apuntes de plc unidad 1 y 2
DESCRIPTION
apuntes requeridos y obtenidos de la unidad 1 y 2 de automatas programablesTRANSCRIPT

CONTROLADORES LÓGICO PROGRAMABLES
INTRODUCCIÓN.
Se entiende por Controlador Lógico Programable (PLC), o Autómata Programable,
a toda máquina electrónica, diseñada para controlar en tiempo real y en medio industrial
procesos secuencias. Su manejo y programación puede ser realizada por personal
eléctrico o electrónico sin conocimientos informáticos. Realiza funciones lógicas:
series, paralelos, temporizaciones, contajes y otras más potentes como cálculos,
regulaciones etc.
También se le puede definir como una “caja negra” en la que existen unas
terminales de entrada a los que se conectarán pulsadores, finales de carrera, fotocélulas,
detectores, unas terminales de salida a los que se conectarán bobinas de contactores,
electroválvulas, lámparas, de tal forma que la actuación de estos últimos está en función
de las señales de entrada que estén activadas en cada momento, según el programa
almacenado.
Esto quiere decir que los elementos tradicionales como relés auxiliares, relés de
enclavamiento, temporizadores, contadores.., son internos. La tarea del usuario se
reduce a realizar el “programa”, que no es más que la relación entre las señales de
entrada que se tienen que cumplir para activar cada salida.
Un Controlador Lógico Programable (PLC, por sus siglas en inglés) se define
como un dispositivo electrónico digital que usa una memoria programable para guardar
instrucciones y llevar a cabo funciones lógicas, de configuración de secuencia, de
sincronía, de conteo y aritméticas, para el control de maquinaria y procesos (figura) 1.1.
Este tipo de procesadores se denomina lógico debido a que su programación
básicamente tiene que ver con la ejecución de operaciones lógicas y de conmutación.
Los dispositivos de entrada (por ejemplo, un interruptor) y los dispositivos de
salida (por ejemplo, un motor), que están bajo control se conectan al PLC; de esta

manera el controlador monitorea las entradas y salidas, de acuerdo con el programa
diseñado por el operador para el PLC y que este conserva en memoria y de esta manera
se controlan maquinas o procesos. En un principio, el propósito de estos controladores
fue sustituir la conexión física de relevadores de los sistemas de control lógicos y de
sincronización. Los PLCs tienen la gran ventaja de que permiten modificar un sistema
de control sin tener que volver a alambrar las conexiones de los dispositivos de entrada
y de salida; basta con que el operador digite en un teclado las instrucciones
correspondientes. Lo anterior permite contar con un sistema flexible mediante el cual es
posible controlar sistemas muy diversos entre si, tanto en tipo como en complejidad.
Si bien los PLCs son similares a las computadoras, tienen características
específicas que permiten su empleo como controladores.
Estas son:
1.- Son robustos y esta diseñados para resistir vibraciones, temperatura, humedad y
ruido.
2.- La interfaz para las entradas y las salidas están dentro del controlador.
3.- Es muy fácil programarlos, así como entender el lenguaje de programación. La
programación básicamente consiste en operaciones de lógica y conmutación.
Programa de Control
PLC
Entradas desde Salidas hacia Dispositivos Dispositivos
Figura 1.1 Controlador Lógico Programable (PLC)
El PLC por sus especiales características de diseño tiene un campo de aplicación
muy extenso. La constante evolución de hardware y software amplía continuamente este
campo para poder satisfacer las necesidades que se detectan en el espectro de sus
posibilidades reales.

Su utilización se da fundamentalmente en aquellas instalaciones en donde es
necesario realizar procesos de maniobra, control, señalización. Etc., por tanto, su
aplicación abarca desde procesos de fabricación industrial de cualquier tipo al de
transformaciones industriales, control de instalaciones, etc.
Sus reducidas dimensiones, la extrema facilidad de su montaje, la posibilidad de
almacenar los programas para su posterior y rápida utilización, la modificación o
alteración de los mismos, etc. Hace que su eficacia se aprecie fundamentalmente en
procesos en que se produce necesidades tales como:
1.- Espacio Reducido
2.- Procesos de Producción Periódicamente Cambiantes.
3.- Procesos Secuénciales.
4.- Maquinaria de Procesos Variables.
5.- Instalaciones de Procesos Complejos y Amplios.
6.- Chequeo de Programación Centralizada de las partes del proceso.
Ejemplos de aplicaciones generales podrían ser lo siguiente:
a) Maniobra de Máquinas
1.- Maquinaria Industrial del Mueble y Madera.
2.- Maquinaria en Procesos de Grava, Arena y Cemento.
3.- Maquinaria en la Industria del Plástico.
4.- Maquinas-Herramientas Complejas.
5.- Maquinaria en Procesos Textiles y de Confección.
6.- Maquinaria de Ensamblaje.
b) Maniobra de Instalaciones
1.- Instalaciones de Aire Acondicionado, Calefacción, etc.
2.- Instalaciones de Seguridad
3.- Instalaciones de Frío Industrial
4.- Instalaciones de Almacenamiento y Trasvase y Cereales.

5.- Instalaciones de Plantas Embotelladoras.
6.-Instalaciones en la Industria de Automoción.
7.- Instalaciones de Tratamientos Térmicos.
8.- Instalaciones de Plantas Depuradoras de Residuos.
9.- Instalaciones de cerámica.
c) Señalización y control
1.- Chequeo de programas.
2.- Señalización del estado de proceso.

