capitulo 3
TRANSCRIPT

50
CAPITULO III: REALIZACIÓN DE MATRICES DE RIESGO.
PAG
3.1 Generalidades. 54
3.1.1 ¿Qué es una matriz de riesgo? 54
3.2 Identificación de actividades, maquinarias y responsables. 56
3.2.1 Actividades. 56
3.2.2 Maquinarias y responsables. 57
3.3 Determinación de peligros y riesgos. 58
3.3.1 Peligro 58
3.3.2 Riesgo 59
3.3.2.1 Clasificación de los riesgos. 59
3.3.2.1.1 El riesgo inherente. 60
3.3.2.1.1.1 Riesgos físicos. 60
3.3.2.1.1.1.1 Riesgos mecánicos 60
3.3.2.1.1.1.2 Riesgos no mecánicos. 61
3.3.2.1.1.1.3 Riesgos eléctricos. 62
3.3.2.1.1.2 Riesgos químicos. 62
3.3.2.1.1.3 Riesgos ergonómicos. 63
3.3.2.2.1 El riesgo incorporado 63
3.3.2.1.2.1 Riesgos físicos. 64
3.3.2.1.2.1.1 Riesgos mecánicos. 64
3.3.2.1.1.1.2 Riesgos no mecánicos. 64
3.3.2.1.2.1.3 Riesgo eléctrico. 65
3.3.2.1.2.2 Riesgos ergonómicos. 65
3.3.3 Medición de polvo. 67
3.3.3.1 Generalidades. 67
3.3.3.2 Contaminación del aire. 67
3.3.3.3 Características del polvo. 68
3.3.3.4 Partículas transportadas por el aire. 69
3.3.3.5 Clasificación del polvo 69
3.3.3.5.1 Por su tamaño. 69
3.3.3.5.2 Por su forma 70
3.3.3.5.3 Por su composición 70
3.3.3.5.4 Por sus efectos 70

51
3.3.3.6 Vías de entrada de los contaminantes en el organismo. 70
3.3.3.6.1 Vía respiratoria 71
3.3.3.6.2 Vía dérmica. 71
3.3.3.6.3 Vía digestiva 72
3.3.3.7 Efectos de la contaminación del aire sobre la salud. 72
3.3.3.8 Influencia del tamaño de las partículas. 73
3.3.3.8.1 Retención de partículas por su diámetro. 74
3.3.3.9 Legislación 76
3.3.3.9.1 Partículas sedimentables. 77
3.3.3.10 Medición de polvo en I.Q.A. 78
3.3.3.10.1 Funcionamiento del mastersizer. 79
3.3.3.10.1.1 Arreglo para la medida 80
3.3.3.10.1.2 Encuadre de los ópticos. 80
3.3.3.10.1.3 Documentación de la medida. 80
3.3.3.10.1.4 Medición del fondo 80
3.3.3.11 Resultados. 80
3.3.3.11.1 Proceso productivo (obtención de zno). 81
3.3.3.11.2 Almacenamiento y despacho de producto
terminado. 81
3.3.3.11.3 Recuperación de producto (dross) y molinos.
82
3.3.3.12 Conclusiones. 92
3.3.4 Medición de ruido. 94
3.3.4.1 Generalidades. 94
3.3.4.2 Tipos de ruido. 94
3.3.4.2.1 Ruido constante 94
3.3.4.2.2 Ruido fluctuante 94
3.3.4.2.3 Ruido intermitente 94
3.3.4.2.4 Ruido impulsivo 95
3.3.4.3 Características de las ondas sonoras. 95
3.3.4.3.1 Decibeles. 95
3.3.4.4 Cuanto es demasiado ruido 96
3.3.4.5 Ruido industrial y efectos a la salud. 98
3.3.4.5.1 Enfermedades derivadas del ruido 99

52
3.3.4.5.1.1 Malestar 99
3.3.4.5.1.2 Interferencia con la comunicación 99
3.3.4.5.1.3 Pérdida de atención, de concentración y de
rendimiento 100
3.3.4.5.1.4 Trastornos del sueño 100
3.3.4.5.1.5 Daños al oído 101
3.3.4.5.1.6 El estrés, sus manifestaciones y
consecuencias 101
3.3.4.6 Legislación 102
3.3.4.6.1 Ruidos y vibraciones. 102
3.3.4.6.2 Ruido de impacto 104
3.3.4.7 Medidas de control del ruido 105
3.3.4.7.1 Sobre la fuente 105
3.3.4.7.2 Sobre el ambiente 105
3.3.4.7.3 Controles administrativos 106
3.3.4.7.4 Sobre el hombre 106
3.3.4.8 Medición de ruido en I.Q.A. 106
3.3.4.8.1 Calibración del sonómetro. 110
3.3.4.8.1.1 Calibración del equipo de medida en campo
110
3.3.4.8.1.2 Calibración del equipo de medida en
laboratorio. 110
3.3.4.8.1.3 Posición del micrófono en la medida 110
3.3.4.8.1.4 Número y duración de las mediciones 110
3.3.4.8.2 Características del sonómetro 110
3.3.4.8.3 Mapa de ruido. 111
3.3.4.8.3.1 Características del software. 112
3.3.4.9 Resultados 112
3.3.4.9.1 Recuperación de producto (dross) y molinos. 113
3.3.4.9.2 Almacenamiento y despacho de producto terminado.114
3.3.4.9.3 Proceso productivo (obtención de zno). 115
3.3.4.10 Conclusiones. 116
3.3.5 Valoración de consecuencia. 116
3.3.6 Valoración de probabilidad. 116

53
3.4 Obtención del valor esperado de la perdida (V.E.P). 118
3.5 Determinación de las acciones correctivas y preventivas. 118
3.5.1 Resumen de acciones correctivas y preventivas. 118
3.5.1.1 Recepción de materia prima 119
3.5.1.2 Pesado de la carga. 119
3.5.1.3 Limpieza de impurezas del horno. 119
3.5.1.4 Relleno del horno. 120
3.5.1.5 Obtención de ZnO. 120
3.5.1.6 Empaquetado y almacenado el producto. 121
3.5.1.7 despacho del producto. 121
3.5.1.8 Mantenimiento. 121
3.5.1.9 Riesgo asociado a la parte externa de I.Q.A. 122
3.5.1.10 Retiro de crisol roto. 122
3.5.1.11 Colocación de crisol. 123
3.5.1.12 Molido del material a recuperar. 123
3.5.1.13 Recuperación de material por fundición de granalla. 124
3.5.1.14 Molinos. 124
3.1 GENERALIDADES.

54
Cualquier actividad que el ser humano realice está expuesta a riesgos de diversa índole
los cuales influyen de distinta forma en los resultados esperados. La capacidad de
identificar estas probables eventualidades, su origen y posible impacto constituye
ciertamente una tarea difícil pero necesaria para el logro de los objetivos. En el caso
específico de las industrias, el desempeño de estas instituciones depende de la gestión
de los riesgos inherentes a su actividad, tales como riesgos químicos, físicos,
ergonómicos, entre otros, algunos de ellos de compleja identificación y de difícil
medición. En este sentido gestionar eficazmente los riesgos para garantizar resultados
concordantes con los objetivos estratégicos de la organización, quizás sea uno de los
mayores retos de los administradores y gestores de la seguridad.
De esta manera para facilitar la tarea de identificación de posibles riesgos dentro de las
industrias se a creado las matrices de riesgos las mismas que están encargadas de
recolectar información acerca de cada uno de los riesgos que dentro del proceso se
puedan suscitar.
3.1.1 ¿Qué es una Matriz de Riesgo?
Una matriz de riesgo constituye una herramienta de control y de gestión
normalmente utilizada para identificar las actividades (procesos y productos) de
una empresa, el tipo y nivel de riesgos inherentes a estas actividades y los
factores exógenos y endógenos relacionados con estos riesgos (factores de
riesgo). Igualmente, una matriz de riesgo permite evaluar la efectividad de una
adecuada gestión y administración de los riesgos que pudieran impactar los
resultados y por ende al logro de los objetivos de una organización.1
La matriz debe ser una herramienta flexible que documente los procesos y evalúe de
manera integral el riesgo de una institución, a partir de los cuales se realiza un
diagnóstico objetivo de la situación global de riesgo de una entidad. Aparte de lo ya
mencionado la matriz de riesgos constituye una herramienta clave en el proceso de
supervisión basada en riesgos, debido a que la misma nos permite efectuar una
evaluación cualitativa o cuantitativa de los riesgos inherentes de cada actividad en
estudio y la determinación del perfil de riesgo del proceso.
Los beneficios de la matriz entre otros, son los siguientes:
1 www.buniak.com/negocio.php?id_seccion=8&id_documento=248

55
Permite la intervención inmediata y la acción oportuna.
Evaluación metódica de los riesgos.
Promueve una sólida gestión de riesgos en las industrias.
Monitoreo continuo.
De esta manera la matriz de riesgo permite establecer de un modo uniforme y
consistente el perfil de riesgo de cada una de los proceso y permite profundizar en el
propósito de establecimiento de planes de supervisión a fin de que se ajusten a las
características específicas de cada empresa.
Formato de matriz utilizado.
Al realizar una matriz de riesgo nos permitirá tener un conocimiento amplio de cada una
de las actividades y procesos de la industria en estudio, el formato de las matrices no es
estandarizado pudiendo el personal que realice el estudio de riesgos tomar su propio
formato y realizar su investigación.
De esta modo se a realizado un formato de matriz que se adapte de manera apropiada al
proceso de obtención de ZnO y a las labores cotidianas de la empresa. El formato
propuesto se lo observara de mejor manera en las matrices presentadas al final de este
capitulo pero a continuación se presenta la información que contendrá esta matriz de
riesgo.
Nombre de la empresa en estudio.
Objetivo de la matriz
Alcance de la matriz
Proceso al cual estará relacionada la matriz.
Código de la matriz.
Numero de actividad.
Actividades del proceso.
Responsable de las actividades
Peligro de la actividad.
Riesgos de la actividad dividida en riesgos físicos, químicos, ergonómicos.
Calificación, en esta ocasión por el método VEP.
Acciones tanto correctivas como preventivas.
Señalización apta para cada actividad.

56
Equipo de protección personal.
Se debe indicar que una matriz de riesgo por su complejidad y extensión debe ser
resumida en una sola, la misma que nos dará un resumen de todas las matrices
realizadas siendo de esta manera la información recolectada mas entendible por
cualquier persona que la pueda observar. Esta matriz resumen nos indicara una
información limitada pero si es necesario llegar a profundizarla se deberá ir a revisar las
matrices completas que se ejecuto por cada proceso.
3.2 IDENTIFICACIÓN DE ACTIVIDADES, MAQUINARIAS Y
RESPONSABLES.
A partir de los objetivos estratégicos y plan de seguridad, la administración de riesgos
debe desarrollar un proceso para la “identificación” de las actividades y los riesgos a los
cuales están expuestas; entendiéndose como riesgo la eventualidad de que una
determinada actividad se salga de lo común provocando una lesión al operador de la
maquinaria o en su defecto la para de producción.
3.2.1 Actividades.
Es fundamental para identificar y evaluar correctamente el riesgo inherente contar con
un total conocimiento del entorno en el que opera la industria y de las actividades que
desarrolla. Para poder desarrollar una secuencia lógica y prudente al realizar la matriz
de riesgo, las actividades que serán sometidas a estudio de peligros y evaluación de
riesgos, deben ser las mismas que constan en los “Diagramas de Flujo” ya presentados.
La información de estos diagramas deberá ser minuciosa, específica y concreta, para
poder obtener una idea clara del proceso a ser evaluado. De esta manera se a seguido la
secuencia de los diagramas de flujo expuestos en el primer capitulo de esta trabajo de
investigación.
3.2.2 Maquinarias y responsables.
57
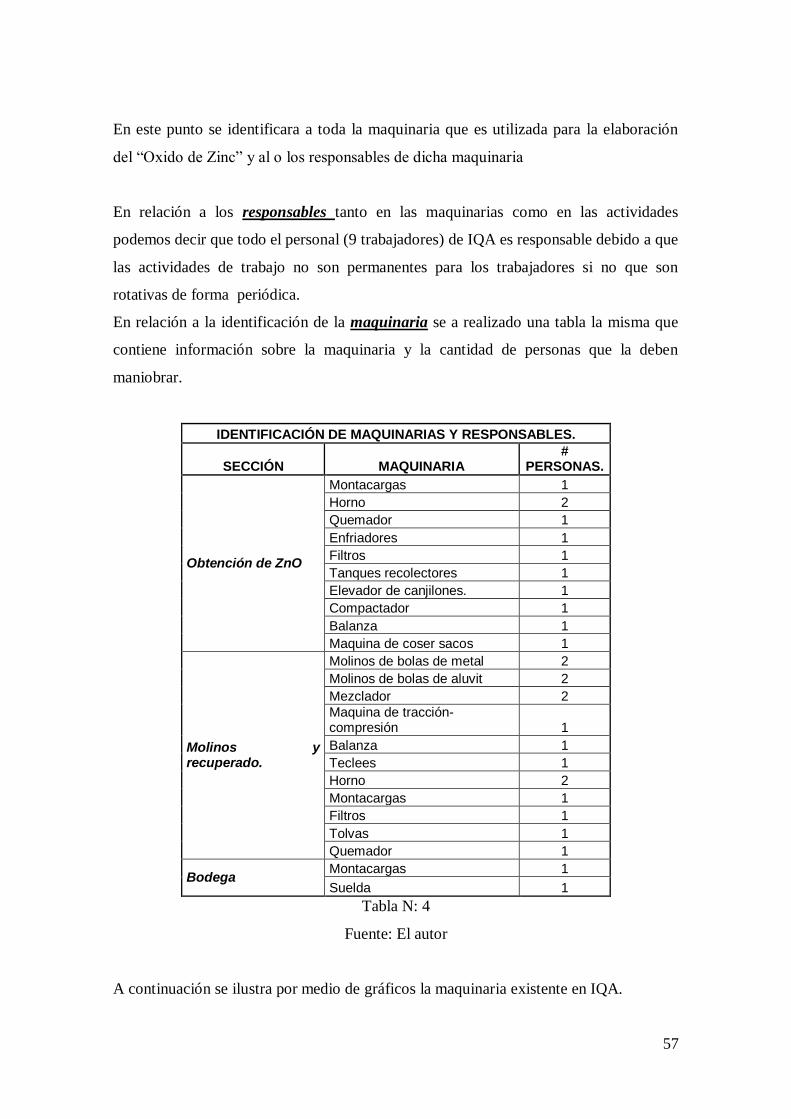
En este punto se identificara a toda la maquinaria que es utilizada para la elaboración
del “Oxido de Zinc” y al o los responsables de dicha maquinaria
En relación a los responsables tanto en las maquinarias como en las actividades
podemos decir que todo el personal (9 trabajadores) de IQA es responsable debido a que
las actividades de trabajo no son permanentes para los trabajadores si no que son
rotativas de forma periódica.
En relación a la identificación de la maquinaria se a realizado una tabla la misma que
contiene información sobre la maquinaria y la cantidad de personas que la deben
maniobrar.
IDENTIFICACIÓN DE MAQUINARIAS Y RESPONSABLES.
SECCIÓN MAQUINARIA #
PERSONAS.
Obtención de ZnO
Montacargas 1
Horno 2
Quemador 1
Enfriadores 1
Filtros 1
Tanques recolectores 1
Elevador de canjilones. 1
Compactador 1
Balanza 1
Maquina de coser sacos 1
Molinos y recuperado.
Molinos de bolas de metal 2
Molinos de bolas de aluvit 2
Mezclador 2
Maquina de tracción-compresión 1
Balanza 1
Teclees 1
Horno 2
Montacargas 1
Filtros 1
Tolvas 1
Quemador 1
Bodega Montacargas 1
Suelda 1
Tabla N: 4
Fuente: El autor
A continuación se ilustra por medio de gráficos la maquinaria existente en IQA.

