caracterizaciÓn de la cadena de suministros en el Área de...
TRANSCRIPT
CARACTERIZACIÓN DE LA CADENA DE SUMINISTROS EN EL ÁREA DE
MANTENIMIENTO PARA LA ENTREGA DE VEHÍCULOS BIARTICULADOS
GABRIEL MAURICIO RINCON CORTES
JOSE LEONARDO ROMERO VARGAS
UNIVERSIDAD DISTRTIAL FRANCISCO JOSE DE CALDAS
FALCULTAD TECNOLÓGICA
INGENIERÍA MECÁNICA
BOGOTÁ, D.C.
2015

CARACTERIZACIÓN DE LA CADENA DE SUMINISTROS EN EL ÁREA DE
MANTENIMIENTO PARA LA ENTREGA DE VEHÍCULOS BIARTICULADOS
GABRIEL MAURICIO RINCON CORTES
JOSE LEONARDO ROMERO VARGAS
Proyecto de grado para optar al título de Ingeniero Mecánico
Asesor:
Roberto Vergara Portela
UNIVERSIDAD DISTRTIAL FRANCISCO JOSE DE CALDAS
FALCULTAD TECNOLÓGICA
INGENIERÍA MECÁNICA
BOGOTÁ, D.C.
2015
Nota de Aceptación
__________________________________
__________________________________
__________________________________
_________________________________
Presidente del Jurado
_________________________________
Jurado
_________________________________
Jurado
Ciudad y fecha (día, mes, año)

CONTENIDO
pág.
INTRODUCCION ..................................................................................................... 3
JUSTIFICACION ...................................................................................................... 4
1 PLANTEAMIENTO DEL PROBLEMA ............................................................... 5
1.1 OBJETIVOS ................................................................................................ 6
1.1.1 OBJETIVO GENERAL ......................................................................... 6
1.1.2 OBJETIVOS ESPECIFICOS ................................................................ 6
1.2 DELIMITACIÓN O ALCANCE ..................................................................... 7
1.3 METODOLOGÍA ......................................................................................... 7
2 MARCO REFERENCIAL ................................................................................... 8
2.1 MARCO HISTORICO. ................................................................................. 8
2.2 MARCO TEORICO ................................................................................... 11
2.2.1 CADENA DE ABASTECIMIENTO ...................................................... 11
2.2.2 DESCRIPCIÓN DE MANTENIMIENTO PREVENTIVO Y CORRECTIVO. ............................................................................................... 11
2.2.3 DIAGRAMA DE PARETO .................................................................. 12
2.2.4 BENCHMARKING .............................................................................. 12
2.2.4.1 Benchmarking Comparativo. ........................................................... 13
2.2.4.2 Benchmarking Interno. .................................................................... 13
2.2.4.4 Benchmarking General: .................................................................. 13
2.2.5 JUSTO A TIEMPO. ............................................................................ 13
3 SITUACIÓN ACTUAL ...................................................................................... 15
4 ANALISIS DE RESULTADOS ......................................................................... 17
4.1 CADENA DE ABASTECIMIENTO DEL AREA DE MANTENIMIENTO PARA LA RECEPCION Y ENTREGA DE LA FLOTA DE BIARTICULADOS. .... 17
4.2 DIAGRAMA DE PARETO PARA MANTENIMIENTO CORRECTIVOS ... 22
4.3 INTERRUPCIONES O DEMORAS EN LOS ESLABONES EN LA CADENA DE ABASTECIMIENTO. ..................................................................... 25
4.4 INTERRUPCIONES VS PROPUESTA ..................................................... 26
4.5 INDICADORES DE GESTIÓN .................................................................. 28
CONCLUSIONES .................................................................................................. 30
BIBLIOGRAFÍA ...................................................................................................... 32
ANEXOS ................................................................................................................ 33

LISTA DE TABLAS
pag.
Tabla 1. Causas frecuentes de inmovilización. ...................................................... 15 Tabla 2. Características de la cadena de abastecimiento para el área de mantenimiento. ...................................................................................................... 19 Tabla 3.Novedades por mantenimiento correctivo. ................................................ 23 Tabla 4. Interrupciones en la cadena de abastecimiento. ...................................... 25
Tabla 5. Interrupciones Vs Propuestas .................................................................. 27
Tabla 6. Indicadores de Gestión. ........................................................................... 28
Tabla 7. Lista de Chequeo ..................................................................................... 33

LISTA DE FIGURAS
pág. Figura 1. Buses Articulados ..................................................................................... 9 Figura 2. Buses Alimentadores. ............................................................................. 10 Figura 3. Bus Articulado. ........................................................................................ 10
Figura 4. Bus Biarticulado ...................................................................................... 11 Figura 5. Flujo de procesos para vehículos biarticulados ...................................... 18 Figura 6. Diagrama del proceso de la cadena de abastecimiento ......................... 19
LISTA DE GRAFICAS
pag.
Gráfica 1. Varados sistema transmilenio ............................................................... 16 Gráfica 2. Biarticulados Inmovilizados dentro de la semana del 27 de septiembre al 02 de octubre ......................................................................................................... 21 Gráfica 3. Biarticulados Inoperativos dentro de la semana del 27 de septiembre al 02 de octubre ......................................................................................................... 21 Gráfica 4. Mantenimientos Correctivo presentados en la semana del 27 de septiembre al 02 de octubre. ................................................................................. 22
Gráfica 5. Diagrama de Pareto para fallas correctivas en los buses biarticulados. 24

3
INTRODUCCION
En la actualidad, el éxito de una empresa implica establecer una cadena de abastecimiento que pueda determinar la viabilidad de diversas operaciones, para contribuir al mejoramiento a través de la optimización del flujo de información y recursos, destinado a brindar un producto o servicio. En este caso se busca describir la cadena de abastecimiento para el área de mantenimiento de una empresa dedicada a prestar servicios de trasporte urbano, ofreciendo servicios de calidad que den cumplimiento con las exigencias y necesidades del cliente.
En la ciudad de Bogotá se emplea el trasporte masivo llamado TrasMilenio, el cual cuenta con diferentes empresas que le suministran distintas clase de buses como alimentadores, articulados, biarticulados; que a su vez, incluyen dispositivos tecnológicos que continuamente requieren mantenimiento para la conservación de los estándares de servicio. Consorcio Express S.A.S. es una empresa que suministra toda esta clase vehículos, entre estos los buses biarticulados, y debido a su cantidad, existe procesos de mantenimiento que ayudan a la conservación y a la disponibilidad de todo su flota para cumplir con el servicio prestado.
Este proyecto describe el proceso de recepción, alistamiento y entrega de buses biarticulados y la participación que tiene el área de mantenimiento para entregar un servicio de calidad en cuanto al funcionamiento normal de los vehículos; para esto el área de mantenimiento cuenta con unas intervenciones programadas (mantenimiento preventivo) y unas intervenciones que van surgiendo por mala manipulación, defectos de fábrica, etc. (mantenimiento correctivos). De tal forma caracterizar la cadena de abastecimiento del área de mantenimiento permite identificar los inconvenientes que ha presentado la empresa al ser cortado el flujo normal de los procesos generando pérdidas económicas; debido a esto se exponen las interrupciones que hay en cada proceso para proponer metodología de estudios que ayudaran a cambiar métodos o acciones en beneficio del objetivo de cada eslabón de la cadena de abastecimiento.

4
JUSTIFICACION
El área de mantenimiento es un eslabón importante dentro la cadena de suministro, ya que es la unidad encargada de mantener en perfectas condiciones de funcionamiento los vehículos destinados a ofrecer el servicio misional de la empresa. Por lo tanto, la no entrega a punto de los automotores, o retrasos que se presenten, repercuten seriamente en las demás operaciones o procesos del sistema. Afectando, tanto la calidad del servicio como las utilidades debido a un móvil detenido.
Un mayor conocimiento y control de los procesos que ocurren dentro de esta área, genera un beneficio agregado en varios ámbitos, al aumentar la confiabilidad en cuanto a calidad y entrega a tiempo de los vehículos, por ejemplo: Para la empresa, es beneficioso ya que genera más utilidades por la disponibilidad de estos; Además, facilita el trabajo del área operativa encargada de coordinar los vehículos en tránsito, al reducir los retrasos en la recepción de los automotores; y por último el cliente final o usuario del servicio, al contar con las rutas en los horarios programados.

