balanceos de linea
TRANSCRIPT
BALANCEOS DE LINEA
JUAN ALEXANDER
MARIN
PROBLEMA 1
Green Grass, Inc., fabricante de equipo de prados y jardines, esta diseñando una línea de ensamble para producir un nuevo aspersor de fertilizante. El Big Broadcaster. A partir de la siguiente información sobre el proceso de producción, construya un diagrama de precedencia para Big Broadcaster.
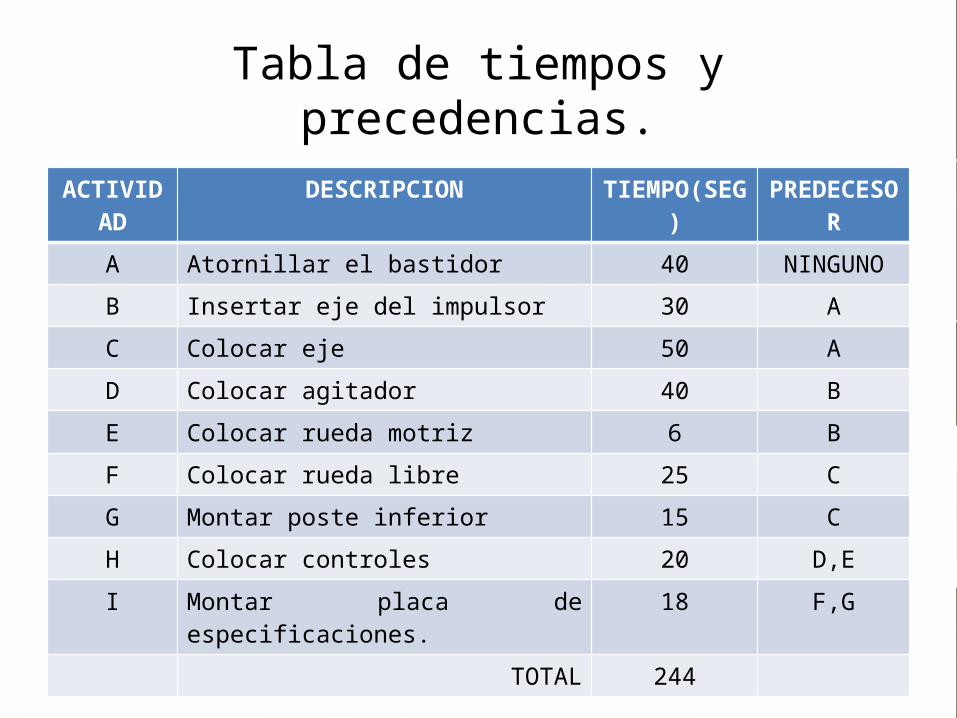
Tabla de tiempos y precedencias.ACTIVIDAD DESCRIPCION TIEMPO(SEG) PREDECESOR
A Atornillar el bastidor 40 NINGUNO
B Insertar eje del impulsor 30 A
C Colocar eje 50 A
D Colocar agitador 40 B
E Colocar rueda motriz 6 B
F Colocar rueda libre 25 C
G Montar poste inferior 15 C
H Colocar controles 20 D,E
I Montar placa de especificaciones. 18 F,G
TOTAL 244
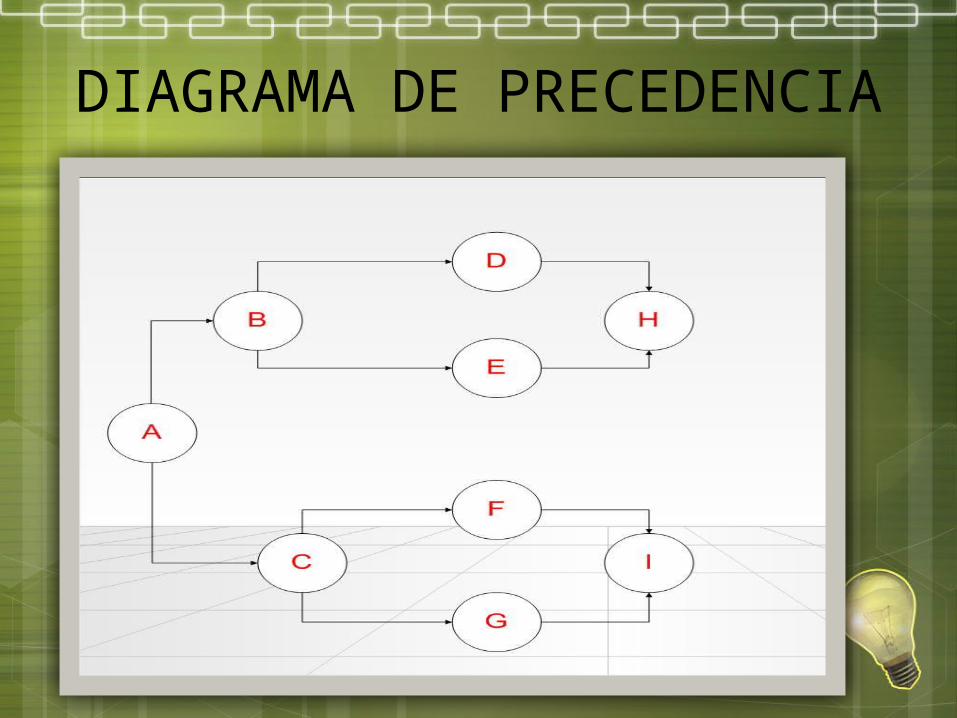
DIAGRAMA DE PRECEDENCIA
EJERCICIO
La gerente de la planta Green Grass, acaba de recibir los últimos reportes de marketing relativos a las ventas del Big Broadcaster para el próximo año. Ella desea que su línea de producción se diseñe para fabricar 2400 aspersores por semana, durante los próximos 3 mese cuando menos. La planta trabajara 40 horas por semana.a. ¿Cual deberá ser el tiempo de ciclo de la línea?b. ¿Cual es el menor numero de estaciones de trabajo que la
gerente podría desear en el diseño de la línea de acuerdo al tiempo de ciclo?
c. Supongamos que la gerente ha encontrado una solución que requiere solamente cinco estaciones ¿Cual seria entonces la eficiencia de la línea?
