capÍtulo modelado de averías en la...
TRANSCRIPT

123
CAPÍTULO Modelado de averías en la
fabricación 5
5.1 INTRODUCCIÓN
En este capítulo se presenta trata el tema de averías de máquinas que hasta ahora se habían obviado.
En primer lugar se definen los tipos de averías que pueden presentarse, diferenciando entre aquellas que ocurren durante el funcionamiento en régimen permanente del sistema y las que se dan en las transiciones como ocurre en los arranques de línea.
En segundo lugar se explica el origen de los datos de averías con los que se preparará el modelo de simulación. Estos datos se obtienen directamente de unas hojas de averías pero que deben ser tratados convenientemente para poder introducirlos en el modelo. El primer paso es distinguir entre el tiempo de buen funcionamiento y el tiempo de avería. Posteriormente, dentro de los tiempos en los que las máquinas se encuentran en avería, habrá que distinguir entre las duraciones de las mismas, ya que se ha visto en etapas anteriores que las líneas no reaccionan de la misma forma frente a avería de corta, media o larga duración. Finalmente se prepararán una serie de funciones en MATLAB que permitirán tratar los datos y obtener distribuciones de averías en los tres rangos de duración, con leyes estadísticas adecuadas para introducir en el modelo.
Desafortunadamente el histórico de averías del que se dispone no es suficientemente extenso como para obtener resultados fiables de la simulación, por lo que se prepararán tanto las funciones en MATLAB como el modelo en WITNESS para poder realizar la simulación y analizar los resultados en posteriores ocasiones.
5.2 METODOLOGÍA: TIPOS DE AVERÍAS. DESCRIPCIÓN GENERAL
Se define avería como una parada de máquina no premeditada, es decir, su aparición y su duración son completamente aleatorias; en la realidad también existen averías que no provocan una parada de máquina, pero este tipo sólo afectan al recurso mantenimiento, algo que no se está teniendo en cuenta en la simulación, por tanto no serán consideradas en este capítulo.
Se distinguen dos principales grupos de averías:
• Averías mecánicas y/o eléctricas.
• Averías de preparación; son las que aparecen en arranques.
Esencialmente no son distintas, pero la forma de recogerlas históricamente sí lo es. Por ejemplo, las averías que se consideran como mecánicas y/o eléctricas, suelen recogerse en unas “hojas de averías” que rellena el operario cuando detecta la avería, apuntando tanto la fecha como la hora de inicio de la avería. Esta hoja es llevada a mantenimiento, que irá a solucionar la avería cuando le sea posible, apuntando entonces la hora en la que comienza la reparación; por tanto puede controlarse también el tiempo de espera de la máquina hasta ser atendida. Finalmente también se anota la hora