5
1 PLANTEAMIENTO DEL PROBLEMA
El grupo Consorcio ofrece sus servicios de transporte de pasajeros a su cliente Transmilenio S.A; y para satisfacer las necesidades de este, cuenta con una política en la que se comprometen con “la seguridad, oportunidad de servicios, procesos, cuidado de las personas, el medio ambiente, la satisfacción de los clientes y el cumplimiento de los requisitos aplicables en una cultura de prevención y mejora continua”1. De esta forma, planea convertirse en un referente a nivel mundial por el éxito en la operación de transporte masivo de pasajeros.
De acuerdo a lo anterior la empresa definió procesos de acondicionamiento diario de los vehículos prestados para este fin, que consisten en suministrar combustible, un lavado y realízales mantenimientos, para este último existe un área responsable de preservar el correcto funcionamiento de los automotores, la cual realiza los mantenimientos preventivos y atiende los mantenimientos correctivos que suelen presentarse diariamente.
Pero para que un vehículo sea intervenido por el área de mantenimiento primero tiene que pasar por un receptor el cual recibe y trasmite la información necesaria de intervención, luego pasaría por el área de tanque seguido del área de lavado para así conducirlo al área en mención. Por lo tanto, un adecuado manejo de los recursos y procesos tanto para el área de mantenimiento como para las demás áreas que hacen parte de la cadena de abastecimiento, generan un valor agregado en cuanto a un servicio de calidad y cumplimiento para la entrega de los móviles biarticulados.
La mayoría de veces la entrega de vehículos se ve afectada por retrasos en el área de mantenimiento con llevando a sanciones por incumplimiento, o por un mal funcionamiento del móvil, en este último caso puede causar sanciones más severas ya que el cliente dentro de sus políticas inmovilizara el bus, es decir el automotor no podrá transitar hasta no haberse corregido la novedad que será revisada de nuevo por él.
Estas sanciones acarrean multas que generan pérdidas económicas para la empresa, entonces el objetivo es minimizar al máximo cualquier retraso que pueda generar alguna perdida, pero para poder identificar las interrupciones que posee y las que repercuten hacia el área de mantenimiento por los demás procesos se plantea: ¿Cómo está conformada la cadena de abastecimiento en el área de mantenimiento para la entrega de vehículos biarticulados de la empresa Consorcio Express?
1 http://www.expressdelfuturo.co/compania/direccionamiento-estrategico

6
1.1 OBJETIVOS
1.1.1 OBJETIVO GENERAL
Caracterizar los procesos que influyen en la cadena de suministros del área de mantenimiento para la entrega de la flota de vehículos biarticulados de la empresa Consorcio Express S.A.S., conservando los estándares del servicio.
1.1.2 OBJETIVOS ESPECIFICOS
Definir los procesos que ocurren en la cadena de abastecimiento del área de mantenimiento para la recepción y entrega de la flota biarticulados a tiempo y con los estándares de servicio.
Identificar las causas que provoquen un retraso en la entrega de los vehículos biarticulados.
Exponer métodos que contribuya a mitigar las interrupciones que presenta cada eslabón en la cadena de abastecimiento.
7
1.2 DELIMITACIÓN O ALCANCE
Este trabajo busca identificar los procesos en el área de mantenimiento dentro de la cadena abastecimiento para la entrega de vehículos biarticulados al área de operación. Teniendo en cuenta la recepción, preparación y entrega de los vehículos biarticulados que se ubican en el patio 20 de julio de la ciudad de Bogotá.
1.3 METODOLOGÍA
Para llevar a cabo los objetivos planteados, esta trabajo es de tipo descriptivo - exploratorio. Descriptivo ya que pretende dar una explicación de los procesos que se dan en el área de mantenimiento, que a su vez, se encuentran relacionados con otros procesos dentro de la cadena de abastecimiento; Exploratorio debido a que considera las experiencias laborales y los registros generados. La información con la que se dispone es tanto cuantitativa por que toma en cuenta el número de vehículos inmovilizados, inoperativos y las novedades diarias que se presenta entre otros; Y cualitativa debido a que califica dichos procesos. Para la realización de este trabajo, se dividió de la siguiente manera:
Observación y recolección de información: de los procesos que ocurren en el área de mantenimiento y su relación con otras áreas, para así, elaborar un descripción de manera sintetizada de dicho procesos mediante el uso de herramientas graficas como diagramas de flujo.
Realizar la identificación de los procesos vinculados al área de mantenimiento dentro de la cadena de abastecimiento: Efectuando un reconocimiento de las causas que contribuyen en el retraso de la entrega de vehículos biarticulados.
Teniendo en cuenta los inconvenientes o retrasos que tienen cada eslabón de la cadena de abastecimiento, se expone los métodos que permitan un adelanto en la mejora de procesos
8
2 MARCO REFERENCIAL
2.1 MARCO HISTORICO.
El sistema de autobús de transito rápido (BRT), tiene una característica especial ya que usan carriles exclusivos para la movilidad masiva de pasajeros. Idea que fue inspirada alrededor de los años 70s en la ciudad de Lima (Peru), e implementada en otros países tanto a nivel regional como Brazil, Ecuardo, Chile; Y a nivel mundial como Alemania, Australia, china, India etc.
En Colombia se inicia la implementación de un sistema de autobús rápido (BRT), con la creación de TransMilenio S.A., mediante el Acuerdo 4 de 1999 del consejo de Bogotá. Una entidad del distrito capital, que opera con recursos público-privados y cuyo objeto es prestar el servicio de transporte en el Distrito Capital y su área de influencia”[1].
TransMilenio S.A., Administra, planifica y organiza el sistema integrado de transporte terrestre y emplea los servicios de empresas privadas en algunas operaciones que integra el sistema en sí; por ejemplo: El abastecimiento de las distintas flotas de vehículos lo proveen empresas privadas, que buscan satisfacer la necesidad del cliente en cuanto a un transporte de calidad, eficaz y eficiente. Por otro lado, el recaudo lo realiza dos empresas privadas Angelcom y Recaudo Bogotá2, que reciben y reparte las utilidades entre el conjunto de empresas articuladas para prestar el mejor servicio a los usuarios o clientes.
La prestación de un servicio de transporte para los usuarios capitalinos, implica un conjunto de eslabones que deben articularse correctamente. Las interrupciones que se presente en el flujo normal de las flotas, tiene implicaciones directas sobre la movilidad de los usuarios, ya sea por razones de tiempo o comodidad. De manera que, Transmilenio supervisa y controla los procesos necesarios para la prestación de un servicio de calidad, e imparte sanciones a sus proveedores al incumplir o interferir con el flujo normal de las actividades.
Una breve descripción de las responsabilidades que tienen las empresas operadoras dentro los componentes que integran el sistema, son explicadas en la página web de Transmilenio S.A.; Aclarando lo siguiente: 2 WIKIPEDIA. Esquema Economico y Administrativo [en línea]<https://es.wikipedia. org/wiki/
TransMilenio>.[citado en 4 de octubre 2015].

9
Los adjudicatarios de los procesos licitatorios son los responsables de adquirir los vehículos y contratar los conductores, mecánicos, personal administrativo, y demás operarios. La concesión de la operación incluye la administración de los patios de mantenimiento y estacionamiento, provistos por el Estado. A las empresas operadoras de servicios troncales se les paga en función de los kilómetros recorridos y la tarifa ofertada, de acuerdo con la programación realizada por TRANSMILENIO S.A. El cumplimiento de las condiciones de operación, limpieza y confiabilidad genera estímulos; su incumplimiento genera multas que se aplican a mejorar la supervisión del Sistema3.
Las empresas operadoras inician abasteciendo al sistema mediante los buses alimentadores que a su vez nutre el sistema principal o troncal en donde los buses de transporte rápido (BRT) o articulados circulan. Los principales corredores viales están compuestos según sus fases en las que se realizó su construcción, estas son:
Fase I (Calle 80, Av. Caracas, Autopista Norte y Calle 13),
Fase II (Américas, NQS y Suba)
Fase III (Calle 26 y Carrera 10ª).
En la actualidad son 10 empresas que prestan sus servicios en las troncales y su distribución está relacionada con las fases anteriormente mencionadas. Por ejemplo:
Figura 1. Buses Articulados
Fuente: https://es.wikipedia.org/wiki/TransMilenio
3TRASMILENIO S.A. Empresas Operadoras [en línea]. <http://www.transmilenio.gov. co/es/
articulos/operacion > [citado en 4 de octubre de 2015].
10
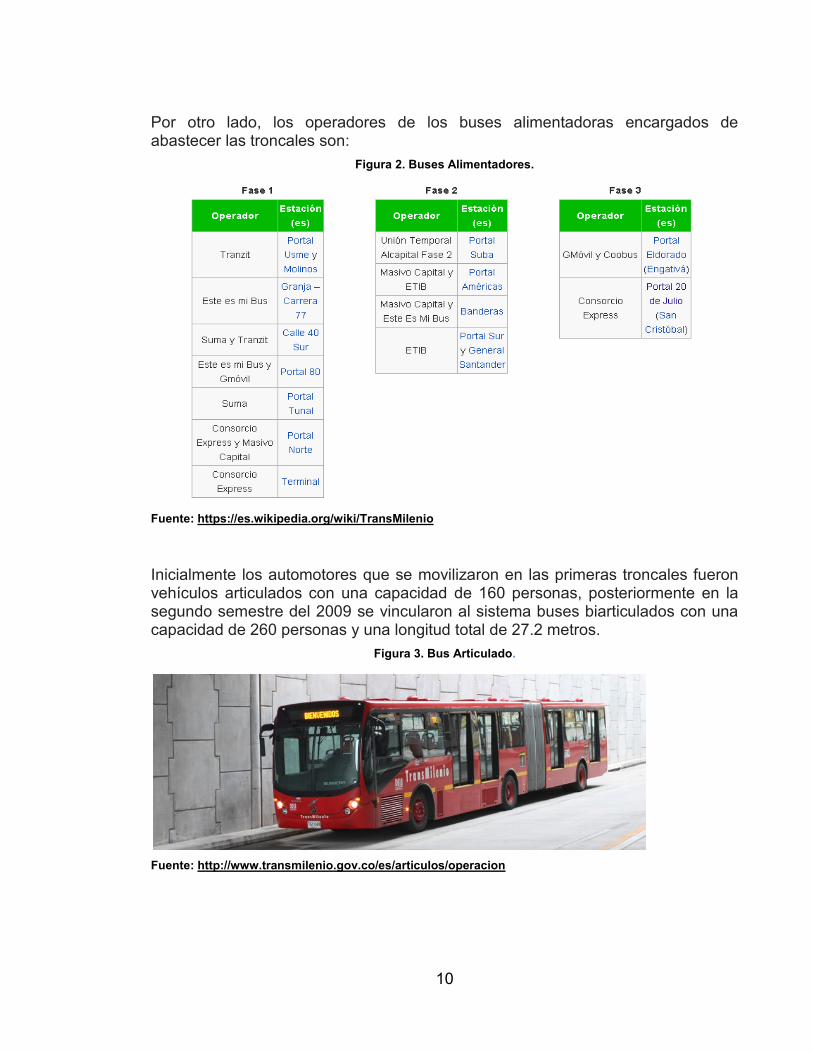
Por otro lado, los operadores de los buses alimentadoras encargados de abastecer las troncales son:
Figura 2. Buses Alimentadores.
Fuente: https://es.wikipedia.org/wiki/TransMilenio
Inicialmente los automotores que se movilizaron en las primeras troncales fueron vehículos articulados con una capacidad de 160 personas, posteriormente en la segundo semestre del 2009 se vincularon al sistema buses biarticulados con una capacidad de 260 personas y una longitud total de 27.2 metros.
Figura 3. Bus Articulado.
Fuente: http://www.transmilenio.gov.co/es/articulos/operacion