SOLUCIONa)
b) Mínimo teórico de estaciones.
c) Calculamos la eficiencia tomando como base que solo se requieren 5 estaciones, (100)=
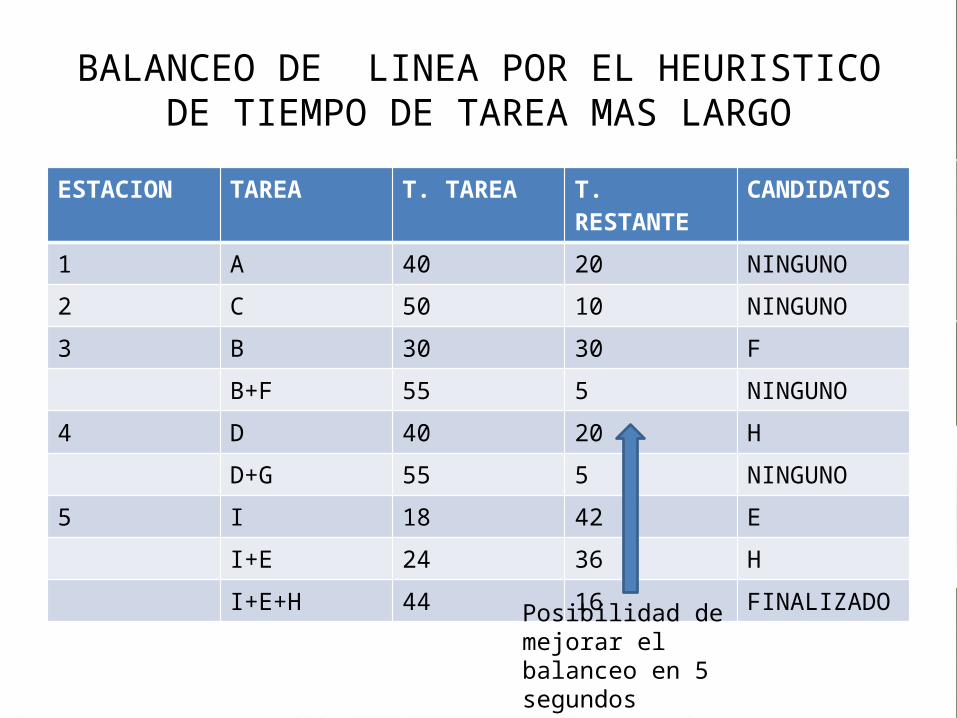
BALANCEO DE LINEA POR EL HEURISTICO DE TIEMPO DE TAREA MAS LARGO
ESTACION TAREA T. TAREA T. RESTANTE CANDIDATOS
1 A 40 20 NINGUNO
2 C 50 10 NINGUNO
3 B 30 30 F
B+F 55 5 NINGUNO
4 D 40 20 H
D+G 55 5 NINGUNO
5 I 18 42 E
I+E 24 36 H
I+E+H 44 16 FINALIZADO
Posibilidad de mejorar el balanceo en 5 segundos
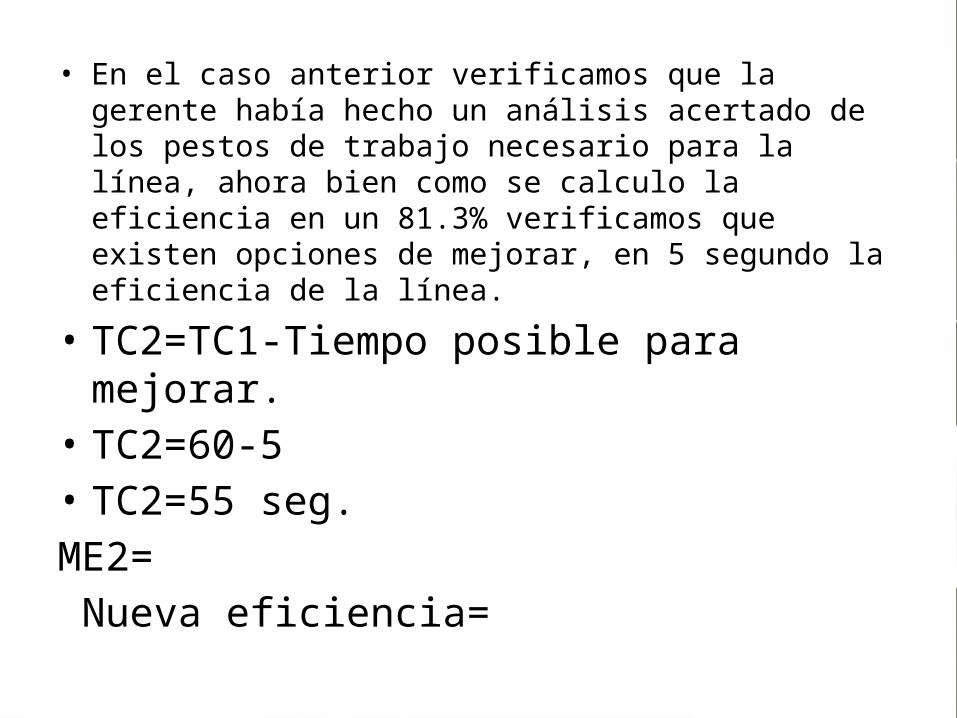
• En el caso anterior verificamos que la gerente había hecho un análisis acertado de los pestos de trabajo necesario para la línea, ahora bien como se calculo la eficiencia en un 81.3% verificamos que existen opciones de mejorar, en 5 segundo la eficiencia de la línea.
• TC2=TC1-Tiempo posible para mejorar.• TC2=60-5• TC2=55 seg.ME2= Nueva eficiencia=
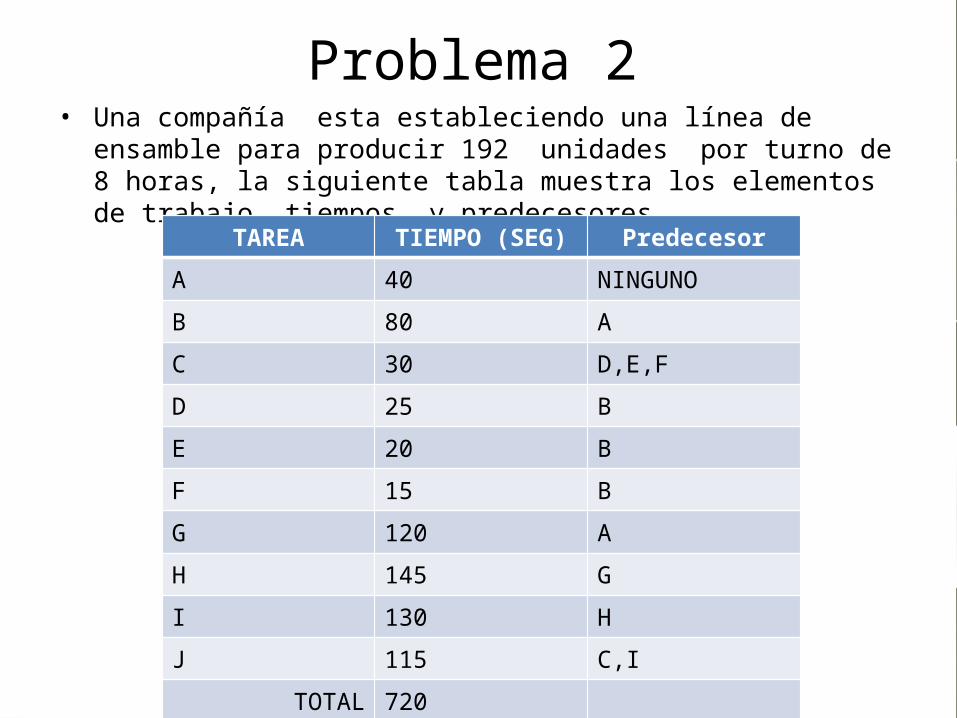
Problema 2• Una compañía esta estableciendo una línea de ensamble para producir
192 unidades por turno de 8 horas, la siguiente tabla muestra los elementos de trabajo, tiempos y predecesores.
