aprovechamiento de grasas residuales de la industria...
TRANSCRIPT

Aprovechamiento de Grasas Residuales de la Industria Láctea para la Producción
Sustentable de Biodiesel
Cd. Juárez, Chihuahua a 20 de Octubre de 2016
Contenido de la presentación
1. Introducción
2. Objetivos
3. Metodología
4. Resultados y discusión
5. Conclusiones
• En México se reporta que:
• Consumo anual per cápita deleche y sus derivados es de 98kg/habitante (En paísesdesarrollados el consumo es entre329 y 210 kg/habitante
• La industria de lácteos es latercera actividad más importantedel ramo.
3
1. IntroducciónIndustria Láctea
Secretaria de Economía (2012)
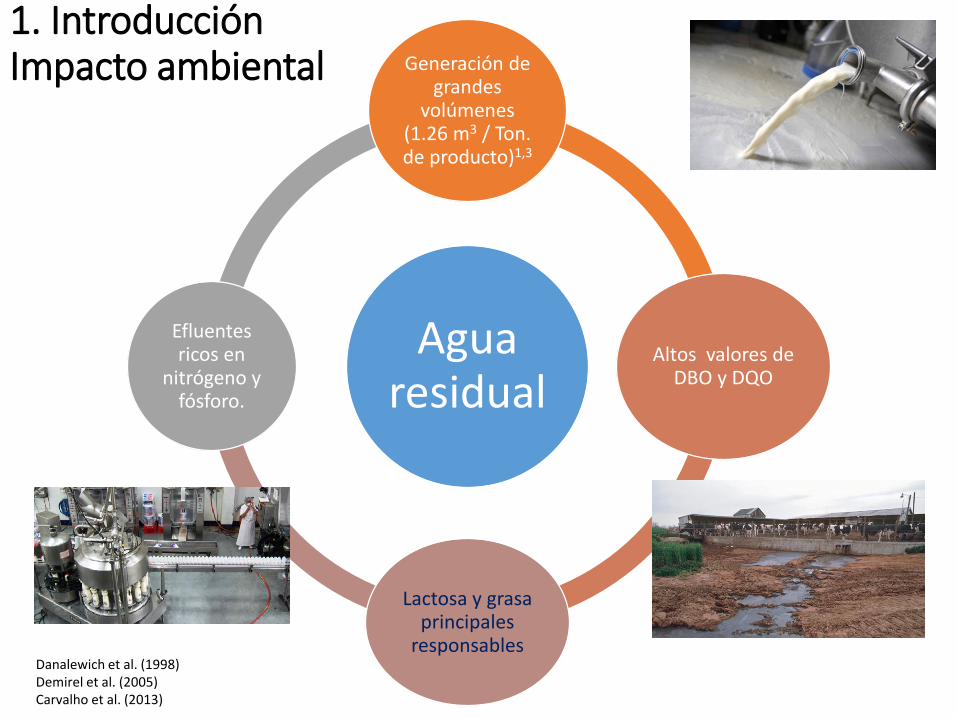
Agua residual
Generación de grandes
volúmenes (1.26 m3 / Ton. de producto)1,3
Altos valores de DBO y DQO
Lactosa y grasa principales
responsables
Efluentes ricos en
nitrógeno y fósforo.
Danalewich et al. (1998)Demirel et al. (2005)Carvalho et al. (2013)
1. IntroducciónImpacto ambiental
• Son combustibles alternativos para el sector de transporte y que en su
mayoría son producidos de la biomasa.
• Es un combustible de origen biológico que se obtienen de una fuente
biológica, de manera renovable a partir de restos orgánicos. Los
biocarburantes son biocombustibles susceptibles de ser empleados en un
motor de combustión interna Los biocarburantes en uso proceden de
materias primas vegetales, a través de transformaciones biológicas y físico-
químicas.
1. IntroducciónLos biocombustibles
Demirbas (2008)
Hernández (2014)
Rosales (2009)
1. Situación Energética en el mundo
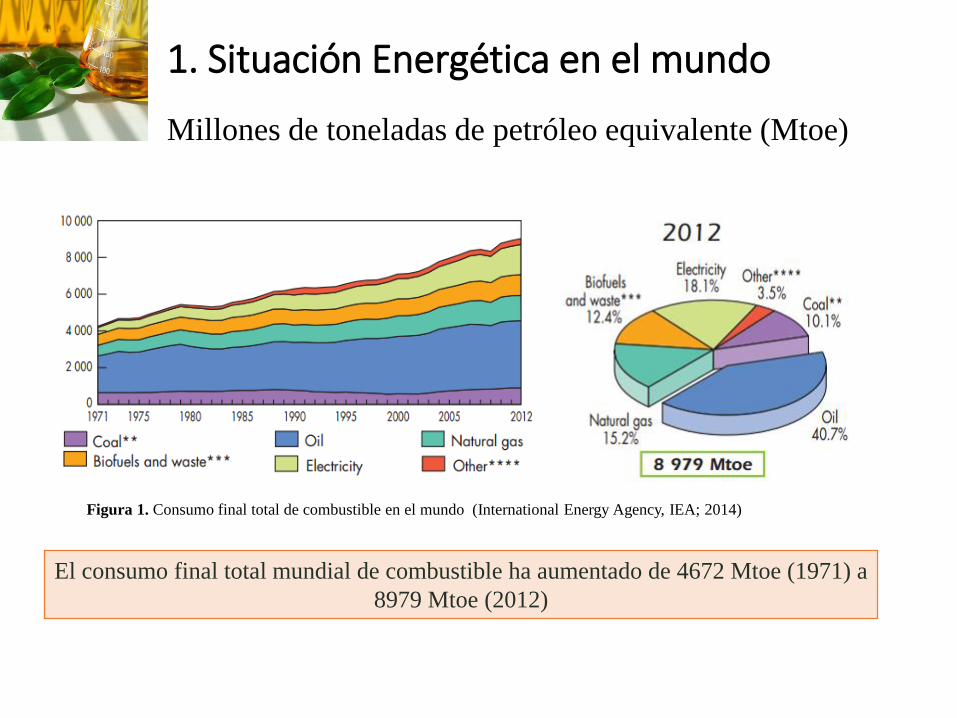
Millones de toneladas de petróleo equivalente (Mtoe)
Figura 1. Consumo final total de combustible en el mundo (International Energy Agency, IEA; 2014)
El consumo final total mundial de combustible ha aumentado de 4672 Mtoe (1971) a
8979 Mtoe (2012)
1. Situación Energética en el mundo
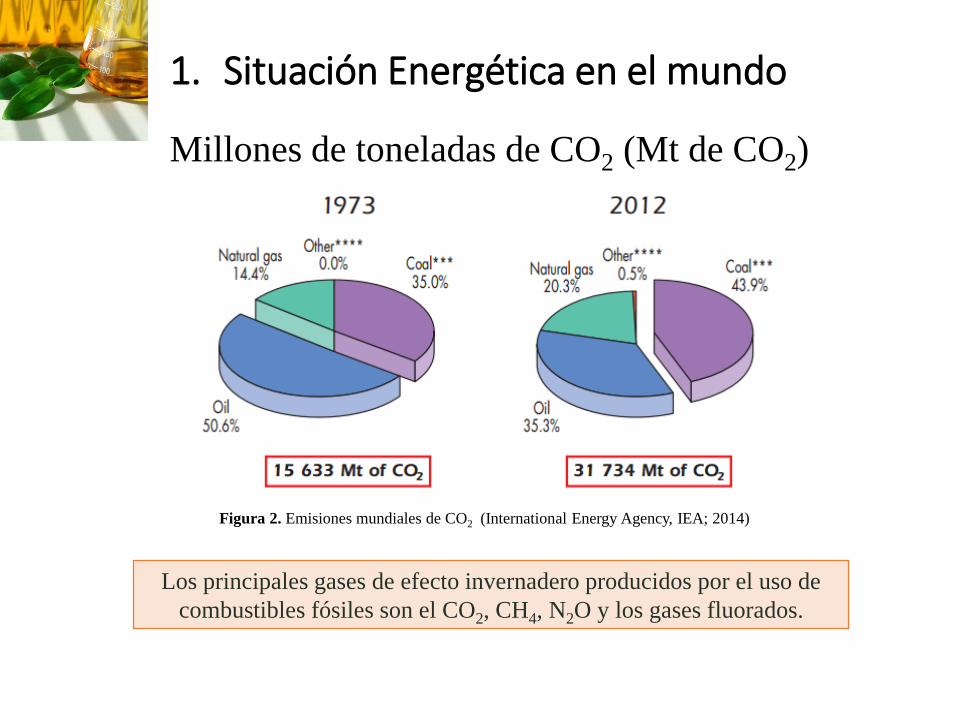
Millones de toneladas de CO2 (Mt de CO2)
Los principales gases de efecto invernadero producidos por el uso de
combustibles fósiles son el CO2, CH4, N2O y los gases fluorados.