11
Figura 4. Bus Biarticulado
Fuente: http://www.transmilenio.gov.co/es/articulos/operacion
La mayor capacidad de los buses biarticulados, ofrece múltiples ventajas en cuanto: un costo operacional menor, mayor descongestión en las estaciones y principales corredores, mejor acceso y distribución gracias a sus 7 puertas de acceso, 3 más comparadas con los articulados.
2.2 MARCO TEORICO
2.2.1 CADENA DE ABASTECIMIENTO
La cadena de suministros toma en cuenta todos los flujos de actividades e información, que ocurren desde el momento en que se requiere una materia prima o suministro indispensable para los proceso de trasformación o servicios que ofrecen las empresas en beneficio de su cliente o consumidor, que es en ultimas el final de la cadena; articulando dichas actividades de una manera eficiente y eficaz
2.2.2 DESCRIPCIÓN DE MANTENIMIENTO PREVENTIVO Y CORRECTIVO.
Mantenimiento está definido como una acción de mantener todo elemento natural e industrial en perfectas condiciones de funcionamiento; es el caso de la conservación de los automotores los cuales por su constitución de funcionamiento requieren que sus mantenimientos sean de manera preventiva y correctiva.
2.2.2.1 Mantenimientos preventivos. Son los procesos de revisar y realizar operaciones de cambios, ajustes y limpiezas en los vehículos, estos se van programando de acuerdo al kilometraje que se va generando por su utilización. Este mantenimiento tiene gran importancia ya que es clave para cuidar la vida útil del móvil.
12
2.2.2.2 Mantenimiento correctivo Cuando un vehículo presenta una o varias fallas de manera aleatoria en alguno de sus sistemas ya sea en el sistema mecánico, eléctrico o de carrocería hay que corregir para mantener los estándares de servicio del automotor.
2.2.3 DIAGRAMA DE PARETO
Este método de evaluación nace inicialmente de la formulación de Vilfredo Pareto, al observar que el 80 % de la riqueza, está concentrada en el 20 % de la población. Posteriormente, se ha venido vinculado a otros sectores, sobre todo al industrial, ya que es un diagrama que permite visualizar de manera sencilla y grafica como el 80% de los problemas o errores de una organización, son debidos al 20% de las causas posibles.
En este diagrama llamado también 80/20, la relación no se mantiene exactamente, pero si permite agrupar los problemas más relevantes o vitales que por lo general son pocos (pocos y vitales), de los que son muchos y triviales. Con esta información cada organización puede concentrar sus esfuerzos y energía a esos problemas de mayor frecuencia a tacando el 20 % de las posibles causas.
Su elaboración consiste en:
Agrupar los datos, problemas o errores a evaluar en una sola categoría.
Determinar y tabular el número de veces que ocurre cada error, y así calcular de mayor a menor, la frecuencia absoluta, frecuencia absoluta acumulada, la frecuencia relativa unitaria y, frecuencia relativa acumulada. Se Realizar el diagrama con base a la información anterior.
2.2.4 BENCHMARKING
Es una técnica de gestión empresarial, que busca mejorar las prácticas con las que se realiza un producto, métodos, servicios, procesos etc.. Propone la observación, definición y comparación de esas prácticas de interés en las que se desea aplicar un mejoramiento continuo. No solo se enfoca en identificar esas organizaciones exitosas reconocidas por su forma de actuar, sino buscar aprender de ellas y aplicarlas según sea las condiciones locales y operativas. Su definición según varios autores son:
“Benchmarking es un proceso sistemático y continuo para comparar nuestra propia eficiencia en términos de productividad, calidad y prácticas con aquellas compañías y organizaciones que representan la excelencia”(Kallöf y Östblom,1993).

13
“Benchmarking es un proceso sistemático y continuo para evaluar los productos, servicios y procesos de trabajo de las organizaciones que son reconocidas como representantes de las mejores prácticas, con el propósito de realizar mejoras organizacionales”. (Spendolini, 1994).
“Benchmarking es la práctica de ser lo suficientemente humilde para admitir que alguien más es mejor en algún aspecto y lo suficientemente sabio para tratar y
aprender a alcanzarlos y sobrepasarlos en dicho aspecto” (Brian Moone de
Construction Best Practice 2002).
Existen distintas categorías de Benchmarking según sea el enfoque, por ejemplo:
2.2.4.1 Benchmarking Comparativo. Se orienta hacia la competencia directa, tomando y analizando información de esta, para luego si es posible integrarla y adaptarla a la empresa.
2.2.4.2 Benchmarking Interno. Se orienta a resolver puntos críticos en los procesos, servicios o metodologías en el interior de la empresa; Realizando la observación y evaluación entre las distintas áreas.
2.2.4.3 Benchmarking Funcional. Su objeto es reconocer mejor la práctica de interés y por lo tanto se orienta en investigar a sus competidores directos e indirectos.
2.2.4.4 Benchmarking General: Identifica y busca potenciales ventajas competitivas existentes en otros sectores industriales para aprender y adoptar las prácticas más exitosas.
2.2.5 JUSTO A TIEMPO.
Es una filosofía industrial enfocada a eliminar los desperdicios innecesarios ya sea en el ámbito de equipo de transporte, almacenamiento, inventarios, demoras, espacio, mano de obra etc. Lo anterior implica un control en la producción para fabricar o efectuar lo estrictamente lo necesario y en el momento preciso para cumplir con las necesidades del cliente, reduciendo el tiempos en almacenaje, reparaciones, reproceso, desplazamientos, entre otros.

14
Su ejecución incluye la metodología de las 5s por sus iníciales en Japonés, su objetivo es brindar un ambiente de trabajo que no entorpezca las operaciones que se realizan. Sus componentes son:
1- Seiri (Clasificar)
2- Seiton (Orden)
3- Seiso (Limpieza)
4- Seiketsu (Estandarizar)
5- Shitsuke (Disciplina)
15
3 SITUACIÓN ACTUAL
La estación veinte de Julio hace parte de la Fase III de Transmilenio e inicio sus servicios en septiembre de 2012, desde un comienzo conto con un patio con capacidad de 56 buses articulados y 126 buses biarticulados, esta capacidad se ha ido incrementando posteriormente hasta llegar a una suma de 221 biarticulados en el año 2015. La empresa Consorcio Express administra la flota de biarticulados de este patio, ya que este lugar se realiza no solo estacionamiento de la flota, además, se cumple con el alistamiento y mantenimiento de estos vehículos.
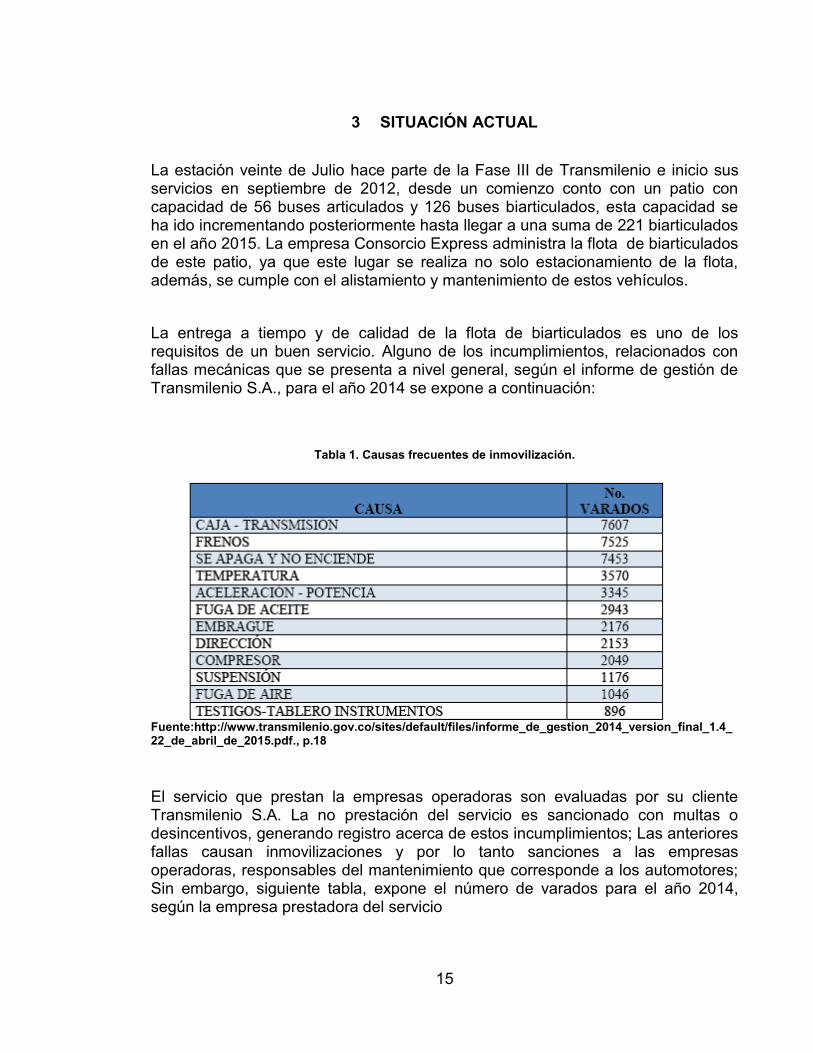
La entrega a tiempo y de calidad de la flota de biarticulados es uno de los requisitos de un buen servicio. Alguno de los incumplimientos, relacionados con fallas mecánicas que se presenta a nivel general, según el informe de gestión de Transmilenio S.A., para el año 2014 se expone a continuación:
Tabla 1. Causas frecuentes de inmovilización.
Fuente:http://www.transmilenio.gov.co/sites/default/files/informe_de_gestion_2014_version_final_1.4_22_de_abril_de_2015.pdf., p.18
El servicio que prestan la empresas operadoras son evaluadas por su cliente Transmilenio S.A. La no prestación del servicio es sancionado con multas o desincentivos, generando registro acerca de estos incumplimientos; Las anteriores fallas causan inmovilizaciones y por lo tanto sanciones a las empresas operadoras, responsables del mantenimiento que corresponde a los automotores; Sin embargo, siguiente tabla, expone el número de varados para el año 2014, según la empresa prestadora del servicio

