anÁlisis tÉcnico de una planta industrial de...
TRANSCRIPT

MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
ANÁLISIS TÉCNICO DE UNA PLANTA INDUSTRIAL DE BIODIESEL PARA
COGENERACIÓN Gómez Vargas Dante Patricio, Rangel Hernández Victor Hugo, Gallegos Muñoz A., Zaleta Aguilar
A., Riesco Avila José M.
Departamento de Ingeniería Mecánica, División de Ingenierías, Universidad de Guanajuato
Carretera Salamanca-Valle de Santiago km 3.5 + 1.8 km, Comunidad de Palo Blanco, Salamanca, Gto.
Teléfono: + 52.464. 647.9940 Ext. 2463
[email protected], [email protected], [email protected], [email protected], [email protected]
RESUMEN.
Las energías renovables han alcanzado
un potencial desarrollo en los últimos años ya
que parece ser la única alternativa lógica tanto
ambiental como socialmente hablando, asi pues,
dentro de la industria mexicana aun no se cuenta
con experiencia importante acerca de la
producción e implementación de plantas
industriales completas para la manufactura de
biocombustibles de tal forma, este estudio
presenta el análisis técnico completo de las
principales características, equipos y procesos,
por medio de cual se logra producir biodiesel a
partir de biomasa oleaginosa.
ABSTRACT.
Renewable energies have reached a po-
tential development in recent years and appears
to be the only logical alternative environmentally
and socially , so, in the Mexican industry has not
yet significant experience with the production
and implementation of industrial plants for the
manufacture of biofuels, this study presents the
complete technical analysis of the main features,
equipment and processes through which manag-
es to produce biodiesel from oilseed biomass.
NOMENCLATURA
V Volumen en ml de solución de NaOH
utilizada.
c Concentración [mol/l] de solución
NaOH utilizada.
M Peso molecular del ácido graso más
común (generalmente oleico).
P Peso en gramos de la muestra utilizada
AGL Ácido graso libre.
Esfuerzo cortante de la mezcla
A Área de la propela.
Z Fuerza soportada por la propela debido
a la columna de agua.
CM Centroide geométrico de la propela.
H Altura de la flecha de la propela.
g Aceleración de la gravedad.
B Longitud de la base de la propela.
Qc Caudal de la bomba.
H1 Altura dinámica.
hf Perdida de carga.
P Presión de trabajo de la bomba.
Z2 Altura de descarga de bomba.
Z1 Altura de succión de bomba.
l Longitud total de la tubería en metros.
D
AVU
Diámetro interno de la tubería.
Aceite vegetal usado
INTRODUCCIÓN
La demanda mundial de energía está
creciendo a un ritmo asombroso. La excesiva
dependencia de las importaciones energéticas de
unos pocos países, en muchos casos
políticamente inestables, y los precios volátiles
del petróleo y del gas han colocado la seguridad
del suministro energético en primera plana en la
agenda política, amenazando a la vez con infligir
un drenaje masivo en la economía global.
Garantizar un suministro energético asequible
basado en un desarrollo económico sustentable
en el mundo, son dos objetivos muy importantes,
que es posible alcanzar a la vez. La necesidad
urgente de cambio en el sector energético
significa que el escenario se basa únicamente en
tecnologías sustentables y de probado
rendimiento, como las fuentes de energías
renovables y la cogeneración eficiente
descentralizada [1].
La biomasa es definida como la materia
orgánica contenida en productos de origen
vegetal y animal (incluyendo los desechos
orgánicos) que puede ser capturada y usada
como una fuente de energía química almacenada.
Los biocombustibles se refieren específicamente
a los combustibles obtenidos de la biomasa y que
se usan en el sector transporte o generación de
energía [2].
ISBN 978-607-95309-6-9 Página | 1241
MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
En cuanto a sus características
generales, la bioenergía tiene ventajas en cuanto
a la densidad energética, la cualidad de ser
transportable y su no intermitencia porque es por
sí misma una forma de almacenamiento de
energía, además que puede utilizarse en el
momento en que se le necesite. La bioenergía
puede proveer una amplia variedad de servicios a
través de su uso para la producción de
combustibles que son flexibles en el sentido de
adaptarse a las diferentes necesidades de energía.
Su composición química es similar a la de los
combustibles fósiles, los cuales se originaron a
partir de la biomasa hace millones de años, lo
que además de su uso energético, crea la
posibilidad de originar a partir de la biomasa, los
que se denomina los biomateriales que pueden
virtualmente sustituir a todos los productos que
actualmente se derivan de la industria
petroquímica. La biomasa surge de una amplia
variedad de fuentes y puede además constituirse
en una fuente renovable de hidrógeno.
Todas las fuentes rentables de energías
renovables pueden ser utilizadas como bionergía,
para la generación de calor y de electricidad, así
como producción de biocombustibles. Ya que en
nuestro país no existe realmente una legislación
adecuada para la implementación de estas,
sabiendo que existe la capacidad para poder
hacerlo, demostrando la viabilidad de la
implementación a gran escala de este tipo de
energías [2].
Atendiendo estas razones, y dado el
limitado y pobre desarrollo e implementación de
nuevas tecnologías capaces de producir energía
limpia en nuestro país, se ha optado por trabajar
en el desarrollo de un análisis tanto
termodinámico como económico, de una planta
procesadora de residuos orgánicos (biomasa),
cabe resaltar que se realizo el planteamiento
general de una plata versátil capaz de procesar
diferentes tipos de biomasa de origen oleaginoso.
En el presente trabajo se enfoca a los resultados
obtenidos con el AVU que fue el que presento
mejores resultados comparados con el resto de
las materia primas consideradas. Esta
investigación ha de contribuir a los trabajos ya
realizados y publicados acerca de
biocombustibles en nuestro país, específicamente
del biodiesel.
