anÁlisis metalogrÁfico a color en estudio...
TRANSCRIPT

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
1
ANÁLISIS METALOGRÁFICO A COLOR EN ESTUDIO MICROSCÓPICO
PARA SELECCIÓN DE TORNILLOS ESTRUCTURALES DE TRANSMILENIO
GRADO 5 (MEDIO CARBON AISI 1035-1050 TEMP Y REV) Y GRADO 8
(MEDIO CARBON ALEADO AISI 4135 A 9840 TEMP Y REV)
Jhoan Sebastian Gutierrez Mayorga
Daniel Felipe Méndez Chaverra
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Tecnología en Mecánica
Bogotá D.C.
2017
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
2
ANÁLISIS METALOGRÁFICO A COLOR EN ESTUDIO MICROSCÓPICO
PARA SELECCIÓN DE TORNILLOS ESTRUCTURALES DE TRANSMILENIO
GRADO 5 (MEDIO CARBON AISI 1035-1050 TEMP Y REV) Y GRADO 8
(MEDIO CARBON ALEADO AISI 4135 A 9840 TEMP Y REV)
Jhoan Sebastian Gutierrez Mayorga
Daniel Felipe Méndez Chaverra
TESIS PARA OBTAR POR EL TITULO DE TECNÓLOGO MECÁNICO
MsC Luis Hernando Correa Murillo
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Tecnología en Mecánica
Bogotá D.C.
2017
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
3
DEDICATORIA
A mis padres Luz Dary Mayorga Ovalle y Carlos Rodrigo Gutierrez, por brindarme su
cariño, comprensión, apoyo y buenos valores, los cuales han hecho de mí una persona
íntegra y honesta, su confianza y apoyo ha sido fundamental para mi crecimiento
espiritual, emocional y moral.
A mi novia Liseth Natalia Mancilla Hernández, quien ha sido incondicional en todo mi
proceso de formación académica desde el bachillerato, su amor y compañía en los
últimos 6 años, ha brindado a mi vida alegría, fortaleza y compromiso en los momentos
más difíciles que se me han presentado.
A mis hermanos Valentina y Matías Gutierrez Mayorga, quienes son una compañía
infinita para mí y son motivo en mi vida para ser cada día mejor.
A mis dos abuelitas Ana Cecilia Ovalle y Aurora Gutierrez, pilares esenciales de
nuestras familias, son ellas las que nos motivan y nos brindan su sabiduría y amor,
siendo un ejemplo de vida y cariño.
A mi abuelito Emilio Mayorga, que hoy se encuentra en el cielo, quien durante su vida
se dedicó a ser un ejemplo de padre y abuelo para todos nosotros, sus enseñanzas
perduraran en el tiempo en nuestros corazones.
A mi profesora de Matemáticas del Colegio Nacional Andrés Bello, Ruth Luque quien
me oriento y creyó en mí en todo momento, su paciencia y sus enseñanzas sembraron
el amor por el estudio y una diferente forma de ver la vida.
A nuestro tutor MsC, Luis Hernando Correa, por su colaboración, dedicación y
compromiso con la formación de los estudiantes de Mecánica de la Universidad Distrital
Francisco José de Caldas, también agradezco a todos los profesores que me
instruyeron durante nuestra estadía académica.
A mis compañeros, quienes estuvieron a mi lado durante este proceso académico,
siendo no solamente una compañía, sino también un apoyo en momentos difíciles en la
academia.
Jhoan Sebastian Gutierrez Mayorga

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
4
DEDICATORIA.
Este proyecto va dedicado a mi familia primordialmente, ya que han sido mi bastón en
este proceso, con su esfuerzo compromiso y dedicación para conmigo y mis
necesidades, gracias a ellos un sueño está cada vez más cerca y sé que siempre
estarán ahí apoyándome para continuar con mis proyectos y todas aquellas metas que
deseo cumplir, en cada una de estas están ellos siempre alentándome para nunca
desfallecer.
