capitulo7 - recep
DESCRIPTION
Control RecepTRANSCRIPT
Capítulo 7
Control de Recepción
7.1 Introducción
Llamaremos lote a un conjunto elevado de artículos del que tenemos que
decidir si adquirimos o rechazamos en función de la proporción de artículos
defectuosos que tenga. Llamaremos muestra al conjunto de artículos que
extraemos del lote y que serán los únicos que examinemos para ver si son de-
fectuosos o aceptables. Esta es con frecuencia la situación en el suministro
de artículos manufacturados. Los artículos son suministrados en lotes, los cua-
les pueden ser examinados bien por el fabricante antes de su envío, o bien
por el comprador antes de aceptarlos. Esta inspección consiste en examinar
una muestra o conjunto de muestras de los lotes y tomar una decisión en fun-
ción de la evidencia observada en la muestra. En este tema estudiaremos
la selección de este tamaño muestral de manera que las conclusiones que
se obtengan del análisis de la muestra puedan ser extendidas al lote entero
con cierta fiabilidad. Por tanto, tomaremos una decisión sobre el lote com-
pleto en función de lo que observemos en la muestra. En la mayoría de los
procedimientos supondremos que el lote es muy grande comparado con el
tamaño de la muestra y, por tanto, a efectos prácticos podría considerarse
que el lote es una población de tamaño infinito. Existe una gran variedad de
139

procedimientos para la realización de este muestreo de aceptación. Aquí se
describirán sólo los más importantes. Por ejemplo, un procedimiento sencillo
para realizar el muestreo consistiría en la extracción de una única muestra de
cada lote y aceptar el lote entero si en la muestra hay menos de cierto nú-
mero de artículos defectuosos. Ejemplos más sofisticados podrían ser tomar
muestras sucesivas dependiendo de si las muestras anteriores no ofrecieron
resultados concluyentes.
Existen tres posibilidades para evaluar un lote:
• Aceptar el lote sin inspeccionar
• Extraer una muestra y sacar una conclusión sobre el lote completo (con-
trol por muestreo o muestreo de aceptación)
• Inspeccionar la totalidad de individuos del lote (inspección al 100%)
La primera opción es útil en situaciones de alta confianza entre el pro-
ductor y el consumidor, donde la calidad es tan alta que no existe apenas
probabilidad de encontrar unidades defectuosas (p.ej. productos o procesos
con índices de capacidad 6-sigma o mayores). El muestreo de aceptación
se realiza cuando no es factible, o es antieconómico, la inspección del 100%
de los artículos. Por ejemplo, los ensayos requeridos pueden ser muy caros
o incluso pueden requerir la destrucción del artículo. En otras ocasiones, la
inspección puede necesitar mucho tiempo. En productos de alta precisión
suele ser habitual la inspección de todos los artículos.
El muestreo de aceptación también puede tener algunas desventajas res-
pecto a la inspección del 100%:
• Existe un riesgo de rechazar “buenos” lotes y aceptar “malos” lotes.
• la información que se dispone sobre el lote es menor
• hay que planificar (y normalizar) por anticipado el método de muestreo
a seguir
140
Existen dos conceptos importantes que no debemos olvidar para garanti-
zar decisiones correctas mediante el muestreo de aceptación: el individuo y
la aleatoriedad en el muestreo. El lote ideal debe estar formado por unidades
o individuos homogéneos, fabricados en ausencia de causas específicas de
variación que produzca heterogeneidad. Esto no implica que todos los indi-
viduos sea iguales sino que estén sujetos sólo a variaciones debidas a causas
comunes.Por otro lado, cuando se realiza la extracción o muestreo del lote
hay que poner especial atención a la hora de no favorecer las posibilidades
de ciertos individuos frente a otros. En especial hay que huir de tomar los in-
dividuos más accesibles o los que presentan alguna característica aparente
distintiva.
El muestreo de aceptación puede dividirse en dos tipos fundamentales
según la característica observada:
• Muestreo por atributos: cuando en la inspección los artículos se dividen
en defectuosos y en no defectuosos, según cumplan con un conjunto
de requerimientos.
• Muestreo por variables: en la inspección se mide una variable cuantita-
tiva: longitudes, pesos... y se evalúa la distancia entre dicha cantidad y
la requerida en las especificaciones.
Existen también otras clasificaciones de un plan de recepción según el
número de muestras a extraer:
• Un plan de muestreo simple, se basa en la toma de una muestra aleato-
ria de n individuos y toma la decisión en base a estos.
• Un plan de muestreo doble se basa en la toma de una primera mues-
tra de tamaño n1 a partir de la que se decide (1) aceptar el lote o (2)
rechazar el lote o (3) extraer una segunda muestra. Si se toma la se-
gunda muestra se combina toda la información de ambas para decidir
aceptar o rechazar el lote.
141

• Un plan de muestreo múltiple es una extensión del muestreo doble don-
de se pueden tomar de 1 a m muestras antes de la decisión.
• Un plan de muestreo secuencial o progresivo es un caso extremo del
muestreo múltiple donde se van extrayendo una a una las unidades y
en cada momento se puede decidir aceptar, rechazar el lote o tomar
un nuevo individuo.
En resumen, un plan de muestreo se define por:
• el tipo de control efectuado (por atributo o por variable)
• el esquema de muestreo (una o varias muestras aleatorias)
• el tamaño de la muestra (o muestras) a tomar y controlar
• la regla de decisión en función de los resultados posibles de la muestra
(o de las muestras)
En este tema centraremos nuestra atención en el muestreo por atributos
por ser el más frecuente, aunque muchos de los principios de este tipo de
muestreo también son aplicables al muestreo por variables.
7.2 Curva Característica, riesgo del productor y
del consumidor
Un muestreo de aceptación será eficaz si las conclusiones que se extraen de
la muestra son muy similares a las que se extraerían si se examinase todo el
lote. La eficacia de un procedimiento de muestreo de aceptación se resu-
me en la llamada curva característica, curva OC o curva característica de
operaciones (en inglés operating characteristic curve o más conocida por
OC curve). La curva característica es un gráfico que expresa, para un plan
de muestreo concreto, la probabilidad de aceptar un lote en función del
142

