c/ camino a la escuela, 36, 3º b - pedeca...
TRANSCRIPT

MA
YO
2009
•N
º8
SU
RFA
SPR
ESS


1
Ingeniería - Consultoría de corrosión y pro-tección de materiales.
Preparación y tratamiento de materiales.Tecnología de pinturas y protección cató-dica.
• Servicio de inspección y coordinación deobra.
• Estudio y elaboración de especificacio-nes.
• Asesoría técnica en preparación de su-perficies, sistemas de pintura y protec-ción catódica.
• Ensayos destructivos y no destructivos,análisis de defectos en pinturas y análi-sis de laboratorio.
• Técnicos especialistas e inspectores cua-lificados FROSIO, NACE, AEND y SSPC.
• Amplia disponibilidad geográfica nacio-nal e internacional.
C/ Camino a la escuela, 36, 3º B30205 CARTAGENA (Murcia)
Teléf.: 630 850 [email protected]
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración: Carolina AbuinColaborador: Manuel A. Martínez Baena
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4458 - Depósito legal: M-54491-2007
Diseño y Maquetación: José González OteroCreatividad: Victor J. RuizImpresión: VILLENA
Por su amable y desinteresa-da colaboración en la redac-ción de este número, agrade-cemos sus informaciones,realización de reportajes y re-dacción de artículos a sus au-tores.
SURFAS PRESS se publicacinco veces al año: Febrero,Abril, Junio, Septiembre yNoviembre.
Los autores son los únicosresponsables de las opinio-nes y conceptos por ellos e-mitidos.
Queda prohibida la repro-ducción total o parcial decualquier texto o artículopublicado en SURFAS PRESSsin previo acuerdo con larevista.
Editorial 2
Noticias 4
Cambio de denominación social de ENERCON Hispania • ISO 9001:2000 e ISO 14001:2004 para TTE de Murcia • Pu-
lidora SHINEX RAP 150 • Euromaher cumple 10 años • Emerson presenta la válvula Control-DiskTM • Disco de la-
minillas de KLINGSPOR • III Curso de FRX con SPECTRAplus • Plan renove FESTOOL • La Cumbre Industrial se a-
plaza a 2011.
Artículos
• EUROCOAT 10• MOLDEXPO y MATIC, Centro del Sector Industrial y de Moldes 12• Nuevos pulimentos de un paso MPA 5000 y 9000 - Por Festool 14• Línea completa de tratamiento, pintado y secado - Por GEINSA 16• Curso de Gestión de Instalaciones Industriales de Preparación y Tratamiento de Superficies 18• Discos de lija sistema COMBICLICK® de PFERD 20• Optimiza protective & consulting 22• Noticias AIAS 24• Nueva gama de bombas dosificadoras 26• parts2clean 2009 27• Jornada Técnica “Incidencia actual del VOC’s y del Reach en las industrias de pinturas y galvanotecnia” 28• Abrasivos con granallas de acero al bajo carbono 30• Presentación Panel “COBALT” - Por Francisco Gómez Pelegrin 31• Nueva tecnología que reduce coste en altos volúmenes de packaging 33• Una nueva tecnología que aumenta la productividad y desafía la creatividad - Por Gabriel Rodrígues dos Santos 38
Oferta 41
Guía de compras 42
Índice de Anunciantes 44
Sumario • MAYO 2009 - Nº 8
Nue
stra
Port
ada
Asociaciones colaboradoras:
Asociación de Industriasde Acabados de Superficies
Información / Mayo 2009
2
¡SEGUIMOS ADELANTE,YA QUEDA MENOS!
Cada día que pasa tenemos por seguro que el final del túnel estámás cerca.
La economía se recuperará a medio plazo y todo volverá a su norma-lidad.
En estos tiempos de cambio hay que observar detenidamente nues-tras oportunidades sin dejarnos llevar por el pesimismo. Un caminoque nos tiene que llevar al éxito es la innovación y la formación.
Por ello nuestra revista desde una mentalidad positiva y optimista,apela a nuevas posibilidades de obtención de recursos. En el próxi-mo número de septiembre lanzaremos un número especial provee-dores, con una ficha exacta de qué tiene cada empresa para el sec-tor. Una forma gratuita de llegar a sus clientes.
Con este número que tiene en sus manos estaremos presentes en laFeria MATIC – MOLDEXPO a celebrar los próximos 2 al 4 de junio enZaragoza. Allí nos veremos.
Sobre ambas encontrarán más información en esta revista.
Entre todos, no sé exactamente cómo, pero saldremos adelante.
Antonio Pérez de Camino
Editorial


Cambiode denominaciónsocialde ENERCONHispaniaNos comunican que la sociedadENERCON ha cambiado de deno-minación social pasando a deno-minarse en adelante como:
EQUIPOS MEDIOAMBIENTALESY PRODUCTIVOS, S.L.
que abreviamos como EMEPRO.
Los datos como domicilio fiscal ypostal, CIF, teléfono, fax y correoelectrónico permanecen iguales,cambiando sólo en breve la direc-ción de correo electrónico, quecomunicarán en cuanto sea efec-tiva.
Info 1
ISO 9001:2000e ISO 14001:2004para TTEde MurciaLa empresa Tratamientos Tér-
micos Especiales de Murcia(TTE) ha sido certificada con la“ISO 9001:2000” y también con laCertificación “ISO 14001:2004”.
Felicitamos a esta joven empre-sa de tratamientos térmicos queen el poco tiempo de existencia(1 año y medio) en el mundo em-presarial ya está dando pasosimportantes, con fiabilidad yrespeto del medio ambiente, co-mo lo demuestran las certifica-ciones.
Info 2
PulidoraSHINEX RAP 150La nueva pulidora SHINEX RAP150 puede girar a mayor o menorvelocidad. Es ligera y ergonómicay, gracias a un interruptor acele-rador, puede ajustarse indivi-dualmente el número de revolu-ciones deseado. El engranaje de
dos etapas le otorga robustez ycapacidad de carga. Un disipadorde calor enfría el aire y evita quela máquina se caliente en excesosi debe permanecer en funciona-miento durante un tiempo pro-longado. De este modo, las largasoperaciones de pulido no repre-sentarán ningún problema.
Info 3
Euromahercumple 10 añosRepresentaciones Euromaherdurante estos diez años de acti-vidad se ha consolidado comouno de los principales distribui-dores de instalaciones para eltratamiento de superficies. Co-menzó en 1999 con la comercia-lización de granalladoras y a lolargo de estos años ha ido incor-porando nuevos productos encartera hasta disponer de unaamplia gama de maquinaria pa-ra el acabado de superficies.
La compañía cuenta con equiposde chorreado manual, granalla-doras automáticas, líneas com-pletas de granallado y pintura,vibradoras, instalaciones de re-babado, pulido y esmerilado, y e-
Noticias / Mayo 2009
4


Noticias / Mayo 2009
6
tenimiento, asegurando una altadisponibilidad de planta, espe-cialmente cuando trabaja con elactuador de muelle y diafragmaFisher y el controlador de válvuladigital FIELDVUE®.
Este conjunto captura y remitediagnósticos al software AMS®
ValveLink®, proporcionando un i-magen exacta de la válvula, el ac-tuador y el funcionamiento delposicionador digital.
Por ello, la válvula Control-Diskes uno de los principales compo-nentes de la arquitectura deplanta digital PlantWeb®.
Está disponible para su entregaen dos semanas y la selección ydimensionamiento de la válvulason procedimientos simples.
La tubería existente puede utili-zarse como una válvula de re-puesto directa. La nueva válvulaControl-Disk tiene los certifica-dos API, ASME Y EN, por lo quepuede utilizarse en todo el mun-do.
El cuerpo de válvula tambiéntiene los certificados PN 10, PN40, CL 150 y CL300. Las dimen-siones entre caras y cara eleva-da cumplen las normas EN 593,API 609 y MSS SP68.
Unos clips para el centrado enlínea asegura la versatilidad enel montaje y alineación del mis-mo cuerpo wafer de válvula enconfiguraciones de tubería dife-rentes (rating ASME y EN).
Info 5
Discode laminillasde KLINGSPORResultado óptimo en un tiemporecord, ésta sería la definiciónmás adecuada para el nuevodisco de láminas SMT 696 deKLINGSPOR para el lijado de a-cero inoxidable. Se fabrica congrano autoafilante cerámico ygracias a su diseño específicoconsigue un lijado enormemen-te agresivo facilitando el trabajoen operaciones de alto rendi-miento.
Gracias a su composición y es-tructura el SMT 696 no sólo esválido para el lijado de cantos ysoldaduras sino también para ellijado de superficies. El disco in-corpora ingredientes refrigeran-tes (multibond) que garantizanun lijado en frío disminuyendode esta forma la aparición del e-fecto azulamiento, por lo que seevitan pasos posteriores paramejorar el acabado.
quipos de lavado y desengrase. Adía de hoy, las principales em-presas industriales han confiadoen las soluciones de Euromaher.
El valor añadido de Euromaherreside en la capacidad de ofrecerun servicio integral adaptado alas necesidades de cada cliente.La organización dispone de unamplio stock de recambios deentrega inmediata, servicio de a-sistencia técnica de coberturanacional, cursos de formaciónpara operarios de máquina y téc-nicos de mantenimiento e inge-niería propia. Euromaher colabo-ra con fabricantes de prestigiointernacional, con gran expe-riencia en el sector. La investiga-ción y el desarrollo constantes,permiten mejorar día a día cadauna de las soluciones, aplicandola tecnología más innovadora.
Info 4
Emersonpresentala válvulaControl-DiskTMLa nueva válvula ofrece una ex-celente capacidad de regulacióny es ideal para aplicaciones enprocesos rápidos y caidas varia-bles de presión, como en la in-dustria del metal.
Ofrece un rango de control dosveces mayor que la válvula demariposa tradicional, ajustán-dose mejor al punto de consig-na.
Esta característica permite uncontrol más próximo al puntode consigna independiente-mente de las perturbaciones, re-duciéndose así la variabilidaddel proceso.
Es fiable y apenas requiere man-
Características:
Grano cerámico autoafilante,Resultado óptimo en acero ino-xidable, Ingredientes refrige-rantes que facilitan el lijado enfrío, Fabricado con tecnologíaACT (advanced coating techno-logy), Forma recta o abombada,dependiendo de su aplicación
Info 6

