cartagena de indias, colombia.bibliotecadigital.usb.edu.co/bitstream/10819/2084/3/memorias...
TRANSCRIPT
MEMORIAS ENEIQ 2014
XXIV Encuentro Nacional de Estudiantes de Ingeniería Química y de Procesos
Cartagena de Indias, Colombia.
2
MEMORIAS ENEIQ 2014 XXIV Encuentro Nacional de Estudiantes de Ingeniería Química y de Procesos Cartagena de Indias, Colombia. Julio, 2014 Stefany Carolina Lombana Carmona, compiladora Facultad de Ingeniería, Arquitectura, Artes y Diseños, Programa de Ingeniería Química Universidad de San Buenaventura Colombia
@ Editorial Bonaventuriana, 2014. Universidad de San Buenaventura Calle Real de Ternera Dg. 32 No. 30-966 PBX (5) 653 5555 – Fax (5) 653 9590 www.usbcartagena.edu.co Cartagena – Colombia
Aviso Legal
El autor es responsable del contenido de la presente obra. Prohibida la reproducción total o parcial de este libro por cualquier medio, sin permiso escrito de la Editorial Bonaventuriana. Derechos reservados de la Universidad de San Buenaventura. ISSN electrónico: Depósito legal: se da cumplimiento a lo estipulado en la ley 44 de 1993, decreto 460 de 1995 y decreto 358 de 2000. Impreso en Colombia - Printed in Colombia.
MEMORIAS ENEIQ 2014 XXIV Encuentro Nacional de Estudiantes de Ingeniería Química y de Procesos (24: Cartagena de Indias: 2014) MEMORIAS ENEIQ 2014 XXIV Encuentro Nacional de Estudiantes de Ingeniería Química y de Procesos/ Stefany Carolina Lombana Carmona, Compiladora.-- Cartagena: Universidad de San Buenaventura, Facultad de Ingeniería, Arquitectura, Artes y Diseños, Programa de Ingeniería Química2014. Descripción física: 46 p; 27 x 22 cm. ISSN Electrónico: 1. Catálisis ambiental, 2. Procesos de oxidación avanzada, 3. Gestión sostenible, 4. Procesos petroquímicos, 5. Alternativas energéticas, 6. Procesos petroleros I. Tít. II. Lombana Carmona, Stefany Carolina, Comp. Dewey: 660.28 M533
3
Universidad de San Buenaventura Seccional Cartagena
ENEIQ 2014
La Universidad de San Buenaventura Seccional Cartagena, ha sido seleccionada como la sede del Vigésimo Cuarto Encuentro Nacional de Estudiantes de Ingeniería Química y de Procesos (ENEIQ) que se llevara a cabo del 14 al 18 de julio del año en curso. ENEIQ es un evento que propicia la integración de los estudiantes y egresados de Ingeniería Química, de Procesos y profesiones afines mediante espacios de discusión, debate y argumentación de temáticas de particular interés para el área de la Industria Química.
El XXIV ENEIQ ofreció visitas industriales, ponencias y talleres. Los ejes temáticos que se desarrollaran en las ponencias serán:
• Catálisis ambiental. • Tecnologías avanzadas de oxidación. • Gestión sostenible de procesos industriales. • Investigación y desarrollo tecnológico de procesos petrolíferos. • Alternativas energéticas.
De tal manera que las universidades afiliadas al ENEIQ presentaron sus investigaciones al encuentro, dando a conocer el avance de cada eje temático a nivel nacional y educativo. Estas investigaciones se presentan a continuación divididas por ejes al igual que los talleres y los profesores evaluadores de cada una de estas ponencias los cuales son Ingenieros Químicos de alto nivel educativo.

4
CONTENIDO Pág.
1. CATÁLISIS AMBIENTAL 6 1.1 Leptosphaerulinasp. COMO HERRAMIENTA BIOTECNOLÓGICA PARA LA
DECOLORACIÓN DE AGUAS TEÑIDAS CON AZUL TURQUESA HISPASOL
7
1.2 DETERMINACIÓN DEL EFECTO DEL ÁCIDO FERÚLICO SOBRE LA PRODUCCIÓN DE LA ENZIMA LACASA DEL HONGO NATIVO Leptosphaerulinasp
10
2. TECNOLOGÍAS AVANZADAS DE OXIDACIÓN 13 2.1 IMPLEMENTACIÓN DE LAS TÉCNICAS SILAR E HIDROTERMAL EN LA
PRODUCCIÓN DE RECUBRIMIENTOS MICROESTRUCTURADOS DE ZnO CON APLICACIONES OPTOELECTRÓNICAS.
14
2.2 ESTUDIO DE LA ADHERENCIA DE PELÍCULAS DELGADAS DE ZnO EN SUBSTRATOS DE VIDRIO A TRAVÉS DEL MÉTODO SILAR 16
3. ALTERNATIVAS ENERGÉTICAS 18 3.1 EVALUACIÓN AMBIENTAL DE ALTERNATIVAS DE PRODUCCIÓN DE
BIODIESEL A PARTIR DE MICROALGAS UTILIZANDO ALGORITMO WAR 19
3.2 FERMENTACIÓN MixAlco™ DE RESIDUOS SÓLIDOS, UTILIZANDO CARBONATO DE MAGNESIO E INÓCULO ADAPTADO NATIVO, PARA LA PRODUCCIÓN DE ÁCIDOS CARBOXÍLICOS VOLÁTILES
21
3.3 DESARROLLO DE UNA METODOLOGÍA HIBRIDA PARA LA SÍNTESIS DE PROCESOS DE PRODUCCIÓN DE BIOCOMBUSTIBLES MICROALGAS DE BASADA EN OPTIMIZACIÓN DE SUPERESTRUCTURAS.
24
3.4 SELECCIÓN BAJO CRITERIOS ECONÓMICOS DE UNA CEPA DE MICROALGA PARA EL DESARROLLO DE UNA BIOREFINERÍA 26
3.5 COMPARACIÓN DEL RENDIMIENTO EN LA OBTENCIÓN DE ETANOL DE SEGUNDA GENERACIÓN A PARTIR DE DIVERSOS MATERIALES LIGNOCELULÓSICOS “Contraste entre materiales lignocelulósicos convencionales y no convencionales”
29
3.6 ESTUDIO DE LA INFLUENCIA DE LOS PARÁMETROS DE SÍNTESIS Y FUNCIONALIZACIÓN EN LÁMINAS CERÁMICAS CON DEPOSICIÓN DE COBRE Y NÍQUEL.
32
4. GESTIÓN SOSTENIBLE DE PROCESOS 35
5
4.1 APROVECHAMIENTO DE LOS SUBPRODUCTOS DE LA SERICULTURA COMO ADSORBENTES Y ABSORBENTES DE CONTAMINANTES EN AGUA
36
4.2 MÉTODO RIETVELD Y EL CONTROL DE PROCESO EN LA INDUSTRIA DEL CEMENTO 39
4.3 ARTICULO DE REVISION TRATAMIENTO DE AGUAS RESIDUALES A PARTIR DE DIGESTIÓN ANAEROBIA 42
4.4 EVALUACIÓN DE ALTERNATIVAS PARA EL APROVECHAMIENTO EN SISTEMAS DE COMPOST DEL MATERIAL LIGNOCELULOSICO DISPONIBLE EN LA UNIVERSIDAD DE SAN BUENAVENTURA CARTAGENA
44
4.5 MODELO PARA PREDECIR VISCOSIDADES EN SUSPENSIONES 47 5. PONENCIAS INVITADAS 50 5.1 ESTUDIO DE LAS ETAPAS DE FERMENTACIÓN Y DESTILACIÓN CON
MEMBRANAS ACOPLADAS PARA LA PRODUCCIÓN DE ETANOL EN CONTINUO UTILIZANDO EXPERIMENTACIÓN Y SIMULACIÓN
51
5.2 ESTUDIO DE LA CINETICA DE ADSORCIÓN DE CROMO (VI) EN CARBÓN ACTIVADO OBTENIDO DEL CUESCO DE PALMA AFRICANA 55
5.3 PLANTA MÓVIL PARA LA OBTENCIÓN DE BIODIESEL A PARTIR DE LA SEMILLA DE Jatropha Curcas L 59
5.4 EVALUACIÓN DE LAS FRUTAS DE ENTEROBIUM CYCLOCARPUM Y SAMANEA SAMAN COMO COAGULANTE NATURAL EN LA CLARIFICACIÓN DE AGUAS
63
5.5 SIMULACIÓN MOLECULAR EN LA ING. QUÍMICA:EL TAMAÑO IMPORTA 67 5.6 STUDY OF FERMENTABLE SUGARS PRODUCTION FROM
MICROALGAE AND LIPID EXTRACTION USING SEPARATED AND MULTIFUNCTIONAL PROCESSES: EXPERIMENTAL AND MODELLING
69
5.7 SELECCIÓN BAJO CRITERIOS ECONÓMICOS DE UNA CEPA DE MICROALGA PARA EL DESARROLLO DE UNA BIOREFINERÍA 72
5.8 CAPACIDAD CALORÍFICA DE ASFALTOS INDUSTRIALES MEDIANTE LA TÉCNICA DE CALORIMETRÍA DIFERENCIAL DE BARRIDO MODULADO 75

6
CATÁLISIS AMBIENTAL
7
Leptosphaerulinasp COMO HERRAMIENTA BIOTECNOLÓGICA PARA LA DECOLORACIÓN DE AGUAS
TEÑIDAS CON AZUL TURQUESA HISPASOL Caicedo, C.1; Avendaño M1; Monsalve, A1; Mora, A2; Yepes, M2; Correa, G3
1Universidad Nacional de Colombia sede Medellín, Estudiante de Ingeniería Biológica [email protected]
2Universidad Nacional de Colombia sede Medellín, Docente de la Escuela de Química 3Universidad Nacional de Colombia sede Medellín, Docente Departamento de Ciencias Agronómicas.
INTRODUCCIÓN Los colorantes sintéticos tipo ftalocianino, como el azul Turquesa Hispasol, se utilizan ampliamente en industrias tales como la textil, de papel, cuero y alimentos, con una demanda creciente, en contraste con los pigmentos de origen natural. El ascendente mercado de estos compuestos, se debe a su bajo costo y sus propiedades de estabilidad ante factores ambientales como la luz y el calor. Sin embargo, en los procesos de coloración, la eficacia no es del 100%, por lo que se convierten en contaminantes de los sistemas acuíferos, a donde llegan finalmente con una permanencia de tiempo relativamente larga, con la consecuente disminución de oxígeno y luz en el medio, lo que ocasiona grandes afecciones en la vida acuática. En los humanos sus daños se han asociado con toxicidad, carcinogénesis, mutagenicidad y teratogénesis. De esta forma se transforman en un problema crítico para todos los seres vivos, en tanto que su estructura aromática compleja, les confiere alta estabilidad y por ende, baja biodegradabilidad y recalcitrancia.
Ante esto, es necesario encontrar una metodología de tratamiento de efluentes coloreados, amigable con el ambiente. La biorremediación resulta una alternativa prometedora para el tratamiento de los efluentes contaminados con colorantes sintéticos, gracias a que se logran altas eficiencias de remoción, a un costo competitivo, respecto a los tratamientos físico-químicos equivalentes y sin afectar el medio ambiente. En este marco, la principal alternativa implica hongos de la podredumbre blanca, que han mostrado poseer una capacidad inusitada para degradar colorantes sintéticos. Sus enzimas que normalmente participan en la mineralización del material lignocelulósico, tienen también la capacidad de oxidar un amplio número de sustratos, en los que se incluyen algunos de baja biodegradabilidad y que generan grandes problemas ambientales, como son los colorantes sintéticos,
8
algunos explosivos, hidrocarburos poliaromáticos y pesticidas. No obstante, se ha observado que parte de la acción de estos hongos, se fundamenta más en su capacidad física de adsorción, por lo que se debe seguir investigando en los factores que pueden favorecer el predominio del mecanismo de remoción enzimático sobre la adsorción, de compuestos considerados contaminantes peligrosos, tales como los colorantes sintéticos presentes en los ecosistemas acuíferos.
En el grupo de investigación Producción, Estructura y Aplicación de Biomoléculas (PROBIOM), de la Universidad Nacional de Colombia sede Medellín, se aisló un hongo de la podredumbre blanca, que fue caracterizado como Leptosphaerulinasp., con el que se llevaron a cabo procesos para cuantificar su poder degradador y las enzimas ligninolíticas producidas, principalmente las lacasas. Leptosphaerulinasp. ha mostrado una apreciable capacidad para catalizar la degradación de un amplio rango de colorantes de diferente naturaleza química; esta nueva cepa fúngica entra a formar parte del amplio grupo de hongos productores de enzimas ligninolíticas, que podría incluirse en el tratamiento de aguas contaminadas con colorantes.
El presente trabajo se centró en la evaluación, a nivel de laboratorio, de las condiciones de operación que podrían incidir en el aumento de la capacidad enzimática de remoción del colorante Azul Turquesa Hispasol, por parte de Leptosphaerulinasp.
OBJETIVO
Establecer las condiciones operacionales (disponibilidad de nitrógeno y pH) para la remoción de Azul Turquesa Hispasol en aguas, con el hongo ligninolítico nativo Leptosphaerulinasp., y determinar el mecanismo predominante en la remoción del tinte (bioadsorción o degradación enzimática). METODOLOGÍA Se evaluó la influencia que sobre el aislado fúngico Leptosphaerulinasp. podría ejercer un medio de cultivo con una fuente de nitrógeno orgánico (tartrato de amonio), ante diferentes pHs y su relación con la remoción del tinte Azul Turquesa Hispasol, considerando también un medio de crecimiento fúngico específico (Guillen et al.,1992). Los experimentos se desarrollaron bajo diseños de superficie de respuesta, en matraces de 250 mL, con 60 mL de medio de cultivo de Guillen, modificado con diferentes concentraciones de tartrato de amonio(0 g/L - 25 g/L) y ajustando el pH entre valores de 2.87 y 7.4, manteniendo una agitación de 200 rpm y una temperatura de 28°C; a todos los ensayos se les adicionó 200 mg/L del tinte Azul Turquesa Hispasol.

9
Después de 7 días de fermentación, se midió el porcentaje de decoloración y la actividad de la enzima lacasa (Lac), como variables respuesta. Para estimar la participación de la bioadsorción en la remoción del colorante se realizaron dos procedimientos: 1) la biomasa se centrifugó y se separó del medio de cultivo y luego se re suspendió en diferentes solventes; 2) se preparó un medio de cultivo control, es decir, sin el colorante y se dejó crecer la biomasa por 8 días, bajo las condiciones obtenidas como las óptimas en el diseño de superficie de respuesta, luego la biomasa se recuperó por centrifugación y se determinó su peso fresco, se esterilizó en autoclave a 120°C, y se re suspendió en medio de cultivo con adición de 200 mg/L de colorante. Se dejó en agitación por 7 días y se determinó el porcentaje de decoloración. RESULTADOS Se desarrollaron varios diseños de superficie de respuesta para evaluar el efecto del pH y el tartrato de amonio, sobre el porcentaje de decoloración y la actividad enzimática de lacasas (Lac). Se obtuvo un óptimo de decoloración del 99%, a pH 6.0 y 23.1 g/L de tartrato de amonio. El pH fue la variable con mayor efecto significativo (valor p < 0.05). En cuanto a la actividad enzimática, no se encontró una correlación fuerte de su incidencia en la decoloración, lo que garantizó que este no era el principal mecanismo del hongo, en el proceso decolorante. En cuanto a los procedimientos de desorción del colorante adsorbido, se descartó el de solventes porque no se pudo extraer el tinte de las paredes del hongo. En el segundo procedimiento, se estableció una decoloración del 89% por adsorción del tinte por parte del hongo. CONCLUSIÓN El hongo nativo Leptosphaerulinasp. Puede decolorar aguas contaminadas con el tinte ftalocianino Azul Turquesa Hispasol, mediante una acción predominantemente de adsorción.
PALABRAS CLAVE Bioadsorción, biorremediación, actividad enzimática.

10
DETERMINACIÓN DEL EFECTO DEL ÁCIDO FERÚLICO SOBRE LA PRODUCCIÓN DE LA ENZIMA LACASA DEL
HONGO NATIVO Leptosphaerulinasp
Monsalve, A.1Yepes, M.2
1 Universidad Nacional de Colombia Sede Medellín, Estudiante de Ingeniería Biológica, grupo de investigación PROBIOM Producción, Estructura y Aplicación de Biomoléculas [email protected]
2 Universidad Nacional de Colombia Sede Medellín, Docente
INTRODUCCIÓN
Lasenzimas lacasa, pertenecen al grupo de las fenol oxidasas, son producidas por algunos hongos, como una de sus estrategias químicas para acceder a los nutrientes que les brinda el reino vegetal. Este catalizador le permite al hongo, acelerar la degradación de la lignina, mediante la oxidación de sus estructuras polifenólicas hasta su mineralización.
En los procesos biotecnológicos, se ha podido establecer que las lacasas se pueden emplear para catalizar la oxidación y descarboxilación de un amplio espectro de compuestos fenólicos y aminas aromáticas, en presencia de oxígeno molecular (O2)que actúa como aceptor de electrones. Esta característica las hace interesantes para su aplicación en biorremediación de suelos, aguas y ambientes en general, que se encuentren contaminados con compuestos que exhiban estructuras químicas de difícil degradación, tales como colorantes sintéticos (enfoque de esta investigación) hidrocarburos aromáticos, entre otros.
La lacasa fúngica es una enzima extracelular, lo cual ha motivado aún más su investigación con fines de producción a gran escala. El principal limitante está en su baja actividad, por lo que se recurre a compuestos estimulantes conocidos como inductores enzimáticos, entre los que se cuentan: ácido ferúlico, sulfato de cobre, etanol entre otros. El ácido ferúlicoes un compuesto que hace parte de la compleja estructura de la lignina y de acuerdo a la literatura, cumple un excelente papel como inductor de la actividad lacasa.