TAREA TIEMPO (SEG) Predecesor
A 40 NINGUNO
B 80 A
C 30 D,E,F
D 25 B
E 20 B
F 15 B
G 120 A
H 145 G
I 130 H
J 115 C,I
TOTAL 720
a) ¿Cual es el tiempo de ciclo deseado(segundos)?b) ¿cual es el numero mínimo teórico de
estaciones?c) Use el heurístico del tiempo de ciclo mas largo
para encontrar una solución y represente dicha solución en un diagrama de precedencia.
d) ¿Cuales son la eficiencia y el retraso de balanceo de la solución encontrada?
Solución
a)
b) Mínimo teórico de estaciones.
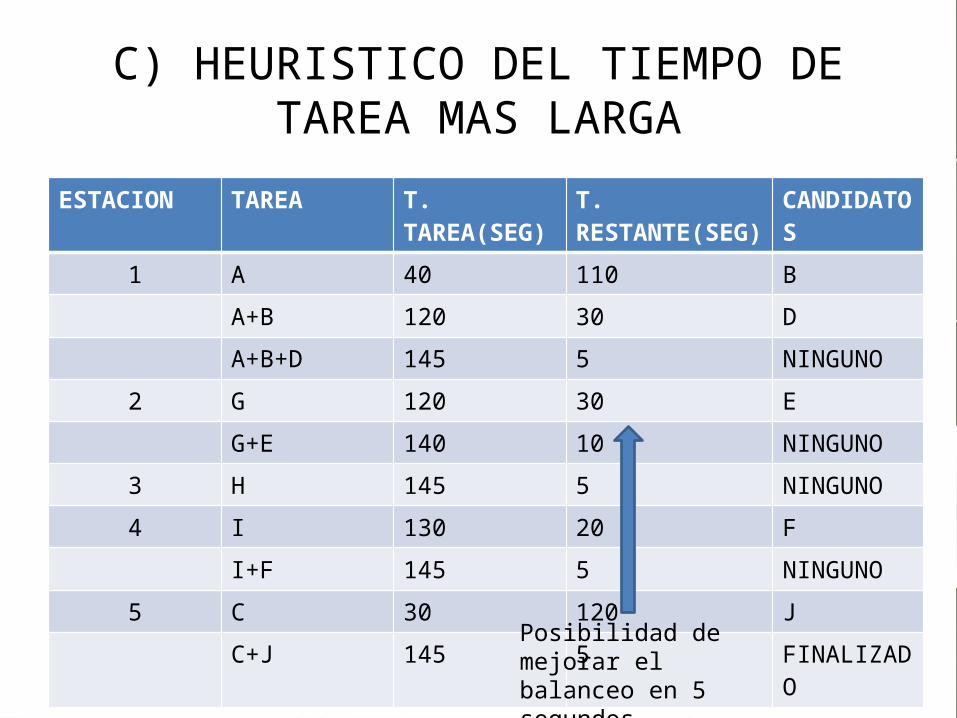
C) HEURISTICO DEL TIEMPO DE TAREA MAS LARGA
ESTACION TAREA T. TAREA(SEG) T. RESTANTE(SEG) CANDIDATOS
1 A 40 110 B
A+B 120 30 D
A+B+D 145 5 NINGUNO
2 G 120 30 E
G+E 140 10 NINGUNO
3 H 145 5 NINGUNO4 I 130 20 F
I+F 145 5 NINGUNO
5 C 30 120 J
C+J 145 5 FINALIZADO
Posibilidad de mejorar el balanceo en 5 segundos
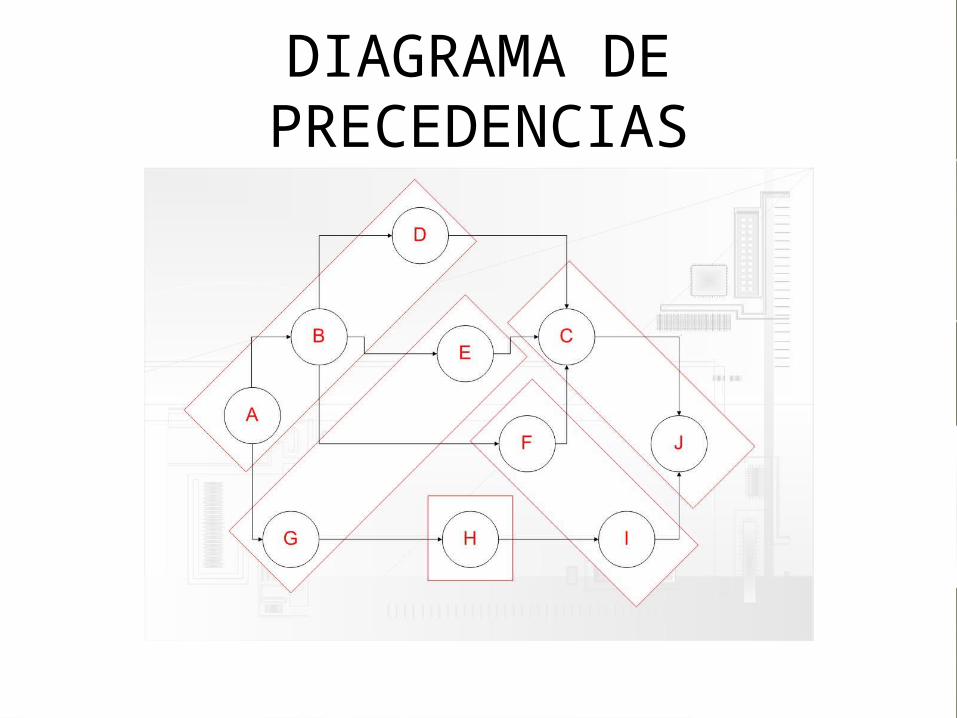
DIAGRAMA DE PRECEDENCIAS

d) Calculo de la eficiencia de la línea.