III Curso de FRXcon SPECTRAplusSe celebrará del 15 al 18 de Juniode 2009 en la Escola Superior deCerámica de Manises.
El profesor será Pol de Pape, jefedel laboratorio de Aplicacionesde FRX de Bruker-AXS de Karls-ruhe.
poseer “privilegios de Adminis-trador”.
Idioma del curso: Español.
Info 7
Plan renoveFESTOOLEl fabricante alemán de herra-mientas electroportatiles y neu-máticas lanza una campaña di-rigida a los usuarios de estosproductos para que puedan re-novar su equipamiento profe-sional.
Dicha campaña se prolonga has-ta el final del año y está estructu-rada en dos fases. Durante la pri-mera fase, hasta junio de 2009,los profesionales de los sectoresde la madera, pintura, decora-ción y automoción podrán susti-tuir sus “viejas” lijadoras (de to-das las marcas) por otras decaracterísticas más desarrolla-das e innovadoras.
La CumbreIndustrialse aplaza a 2011 La actual situación de crisis glo-bal y muy especialmente acen-tuada en el sector industrial haimpedido que los agentes parti-cipantes en la Cumbre, feria in-dustrial y tecnológica integradapor las áreas de Subcontrata-ción, Automatización y Trasmet,que iba a celebrarse el próximomes de septiembre, puedan ins-cribirse en ella.
Como consecuencia, este hechono garantiza la realización deun evento de la calidad, nivel yvolumen requeridos por BilbaoExhibition Centre, para que tan-to expositores como visitantessatisfagan sus expectativas denegocio y maximicen su renta-bilidad.
Por esta razón y con el fin de se-guir garantizando la celebracióncon éxito y en las mejores condi-ciones de esta cita, ya veterana,sus responsables han tomado ladecisión de aplazarla hasta el2011.
Tras realizar un amplio sondeoentre los diferentes agentes delsector, el equipo organizador hadecidido aplazar su celebración,prevista para septiembre de es-te año, a 2011.
En esa fecha volverá a convocarseel que es certamen de referenciapara los sectores implicados en lafabricación de bienes de equipo,para lo cual se va a trabajar en unnuevo diseño de certamen queesté adaptado al desarrollo delmercado al que va dirigido y a susrequerimientos comerciales, tal ycomo marcará la tendencia eco-nómica y comercial en los próxi-mos meses.
Info 9
Noticias / Mayo 2009
8
Para la realización de los ejerci-cios, los asistentes vendrán pro-vistos de un ordenador con sis-tema operativo Windows XP.También deberán tener instala-do la hoja de cálculo EXCEL parala realización de cálculos mate-máticos. El ordenador deberá
Las ayudas de Festool van desdelos 50 hasta los 200 euros. La úni-ca condición para acceder a estacampaña es la entrega de unaherramienta similar a las máqui-nas presentadas en campañadurante esta primera fase, inde-pendientemente de su estado. Eldistribuidor especializado Festo-ol se encargará de gestionar elcambio de la herramienta.
Info 8


Información / Mayo 2009
10
En el año 2009, AETEPA la Asociación Españo-la de Técnicos en Pinturas y Afines vuelve atener el honor y la responsabilidad de organi-
zar en España el Congreso Exposición EUROCOAT,ya en su 17ª Edición.
Como Presidente de EUROCOAT 2009 y de AETEPAes un orgullo y un placer, invitar cordialmente aparticipar en esta convocatoria a todas las Empre-sas, las Instituciones y las Personas interesadas enel fascinante y siempre cambiante mundo de laspinturas, los recubrimientos, las tintas de impre-sión y productos y aplicaciones conexas.
EUROCOAT es una Exposición y un Congreso. Laexcelente funcionalidad del área elegida para sucelebración, sus espacios y salas, la proximidad delos recintos de las diferentes manifestaciones y lacomodidad de acceso, van a facilitar un desarrollocómodo y armónico de EUROCOAT 2009.
La Exposición, instalada por ETAI, constituye uncentro privelegiado para contactar con nuevas tec-nologías, experiencias y novedades en los sectoresindustriales relacionados con las pinturas en el Surde Europa y en la ribera del Mediterráneo.
En cuanto al Congreso, AETEPA, por la experienciaadquirida por las 4 ediciones anteriores celebradasen España, puede ofrecer una excelente manifesta-ción. El Congreso EUROCOAT 2009 pretende conver-tirse en un foro o tribuna de debate para todas laspersonas, instituciones, grupos y gremios, interesa-dos en los aspectos técnicos y científicos del mundode las pinturas y los recubrimientos. Continuando
en la idea iniciada en EUROCOAT 2006 de Barcelonay confirmada en Génova durante EUROCOAT 2007,vamos a seguir con el concepto de La Cadena delColor y La Pintura, dando la palabra a todos o la ma-yoría de los protagonistas. De esta mananera, elCongreso se hace atractivo para muchos colectivosy no solamente para los formuladores y a los exper-tos en las materias primas. En esta misión, AETEPAestá aistida y secundada por todas las Asociacionesmiembros de la UATCM, la Unión de Asociacionesde Técnicos de Cultura Mediterránea.
El Comité Organizador de EUROCOAT 2009 ha co-menzado ya su trabajo. No dudo de que vaya a ofre-cer unas propuestas sumamente atractivas. Barce-lona, por su parte, promete sus mejores galas deciudad dinámica, llena de arte y de modernidad.
¡Contamos von vuestra presencia!¡Hasta pronto! ¡Os esperamos en Barcelona!
Antoni Mª Nogués, Presidente de EUROCOAT 2009
Bartolomé Rodríguez Torres, Presidente de AETEPA
29, 30 de septiembre y 1 de octubre - Fira Barcelo-na. Recinto Gran Via Pabellón 8
La exposición permanecerá abierta desde las 9,30hasta las 18,30 h., los días 29 y 30 de septiembre. Eldía 1 de octubre la hora de cierre será las 17,00.
Las sesiones del Congreso seguirán el mismo hora-rio de la Exposición, excepto el día 1 de octubre en elcual la Sesión de Clausura tendrá lugar a las 13,30 h.El programa de conferencias permitirá a todos loscongresistas el disponer de tiempo para visitar laExposición.
EUROCOAT 2009

Información / Mayo 2009
12
Feria de Zaragoza continúa los preparativospara la celebración de MATIC, Feria Inter-nacional de Automatización Industrial, y
MOLDEXPO, Feria Internacional de Moldes y Ma-trices.
Del 2 al 4 de junio, las instalaciones feriales se eri-gen como el centro de la automatización, las má-quinas y los materiales para la fabricación de mol-des, que serán los ejes de estos salones.
Ambos certámenes se celebran paralelamente, porlo que Zaragoza se convertirá, durante estas tres jor-nadas, en el centro del segmento industrial y demoldes de España.
Las dos ferias están concebidas de manera que lossectores se encuentren interconectados pero, al mis-mo tiempo, diferenciados.
La finalidad de la celebración conjunta de estos sa-lones radica en unir las sinergias de las distintas á-reas que participan en la automatización y losmoldes.
Aquí se darán cita los principales agentes relacio-nados con este mercado, asimismo servirá de esce-nario para albergar las reuniones y jornadas técni-cas en las que analizar el momento y el desarrollointernacional.
Temas como la robótica, la investigación, la infor-mática, la química o la seguridad serán algunos de
los ejes sobre los que girarán los debates que ten-drán lugar en el marco de estas citas feriales.
Una feria con marcado carácter práctico
El objetivo de ambos salones es el de convertirseen un evento de especial relevancia en el mercadoeuropeo y para ello, tanto MATIC como MOLDEXPOapuestan por presentar un modelo ferial dinámico,con marcado carácter profesional y práctico.
En ese sentido destaca la puesta en marcha de es-pacios específicos para que las empresas exposito-ras llevan a cabo presentaciones comerciales desus productos; asimismo por vez primera se orga-nizan “talleres prácticos” en los que los visitantespodrán ver in situ el funcionamiento de equipospresentes en el certamen.
En definitiva los salones buscan ser el elemento di-namizador para el desarrollo y el futuro de estemercado.
Tanto MOLDEXPO como MATIC 2009 vuelven al ca-lendario ferial con grandes perspectivas.
Ambos se presentan como foro de debate destina-do al público profesional, para lo que se está perfi-lando un amplio y variado programa de jornadastécnicas y conferencias, organizadas por la empre-sas iiR España, en colaboración con Feria de Zara-goza, en las que se debatirá acerca del prometedordesarrollo de estos sectores.
MOLDEXPO y MATIC,Centro del Sector Industrialy de Moldes

Feria de Zaragoza, punto deencuentro sectorial
Las sinergias de uno y otro sector –mol-des y automatización industrial– consti-tuyen la clave para lograr el éxito de MA-TIC y MOLDEXPO 2009, que aglutinan unaoferta empresarial –tanto pública comoprivada- de primer nivel nacional e inter-nacional.
Ambas muestras, que tienen carácter bie-nal, están concebidas de manera que lasáreas expositivas se encuentren interco-nectadas, pero al mismo tiempo, diferen-ciadas.
Los pabellones feriales serán el escenariodonde se exhibirán las innovaciones y nue-vas técnicas acerca de los moldes, la auto-matización, soldadura, neumática, inyec-ción, maquinaria o software industrial,entre otros.
Por sectores, en MOLDEXPO 2009 destacanlos siguientes:
• Aluminio.
• Decoletaje.
• Hornos.
• Microtécnicas.
• Moldes.
• Robótica.
• Tratamiento de Superficies.
• Tratamiento Térmico.
Los sectores que estarán presentes en MA-TIC 2009 son:
• Maquinaria de prototipado.
• Cerramientos metálicos.
• Automatización Industrial.
• Metrología.
• Automatización y Control.
• Fabricantes de robots.
• Protección de Maquinaria – Seguridad.
• Robótica Industrial.
• Visión Artificial.
Información / Mayo 2009
14
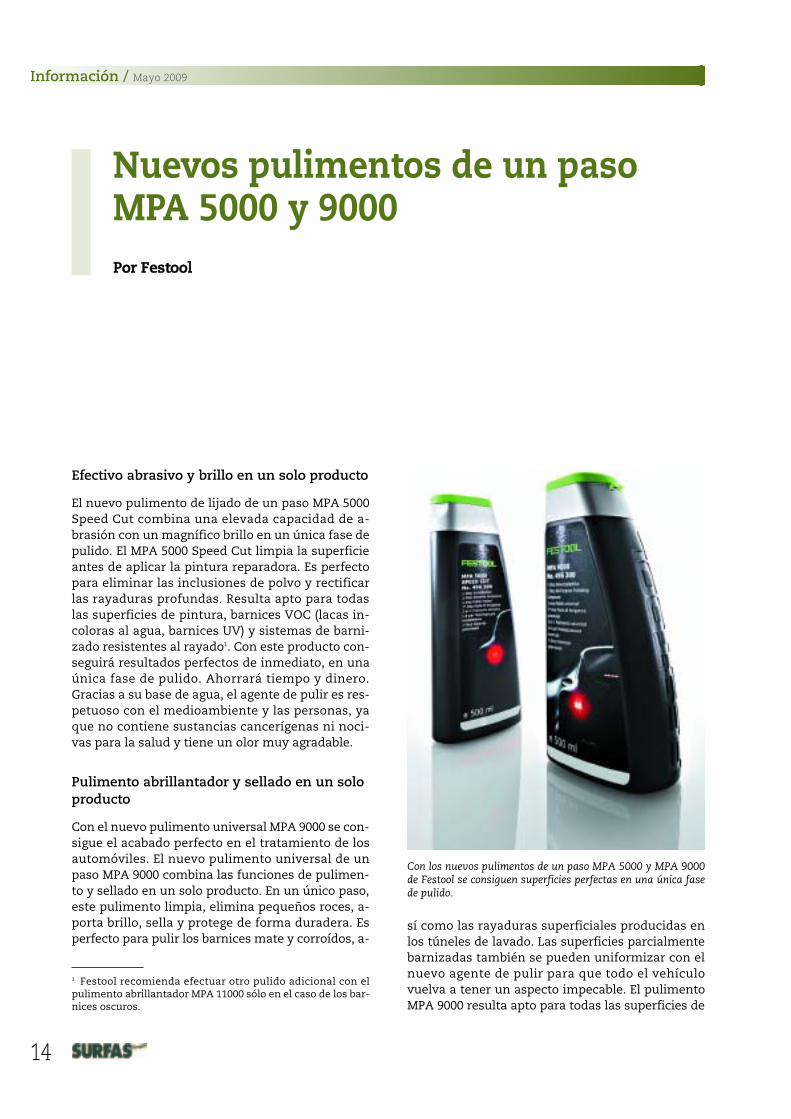
Efectivo abrasivo y brillo en un solo producto
El nuevo pulimento de lijado de un paso MPA 5000Speed Cut combina una elevada capacidad de a-brasión con un magnífico brillo en un única fase depulido. El MPA 5000 Speed Cut limpia la superficieantes de aplicar la pintura reparadora. Es perfectopara eliminar las inclusiones de polvo y rectificarlas rayaduras profundas. Resulta apto para todaslas superficies de pintura, barnices VOC (lacas in-coloras al agua, barnices UV) y sistemas de barni-zado resistentes al rayado1. Con este producto con-seguirá resultados perfectos de inmediato, en unaúnica fase de pulido. Ahorrará tiempo y dinero.Gracias a su base de agua, el agente de pulir es res-petuoso con el medioambiente y las personas, yaque no contiene sustancias cancerígenas ni noci-vas para la salud y tiene un olor muy agradable.
Pulimento abrillantador y sellado en un soloproducto
Con el nuevo pulimento universal MPA 9000 se con-sigue el acabado perfecto en el tratamiento de losautomóviles. El nuevo pulimento universal de unpaso MPA 9000 combina las funciones de pulimen-to y sellado en un solo producto. En un único paso,este pulimento limpia, elimina pequeños roces, a-porta brillo, sella y protege de forma duradera. Esperfecto para pulir los barnices mate y corroídos, a-
sí como las rayaduras superficiales producidas enlos túneles de lavado. Las superficies parcialmentebarnizadas también se pueden uniformizar con elnuevo agente de pulir para que todo el vehículovuelva a tener un aspecto impecable. El pulimentoMPA 9000 resulta apto para todas las superficies de
Nuevos pulimentos de un pasoMPA 5000 y 9000PPoorr FFeessttooooll
1 Festool recomienda efectuar otro pulido adicional con elpulimento abrillantador MPA 11000 sólo en el caso de los bar-nices oscuros.
Con los nuevos pulimentos de un paso MPA 5000 y MPA 9000de Festool se consiguen superficies perfectas en una única fasede pulido.