Figura 2. Emisiones mundiales de CO2 (International Energy Agency, IEA; 2014)
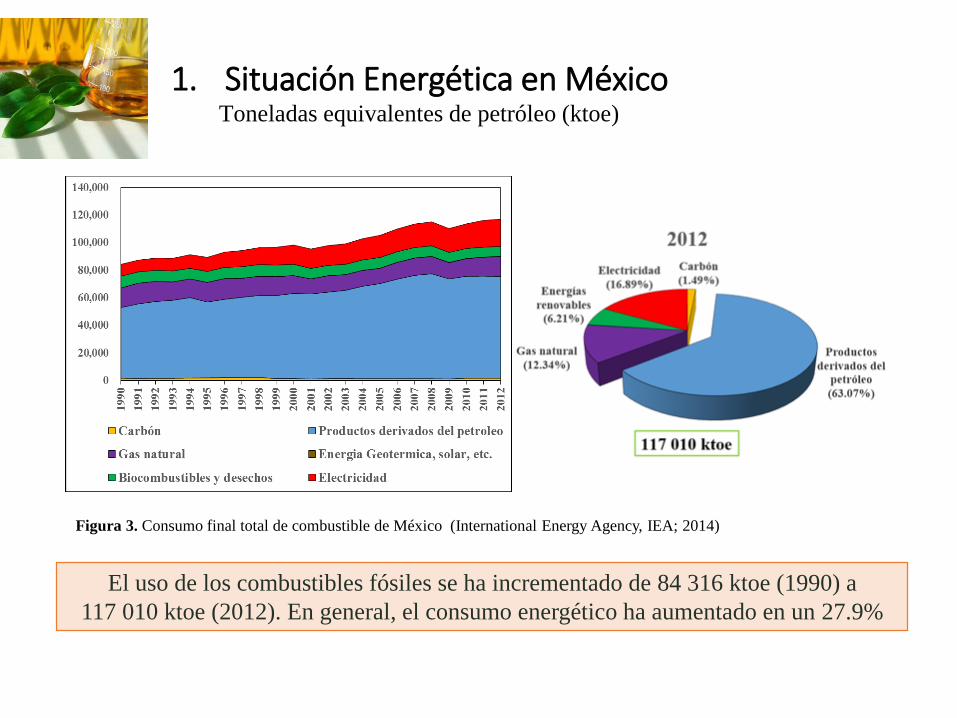
1. Situación Energética en MéxicoToneladas equivalentes de petróleo (ktoe)
El uso de los combustibles fósiles se ha incrementado de 84 316 ktoe (1990) a
117 010 ktoe (2012). En general, el consumo energético ha aumentado en un 27.9%
Figura 3. Consumo final total de combustible de México (International Energy Agency, IEA; 2014)
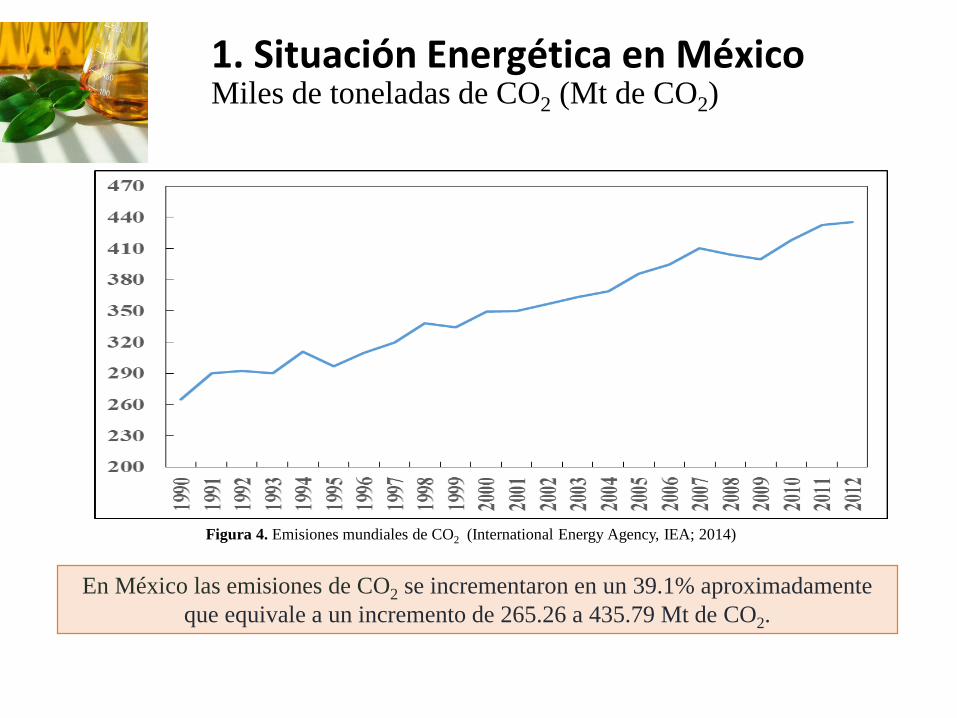
1. Situación Energética en MéxicoMiles de toneladas de CO2 (Mt de CO2)
En México las emisiones de CO2 se incrementaron en un 39.1% aproximadamente
que equivale a un incremento de 265.26 a 435.79 Mt de CO2.
Figura 4. Emisiones mundiales de CO2 (International Energy Agency, IEA; 2014)
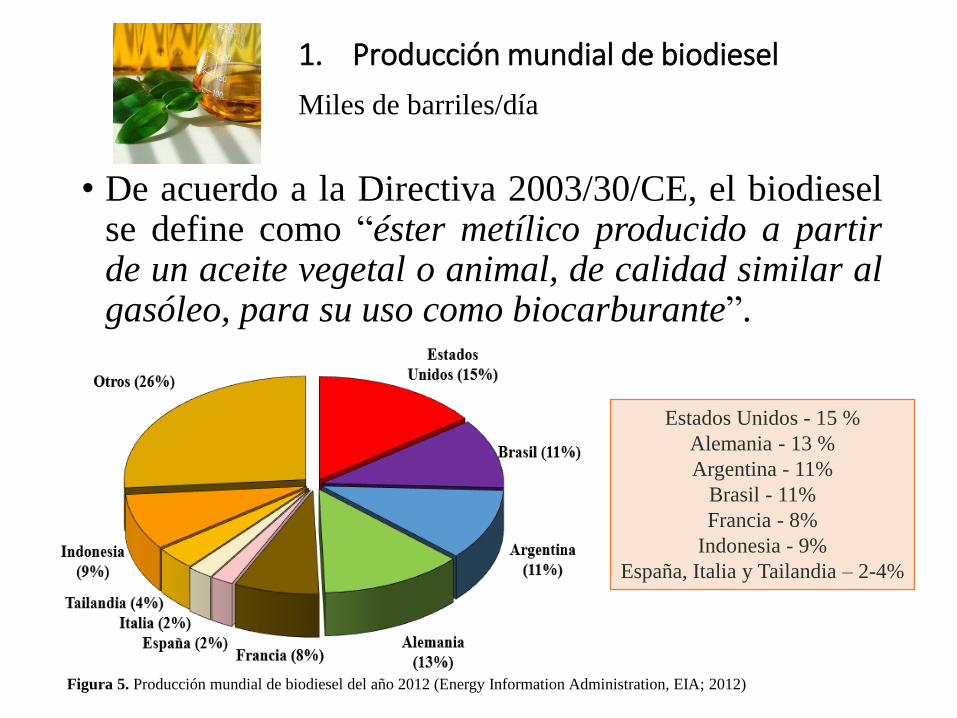
• De acuerdo a la Directiva 2003/30/CE, el biodieselse define como “éster metílico producido a partirde un aceite vegetal o animal, de calidad similar algasóleo, para su uso como biocarburante”.