58
Figura 5
3.3 DETERMINACIÓN DE PELIGROS Y RIESGOS.
Consecuentemente, una vez establecidas todas las actividades, maquinarias y
responsables se deben identificar los llamados “factores de riesgo o riesgos inherentes”.
El riesgo inherente es intrínseco a toda actividad, surge de la exposición y la
incertidumbre de probables eventos o cambios en las condiciones de trabajo.
3.3.1 Peligro
La determinación de los peligros pueden ser identificados por medio de las actividades
que se realizan, cada uno de los procesos conlleva múltiples peligros para los
trabajadores y dependerá de que tan bien estructurado este la secuencia lógica de las
actividades para poder determinar de manera clara y objetiva la peligrosidad de un
proceso.
Molino bolas de metal
Molino bolas de aluvit
Horno
Tolvas
Balanza
Enfriadores
Elevador de
canjilones.
Filtros.
Compactador Tecle
e
Montacargas
Tanques
recolectores

59
De esta manera a continuación se dará el concepto de que es un peligro:
Definición
Podemos definir peligro como el conjunto de elementos que, estando presentes en las
condiciones de trabajo, pueden desencadenar una disminución de la salud de los
trabajadores o cualquier condición o práctica en cualquier lugar de empleo cuya
naturaleza representa un peligro inmediato que se espera pueda causar la muerte o una
lesión física grave o dando la posibilidad inminente de dicho peligro puede eliminarse.
En lo referente a la presentación de los peligros identificados dentro de los procesos
de I.Q.A estos se podrán observar en las matrices de riesgo que se encuentran en el
ANEXO 2
3.3.2 Riesgo
Toda actividad conlleva un riesgo, ya que la actividad exenta de ello representa
inmovilidad total. Pero aún así, si todos nos quedamos en casa sin hacer nada y se
detuviera toda actividad productiva y de servicios, aún existiría el riesgo, no cabe duda
que menores pero existirían, el riesgo cero no existe.
Entonces, debemos definir el riesgo como:
Riesgo laboral, es la probabilidad de que ocurra daño a la salud de los
trabajadores originado en la exposición a un factor ambiental peligroso dentro
del área laboral. Para los efectos de la responsabilidad del empleador se
consideran riesgos del trabajo las enfermedades profesionales y los accidentes de
trabajo.2
3.3.2.1 Clasificación de los riesgos.
Los riesgos de cualquier actividad productiva tienen su propia definición y están
identificados; a continuación se a realizado una clasificación de los riesgos ya sea por
ser inherentes o incorporados, teniendo en consideración que estos riesgos a su vez
están subdivididos en físicos químicos y ergonómicos conteniendo cada uno sus
definición.
3.3.2.1.1 EL RIESGO INHERENTE.
2 CÓDIGO DEL TRABAJO. Capitulo III. De la seguridad y salud en el trabajo. Articulo 50. p. 26.

60
Es aquel riesgo que por su naturaleza no se puede separar de la situación donde existe.
Es propio del trabajo a realizar. Es el riesgo propio de cada empresa de acuerdo a su
actividad.
De esta manera se presenta información de los riesgos encontrados en IQA de acuerdo
a su clasificación.
3.3.2.1.1.1 RIESGOS FÍSICOS.
Su origen está en los distintos elementos del entorno de los lugares de trabajo. La
humedad, el calor, el frío, el ruido, etc. pueden producir daños a los trabajadores.
Estos riesgos a su vez se subdividen en riesgos Mecánicos, No mecánicos, eléctricos.
3.3.2.1.1.1.1 Riesgos mecánicos: Son los que se producen por el uso de máquinas,
útiles, o herramientas, produciendo cortes, quemaduras, golpes, etc, y estos se los puede
prevenir teniendo en cuenta la seguridad del producto y cumpliendo los requisitos que
de mantenimiento.
Los riesgos de estas características encontrados en IQA son los siguientes:
Proyección de partículas.
Riesgo: Circunstancia que se puede manifestar en lesiones producidas por piezas,
fragmentos o pequeñas partículas de material, proyectadas por una máquina,
herramientas o materia prima a conformar.
Medios de Izaje.
Riesgo: Esta clase de riesgo son provocados por correas, cables de sujeción en mal
estado, los mismos que provocan el desprendimiento de la carga o caída de los
elementos sujetados por lo estos.
Maquinas herramientas.
Riesgo: Son los riesgos relacionados con el funcionamiento de maquinas y el uso de
herramientas, estos son provocados por las vibraciones que da el funcionamiento de
la maquinaria o el mal uso de la herramienta.

61
3.3.2.1.1.1.2 Riesgos no mecánicos. Son los riesgos producidos por actividades
comunes o permanentes en el área de trabajo, y estos se los puede prevenir por medio
de la capacitación al personal sobre la existencia de esta clase de riesgos.
Los riesgos con estas características encontrados en IQA son:
Caídas desde diferentes alturas.
Riesgo: Comprende caída de personas desde alturas como las caídas en
profundidades:
o De andamios, pasarelas, plataformas, etc.
o De escaleras, fijas o portátiles.
o De materiales apilados.
o De vehículos y de máquinas.
Golpes – Cortes.
Riesgo: Comprende los golpes, cortes y punzamientos que el trabajador recibe por
acción de un objeto o herramienta, siempre que sobre éstos actúen otras fuerzas
distintas a las de la gravedad. En este apartado se incluyen martillazos, cortes con
tijeras, etc.
Pisadas sobre objetos.
Riesgo: Incluye los accidentes que son consecuencia de pisadas sobre objetos
cortantes o punzantes (clavos, chinchetas, chapas, etc.) pero que no originan caídas.
Vibraciones.
Riesgos: Se puede definir la vibración como la oscilación de partículas alrededor de
un punto de referencia en un medio físico cualquiera. Están originadas por
máquinas, herramientas y vehículos.
Ruido.
Riesgo. El ruido es un contaminante físico que se transmite por el aire mediante un
movimiento ondulatorio. Se genera ruido en:
o Motores eléctricos o de combustión interna.
o Escapes de aire comprimido.
o Rozamientos o impactos de partes metálicas.
o Máquinas.
Radiaciones no Ionizantes.

62
Riesgo: Esta clase de riesgos se presentan en hornos, secaderos industriales,
emisiones de radiofrecuencia, soldadura, fusión de metales, aplicación del láser y
tienden a provocar leves quemaduras.
Temperaturas elevadas.
Riesgo: Un trabajo realizado en ambientes calurosos puede dar lugar a fatiga y aun
deterioro del trabajo realizado. Esta situación se puede dar en:
o Hornos de cocción.
o Reparación de revestimientos refractarios.
3.3.2.1.1.1.3 Riesgos eléctricos: Se produce cuando las personas trabajan con
máquinas o aparatos eléctricos. Entre las medidas preventivas que se deben tomar
destacan por un lado, asegurarse de que los equipos e instalaciones con los que se
trabaja estén en buen estado y en caso de anomalía (como por ejemplo cables pelados,
humo, o chispas) llamar a un electricista, y por otro, el respeto a las normas de uso de
los aparatos eléctrico y el uso de aislantes que protejan el cuerpo, como por ejemplo
guantes.
Esta clase de riesgos identificados en IQA son:
Contactos eléctricos indirectos.
Riesgo: Aquellos en los que la persona entra en contacto con algún elemento que no
forma parte del circuito eléctrico y que, en condiciones normales, no debería tener
tensión, pero que la adquirido accidentalmente (envolvente, órganos de mando, etc.)
3.3.2.1.1.2 RIESGOS QUÍMICOS.
Son aquellos cuyo origen está en la presencia de aerosoles (polvo) en los lugares de
trabajo y manipulación de agentes químicos, los cuales pueden producir alergias,
asfixias, etc. Para reducir este tipo de riesgos, podemos actuar en tres direcciones, por
un lado sobre el foco contaminante: sustituyendo productos, cambiando el proceso
productivo, o encerrando el proceso; por otro lado, podemos actuar sobre el medio con
una limpieza del puesto de trabajo y con ventilación, y por último, actuando sobre el
trabajador, dándole formación, rotando los puestos de trabajo, aislando al empleado de
la exposición y usando equipos de protección adecuados.
Los riesgos químicos que se encuentran presentes en IQA son:
Exposición a sustancias cáusticas.

63
Riesgos: Contempla los accidentes debidos a la inhalación o ingestión de
sustancias cuya vía agresiva sea la absorción a través de la piel
Gases, Vapores y Polvo
Riesgo: Los contaminantes químicos son sustancias de naturaleza química en forma
sólida, líquida o gaseosa que penetran en el cuerpo del trabajador por vía dérmica,
digestiva, respiratoria o parenteral. El riesgo viene definido por las dosis.
3.3.2.1.1.3 RIESGOS ERGONÓMICOS.
Esta clase de riesgos son habituales en los lugares de trabajo y son los relacionados a la
mala posición del trabajador al realizar sus actividades o el mal diseño del puesto de
trabajo.
Los riesgos de estas características identificados en IQA son los siguientes:
Esfuerzo físico:
Riesgo: La carga física del trabajo se produce como consecuencia de las actividades
físicas que se realizan para la consecución de dicha tarea. Consecuencia directa de
una carga física excesiva será la fatiga muscular, que se traducirá en patología
osteomuscular.
Manipulación de cargas:
Riesgos: La carga física del trabajo se produce como consecuencia de las
actividades físicas que se realizan para la consecución de dicha tarea. Consecuencia
directa de una carga física excesiva será la fatiga muscular, que se traducirá en
patología osteomuscular.
3.3.2.2.1 EL RIESGO INCORPORADO
Es aquel riesgo que no es propio de la actividad, sino que producto de conductas poco
responsables de un trabajador, el que asume otros riesgos con objeto de conseguir algo
que cree que es bueno para el y/o para la empresa.

64
De acuerdo a la clasificación de riesgos, los siguientes son los que riesgos incorporados
en IQA.
3.3.2.2.2.1 RIESGOS FÍSICOS.
3.3.2.2.2.1.1 Riesgos mecánicos.
Choques contra objetos inmóviles.
Riesgo: Interviene el trabajador como parte dinámica y choca, golpea, roza o raspa
sobre un objeto inmóvil.
Superficie de trabajo.
Riesgo: Las superficies de trabajo diario están en malas condiciones tanto sea
deterioro del piso o sustancias regadas en el mismo.
3.3.2.2.2.1.2 Riesgos no mecánicos.
Atrapamiento por o entre objetos.
Riesgo.: El cuerpo o alguna de sus partes quedan atrapadas por:
o Piezas que engranan.
o Un objeto móvil y otro inmóvil.
o Dos o más objetos móviles que no engranan.
Caídas desde el mismo nivel.
Riesgo: Caída en un lugar de paso o una superficie de trabajo. Caída sobre o contra
objetos.
Incendio.
Riesgo: Accidentes producidos por los efectos del fuego o sus consecuencias.
Desplome.
Riesgo: Comprende los desplomes, total o parcial, de materia prima transportada
por montacargas, edificios, muros, andamios, escaleras, materiales apilados, etc. y
los derrumbamientos de masas de tierra, rocas, aludes, etc.
Explosión.
Riesgo: Liberación brusca de una gran cantidad de energía que produce un
incremento violento y rápido de la presión, con desprendimiento de calor, luz y
gases, pudiendo tener su origen en distintas formas de transformación.
3.3.2.2.2.1.3 Riesgo eléctrico.
65
Electrocutacion.
Riesgo: esta clase de riesgo es producido por el contacto directo e imprudencias con
elementos o maquinarias que trabajan con una gran cantidad de energía eléctrica
3.3.2.2.2.2 RIESGOS ERGONÓMICOS.
Posición inadecuada de trabajo.
Riesgo: La carga física del trabajo se produce como consecuencia de las actividades
físicas que se realizan para la consecución de dicha tarea. Consecuencia directa de
una carga física excesiva será la fatiga muscular, que se traducirá en patología
osteomuscular,
Vibración del cuerpo.
Riesgo: Esta clase de riesgo es producido por contacto del trabajador con
maquinaria en funcionamiento.
Fatiga.
Riesgo: La fatiga puede ser una respuesta normal e importante al esfuerzo físico, al
estrés emocional, al aburrimiento o la falta de sueño. Sin embargo, también puede
ser un signo no específico de un trastorno psicológico o fisiológico grave.
Estrés térmico.
Riesgo: El riesgo de estrés térmico, para una persona expuesta a un ambiente
caluroso, depende de la producción de calor de su organismo como resultado de su
actividad física y de las características del ambiente que le rodea, que condiciona el
intercambio de calor entre el ambiente y su cuerpo. Cuando el calor generado por el
organismo no puede ser emitido al ambiente, se acumula en el interior del cuerpo y
la temperatura de éste tiende a aumentar, pudiendo producirse daños irreversibles.
Cambio brusco de temperatura.
Riesgo: Esta clase de riesgo es provocado por el choque térmico que tiene el cuerpo
con el ambiente, la consecuencia más común de esta clase de riesgo es la parálisis de
una parte del cuerpo.
Problemas de espalda.

66
Riesgo: la principal causa de esta clase de riesgo es el desconocimiento del
levantamiento de cargas de los trabajadores provocando un sobreesfuerzo del cuerpo
que produce las lesiones de espalda.
Movimientos repetitivos.
Riesgo: esta clase de riesgo se caracterizan por ser lesiones temporales o
permanentes de los músculos, los nervios, los ligamentos y los tendones que se
deben a un movimiento que se realiza una y otra vez.
Toda la información que se a presentado son los riesgos que se han identificado dentro
de la empresa en estudio, su aplicación se vera reflejada en las matrices de riesgo que
se presentan en el ANEXO 2
Para poder identificar cada uno de los riesgos dentro de la planta se realizado un mapa
de riesgos el mismo que podrá ser observado en la ANEXO 5.
3.3.3 MEDICIÓN DE POLVO.
3.3.3.1 Generalidades.
Uno de los problemas mas severos en toda industria es la presencia de material
particulado proveniente de las materias primas con las que se trabajan, es un
contaminante que se lo debe considerar en cualquier estudio de seguridad de una
empresa, es por esta razón que se dará a conocer las múltiples complicaciones que este
material provoca en el personal que labora en las industrias.

67
Definiciones de polvo:
o Polvo. Conjunto de pequeñas partículas (1 a 100 micras) capaces de
permanecer temporalmente en suspensión en el aire.
o El polvo es una mezcla de partículas muy finas que originalmente formaban
parte de materias primas que fueron transformadas o residuos de las mismas.3
El polvo se encuentra dentro de la clasificación de los riesgos químicos, que son los
que se hallan constituidos por material inerte orgánico o inorgánico, natural o sintético
(gases, vapores, polvo, nieblas, etc.).
El polvo como contaminante químico puede ser: sílice, asbesto, algodón, lino,
madera, sustancias inertes, óxidos metálicos, talco, metales, granos, etc.
3.3.3.2 CONTAMINACIÓN DEL AIRE.
Por contaminación del aire se entiende la presencia en la atmósfera de sustancias
en concentraciones y por períodos capaces de afectar la salud de las personas,
los animales y las plantas; así como causar perjuicios económicos o deterioro del
entorno, o ambos. 4
Fuentes de contaminación de interiores que emiten gases o partículas en el aire son la
causa principal de los problemas de la calidad de aire de interiores en las industrias. La
ventilación inadecuada puede aumentar los niveles de contaminantes de interiores al no
permitir la entrada de gran cantidad de aire del exterior para diluir las emisiones de las
fuentes de interiores y no sacar fuera de los lugares de trabajo los contaminantes del aire
de interiores.
De esta manera podemos estar expuesto a polvo en:
Se puede estar expuesto en el lugar de trabajo a polvo
procedente de sustancias que normalmente existen en
forma de polvo (por ejemplo sacas de cemento) o de
procedimientos de trabajo que desprenden polvo.
El principal peligro de los polvos peligrosos es que se
pueden respirar (inhalarlos) y penetrar en los pulmones.
3 Microsoft. Encarta 2006. Microsoft Corporation. 4 Norma de calidad del aire ambiente. Libro XI anexo 4. 2003.
Figura 6
68
Puede ser difícil ver el polvo; a menudo, no se puede ver una nube de partículas
de polvo salvo con una iluminación especial.
Hay que aplicar medidas eficaces de control para mantener el polvo en el lugar
de trabajo a niveles "seguros".
3.3.3.3 CARACTERÍSTICAS DEL POLVO.
El termino polvo incluye todos los sistemas de partículas sólidas esparcidas en un
medio gaseoso estos sistemas se llaman dispersos y constan de la fase dispersa
(partículas) y un medio dispersante (aire).
Materia particulada (PM): las partículas son una clasificación general que incluye todas
las formas de contaminantes del aire, por lo tanto, su tamaño varía en gran medida,
algunas son visibles a simple vista, pero la mayoría no. Se origina de una variedad de
fuentes que incluyen automóviles, plantas de energía, actividades de la construcción,
polvo del suelo, hollín y procedimientos industriales. Las partículas gruesas (PM10)
generalmente son emitidas por fuentes como el polvo que el viento sopla, los vehículos
que viajan por caminos no pavimentados y las operaciones de aplastado y trituración.
Las partículas finas (PM 2.5) pueden provenir de la combustión de combustibles
(automóviles, plantas industriales) y del polvo fugitivo (refiriéndose a partículas
provenientes de otros lugares). Cuando las partículas están suspendidas en el aire estás
toman el nombre de aerosol y cuando las partículas se depositan y la proporción de
fase gaseosa es comparativamente pequeña, se llama aerogel.
3.3.3.4 PARTÍCULAS TRANSPORTADAS POR EL AIRE.
En todo lugar de trabajo hay muchas sustancias que están suspendidas en el aire en
forma de partículas. El cuerpo puede desechar o filtrar las partículas más grandes a
través de la nariz y la membrana mucosa (tejido delgado) del aparato respiratorio que
captura muchas de las partículas. Ellas son espectadoras o tragadas. Los pulmones
también contienen células que hasta cierto punto remueven partículas que son inhaladas.