A Dios por permitirme tener salud y sabiduría para afrontar cada adversidad que en mi
camino se me presento, por darme fuerzas de continuar aunque muchas veces caí, pero
con su ayuda siempre me levante de nuevo.
Dedicada a mis padres que siempre me inculcaron el valor del compromiso, también el
pensamiento de superarse como persona, ser mejor cada día y afrontar cada
circunstancia con valentía y tenacidad, y por ultimo influenciar en mí el amor por el
estudio.
A mis compañeros los cuales fueron un peldaño en mi carrera, los que siempre
estuvieron acompañándome en cada uno de los retos de mi carrera.
Daniel Felipe Méndez Chaverra

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
5
Agradecimientos.
Agradecemos principalmente a la Universidad Distrital Francisco José de Caldas
por su gran colaboración brindada en nuestro proceso de formación académica,
debido a que fueron de gran utilidad tanto sus instalaciones como todos sus
implementos, los cuales siempre tuvimos disponibles según nuestras
necesidades.
A nuestros compañeros los cuales siempre nos brindaron un apoyo incondicional
sin esperar nada a cambio, se mostraron muy interesados en nuestro avance y
desarrollo del proyecto.
A los laboratoristas de tratamientos térmicos y de metalografía quienes siempre
nos prestaron todos los implementos necesarios para el desarrollo de nuestro
proyecto de grado, también se preocuparon por estar pendientes de cómo
íbamos avanzando, la orientación que nos brindaban nos sirvo de mucha ayuda,
sin ellos hubiese sido muy difícil culminar con éxito nuestra investigación.
A nuestro tutor, MsC. Luis Hernando Correa quien nos brindó su apoyo
incondicional, aportando su amplia experiencia y conocimiento sobre el tema
desarrollado, así mismo sacando el espacio y el tiempo para atender todas
nuestras inquietudes.
A los demás docentes de la Universidad que nos acompañaron e incentivaron
para finalizar con éxito toda nuestra carrera.
Y por último a las secretarias de la coordinación del Proyecto Curricular de
Mecánica, por su arduo trabajo y colaboración para con los estudiantes, por
siempre brindar su atención a cualquier necesidad que se nos presentara y
brindarnos en todo momento su tiempo.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
6
CONTENIDO
Resumen ................................................................................................................................ 12
Abstract .............................................................................................................................. 12
INTRODUCCIÓN. ..................................................................................................................... 13
PLANTEAMIENTO DEL PROBLEMA. ......................................................................................... 14
JUSTIFICACIÓN. ...................................................................................................................... 14
OBJETIVOS .............................................................................................................................. 15
Objetivo general ................................................................................................................. 15
Objetivos específicos ........................................................................................................... 15
SECCIÓN 1 - CONCEPTOS BASICOS .......................................................................................... 16
1. ALEACIONES HIERRO CARBON - ACEROS – .................................................................. 16
1.1 FORMAS ALOTRÓPICAS DEL HIERRO [16] ................................................................. 16
- Ferrita δ: ............................................................................................................. 16
- Austenita ɣ: ......................................................................................................... 16
- Ferrita α: .............................................................................................................. 16
- Cementita (Fe3C): ................................................................................................ 16
1.2 TIPOS DE ACEROS [15] .............................................................................................. 17
- Ferrita .................................................................................................................. 17
- Cementita ............................................................................................................ 18
- Perlita .................................................................................................................. 18
- Austenita ............................................................................................................. 18
- Martensita ........................................................................................................... 19
- Bainita ................................................................................................................. 19
1.3 EQULIBRIO DE FASES .................................................................................................... 20
1.3.1 DIAGRAMA HIERRO CARBONO................................................................................ 20
1.3.2 Diagrama TTT (tiempo, temperatura, transformación) ............................................ 21
1.3.3 Diagrama CCT (diagrama enfriamiento continuo).................................................... 21