(100)
Por lo anterior, el retraso del balanceo es de 4%= (100-96)%
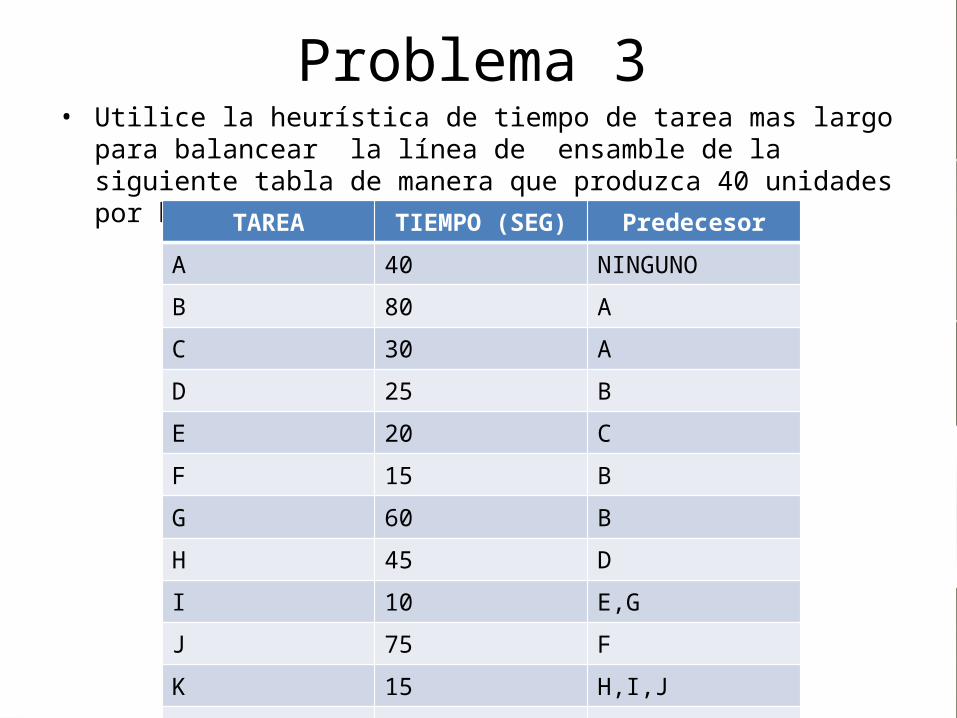
Problema 3• Utilice la heurística de tiempo de tarea mas largo para balancear la línea
de ensamble de la siguiente tabla de manera que produzca 40 unidades por hora.
TAREA TIEMPO (SEG) Predecesor
A 40 NINGUNO
B 80 A
C 30 A
D 25 B
E 20 C
F 15 B
G 60 B
H 45 D
I 10 E,G
J 75 F
K 15 H,I,J
TOTAL 415
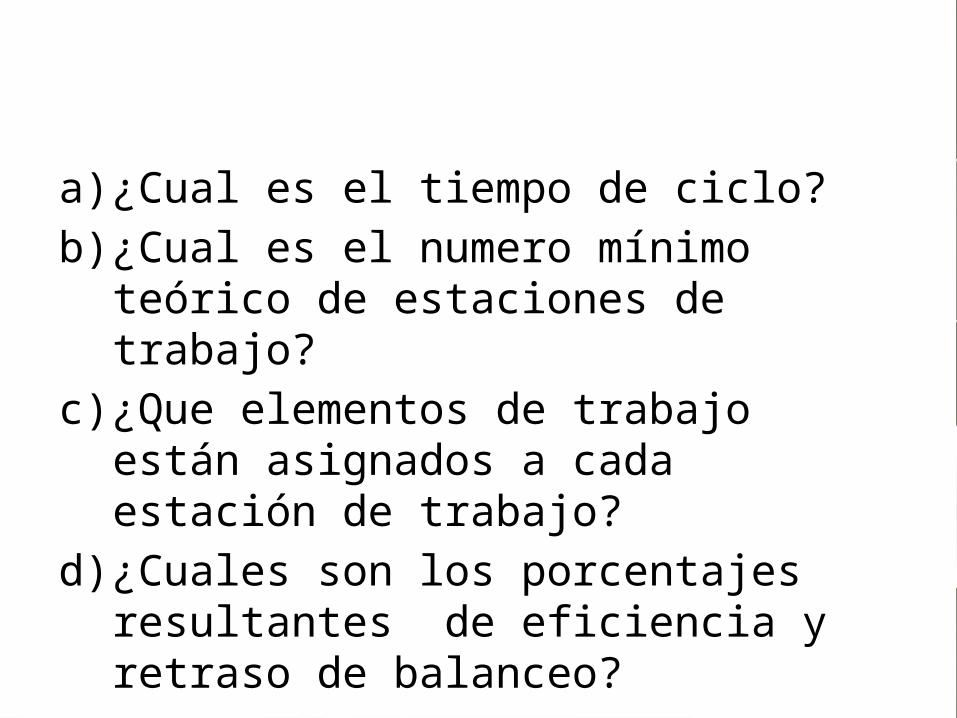
a) ¿Cual es el tiempo de ciclo?b) ¿Cual es el numero mínimo teórico de
estaciones de trabajo?c) ¿Que elementos de trabajo están asignados a
cada estación de trabajo?d) ¿Cuales son los porcentajes resultantes de
eficiencia y retraso de balanceo?
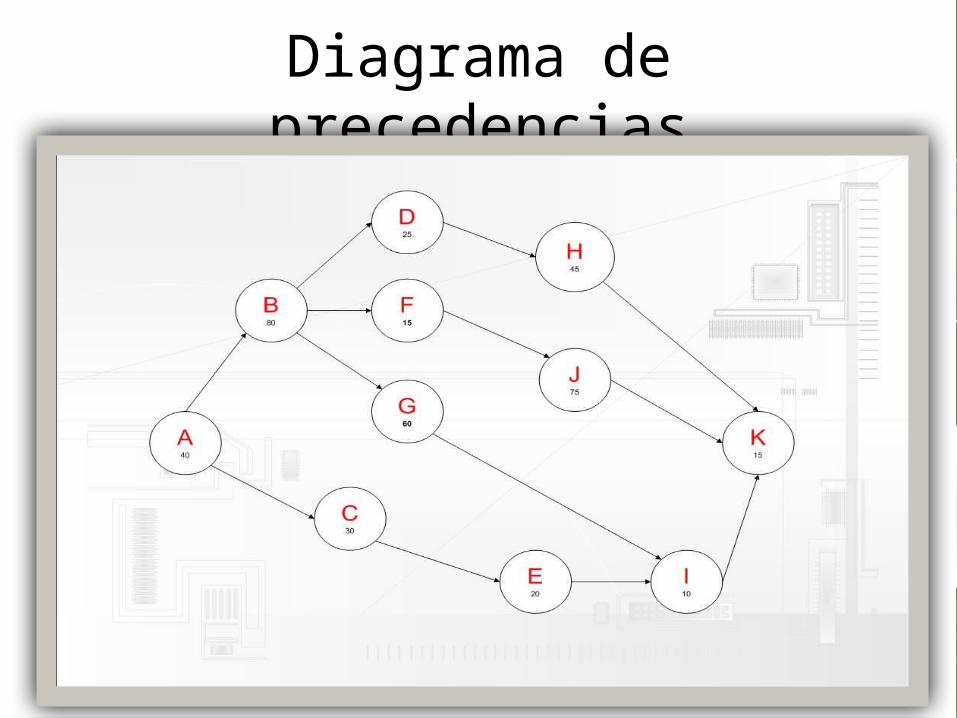
Diagrama de precedencias
Solución
a)
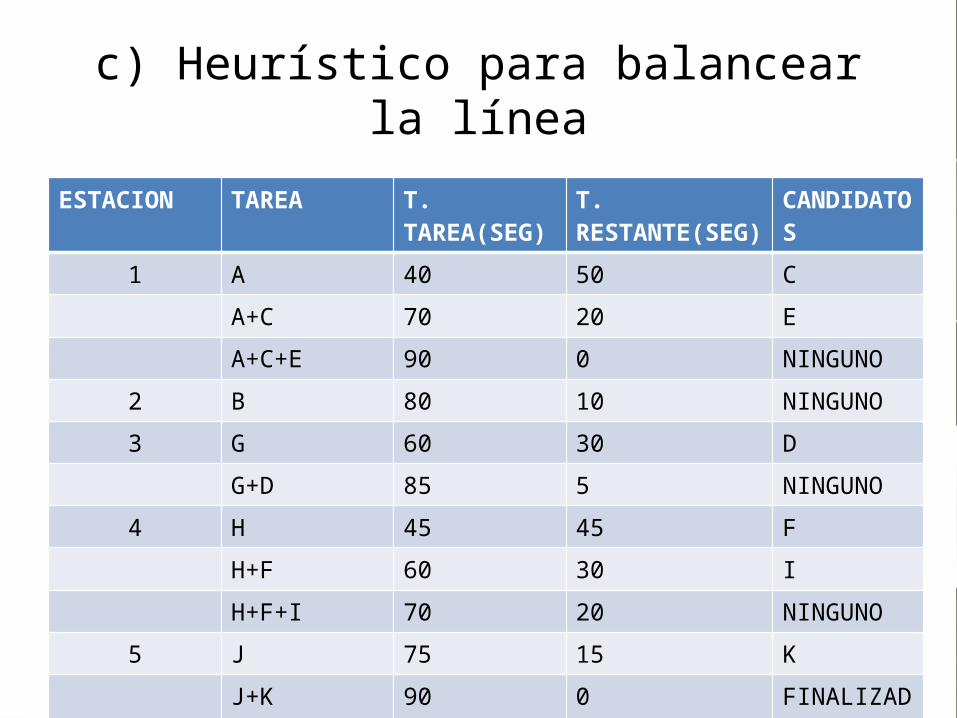
c) Heurístico para balancear la línea
ESTACION TAREA T. TAREA(SEG) T. RESTANTE(SEG) CANDIDATOS