11
OBJETIVO GENERAL
Evaluar el efecto de diferentes concentraciones de ácido ferúlico en el medio de cultivo de Guillen, sobre la producción de la enzima Lacasa obtenida a partir del hongo nativo Leptosphaerulinasp.y su capacidad catalítica sobre la decoloración del Negro RemazolB.
METODOLOGÍA
El cultivo del hongo Leptosphaerulinasp.fue obtenido de un preinóculo de diez días, en 200 mL de medio extracto de malta.Posteriormente, se prepararon varios medios de crecimiento fúngico(medio de Guillén), inoculados con 3mLdel preinóculo homogeneizado y luego, bajo un diseño experimental, se adicionó el ácido ferúlico (0.5mM)al inicio o durante el tiempo de crecimiento fúngico (0,3 y 5 días), conservando una agitación constante del medio(150 rpm), a temperatura ambiente:los ensayos 1, 2 y 3 contaron con el inductor desde el día cero (inicial); en los ensayos 4,5 y 6, el inductor se adicionó a partir del día 3; y en los ensayos 7,8 y 9,el ácido ferúlico se añadió, a partir del quinto día. El ensayo 10 fueel medio de control, que no contó con el inductor. Los ensayos sehicieron por triplicado.
La determinación de la actividad lacasa, se hizo sobre los extractos fúngicos obtenidos durante los días 8 y 15, mediante el método espectrofotométrico de la oxidación del ácido-2,2'azinobis-(3-etilbenzotiazolin-6-sulfónico) (ABTS). Se empleó una longitud de onda de 598 nm.
RESULTADOS
En la Figura 1 se presentan los resultados de las actividades lacasade los extractos extracelulares de Leptosphaerulinasp., obtenidos en los días 8 y 15, bajo los diferentes tratamientos con ácido ferúlico.

12
Figura 2. Actividad lacasa de los extractos fúngicos obtenidos en los días 8 y 15
CONCLUSIÓN
La actividad lacasa de hongo nativo Leptosphaerulinasp.,se vio muy disminuida en los extractos fúngicos que se obtuvieron en los medios de crecimiento de Guillen modificado con el ácido ferúlico. Por tanto,este compuesto se comportó más como un inhibidor de la actividad lacasa, que como un inductor. Es posible que se requiera potenciar el efecto inductor del ácido ferúlico, con la adición conjunta de otros reconocidos inductores de lacasa, como lo es el cobre, partiendo de la base que esta enzima es una cuproproteína.
PALABRAS CLAVES: Negro Remazol B, Inductor, biorremediación
0
5
10
1 2 3 4 5 6 7 8 9 10
Activ
idad
Ensayo
Actividad lacasa en día 8 y 15
dia 8 dia 15

13
TECNOLOGÍAS AVANZADAS DE OXIDACIÓN

14
IMPLEMENTACIÓN DE LAS TÉCNICAS SILAR E HIDROTERMAL EN LA PRODUCCIÓN DE RECUBRIMIENTOS
MICROESTRUCTURADOS DE ZnO CON APLICACIONES OPTOELECTRÓNICAS
D. C. Barrera-Andrade1, D. A. Garzón-Ramos1, D. A. Guzmán-Embús1,
E. A. Cano-Plata4 y C. Vargas-Hernández1.
1Laboratorio de Propiedades Ópticas de los Materiales, Universidad Nacional de Colombia – Sede Manizales.
[email protected] 4 Grupo de Redes de Distribución y Potencia, Universidad Nacional de Colombia – Sede Manizales.
INTRODUCCIÓN
En los últimos años ha aumentado el interés por la producción y estudio de óxidos metálicos semiconductores debido su utilidad en la creciente industria de desarrollo de dispositivos electrónicos. Entre estos materiales se encuentra el Óxido de Zinc (ZnO), el cual posee numerosas propiedades eléctricas, ópticas, vibracionales y estructurales que pueden ser aprovechadas a través de la inclusión de efectos de grosor, morfología, esfuerzos y dopajes en su proceso de síntesis. Entre las técnicas de producción de ZnO con características requeridas para aplicaciones como dispositivos electrónicos encontramos: Magnetrón Sputtering, Pulsed Laser Ablation, Chemical Vapor Deposition, Molecular Beam Epitaxy y Spin Coating; técnicas que requieren equipos especializados, condiciones específicas de crecimiento, además de reactivos y blancos costosos que restringen en gran medida la obtención del compuesto a ámbitos científicos.
Como respuesta a dicha problemática se presenta este trabajo, en donde a través de la combinación de las técnicas SILAR (Sucessive Ion Layer Adsorption and Reaction) e hidrotermal se obtuvieron recubrimientos microestructurados de ZnO, de bajo costo, sobre substratos de vidrio y de cuarzo.
METODOLOGÍA
La técnica SILAR se deriva de las rutas de deposición por baño químico y permitió depositar puntos de nucleación del ZnO sobre el substrato, para que posteriormente mediante el método hidrotermal se realizara el crecimiento de los cristales

15
microestructurados. Finalmente la aplicación de un tratamiento térmico por rampas permitió eliminar impurezas y mejorar la cristalinidad de los productos. Los recubrimientos fueron estudiados mediante las técnicas de caracterización de materiales de Espectroscopia Raman, Microscopia Electrónica de Barrido (SEM), Espectrofotometría UV – Visible y Espectroscopia de Fotoimpedancia Eléctrica.
RESULTADOS
A través de un análisis estequiométrico se lograron describir los procesos y reacciones involucradas en la síntesis del ZnO. En los resultados solo se encontraron las bandas de emisión reportadas para el ZnO, lo que indica la ausencia de impurezas en el producto. Las micrografías SEM permitieron determinar el crecimiento de los cristales con morfología de vara y con longitudes entre 5 y 10 micrómetros. Las técnicas de Espectroscopia UV-Visible y Fotoimpedancia Eléctrica mostraron una respuesta eléctrica del material ante radiación UV cercana a los 3.17 eV.
Así, el contraste entre los reactivos empleados y productos obtenidos presenta a la ruta SILAR + Hidrotermal como un proceso eficiente y de posible interés para la industria. Los resultados de la caracterización del material indican un alto grado de pureza y cristalinidad, con morfología y propiedades optoelectrónicas interesantes para emplear los recubrimientos como sensores UV.
PALABRAS CLAVES: Hidrotermal, Microvaras de ZnO, SILAR.

16
ESTUDIO DE LA ADHERENCIA DE PELÍCULAS DELGADAS DE ZnO EN SUBSTRATOS DE VIDRIO A TRAVÉS DEL
MÉTODO SILAR L. M. Cardona-Alzate1, D. A. Garzón-Ramos1, D. A. Guzmán-Embús1,
E. A. Cano-Plata4 y C. Vargas-Hernández1.
1Laboratorio de Propiedades Ópticas de los Materiales, Universidad Nacional de Colombia – Sede Manizales.
[email protected] 4 Grupo de Redes de Distribución y Potencia, Universidad Nacional de Colombia – Sede Manizales.
INTRODUCCIÓN
Las películas delgadas son recubrimientos de muy bajo espesor que poseen propiedades, tales como; eléctricas (fotoconductoras fotovoltaicas, rectificadoras), ópticas, magnéticas y estructurales de enorme interés investigativo, que debido a las características de las películas como grosor, morfología, esfuerzos, composición y otros, sus propiedades cambian y por tanto su campo de aplicaciones, tales como en recubrimientos, sensores de gas o circuitos integrados. En la elaboración de películas delgadas nanoestructuradas de óxidos metálicos comúnmente se emplean elaborados métodos electrónicos, físicos o químicos como magnetrón sputtering, pulsed laser ablation, chemical vapor deposition, chemicalbathdeposition y molecular beamepitaxy los cuales son poco modificables y requieren condiciones especiales de operación como altas presiones, altas temperaturas, reactivos peligrosos y equipos de alto costo.
En contraposición existe el método SILAR, esta técnica se basa en la inmersión de un substrato en soluciones de precursores catiónicos y aniónicos a baja temperatura y lavado en agua desionizada; convirtiéndose en un proceso cíclico de adsorción de iones, lavado y reacción. La importancia del método SILAR radica en que el control de las características de las películas producidas están directamente relacionadas a las variaciones de los parámetros de crecimiento como son el tiempo de inmersión, calidad de las soluciones precursoras, temperatura y pH de crecimiento, número de ciclos y concentración de iones, es por esto que encontrar los parámetros ideales de crecimiento se hace imperativo para obtener películas semiconductoras nanoestructuradas más uniformes, de mayor calidad y que optimicen costos.
METODOLOGÍA

17
Se depositaron semillas de ZnO sobre substratos de vidrio, empleando baños químicos en una solución de Sulfato de Zinc Heptahidratado (ZnSO4.7H2O) e Hidróxido de Amonio (NH4OH), alternado con un lavado en agua desionizada en ebullición con tiempos de inmersión y numero de ciclos variables. Los cambios en la concentración del Hidróxido de Amonio en relación al Sulfato de Zinc, permitieron establecer su relación directa al número de puntos de nucleación fijados sobre los substratos de vidrio. El Hidróxido de Amonio funciona como agente complejante que permite la agrupación de los grupos OH- alrededor de los iones de Zn+ y facilita la síntesis del óxido.
CONCLUSIÓN
Las películas fueron caracterizadas mediante la técnica de Espectrofotometría UV-Visible, se determinó una taza de adherencia relativa del óxido al substrato relacionando el porcentaje de radiación absorbida por la película, con el pH mantenido en la solución precursora de Zn. A través de la técnica de Difracción de Rayos X (XRD) se encontró una buena cristalinidad de las películas de ZnO, contrastando los resultados con los reportados en la literatura.
PALABRAS CLAVES: Película delgada, SILAR, ZnO.

18
ALTERNATIVAS ENERGÉTICAS

19
EVALUACIÓN AMBIENTAL DE ALTERNATIVAS DE PRODUCCIÓN DE BIODIESEL A PARTIR DE MICROALGAS
UTILIZANDO ALGORITMO WAR
Montiel, D.1, Canchila, A.1Fernández, E.1 GONZALEZ, A.2
1Universidad de San Buenaventura Seccional Cartagena, Estudiante de Ingeniería Química,
[email protected] 2Universidad de San Buenaventura Seccional Cartagena, Docente de Ingeniería Química
INTRODUCCIÓN Los cultivos energéticos de tercera generación se están perfilando como una alternativa atractiva para contribuir a satisfacer la creciente demanda energética mundial. Sin embargo es importante conocer los impactos ambientales potenciales de los procesos emergentes de aprovechamiento de estos cultivos con miras a seleccionar las tecnologías más adecuadas para su procesamiento.En el desarrollo de esta investigación se valorara el desempeño ambiental de tres alternativas de obtención de biodiesel a partir de microalgas, donde para cada ruta se variará la alternativa de extracción de aceite, esta evaluación se realizará mediante la técnica de algoritmo de reducción de residuos (algoritmo WAR). La evaluación corresponde a los siguientes sistemas; Caso 1: extracción a base de hexano (HE), caso 2: extracción utilizando la mezcla metanol/cloroformo (MCE) y caso 3: extracción utilizando la mezcla etanol/hexano (EHE). OBJETIVOS General Emplear algoritmo WAR como técnica de evaluación ambiental a alternativas de producción de biodiesel a partir de microalgas Específicos - Simular el proceso de producción de biodiesel a partir de micro algas con los tres
sistemas de extracción utilizando software especializado - Determinar los balances de materia y energía para cada proceso - Evaluar los procesos en cada categoría de impacto descrita en el algoritmo WAR - Comparar los resultados obtenidos con otras evaluaciones ambientales reportadas
20
en la literatura científica para biocombustibles. METODOLOGIA Esta investigación es de tipo evaluativa con diseño cuantitativa partiendo que realizará una inspección ambiental a partir de un software previamente seleccionado, tomando como población el proceso de obtención de biodiesel a partir de microalgas y muestra la fase de extracción de aceite del mismo. Como técnicas de recolección de datos se desarrollara la inspección bibliográfica, la observación y utilización de inventarios. RESULTADOS ESPERADOS Se espera identificar cuál de los tres sistemas de extracción de aceite es el más conveniente desde el punto de vista ambiental, de igual forma establecer un cuadro comparativo entre la técnica de análisis de ciclo de vida y algoritmo WAR identificando fortalezas y debilidades de cada metodología con el fin de generar una evaluación ambiental detallada, finalmente se desea generar una serie de recomendaciones para la implementación de las tecnologías promisorias a escala industrial.
PALABRAS CLAVES: Microalgas, Algoritmo WAR, Biodiesel.

21
FERMENTACIÓN MixAlco™ DE RESIDUOS SÓLIDOS, UTILIZANDO CARBONATO DE MAGNESIO E INÓCULO
ADAPTADO NATIVO, PARA LA PRODUCCIÓN DE ÁCIDOS CARBOXÍLICOS VOLÁTILES
Morales, A1 yÁlvarez, M2. 1Universidad de los Andes, Estudiante de Ingeniería Química, [email protected].
2Universidad de los Andes, Estudiante de Ingeniería Química, [email protected]
INTRODUCCIÓN
El proceso MixAlco™ utiliza una mezcla de microorganismos para fermentar anaeróbicamente biomasa y producir sales carboxílicas que se pueden convertir químicamente en combustibles y otros químicos de valor mostrándose como una alternativa eficiente ante la problemática actual asociada a los combustibles derivados del petróleo y la acumulación de residuos sólidos. En el presente estudio se evalúa la producción de ácidos carboxílicos a partir de fermentaciones anaeróbicas, con una mezcla de residuos orgánicos y papel como sustrato, y heces humanas como nutrientes implementando inóculo nativo y carbonato de magnesio como buffer.
OBJETIVO
Evaluar la capacidad de producción de ácidos y sales carboxílicas mediante la fermentación MixAlco™, utilizando un inóculo adaptado nativo y carbonato de magnesio como buffer, basado en estudios previamente realizados.
METODOLOGÍA
Se adapta el inóculo por medio de fermentaciones por lotes. Una vez adaptados se toman muestras y se disponen en 5 nuevos fermentadores cada uno con una concentración de sólidos diferente y demás componentes necesarios. Cada dos días se mide el pH de cada uno de los fermentadores, se toma una muestra y se adiciona

22
agente neutralizante. Las muestras se analizan en un cromatógrafo de gases para determinar los compuestos producidos.
Adicionalmente, los sustratos implementados son sometidos a un análisis de sólidos volátiles. A partir de la información recogida de esta y las demás experimentaciones se simula el comportamiento de los fermentadores y se predice como sería el rendimiento de un tren en contracorriente de similares condiciones iniciales mediante el modelo CPDM. Posteriormente se procede a comparar con los estudios previamente desarrollados.
Gráfica 1. Perfil de pH de los fermentadores adaptados.Gráfica 2. Análisis por cromatografía de gases.
Producción de ácidos vs tiempo
Gráfica 3. Predicción por CPDM.
44,24,44,64,8
55,25,45,65,8
6
0 1 2 3 4 5 6 7 8 9101112131415
pH
Tiempo (d)
20 g/L
40 g/L
70 g/L
100 g/L
100+ g/L 05
101520253035
0 1 2 3 4 5 6 7 8 91011121314151617
Aeq
(g/L
)
Tiempo (d)

23
CONCLUSIÓN
Los resultados obtenidos demuestran que el inóculo nativo adaptado permite una efectiva producción de ácidos carboxílicos experimental que podría mejorarse teniendo en cuenta ciertos factores analizados y una no tan eficiente producción predicha por el modelo CPDM en comparación a estudios de la Universidad de Texas A&M y de la Universidad de los Andes.
PALABRAS CLAVES
Fermentación MixAlco, Ácidos carboxílicos volátiles, Residuos sólidos.
24
DESARROLLO DE UNA METODOLOGÍA HIBRIDA PARA LA SÍNTESIS DE PROCESOS DE PRODUCCIÓN DE
BIOCOMBUSTIBLES MICROALGAS DE BASADA EN OPTIMIZACIÓN DE SUPERESTRUCTURAS.
Paredes, K.1, Boneu, A.2 y Gaviria, F.3,González, Á.4
1-3Universidad de San Buenaventura seccional Cartagena, Estudiante de Ingeniería Química 4Universidad de San Buenaventura seccional Cartagena, Docente facultad de Ingeniería y Arquitectura,
[email protected]. INTRODUCCIÓN Existe un interés creciente en la identificación de las fuentes económicas, limpias y renovables de energía. Los biocombustibles son algunas de las alternativas más prometedoras, por esto se han convertido en una fuente de energía estudiada con gran interés, debido a su origen renovable y su potencial de remplazar parcial o totalmente a los combustibles fósiles. Estos pueden ser obtenidos utilizando diferentes rutas de procesamiento y materias primas, por lo cual existen infinitas combinaciones de posibles topologías de obtención de biocombustibles OBJETIVOS Desarrollar una metodología que permita evaluar las diferentes combinaciones de tecnologías existentes y emergentes para el procesamiento de cultivos energéticos con el objeto de seleccionar la ruta que más se ajuste a un criterio específico, como la minimización de los requerimientos energéticos, o del número de etapas de procesamiento. METODOLOGÍA En este trabajo, los autores desarrollaron una metodología hibrida para la síntesis de procesos enfocada en la producción de biocombustibles de tercera generación, basada en una ramificación de productos obtenibles y productos intermedios, el establecimiento de una superestructura con las tecnologías y especies químicas

25
involucradas, la optimización matemática de las rutas de obtención y la evaluación a profundidad de las alternativas más promisorias RESULTADOS
Figura 1. Metodología jerarquica-optimizable desarrollada para la síntesis de procesos de producción de biocombustibles bajo criterios de sostenibilidad.
Los resultados mostraron correspondencia entre productos intermedios y finales para biodiesel y el hidrogeno, y la superestructura se construyó basada en biodiesel como producto final. La optimización de la superestructura mostró que las rutas más promisorias son -Cultivo de microalgas-cosecha-HTL-Hidroprocesamiento con una producción de 60650 toneladas/año de biodiesel y Cultivo de microalgas-cosecha-transesterificación directa con una producción de 22400 toneladas/año de biodiesel. CONCLUSIÓN Una metodología para la síntesis y proyección de vías de procesamiento de microalgas ha sido propuesta. La metodología está basada en varios enfoques integrados incluyendo: selección del producto principal, optimización de superestructura, aplicación del concepto de biorefineria, y comparación de multicriterio de alternativas optimizadas. PALABRAS CLAVES: Biocombustibles, metodología y microalgas.