1.4 SAE .......................................................................................................................... 22
1.4.1 Norma SAE J429 ......................................................................................................... 23
1.5. MATERIALES DE FABRICACIÓN .................................................................................... 24
1.5.1. GRADO 5 (MEDIO CARBON AISI 1035-1050 TEMP Y REV) ...................................... 24
GRADO 8 (MEDIO CARBON ALEADO AISI 4135 A 9840 TEMP Y REV) ................................ 26
1.6 ANÁLISIS METALOGRÁFICO .......................................................................................... 28

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
7
1.6.1 ANALISIS METALOGRAFICO CONVENCIONAL .......................................................... 29
1.6.2 ANÁLISIS METALOGRÁFICO A COLOR..................................................................... 29
SECCIÓN II - PREPARACION DE MUESTRAS ............................................................................. 30
2.1 Pulido de las Probetas .................................................................................................. 31
2.2. TRATAMIENTOS TÉRMICOS. ........................................................................................ 32
2.2.1Tratamiento térmico por temple. ............................................................................ 32
2.2.2 Tratamiento térmico por bonificado ....................................................................... 32
2.2.3 Tratamiento térmico por revenido. ......................................................................... 32
2.2.4 Tratamiento térmico normalizado. ......................................................................... 33
2.2.5. Tratamiento térmico por recocido ......................................................................... 34
2.3. ATAQUES QUÍMICOS ................................................................................................... 34
2.3.1. REACTIVO NITAL (ÁCIDO NÍTRICO) ......................................................................... 34
2.3.2 REACTIVO SEGÚN BERAHA TIPO 1 ........................................................................... 35
2.4. DUREZA ....................................................................................................................... 35
2.4.1 DUROMETRO ROCKWEL EN 10109 T1 [29] .............................................................. 36
SECCION III - OBSERVACION Y ANÁLISIS DE RESULTADOS ...................................................... 37
3.1 ANÁLISIS DE DUREZA HRC EN DUROMETRO ROCKWELL 10109 T1 ............................... 37
3.2 ANALISIS MICROESTRUCTURAL Y COMPARATIVO DE LOS REACTIVOS NITAL Y BERAHA
EN LOS TRATAMIENTOS TERMICOS .................................................................................... 37
3.2.1. ESTADO DE ENTREGA ................................................................................................ 37
GRADO 5 ......................................................................................................................... 37
Dureza en estado de entrega ....................................................................................... 37
Microestructura .......................................................................................................... 38
GRADO 8 ......................................................................................................................... 39
Dureza en estado de entrega ....................................................................................... 39
Microestructura .......................................................................................................... 39
3.2.2. TEMPLE ..................................................................................................................... 40
GRADO 5 ......................................................................................................................... 40
Dureza en Temple ....................................................................................................... 41
Microestructura .......................................................................................................... 42
GRADO 8 ......................................................................................................................... 43
Dureza en Temple ....................................................................................................... 44
Microestructura .......................................................................................................... 44
Comparación de dureza en estado temple....................................................................... 46
3.2.3. BONIFICADO (TEMPLE+REVENIDO) ........................................................................... 46

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
8
GRADO 5 ......................................................................................................................... 47
Dureza en Temple + Revenido ..................................................................................... 47
Microestructura .......................................................................................................... 47
GRADO 8 ......................................................................................................................... 50