1 A 40 50 C
A+C 70 20 E
A+C+E 90 0 NINGUNO
2 B 80 10 NINGUNO
3 G 60 30 D
G+D 85 5 NINGUNO4 H 45 45 F
H+F 60 30 I
H+F+I 70 20 NINGUNO
5 J 75 15 K
J+K 90 0 FINALIZADO
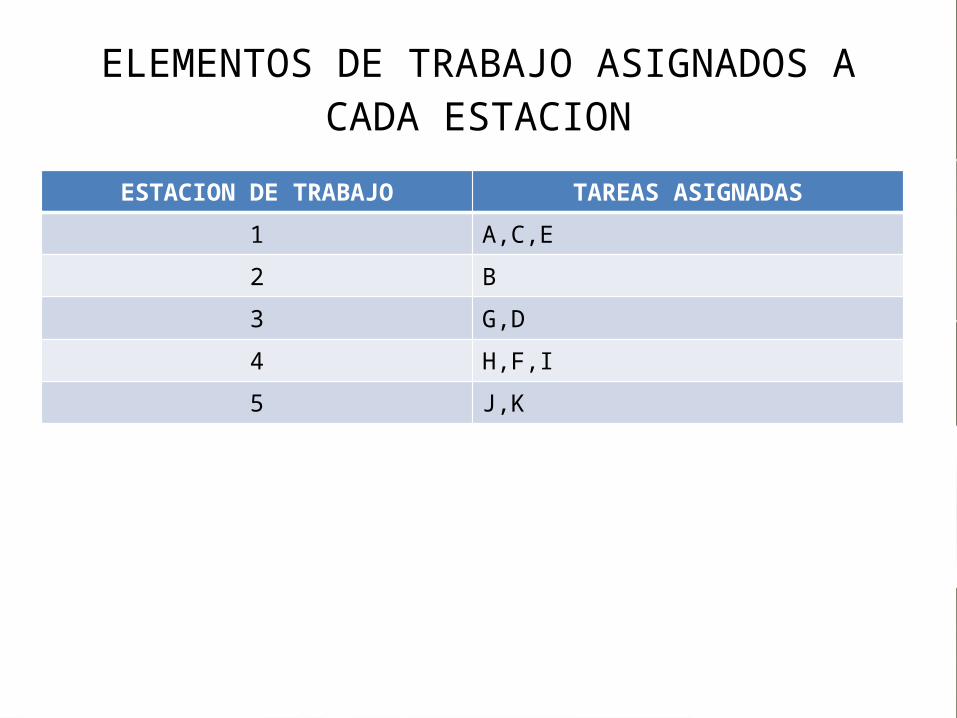
ELEMENTOS DE TRABAJO ASIGNADOS A CADA ESTACION
ESTACION DE TRABAJO TAREAS ASIGNADAS
1 A,C,E
2 B
3 G,D
4 H,F,I
5 J,K
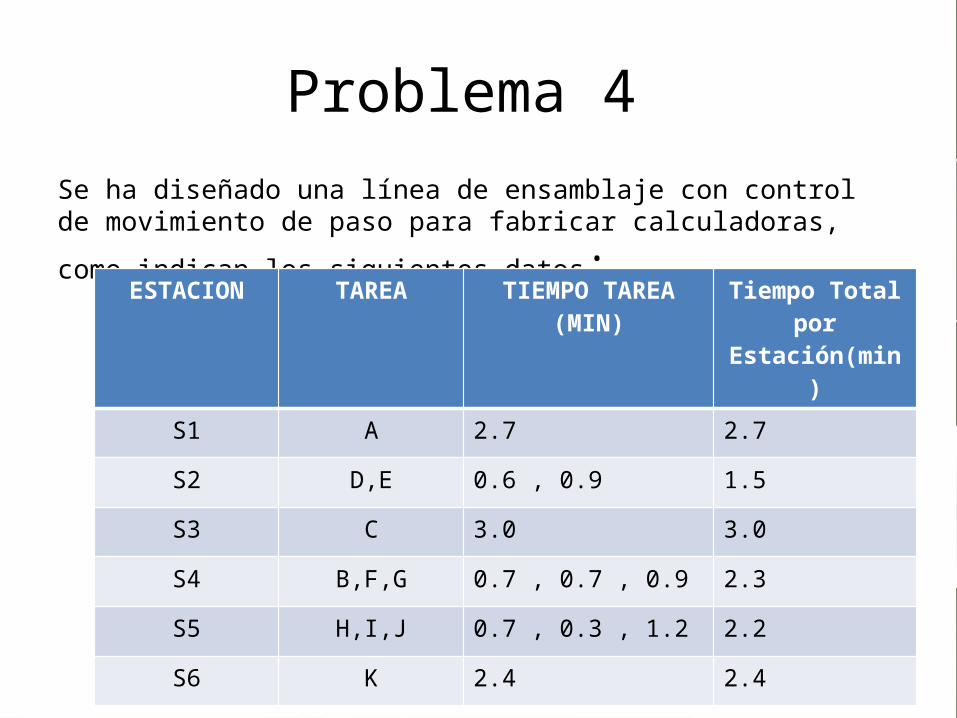
Problema 4 Se ha diseñado una línea de ensamblaje con control de movimiento de paso
para fabricar calculadoras, como indican los siguientes datos:ESTACION TAREA TIEMPO TAREA (MIN) Tiempo Total por
Estación(min)
S1 A 2.7 2.7
S2 D,E 0.6 , 0.9 1.5
S3 C 3.0 3.0
S4 B,F,G 0.7 , 0.7 , 0.9 2.3
S5 H,I,J 0.7 , 0.3 , 1.2 2.2
S6 K 2.4 2.4
a) ¿Cual es la tasa de producción máxima por hora de esta línea?(Sugerencia: La velocidad a la que puede funcionar esta línea es igual a la de su estación de trabajo mas lenta.)