porcentaje p de artículos defectuosos existentes en el lote. Llamemos OC(p)
a esta probabilidad. Si p = 0 aceptaremos siempre ese lote, pues cualquier
muestra que extraigamos estará libre de artículos defectuosos. Por tanto,
OC(0) = 1. Asimismo, si todos los artículos son defectuosos (p = 1) rechazare-
mos siempre ese lote, pues cualquier muestra que se extraiga tendrá todos
los artículos defectuosos. Por tanto, la probabilidad de aceptar el lote será
cero: OC(1) = 0.
4 CAPÍTULO 6. CONTROL DE RECEPCIÓN
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
1.2
Proporción de defectuosos
OC
(p)
Curva característica de operación
Prop. de defectuosos admisible
Figura 6.1: Curva OC de un plan de muestreo ideal
riesgo de tomar una decisión equivocada. Vemos, además, que las equivocacionesson en dos sentidos: rechazar lotes buenos (riesgo para el vendedor) y aceptar lotes malos(riesgo para el comprador). La efectividad de un plan de muestreo se determinará porla capacidad de minimizar estos dos riesgos. Gráficamente, equivale a diseñar un plan demuestreo cuya curva OC no se aleje mucho de la curva ideal mostrada en la figura 6.1anterior. El objetivo de un diseño de un plan de muestreo es, pues, doble:
1. Garantizar que, aplicando dicho plan, lotes con un porcentaje de defectuosos bajose acepten con una probabilidad muy alta. Esto es equivalente a decir, que a laizquierda de pA la curva OC(p) se aproxime a la unidad.
2. Garantizar que lotes con un porcentaje de defectuosos alto sean aceptados con unaprobabilidad muy baja. Por tanto, a la derecha de pA la curva OC(p) correspondientese aproxime a cero.
Veamos esta idea con un ejemplo. Supongamos que un comprador está dispuesto a acep-tar aquellos lotes que tengan un porcentaje de defectuosos menor o igual al 6% (pA = 0,06).Supongamos que dicho comprador aplica el siguiente plan: se toma una muestra de n =50artículos de un lote y se acepta el lote entero si se encuentran 3 ó menos artículos de-fectuosos en dicha muestra. Este plan equivale a aceptar lotes cuya muestra tenga un
Figura 7.1: Curva Característica de un plan de muestreo ideal
Si un lote se acepta en función del resultado de la observación de una
muestra y 0 < p < 1, está claro que se ha de estar siempre dispuesto a acep-
tar artículos defectuosos, pues incluso si en la muestra no hay artículos de-
fectuosos, el lote sí podría tenerlos si p > 0. Supongamos que la proporción
de artículos defectuosos que se está dispuesto a admitir para un lote es pA.
143

En ese caso, aceptamos un lote si su proporción de artículos defectuosos es
p ≤ pA y rechazamos el lote si p > pA. Un plan de muestreo ideal debería
llevar siempre a aceptar un lote que tenga una proporción de defectuosos
p ≤ pA, es decir OC(p) = 1, p ≤ pA. Por el contrario, si p > pA dicho plan ideal
debería siempre llevar a rechazar el lote, por tanto OC(p) = 0, p > pA. La curva
característica de este plan ideal sería la expresada en la figura 7.1.
Un plan ideal no podrá establecerse nunca. La razón está en que la pro-
porción de artículos defectuosos del lote, p, es un dato desconocido salvo
que examinemos el lote entero. Una vez extraída una muestra de tamaño n
de un lote de tamaño N >> n, la proporción de artículos defectuosos que
se encuentren en la muestra puede no coincidir con la proporción que se
encuentre en el lote. Supongamos que se tiene un lote no admisible por te-
ner una proporción de defectuosos alta, p > pA. El comprador de ese lote
puede tener mala suerte y seleccionar una muestra con muy pocos artículos
defectuosos, llevándole a adquirir un lote no admisible. Análogamente, un
lote con muy pocos artículos defectuosos , p ≤ pA puede ser rechazado si se
selecciona una muestra donde, por azar, haya muchos artículos defectuosos.
Por tanto, en un muestreo de aceptación siempre existe el riesgo de tomar
una decisión equivocada. Vemos, además, que las equivocaciones son en
dos sentidos: rechazar lotes buenos (riesgo para el vendedor) y aceptar lotes
malos (riesgo para el comprador). La efectividad de un plan de muestreo se
determinará por la capacidad de minimizar estos dos riesgos. Gráficamente,
equivale a diseñar un plan de muestreo cuya curva OC no se aleje mucho
de la curva ideal mostrada en la figura 7.1 anterior. El objetivo de un diseño
de un plan de muestreo es, pues, doble:
1. Garantizar que, aplicando dicho plan, lotes con un porcentaje de de-
fectuosos bajo se acepten con una probabilidad muy alta. Esto es equi-
valente a decir, que a la izquierda de pA la curva OC(p) se aproxime a
la unidad.
2. Garantizar que lotes con un porcentaje de defectuosos alto sean acep-
144

tados con una probabilidad muy baja. Por tanto, a la derecha de pA la
curva OC(p) correspondiente se aproxime a cero.
De esto puede deducirse que, dado un plan de muestreo, tanto el com-
prador como el vendedor corren sus riesgos. El comprador corre el riego de
adquirir un lote que sea peor de lo que mostraba la muestra y por tanto que-
darse con un lote con un porcentaje de defectuosos superior al que estaría
dispuesto a admitir. Por otra parte, el vendedor corre el riesgo de que un lote
‘bueno’ parezca ‘malo’ porque en la muestra aparecieron una proporción
de defectuosos superior a la que admitía el comprador.
Por esta razón, para determinar un plan de muestreo, el comprador y el
vendedor deben acordar un plan que sea justo para ambos. Es decir, deben
negociar un plan de muestreo con una curva OC que les interese a ambos.
Negociar una curva OC puede ser complicado, por lo que el acuerdo entre
comprador y vendedor se suele limitar a fijar unos pocos puntos de ella. En
primer lugar, el comprador debe especificar el nivel de calidad que le gus-
taría que le suministrase el vendedor. La proporción de artículos defectuosos
de un lote que es aceptable para el comprador se le denomina nivel de
calidad aceptable (NCA, y en inglés AQL, acceptable quality level) y corres-
ponde al valor pA mencionado anteriormente. La probabilidad de que un
lote de calidad aceptable sea rechazado por azar de la muestra se denomi-
na riesgo del vendedor y lo denotaremos por α. Este riesgo coincide con la
probabilidad de rechazar el lote cuando p = pA y es igual a α = 1 − OC(pA).
Por tanto:
α = riesgo del vendedor = probabilidad de rechazar un lote con p = pA.
Usualmente, un plan de muestreo se diseña de forma tal que este riesgo α
esté cercano al 5%.
Por otra parte, para determinar la probabilidad de aceptar un lote de
mala calidad, el comprador debe también decidir qué nivel de calidad es
absolutamente inaceptable. A la proporción de artículos defectuosos en un
145