1.1 ANTECEDENTES E HISTORIA
El desafío constante que toda industria tiene planteado para ser competitiva a sido
el motor impulsor del desarrollo de nuevas tecnologías para conseguir una mayor
productividad.
Debido a que ciertas etapas en los procesos de fabricación se realizan en
ambientes nocivos para la salud, con gases tóxicos, ruidos, temperaturas
extremadamente altas o bajas, etcétera, unido a consideraciones de productividad, llevó
a pensar en la posibilidad de dejar ciertas tareas tediosas, repetitivas y peligrosas a un
ente al que no pudieran afectarle las condiciones ambientales adversas: había nacido la
máquina y con ella la automatización.
Surgieron empresas dedicadas al desarrollo de los elementos que hicieran posible
tal automatización; debido a que las máquinas eran diferentes y diferentes las maniobras
a realizar, se hizo necesario crear unos elementos estándar que, mediante la
combinación de los mismos, el usuario pudiera realizar la secuencia de movimientos
deseada para solucionar su problema de aplicación particular.
Relés, temporizadores, contadores, fueron y son elementos con que se cuenta para
realizar el control de cualquier máquina. Debido a la constante mejora de la calidad de
estos elementos y la demanda del mercado, que exigía mayor y mejor calidad en la
producción, se fue incrementando el número de etapas en los procesos de fabricación
controlados de forma automática.
Comenzaron a aparecer problemas: los armarios de maniobra o cajas donde se
coloca el conjunto de relés, temporizadores, etc., constitutivos de un control, se hacían
cada vez más y más grandes, la probabilidad de avería era enorme, su localización, larga
y complicada, el stock que el usuario se veía obligado a soportar era numeroso, y el
costo del mismo se incrementa cada vez más.
El desarrollo tecnológico que trajeron los semiconductores primero y los circuitos
integrados después intentaron resolver el problema sustituyendo las funciones realizadas
mediante relés por funciones realizadas con puertas lógicas.
Con estos nuevos elementos se ganó en fiabilidad y se redujo el problema del
espacio, pero no así la detección de averías ni el problema del mantenimiento de un
stock. de todas maneras subsistía un problema: la falta de flexibilidad de los sistemas.
Debido a las constantes modificaciones que las industrias se veían obligadas a
realizar en sus instalaciones para la mejora de la productividad, los armarios de
maniobra tenían que ser cambiados, con la consiguiente perdida de tiempo y el aumento
del costo que ello producía.
En 1968, Ford y General Motors impusieron a sus proveedores de automatismos
unas especificaciones para la realización de un sistema de control electrónico para
máquinas transfer. Este equipo debía ser fácilmente programable, sin recurrir a los
computadores industriales ya en servicio en la industria.
A medio camino entre estos microcomputadores y la lógica cableada aparecen
los primeros modelos de Autómatas, también llamados controladores lógicos
programables (PLC´s). Limitados originalmente a los tratamientos de lógica secuencial,
los Autómatas se desarrollaron rápidamente y actualmente extienden sus aplicaciones al
conjunto de sistemas de control de procesos y de máquinas.

1.2 AUTOMATISMOS
INTRODUCCIÓN.
La automatización de una máquina o proceso productivo simple tiene como
consecuencia la liberación física y mental del hombre de dicha labor. Se denomina
“automatismo” al dispositivo físico que realiza esta función controlando su
funcionamiento.
Los aparatos de conexión y los auxiliares automáticos de mando son los que
principalmente realizan esta función .
1.2.1 PRINCIPIO DE UN SISTEMA AUTOMÁTICO
Todo sistema automático por simple que este sea se basa en el concepto de bucle
o lazo, tal y como se representa en la Figura 1.2.
Figura 1.2 Bucle o lazo en un sistema automático
El siguiente ejemplo de un automatismo en lógica cableada nos ayuda a su
comprensión; sea una taladradora (Figura 1.3) compuesta por:

1.- Un motor B de traslación con dos sentidos de marcha, bajada y subida, accionado
por dos contactores, K3 y K4, respectivamente.
2.- Un motor A de rotación de la broca, con dos sentidos de giro: derecha e izquierda,
accionado por dos contactores, K1 y K2, respectivamente.
3.- Dos finales de carrera: FC1 de puesta en marcha para realizar el taladro y FC2 de
final del mismo.
4.- Pulsadores de marcha y paro, protecciones, temporizadores, señalizaciones, etc.
Figura 1.3 Equipo de taladro con sus finales de carrera
El funcionamiento de esta taladradora sería el que se describe a continuación:
En la posición inicial y accionado el pulsador de marcha, con FC1 cerrado, se activan
K1 y K3 iniciándose el descenso y giro a derechas de la broca y ejecutándose el taladro.

Al final del mismo se activa el FC2, deteniéndose el proceso durante un tiempo
determinado por el temporizador T1, al final del cual se activan K2 y K4, elevándose la
broca y girando en sentido contrario hasta que F1 detiene el proceso y temporiza el T2,
volviéndose a repetir el ciclo.
El posicionamiento y retirada de la pieza a taladrar es manual.
En la figura 1.4 se representa el lazo o bucle correspondiente al montaje de la
taladradora del ejemplo y en donde se observa la similitud con el lazo de la Figura 1.2.
La situación física de los actuadores no tiene importancia desde el punto de vista
de interpretación del significado, ya que en este caso estos contactores estarían situados
en el armario de automatismos, mientras que en el caso de un automatismo con
electroválvulas estas se encontrarían en la parte física de trabajo-máquina, aun cuando
el mando de las mismas se encontrase en el armario de automatismos.
Figura 1.4 Lazo o bucle de la taladradora del ejemplo

1.3 FASES DE ESTUDIO EN LA ELABORACION DE UN
AUTOMATISMO.
Para el desarrollo y la elaboración correcta de un automatismo, por el técnico o
equipo encargado de ello, es necesario conocer previamente los datos siguientes:
a) Las especificaciones técnicas del sistema o proceso a automatizar y su correcta
interpretación.
b) La parte económica asignada para no caer en el error de elaborar una buena
opción desde el punto de vista técnico, pero inviable económicamente.
c) Los materiales, aparatos, etc., existentes en el mercado que se van a utilizar
para diseñar el automatismo. En este aparato es importante conocer también:
1.- Calidad de la información técnica de los equipos.
2.- Disponibilidad y rapidez en cuanto a recambios y asistencia técnica.
El organigrama de la Figura 1.5 representa el procedimiento general o fases más
utilizado para el estudio de los automatismos.
A continuación se va a estudiar cada uno de los aparatos descritos:
a) Estudio previo. Es importante antes de iniciar cualquier estudio de un
automatismo el conocer con el mayor detalle posible las características, el
funcionamiento, las distintas funciones, de la máquina o proceso a automatizar;
esto lo obtenemos de las especificaciones funcionales, esta es la base mínima a
partir de la cual podemos iniciar el siguiente paso, es decir, estudiar cuales son
los elementos más idóneos para la construcción del automatismo.

Figura 1.5 Organigrama general para el estudio y elaboración de automatismos
b) Estudio técnico-económico. Es la parte técnica de especificaciones del
automatismo: relación de materiales, aparatos, su adaptación al sistema y al

entorno en el que se haya inscrito, etc. También aquí se ha de valorar la parte
operativa del comportamiento del automatismo en todos sus aspectos, como
mantenimiento, fiabilidad, etcétera. Es obvio que la valoración económica, que
será función directa de las prestaciones del mismo, ha de quedar incluida en
esta parte del estudio.
c) Decisión final. En el apartado anterior se estudiaron las dos
posibilidades u
opciones tecnológicas generales posibles: lógica cableada y lógica programada.
Con esta información y previa elaboración de los parámetros que se consideran
necesarios tener en cuenta, se procede al análisis del problema.
Los parámetros que se deben valorar para una decisión correcta pueden ser
muchos y variados, algunos de los cuales serán específicos en función del problema
concreto que se va a resolver, pero otros serán comunes, tales como los siguientes:
▪ Ventajas e inconvenientes que se le asignan a cada opción en relación a su fiabilidad,
vida media y mantenimiento.
▪ Posibilidades de ampliación y de aprovechamiento de lo existente en cada caso.
▪ Posibilidades económicas y rentabilidad de la inversión realizada en cada opción.
Ahorro desde el punto de vista de necesidades para su manejo y mantenimiento.
Una vez realizado este análisis solo queda adoptar la solución final elegida.
1.4 OPCIONES TECNOLÓGICAS

