyen al é$ito de la P. ay tres categorías &ue domina y provee unconcepto introductorio para el uso de la P. Primero "ay están las variadas aplicaciones las &ueconfían en la economía de producci'n de pie#as complejas. )omponentes para la industriaautomotri# representan buenos ejemplos para esta área y su producci'n es una inmensa actividadpara la P. Dentro del área de economía de producci'n de pie#as viene la preocupaci'n de laproductividad, tolerancias y automati#aci'n. +anto la precisi'n como los costos son bastanteatractivos. Polvos de aleaciones permiten la fabricaci'n bajo el punto de fusi'n del metal. Estoelimina la segregaci'n y otros defectos asociados con el casting.+ambién "a propiedades nicas o justificaciones de micro estructura para el uso de P. *lgunosejemplos incluye metales porosos, aleaciones endurecidas por dispersi'n de '$idos y compuestosde metalcerámica. a in"abilidad de poder fabricar estas micro estructuras por medio de otrastécnicas "a contribuido bastante en el crecimiento de la P. Por ltimo se menciona aplicacionescautivas. Estos son los materiales &ue son bastante complicados de procesar utili#ando otrastécnicas. Ejemplos ideales son los metales reactivos y refractarios, las &ue la fundici'n no espráctico. 4tro grupo emergente son los metales amorfos. En muc"os casos es deseable poderformar un polvo y desarrollar procesos a bajas temperaturas para evitar da%os a la micro estructura.
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 5/11
as técnicas de la P son atractivos dado &ue todo el procesamiento puede ser logrado en el estados'lido.
EL FUTURO DE LA PULVIMETALURGIA
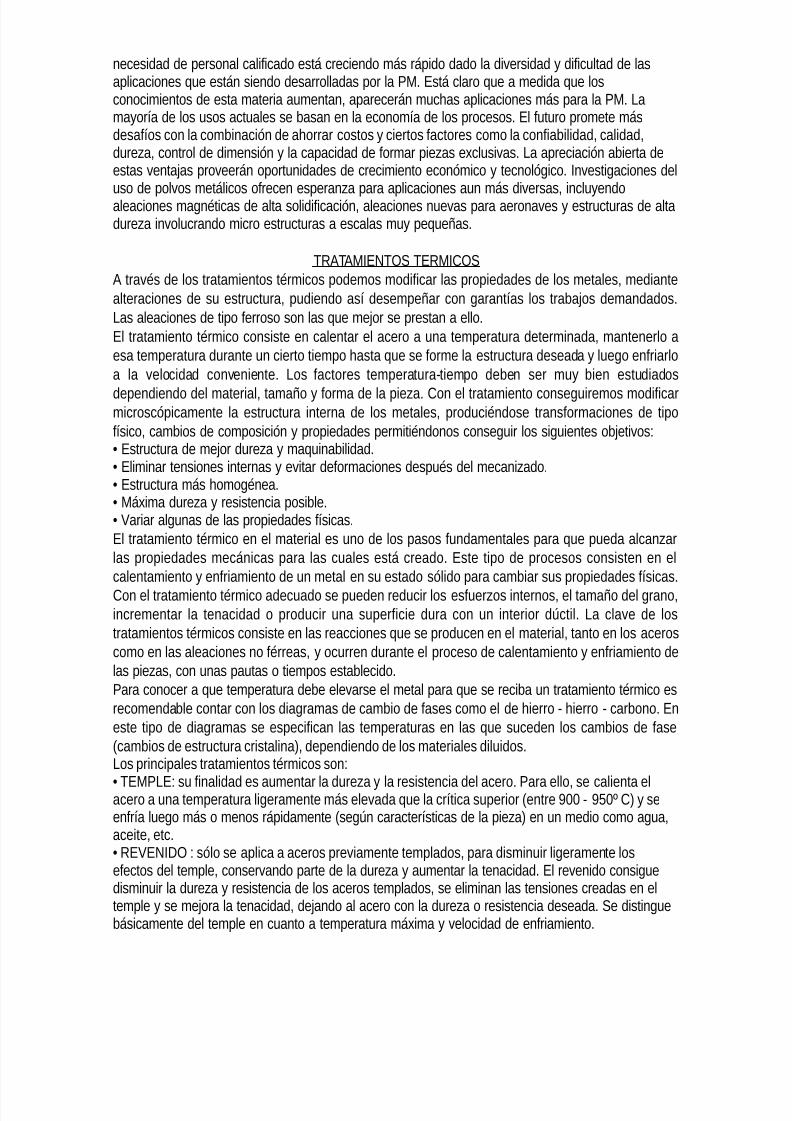
os é$itos de la P del pasado "an sido atribuidos a los beneficios econ'micos. 5na comparaci'nrelativa de las cantidades de producci'n de polvos se indica en la figura /.<. Esta figura normali#ada
muestra &ue el área ingenieril constituye el segmento de mayor uso, apoyándose en el bajo costo delos materiales. ás recientemente, los materiales e$clusivos y difícil de procesar "an contribuido a lae$pansi'n de tecnología de la P. ay seis ingredientes necesarios para lograr un crecimientocontinuo-
/. *lto volumen de producci'n de pie#as estructurales precisas de alta calidad de aleaciones férreas. )onsolidaci'n de materiales de alto desempe%o, donde la densidad total y confiabilidad son laspreocupaciones primordiales<. 8abricaci'n de materiales difíciles de procesar, donde aleaciones de alto desempe%o totalmentedensas puedan ser fabricados con micro estructuras uniformesF. )onsolidaci'n econ'mica de aleaciones especiales, típicamente compuestos &ue contienen fasesmi$tas?. Sinteti#aci'n de materiales no e&uilibrados como amorfos, micro cristales o aleaciones metaestables>. Procesamiento de pie#as complejas con ingredientes e$clusivos o formas poco comunes
