aplicaciÓn de lametalografÍ a al …boletines.secv.es/upload/198120369.pdf · en el caso concreto...
TRANSCRIPT

APLICACIÓN DE LA METALOGRAFÍA AL ESMALTADO VITREO
A.Ferreiro Ferro Enamel Española.
RESUMEN Se presentan los sistemas de preparación de muestras de hierro esmaltado para su examen metalo-
gráfico, análisis de los problemas encontrados y diversos ejemplos.
SUMMARY Some methods for the preparation of enamelled iron samples for their metallographic sutdy are
presented. The encountered problems are analyzed; description of several examples.
RESUME On présente les systèmes de préparation des échantillons de fer émaillé pour leur examen métallo-
graphique, l'analyse des preblemes rencontrés et diferrrents exemples.
ZUSAMMENFASSUNG Es werden Verfahren zur Aufbereitung von emaillierten Eisenproben für deren metallographische
Untersuchung vorgestellet. Analyse der sich dabei ergebenden Problema und verschiedene Anwendungsbeispiele.
I - HISTORIA Y GENERALIDADES
El término metalografía no se reduce meramente al examen visual o microscópico de los metales, sino que, comprende todos los método empleados en el estudio de la constitución y estructura interna de los metales y de sus aleaciones, así conío la influencia que ambas ejercen sobre las propiedades físicas y mecánicas.
En un metal o aleación, los componentes de su microes-tructura se forman durante la solidificación del estado líquido o durante, las transformaciones que después tienen lugar en el metal sólido. La apariencia de la estructura no da por si sola una información completa sobre su origen o sobre la relación de un componente a otro. De aquí que el microscopio fuera pronto complementado por otros instrumentos de investigación, principalmente el piróme tro. Cpn la ayuda de estos dos instrumentos se establecieron las bases de la nueva ciencia de la metalografía. Los resultados de los exámenes microscópicos junto con el análisis químico se han conden-sado en los llamados diagramas de equilibrio.
En el caso concreto que nos ocupa de la aplicación de la metalografía al campo del esmaltado vitreo, esta se ha de ver complementada por otras técnicas debido a que utiliza criterios estrictamente cualitativos. Por esta razón el análisis químico es un elemento de ayuda muy valiosa para el meta-lógrafo llegando a ser en algunos casos como en hierro fundido absolutamente imprescindible. Otras pruebas físicas como el coeficiente de dilatación térmica, curvas, tensión-compresión, etc. también contribuyen en gran medida a aclarar distintos problemas antes de emitir un juicio definitivo .
Pues bien al hablar de metalografía nos ocuparemos en nuestro caso de aquella que se refiere a chapa de acero y fundición gris que son los materiales fundamentales que nosotros utilizamos para esmaltar, así como de las propiedades que han de cumplir los esmaltes para obtener un buen acabado final.
II - PREPARACIÓN DE LA MUESTRA
Se dice que una muestra está bien preparada para uii estudio metalográfico cuando:
A) Es muestra representativa. B) Está cortada, desbastada y pulida de tal manera que se
eliminen superficies molestas y curvas cansadas por deformación mecánica y la verdadera microestructura pueda ser observada después del ataque químico.
C) Está exenta de rayas del pulido, huecos y manchas de líquido.
D)Está pulida de tal manera que las inclusiones se conservan intactas.
E) Está lo suficientemente plana para permitir la observación con grandes amplificaciones.
La preparación de las muestras metalográficas generalmente requiere cinco operaciones:
10. 20. 30.
40. 50.
Corte de la muestra. Montaje. Desbastado o prepulido. Pulido Ataque químico.
1 . Corte de la muestra - Muchas veces en procesos de control de calidad se utilizan muestras metalográficas en las cuales se requiere un mínimo de sección para conseguir una muestra representativa. Sin embargo en la mayor parte de las ocasiones empleamos la metalografía cuando aparece un defecto en el esmaltado y con frecuencia es necesario realizar varias muestras. Así en el caso de chapa de acero a veces es necearlo tomar varias muestras, una paralela a la dirección de laminado, otra perpendicular y una tercera paralela al plano de laminación vista perpendicular a la dirección del laminado. En el hierro fundido normalmente se preparan dos muestras una antes y otra después de esmaltar.
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6 369

En cuanto al método que se utüiza para hacer el corte hay tres procedimientos: a) Fractura por presión de una prensa o martillo (se utiliza para fraccionar grandes piezas de hierro fundido) b) Corte con una rueda abrasiva o de bordes de diamante., c) Serrado. Es el método más antiguo y el más usado. Se puede realizar con una sierra de cinta mecánica o con una de mano. Hay que tener cuidado en este método de hacer el corte lentamente para evitar que se produzca el saltado del esmalte y para minimizar el calor de fricción que puede alterar la estructura de la muestra en la zona del corte sobre todo en el caso de chapa de acero, aunque luego la zona dañada puede eliminarse con el desbastado.
2^. Montaje - El objeto principal del montaje no es otro que el de manejar mejor las muestras metalográfícas que normalmente son de tamaño o forma complicados durante las diversas fases de la preparación y observación microscópica. También se hace para seleccionar mejor las zonas que nos interesan y facilitar su colocación en el microscopio.
Un aspecto muy importante es el método de montaje. Una norma a seguir es que el procedimiento utilizado no debe afectar a la microestructura de la muestra. Las deformaciones mecánicas y el calor son las causas más frecuentes de daños en las muestras. El medio de montaje y la muestra deben ser compatibles con respecto a la dureza y resistencia a la abrasión. Una gran diferencia en la dureza o resistencia a la abrasión entre el medio de montaje y la muestra provocaría diferentes características de pulido, relieves y una mala conservación de los bordes. Además, el medio de montaje debe ser químicamente resistente a las soluciones empleadas en el pulido y en el ataque químico.
Existen varios métodos de montaje entre los cuales men-cinaremos los siguientes: a) Montaje de grapa - Consiste en formar una especie de "sandwich" con la muestra metiéndola entre dos placas de bronce. Tiene la ventaja de que es un montaje rápido y que conserva muy bien los bordes. Como inconvenientes, hay líneas de separación entre las muestras y a veces se introducen partículas abrasivas o líquidos durante las preparaciones metalográfícas.
b) Montaje a presión - Se forma un molde alrededor de la muestra metalográfica sometiendo a la acción del calor y de la presión los materiales de moldeo como son la bakelita y las resinas acrflicas. La bakelita es termoestable y las resinas acrüicas son termoplásticas. Sin embargo no todos los materiales y muestras pueden ser montados por este procedimiento. El calor puede causar cambios en la microestructura y la presión puede deformar las muestras. Estas dificultades normalmente se solucionan con el montaje en frío.
c>"Montaje en frío - No requiere que se ejerza ninguna presión y necesita muy poco calor. Se pueden montar gran cantidad de muestras mucho más rápidamente que por el montaje a presión.
Los materiales para el montaje en frío se clasifican en tres grupos: poliesteres, epoxidos y acnlicos. Los polieste-res son transparentes y generalmente claros como el agua; los epoxidos son casi transparentes y de color paja; los acrí-licos son opacos. Todos ellos son sistemas de dos componentes que consisten en un aresina y un endurecedor que pueden ser los dos líquidos, los dos sólidos o uno líquido y otro sólido. La mezcla de la resina y el endurecedor produce una reacción exotérmica y por lo tanto esta operación es crítica pues se debe producir un endurecimiento satisfactorio y al mismo tiempo la temperatura alcanzada no debe ser muy ata y se puede bajar a expensas de aumentar el tiempo de endurecimiento.
El material del molde puede llegar a unirse con la muestra por lo que a veces es necesario utilizar algún líquido des-
moldeable antes de añadir la mezcla para permitir que la muestra pueda separarse del molde.
Las resinas epoxido son las más empleadas. Son duras y se adhieren fuertemente a la mayoría de las muestras. Además experimentan un encogimiento mucho menor que las de poliester y las acrílicas. Las muestras de resinas epoxido pueden endurecerse a temperatura ambiente o colocarse en hornos de baja temperatura dependiendo esta de la relación resina/endurecedor de la mezcla.
Las resinas de poliester tienen un encogimiento en volumen mucho mayor que las epoxido. Se obtienen con ellas muestras claras o transparentes ligeramente coloreadas que se separan fácilmente de los moldes.