Dureza en Temple + Revenido ..................................................................................... 50
Microestructura .......................................................................................................... 50
Comparación de dureza en estado Bonificado ................................................................. 51
3.2.4. NORMALIZADO ......................................................................................................... 52
GRADO 5 ......................................................................................................................... 52
Dureza en Normalizado ............................................................................................... 53
Microestructura .......................................................................................................... 53
GRADO 8 ......................................................................................................................... 54
Dureza en Normalizado ............................................................................................... 54
Microestructura .......................................................................................................... 55
Comparación de dureza en estado Normalizado .............................................................. 56
3.2.5. RECOCIDO ................................................................................................................. 56
GRADO 5 ......................................................................................................................... 57
Dureza en recocido ...................................................................................................... 57
Microestructura .......................................................................................................... 57
GRADO 8 ......................................................................................................................... 58
Dureza en recocido ...................................................................................................... 58
Microestructura .......................................................................................................... 59
Comparación de dureza en estado Recocido ................................................................... 60
CONCLUSIONES ...................................................................................................................... 61
RECOMENDACIONES .............................................................................................................. 63
GLOSARIO............................................................................................................................... 64
BIBLIOGRAFÍA......................................................................................................................... 65
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
9
LISTADO DE ILUSTRACIONES
Ilustración 1, Morfología de la microestructura de la ferrita, Fuente: [22] .............................. 17
Ilustración 2, Diferencia de ferrita en recocido y normalizado, Fuente: [18] ............................ 17
Ilustración 3, Morfología de la microestructura de la cementita, Fuente: [28] ........................ 18
Ilustración 4, Morfología de la microestructura de la perlita, Fuente: [23] ............................. 18
Ilustración 5, Morfología de la microestructura de la austenita, Fuente: [24] ......................... 19
Ilustración 6, Morfología de la microestructura de la austenita, Fuente: [25] ......................... 19
Ilustración 7, Morfología de la microestructura de la austenita, Fuente: [26] ......................... 19
Ilustración 8, Diagrama de equilibrio de fases Hierro-Carbono, Fuente: [15] ........................... 20
Ilustración 9,Diagrama TTT para un proceso de temple de acero 1040, Fuente: [20] ............... 21
Ilustración 10, Diagrama CCT para un proceso de temple de acero Eutectoide, Fuente: [21] ... 22
Ilustración 11, Tornillo Grado 8 y Tornillo Grado 5, Fuente: Autoría propia ............................. 24
Ilustración 12, Corte longitudinal A, Fuente: Autoría Propia .................................................... 30
Ilustración 13, Corte trasversal B, Fuente: Autoría Propia ....................................................... 30
Ilustración 14, Corte trasversal C, Fuente: Autoría Propia ....................................................... 30
Ilustración 15, Durómetro Rockwell 10109 T1, U. Distrital Francisco José de Caldas - Facultad
Tecnológica, Laboratorio de Metalografía, Fuente: Autoría propia .......................................... 36
Ilustración 16, Estado de entrega con reactivo Nital, Acero Norma SAE J429-Grado 5 a) x500 b)
x1000 Fuente: Autoría propia.................................................................................................. 38
Ilustración 17, Estado de entrega con reactivo Beraha, Acero Norma SAE J429-Grado 5 a) x500
b) x1000 Fuente: Autoría propia ............................................................................................. 38
Ilustración 18, Estado de entrega con reactivo Nital, Acero Norma SAE J429-Grado 8 a) x500 b)
x1000 Fuente: Autoría propia ................................................................................................. 39