DESARROLLO
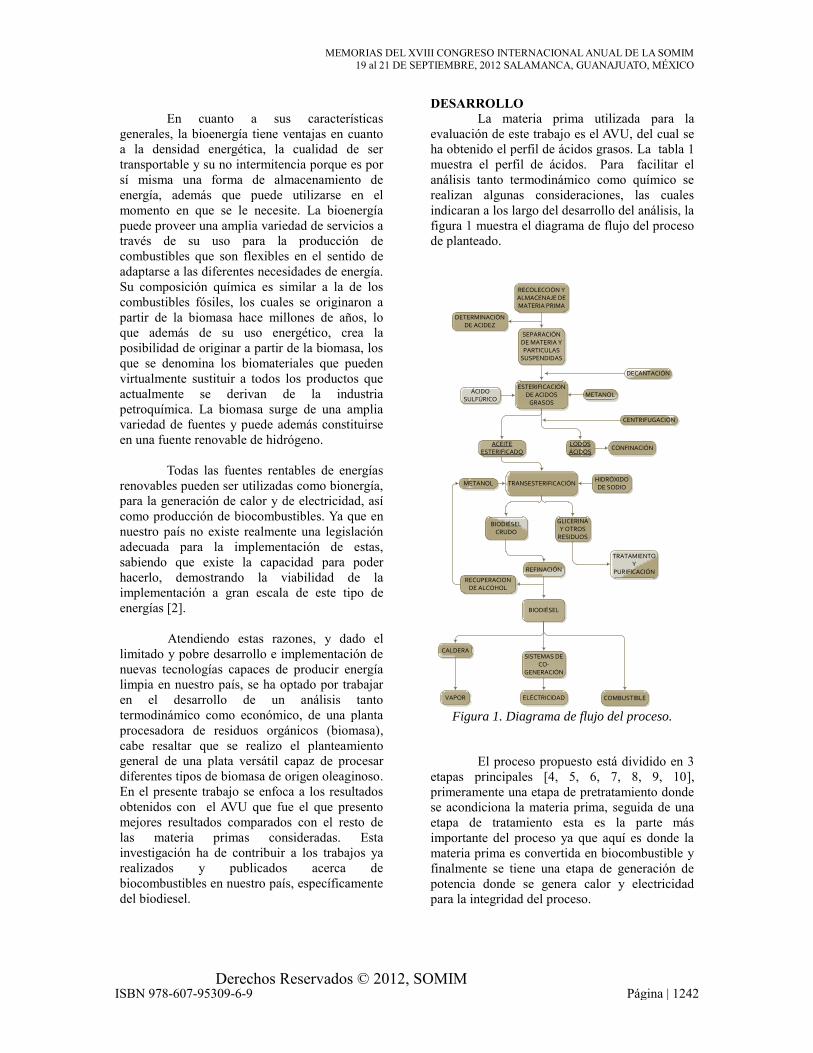
La materia prima utilizada para la
evaluación de este trabajo es el AVU, del cual se
ha obtenido el perfil de ácidos grasos. La tabla 1
muestra el perfil de ácidos. Para facilitar el
análisis tanto termodinámico como químico se
realizan algunas consideraciones, las cuales
indicaran a los largo del desarrollo del análisis, la
figura 1 muestra el diagrama de flujo del proceso
de planteado.
SEPARACIÓN DE MATERIA Y PARTICULAS
SUSPENDIDAS
DECANTACIÓN
ESTERIFICACIÓN DE ACIDOS
GRASOSMETANOL
ÁCIDO SULFÚRICO
TRANSESTERIFICACIÓN
BIODIÉSELCRUDO
GLICERINA Y OTROS
RESIDUOS
REFINACIÓN
RECUPERACION DE ALCOHOL
RECOLECCIÓN Y ALMACENAJE DE MATERIA PRIMA
METANOL
ACEITE ESTERIFICADO
LODOS ÁCIDOS
HIDRÓXIDO DE SODIO
CENTRIFUGACIÓN
CONFINACIÓN
BIODIÉSEL
CALDERA SISTEMAS DE
CO-GENERACIÓN
VAPOR ELÉCTRICIDAD COMBUSTIBLE
TRATAMIENTO Y
PURIFICACIÓN
DETERMINACIÓN DE ACIDEZ
Figura 1. Diagrama de flujo del proceso.
El proceso propuesto está dividido en 3
etapas principales [4, 5, 6, 7, 8, 9, 10],
primeramente una etapa de pretratamiento donde
se acondiciona la materia prima, seguida de una
etapa de tratamiento esta es la parte más
importante del proceso ya que aquí es donde la
materia prima es convertida en biocombustible y
finalmente se tiene una etapa de generación de
potencia donde se genera calor y electricidad
para la integridad del proceso.
ISBN 978-607-95309-6-9 Página | 1242
MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
Tabla 1. Perfil de ácidos grasos, AVU [3].
Acido graso % Acido graso %
Palmítico 20.4 Araquídico 0.12
Esteárico 4.8 Erúsico 0.84
Oleico 52.9 Mirístico 0.9
Linoleico 13.5 Palmitoleico 4.6
Linolénico 0.8
Etapa de Pretratamiento Esta etapa incluye desde el muestreo de
materia prima hasta la esterificación, esta etapa
es necesaria ya que la materia prima utilizada
contiene gran cantidad de AGL’s. Para iniciar
con esta etapa se obtiene una pequeña muestra de
la materia prima contenida en almacén para
cuantificar los AGL presentes, de acuerdo un
método analítico de prueba.