lote que es inaceptable para el comprador se le denomina nivel de calidad
rechazable (NCR, en inglés se suele denominar limiting quality level -LQL- o
lot tolerance percentage defective -LTPD). A esta proporción de defectuosos
inaceptable la denotaremos por pR. Normalmente pR/pA está entre 4 y 10. La
probabilidad de que un lote de nivel de calidad rechazable sea aceptado
por azar de la muestra se denomina riesgo del comprador y se le denota
por β. Usualmente, los planes de muestreo se diseñan de forma tal que este
riesgo sea alrededor del 10%. Por tanto:
β = riesgo del comprador = prob. de aceptar un lote con p = pR = OC(pR).
En la práctica, los planes de muestreo se determinan fijando a priori los
valores α, pA, β y pR. Habitualmente, los valores de α están alrededor del 5% y
β alrededor del 10%.
7.3 Plan de Muestreo Simple por Atributos
El muestreo simple es el tipo de plan más sencillo. Consiste en tomar una
única muestra aleatoria de tamaño n (sin reemplazamiento) de cada lote
y aceptar dicho lote si el número de artículos defectuosos no supera cierto
número predeterminado c. A dicha cantidad c se le denomina número de
aceptación.
Ejemplo 1: Un fabricante de microcircuitos de silicio produce lotes de 1000
microcircuitos para suministro. Un plan simple con n = 65 and c = 2 es em-
pleado para controlar lotes salientes deficientes.
Ejemplo 2: Un comprador (Director de compras de unos almacenes) re-
cibe lotes de cámaras fotográficas y toma una muestra de n =50 artículos y
acepta el lote entero si se encuentran 3 ó menos artículos defectuosos en
dicha muestra.
146

A la hora de calcular la curva característica de estos planes surgen diver-
sos cuestiones. La primera es tener un modelo probabilístico para el número
de defectos en la muestra de tamaño n.
Estrictamente, el número de artículos defectuosos en una muestra de ta-
maño n extraída de un lote de tamaño N , en el que hay D artículos defec-
tuosos, y por consiguiente una proporción de artículos defectuosos p = D/N ,
sigue una distribución llamada distribución hipergeométrica. Sea X el núme-
ro de unidades defectuosas en el lote de tamaño n; para esta distribución se
tiene que
OC(p) = Pr(X ≤ c|p) =c∑
k=0
(pN
k
)(N
n− k
)(
N
n
)Si N es muy grande comparado con el tamaño de la muestra n, puede
utilizarse como aproximación la distribución binomial (p.ej. n/N < 0.1), en la
que se supone que la muestra es extraída de una población de dimensión
infinita. En este caso, el cálculo de probabilidades se puede aproximar por
OC(p) = Pr(X ≤ c|p) =c∑
k=0
(n
k
)pk(1− p)n−k
También es posible aplicar una aproximación a la ley Binomial(n, p) por
medio de una Poisson(np), si n es grande y p muy pequeño. En este caso
OC(p) = Pr(X ≤ c|p) =c∑
k=0
exp(−np)(np)k
k!(7.1)
Para la representación de curvas OC, se suele utilizar la aproximación bi-
nomial siempre que se puede. Estas curvas se denominan en ocasiones cur-
vas OC de tipo B, en contraposición a las curvas OC de tipo A que son aque-
llas calculadas con la distribución hipergeométrica exacta.
147

7.3.1 Diseño de planes óptimos
Prefijados uno valores de pA, pR, α y β puede ser imposible encontrar un plan
que se ajuste a nuestros requerimientos, ya que n y c deben ser números en-
teros. Observar que buscamos n y c de forma que la curva característica de
dicho plan pase por los puntos prefijados (pA, 1 − α) y (pR, β). Existen diversas
estrategias a la hora del diseño del plan de muestreo simple de forma que se
verifiquen aproximadamente los riesgos asumidos para los niveles de calidad
prefijados.
Nomograma
Es una gráfico con escalas que permite, mediante el trazado de dos rec-
tas determinar los valores de n y c a partir del punto donde se cortan dichas
rectas. Está algo en desuso y dicho gráfico se encuentra al final del capítulo
(ver figura 10.9).
Aproximación por una distribución normal
Esta forma de determinar el plan de muestreo simple se basa en al aproxi-
mación de la distribución binomial por una distribución normal. Las ecuacio-
nes en n y c a resolver son:
OC(pA) = Pr(X ≤ c|pA) = 1− α X ∼ Bin(n, pA) ≈ N(npA,√
npA(1− pA))
OC(pR) = Pr(X ≤ c|pR) = β X ∼ Bin(n, pR) ≈ N(npR,√
npR(1− pR))
La normalización y solución aproximada de estas dos ecuaciones con dos
incógnitas nos da unos valores aproximados, dados por las siguientes expre-
siones donde las soluciones iniciales han sido modificadas teniendo en cuen-
ta que el verdadero muestreo se realiza de una población finita de tamaño
N sin reemplazamiento.
n0 = [z1−α(pA(1− pA))0.5 + z1−β(pR(1− pR))0.5]2/(pR − pA)2
n = n0/(1 + n0/N)
c = npA − 0.5 + z1−α[npA(1− pA)(1− n/N)]0.5
148