69
La capacidad del cuerpo para hacer que las partículas inhaladas no resulten perjudiciales
depende de:
El tamaño de la partícula.
La naturaleza de la partícula.
La cantidad de partículas.
El tiempo pasado en ese lugar de trabajo.
Cuando más pequeñas son las partículas, más profundamente penetraran en los
pulmones. Parte del polvo puede incluso llegar hasta pequeños espacios de aire
(alvéolos) que forman las bolsa de aire, miles de las cuales forman el pulmón.
La concentración de las partículas (es decir, la cantidad de polvo y humo presente en el
local de trabajo) constituye uno de los factores claves que determinan el alcance del
riesgo.
3.3.3.5 Clasificación del polvo:
El polvo en el campo de los contaminantes químicos industriales ocupa un lugar
destacado debido a los efectos que puede tener sobre la salud, de los operarios. Los
riesgos que pueden originar varían desde enfermedades como neumocomosis hasta la
simple incomodidad en el puesto de trabajo.
El polvo industrial se puede clasificar en función de:
3.3.3.5.1 Por su tamaño se clasifica en:
Sedimentable: Debido a su peso se deposita rápidamente. Con tamaño entre 10
y 15 mieras.
Inhalable: Son precisamente las partículas de tamaño inferior a 10 micras las
que pueden penetrar en el aparato respiratorio (por la nariz y la boca) y una
porción quedar retenida, que es denominada fracción inhalable.
Respirable: Aquellas capaces de alcanzar la región alveolar, por tener un
tamaño menor de 5 micras, son las consideradas como fracción respirable, que
serán las responsables del origen de ciertas enfermedades respiratorias de
carácter laboral, como las neumoconiosis.
Visible: Distinguible a simple vista, mayor de 40 micras.
3.3.3.5.2 Por su forma se clasifica:

70
Polvo propiamente dicho: Partículas sólidas en suspensión, que no
sean fibras.
Fibras: Se llaman fibras a las partículas mayores de 5 micras de longitud, con
un diámetro de sección transversal menor de 3 micras y una relación longitud-
anchura mayor de 3 micras.
3.3.3.5.3 Por su composición se clasifica:
Animal: Pluma, pelo, cuero, hueso.
Vegetal: Polen, cereales, paja, tabaco, cáñamo.
Mineral: Metales, asbesto, etc.
3.3.3.5.4 Por sus efectos se clasifica en:
Polvo neumoconiótíco: Produce alteraciones irreversibles en el pulmón,
denominada neumoconiosis.
Polvo tóxico: Tiene una acción tóxica primaria en el organismo.
Polvo cancerígeno: Es todo polvo que pude producir o inducir un tumor
maligno en el hombre al someterlo a una determinada dosis.
Polvo inerte: No produce alteraciones fisiológicas importantes. Su efecto más
importante es la producción de molestias en el trabajo con frecuencia origina
afecciones respiratorias benignas.
3.3.3.6 VIAS DE ENTRADA DE LOS CONTAMINANTES EN EL
ORGANISMO.
La Higiene Industrial es la disciplina básica de la Prevención de Riesgos Laborales que
tiene por objeto actuar sobre los agentes contaminantes que se encuentran en el medio
de trabajo y que pueden afectar a la salud de los trabajadores.
Las vías de entrada de contaminantes químicos en el cuerpo humano son tres:
3.3.3.6.1 VÍA RESPIRATORIA
La penetración de un contaminante a través de la vía respiratoria depende de los
siguientes factores:
1.- Ventilación pulmonar: Cuanto mayor sea ésta, más posibilidades hay de que un
contaminante pueda ser absorbido.

71
2.- Difusión del disolvente a través de la membrana alveocapilar.- La membrana
alveocapilar está constituida por dos filas de células, de la capacidad del contaminante
de traspasar esas filas depende de la posibilidad de que éste sea absorbido.
3.3.3.6.2 VÍA DÉRMICA.
Hay que distinguir entre dos grandes tipos de sustancias para la penetración por vía
dérmica:
* Las sustancias hidrófilas.- No pueden traspasar la capa sebácea lipídica y por tanto
tienen que traspasar a través de roturas en la piel (vía parenteral) o a través de zonas en
las que una sustancia abrasiva hubiera previamente eliminado esa capa.
* Las sustancias lipófilas.- Son las sustancias que atraviesan con facilidad la capa
sebácea lipídica (piel). Las sustancias de este tipo se absorben a través de la vía dérmica
de manera muy fácil.
Espesor de la piel.- La velocidad de absorción de sustancia es inversamente
proporcional al grosor de la piel.
Temperatura-humedad.- La cantidad de agua que habrá contenida en la piel depende de
la temperatura y humedad exterior. El aumento de temperatura hace que muchas
sustancias se absorban mejor. Unas condiciones de bajas temperaturas y alta humedad
relativa cuartean la piel, abriendo así nuevas vías de entrada.
3.3.3.6.3 VÍA DIGESTIVA.
Actualmente la intoxicación por vía digestiva se produce de manera accidental y no
como consecuencia de un cierto grado medible de agente contaminante en el ambiente.
Esta intoxicación se suele dar con una cierta frecuencia en los lugares donde se come
bebe o fuma con las manos manchadas de un contaminante.
3.3.3.7 EFECTOS DE LA CONTAMINACIÓN DEL AIRE SOBRE LA SALUD.
La exposición intensa al polvo y al humo causa irritación a los ojos, la nariz, la garganta
y los pulmones, produce tos y estornudos. Estos primeros síntomas son la manera que

72
tiene el cuerpo de deshacerse de substancias extrañas. Las reacciones severas por lo
general ocurren durante exposiciones prolongadas (años de trabajo).
La exposición prolongada al aire contaminado puede tener efectos permanentes sobre la
salud:
Envejecimiento acelerado de los pulmones y pérdida de la capacidad pulmonar
Incremento de las infecciones respiratorias agudas
Menor función pulmonar
Desarrollo o agravamiento de enfermedades tales como asma, alergias,
bronquitis, enfisema y posiblemente cáncer
Síntomas respiratorios agudos, incluyendo dolor de pecho intenso, jadeo y
empeoramiento de la tos
Luego de muchos años de exposición a polvo, puede sobrevenir una imposibilidad de
respirar correctamente y de trabajar. Una vez que en el pulmón se desarrollan cambios
fibrosos, el espacio aéreo de aire queda permanentemente destruido, estos cambios son
incurables.
Figura 7
Se debe tener en consideración que el diámetro de las partículas son la causa de los
problemas de salud.
MP-10: Se acumula en los pulmones
Contribuye: daño en el tejido pulmonar, disminuye función pulmonar, agrava el
asma
Grupos sensitivos: niños, ancianos, individuos con problemas cardiovasculares
ó respiratorios
MP-2.5: Penetra profundo en los pulmones
Contribuye: síntomas respiratorios agudos, bronquitis crónicas y muertes
prematuras.
3.3.3.8 INFLUENCIA DEL TAMAÑO DE LAS PARTÍCULAS.

73
No hay una línea clara que separe el entorno de trabajo dañino del benigno con
respecto a partículas mayores de 10 micras pero si con respecto a partículas
menores de 10 micras.. Con todo, ha de trazarse una línea para que sirva de base
para las acciones de control de las sustancias tóxicas (polvo), en especial en
relación con los contaminantes transportados por el aire, es necesario identificar
cierta concentración por debajo de la cual no hace falta preocuparse de
exposiciones de los trabajadores. Así. La expresión umbral límite (UL) ha
cambiado hasta representar la concentración máxima a la que el trabajador
puede estar expuesto durante el día de labores sin daños significativos. Por
supuesto, el umbral límite varía según la toxicidad del contaminante, y toda
sustancia tóxica tiene su propio UL.5
En el grafico que se presenta a continuación se muestra un fragmento de tamaños de
partículas, de las visibles diminutas, a las grandes moléculas submicroscópicas.
Fuente: Asfahl Ray. Seguridad industrial y salud. 2000
Figura 8
3.3.3.8.1 RETENCIÓN DE PARTÍCULAS POR SU DIÁMETRO.
En relación a los diámetros de las partículas se presenta un cuadro en el cual podemos
observar la relación entre el diámetro de las partículas y el porcentaje de retención en el
organismo.
Diámetro
(micras).
Retención
%
10 0
5 25
3,5 50
2,5 75
2 100
5 ASFAHL Ray. Seguridad industrial y salud. 4 Edición. Prentice Hall. M.D.F. Mexico.2000. p. 155
74
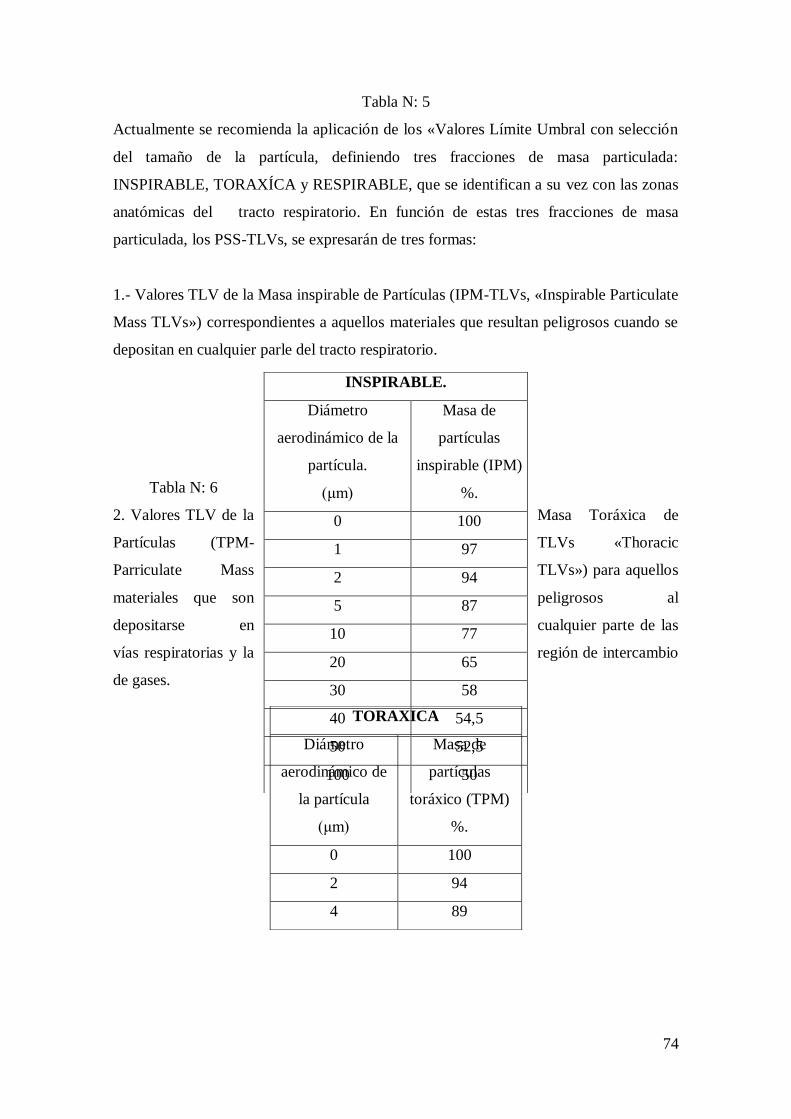
Tabla N: 5
Actualmente se recomienda la aplicación de los «Valores Límite Umbral con selección
del tamaño de la partícula, definiendo tres fracciones de masa particulada:
INSPIRABLE, TORAXÍCA y RESPIRABLE, que se identifican a su vez con las zonas
anatómicas del tracto respiratorio. En función de estas tres fracciones de masa
particulada, los PSS-TLVs, se expresarán de tres formas:
1.- Valores TLV de la Masa inspirable de Partículas (IPM-TLVs, «Inspirable Particulate
Mass TLVs») correspondientes a aquellos materiales que resultan peligrosos cuando se
depositan en cualquier parle del tracto respiratorio.
Tabla N: 6
2. Valores TLV de la Masa Toráxica de
Partículas (TPM- TLVs «Thoracic
Parriculate Mass TLVs») para aquellos
materiales que son peligrosos al
depositarse en cualquier parte de las
vías respiratorias y la región de intercambio
de gases.
INSPIRABLE.
Diámetro
aerodinámico de la
partícula.
(μm)
Masa de
partículas
inspirable (IPM)
%.
0 100
1 97
2 94
5 87
10 77
20 65
30 58
40 54,5
50 52,5
100 50
TORAXICA
Diámetro
aerodinámico de
la partícula
(μm)
Masa de
partículas
toráxico (TPM)
%.
0 100
2 94
4 89

75
Tabla N: 7
3. Valores TLV de la Masa Respirable de Partículas (RPM-TLVs «Respirable
Particulate Mass TLVs») para aquellos materiales que resultan peligrosos cuando se
depositan en la región de intercambio de gases.
6 80,5
8 67
10 50
12 35
14 23
16 15
18 9,5
20 6
25 2
RESPIRABLE.
Diámetro
aerodinámico
de la partícula
(μm)
Masa de
partículas
respirable (RPM)
%.
0 100
1 97
2 91

76
Tabla N: 8
3.3.3.9 LEGISLACIÓN
Al respecto, en la Legislación Ecuatoriana existe la Ley para la Prevención y Control de
la Contaminación Ambiental que en uno de sus capítulos manifiesta:
“Queda prohibido expeler hacia la atmósfera o descargar en ella sin sujetarse a
las correspondientes normas técnicas y regulaciones contaminantes que a juicio
del Ministerio de Salud, pueda perjudicar la salud y la vida humana, la flora, la
fauna y los recursos a bienes del estado o de particulares.”6
El aire, esa masa gaseosa que nos rodea, que respiramos para obtener el oxigeno que
purifica la sangre y mantiene la vida, es importante cuidarlo a fin de evitar su
contaminación y mantener sus porcentajes de su composición natural que a su vez, son
factores del equilibrio ecológico.
CONTAMINACIÓN DEL AIRE: Es la presencia o acción de los contaminantes,
en condiciones tales de duración, concentración o intensidad que afecten
6 FLORES Guillermo. Manual sintetizado de seguridad e higiene industrial. Guayaquil-Ecuador. 1998. p.
70
3 74
4 50
5 30
6 17
7 9
8 5
10 1

77
desfavorablemente la vida y la salud humana, animal o vegetal; los bienes del
hombre o de la comunidad o interfieren su bienestar.7
Definición constante en el reglamento que establece las normas de calidad del aire y
sus métodos de medición, puesto en vigencia por el Ministerio de Salud Pública del
Ecuador en Julio de 1991, cuerpo legal que constituirá el marco jurídico para las
consideraciones de este capitulo.
Es importante establecer para los fines de peligrosidad, la concentración de una
sustancia en el aire, que se define como la relación existente entre el peso o el volumen
de la sustancia y la unidad de volumen del aire en el cual este contenida.
Las industrias pueden ser consideradas, de acuerdo a la reglamentación mencionada,
como Fuentes Fijas Artificiales de Contaminación del Aire, ya que constituyen
“procesos u operaciones realizadas por la actividad humana o con su participación
susceptibles de emitir contaminantes”.
El Control de la Calidad del aire esta regulado por las Normas y Métodos de Medición
vigentes en el Ecuador la cual nos entrega información sobre PARTICULAS
SEDIMENTABLES que son el punto de análisis de este capitulo.
3.3.3.9.1 Partículas sedimentables.
“La máxima concentración de una muestra, colectada durante 30 (treinta) días
de forma continua, será de un miligramo por centímetro cuadrado (1 mg/cm2 x
30 d). “ 8
El procedimiento se describe en la siguiente tabla:
CONTAMINANTE NOMBRE, REFERENCIA Y DESCRIPCIÓN DEL MÉTODO
Partículas
Sedimentables
Nombre: Método Gravimétrico, mediante Captación de Partículas
en Envases Abiertos
7 FLORES Guillermo. Manual sintetizado de seguridad e higiene industrial. Guayaquil-Ecuador. 1998. p.
71 8 Norma de calidad del aire ambiente. Libro XI anexo 4. (Texto unificado, legislación secundaria, medio
ambiente, decreto ejecutivo 3516, R.O.) p. 4

78
Referencia: Method 502. Methods of Air Sampling and Analysis,
3rd
. Edition, Intersociety Committee, Lewis Publishers, Inc. 1988.
Descripción: Se utilizará un envase, de 15 centímetros de diámetro
o mayor, y con altura dos o tres veces el diámetro. La altura del
envase, sobre el nivel de suelo, será de al menos 1,2 metros.
Las partículas colectadas serán clasificadas en solubles e
insolubles. Las partículas insolubles se determinarán mediante
diferencia de peso ganado por un filtro de 47 mm, y que retenga
aquellas partículas contenidas en el líquido de lavado del contenido
del envase. En cambio, las partículas insolubles se determinarán
mediante la diferencia de peso ganado por un crisol, en el cual se
evaporará el líquido de lavado del envase. La concentración total
de partículas sedimentables será la suma de partículas solubles e
insolubles, normalizadas con respecto al área total de captación del
envase.
Fuente: Norma de calidad del aire ambiente. Libro XI anexo 4. 2003
Tabla N: 9
3.3.3.10 MEDICIÓN DE POLVO EN IQA.
Para la realización de esta clase de estudio se tomaran tres muestras de cada uno de las
secciones de IQA las mismas que son:
Proceso productivo (obtención de ZnO).
Almacenamiento y despacho de producto terminado.
Recuperación de producto (dross) y molinos.
Cada recolector de muestra de polvo cubre una determinada área; con las muestras
recolectadas se podrá determinar la máxima concentración de partículas sedimentables
en una muestra continua de 30 días y además de esto el rango o diámetro de partículas.
En el siguiente grafico se observa los lugares en los que fueron colocados los
recolectores de muestras y el espacio que cada uno cubre por ser las zonas de mayor
permanencia de los trabajadores

79
Figura 9
Para la determinación del rango o diámetro de partículas se a utilizado el
MASTERSIZER que tiene la capacidad de medir partículas entre 0.35 um a 300 um. A
continuación se da a conocer el procedimiento que se utiliza en este instrumento de
medición.
3.3.3.10.1 FUNCIONAMIENTO DEL MASTERSIZER.
Cómo lo hace el Mastersizer
El principio de funcionamiento de este equipo es el
siguiente: se forma una suspensión con 1 g,
aproximadamente, de la muestra a analizar en una
cantidad de agua comprendida entre 600 y 700 cm3,
contenida en el recipiente que se observa en la figura
a continuación. Esta suspensión es bombeada al
interior del equipo para que circule sobre un lente, a
través del cual pasa un rayo láser, el cual se verá desviado por la presencia de las
partículas que forman la suspensión, de manera que el tamaño de dichas partículas será
determinado de acuerdo al ángulo de esta desviación.
3.3.3.10.1.1 Arreglo para la medida
Figura 10

80
El software de Malvern necesitará saber algunos de los parámetros físicos del sistema,
es decir si usted está usando los ítems normales que prueban la unidad o usando la
Muestra de Volumen Pequeña optativa de la Unidad de Dispersión.
Obviamente esto sólo se hará una vez y sólo tendrá que cambiar si usted altera el
arreglo físico, cambiando el accesorio por ejemplo.
3.3.3.10.1.2 Encuadre de los ópticos.
Si el instrumento simplemente se ha encendido o cualquiera de las ópticas se ha movido
(quitando y limpiando la cima celular por ejemplo) tendrá que encuadrar el láser para
que pegue el centro del detector. Éste es un procedimiento totalmente automático con el
Mastersizer y sólo requiere el apretón de un botón.
3.3.3.10.1.3 Documentación de la medida.
Es recomendable documentar las mediciones de tal manera que usted pueda identificar
que fue medido y como fue medido.
3.3.3.10.1.4 Medición del fondo
La reflexión de partículas de la muestra se contamina por luz esparcida por las
impurezas dentro del dispersante, en las ventanas y ópticas. Para quitar esta
contaminación se realiza una medida sin muestra en el analizador. Esta medida del
fondo o ambiente se substrae entonces del modelo para dejar la información única de
las partículas.
3.3.3.11 RESULTADOS.
De esta manera los datos que se han obtenido tanto por la recolección de partículas
sedimentable y determinación de granulometría son los siguientes:
3.3.3.11.1 Proceso productivo (obtención de ZnO).