El método de cuantificación de acidez
en una muestra de aceite o grasa, está
establecido por el método oficial MC-CD3D63
de AOCS (American Oil Chemists' Society) [11]
%AGL = V ∗ c ∗M
1000∗100
P
Para la esterificación de la materia
prima se utilizan ácidos fuertes como es el acido
sulfúrico, para catalizar la esterificación de los
AGL. La reacción de esterificación de los AGL a
ésteres es relativamente rápida, uno de los
problemas con la catálisis ácida es el agua
producida. La reacción química que se lleva a
cabo de forma general es: (se muestra las
reacciones específicas tomando en consideración
el ácido oleico que es el que se encuentra en
mayor cantidad):
AGL + metanol → éster metílico + agua
C18H34O2 + CH3OHH2SO4→ C19H36O2 + H2O
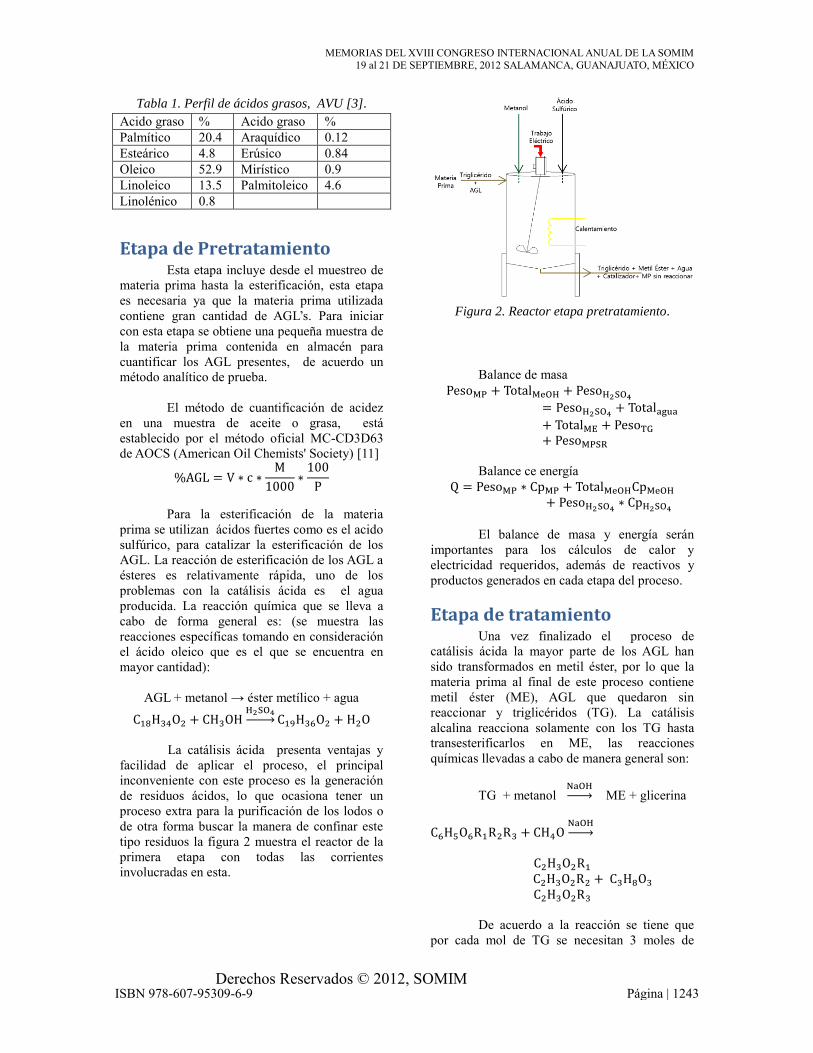
La catálisis ácida presenta ventajas y
facilidad de aplicar el proceso, el principal
inconveniente con este proceso es la generación
de residuos ácidos, lo que ocasiona tener un
proceso extra para la purificación de los lodos o
de otra forma buscar la manera de confinar este
tipo residuos la figura 2 muestra el reactor de la
primera etapa con todas las corrientes
involucradas en esta.
Figura 2. Reactor etapa pretratamiento.
Balance de masa
PesoMP + TotalM OH + PesoH2SO4= PesoH2SO4 + Total gu + TotalME + PesoTG+ PesoMPSR
Balance ce energía
Q = PesoMP ∗ CpMP + TotalM OHCpM OH+ PesoH2SO4 ∗ CpH2SO4
El balance de masa y energía serán
importantes para los cálculos de calor y
electricidad requeridos, además de reactivos y
productos generados en cada etapa del proceso.
Etapa de tratamiento Una vez finalizado el proceso de
catálisis ácida la mayor parte de los AGL han
sido transformados en metil éster, por lo que la
materia prima al final de este proceso contiene
metil éster (ME), AGL que quedaron sin
reaccionar y triglicéridos (TG). La catálisis
alcalina reacciona solamente con los TG hasta
transesterificarlos en ME, las reacciones
químicas llevadas a cabo de manera general son:
TG + metanol N OH→ ME + glicerina
C6H5O6R1R2R3 + CH4ON OH→
C2H3O2R1
C2H3O2R2 + C3H8O3
C2H3O2R3
De acuerdo a la reacción se tiene que
por cada mol de TG se necesitan 3 moles de
ISBN 978-607-95309-6-9 Página | 1243
MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
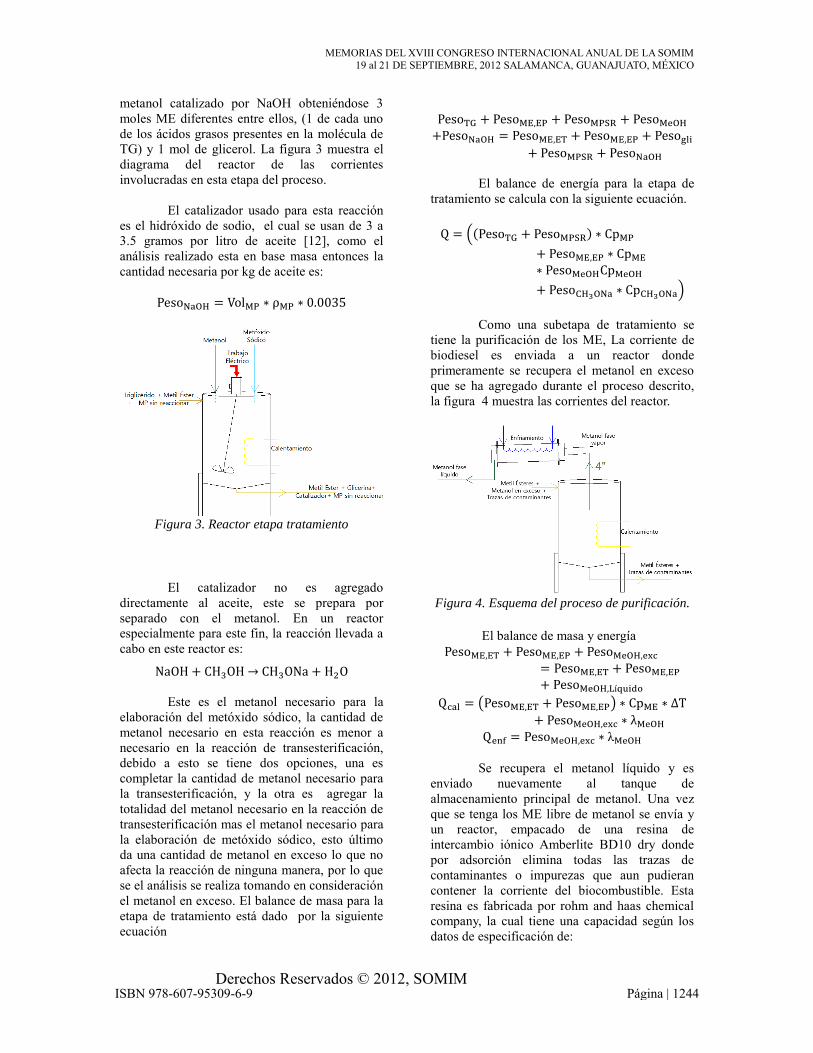
metanol catalizado por NaOH obteniéndose 3
moles ME diferentes entre ellos, (1 de cada uno
de los ácidos grasos presentes en la molécula de
TG) y 1 mol de glicerol. La figura 3 muestra el
diagrama del reactor de las corrientes
involucradas en esta etapa del proceso.
El catalizador usado para esta reacción
es el hidróxido de sodio, el cual se usan de 3 a
3.5 gramos por litro de aceite [12], como el
análisis realizado esta en base masa entonces la
cantidad necesaria por kg de aceite es:
PesoN OH = VolMP ∗ ρMP ∗ 0.0035
Figura 3. Reactor etapa tratamiento
El catalizador no es agregado
directamente al aceite, este se prepara por
separado con el metanol. En un reactor
especialmente para este fin, la reacción llevada a
cabo en este reactor es:
NaOH + CH3OH → CH3ONa + H2O
Este es el metanol necesario para la
elaboración del metóxido sódico, la cantidad de
metanol necesario en esta reacción es menor a
necesario en la reacción de transesterificación,
debido a esto se tiene dos opciones, una es
completar la cantidad de metanol necesario para
la transesterificación, y la otra es agregar la
totalidad del metanol necesario en la reacción de
transesterificación mas el metanol necesario para
la elaboración de metóxido sódico, esto último
da una cantidad de metanol en exceso lo que no
afecta la reacción de ninguna manera, por lo que
se el análisis se realiza tomando en consideración
el metanol en exceso. El balance de masa para la
etapa de tratamiento está dado por la siguiente
ecuación
PesoTG + PesoME,EP + PesoMPSR + PesoM OH
+PesoN OH = PesoME,ET + PesoME,EP + Pesog i+ PesoMPSR + PesoN OH
El balance de energía para la etapa de
tratamiento se calcula con la siguiente ecuación.
Q = ((PesoTG + PesoMPSR) ∗ CpMP
+ PesoME,EP ∗ CpME∗ PesoM OHCpM OH
+ PesoCH3ON ∗ CpCH3ON )
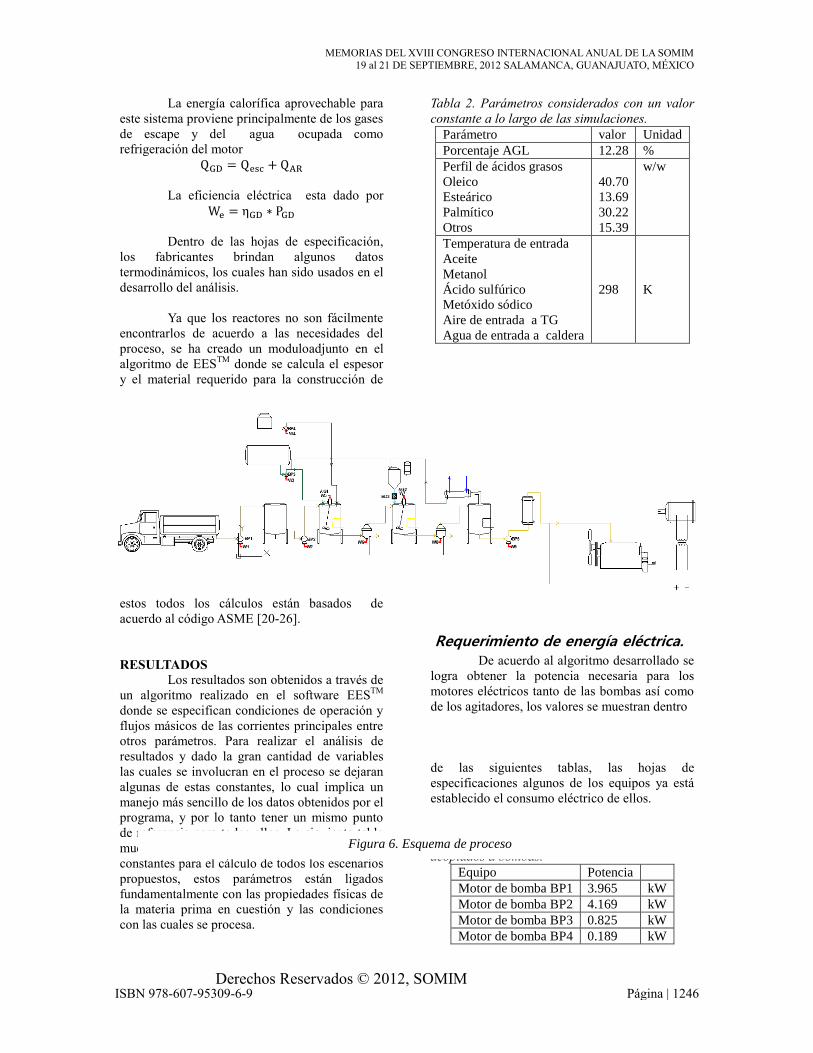
Como una subetapa de tratamiento se
tiene la purificación de los ME, La corriente de
biodiesel es enviada a un reactor donde
primeramente se recupera el metanol en exceso
que se ha agregado durante el proceso descrito,
la figura 4 muestra las corrientes del reactor.