Los materiales acrflicos tienen un endurecimiento más rápido y la mezcla y la formación del molde es una operación muy simple y breve. El tiempo de endurecimiento tan corto se debe a la gran cantidad de calor que se libera durante la polimerización pero se puede controlar la temperatura ligeramente variando el tamaño de la muestra o del molde.
En cuanto a la posición de las muestras antes de hacer el molde en el caso de chapa esmaltada se suelen colocar formando un ángulo de 30 a 45^ pues así se consigue ver una mayor sección de la muestra. En muestras de hierro fundido sin embargo no es necesario realizar esta operación.
3^. Desbastado o prepulido - El desbastado es una de las operaciones más importantes en la preparación de la muestra.
El desbastado se efectúa por abrasión de la superficie de la muestra por medio de una serie de operaciones utilizando discos abrasivos de lija cada vez más finos. El desbastado debe comenzar con el disco del grano más fino posible que sea capaz de eliminar los efectos del corte de la muestra y continuar luego sucesivamente con discos de tamaño de grano una o dos veces más pequeño que el anterior; por ejemplo, se pueden utilizar discos de 60, 120,240,400 y 600 mallas.
Es muy importante que el desbastado se haga por vía húmeda pues el agua no produce ningún efecto en los constituyentes de la microestructura. Además el agua tiene un efecto refrigerante lo cual es muy importante pues el calor desarrollado en el desbastado puede alterar la microestructura en algunas ocasiones.
El propósito del desbastado es conseguir que la superficie llegue a tener unas rayas lo suficientemente finas como para poder quitarse con el pulido. En los sucesivos pasos cada disco debe eliminar totalmente las rayas causadas por el anterior.
La mejor manera de efectuar el desbastado es hacerlo manualmente frotando la muestra contra la superficie de los discos abrasivos. El éxito del desbastado está relacionado también con la presión aplicada a la muestra. Una presión muy ligera no produce suficiente abrasión, mientras que si ejercemos demasiada presión se estropeará demasiado la muestra y se introducirán en ella partículas del abrasivo. Como en tantos otros casos la virtud está en el término medio.
Para conseguir una superficie lo más plana posible debe intentarse además ejercer la misma presión sobre ambos lados de la muestra y no efectuar movimientos de balanceo pues producirán una superficie convexa. Mientras ie va desbastando debe realizarse un movimiento en línea recta de delante hacia atrás. Debe aplicarse una fuerte presión en el movimiento hacia delante y disminuirla al ir hacia atrás. El método se repite hasta que las rayas están paralelas y en una dirección. Los siguientes desbastados se realizan giran-dos las muestras 90^ con respecto a las abrasiones anteriores con lo cual nos aseguramos mucho mejor de la desapari-
370

ción de las rayas del disco anterior. Después de terminar cada abrasión las muestras se lavan con agua. En muestras esmaltadas la muestra debe colocarse de tal manera que la dirección del movimiento del disco sea hacia la capa de esmalte pues si se hace en sentido contrario el esmalte puede desprenderse del acero.
4^. Pulido - El pulido es el último paso para conseguir una superficie que sea plana, exenta de rayas y con aspecto de espejo. Esto es necesario para realizar después una interpretación metalográfica precisa.
Existen diferentes métodos para realizar el pulido, los más usados son el electrolítico, el que utiliza agentes químicos y sobre todo, el mecánico que es del que nos ocupamos a continuación.
El pulido mecánico, que puede ser automático o manual, no es sino una continuación del desbastado en el que el último disco de papel abrasivo se sustituye por uno de terciopelo o de otro material en el que se deposita el abrasivo adecuado en forma de pasta o de polvo én suspensión. Los materiales más utilizados como abrasivos son el polvo de alúmina y la pasta de diamante.
En cuanto a la granulometría de las partículas varía según los casos. En el caso de la pasta de diamante puede llegar hasta 0,25 mieras, pero lo más frecuente es utilizar la de 5 mieras excepto en el caso del grafito del H^ F^ o cuando se necesitan hacer fotografía de muchos aumentos que se emplea finalmente la de 1 miera.
Para realizar el pulido a mano la muestra debe ser apoyada contra el disco de terciopelo y girada en sentido contrario al de la rotación del disco para que no se produzcan colas de cometa. Además la muestra debe moverse de atrás hacia delante desde el centro al borde del disco para conseguir un pulido uniforme. Se debe empezar ejerciendo bastante presión y luego disminuirla progresivamente.
Después de pulida, la muestra se lava primero con agua y luego con alcohol que no deja residuo y se seca al aire.
5^. Ataque químico - Una vez que tenemos la muestra pulida y seca se procede a efectuar el ataque quúnico con el reactivo adecuado para cada caso.
Las técnicas del ataque químico, en general no tienen otro fin que revelar características estructurales específicas de un metal que no pueden observarse con la muestra pulida simplemente. La observación de una muestra correctamente pulida antes del ataque químico puede permitir apreciar aspectos estructurales tales como porosidad, grietas e inclusiones no metálicas. En algunos casos incluso es necesario primero ver la muestra sin atacar como en el grafito de un hierro fundido, pero en la mayor parte de las veces el ataque es necesario para conocer la estructura.
El ataque químico se efectúa sumergiendo la muestra en un agente químico adecuado hasta que se consiga la estructura deseada. La operación se realiza en una capsula Petri o en otro recipiente teniendo cuidado que no se evapore el líquido. Mientras se está produciendo el ataque debe agitarse la muestra para asegurarse que el reactivo fresco está en contacto con la muestra en todo momento. Durante el ataque la mayor parte de los metales pierden su brillo de tal manera que con la práctica el metalografo puede saber por el mayor o menor aspecto mate de la superficie de la muestra cuándo está suficientemente atacada. Seguidamente la muestra se lava con agua fría y luego con alcohol y se seca con una corriente de aire caliente (un secador de aire caliente sirve para este fin).
En cuanto a los reactivos empleados distinguiremos entre chapa de acero y hierro fundido.
En chapa de acero dé bajo contenido en carbono el reactivo más utilizado es el nital que es una solución de ácido nítrico en alcohol etílico en concentración del 1 al 5^/o se
gún los casos. El nital está especialmente indicado para observar la perlita y en general para la mayor parte de los casos.
También se emplea bastante el picral que es una solución de ácido pícrico al 4^/o en alcohol etílico. El picral incluso revela la estmctura de los granos de carburo de hierro o per-lita de los bordes mejor que el nital.
En cuanto al hierro fundido el procedimiento a seguir está relacionado con las características de los reactivos usados y de la muestra a examinar. La tabla I muestra algunos de los reactivos más comunes empleados para el hierro fundido junto con las instrucciones de uso y sus principales aplicaciones. La mayor parte de las fundiciones pueden ser satisfactoriamente atacadas con nital al 5^/ö o con picral al 40/0.
flAaim UTiLiawos wn> OBgHwanw «rmscoPio DE HIER» FUNOIOO
m QUtmvl n •!
,., tot, n , . F.(CM)^3
Fig. 1. Reactivos utilizados en el ataque químico de muestras dfe hierro fundido.
El ataque con nital es recomendable para todo tipo de fundiciones pero es especialmente adecuado para matrices predominantemente ferríticas cuando se necesita observar las uniones de los granos. Hay que tener cuidado cuando se use este reactivo porque el grafito puede absorber nital. Esto a menudo produce un hinchamiento aparente del grafito después del ataque (generalmente visible a grandes aumentos) y puede conducir a un deterioro de pequeñas zonas de las láminas de grafito. Una muestra bien pulida se puede estropear de este modo.
El picral se utiliza generalmente para fundiciones grises predominantemente perlíticas pues se consigue un ataque limpio y uniforme en las estructuras perlíticas gruesas y finas. La perlita debe ser atacada hasta que adquiera un color marrón claro para que el grafito presente pueda verse claramente. El picral no ataca al grafito sino que da nitidez a los bordes de las láminas.
Sin embargo las fundiciones perlíticas también pueden atacarse con nital y a menudo se utiliza este reactivo para atacar a las muestras de hierro fundido antes y después de esmaltar.
III - OBSERVACIÓN AL MICROSCOPIO Después de pulida y atacada la muestra está preparada
para ser observada al microscopio. Los microscopios metalúrgicos difieren de los biológicos fundamentalmente en el modo en que se ilumínala muestra; al contrario que los biológicos los microscopios metalúrgicos deben utilizar luz reflejada.