La Tabla 1.1 nos muestra las opciones tecnológicas posibles derivadas de las
dos generales: lógica cableada y lógica programada. La Figura 1.6 nos ayudara a
escoger la elección que más se acomode al caso, en función de las características del
mismo.
Tabla 1.1 Opciones tecnológicas generales
1.4.1 ORGANIGRAMAS PARA DESARROLLAR EL CONTROL DE UN PROCESO.
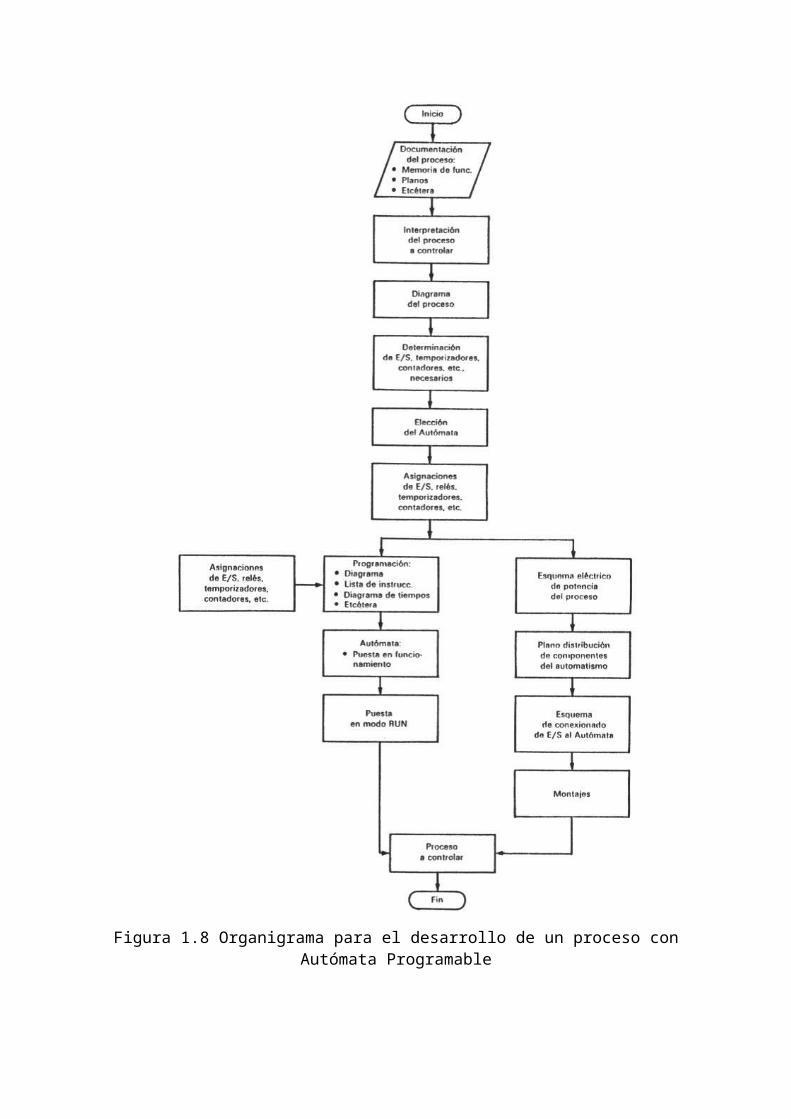
Los organigramas de las Figuras 1.7 y 1.8 pueden ser de gran utilidad una vez que
se haya decidido por la opción tecnológica más apropiada, lógica cableada o lógica
programada.

Figura 1.6 Organigrama de elección tecnológica

Figura 1.7 Organigrama para el desarrollo de un proceso con lógica cableada

Figura 1.8 Organigrama para el desarrollo de un proceso con Autómata Programable

RESUMEN
▪Automatismo es todo dispositivo eléctrico,
Electrónico, neumática, etc., capaz por si
solo de controlar el funcionamiento de una
máquina o proceso.
▪Se entiende por bucle o lazo, el circuito
cerrado definido por: Automatismo-órdenes
accionadotes-máquina-captadores-señales-
automatismo.
▪En el estudio de cualquier automatismo es
necesario seguir un procedimiento o método
que en general es: previo-estudio técnico-
económico-decisión final.
▪Las opciones tecnológicas generales son
dos: lógicas cableadas y lógica programada.
▪En una decisión final, para elegir el tipo de
opción más eficaz hay que tener en cuenta
factores como: ventajas e inconvenientes de
cada opción, posibilidades de ampliación,
rentabilidad y ahorro económico en
personal principalmente.
PREGUNTAS
1. Describir un automatismo conocido.
2. ¿Qué significa bucle o lazo? Dibujar
un ejemplo.
3. Diferenciar los conceptos siguientes:
maquina, proceso, automatismo.
4. ¿Qué se entiende por
especificaciones técnicas? ¿Y por
fiabilidad y rentabilidad?
5. ¿Qué diferencias fundamentales
existen. Entre lógica cableada y
programada?
6. Razonar el significado Opciones
Tecnológicas.
7. Explicar la relación que existe entre una
maquina o proceso y los captores y
actuadotes acoplados a la misma.

UNIDAD II
ARQUITECTURA INTERNA DEL AUTÓMATA
INTRODUCCIÓN
Un autómata programable industrial (API) es un equipo electrónico de control
con un cableado interno (hardware) independiente del proceso a controlar, que se adapta
a dicho proceso mediante un programa específico (software) que contiene la secuencia
de operaciones a realizar. Esta secuencia de operaciones se define sobre señales de
entrada y salida al proceso, cableadas directamente en los bornes de conexión del
autómata.
Las señales de entrada pueden proceder de elementos digitales, como finales de
carrera y detectores de proximidad, o analógicos, como sensores de temperatura y
dispositivos de salida en tensión o corriente continuas.
Las señales de salida son órdenes digitales todo o nada o señales analógicas en
tensión o corriente, que se envían a los elementos indicadores y actuadores del proceso,
como lámparas, contactores, válvulas, etc.
El autómata gobierna las señales de salida según el programa de control
previamente almacenado en una memoria, a partir del estado de las señales de entrada.
Este programa se introduce en el autómata a través de la unidad de
programación, que permite además funciones adicionales como depuración de
programas, simulación, monitorización, control del autómata, etc.
Una característica diferenciadora del API frente a otros sistemas de control
programables está en la estandarización de su hardware, que permite la configuración de
sistemas de control “a medida”, según las necesidades estimadas de potencia de cálculo
y número y tipo de señales de entrada y salida.
El autómata se configura alrededor de una unidad central o de control, que,
unida por medio de buses internos a las interfaces de entrada y salida y a las memorias,
define lo que se conoce como arquitectura interna del autómata.