Figura 4. Esquema del proceso de purificación.
El balance de masa y energía
PesoME,ET + PesoME,EP + PesoM OH, x = PesoME,ET + PesoME,EP+ PesoM OH,Líquido
Q = (PesoME,ET + PesoME,EP) ∗ CpME ∗ ΔT
+ PesoM OH, x ∗ λM OH
Q nf = PesoM OH, x ∗ λM OH
Se recupera el metanol líquido y es
enviado nuevamente al tanque de
almacenamiento principal de metanol. Una vez
que se tenga los ME libre de metanol se envía y
un reactor, empacado de una resina de
intercambio iónico Amberlite BD10 dry donde
por adsorción elimina todas las trazas de
contaminantes o impurezas que aun pudieran
contener la corriente del biocombustible. Esta
resina es fabricada por rohm and haas chemical
company, la cual tiene una capacidad según los
datos de especificación de:
ISBN 978-607-95309-6-9 Página | 1244

MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
1kg resina purifica 3 lt hr⁄ de biodiesel
Calculando la cantidad necesaria para
la purificación
Pesor sin =(PesoME,ET + PesoME,EP)
ρME
∗1
3 lt hr⁄
La corriente de salida al final de esta
etapa, será biodiesel “sin impurezas”, un
biocombustible de alta calidad y este será usado
como combustible dentro de la etapa de
generación de potencia la cual se describe a
continuación.
Etapa de Generación de poten-
cia Para la etapa de generación de potencia
el análisis se plantea con motor de combustión
interna de encendido por compresión, las
propiedades del biodiesel se obtienen de acuerdo
a las investigaciones de pruebas experimentales
reportadas en diferentes literaturas [8, 12, 13].
Antes de seguir con la etapa de
generación de potencia, se calculan los
requerimientos energéticos tanto de electricidad
y calor [14-16], y así tener un parámetro de
elección para los equipos considerados para este
fin. De acuerdo al esquema de proceso
presentado los equipos que demandan energía
eléctrica son motores para bombas [17] de
diferentes tipos, motores para agitadores [18,19]
centrifugas.
La potencia teórica en watts para cada
uno de las bombas está dada por
PTh = H1 ∗ ρ ∗ g ∗ Q
H1 = hf +P
ρ ∗ g+V2
2 ∗ g+ Z2 − Z1
hf =ff ∗ l q ∗ V
2
2 ∗ D ∗ g
l q = l + l ∗ D
1
√ff= 2 ∗ log(Re ∗ √ff) − 0.8
El trabajo eléctrico necesario por el
agitador se calcula considerando una própela
rectangular, es importante tener en cuenta los
parámetros geométricos y la velocidad de
rotación deseada por el agitador ya que estos son
de importancia para el cálculo de la potencia.
P = N ∗ Tq
El torque es calculado de acuerdo a
Tq = (τ + Z) ∗ A ∗ CM
El centroide geométrico de la propela y
el esfuerzo son calculados de la siguiente
manera:
CM = 0.5 ∗ B
τ = μdu
dy
Z = ρ ∗ H ∗ g
En el equipo de separación (centrifugas)
el fabricante específica el consumo de energía
eléctrica de estos equipos por lo que se toman tal
cual los consumos.
El moto-generador esta preinstalado en
una estación, el fabricante ha obtenido las
condiciones generales a las cuales debe
funcionar el sistema, incluso en la hoja de
especificación se informa los consumos de tanto
combustible, como agua de enfriamiento, flujo
másico de admisión de aire, temperatura de los
gases de combustión, flujo másico de los gases
de combustión y algunos calores liberados en el
proceso de combustión. Con toda esta
información al alcance el análisis termodinámico
se facilita bastante ya que se tiene que hacer un
balance de energía del sistema, la figura 5
muestra la configuración de instalación del
sistema.
Figura 5. Esquema de generación por generador
diesel.
El balance de energía usando biodiesel
en lugar de diesel se tiene.
mD ∗ HHVD = mBD ∗ HHVBD
QBD = mBD ∗ HHV
La eficiencia del generador diesel viene
dada por
ηGD =PGDQBD
ISBN 978-607-95309-6-9 Página | 1245
MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
La energía calorífica aprovechable para
este sistema proviene principalmente de los gases
de escape y del agua ocupada como
refrigeración del motor
QGD = Q s + QAR
La eficiencia eléctrica esta dado por
W = ηGD ∗ PGD
Dentro de las hojas de especificación,
los fabricantes brindan algunos datos
termodinámicos, los cuales han sido usados en el
desarrollo del análisis.
Ya que los reactores no son fácilmente
encontrarlos de acuerdo a las necesidades del
proceso, se ha creado un moduloadjunto en el
algoritmo de EESTM
donde se calcula el espesor
y el material requerido para la construcción de
estos todos los cálculos están basados de
acuerdo al código ASME [20-26].
RESULTADOS
Los resultados son obtenidos a través de
un algoritmo realizado en el software EESTM
donde se especifican condiciones de operación y
flujos másicos de las corrientes principales entre
otros parámetros. Para realizar el análisis de
resultados y dado la gran cantidad de variables
las cuales se involucran en el proceso se dejaran
algunas de estas constantes, lo cual implica un
manejo más sencillo de los datos obtenidos por el
programa, y por lo tanto tener un mismo punto
de referencia para todos ellos. La siguiente tabla
muestra los parámetros que se mantendrán
constantes para el cálculo de todos los escenarios
propuestos, estos parámetros están ligados
fundamentalmente con las propiedades físicas de
la materia prima en cuestión y las condiciones
con las cuales se procesa.