1. Producción mundial de biodiesel
Miles de barriles/día
Figura 5. Producción mundial de biodiesel del año 2012 (Energy Information Administration, EIA; 2012)
Estados Unidos - 15 %
Alemania - 13 %
Argentina - 11%
Brasil - 11%
Francia - 8%
Indonesia - 9%
España, Italia y Tailandia – 2-4%
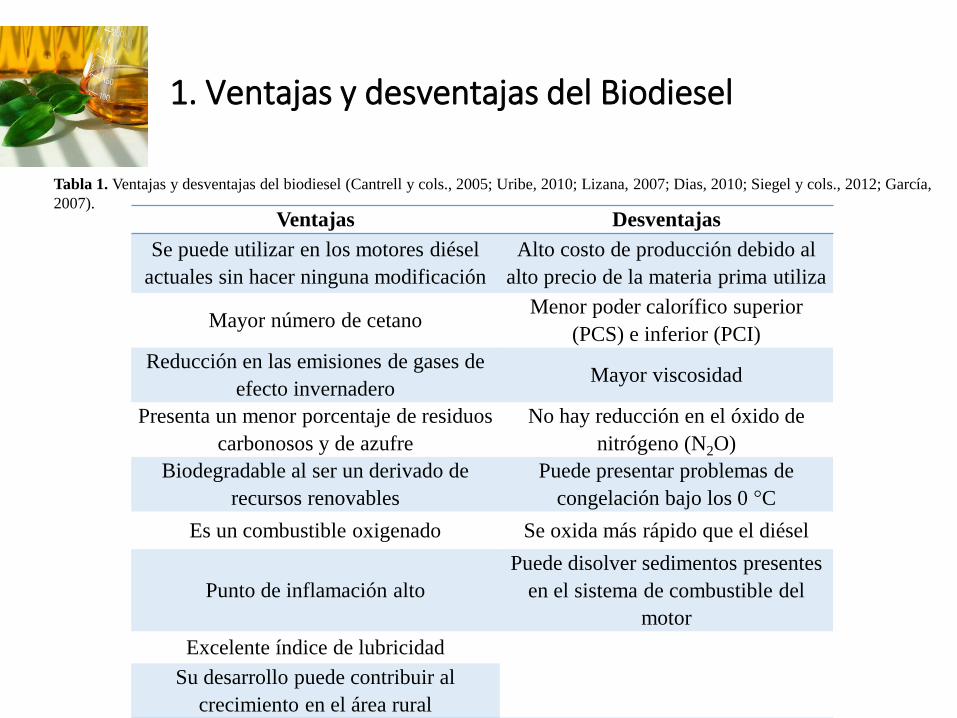
1. Ventajas y desventajas del Biodiesel
Tabla 1. Ventajas y desventajas del biodiesel (Cantrell y cols., 2005; Uribe, 2010; Lizana, 2007; Dias, 2010; Siegel y cols., 2012; García,
2007). Ventajas Desventajas
Se puede utilizar en los motores diésel
actuales sin hacer ninguna modificación
Alto costo de producción debido al
alto precio de la materia prima utiliza
Mayor número de cetano Menor poder calorífico superior
(PCS) e inferior (PCI)
Reducción en las emisiones de gases de
efecto invernaderoMayor viscosidad
Presenta un menor porcentaje de residuos
carbonosos y de azufre
No hay reducción en el óxido de
nitrógeno (N2O)
Biodegradable al ser un derivado de
recursos renovables
Puede presentar problemas de
congelación bajo los 0 °C
Es un combustible oxigenado Se oxida más rápido que el diésel
Punto de inflamación alto
Puede disolver sedimentos presentes
en el sistema de combustible del
motor
Excelente índice de lubricidad
Su desarrollo puede contribuir al
crecimiento en el área rural
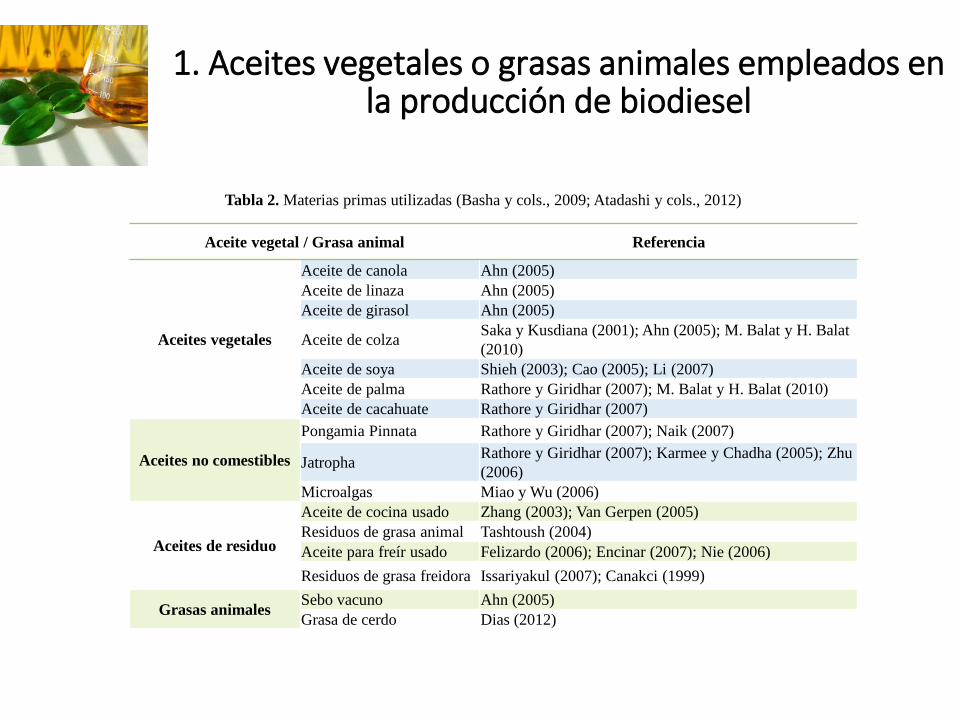
Aceite vegetal / Grasa animal Referencia
Aceites vegetales
Aceite de canola Ahn (2005)
Aceite de linaza Ahn (2005)
Aceite de girasol Ahn (2005)
Aceite de colzaSaka y Kusdiana (2001); Ahn (2005); M. Balat y H. Balat
(2010)
Aceite de soya Shieh (2003); Cao (2005); Li (2007)
Aceite de palma Rathore y Giridhar (2007); M. Balat y H. Balat (2010)
Aceite de cacahuate Rathore y Giridhar (2007)
Aceites no comestibles
Pongamia Pinnata Rathore y Giridhar (2007); Naik (2007)
JatrophaRathore y Giridhar (2007); Karmee y Chadha (2005); Zhu
(2006)
Microalgas Miao y Wu (2006)
Aceites de residuo
Aceite de cocina usado Zhang (2003); Van Gerpen (2005)
Residuos de grasa animal Tashtoush (2004)
Aceite para freír usado Felizardo (2006); Encinar (2007); Nie (2006)
Residuos de grasa freidora Issariyakul (2007); Canakci (1999)
Grasas animalesSebo vacuno Ahn (2005)
Grasa de cerdo Dias (2012)
1. Aceites vegetales o grasas animales empleados en la producción de biodiesel
Tabla 2. Materias primas utilizadas (Basha y cols., 2009; Atadashi y cols., 2012)
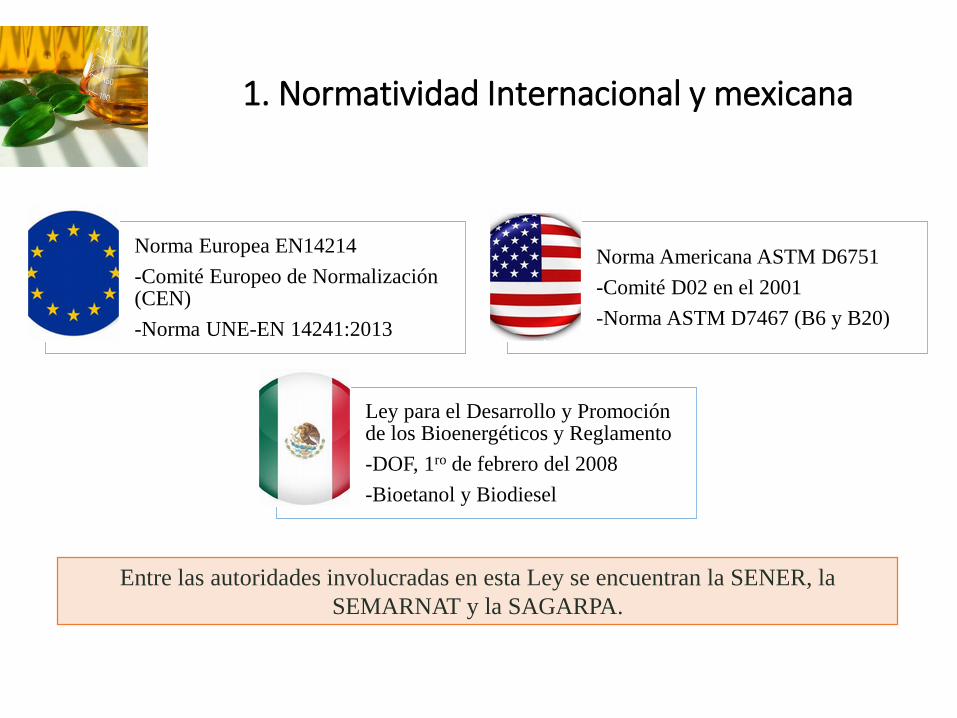
1. Normatividad Internacional y mexicana
Norma Europea EN14214
-Comité Europeo de Normalización (CEN)
-Norma UNE-EN 14241:2013
Norma Americana ASTM D6751
-Comité D02 en el 2001
-Norma ASTM D7467 (B6 y B20)
Ley para el Desarrollo y Promoción de los Bioenergéticos y Reglamento
-DOF, 1ro de febrero del 2008
-Bioetanol y Biodiesel
Entre las autoridades involucradas en esta Ley se encuentran la SENER, la
SEMARNAT y la SAGARPA.