8igura /.< comparaci'n de la producci'n relativa para algunos de los polvos metálicos máscomunes.
a Pulvimetalurgia está creciendo día a día. El uso de polvos metálicos continua e$pandiéndose y elrubro está creciendo más rápido &ue cual&uier otro método de trabajar metales. *demás, la
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 6/11
necesidad de personal calificado está creciendo más rápido dado la diversidad y dificultad de lasaplicaciones &ue están siendo desarrolladas por la P. Está claro &ue a medida &ue losconocimientos de esta materia aumentan, aparecerán muc"as aplicaciones más para la P. amayoría de los usos actuales se basan en la economía de los procesos. El futuro promete másdesafíos con la combinaci'n de a"orrar costos y ciertos factores como la confiabilidad, calidad,dure#a, control de dimensi'n y la capacidad de formar pie#as e$clusivas. a apreciaci'n abierta deestas ventajas proveerán oportunidades de crecimiento econ'mico y tecnol'gico. 0nvestigaciones del
uso de polvos metálicos ofrecen esperan#a para aplicaciones aun más diversas, incluyendoaleaciones magnéticas de alta solidificaci'n, aleaciones nuevas para aeronaves y estructuras de altadure#a involucrando micro estructuras a escalas muy pe&ue%as.
+A*+*0E2+4S +EA0)4S* través de los tratamientos térmicos podemos modificar las propiedades de los metales, mediantealteraciones de su estructura, pudiendo así desempe%ar con garantías los trabajos demandados.as aleaciones de tipo ferroso son las &ue mejor se prestan a ello.El tratamiento térmico consiste en calentar el acero a una temperatura determinada, mantenerlo aesa temperatura durante un cierto tiempo "asta &ue se forme la estructura deseada y luego enfriarloa la velocidad conveniente. os factores temperaturatiempo deben ser muy bien estudiados
dependiendo del material, tama%o y forma de la pie#a. )on el tratamiento conseguiremos modificarmicrosc'picamente la estructura interna de los metales, produciéndose transformaciones de tipofísico, cambios de composici'n y propiedades permitiéndonos conseguir los siguientes objetivos-G Estructura de mejor dure#a y ma&uinabilidad.G Eliminar tensiones internas y evitar deformaciones después del mecani#ado.G Estructura más "omogénea.G á$ima dure#a y resistencia posible.G :ariar algunas de las propiedades físicas.El tratamiento térmico en el material es uno de los pasos fundamentales para &ue pueda alcan#arlas propiedades mecánicas para las cuales está creado. Este tipo de procesos consisten en elcalentamiento y enfriamiento de un metal en su estado s'lido para cambiar sus propiedades físicas.