124
en que se termina la reparación, con lo que se controla la duración de la reparación, que podría contemplarse como la duración real de la avería, si el recurso “mantenimiento” no fuese insuficiente y su multiplicidad fuese muy elevada, como ocurría con el recurso “operario”.
Por otra parte las averías de preparación no se controlan de esta forma, en su lugar se acumulan las horas de averías de un mismo tipo o debido a un mismo problema y se presentan de forma semanal. Por esta razón no pueden mezclarse directamente, la única opción es obtener una distribución de cada tipo de avería e incluirlas en el modelo.
5.2.1 Averías de preparación
En el momento de la simulación únicamente se cuenta con datos de finales del año 2002 y hasta la semana 44 del año 2003, lo cual suma aproximadamente un año de histórico. Para tratar estos datos de forma correcta y obtener resultados que se puedan aprovechar es necesario simular un tiempo necesario para que cualquier evento se repita unas 200 veces, con lo que habría que simular siglos. Por esta razón se desprecian estas avería frente a las mecánicas y/o eléctricas.
5.2.2 Averías mecánicas y/o eléctricas
Los datos de los que se parte son las “hojas de avería”, y los datos que de ellas se extraen se presentan en la tabla 5.1 sólo para la primera máquina:
La duración de la avería se obtiene de restar a la hora de fin, la hora de inicio, desestimando en este caso el tiempo de espera de la máquina hasta ser atendida por el recurso “mantenimiento”.
Estos datos se tratan para poder obtener una distribución de escalones que representan las averías de cada máquina en cada instante; para ello se necesita tanto el instante en que comienza la avería, así como el instante en que acaba y la duración hasta la siguiente avería. Los datos pueden verse también a modo de ejemplo en la tabla 5.2, sólo para la primera máquina.
Restando a la hora de inicio de una avería la de terminación de la anterior se obtiene el tiempo intermedio (en fecha y horas). Con esto se calcula el nº de días, horas y minutos que transcurren entre esa avería y la anterior y se convierte en minutos, que se añade a la duración en minutos de la primera avería. Así se continúa con todas las demás hasta obtener dos columnas que son duración (minutos) y tiempo intermedio (minutos), que habrá que intercalar para obtener la gráfica que se busca. Para representarla se crea una función en MATLAB, de forma que simplemente usando como entrada los dos vectores obtenidos en Excel, se obtiene como salida la gráfica buscada, así como el vector que da un dato de duración, otro de tiempo intermedio, intercalados. La función diseñada para esto “function c=tiempo(a,b)” puede verse en el Anexo B.