81
Muestra 1, HORNOS.
Partículas insolubles: 0.5 gr.
Partículas solubles: 0.6 gr.
Total de partículas acumuladas en una muestra de 9 días: 1.1 gr.
Concentración de partículas para 30 días: 3.67 gr.
Concentración de partículas sedimentables: 5.19 mg/cm2.
Muestra 2, BALANZA..
Partículas insolubles: 1.1 gr.
Partículas solubles: 1.8 gr.
Total de partículas acumuladas en una muestra de 9 días: 2.9 gr.
Concentración de partículas para 30 días: 9.67 gr.
Concentración de partículas sedimentables: 13.68 mg/ cm2.
Muestra 3, ENTRADA A LA PLANTA.
Partículas insolubles: 0.2 gr.
Partículas solubles: 0.3 gr.
Total de partículas acumuladas en una muestra de 9 días: 0.5gr.
Concentración de partículas para 30 días: 1.67 gr.
Concentración de partículas sedimentables: 2.36 mg/ cm2
3.3.3.11.2 Almacenamiento y despacho de producto terminado.
Muestra 4, PUERTA DE DESPACHO.
Partículas insolubles: 0.2 gr.
Partículas solubles: 0.5gr.
Total de partículas acumuladas en una muestra de 15 días: 0.7 gr.
Concentración de partículas para 30 días: 1.4 gr.
Concentración de partículas sedimentables: 1.98 mg/ cm2
Muestra 5, ALMACENAMIENTO DE PALETS
Partículas insolubles: 0.1 gr.
Partículas solubles: 0.4 gr
Total de partículas acumuladas en una muestra de 15 días: 0.5 gr.
Concentración de partículas para 30 días: 1 gr.
Concentración de partículas sedimentables: 1.4 mg/ cm2
Muestra 6. ALMACENAMIENTO DE CLINKER.

82
Partículas insolubles: 0.1 gr.
Partículas solubles: 0.4 gr.
Total de partículas acumuladas en una muestra de 15 días: 0.5 gr.
Concentración de partículas para 30 días: 1 gr.
Concentración de partículas sedimentables: 1.4 mg/ cm2
3.3.3.11.3 Recuperación de producto (dross) y molinos.
Muestra 7. MOLINOS.
Partículas insolubles: 0.1 gr.
Partículas solubles: 0.5 gr.
Total de partículas acumuladas en una muestra de 15 días: 0.6 gr.
Concentración de partículas para 30 días: 1.2 gr.
Concentración de partículas sedimentables: 1.6 mg/ cm2
Muestra 8. MOLINO DE BOLAS DE METAL.
Partículas insolubles: 0.2 gr.
Partículas solubles: 0.6 gr.
Total de partículas acumuladas en una muestra de 15 días: 0.8 gr.
Concentración de partículas para 30 días: 1.6 gr.
Concentración de partículas sedimentables: 2.26 mg/ cm2
Muestra 9.HORNO DE RECUPERACION DE DROSS.
Partículas insolubles: 0.7 gr.
Partículas solubles: 0.7 gr.
Total de partículas acumuladas en una muestra de 15 días: 1.4 gr.
Concentración de partículas para 30 días: 2.8 gr.
Concentración de partículas sedimentables: 3.96 mg/ cm2
Tabla N: 10
83
Curvas de Tamaño de Partic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0
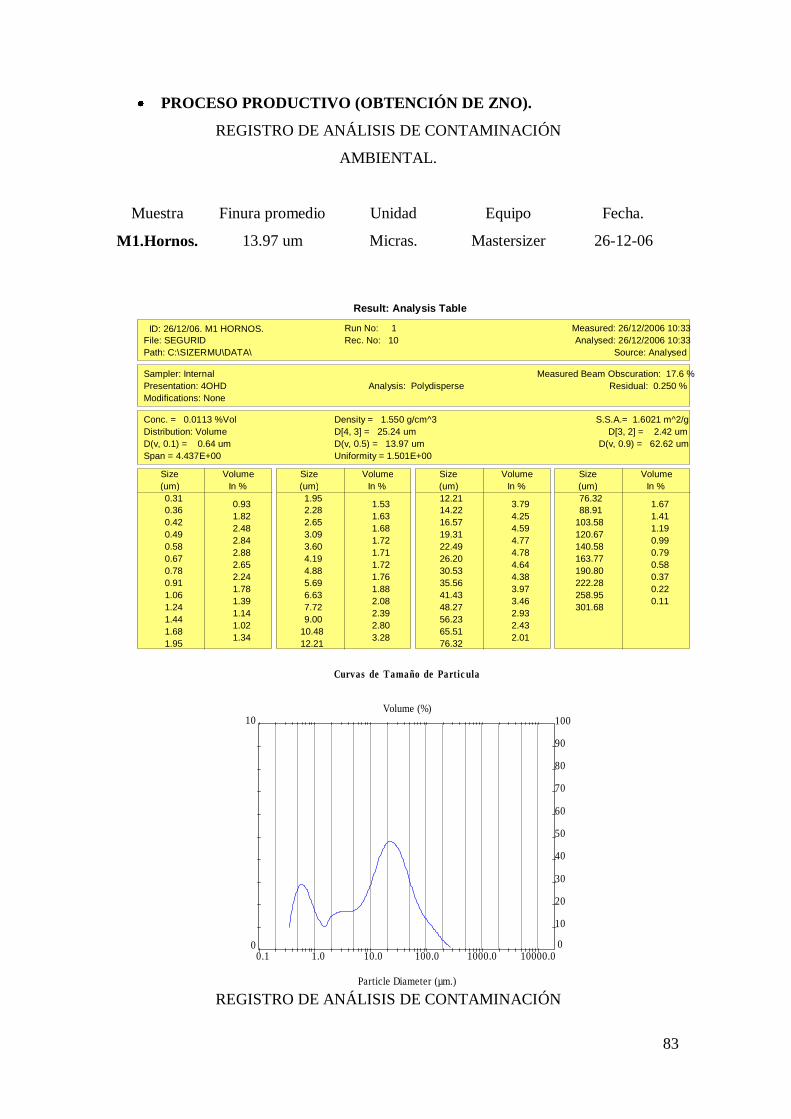
PROCESO PRODUCTIVO (OBTENCIÓN DE ZNO).
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Muestra Finura promedio Unidad Equipo Fecha.
M1.Hornos. 13.97 um Micras. Mastersizer 26-12-06
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
Result: Analysis Table
Run No: 1 Measured: 26/12/2006 10:33 File: SEGURID Rec. No: 10 Analysed: 26/12/2006 10:33 Path: C:\SIZERMU\DATA\ Source: Analysed
Sampler: Internal Measured Beam Obscuration: 17.6 % Presentation: 4OHD Analysis: Polydisperse Residual: 0.250 % Modifications: None
Conc. = 0.0113 %Vol Density = 1.550 g/cm^3 S.S.A.= 1.6021 m^2/g Distribution: Volume D[4, 3] = 25.24 um D[3, 2] = 2.42 um D(v, 0.1) = 0.64 um D(v, 0.5) = 13.97 um D(v, 0.9) = 62.62 um Span = 4.437E+00 Uniformity = 1.501E+00
Size (um)
Volume Size (um)
Volume Size (um)
Volume Size (um)
Volume In %
0.31 0.36 0.93
0.42 1.82
0.49 2.48
0.58 2.84
0.67 2.88
0.78 2.65
0.91 2.24
1.06 1.78
1.24 1.39
1.44 1.14
1.68 1.02
1.95 1.34
In % 1.95 2.28 1.53
2.65 1.63
3.09 1.68
3.60 1.72
4.19 1.71
4.88 1.72
5.69 1.76
6.63 1.88
7.72 2.08
9.00 2.39
10.48 2.80
12.21 3.28
In % 12.21 14.22 3.79
16.57 4.25
19.31 4.59
22.49 4.77
26.20 4.78
30.53 4.64
35.56 4.38
41.43 3.97
48.27 3.46
56.23 2.93
65.51 2.43
76.32 2.01
In % 76.32 88.91 1.67
103.58 1.41
120.67 1.19
140.58 0.99
163.77 0.79
190.80 0.58
222.28 0.37
258.95 0.22
301.68 0.11
ID: 26/12/06. M1 HORNOS.

84
AMBIENTAL.
Muestra Finura promedio Unidad Equipo Fecha.
M2.
Balanza.
1.39 um Micras. Mastersizer 26-12-06
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
Result: Analysis Table
ID: planta IQA/26-12-06 Run No: 3 Measured: 26/12/2006 15:53
File: SEGURID Rec. No: 12 Analy sed: 26/12/2006 15:53
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 15.2 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.405 %
Modif ications: None
Conc. = 0.0049 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 3.5471 m 2̂/g
Distribution: Volume D[4, 3] = 10.72 um D[3, 2] = 1.09 um
D(v , 0.1) = 0.45 um D(v , 0.5) = 1.39 um D(v , 0.9) = 32.87 um
Span = 2.337E+01 Unif ormity = 7.242E+00
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 2.61
0.42 4.86
0.49 6.49
0.58 7.36
0.67 7.41
0.78 6.74
0.91 5.57
1.06 4.23
1.24 3.02
1.44 2.18
1.68 1.74
1.95 1.61
In %
1.95
2.28 1.60
2.65 1.51
3.09 1.40
3.60 1.29
4.19 1.15
4.88 1.07
5.69 1.04
6.63 1.12
7.72 1.30
9.00 1.57
10.48 1.91
12.21 2.27
In %
12.21
14.22 2.63
16.57 2.92
19.31 3.10
22.49 3.14
26.20 3.04
30.53 2.84
35.56 2.56
41.43 2.22
48.27 1.84
56.23 1.44
65.51 1.09
76.32 0.80
In %
76.32
88.91 0.60
103.58 0.46
120.67 0.28
140.58 0.00
163.77 0.00
190.80 0.00
222.28 0.00
258.95 0.00
301.68 0.00
Curvas de Tamaño de Partic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0
85
Curvas de Tamaño de Partic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0
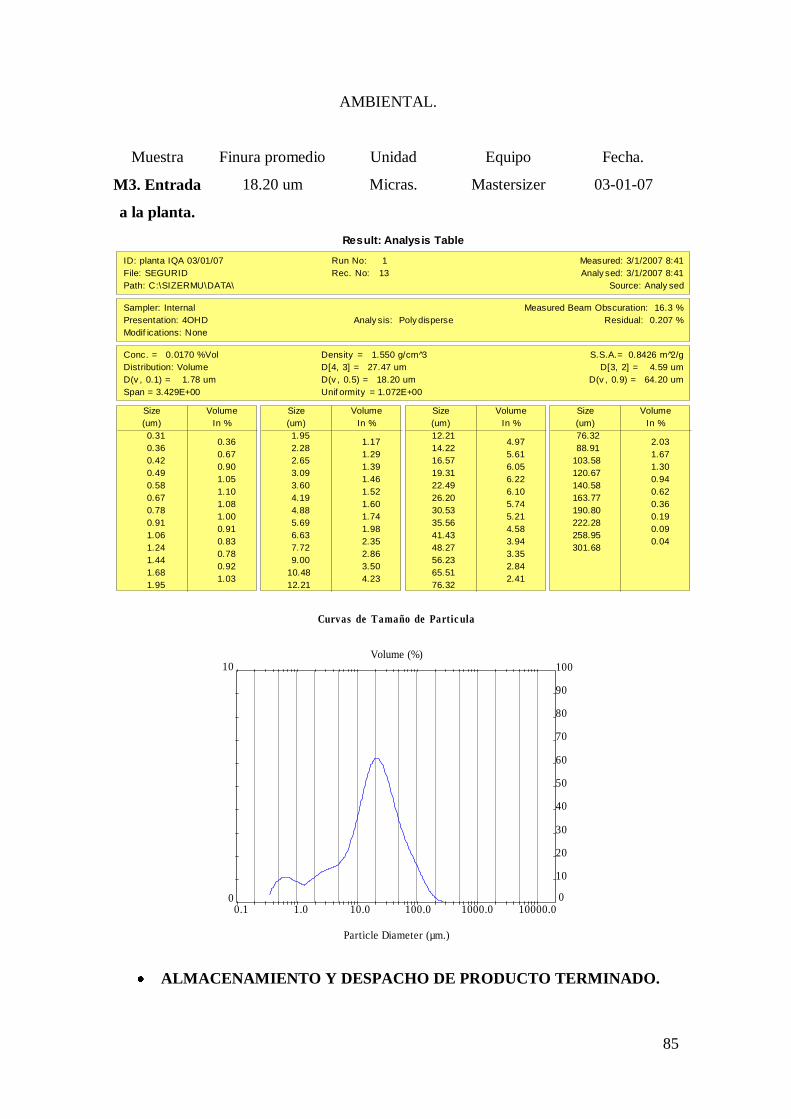
AMBIENTAL.
Muestra Finura promedio Unidad Equipo Fecha.
M3. Entrada
a la planta.
18.20 um Micras. Mastersizer 03-01-07
ALMACENAMIENTO Y DESPACHO DE PRODUCTO TERMINADO.
Result: Analysis Table
ID: planta IQA 03/01/07 Run No: 1 Measured: 3/1/2007 8:41
File: SEGURID Rec. No: 13 Analy sed: 3/1/2007 8:41
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 16.3 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.207 %
Modif ications: None
Conc. = 0.0170 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.8426 m 2̂/g
Distribution: Volume D[4, 3] = 27.47 um D[3, 2] = 4.59 um
D(v , 0.1) = 1.78 um D(v , 0.5) = 18.20 um D(v , 0.9) = 64.20 um
Span = 3.429E+00 Unif ormity = 1.072E+00
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.36
0.42 0.67
0.49 0.90
0.58 1.05
0.67 1.10
0.78 1.08
0.91 1.00
1.06 0.91
1.24 0.83
1.44 0.78
1.68 0.92
1.95 1.03
In %
1.95
2.28 1.17
2.65 1.29
3.09 1.39
3.60 1.46
4.19 1.52
4.88 1.60
5.69 1.74
6.63 1.98
7.72 2.35
9.00 2.86
10.48 3.50
12.21 4.23
In %
12.21
14.22 4.97
16.57 5.61
19.31 6.05
22.49 6.22
26.20 6.10
30.53 5.74
35.56 5.21
41.43 4.58
48.27 3.94
56.23 3.35
65.51 2.84
76.32 2.41
In %
76.32
88.91 2.03
103.58 1.67
120.67 1.30
140.58 0.94
163.77 0.62
190.80 0.36
222.28 0.19
258.95 0.09
301.68 0.04