Existen numerosas técnicas microscópicas para utilizar en metalografía como son las de campo claro, campo oscuro, contraste de fases, luz polarizada etc. Sin embargo en la mayor parte de los estudios microscópicos realizados en metalografía se utiliza iluminación de campo claro.
Las lentes del objetivo son las más críticas. Un buen objetivo ha de tener las siguientes propiedades: a) capacidad para aumentar el tamaño de la muestra b) buena luminosidad c) alto poder de resolución y d) gran profundidad de campo.
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6 371

IV- MICROFOTOGRAFIAS
El último paso en la confección de un estudio metalográ-fíco suele ser la realización de las microfotografías correspondientes para dejar constancia de las experiencias adquiridas en la observación de la muestra.
Muchos microscopios metalúrgicos tienen cámaras incorporadas de Polaroid, convencionales de 24 x 36 o incluso de placas o chasis de impresión directa, con las ventajas e inconvenientes que cada método proporciona.
A la hora de realizar una fotografía hemos de tener en cuenta lo siguiente:
a) Número de aumentos - Para simplificar las comparaciones entre las distintas muestras es aconsejable el utilizar siempre los mismos aumentos por ejemplo se puede escoger:
120 aumentos: Fotografías de chapa de acero y estructura de burbuja del esmalte, grafito del hierro fundido.
460 aumentos: Fotografías de las matrices perlíticas y fe-rríticas de las fundiciones.
V - INTERPRETACIÓN DE LOS RESULTADOS
Una vez que conocemos los fundamentos de la metalografía vamos a ver como los aplicamos en el campo que nos ocupa; es decir que conclusiones sacamos de lo que observamos al microscipio y que luego recogemos en las microfotografías correspondientes,
1 - CHAPA DE ACERO - La calidad del acero es uno de los factores más importantes en el proceso del esmaltado. El esmaltador se ve obligado a usar una amplia variedad de aceros y con frecuencia se le exige que esmalte aceros de condiciones no adecuadas. Sin embargo la fabricación y el acabado final de la pieza exigen que se trabaje con la chapa apropiada.
Una chapa de buena caHdad deberá tener a) buenas propiedades de esmaltado b) uniformidad de composición y c) porpiedades adecuadas de embutición d) ausencia de defectos de laminación, ampollas y otros defectos de superficie c) resistencia al alabeo a las temperaturas de esmaltado f) facilidad para la limpieza y el decapado y g) buenas propiedades para la soldadura.
En la práctica la producción de chapa de acero no se puede controlar exactamente. El acero vacía en composición, propiedades físicas y uniformidad pero puede ser mantenido dentro de límites razonables.
A) PRODUCCIÓN DE ACERO PARA EL ESMALTADO -La esencia del proceso de transformar el hierro en acero consiste en oxidar las impurezas de C, Mn, P, S, Al, Si, etc. usando el oxígeno del aire el cual forma primero óxido ferroso. Seguidamente se oxidan las impurezas con una parte de oxígeno de este óxido ferroso. Finalmente el oxígeno sobrante del óxido ferroso se elimina por reducción. A pesar de esto el oxígeno no puede ser completamente eliminado y permanece en el metal junto con otros gases como nitrógeno e hidrógeno.
El acero de bajo contenido en carbono fundido de esta manera es producido bajo tres formas distintas 1^ efervescente 2^) calmado 3^) estabilizado.
1^. Acero Efervescente - Es el tipo de acero utilizado con más frecuencia. Se llama así porque cuando está fundido y se vierte en el molde para formar los lingotes produce una gran efervescencia y durante la cristalización aumenta de volumen debido a la formación de una gran cantidad de gases. Esto ocurre porque el acero efervescente está muy poco reducido y tiene un contenido grande en óxido ferroso que durante la formación y cristalización del lingote es re-
Fig. 2. Chapa de acero efervescente.
ducido por el carbón que también está presente en el acero produciendo CO y CO2 que al deprenderse dan esta tendencia a la efervescencia. Este fenómeno hace que disminuya el contenido de carbono en la superficie y que las impurezas se concentren en el centro del lingote durante la solidificación.
Como resultado tenemos una capa de acero libre de inclusiones que incluso después de la laminación permanece todavía en la superficie y que es adecuado para el esmaltado. Mientras que las impurezas se acumulan en el interior.
El acero efervescente debe utilizarse antes de un cierto tiempo (60 días) porque envejece y aparecen líneas al esmaltar.
^,^*Í''A¡^^ '^•^IX-Jj'. • '*'-»- - '"*,
Fig. 3. Chapa de acero calmado.
2^. Acero calmado - En este caso el óxido ferroso es reducido añadiendo silicio o aluminio que se combinan con el oxígeno y dejan libre al hierro en el molde por eso se dice que está "calmado". Por otra parte como se evita la reacción con el carbono, no se desprenden gases al verterlo en el jnolde. Esto hace que el lingote de acero calmado se solidifique uniformemente y que no existan diferencias entre la superficie y las zonas del interior y se lamine en chapas uniformes, pero la superficie no es tan suave y tan pura como la del acero efervescente y no se esmalta tan bien pues contiene residuos de los óxidos del agente utilizado en la reducción.
Las inclusiones de óxidos son peligrosas para el esmaltado, en concreto para el golpe de uña motivo por el cual se presenta con más frecuencia en el acero calmado. Sin embargo las chapas calmadas con aluminio tienen la ventaja de que son resistentes al envejecimiento y tienen mejores cualidades para la embutición.
Para tener la seguridad de que una chapa de acero está calmada es necesario analizar el contenido de aluminio o sílice (0,030/0 - 0'06O/o).
372
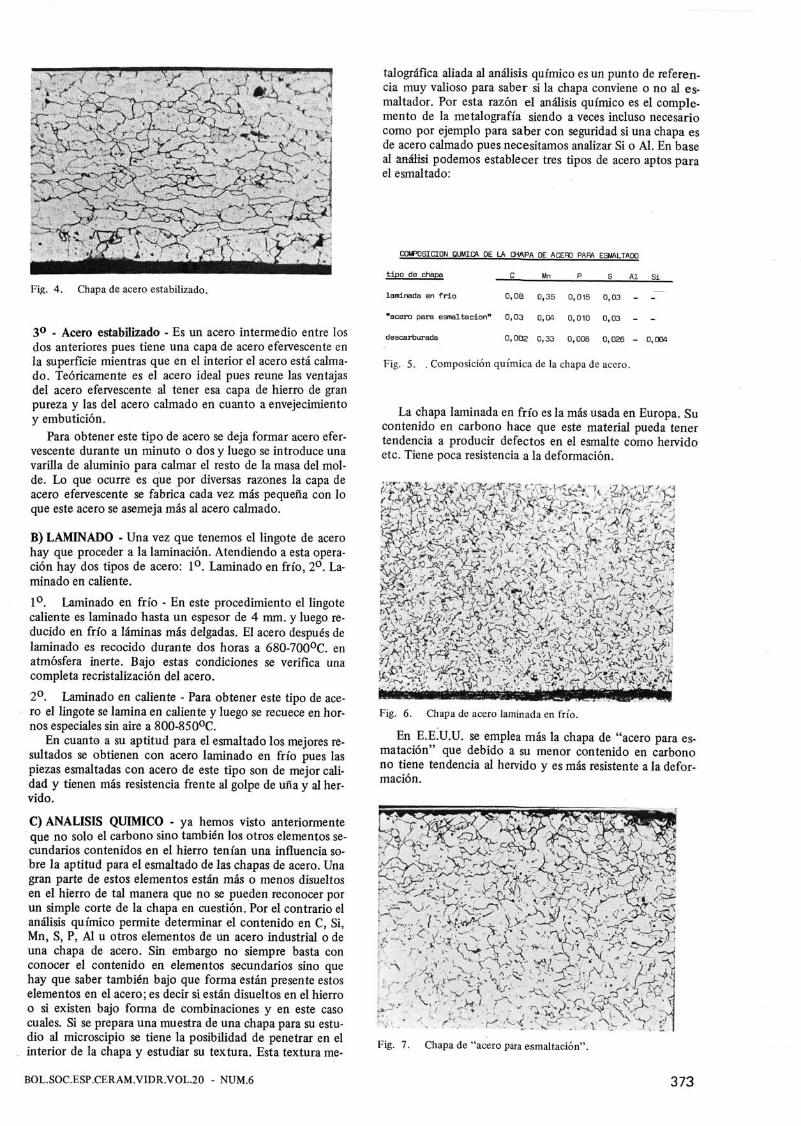
Fig. 4. Chapa de acero estabilizado.