16
Gráfica 1. Varados sistema Transmilenio
Fuente: http://www.transmilenio.gov.co/sites/default/files/informe_de_gestion_2014_version_final_1.4 _22_de_abril_de_2015.pdf., p. 19.
Por lo tanto, Consorcio Express para el año 2014, estuvo entre las empresas que presentaron menores cifras con respecto al número de vehículos varados en la flota troncal y su mayor tasa la presento con a próximamente 50 móviles para el mes de junio de ese mismo año.

17
4 ANALISIS DE RESULTADOS
4.1 CADENA DE ABASTECIMIENTO DEL AREA DE MANTENIMIENTO PARA
LA RECEPCION Y ENTREGA DE LA FLOTA DE BIARTICULADOS.
La empresa Consorcio Express cuenta con 7 flotas diferentes de vehículos, dedicadas al transporte urbano en la ciudad de Bogotá; Una de estas, es la flota de vehículos biarticulados encargado de abastecer las rutas de la fase1 y fase2 de Transmilenio, para esto cuenta con una flota de 231 biarticulados que operan diariamente y su demanda varía según la hora del día o diversos eventos que se generan en la ciudad (eventos futbolísticos, culturales, etc.). Estos automotores reciben un alistamiento para el desarrollo normal de sus actividades en el patio 20 de julio donde el proceso comienza por una recepción de los móviles y el registro de las novedades respectivas en cuanto a su integridad (fallas mecánicas, eléctricas, daños en la carrocería, etc.). Luego se dirigen al área de tanqueo y lavado externo, para su posterior mantenimiento correctivo o preventivo, si es necesario; Después se trasladan al patio en donde se realiza su limpieza interna y esperan para ser entregados al área de operaciones para su puesta en servicio.
Según lo anterior, la cadena de abastecimiento para el área de mantenimiento inicia con la recepción de cada biarticulado. Las horas de llegada de los móviles varían durante el transcurso del día; Sin embargo, el momento de mayor recepción de los carros es con el regreso de toda la flota, alrededor de las 8:00pm. En este proceso de recepción, intervine el conductor el cual informa al inspector de patio cualquier irregularidad que haya presentado el automotor, de igual manera el inspector realiza una chequeo general de manera visual al vehículo para así determinar si es necesario realizar un mantenimiento correctivo, en algunos casos ingresan vehículos que su intervención debe ser inmediata y dirigidos al área de mantenimiento (En fallas que comprometan seriamente el funcionamiento del automotor). Además el inspector de patio en base a una programación que suministra PCM (programación de control de mantenimiento), selecciona los vehículos destinados para mantenimiento preventivo de ese día. Posteriormente, la flota será dirigida a tanqueo, seguido de un lavado externo para así trasladarlo a la zona de parqueo donde se realiza el lavado interno y en caso de los programados para mantenimiento preventivo o correctivo se direcciona para el área de mantenimiento (carpa), finalizando el proceso de alistamiento para así reiniciar el ciclo de servicio. Ver figura 5.

18
Figura 5. Flujo de procesos para vehículos biarticulados
Fuente: Propia.
.
19
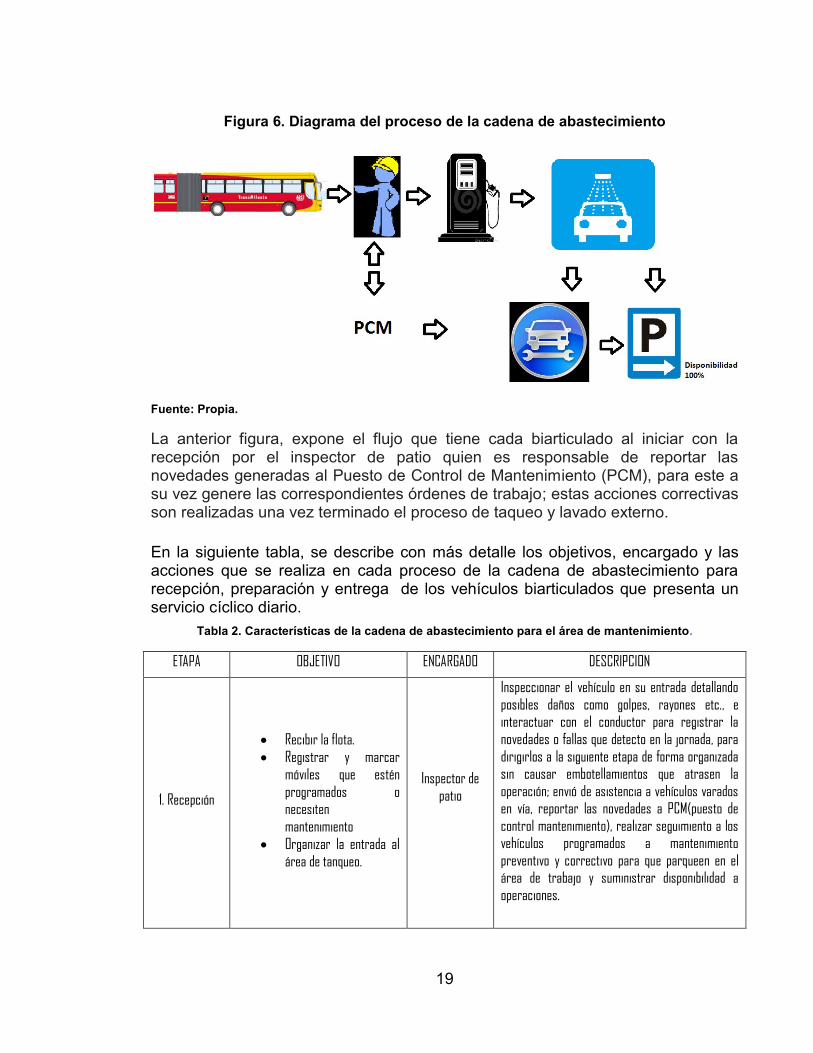
Figura 6. Diagrama del proceso de la cadena de abastecimiento
Fuente: Propia.
La anterior figura, expone el flujo que tiene cada biarticulado al iniciar con la recepción por el inspector de patio quien es responsable de reportar las novedades generadas al Puesto de Control de Mantenimiento (PCM), para este a su vez genere las correspondientes órdenes de trabajo; estas acciones correctivas son realizadas una vez terminado el proceso de taqueo y lavado externo.
En la siguiente tabla, se describe con más detalle los objetivos, encargado y las acciones que se realiza en cada proceso de la cadena de abastecimiento para recepción, preparación y entrega de los vehículos biarticulados que presenta un servicio cíclico diario.
Tabla 2. Características de la cadena de abastecimiento para el área de mantenimiento.
ETAPA OBJETIVO ENCARGADO DESCRIPCION
1. Recepción
Recibir la flota.
Registrar y marcar
móviles que estén
programados o necesiten
mantenimiento
Organizar la entrada al
área de tanqueo.
Inspector de
patio
Inspeccionar el vehículo en su entrada detallando
posibles daños como golpes, rayones etc., e interactuar con el conductor para registrar la
novedades o fallas que detecto en la jornada, para
dirigirlos a la siguiente etapa de forma organizada sin causar embotellamientos que atrasen la
operación; envió de asistencia a vehículos varados en vía, reportar las novedades a PCM(puesto de
control mantenimiento), realizar seguimiento a los vehículos programados a mantenimiento
preventivo y correctivo para que parqueen en el área de trabajo y suministrar disponibilidad a
operaciones.