Según las soluciones constructivas adoptadas, esta arquitectura puede tomar
distintas configuraciones, que serán objeto de estudio en un capítulo posterior. En este,
se definen los bloques constitutivos del autómata y sus características más relevantes.
2.1 BLOQUES ESENCIALES DE UN AUTOMATA.
Un autómata programable se compone esencialmente de los siguientes bloques fig.
2.1
▪Unidad central de proceso o de control, CPU.
▪Memorias internas
▪Memorias de programa
▪Interfaces de entrada y salida
▪Fuente de alimentación.
La unidad de control consulta el estado de las entradas y recoge de la memoria
de programa la secuencia de instrucciones a ejecutar, elaborando a partir de ella las
señales de salida u órdenes que se enviaran al proceso. Durante la ejecución del
programa, las instrucciones son procesadas en serie, una tras otra.
La unidad de control es también la responsable de actualizar continuamente los
temporizadores y contadores internos que hayan sido programados.
La memoria del autómata contiene todos los datos e instrucciones que necesita
para ejecutar la tarea de control.
La memoria interna es la encargada de almacenar datos intermedios de cálculo y
variables internas que no aparecen directamente sobre las salidas, así como un reflejo o
imagen de los últimos estados leídos sobre las señales de entrada o enviados a las
señales de salida.
La memoria de programa contiene la secuencia de operaciones que deben
realizarse sobre las señales de salida, así como los parámetros de configuración del
autómata. Por ello, si hay que introducir alguna variación sobre el sistema de control
basta generalmente con modificar el contenido de esta memoria.

Figura 2.1 Diagrama de bloques de un autómata programable
Las interfaces de entrada y salida establecen la comunicación del autómata con
la planta. Para ello, se conectan, por una parte, con las señales de proceso a través de los
bornes previstos y, por otra parte, con el bus interno del autómata. La interfaz se
encarga de adaptar las señales que se manejan en el proceso a las utilizadas
internamente por la máquina. La fuente de alimentación proporciona, a partir de una
tensión exterior, las tensiones necesarias para el buen funcionamiento de los distintos
circuitos electrónicos del sistema. En ocasiones el autómata puede disponer de una
batería conectada a esta fuente de alimentación, lo que asegura el mantenimiento del
programa y algunos datos en las memorias en caso de interrupción de la tensión
exterior.
Se conoce como bus interno al conjunto de líneas y conexiones que permiten la
unión eléctrica entre la unidad de control, las memorias y las interfaces de entrada y
salida.
Un bus se compone de un conjunto de hilos o pistas utilizadas para intercambiar
datos u órdenes (por ejemplo, el contenido de celdas de memoria o las instrucciones de
la unidad de control).

Para minimizar el número de conexiones y dado que la unidad de control, que
organiza el tráfico por estos hilos, solo puede comunicarse con sus periféricos de una
forma secuencial, uno tras otro, el conjunto de hilos del bus es común y compartido por
todos ellos.
Esta estructura exige que en todo momento solo pueda haber un periférico
ocupado el bus, ya que de lo contrario se mezclarían los datos enviados por varios de
ellos o se recibirían en un periférico datos que no le corresponden.
Los tres buses característicos de un sistema digital son (figura 2.2), bus de datos,
por el que tienen lugar las transferencias de datos del sistema, bus de direcciones, a
través del cual se direccional la memoria y el resto de los periféricos, y bus de control,
constituido por todas las conexiones destinadas a gobernar los intercambios de
información, se reunifican en el autómata en uno solo, que recibe el nombre de bus
interno. El número de líneas de este bus depende de cada fabricante.
Se considera también como bus del autómata cualquier conexión entre bloques o
módulos que no necesite de procesadores específicos de comunicaciones en sus
extremos, como, por ejemplo, el cable de conexión entre el autómata y una unidad
externa de expansión de E/S.
Figura 2.2 Estructura de conexión mediante buses
2.2 UNIDAD CENTRAL DE PROCESO, CPU
La CPU “Central Processing Unit”, construida alrededor de un sistema
microprocesador, es la encargada de ejecutar el programa de usuario y de ordenar las
transferencias de información en el sistema de entradas/salidas.
Adicionalmente, puede también establecer comunicación con periféricos externos,
como son la unidad de programación, monitores LED/LCD o TRC, otros autómatas u
ordenadores, etc.
Para ejecutar el programa, la CPU adquiere sucesivamente las instrucciones una
a una desde la memoria, y realiza las operaciones especificadas en las mismas.
El funcionamiento es, salvo escasas excepciones, de tipo interpretado, con
decodificación de las instrucciones cada vez que son ejecutadas.
Esta descodificación puede realizarse mediante un sistema de lógica estándar
con microprocesador más memoria, o puede estar microprogramada por hardware
(cableada) en el propio procesador, según diseño propio del fabricante utilizando
tecnologías “custom” o personalizadas. La primera solución, más barata, es la más
frecuente en autómatas de gama baja, mientras que la segunda, con mayores costos de
diseño y desarrollo, es propia de autómatas de gamas medias y altas, donde el
incremento de precio queda compensado por los bajos tiempos de ejecución de
instrucciones, mucho menores que en la solución estándar (décimas de microsegundos).
En cualquier caso, esta decodificación interna de instrucciones es transparente al
usuario, que no puede modificarla en ninguna forma. Al ser además específica de cada
fabricante, que elige el lenguaje de programación que soportará su autómata
(instrucciones, contactos o símbolos gráficos) y la forma en que se interpretan sus
instrucciones, la decodificación no solo limita los lenguajes disponibles de
programación, sino que es la responsable de que no todas las CPU pueden ejecutar los
mismos programas, aunque hayan sido escritos en el mismo lenguaje, impidiendo, en
definitiva, el intercambio programas entre autómatas diferentes.