26
SELECCIÓN BAJO CRITERIOS ECONÓMICOS DE UNA CEPA DE MICROALGA PARA EL DESARROLLO DE UNA
BIOREFINERÍA Pinzón Frias, A.1, González-Delgado, A.2 y Kafarov, V.1
1Universidad Industrial de Santander, estudiante de Ingeniería Química 2Universidad de San Buenaventura, [email protected]
INTRODUCCIÓN
Los problemas ambientales causados por el uso de combustibles fósiles y el reconocimiento global de que las reservas de crudo son finitas, han llevado a la búsqueda de fuentes energéticas renovables alternas con alta productividad y que en lo posible limiten la emisión de CO2. No obstante, varios factores deben tenerse en consideración para la producción sostenible de biocombustibles, por ejemplo, la necesidad de optimizar la selección de la materia prima, de las etapas del proceso, las tecnologías de procesamiento y los productos manufacturados; En este caso una metodología es aplicada para seleccionar una cepa de microalga, por ser una alternativa para la generación de energía pero que se limita por el desarrollo actual de las tecnologías de producción así no compiten favorablemente frente a los combustibles fósiles, sobretodo en la viabilidad económica.
OBJETIVO
Bajo criterios económicos de los productos manufacturados se selecciona una cepa de microalga y se establece el mínimo volumen de producción, a partir de este punto se empiezan a generar ganancias en una biorefinería de microalgas para la obtención de energía y sustancias valiosas.
METODOLOGÍA
La metodología (Figura 1) se basa en un modelo publicado previamente (Pinzón Frias, et al., 2014) para determinar la mínima composición rentable de metabolitos en la microalga. Las variables más importantes que se fijaron requieren un análisis de sensibilidad para seleccionar el mejor escenario para la producción de energía a partir

27
de microalgas, Además, hay que tener en cuenta que la composición de una cepa está basada en la combinación de metabolitos, por ende, es necesario definir una configuración ideal donde la generación de ganancias a partir de las sustancias valiosas es simultánea a una alta producción de biocombustibles, para asegurar este resultado se limitan los extractos finos como pigmentos (máx 5%) y Ácidos Grasos Poli-Insaturados AGPIs (máx 10%), los demás metabolitos son limitados por los rangos de composiciones reportadas en la literatura. Finalmente mediante revisión bibliográfica se evalúan las cepas de microalga que se pueden ajustar a los criterios de selección establecidos. y se reporta la composición química de la cepa promisoria para el desarrollo de una biorefinería de microalgas.
Figura 1. Diagrama del procedimiento que determina el CMRMM
RESULTADOS OBTENIDOS
En primer lugar se exponen los resultados del trabajo previo (Pinzón Frias, et al., 2014), se grafican los analisis de sensibilidad para encontrar valores destacados que generen
𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺 �$𝑦𝑦� = (𝑝𝑦𝑝𝐺𝐺𝑝 ∗ 𝐺𝐺𝑝𝐺𝐺𝐺𝑐𝐺𝑐 ∗ 𝑝𝑒𝐺𝐺𝐺𝑝𝐺𝐺𝐺𝐺 ∗ 𝑋′) �
$𝑦𝑦� − 𝐶𝐶𝐶 �
$𝑦𝑦�
Composición Mínima Rentable de los Metabolitos en la Microalga CMRMM (X’)
operacional) y Costo Total Anualizado (CTA).Calculo de α (costos de inversión) y
las tecnologías y los productos)
la reacción)X=X’/Y
No
¿Hay una reacción?

28
posibles escenarios favorables para la sostenibilidad económica de una biorefinería a partir de microalgas, estableciendo una composición de cepa ideal (48.3% lípidos, 10% AGPIs, 8.3% carbohidratos, 28.3% proteínas y 5% pigmentos) se determina una mínima capacidad de producción (100,493.2 Ton/a. )que representa el umbral necesario para empezar a generar ganancias en la planta. Finalmente se seleccionan, mediante revisión bibliográfica, las cepas promisorias (Nannochloropsissp yNeochlorisOleabundans.)para la biorefinería junto con la composición fisicoquímica.
CONCLUSIONES
Mediante el aprovechamiento integral de la biomasa microalgal y una capacidad de producción alta es posible generar energía y sustancias de alto valor de forma sostenible económicamente en una biorefinería.
PALABRAS CLAVE: Metabolitos, Microalgas, Rentabilidad.

29
COMPARACIÓN DEL RENDIMIENTO EN LA OBTENCIÓN DE ETANOL DE SEGUNDA GENERACIÓN A PARTIR DE
DIVERSOS MATERIALES LIGNOCELULÓSICOS “Contraste entre materiales lignocelulósicos convencionales y no
convencionales”
Rincón, N.1; Fernández D.2; Leguizamón L.3y Rincón D.4
1-4 Estudiante Ingeniería Química Universidad Nacional de Colombia.
INTRODUCCIÓN:
La investigación para la obtención de etanol de segunda generación enfocado a la producción de biodiesel es actualmente uno de los motores en el desarrollo de fuentes de energía alternativa.
A nivel industrial, es común obtener etanol de segunda generación a partir de bagazo de caña, pericarpiodel maíz, cascarilla de arroz, viruta de madera, entre otros materiales. No obstante, los rendimientos producidos con los materiales convencionales no llegan a ser óptimos para competir con la industria petroquímica, surge entonces la necesidad de indagar sobre materiales lignocelulósicos alternativos para la producción de etanol.Los residuos agroindustriales se vislumbran como materiales potenciales para la producción de etanol de segunda generación. Actualmente en Colombia se generan grandes cantidades de estos residuos que no son aprovechados en su totalidad.
OBJETIVOS
Se desarrolló un proyecto de investigación alrededor de siete materiales con distintos niveles de lignina bajo un mismo esquema de experimentación, con el objetivo de analizar el rendimiento de cada material para la producción de etanol de segunda Generación.
30
METODOLOGÍA
Los residuos estudiados se dividen en dos grupos: Materiales convencionales y Materiales no convencionales. En el primer grupo, se encuentran materiales convencionales con altos niveles de lignina, tales como cascarilla de arroz, aserrín de roble y pastoKikuyo. El segundo grupo se constituye de materiales alternativos, como cáscaras de plátano, cáscaras de zanahoria, cáscaras de mango y papel reciclado.
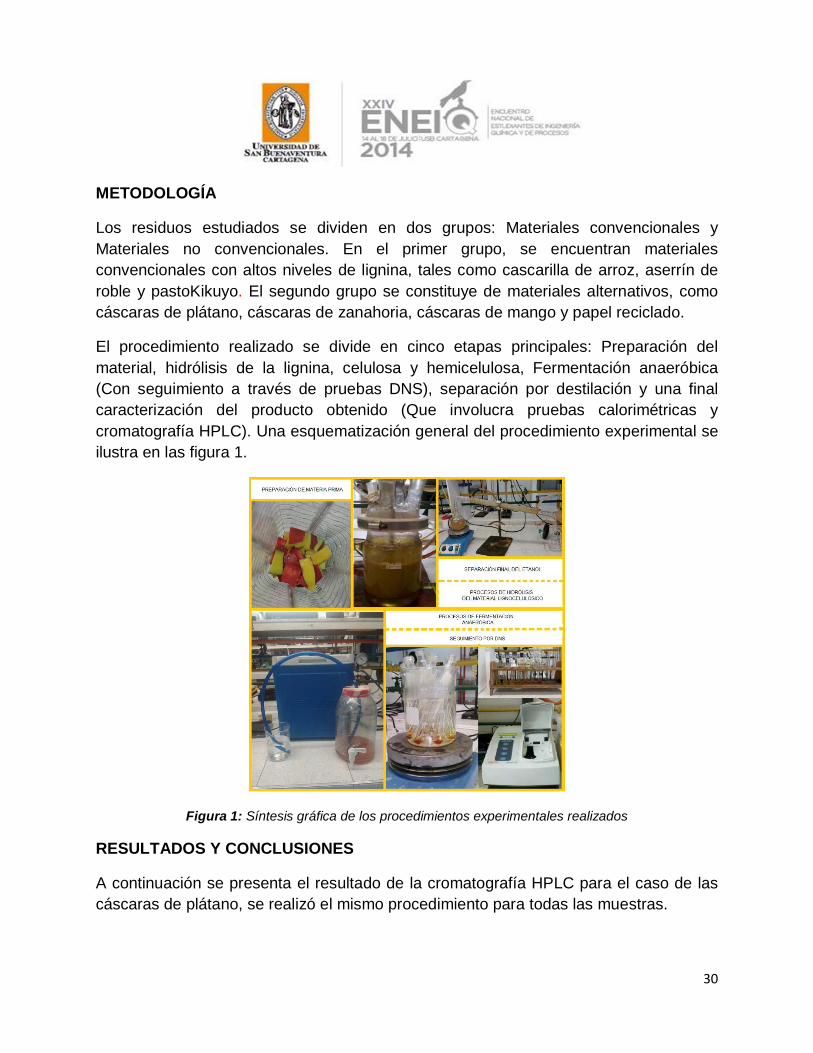
El procedimiento realizado se divide en cinco etapas principales: Preparación del material, hidrólisis de la lignina, celulosa y hemicelulosa, Fermentación anaeróbica (Con seguimiento a través de pruebas DNS), separación por destilación y una final caracterización del producto obtenido (Que involucra pruebas calorimétricas y cromatografía HPLC). Una esquematización general del procedimiento experimental se ilustra en las figura 1.
Figura 1: Síntesis gráfica de los procedimientos experimentales realizados
RESULTADOS Y CONCLUSIONES
A continuación se presenta el resultado de la cromatografía HPLC para el caso de las cáscaras de plátano, se realizó el mismo procedimiento para todas las muestras.
31
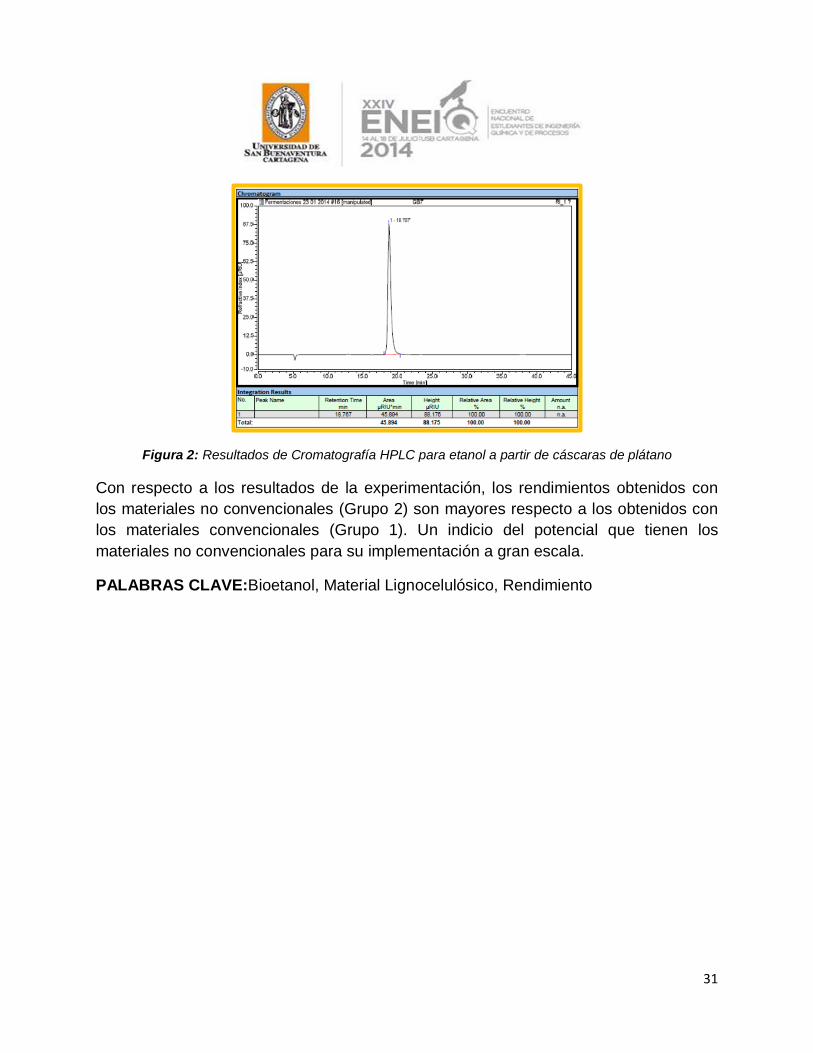
Figura 2: Resultados de Cromatografía HPLC para etanol a partir de cáscaras de plátano
Con respecto a los resultados de la experimentación, los rendimientos obtenidos con los materiales no convencionales (Grupo 2) son mayores respecto a los obtenidos con los materiales convencionales (Grupo 1). Un indicio del potencial que tienen los materiales no convencionales para su implementación a gran escala.
PALABRAS CLAVE:Bioetanol, Material Lignocelulósico, Rendimiento

32
ESTUDIO DE LA INFLUENCIA DE LOS PARÁMETROS DE SÍNTESIS Y FUNCIONALIZACIÓN EN LÁMINAS CERÁMICAS
CON DEPOSICIÓN DE COBRE Y NÍQUEL Tinjacá, C1.*
1Universidad de Los Andes, Estudiante de Ingeniería Química, [email protected]
INTRODUCCIÓN
El inminente agotamiento de los recursos no renovables y los agentes contaminantes que se generan en la producción de energía son problemas de gran interés en la actualidad, por tal razón se están investigando diferentes formas de producir energía limpia y eficiente. Una de estas alternativas son las celdas de combustibles las cuales están compuestas por tres partes principales que son el cátodo, el ánodo y el electrolito. En este proyecto se hará énfasis en las celdas de combustible de óxido sólido (SOFC por sus siglas en ingles) y más específicamente en el sistema electrolito/ánodo ya que en el presente proyecto se pretende estudiar el mecanismo de deposición física de vapor (PVD por sus siglas en inglés) como método de fabricación del ánodo para una celda de combustible de alta temperatura, A partir de esto se ve una oportunidad de aporte en este tema ya que no se ha indagado a profundidad la deposición física de vapor como mecanismo de manufactura para las SOFC.
OBJETIVO
Contribuir al desarrollo de materiales funcionalizados para celdas de combustible de alta temperatura mediante la síntesis de láminas cerámicas de 𝐶𝑙2𝑂3 y 𝑍𝑦𝑂2/𝑌2𝑂3 con deposición de níquel y cobre y el estudio de sus respectivos parámetros.
METODOLOGÍA
En este proyecto se llevó a cabo proceso de PVD utilizando el reactor de deposición física de vapor por filamento caliente (HFPVD por sus siglas en inglés) cuyo esquema se muestra en la siguiente figura. Los materiales que se utilizaron fueron filamentos de cobre y níquel, sustratos cerámicos y alambres de acero utilizados con el fin de calentar el soporte de los sustratos.