Ilustración 19, Estado de entrega con reactivo Beraha, Acero Norma SAE J429-Grado 8 a) x500
b) x1000 .................................................................................................................................. 40
Ilustración 20, Diagrama TTT modificado para Acero Norma Grado 5 J429 (1030-1050
Templado y revenido) en estado Temple, Fuente: Autoría Propia ........................................... 40
Ilustración 21, Diagrama CCT modificado para Acero Norma Grado 5 J429 (1030-1050
Templado y revenido) en estado Temple, Fuente: Autoría Propia ........................................... 41
Ilustración 22, Temple Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000 ....................... 42
Ilustración 23, Temple Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000. .................. 42
Ilustración 24, Temple Beraha, Acero Norma SAE J429-Grado 5 x1000 ................................... 42
Ilustración 25, Diagrama TTT modificado para Acero Norma Grado 8 J429 (4135 A 9840
Templado y revenido) en estado Temple, Fuente: Autoría Propia ........................................... 43
Ilustración 26, Diagrama CCT modificado para Acero Norma Grado 8 J429 (4135 A 9840
Templado y revenido) en estado Temple, Fuente: Autoría Propia ........................................... 44
Ilustración 27, Temple Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000 ....................... 44
Ilustración 28, Temple Beraha, Acero Norma SAE J429-Grado 8 a) x500 b) x1000 ................... 45
Ilustración 29, Temple Beraha, Acero Norma SAE J429-Grado 8 x1000 ................................... 45
Ilustración 30, Diagrama TTT modificado para Acero Norma Grado 5 J429 (1030-1050
Templado y revenido) en estado Bonificado, Fuente: Autoría Propia ...................................... 47
Ilustración 31, Fisura producida en el Temple, Acero Norma SAE J429-Grado 5, Fuente: Autoría
propia ..................................................................................................................................... 47
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
10
Ilustración 32, Temple + Revenido Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x500
Fuente: Autoría propia ........................................................................................................... 48
Ilustración 33, Temple + Revenido Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000,
Fuente: Autoría propia ............................................................................................................ 48
Ilustración 34, Temple + Revenido, Bifluoruro de amonio + Acido sulfamico + Metabilsufito de
potasio + 100 ml agua destilada, Acero Norma SAE J429-Grado 5 a) x500, Fuente: Autoría
propia ..................................................................................................................................... 49
Ilustración 35, Fisura presente en Temple + Revenido, Acero Norma SAE J429-Grado 8 .......... 50
Ilustración 36, Temple + Revenido Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x500 c)
x1000, Fuente: Autoría propia ................................................................................................. 50
Ilustración 37, Temple + Revenido Beraha, Acero Norma SAE J429-Grado 8 a) x500 b) x1000,
Fuente: Autoría propia ............................................................................................................ 51
Ilustración 38, Diagrama TTT modificado para Acero Norma Grado 5 J429 (1030-1050
Templado y revenido) en estado Normalizado, Fuente: Autoría Propia .................................. 52
Ilustración 39, Diagrama CCTT modificado para Acero Norma Grado 5 J429 (1030-1050
Templado y revenido) en estado Normalizado, Fuente: Autoría Propia .................................. 53
Ilustración 40, Normalizado Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000, Fuente:
Autoría Propia ......................................................................................................................... 53
Ilustración 41, Normalizado Beraha, Acero Norma SAE J429-Grado 5 a) x1000, Fuente: Autoría
Propia ..................................................................................................................................... 54
Ilustración 42, Normalizado Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000, Fuente:
Autoría Propia ......................................................................................................................... 55
Ilustración 43, Normalizado Beraha, Acero Norma SAE J429-Grado 8 a) x500, Fuente: Autoría
Propia ..................................................................................................................................... 55
Ilustración 44, Recocido Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000 Fuente:
Autoría propia ........................................................................................................................ 57
Ilustración 45, Recocido Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000, Fuente:
Autoría propia ........................................................................................................................ 57
Ilustración 46, Diagrama TTT modificado para Acero Norma Grado 8 J429 (1030-1050
Templado y revenido) en estado Recocido, Fuente: Autoría Propia ........................................ 58
Ilustración 47, Diagrama CCT modificado para Acero Norma Grado 8 J429 (1030-1050
Templado y revenido) en estado Recocido, Fuente: Autoría Propia ........................................ 58