pintura, barnices VOC (lacasincoloras al agua, barnicesUV) y sistemas de barnizadoresistentes al rayado. Inclu-so en las superficies de pin-tura oscuras se consigue elbrillo en un único paso con
el nuevo MPA 9000. Los resultados se consiguencon tal rapidez que convencen por su brillo y eleva-do grado de satisfacción del cliente.
Por cierto: todos los pulimentos de Festool han si-do desarrollados sin silicona ni aceite. Los nuevospulimentos se pueden utilizar con todos los barni-ces VOC (barnices basados en agua, barnices UV,barnices resistentes al rayado) y ya están disponi-bles en los comercios especializados.
El nuevo pulimento de lijado deuna paso MPA 5000 Speed Cutune el efecto abrasivo y el brilloen un solo producto.
Mayo 2009 / Información

La instalación de pintura instalada por Geinsaen Galvacinc consiste en un equipo de desen-grase-fosfatado; un sistema de lavado; un sis-
tema de xilano con agua osmotizada; un horno parasecado de humedad; cabina de pintura en polvo decambio rápido de color y horno para polimerizado depintura.
El xilano es un tratamiento específico en la fase pre-via a la aplicación de pintura en polvo para prepararel tipo de material utilizado por Galvacinc. El trata-miento se realiza con un producto (prosilan) promo-tor de adherencia de pintura sobre superficies metá-licas que se utiliza también para mejorar la resis-tencia a la corrosión del conjunto pieza + pintura.
Información / Mayo 2009
16
Línea completa de tratamiento,pintado y secadoPPoorr GGeeiinnssaa
Entrada en el túnel detratamiento en primer plano yhorno de polimerizado al fondo.

Este producto está basado en polisilanolessolubles en agua, capaces de polimerizar par-cialmente entre ellos, anclándose al metalbase. Para ello, se debe aplicar el producto enla última etapa de la línea de tratamiento,con agua desmineralizada o calidad similar,y no enjuagar después de la aplicación. En lospuntos de tratamiento se produce un movi-miento de vaivén al objeto de que toda la su-perficie de la pieza quede uniformementetratada mediante el sistema de aspersión.
Se trata de una instalación paso a paso concierre hermético mediante puertas entre losdiferentes baños con el fin de optimizar suutilización y evitar la contaminación de lospropios baños. Los hornos están equipadoscon quemadores vena de aire con los que seconsigue un considerable ahorro energéticoy menor tiempo de calentamiento, lo queresulta interesante si se tiene en cuenta susgrandes dimensiones: 18 metros de longi-tud, 9,2 de anchura y 6 de altura.
La factoría Galvacinc, ubicada en el polígonoasturiano de La Florida, ocupa una parcelade 20.000 metros cuadrados, en la que se u-bican dos naves industriales: una para elgalvanizado y otra, de 1.500 metros, parapintura electrostática. Esta compañía estáparticipada por Hunosa a través de la Socie-dad Asturiana de Diversificación Minera(Sadim). En la nave para pintura electrostá-tica se pueden tratar piezas de hasta 2.500kilos de peso y 12 metros de longitud.
Ma-
Túnel de tratamiento y equipos de ósmosis.
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20095 números65 euros
Suscripción anual 20095 números65 euros

Información / Mayo 2009
18
PROGRAMA DEL CURSO
Martes 22-06-200909:00 – 09:15: Apertura del curso y entrega de la do-cumentación.09:15 – 10:45: Mercados principales. Roberto Pérez Ca-rrodeguas. Optimiza Training & Consulting. DepartamentoTécnico. - Sectores de Producción: Naval, Industrial, E-ólico, Obra Civil, Particular,…, - Características pro-pias: - Tipos de material y estructuras propias de cadasector. - Peso específico en la empresa (facturación,espacio físico, prioridad,…) - Ventajas e inconvenien-tes de cada uno. - Elaboración de ofertas y estimacio-nes: - Criterios de evaluación (peso/superficie, especi-ficación de pintura: propia o cliente, tipo de material,transporte,….) - Exposición de herramientas básicas(interpretación de planos, autocad, hojas de cálcu-lo,…).10:45 – 11:00: Pausa - Café.11:00 – 13:30: Infraestructura: Instalaciones, equiposy personal. Roberto Pérez Carrodeguas. Optimiza Trai-ning & Consulting. Departamento Técnico. Instalaciones:- Cabina de granallado (sistemas de recuperación degranalla, elementos de protección, extracción, ilumi-nación, accesibilidad,…) - Puentes grúa: disposición yproporcionalidad. - Zona de pintado: disposicionesbásicas, aislamiento, iluminación, ventilación y des-humidificación.14:00 – 16:00: Pausa - Almuerzo.16:00 – 18:00: Infraestructura: Instalaciones, equiposy personal. Roberto Pérez Carrodeguas. Optimiza Trai-ning & Consulting. Departamento Técnico. Equipos: -Compresores: tipos (estáticos, velocidad variable) y u-
bicación. - Carretillas elevadoras y remolques: carac-
terísticas básicas. - Equipos de pintado: Airless, baja
presión, electroestáticos,… - Estructuras de apoyo y
soportes: tipos (madera, metal,…) y fabricación (pro-
pia o terceros). Personal: - Dinámica de funciona-
miento, (turnos, polivalencia, puestos específicos).
Miércoles 23-06-200909:00 – 11:00: Preparación de superficies: Productos.Beatriz Gea Sánchez. Materias Primas Abrasivas, SA. Di-
rectora Técnica del área de Industria. Abrasivos: - Tipos,
usos y aplicaciones (minerales, metálicos, orgáni-
cos,…). - Ventajas e inconvenientes en una cabina de
chorro.
11:00 – 11:15: Pausa - Café.11:15 – 14:00: Preparación de superficies: Chorreadoabrasivo. Beatriz Gea Sánchez. Materias Primas Abrasi-
vas, SA. Directora Técnica del área de Industria. Chorrea-
do abrasivo: - Carga y descarga de la cabina de chorro.
- Ventajas e inconvenientes en una cabina de chorro.
- Alternativas a la cabina de chorro. - Conceptos bási-
cos: Equipos de trabajo, presiones adecuadas, grados
de chorro, rugosidad, etc…
14:00 – 16:00: Pausa - Almuerzo.16:00 – 18:00: Preparación y tratamiento de superfi-cies. Productos. Roberto Pérez Carrodeguas. Optimiza
Training & Consulting. Departamento Técnico. Pinturas y
disolventes: - Conceptos básicos (resinas, pigmentos,
etc…) - Clasificación de las pinturas, características. -
Disolventes, tipos e importancia de su correcta utili-
zación. Productos especiales: - Desengrasantes. - De-
capantes. - Masillas.
Curso de Gestión de InstalacionesIndustriales de Preparacióny Tratamiento de SuperficiesCartagena - Murcia del 22 al 24-06-2009