3^ - Acero estabilizado - Es un acero intermedio entre los dos anteriores pues tiene una capa de acero efervescente en la superficie mientras que en el interior el acero está calmado. Teóricamente es el acero ideal pues reúne las ventajas del acero efervescente al tener esa capa de hierro de gran pureza y las del acero calmado en cuanto a envejecimiento y embutición.
Para obtener este tipo de acero se deja formar acero efervescente durante un minuto o dos y luego se introduce una varilla de aluminio para calmar el resto de la masa del molde. Lo que ocurre es que por diversas razones la capa de acero efervescente se fabrica cada vez más pequeña con lo que este acero se asemeja más al acero calmado.
B) LAMINADO - Una vez que tenemos el lingote de acero hay que proceder a la laminación. Atendiendo a esta operación hay dos tipos de acero: 1^. Laminado en frío, 2^. Laminado en caliente.
1^. Laminado en frío - En este procedimiento el lingote caliente es laminado hasta un espesor de 4 mm. y luego reducido en frío a láminas más delgadas. El acero después de laminado es recocido durante dos horas a 680-700^C. en atmósfera inerte. Bajo estas condiciones se verifica una completa recristalización del acero.
2^. Laminado en caliente - Para obtener este tipo de acero el lingote se lamina en caliente y luego se recuece en hornos especiales sin aire a 800-850^C.
En cuanto a su aptitud para el esmaltado los mejores resultados se obtienen con acero laminado en frío pues las piezas esmaltadas con acero de este tipo son de mejor calidad y tienen más resistencia frente al golpe de uña y al hervido.
C) ANALISIS QUÍMICO - ya hemos visto anteriormente que no solo el carbono sino también los otros elementos secundarios contenidos en el hierro tenían una influencia sobre la aptitud para el esmaltado de las chapas de acero. Una gran parte de estos elementos están más o menos disueltos en el hierro de tal manera que no se pueden reconocer por un simple corte de la chapa en cuestión. Por el contrario el análisis químico permite determinar el contenido en C, Si, Mn, S, P, Al u otros elementos de un acero industrial o de una chapa de acero. Sin embargo no siempre basta con conocer el contenido en elementos secundarios sino que hay que saber también bajo que forma están presente estos elementos en el acero; es decir si están disueltos en el hierro o si existen bajo forma de combinaciones y en este caso cuales. Si se prepara una muestra de una chapa para su estudio al microscipio se tiene la posibilidad de penetrar en el interior de la chapa y estudiar su textura. Esta textura me-
talográfica aliada al análisis químico es un punto de referencia muy valioso para saber si la chapa conviene o no al esmaltador. Por esta razón el análisis quínñco es el complemento de la metalografía siendo a veces incluso necesario como por ejemplo para saber con seguridad si una chapa es de acero calmado pues necesitamos analizar Si o Al. En base al ^ñáhsi podemos establecer tres tipos de acero aptos para el esmaltado:
COMPOSICIÓN QUMICA DE LA CHAPA DE ACERO PARA ESMALTADO
tipo de chapa C Mn P 5 Al Si
laminada en frió 0,08 0,35 0,015 0,03 - -
"acero para esmaltacion" 0,03 0,04 0,010 0,03 - -
descarburada 0,002 0,33 0,008 0,026 - 0,004
Fig. 5. . Composición química de la chapa de acero.
La chapa laminada en frío es la más usada en Europa. Su contenido en carbono hace que este material pueda tener tendencia a producir defectos en el esmalte como hervido etc. Tiene poca resistencia a la deformación.
^m&M'^ciS^^-
Fig. 6. Chapa de acero laminada en frío.
En E.E.U.U. se emplea más la chapa de "acero para es-matación" que debido a su menor contenido en carbono no tiene tendencia al hervido y es más resistente a la deformación.
f^
Fig. 7. Chapa de "acero para esmaltacion".
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6 373

El acero descarburado está prácticamente exento de carbono por lo que minimiza los problemas mencionados anteriormente. Se utiliza para el esmaltado un directo pues proporciona una superficie muy lisa al esmalte.
Mg. 8. Chapa de acero descarburado.
D) DIAGRAMA HIERRO-CARBONO - El diagrama de estado representado en la figura permite ver en que estado de textura se encuentran aceros de diferente contenido en carbono según la temperatura. En abcisas se representan los valores del contenido en carbono en orden creciente de izquierda a derecha y en ordenadas la temperatura.
CorborioO .10 .26 .iO .-40 -SO-.60 .70 .*0 .9« tOOHO VZO í.í>0 1, 0 l.&t t U MO
Fig. 9. Diagrama Fe - C (Zona de los aceros).
Fundamentalmente los aceros pueden considerarse como aleaciones hierro-carbono con algunos otros elementos e impurezas. El carbono se encuentra generalmente en los aceros, combinando con el hierro formando carburo de hierro
que contiene 6,75o/o de C. Es decir que forma una sustancia o compuesto químico de propiedades perfectamente definidas y diferentes de las del hierro y de las del carbono; su fórmula es C Fe3. Por tanto, siempre que hablemos del carbono en los aceros tenemos que considerar que está en forma de carburo de hierro y que siempre los componentes del acero son el hierro y el carburo de hierro.
A alta temperatura cuando el metal está fundido el carburo de hierro se disuelve en el hierro hasta una proporción que va desde cero hasta un máximo de 25,5^/o de carburo de hierro (l,7^/o C). Estos cristales de hierro con carburo de hierro en disolución que se van precipitando a alta temperatura se denominan cristales de austenita. Podemos observar en el proceso de enfriamiento que cuando la temperatura es de 1145^C todo elmetal se encuentra ya en estado sólido formando una masa homogénea de cristal de austenita. Al continuar descendiendo lentamente la temperatura ocurren otros fenómenos de recristalización que son de gran interés. Al atravesar el metal sólido la zona de teperaturas comprendidad 1145^ y 12l^C hay un desdoblamiento de sus cristales y aparecen nuevos constituyentes pues los cristales de austenita se transforman en cristales de hierro que llamamos ferrita, cristales de carburo de hierro que se denomina cementita y cristales de composición autectoide con 0,90^/o de C que reciben el nombre de perlita y que están formados por seis partes de ferrita y una de cementita.
Se puede observar que si el acero tiene más de 0,90^/o de carbono aparecen cristales de cementita mientras que si contiene menos de 0,90^/o de carbono se forman primero cristales de ferrita; que en ambos casos estarán acompañados de la austenita que cada vez se encuentra en menos cantidad conforme descendemos la temperatura y nos aproximamos al 0,90^/o de carbono y 721^C en que precipita la perlita.
A la temperatura ambiente los constituyentes fundamentales son pues la ferrita y la cementita o perlita en proporciones distintas según el contenido en carbono el del acero.
Al observar con pocos aumentos en el microscopio estos aceros después de ser atacados convenientemente la ferrita y la cementita aparecen blancos y la perlita aparece oscura. En cambio cuando se observan con muchos aumentos los cristales de perlita se ve que están compuestos por láminas negras de cementita y blancas de ferrita. Este aspecto oscuro de la cementita difiere del blanco que presenta à menor ampliación, esto es debido a un efecto de sombreado originado por el relieve de las láminas de cementita que son mucho más duras que el fondo o matriz de ferrita.
Desde el punto de vista del esmaltador la zona qae interesa más es la que se encuentra en la esquina izquierda del diagrama. El esmaltador no se interesa más en en chapas en las cuales el contenido en carbono es inferior al 0,i^/o esto es debido como hemos visto a que temperatura ambiente el
Fig. 10. Principales constituyentes de los aceros.
374
Fig.11. Diagrama Fe-C (Zona del esmaltado).

acero está constituido por ferrita y perlita y a partir de 721 ^C se transforma en austenita más ferrita sucediendo lo contrario al enfriarse. Este cambio tiene una gran influencia sobre el estado de tensión en el interior de la chapa y constituye una de las causas principales de deformaciones de la chapa durante el esmaltado (torceduras, deformaciones etc.) Este peligro de deformación disminuye tanto más cuanto el contenido en carbono de las chapas va decreciendo.
Cuando el acero contiene 0,02^/o de carbono esta transformación no se opera más que por encima de 850^C y si tenemos en cuenta que la cocción del esmalte se opera a 820-830^C los riesgos de deformación de los artículos durante el esmaltado deben ser mínimos. Esta clase de acero es prácticamente hierro puro.