Tabla de Grubb
1− α = 0.95 β = 0.10 1− α = 0.95 β = 0, 10
c npA npR npR/npA c npA npR npR/npA
0 0.051 2.303 44.84 6 3.286 10.532 3.21
1 0.355 3.890 10.96 7 3.981 11.771 2.96
2 0.818 5.322 6.51 8 4.695 12.995 2.77
3 1.366 6.681 4.89 9 5.426 14.206 2.62
4 1.970 7.994 4.06 10 6.169 15.407 2.50
5 2.613 9.274 3.55 11 6.924 16.598 2.40
Tabla 7.1: Tabla de Grubb para planes de muestreo simple para α = 0.05 y
β = 0.10
Los valores n y c que se obtienen deben ser redondeados al alza (al mínimo
entero mayor que el correspondiente valor obtenido); aún así no hay una
seguridad de que se verifiquen estrictamente los errores 1− α y β que fijen.
Método de Grubb basado en la distribución Poisson
Es un método basado en tabulaciones que se encuentra disponible sólo
para algunos valores de α y β. La tabla dada hace referencia a un riesgo del
fabricante α = 0.05 y un riesgo del comprador de β = 0.10.
Plan JIS Z 9002
Para el diseño de planes de muestreo sencillo con α = 0.05 y β = 0.10 pue-
de aplicarse también el plan JIS Z 9002. Esta norma consiste en la aplicación
de una tabla (ver Tabla 7.4 al final del capítulo) que proporciona, para unos
valores de pA y pR, unos valores de n y c que satisfacen, aproximadamente,
las condiciones requeridas.
Ejemplo 3: Supongamos un fabricantes que produce bandas magnéticas
para billetes de metro en lotes de N = 10000 unidades. El nivel de calidad
admisible para el comprador es pA = 0.02 (i.e. 2%) y el nivel de calidad re-
chazable pR = 0.05. El riesgo fijado para el vendedor es α = 0.05 y el riesgo
149

fijado para el comprador es β = 0.1. Calcula planes de muestreo simple que
satisfagan estas condiciones de acuerdo con los métodos anteriores
Método Normal
De acuerdo con este método, z0.95 = 1.645, z0.90 = 1.281 y se tiene
n0 =(1.645 ∗
√.05 ∗ .95 + 1.281 ∗
√.1 ∗ .9
.03
)2
= 289
n = 289/(1 + .0289) = 281
c = 281 ∗ .02− 0.5 + 1.645[281 ∗ .02 ∗ .98 ∗ .9719]0.5 = 9
OC(pA) = 0.944(exacto)
OC(pR) = 0.098(exacto)
Método de Grubb
Con los valores dados para este ejemplo, se tiene que pR/pA = 2.5 que se
corresponde con el plan de c = 10 en la tabla de Grubb (Si no se corresponde
de forma exacta se toman en consideración el plan anterior y el siguiente al
valor de pR/pA). El valor de aceptación es c = 10. El tamaño n de muestra a
tomar se determina como n = npA/pA = 6.169/0.02 ≈ 309 o bien n = npR/pR =
15.407/.05 ≈ 309. Para estos valores, los riesgos exactos que se asumen son
OC(pA) = 0.954 y OC(pR) = 0.089.
Plan JIS Z 9002
Consultado la tabla, en la fila 1, 81 < pA% < 2, 24 y columna 4, 51 < pR% <
5, 60 se tiene que n = 300 y c = 10. Para este plan se tienen los siguientes
valores de la curva característica, OC(pA) = 0.961 y OC(pR) = 0.109
7.4 Plan de muestreo doble
El plan de muestreo doble es una extensión del simple. Se extrae primeramen-
te una muestra de tamaño n1 y se cuenta el número de artículos defectuosos
150

d1. Si este número es muy elevado, digamos superior a cierto valor c2, el lote
se rechaza. Por el contrario, si el número d1 es muy bajo, menor o igual que
cierto valor c1, el lote se acepta. Sin embargo, si el número de defectuosos
d1 se encuentra entre estos valores extremos: c1 < d1 ≤ c2 se concluirá que la
muestra no arroja evidencia suficiente para tomar la decisión. En ese caso, se
toma una segunda muestra de tamaño n2 y se evalúa el número de defec-
tuosos de dicha muestra. Si d1 + d2 es mayor que cierta cantidad c3 el lote se
rechaza definitivamente. En caso contrario se acepta. Para la selección de
los valores n1, n2, c1, c2 y c3 existen tablas. Véase, por ejemplo Duncan (1971)
capítulo 8 y las tablas 10.3 y 10.4 del final del capítulo. El primer tamaño mues-
tral n1 suele ser mucho menor que el que se requiere en el muestreo simple.
Por esta razón, aunque este plan es de aplicación algo más compleja que el
anterior, es más económico, pues permite reconocer en la primera muestra
a los lotes muy malos o muy buenos. Para lotes de calidad intermedios se
corre el riesgo de requerir una mayor inspección que en los planes de mues-
treo simple, por lo que se suele detener la inspección en el momento que
se alcanzan c3 + 1 artículos defectuosos, sin seguir la inspección (courtailed
inspection, inspección limitada o reducida).
El diseño de planes de muestreo dobles es, en general, complejo. Este
diseño se puede simplificar con la ayuda de tablas publicadas. Un ejemplo
de estas tablas aparece en la tabla 10.3 (extraída de la Chemical Corps
Engineering Agency), que puede encontrarse en algunos textos. Para ver su
utilización usaremos un ejemplo.
Ejemplo 4:
Vamos a diseñar un plan de muestreo doble con n1 = n2 para lotes de
tamaño 5000 con un pA = 0.01; α = 0.05; pR = 0, 045, β = 0.10. En las tablas, la
notación empleada es p1 ≡ pA y p2 ≡ pR. En nuestro caso se tiene que
R =p2
p1
=0.045
0.01= 4.5
151