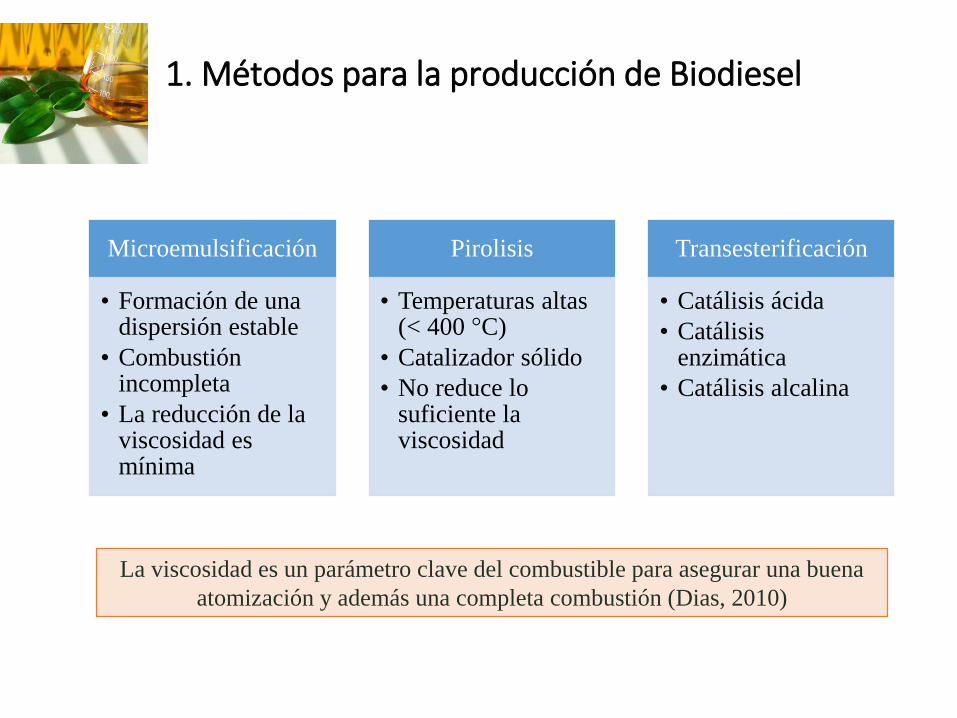
1. Métodos para la producción de Biodiesel
Microemulsificación
• Formación de una dispersión estable
• Combustión incompleta
• La reducción de la viscosidad es mínima
Pirolisis
• Temperaturas altas (< 400 °C)
• Catalizador sólido
• No reduce lo suficiente la viscosidad
Transesterificación
• Catálisis ácida
• Catálisis enzimática
• Catálisis alcalina
La viscosidad es un parámetro clave del combustible para asegurar una buena
atomización y además una completa combustión (Dias, 2010)
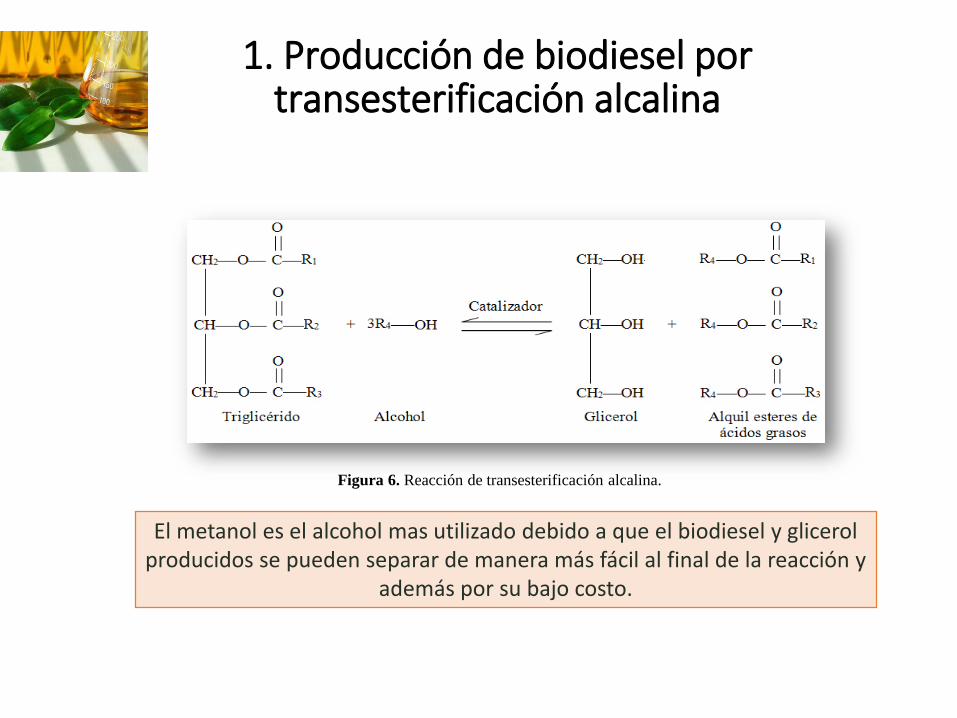
1. Producción de biodiesel por transesterificación alcalina
El metanol es el alcohol mas utilizado debido a que el biodiesel y glicerol producidos se pueden separar de manera más fácil al final de la reacción y
además por su bajo costo.
Figura 6. Reacción de transesterificación alcalina.
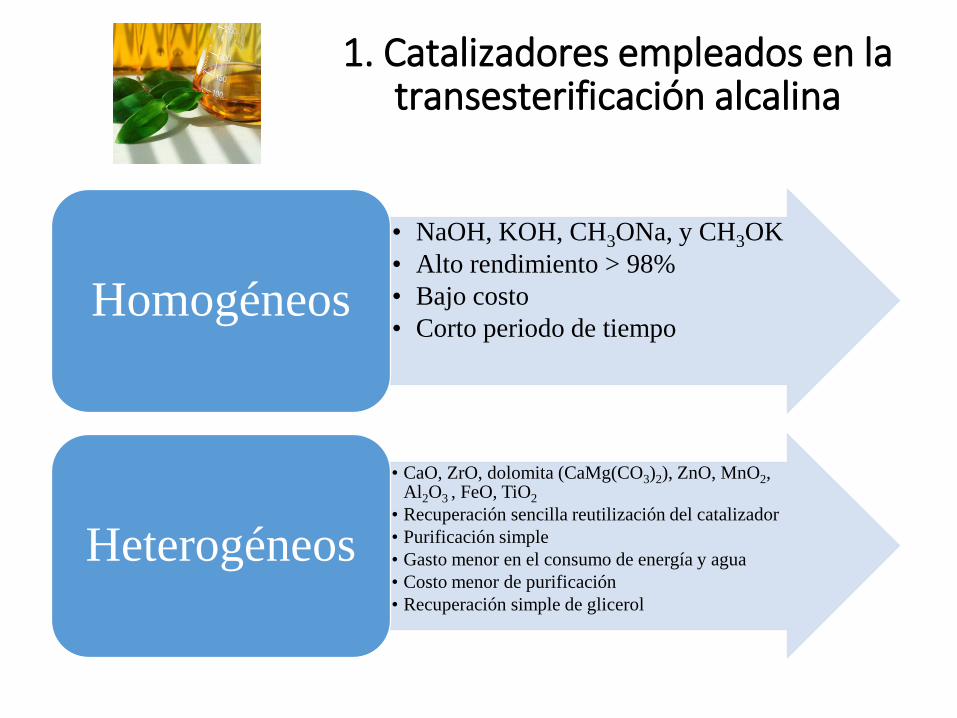
1. Catalizadores empleados en la transesterificación alcalina
• NaOH, KOH, CH3ONa, y CH3OK
• Alto rendimiento > 98%
• Bajo costo
• Corto periodo de tiempo Homogéneos
• CaO, ZrO, dolomita (CaMg(CO3)2), ZnO, MnO2, Al2O3 , FeO, TiO2
• Recuperación sencilla reutilización del catalizador
• Purificación simple
• Gasto menor en el consumo de energía y agua
• Costo menor de purificación
• Recuperación simple de glicerol
Heterogéneos
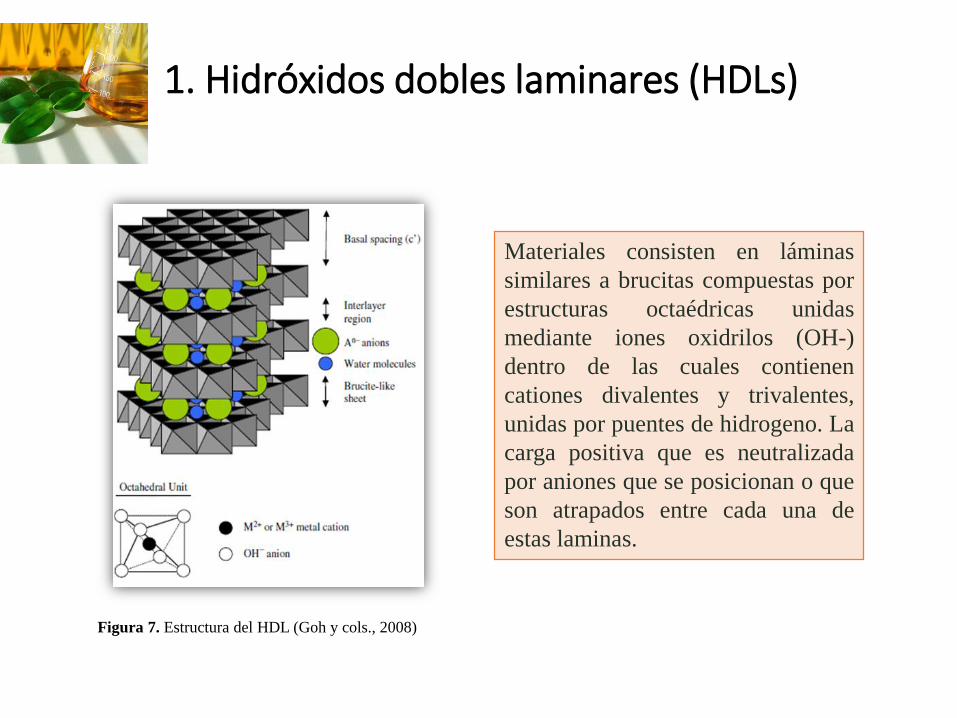
1. Hidróxidos dobles laminares (HDLs)
Materiales consisten en láminas
similares a brucitas compuestas por
estructuras octaédricas unidas
mediante iones oxidrilos (OH-)
dentro de las cuales contienen
cationes divalentes y trivalentes,
unidas por puentes de hidrogeno. La
carga positiva que es neutralizada
por aniones que se posicionan o que
son atrapados entre cada una de
estas laminas.