Jueves 24-06-200909:00 – 11:00: Preparación y tratamientode superficies. Productos. Roberto PérezCarrodeguas. Optimiza Training & Consul-ting. Departamento Técnico. Transporte ylogística: - Recepción, identificación y a-copio de material / entrega. Trabajos pre-vios: - Limpieza y desengrasado. - Protec-ciones. Preparación mediante mediosmanuales y mecánicos: - Equipos de tra-bajo, componentes y utilización. - Prepa-ración del acero. - Preparación de super-ficies.11:00 – 11:15: Pausa - Café.11:15 – 12:30: Preparación y tratamientode superficies. Productos. Roberto PérezCarrodeguas. Optimiza Training & Consul-ting. Departamento Técnico. Proceso de Pintado: - Dispo-sición de materiales en zona de pintado (cuellos de bo-tella.) - Métodos de aplicación, características (brocha,rodillo, pistola, electroestática…) - Defectos en la capade pintura. - Aplicaciones especiales (intumescentes,uso alimenticio,…) Proceso de Metalizado: - Tipos demetalizado. (llama, arco eléctrico). - Equipos de traba-jo. Condiciones Ambientales: - Variables a controlar. -Equipos de medición.12:30 – 14:00: Prevención de riesgos laborales y me-dioambiente. Roberto Pérez Carrodeguas. Optimiza Trai-ning & Consulting. Departamento Técnico. Aspectos Bási-cos de la Legislación. COVS (Compuestos orgánicosvolátiles) Riesgos generales derivados del trabajo enInstalaciones de Tratamiento de superficies: controlde acceso y desplazamiento por las instalaciones, re-quisitos mínimos de los equipos y maquinaria,… Ma-nipulación de Productos Químicos (exposición a disol-ventes, resinas y otras sustancias tóxicas, peligro deexplosión, incendios,...). Manipulación de cargas sus-pendidas (puentes grúa y carretillas elevadoras). Tra-bajos en altura propios de la profesión (andamios,plataformas de tijera, trabajos sobre estructuras,...).Manipulación de maquinaria (compresores, maqui-nas de pintar airless, pulidoras,...). Interpretación dedocumentación (fichas de seguridad, atmósferas nocontroladas, epi´s,...). Agentes contaminantes (evapo-ración de disolventes, pulverización seca,...). Gestiónde residuos (reciclaje de envases y útiles de trabajo).14:00 – 16:00: Pausa - Almuerzo.16:00 – 18:00: Inspección y control de calidad. Alejan-dro Expósito Fernández. Optimiza Training & Consulting. Di-rector Técnico. AETEPA: Asociación Española de Técnicos enPintura y Afines. Director de la S.01. Sección de protección demateriales mediante recubrimientos. Normativa. Inspec-
ciones de estado. Especificaciones y recomendaciones.Control de procesos. Inspección del cliente. Análisis enlaboratorio. Equipos. Documentación e informes.18:00 – 18:15: Clausura y entrega de diplomas.
Mayo 2009 / Información
19

PFERD presenta su nuevo sistema de fijación rá-pida y con refrigeración COMBICLICK®.
Se trata de un nuevo sistema para discos lijadoresde fibra que PFERD ha patentado y al que en la pa-sada feria industrial de Munich el estado alemánle concedió el premio nacional a la herramientamanual para uso industrial más innovadora en2008.
Entre las ventajas diferenciales de este sistema sepueden destacar las siguientes:
• Cambio de la herramienta extremadamente rá-pido y sencillo sin necesidad de medios auxilia-res.
• Excelente refrigeración de la herramienta y de lapieza de trabajo gracias a la especial geometríadel plato de apoyo, que al permitir una mayorventilación consigue una reducción considerablede la carga térmica.
• Lijado blando y muy flexible en el amolado fron-tal.
• Posibilita la utilización de la herramienta de for-ma plana ya que las virutas expulsadas no pro-vocan rayas y con ello se aprovecha totalmenteel abrasivo disponible.
Sin duda merece destacar el hecho de que con lasherramientas COMBICLICK® los resultados sonmuy superiores a los ofrecidos por el lijado tradi-cional, pudiéndose lograr por lo menos un 25% deahorro en el proceso total y podría ser mayor de-pendiendo del material de trabajo.
Este sistema está disponible en las siguientes eje-cuciones:
Corindón A
Universal para trabajos de lijado en la industria,taller y bricolaje.
Corindón de circonio Z
Para trabajos de amolado basto con un elevadorendimiento y una buena duración en máquinasangulares potentes.
Grano cerámico CO
Lijado agresivo con máximo rendimiento de arran-que y muy buena duración. El grano cerámico esparticularmente apropiado para el tratamiento demateriales duros.
Información / Mayo 2009
20
Discos de lija sistemaCOMBICLICK® de PFERD

malos conductores del calor. El corindón de circo-nio obtiene el mejor resultado de lijado sobre má-quinas angulares potentes.
Grano cerámico CO-COOL
Para lijado agresivo con máximo rendimiento de a-rranque en materiales duros y malos conductoresdel calor. Gracias a los activantes de lijado se con-sigue un mayor arranque de material, un lijadomás frío y un menor embozamiento.
Platos de apoyo COMBICLICK®
Los platos de apoyo y los discos de lija COMBI-CLICK® se pueden utilizar sobre amoladoras angu-lares convencionales.
La geometría de los surcos del plato permiten uncanal de ventilación para que la carga térmica delabrasivo sobre la pieza se vea reducida. Con estenuevo sistema patentado se reduce considerable-mente el tiempo de cambio de la herramienta.
Velocidad máxima: 80 m/s.
Corindón A-COOL
Para la utilización en materiales malos conducto-res del calor. Gracias a los activantes de lijado seconsigue un mayor arranque de material, un lijadomás frío y menor embozamiento.
Corindón de circonio Z-COOL
Para trabajos de lijado exigentes sobre materiales
Mayo 2009 / Información

Información / Mayo 2009
22
Es una joven compañía de capital español queofrece soluciones de alto valor añadido enmateria de gestión e innovación.
La empresa está constituida por un grupo de profe-sionales altamente cualificados y con dilatada ex-periencia en consultoría de procesos, ingeniería deprotección anticorrosiva, consultoría en prepara-ción y tratamiento de superficies, inspección, audi-toría, gestión de recursos y formación en el área deprotección anticorrosiva y recubrimientos protec-tores.
“Nuestra misión es la de ofrecer soluciones globa-les que generan valor para nuestros clientes, orien-tadas hacia la mejora de su gestión empresarial.
Optimiza apuesta especialmente por la especiali-zación sectorial. Estamos en aquellos sectores y á-reas de actuación donde creamos valor.”
INGENIERÍA – CONSULTORÍADE CORROSIÓN Y PROTECCIÓNDE MATERIALES. PREPARACIÓNY TRATAMIENTO DE SUPERFICIES.TECNOLOGÍA DE PINTURAS Y PROTECCIÓNCATÓDICA
• Evaluación técnica del estado de protección deinstalaciones, estructuras, etc...
• Estudios y análisis de mantenimiento preventi-vo.
• Estudios específicos de protección de materialesmediante recubrimientos protectores y/o siste-mas de protección catódica.
Optimiza protective & consulting

• Inspecciones en obra, análisis de defectos depintura y ensayos de laboratorio.
• Peritaciones técnicas.
• I+D, gestión e implantación de nuevas tecnolo-gías.
• Estudio y elaboración de especificaciones.
• Diseño y elaboración de instrucciones de trabajo,procedimientos y planes de calidad.
• Estudios económicos de ofertas de producto yservicio.
• Estudios de productividad.
• Reducción de costos.
• Mejoras de proceso.
• Gestión y mejora logística: aprovisionamientos,stocks, almacenes, producción.
• Planificación, gestión y coordinación de obras.
• Gestión documental.
• Gestión de instalaciones (Cabinas de granallado,pintura, etc...).
• Auditorías de procesos.
• Formación de operarios, mandos intermedios,técnicos, etc…
• Técnicos especialistas e inspectores certificadosAEND, FROSIO, NACE y SSPC.
• Disponibilidad geográfica nacional e internacio-nal.
Mayo 2009 / Información

Información / Mayo 2009
24
MAQUITEC 2009
Maquitec abrió nuevamente sus puertas a unanueva edición del 10 al 14 de marzo en el recinto deFira de Barcelona Granvía. Como en anteriores oca-siones AIAS estuvo presente con un stand de grupoen el que tomaron parte siete empresas asociadas.En esta edición, también se contó con un espacioespecial para la ubicación del stand del proyectoTIGI, en el que AIAS está participando. El directordel proyecto Mr. Ron Keulen, estuvo presente du-rante la feria y tuvo ocasión de hablar sobre el pro-yecto con algunos asociados que mostraron su in-terés por el tema.
El proyecto TIGI, se inició en noviembre de 2008 yfinalizará aproximadamente a principios de 2012.Este proyecto pretende establecer la investiga-
ción que permita comercializar a nivel industrial,un equipo para la recuperación del zinc y el hie-rro de los baños de pasivado con Cr +++, que alar-ga la vida útil del baño y que es mucho más res-petuoso con el medio ambiente. En este proyecto,liderado por la asociación holandesa de trata-mientos de superficies NGO, intervienen tambiénla asociación sueca SYF y AIAS, así como centrostecnológicos y PYMES del sector, de los tres paí-ses.
En fases posteriores del proyecto se informará a to-dos los asociados de los resultados obtenidos y se
Noticias AIAS
Ron Keulen y Elvira Martín.
Stand del proyecto TIGI.

en esta situación de crisis generalizada y que afec-ta de forma muy directa a nuestro sector.
Maquitec este año, ha resultado ser un reflejo de lasituación económica que se está viviendo, no obs-tante, se realizaron contactos interesantes y los a-sociados que estuvieron exponiendo, se mostraronconformes con los resultados, teniendo en cuentalas expectativas que había y respondieron que re-petirían la experiencia en el 2011.
convocarán jornadas de formación sobre el pro-ducto.
Durante el certamen, el 11 de marzo, tuvo lugar laasamblea general de socios de AIAS con la asisten-cia de un grupo de 20 empresas. Se presentaron losresultados del ejercicio 2008 y se aprobó el presu-puesto del 2009. También se acordó estudiar algúnproyecto en el que, a través de la Administración,se pueda obtener algún beneficio para el asociado
Vistas del stand durante el aperitivo ofrecido por AIAS.
Los autónomos y los empresarios se concentran en Madrid
¡Sin pymes no hay futuro!Con este lema, las pymes y autónomos de toda Cataluña ytambién de otras comunidades autónomas se concentrarondelante del Congreso de los Diputados el 26 de marzo a las 12del mediodía, con dos objetivos claros: demostrar el males-tar y el desencanto de los empresarios ante la gestión que seestá haciendo de la crisis, entregar a la Administración y atodos los partidos políticos un documento de propuestas co-yunturales y estructurales para aliviarla.
El éxito de la concentración
Desde Cataluña viajaron a Madrid más de 400 personasrepresentando más de 1.300.000 empresas que dan traba-jo a más de 4.500.000 trabajadores. Más de 900 entidadesse adhirieron a la concentración convocada por PIMEC, PI-MEB Y ATA.
Durante el acto, una representación de las entidades parti-cipantes entregaron a los portavoces de los grupos parla-mentarios un documento de propuestas coyunturales y estructurales para aliviar la crisis; 54 medidas queinciden sobre todo en el ámbito laboral, la financiación, la fiscalidad y la Seguridad Social.
Información facilitada por el departamento de prensa de PIMEC
Mayo 2009 / Información
25