El resultado de ejecutar esta función en MATLAB puede verse, a modo de ejemplo para la primera máquina en la figura 5.1.

125
M2027 Fecha Hora Inicio Fecha Hora Fin Duración Avería
09/10/2003 4:30:00 09/10/2003 14:00:00 9:30:00 06/10/2003 8:30:00 06/10/2003 8:45:00 0:15:00 27/09/2003 8:40:00 27/09/2003 9:00:00 0:20:00 15/09/2003 5:45:00 15/09/2003 6:40:00 0:55:00 28/08/2003 5:45:00 28/08/2003 6:40:00 0:55:00 10/07/2003 9:00:00 10/07/2003 10:50:00 1:50:00 24/06/2003 9:15:00 24/06/2003 9:30:00 0:15:00 23/06/2003 11:00:00 23/06/2003 14:00:00 3:00:00 17/06/2003 8:30:00 17/06/2003 9:15:00 0:45:00 16/06/2003 23:50:00 17/06/2003 3:00:00 3:10:00 04/06/2003 10:15:00 04/06/2003 11:35:00 1:20:00 02/06/2003 14:00:00 02/06/2003 14:50:00 0:50:00 30/05/2003 11:00:00 30/05/2003 12:00:00 1:00:00 27/05/2003 12:00:00 27/05/2003 13:00:00 1:00:00 22/05/2003 11:30:00 22/05/2003 11:45:00 0:15:00 21/05/2003 20:20:00 21/05/2003 21:10:00 0:50:00 21/05/2003 18:00:00 21/05/2003 18:45:00 0:45:00 15/05/2003 19:00:00 15/05/2003 20:00:00 1:00:00 14/05/2003 18:00:00 14/05/2003 19:00:00 1:00:00 13/05/2003 18:00:00 14/05/2003 3:45:00 9:45:00 06/05/2003 6:20:00 06/05/2003 14:30:00 8:10:00 14/04/2003 13:30:00 14/04/2003 14:00:00 0:30:00 28/03/2003 15:00:00 28/03/2003 16:00:00 1:00:00 13/03/2003 4:30:00 13/03/2003 6:15:00 1:45:00 11/03/2003 5:00:00 11/03/2003 6:00:00 1:00:00 03/03/2003 5:00:00 03/03/2003 6:35:00 1:35:00 28/02/2003 8:00:00 28/02/2003 8:15:00 0:15:00 18/02/2003 1:33:00 18/02/2003 14:15:00 12:42:00 12/02/2003 9:00:00 12/02/2003 9:30:00 0:30:00 12/02/2003 5:00:00 12/02/2003 6:50:00 1:50:00 05/02/2003 13:30:00 05/02/2003 13:50:00 0:20:00 27/01/2003 7:15:00 27/01/2003 7:30:00 0:15:00 21/01/2003 18:20:00 21/01/2003 19:00:00 0:40:00 21/01/2003 12:00:00 21/01/2003 13:00:00 1:00:00 17/01/2003 10:00:00 17/01/2003 11:00:00 1:00:00 15/01/2003 20:45:00 15/01/2003 21:45:00 1:00:00 09/01/2003 4:55:00 09/01/2003 5:15:00 0:20:00 08/01/2003 17:00:00 08/01/2003 21:00:00 4:00:00 08/01/2003 8:00:00 08/01/2003 8:30:00 0:30:00 07/01/2003 8:30:00 07/01/2003 9:30:00 1:00:00 18/12/2002 19:00:00 18/12/2002 19:30:00 0:30:00 13/12/2002 23:00:00 14/12/2002 4:30:00 5:30:00 28/11/2002 17:00:00 28/11/2002 18:00:00 1:00:00 27/11/2002 23:00:00 28/11/2002 0:15:00 1:15:00 26/11/2002 15:00:00 26/11/2002 17:00:00 2:00:00 20/11/2002 7:00:00 22/11/2002 19:00:00 12:00:00 15/11/2002 8:30:00 15/11/2002 9:15:00 0:45:00
Tabla 5.1 Representación de datos de Hojas de averías para máquinas 2027