Figura 7. Estructura del HDL (Goh y cols., 2008)
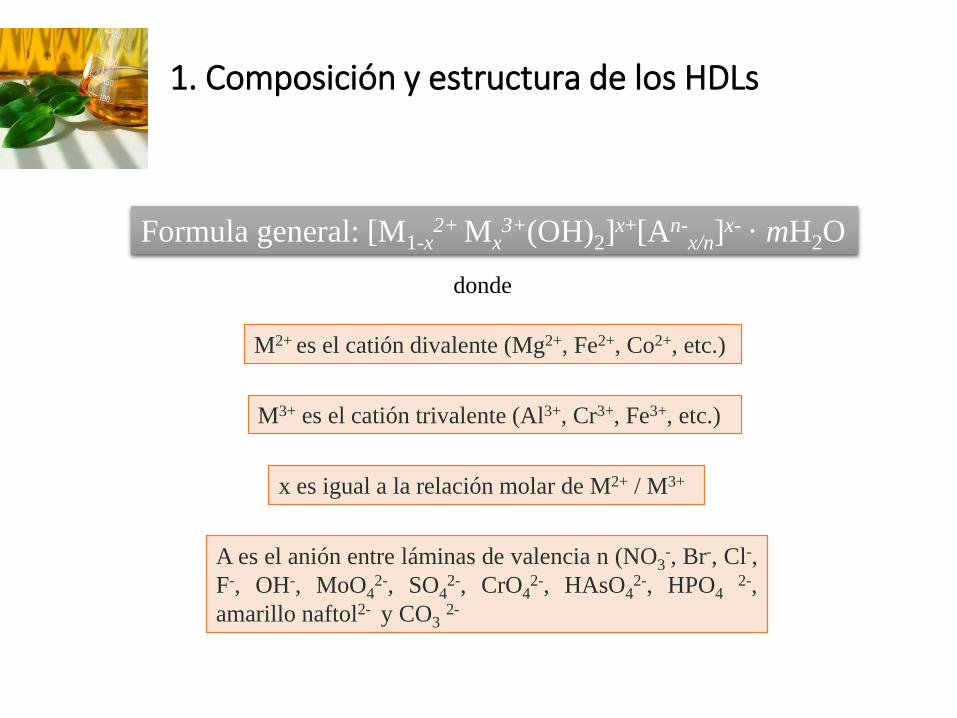
1. Composición y estructura de los HDLs
Formula general: [M1-x2+ Mx
3+(OH)2]x+[An-
x/n]x- · mH2O
donde
M2+ es el catión divalente (Mg2+, Fe2+, Co2+, etc.)
M3+ es el catión trivalente (Al3+, Cr3+, Fe3+, etc.)
x es igual a la relación molar de M2+ / M3+
A es el anión entre láminas de valencia n (NO3-, Br-, Cl-,
F-, OH-, MoO42-, SO4
2-, CrO42-, HAsO4
2-, HPO42-,
amarillo naftol2- y CO32-
1. Métodos para la síntesis de los HDLs
• Co-precipitación
• Hidrólisis de la urea
• Intercambio de iones
• Hidrotermal
• Intercalación secundaria, el método de la sal-óxido, la
síntesis de la superficie, la síntesis de plantilla, y otros
El método empleado es el de co-precipitación debido a que es el más simple
y más utilizado. Los iones Mg2+ y Al3+ son los precursores metálicos
usados con más frecuencia para los HDLs.
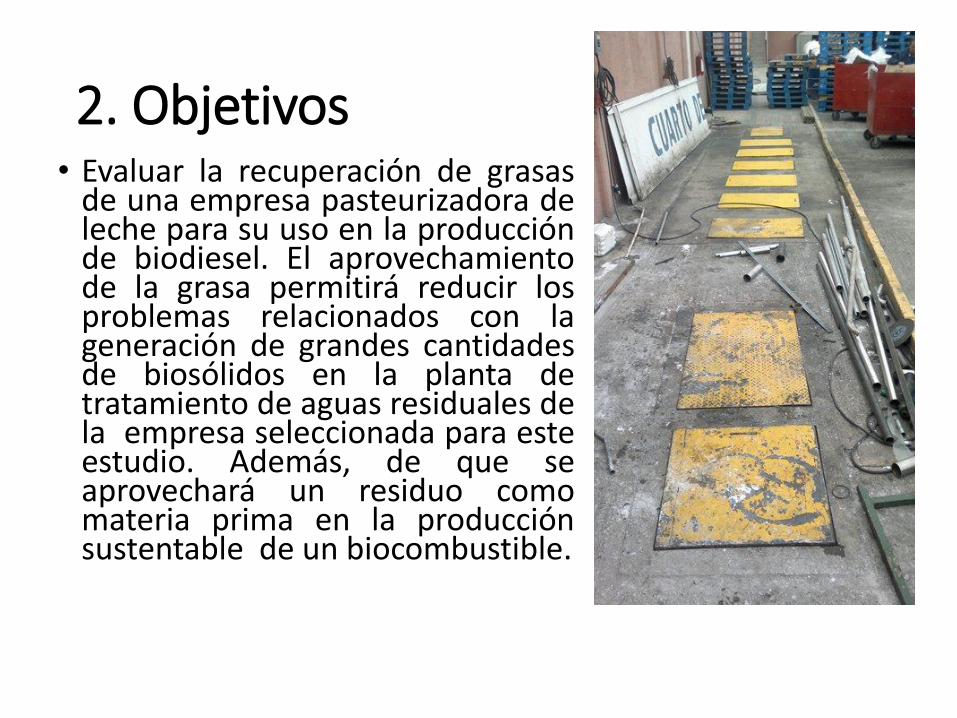
• Evaluar la recuperación de grasasde una empresa pasteurizadora deleche para su uso en la producciónde biodiesel. El aprovechamientode la grasa permitirá reducir losproblemas relacionados con lageneración de grandes cantidadesde biosólidos en la planta detratamiento de aguas residuales dela empresa seleccionada para esteestudio. Además, de que seaprovechará un residuo comomateria prima en la producciónsustentable de un biocombustible.
2. Objetivos
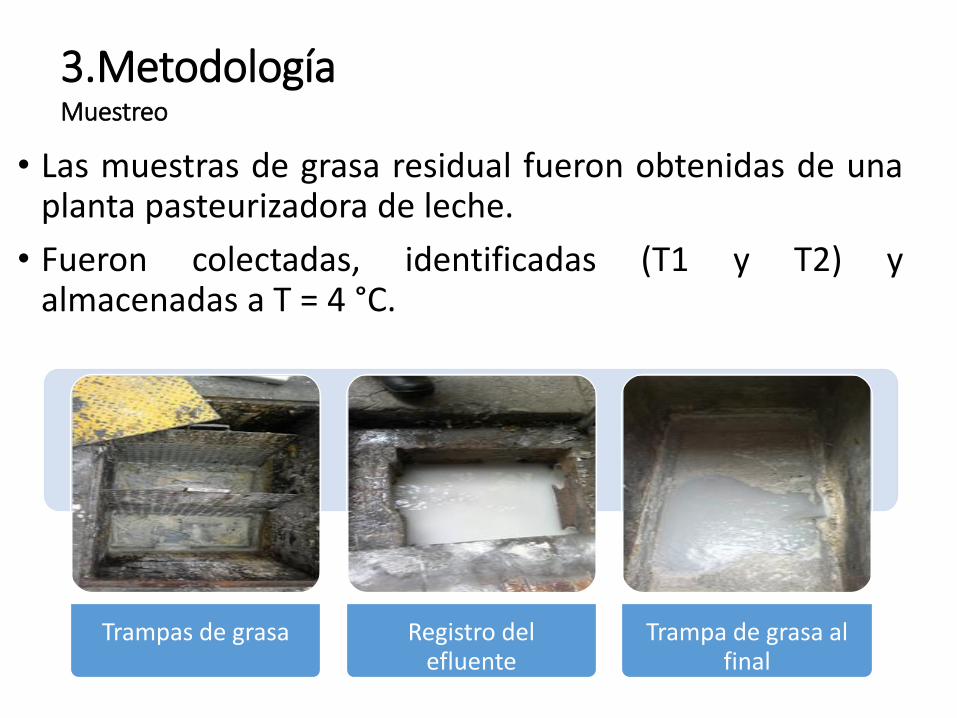
• Las muestras de grasa residual fueron obtenidas de unaplanta pasteurizadora de leche.
• Fueron colectadas, identificadas (T1 y T2) yalmacenadas a T = 4 °C.