En algunos casos, la decodificación se realiza con la ayuda de la memoria exterior
(interprete), de la que pueden existir distintas versiones dentro de una misma familia de
autómatas, ofreciendo una amplia gama de posibilidades como:
· Modificación del lenguaje de programación.
· Tratamiento de señales analógicas.
· Manipulación de textos.
· Algoritmos de control en lazo cerrado, etc.
Esta solución aumenta la flexibilidad del sistema, pero incrementa también los
tiempos de ejecución (los quintuplica, aproximadamente), al tener que decodificar las
instrucciones según las indicaciones de una memoria exterior conectada al bus.
La figura 2.3 muestra los bloques fundamentales de una CPU, donde se reconocen
los siguientes:
- ALU, “Aritmetic Logic Unit”, encargada de realizar las operaciones aritméticas
y lógicas (combinaciones Y, O, sumas, comparaciones, etc.).
- Acumulador, que almacena el resultado de la última operación realizada por la
ALU.
- Flags, o indicadores de resultado de operación (mayor que, positivo, negativo,
resultado cero, etc.).
El estado de estos flags puede ser consultado por el programa.
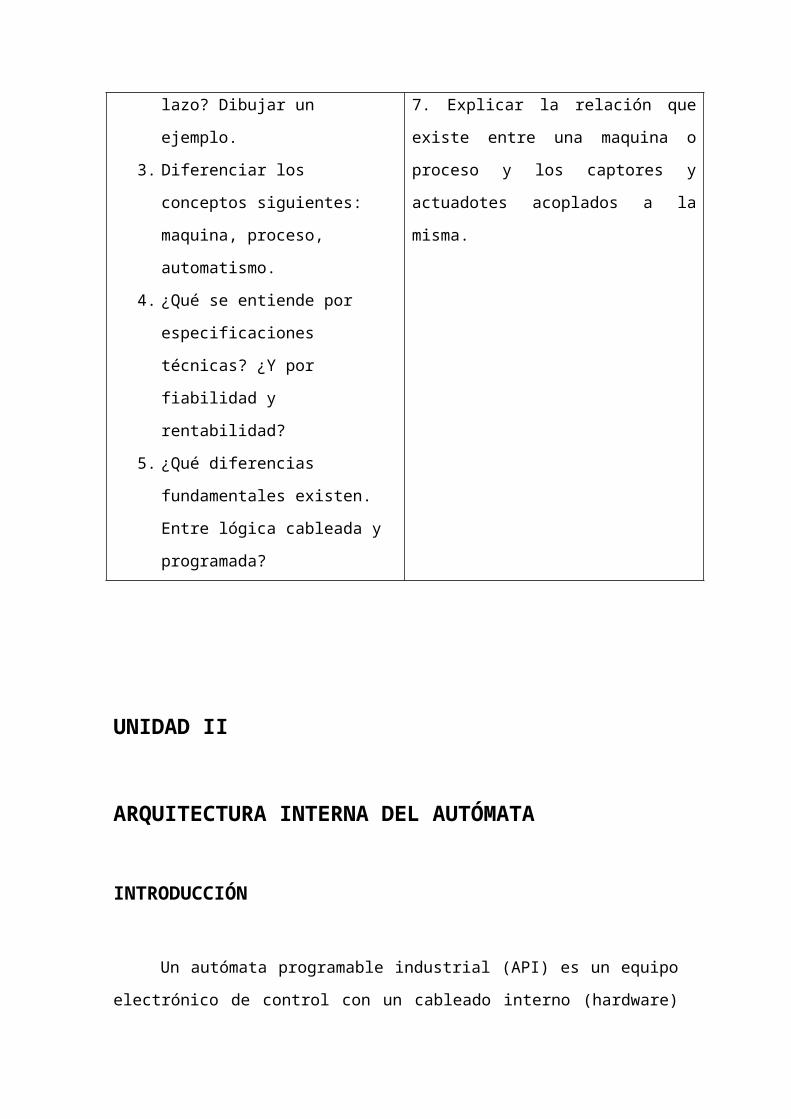
Figura 2.3 Diagrama de bloques de la unidad central de proceso, CPU.
- Contador de programa, PC ”Program Counter”, encargado de la lectura de las
instrucciones de usuario y, por tanto, de la secuencia de ejecución. Esta
secuencia puede ser modificada con el juego de instrucciones de salto.
- Decodificador de instrucciones y secuenciador, cableado y/o programado, donde
se almacena la secuencia de puesta en marcha las rutinas de test y de error en la
ejecución, etc.
- Opcionalmente, un cartucho de memoria ROM externa, que contendría una
ampliación del interprete incorporado, a fin de que la CPU pudiera decodificar y
ejecutar instrucciones complejas o escritas en lenguajes de programación más
potentes.
Algunos autómatas incluyen junto al acumulador los registros de pila que permiten
almacenar resultados parciales del programa (obtenidos mediante instrucciones
particulares de paréntesis o bloques) antes de operar con ellos y asignar el resultado a
una salida.

La combinación de la CPU con la memoria interna, imagen de entradas/salidas, y de
programa de usuario, es conocida también con el nombre de unidad de proceso o tarjeta
central, aunque algunos fabricantes denominan por extensión al conjunto simplemente
CPU.
Dada la diversidad de funciones que debe realizar la CPU, aparece, en autómatas de
gamas media y altas, una subdivisión y reparto de tareas en la misma, a fin de optimizar
su funcionamiento. Esta subdivisión puede realizarse de dos formas:
-arquitectura de coprocesador,
-estructura de control distribuido mediante el empleo de módulos inteligentes.
Para la primera solución se disponen varios microprocesadores que ejecutan el
programa de forma concurrente, trabajando en paralelo y mejorando significativamente
las prestaciones del sistema en cuanto a rapidez y potencia de cálculo.
En el control distribuido con módulos inteligentes se conectan al bus
procesadores específicos especializados en tareas como la medida y regulación de
temperatura, control de posición, conexión con otros procesadores dentro de una red
local, etc., lo que permite traspasar ciertas funciones, normalmente criticas en el tiempo,
a estos periféricos inteligentes (denominados así por que incluyen sus propios
procesadores y memorias), descargando al procesador central de unos procesos a los
que no podrían atender con la necesaria rapidez.
Ambas soluciones, estructuras de coprocesadores y conexión de módulos
inteligentes, pueden coexistir en algunos modelos de autómata, proporcionando una
superior potencia de cálculo, capacidad y rapidez en la ejecución.