126
Fecha Hora Inicio Fecha Hora Fin Duracion Avería (min) Tiempo Intermedio (min)
09/10/2003 4:30:00 09/10/2003 14:00:00 570 06/10/2003 8:30:00 06/10/2003 8:45:00 15 4065 27/09/2003 8:40:00 27/09/2003 9:00:00 20 12930 15/09/2003 5:45:00 15/09/2003 6:40:00 55 17400 28/08/2003 5:45:00 28/08/2003 6:40:00 55 25865 10/07/2003 9:00:00 10/07/2003 10:50:00 110 71695 24/06/2003 9:15:00 24/06/2003 9:30:00 15 23010 23/06/2003 11:00:00 23/06/2003 14:00:00 180 1155 17/06/2003 8:30:00 17/06/2003 9:15:00 45 8745 16/06/2003 23:50:00 17/06/2003 3:00:00 190 330 04/06/2003 10:15:00 04/06/2003 11:35:00 80 18015 02/06/2003 14:00:00 02/06/2003 14:50:00 50 2605 30/05/2003 11:00:00 30/05/2003 12:00:00 60 4440 27/05/2003 12:00:00 27/05/2003 13:00:00 60 4200 22/05/2003 11:30:00 22/05/2003 11:45:00 15 7215 21/05/2003 20:20:00 21/05/2003 21:10:00 50 860 21/05/2003 18:00:00 21/05/2003 18:45:00 45 95 15/05/2003 19:00:00 15/05/2003 20:00:00 60 8520 14/05/2003 18:00:00 14/05/2003 19:00:00 60 1440 13/05/2003 18:00:00 14/05/2003 3:45:00 585 855 06/05/2003 6:20:00 06/05/2003 14:30:00 490 10290 14/04/2003 13:30:00 14/04/2003 14:00:00 30 31220 28/03/2003 15:00:00 28/03/2003 16:00:00 60 24330 13/03/2003 4:30:00 13/03/2003 6:15:00 105 22125 11/03/2003 5:00:00 11/03/2003 6:00:00 60 2790 03/03/2003 5:00:00 03/03/2003 6:35:00 95 11425 28/02/2003 8:00:00 28/02/2003 8:15:00 15 4125 18/02/2003 1:33:00 18/02/2003 14:15:00 762 14025 12/02/2003 9:00:00 12/02/2003 9:30:00 30 8163 12/02/2003 5:00:00 12/02/2003 6:50:00 110 130 05/02/2003 13:30:00 05/02/2003 13:50:00 20 9550 27/01/2003 7:15:00 27/01/2003 7:30:00 15 13320 21/01/2003 18:20:00 21/01/2003 19:00:00 40 7935 21/01/2003 12:00:00 21/01/2003 13:00:00 60 320 17/01/2003 10:00:00 17/01/2003 11:00:00 60 5820 15/01/2003 20:45:00 15/01/2003 21:45:00 60 2175 09/01/2003 4:55:00 09/01/2003 5:15:00 20 9570 08/01/2003 17:00:00 08/01/2003 21:00:00 240 475 08/01/2003 8:00:00 08/01/2003 8:30:00 30 510 07/01/2003 8:30:00 07/01/2003 9:30:00 60 1350 18/12/2002 19:00:00 18/12/2002 19:30:00 30 28140 13/12/2002 23:00:00 14/12/2002 4:30:00 330 6630 28/11/2002 17:00:00 28/11/2002 18:00:00 60 21900 27/11/2002 23:00:00 28/11/2002 0:15:00 75 1005 26/11/2002 15:00:00 26/11/2002 17:00:00 120 1800 20/11/2002 7:00:00 22/11/2002 19:00:00 720 5520 15/11/2002 8:30:00 15/11/2002 9:15:00 45 7065
Tabla 5.2 Distribución de averías en máquina 2027