Por tanto se comprende que si utilizamos chapa de acero de contenido en carbono menor de 0,l^/o metalográfica-mente estas chapas presenten una estructura ferrítica de granos perfectamente delimitados de contomos irregulares. La granulometría de los cristales de ferrita difiere de unos casos a otros según el tratamiento térmico sufrido por la chapa de acero. Existen normas ASTM para clasificar el tamaño de los granos de ferrita. Desde el punto de vista del esmaltado es preferible una estructura de granos finos que no estén dispuestos en líneas.
La perlita por su parte se localiza preferentemente en los bordes de los cristales de ferrita aunque a veces se dispone a: lo largo de líneas o en agrupaciones aún mayores.
VI - ESTRUCTURA DE BURBUJA DEL ESMALTE
a) Límites - La estructura de burbuja de la masa y el esmalte de cubierta ha de mantenerse entre unos límites determinados.
Existe una estructura de burbuja mínima que es la más adecuada para un esmalte que ha de ser resistente a la corrosión. Sin embargo este tipo de estructura de burbuja pequeña puede provocar golpe de uña y cabezas de cobre. Estos defectos hay que tenerlos en cuenta a la hora de disminuir demasiado el tamaño de la burbuja.
Hay una estructura de burbuja media que es la considerada óptima. Con este tamaño de burbuja se conseguirán bueno resultados y si aparece golpe de uña o superficie rugosa normalmente no debe atribuirse a la estructura de burbuja.
Algunas veces es interesante aumentar el tamaño de la burbuja cuando tenemos que trabajar con chapa de acero que tiene una gran tendencia a producir golpe de uña o cabezas de cobre. Sin embargo también hay un límite máximo pues una estructura de burbuja demasiado grande puede causar superficie rugosa, ampoUas o manchas negras en el esmalte y poca resistencia a la corrosión, choque térmico y al saltado.
Utilizando distintos tipos de arcilla como aditivo de molienda podemos conseguir las diferentes estructuras de burbuja. b) Número de Cocciones - El número de cocciones también influye en la estructura de burbuja; así en una chapa esmaltada con masa y esmalte de cubierta a veces se produce una emigración de as burbujas de la masa hacia la capa del esmalté y al mismo tiempo un agrupamiento entre ellas. Este fenómeno es más acusado cuanto mayor es el número de cocciones del esmalte y está relacionado con la viscosidad de la masa y el tipo de arcilla utilizada como aditivo de molienda.
Tanto el agrupamiento como la emigración de burbujas de la masa deben evitarse puesto que el agrupamiento de burbujas pequeñas en otras más grandes produce tendencia al saltado; mientras que la falta de burbujas en la zona próxima al acero debido a la emigración puede provocar golpe de uña.
Fig. 12. Chapa de acero ferrítico de grano fino homogéneo.
Fig. 13. Chapa de acero ferrítico de estructura no homogéna.
Fig. 14. Chapa de acero ferrítico con perlita.
Fig. 15. Chapa de acero con perlita azufrada en la superficie.
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6 375

Fig. 16. Estructura de burbuja mínima. Fig.20. Esmaltes de cubierta con dos cocciones.
Fig. 17. Estructura de burbuja media. Fig.21. Esmalte de cubierta con cuatro cocciones.
Fig. 18. Estructura de burbuja máxima. Fig.22. Estructura de burbuja esmalte a 815°C.
Fig. 19. Esmalte de cubierta con una cocción.
376
Fig.23. Estructura de burbuja esmalte a 830°C.

Fig.24. Estructura de burbuja esmalte a 850^C.
Fig.25. Estructura de burbuja esmalte a 865^C.
c) Influencia de la temperatura de cocción - Por las mismas razones expuestas anteriormente cuanto mayor es la temperatura de cocción más se agrupan las burbujas y más tendencia tienen a emigrar hacia la superficie. Esta es la causa de que a temperatura baja haya muchas burbujas y pequeñas, mientras que a temperatura alta haya pocas y gandes.
d) Adherencia - Es muy importante que después de aplicar el esmalte de fondo haya una buena adherencia a la chapa de acero. Durante la primera fase de la cocción se forma óxido de hierro que seguidamente se debe disolver en el esmalte con lo que resultará una buena adherencia. Si no es así y el óxido de hierro se acumula en una capa no habrá buena adherencia de la chapa al esmalte.
VII - DEFECTOS DE ESMALTADO
a) Golpe de uña - En artículos esmaltados en chapa de acero aparece con frecuencia el defecto denominado golpe de uña que puede presentarse después de esmaltar o al cabo de varios días y consiste en un sitado de escamas de esmalte de forma de media luna de tamaño comprendido entre 1 y 5 mm.
Según el criterio que prevalece hoy en día el golpe de uña está relacionado con la difusión de hidrógeno desde la chapa hacia el esmalte lo cual origina una presión en la superficie de unión chapa - esmalte que hace que se produzca el saltado.
Se comprende fácilmente que haya distintos factores que puedan infiuir en la mayor o menor tendencia a producir golpe de uña.
Un acero de estructura fibrosa es más permeable al hidrógeno que el acero normal por esta razón hay mayor incidencia de golpe de uña que los aceros laminados en caliente y es preferible el acero laminado en frío pues el laminado en caliente es más fibroso.
Fig.26. Buena adherencia de la capa de esmalte.
Fig.27. Mala adherencia de la capa de esmalte.
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6
Fig.28. Golpe de uña.
El acero efervescente ferrítico de estructura homogénea no es propenso sin embargo a golpe de uña mientras que si los on las chapas de acero calmado o con nidos de perlita, estructura de grano desigual etc.
Otra razón que puede favorecer el golpe de uña es la falta de adherencia del esmalte a la chapa por cocinarla a temperatura menor de la adecuada ya que el hidrógeno en este caso necesitaría ejercer menos presión para provocar el saltado. También un decapado incorrecto puede introducir hidrógeno en la chapa y provocar el defecto.
Una estructura de burbuja adecuada puede hacer que el esmalte absorba el hidrógeno y disminuya la tendencia a este defecto.
377
b) Cabezas de cobre - Es también otro de los defectos más frecuentes consiste en la aparición de puntos de color marrón rojizo en la superficie de la masa. Está causado por una excesiva oxidación del hierro que no puede ser tolerado por el esmalte. En una primera fase se forma óxido ferroso de color verde que luego pasa a férrico' de color marrón rojizo similar al del cobre por eso se llaman cabezas de cobre.
Un examen minucioso debe hacerse para determinar las causas específicas del defecto. Muchos factores tales como aditivos de molienda (arcillas con S2Fe, alto contenido en cloruros y sulfatos del agua del molino) superficie de la chapa (poros donde se depositan residuos del decapado por baño de enjuague sucio) atmósfera del homo (enriquecimiento de cloruros, vapores procedentes de resots del decapado sobre todo si se utiliza ácido clrhídrico, aumento de la concentración de vapor de agua) etc. pueden ser suficientes razones para causar el defecto.
Fig. 29. Cabeza de cobre.