Buscando este valor en la columna correspondiente a R vemos que el plan
más cercano es el PLAN 5: c1 = 2, c2 = c3 = 4. Tenemos así, por tanto, los
números de aceptación de cada muestra. Para obtener el tamaño muestral
n1 se han de mirar las columnas correspondientes a Approximate values of
n1p, donde Pa es la probabilidad de aceptar un lote con una proporción de
defectuosos p. Si utilizamos la información del vendedor, aceptaremos con
probabilidad 1 − α un lote con proporción de defectuosos p = pA = 0.01. Por
tanto tendremos que
Pa = 1− α = 0.95
Utilizaríamos, entonces, la columna correspondiente a Pa = 0, 95. Para el plan
5 se tiene que n1p = 1, 16. Por tanto:
n1p = n1pA = 1, 16 ⇒ n1 = 1, 16/pA = 1, 16/0, 01 = 116.
El plan de muestreo que se ha calculado es:
• Se extrae una muestra de tamaño n1 = 116 y se cuenta el número de
artículos defectuosos d1.
• Si d1 ≤ 2 se acepta el lote.
• Si d1 > 4 se rechaza el lote.
• Si 2 < d1 ≤ 4 se extrae una segunda muestra de tamaño n2 = 116 y se
cuenta el número de artículos defectuosos d2.
• Si d1 + d2 > 4 se rechaza el lote, en caso contrario se acepta.
Una segunda opción es haber utilizado, en las columnas de Approximate
values of n1p la información del comprador, es decir, se acepta con probabi-
lidad β un lote de p = pR. En este caso tendríamos:
Pa = β = 0.10
y para el plan 5 tendríamos n1p = 5, 39. Por tanto,
n1p = n1pR = 5, 39 ⇒ n1 = 5, 39/pR = 5, 39/0, 045 ≈ 120.
152

Han de ser las partes implicadas quienes decidan cuál de las dos opciones
usar. Una tercera alternativa es utilizar un punto intermedio, es decir, decidir
cómo ha de ser el lote (valor de p) que se acepta con probabilidad 50%.
Si quisiésemos diseñar un plan de muestreo con n2 = 2n1 utilizaríamos el
mismo esquema anterior pero utilizando la tabla inferior de la tabla 10.4.
7.5 Plan de muestreo secuencial
La idea del muestreo doble puede extenderse al muestreo secuencial. En
este caso el tamaño muestral se va aumentando unidad a unidad. Después
de cada observación se decide si el lote se acepta, se rechaza o se continúa
muestreando. Primero, y al igual que en los planes anteriores, se han de fijar
las cantidades α, pA, β y pR. El plan viene caracterizado por tres constantes
que dependen de los anteriores parámetros. Estas constantes h1, h2 y s se
obtienen de la siguiente forma:
h1 =
ln
(1− α
β
)ln
(pR(1− pA)
pA(1− pR)
)
h2 =
ln
(β
1− α
)ln
(pR(1− pA)
pA(1− pR)
)
s =
ln
(1− pA
1− pR
)ln
(pR(1− pA)
pA(1− pR)
)
Después de inspeccionar cada artículo se tendrá un tamaño muestral
acumulado n y un número de artículos defectuosos acumulado d. Enton-
ces, si d > sn + h2 se rechaza el lote y si d ≤ sn− h1 se acepta el lote. En caso
153

contrario se inspecciona un artículo más y se repite el proceso. Esta regla de
decisión puede verse gráficamente en la figura 7.2. En esta figura, (sn + h2) y
(sn−h1) constituyen dos rectas paralelas de manera que al cruzarlas se toma
la decisión de rechazar o aceptar el lote.6.7. PLAN MILITARY STANDARD 105E 25
0 20 40 60 80 100 120 140 160 180 200-2
-1
0
1
2
3
4
5
6
7
Tamaño muestral acumulado
Núm
ero
de d
efec
tuos
os a
cum
ulad
o
Plan de muestreo secuencial
Continuar inspeccionando
Aceptar lote
Rechazar lote
d=sn+h2
d=sn-h1
Figura 6.8: Plan secuencial: α = 0,05;β = 0,10; pA = 0,01; pR = 0,04.
Figura 6.9: Plan de muestreo secuencial
Figura 7.2: Gráfico de zonas de aceptación, rechazo y seguimiento de un
plan secuencial, α = 0.05, β = 0.10, pA = 0.01 y pR = 0.04
Ejemplo 5: Para los valores que aparecen en la figura 7.2 se tiene que
k = ln
(pR(1− pA)
pA(1− pR)
)= ln
( .04 ∗ .99
.01 ∗ .96= 1.417
h1 =ln(.95/.1)
k= 2.251/1.417 = 1.589
h2 =ln(.90/.05)
k= 2.890/1.417 = 2.040
s =ln(.99/.96)
k= 0.031/1.417 = 0.022
154