b) ¿Que tiempo de ciclo corresponde a esta tasa de producción máxima?
c) Si hay un trabajador en cada estación y la línea opera a su máxima tasa de producción, ¿cuanto tiempo ocioso se perderá en cada turno de 10 horas?
d) ¿Cual será la eficiencia de esta línea?
Solucióna) La tasa de producción corresponde a 20
unidades por hora, ya que la estación de trabajo mas lenta procesa una unidad cada 3 minutos . De este modo en una hora podrá procesar (60minutos/hora)/(3minutos/unidad)=20 unidades*hora.
c) Donde:TOL= n=numero de estaciones.TC=Tiempo de ciclo.= Total de tiempo estándar requerido para ensamblar una unidad.Entonces:
TOL= 6*180seg-846seg=1080seg-846seg= 234 seg*unidadEsto quiere decir que por cada unidad estoy ocioso 234 seg, como en 10 horas puedo producir: (20unidades/hora)*10horas=200unidadesEntonces el tiempo ocioso por cada 10 horas de trabajo será de:200unidades*234 seg/unidad=(46800seg)/(3600seg/hora)=13 horas. Esto quiere decir que la sumatoria de tiempo ocioso de los operarios seria mayor que el tiempo que realmente laboran.
d) La eficiencia de la línea será entonces:
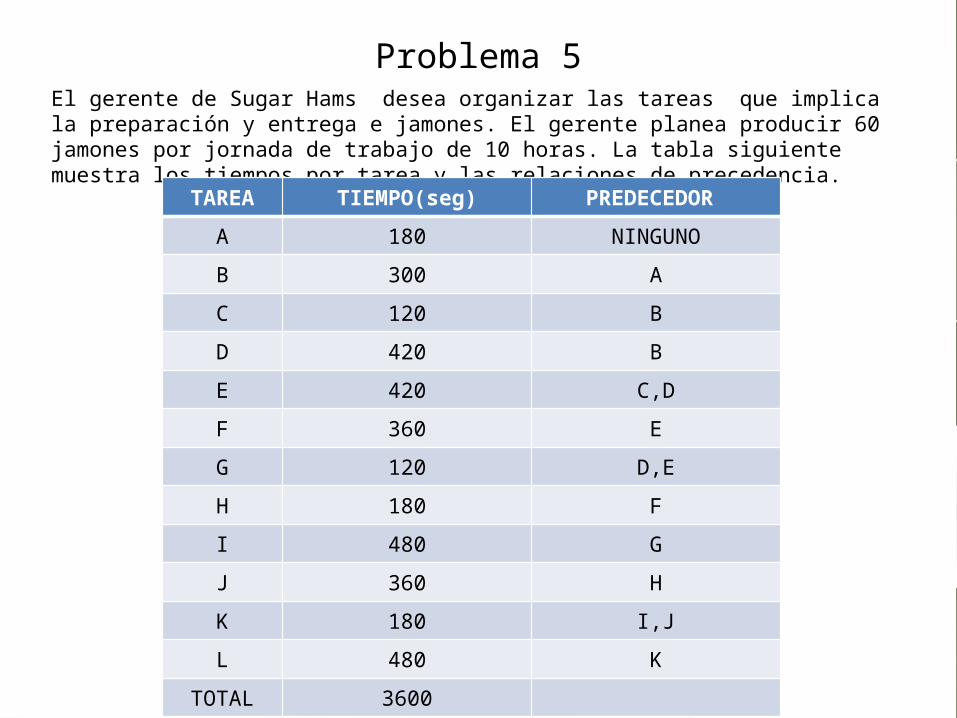
Problema 5El gerente de Sugar Hams desea organizar las tareas que implica la preparación y entrega e jamones. El gerente planea producir 60 jamones por jornada de trabajo de 10 horas. La tabla siguiente muestra los tiempos por tarea y las relaciones de precedencia.
TAREA TIEMPO(seg) PREDECEDOR
A 180 NINGUNO
B 300 A
C 120 B
D 420 B
E 420 C,D
F 360 E
G 120 D,E
H 180 F
I 480 G
J 360 H
K 180 I,J
L 480 K
TOTAL 3600
a) Construya un diagrama de precedencia para este proceso.
b) ¿Que tiempo de ciclo corresponde a la tasa de producción deseada?
c) Trate de identificar la mejor solución posible en términos de balanceo de línea. ¿Que elementos pertenecen a cada estación?
d) ¿Cual seria el impacto de la solución que usted obtuvo si el tiempo para el elemento de trabajo D aumentara 3 minutos?¿y si se redujera 3?