33
Figura 3: Montaje del reactor HFPVD/HFCVD
Los sustratos utilizados fueron vidrios porta muestras, fritas (vidrios porosos) y láminas cerámicas de 𝐶𝑙2𝑂3 y 𝑌𝑆𝑍 fabricadas por tape casting utilizando suspensiones cerámicas.
RESULTADOS
De acuerdo a las pruebas realizadas en este proyecto, entre los resultados obtenidos se encuentran los parámetros propicios para la deposición de capas metálicas mediante PVD, además de esto se obtuvieron imágenes en donde es posible observar la morfología y microestructura de las películas delgadas formadas en superficies cerámicas.
Figura 4: Micrografías electrónicas para los depósitos de cobre. A y B: Cobre formado en la superficie. C: Vista transversal del sustrato
A B C

34
Figura 5: Micrografías electrónicas para los depósitos de níquel. A y B: Níquel formado en la superficie. C: Vista transversal del sustrato
CONCLUSIÓN
En este proyecto fue posible realizar la deposición física de vapor de cobre y níquel a diferentes sustratos formando una película delgada homogénea y compacta. También fue posible obtener condiciones de operación propicias de deposición para cada uno de los metales utilizados gracias al estudio de diferentes parámetros como la temperatura de sustrato y filamento, la corriente aplicada, el tiempo de deposición y la distancia entre filamento y sustrato. Como trabajo futuro se propone un estudio sobre la infiltración de los vapores metálicos en sustratos porosos con el fin de conocer la capacidad de penetración y conformación de ánodos.
PALABRAS CLAVES
Deposición física de vapor, Celda de combustible de óxido sólido, películas delgadas
A B C
35
GESTIÓN SOSTENIBLE DE PROCESOS

36
APROVECHAMIENTO DE LOS SUBPRODUCTOS DE LA SERICULTURA COMO ADSORBENTES Y ABSORBENTES DE
CONTAMINANTES EN AGUA
1Avella, D. 2Bello, L. 3Espinosa, A. 4Fonseca, D. 5Montaño, D. 1-5 Universidad Nacional de Colombia sede Bogotá, estudiantes de ingeniería química
[email protected] INTRODUCCION La sericultura es un conjunto de técnicas de crianza de gusano de seda hasta su producción en la industria textil. En Colombia es un proceso artesanal y semi industrial; se produce principalmente en los departamentos de Risaralda y el Valle del Cauca. Este proceso se caracteriza por tener subproductos como la pupa y bisú que no son aprovechados actualmente y que pueden representar una solución ante contaminantes del agua como lo son el crudo de petróleo, el keroseno, el aceite de motor y colorantes orgánicos. El bisú es la seda de los capullos que no se puede desenredar para su aprovechamiento textil y la pupa es el residuo que se encuentra dentro del capullo al momento de extraer la seda. Palabras claves: pupa, bisú, crudo de petróleo, colorantes, keroseno, aceite de motor. OBJETIVOS
- Determinar la capacidad absorbente del bisú para retirar contaminantes no miscibles en agua.
- Determinar la capacidad de adsorción de la pupa para la remoción de un colorante orgánico en agua.
METODOLOGÍA Absorbente: el bisú se secó en un horno a 107°C durante 120 minutos, se dispuso en arreglos de capas (10 capas, 20 capas, 30 capas) que luego se prensaron a 1 tonelada por centímetro cuadrado, una vez se tienen compactados se cortan en trozos de 5x5mm y 2x2cm para realizar las pruebas de absorción. Se seleccionaron tres contaminantes no miscibles en agua: kerosene, crudo de petróleo y aceite de motor (20w-50); las pruebas se realizan a diferentes tiempos (2, 5 y 10 min), cuantificado el peso removido de contaminante, para así evaluar la capacidad del absorbente de cada arreglo por diferencia de peso, definiendo porcentaje de remoción como la relación entre la masa removida de contaminante y la masa inicial del mismo.

37
Adsorbente: se sumerge el capullo en agua hirviendo para extraer la pupa, que posteriormente es secada a 110°C durante 35 minutos; luego se tritura la pupa hasta lograr un polvo fino. Se preparan ocho soluciones de colorante orgánico con cuatro diferentes concentraciones, y se mide las absorbancias de cada una por medio del espectrofotómetro. Se realizan dos ensayos, el primero con el mismo tiempo de retención (2 horas) adicionando 0,02 g de pupa y, el siguiente variando dichos tiempos (15, 30, 45 y 60 minutos) agregando 0,01 g. Posteriormente, se filtran las soluciones para retirar la pupa y se usa de nuevo el espectrofotómetro para medir la absorbancia de las soluciones filtradas. RESULTADOS En cuanto al absorbente se observa que el material es estable en agua y menos denso que la misma manteniéndose en la superficie, facilitando así la absorción de los contaminantes. El porcentaje de remoción varía según el número de capas y el tiempo de contacto, siendo proporcional a este último hasta alcanzar la máxima capacidad de absorción luego de 10 minutos. Además el arreglo de 30 capas obtuvo el mejor desempeño en la absorción de los tres contaminantes con un porcentaje de remoción de: 70,1%, 50,2%, 37,6% para crudo de petróleo (figura 1), keroseno, y aceite de motor respectivamente en un tiempo de 10 minutos. Adicionalmente con una prueba blanco se determinó que la absorción de agua por parte del material es menor al 1%.
Figura 1. Absorción del crudo de petróleo con el bisú.Figura 2. Muestra original y muestras con adsorbente después de dos días.
En las soluciones de colorante, al agregar la misma cantidad de adsorbente en diferentes tiempos se observa como disminuye gradualmente la intensidad del color(figura 2). Así mismo la concentración del colorante tiende a bajar al mismo punto sin importar la concentración inicial (ver figura 3); En las soluciones tratadas se observan trazas de la pupa que no se pudieron separar mediante filtración. Los resultados obtenidos son una muestra del poder absorbente de la pupa, donde se marca un precedente para próximas investigaciones.

38
Figura 3. Concentraciones antes y después de adsorción.
CONCLUSIONES
- El bisú funciona eficientemente como materiales absorbentes de petróleo, kerosene, y aceite de motor, contaminantes de gran impacto a nivel ambiental.
- La pupa sirve como adsorbente de colorantes orgánicos disueltos en agua, por lo cual podría llegar a ser aprovechada en el tratamiento de efluentes provenientes de la industria de la seda y otras donde se encuentren este tipo de contaminantes.
- Las propiedades observadas tanto en el bisúcomo en la pupa demuestran que puede darse una aplicación a estas materias primas que son tratadas como desechos actualmente.

39
MÉTODO RIETVELD Y EL CONTROL DE PROCESO EN LA INDUSTRIA DEL CEMENTO
Martínez, O1. García, M2.
Universidad del Valle seccional Cali, Estudiante de Ingeniería Química1, [email protected]. Universidad de los Andes, Estudiante de Maestría Química Pura2
INTRODUCCIÓN.
Después del descubrimiento de los rayos X, por el físico alemán WillhelmConradRöntgen en 1895, el descubrimiento del fenómeno de difracción de cristales por Max Von Laue en 1914 y la contribución de las investigaciones de la familia Bragg a principios del siglo XX. Hoy 100 años después del nacimiento de la cristalografía, es posible analizar la estructura de una gran cantidad de materiales entre los cuales se destaca el cemento. La industria Cementera permite realizar un análisis del crecimiento en infraestructura del país.En general al hacer referencia al cemento se habla de una mezcla de Clinker, yeso y caliza. El Clinker está compuesto por cuatro fases principales: Aluminato, Ferrita, Alita y Belita. Las fases son centro de estudio para la microscopia y cristalografía en el producto final, ya que constituyen la mayor parte del cemento. En este trabajo se muestra los resultados del análisis cuantitativo de las fases cristalinas en dos tipos de cementos usando la técnica de difracción de rayos X, basados en la metodología matemática Rietveld.
OBJETIVOS.
* Realizar el análisis cuantitativo de las fases cristalinas presentes en cemento tipo I y cemento concretero por difracción de rayos X.
* Determinar el porcentaje de cada una de las fases presentes en los tipos de cemento utilizando el método Rietveld como mecanismo de control del proceso de producción del cemento.
METODOLOGIA
Las muestras analizadas corresponden a cementos comerciales tipo I y cemento concretero. Las cuales fueron analizadas sin molienda posterior a la del cemento en el proceso productivo, Las muestras para análisis de difracción de Rayos X se prensaron utilizando un anillo de 27mm de diámetro en una prensa semiautomática marca Herzog

40
a 200KN de presión durante 30 segundos. Las medidas de difracción de rayos X se realizaron en un difractometroX’Pert PRO-MPD PANalytical con una fuente de rayos X de Cobre K α con una longitud de onda de 1.5404 Å. Las medidas se realizaron entre 10-70 º 2θ, con un tamaño de paso de 0.02º y un tiempo por paso de 10 segundos, con el fin de obtener más de 10000 conteos en la señal más intensa, como requisito necesario para el refinamiento por el método Rietveld.
RESULTADOS OBTENIDOS
Se seleccionó estos dos tipos de cementos debido a que tienen características diferentes en cuanto a resistencia a la compresión y por lo tanto desempeño. El Tipo I tiene mayor porcentaje de adición y es utilizado en construcción de viviendas, por otra parte el cemento tipo concretero se utiliza en aplicaciones que requieren mayor resistencia mecánica, es decir, en mega estructuras como puentes y carreteras.
En la figura 1 se superponen los resultados de difracción de rayos X de los tipos de cemento con el fin de observar diferencias significativas en las fases presentes en ellos. Resaltando las señales de información relevante desde el punto de vista del control del proceso.
Figura 1. Resultados XRD para el cemento tipo 1 (rojo) y Cemento concretero (azul)

41
Las principales diferencias se encuentran en las señales del yeso, el cuarzo y la calcita; más intensas en el cemento tipo I debido al porcentaje de adición. Así mismo se observa una importante diferencia en la señal que corresponde al C3S, la cual está relacionada directamente con la resistencia mecánica del cemento y es más intensa en el cemento concretero.
En la tabla 1. Se muestran los resultados obtenidos usando el método Rietveld y como era de esperarse un porcentaje de C3S mayor para el cemento concretero. Vale la pena mencionar que basado en los resultados obtenidos por este método matemático, es posible calcular el porcentaje de adición, el residuo insoluble, la cal libre (indicativo de la eficiencia en la quema) así como muchos otros parámetros que son de gran importancia para el control de proceso en la industria del cemento
Tipo de cemento C3S C2S CaO C4AF
(F) C3A Cub
C3A Ort MgO Arcanita Basanita
(B) Yeso (Y) Anihidrita Portlandita Calcita Quarzo
(Q)
Tipo 1 38.7 10.9 0.2 8.9 2.0 2.2 0.5 0.0 0.3 5.0 0.0 0.1 25.1 6.0
Concretero 57.1 12.1 0.2 10.6 3.2 0.1 0.6 0.0 0.5 4.2 0.0 0.0 10.5 1.0
Tabla 1. Análisis Cuantitativo obtenido por el método Rietveld.
Finalmente se concluye, que este proyecto permite analizar de manera detallada el proceso de producción de cemento o cualquier tipo de proceso que enfoque la producción en materiales cristalinos, Utilizando técnicas analíticas como XRF,XRD y el método de análisis cuantitativo de Rietveld.
PALABRAS CLAVE: Cemento, Rietveld, Difracción de rayos X.

42
ARTICULO DE REVISION
TRATAMIENTO DE AGUAS RESIDUALES A PARTIR DE DIGESTIÓN ANAEROBIA
Mass, K 1 y Medrano, Y 2
1 Universidad de San Buenaventura Seccional Cartagena, Egresada, Ingeniera Química
[email protected], 2 Universidad de San Buenaventura Seccional Cartagena, Egresada, Ingeniera Química
INTRODUCCION La eliminación de aguas residuales no tratadas produce impactos ambientales negativos en los cursos de agua receptores, en función de la concentración de contaminantes que dichas aguas contengan. Actualmente una de las problemáticas más tratadas es la contaminación del agua puesto que en los últimos años este recurso se ha venido agotando. Es por esta razón que hoy en día se están implementando nuevas tecnologías para la recuperación o reutilización de esas aguas contaminadas, realizando un tratamiento especial para la purificación de esas aguas. Generalmente los procesos de tratamiento utilizan una fase primaria para realizar la separación física de los sólidos mediante tanques de sedimentación, seguida de una etapa secundaria, donde se lleva a cabo la degradación bacteriana de la materia orgánica ( digestión anaerobia, lodos activados etc.). En el proceso de digestión anaerobia, la descomposición de la materia orgánica se lleva a cabo por la acción de un ecosistema bacteriano relativamente complejo, el cual en ausencia de oxígeno transforma la materia orgánica en metano (CH4) y bióxido de carbono (CO2). En base a lo anterior el objetivo de este artículo de revisión es resumir información de este tema y a la vez mostrar la importancia y la influencia que tiene la digestión anaerobia en el tratamiento de aguas residuales, el cual es un sistema biológico de bajo costos y a la vez aplica altas tecnologías en sus procesos. Se tiene que la digestión anaerobia consiste en una serie de procesos microbiológicos dirigidos a la digestión de la materia orgánica con producción de metano. Es un proceso en el que pueden intervenir diferentes tipos de microorganismos pero que está dirigido principalmente por bacterias. Presenta una serie de ventajas frente a la digestión aerobia, estos procesos anaerobios se usan para tratar residuos con alta carga orgánica contaminante, por ejemplo: los lodos producidos por los tratamientos primarios y secundarios de las actividades económicas. Una parte importante para obtener una buena remoción de materia orgánica en los procesos de digestión anaerobia, consiste en una adecuada selección del modelo. Estos modelos pueden ser aplicados a diferentes tipos de procesos de tratamiento de aguas residuales: lodos activados, reactores de lecho fluidizado, reactores de lecho fijo, entre otros.