)on el tratamiento térmico adecuado se pueden reducir los esfuer#os internos, el tama%o del grano,incrementar la tenacidad o producir una superficie dura con un interior dctil. a clave de lostratamientos térmicos consiste en las reacciones &ue se producen en el material, tanto en los aceroscomo en las aleaciones no férreas, y ocurren durante el proceso de calentamiento y enfriamiento delas pie#as, con unas pautas o tiempos establecido.Para conocer a &ue temperatura debe elevarse el metal para &ue se reciba un tratamiento térmico esrecomendable contar con los diagramas de cambio de fases como el de "ierro "ierro carbono. Eneste tipo de diagramas se especifican las temperaturas en las &ue suceden los cambios de fase(cambios de estructura cristalina!, dependiendo de los materiales diluidos.os principales tratamientos térmicos son-
G +EPE- su finalidad es aumentar la dure#a y la resistencia del acero. Para ello, se calienta elacero a una temperatura ligeramente más elevada &ue la crítica superior (entre @== @?=H )! y seenfría luego más o menos rápidamente (segn características de la pie#a! en un medio como agua,aceite, etc.G AE:E20D4 - s'lo se aplica a aceros previamente templados, para disminuir ligeramente losefectos del temple, conservando parte de la dure#a y aumentar la tenacidad. El revenido consiguedisminuir la dure#a y resistencia de los aceros templados, se eliminan las tensiones creadas en eltemple y se mejora la tenacidad, dejando al acero con la dure#a o resistencia deseada. Se distinguebásicamente del temple en cuanto a temperatura má$ima y velocidad de enfriamiento.
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 7/11
G AE)4)0D4 - )onsiste básicamente en un calentamiento "asta temperatura de austeni#aci'n (I== @?H )! seguido de un enfriamiento lento. )on este tratamiento se logra aumentar la elasticidad,mientras &ue disminuye la dure#a. +ambién facilita el mecani#ado de las pie#as al "omogenei#ar laestructura, afinar el grano y ablandar el material, eliminando la acritud &ue produce el trabajo en fríoy las tensiones internas.24A*0C*D4 - tiene por objeto dejar un material en estado normal, es decir, ausencia detensiones internas y con una distribuci'n uniforme del carbono. Se suele emplear como tratamiento
previo al temple y al revenido.E&uipos de calentamiento.Pueden ser de calentamiento total o parcial. os primeros son-ornos semimuflas- son a&uellos en los cuales la llama entra dentro de la cámara donde seencuentra la pie#a.ornos muflas- la llama rodea por fuera la cámara de la pie#a.ornos de sales- en estos, la pie#a se sumerge en un ba%o de sales fundidas.ornos de atm'sfera controlada- la cámara &ue contiene la pie#a es "ermética y en su interiorencontramos una atm'sfera gaseosa.os "ornos de calentamiento parcial o superficial de la pie#a, son los de inducci'n (ver +emple por0nducci'n!.