127
Figura 5.1 Distribución de averías en máquina 2027
Realizando todo esto para las otras máquinas, y usando la misma función (modificando únicamente el título del gráfico) se obtienen todas las distribuciones en escalón de las averías sucedidas en el último año de toma de datos (ver figuras 5.2 a 5.14).
Figura 5.2 Distribución de averías en máquina 2094

128
Figura 5.3 Distribución de averías en máquina 2190
Figura 5.4 Distribución de averías en máquina 2150

129
Figura 5.5 Distribución de averías en máquina 2141
Figura 5.6 Distribución de averías en máquina 2142

130
Figura 5.7 Distribución de averías en máquina 2333
Figura 5.8 Distribución de averías en máquina 2858

131
Figura 5.9 Distribución de averías en máquina 2857
Figura 5.10 Distribución de averías en máquina 2120

132
Figura 5.11 Distribución de averías en máquina 2064
Figura 5.12 Distribución de averías en máquina 2282

133
Figura 5.13 Distribución de averías en máquina 2117
Figura 5.14 Distribución de averías en máquina 2159

134
El máximo número de veces que se repite una avería es 12 veces y el mínimo 2 veces, y según las leyes de la estadística para obtener resultados fiables el evento debería repetirse al menos 200 veces, con lo que habría que realizar simulaciones excesivamente largas.
Para obtener las distribuciones que mejor se ajusten a las averías hay que remitirse a las normas “E41 50 505 R”, “E41 50 520 N” y “E41 50 720 N”.
5.3 MODELADO Y CARACTERIZACIÓN DE LAS AVERÍAS 5.3.1 Leyes de averías y números aleatorios
Cuando se quiere modelizar averías reales sobre una máquina, se necesitan datos, los cuales no siempre están disponibles de forma conveniente. Según los casos, se podrá acceder a varios niveles de precisión para caracterizar la ley de averías de máquinas:
• Nivel 0: No se conoce el índice global de avería del medio, lo cual es insuficiente para caracterizar la ley de averías de las máquinas. En efecto, si se ignora si el medio tiene paradas cortas y frecuentes o largas y de rara aparición, esto no es indiferente en absoluto desde el punto de vista de las máquinas río arriba y río abajo. Las paradas cortas podrán ser enmascaradas por las máquinas río abajo y las largas provocarán sistemáticamente bloqueo y saturaciones río arriba. En este caso es inútil realizar un modelo de simulación.
• Nivel 1: Se conoce el índice global de avería del medio y el tiempo medio de avería. Gracias a la relación entre Dppanne, TMP y TFMIP, se puede deducir TFMIP (Ver figura 5.15).
TFMIP = TMP x Dppanne / (1 – Dppanne)
Leyes de averías que hay que utilizar en Witness:
A) Para el TFMIP, se tomará la ley Exponencial Negativa (NEGEXP) porque es la que mejor caracteriza la aparición de fenómenos que sobrevienen aleatoriamente. Además esta ley es cierta a partir del momento en que se considera que las averías son independientes.
B) Para el TMP, en cambio, no se tiene ninguna información sobre la repartición de los tiempos de parada alrededor de la media. Dado que las averías largas son más penalizantes en el funcionamiento de una línea, la ley utilizada sería mucho más realista si se tuviese una idea de la proporción de paradas largas. En este caso se utilizará la ley ERLANG 2, porque es la ley por defecto propuesta en Witness.
• Nivel 2: Se conoce el índice global de avería del medio, el tiempo medio de avería y la desviación típica sobre las duraciones de avería. Estos datos están disponibles cuando se poseen estadísticas hechas a partir de datos reales. En este caso se utilizarán la ley Exponencial Negativa (NEGEXP) para el TFMIP (Tiempo de funcionamiento medio interaverías), y la ley Logarítmico-Normal (LOGNORML) para el TMP (Tiempo medio de avería), con media y desviación típica. De la desviación depende la proporción de averías largas, cuando aumenta su valor hay una proporción más gruesa de paradas largas compensadas por microparadas más frecuentes. Pero la ley Logarítmica no es una garantía absoluta de calidad de representación de los tiempos de averías.
• Nivel 3: Se conoce el índice global de avería del medio, y se posee un histograma que indica sobre un período dado el número de averías observadas por cada franja de duración. En este caso ideal, se utilizará el elemento “Distribución” de Witness para modelizar la duración de las averías de la máquina.

135
En este caso, la información disponible plantea la simulación en el nivel 1, con lo que se usará una distribución exponencial negativa para el tiempo entre averías (TMIP) y una distribución logarítmica normal para el tiempo de reparación o el tiempo de averías (TMP). Para ello será necesario determinar la media y la desviación típica de cada una de las distribuciones de averías.
5.3.1.1 Distribución de tiempos de un evento
El tiempo total de un evento cualquiera se divide a un primer nivel entre Tiempo Requerido y Tiempo no Requerido. A un segundo nivel, el Tiempo Requerido se distribuye también entre Tiempo de Buen Funcionamiento y Tiempo de Paradas, sean por la causa que sean. A un último nivel, el Tiempo de Buen Funcionamiento, se divide finalmente entre Tiempo Real de Buen Funcionamiento, que es el que realmente interesa para la producción, y Tiempo de Funcionamiento Degradado, ya sea por fabricación de piezas malas, por tiempo de espera, etc. Todo esto se puede ver claramente en la figura 5.15.
TIEMPO TOTAL (TT) T.NO
TIEMPO REQUERIDO (TR) REQUERIDO
TIEMPO DE FTO. MEDIO (TFM) TAPM TAIM T. FTO. TIEMPO DE BUEN FTO. MEDIO DEGRADADO (TBFM) (TFD)
Figura 5.15 Distribución de tiempos
• Tiempo Total: Tránsito Temporal Autorizado. El tiempo de referencia que cubre todos los estados posibles del medio.
• Tiempo Requerido: El tiempo durante el cual el utilizador emplea su medio con la voluntad en producir.
• Tiempo de Funcionamiento Medio: Es el tiempo medio durante el cual el producto medio de las piezas entre dos paradas limpias. Es el tiempo de funcionamiento total entre el número de paradas limpias, y a su vez, es la suma del tiempo de buen funcionamiento y el tiempo en funcionamiento degradado. Si el medio no conoce funcionamiento degradado o si la marcha degradada no