20
2. Alistamiento
Suministrar combustible
faltante con 8 dispensadores de ACPM
Estación de
servicio
(EDS)
Llenar el tanque de combustible (ACPM) a cada uno de los móviles y realizar un registro de manera
que se lleve un control de cuanto consumió y a qué
horas fue tanqueado.
Realizar lavado exterior Operarios
(LEF)
Conductor va trasladando el vehículo por la zona
de lavado mientras operarios (LEF) realizan su respectiva labor de enjabonar, restregar y
enjuague.
4. Mantenimiento
Preventivo
Conservar el vehículo
para mitigar las
consecuencias de los fallos de los móviles.
Supervisor de
Mantenimiento
Programación previa de 10 móviles diarios con base a el kilometraje de recorrido, a los 8000km
es el primer mantenimiento preventivo que tiene cada móvil de tal forma que cuando cumpla
8000km mas de recorrido se programe de nuevo y así consecutivamente con los siguientes
mantenimientos esta información es suministrada por puesto de control de mantenimiento (PCM)
dejando claro cuál es bus, su kilometraje y todas las acciones mecánicas, eléctricas y de carrocería
que hay que intervenir o chequear. Ver Anexo A.
5. Mantenimiento
Correctivo
Reparar y dejar disponible en
condiciones de funcionamiento aquellos
que dejaron de funcionar o están
dañados.
Supervisor de Mantenimiento
El inspector de patio suministra estas novedades (Ver Anexo B. Análisis de novedades) a PCM el cual
las digitaliza creando órdenes de trabajo para su intervención, que serán tomadas por el supervisor
asignando un técnico o varios dependiendo el tipo de correctivo si es mecánico, eléctrico o de
carrocería y su magnitud.
6.Limpieza interna
Realizar aseo interno. Operarios
(LEF)
El vehículo se estaciona en el área de parque donde operarios (LEF) realizan una limpieza interna
detallando vidrios, espejos, pasamanos, etc.
7. Entrega a
Operaciones Realizar un formato de
disponibilidad.
Inspector de
patio
Por medio de un formato (mapa) que ayuda con la
ubicación del vehículo en el área de parqueo se realiza un recorrido apuntando cada uno de los
móviles disponibles para así entregarlo a
operaciones
Fuente: Propia.
Con base a las novedades presentadas en la semana del 27 de Septiembre al 02 de Octubre del presente año, se pudo tomar la siguiente información con respecto al número de daños para mantenimiento correctivo, buses inoperativos, y buses inmovilizados; según los biarticulados destinados a cubrir las rutas e identificado con las letras (B.D) para biarticulados que cubren la décima y el dorado, y los biarticulados que cubren la ruta Norte (B.N).

21
Gráfica 2. Biarticulados Inmovilizados dentro de la semana del 27 de septiembre al 02 de octubre
Fuente: Propia
Gráfica 3. Biarticulados Inoperativos dentro de la semana del 27 de septiembre al 02 de octubre
|
Fuente: Propia
0
2
4
6
8
10
27 28 29 30 1 2
T. Biarticulados B. Decima. B. Norte
0
1
2
3
4
5
6
7
8
9
T. Biarticulados B. Decima B. Norte
22
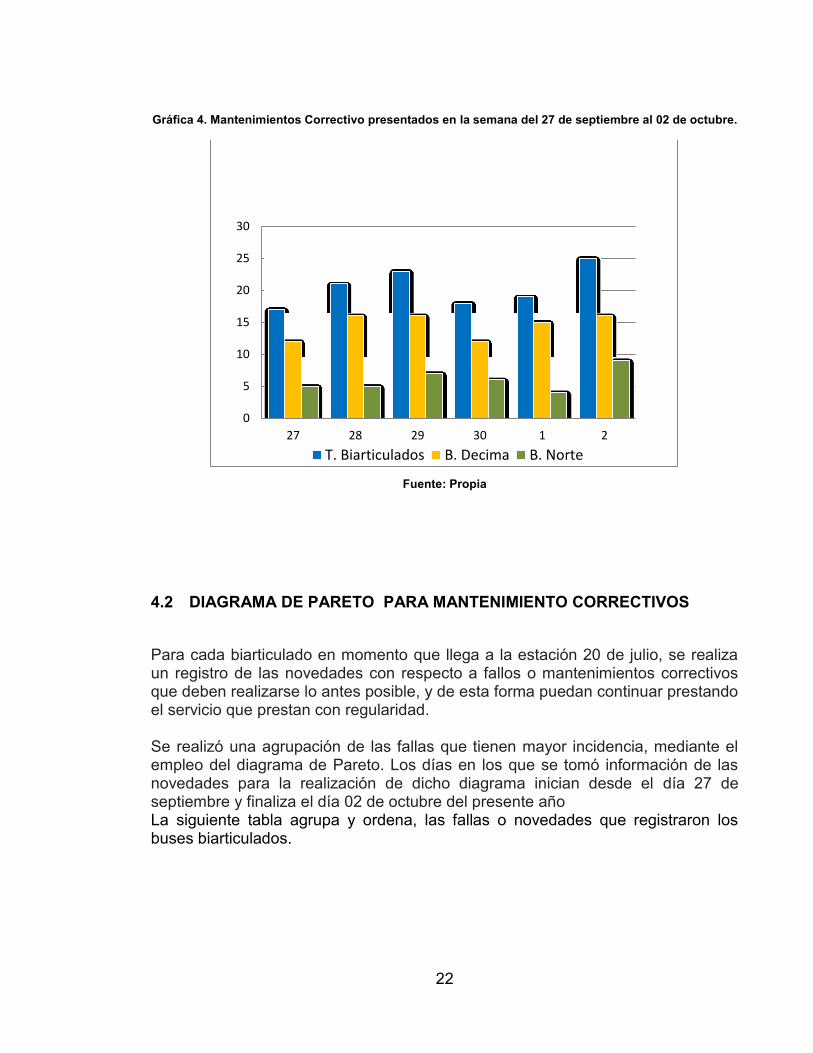
Gráfica 4. Mantenimientos Correctivo presentados en la semana del 27 de septiembre al 02 de octubre.
Fuente: Propia
4.2 DIAGRAMA DE PARETO PARA MANTENIMIENTO CORRECTIVOS
Para cada biarticulado en momento que llega a la estación 20 de julio, se realiza un registro de las novedades con respecto a fallos o mantenimientos correctivos que deben realizarse lo antes posible, y de esta forma puedan continuar prestando el servicio que prestan con regularidad. Se realizó una agrupación de las fallas que tienen mayor incidencia, mediante el empleo del diagrama de Pareto. Los días en los que se tomó información de las novedades para la realización de dicho diagrama inician desde el día 27 de septiembre y finaliza el día 02 de octubre del presente año La siguiente tabla agrupa y ordena, las fallas o novedades que registraron los buses biarticulados.
0
5
10
15
20
25
30
27 28 29 30 1 2
T. Biarticulados B. Decima B. Norte