3.MetodologíaMuestreo
Trampas de grasa Registro del efluente
Trampa de grasa al final
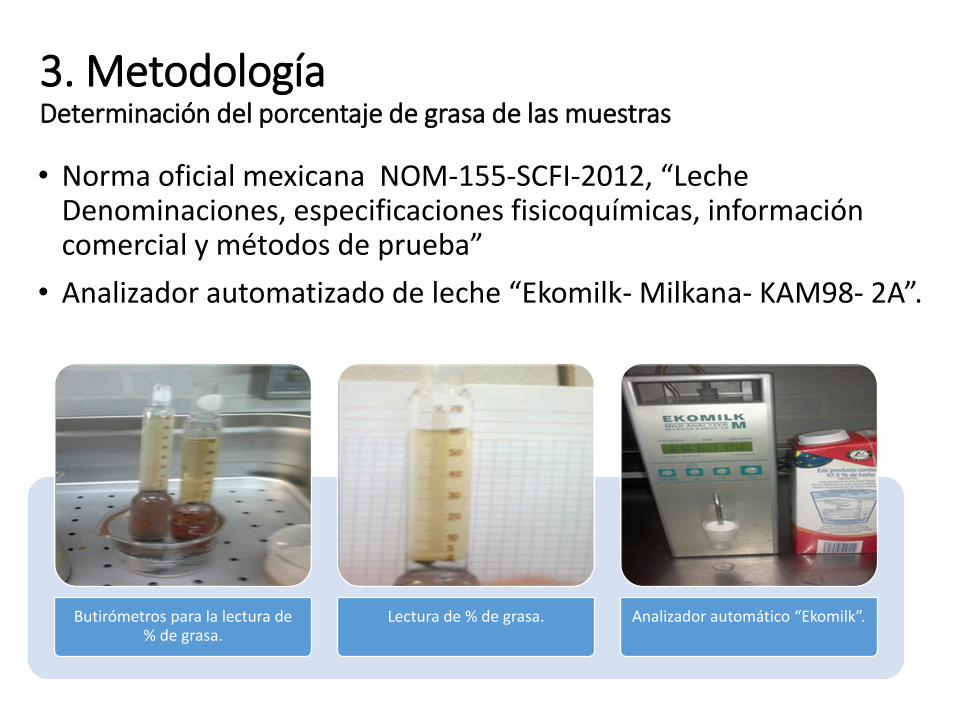
• Norma oficial mexicana NOM-155-SCFI-2012, “Leche Denominaciones, especificaciones fisicoquímicas, información comercial y métodos de prueba”
• Analizador automatizado de leche “Ekomilk- Milkana- KAM98- 2A”.
3. MetodologíaDeterminación del porcentaje de grasa de las muestras
Butirómetros para la lectura de % de grasa.
Lectura de % de grasa. Analizador automático “Ekomilk”.
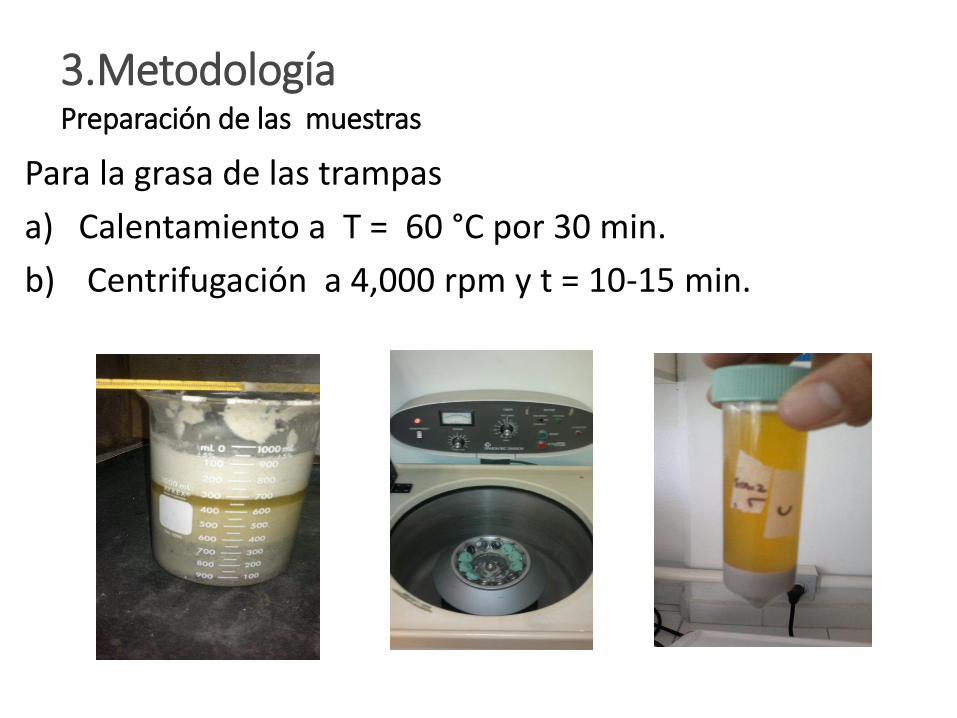
Para la grasa de las trampas
a) Calentamiento a T = 60 °C por 30 min.
b) Centrifugación a 4,000 rpm y t = 10-15 min.
3.MetodologíaPreparación de las muestras
• Índice de acidez
• Índice de Yodo
• Pureza % de FAME’s
• % de ácidos grasos libres- AGL’s ( AOCS Ca-5a40)
3.MetodologíaCaracterización de las materias primas y biodiesel
• Densidad a 15 y 45 °C
• Viscosidad cinemática (reportada en mm2/s). Desempeño de inyectores
• Potencial de hidrógeno (pH)
• Perfil de ácidos grasos (AOCS-tentative method CE1-62)
3.MetodologíaCaracterización de las materias primas y biodiesel
reómetro “Brookfield modelo DV-III”
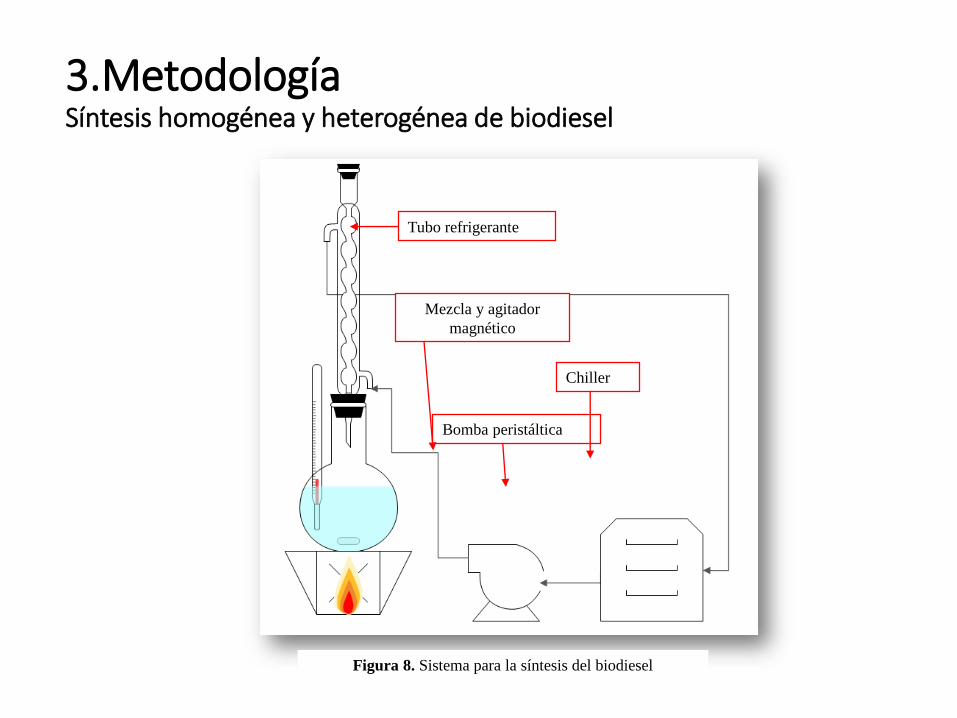
3.MetodologíaSíntesis homogénea y heterogénea de biodiesel
Figura 8. Sistema para la síntesis del biodiesel
Bomba peristáltica
Chiller
Tubo refrigerante
Mezcla y agitador
magnético
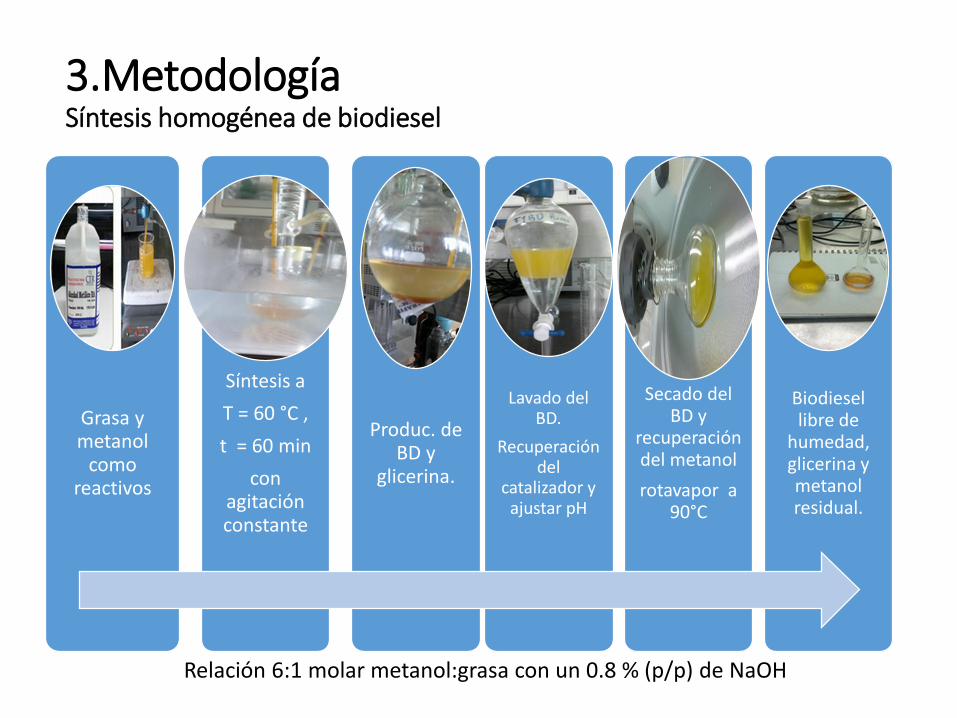
Grasa y metanol
como reactivos
Síntesis a
T = 60 °C ,
t = 60 min
con agitación constante
Produc. de BD y
glicerina.