43
METODOLOGÍA Para la recopilación bibliográfica de este artículo de revisión se realizó una búsqueda en diferentes fuentes: como libros de ingeniería química y de biotecnología, tesis de la Universidad San Buenaventura relacionadas con el tratamiento de aguas residuales, revistas científicas a nivel nacional e internacional encontradas en la página web , bases de datos electrónicas (ScienceDirecty, VirtualPro, Redalyc y Scielo), se recopiló y se clasificó la información más relevante teniendo en cuenta bibliografías de los años (2008-2013) sobre el tema de aguas residuales a partir de digestión anaerobia, se organizó la información y se realizó la redacción del artículo de revisión. CONCLUSION En la recopilación de la información sobre el tratamiento de aguas residuales a partir de la digestión anaerobia, se ha notado que con el pasar de los años este sistema ha venido implementado nuevas tecnologías, ya que este método es más rentable económicamente para plantas industriales. Para este tratamiento se implementan diferentes tipos de reactores entre ellos se encuentran: los UASB y los EGSB. En el estudio que se hizo de la revisión bibliográfica de los diferentes artículos se observó que el tipo de reactor más utilizado eran los UASB porque tienen un bajo consumo de energía, son más eficientes en donde los niveles de remoción de DBO/DQO son superiores al 80%, y lo más importante que son de bajo costo de operación
PALABRAS CLAVES:Aguas residuales, tratamiento anaerobio y efluente.
44
EVALUACIÓN DE ALTERNATIVAS PARA EL APROVECHAMIENTO EN SISTEMAS
DE COMPOST DEL MATERIAL LIGNOCELULOSICO DISPONIBLE EN LA UNIVERSIDAD DE SAN BUENAVENTURA CARTAGENA
Díaz L.*, Boneu A.*, Canchila A,
Navarro P., Fernández E., Pérez J., Gaviria F., Pulido A., Paredes K, Montiel D., González A.
*Universidad de San Buenaventura Seccional Cartagena, [email protected]
INTRODUCCIÓN
Las Instituciones de Educación Superior se ven afectadas por las mismas problemáticas que afectan a las ciudades, por lo cual una Gestión Sostenible Universitaria, puede generar procesos extrapolables a poblaciones mayores y ciudades, generando soluciones prácticas desde la academia hacia la comunidad. En la Universidad de San Buenaventura, seccional Cartagena se dispone de una producción significativa de residuos lignocelulósicos que no están siendo aprovechados de manera sostenible para la generación de valor agregado a partir de los mismos.
OBJETIVO GENERAL
Evaluar distintas alternativas para el aprovechamiento del material lignocelulosico disponible en el campus de la universidad de San buenaventura Cartagena.
OBJETIVOS ESPECÍFICOS
• Cuantificar la generación del material lignocelulosico en la universidad san buenaventura.
• Hacer un análisis fisicoquímico del material lignocelulosico y del compost, antes y después de su elaboración.
• Realizar un análisis estadístico a partir del comportamiento del pH en el compost, evaluando tres métodos con catalizadores biológicos para la elaboración de este.
45
METODOLOGÍA
Experimental-descriptiva.
En este estudio, los autores cuantificaron, caracterizaron y evaluaron distintas alternativas para el aprovechamiento del material lignocelulósico disponible en el campus con miras a la producción de compost. Se evaluaron tres proporciones de sustratos y tres pools de microorganismos, se realizaron mediciones de temperatura y pH a los diferentes bio-reactores durante cuatro semanas y el producto obtenido se caracterizó mediante pruebas de humedad, nitrógeno y carbono orgánico. Los resultados obtenidos se compararan utilizando un análisis Anova de una vía y un análisis de significancia.
RESULTADOS OBTENIDOS
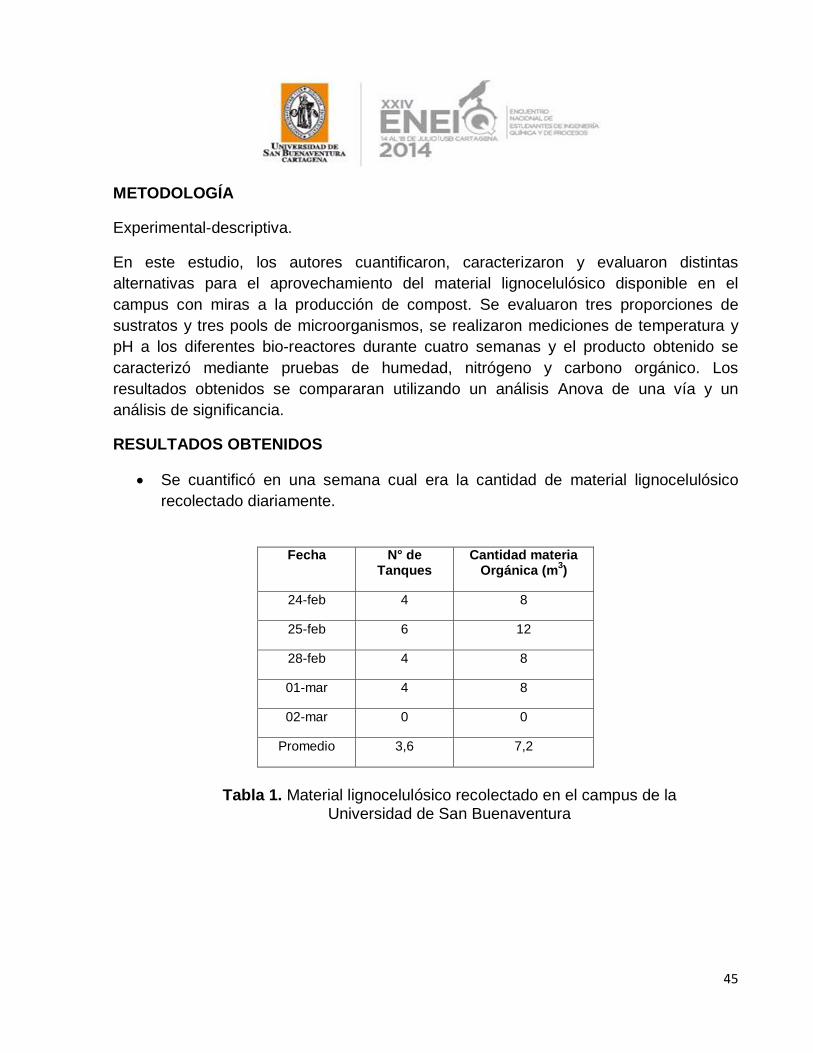
• Se cuantificó en una semana cual era la cantidad de material lignocelulósico recolectado diariamente.
Fecha N° de Tanques
Cantidad materia Orgánica (m3)
24-feb 4 8
25-feb 6 12
28-feb 4 8
01-mar 4 8
02-mar 0 0
Promedio 3,6 7,2
Tabla 1. Material lignocelulósico recolectado en el campus de la
Universidad de San Buenaventura
46
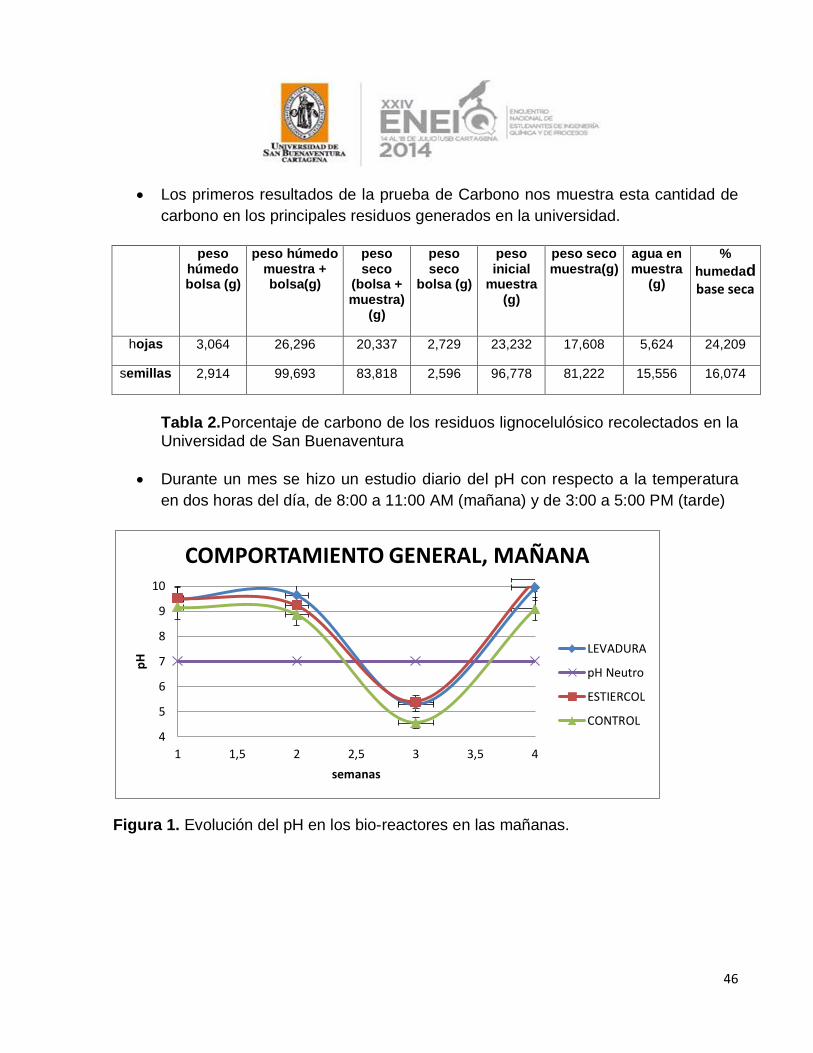
• Los primeros resultados de la prueba de Carbono nos muestra esta cantidad de carbono en los principales residuos generados en la universidad.
peso húmedo bolsa (g)
peso húmedo muestra + bolsa(g)
peso seco
(bolsa + muestra)
(g)
peso seco
bolsa (g)
peso inicial
muestra (g)
peso seco muestra(g)
agua en muestra
(g)
% humedad base seca
hojas 3,064 26,296 20,337 2,729 23,232 17,608 5,624 24,209
semillas 2,914 99,693 83,818 2,596 96,778 81,222 15,556 16,074
Tabla 2.Porcentaje de carbono de los residuos lignocelulósico recolectados en la Universidad de San Buenaventura
• Durante un mes se hizo un estudio diario del pH con respecto a la temperatura en dos horas del día, de 8:00 a 11:00 AM (mañana) y de 3:00 a 5:00 PM (tarde)
Figura 1. Evolución del pH en los bio-reactores en las mañanas.
4
5
6
7
8
9
10
1 1,5 2 2,5 3 3,5 4
pH
semanas
COMPORTAMIENTO GENERAL, MAÑANA
LEVADURA
pH Neutro
ESTIERCOL
CONTROL
47
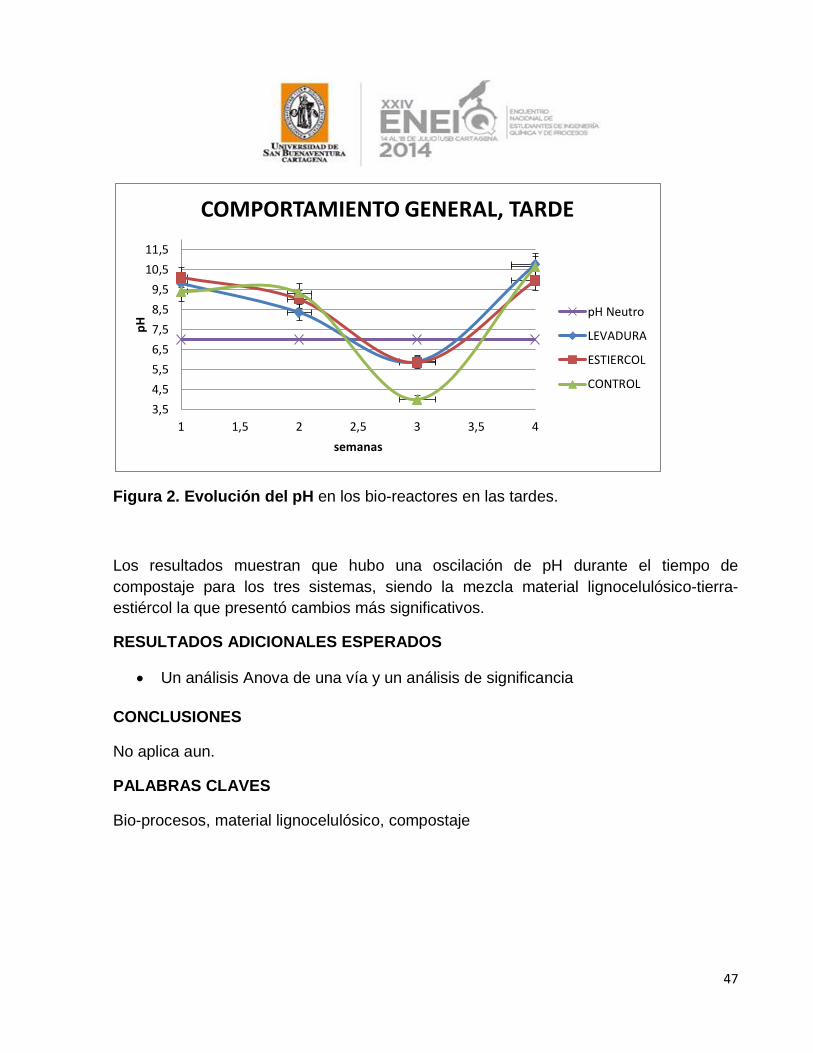
Figura 2. Evolución del pH en los bio-reactores en las tardes.
Los resultados muestran que hubo una oscilación de pH durante el tiempo de compostaje para los tres sistemas, siendo la mezcla material lignocelulósico-tierra-estiércol la que presentó cambios más significativos.
RESULTADOS ADICIONALES ESPERADOS
• Un análisis Anova de una vía y un análisis de significancia
CONCLUSIONES
No aplica aun.
PALABRAS CLAVES
Bio-procesos, material lignocelulósico, compostaje
3,54,55,56,57,58,59,5
10,511,5
1 1,5 2 2,5 3 3,5 4
pH
semanas
COMPORTAMIENTO GENERAL, TARDE
pH Neutro
LEVADURA
ESTIERCOL
CONTROL

48
MODELO PARA PREDECIR VISCOSIDADES EN SUSPENSIONES
Villegas, M.1, López, M.T.2, Serna, J.3, y Muñoz, D.A.4 1,2,3 Estudiante de Ingeniería Química. [email protected]
4 Profesor del Centro de Ciencia Básica.
INTRODUCCIÓN
La viscosidad es una variable con el que se puede predecir el comportamiento de un producto en su proceso de fabricación, lo cual es importante en la industria para el control del proceso y por tanto decisivo para conseguir la mejor calidad del producto. La medición de la viscosidad permite detectar cambios en el producto como el color, densidad, estabilidad, contenido de sólidos y peso molecular. Por lo tanto, en ciertos procesos industriales, la viscosidad es una variable de control fundamental que permite determinar el funcionamiento adecuado del proceso.Sin embargo, el hecho de que algunos materiales presenten cambios considerables de viscosidad cuando las condiciones del proceso cambian, hace que se requiera de una medición permanente de dicha variable en tiempo real, lo cual puede llegar a ser complicado.Actualmente en Colombia se han implementado diversos métodos para medir la viscosidad en tiempo real a nivel industrial; particularmente ECOPETROL cuenta con un sistema que opera bajo el principio de sensor vibrante, el cual consta de una placa metálica ubicada dentro de la tubería, lo que provoca vibraciones al paso continuo del material arrojando una señal análoga que se traduce en la magnitud de la viscosidad; este sistema tiende a descalibrarse frecuentemente debido a la variación de flujo de material y la fuerza de este, por lo tanto se debe recurrir a la toma de muestras durante el proceso para cuantificar la viscosidad en el laboratorio, lo cual ralentiza el desarrollo adecuado del mismo.
Con el fin de proporcionar a la industria un método sencillo y de bajo costo para predecir la viscosidad cuando las condiciones del proceso cambian,este trabajo propone la aplicación de principios físicos que modelan matemáticamente el proceso para desarrollar un sensor virtual que prediga la viscosidad a partir de medidas fácilmente disponibles a nivel industrial.
49
OBJETIVO
Proponer un medidor de viscosidad en línea que permita predecir dicha variable cuando las condiciones del proceso cambien.
METODOLOGÍA UTILIZADA
Para la determinación de la viscosidad en línea en un proceso industrial contando con la medición de las propiedades involucradas, tales como, diámetro del tubo (D), altura (𝑍), densidad (𝜌), flujo másico (�̇�), caudal (Q) y caída de presión (∆𝑃), se ha propuesto un sensor virtual programado en Excel, el cual se fundamenta en un balance de energía a partir de la ecuación de Bernoulli modificada. Los parámetros que el modelo requiere fueron identificados utilizando el método de la dos K propuesto por W. B. Hooper y posteriormente corregidos usando datos del montaje experimental. El modelo resultante fue resuelto por medio de un método numérico basado en homotopíaafín.
RESULTADOS OBTENIDOS
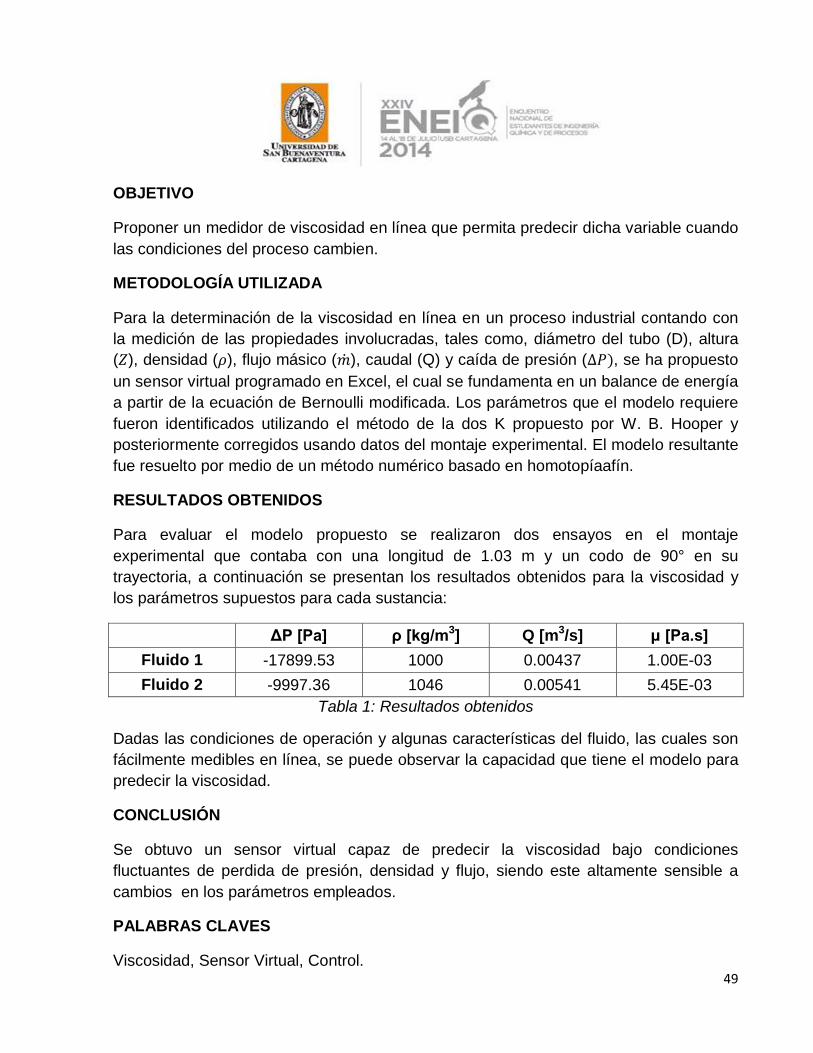
Para evaluar el modelo propuesto se realizaron dos ensayos en el montaje experimental que contaba con una longitud de 1.03 m y un codo de 90° en su trayectoria, a continuación se presentan los resultados obtenidos para la viscosidad y los parámetros supuestos para cada sustancia:
ΔP [Pa] ρ [kg/m3] Q [m3/s] μ [Pa.s] Fluido 1 -17899.53 1000 0.00437 1.00E-03 Fluido 2 -9997.36 1046 0.00541 5.45E-03
Tabla 1: Resultados obtenidos
Dadas las condiciones de operación y algunas características del fluido, las cuales son fácilmente medibles en línea, se puede observar la capacidad que tiene el modelo para predecir la viscosidad.
CONCLUSIÓN
Se obtuvo un sensor virtual capaz de predecir la viscosidad bajo condiciones fluctuantes de perdida de presión, densidad y flujo, siendo este altamente sensible a cambios en los parámetros empleados.
PALABRAS CLAVES
Viscosidad, Sensor Virtual, Control.