86
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Muestra Finura promedio Unidad Equipo Fecha.
M4. Puerta
de despacho.
16.86 um Micras. Mastersizer 30-01-07
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Result: Analysis Table
ID: IQABodega 30/01 Run No: 1 Measured: 30/1/2007 9:37
File: SEGURID Rec. No: 14 Analy sed: 30/1/2007 9:37
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 15.9 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.296 %
Modif ications: None
Conc. = 0.0166 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.7859 m 2̂/g
Distribution: Volume D[4, 3] = 30.13 um D[3, 2] = 4.93 um
D(v , 0.1) = 2.02 um D(v , 0.5) = 16.86 um D(v , 0.9) = 67.37 um
Span = 3.876E+00 Unif ormity = 1.356E+00
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.25
0.42 0.48
0.49 0.67
0.58 0.80
0.67 0.87
0.78 0.89
0.91 0.87
1.06 0.85
1.24 0.85
1.44 0.91
1.68 1.03
1.95 1.21
In %
1.95
2.28 1.41
2.65 1.59
3.09 1.75
3.60 1.87
4.19 1.97
4.88 2.06
5.69 2.19
6.63 2.38
7.72 2.69
9.00 3.13
10.48 3.69
12.21 4.34
In %
12.21
14.22 5.00
16.57 5.58
19.31 5.98
22.49 6.13
26.20 5.97
30.53 5.53
35.56 4.87
41.43 4.08
48.27 3.28
56.23 2.55
65.51 1.96
76.32 1.55
In %
76.32
88.91 1.29
103.58 1.15
120.67 1.09
140.58 1.08
163.77 1.07
190.80 1.03
222.28 0.92
258.95 0.72
301.68 0.40
Curvas de T amaño de Part ic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0

87
Muestra Finura
promedio
Unidad Equipo Fecha.
M5.
Almacenamiento
de Palets.
15.51 um Micras. Mastersizer 31-01-07
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Result: Analysis Table
ID: IQABodegaPalets31/01 Run No: 1 Measured: 31/1/2007 12:28
File: SEGURID Rec. No: 15 Analy sed: 31/1/2007 12:28
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 19.3 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.321 %
Modif ications: None
Conc. = 0.0189 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.8611 m 2̂/g
Distribution: Volume D[4, 3] = 20.60 um D[3, 2] = 4.50 um
D(v , 0.1) = 1.81 um D(v , 0.5) = 15.51 um D(v , 0.9) = 45.76 um
Span = 2.833E+00 Unif ormity = 9.051E-01
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.29
0.42 0.55
0.49 0.76
0.58 0.91
0.67 0.99
0.78 1.00
0.91 0.97
1.06 0.93
1.24 0.92
1.44 0.96
1.68 1.08
1.95 1.27
In %
1.95
2.28 1.48
2.65 1.70
3.09 1.89
3.60 2.05
4.19 2.18
4.88 2.30
5.69 2.44
6.63 2.64
7.72 2.92
9.00 3.32
10.48 3.83
12.21 4.43
In %
12.21
14.22 5.06
16.57 5.65
19.31 6.11
22.49 6.35
26.20 6.32
30.53 6.01
35.56 5.44
41.43 4.68
48.27 3.81
56.23 2.95
65.51 2.16
76.32 1.50
In %
76.32
88.91 0.99
103.58 0.61
120.67 0.34
140.58 0.16
163.77 0.05
190.80 0.01
222.28 0.00
258.95 0.00
301.68 0.00
Curvas de T a maño de Pa rt ic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0

88
Muestra Finura
promedio
Unidad Equipo Fecha.
M6.
Almacenamiento
de clinker
13.6 um Micras. Mastersizer 31-01-07
RECUPERACIÓN DE PRODUCTO (DROSS) Y MOLINOS.
Result: Analysis Table
ID: IQABodegaMPCto31/01 Run No: 2 Measured: 31/1/2007 12:50
File: SEGURID Rec. No: 16 Analy sed: 31/1/2007 12:50
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 20.8 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.409 %
Modif ications: None
Conc. = 0.0198 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.8865 m 2̂/g
Distribution: Volume D[4, 3] = 18.96 um D[3, 2] = 4.37 um
D(v , 0.1) = 1.76 um D(v , 0.5) = 13.60 um D(v , 0.9) = 37.86 um
Span = 2.654E+00 Unif ormity = 9.470E-01
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.29
0.42 0.55
0.49 0.76
0.58 0.91
0.67 0.99
0.78 1.01
0.91 0.99
1.06 0.97
1.24 0.97
1.44 1.02
1.68 1.15
1.95 1.33
In %
1.95
2.28 1.54
2.65 1.73
3.09 1.89
3.60 2.02
4.19 2.14
4.88 2.29
5.69 2.52
6.63 2.86
7.72 3.36
9.00 4.01
10.48 4.77
12.21 5.57
In %
12.21
14.22 6.29
16.57 6.80
19.31 7.00
22.49 6.81
26.20 6.26
30.53 5.40
35.56 4.36
41.43 3.29
48.27 2.33
56.23 1.56
65.51 1.03
76.32 0.72
In %
76.32
88.91 0.55
103.58 0.47
120.67 0.42
140.58 0.35
163.77 0.28
190.80 0.20
222.28 0.13
258.95 0.08
301.68 0.04
Curvas de T amaño de Part ic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0

89
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Muestra Finura promedio Unidad Equipo Fecha.
M7. Molinos 17.73 um Micras. Mastersizer 03-02-07
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Result: Analysis Table
ID: RecuperadoIQA Run No: 1 Measured: 3/2/2007 9:48
File: SEGURID Rec. No: 17 Analy sed: 3/2/2007 9:48
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 20.3 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.239 %
Modif ications: None
Conc. = 0.0228 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.7517 m 2̂/g
Distribution: Volume D[4, 3] = 21.67 um D[3, 2] = 5.15 um
D(v , 0.1) = 2.22 um D(v , 0.5) = 17.73 um D(v , 0.9) = 46.25 um
Span = 2.483E+00 Unif ormity = 7.705E-01
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.25
0.42 0.47
0.49 0.65
0.58 0.77
0.67 0.84
0.78 0.85
0.91 0.82
1.06 0.78
1.24 0.76
1.44 0.80
1.68 0.90
1.95 1.07
In %
1.95
2.28 1.26
2.65 1.44
3.09 1.59
3.60 1.72
4.19 1.80
4.88 1.88
5.69 1.98
6.63 2.15
7.72 2.45
9.00 2.90
10.48 3.53
12.21 4.30
In %
12.21
14.22 5.16
16.57 5.99
19.31 6.68
22.49 7.11
26.20 7.20
30.53 6.91
35.56 6.29
41.43 5.42
48.27 4.41
56.23 3.37
65.51 2.41
76.32 1.58
In %
76.32
88.91 0.93
103.58 0.45
120.67 0.12
140.58 0.00
163.77 0.00
190.80 0.00
222.28 0.00
258.95 0.00
301.68 0.00
Curvas de T amaño de Part ic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0

90
Muestra Finura promedio Unidad Equipo Fecha.
M8. Molino
de bolas de
metal.
20.09 um Micras. Mastersizer
03-02-07
REGISTRO DE ANÁLISIS DE CONTAMINACIÓN
AMBIENTAL.
Result: Analysis Table
ID: Recuperado Mill IQA Run No: 2 Measured: 3/2/2007 9:57
File: SEGURID Rec. No: 18 Analy sed: 3/2/2007 9:57
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 20.7 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.320 %
Modif ications: None
Conc. = 0.0273 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.6631 m 2̂/g
Distribution: Volume D[4, 3] = 24.10 um D[3, 2] = 5.84 um
D(v , 0.1) = 3.01 um D(v , 0.5) = 20.09 um D(v , 0.9) = 49.87 um
Span = 2.332E+00 Unif ormity = 7.190E-01
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.25
0.42 0.47
0.49 0.65
0.58 0.75
0.67 0.79
0.78 0.77
0.91 0.69
1.06 0.60
1.24 0.53
1.44 0.51
1.68 0.56
1.95 0.67
In %
1.95
2.28 0.82
2.65 0.98
3.09 1.14
3.60 1.28
4.19 1.41
4.88 1.55
5.69 1.71
6.63 1.95
7.72 2.28
9.00 2.75
10.48 3.37
12.21 4.13
In %
12.21
14.22 4.98
16.57 5.86
19.31 6.66
22.49 7.26
26.20 7.57
30.53 7.51
35.56 7.06
41.43 6.27
48.27 5.22
56.23 4.07
65.51 2.94
76.32 1.94
In %
76.32
88.91 1.16
103.58 0.59
120.67 0.23
140.58 0.04
163.77 0.00
190.80 0.00
222.28 0.00
258.95 0.00
301.68 0.00
Curvas de T amaño de Part ic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0
91
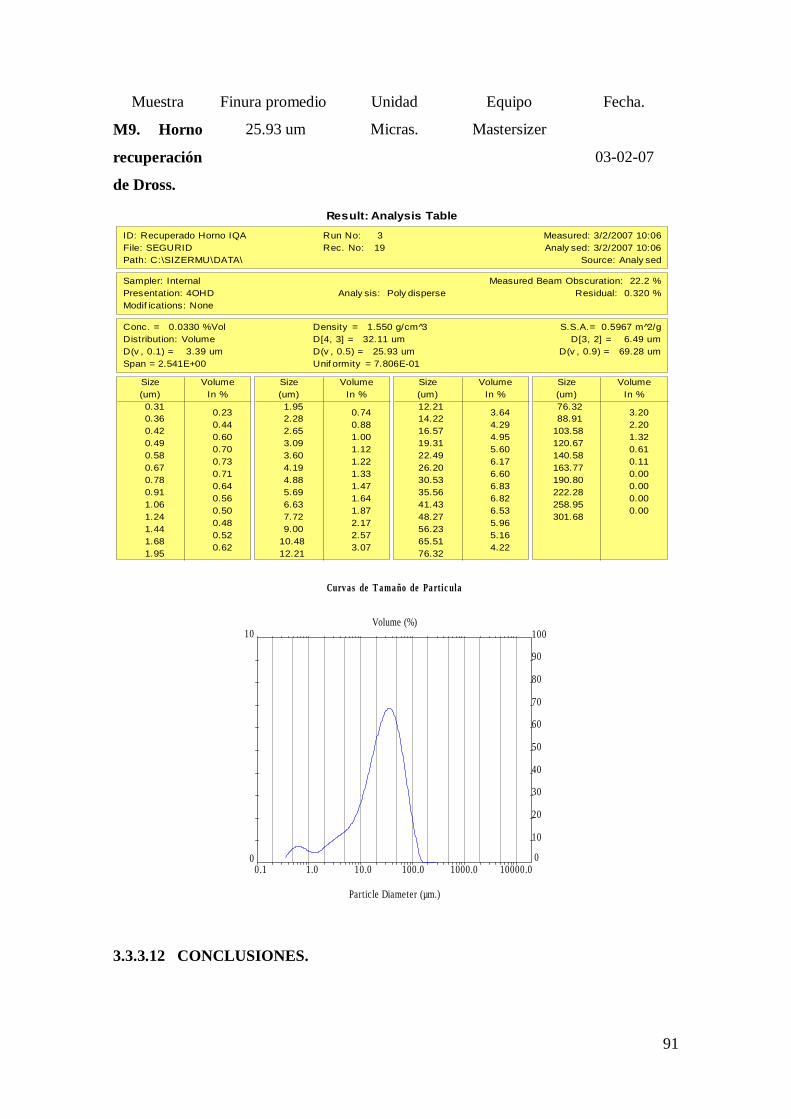
Muestra Finura promedio Unidad Equipo Fecha.
M9. Horno
recuperación
de Dross.
25.93 um Micras. Mastersizer
03-02-07
3.3.3.12 CONCLUSIONES.
Result: Analysis Table
ID: Recuperado Horno IQA Run No: 3 Measured: 3/2/2007 10:06
File: SEGURID Rec. No: 19 Analy sed: 3/2/2007 10:06
Path: C:\SIZERMU\DATA\ Source: Analy sed
Sampler: Internal Measured Beam Obscuration: 22.2 %
Presentation: 4OHD Analy sis: Poly disperse Residual: 0.320 %
Modif ications: None
Conc. = 0.0330 %Vol Density = 1.550 g/cm 3̂ S.S.A.= 0.5967 m 2̂/g
Distribution: Volume D[4, 3] = 32.11 um D[3, 2] = 6.49 um
D(v , 0.1) = 3.39 um D(v , 0.5) = 25.93 um D(v , 0.9) = 69.28 um
Span = 2.541E+00 Unif ormity = 7.806E-01
Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume Size
(um)
Volume
In %
0.31
0.36 0.23
0.42 0.44
0.49 0.60
0.58 0.70
0.67 0.73
0.78 0.71
0.91 0.64
1.06 0.56
1.24 0.50
1.44 0.48
1.68 0.52
1.95 0.62
In %
1.95
2.28 0.74
2.65 0.88
3.09 1.00
3.60 1.12
4.19 1.22
4.88 1.33
5.69 1.47
6.63 1.64
7.72 1.87
9.00 2.17
10.48 2.57
12.21 3.07
In %
12.21
14.22 3.64
16.57 4.29
19.31 4.95
22.49 5.60
26.20 6.17
30.53 6.60
35.56 6.83
41.43 6.82
48.27 6.53
56.23 5.96
65.51 5.16
76.32 4.22
In %
76.32
88.91 3.20
103.58 2.20
120.67 1.32
140.58 0.61
163.77 0.11
190.80 0.00
222.28 0.00
258.95 0.00
301.68 0.00
Curvas de T amaño de Part ic ula
Particle Diameter (µm.)
Volume (%)
0
10
0
10
20
30
40
50
60
70
80
90
100
0.1 1.0 10.0 100.0 1000.0 10000.0

92
En relación a las áreas analizadas podemos decir que IQA en existen partículas que
tienen un diámetros desde 0.31 um y superando el diámetro de 301 um; de esta manera
podemos indicar que los trabajadores están expuestos a partículas menores a 10 um las
mismas que son las mas perjudiciales para la salud debido a que a menor diámetro de
partícula mayor es el porcentaje de retención.
En relación a lo que nos dice la norma de la máxima concentración de una
muestra colectada durante 30 (treinta) días de forma continua será de un miligramo por
centímetro cuadrado (1 mg/cm2 x 30 d) podemos decir que dentro de la planta todos los
recolectores de polvo nos indicaron que se esta excediendo este parámetro, de esta
manera se a realizado un estudio de granulometría de todas las muestras para con ellas
determinar la cantidad de partículas menores de 10 um que se encuentran presentes en
el la planta.
En referencia al diámetro de partículas presentes en el ambiente por cada una de
sus secciones tenemos:
Proceso productivo (obtención de ZnO).
Hornos: en esta área de trabajo se a obtenido un 40.61% del total de partículas
analizadas menores de 10 um lo que nos indica que los trabajadores están expuestos
al riesgo de inhalación de polvo.
Balanza: es el área mas critica de toda la planta ya que se a encontrado un 67% del
total de partículas analizadas menores a 10 um, mas de la mitad de las partículas
analizadas están afectando la salud de los obreros.
Entrada a la planta: en esta área de trabajo se a obtenido un 27,99 % de partículas
menores de 10 um.
Realizando un promedio de las tres muestras tomadas tenemos un diámetro de
partículas de 11.18 um, para lo cual se deberán tomar las medidas correspondientes
para la protección de los trabajadores.
Almacenamiento y despacho de producto terminado.
Puerta de despacho: se a obtenido un 31% del total de partículas analizadas menores
de 10 um.
Almacenamiento de palets: se ha encontrado un 34% del total de partículas
analizadas menores a 10 um.

93
Almacenamiento de clinker: en esta área de trabajo se a obtenido un 35 % de
partículas menores de 10 um.
El promedio realizado del diámetro de partículas en esta sección es de 15.23 um.
Esta es una área en la cual existe la presencia de partículas menores de 10 um que
no es de gran proporción pero se deberán tomar las medidas necesarias para evitar
que los trabajadores estén expuestos a esta clase de partículas.
Recuperación de producto (dross) y molinos.
Molinos: en el área de molinos de pruebas se a determinado que la concentración de
partículas menores de 10 um es de 28% del total de la muestra analizada.
Molino de bolas de metal: el análisis da como resultado un 23% de partículas
menores de 10 um del total de la muestra analizada.
Horno de recuperación de dross: el 20% de la muestra analizada contiene partículas
menores de 10 um.
El promedio de partículas que se encuentran es el área de recuperación de producto
y molinos es de 21 um. La razón por la cual en esta área de trabajo se a obtenido una
granulometría alta en relación al resto de las secciones de la empresa es por el
motivo que se trabaja con materiales pesados que en gran proporción no superan las
10 um; se deberá tomar las medidas necesarias de protección para los trabajadores.
3.3.4 MEDICIÓN DE RUIDO.
3.3.4.1 Generalidades.