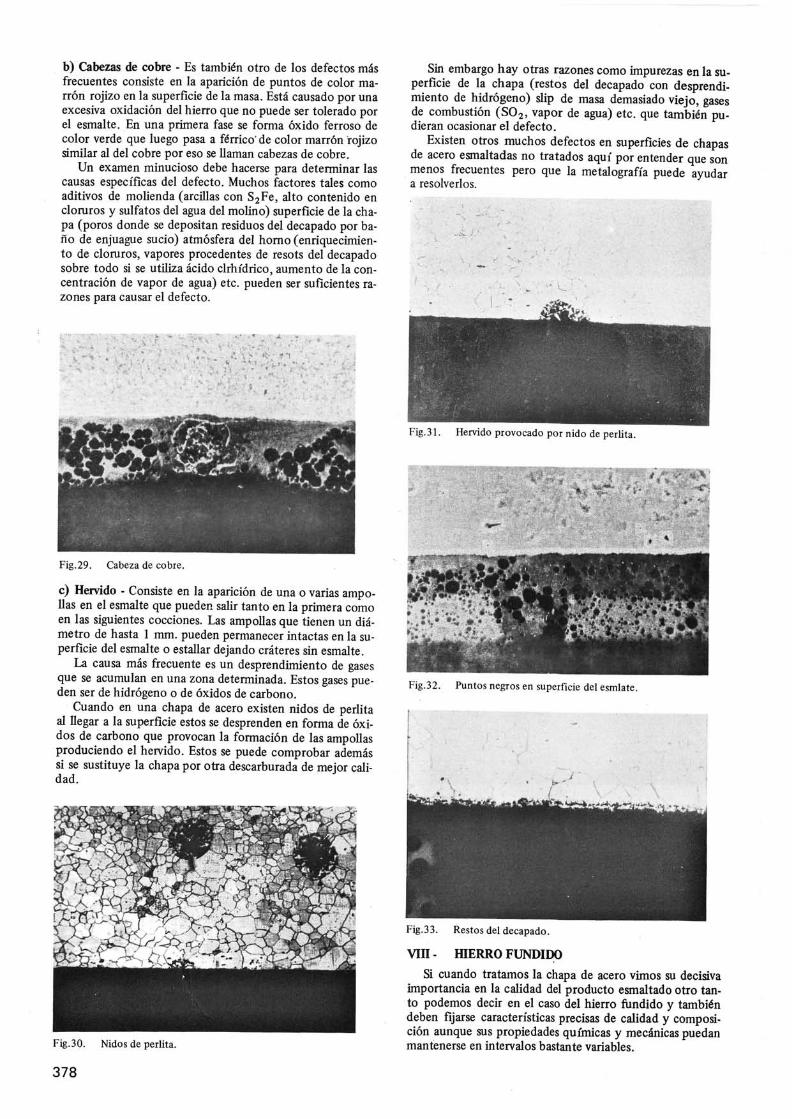
c) Hervido - Consiste en la aparición de una o varias ampollas en el esmalte que pueden salir tanto en la primera como en las siguientes cocciones. Las ampollas que tienen un diámetro de hasta 1 mm. pueden permanecer intactas en la superficie del esmalte o estallar dejando cráteres sin esmalte.
La causa más frecuente es un desprendimiento de gases que se acumulan en una zona determinada. Estos gases pueden ser de hidrógeno o de óxidos de carbono.
Cuando en una chapa de acero existen nidos de perlita al llegar a la superficie estos se desprenden en forma de óxidos de carbono que provocan la formación de las ampollas produciendo el hervido. Estos se puede comprobar además si se sustituye la chapa por otra descarburada de meior calidad.
Sin embargo hay otras razones como impurezas en la superficie de la chapa (restos del decapado con desprendimiento de hidrógeno) slip de masa demasiado viejo, gases de combustión (SO2, vapor de agua) etc. que también pudieran ocasionar el defecto.
Existen otros muchos defectos en superficies de chapas de acero esmaltadas no tratados aquí por entender que son menos frecuentes pero que la metalografía puede ayudar a resolverlos.
Fig.31. Hervido provocado por nido de perlita.
Fig.32. Puntos negros en superficie del esmlate.
Fig.30. Nidos de perlita.
378
Fig.33. Restos del decapado.
VIII - fflERRO FUNDIDO
Si cuando tratamos la chapa de acero vimos su decisiva importancia en la calidad del producto esmaltado otro tanto podemos decir en el caso del hierro fundido y también deben fijarse características precisas de calidad y composición aunque sus propiedades químicas y mecánicas puedan mantenerse en intervalos bastante variables.
g:. ...j^iiiiiliiiiiiit,^ ..^f.f
x^
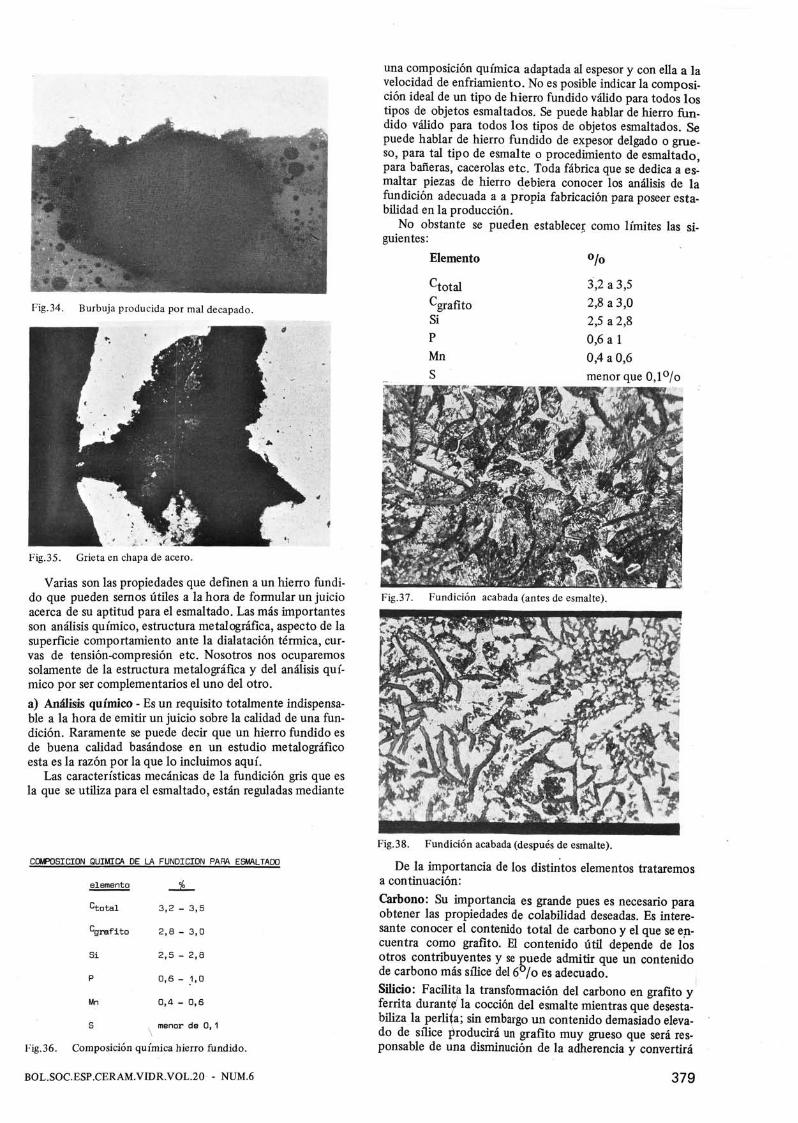
Fig.34. Burbuja producida por mal decapado.
Fig.35. Grieta en chapa de acero.
Varias son las propiedades que definen a un hierro fundido que pueden sernos útiles a la hora de formular un juicio acerca de su aptitud para el esmaltado. Las más importantes son análisis químico, estructura metalográfica, aspecto de la superficie comportamiento ante la dialatación térmica, curvas de tensión-compresión etc. Nosotros nos ocuparemos solamente de la estructura metalográfica y del análisis químico por ser complementarios el uno del otro.
a) Análisis químico - Es un requisito totalmente indispensable a la hora de emitir un juicio sobre la calidad de una fundición. Raramente se puede decir que un hierro fundido es de buena calidad basándose en un estudio metalográfico esta es la razón por la que lo incluimos aquí.
Las características mecánicas de la fundición gris que es la que se utiliza para el esmaltado, están reguladas mediante
COMPOSICIÓN QUÍM I C A DE i=â . FUNDICIÓN PARA ESMALTADO
elemento _i_ Ctotal 3,2 - 3,5
'-'grafito 2,8 - 3,0
Si 2,5 - 2,8
P 0,6 - 1,0
Mn 0,4 - 0,6
S menor de 0, 1
una composición química adaptada al espesor y con ella a la velocidad de enfriamiento. No es posible indicar la composición ideal de un tipo de hierro fundido válido para todos los tipos de objetos esmaltados. Se puede hablar de hierro fundido válido para todos los tipos de objetos esmaltados. Se puede hablar de hierro fundido de expesor delgado o grueso, para tal tipo de esmalte o procedimiento de esmaltado, para bañeras, cacerolas etc. Toda fábrica que se dedica a esmaltar piezas de hierro debiera conocer los análisis de la fundición adecuada a a propia fabricación para poseer estabilidad en la producción.
No obstante se pueden establecer como límites las siguientes:
Elemento
^total ^grafito Si P Mn S
o/o
3,2 a 3,5 2,8 a 3,0 2,5 a 2,8 0,6 a 1 0,4 a 0,6
menor que 0,l^/o
Fig.37. Fundición acabada (antes de esmalte).