50
PONENCIAS INVITADAS

51
ESTUDIO DE LAS ETAPAS DE FERMENTACIÓN Y
DESTILACIÓN CON MEMBRANAS ACOPLADAS PARA LA PRODUCCIÓN DE ETANOL EN CONTINUO UTILIZANDO
EXPERIMENTACIÓN Y SIMULACIÓN Chamorro E.1* Sánchez E. 2 Muvdi C. 3
1. Estudiante de pregrado de Ingeniería Química. Universidad de San buenaventura
seccional Cartagena. [email protected] 2. Profesor Universidad de San buenaventura seccional Cartagena.
[email protected] 3. Profesor Universidad Industrial de Santander. [email protected].
INTRODUCIÓN
La mayor limitación del proceso convencional de producción de bioetanol por fermentación de azúcares proviene de la inhibición por producto, es decir, se presenta una disminución de la velocidad de producción de bioetanol, debido a la presencia del mismo. Este fenómeno ocurre normalmente cuando la concentración de bioetanol alcanza 12% en volumen. A esta concentración de alcohol etílico, la densidad celular dentro del fermentador empieza a decaer y el azúcar no puede ser transformado completamente. Sin embargo, esta situación se puede superar a través de la integración de los procesos de fermentación y separación del producto en continuo.
Conviene resaltar que, a través de técnicas alternativas de separación como destilación al vacío, extractiva, pervaporación, destilación con membranas, entre otras, se pueden lograr resultados favorables. Entre las anteriores técnicas se destaca la destilación con membranas (DM) la cual consiste en la separación mecánica de la mezcla bioetanol-agua procedente del caldo de fermentación utilizando como fuerza impulsora la diferencia de presiones parciales de vapor entre los lados de la membrana. La DM tiene sus primeros reportes científicos desde la década de los años sesenta. No obstante, este tipo de separación se ha llevado a cabo principalmente por lotes, puesto que los múltiples estudios desarrollados para acoplar la fermentación y DM aun presentan falencias que impiden el escalamiento a nivel industrial.
En este proyecto de investigación se estudiaron las etapas de fermentación y destilación con membranas acopladas para la producción de etanol en continuo a fin de reducir el efecto de inhibición por producto removiendo continuamente el etanol
52
obtenido de la fermentación alcohólica. La acumulación de etanol en el caldo de fermentación contribuye a que la membrana permita el paso de protones que inhiben la actividad de las enzinasATpasa la cual se encarga de mantener la homeostasis del pH de las células de levadura. Por consiguiente las células se encuentran en la obligación de consumir más energía para mantener la homeostasis del pH, hasta que el equilibrio entre la entrada pasiva de electrones y expulsión por la actividad de la bomba de protones ATpasa no pueda ser mantenido, dando lugar a la muerte de las células.
Posteriormente, se desarrolló una simulación en Aspen PlusTM V 8.4 de los procesos acoplados de fermentación y separación utilizando destilación con membranas. Se comparó la técnica implementada con la fermentación convencional desde el punto de vista de proceso.
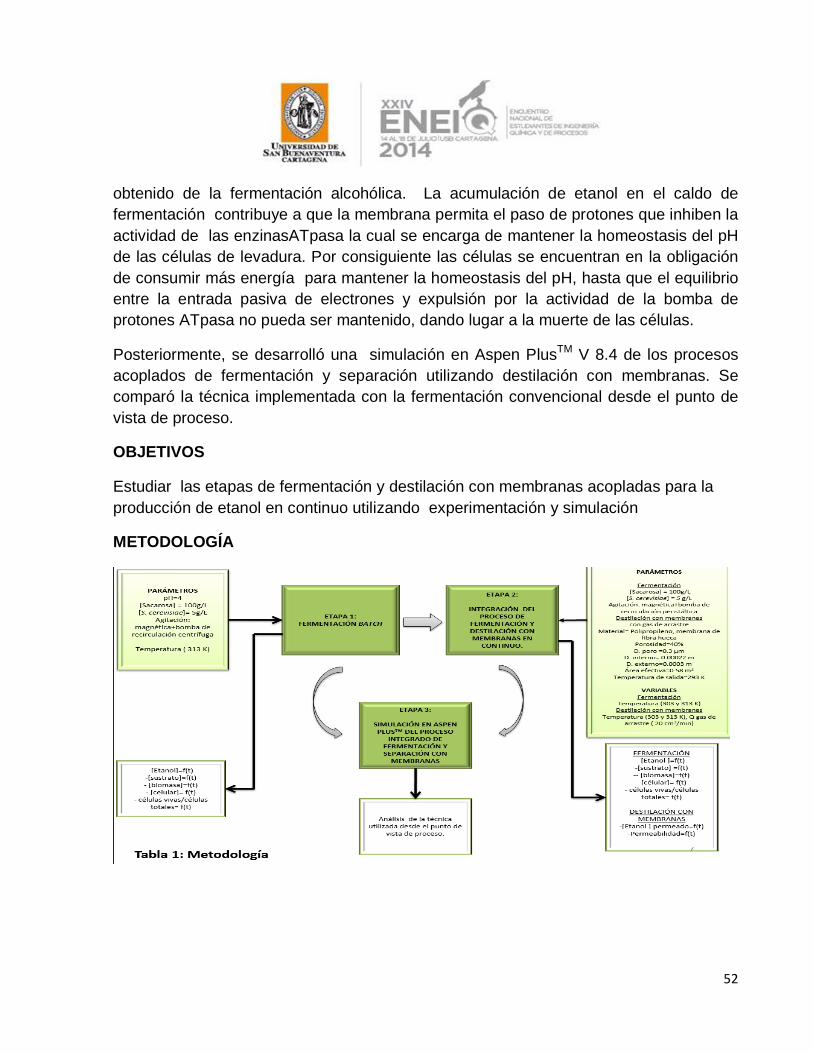
OBJETIVOS
Estudiar las etapas de fermentación y destilación con membranas acopladas para la producción de etanol en continuo utilizando experimentación y simulación
METODOLOGÍA

53
RESULTADOS
Fig. 22. Simulación del proceso integrado de Fermentación y Separación con membranas en Aspen PLUSTM V8.4.
CONCLUSIÓN
• El 54% de sacarosa pulverizada fue consumida por la levadura en la fermentación batch. A estos resultados se atribuye la lisis y el estrés celular ocasionado por la recirculación de la bomba peristáltica, puesto que la concentración de etanol alcanzada en el medio de cultivo no excede la de inhibición.
• En los procesos de fermentación (batch y continuo) no hubo variación significativa de porcentaje de biomada, lo que quiere decir que el consumo de sustrato fue mayormente transformado por los microorganismos para la producción de etanol y no para su crecimiento poblacional, como también expone en la tesis de grado de Acevedo, et al. (2003).

54
• En la experimentación batch se alcanzó una concentración máxima de 4% de etanol v/v, a las 80 h. Para las experimentaciones en continuo, la concentración de etanol en el caldo de fermentación permaneció constante solo a 40°C, indicando que no había acumulación en el bioreactor. Sin embargo, para 30°C no hubo una tendencia en la concentración de etanol, observando porcentajes superiores a los alcanzados aun en la fermentación batch. Lo cual se debió principalmente a errores generados en el método de inyección durante la cuantificación por GC/MS.
• Para la fermentación batchel porcentaje de células vivas en razón a las células totales alcanzó un 64.62% y para las fermentaciones en continuo excede el 70%. Esto se debió a que se tuvieron en cuenta como células vivas durante todo el proceso experimental aquellas que se mostraran transparentes o de color azul tenue en el microscópio, no obstante el color azul tenue identifica a las células en un estado de supervivencia no apta para síntesis de etanol y reproductibilidad.
• El flujo de aire de arrastre (20cm3/min) no fue lo suficientemente grande como para impulsar los vapores de etanol obtenidos en el caldo de fermentación lo cual generó una condensación de líquido dentro del carter de la membrana y obstrucción de los poros.
• Se pudo evaluar la técnica de Destilación con membranas utilizando aire (medicinal y ambiente) como gas de arrastre integrando el proceso de fermentación alcohólica a 30 y 40°C obteniendo una concentración máxima de permeado de 18.1 a 108 h y 3.22 a 36 horas respectivamente.
• La realización de la simulación permitió corroborar los datos obtenidos experimentalmente con el flujo de aire de arrastre de 1500mL/min.
PALABRAS CLAVES:
Fermentación, inhibición por producto, destilación con membranas, biomasa, permeabilidad, Simulación, viabilidad celular.

55
ESTUDIO DE LA CINETICA DE ADSORCIÓN DE CROMO (VI) EN CARBÓN ACTIVADO OBTENIDO DEL CUESCO DE
PALMA AFRICANA Silgado, K1*. Marrugo, G2. Puello, J3. López, V4
1-2 Universidad de San Buenaventura seccional Cartagena, Estudiante de Ingeniería Química, [email protected].
3 Universidad de San Buenaventura seccional Cartagena, Profesora Titular, Programa de Ingeniería Química.
4 Universidad Tecnológica del Sur, República Dominicana, Rector. INTRODUCCIÓN Los compuestos de Cromo (VI) son perjudiciales cuando se ingieren, e incluso en concentraciones bajas es letal. El cromo es un producto químico cancerígeno que se utiliza ampliamente en la industria de la curtiembre. Los efluentes de este proceso requieren tratamientos eficaces, y el carbón activado (CA) puede ser útil para el tratamiento de las aguas residuales, para concentraciones de cromo bajas. Debido a esto, se presenta la caracterización básica y la capacidad de adsorción de Cr (VI) en tres formas diferentes de un CA obtenido del endocarpio o cuesco de palma africana o de aceite. La humedad, densidad aparente, cenizas, pH, e índice de azul metileno fueron medidos para CA tipo pellets, granular y polvo. Del mismo modo, la cinética de adsorción fue evaluada para las tres formas de CA durante un tiempo de 2 horas, pH menor a 2, y temperatura ambiente. Se encontró que, para CA pellets y polvo, la adsorción de Cr (VI) sigue una cinética de pseudo-segundo orden, mientras que en el CA granular la adsorción de Cr (VI) es predominantemente del tipo difusión intra-particular. Los resultados de la cinética de adsorción también sugieren que las tres formas de CA se pueden utilizar en la eliminación de metales pesados tales como el Cr (VI) en aguas residuales, con el fin de satisfacer las normas ambientales de los países. OBJETIVOS
- Determinar las principales propiedades fisicoquímicas del carbón activado obtenido de cuesco de palma africana.
- Analizar la capacidad de adsorción de Cromo (VI) de tres tamaños de carbón activado, mediante ensayos estandarizados.
56
- Identificar las condiciones de proceso, a escala de laboratorio, que permitan remover Cromo (VI) de aguas residuales, a fin de disminuirel impacto ambiental generado por las mismas.
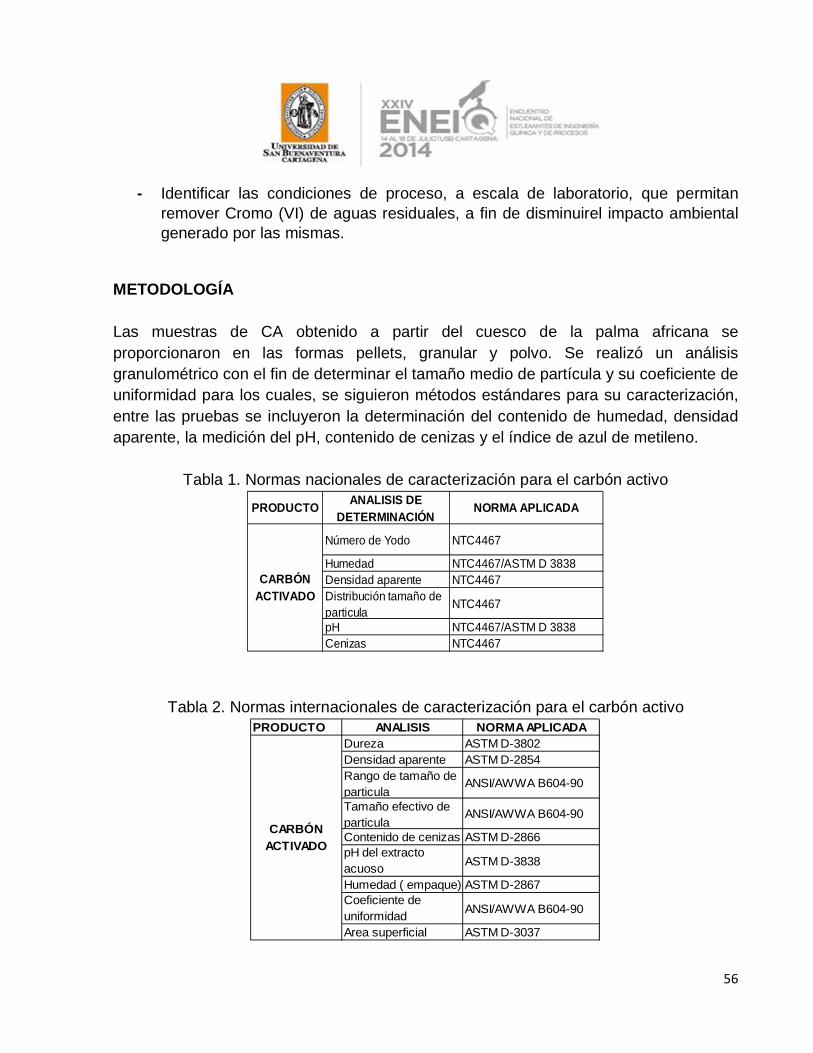
METODOLOGÍA Las muestras de CA obtenido a partir del cuesco de la palma africana se proporcionaron en las formas pellets, granular y polvo. Se realizó un análisis granulométrico con el fin de determinar el tamaño medio de partícula y su coeficiente de uniformidad para los cuales, se siguieron métodos estándares para su caracterización, entre las pruebas se incluyeron la determinación del contenido de humedad, densidad aparente, la medición del pH, contenido de cenizas y el índice de azul de metileno.
Tabla 1. Normas nacionales de caracterización para el carbón activo
Tabla 2. Normas internacionales de caracterización para el carbón activo
PRODUCTO ANALISIS DE DETERMINACIÓN
NORMA APLICADA
Número de Yodo NTC4467
Humedad NTC4467/ASTM D 3838Densidad aparente NTC4467Distribución tamaño de particula
NTC4467
pH NTC4467/ASTM D 3838Cenizas NTC4467
CARBÓN ACTIVADO
PRODUCTO ANALISIS NORMA APLICADADureza ASTM D-3802Densidad aparente ASTM D-2854Rango de tamaño de particula
ANSI/AWWA B604-90
Tamaño efectivo de particula
ANSI/AWWA B604-90
Contenido de cenizas ASTM D-2866pH del extracto acuoso ASTM D-3838
Humedad ( empaque) ASTM D-2867Coeficiente de uniformidad ANSI/AWWA B604-90
Area superficial ASTM D-3037
CARBÓN ACTIVADO
57
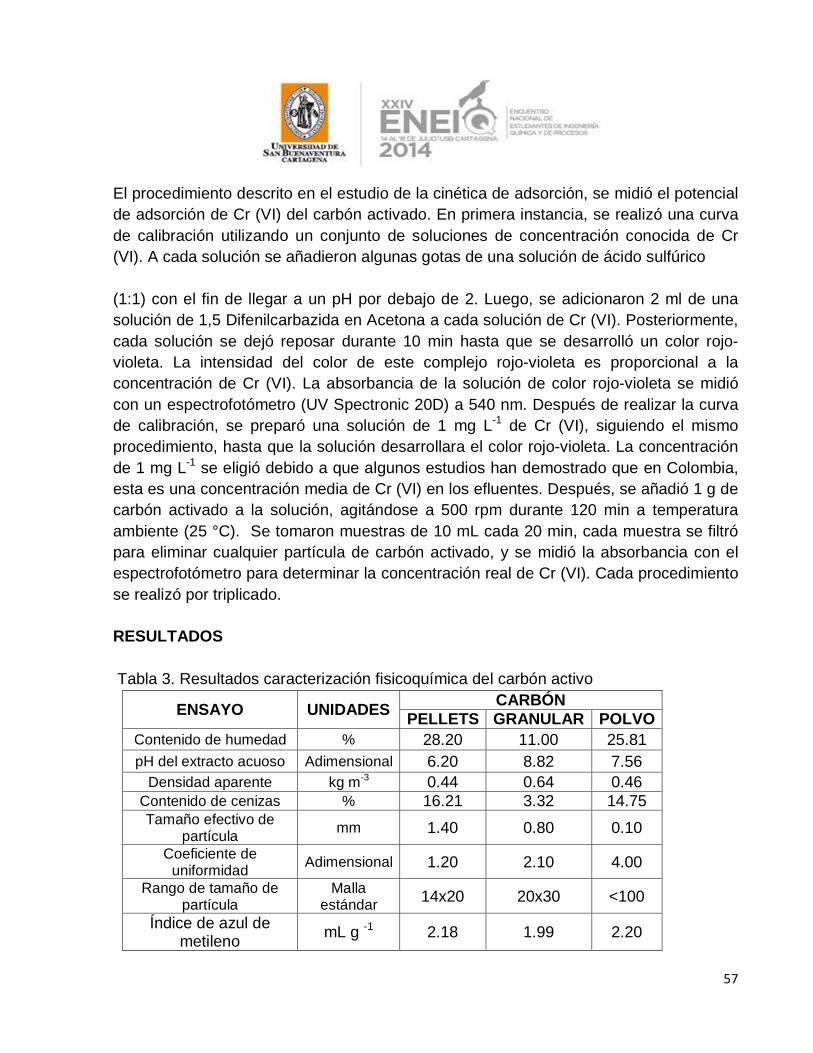
El procedimiento descrito en el estudio de la cinética de adsorción, se midió el potencial de adsorción de Cr (VI) del carbón activado. En primera instancia, se realizó una curva de calibración utilizando un conjunto de soluciones de concentración conocida de Cr (VI). A cada solución se añadieron algunas gotas de una solución de ácido sulfúrico (1:1) con el fin de llegar a un pH por debajo de 2. Luego, se adicionaron 2 ml de una solución de 1,5 Difenilcarbazida en Acetona a cada solución de Cr (VI). Posteriormente, cada solución se dejó reposar durante 10 min hasta que se desarrolló un color rojo-violeta. La intensidad del color de este complejo rojo-violeta es proporcional a la concentración de Cr (VI). La absorbancia de la solución de color rojo-violeta se midió con un espectrofotómetro (UV Spectronic 20D) a 540 nm. Después de realizar la curva de calibración, se preparó una solución de 1 mg L-1 de Cr (VI), siguiendo el mismo procedimiento, hasta que la solución desarrollara el color rojo-violeta. La concentración de 1 mg L-1 se eligió debido a que algunos estudios han demostrado que en Colombia, esta es una concentración media de Cr (VI) en los efluentes. Después, se añadió 1 g de carbón activado a la solución, agitándose a 500 rpm durante 120 min a temperatura ambiente (25 °C). Se tomaron muestras de 10 mL cada 20 min, cada muestra se filtró para eliminar cualquier partícula de carbón activado, y se midió la absorbancia con el espectrofotómetro para determinar la concentración real de Cr (VI). Cada procedimiento se realizó por triplicado. RESULTADOS Tabla 3. Resultados caracterización fisicoquímica del carbón activo
ENSAYO UNIDADES CARBÓN PELLETS GRANULAR POLVO
Contenido de humedad % 28.20 11.00 25.81 pH del extracto acuoso Adimensional 6.20 8.82 7.56
Densidad aparente kg m-3 0.44 0.64 0.46 Contenido de cenizas % 16.21 3.32 14.75 Tamaño efectivo de
partícula mm 1.40 0.80 0.10 Coeficiente de
uniformidad Adimensional 1.20 2.10 4.00 Rango de tamaño de
partícula Malla
estándar 14x20 20x30 <100 Índice de azul de
metileno mL g -1 2.18 1.99 2.20