Endurecimiento del aceroEl proceso de endurecimiento del acero consiste en el calentamiento del metal de manera uniformea la temperatura correcta y luego enfriarlo con agua, aceite, aire o en una cámara refrigerada. Elendurecimiento produce una estructura granular fina &ue aumenta la resistencia a la tracci'n(tensi'n! y disminuye la ductilidad. )uando se calienta el acero la perlita se combina con la ferrita, lo&ue produce una estructura de grano fino llamada austenita. )uando se enfría la austenita demanera brusca con agua, aceite o aire, se transforma en martensita, material &ue es muy duro yfrágil.+EPE ()42 AE:E20D4!Este procedimiento tiene lugar en los aceros &ue tienen un porcentaje de carbono mayor al =,<= J.Después del temple siempre debe de reali#arse la operaci'n de revenido. Después &ue se "a
endurecido el acero es muy &uebradi#o o frágil lo &ue impide su manejo pues se rompe con elmínimo golpe debido a la tensi'n interior generada por el proceso de endurecimiento. Paracontrarrestar la fragilidad se recomienda el temple del acero (en algunos te$tos a este proceso se lellama revenido y al endurecido temple!. Este proceso "ace más tena# y menos &uebradi#o el aceroaun&ue pierde algo de dure#a. El proceso consiste en limpiar la pie#a con un abrasivo para luegocalentarla "asta la temperatura adecuada, para después enfriarla con rapide# en el mismo medio&ue se utili#' para endurecerla.Aecordaremos cuales son los cristales de acero &ue sufren transformaciones durante un tratamientotérmico-*ustenita. Si al acero lo calentamos a /===H ), y lo enfriamos rápidamente, uno de los cristales &ue
obtenemos es la austerita. Es una soluci'n s'lida de carburo de "ierro, dctil y tena#, blanda, pocomagnética y resistente al desgaste.Kainita. Es una me#cla difusa de ferrita y cementita, &ue se obtiene al transformar isometricamentelaaustenita a una temperatura de ?=H ?==H )
artensita. Es el constituyente de los aceros cuando están templados, es magnética y después de lacementita es el componente más duro del acero.8errita. Es "ierro casi puro con impure#as de silicio y f'sforo (SiP!. Es el componente básico delacero.
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 8/11
)ementita. Es el componente mas duro de los aceros con dure#a superior a >=rc con moléculasmuy cristali#adas y por consiguiente frágil.Perlita. )ompuesto formado por ferrita y cementita.E$isten diferentes tipos de temple de los cuales describiremos los más interesantes.G +emple continuo completo. Se aplica a los aceros "ipereutectoides (contenido de carbonoinferior a =,@J!. Se calienta la pie#a "asta la temperatura de temple y seguidamente se enfría en elmedio adecuado (agua, aceite, sales, aire! con lo &ue obtendremos como elemento constituyen
temartensita.G +emple continuo incompleto. Se aplica a los aceros "ipereutectoides (contenido de carbonosuperior a =,@J!. Se calienta la pie#a "asta la temperatura indicada, transformándose laPerlita en austenita y &uedando intacta la cementita. Después de enfriar, la estructuraresultante estará formada por martensita y cementita.G +emple escalonado. )onsiste en calentar el acero a temperatura adecuada y mantenerlo"asta &ue se transforme enaustenita, seguidamente se enfría con una temperatura uniformeen un ba%o de sales "asta transformarlo enbainita.G +emple superficial. Se basa en un calentamiento superficial muy rápido de la pie#a y unenfriamiento también muy rápido, obteniendo la austeni#aci'n solo en la capa superficial, &uedandoel ncleo de la pie#a blando y tena# y la superficie e$terior dura y resistente al ro#amiento.