2.3 MEMORIA DEL AUTÓMATA.
La memoria de trabajo es el almacén donde el autómata guarda todo cuando
necesita para ejecutar la tarea de control:
● Datos del proceso
-Señales de planta, entradas y salidas.
-Variables internas, de bit y de palabra.
-Datos alfanuméricos y constantes.
●Datos de control
-Instrucciones de usuario (programa).
-Configuración del autómata (modo de funcionamiento, número de
entradas/salidas conectadas, etc.)
En general, toda esta información, incluyendo el programa de usuario, esta
contenida en memorias de semiconductor.
Una memoria de semiconductor es un dispositivo electrónico capaz de
almacenar datos binarios (señales de niveles altos y bajos, “unos” y “ceros”,
denominados bits), que pueden ser leídos de posición a posición (bit a bit), o por
bloques de ocho (byte) o dieciséis posiciones (Word).
La memoria ideal para el autómata debería ser simultáneamente rápida, pequeña,
barata y de bajo consumo de energía. Como ninguna de las memorias del mercado reúne
todas estas condiciones, los autómatas combinan distintos tipos de ellas.
Una clasificación de memorias, atendiendo a sus características de lectura y escritura,
podría ser la que aparece a continuación:
-Memorias de lectura/escritura, RAM
-Memorias de solo lectura, reprogramables, ROM
-Memorias de solo lectura, reprogramables, con borrado por ultravioletas,
EPROM.
-Memorias de solamente lectura, alterables por medios eléctricos, EEPROM.
Las memorias de lectura/escritura, RAM, pueden ser leídas y modificadas
cuantas veces sea necesario a través de los buses internos, y de forma rápida. Sus
inconvenientes son :
Su relativamente baja densidad de integración (poca capacidad de
almacenamiento) y, sobre todo, su carácter volátil, que provoca la pérdida de
información cada vez que cae la tensión de alimentación. Las memorias RAM se
utilizan principalmente como memorias de datos internos, y únicamente como
memorias de programa en el caso de que pueda asegurarse el mantenimiento de los
datos con una batería exterior.
Las memorias de solo lectura no reprogramables, ROM, no pueden ser
modificadas en ninguna forma. Dentro del autómata, las memorias ROM se utilizan
para almacenar el programa monitor, que contiene las siguientes rutinas, incluidas por el
fabricante:
-Inicialización tras puesta en tensión o reset.
-Rutinas de test y de respuesta a error de funcionamiento.
-Intercambio de información con unidades exteriores.
-Lectura y escritura en las interfaces de E/S.
Además, este monitor puede contener el intérprete del programa de usuario, si
existe. El contenido de esta memoria no es accesible desde el exterior.
Las memorias reprogramables, EPROM, son memorias de solo lectura que
pueden programarse con un circuito especial, después de borrar su contenido. Las
células de memoria son borradas con luz ultravioleta que penetra en el chip a través de
una ventana de cuarzo en su cara superior. Este proceso obliga a su extracción del
autómata y, por tanto, a la interrupción del funcionamiento. Normalmente, estas
memorias se utilizan para almacenar el programa del usuario, una vez que ha sido
convenientemente depurado.
Las EEPROM o memorias reprogramables son memorias de solo lectura
alterables por medios eléctricos, es decir reprogramables sobre él propio circuito, sin
necesidad de extracción y borrado exterior. Los procesos específicos de
almacenamiento y borrado de las memorias EEPROM hacen que los tiempos de acceso
para lectura, y especialmente para escritura, sean largos en comparación con los
correspondientes a las memorias RAM/EPROM. Sin embargo, desde el punto de vista

del usuario, estos inconvenientes no lo son tanto, y para él, en definitiva, las memorias
EEPROM combinan la no volatilidad de
las memorias ROM y EPROM con la reprogramabilidad de las memorias RAM, que les
permite ser modificadas directamente sobre le circuito mediante señales eléctricos.
Hay que advertir, sin embargo, que el número de operaciones de
borrado/escritura está limitado a algunos cientos de miles, por lo que estas memorias,
utilizadas como área interna de trabajo, se destruirían con rapidez bajo la acción del
procesador.
Así, las memorias EEPROM se emplean principalmente para almacenar
programas, aunque en la actualidad es cada vez más frecuente el uso de combinaciones
RAM+EEPROM, utilizando estas últimas como memorias de seguridad que salvan el
contenido de las RAM en caso de interrupción del suministro eléctrico. Una vez
reanudada la alimentación, el contenido de la EEPROM se vuelca de nuevo a RAM, con
lo que el autómata puede continuar en el mismo punto del programa en que fue
interrumpido por la pérdida de tensión.
Las soluciones de este tipo están sustituyendo a las clásicas RAM + batería, que,
pese a ser profundamente utilizadas, no dejan de presentar problemas de mantenimiento.
La figura 2.4 muestra una clasificación de las memorias empleadas en el autómata, con
la aplicación que se da a cada una de ellas.
Figura 2.4 Tipos de memoria y aplicaciones en un autómata programable.

Atendiendo a su conexionado, las memorias de trabajo pueden ser compactas,
incluidas en el propio autómata y conteniendo todos los datos e instrucciones de control
o lo que es más frecuente, modulares y ampliables mediante cartuchos o tarjetas
externas que contienen o amplían el programa y los datos alfanuméricos.
2.3.1 Memorias Internas
En un autómata programable, memoria interna es aquella que almacena el estado
de las variables que maneja el autómata: entradas, salidas, contadores, relés internos,
señales de estado, etc.
La memoria interna, de longitud invariable para cada modelo de autómata, fija
sus características funcionales en cuanto a capacidad de direccionamiento E/S, y
número y tipo de variables internas manipuladas.
Por esta razón, la clasificación de la memoria interna no se realiza atendiendo a
sus características de lectura y escritura, sino por el tipo de variables que almacena y el
numero de bits que ocupa la variable. Así, la memoria interna del autómata queda
clasificada en las siguientes áreas:
Posiciones de 1 bit (bits internos).
-Memoria imagen de entrada/salidas.
-Relés internos.
-Relés especiales/auxiliares.
Posiciones de 8, 16 o más bits (registros internos)
-Temporizadores.
-Contadores.
-Otros registros de uso general.
Las variables contenidas en la memoria interna pueden ser consultadas y
modificadas continuamente por el programa, cualquier número de veces. Esta

actualización continua de los datos obliga a construir la memoria con dispositivos
RAM.
El área de memoria imagen almacena las últimas señales leídas en la entrada y
enviadas a la salida, actualizándose tras cada ejecución completa del programa.
Después de ejecutar el programa, la CPU ordena el intercambio de señales entre
las interfaces E/S y la memoria imagen, de manera que mientras dura la ejecución, los
estados de las señales de entrada considerados para el cálculo no son los actuales de
planta, sino los presentes en la memoria imagen leídos en el ciclo anterior.
De la misma manera, los resultados obtenidos en el cálculo no van directamente
a la interfaz de salidas sino a la memoria imagen, discurre así:
-Antes de comenzar la ejecución, la CPU consulta los estados de las señales en la
interfaz de entradas y carga con ellos la memoria imagen de entradas (figuras 2.5 a)
-Durante la ejecución, la CPU, y bajo control del programa de usuario, realiza los
cálculos a partir de los datos en la memoria imagen y del estado de los temporizadores,
contadores y reles internos. El resultado de estos cálculos queda depositado en la
memoria imagen de salidas (fig. 2.5 b).
-Finalizada la ejecución, la CPU trasfiere a las interfaces de salida los estados de las
señales contenidos en la memoria imagen de salidas, quedando el sistema preparado
para comenzar un nuevo ciclo (figura 2.5 c).
La secuencia real en el autómata no es exactamente la indicada, ya que para
optimizar los tiempos de acceso a las interfaces, los procesos de lectura de entradas y
escritura de salidas se efectúan consecutivamente, según muestra la figura 2.6

Figura 2.5 Acceso a las memorias imagen de entradas y salidas.

Figura 2.6 Secuencia de ejecución del programa
Las posiciones de la memoria imagen son denominadas puntos E/S “I/O points”,
y su número es variable dependiendo del modelo de autómata y de la configuración del
sistema. Precisamente, una clasificación frecuente de autómatas hace referencia al
número de puntos E/S que la CPU puede manejar. Así, se habla de autómatas de gama.
-Baja, con E/S < 256
-Mediana, con 256 ≤ E/S ≤ 1024
-Alta, con E/S ≥ 1024.
El resto de la memoria interna, excluyendo estas memorias imagen, se utiliza, en
general, como memoria de datos, relés internos y registro internos. Entre estos últimos
se encuentran algunos de tipo singular como los temporizadores y contadores.
Los relés internos ocupan posiciones RAM de 1 bit, y son utilizados como área
de datos temporales, como salida de resultados de operaciones intermedias, y para
controlar otros bits o registros, temporizadores y contadores. Estos relés internos no está
asociados a ningún borne, por lo que no pueden controlar cargas externas si no son antes
transferidos a un punto E/S.