23
Tabla 3.Novedades por mantenimiento correctivo.
Fuente: Propia
Dom. Lun. Mart. Mier. Juev. Vie. 27-sep 28-sep 29-sep 30-sep 01-oct 02-oct Absoluta. Abs. Acum. Rel. Un. Rel. Acum.
1 UNIDAD LOGICA 3 1 2 1 6 3 16 16 11.51% 11.51% 2 AJUSTAR PIEZAS (sueltas, desalineadas) 2 2 2 1 5 3 15 31 10.79% 22.30% 3 TEMPERATURA DEL MOTOR 1 3 2 2 0 3 11 42 7.91% 30.22% 4 DESALINEADO 4 1 0 2 1 1 9 51 6.47% 36.69% 5 RELACIONADOS DIRECT.CON EL MOTOR 1 0 1 0 2 3 7 58 5.04% 41.73% 6 PUERTAS DE SERVICIO NO FUNC. 1 1 2 1 1 1 7 65 5.04% 46.76% 7 SUSPENSIÓN 1 3 1 0 0 0 5 70 3.60% 50.36% 8 BAJA PRESION ACEITE 0 0 2 2 0 1 5 75 3.60% 53.96% 9 COMPRESOR 1 0 0 1 0 2 4 79 2.88% 56.83% 10 ESPEJOS 1 0 0 1 2 0 4 83 2.88% 59.71% 11 BOMBILLOS 0 0 2 1 0 1 4 87 2.88% 62.59% 12 FRECUENCIADOR NO FUNCIONA 2 1 1 0 0 0 4 91 2.88% 65.47% 13 FALTA EXTINTOR 0 0 1 0 2 1 4 95 2.88% 68.35% 14 FALTA PARLANTE DE COM/CACIÓN 1 1 2 0 0 0 4 99 2.88% 71.22% 15 SISTEMA NEUMATICO 0 1 1 0 1 0 3 102 2.16% 73.38% 16 SILLA OPERADOR 2 0 0 0 1 0 3 105 2.16% 75.54% 17 REFRIGERANTE 0 0 1 2 0 0 3 108 2.16% 77.70% 18 PUERTA EMERGENCIA 1 0 1 0 1 0 3 111 2.16% 79.86% 19 ANGEL GUARDIAN 0 0 0 1 0 2 3 114 2.16% 82.01% 20 TABLERO INSTRUMENTOS 0 1 1 0 0 1 3 117 2.16% 84.17% 21 CAJA DE CAMBIOS 0 1 0 0 1 0 2 119 1.44% 85.61% 22 FRENOS 0 1 0 0 0 1 2 121 1.44% 87.05% 23 FALLA TESTIGO ABS 0 0 0 1 0 1 2 123 1.44% 88.49% 24 VIDRIOS ROTOS 0 0 1 1 0 0 2 125 1.44% 89.93% 25 TESTIGO PUERTA NO FUNCIO 0 0 1 1 0 0 2 127 1.44% 91.37% 26 PERDIDA POTENCIA 0 0 1 1 0 0 2 129 1.44% 92.81% 27 BATERIAS 0 0 0 0 1 1 2 131 1.44% 94.24% 28 NEUMATICOS 1 0 0 0 0 0 1 132 0.72% 94.96% 29 SANFONA 0 1 0 0 0 0 1 133 0.72% 95.68% 30 PISO ROTO 0 1 0 0 0 0 1 134 0.72% 96.40% 31 PITO 0 1 0 0 0 0 1 135 0.72% 97.12% 32 RUTERO 0 1 0 0 0 0 1 136 0.72% 97.84% 33 SENSOR ADBLUE 0 0 1 0 0 0 1 137 0.72% 98.56% 34 MULTIPLEX 0 0 0 0 0 1 1 138 0.72% 99.28% 35 TAPA REJILLA COSTADO ROTA 0 1 0 0 0 0 1 139 0.72% 100.00%
NOVEDADES POR MANTENIMIENTO CORRECTIVO N
Frecuencia
24
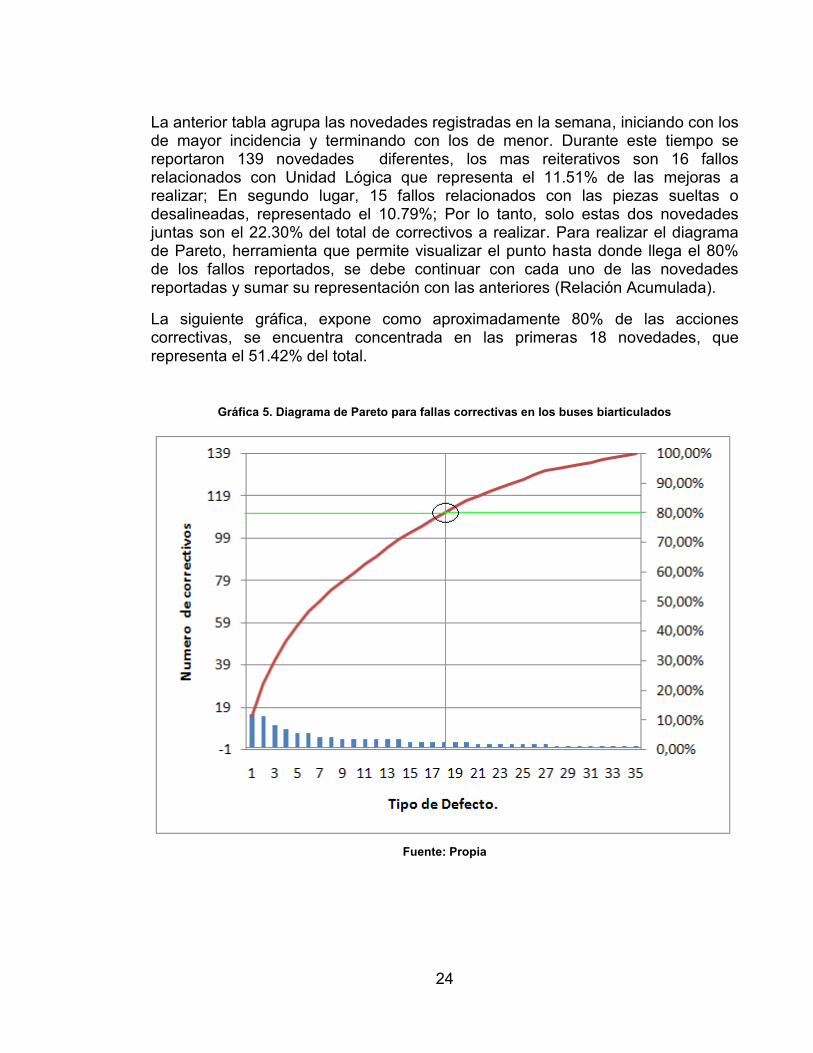
La anterior tabla agrupa las novedades registradas en la semana, iniciando con los de mayor incidencia y terminando con los de menor. Durante este tiempo se reportaron 139 novedades diferentes, los mas reiterativos son 16 fallos relacionados con Unidad Lógica que representa el 11.51% de las mejoras a realizar; En segundo lugar, 15 fallos relacionados con las piezas sueltas o desalineadas, representado el 10.79%; Por lo tanto, solo estas dos novedades juntas son el 22.30% del total de correctivos a realizar. Para realizar el diagrama de Pareto, herramienta que permite visualizar el punto hasta donde llega el 80% de los fallos reportados, se debe continuar con cada uno de las novedades reportadas y sumar su representación con las anteriores (Relación Acumulada).
La siguiente gráfica, expone como aproximadamente 80% de las acciones correctivas, se encuentra concentrada en las primeras 18 novedades, que representa el 51.42% del total.
Gráfica 5. Diagrama de Pareto para fallas correctivas en los buses biarticulados
Fuente: Propia

25
La agrupación de los fallos más reiterativos, permite visualizar información para un mayor control, ya sea en procedimientos, capacitación y tiempos de reposición o reparación.
4.3 INTERRUPCIONES O DEMORAS EN LOS ESLABONES EN LA CADENA DE ABASTECIMIENTO.
Cada eslabón dentro de la cadena de abastecimiento tiene sus acciones y procesos específicos como fueron expuestos en el apartado anterior. Sin embargo, en este caso los eslabones de recepción, alistamiento y mantenimiento en sus labores cotidianas han presentado interrupciones o demoras, que afectan el flujo de la cadena de abastecimiento. Algunos de estos inconvenientes son expuestos a continuación:
Tabla 4. Interrupciones en la cadena de abastecimiento.
ETAPA INTERRUPCIONES POR QUE
RECEPCION
Retrasos en suministrar información diaria al área de mantenimiento de los
vehículos que hayan ingresado con fallas.
El suministro de información es trasmitido por un
formato llamado “control de recepción de vehículos” diligenciado a mano y entregado después de que entra
la mayoría de la flota,
ALISTAMIENTO
Presentación de fallas en alguno
dispensador de suministro de ACPM
Se ha presentado fallas en los dispensadores de la estación de servicio causado embotellamientos en las
demás líneas dispensadoras, retrasando el flujo de operación.
Retrasos en lavado de los biarticulados. Daños en los equipos empleados ya sean motobombas, mangueras o porque solamente se fue el agua.
MANTENIMINTO
PREVENTIVO
MANTENIMIENTOS CORRECTIVOS
Realización de mantenimientos
incompletos o la no realización de estos.
Entrada del vehículo al área de trabajo retrasada.
Mayor cantidad de correctivos, adsorbiendo recursos
del Mtto Preventivo
Falta de repuestos.
Falta de herramientas: en buen estado, más
sofisticadas que disminuyan tiempos de Op.
Fuente: Propia.
El proceso de recepción de toda la flota de biarticulados inicia cerca de las ocho de la noche, momento en el que se registra uno a uno las novedades que presenta
26
cada móvil, labor que debe realizarse con precaución para evitar embotellamientos en el ingreso. A finalizar la recepción de toda la flota, aproximadamente a media noche, inspector de patio se dirige al puesto de control de mantenimiento (PCM) para entregarles las novedades del día en el formato “control de recepción de vehículos”, en cuanto al número de vehículos inmovilizados, inoperativos y con fallas. Esta información es utilizada para digitalizar las órdenes de trabajo (O.T) respectivas a cada solicitud, llevándolas posteriormente al área de mantenimiento para iniciar de manera formal con los trabajos requeridos.
Por lo tanto, la generación de la primera (O.T), con respecto a la primera novedad registrada, se está realizando junto con la últimas novedades de la noche. Esto implica un retraso en el flujo de información, que finalmente terminar por influir en los tiempos y procesos del área de mantenimiento.
El área de tanqueo al presentar las interrupciones planteadas en la tabla anterior; repercute en las demás etapas como la de recepción, ya que genera filas más largas de espera disminuyendo el espacio que se necesita para la recepción de los vehículos y dificultan las labores del inspector de patio debido a que necesita ubicar y organizar dichos vehículos de manera no habitual. Por otro lado, afecta el área de lavado ya que el flujo de móviles que sale de tanqueo es menor, aumentando el tiempo necesario para lavar toda la flota. De manera similar, las interrupciones en el área de lavado, provocan los mismos efectos que los generados por el proceso de tanqueo. Por último, estos retrasos afectan los trabajos realizados por la etapa de mantenimiento, debido a que los mantenimientos programados no son llevados a cabo en su totalidad.
4.4 INTERRUPCIONES VS PROPUESTA
Teniendo en cuenta los retrasos que se pueden presentar en los eslabones de la cadena de abastecimiento para el área de mantenimiento; Se propone una serie de sugerencias enfocadas a implementar acciones futuras que eviten interrupciones o demoras en la cadena, dichas sugerencias son enunciadas a continuación:

27
Tabla 5. Interrupciones Vs Propuestas
ETAPA INTERRUPCIONES PROPUESTA
RECEPCION
Retrasos en suministrar información diaria al área de mantenimiento de los
vehículos que hayan ingresado con fallas.
Sistematizar. Con ayuda de la tecnología actual y
aplicándola por medio de software, chat, ect, la
comunicación será más efectiva y rápida, esta será trasmitida al área de mantenimiento y ayudara a su
organización de asignar tareas para poder evacuar la mayor cantidad posible. Brindando mayor tiempo al
personal encargado para realizar otras tareas, ya que la primera novedad que va llegando es la primera (OT)
que va generando.
ALISTAMIENTO
Presentación de fallas en alguno
dispensador de suministro de ACPM
Programación. Estas etapas se realiza al finalizar el día y en el trascurso de la noche, de manera que estos
equipos (dispensadores, motobombas, mangeras )
tienen una utilización menor en la horas de la mañana y tarde donde se pueden programar y realizar
verificaciones de abastecimiento y funcionamiento de forma que estén óptimos para el turno de más
demanda. Retrasos en lavado de los biarticulados.
MANTENIMINTO PREVENTIVO
MANTENIMIENTOS CORRECTIVOS
Realización de mantenimientos incompletos o la no realización de estos.
Justo a tiempo. Control de tiempos de cada uno de
mantenimientos, para llevar un registro histórico.
Benchmarking Competitivo. Compara los índices de gestión y procesos entre las empresas (BTR), tanto
Bogotanas como Colombianas. Para adoptar los
mejores métodos.
Diagrama de Pareto. Permite identificar los
correctivos más frecuente y así poder realizar campañas que mitiguen estas causas.
Fuente: Propia

28
4.5 INDICADORES DE GESTIÓN
Siguiendo con la propuesta y definiendo las diferentes interrupciones que se presentan por mantener la flota de vehículos biarticulados en óptimas condiciones se proponen los indicadores de gestión (ver tabla) con el objetivo de lograr un control de los proceso para cumplir con el servicio.
Tabla 6. Indicadores de Gestión.
ENCARGADO INDICADOR CLASIFICACION FORMULA UNIDADES
Mantenimiento
Cumplimiento a la programación de
mantenimientos preventivos.
Eficiencia
%
Mantenimiento preventivo y
correctivo Eficiencia
%
Vehículos inoperativos Eficiencia
∑
%
Vehículos inmovilizados Calidad
%
Fuente: Propia
Cumplimiento a la programación de mantenimientos preventivos. Indicador que ayudara a conocer como se está cumpliendo con la programación de los mantenimientos, por medio de la información registrada del número de mantenimientos realizados en un lapso de tiempo, con respecto al número de mantenimientos totales programados en el mismo lapso de tiempo se puede deducir el porcentaje de cumplimiento.
Mantenimiento Preventivo o correctivo. Este indicador tiene como objetivo evaluar la eficiencia del personal (mano obra) al realizar cualquier intervención ya que multiplica la cantidad de intervenciones por el tiempo estándar de ejecución para dividirlo entre la multiplicación del operario por el tiempo de la jornada de trabajo para obtener su eficiencia.

29
Vehículos inoperativos. Con este indicador podremos saber el porcentaje de pérdida que causa tener un vehículo inmovilizado por varios días que consiste en la división de la suma de los días que estuvo el vehículo inmovilizado sobre toda la flota de vehículos biarticulados.
Vehículos inmovilizados. Busca conocer el porcentaje de calidad de acuerdo a los buses que fueron inmovilizados dentro de un lapso de tiempo sobre el total de la flota para poder hacer una estadística y tomar acciones de cambio de métodos en beneficio de la empresa.
30
CONCLUSIONES
Se dedujo la importancia de cada eslabón de la cadena de abastecimiento para el área de mantenimiento; El suministro diario de vehículos biarticulados, requiere de un trabajo en conjunto y comprometido, ya que el retraso de un eslabón termina por embotellar las entradas del mismo e incrementa el trabajo del eslabón anterior por las tareas que debe realizar debido a reducción de espacio. En cambio, las labores del siguiente eslabón son retrasadas por la disminución en la frecuencia de la flota. Por lo tanto, el buen desempeño en las tareas del área de mantenimiento depende del conjunto de los procesos que se realizan para entregar un servicio puntual y de calidad.
Se propone un control de tiempos para los mantenimientos correctivos y preventivos, esto ayudara a una mejor planeación de estas labores que pueden verse reflejadas al aplicar indicadores de gestión.
La recepción de los biarticulados, el primer eslabón de la cadena de abastecimiento, presenta demoras en cuanto al reporte de novedades a (PCM), esto implica de igual forma demoras en las ordenes de trabajo (O.T), que a su vez retrasa el inicio del área de mantenimiento. Por lo tanto; la implementación de sistemas tecnológicos que informe en tiempo real las novedades de cada móvil; así como la hora en que se generan estas contribuirá a una mayor organización y tiempo para el área de mantenimiento.
La implementación de un filosofía Justo a Tiempo, que elimina desperdicios de tiempo y reduce la tolerancias de cero errores en cada uno de los eslabones en la cadena de abastecimiento, ayudara que el suministro de la flota de biarticulados sea constante y no genere un incremento de trabajo en un extremo de la cadena (Entradas), mientras que el otro extremo su trabajo sea limitado.
Se propone un estudio Benchmarking interno, que permita evaluar y mejorar proceso y metodologías en cada uno de los eslabones de la cadena, para un mejoramiento continuo.
La capacitación constante del empleado repercute directamente en la eficiencia y eficacia de cada uno de los procesos. Se debe generar un compromiso de los objetivos y metas tanto del área como de la organización.