58
PALABRAS CLAVES Carbón Activado, Cromo Hexavalente, Cinética de Adsorción

59
PLANTA MÓVIL PARA LA OBTENCIÓN DE BIODIESEL A
PARTIR DE LA SEMILLA DE Jatropha Curcas L Marrugo, G1*. Silgado, K2*.Puello, J3. Acevedo, P4.
1-2Universidad de San Buenaventura seccional Cartagena, Estudiante de Ingeniería Química,
[email protected]. 3Universidad de San Buenaventura seccional Cartagena, Profesora Titular, Programa de Ingeniería
Química
4Universidad Cooperativa de Colombia, Profesora Titular, Programa de Ingeniería Industrial INTRODUCCIÓN La alta demanda de combustibles, la contaminación ambiental generada por el uso de los mismos, la dependencia económica de los propietarios de plantaciones hacia entidades suministradoras de electricidad y combustibles y la necesidad de proporcionar nutrientes al campo para la fertilización de cultivos, promueven la necesidad de estructurar un sistema que reduzca el impacto ambiental ocasionado por productos de origen fósil, que sea económicamente viable de realizar, que reporte un beneficio financiero y finalmente que promueva la valorización de la mano de obra rural. En este contexto, la producción de Biodiesel a partir de Jatropha curcas Lse ha convertido en un negocio floreciente, debido a que el aceite extraído de la semilla puede ser fácilmente convertido en biocombustible líquido a través de una reacción de transesterificación, de modo que cumpla con los estándares americanos y europeos. La Jatropha curcas L., es una planta silvestre que produce semillas con un alto contenido de aceite, soporta situaciones de sequía severa, baja fertilidad del suelo y crece sin riego en una amplia gama de regímenes de lluvia, de 250 a 3000 mm por año. El rendimiento anual es de 10 toneladas de frutos y 6 toneladas de semillas por hectárea. Uno de los beneficios de la puesta en marcha de la planta móvil es la producción de biocombustible, con el objetivo de reducir la necesidad y el uso prolongado de combustibles fósiles. De este modo, la Jatropha se constituye en una fuente local de energía renovable que permite a agricultores generar ganancias económicas a partir de los productos obtenidos de la misma, en lugar de usar combustibles fósiles, servicios eléctricos y fertilizantes inorgánicos.

60
OBJETIVOS
- Plantear el diseño conceptual de una planta móvil para la obtención de biodiesel a partir de la semilla de Jatropha.
- Impulsar el desarrollo laboral de agricultores y cultivadores de Jatropha, de modo que puedan incrementar la plantación para el aprovechamiento integral de la misma.
- Reducir el impacto ambiental ocasionado por los combustibles fósiles mediante el uso del Biodiesel obtenido; asimismo contribuir a la fertilización de cultivos mediante el uso de la torta resultante de la extracción de aceite de la semilla de Jatropha.
- Promover la independencia económica del campo y/o plantaciones de Jatropha, a través de la producción de Biodiesel insitu y del auto-abastecimiento de biocombustibles y energía eléctrica.
- Incitar el desarrollo regional a mayor escala, creando nuevas opciones de negocios para la zona rural.
METODOLOGÍA La planta móvil para aprovechamiento de semilla de Jatropha, es una planta cuyas dimensiones permiten que sea trasladada entre puntos estratégicos de zonas rurales, a manera de remolque. Esta planta móvil consta de una prensa extractora de aceite, un reactor para llevar a cabo el proceso de transesterificación, y un generador que proporciona energía eléctrica a las mismas y que a su vez es alimentado por el Biodiesel obtenido en la planta. Una ventaja que representa esta planta móvil, es que el generador de la planta también puede suministrar energía eléctrica a algunos dispositivos eléctricos en las propiedades de cultivos o monocultivos, así como a maquinaria ligera. De esta manera, la planta móvil suple varios requerimientos básicos de energía en zonas rurales. La extracción del aceite de las semillas de Jatropha es realizada por prensado. Las semillas ingresan a la prensa sin cáscara, por lo tanto las cáscaras pueden ser utilizadas en la producción de biogás o como fertilizante orgánico. La extracción por prensado retira hasta el 90% del aceite presente en las semillas y no lo contamina, permitiendo que sea alimentado a la unidad de transesterificación sin necesidad de un tratamiento previo de purificación junto con el metanol e hidróxido de sodio.

61
Cuando el proceso de obtención de Biodiesel es llevado a cabo a temperaturas alrededor de los 60°C, en la correcta relación molar metanol-aceite (4:1 a 6:1), el rendimiento de la reacción puede alcanzar alcanza el 98%. Este proceso es tipo Batch, por ello, las dimensiones de la unidad de transesterificación dependerá de la cantidad de Biodiesel que se desee obtener. La temperatura adecuada para llevar a cabo la reacción de transesterificación es 60°C, si la transesterificación se realiza a temperaturas muy altas, es muy posible que la viscosidad del aceite disminuya, se vea acelerada la producción de jabones (reacción de saponificación) y disminuya el rendimiento de Biodiesel. Por ello, se sugiere el control de la temperatura en la unidad de transesterificación. Por otra parte, la cantidad de Hidróxido de Sodio a utilizar en el proceso debe ser determinada cuidadosamente, debido a que si se adiciona muy poca cantidad, la reacción tardaría más tiempo en llevarse a cabo, y por el contrario, si se adiciona en exceso conduciría a la formación de jabones. En cuanto al alcohol que se añade como reactivo en la transesterificación, se sugiere usar metanol, pues su uso es más extendido que el etanol en la producción de biocombustibles RESULTADOS ESPERADOS Los cambios climáticos causados por las emisiones actuales de CO2 y los gases de efecto invernadero, el aumento del costo del crudo, entre otros, pueden ser estabilizados mediante el aprovechamiento de la semilla de Jatropha, que permite obtener diversos productos: el aceite de la semilla de Jatropha y Biodiesel; la torta residual, el glicerol y energía eléctrica. El Biodiesel obtenido tiene propiedades valiosas como baja acidez, buena estabilidad a la oxidación en comparación con el aceite de soja, baja viscosidad con respecto al aceite de ricino y mejores propiedades de refrigeración con respecto al aceite de palma, está exento de compuestos parafínicos, nafténicos y aromáticos, lo que representa menor cantidad de emisiones al ambiente. Por otra parte, el punto de inflamación es superior en comparación con el gasoil, lo que garantiza una manipulación y almacenaje más seguro. La torta puede ser usada como alimento en gasificadores para producir biogás con uso potencial en la operación de motores. Dado que las semillas son de naturaleza tóxica, al retirar las toxinas mediante técnicas biotecnológicas, la torta puede ser útil como alimento de animales propios de zonas rurales (aves de corral, cerdos y ganado), debido a su alto porcentaje en fibra y proteínas. El glicerol obtenido puede ser comercializado a industrias y ser refinado a glicerina, la cual es usada como lubricante de maquinarias específicas, materia prima en la obtención de barnices, preservación de

62
pieles en la industria del cuero, o en la industria textil para proporcionar elasticidad y suavidad a las telas. Finalmente, la energía eléctrica producida por el generador es almacenada en una batería al tiempo que la planta móvil está en funcionamiento, de modo que se pueda utilizar posteriormente para encender algunos dispositivos eléctricos y la maquinaria ligera. PALABRAS CLAVES Jatropha Curcas L, Planta móvil, Sostenibilidad

63
EVALUACIÓN DE LAS FRUTAS DE ENTEROBIUM CYCLOCARPUM Y SAMANEA SAMAN COMO COAGULANTE
NATURAL EN LA CLARIFICACIÓN DE AGUAS
Agamez, C 1, Gale, M2, Orozco, J.3
1 Universidad San Buenaventura seccional Cartagena, Estudiante de Ingeniería Química. [email protected]
INTRODUCCION La coagulación es el proceso más importante en el tratamiento convencional del agua. Su aplicación incluye la remoción de especies en suspensión, mediante la adición de coagulantes químicos. En los países en desarrollo utilizan en gran medida estas sustancias debido a la capacidad de actuar como coagulantes/floculantes eficientemente en un amplio rango de pH, entre estos se hallan el sulfato de aluminio y sulfato férrico, pero una desventaja está asociada a los altos costos de adquisición, además, existe evidencia que relaciona a los coagulantes a base de aluminio, con el desarrollo de la enfermedad de Alzheimer en los seres humanos, debido a la presencia de aluminio residual en el agua tratada. Los polímeros orgánicos naturales se han usado por más de 4000 años en India, en África y en China como coagulantes eficientes y como ayudantes de coagulación de aguas con alta turbidez, para uso doméstico en áreas rurales; Teniendo en cuenta la problemática anterior, la presente investigación, tiene como objeto evaluar el uso potencial de las frutas de Enterolobiumcyclobium y Samaneasaman como agente coagulante para el tratamiento de aguas residuales, y seleccionar la dosis optima de coagulante que garantice una significativa reducción de turbidez, color y microorganismos. Por otra parte, se pretende identificar que parte del fruto posee el potencial coagulante; epicarpio, mesocarpio o endocarpio y, que sustancia presente en la fruta es la que tiene un efecto desestabilizador de las cargas coloidales para crear coágulos. Para determinar la dosis óptima de los de los agentes coagulantes empleados en el proceso de sedimentación se utiliza un procedimiento de laboratorio conocido como la prueba de jarras, el cual consiste en una serie de mezcladores rotacionales a estala laboratorio a fin de conseguir el mezclado uniforme de varias muestras simultáneamente.

64
OBJETIVOS
Objetivo general
Evaluar y caracterizar las frutas de Enterobiumcyclocarpum y Samaneasamàn como coagulante natural que garantice la clarificación de aguas residuales.
Objetivos específicos
- Realizar una caracterización fisicoquímica de las frutas E. cyclocarpum y S. samàn
- Establecer el potencial de reducción de los microorganismos patógenos presentes en el agua con fines de un buen saneamiento.
- Identificar que parte de la fruta (epicarpio, mesocarpio y endocarpio) presenta el poder coagulante.
- Analizar que sustancia es la que se encarga en desestabilizar las cargas coloidales del agua residual.
- Diseñar una planta de producción de coagulante natural a partir de frutas de Enterolobiumcyclocarpum y Samaneasaman a escala laboratorio.
METODOLOGIA
En la presente investigación, el tipo de metodología que se está abordando es descriptiva – experimental, donde se especifican los hechos desde la observación de las variables valiéndose de elementos cualitativos y cuantitativos. Además se maneja una metodología cuantitativa, ya que se busca manipular una o más variables independientes para ejercer el control.
1. Preparación de la solución coagulante Inicialmente cada fruta de E. cyclocarpum y S. saman se divide en epicarpio, mesocarpio y endocarpio y, mediante observación se identifica cual de las tres posee mayor poder coagulante para remover turbidez y color. La parte de la fruta que sea capaz de remover una gran cantidad de impurezas en comparación con las demás, se trabaja posteriormente con ella en la prueba de jarras.

65
La materia prima se procesara en un molino, ajustando su velocidad de tal maneraque se obtenga un polvo muy fino, el cual se pasa a través de un tamizador mecánico (Thomas Scientific J-IR) usando una serie de tamices de medidas ASTM conmallas de 710 y 600 μm. Posteriormente, se preparalas dosis del producto pulverizado 10, 20, 50,100, 250 y 500 mg/L en agua destilada y la soluciónresultante se debe filtrar ya sea con papel filtro o membrana de nitrato de celulosa (poro de 45 μm) (Ndabigengesereet al., 1995).
2. Preparación de agua turbia sintética El agua turbia sintética se prepara mediante la adición de 5 g de caolina en 1 litro de agua corriente. Esta suspensión fue agitada en forma continua por una hora para lograr una dispersión uniforme de las partículas de caolina y se estableció un periodo de 24 horas para la hidratación completa de estas partículas (Okudaet al., 2001a; Okudaet al., 2001b). Luego, se tomó unaalícuota de 13 mL del agua turbia sintética y sediluyó en 500 mL de agua, obteniéndose una turbiedadde 100 NTU. Se efectuaron diluciones sucesivashasta obtener los valores de turbiedadprefijados: 10; 15; 25; 50; 75 y 100 NTU, tales valoresfueron verificados en un turbidímetrodigital(Orbeco-Hellige).
3. Inoculo microbiano Las soluciones de agua turbia sintética fueron inoculadas con una alícuota (0,5 mL) de cultivos puros de E. coli(CAZ-085) con el propósito de evaluar la capacidad de remoción de los microorganismos por parte del agente coagulante de estudio. La densidad de microorganismos coliformes totales y fecales fue estimada por medio de la técnica de fermentación de tubos múltiples, siguiendo la metodología referida en el Standard Methods antes y después de la prueba de jarras.
4. Selección de dosis optima La simulación del proceso coagulación-floculación se realiza mediante la prueba de jarras para la selección de la dosis óptima del coagulante, en una serie de 6 vasos de precipitado conteniendo 1 L de agua turbia sintética en las dosis seleccionadas (10, 25; 50; 100; 250 y 500 mg/L). Determinándose los parámetros fisicoquímicos: pH, alcalinidad total, color, turbiedad, número más probable (NMP), conteo de heterótrofos totales y prueba de antibiograma antes y después de la prueba de jarras.