Lavado del BD.
Recuperación del
catalizador y ajustar pH
Secado del BD y
recuperación del metanol
rotavapor a 90°C
Biodiesel libre de
humedad, glicerina y metanol residual.
3.MetodologíaSíntesis homogénea de biodiesel
Relación 6:1 molar metanol:grasa con un 0.8 % (p/p) de NaOH
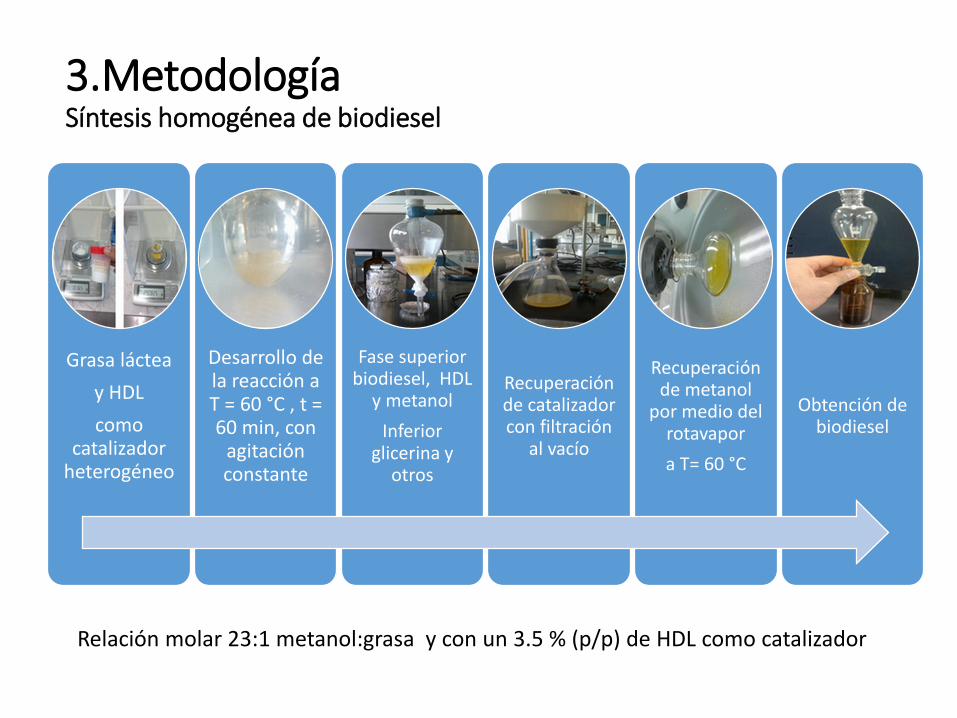
Grasa láctea
y HDL
como catalizador
heterogéneo
Desarrollo de la reacción a T = 60 °C , t = 60 min, con
agitación constante
Fase superior biodiesel, HDL
y metanol
Inferior glicerina y
otros
Recuperación de catalizador con filtración
al vacío
Recuperación de metanol
por medio del rotavapor
a T= 60 °C
Obtención de biodiesel
3.MetodologíaSíntesis homogénea de biodiesel
Relación molar 23:1 metanol:grasa y con un 3.5 % (p/p) de HDL como catalizador
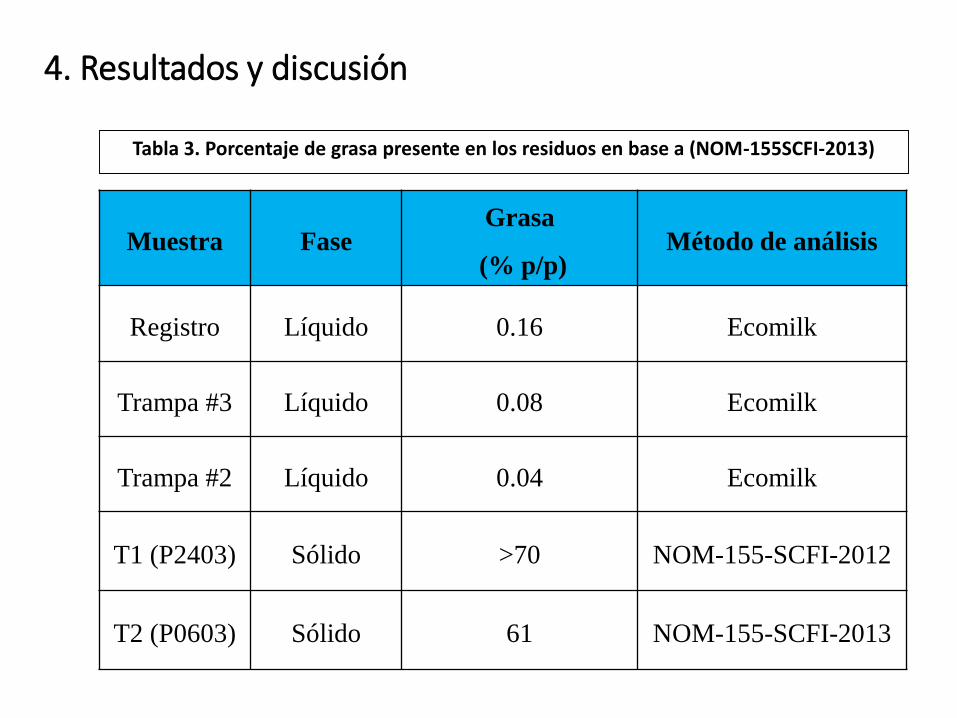
4. Resultados y discusión
Tabla 3. Porcentaje de grasa presente en los residuos en base a (NOM-155SCFI-2013)
Muestra FaseGrasa
(% p/p)Método de análisis
Registro Líquido 0.16 Ecomilk
Trampa #3 Líquido 0.08 Ecomilk
Trampa #2 Líquido 0.04 Ecomilk
T1 (P2403) Sólido >70 NOM-155-SCFI-2012
T2 (P0603) Sólido 61 NOM-155-SCFI-2013
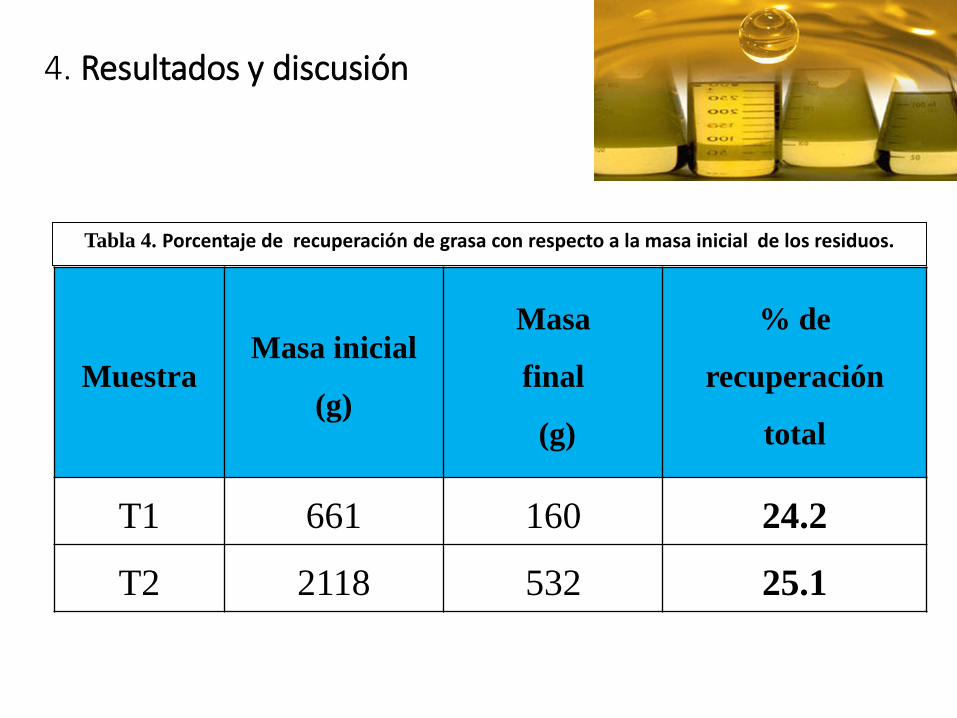
MuestraMasa inicial
(g)
Masa
final
(g)
% de
recuperación
total
T1 661 160 24.2
T2 2118 532 25.1
Tabla 4. Porcentaje de recuperación de grasa con respecto a la masa inicial de los residuos.