+emple por inducci'nEs un proceso de endurecimiento de acero en el cual las superficies de las pie#as se calientanrápidamente a temperatura de austeniti#aci'n mediante inducci'n electromagnética, (con un dise%oadecuado del inductor, se puede confinar el calor a áreas pe&ue%as!. 5na ve# alcan#ada latemperatura de austeniti#aci'n se aplica una duc"a de agua fría &ue produce el temple.El principio del calentamiento por inducci'n es el siguiente- una bobina &ue conduce una corrientede alta frecuencia rodea o se coloca sobre la pie#a, se inducen así corrientes alternativas &uegeneran rápidamente calor en la superficie.as corrientes inducidas de alta frecuencia tienden a viajar por la superficie del metal, por tanto, esposible calentar una capa poco profunda del acero sin necesidad de calentar el interior del material.a profundidad del calentamiento depende de la frecuencia de lacorriente, la densidad de potencia y el tiempo de aplicaci'n de ésta. ientras mayor es lafrecuencia, menor es la profundidad calentada, de forma &ue- altas potencias (/== L# a / "#!, ytiempos cortos (en segundos!, calientan espesores de =,? mmM en cambio, potencias menores (?L#!, y tiempos más largos calientan espesores de /= mm.Se utili#a en aceros al carbono, con contenido medio de ), en éstos produce superficies endurecidasdelgadas. +ambién se puede utili#ar en aceros aleadosM los aceros de baja aleaci'n se endurecenfácil y superficialmente mediante este métodoM en cambio, los aceros
altamente aleados son más lentos y pueden necesitar de un aumento de temperatura para lograr laestructura deseada, sin embargo, como el calentamiento mediante este método es muy rápido, se
pueden calentar sin peligro de crecimiento e$cesivo de grano.as pie#as de aceros endurecidas mediante este procedimiento sufren menor distorsi'n total &ue sise las "ubiese templado luego de calentarlas en un "orno. a microestructura del acero antes deltemplado por inducci'n es importante para determinar el ciclo de calentamiento &ue se utili#ará, asípor ejemplo, las estructuras &ue después del templado y revenido tienen carburos pe&ue%os yuniformemente dispersos se austeniti#an más fácilmente, pudiéndose obtener superficiesendurecidas de poca profundidad y de má$ima dure#a superficial mediante grandes velocidades decalentamiento.
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 9/11
Entre las ventajas de este proceso podemos destacar el "ec"o &ue no necesita de personalespeciali#ado para su operaci'n debido a &ue es un proceso prácticamente automático. Entre lasdesventajas resaltan el alto costo del e&uipo, el alto costo de mantenimiento y el "ec"o &ue no esecon'mico si se desean endurecen pocas pie#as.
AE)4)0D4
)uando se tiene &ue ma&uinar a un acero endurecido, por lo regular "ay &ue recocerlo o ablandarlo.El recocido es un proceso para reducir los esfuer#os internos y ablandar el acero. El procesoconsiste en calentar al acero por arriba de su temperatura crítica y dejarlo enfriar con lentitud en el"orno cerrado o envuelto en ceni#a, cal, asbesto, etc.Su funci'n es la de afinar y ablandar el grano, eliminando las tensiones y la acritud producida por laconformaci'n del material en frío.G Aecocido de regeneraci'n. +iene por objeto afinar el grano de los aceros sobrecalentados.G Aecocido globular. Se reali#a para lograr una más fácil deformaci'n en frío.G Aecocido contra la acritud. Aecuperamos las propiedades perdidas en la deformaci'n enfrío (acritud!.G Aecocido de ablandamiento. *blandamos pie#as templadas con anterioridad para su
mecani#aci'n.G Aecocido de estabili#aci'n. Elimina las tensiones de las pie#as trabajadas en frío.G Aecocido isotérmico. ejoramos la ma&uinabilidad de las pie#as estampadas en caliente.G Doble recocido. Para lograr una estructura mecani#able en aceros de alta aleaci'n.AE:E20D4)on este tratamiento eliminamos la fragilidad y las tensiones creadas en la pie#a.Siempre "ay &ue reali#arlo después del temple.)onsiste en calentar las pie#as a una temperatura inferior a la del temple, consiguiendo &ue lamartensita se transforme en una estructura más estable, terminando con un enfriamiento rápido,dependiendo del tipo de material.a temperatura y el tiempo de calentamiento son los factores &ue más influyen en el resultado del
revenido
G ay &ue tener muy en cuenta &ue el revenido es fundamental para conseguir el adecuado temple yuna buena tenacidad en las pie#as.G Se calienta y enfría el acero para conseguir una estructura molecular del material (temple! paraposteriormente volver a calentarlo y enfriarlo modificando así la estructura anteriormente conseguida(revenido!.+ratamientos termo&uímicos del aceroSe efecta en aceros de bajo porcentaje de carbono (menos del =,<= J )!. En el caso de lostratamientos termo&uímicos, no solo se producen cambios en la estructura del acero, sino también
en su composici'n &uímica, a%adiendo diferentes productos &uímicos durante el proceso deltratamiento. Estos tratamientos tienen efecto solo superficial en las pie#as tratadas y consiguenaumentar la dure#a superficial de los componentes dejando el ncleo más blando y fle$ible.Ae&uieren el uso de calentamiento y enfriamiento en atm'sferas especiales.G )ementaci'n - aumenta la dure#a superficial de una pie#a de acero dulce, aumentando laconcentraci'n de carbono en la superficie. Se consigue teniendo en cuenta el medio o atm'sfera&ue envuelve el metal durante el calentamiento y enfriamiento. El tratamiento logra aumentar elcontenido de carbono de la #ona periférica, obteniéndose después, por medio de temples yrevenidos, una gran dure#a superficial, resistencia al desgaste y buena tenacidad en el ncleo.