Tabla 2. Parámetros considerados con un valor
constante a lo largo de las simulaciones.
Parámetro valor Unidad
Porcentaje AGL 12.28 %
Perfil de ácidos grasos
Oleico
Esteárico
Palmítico
Otros
40.70
13.69
30.22
15.39
w/w
Temperatura de entrada
Aceite
Metanol
Ácido sulfúrico
Metóxido sódico
Aire de entrada a TG
Agua de entrada a caldera
298
K
Requerimiento de energía eléctrica. De acuerdo al algoritmo desarrollado se
logra obtener la potencia necesaria para los
motores eléctricos tanto de las bombas así como
de los agitadores, los valores se muestran dentro
de las siguientes tablas, las hojas de
especificaciones algunos de los equipos ya está
establecido el consumo eléctrico de ellos.
Tabla 3. Consumo eléctrico de motores
acoplados a bombas.
Equipo Potencia
Motor de bomba BP1 3.965 kW
Motor de bomba BP2 4.169 kW
Motor de bomba BP3 0.825 kW
Motor de bomba BP4 0.189 kW
Figura 6. Esquema de proceso
ISBN 978-607-95309-6-9 Página | 1246

MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
Motor de bomba BP5 4.442 kW
Tabla 4. Consumo eléctrico de motores
acoplados a los agitadores.
Equipo Potencia
Agitador AG1 6.808 kW
Agitador AG2 6.808 kW
Agitador AG3 1.351 kW
Agitador AG4 5.098 kW
Tabla 5. Consumo eléctrico del equipo de
centrifugas.
Descripción Potencia Unidad
Centrifuga AFX 18 kW
Centrifuga BD55 18 kW
Todos estos consumos eléctricos se
suman con la finalidad de obtener el consumo
eléctrico necesario, por la planta, se considera la
situación crítica en que todos los equipos están
encendidos al mismo tiempo, de igual forma se
considera un 10% más de consumo para la
iluminación y los equipos de oficina.
Requerimiento de energía térmica. Las cargas térmicas requeridas por el
proceso de esterificación como por el de
transesterificación, así como en el proceso de
evaporación, son calculadas de acuerdo a las
siguientes consideraciones por etapa.
Para la etapa de pretratamiento se
necesita llegar y mantener una temperatura de
38 C ~ 310 K aproximadamente.
La etapa de tratamiento se necesita
llegar y mantener una temperatura de 52 C
~325 K aproximadamente.
La etapa de refinación se necesita
exceder el punto de ebullición del metanol esto
es 64 C aproximadamente, por lo que se fija una
temperatura mínima constante de 70 C para
asegurar la evaporación de este, solo se evapora
el metanol en exceso, es decir el que ha quedado
sin reaccionar dentro del proceso.
Para la condensación del metanol se
considera el enfriamiento que es necesario para
lograr el cambio de fase y así lograr tener
nuevamente metanol en estado líquido.
Tabla 6. Requerimientos térmicos por etapa.
Etapa/escenario 20000
Pretratamiento 557.36 MJ
Tratamiento 948.81 MJ
Refinación
Calentamiento 503.15 MJ
Condensación 58.41 MJ
Los valores representan solo el calor
necesario para lograr los objetivos previstos de
las cargas térmicas, para calcular el flujo de calor
necesario para cada una de estas etapas será
necesario tener en cuenta el tiempo el cual varía
de acuerdo la materia prima prevista y de etapa a
etapa, por esta razón los resultados se muestra de
esta manera.
Requerimiento de productos y reac-
tivos. El consumo de los reactivos químicos
precisos para llevar a cabo el proceso químicos
correspondientes se enlistan en la siguiente tabla
al igual que los productos obtenidos en cada una
de las etapas
Tabla 7. Consumo de reactivos, generación de
productos etapa pretratamiento.
Corrientes de entrada
Triglicéridos 16863 kg
Ácido graso libre 2361 kg
Metanol 234.8 kg
Ácido sulfúrico 61.1 kg
Corrientes de salida
Metil éster 1 2102 kg
AGL sin reaccionar 361.9 kg
Agua 131.9 kg
TG 16863 Kg
Ácido sulfúrico 61.1 Kg
Tabla 8. Consumo de reactivos, generación de
productos etapa tratamiento.