94
El ruido es un elemento distorsionador que invade el ambiente que nos rodea
produciendo un deterioro de la calidad medioambiental, constituyéndose hoy día como
uno de los contaminantes atmosféricos más agresivos, estando la contaminación por
ruido considerada uno de los mayores problemas medioambientales, ya que no solo
causa un deterioro del medio ambiente, si no que es causa de trastornos físicos (perdidas
de audición) y de desequilibrios psicológicos en las personas sometidas a ciertos niveles
de ruido.
La exposición al ruido es un problema común de la salud, ya que una exposición
crónica es la que causa daño. Una sola exposición aguda puede causar daño
permanente, y en este sentido, el ruido es un problema de seguridad, pero las
exposiciones a tales ruidos son muy raras. Igual que con otros riesgos para la salud, el
ruido tiene un Umbral Limite, y las exposiciones se miden en términos de promedios
ponderados por tiempo.
En términos generales podemos definir al ruido como un sonido indesagradable y
molesto, con niveles excesivamente altos que son potencialmente nocivos para la
audición. Existen varios mecanismos de exposición a un ambiente ruidoso, esto
puede ser de manera continua, fluctuante, intermitente o impulsiva y dependerá
de ello la profundidad y la rapidez con la que se desarrolle la pérdida auditiva,
aunque en cualquiera de estos casos, es lamentablemente irreversible.9
3.3.4.2 Tipos de Ruido.
3.3.4.2.1 Ruido Constante: Es aquel cuyo nivel de presión sonora no varía en más de
5 dB durante las ocho horas laborables.
3.3.4.2.2 Ruido Fluctuante: Ruido cuya presión sonora varía continuamente y en
apreciable extensión, durante el periodo de observación.
3.3.4.2.3 Ruido Intermitente: Es aquel cuyo nivel de presión sonora disminuye
repentinamente hasta el nivel de ruido de fondo, varias veces durante el periodo de
observación, el tiempo durante el cual se mantiene a un nivel superior al ruido de fondo
es de un (1) segundo o más.
3.3.4.2.4 Ruido Impulsivo: Es aquel que fluctúa en un razón extremadamente grande
(más de 35 dB) en tiempos menores de 1 segundo.
9 ASFAHL Ray. Seguridad industrial y salud. 4 Edición. Prentice Hall. M.D.F. Mexico.2000. p. 182

95
3.3.4.3 CARACTERÍSTICAS DE LAS ONDAS SONORAS.
El sonido es un movimiento ondulatorio con una intensidad y frecuencia determinada
que se transmite en un medio elástico (aire, agua o gas), generando una vibración
acústica capaz de producir una sensación auditiva. La intensidad del sonido corresponde
a la amplitud de la Vibración acústica, la cual es medida en decibeles (dB). La
Frecuencia indica el número de ciclos por unidad de tiempo que tiene una onda.
El rango de frecuencia de los sonidos audibles en personas jóvenes y sanas es entre 20
Hz. Y 20.000 Hz. Los ruidos de alta frecuencia son los más dañinos para el oído
humano. En los programas de vigilancia médica del riesgo ruido en trabajadores, es
posible detectar sus efectos iniciales en las frecuencias de 4000 y 6000 Hz (Señal de
alerta).
El valor mínimo de presión sonora que puede detectar el oído humano es de 2x10-5
Nw/m2, prolongándose hasta el umbral de dolor que se ubica cercano a los 20 Nw/m2.
En vista de este rango tan amplio se requiere de la utilización de una escala logarítmica
para la medición del sonido.
3.3.4.3.1 DECIBELES.
Es difícil hablar con sensatez de un intervalo tan grande de presiones audibles, y
es especialmente difícil establecer normas. La situación se complica mas por la
disminución de la capacidad del oído humano de detectar diferencias de
presiones conforme los sonidos se asen más fuertes. Para tratar estos
problemas, se ha diseñado una unidad de medida llamada decibel (db), que mide
la intensidad de la presión del sonido. El decibel tiene una relación logarítmica
con la intensidad de presión real, y así la escala se reduce conforme el sonido se
hace más fuerte, hasta que en los intervalos superiores es solo una medida burda
de la intensidad de presión real. Pero esto es apropiado ya que de cualquier
forma el oído humano solo percibe diferencias gruesas cuando el sonido se hace
muy potente. A continuación se presenta una tabla que relaciona el decibel con
niveles sonoros más familiares. 10
10 ASFAHL Ray. Seguridad industrial y salud. 4 Edición. Prentice Hall. M.D.F. Mexico.2000. p. 185

96
Fuente: Asfahl Ray. Seguridad industrial y salud. 2000
Tabla N: 11.
La escala logarítmica de decibeles es conveniente; si una maquina en la planta es muy
ruidosa, al poner una segunda maquina igual justa a su lado de la primera no hará el
sonido dos beses mas fuertes. Recuerde que el intervalo de presiones de sonido es
enorme, y que el oído humano escucha apenas un ligero aumento en volumen cuando la
presión de sonido real puede haberse duplicado debido a la adición de lo otra maquina.
La escala de decibeles reconoce la adición de la nueva maquina como un incremento en
el nivel de ruido de solo tres decibeles. De manera inversa, si el nivel de ruido en la
planta supera por mucho los niveles permisibles no será de mucha ayuda el apagar
algunas maquinas ya que la reducción del sonido es mínima.
3.3.4.4 CUANTO ES DEMASIADO RUIDO
Una de las primeras cosas que la gente se pregunta cuando se le informa que el ruido
constituye un estímulo deletéreo es cuánto ruido hace falta, realmente, para afectar
negativamente al ser humano. La respuesta no es sencilla, dado que los efectos del ruido
involucran múltiples aspectos de la salud y el bienestar.
Desde el punto de vista filosófico, dado que el ruido se puede definir como cualquier
estímulo acústico que interfiere con las actividades y el descanso del ser humano,
cualquier nivel de ruido afecta a las personas. Sin embargo, a menudo el ruido se tolera
mejor cuando se lo considera inevitable. En general los ruidos repetitivos son más
molestos que los aleatorios.
Uno de esos criterios, correspondiente a la Norma Internacional ISO 1999, comienza
definiendo el "déficit auditivo" o hipoacusía como un aumento permanente del umbral

97
auditivo (el mínimo nivel sonoro audible) suficientemente importante como para afectar
la inteligibilidad de la palabra (este aumento resulta ser de alrededor de 25 dB para los
tonos de frecuencias medias). El siguiente paso es utilizar una tabla de doble entrada
que permite evaluar el riesgo porcentual de experimentar déficit auditivo al exponerse a
ruidos de carácter laboral (8 horas diarias durante 6 días por semana) de cierto nivel
sonoro promedio durante una cantidad determinada de años.
db(A)
Años de exposición
5
10
15
20
25
30
80
0
0
0
0
0
0
85
1
3
J
6
7
8
90
4
10
14
16
16
18
95
7
17
24
28
29
31
100
12
29
37
42
43
44
105
18
42
53
58
60
62
110
26
55
71
78
78
79
115
36
71
83
85
85
86
Fuente: Norma Internacional ISO 1999
Tabla N: 12
Por cada disminución a la mitad de las horas totales trabajadas el criterio se aplica
restando 3 dB al nivel sonoro real.
Las legislaciones laborales, normalmente permiten exposiciones a niveles de 85 dB o
hasta de 90 dB, pero obligan a los empleadores a realizar exámenes periódicos a sus
empleados, de modo de cambiar las funciones de aquellos que resulten más susceptibles
de sufrir pérdidas irreversibles.
Una inspección más cuidadosa de la tabla revela que a un nivel de 80 dB el riesgo es de
0% cualquiera sea la duración de la exposición. ¿Esto significa que los 80 dB
constituyen el "techo" seguro? De ninguna manera, debido a que en la definición de
"riesgo" hay otro elemento que por simplicidad no se mencionó antes. Dado que la tabla
pretende cuantificar el riesgo de una exposición de carácter laboral, previamente se ha
restado el porcentaje de la población que sufre hipoacusia por envejecimiento, es decir,
presbiacusia.
3.3.4.5 RUIDO INDUSTRIAL Y EFECTOS A LA SALUD.

98
La generación de sensaciones auditivas en el ser humano es un proceso
extraordinariamente complejo, el cual se desarrolla en tres etapas básicas:
Captación y procesamiento mecánico de las ondas sonoras.
Conversión de la señal acústica (mecánica) en impulsos nerviosos, y transmisión
de dichos impulsos hasta los centros sensoriales del cerebro.
Procesamiento neural de la información codificada en forma de impulsos
nerviosos.
A continuación se dará una breve explicación del funcionamiento del oído para poder
tener una idea clara de este funcionamiento.
La captación, procesamiento y transducción de los estímulos sonoros se llevan a cabo
en el oído propiamente dicho, mientras que la etapa de procesamiento neural, en la cual
se producen las diversas sensaciones auditivas, se encuentra ubicada en el cerebro. Así
pues, se pueden distinguir dos regiones o partes del sistema auditivo: la región
periférica, en la cual los estímulos sonoros conservan su carácter original de ondas
mecánicas hasta el momento de su conversión en señales electroquímicas, y la región
central, en la cual se transforman dichas señales en sensaciones.
El oído o región periférica se divide usualmente en tres zonas, llamadas oído externo,
oído medio y oído interno, de acuerdo a su ubicación en el cráneo, como puede verse en
la siguiente figura:
Figura 11
Los estímulos sonoros se propagan a través de estas zonas, sufriendo diversas
transformaciones hasta su conversión final en impulsos nerviosos. Tanto el
procesamiento mecánico de las ondas sonoras como la conversión de éstas en señales
electroquímicas son procesos no lineales, lo cual dificulta la caracterización y modelado
de los fenómenos perceptuales. El proceso de transducción o conversión de señal
mecánica a electroquímica se desarrolla en el órgano de Corti, situado sobre la
membrana basilar.

99
3.3.4.5.1 Enfermedades derivadas del Ruido
3.3.4.5.1.1 Malestar: Este es quizá el efecto más común del ruido sobre las personas y
la causa inmediata de la mayor parte de las quejas.
La sensación de malestar procede no sólo de la interferencia con la actividad en curso o
con el reposo sino también de otras sensaciones, menos definidas pero a veces muy
intensas, de estar siendo perturbado. Las personas afectadas hablan de intranquilidad,
inquietud, desasosiego, depresión, desamparo, ansiedad o rabia.
El nivel de malestar varia no solamente en función de la intensidad del ruido y de otras
características físicas del mismo, sino también de factores tales como miedos asociados
a la fuente del ruido, o el grado de legitimación que el afectado atribuya a la misma. Si
el ruido es intermitente influyen también la intensidad máxima de cada episodio y el
número de éstos.
Durante el día se suele experimentar malestar moderado a partir de los 50 decibelios, y
fuerte a partir de los 55. En el periodo vespertino, en estado de vigilia, estas cifras
disminuyen en 5 ó 10 decibelios.
3.3.4.5.1.2 Interferencia con la comunicación: El nivel del sonido de una
conversación en tono normal es, a un metro del hablante, de entre 50 y 55 dBA.
Hablando a gritos se puede llegar a 75 u 80. Por otra parte, para que la palabra sea
perfectamente inteligible es necesario que su intensidad supere en alrededor de 15 dBA
al ruido de fondo.
Por lo tanto, un ruido superior a 35 ó 40 decibelios provocará dificultades en la
comunicación oral que sólo podrán resolverse, parcialmente, elevando el tono de voz. A
partir de 65 decibelios de ruido, la conversación se toma extremadamente difícil.
Situaciones parecidas se dan cuando el sujeto esta intentando escuchar otras fuentes de
sonido (televisión, música, etc.). Ante la interferencia de un ruido, se reacciona
elevando el volumen de la fuente creándose así una mayor contaminación sonora sin
lograr totalmente el efecto deseado.
3.3.4.5.1.3 Pérdida de atención, de concentración y de rendimiento: Es evidente
que cuando la realización de una tarea necesita la utilización de señales acústicas, el
ruido ¿e fondo puede enmascarar estas señales o interferir con su percepción, un ruido
repentino producirá distracciones que reducirán el rendimiento en muchos tipos de
trabajos, especialmente en aquellos que exijan un cierto nivel de concentración.

100
En ambos casos se afectará la realización de la tarea, apareciendo errores y
disminuyendo la calidad y cantidad del producto de la misma. Algunos accidentes, tanto
laborales como de circulación, pueden ser debidos a este efecto.
3.3.4.5.1.4 Trastornos del sueño: El ruido influye negativamente sobre el sueño de
tres formas diferentes que se dan, en mayor o menor grado según peculiaridades
individuales, a partir de los 30 decibelios:
1. Mediante la dificultad o imposibilidad de dormirse.
2. Causando interrupciones del sueño que, si son repetidas, pueden llevar al
insomnio. La probabilidad de despertar depende no solamente de la intensidad
del suceso ruidoso sino también de la diferencia entre ésta y el nivel previo de
ruido estable. A partir de 45 dBA la probabilidad de despenar es grande.
3. Disminuyendo la calidad del sueño, volviéndose éste menos tranquilo y
acortándose sus fases más profundas, tanto las de sueño paradójico (los sueños)
como las no-paradójicas. Aumentan la presión arterial y el ritmo cardiaco, hay
vasoconstricción y cambios en la respiración.
Como consecuencia de todo ello, la persona no habrá descansado bien y será incapaz de
realizar adecuadamente al día siguiente sus tareas cotidianas. Si la situación se prolonga,
el equilibrio físico y psicológico se ven seriamente afectados.
Las dos primeras prácticas son, evidentemente, poco saludables por no ser naturales y
poder acarrear dependencias y molestias adicionales. La tercera hace también perder
calidad al sueño por desarrollarse éste en un ambiente mal ventilado y/o con una
temperatura demasiado elevada.
3.3.4.5.1.5 Daños al oído: El efecto descrito en este apartado (pérdida de capacidad
auditiva) no depende de la cualidad más o menos agradable que se atribuya al sonido
percibido ni de que éste sea deseado o no. Se trata de un efecto físico que depende
únicamente de la intensidad del sonido, aunque sujeto naturalmente a variaciones
individuales.
• En la sordera transitoria o fatiga auditiva no hay aún lesión. La recuperación es
normalmente casi completa al cabo de dos horas y completa a las 16 horas de
101
cesar el ruido, si se permanece en un estado de confort acústico (menos de 50
decibelios en vigilia o de 30 durante el sueño).
• La sordera permanente está producida por exposiciones prolongadas a niveles
superiores a 75 dBA, bien por sonidos de corta duración de más de 110 dBA, o
bien por acumulación de fatiga auditiva sin tiempo suficiente de recuperación.
Hay lesión del oído interno (células ciliadas externas de la superficie vestibular y
de las de sosten de Deiters). Se produce inicialmente en frecuencias no
conversacionales, por lo que el sujeto no la suele advertir hasta que es demasiado
tarde, salvo casos excepcionales de auto observación. Puede ir acompañada de
zumbidos de oído y de trastornos del equilibrio (vértigos).
3.3.4.5.1.6 El estrés, sus manifestaciones y consecuencias Las personas sometidas
de forma prolongada a situaciones como las anteriormente descritas (ruidos que hayan
oerturbado y frustrado sus esfuerzos de atención, concentración o comunicación, o que
hayan afectado a su tranquilidad, su descanso o su sueño) suelen desarrollar algunos de
los síndromes siguientes:
• Cansancio crónico
• Tendencia al insomnio, con agravación de la situación.
• Enfermedades cardiovasculares: hipertensión, cambios en la composición química
de la sangre, isquemias cardiacas, etc. Se han mencionado aumentos de hasta el 20% o
el 30% en el riesgo de ataques al corazón en personas sometidas a más de 65 decibelios
en periodo diurno.
• Trastornos del sistema inmune responsable de la respuesta a las infecciones y a los
tumores.
• Trastornos psicofísicos tales como ansiedad, manía, depresión, irritabilidad, náuseas,
jaquecas, y neurosis o psicosis en personas predispuestas a ello.
• Cambios conductuales, especialmente comportamientos antisociales tales como
hostilidad, intolerancia, agresividad, aislamiento social y disminución de la tendencia
natural hacia la ayuda mutua.
3.3.4.6 LEGISLACIÓN
102
En relación a la legislación vigente en el Ecuador correspondiente al ruido en zonas
tanto industriales como ajenas a ellas se citara el decreto 2393 artículo 55 de la
constitución en el que habla de ruidos y vibraciones
3.3.4.6.1 RUIDOS Y VIBRACIONES.
1. La prevención de riesgos por ruidos y vibraciones se efectuará aplicando la
metodología expresada en el apartado 4 del artículo 53 que dice: " En los procesos
industriales donde existan o se liberen contaminantes físicos, químicos o biológicos, la
prevención de riesgos para la salud se realizará evitando en primer lugar su generación,
su emisión en segundo lugar, y como tercera acción su transmisión, y sólo cuando
resulten técnicamente imposibles las acciones precedentes, se utilizarán los medios de
protección personal, o la exposición limitada a los efectos del contaminante.
2. El anclaje de máquinas y aparatos que produzcan ruidos o vibraciones se efectuará
con las técnicas que permitan lograr su óptimo equilibrio estático y dinámico,
aislamiento de la estructura o empleo de soportes antivibratorios.
3. Las máquinas que produzcan ruidos o vibraciones en recintos aislados si el proceso
de fabricación lo permite, y serán objeto de un programa de mantenimiento adecuado
que aminore en lo posible la emisión de tales contaminantes físicos.
4. (Reformado por el Art. 31 del decreto 4217) Se prohíbe instalar máquinas o aparatos
que produzcan ruidos o vibraciones, adosados a paredes o columnas excluyéndose los
dispositivos de alarma o señales acústicas.
5. (Reformado por el Art. 32 del Decreto 4217) Los conductores con circulación forzada
de gases, líquidos o sólidos en suspensión, especialmente cuando estén conectados
directamente a máquinas que tengan partes en movimiento siempre y cuando
contribuyan notablemente al incremento del ruido y vibraciones, estarán provistos de
dispositivos que impidan la transmisión délas vibraciones que generan aquellas
mediante materiales absorbentes en sus anclajes y en las partes de su recorrido que
atraviesen muros o tabiques.
6. (Reformado pro el Art. 33 del Decreto 4217) Se fija como límite máximo de presión
sonora el de 85 decibeles escala A del sonómetro, medidos en el lugar en donde el
trabajador mantiene habitualmente la cabeza, para el caso de ruido continuo con 8 horas
de trabajo. No obstante, los puestos de trabajo que demanden fundamentalmente
actividad intelectual, o tarea de regulación o de vigilancia, concentración o cálculo, no
excederán de 70 decibeles de ruido.