Información / Mayo 2009
26
Con el fin de ampliar la extensa gama de fil-tros y bombas para la industria química ygalvanotecnia, SIEBEC presenta su gama de
bombas dosificadoras.
Esta nueva gama de bombas dosificadoras, han si-do objeto de un estudio de diseño, encaminado aposeer una perfecta ergonomía.
Incorporan unatapa pivotante, yun rotor con aper-turas para podertan sólo con losdedos de una manocambiarlo sin necesidad de útiles.
Una gran variedad de tubos de diferentes diáme-tros permiten obtener gran variedad de caudales.
Existen 3 modelos de bombas, con diferentes ver-siones, lo que totaliza más de 20 referencias queabarcan una gran gama de posibilidades.
Nueva gama de bombasdosificadoras
Mayo 2009 / Información
27
La séptima feria parts2clean presenta solucio-nes para la limpieza de piezas eficiente encuanto a costes y ecología que es reproducible
y sirve para prácticamente todo tipo de productos.La Feria Líder Internacional para la limpieza en pro-ducción y mantenimiento se celebra desde el 20 has-ta el 22 de octubre de 2009 en Stuttgart, Alemania. Almismo tiempo que parts2clean se celebra este añotambién la feria internacional para protección anti-corrosión, conservación y embalaje COROSAVE.
Independientemente de si se trata de tareas de lim-pieza muy complicadas o más bien simples: no exis-te la única solución correcta con la que se consiguela necesaria limpieza de manera eficiente y ecológi-ca. Es imprescindible adaptar el concepto de limpie-za perfectamente a la tarea para poder aprovecharlas posibilidades existentes de bajar los costes y au-mentar la calidad en los procedimientos de limpie-za. Para ello es necesario conocer el potencial de lasdiferentes tecnologías de limpieza y de su uso ópti-mo. parts2clean proporciona este conocimiento co-mo feria especializada con la más amplia oferta pa-ra la limpieza en producción y mantenimiento.
La amplia oferta de parts2clean hace posible quelos usuarios de los diferentes sectores industrialescomo automoción, industria electrónica, de semi-conductores y alimenticia, maquinaria, instalacio-nes, tecnología médica, aeroespacial, hidráulica yneumática, mecánica fina e ingeniería de precisiónpuedan realizar conceptos de limpieza adaptadosa las necesidades que hacen que todo el proceso deproducción sea más eficiente. El procedimiento
que se adapta perfectamente (p.e. procedimientosquímicos húmedos como limpieza de rociado, deinmersión y de ultrasonido o métodos secos comoCO2 y limpieza de plasma), la duración del trata-miento y el número de pasos de procedimiento sepueden identificar según los factores principalesgeometría de la pieza, material, tipo y grado de su-ciedad, medio de limpieza, eficacia y exigencias delimpieza. Dependiendo del objetivo también puedetener sentido combinar diferentes procedimientos.
La limpieza de vapor seco-aire comprimido es a-consejable para eliminar grasas, aceites, grafitos ydemás suciedad superficial de manera rápida y efi-caz de máquinas de producción como por ejemplomáquinas de papel, plástico, fundición, prensado,troquelado, fresado y CNC, líneas de producción yplantas robotizadas. Mediante ultrasonido loscomponentes de máquinas y dispositivos se pue-den limpiar cumpliendo con las altas exigencias delimpieza. Las características específicas de esteprocedimiento permiten limpiar módulos enteroscomo por ejemplo engranajes o motores sin nece-sidad de desmontarlos.
Al mismo tiempo que parts2clean se celebra este a-ño también la feria internacional para protecciónanticorrosión, conservación y embalaje COROSAVE.Cubre todo el espectro de la protección anticorrosióntemporal en la producción y la conservación y el em-balaje de módulos y componentes durante el alma-cenamiento y el transporte. A los visitantes les facili-ta informarse acerca de las soluciones para dosimportantes tareas en producción y mantenimiento.
parts2clean 2009
Información / Mayo 2009
28
El pasado día 16 de Abril del corriente año 2009tuvo lugar en la sala de actos de la Associacióde Químics y Col.legi de Químics de Catalun-
ya, la Jornada “Incidencia actual del VOC´s y REACHen las industrias de Pinturas y Galvanotecnia”. EstaJornada, organizada por la Sección Técnica de Co-rrosión y Protección de la mencionada Asociación,comenzó a las 18,30 h con unas palabras de bienve-nida del presidente de la misma, Dr. Enrique Julve.
Seguidamente el Dr. Julve, como ponente, habló a-cerca de “Incidencia del VOC´s y del REACH en lasindustrias de protección de metales”. Se refirió a laDirectiva europea que obligó a los fabricantes depinturas, barnices y similares a prescindir de unagran parte de componentes orgánicos utilizadoshasta entonces en la formulación de esos fabrica-dos. Se refirió también a la problemática que paralas industrias de Pinturas y Galvanotecnia -espe-cialmente para esta última- entraña la introduc-ción del Reglamento REACH y del Pre-registro delas sustancias químicas afectadas por ese Regla-mento. Recalcó que el REACH supone un gran reto,a la par que un gran sacrificio, para todas las in-dustrias afectadas e indicó que los pasos que de-ben dar esas empresas estarán orientadas a abor-dar el Registro y, de manera previa, a compartir lainformación en los “Foros de Intercambio de Infor-mación de la Sustancia” (SIEF) para preparar las so-licitudes conjuntas de registro.
Seguidamente el Sr. Enrique Martínez, Presidentede la Asociación de Industrias de Acabados de Su-perficies (AIAS), en sustitución del Sr. Joan Barfull,
Director del Dpto. de Medio Ambiente de la Asocia-ción PIMEC, habló de “El REACH desde el punto devista de las PIMEC” y, al propio tiempo, lo hizo de supropia ponencia “El REACH desde el punto de vistade las Asociaciones”. Con respecto a la ponencia delSr. Barfull, el Sr. Martínez hizo breves alusiones enparte de la temática coincidente, refiriéndose des-pués a la suya propia. Hizo una detallada descrip-ción de la Asociación AIAS, constituida por 120 em-presas, de las cuales unas 90 de ellas se dedican altratamiento de superficies y el resto son proveedo-res de productos químicos. Al referirse al reglamen-to REACH indicó que había creado alarma en esesector, debido sobretodo al desconocimiento delmismo por parte de las empresas aplicadoras de re-cubrimientos y de sus clientes. Como consecuenciade ello, la asociación AIAS, como representante deusuarios intermedios, después de estudiar concien-zudamente el tema, decidió crear una Guía prácticaexplicando de manera sencilla la manera de aplicarese reglamento a sus asociados, la mayor parte de e-llos empresas de pequeño tamaño. Esa Guía, indicóel ponente, consta de dos partes, una de ellas se de-dica a explicar qué es el reglamento y la segunda ex-plica cómo cumplimentar el reglamento cuando setrata de usuarios intermedios, constituyendo todaella una herramienta muy útil para ese tipo de u-suarios. El ponente expresó el temor existente en elsector de: a) que el coste del Registro de los produc-tos que utilizan provoque un encarecimiento de losmismos; b) que algunos productos químicos no seregistren y desaparezcan del mercado, y c) que lasfichas de seguridad necesarias obliguen a trabajaren condiciones difíciles y con elevado coste.
Jornada Técnica“Incidencia actual del VOC´sy del Reach en las industriasde pinturas y galvanotecnia”

vente emitida al medio ambiente, pero no se estipulanada acerca de los productos y su contenido en COV.En Aplicaciones Decorativas (Directiva 2004/42/CE),sin embargo, se fijan límites para los diferentes pro-ductos. Indicó que incluso existe una definición dis-tinta de COV y que este diferente tratamiento se debea que las aplicaciones decorativas se llevan a cabo encondiciones no confinadas. Habló seguidamente delas limitaciones y las consecuencias para los fabri-cantes y aplicadores, en especial en el campo de lasaplicaciones decorativas, y de los problemas adicio-nales impulsados por las normativas relacionadascon las materias peligrosas. Opinó que en el futuroinmediato va a haber un endurecimiento de las dis-posiciones legales al respecto y expresó su parecer deque para un progreso económico, una mejora de lacalidad de vida y una mejora del balance ecológico,toda la industria química, incluida la de Pinturas y a-plicadores, están obligadas a conseguir productosque hagan mejor la vida para todo el mundo.
A continuación tuvo lugar un animado coloquio enel que participó buena parte del público presente,coloquio que se prolongó hasta bien entradas las21 h, momento en que el Presidente de la Seccióntécnica Dr. Julve dio por finalizada la Jornada, invi-tando a los asistentes a las próximas Jornadas a ce-lebrar en los meses de Junio y Octubre de este año.
A continuación, Dª Montserrat Lluveras, Directoratécnica de Pinturas Lluveras, S. L. se refirió a “ElVOC´s desde el punto de vista de la industria de Pin-turas”. Comenzó definiendo a los VOC´s y citandolos reales decretos emitidos para controlar las emi-siones de esos compuestos orgánicos volátiles: RealDecreto 117/2003 que afecta a las instalaciones depinturas y Real Decreto 227/2006 que afecta a losproductos empleados en las pinturas. Con referen-cia al RD 117/2003, que limita las emisiones deVOC´s en instalaciones, comentó que obliga a fábri-cas de pinturas, barnices, tintas y adhesivos a man-tener un umbral de consumo de disolvente de 100T/año y a mantener unos límites máximos de emi-sión en planta o a establecer un sistema de reduc-ción de emisiones. Para ello se deben adoptar unaserie de controles: notificación de las instalaciones,informe de cada fábrica al menos una vez al año,mediciones en planta y suspensión de actividadesde las instalaciones si se superan los límites marca-dos por la legislación. Indicó que este RD entró envigor el 31/10/2007 debiendo cumplirse los límitesmáximos de emisión señalados en él (realizando unplan de gestión de disolventes) y estableciendo unsistema de reducción (utilizando los medios perti-nentes). Con referencia al RD 227/2006, que limita elcontenido de VOC´s en productos para ciertos usos,indicó que los productos aludidos eran los recubri-mientos para finalidades decorativas, funcionales ode protección, aplicados en edificios y los recubri-mientos para la reparación, conservación o decora-ción de vehículos de carretera o partes de éstos. Es-te RD obliga a que los productos allí citados nosuperen los límites máximos de VOC´s fijados, de-biendo llevar los envases un etiquetado especial conindicación de la subcategoría del producto y los va-lores máximos de VOC´s. Por último, la ponente in-dicó que para los productos de decoración y para elrepintado del automóvil el primer plazo correspon-dió al 1/1/2007, habiendo un segundo plazo para losproductos de decoración, fijado en el 1/1/2010.
Finalmente, D. Bartolomé Rodríguez Torres, Presi-dente de la Asociación Española de Técnicos de Pin-turas y Afines (AETEPA), habló acerca de “El VOC´sdesde el punto de vista de las Asociaciones profesio-nales de Pinturas”. Comenzó hablando del problemade los COV´s (VOC´s) en relación con la industria dePinturas, indicando que más del 25 % de los emitidosa la atmósfera en Europa procede del uso de disol-ventes. Citó que en Europa existían distintos criteriospara la limitación de emisión de los COV´s. Explicóque en Aplicaciones Industriales de las Pinturas (Di-rectiva 1999/13/CE) se examina la cantidad de disol-
Mayo 2009 / Información
29