Corrientes de entrada
Metil éster 1 2102 kg
AGL sin reaccionar 361.9 kg
TG 16863 kg
Metóxido de sodio 87.24 kg
Metanol 1880 kg
Agua 29.06 kg
Corrientes de salida
Metil éster 1 2102 kg
Metil éster 2 16942 kg
Glicerina 1801 kg
ISBN 978-607-95309-6-9 Página | 1247
MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
Agua 29.06 kg
Metanol en exceso 51.73 kg
Otros (AGL (SR), catalizador, etc.) 397.3 kg
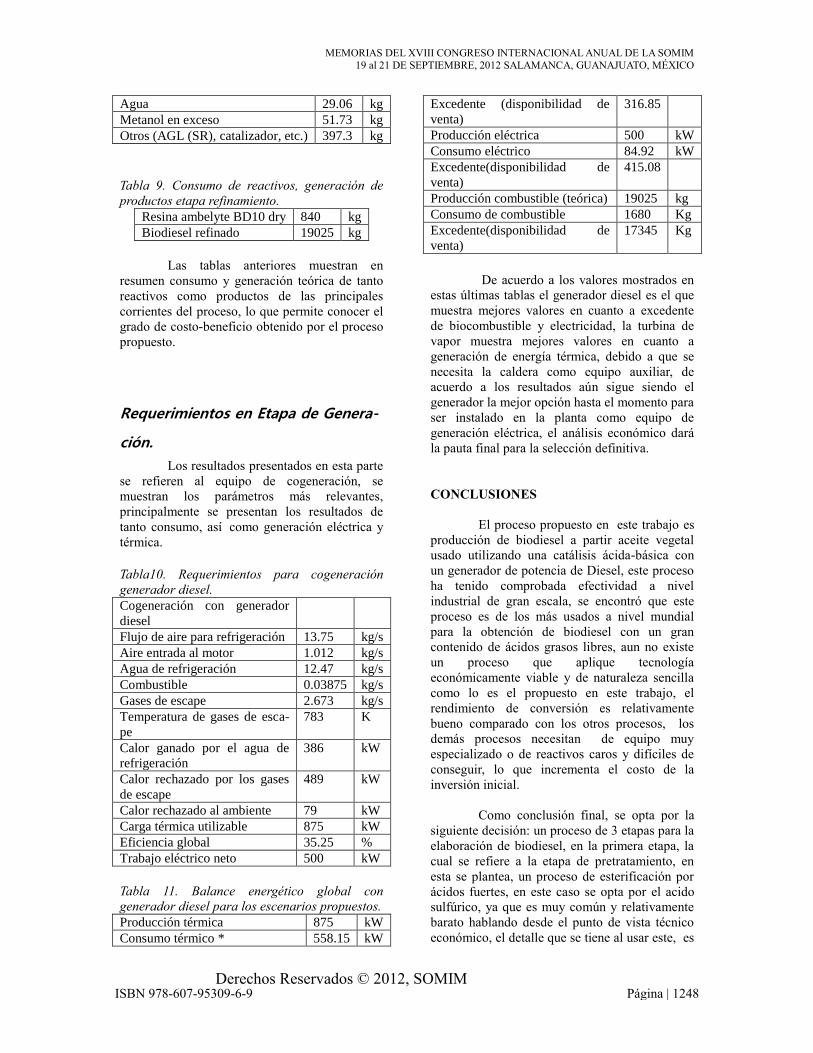
Tabla 9. Consumo de reactivos, generación de
productos etapa refinamiento.
Resina ambelyte BD10 dry 840 kg
Biodiesel refinado 19025 kg
Las tablas anteriores muestran en
resumen consumo y generación teórica de tanto
reactivos como productos de las principales
corrientes del proceso, lo que permite conocer el
grado de costo-beneficio obtenido por el proceso
propuesto.
Requerimientos en Etapa de Genera-
ción.
Los resultados presentados en esta parte
se refieren al equipo de cogeneración, se
muestran los parámetros más relevantes,
principalmente se presentan los resultados de
tanto consumo, así como generación eléctrica y
térmica. Tabla10. Requerimientos para cogeneración
generador diesel.
Cogeneración con generador
diesel
Flujo de aire para refrigeración 13.75 kg/s
Aire entrada al motor 1.012 kg/s
Agua de refrigeración 12.47 kg/s
Combustible 0.03875 kg/s
Gases de escape 2.673 kg/s
Temperatura de gases de esca-
pe
783 K
Calor ganado por el agua de
refrigeración
386 kW
Calor rechazado por los gases
de escape
489 kW
Calor rechazado al ambiente 79 kW
Carga térmica utilizable 875 kW
Eficiencia global 35.25 %
Trabajo eléctrico neto 500 kW
Tabla 11. Balance energético global con
generador diesel para los escenarios propuestos.
Producción térmica 875 kW
Consumo térmico * 558.15 kW
Excedente (disponibilidad de
venta)
316.85
Producción eléctrica 500 kW
Consumo eléctrico 84.92 kW
Excedente(disponibilidad de
venta)
415.08
Producción combustible (teórica) 19025 kg
Consumo de combustible 1680 Kg
Excedente(disponibilidad de
venta)
17345 Kg
De acuerdo a los valores mostrados en
estas últimas tablas el generador diesel es el que
muestra mejores valores en cuanto a excedente
de biocombustible y electricidad, la turbina de
vapor muestra mejores valores en cuanto a
generación de energía térmica, debido a que se
necesita la caldera como equipo auxiliar, de
acuerdo a los resultados aún sigue siendo el
generador la mejor opción hasta el momento para
ser instalado en la planta como equipo de
generación eléctrica, el análisis económico dará
la pauta final para la selección definitiva.
CONCLUSIONES
El proceso propuesto en este trabajo es
producción de biodiesel a partir aceite vegetal
usado utilizando una catálisis ácida-básica con
un generador de potencia de Diesel, este proceso
ha tenido comprobada efectividad a nivel
industrial de gran escala, se encontró que este
proceso es de los más usados a nivel mundial
para la obtención de biodiesel con un gran
contenido de ácidos grasos libres, aun no existe
un proceso que aplique tecnología
económicamente viable y de naturaleza sencilla
como lo es el propuesto en este trabajo, el
rendimiento de conversión es relativamente
bueno comparado con los otros procesos, los
demás procesos necesitan de equipo muy
especializado o de reactivos caros y difíciles de
conseguir, lo que incrementa el costo de la
inversión inicial.