103
7. (Reformado por el Art. 34 del Decreto 4217) Para el caso de ruido "AM
en posición
lenta, que se permitirán, estarán relacionados con el tiempo de exposición según la
siguiente tabla.
Tabla N: 13
Los distintos niveles sonoros y sus correspondientes tiempos de exposición permitidos
señalados, corresponden a exposiciones continuas equivalentes en que la dosis de ruidos
diaria (D) es igual a 1
En el caso de exposición intermitente a ruido continuo, debe considerarse el efecto
combinado de aquellos niveles sonoros que son iguales o que excedan de 85 dB (A).
Para tal efecto la Dosis de Ruido Diaria (D) se calcula de acuerdo a la siguiente fórmula
y no debe ser mayor de 1:
D = Cl/Tl+C2AT2+Cn/Tn
C = Tiempo total de exposición a un nivel sonoro específico.
T = Tiempo total permitido a ese nivel.
En ningún caso se permitirá sobrepasar el nivel de 115 dB (A) cualquiera que sea el tipo
de trabajo.
3.3.4.6.2 RUIDO DE IMPACTO: Se considera ruido de impacto a aquel cuya
frecuencia de impulso no sobrepasa de un impacto por segundo y aquel cuya frecuencia
sea superior, se considera continuo.
Nivel sonoro
Tiempo de exposición
dB (A-lento) por jornada/hora
85
8
90
4
95
2
100
1
110
0.25
115
0.125

104
Los niveles de presión sonora máxima de exposición por jomada de trabajo de 8 horas
dependerán del número total de impactos en dicho período de acuerdo con la siguiente
tabla:
Tabla N: 14
Los trabajadores sometidos a tales condiciones deben ser anualmente objeto de estudio
y control audiométrico.
8. Las máquinas-herramientas que originen vibraciones tales como martillos
neumáticos, apisonadoras, remachadoras, compactadoras y vibradoras o similares,
deberán estar provistas de dispositivos amortiguadores y al personal que los utilice se
les proveerá de equipo de protección antivibratorio.
(Añadido por el Art. 30 del decreto 4217) Los trabajadores sometidos a tales
condiciones deben ser anualmente objeto de estudio y control audiométrico.
9. (Reformado por el Art. 30 del decreto 4217) Los equipos pesados como tractores,
traillas, excavadoras o análogos que produzcan vibraciones, estarán provistas de
asientos con amortiguadores y suficiente apoyo para la espalda.
(Añadido por el Art. 30 del Decreto 4217) Los trabajadores sometidos a tales
condiciones deben ser anualmente objeto de estudio y control audiométrico.
3.3.4.7 MEDIDAS DE CONTROL DEL RUIDO
Numero de
impulsos o
impacto por
jornadas de 8
horas.
Nivel de
presión
sonora
máxima
100 140
500 135
1000 130
5000 125
10000 120

105
Existen cuatro formas de control del ruido en cualquiera que fuera su ubicación y estas
son:
3.3.4.7.1 Sobre la fuente: Va desde el simple ajuste de un tornillo hasta el rediseño o
sustitución de la maquinaria por una nueva tecnología.
El aspecto más deseable cuando se comienza un programa de reducción de sonido, es el
concepto de emplear principios de ingeniería para reducir los niveles de ruido.
Entre los controles de ingeniería que reducen el nivel de ruido tenemos:
a) Mantenimiento
- Reemplazo ajuste de piezas gastadas o desbalanceadas de las máquinas.
- Lubricación de las piezas de las máquinas y empleo de aceites de corte.
- Forma y afilado adecuado de las herramientas de corte
b) Reemplazo de máquinas
- Máquinas más grandes y lentas en vez de otras más pequeñas y rápidas.
- Matrices fijas en lugar de matrices de una operación.
- Prensas en lugar de martillos.
- Cizallas rotativas en vez de cizallas en escuadra.
- Prensas hidráulicas en lugar de las mecánicas.
- Correas de transmisión en vez de engranajes.
c) Sustitución de procesos
- Compresión en vez de remachado por impactos.
- Soldadura en vez de remachado.
- Trabajo en caliente en lugar de en frío.
- Prensado en vez de laminado o forjado.
3.3.4.7.2 Sobre el ambiente: Se reduce el nivel de ruido mediante el empleo de
materiales absorbentes (blandos y porosos) o mediante el aislamiento de equipos muy
ruidosos (confinamiento total o parcial de cada equipo ruidoso) o aislando al
trabajador, en una caseta prácticamente a prueba de ruido para él y sus ayudantes.
3.3.4.7.3 Controles administrativos: Los controles administrativos deben interpretarse
como toda decisión administrativa que signifique una menor exposición del trabajador
al ruido.

106
Existen muchas operaciones en las que puede controlarse por medidas administrativas la
exposición de los trabajadores al ruido, sin modificarlo, sino cambiando solamente los
esquemas de producción o rotando los trabajadores de modo que el tiempo de
exposición se encuentre dentro de los límites seguros. Esto incluye acciones tales como
transferir trabajadores desde un lugar de trabajo donde hay un nivel de ruido alto a otro
con un nivel menor, si es que este procedimiento permite que su exposición diaria al
ruido sea más aceptable.
3.3.4.7.4 Sobre el hombre: Se refiere a la protección auditiva personal. Cuando las
medidas de control no pueden ser puestas en práctica y/o mientras se establecen esos
controles, el personal debe ser protegido por los efectos de los niveles excesivos de
ruido. En la mayoría de los casos esa protección puede alcanzarse mediante el uso de
protectores auditivos adecuados.
Los dispositivos protectores auditivos personales son barreras acústicas que reducen la
cantidad de energía sonora transmitida a través del canal auditivo hasta los receptores
del oído interno.
La capacidad de un dispositivo protector para atenuar (en decibeles) es la diferencia en
el nivel medido del umbral de audición de un observador con protectores auditivos
(umbral de test) y el umbral auditivo medido sin ellos (umbral de referencia).
Los protectores auditivos que se usan comúnmente en la actualidad son del tipo tapón u
orejeras. El protector tipo tapón atenúa el ruido obstruyendo el canal auditivo externo,
mientras que el tipo orejera encierra la oreja proporcionando un sello acústico.
3.3.4.8 MEDICIÓN DE RUIDO EN I.Q.A.
Para la realización del estudio de ruido en IQA se a dividido a esta empresa en tres
secciones las mismas que son:
Proceso productivo (obtención de ZnO).
Almacenamiento y despacho de producto terminado.
Recuperación de producto (dross) y molinos.
Para cada una de las estas secciones se a realizado un layout con el cual se a podido
cuadricularlos, obteniendo con ello los lugares en los cuales se tomaran las medidas con
el sonómetro. El cuadrado para la cuadricula se a considerado de tres metros (3m) por

107
0 3105 6210 9315 12420
3730.625
7461.25
11191.875
14922.5
18653.125
22383.75
26114.375
29845
ser espacios pequeños y basándonos en el software que es mucho mas exacto si los
datos obtenidos son lo mas próximos posibles.
De esta manera a continuación se presenta la cuadricula de las tres secciones, cada
vértice será punto de medición. Para observar el plano completo de la planta podemos
referirnos al ANEXO N: 5.
Obtención de ZnO
Figura 12
Molinos-Recuperado.
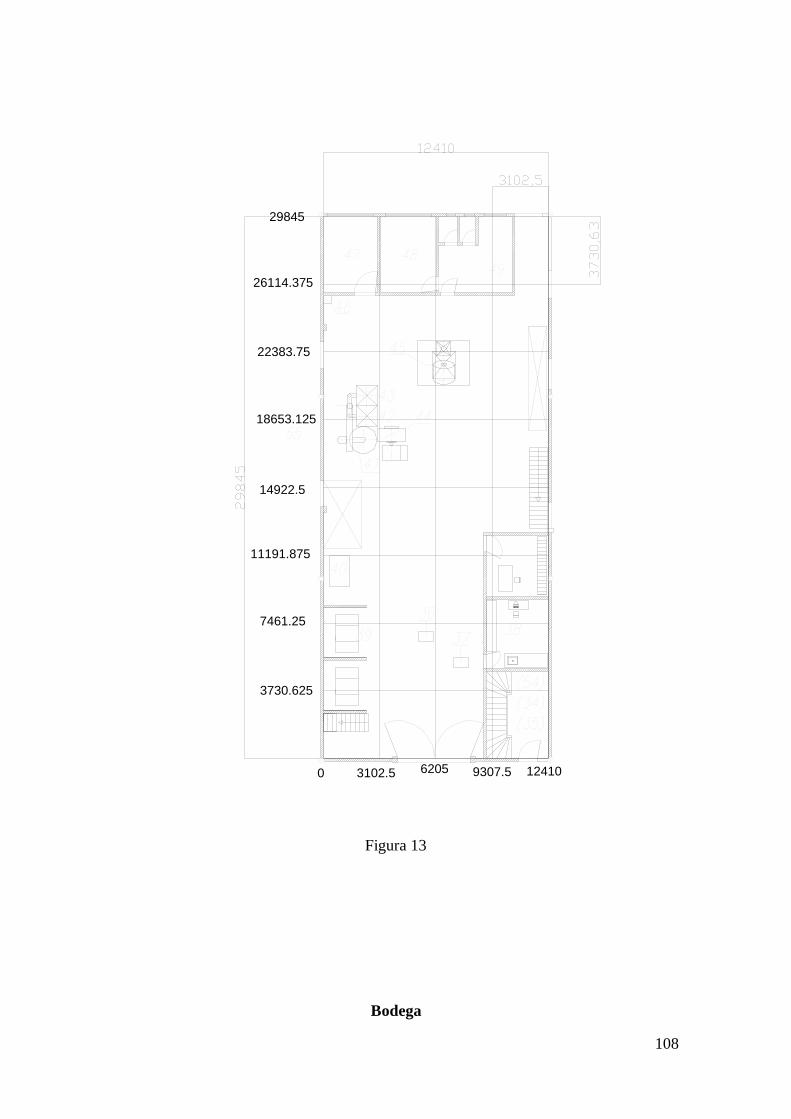
108
Figura 13
Bodega
0 3102.5 6205 9307.5 12410
3730.625
7461.25
11191.875
14922.5
18653.125
22383.75
26114.375
29845

109
Figura 14
3.3.4.8.1 Calibración del sonómetro.
0 3333.33 6666.66 10000
3730.625
7461.25
11191.875
14922.5
18653.125
22383.75
26114.375
29845

110
3.3.4.8.1.1 Calibración del equipo de medida en campo: Se debe calibrar el
instrumento antes y después de cada medida, disponiendo de los calibradores acústicos
adecuados al micrófono que se vaya a utilizar. La calibración debe efectuarse de
acuerdo con las instrucciones del fabricante
3.3.4.8.1.2 Calibración del equipo de medida en laboratorio: Una calibración total
del instrumento de medida solo puede hacerse en un laboratorio que esté acreditado para
tal fin, debiendo hacerse como máxima cada dos años.
3.3.4.8.1.3 Posición del micrófono en la medida: Idealmente, las medidas hay que
realizarlas en un campo acústico no perturbado, es decir, en ausencia del trabajador
cuya exposición queremos medir. El micrófono se coloca en el área que normalmente
ocupa la cabeza del trabajador, frente a su oído a unos diez centímetros de distancia.
En la práctica la mayoría de veces es preciso que el trabajador esté presente el momento
que se realiza la media, con objeto de controlar la máquina. En ese caso el micrófono
debe colocarse cerca de la cabeza del trabajador, para obtener un valor real del ruido,
pero no muy cerca para evitar errores debido a la reflexión del ruido. Se debe elegir el
lado del trabajador que recibe.
3.3.4.8.1.4 Número y duración de las mediciones: No existe una única estrategia
para determinar el número y duración de las medidas.
Exposición al ruido de grupos: Cuando es necesario determinar la exposición al ruido
de una población muy grande con exposición al ruido similar es preciso disponer de una
importante cantidad de recursos y dedicar mucho tiempo.
En esos casos, se puede elegir una muestra de la población, determinar en ella la
exposición y mediante un tratamiento estadístico estimar un valor de la exposición de la
población que sea estadísticamente significativa.
3.3.4.8.2 Características del sonómetro
Para esta clase de estudio se utilizado un sonómetro el cual posee las siguientes
características:

111
MODELO TES-1350A
El estándar se aplicó IEC 651 Type2
Gama
Un BAJO (bajo) - cargando: 35 - 100dB
Un HI (alto) - cargando: 65-130dB
C BAJA (bajo) - cargando: 35 - 100dB
C HI (alto) - cargando: 65-130dB
Resolución 0.1dB
Gama de frecuencia 31.5Hz a 8KHz
Exactitud ±2dB
Gama dinámica 65dB
El cargar de frecuencia UN、 C
El cargar de Tiempo Lento y rápido
Asimiento máximo Micrófono < 1dB="">del decaimiento
Microphone Micrófono de condensador de Electret
Calibración Calibración eléctrica usando el oscilador interno
(onda del seno 1KHz en 94dB)
Salida de Auxilitary
La CA condicionó, 0.65Vrms que correspondía a
cada paso de la gama, impedancia: 600W
La C.C. condicionó, 10mV/dB (nominal)
Condición de
funcionamiento 0oC a 40oC del < derecha 80%.
Condición de almacenaje -10oC a 60oC del < derecha 70%.
Exhibición 3 digitals del 1/2
Fuente de alimentación una batería 9V
Tamaño 240m m (L) x68mm (W) x25mm (H)
Peso 215g
Accessorie Manual de instrucción, 9V batería, Destornillador,
parabrisas.
3.3.4.8.3 MAPA DE RUIDO.
La forma más frecuente de expresar las medidas de ruido es el mapa de ruido.
Genéricamente se suele denominar mapa sonoro a un conjunto de medidas de niveles
sonoros distribuidas adecuadamente en el espacio y en el tiempo.
La información que proporciona resulta de una gran utilidad tanto para considerar la
consiguiente planificación como para orientar con pleno fundamento la lucha contra el
ruido ambiental. La elaboración de mapas adopta este procedimiento:

112
a) Mediante sonometría, es decir, midiendo el ruido en los puntos previamente
determinados. Es un sistema basado en mediciones reales.
Es importante elegir los puntos de muestreo de los que se va a obtener la información y
que van a dar lugar al mapa de ruido. El sistema de rejillas, a partir de unos vértices que
se fijan al superponer el mapa de la planta, es el más utilizado.
El objetivo de los mapas de ruido es el conocimiento del problema, para mejorar la
planificación. Aquí entran en función estos conceptos: plan de acción para una
aglomeración, se trata de planificar una actuación para reducir el ruido en donde se
concentra mucha gente; plan de acción para grandes ejes viarios, grandes ejes
ferroviarios y grandes aeropuertos, si lo que se pretende es actuar sobre el entorno de
estos corredores.
3.3.4.8.3.1 Características del software.
Para realizar estos mapas se utilizo un software de las siguientes características:
Sofware from engineers
Surfer version 6.02
Surface Mapping System
Este software nos permitirá graficar las mediciones de ruido que se han realizado.
3.3.4.9 RESULTADOS:
Los mapas de ruido realizados se pueden observar en el ANEXO N: 3
Luego de realizado la sonometría los datos obtenidos son:
3.3.4.9.1 Recuperación de producto (Dross) y molinos.