Fig.36. Composición química hierro fundido.
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6
Fig.38. Fundición acabada (después de esmalte).
De la importancia de los distintos elementos trataremos a continuación:
Carbono: Su importancia es grande pues es necesario para obtener las propiedades de colabilidad deseadas. Es interesante conocer el contenido total de carbono y el que se encuentra como grafito. El contenido útil depende de los otros contribuyentes y se puede admitir que un contenido de carbono más sílice del 6^/0 es adecuado. Silicio: Facilita la transformación del carbono en grafito y ferrita durantç la cocción del esmalte mientras que desestabiliza la perliia; sin embargo un contenido demasiado elevado de sílice producirá un grafito muy grueso que será responsable de una disminución de la adherencia y convertirá
379
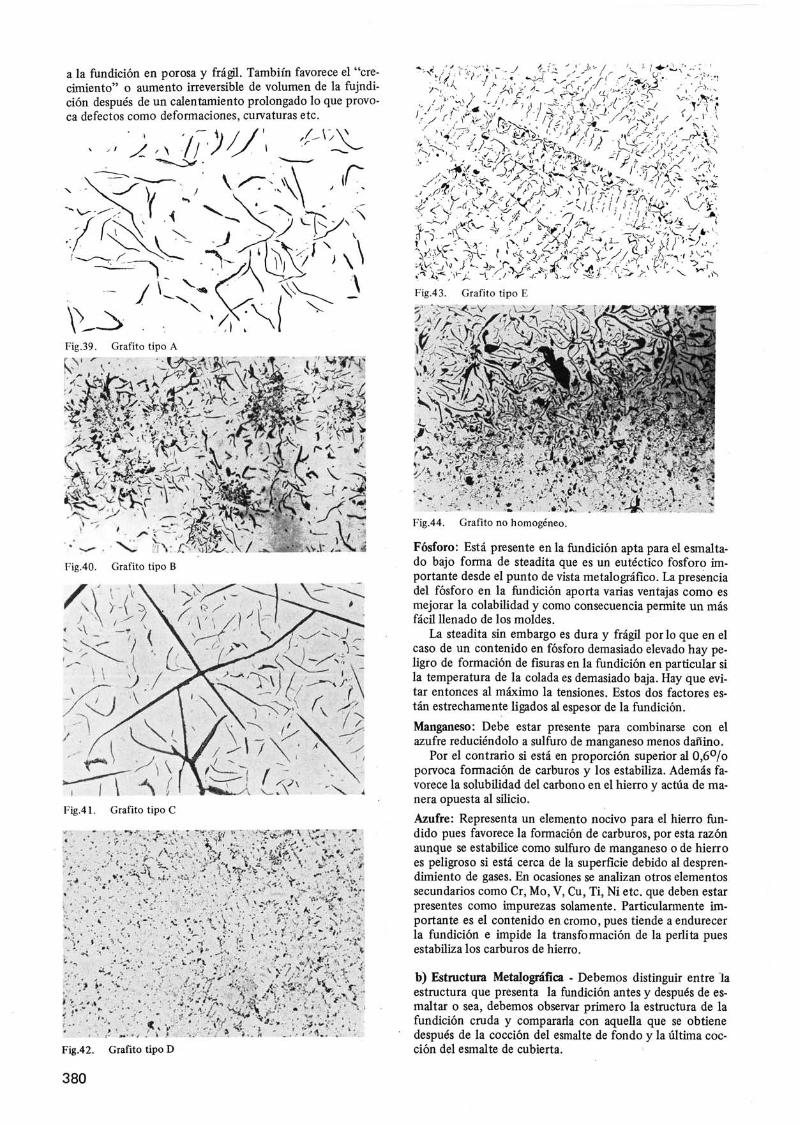
a la fundición en porosa y frágil. Tambiín favorece el "crecimiento" o aumento irreversible de volumen de la fujndi-ción después de un calentamiento prolongado lo que provoca defectos como deformaciones, curvaturas etc.
: ' í / :v^-^r::/.i^í : > v . jN
Fig.40. Grafito tipo B
Fig.41. Grafito tipo C
Fig.43. Grafito tipo E
Fig.44. Grafito no homogéneo.
Fósforo: Está presente en la fundición apta para el esmaltado bajo forma de steadita que es un eutéctico fosforo importante desde el punto de vista metalográfico. La presencia del fósforo en la fundición aporta varias ventajas como es mejorar la colabilidad y como consecuencia permite un más fácil llenado de los moldes.
La steadita sin embargo es dura y frágil por lo que en e caso de un contenido en fósforo demasiado elevado hay pe ligro de formación de fisuras en la fundición en particular si la temperatura de la colada es demasiado baja. Hay que evi tar entonces al máximo la tensiones. Estos dos factores están estrechamente ligados al espesor de la fundición.
Manganeso: Debe estar presente para combinarse con el azufre reduciéndolo a sulfuro de manganeso menos dañino.
Por el contrario si está en proporción superior al 0,6^/o porvoca formación de carburos y los estabiliza. Además favorece la solubilidad del carbono en el hierro y actúa de manera opuesta al silicio.
Azufre: Representa un elemento nocivo para el hierro fundido pues favorece la formación de carburos, por esta razón aunque se estabilice como sulfuro de manganeso o de hierro es peligroso si está cerca de la superficie debido al desprendimiento de gases. En ocasiones se analizan otros elementos secundarios como Cr, Mo, V, Cu, Ti, Ni etc. que deben estar presentes como impurezas solamente. Particularmente importante es el contenido en cromo, pues tiende a endurecer la fundición e impide la transformación de la perHta pues estabiliza los carburos de hierro.
b) Estructura Metalografíca - Debemos distinguir entre la estructura que presenta la fundición antes y después de esmaltar o sea, debemos observar primero la estructura de la fundición cruda y compararla con aquella que se obtiene después de la cocción del esmalte de fondo y la última cocción del esmalte de cubierta.
El esmaltador trabaja con ñindición gris endurecida, que antes de esmaltar deberá presentar una estructura predominantemente perlítica con grafito y poca cantidad de ferrita, cementita y steadita. Sin contiene azufre deberá encontrarse bajo forma de sulfuro de manganeso (en algunos casos sulfuro de hierro).
Después de la cocción de la última capa de esmalte se producirá una transformación y la matriz deberá ser fundamentalmente ferrítica con una cierta cantidad de grafito. No deberá haber perlita (y si la hay debe ser en muy poca cantidad ) ni tampoco cementita. Habrá poca steadita y algunos sulfuros.
En general son desaconsejables los agujeros y cavidades internas y extemas, las inclusiones de escoria, la cementita ledeburítica, las sustancias extrañas incorporadas etc.
Seguidamente consideraremos la influencia de cada uno de los componentes en el esmaltado.
Fig.45. Estructura ledeburítica.
Perlita - Es aconsejable la presencia de perlita laminar en un 60 a un 80^/o en la fundición gris cruda la cual se debe transformar en ferrita y grafito. Ya esmaltada no debe hallarse más de un 0,l^/o de perlita pues en caso contrario la descomposición de la perlita continuará muy lentamente a temperatura ambiente haciendo que la fundición aumente de volumen (crecimiento) y podrá haber una alteración en la capa del esmalte.
Cementita - No debe estar presente en la fundición y si es así debe destruirse mediante el recocido preventivo de la fundición cruda o bien durante la cocción del esmalte de fondo pues en caso contrario podrá ocasionar defectos en el esmalte de cubierta (burbujas, cráteres, etc).
Ferrita - La ferrita en la fundición cruda se encuentra en cantidades pequeñas; sin embargo en la fundición acabada puede llegar al 90^/o. Antes de la última cocción del esmalte de cubierta la matriz debe ser ferrítica.
r J >
f ^
Fig.47. Superficie irregular.
Steadita - Esta constituida por eutéctico fosforoso de Fea?. Desde el punto de vista técnico del esmaltado en la fundición cruda se prefiere una red fina de steadita, mejor que en forma de islotes debido a que esta obstaculizada la transformación de la perlita y de la cementita.
Grafito - En el grafito debemos considerar la orientación, la distribución y el tamaño de las láminas. Atendiendo a este criterio hay seis tipos de grafito A, B, C, D, E y F.
Es aconsejable el grafito de láminas delgadas A y sobre todo el distribuido en rosetas B. No se recomienda el grafito de láminas gruesas C. Al mismo tiempo la estructura debe ser uniforme pues la acumulación del grafito por zonas puede conducir a defectos en el esmaltado.