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 10/11
G 2itruraci'n- al igual &ue la cementaci'n, aumenta la dure#a superficial, aun&ue lo "ace en mayormedida, incorporando nitr'geno en la composici'n de la superficie de la pie#a. Se logra calentandoel acero a temperaturas comprendidas entre F== ??H ), dentro de una corriente de gas amoníaco,más nitr'geno.G )ianuraci'n- endurecimiento superficial de pe&ue%as pie#as de acero. Se utili#an ba%os concianuro, carbonato y cianato s'dico. Se aplican temperaturas entre N>= y @?= H ).)EE2+*D4
)onsiste en el endurecimiento de la superficie e$terna del acero al bajo carbono, &uedando el ncleoblando y dctil. )omo el carbono es el &ue genera la dure#a en los aceros en el método decementado se tiene la posibilidad de aumentar la cantidad de carbono en los aceros de bajocontenido de carbono antes de ser endurecido. El carbono se agrega al calentar al acero a sutemperatura crítica mientras se encuentra en contacto con un material carbonoso. os tres métodosde cementaci'n más comunes son- cajas para carburaci'n, ba%o lí&uido y gas. a cementaci'n seaplica a pie#as &ue deben de ser resistentes al desgaste y a los golpes. Dure#a superficial yresistencia. a temperatura usual de cementaci'n es cercana a los @?=H) y la profundidad de estetratamiento depende del tiempo y de la dure#a deseada. 5na ve# obtenida la capa e$terior rica en),se endurece por temple.)aracterísticas de la cementaci'n
G Endurece la superficieG 2o afecta al cora#'n de la pie#aG *umenta el carbono de la superficieG Se coloca la superficie en contacto con polvos de cementar ( Productos cementantes!G El enfriamiento es lento y se "ace necesario un tratamiento térmico posteriorG os engranajes suelen ser pie#as &ue se cementanE&uipos para )ementaci'nE&uipos típicos para cementaci'n son los siguientes-/.)ajas- se cementa con me#cla cementante &ue rodea a la pie#a en un recipiente cerrado, el cualse calienta a la temperatura adecuada durante el tiempo re&uerido y luego se enfría con lentitud.Este e&uipo no se presta para alta producci'n, siendo sus principales ventajas su economía,
eficiencia y la no necesidad de una atm'sfera preparada. En realidad, el agente cementante, son losgases &ue esta pasta &ue rodea al material desprende cuando se calienta en el "orno..Oas- es más eficiente &ue el anterior, los ciclos son más controlados, el calentamiento másuniforme, es más limpio y re&uiere de menos espacio. a pie#a se calienta en contacto con)4 y7oun "idrocarburo, por ejemplo alguna me#cla de gases &ue contengo butano, propano o metano, &uefácilmente se descompone a la temperatura de cementaci'n El gas tiene una composici'n típicade-)4 =J, F=J y2 F=J, pudiendo modificarse la composici'n de éste para controlar elpotencial de).20+A5A*)042)onsiste en enri&uecer la superficie de la pie#a en nitr'geno calentándola en una atm'sfera