113
DATOS RECOLECTADOS.
X Y SONOMETRÍA PERMITIDO EXCEDENTE
0 0 97.4 85 12.4
3102.5 0 98.5 85 13.5
6205 0 95.7 85 10.7
9307.5 0 72.6 85
12410 0 75.4 85
0 3730.625 96.3 85 11.3
3102.5 3730.625 97.6 85 12.6
6205 3730.625 97 85 12
9307.5 3730.625 74 85
12410 3730.625 74.6 85
0 7461.25 100.4 85 15.4
3102.5 7461.25 98.8 85 13.8
6205 7461.25 98.8 85 13.8
9307.5 7461.25 76.8 85
12410 7461.25 74.7 85
0 11191.875 96.6 85 11.6
3102.5 11191.875 95.1 85 10.1
6205 11191.875 97.1 85 12.1
9307.5 11191.875 86.3 85 1.3
12410 11191.875 86.1 85 1.1
0 14922.5 104.7 85 19.7
3102.5 14922.5 107 85 22
6205 14922.5 106 85 21
9307.5 14922.5 102.5 85 17.5
12410 14922.5 98.7 85 13.7
0 18653.125 98.1 85 13.1
3102.5 18653.125 101.4 85 16.4
6205 18653.125 102.9 85 17.9
9307.5 18653.125 100.7 85 15.7
12410 18653.125 100.5 85 15.5
0 22383.75 97.3 85 12.3
3102.5 22383.75 99 85 14
6205 22383.75 100.4 85 15.4
9307.5 22383.75 99.9 85 14.9
12410 22383.75 97 85 12
0 26114.375 62.4 85
3102.5 26114.375 63.3 85
6205 26114.375 81 85
9307.5 26114.375 78.8 85
12410 26114.375 97.4 85 12.4
0 29845 61.6 85
3102.5 29845 92.5 85 7.5
6205 29845 78.8 85
9307.5 29845 79.6 85
12410 29845 96.2 85 11.2
3.3.4.9.2 Almacenamiento y despacho de producto terminado.
Tabla N: 15

114
DATOS RECOLECTADOS.
X Y SONOMETRÍA PERMITIDO EXCEDENTE
0 0 70.7 85
3333.33 0 69.1 85
6666.66 0 69.9 85
1000 0 70.4 85
0 3730.625 71.2 85
3333.33 3730.625 70.9 85
6666.66 3730.625 70.4 85
1000 3730.625 71.4 85
0 7461.25 72.1 85
3333.33 7461.25 72.7 85
6666.66 7461.25 72.5 85
1000 7461.25 72.1 85
0 11191.875 74.5 85
3333.33 11191.875 74 85
6666.66 11191.875 71.7 85
1000 11191.875 73.1 85
0 14922.5 69.6 85
3333.33 14922.5 72.6 85
6666.66 14922.5 73.4 85
1000 14922.5 73.7 85
0 18653.125 71.9 85
3333.33 18653.125 71.2 85
6666.66 18653.125 72.3 85
1000 18653.125 71.8 85
0 22383.75 75.9 85
3333.33 22383.75 72.2 85
6666.66 22383.75 76.5 85
1000 22383.75 71.1 85
0 26114.375 73.8 85
3333.33 26114.375 74.8 85
6666.66 26114.375 72.2 85
1000 26114.375 71.1 85
0 29845 74 85
3333.33 29845 72.5 85
6666.66 29845 71.4 85
1000 29845 70.4 85
Tabla N: 16
3.3.4.9.3 Proceso productivo (obtención de ZnO).

115
DATOS RECOLECTADOS.
X Y SONOMETRÍA PERMITIDO EXCEDENTE
0 0 69.5 85
3105 0 70.7 85
6210 0 77.5 85
9315 0 76.8 85
12420 0 75.3 85
0 3730.625 69.5 85
3105 3730.625 76.1 85
6210 3730.625 77.5 85
9315 3730.625 78.3 85
12420 3730.625 81.5 85
0 7461.25 87 85 2
3105 7461.25 56.6 85
6210 7461.25 75.6 85
9315 7461.25 76.4 85
12420 7461.25 74.8 85
0 11191.875 56.6 85
3105 11191.875 60 85
6210 11191.875 78.1 85
9315 11191.875 77.6 85
12420 11191.875 75 85
0 14922.5 77.7 85
3105 14922.5 80 85
6210 14922.5 85.2 85 0.2
9315 14922.5 95.2 85 10.2
12420 14922.5 76 85
0 18653.125 79.7 85
3105 18653.125 84.8 85
6210 18653.125 82.1 85
9315 18653.125 82.2 85
12420 18653.125 86 85 1
0 22383.75 80.7 85
3105 22383.75 81.6 85
6210 22383.75 83.2 85
9315 22383.75 82.5 85
12420 22383.75 85.2 85 0.2
0 26114.375 81.7 85
3105 26114.375 83 85
6210 26114.375 86.3 85 1.3
9315 26114.375 86 85 1
12420 26114.375 87.5 85 2.5
0 29845 82.9 85
3105 29845 84.6 85
6210 29845 89.4 85 4.4
9315 29845 90.5 85 5.5
12420 29845 86.3 85 1.3
Tabla N: 17
3.3.4.10 Conclusiones.

116
Como conclusión general en relación al estudio de la sonometría realizada en I.Q.A
puedo decir que la sección de Recuperado_ Molinos es la que tiene mayor cantidad de
ruido ya que en ella se encuentra los molinos los mismos que en el momento de
funcionar emiten gran cantidad de ruido.
La sección de producción de ZnO tiene una pequeño aumento de sonido con respecto a
lo permitido pero no se aleja mucho de esta.
La sección de bodega no presenta problema alguno en el sentido de ruidos elevados.
3.3.5 VALORACIÓN DE CONSECUENCIA.
Una vez establecidas todas las actividades y realizadas la mediciones de campo se debe
realizar la calificación de la consecuencia que tendría el riesgo en caso de que este se
produzca.
Esta clase de valoración calificara cuáles serían las pérdidas más probables, en caso de
ocurrir un accidente, sería: lesiones, invalidez, muerte, etc., en caso del recurso humano,
o serían daños materiales sobre un determinado monto o costo.
En el capitulo 2 de este trabajo de investigación se presentado información sobre la
calificación de la consecuencia que se deberá colocar dependiendo del riesgo al cual
este asociado.
La calificación realizada de la consecuencia del riesgo esta presentada un las matrices
de riesgo que se pueden observar en el ANEXO: 2.
3.3.6 VALORACIÓN DE PROBABILIDAD.
El siguiente paso consiste en la determinación de la “probabilidad” de que el riesgo
ocurra y un cálculo de los efectos potenciales sobre el capital o las personas de la
entidad. La valorización del riesgo implica un análisis conjunto de la probabilidad de
ocurrencia y el efecto en los resultados; puede efectuarse en términos cualitativos o
cuantitativos, dependiendo de la importancia o disponibilidad de información; en

117
términos de costo y complejidad la evaluación cualitativa es la más sencilla y
económica.
La valorización cualitativa no involucra la cuantificación de parámetros, utiliza escalas
descriptivas para evaluar la probabilidad de ocurrencia de cada evento.
En general este tipo de evaluación se utiliza cuando el riesgo percibido no justifica el
tiempo y esfuerzo que requiera un análisis más profundo o cuando no existe
información suficiente para la cuantificación de los parámetros. En el caso de riesgos
que podrían afectar significativamente los resultados, la valorización cualitativa se
utiliza como una evaluación inicial para identificar situaciones que ameriten un estudio
más profundo.
La evaluación cuantitativa utiliza valores numéricos o datos estadísticos, en vez de
escalas cualitativas, para estimar la probabilidad de ocurrencia de cada evento,
procedimiento que definitivamente podría brindar una base más sólida para la toma de
decisiones, esto dependiendo de la calidad de información que se utilice.
Ambas estimaciones, cualitativa y cuantitativa, pueden complementarse en el proceso
del trabajo de estimar la probabilidad de riesgo. Al respecto, debe notarse que si bien la
valoración de riesgo contenida en una matriz de riesgo es mayormente de tipo
cualitativo, también se utiliza un soporte cuantitativo basado en una estimación de
eventos ocurridos en el pasado, con lo cual se obtiene una mejor aproximación a la
probabilidad de ocurrencia del evento.
En el capitulo 2 de este trabajo de investigación se presentado información sobre la
calificación de la probabilidad que se deberá colocar dependiendo del riesgo al cual este
asociado.
La valorización consiste en asignar a los riesgos calificaciones dentro de un rango de 1 a
4 dependiendo de la probabilidad de ocurrencia del riesgo que se esta analizando.
La calificación realizada de la probabilidad de ocurrencia de un riesgo esta presentada
un las matrices de riesgo que se pueden observar en el ANEXO: 2.
3.4 OBTENCIÓN DEl VALOR ESPERADO DE LA PERDIDA (V.E.P).

118
Los resultados obtenidos de la multiplicación del valor asignado a la consecuencia y
probabilidad es el VEP el mismo que nos indica por medio de su valor la criticidad en la
que se encuentra el riesgo. Esto depende de los siguientes valores:
V.E.P RANGO DE CRITICIDAD.
8-16 Súper crítico.
2-4 Moderadamente critico.
1 No critico.
Fuente: PONTIFICIA UNIVERSIDAD CATOLICA DE CHILE. Revista de la
construcción.2006
Tabla N: 18
Dependiendo de los diferentes valores que pueden tomar se realizara las acciones tanto
correctivas como preventivas que nos ayudaran a aliviar o disminuir el rango de
criticidad que poseen los riesgos analizados.
La calificación realizada de la probabilidad de ocurrencia de un riesgo esta presentada
un las matrices de riesgo que se pueden observar en el ANEXO: 2.
3.5 DETERMINACIÓN DE LAS ACCIONES CORRECTIVAS Y
PREVENTIVAS.
El siguiente paso a realizar es determinar las diferentes acciones a tomar en relación de
la información obtenida por la valoración dada en la matriz de riesgo. Para ello se a
agregado en esta matriz una columna de acciones tanto correctivas como preventivas
que tendrán el objetivo de informar a los encargados de la seguridad las acciones que se
tendrían que tomar para minorizar los diferentes riesgos a los que están expuestos los
trabajadores.
3.5.1 Resumen de acciones correctivas y preventivas.
Una vez determinados los riesgos en IQA se ha detectado la necesidad de las siguientes
acciones tanto correctivas como preventivas que a continuación se dará en forma
resumida por cada proceso y que se podrá observar en su totalidad en las diferentes
matrices realizadas que se observan en el ANEXON: 2.

119
3.5.1.1 RECEPCIÓN DE MATERIA PRIMA
Acciones correctivas:
Señalización de ruta de circulación de montacargas.
Utilización de equipo de protección individual.
Señalización del lugar destinado al almacenamiento.
Acciones preventivas:
Capacitación sobre los riesgos y señalización correspondiente.
Capacitación sobre la manipulación de cargas.
Inspección de los elementos de sujeción para evitar rompimientos de los
mismos
(Procedimientos seguros de trabajo).
Capacitación sobre el uso del equipo de protección individual
No invadir las áreas de circulación de montacargas.
3.5.1.2 PESADO DE LA CARGA.
Acciones correctivas:
Utilización de equipo de protección individual.
Acciones preventivas:
Dotación de cinturón antilumbago.
Capacitación sobre el uso del equipo de protección individual
Realizar las labores con seguridad.
Evitar el lanzamiento de material.
Capacitación sobre levantamiento de cargas.
3.5.1.3 LIMPIEZA DE IMPUREZAS DEL HORNO.
Acciones correctivas:
Utilización de equipo de protección individual.
Utilización de ropa fuerte.
Utilización de zapatos punta de acero, caña alta, planta antideslizante.
Utilización de mascara cara completa antitérmica.
Colocación de extintores en lugares estratégicos.
Acciones preventivas:

120
Evitar el acercamiento execivo al horno (Procedimiento seguro de trabajo).
Dotación de cinturón antilumbago.
Disciplina en el proceso.
Evitar el sacarse los implementos de seguridad.
Capacitación sobre levantamiento de cargas.
Realización de charlas sobre las consecuencias que tiene el cuerpo por cambios
de temperaturas.
Revisión de la superficie de trabajo.
3.5.1.4 RELLENO DEL HORNO.
Acciones correctivas:
Utilización de equipo de protección individual.
Utilización de ropa fuerte.
Utilización de zapatos puntas de acero, caña alta, planta antideslizante.
Colocar extintores en lugares estratégicos.
Acciones preventivas:
Evitar el sacarse los implementos de seguridad.
Evitar el acercamiento axesivo al horno.
Revisión de la superficie de trabajo
Disciplina en el proceso.
Capacitación sobre levantamiento de cargas.
Charla sobre consecuencia que tiene le cuerpo por cambio de temperatura.
Dotación de cinturón antilumbago.
3.5.1.5 OBTENCIÓN DE ZnO.
Acciones correctivas:
Utilización de equipo de protección individual.
Automatización del proceso.
Creación de tapa para tanques recolectores del producto.
Instalación de una puerta en la entrada o boca del elevador para evitar ZnO
suspendido.
Acciones preventivas:
Capacitación sobre la manipulación de cargas.

121
Verificación de que la superficie a trabajar este libre de materiales ajenos.
Dotación de cinturón de fuerza.
Capacitación sobre el uso del equipo de protección.
Prevención o verificación del estado de las herramientas.
3.5.1.6 EMPAQUETADO Y ALMACENADO EL PRODUCTO.
Acciones correctivas:
Señalización de rutas de movimiento de montacargas.
Utilización de equipo de protección individual.
Mantenimiento de herramientas.
Mantenimiento del montacargas
Acciones preventivas:
Realizar la actividad con seguridad.
Capacitación sobre el uso del equipo de protección.
Revisión de seguridad de las cargas a elevar.
3.5.1.7 DESPACHO DEL PRODUCTO.
Acciones correctivas:
Señalización de ruta de movimiento de montacargas.
Acciones preventivas:
Capacitación sobre los riesgos en la industrial
3.5.1.8 MANTENIMIENTO.
Acciones correctivas:
Utilización de equipo de protección individual.
Iluminar correctamente las zonas de trabajo, tránsito y almacenes.
Señalización de rutas de movimiento de montacargas.
Utilizar medios de protección colectiva como barandillas.
Utilizar protección en máquinas como resguardo o dotarlas de los mismos.
Acciones preventivas:
Realización de actividades con seguridad.
Dotación de cinturón antilumbago.
Capacitación sobre el uso del equipo de protección.
122
Situar las herramientas en lugares seguros, bien ancladas y fijadas.
Procurar que las herramientas utilizadas sean las correctas.
Evitar el colocarse debajo o cerca de cargas suspendidas.
Evitar fumar en los puestos de trabajo.
Capacitación sobre levantamiento de cargas.
Utilizar gafas de protección adecuadas.
3.5.1.9 RIESGO ASOCIADO A LA PARTE EXTERNA DE IQA.
Acciones correctivas:
Aislamiento de tanques por medio de rejillas.
Señalización de letrero de no fumar.
Colocación de los tanques sobre tierra o una base sólida.
Señalización de vías de escape.
Señalización y ubicación de extintores.
Señalización de vías de escape.
Señalización de velocidad permitida.
Reubicación de M.P.
Utilización de mascarilla y protección auditiva.
Acciones preventivas:
Evitar el acercamiento excesivo a los tanques de combustible.
Evitar el acercamiento de fuego a los tanques de combustible.
Mantener el área limpia.
Evitar el acercamiento excesivo a las bandas.
3.5.1.10 RETIRO DE CRISOL ROTO.
Acciones correctivas:
Utilización de equipo de protección individual.
Iluminar correctamente las zonas de trabajo, tránsito y almacenes.
Señalización de rutas de movimiento de montacargas.
Acciones preventivas:
Realización de actividades con seguridad.
Dotación de cinturón antilumbago.

123
Capacitación sobre el uso del equipo de protección.
Situar las herramientas en lugares seguros, bien ancladas y fijadas.
Procurar que las herramientas utilizadas sean las correctas.
Mantener los suelos limpios y en buen estado
Capacitación sobre levantamiento de cargas.
Evitar el acercamiento innecesario hacia la carga suspendida.
Mantener los suelos limpios y en buen estado
3.5.1.11 COLOCACIÓN DE CRISOL.
Acciones correctivas:
Utilización de equipo de protección Individual.
Señalización de rutas de movimiento de montacargas.
Colocar señalización
Acciones preventivas:
Capacitación sobre el uso de equipos de protección.
Realización de actividades con seguridad.
Aseguramiento de cargas suspendidas.
Dotación de cinturón antilumbago.
3.5.1.12 MOLIDO DEL MATERIAL A RECUPERAR.
Acciones correctivas:
Utilización de equipo de protección.
Señalización de ruta de movimiento de montacargas.
Realizar protecciones de poleas
Proteger cables eléctricos que se encuentran junto al molino.
Utilización de mascarilla y protección auricular.
Acciones preventivas:
Capacitación sobre el uso del equipo de protección.
Dotación de cinturón antilumbago.
Mantener los suelos limpios y en buen estado
Procurar que las herramientas utilizadas sean las correctas
Capacitación sobre los riesgos existentes en la industria.
Revisión visual de la superficie (limpieza del piso).

124
Evitar el acercamiento innecesario hacia la carga suspendida.
Evitar el acercamiento excesivo al molino.
3.5.1.13 RECUPERACION DE MATERIAL POR FUNDICION DE
GRANALLA.
Acciones correctivas:
Utilización de equipo de protección
Colocar extintores en lugares estratégicos
Señalización de ruta de movimiento de montacargas.
Utilización de mascara antitérmica.
Acciones preventivas:
Capacitación sobre el uso de equipos de protección
Mantener el suelo del lugar de trabajo limpio de elementos peligrosos.
Evitar el acercamiento execivo al horno.
Capacitación sobre levantamiento de cargas.
Dotación de cinturón antilumbago.
Reponer la pérdida de agua mediante la ingestión frecuente de líquidos no
alcohólicos.
Utilización de ropa gruesa.
3.5.1.14 MOLINOS.
Acciones correctivas:
Uso de equipo de protección
Señalización de ruta de movimiento de montacargas.
Acciones preventivas:
Verificación visual de las condiciones de la superficie.
Dotación de cinturón antilumbago.
Capacitación sobre el uso de equipos de protección.
Mantener los suelos limpios y en buen estado
Capacitación sobre señalización en la industria.
Inspección de los elementos de sujeción para evitar rompimientos de las
mismos (Procedimientos seguros de trabajo).

125