31

32
BIBLIOGRAFÍA
GONZALES BERNAL, Juan Carlos. Oportunidades de mejora en el proceso de la cadena de alistamiento diario de buses del SITP.[En línea]. Bogota, 2014, 28h, Trabajo de grado (Especialización gerencia logística integral). Universidad militar nueva granada. Facultad de ingeniería. [Citado 15-Octubre-2015]. Disponible en Internet: < http://repository.unimilitar.edu.co >
MORA GARCÍA, Luis Aníbal. Indicadores de la Gestión Logística [en línea]. < http://www.fesc.edu.co/portal/archivos/e_libros/logistica/ind_logistica.pdf>. [Consultado 10 de octubre de 2015].
CORZO MOLINA, Liliana Marcela y NAGATANI TRUJILLO, Hitoshi. Implementación de metodologías logísticas para la optimización de operaciones de adecuación y acondicionamiento de vehículos para el SITP en Bogotá. Bogotá, 2013, 64h, trabajo de grado (administración en logística y producción). Universidad del rosario. Facultad de administración. Disponible en catalogo en línea de la Universidad del Rosario < http://repository.urosario.edu.co >
ESPINOSA FUENTES, Fernando. El mejoramiento continuo: conceptos para el mantenimiento industrial [en línea]. <http://campuscurico. utalca.cl/~fespinos/El %20mejoramiento%20continuo %20en%20el%20mantenimiento%20industrial.pdf >. [Consultado 07 de octubre de 2015].
BERMÚDEZ COLORADO, María Angélica y BARRERA CASTRO, Lizeth Adriana. Propuesta de un sistema de captura de información de pasajeros por trayecto para la mejora de la operación logística del sistema de transporte masivo Transmilenio. Bogotá, 2012, 79h, trabajo de grado (especialización gerencia de proyectos). Universidad Ean. Facultad de posgrados. Disponible en catalogo en línea de la universidad EAN < http://repository.ean.edu.co> [Consultado 10 de octubre 2015].
CHOPRA, Sunil y MEINDL, Peter. Administracion de la cadena de suministros: Estrategia, planeación y operación. 3 ed. Mexico: PEARSON EDUCACIÓN, 2008.
33
ANEXOS
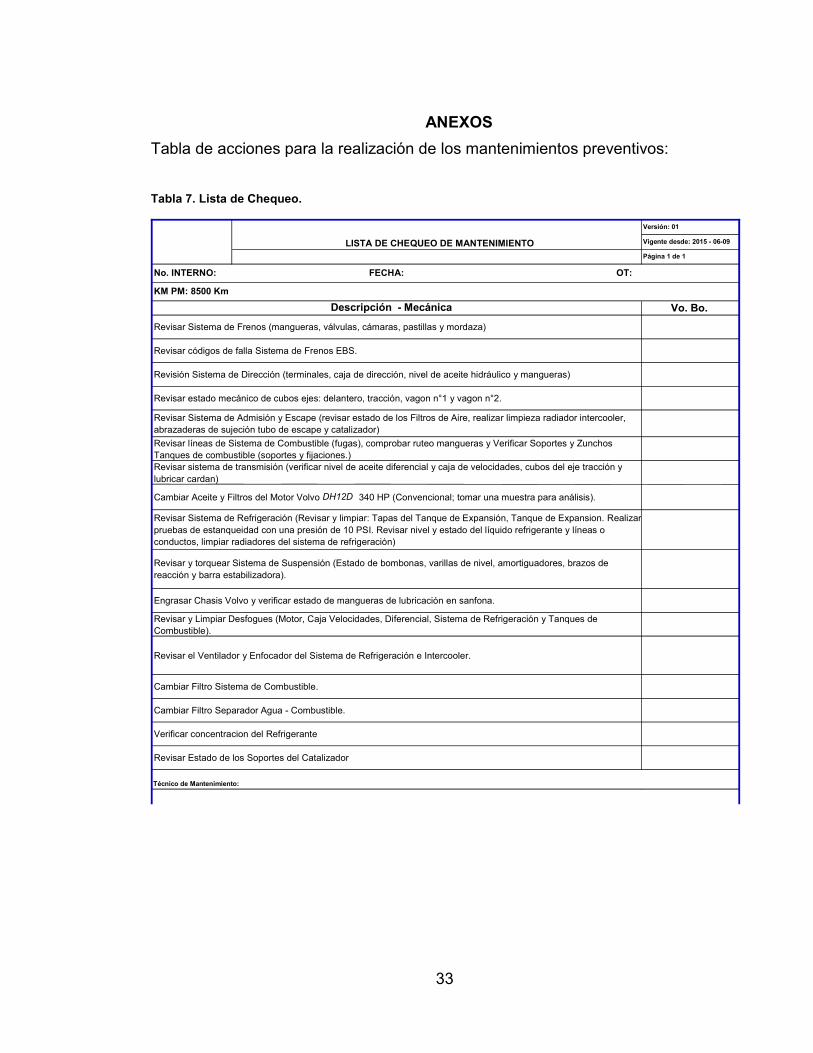
Tabla de acciones para la realización de los mantenimientos preventivos:
Tabla 7. Lista de Chequeo.
Versión: 01 Vigente desde: 2015 - 06-09
Página 1 de 1
Vo. Bo.
Revisar códigos de falla Sistema de Frenos EBS.
Revisar Sistema de Frenos (mangueras, válvulas, cámaras, pastillas y mordaza)
Cambiar Filtro Sistema de Combustible.
Revisión Sistema de Dirección (terminales, caja de dirección, nivel de aceite hidráulico y mangueras)
Revisar estado mecánico de cubos ejes: delantero, tracción, vagon n°1 y vagon n°2.
Revisar Sistema de Admisión y Escape (revisar estado de los Filtros de Aire, realizar limpieza radiador intercooler, abrazaderas de sujeción tubo de escape y catalizador) Revisar líneas de Sistema de Combustible (fugas), comprobar ruteo mangueras y Verificar Soportes y Zunchos Tanques de combustible (soportes y fijaciones.) Revisar sistema de transmisión (verificar nivel de aceite diferencial y caja de velocidades, cubos del eje tracción y lubricar cardan) Cambiar Aceite y Filtros del Motor Volvo DH12D 340 HP (Convencional; tomar una muestra para análisis).
Revisar Sistema de Refrigeración (Revisar y limpiar: Tapas del Tanque de Expansión, Tanque de Expansion. Realizar pruebas de estanqueidad con una presión de 10 PSI. Revisar nivel y estado del líquido refrigerante y líneas o conductos, limpiar radiadores del sistema de refrigeración)
Revisar y torquear Sistema de Suspensión (Estado de bombonas, varillas de nivel, amortiguadores, brazos de reacción y barra estabilizadora).
Engrasar Chasis Volvo y verificar estado de mangueras de lubricación en sanfona. Revisar y Limpiar Desfogues (Motor, Caja Velocidades, Diferencial, Sistema de Refrigeración y Tanques de Combustible).
Revisar el Ventilador y Enfocador del Sistema de Refrigeración e Intercooler.
Cambiar Filtro Separador Agua - Combustible.
Técnico de Mantenimiento:
Verificar concentracion del Refrigerante
Revisar Estado de los Soportes del Catalizador
LISTA DE CHEQUEO DE MANTENIMIENTO
No. INTERNO: FECHA: OT: KM PM: 8500 Km
Descripción - Mecánica
34
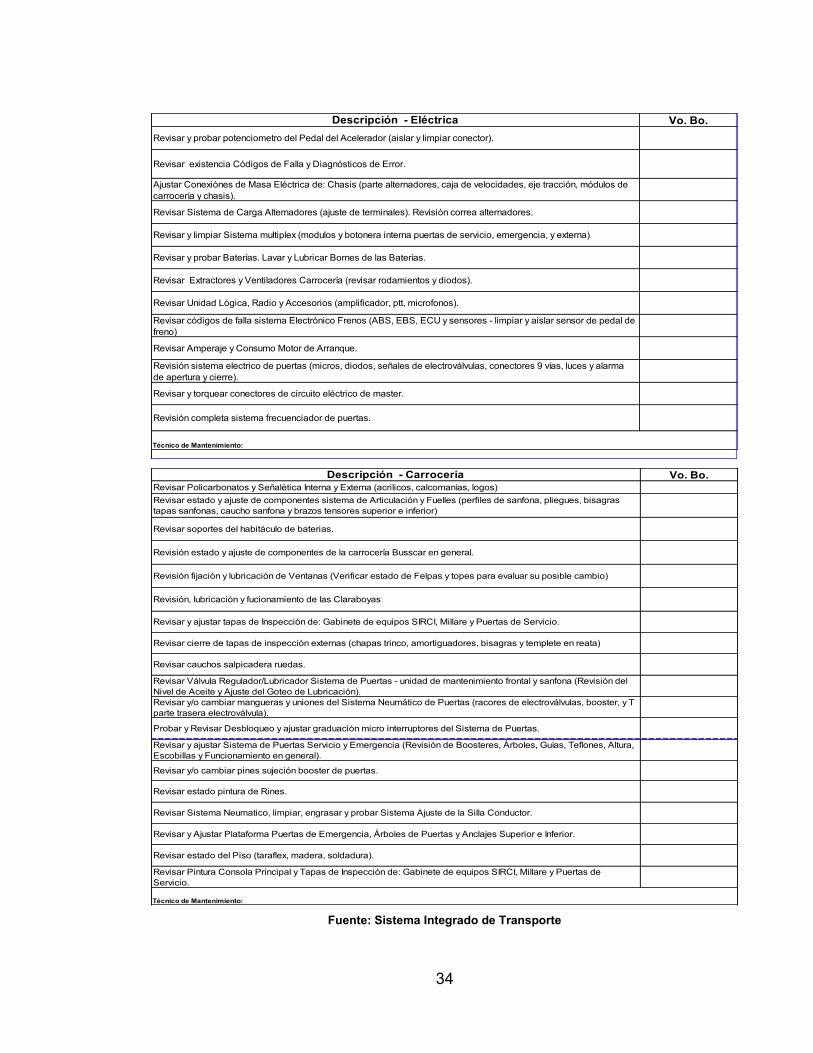
Fuente: Sistema Integrado de Transporte
Vo. Bo.
Revisar y probar Baterías. Lavar y Lubricar Bornes de las Baterías.
Revisar y probar potenciometro del Pedal del Acelerador (aislar y limpiar conector).
Revisar existencia Códigos de Falla y Diagnósticos de Error.
Ajustar Conexiónes de Masa Eléctrica de: Chasis (parte alternadores, caja de velocidades, eje tracción, módulos de
carrocería y chasis).
Revisar Sistema de Carga Alternadores (ajuste de terminales). Revisión correa alternadores.
Revisar y limpiar Sistema multiplex (modulos y botonera interna puertas de servicio, emergencia, y externa)
Descripción - Eléctrica
Revisión completa sistema frecuenciador de puertas.
Técnico de Mantenimiento:
Revisar Extractores y Ventiladores Carrocería (revisar rodamientos y diodos).
Revisar Unidad Lógica, Radio y Accesorios (amplificador, ptt, microfonos).
Revisar códigos de falla sistema Electrónico Frenos (ABS, EBS, ECU y sensores - limpiar y aislar sensor de pedal de
freno)
Revisar Amperaje y Consumo Motor de Arranque.
Revisión sistema electrico de puertas (micros, diodos, señales de electroválvulas, conectores 9 vías, luces y alarma
de apertura y cierre).
Revisar y torquear conectores de circuito eléctrico de master.
Vo. Bo.
Revisión, lubricación y fucionamiento de las Claraboyas
Revisar Policarbonatos y Señalética Interna y Externa (acrilicos, calcomanías, logos)
Revisar estado y ajuste de componentes sistema de Articulación y Fuelles (perfiles de sanfona, pliegues, bisagras
tapas sanfonas, caucho sanfona y brazos tensores superior e inferior)
Revisar soportes del habitáculo de baterias.
Revisar Sistema Neumatico, limpiar, engrasar y probar Sistema Ajuste de la Silla Conductor.
Revisión estado y ajuste de componentes de la carrocería Busscar en general.
Revisión fijación y lubricación de Ventanas (Verificar estado de Felpas y topes para evaluar su posible cambio)
Descripción - Carrocería
Revisar y ajustar tapas de Inspección de: Gabinete de equipos SIRCI, Millare y Puertas de Servicio.
Revisar cierre de tapas de inspección externas (chapas trinco, amortiguadores, bisagras y templete en reata)
Revisar cauchos salpicadera ruedas.
Revisar Válvula Regulador/Lubricador Sistema de Puertas - unidad de mantenimiento frontal y sanfona (Revisión del
Nivel de Aceite y Ajuste del Goteo de Lubricación).
Revisar y/o cambiar mangueras y uniones del Sistema Neumático de Puertas (racores de electroválvulas, booster, y T
parte trasera electroválvula).
Probar y Revisar Desbloqueo y ajustar graduación micro interruptores del Sistema de Puertas.
Revisar y ajustar Sistema de Puertas Servicio y Emergencia (Revisión de Boosteres, Árboles, Guías, Teflones, Altura,
Escobillas y Funcionamiento en general).
Revisar y/o cambiar pines sujeción booster de puertas.
Revisar estado pintura de Rines.
Revisar y Ajustar Plataforma Puertas de Emergencia, Árboles de Puertas y Anclajes Superior e Inferior.
Revisar Pintura Consola Principal y Tapas de Inspección de: Gabinete de equipos SIRCI, Millare y Puertas de
Servicio.
Técnico de Mantenimiento:
Revisar estado del Piso (taraflex, madera, soldadura).

35