Fig.46. Superficie esmaltada correcta.
BOL.SOC.ESP.CERAM.VIDR.VOL.20 - NUM.6
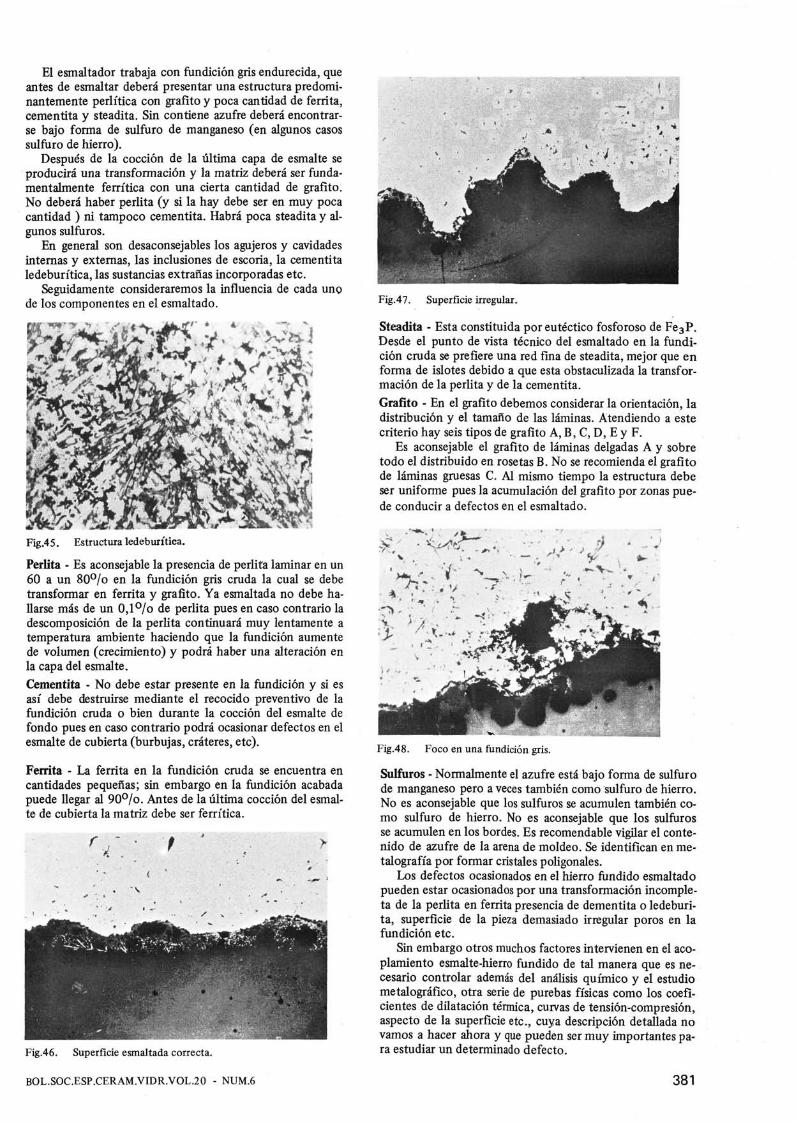
Fig.48. Foco en una fundición gris.
Sulfures - Normalmente el azufre está bajo forma de sulfuro de manganeso pero a veces también como sulfuro de hierro. No es aconsejable que los sulfuros se acumulen también como sulfuro de hierro. No es aconsejable que los sulfuros se acumulen en los bordes. Es recomendable vigilar el contenido de azufre de la arena de moldeo. Se identifican en metalografía por formar cristales poligonales.
Los defectos ocasionados en el hierro fundido esmaltado pueden estar ocasionados por una transformación incompleta de la periita en ferrita presencia de dementita o ledeburi-ta, superficie de la pieza demasiado irregular poros en la fundición etc.
Sin embargo otros muchos factores intervienen en el acoplamiento esmalte-hierro fundido de tal manera que es necesario controlar además del anáUsis químico y el estudio metalográfíco, otra serie de purebas físicas como los coeficientes de dilatación térmica, curvas de tensión-compresión, aspecto de la superficie etc., cuya descripción detallada no vamos a hacer ahora y que pueden ser muy importantes para estudiar un determinado defecto.
381
. ^ - ' * - / " ^ ^ ^ *, ^ %
X J ^ H H ^ H HilHr?! ' '. - -.'.-r"'
vpP/ ^^^HH^HHl • • 1 ^ ^ ^ . ^ f > , ^ - ; J ^ ^ H H H k :X )i . : - - '^
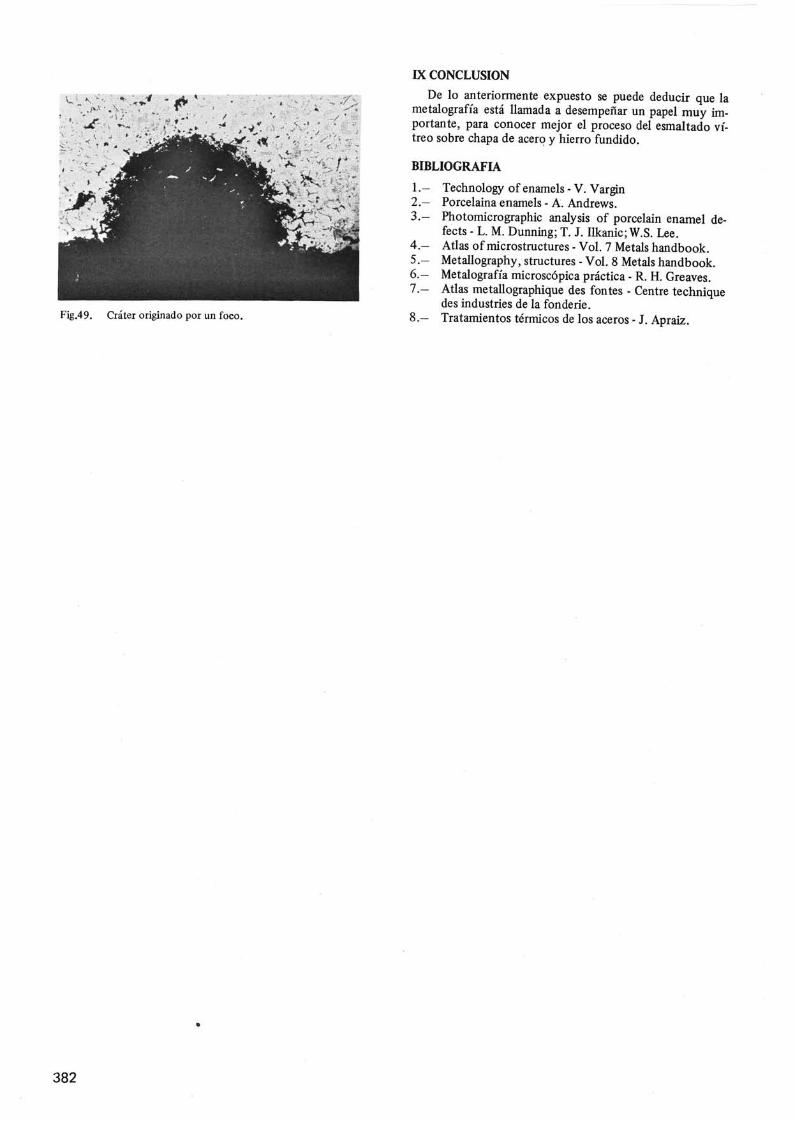
Fig.49. Cráter originado por un foco.
IX CONCLUSION
De lo anteriormente expuesto se puede deducir que la metalografía está llamada a desempeñar un papel muy importante, para conocer mejor el proceso del esmaltado vitreo sobre chapa de acero y hierro fundido.
BIBLIOGRAFÍA
1.- Technology of enamels - V. Vargin 2 . - Porcelaina enamels - A. Andrews. 3 . - Photomicrographic analysis of porcelain enamel de
fects - L. M. Dunning; T. J. Ilkanic; W.S. Lee. 4 . - Atlas of microstructures - Vol. 7 Metals handbook. 5 . - Metallography, structures - Vol. 8 Metals handbook. 6 . - Metalografía microscópica práctica - R. H. Greaves. 7 . - Atlas metallographique des fontes - Centre technique
des industries de la fonderie. 8 . - Tratamientos térmicos de los aceros - J. Apraiz.
382