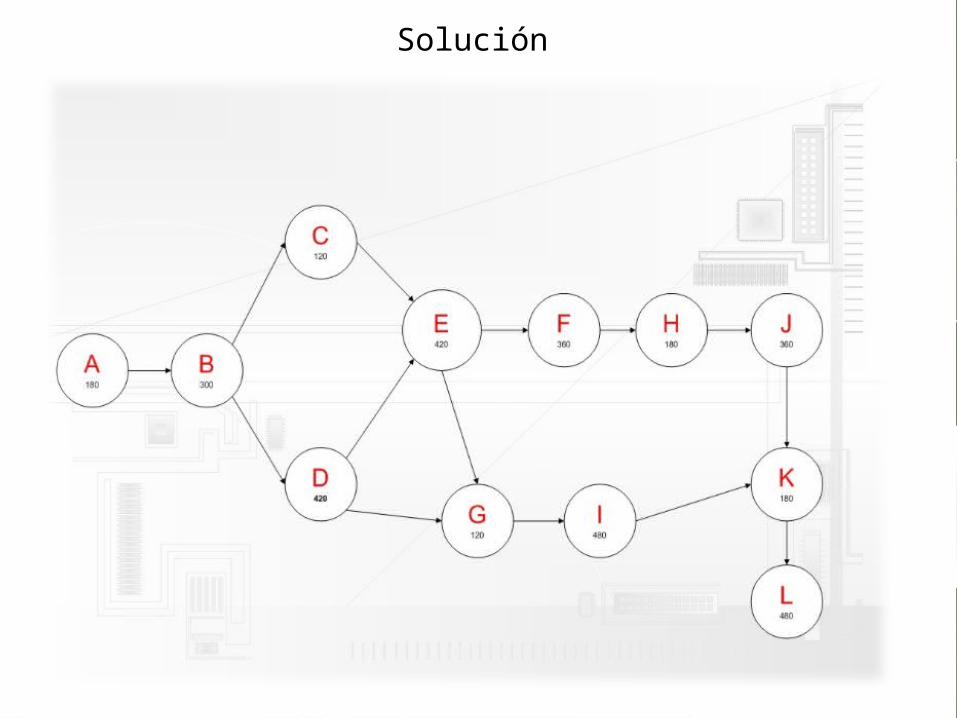
Solución

b)

c) Heurístico de tiempo de tarea mas largo
ESTACION TAREA T. TAREA(SEG) T. RESTANTE(SEG) CANDIDATOS
1 A 180 420 B
A+B 480 120 C
A+B+C 600 0 NINGUNO
2 D 420 180 NINGUNO
3 E 420 180 G
E+G 540 60 NINGUNO4 I 480 120 NINGUNO
5 F 360 240 H
F+H 540 60 NINGUNO
6 J 360 240 K
J+K 540 60 NINGUNO
7 L 480 120 FINALIZADO
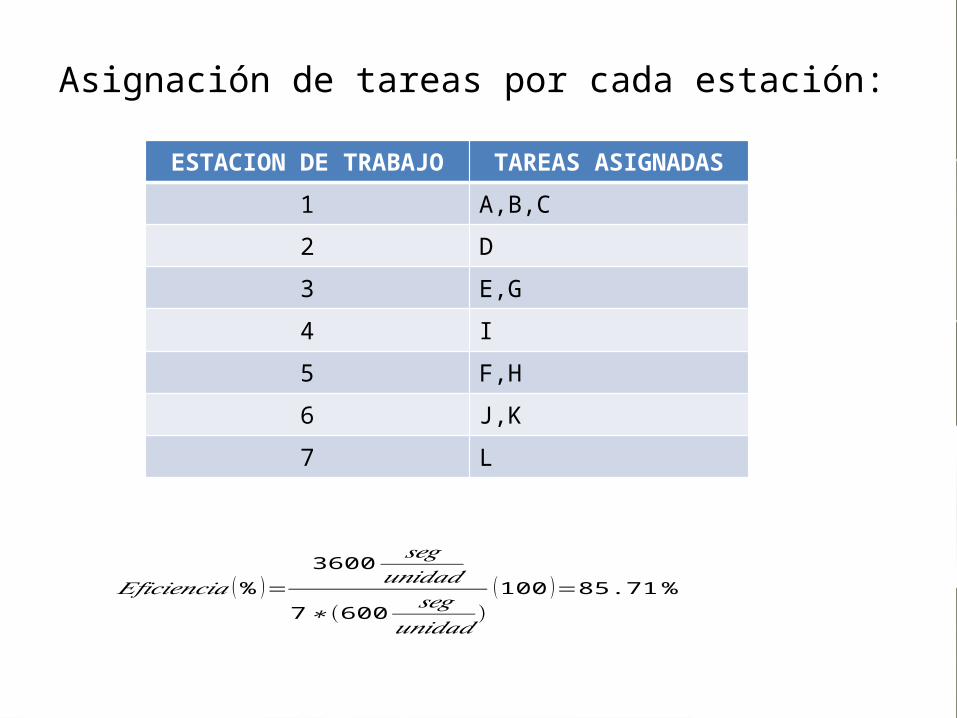
Asignación de tareas por cada estación:
ESTACION DE TRABAJO TAREAS ASIGNADAS
1 A,B,C
2 D
3 E,G
4 I
5 F,H
6 J,K
7 L
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 (% )=3600
𝑠𝑒𝑔𝑢𝑛𝑖𝑑𝑎𝑑
7∗(600 𝑠𝑒𝑔𝑢𝑛𝑖𝑑𝑎𝑑
)(100 )=85.71%
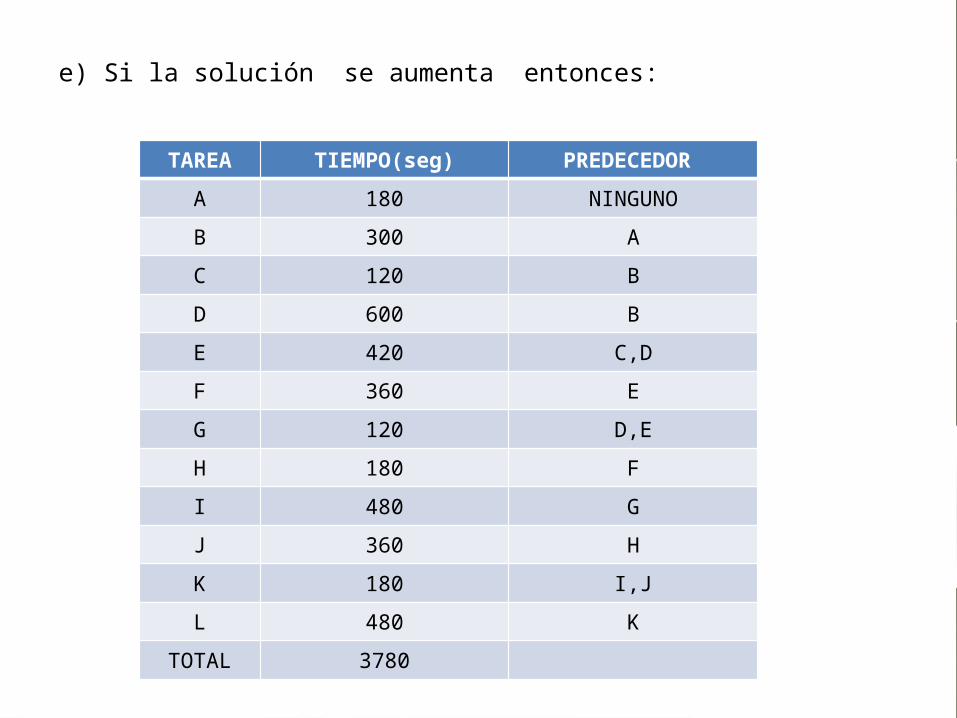
e) Si la solución se aumenta entonces:
TAREA TIEMPO(seg) PREDECEDOR
A 180 NINGUNO
B 300 A
C 120 B
D 600 B
E 420 C,D
F 360 E
G 120 D,E
H 180 F
I 480 G
J 360 H
K 180 I,J
L 480 K
TOTAL 3780
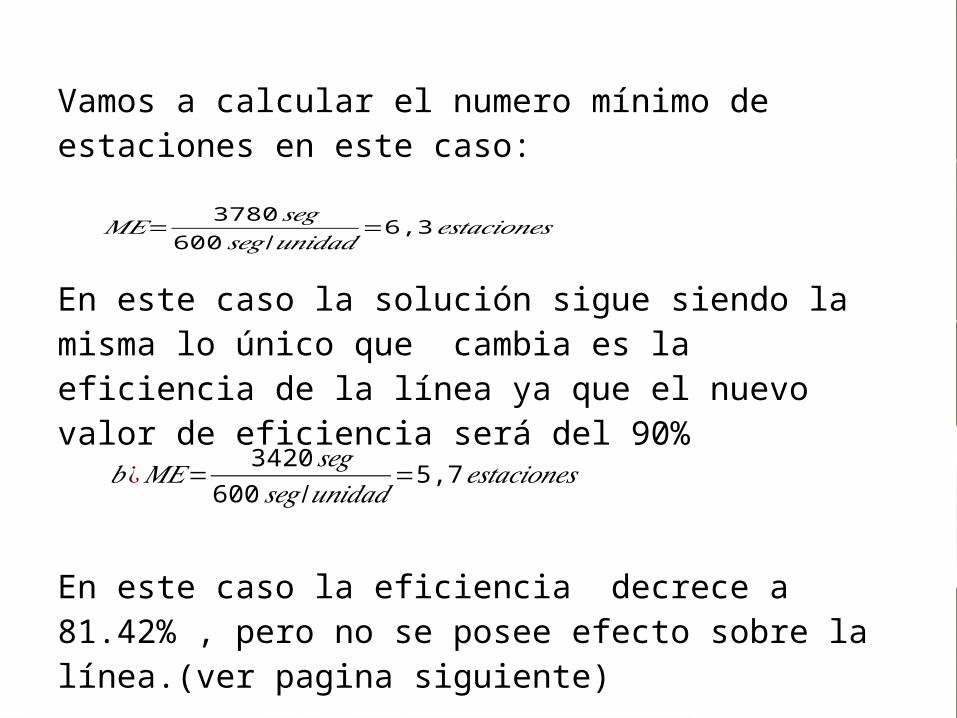
Vamos a calcular el numero mínimo de estaciones en este caso:
En este caso la solución sigue siendo la misma lo único que cambia es la eficiencia de la línea ya que el nuevo valor de eficiencia será del 90%
En este caso la eficiencia decrece a 81.42% , pero no se posee efecto sobre la línea.(ver pagina siguiente)
𝑀𝐸=3780𝑠𝑒𝑔
600 𝑠𝑒𝑔/𝑢𝑛𝑖𝑑𝑎𝑑=6,3𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑏¿𝑀𝐸=3420𝑠𝑒𝑔
600 𝑠𝑒𝑔/𝑢𝑛𝑖𝑑𝑎𝑑=5,7𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠
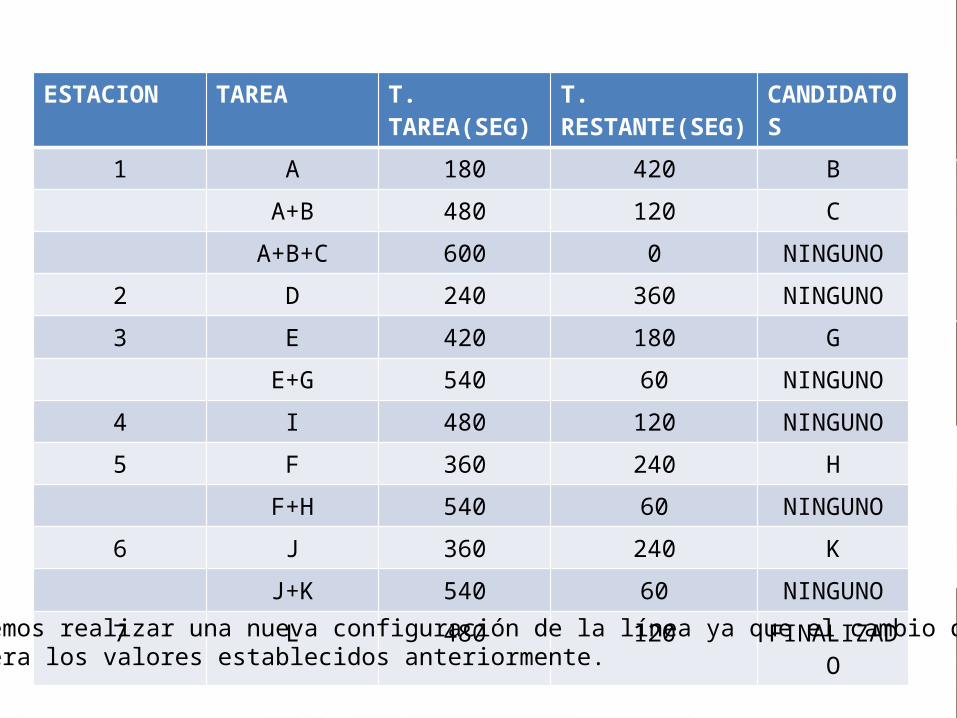
ESTACION TAREA T. TAREA(SEG) T. RESTANTE(SEG) CANDIDATOS