7.6 Plan de muestreo Rectificativo
En este tipo de plan, cualquier lote que sea rechazado es sometido a una
inspección al 100% y se sustituyen todos los artículos defectuosos por artículos
buenos (lote rectificado). Si el lote es aceptado, pero durante la inspección
se hallaron artículos defectuosos, estos también se reemplazan por artículos
buenos. De esta manera, el comprador recibe dos tipos de lotes. El primer ti-
po de lote corresponde a aquellos que han superado la etapa de muestreo,
por lo que contendrán una pequeña proporción de artículos defectuosos. El
segundo tipo de lotes serán aquellos que han sido revisados al 100% y recti-
ficados. De estos dos tipos de lotes puede calcularse la calidad media de
salida ( en inglés average outgoing quality -AOQ-), que es la proporción me-
dia de artículos defectuosos que recibe el comprador.
El cálculo del AOQ es simple a partir del valor de p (proporción de defec-
tuosos en el proceso de producción). Los n artículos seguro que son buenos.
Si el lote ha sido rechazado, los (N − n) restantes artículos también han sido
repasados y son ahora no-defectuosos; esto sucede con una probabilidad
1− OC(p). Si el lote es aceptado, esto sucede con probabilidad OC(p) se tie-
ne que en media habrá (N − n)p artículos defectuosos por lote. Por lo tanto,
AOQ(p) =(N − n)pOC(p) + (1−OC(p))× 0
N=
(N − n)pOC(p)
N
y si N >> n, podemos decir aproximadamente que AOQ(p) = pOC(p) ≤ p
Supongamos que un lote tiene una proporción p de artículos defectuo-
sos antes de ser inspeccionado. Si p = 0 está claro que AOQ = 0. Si, por el
contrario, p = 1, todos los lotes serán sometidos a inspección al 100% y rec-
tificación por lo que de nuevo AOQ = 0. Entre medias de estos dos valores
el AOQ tendrá un máximo, que llamaremos AOQL (average outgoing quality
limit). Si p es baja la AOQ será baja y próxima a p, pues casi todos los lotes se
aceptarán. A medida que p aumenta también aumentará AOQ, aunque en
menor proporción, pues los lotes rechazados se revisan y rectifican. A partir
de cierto valor de p el número de lotes rechazados comenzará a ser ya una
155
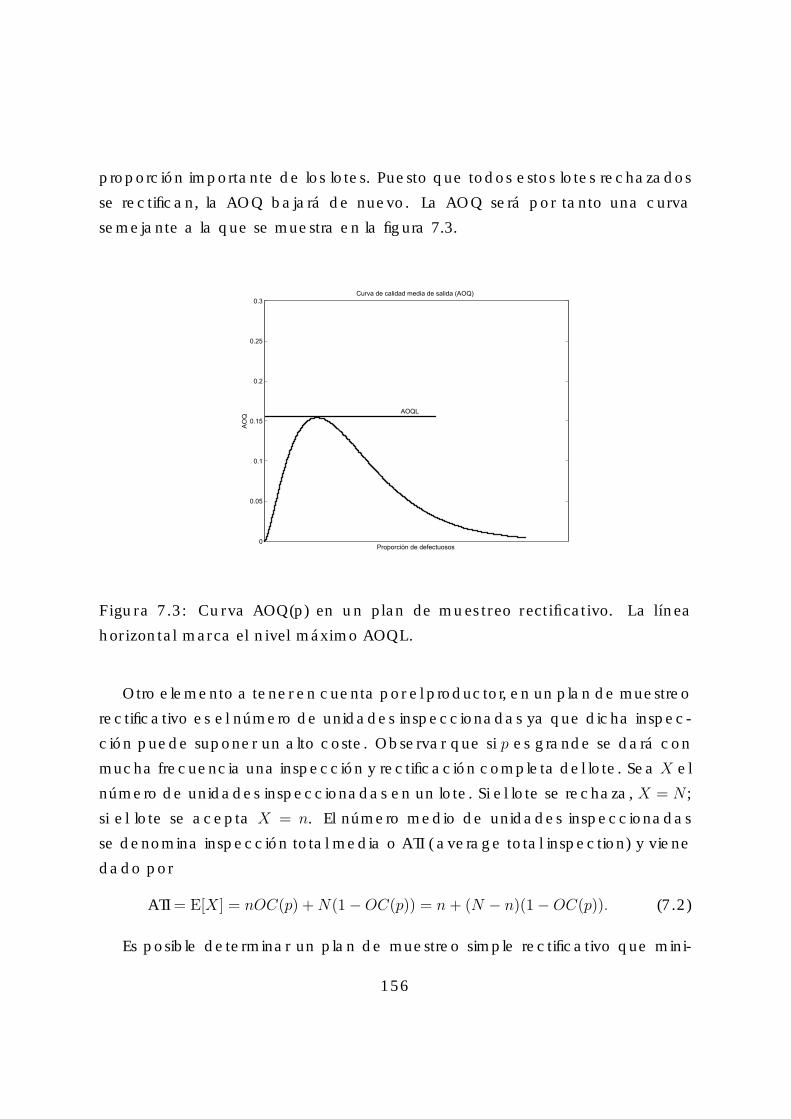
proporción importante de los lotes. Puesto que todos estos lotes rechazados
se rectifican, la AOQ bajará de nuevo. La AOQ será por tanto una curva
semejante a la que se muestra en la figura 7.3.
26 CAPÍTULO 6. CONTROL DE RECEPCIÓN
0
0.05
0.1
0.15
0.2
0.25
0.3
Proporción de defectuosos
AOQ
Curva de calidad media de salida (AOQ)
AOQL
Figura 6.10: Plan de muestreo rectificativo. Calidad media de salidaFigura 7.3: Curva AOQ(p) en un plan de muestreo rectificativo. La línea
horizontal marca el nivel máximo AOQL.
Otro elemento a tener en cuenta por el productor, en un plan de muestreo
rectificativo es el número de unidades inspeccionadas ya que dicha inspec-
ción puede suponer un alto coste. Observar que si p es grande se dará con
mucha frecuencia una inspección y rectificación completa del lote. Sea X el
número de unidades inspeccionadas en un lote. Si el lote se rechaza, X = N ;
si el lote se acepta X = n. El número medio de unidades inspeccionadas
se denomina inspección total media o ATI (average total inspection) y viene
dado por
ATI = E[X] = nOC(p) + N(1−OC(p)) = n + (N − n)(1−OC(p)). (7.2)
Es posible determinar un plan de muestreo simple rectificativo que mini-
156

miza el ATI, dando el tamaño muestral N , el AOQL deseado y p (se conoce
como plan Dodge-Roming). El tamaño n responde a la fórmula
n =yN
N × AOQL + y
donde y se toma de la tabla siguiente. El procedimiento es comenzar con c =
0, calcular n de acuerdo con la fórmula anterior (usando el y correspondiente
a c), calcular la probabilidad de aceptar el lote con el actual plan utilizando
la fórmula de la aproximación de Poisson dada en (7.1), calcular el ATI por
la fórmula (7.2), aumentar el valor de c en una unidad y repetir los cálculos
hasta llegar a un nuevo valor del ATI. Se selecciona el plan que minimiza el
valor de ATI.
Ejemplo 6: Construimos un plan de muestreo simple rectificativo para
N = 4000, AOQL = 0.03 y p = 0.015 que minimize el ATI.
Comenzamos con c = 0, entonces
n =0.3679 ∗ 4000
4000 ∗ 0.03 + 0.3679= 12.23 → 13,
y
np = 0.195, OC(p) = 0.823, ATI(p) = 13 + (1− .823) ∗ (3987) = 718.7,
y así sucesivamente podemos construir la tabla 7.3.
La solución es por lo tanto, n = 83 y c = 4; y la inspección total media es de
118.2 unidades por lote.
Existen tablas para diseñar un plan de muestreo rectificativo y las más co-
nocidas se deben a Dodge y Roming. Por esta razón, a este tipo de plan
se le conoce también como plan Dodge-Roming. Estas tablas pueden usar-
se de varias maneras, dependiendo de la información que se utilice. Puede
fijarse un tamaño del lote N , la calidad promedio que se desea -AQL- (en
157