136
modifica la productividad se tiene que el tiempo de funcionamiento medio coincide con el tiempo de buen funcionamiento medio.
• Tiempo de Buen Funcionamiento Medio: Es el tiempo durante el cual el producto avanza sin anomalías.
• Tiempo de Funcionamiento Degradado: Es el tiempo durante el cual el producto avanza gracias a disposiciones excepcionales para mitigar los problemas.
• Tiempo de Parada Limpia Medio: Este valor concierne también a las paradas programadas, reglajes, cambios de herramientas, preventivos, así como las paradas aleatorias del equipo, averías. Es el tiempo total de parada limpias entre el número de paradas limpias.
• Tiempo Medio de Avería: Es el tiempo por término medio necesario para intervenir sobre la máquina y repararla. Es el tiempo total de parada por avería entre el número de averías.
• Tiempo de Funcionamiento Medio Interaverías: Es el tiempo medio durante el cual el equipo puede producir piezas entre dos averías. Es el tiempo de funcionamiento entre el número de averías. Si no hay paradas programadas o si éstas se efectúan fuera del tiempo requerido, se tiene que el tiempo de funcionamiento medio interaverías es igual al tiempo de funcionamiento medio, y que el tiempo total de paradas por averías es igual al tiempo de paradas limpias medio.
• Disponibilidad limpia del medio: La disponibilidad limpia de una máquina tiene en cuenta todas las paradas aleatorias como paradas programadas. Entonces en Witness estos dos tipos de paradas deben ser tratadas por separado, en adelante sólo nos ocuparemos de las averías.
Dp = TFM / (TFM +TAPM)
El término Dppanne caracteriza las averías de una máquina:
Dppanne = 1 – Ipa = TFMIP / (TFMIP + TMP)
En Witness existen tres opciones para documentar la frecuencia al punto de averías:
• Tiempo de Disp: Es el valor de intervalo de avería introducido, en este caso es el tiempo que separa dos principios de avería. El modelo de averías no tiene en cuenta el índice de ocupación de la máquina, es decir, no tiene en cuenta si la máquina está ocupada o no para provocar una avería. Este modelo no corresponde a la norma de la factoría y no debe ser utilizada, salvo ciertos casos específicos.
• Tiempo de Occ: Es el valor de intervalo de avería introducido, es el tiempo durante el cual la máquina estuvo trabajando entre dos averías. Es el TFMIP de la norma de la factoría. El modelo tiene en cuenta la ocupación de la máquina.
• Operaciones: En este caso se introduce el número de operaciones entre dos averías. Esta opción es equivalente a la anterior ya que basta multiplicar el número de operaciones por el tiempo ciclo de la máquina para obtener el TFMIP, salvo que el tiempo ciclo sea variable. Esta opción se suele usar cuando se tienen los datos de fiabilidad en forma de frecuencia de avería para 1000 operaciones (Fpm).
Se supondrá que el primer caso es el que más se aproxima a la realidad y será así como se documentará la frecuencia al punto de averías.