66
RESULTADOS
Al finalizar el proyecto se desea mejorar el proceso de clarificación de aguas con la E. cyclocarpum y S. samàn para promover su uso como coagulantes.
Facilitar el uso de este coagulante formando pastillas o llevándolo a polvo.
Crear una alternativa económica y amigable con el ambiente parar la comunidad en general; disminuyendo la cantidad de personas que usan coagulantes químicos.
Palabras claves: Cyclocarpum, samaneasaman, coagulante
67
SIMULACIÓN MOLECULAR EN LA ING. QUÍMICA:
EL TAMAÑO IMPORTA.
Lambis-Miranda, H. A.1 1Ingenieria de Procesos.. Fundación Universitaria Tecnológico Comfenalco.
[email protected] , [email protected] INTRODUCCIÓN Los nuevos materiales creados por nanopartículas dispersantes en un matriz polimérica se esfuerzan por cumplir con la promesa de una mayor y con frecuencia propiedades únicas a un costo reducido. La disponibilidad de la estructura las relaciones de propiedad y los modelos de predicción se consideran necesarios para materiales a la medida de acuerdo a nuestras necesidades1. Muchos de estos materiales son derivados de la industria petroquímica y enfrenta considerables retos desde el punto de vista económico, ambiental y social en el siglo XXI. Para el desarrollo de cualquier proceso industrial, se necesitan gran cantidad de propiedades termo-físicas y químicas. Una alternativa que complementa al trabajo experimental es la llamada Simulación Molecular (SM), que en principio, puede predecir propiedades físico-químicas de cualquier material, y ‘a priori’ proporcionar datos relevantes para el diseño de procesos en ingeniería. Varias teorías moleculares han logrado avances de importantes en la predicción del comportamiento de fases de equilibrio y las propiedades macroscópicas de nano-compuestos poliméricos. Una amplia gama de teórica de métodos que incluyen: Teoría ecuación integrante, Teoría del funcional de densidad, y la Teoría de campo medio auto-consistente son desarrollado y aplicado para ampliar nuestro conocimiento de forma continua.

68
OBJETIVO Desarrollar de métodos para cubrir la amplia gama de escalas espacio-temporales de los fenómenos estudiados y la complejidad de los sistemas con gran número de elementos que interaccionan. METODOLOGÍA La Simulación Molecular es un conjunto de técnicas computacionales que envuelven modelos de sistemas químicos en un nivel de escala atómico, molecular y Mesoscópico. En el nivel atómico, se resuelve la ecuación de Schrödinger para el movimiento de electrones, obtenido información para el diseño de nuevas moléculas, predicción de la energía asociada a una reacción química y predicción de propiedades espectroscópicas. A nivel molecular, se usan técnicas como Dinámica Molecular (MD) y Monte-Carlo (MC), para predecir propiedades termodinámicas, puntos críticos, equilibrio de vapor y transporte de calor, entre otros. La escala Mesoscópico (Coarsegrained) describe el comportamiento de sistemas con unidades fundamentales (Beads) más grandes que el nivel molecular, sin un nivel de detalle cuántico, pudiéndose determinar dinámica de fluidos, comportamiento de polímeros en interfaces mediante aproximaciones de campo medio (MF) y líquidos complejos. CONCLUSIÓN La SM es una herramienta que puede sugerir nuevos experimentos, para la predicción de propiedades macroscópicas basadas en las interacciones microscópicas. Palabras claves: Simulación, Procesos, Molecular, Mesoscópico, Termodinámica

69
STUDY OF FERMENTABLE SUGARS PRODUCTION
FROM MICROALGAE AND LIPID EXTRACTION USING SEPARATED AND MULTIFUNCTIONAL PROCESSES:
EXPERIMENTAL AND MODELLING
Peralta-Ruiz, Y.1, González-Delgado, A2*.
1Universidad de San Buenaventura seccional Cartagena, Docente de Ingeniería Química, [email protected]
1Universidad Nacional Abierta y a Distancia UNAD, Docente de Especialización en Procesos de Alimentos y Biomateriales, [email protected]
INTRODUCCIÓN Due to the unique cellular structure of algae, they can collect energy more efficiently than land plants, the extraction of carbohydrates, lipids, pigments, proteins and special substances from microalgae biomass is under research for obtaining several bioproducts, an interesting alternative for obtaining these products is the use of multifunctional processes for simultaneous extraction separation and transformation of two or more desired products. the other alternative consists in the optimization of operating conditions and routes for obtaining a desired specific metabolite, extraction of pigments can be made by cell breaking, solvent extraction and centrifugation, or using supercritical fluids, and purification is made using microfiltration, reducing sugars can be obtained by hydrolysis reaction with simultaneous cell wall disruption for oil extraction, proteins are extracted for its use as fertilizer, animal feed supplement and substrate for fermentation. OBJETIVOS This work is focused on the evaluation of routes for obtaining valuable metabolites of microalgae Amphiprora sp. and Navicula sp. and comparison of methods and bioproducts using acid hydrolysis processes, solvent extraction, and organosolv pretreatment. In addition, the work shows the implementation of a multifunctional process, compiling the hydrolysis, extraction and transesterification in a system,

70
comparing monosaccharides concentration, lipids and other obtainable bioproducts in relation to time, and defining kinetic parameters associated with that process. METODOLOGÍA Measurement of total reducing sugars for both monosaccharide production alternatives evaluated was performed using the method of dinitrosalicylic acid (DNS) proposed by Miller. For its quantification, base 10 dilutions were used for each of the samples taken by water-soluble bioproducts in acid solution and pretreatment liquor. Absorbance measurements were performed at 540 nm on a spectrophotometer. Kinetic parameters for transformation of cellulosic components of Navicula sp. in reducing sugars and degradation of these sugars were found based on the model presented by Téllez-Luis for polysaccharides hydrolysis, which describes a first-order consecutive reaction with two irreversible steps. RESULTADOS The increase in contact time of hydrochloric acid to the microalga biomass of Amphiprora sp. influenced the release of lipids after solvent extraction. When the cellular lysis time was 120 minutes, a Relative Extraction Ratio of 75.58 % was reached, followed by 63% and 50% when the pretreatment time was 60 and 30 minutes, respectively. Acid hydrolysis method facilitated lipid extraction by breaking the cellular walls and allows to the solvent easier access to the microalgae oil, which was reflected in the increase of Relative Extraction Ratio. The spectra obtained by spectroscopic Fourier transform infrared (FTIR) indicated an increase in the band area corresponding to the carbonyl bond (C=O) around of 1750 cm-1 and the strip forming of the aliphatic chains between 2800 and 3000 cm-
1, after 2 hours of reaction for the system with ethanol and 1 hour for the process with methanol CONCLUSIÓN Comparison of evaluated routes shows that OSE is the most convenient of routes evaluated from the efficiency point of view for cell disruption and microalgae oil extraction in lab-scale, and multifunctional routes presents the highest reducing sugars yield which are comparable with bean dregs waste and cashew apple bagasse.
PALABRAS CLAVES Biofuels, Microalgae, hydrolysis.

71
SELECCIÓN BAJO CRITERIOS ECONÓMICOS DE UNA
CEPA DE MICROALGA PARA EL DESARROLLO DE UNA BIOREFINERÍA
Pinzón Frias, A.1, González-Delgado, A.2 y Kafarov, V.1
1Universidad Industrial de Santander, estudiante de Ingeniería Química
2Universidad de San Buenaventura, [email protected]
INTRODUCCIÓN
Los problemas ambientales causados por el uso de combustibles fósiles y el reconocimiento global de que las reservas de crudo son finitas, han llevado a la búsqueda de fuentes energéticas renovables alternas con alta productividad y que en lo posible limiten la emisión de CO2. No obstante, varios factores deben tenerse en consideración para la producción sostenible de biocombustibles, por ejemplo, la necesidad de optimizar la selección de la materia prima, de las etapas del proceso, las tecnologías de procesamiento y los productos manufacturados; En este caso una metodología es aplicada para seleccionar una cepa de microalga, por ser una alternativa para la generación de energía pero que se limita por el desarrollo actual de las tecnologías de producción así no compiten favorablemente frente a los combustibles fósiles, sobretodo en la viabilidad económica.
OBJETIVO
Bajo criterios económicos de los productos manufacturados se selecciona una cepa de microalga y se establece el mínimo volumen de producción, a partir de este punto se empiezan a generar ganancias en una biorefinería de microalgas para la obtención de energía y sustancias valiosas.

72
METODOLOGÍA
La metodología (Figura 1) se basa en un modelo publicado previamente (Pinzón Frias, et al., 2014) para determinar la mínima composición rentable de metabolitos en la microalga. Las variables más importantes que se fijaron requieren un análisis de sensibilidad para seleccionar el mejor escenario para la producción de energía a partir de microalgas, Además, hay que tener en cuenta que la composición de una cepa está basada en la combinación de metabolitos, por ende, es necesario definir una configuración ideal donde la generación de ganancias a partir de las sustancias valiosas es simultánea a una alta producción de biocombustibles, para asegurar este resultado se limitan los extractos finos como pigmentos (máx 5%) y Ácidos Grasos Poli-Insaturados AGPIs (máx 10%), los demás metabolitos son limitados por los rangos de composiciones reportadas en la literatura. Finalmente mediante revisión bibliográfica se evalúan las cepas de microalga que se pueden ajustar a los criterios de selección establecidos. y se reporta la composición química de la cepa promisoria para el desarrollo de una biorefinería de microalgas.
Figura 1. Diagrama del procedimiento que determina el CMRMM
Cálculo del Composición Mínima Rentable de los Metabolitos en la Microalga CMRMM (X’)
𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺 � $𝑦𝑦� = (𝑝𝑦𝑝𝐺𝐺𝑝 ∗ 𝐺𝐺𝑝𝐺𝐺𝐺𝑐𝐺𝑐 ∗ 𝑝𝑒𝐺𝐺𝐺𝑝𝐺𝐺𝐺𝐺 ∗ 𝑋′) � $
𝑦𝑦� − 𝐶𝐶𝐶 � $
𝑦𝑦�Cálculo del
InicioInicio
Calculo de α (costos de inversión) y β(costo
Entradas (características de la planta,
X=X’/Y
Y(rendimiento de
X’X’
XX
No
¿Hay una reacción?
SiSi
73
RESULTADOS OBTENIDOS
En primer lugar se exponen los resultados del trabajo previo (Pinzón Frias, et al., 2014), se grafican los analisis de sensibilidad para encontrar valores destacados que generen posibles escenarios favorables para la sostenibilidad económica de una biorefinería a partir de microalgas, estableciendo una composición de cepa ideal (48.3% lípidos, 10% AGPIs, 8.3% carbohidratos, 28.3% proteínas y 5% pigmentos) se determina una mínima capacidad de producción (100,493.2 Ton/a. ) que representa el umbral necesario para empezar a generar ganancias en la planta. Finalmente se seleccionan, mediante revisión bibliográfica, las cepas promisorias (Nannochloropsissp y NeochlorisOleabundans.) para la biorefinería junto con la composición fisicoquímica.
CONCLUSIONES
Mediante el aprovechamiento integral de la biomasa microalgal y una capacidad de producción alta es posible generar energía y sustancias de alto valor de forma sostenible económicamente en una biorefinería.
PALABRAS CLAVE: Metabolitos, Microalgas, Rentabilidad.
74
CAPACIDAD CALORÍFICA DE ASFALTOS INDUSTRIALES MEDIANTE LA TÉCNICA DE CALORIMETRÍA
DIFERENCIAL DE BARRIDO MODULADO
Puello, J.1*, Afanasjeva, N.2, Alvarez, M.3 1Universidad de San Buenaventura Seccional Cartagena, Profesora Programa de
Ingeniería Química, [email protected] 2Universidad del Valle, Profesora Departamento de Química.
2Universidad Industrial de Santander, Profesor Escuela de Ingeniería Química.
INTRODUCCIÓN
El estudio del comportamiento térmico de los asfaltos es de interés, por cuanto permite estimar el calor necesario para que éstos alcancen las temperaturas necesarias en los procesos de mezclado, entre otros; esto con el fin de que estos materiales tengan un desempeño adecuado durante su servicio. La calorimetría de barrido diferencial (DSC – DifferentialScanningCalorimetry) mide el flujo de calor que entra o sale de una muestra (comparado con una referencia) a medida que la muestra se somete a un programa de temperatura (Wunderlich, 1990). La técnica de DSC modulado (MDSC) es una adaptación en la cual la temperatura (y por ende, la rata de calor) se modula alrededor de un programa subyacente de calentamiento o enfriamiento. La temperatura promedio sigue la programación del DSC convencional, pero al mismo tiempo se superpone una perturbación periódica sinusoidal de la temperatura. Esto tiene como ventaja de que combina una rata de calentamiento lento subyacente para una buena resolución, al tiempo que se cuenta con ratas cortas de calentamiento para una buena sensibilidad.
OBJETIVOS
Determinar la capacidad calorífica de tres asfaltos industriales en su estado inicial y dos estados de envejecimiento acelerado, mediante la técnica de calorimetría diferencial de barrido modulado (MDSC).
Obtener las correlaciones que describen la variación de la capacidad calorífica del asfalto estudiado, en función de la temperatura.
Comparar el comportamiento de la correlación entre la capacidad calorífica y la temperatura, para diferentes estados de envejecimiento del asfalto estudiado.

75
METODOLOGÍA
Los asfaltos estudiados fueron los provenientes de la Refinería de Apiay y Barrancabermeja (Colombia, ambos con grado de penetración 60-70 y grado de desempeño 64-22), y del Complejo Llano Grande (Venezuela, grado de penetración 60-70 y grado de desempeño 70-22). De cada asfalto se tomaron muestras en su estado inicial, envejecido en película fina rotatoria (ensayo RTFOT RotatingThin Film Oven Test, ASTM 2872) y en vaso de envejecimiento a presión PAV (PressureAgingVessel, ASTM 6521). Entre 5 y 10 mg de cada muestra de asfalto fueron analizados en un calorímetro TA instruments, Modelo DSC Q200, según el método descrito a continuación, para la obtención de los termogramas: Calentamiento de la muestra a 150°C durante 15 minutos, enfriamiento a 10°C/min hasta -140°C, mantener a -140°C durante 15 minutos, modular ± 0,75°C a 1 ciclo/min ; calentar hasta 150°C a una velocidad de 5°C/min. Para determinar la temperatura media de la transición vítrea, Tg, se siguió el método que se describe a continuación: se dibujaron primero las tangentes de la señal térmica por encima y por debajo de la región de transición vítrea. Estas tangentes son paralelas entre sí. Se dibuja otra línea, también paralela, en la mitad del espacio que separa las dos tangentes. La temperatura a la cual esta línea de la mitad intersecta la señal térmica en la región de transición vítrea es Tg.
RESULTADOS OBTENIDOS
Se obtuvo el perfil de capacidad calorífica específica para cada muestra de asfalto en sus tres estados de envejecimiento, y en función de la temperatura.
También se obtuvieron las temperaturas características de la región de transición vítrea del asfalto estudiado, para cada uno de sus estados. Sin embargo, no se identificaron tendencias definidas que permitan relacionar las temperaturas características de la región vítrea con el grado de envejecimiento de los asfaltos.
PALABRAS CLAVE
Asfaltos, Calorimetría diferencial de barrido modulado, Envejecimiento acelerado.

76
EVALUADORES

77
A continuación se mencionará los ingenieros que tuvieron la gran tarea de evaluar los proyectos para así de esta manera ayudar a los investigadores, aportándoles ideas y ayudas en cada una de sus investigaciones, asi mismo ayudaron a escoger la mejor ponencia por cada eje temático, basándose en 10 aspectos, los cuales se mencionarán a continuación, estos aspectos fueron calificado de 1 a 5 siendo el 1 el mínimo y el 5 como máximo.
• Coherencia con respecto al tema • Cohesión utilizada • Fuerza argumentativa mostrada • Originalidad del tema presentado • Capacidad de persuasión representada • Manejo lexical utilizado • Corrección idiomática • Dominio del tema • Recursos retóricos presentados • Cantidad de aporte al tema de discusión
Los profesores los cuales estuvieron a cargo de esta evaluación son los siguientes: Ingeniero Eduardo Luís Sánchez Tuiran Ph. D Ingeniera Karina Angélica Ojeda Delgado Ph. D Ingeniero Ángel Darío González Delgado Ph D Ingeniera Juliana Puello Méndez Ph. D Ingeniera Sonia Liliana Gómez Prada Químico Jhoan Humberto Piermattey Ditta Ingeniera Alba Nubia Giraldo Molina El grupo organizador del XXIV Encuentro Nacional de Estudiantes de Ingeniería Química les da las gracias a estos profesores ya que fueron punto clave en la realización del evento.

78
TALLERES
79
Durante el evento se desarrollaron cuatro talleres para brindar una formación adicional a los asistentes, para esto se contó con la ayuda de cuatro profesores calificador para dictar estos talleres, los cuales son:
• Coaching Dictado por: Luis Alfonso Osorio Moreno M.A.E & Ph.D
• Liderazgo Dictado por: Jaime Juan Martínez Villa Esp & M.P.C.
• Estrategia Empresarial Dictado por: Ana Paula Lozano Burgos Esp.
• Toma de Decisiones Dictado por: Adriana Espinoza Acevedo Esp. El grupo organizador del XXIV Encuentro Nacional de Estudiantes de Ingeniería Química les da las gracias a estos profesores ya que gracias a ellos se desarrollaron los talleres satisfactoriamente.