C Y C Y
0 0.3679 21 14.66
1 0.8408 22 15.42
2 1.372 23 16.18
3 1.946 24 16.97
4 2.544 25 17.73
5 3.172 26 18.54
6 3.810 27 19.30
7 4.465 28 20.11
8 5.150 29 20.91
9 5.836 30 21.75
10 6.535 31 22.54
11 7.234 32 23.40
12 7.948 33 24.22
13 8.677 34 25.08
14 9.404 35 25.94
15 10.12 36 26.83
16 10.87 37 27.68
17 11.63 38 28.62
18 12.38 39 29.50
19 13.14 40 30.44
20 13.88
Tabla 7.2: Tabla de Dodge-Roming para planes de muestreo simple rectifica-
tivos que minimizan el ATI
158

c y n np OC(p) ATI
0 0.3679 13 0.195 0.823 718.7
1 0.8408 28 0.420 0.933 294.1
2 1.372 46 0.690 0.967 176.5
3 1.946 64 0.960 0.983 130.9
4 2.544 83 1.245 0.991 118.2
5 3.172 103 1.545 0.995 122.5
6 3.810 124 1.860 0.997 135.6
Tabla 7.3: Datos del ejemplo 6
porcentaje de defectuosos), el nivel de calidad rechazable y el riesgo del
comprador. Entonces se obtiene el tamaño de la muestra n, el número de
aceptación c y el nivel de calidad promedio máxima que se obtiene -AOQL-.
También puede entrarse con el AOQL y el tamaño del lote y se obtiene la
calidad promedio, n y c. Existen versiones de estas tablas tanto para planes
de muestreo simple como para planes de muestreo doble; para el caso de
muestreo simple se recogen en las tablas 10.19–10.21 y las tablas 10.23–10.25
del anexo final.
7.7 Plan MIL STD 105E
La estandarización de los procedimientos de muestreo de aceptación co-
menzó a producirse durante la II guerra mundial por el ejército en USA. Dicho
estándar se denominó Mílitary Standard (MIL STD). Desde entonces, el plan
Military Standard se ha convertido en el estandar más popular. El plan origi-
nal, el Miltary Standard 105A fue diseñado en 1950. La última revisión, el plan
Military Standard 105E data de 1989. Existe una versión civil de este plan mi-
litar, el plan ANSI/ASQC Z1.4, pero supone sólo pequeñas modificaciones de
éste. Este estándar ha sido también adoptado por la International Organiza-
tion for Standarization bajo la denominación ISO 2859. Este estándar cubre
tres tipos de muestreo: simple, doble y múltiple. Para cada tipo de muestreo
159