137
Es necesario que el número de averías sea bastante alto para ser representativo. Habitualmente se trata de tener al menos 200 eventos para la avería menos frecuente, lo que lleva a un tiempo de simulación de:
Tmax = 250 x (TFMIP + TMP)max
En el caso que actual se cumple que:
TFMImax = Tiempo de fto entre averías / nº averías = 130000 minutos.
TMPmax = Tiempo de avería total / nº averías = 400 minutos.
Según esto el tiempo de simulación rondaría los 62 años, lo cual es absurdo. Por tanto se simulará un año (525400 minutos), tomando como tiempo de estabilización una semana, a modo de ejemplo, sin embargo, no se podrá asegurar nada sobre la fiabilidad de los resultados.
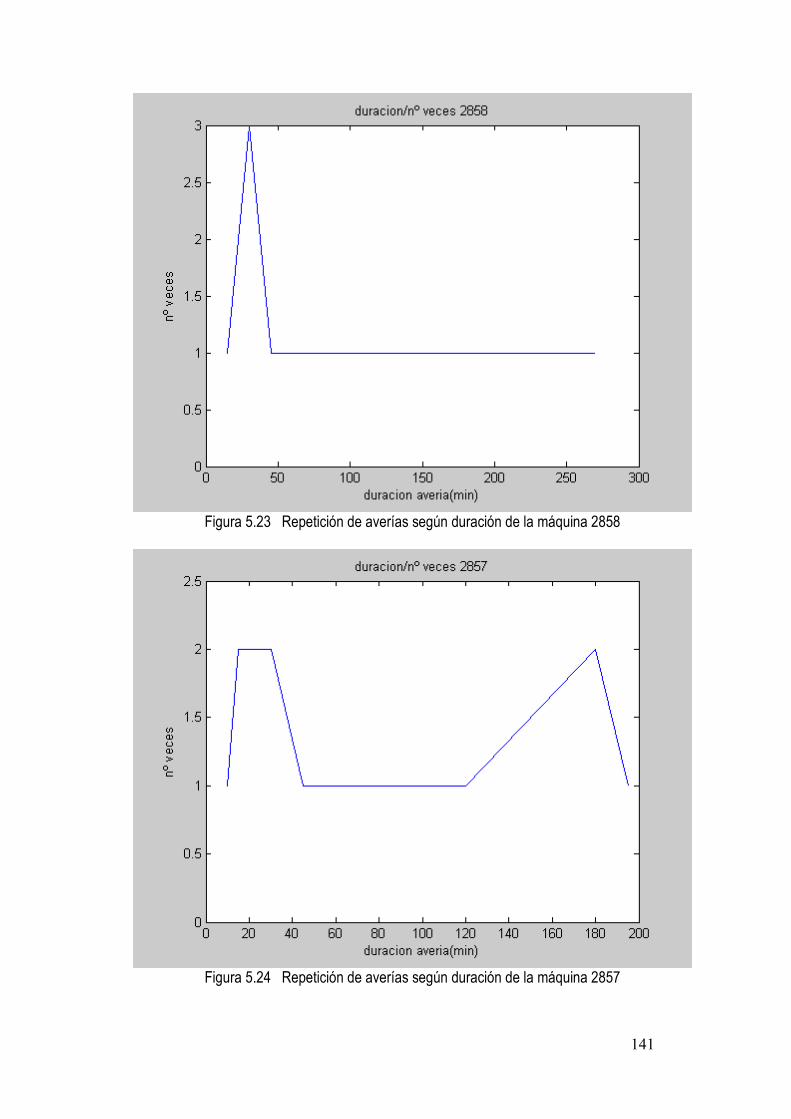
Para obtener estos datos ha sido necesario determinar todos los tiempos de averías sucedidos y hacer un recuento de estos para conocer el número de veces que se repite cada duración de avería en cada máquina. Para esto ha sido necesario programar una función en MATLAB que proporciona una gráfica representando el nº de veces que se repite una avería con la misma duración. La función diseñada para esto “function separacion(d)” puede verse en el Anexo B.
Los resultados se presentan en las gráficas de las figuras 5.16 a 5.29.
Figura 5.16 Repetición de averías según duración de la máquina 2027

138
Figura 5.17 Repetición de averías según duración de la máquina 2094
Figura 5.18 Repetición de averías según duración de la máquina 2190

139
Figura 5.19 Repetición de averías según duración de la máquina 2150
Figura 5.20 Repetición de averías según duración de la máquina 2141

140
Figura 5.21 Repetición de averías según duración de la máquina 2142
Figura 5.22 Repetición de averías según duración de la máquina 2333
141
Figura 5.23 Repetición de averías según duración de la máquina 2858
Figura 5.24 Repetición de averías según duración de la máquina 2857

142
Figura 5.25 Repetición de averías según duración de la máquina 2120
Figura 5.26 Repetición de averías según duración de la máquina 2064

143
Figura 5.27 Repetición de averías según duración de la máquina 2282
Figura 5.28 Repetición de averías según duración de la máquina 2117