1 A 180 420 B
A+B 480 120 C
A+B+C 600 0 NINGUNO
2 D 240 360 NINGUNO
3 E 420 180 G
E+G 540 60 NINGUNO4 I 480 120 NINGUNO
5 F 360 240 H
F+H 540 60 NINGUNO
6 J 360 240 K
J+K 540 60 NINGUNO
7 L 480 120 FINALIZADO
No podemos realizar una nueva configuración de la línea ya que el cambio de tiempono altera los valores establecidos anteriormente.
Enlaces de los videos de los sistemas de producción:
1. Job shop, (Muchos productos, uno o pocos fabricados cada vez) : http://www.youtube.com/watch?v=SAixOS6blJw
2. Flujo en lotes, (Muchos productos, volúmenes bajos o medios cada vez):http://www.youtube.com/watch?v=pHEpVMWyxJY
3. Flujo en línea acompasado por operarios, (De varios a muchos productos, volúmenes medios):http://www.youtube.com/watch?v=W_uVaT3TtUM
4. Flujo en línea acompasado por el equipo, (Varios productos, altos volúmenes):http://www.youtube.com/watch?v=7mR16dT_wRY
5. Flujo continuo, (De uno a pocos productos, volúmenes muy elevados):http://www.youtube.com/watch?v=3OB4mbDP6YQ
6. Sistema justo a tiempo (JIT), (Muchos productos, volúmenes bajos a medios):http://www.youtube.com/watch?v=L0Yln_krxCI
7. Sistemas de manufactura flexible (FMS). (Muchos productos, bajos volúmenes: http://www.youtube.com/watch?v=EblsPaPoznQ
Bibliografía• Google. (s.f.). Youtube. Recuperado el 13 de
Agosto de 2012, de www.youtube.com• Lee J Krajewski, L. P. (2000). Administración de
Operaciones: Estrategia y Análisis. México: Pearson.