Información / Mayo 2009
30
Ampere System Iberica, S.L., especialista enel suministro de materias primas para fun-dición, amplía su gama de productos abra-
sivos metálicos pudiendo suministrar en la actua-lidad los siguientes:
— Granallas esféricas de acero alto carbono de S70a S780.
— Granallas angulares de acero alto carbono de laG12 a la G80 Durezas GH, GL, GP y GN/GS.
— Granallas esféricas de acero bajo carbono deS70 a S660.
— Granallas de acero para shot peening.
— Granallas de acero inoxidable esféricas NiCr deα200 a α10.
— Granallas de acero inoxidable esféricas NiCrMnde α200 a α10.
— Granallas de acero inoxidable esféricas Cr deβ200 a β10.
— Granallas inoxidables angulares Cr de δ10 aδ120.
Con la incorporación de las granallas de bajo car-bono completa la gama de abrasivos metálicosproducidos por Beta Steel Ltd y Sigma Stainless S-teel Ltd. pudiendo dar a la industria de la fundicióny el tratamiento de superficies un servicio integralde suministro.
Ponen a su disposición un extenso stock de pro-ductos en España para asegurarles una rápida y e-ficaz entrega.
Abrasivos con granallas de aceroal bajo carbono
Mayo 2009 / Información
31
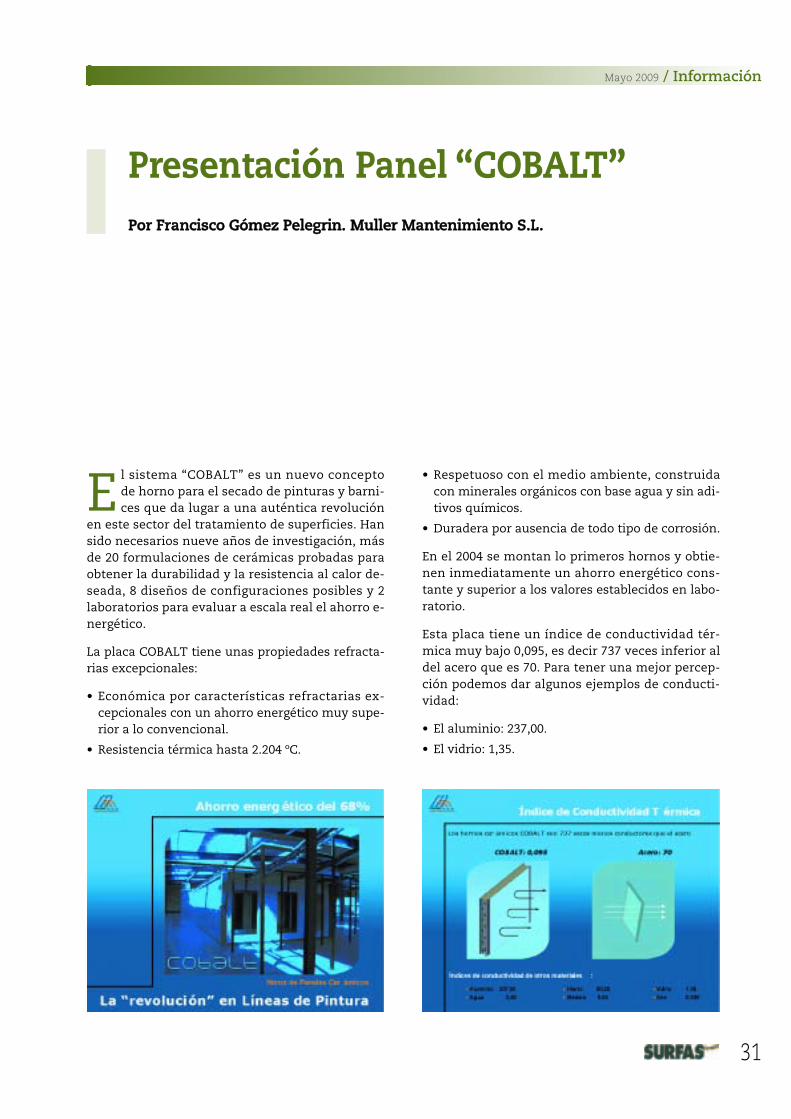
El sistema “COBALT” es un nuevo conceptode horno para el secado de pinturas y barni-ces que da lugar a una auténtica revolución
en este sector del tratamiento de superficies. Hansido necesarios nueve años de investigación, másde 20 formulaciones de cerámicas probadas paraobtener la durabilidad y la resistencia al calor de-seada, 8 diseños de configuraciones posibles y 2laboratorios para evaluar a escala real el ahorro e-nergético.
La placa COBALT tiene unas propiedades refracta-rias excepcionales:
• Económica por características refractarias ex-cepcionales con un ahorro energético muy supe-rior a lo convencional.
• Resistencia térmica hasta 2.204 ºC.
• Respetuoso con el medio ambiente, construidacon minerales orgánicos con base agua y sin adi-tivos químicos.
• Duradera por ausencia de todo tipo de corrosión.
En el 2004 se montan lo primeros hornos y obtie-nen inmediatamente un ahorro energético cons-tante y superior a los valores establecidos en labo-ratorio.
Esta placa tiene un índice de conductividad tér-mica muy bajo 0,095, es decir 737 veces inferior aldel acero que es 70. Para tener una mejor percep-ción podemos dar algunos ejemplos de conducti-vidad:
• El aluminio: 237,00.
• El vidrio: 1,35.
Presentación Panel “COBALT”PPoorr FFrraanncciissccoo GGóómmeezz PPeelleeggrriinn.. MMuulllleerr MMaanntteenniimmiieennttoo SS..LL..
La masa total horaria de las piezas a calentar.
• Compensación calorífica por el diferencial detemperatura durante la recirculación del aire ca-liente.
• La masa de acero de la estructura del horno encontacto con el aire caliente.
El ahorro energético de COBALT comienza en elmomento de arranque del horno con un menorconsumo y también una mayor estabilidad duran-te el trabajo.
EL GENERADOR DE CALOR
• La madera: 0,04 .
• El aire: 0,026.
Estos índices confirman la alta capacidad de aisla-miento térmico que tiene la placa COBALT.
El panel tiene un bajísimo índice de conductividadpor lo que el aislamiento, debido al intercambioentre la superficie estructural del horno y aire ca-liente, es 6 veces inferior al de un horno conven-cional de acero. Los hornos cerámicos desvían elcalor mientras que los de acero lo absorben.
En los hornos convencionales la mayor transmi-sión de calor se produce por el contacto del aire ca-liente con la estructura propia del horno, siendolos paneles los que mayor superficie de contactotienen con el aire. En cualquier horno convencio-nal la superficie metálica en contacto con el airecaliente es muy importante y requiere para traba-jar adecuadamente un consumo energético eleva-do y constante, esto implica fabricar paneles ais-lantes pesados, que a su vez necesitan una granestructura metálica para su montaje y más energíapara su funcionamiento.
Los hornos de polimerización de resinas trabajana temperaturas superiores a los 200 ºC. El trabajocalorífico pasa primero por una fase de arranquey subida de temperatura hasta los 210 ºC que pue-de durar una hora y en la que el consumo es má-ximo. En la segunda fase, que es la de trabajo, setrata de mantener la temperatura adecuada deforma constante y el consumo de los hornos con-vencionales puede ser el 60% de la potencia insta-lada.
El consumo energético de un horno se basa funda-mentalmente en la suma de tres parámetros:
Otra de las peculiaridades del horno es su sistemade generar el calor, la cámara está especialmentediseñada para el horno COBALT. Construida conchapa de acero grueso es muy resistente a la defor-mación por temperatura, la llama está controladay dirigida por un conducto refractario, la aspira-ción del aire caliente se hace directamente por me-dio de un exhaustor sin que haya conductos inter-medios optimizando el rendimiento que alcanza el98%.
Como conclusión podemos decir sin riesgo que nosencontramos ante una auténtica novedad tecnoló-gica en el mercado de los hornos para el secado depinturas. Hay que remarcar que el coste de estoshornos es equivalente a los convencionales, por loque no requiere una inversión superior.
El altísimo rendimiento del conjunto, el excepcio-nal aislamiento térmico, la homogeneidad de latemperatura, la facilidad de mantenimiento así co-mo la sencillez del conjunto hacen del horno “CO-BALT” un producto muy interesante.
32
Información / Mayo 2009
Mayo 2009 / Información
33
Keronite International Ltd en Cambridge, UK,está permitiendo a los fabricantes de produc-tos de consumo y de su packaging en plástico
recuperar las inversiones en moldes al mismo tiem-po que aumentan la productividad y calidad de laspiezas moldeadas. Todo esto es conseguido utili-zando una solución patentada, libre de cromo quees capaz de mantener estrechas tolerancias aún amuy altos volúmenes de producción.
presas productoras de packaging a lanzar al Mer-cado nuevos productos en un tiempo record.
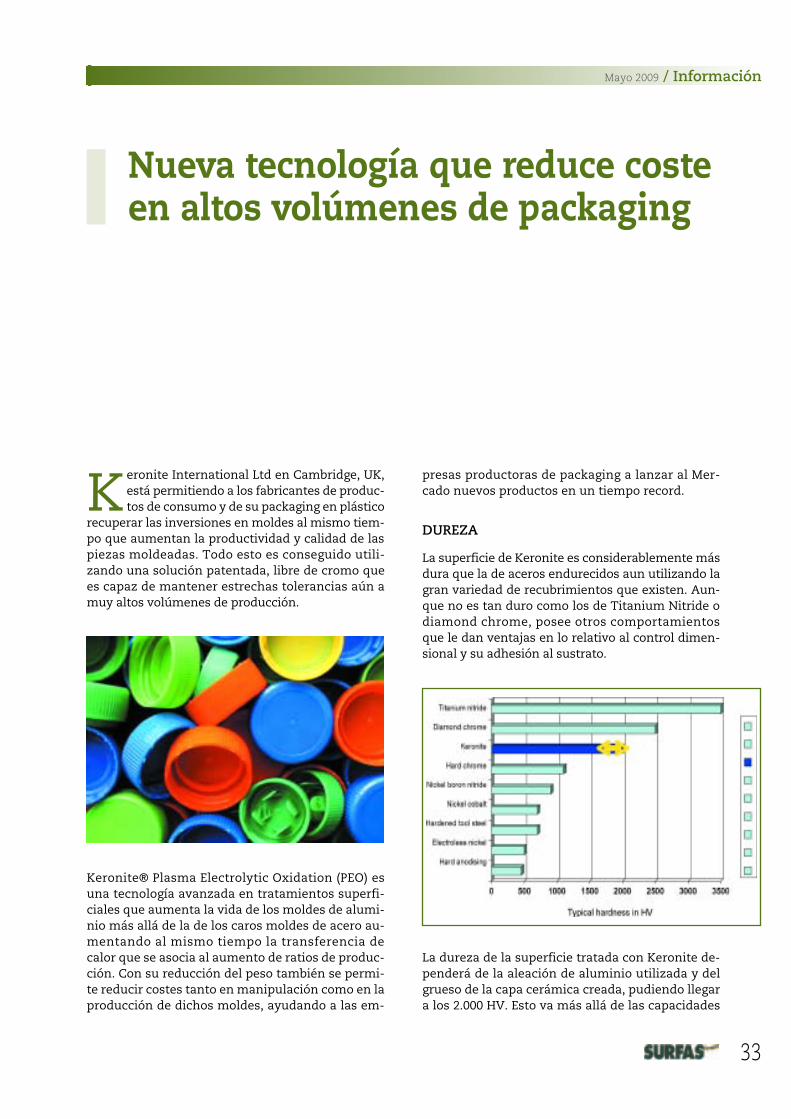
DUREZA
La superficie de Keronite es considerablemente másdura que la de aceros endurecidos aun utilizando lagran variedad de recubrimientos que existen. Aun-que no es tan duro como los de Titanium Nitride odiamond chrome, posee otros comportamientosque le dan ventajas en lo relativo al control dimen-sional y su adhesión al sustrato.
Nueva tecnología que reduce costeen altos volúmenes de packaging
Keronite® Plasma Electrolytic Oxidation (PEO) esuna tecnología avanzada en tratamientos superfi-ciales que aumenta la vida de los moldes de alumi-nio más allá de la de los caros moldes de acero au-mentando al mismo tiempo la transferencia decalor que se asocia al aumento de ratios de produc-ción. Con su reducción del peso también se permi-te reducir costes tanto en manipulación como en laproducción de dichos moldes, ayudando a las em-
La dureza de la superficie tratada con Keronite de-penderá de la aleación de aluminio utilizada y delgrueso de la capa cerámica creada, pudiendo llegara los 2.000 HV. Esto va más allá de las capacidades
del anodizado duro convencional e incluso del másduro que el acero, vidrio y otros. Esta característicaen sí misma permite el camino a la creación de u-na superficie resistente a la abrasión y desgasteque se combina con una excelente adhesión alsubstrato. Con un módulo de ~30 GPa, Keronite esextremadamente tolerante a las tensiones.
El porqué de la utilización de moldesde aluminio tratados con Keronite
• Ciclos de producción rápidos y a bajo coste. • Posibilidad de convertir los moldes prototipo en
moldes de altas producciones. • El diseño de los moldes puede ser alterado rápi-
damente con un coste efectivo.• Duro, recubriendo toda la superficie y proporcio-
nando resistencia al desgaste, asegura largasproducciones y reduce al mínimo los paros pormantenimiento.
• Gruesos muy finos de Keronite que asegurantanto exactitud en tolerancias muy estrechas co-mo repetividad.
• Keronite duplex systems proporciona un bajo co-eficiente de fricción, buena lubricación y un ex-celente flujo.
• Buenas características en resistencia a la abra-sión y antigripado incluso en esquinas y ángulosde moldes complejos o partes móviles.
• Superficie inerte proporcionando una protecciónefectiva contra la corrosión o el dañado de super-ficies como resultado de condensaciones, la com-bustión de gases o ataques químicos previniendola contaminación por oxidación.
• Proceso no tóxico que no utiliza cromo, sin áci-dos ni metales pesados que no produce ningúntipo de desechos peligrosos o tóxicos.
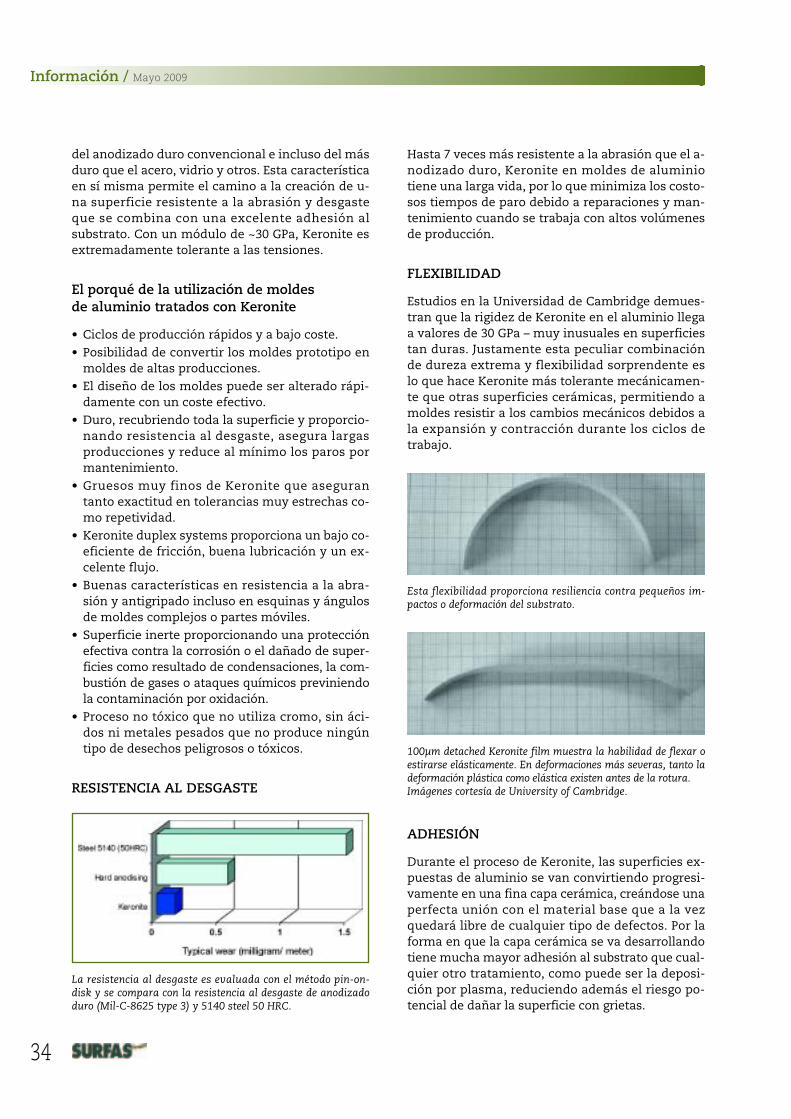
RESISTENCIA AL DESGASTE
Hasta 7 veces más resistente a la abrasión que el a-nodizado duro, Keronite en moldes de aluminiotiene una larga vida, por lo que minimiza los costo-sos tiempos de paro debido a reparaciones y man-tenimiento cuando se trabaja con altos volúmenesde producción.
FLEXIBILIDAD
Estudios en la Universidad de Cambridge demues-tran que la rigidez de Keronite en el aluminio llegaa valores de 30 GPa – muy inusuales en superficiestan duras. Justamente esta peculiar combinaciónde dureza extrema y flexibilidad sorprendente eslo que hace Keronite más tolerante mecánicamen-te que otras superficies cerámicas, permitiendo amoldes resistir a los cambios mecánicos debidos ala expansión y contracción durante los ciclos detrabajo.
Información / Mayo 2009
34
La resistencia al desgaste es evaluada con el método pin-on-disk y se compara con la resistencia al desgaste de anodizadoduro (Mil-C-8625 type 3) y 5140 steel 50 HRC.
Esta flexibilidad proporciona resiliencia contra pequeños im-pactos o deformación del substrato.
100µm detached Keronite film muestra la habilidad de flexar oestirarse elásticamente. En deformaciones más severas, tanto ladeformación plástica como elástica existen antes de la rotura.Imágenes cortesía de University of Cambridge.
ADHESIÓN
Durante el proceso de Keronite, las superficies ex-puestas de aluminio se van convirtiendo progresi-vamente en una fina capa cerámica, creándose unaperfecta unión con el material base que a la vezquedará libre de cualquier tipo de defectos. Por laforma en que la capa cerámica se va desarrollandotiene mucha mayor adhesión al substrato que cual-quier otro tratamiento, como puede ser la deposi-ción por plasma, reduciendo además el riesgo po-tencial de dañar la superficie con grietas.