144
Figura 5.29 Repetición de averías según duración de la máquina 2159
5.3.1.2 Medias y desviaciones típicas
Como puede comprobarse en las gráficas del apartado anterior (figuras 5.16 a 5.29), hay bastante diferencia entre la repetición de las averías de una corta duración y la repetición de las averías de una larga duración. Esto hace plantear una partición a la hora de obtener la media y desviación de las distribuciones de manera que se asemejen más a la realidad. Algo así sucede en la vida real de esta línea en la factoría, donde se agrupan las averías en corta, media y larga duración, ya que se atacan de forma distinta puesto que provocan problemas distintos. La siguiente cuestión a abordar es colocar los límites de separación correctamente; lo que se ha hecho finalmente es usar los mismos que en la factoría, que son:
• Averías cortas: Duración entre 0 y 15 minutos.
• Averías medias: Duración entre 15 y 120 minutos.
• Averías largas: Duración mayor de 120 minutos.
Por tanto las gráficas anteriores (figuras 5.16 a 5.29) deberán dividirse en 3 gráficas cada una, representando la misma información, aunque separado en los 3 rangos determinados. Para ello se programan unas funciones en MATLAB que permitirán realizar esa partición.
Se parte de un vector que sirvió para obtener las gráficas que mostraban la distribución a modo de impulsos de las averías que presentaba cada máquina; este vector intercala sin sumar duración de avería y tiempo intermedio. Con la función “function [d,ti]=reseparacion(dti,A)” que se verse en el Anexo B, se consigue dividir este vector en otros tres del mismo tipo.
Una vez se tiene el vector de cada franja se trata de nuevo para calcular la media y desviación típica del vector que agrupa las averías, así como la media del vector que agrupa los tiempos

145
intermedios, parámetros que son los que se introducirán en las distribuciones comentadas en el apartado anterior. La función que realiza esta operación “function [corta,media, larga]=completa(d,ti,a1,a2)” puede verse en el Anexo B.
Las distribuciones resultantes son las que se introducen en el modelo de Witness.
5.3.1.3 Tratamiento en Witness
Como se ha explicado anteriormente, existen tres formas de introducir las averías en Witness:
• Tps Disponible: Las averías son independientes de que el elemento esté o no ocupado.
• Tps d’Occ: Las averías dependen del tiempo de ocupación.
• Nº Operac: Las averías dependen del número de operaciones que haya realizado la máquina.
En este caso la primera opción parece la que más se acerca a la realidad, y puesto que se puede definir tanto el tiempo entre fallo (TFMIP) como el tiempo de reparación (TMP), adoptando el nivel 1, las distribuciones son:
TFMIP = NEGEXP (µµµµ,PRNs)
TMP = LOGNORML (µµµµ, σσσσ, PRNs)
El parámetro que aparece en Witness como PRNs es el sesgo, que es un parámetro que puede modificarse con objeto de comenzar las distribuciones en distintos momentos, de modo que sirve para indicar la aleatoriedad de la distribución: PRNs = stream = 1 –1000. Como defecto se toma 1 para todas.
5.4 PARÁMETROS A CONTROLAR
Los estudios que se deberían realizar en esta nueva etapa serían los que se realizaron en la etapa anterior, con objeto de poder compararlas entre sí. Se estudiarían los mismos parámetros, que serían el tiempo de ciclo y el tiempo de Eculement, con lo que sería necesario controlar el tiempo de entrada y salida de cada pieza del sistema; para ello se usaría el modelo de las dos ramas en paralelo, y se obtendrían dos distribuciones independientes, una por cada rama. También se controlaría el nº de piezas que salen del sistema con una frecuencia de muestreo de 5 minutos, con objeto de poder comparar los resultados con los de otras etapas. Finalmente, como se hiciera en la etapa anterior se estimaría que un periodo de transición suficiente para dar tiempo al sistema a estabilizarse.
Puesto que en este caso no existen datos suficientes para obtener conclusiones válidas, esta simulación no se ha llevado a cabo, aunque el modelo se deja preparado para incluir los parámetros en una posible futura ampliación del proyecto.