Algunas posiciones correspondientes a relés internos están mantenidas por
batería y protegidas contra pérdidas de tensión. Las direcciones correspondientes a estos
relés protegidos (<<holding relays>>) están claramente especificadas en los catálogos
del fabricante.
Los relees auxiliares/especiales se colocan también sobre posiciones de 1 bit y
guardan señales del sistema, como relojes (en diferentes bases de tiempo), bits de
control, flags de estados de la CPU, e información sobre el autómata (Run, Stop, Halt,
errores, etc.).
Estos relés pueden consultarse y utilizarse desde el programa de usuario, para
sincronizar el funcionamiento, responder de forma automática a las variaciones de
estado en el autómata, etc.
El área de temporizadores y contadores ocupa posiciones de 16 o más bits,
capaces de almacenar los valores de estos elementos, valores que normalmente se
presentan al usuario bajo codificación BCD entre 0000 y 9999.
El área de registros internos se utiliza para almacenar y manipular palabras de
datos y valores numéricos y es únicamente accesible en unidades de byte o de palabra,
por medio de instrucciones aritméticas y de manipulación de datos.
Esta área contiene también los valores de los registros de desplazamiento, que
pueden ser leídos como palabras, o posición a posición (bit a bit).
La mayoría de autómatas permite mantener la información de registros,
incluyendo temporizadores y contadores, protegida contra pérdidas de tensión,
protegida contra pérdidas de tensión, de forma análoga a la comentada para relés
internos. Esta protección se realiza bien de forma automática, bien programada la
opción sobre algunos relés especiales.

2.3.2 Memoria de Programa
La memoria de programa, normalmente externa y enchufable a la CPU,
almacena el programa escrito por el usuario para su aplicación. Adicionalmente puede
contener datos alfanuméricos y textos variables, y también información parametrizada
sobre el sistema, por ejemplo nombre o identificador del programa escrito, indicaciones
sobre la configuración de E/S o sobre la red de autómatas, si existe, etc.
Cada instrucción del usuario ocupa un paso o dirección del programa y necesita,
normalmente, para ser almacenada, dos posiciones de memoria de semiconductor (dos
bytes). La capacidad total del programa de usuario depende del tipo de CPU utilizada, y
puede oscilar entre los 1 k pasos de un autómata compacto hasta algún centenar de
instrucciones en un autómata de gama alta.
Las memorias de usuario son siempre de tipo permanente RAM + batería o
EPROM/EEPROM. Por lo general, todos los fabricantes de autómatas ofrecen la
posibilidad de utilizar memorias RAM con batería para la fase de desarrollo y
depuración de los programas, y de pasar estos a memorias no volátiles EPROM o
EEPROM una vez finalizada esta fase.
Estas memorias no volátiles se suministran como cartuchos enchufables al
autómata “memory packs” en el zócalo previsto sobre la CPU, o como tarjetas de
memoria a conectar en el bastidor, ocupando una posición del mismo.
La ejecución del programa en el módulo es siempre prioritaria, de forma que se
da tensión al autómata con un módulo concertado, la CPU ejecuta su programa y no el
contenido en memoria RAM interna.
La transferencia del programa a los módulos de memoria (grabación) se realiza
bajo control de la unidad de programación, y puede hacerse sobre el autómata o sobre la
misma unidad de programación, según el modelo considerado.
El conjunto de direcciones correspondientes a todas las posiciones de memoria
que puede direccionar la CPU, es decir, de toda la memoria de trabajo, se denomina en
el autómata mapa de memoria.
La longitud de este mapa de memoria depende de tres factores:
-La capacidad de direccionamiento de la CPU, que determina el número de direcciones
asignadas a los dispositivos internos.
-El numero de entradas/salidas conectadas, que determina la longitud de la memoria
imagen E/S.
-La longitud de la memoria de usuario utilizada.
Dada una CPU concreta, la longitud total del mapa de memoria esta siempre
limitada a un determinado valor.
La figura 2.7 muestra la estructura típica de la memoria de trabajo de un
autómata, y los mapas de memoria resultantes para dos autómatas tomados como
ejemplo: el micro autómata compacto de bajo coste IZUMI MICRO-1 y el gran
autómata modular de procesos SIEMENS S5-155U.

Figura 2.7 Estructura típica de un mapa de memoria y ejemplos
2.4 INTERFACES DE ENTRADA Y SALIDA
Las interfaces de entrada y salida establecen la comunicación entre la unidad
central y el proceso, filtrando, adaptando y codificando de forma comprensible para
dicha unidad las señales procedentes de los elementos de entrada, y decodificando y
amplificando las señales generadas durante la ejecución del programa antes de enviarlas
a los elementos de salida.

Dada la enorme cantidad de variantes que pueden presentarse en las señales de
proceso, es evidente que deberá existir también un gran número de tipos de interfaces,
tanto de entradas como de salidas.
Estas interfaces pueden clasificarse de diferentes formas, según se muestra a
continuación.
* Por el tipo de señales:
- Digitales de 1 bit.
- Digitales de varios bits.
- Analógicas.
* Por la tensión de alimentación:
- De corriente continua (estáticas de 24/110 Vcc)
- De corriente continua a colector abierto. (PNP o NPN).
- De corriente alterna (60/110/220 V ca).
- Salidas por relé (libres de tensión).
● Por el aislamiento:
- Con separación galvánica (opto-acopladores).
- Con acoplamiento directo.
● Por la forma de comunicación con la unidad central:
- Comunicación serie
- Comunicación paralelo.
● Por la ubicación:
- Locales
- Remotos.
En la gama de pequeños autómatas, el tipo de interfaces disponibles suele ser más
limitado, siendo las más frecuentes, clasificadas por entradas y salidas, las siguientes:
Entradas:
-Corrientes continúa a 24 o 48 vcc.

-Corriente alterna a 110 o 220 Vca.
-Analógicas de 0-10 Vcc o 4-20 mA.
Salidas:
-Por relé.
Estáticas por triac a 220 Vca máximo.
-Colector abierto para 24 o 48 Vcc.
-Analógicas de 0-10 V o 4-20 mA.
En la gama de autómatas modulares, construidos generalmente sobre un rack
que permite la ampliación con distintas tarjetas de interfaz, las posibilidades son
mayores, llegando hasta la conexión directa de diversos tipos de transductores y
periféricos.
2.5 FUENTE DE ALIMENTACIÓN
La fuente de alimentación proporciona las tensiones necesarias para el
funcionamiento de los distintos circuitos del sistema.
Un autómata programable está formado por bloques que requieren niveles de
tensión y de potencia diferentes y que, además, están sometidos a condiciones
ambientales de ruido electromagnético también distintas.
Por todo ello es frecuente que la alimentación se obtenga de varias fuentes
separadas, procurando independizar las siguientes partes del circuito:
-Unidad central e interfaces E/S (alimentación autómata).
-Alimentación de entradas.
Alimentación de salidas (cargas) de tipo electromagnético.
Esta división, salvo en pequeños compactos, suele mantenerse en todos los
autómatas, que necesitan al menos de dos fuentes de alimentación independientes:
-Alimentación del autómata (CPU, memorias e interfaces).
-Alimentación de los emisores de señal y de los actuadotes de salida.