especifica a temperatura comprendida entre ?== y ?I= H), formándose una capa de muy pocaprofundidad pero de dure#a muy superior a la capa de cementado. Durante el proceso no "aydeformaciones y obtenemos una mayor resistencia a la corrosi'n.Aeali#aci'n de la nitruraci'nSi en un recinto, un "orno de tratamiento térmico, se somete al amoníaco (2<! a temperaturas de?== ), se descompone en nitr'geno e "idr'geno. El "idr'geno, más ligero, se separa del nitr'genopor diferencia de densidad. El nitr'geno liberado por la descomposici'n del amoníaco forma la
atm'sfera en el interior del "orno &ue, en contacto con la superficie de "ierro y a esa temperatura,
8/16/2019 Concepto de Pulvimetalurgia
http://slidepdf.com/reader/full/concepto-de-pulvimetalurgia 11/11
forma nitruro de "ierro, un compuesto de gran dure#a pero frágil.Si bien este tratamiento da gran dure#a superficial a la pie#a, la velocidad de penetraci'n es muylenta, apro$imadamente / mm en /== "oras de tratamiento, pero no necesita de temple posterior.a nitruraci'n se da a pie#as sometidas a grandes fuer#as de ro#amiento y de carga como, porejemplo, pistas de rodamientos, camisas de cilindros o pie#as similares, &ue necesitan un ncleocon cierta plasticidad, &ue absorba golpes y vibraciones, y una superficie de gran dure#a contradesgaste y deformaciones.
)aracterísticas generales de la nitruraci'nG Endurece la superficie de la pie#aG *umenta el volumen de la pie#aG Se emplean vapores de amoniacoG Es un tratamiento muy lentoG as pie#as no re&uieren ningn otro tratamiento*ceros de nitruraci'n2o todos los aceros son aptos para nitrurar. Aesulta conveniente &ue en la composici'n de laaleaci'n "aya una cierta cantidad de aluminio /J. +ambién es aplicable a los aceros ino$idables,aceros al cromo ní&uel y ciertas fundiciones al aluminio o al cromo.2o es aconsejable en aceros al carbono no aleados, el nitr'geno penetra rápidamente en la
superficiede la pie#a y la capa nitrurada puede desprenderse.Práctica de la nitruraci'nas pie#as a nitrurar se mecani#an, y luego se templan y revienen, con objeto de &ue el ncleoad&uiera una resistencia adecuada. 8inalmente, una ve# mecani#adas a las cotas definitivas, seprocede a efectuar la nitruraci'n.as pie#as a nitrurar se colocan dentro de un "orno eléctrico, con circulaci'n de gas amoníaco por elinterior, manteniendo la temperatura y la concentraci'n de nitr'geno durante todo el tiempo &ue dureel proceso "asta su finali#aci'n.* a&uellas partes de la pie#a &ue no se deban nitrurar se les da un ba%o de esta%o y plomo al ?=J,&ue cubre la superficie de la pie#a aislándola del nitr'geno.
)0*25A*)042.)onsiste en endurecer la superficie e$terior de las pie#as introduciendo carbono y nitr'geno.Posteriormente "ay &ue templar las pie#as. Se cementa colocando las pie#as en ba%os de me#clasde sales fundidas, (cianuro,)2!, de modo &ue el carbono difunde desde el ba%o "acia el interior delmetal. Produce una capa más profunda, más rica en) y menos2. Sus principales ventajas son-eliminaci'n de o$idaci'n, profundidad de la superficie dura y contenido de) uniformes y gran rapide#de penetraci'nM si bien posee ciertas desventajas como son- lavado de las pie#as posterior altratamiento para prevenir la "errumbre, revisi'n de la composici'n del ba%o en forma peri'dica y altapeligrosidad de las sales de cianuro, dado &ue éstas son venenosas.