4. Resultados y discusión
4. Resultados y discusión
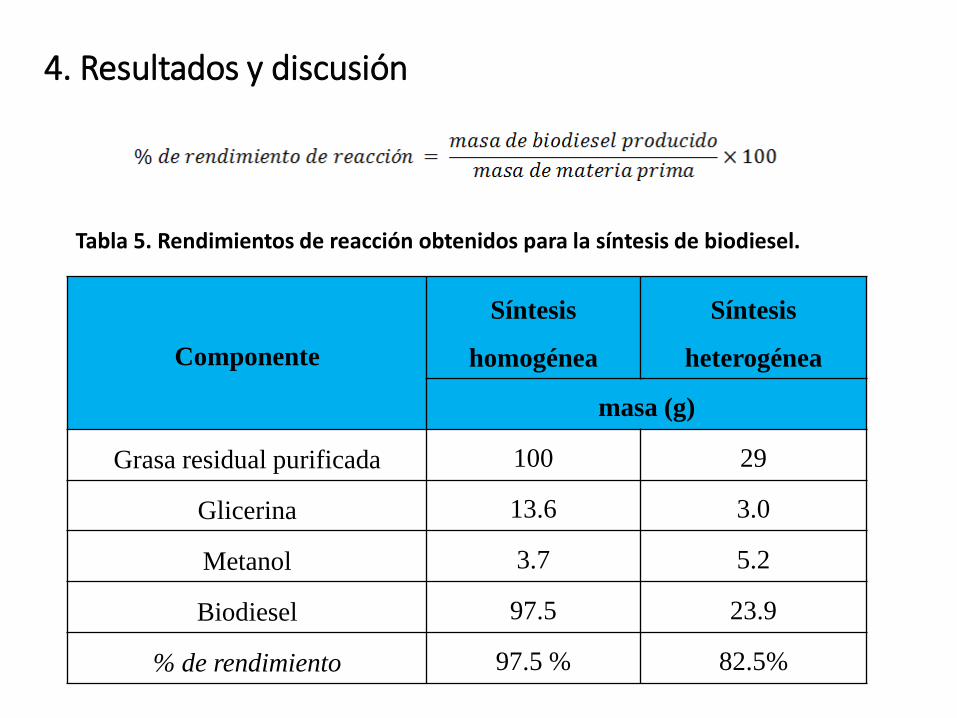
Componente
Síntesis
homogénea
Síntesis
heterogénea
masa (g)
Grasa residual purificada 100 29
Glicerina 13.6 3.0
Metanol 3.7 5.2
Biodiesel 97.5 23.9
% de rendimiento 97.5 % 82.5%
Tabla 5. Rendimientos de reacción obtenidos para la síntesis de biodiesel.
4. Resultados y discusión
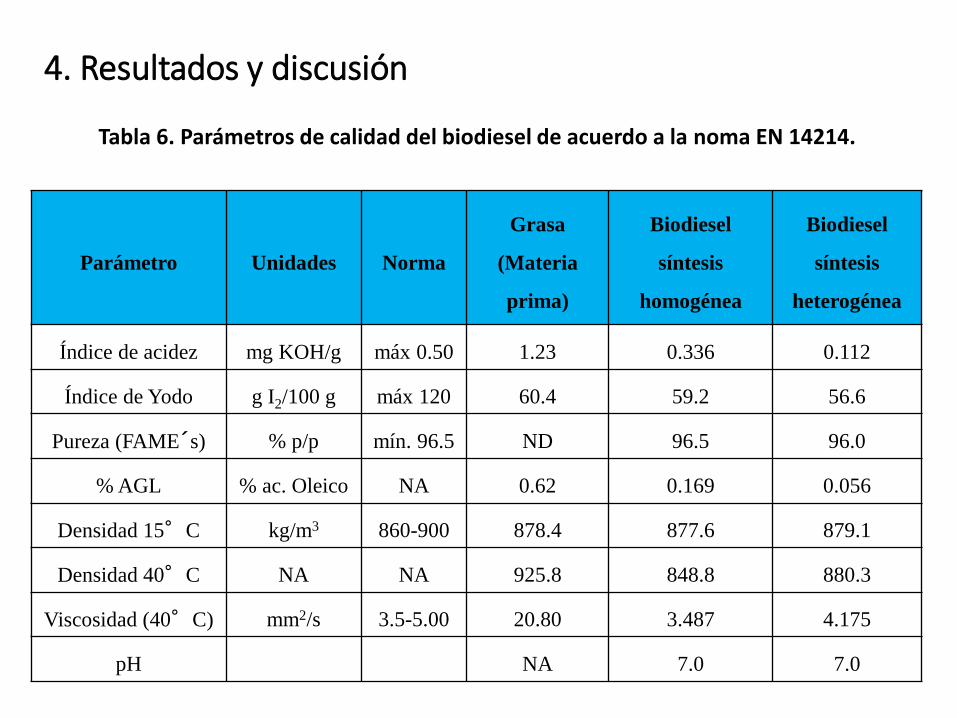
Parámetro Unidades Norma
Grasa
(Materia
prima)
Biodiesel
síntesis
homogénea
Biodiesel
síntesis
heterogénea
Índice de acidez mg KOH/g máx 0.50 1.23 0.336 0.112
Índice de Yodo g I2/100 g máx 120 60.4 59.2 56.6
Pureza (FAME´s) % p/p mín. 96.5 ND 96.5 96.0
% AGL % ac. Oleico NA 0.62 0.169 0.056
Densidad 15°C kg/m3 860-900 878.4 877.6 879.1
Densidad 40°C NA NA 925.8 848.8 880.3
Viscosidad (40°C) mm2/s 3.5-5.00 20.80 3.487 4.175
pH NA 7.0 7.0
Tabla 6. Parámetros de calidad del biodiesel de acuerdo a la noma EN 14214.

Ácido graso Materia prima Biodiesel Homogéneo Biodiesel Heterogéneo
% p/p
CAPROICO 0.84
CAPRILICO 0.56 0.53 0.63
CAPRICO 1.33 1.31 1.52
LAURICO 1.65 1.66 1.86
MIRISTICO 6.19 6.05 6.85
PENTADECANOICO 0.61 1.30 1.02
PALMITICO 29.1 28.4 27.9
PALMITOLEICO 0.97 1.27 1.65
OLEICO-LINOLEIDATO 50.6 49.4
ESTEARICO 10.9 Nd Nd
OLEICO 39.4 Nd Nd
LINOLEICO 8.03 7.96 8.18
N.I. 0.41 0.46
ARAQUIDICO 0.49 0.59 0.57
Tabla 7. Perfil de ácidos grasos
4. Resultados y discusión
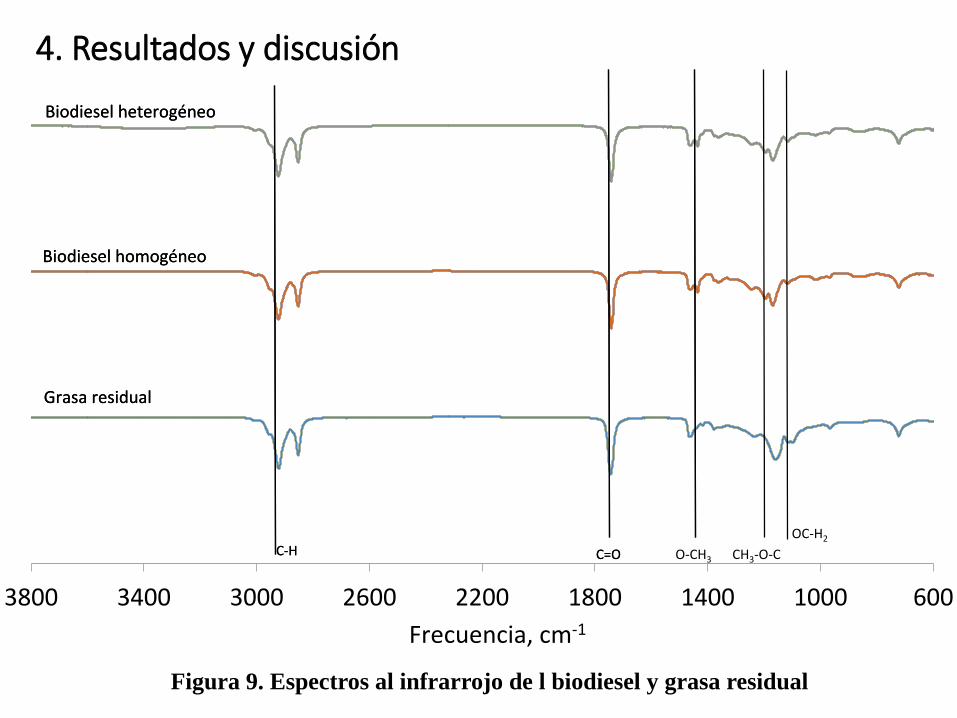
60010001400180022002600300034003800
Biodiesel heterogéneo
Biodiesel homogéneo
Grasa residual
Frecuencia, cm-1
C-H C=O CH3-O-C
Biodiesel heterogéneo
Biodiesel homogéneo
Grasa residual
C-H C=O O-CH3
OC-H2
4. Resultados y discusión
Figura 9. Espectros al infrarrojo de l biodiesel y grasa residual
5. Conclusiones
Es posible llevar a cabo la síntesis de biodiesel utilizando comomateria prima la grasa residual de una planta procesadora delácteos.
Los rendimientos obtenidos fueron de 97.5 y 82.5 % para la reacciónhomogénea y heterogénea, respectivamente.
El biodiesel producido en ambas síntesis cumple con los principalesparámetros de calidad establecidos por la EN 14214.
Es posible mejorar las técnicas de recuperación de grasa láctearesidual y producción de biodiesel mediante esta materia prima, porlo cual este trabajo puede servir como un antecedente para futurasinvestigaciones sobre el tema.
GRACIAS POR SUS ATENCIONES
UNIVERSIDAD AUTÓNOMA DE SAN LUIS POTOSÍFACULTAD DE INGENIERÍAPOSGRADO EN TECNOLOGÍA Y GESTIÓN DEL [email protected](444)8266260