Keronite es justamente diferente en eso, no mues-tra puntos o grietas ni en las esquinas ni en ángu-los siguiendo perfectamente los contornos de lasuperficie del molde.
RUGOSIDAD SUPERFICIAL
Keronite tiene una rugosidad superficial (valor Ra)de aproximadamente el 10% del grueso de la capa a-plicada, junto con un valor muy bajo de conexiónentre poros. Esto es ideal en el caso de impregnacióncon cualquier tipo de post-recubrimiento “topcoat”para producir y proporcionar una superficie “dú-plex” aún más resistente a la abrasión, con unas pro-piedades o características de fricción deseadas paraasegurar unos resultados duraderos en el tiempo.
CONTROL DIMENSIONAL
En adición a la transformación interna, la capa deKeronite también crece externamente a partir delnivel de la superficie original de una forma contro-lada y predictiva, cosa que asegura repetividadcuando se trata de altos volúmenes de producción.El crecimiento de esta capa depende del tipo de a-leación utilizada pero se puede considerar que cre-ce entre un 10% y un 40% del grueso total de la ca-pa cerámica.
Trabajando con Keronite, los diseñadores de mol-des pueden permitir aceptar este mínimo creci-miento en la superficie cuando lo diseñan, se pue-de dar un acabado fino si se requiere e incluso esposible volver a la dimensión original puliendo laparte de crecimiento exterior, esto se puede hacerpor los métodos tradicionales, chorreado de corin-dón, etc… De cualquier forma, las tolerancias semantienen y se pueden conseguir con repetividad,siendo un proceso aceptado para realizar duplica-dos tales como insertos en cavidades intercambia-bles.
Mayo 2009 / Información
35
Molde de aluminio.
Keronite es adecuado para ser utilizado en comple-jos moldes o utillajes textiles dando una excelenteprotección al desgaste y fricción en cantos y ángu-los, sobre todo en esquinas que sean muy vulnera-bles donde la utilización de procesos tradicionalesfallan debido a las tensiones superficiales. El ano-dizado duro ofrece únicamente una protección li-mitada en el caso de zonas críticas en esquinas yángulos debido a su naturaleza, creando grietas yradios no precisos que se traducen en un aumentode la vulnerabilidad.
Hard Anodising on Aluminium7075.
Keronite on Aluminium 7075.
Imágenes que muestran la protección de la superficie en esquinas.
SEM imagen de la superficie de Keronite. La porosidad a escalaNanométrica facilita impregnación.
El proceso de Keronite transforma la superficie delos moldes de aluminio en una capa de cerámicaextremadamente dura. Esta fina capa de protec-ción se crea de forma controlada, manteniéndoseel control dimensional y permitiendo a los fabri-

cantes de moldes trabajar con tolerancias muy a-justadas para mantener la repetividad. La superfi-cie tratada con Keronite puede ser pulida para con-seguir el deseado nivel de fricción y anti-gripaje endeterminados plásticos. Keronite puede ser utiliza-do como base de un sistema dúplex, con la incor-poración de lubricantes para conseguir mejorar lascaracterísticas.
ALTERACIONES Y REPARACIONES
Otra ventaja de Keronite es que las superficies pue-den ser reprocesadas si el molde tuviese que sermodificado alguna vez por cualquier motivo.
PROTECTION ANTE LA CORROSIÓN
Keronite en aluminio es particularmente efectivo enla protección de erosión o de la corrosión causadapor los gases, ataque ácido o por los clorídricos y sul-fatos generados cuando algunos tipos de plástico ogoma se calientan. Naturalmente esta capa de pro-tección también previene de la corrosión causadapor la condensación y permite el uso de resina en ba-se agua, sin los problemas asociados a su utilización.
VERSATILIDAD
Keronite es apropiado para utilizarse en una am-plia gama de moldes, conformado por vacío, sopla-do, rotomoldeo e incluso en los moldes utilizadoscon resinas y arena. En el caso de los moldes de in-yección de plástico, es especialmente importantedebido al enorme coste que se sufre por culpa deldesgaste en casos de altas producciones, especial-mente en las zonas opuestas a los puntos de inyec-ción. Las superficies tratadas con Keronite no soloson resistentes a la abrasión por plásticos a dife-rentes temperaturas, sino también a los más abra-sivos que contenga aditivos como vidrio o retar-dantes halogenados de llama, permaneciendoestable durante los ciclos de temperatura.
DISPONIBILIDAD
Keronite International Ltd ha creado una forma fle-xible de acercarse a este Mercado. La propia compa-ñía puede ofrecer un servicio de tratamiento de altacalidad desde sus centros en el Reino Unido, USA oChina, y si es necesario instalará equipos, proveeráde electrolito y dará el soporte técnico necesario alas compañías que deseen tratar y procesar sus pro-pios elementos, tanto a nivel interno como a empre-sas de tratamientos que deseen a través de esta tec-nología poder entrar en nuevos mercados.
Información / Mayo 2009
36