existen planes específicos dependiendo del nivel de calidad que el compra-
dor espera del vendedor. En este tema nos ocuparemos sólo de los planes
simples.
Para un mismo tamaño de lote y un mismo nivel de calidad aceptable
(NCA o AQL o valor pA) se especifican tres planes de inspección:
• Normal: para aquellos casos en los que la calidad que se espera del
proveedor es similar al NCA
• Reducido: para aquellos casos en los que la calidad esperada sea muy
alta (p < pA). En este tipo de muestreo, el tamaño muestral es inferior al
plan normal.
• Riguroso: implica un elevado tamaño muestral. Se utiliza cuando se es-
pera una calidad inferior a la AQL (p > pA).
Existen una serie de reglas que determinan el plan de muestreo anterior.
Estas reglas pueden resumirse en los siguientes puntos:
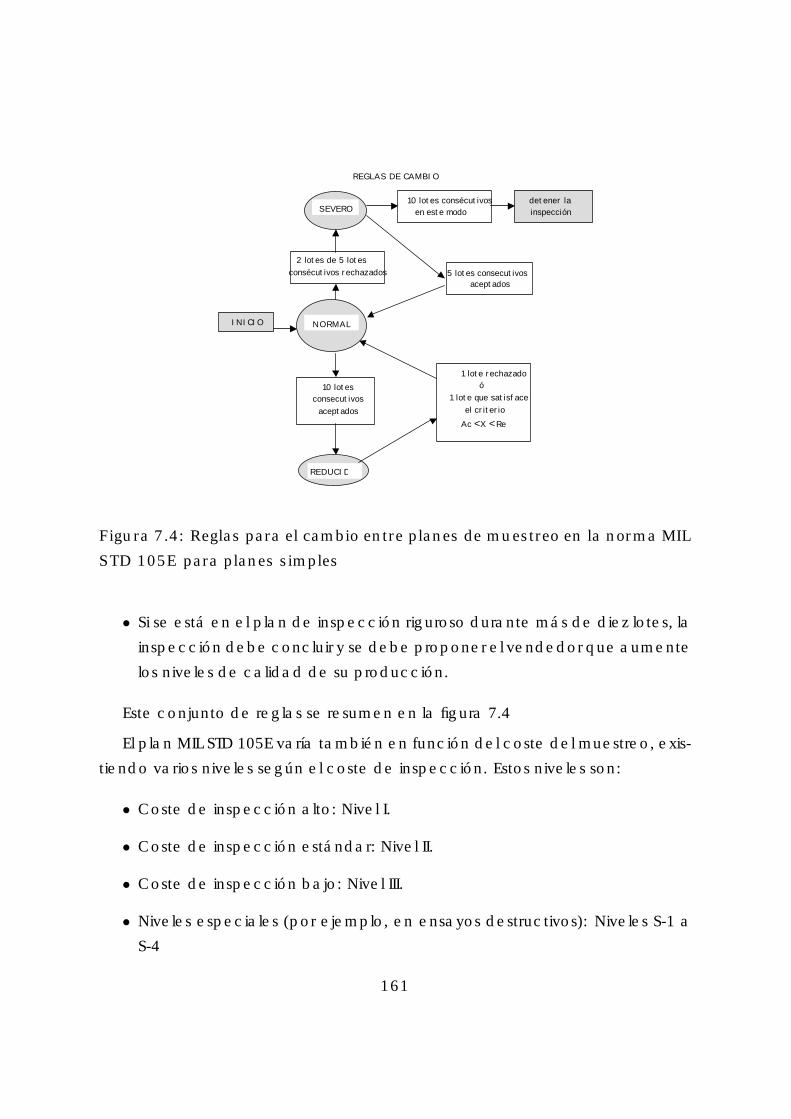
• El plan de inspección normal se realizará al comienzo de la tarea de
inspección.
• Cambio de plan normal a riguroso: se pasará de inspección normal a
rigurosa si dos de cinco lotes consecutivos han sido rechazados
• Cambio de plan riguroso a normal: se pasará de control riguroso a nor-
mal cuando se acepten cinco lotes consecutivos
• Cambio de plan normal a reducido: se pasará de muestreo normal a
reducido si no se rechaza ningún lote durante diez lotes seguidos.
• Cambio de plan reducido a normal: se pasará de muestreo reducido a
normal si un lote es rechazado. También puede volverse al plan normal
cuando el número de defectuosos no lleva ni a aceptar ni a rechazar el
lote.
160
___________________________________________________________________________ Bernard Clément, PhD Mars 2002 page 4
PROCÉDURE D'UTILISATION DU PLAN STANDARDISÉ MIL STD 105 E (systèmes équivalents : ANSI/ASQC Z1.4 et ISO 2859) Plans pour contrôler la proportion p de produit non conforme par attribut. Remarque: les tableaux associés du standard ne sont pas inclus dans ce formulaire sauf le tableau des lettres codes qui est présenté à la page 6. ÉTAPES
1. Préciser la taille N du lot; la valeur exacte de N n'est pas nécessaire sauf pour les petits lots. 2. En général, on utilise le degré de sévérité d'inspection II.
Exceptions: on utilise le degré de sévérité I ou III si le coût d'inspection est élevé ou faible; si l'inspection est destructrice on utilise les degrés S1, S2, S3, S4.
3. Déterminer la lettre code A, B, C, …. selon la taille du lot. - Consulter le tableau à la page 6. 4. Préciser la valeur AQL. 5. Choisir le mode normal pour commencer ; déteminer le plan (n, Ac, Re) où
n est la taille de l'échantillon à prélever Ac est le nombre maximal d'articles non conformes pour accepter le lot Re est le nombre minimal d'articles non conformes pour rejeter le lot
6. Déterminer les triplets (n, Ac, Re) correspondants pour le mode réduit et le mode sévère. 7. Tirer n unités du lot, inspecter chaque unité et compter le nombre X d'unités non conformes. 8. Si X <= Ac , accepter le lot.
Si X >= Re, rejeter le lot. Si Ac < X < Re (en mode réduit), accepter le lot et retourner en mode normal.
9. Prendre action sur le lot rejeté : inspection rectificatrice ou mise en quarantaine. 10. Noter les résultats d'inspection des lots afin d'ajuster le mode selon les règles de changement.
REGLAS DE CAMBIO
SEVERO
2 lotes de 5 lotes consécutivos rechazados
NORMAL
10 lotes consecutivos
aceptados
REDUCIDO
INICIO
10 lotes consécutivos en este modo
detener la inspección
5 lotes consecutivos
aceptados
1 lote rechazado ó
1 lote que satisface el criterio
Ac < X < Re
Figura 7.4: Reglas para el cambio entre planes de muestreo en la norma MIL
STD 105E para planes simples
• Si se está en el plan de inspección riguroso durante más de diez lotes, la
inspección debe concluir y se debe proponer el vendedor que aumente
los niveles de calidad de su producción.
Este conjunto de reglas se resumen en la figura 7.4
El plan MIL STD 105E varía también en función del coste del muestreo, exis-
tiendo varios niveles según el coste de inspección. Estos niveles son:
• Coste de inspección alto: Nivel I.
• Coste de inspección estándar: Nivel II.
• Coste de inspección bajo: Nivel III.
• Niveles especiales (por ejemplo, en ensayos destructivos): Niveles S-1 a
S-4
161
Los planes están diseñados teniendo en cuenta el riesgo del vendedor,
AQL o pA. El riesgo del comprador β y pR no se tienen en cuenta explícita-
mente al utilizar las tablas, pero los valores de β son muy pequeños si pR > 5pA.
Para aplicar el plan hay que seguir los siguientes pasos (consideramos mues-
treo simple):
1. Decidir el AQL o pA. Las columnas desde 0.01 hasta 10 son % de no-
confomes. El resto de columnas desde 15 a 1000 indican el número de
no-conformidades por 100 unidades.
2. Determinar el nivel de inspección en función de su coste (nivel I, II, III, o
niveles especiales).
3. Con el tamaño del lote y el nivel de inspección anterior ir a la tabla de
códigos y encontrar el código de inspección (tabla 10.7 del anexo).
4. Determinar el plan de inspección (normal, riguroso (o estricto) y reduci-
do).
5. Con el código de inspección y el plan de inspección, acudir a la ta-
bla correspondiente: Inspección normal: Tabla 10.8, inspección estric-
ta: Tabla 10.9, inspección reducida: Tabla 10.10) y encontrar el plan de
muestreo.
6. Tomar la muestra y ejecutar la inspección. Con el resultado evaluar un
posible cambio de plan.
Ejemplo 7:
Sea N = 500, AQL = 4% y Nivel II. Determina el plan de muestreo simple de
la norma MIL STD 105E.
La letra del código es J , y los valores (n,Ac,Re) son (80, 7, 8) en inspección
normal, (80, 5, 6) en inspección estricta y (32, 3, 6) en inspección reducida.
162