La alimentación a la CPU puede ser de continua a 24 vcc, tensión muy
frecuente en cuadros de distribución, o en alterna a 110/220 Vca. En cualquier caso, la
propia CPU alimenta las interfaces conectadas a través del bus interno.
La alimentación a los circuitos E/S puede realizarse, según tipos, en alterna a
48/110/220 Vca, o en continua a 12/24/48 Vcc.
La fuente de alimentación del autómata puede incorporar una batería tampón,
que se utiliza para el mantenimiento de algunas posiciones internas (relés o registros) y
del programa de usuario en memoria RAM, cuando falla la alimentación o se
desconecta el autómata. La capacidad de esta batería, normalmente a 3,5 V, oscila entre
los 1500 m Ah y 1 año de vida para las más pequeñas utilizadas en los autómatas
compactos, y los 5000 m Ah y 10 años de vida en las necesarias en autómatas
modulares de gama alta.
El estado de la batería está monitorizado sobre un diodo LED en la fuente de
alimentación, que parpadea o se apaga en caso de defecto o ausencia de la misma.
Los autómatas compactos suelen disponer de una salida de tensión a 24 Vcc de
baja potencia, para alimentación directa de sensores actuadores, aunque la carga que
puede soportar es muy reducida, del orden de décimas de amperio.
La figura 2.8 muestra dos alternativas extremas de alimentación a un sistema de
autómata y unidad de expansión de entradas/salidas locales (unidas por el bus interno),
con sus emisores y actuadores:
-En el primer caso, una única fuente (figura 2.8 a) incorporada en el autómata alimenta
a la CPU con sus interfaces de entrada y salida y a los sensores y actuadores del
sistema.
La tensión de alimentación a los circuitos internos de la unidad de expansión llega a ella
a través del bus interno.
-En el segundo ejemplo (fig. 2.8 b), el sistema utiliza varias fuentes de alimentación
diferentes:
-La propia del autómata, interna o externa a el.

-La auxiliar para alimentación de la unidad E/S.
-Fuente de alimentación CC para actuadores de salida.
-Fuente de alimentación CA para actuadores de salida.
Figura 2.8 a y b ejemplos de conexiones de alimentación.
Es frecuente, en sistemas modulares como el que se presenta en la figura 4.8b,
que la propia fuente de alimentación de la CPU o del bastidor de expansión proporcione
directamente una salida auxiliar a 24 Vcc, con nivel de potencia suficiente para
alimentación de sensores: en el ejemplo, se utiliza esta fuente auxiliar para alimentación
de los interruptores de entrada.
En ambos casos, y así ocurre en general, la alimentación a la CPU proporciona
además la tensión de funcionamiento de la unidad portátil de programación, concertada
a ella directamente sobre un zócalo o a través de un cable.
La elección de uno u otro esquema de alimentación para un sistema de autómata
dependen fundamentalmente de las características de sus entradas y salidas:
Tabla 2.1 Características nominales de fuentes de alimentación
TENSION DE
ENTRADA (V) 100/240 AC
100/120 AC
200/240 AC
24 DC
100/120 AC
200/240 AC
TENSION DE
SALIDA (V) 12 DC 12 DC 12 DC 24 DC
CORRIENTE
NOMINAL
DE SALIDA (A)
1,25 2,00 1,70 1,00
FRECUENCIA 50/60 HZ 50/60 HZ -- 50/60 HZ
PROTECCION
SOBRECORRIENTE SI SI SI SI
APLICACIONES CPU + E/S CPU + E/S CPU + E/S CPU + E/S
-Niveles de potencia necesarios para la aplicación.
-Compatibilidad entre la tensión auxiliar suministrada por el autómata y las necesarias
en el sistema de E/S.
-Funcionamiento o no de sensores y cargas a igual tensión de alimentación.
-Necesidad de aislamiento galvánico en el sistema de E/S.

Los fabricantes proporcionan, sobre todo en sistemas modulares tipo rack,
módulos de alimentación con diferentes tensiones de salida y niveles de potencia
suficientes, en general, para cubrir cualquier necesidad de alimentación.
Los fabricantes proporcionan, sobre todo en sistemas modulares tipo rack,
módulos de alimentación con diferentes tensiones de salida y niveles de potencia
suficientes, en general, para cubrir cualquier necesidad de alimentación.
La tabla 2.1 muestra por ejemplo, los módulos de alimentación disponibles para la serie
de autómatas FA3S de IZUMI.
Los módulos de salida a 12 VCC están previos para alimentación de la CPU y
las interfaces E/S conectadas en el bastidor, así como para la unidad de programación,
cuando se utilice. La elección de uno u otro depende de la tensión de entrada disponible,
y del número de interfaces conectadas, que determina la carga total de corriente. Si esta
carga resulta elevada pueden conectarse varios módulos en paralelo.
Aunque, en general, cualquiera de estos módulos puede utilizarse para
alimentación de sensores y actuadores de entrada y salida, existe uno específico, con
tensión de salida a 24 Vcc, para esta aplicación.

RESUMEN
El autómata es una máquina industrial programable basada en un sistema de
microprocesador, con un hardware estándar y un software incorporado que permite la
ejecución de programas de usuario, escritos en algún lenguaje de programación.
Como en todo sistema microprocesador, en el autómata se identifican cuatro bloques
básicos diferenciados:
-CPU, o unidad central de proceso.
-Memoria interna de trabajo (RAM).
-Memoria de programa (RAM, EPROM, EEPROM).
-Interfaces E/S.
En particular, las interfaces E/S están especialmente diseñadas para interconectar
el autómata con procesos industriales, disponiéndose de variados tipos, habida cuenta la
diversidad de formas que pueden adoptar las señales procedentes o necesarias en
aquellos:
Vcc,
-Tensiones continuas 12/24/48 Vcc
-Tensiones alternas 110/220 Vca,
-Pulsos de montaje rápido 0/5 Vcc, 0/24Vcc,
-Señales analógicas en tensión o corriente, etc.
En la mayoría de sistemas PLC el número (hasta la capacidad soportada por la
CPU), tipo y ubicación de estas interfaces es decidido por el usuario, que adapta así la
máquina, junto con las ordenes definida, en su programa, a las necesidades de su
aplicación.