Información / Mayo 2009
38
El acero inoxidable es un material cuyas prin-cipales características son la alta resistenciaa la corrosión, facilidad de mantenimiento,
rentabilidad a largo plazo y belleza; atributos quedan ventaja tanto a los arquitectos como a los dise-ñadores para la creación de sus obras.
Por este motivo, Sandvik ha desarrollado un proce-so nuevo y respetuoso con el medio ambiente pararecubrir con colores los flejes metálicos destinadosa productos de diseño y arquitectura. Mediante lacombinación de un proceso de vacío avanzado conla nanotecnología, Sandvik ha hecho posible la fa-bricación de acero inoxidable en flejes con resis-tentes capas de recubrimiento de hasta 20 nanó-metros. El resultado es el DECOREX.
Gracias a la excelente adhesión entre el material ba-se y el recubrimiento (según la prueba física SS-EN I-
SO 2409), Decorex puede doblarse y conformarse singrietas o pérdida del color. Estos flejes se recubrenen cada lado por separado, lo que hace posible lacombinación de distintos colores en lados opuestosen función de la aplicación.
Decorex ofrece grandes ventajas en comparacióncon las soluciones convencionales como el alumi-nio anodizado, plástico u otros metales. Además,proporciona un mejor rendimiento en la línea deproducción y un acabado extraordinario del pro-ducto debido a su gama de colores, acabados, tex-turas y su protección anti-huellas.
CARACTERÍSTICAS EXCEPCIONALES
Decorex ofrece una amplia variedad de materialesde base según la necesidad de cada aplicación ycon espesores entre un 0,1 y 0,8 mm. El acero AISI304 es el material de base estándar y puede venircon o sin film de protección PE.
Actualmente, posee una gama de 12 colores y 4 a-cabados de superficie personalizados (brillante,mate, satinado y cepillado) que pueden combinar-se con las innumeras texturas disponibles. Otroscolores y texturas pueden ser producidos según lanecesidad del cliente. Toda la gama de colores, a-cabados y texturas del Decorex poseen una protec-ción anti-rayado que cumple con el Pencil Hard-ness Tests ISO 15184 / ASTM D3363.
Alternativo al aluminio anodizado, donde la depo-sición del color es la última etapa y, en muchos ca-
Una nueva tecnologíaque aumentala productividad y desafíala creatividadPPoorr GGaabbrriieell RRooddrríígguueess ddooss SSaannttooss.. BBuussiinneessss DDeevveellooppmmeenntt && SSaalleess EEnnggiinneeeerrSSaannddvviikk MMaatteerriiaall TTeecchhnnoollooggyy
Es higiénico
Su propia resistencia a la corrosión y sus propieda-des higiénicas hacen del acero inoxidable el mate-rial más utilizado para el interior y exterior de al-gunos aparatos electrodomésticos.
En los elementos que están en contacto con los ali-mentos, el consumidor quiere hoy en día el mismogrado de funcionalidad, seguridad de los alimentosy limpieza que se requiere en las cocinas de losrestaurantes o en la industria de fabricación de ali-mentos. La dura superficie metálica hace que seadifícil que las bacterias se adhieran y sobrevivanen ella.
Es totalmente neutropara los alimentos
El sabor y el aspecto permanecen intactos, inclusocuando está en contacto con sustancias agresivasy ácidas.
sos, realizada externamente; elimina etapas delproceso productivo, disminuye el tiempo de pro-ducción y posibilita reducir la cantidad de materialen stock. Además, tiene una elasticidad 2 veces su-perior, una ductilidad 4 veces superior y una rigi-dez 3 veces superior al aluminio anodizado.
La uniformidad de los colores también mejora elrendimiento, sobretodo si comparado a procesosque utilizan baños de color. Debido a un rigorosocontrol de calidad, mantiene una regularidad a lolargo del fleje y entre lotes. Esto significa que loscomponentes pueden ser diseñados según las ven-tajas económicas de un proceso fiable y continuo.Mejorando la productividad durante la estampa-ción, embutición, conformado, repujado, corte u o-tras operaciones.
UNA INFINIDAD DE APLICACIONES
Una de las características más ventajosas del De-corex son las innumeras posibilidades de aplica-ción en varios sectores. En la arquitectura e inte-riorismo, luminarias, embalajes de lujo paracosméticos y perfumería, marcos de interruptoresy enchufes, carcasas de teléfonos móviles y portá-tiles, cameras digitales, electrodomésticos y de-más electrónicos de consumo. Las posibilidades deaplicaciones son infinitas y desafían la creatividadde cada profesional.
DECOREX Y EL MEDIO AMBIENTE
Su proceso productivo no genera cualquier conta-minación del aire o agua, es 100% reciclable comoel acero inoxidable y asegura una uniformidad delos colores. Contrario al aluminio anodizado que esun proceso electroquímico altamente nocivo quegenera gases tóxicos y no ofrece una homogenei-dad del color y acabado.
Existen varias razones por las que su uso sustituyeotras alternativas:
Es ecológico
La mayor sensibilidad hacia los problemas ecológi-cos ha contribuido a que se produzca un aumentodel uso del acero inoxidable. De hecho, este presti-gioso material se produce principalmente a partirde chatarra. El contenido reciclado medio de unproducto de acero inoxidable es de cerca del 70%.Después de una larga vida útil, el acero inoxidablepasa a ser reciclado de manera sistemática.
Lámpara y memoria USB con revestimiento Sandvik Decorex,un moderno acero inoxidable que ofrece una imagen exclusiva.
Mayo 2009 / Información
39

Información / Mayo 2009
40
Gama de colores Decorex.
Se limpia fácilmente
Con tan sólo un mantenimiento mínimo, el aceroinoxidable se puede mantener como nuevo duran-te décadas.
Innumerablescombinaciones
de colores, acabadosy texturas.

41
SE BUSCASIFCO APPLIED SURFACE
CONCEPTS,
líder mundial del metalizado electro-
químico con brocha, busca un
distribuidor en España de nuestros
métodos de electrolizado selectivo.
Pueden Vds. tomar contacto con
nosotros:
E-mail: [email protected]
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]
Se Vende Máquinade colado en vacío
MCP 4/01 de 2ª manojunto con
EstufaVGO 200
DIMENSIONES EXTERNAS:Alto 799, largo 1.034, ancho 745 mm.
ALIMENTACIÓN ELÉCTRICA:220 V- 50 Hz – Monofásica
CAPACIDAD DE CALEFACCIÓN:1,95 kW
REGULACIÓN DE TEMPERATURA:hasta 300 ºC
Contacto:[email protected]
BUSCAMOSInformático que sepa utilizar un programa ERP, Active Directory, Termi-nal Server. Conocer la actividad del tratamiento de superficie. Saber ad-ministrar un servidor.
Realmente buscamos a una persona capaz de administrar un puesto dedistribuidor en Barcelona. Tendrá que viajar a Asia, Valencia, Bilbao yFrancia (por lo menos 1 ó 2 veces por mes para concretar su negocioen España).
Remuneración: sueldo + comisión sobre el margen comercial.
Sociedad DATAXIOME – telf.: +33 (0)1 48 18 18 10 - Yann BARILE(+33(0)6 42 53 22 03 – [email protected]) oCharles GREGOIRE (+33(0)6 80 33 30 37 – [email protected])
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800
◗ Lavadora de tricloro-etileno.
◗ Horno de nitruración Aube Lindberg 1717 con dos cri-soles más regulación, consumo 30 kW, con un diámetrode 550 m/m * 750 m/m.
◗ Horno continuo GuineaShaker-S30 de 30 kW y 50kg de producción hora, elhorno está funcionando yrecién reparado.
TRATAMIENTOS TÉRMICOS MARGOC/ MINUTISA, 10 - 47012 VALLADOLID
983-206-113 – E-mail: [email protected]
Se VendeSe Vende

42
Periodista experta en comunicacióncorporativa y gabinetes de prensa,especializada en I+D y materiales,en las áreas de Fundición, Energía
y Medio Ambiente, Salud,automoción y aeroespacial,
se ofrece para colaborar en modalidadfreelance o contrato.
Tel. 696 165 388 ([email protected])

43
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Información / Mayo 2009
44
ABRASIVOS Y MAQUINARIA . . . . . . . 23
ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . 43
BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . 19
CONIEX . . . . . . . . . . . . . . . . . . . . . . . . . 42
EUROCOAT . . . . . . . . . . . . . . . . . . . . . . 11
EURO-EQUIP . . . . . . . . . . . . . . . . . . . . . 3
EUROPEAN FUTURE ENERGY . . . . . . . 7
FICEP IBERICA . . . . . . . . . . . . . . . . . . . . 43
FISCHER INSTRUMENTS . . . . . . . . . . . 17
HERVEL . . . . . . . . . . . . . . . . . . . . . . . . . 42
HORNOS ALFERIEFF . . . . . . . . . . . . . . . 21
INTERGALVA . . . . . . . . . . . . . . . . . . . . . 9
LAVALTERM . . . . . . . . . . . . . . . . . . . . . 43
MATIC . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
METALOGRÁFICA DE LEVANTE . . . . . 43
MOLDEXPO . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
OPTIMIZA . . . . . . . . . . . . . . . . . . . . . . . PORTADA
PARTS2CLEAN COROSAVE . . . . . . . . . 13
PINTER . . . . . . . . . . . . . . . . . . . . . . . . . . 42
REVISTAS TÉCNICAS . . . . . . . . . . . . . . Contraportada 3
RÖSLER . . . . . . . . . . . . . . . . . . . . . . . . . . 42
SIFCO . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
TALLERES ALJU . . . . . . . . . . . . . . . . . . . 5
VULKAN . . . . . . . . . . . . . . . . . . . . . . . . . 15
SEPTIEMBRE
Nº Especial EUROCOAT (Barcelona) y COROSAVE (Stuttgart).
Próximo número
INDICE de ANUNCIANTES