Como conclusión final, se opta por la
siguiente decisión: un proceso de 3 etapas para la
elaboración de biodiesel, en la primera etapa, la
cual se refiere a la etapa de pretratamiento, en
esta se plantea, un proceso de esterificación por
ácidos fuertes, en este caso se opta por el acido
sulfúrico, ya que es muy común y relativamente
barato hablando desde el punto de vista técnico
económico, el detalle que se tiene al usar este, es
ISBN 978-607-95309-6-9 Página | 1248

MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
la generación de lodos ácidos (sludge), lo que
desde el punto de vista ambiental es bastante
contaminante, por lo que se necesita tener un
almacén exclusivo de residuos peligrosos y
posteriormente tratarlos o contratar a una
compañía que se dedique a la gestión de este tipo
de residuos, aun así, es más económico aplicar
esta metodología que cualquiera de las otras
expuestas, ya que las otras requieren de equipo
especializado o de microorganismos
especializados, lo cual implica un alto costo de
inversión inicial y estar renovando
frecuentemente los microorganismos, por lo
tanto la catálisis ácida es el proceso es el más
viable, no solo por el valor económico sino
también por es rápido y de eficacia comprobada,
es muy importante remarcar que no todas las
materias primas necesita ingresar a esta etapa, lo
cual implica un ahorro de energía, electricidad y
reactivos necesarios, además de que se agiliza el
proceso global, con lo cual el costo total de
producción es bajo comparado con los otros
procesos. La etapa de tratamiento la metodología
seleccionada es una catálisis básica, hidróxido de
sodio y metanol, son los reactivos necesarios en
esta etapa, estos, son comunes y baratos, lo cual
no implica mayor complicación en cuanto al
proceso, en la etapa final se selecciona el
generador diesel, este es seleccionado así, porque
presenta más ventajas globales en cuanto a los
otros equipos estudiados, el generador diesel, es
de naturaleza común en nuestros alrededores, es
decir, que se consiguen fácilmente las piezas, en
caso de mantenimiento preventivo y correctivo,
el mantenimiento es en muy corto tiempo, es de
funcionamiento sencillo y no se necesitan de
personal altamente capacitado y certificado para
operación y mantenimiento, es de baja inversión,
tanto inicial como a lo largo de su vida útil, en
conjunto, dado la naturaleza sencilla de tanto el
proceso así como los equipos involucrados, tanto
el tiempo de producción como el tiempo que
mantenimiento y reparación de los equipos son
muy cortos.
En nivel de producción es otro aspecto
que se deberá considerar ya que la meta que
establecida es procesar 100,000 litros de materia
prima por mes, este nivel de producción es
tomado como constante para el análisis del
proceso.
REFERENCIAS [1] Revolucion nergetica, perspective mundial de la energia
renovable. EREC 2007.
[2] Nuevas Energías Renovables: Una alternativa energética
sustentable para México IILSEN, CIE-UNAM. 2004 [3] Analysis of used frying fats for the production of
biodiesel, M.V. Ruiz-Méndez*, S. Marmesat, A. Liotta and
M.C. Dobargan Grasas Y Aceites, 59 (1), Enero-Marzo, 45-50, 2008
[4] Waste Cooking Oil as an Alternate Feedstock for
Biodiesel Production. Arjun B. Chhetri, K. Chris Watts and M. Rafiqul Islam, Energies 2008
[5] J.Van Gerpen. Biodiesel processing and production. Fuel
Processing Technology 86 (2005) 1097–1107. Elsevier [6] Biodiesel production technology J.Van Gerpen, B.
Shanks, R. Pruszko, D. clements, G. Knothe. National
Renewable Energy Laboratory, 2004 [7] procesos de producción de biodiesel: uso de materias
primas alternativas y de alta acidez. Bruno O dalla cosra
Maria L. Pisarello, carlos A querini, instituto de
investigaciones en catálisis y petroquímica. Universidad
nacional del litoral, santa fe argentina.
[8]Biodiesel from Low-Grade Animal Fat: Production Process Assessment and Biodiesel Properties
Characterization Laureano Canoira etal. Ind. Eng. Chem.
Res., 2008, 47 (21), pp 7997–8004 [9] Biodiesel production from crude Jatropha curcas L. seed
oil with a high content of free fatty acids Hanny Johanes
Berchmans a, Shizuko Hirata 2007 Elsevier Ltd. biortech. [10] Kinetics of free fatty acids esterification with methanol
in the production of biodiesel fuel. Egle Sendzikiene et al. European Journal of Lipid Science and Technology 106, 831-
836, 2004.
[11] http://www.aocs.org/store/ProductDetail.cfm?ItemNumber=2
279
[12] Biodiesel production technology J.Van Gerpen, B.
Shanks, R. Pruszko, D. clements, G. Knothe. National
Renewable Energy Laboratory, 2004
[13] http://www3.me.iastate.edu/biodiesel/Pages/biodiesel9.html
accesado junio
[14] Introducción a la Termodinámica en Ingeniería Química, J.M. Smith, H. C. Van Ness, M. M. Abbott. Quinta edición
McGraw Hill 1997
[15] Fundamentos de transferencia de momento, calor y masa. James R. Welty, Charles E. Wicks, Robert E. Wilson.
Editorial Limusa.
[16] Fundamentals of engineering thermodynamics, J. Moran, Howard N. Shapiro. 5th ed. John Wiley & Sons
Ltd,2006
[17] Bombas: Selección, Uso y Mantenimiento. J. Kenneth. Editorial McGraw-Hill.
[18] Introduction to Fluid Mechanic. Robert W. Fox, Alan T.
McDonald, Philip J. Pritchard. 6tn edition, John Wiley & Sons.
[19] Perry’s chemical engineers’ handbook. Don W. Green,
Robert H. Perry, James O. Maloney McGraw-Hill. 7th ed. [20]ASME Boiler and Pressure Code Vessel Code an
International Code, materials, Section II, 2003.
[21] ASME Boiler and Pressure Code Vessel Code an International Code, rules of construction of pressure vessels,
section VIII division I, 2004.
[22] Pressure Vessel Handbook, Eugene F. Megyesy, Pressure Vessel Publishing Inc, 10th Edition.
[23] Process equipment design Brownell, L. E., Young E.H.
john wiley and sons, inc. [24] Guide to storage tanks & equipment. Bob long, Bob
Langer. Professional Engineering Publishing. Roles and
Associates Limited. 2003. [25] Preliminary Chemical Engineering plant design. William
D. Baasel. Elsevier
ISBN 978-607-95309-6-9 Página | 1249

MEMORIAS DEL XVIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE, 2012 SALAMANCA, GUANAJUATO, MÉXICO
Derechos Reservados © 2012, SOMIM
[26] Chemical engineering plant design. Frank C. Vilbrandt,
Charles E. Dryden. 4th ed. Mc Graw Hill.
ISBN 978-607-95309-6-9 Página | 1250