Ilustración 48, Recocido Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000, Fuente:
Autoría propia ........................................................................................................................ 59
Ilustración 49, Recocido Beraha, Acero Norma SAE J429-Grado 8 a) x500, Fuente: Autoría
propia ..................................................................................................................................... 60

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
11
LISTADO DE TABLAS
Tabla 1, Porcentajes de Carbono, Fosforo y Azufre en Tornillos Grado 2, 5, 8 para la norma SAE
J429 Fuente: Glaser y Associates Inc. [13] ............................................................................... 23
Tabla 2, Características de Tornillos Grado 2,5,8 para la norma SAE J429, Fuente: Glaser y
Associates Inc. [13] ................................................................................................................. 23
Tabla 3, Propiedades Acero 1035, Fuente: AZO Materials [12] ................................................ 25
Tabla 4, Propiedades Acero 1050, Fuente: AZO Materials [12] ................................................ 26
Tabla 5, Propiedades Acero 4135, Fuente: AZO Materials [12] ................................................ 27
Tabla 6, Propiedades Acero 9840, Fuente: Aceros Fortuna [14] ............................................... 28
Tabla 7, Dureza en estado de entrega grado 5, Fuente: Autoría propia ................................... 37
Tabla 8, Dureza en estado de entrega grado 8, Fuente: Autoría propia ................................... 39
Tabla 9, Dureza en estado de temple grado 5, Fuente: Autoría propia .................................... 41
Tabla 10, Dureza en estado de temple grado 8, Fuente: Autoría propia .................................. 44
Tabla 11, Comparación Dureza Temple Vickers, Fuente: Autoría Propia .................................. 46
Tabla 12, Dureza en estado de bonificado grado 5, Fuente: Autoría propia ............................. 47
Tabla 13, Dureza en estado de bonificado grado 8, Fuente: Autoría propia ............................. 50
Tabla 14, Comparación Dureza Bonificado en Vickers, Fuente: Autoria propia ........................ 51
Tabla 15, Dureza en estado Normalizado grado 5, Fuente: Autoría propia .............................. 53
Tabla 16, Dureza en estado Normalizado grado 8, Fuente: Autoría propia .............................. 54
Tabla 17, Comparación Dureza Normalizado en Vicker, Fuente: Autoria propia ...................... 56
Tabla 18, Dureza en estado Recocido grado 5, Fuente: Autoría propia .................................... 57
Tabla 19, Dureza en estado Recocido grado 8, Fuente: Autoría propia .................................... 58
Tabla 20, Comparación Dureza Recocido en Vicker, Fuente: Autoría propia ............................ 60

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
12
ANÁLISIS METALOGRÁFICO A COLOR EN ESTUDIO MICROSCÓPICO
PARA SELECCIÓN DE TORNILLOS ESTRUCTURALES DE
TRANSMILENIO GRADO 5 (MEDIO CARBON AISI 1035-1050 TEMP Y
REV) Y GRADO 8 (MEDIO CARBON ALEADO AISI 4135-9840 TEMP Y
REV)
Resumen
La metalografía como fuente de conocimiento teórico y práctico del estudio de
los materiales férricos ha permitido comprender la constitución y estructura de
los diferentes metales y aleaciones utilizados actualmente por la civilización
moderna. En este trabajo se pretenderá realizar por medio de cuatro tratamientos
térmicos y dos ataques químicos diferentes, el desarrollo de un examen
metalográfico a color, para establecer una comparación molecular entre dos
grados de tornillos comerciales al carbono , grado 5 ( MEDIO CARBON AISI
1035-1050 TEMP Y REV ) Y GRADO 8 (MEDIO CARBON ALEADO AISI 4135-
9840 TEMP Y REV) , establecidos en la norma SAE J429 , utilizados en la unión
de la estructura de las columnas de los puentes de Transmilenio con sus
respectivos cimientos.
Abstract
Metallography as a source of theoretical and practical knowledge of the study of
ferrous materials has made it possible to understand the constitution and
structure of the different metals and alloys currently used by modern civilization.
In this work, the development of a color metallographic examination will be carried
out by means of four thermal treatments and two different chemical attacks, in
order to establish a molecular comparison between two grades of grade 5
commercial carbon screws (MEDIUM CARBON AISI 1035-1050 Tempered) and
GRADE 8 (AVERAGE CARBON ALLOY AISI 4135-9840 tempered), established
in the SAE J429 standard, used in the union of the structure of the columns of
the bridges of Transmilenio with their respective foundations.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
13
INTRODUCCIÓN.
La metalografía como rama de la metalurgia, permite la identificación de la
composición micro estructural de los metales y sus aleaciones, lo cual ayuda a
la implementación de metodologías que establecen parámetros para la
tipificación de las propiedades físicas, químicas y mecánicas de los férricos. En
el ámbito de la ingeniería mecánica ha sido fundamental para el desarrollo de
nuevos materiales o aleaciones que contribuyen al fortalecimiento del
conocimiento para la selección en el diseño mecánico. En base a lo anterior,
radica la importancia de desarrollar diferentes tipos de análisis tanto destructivos
como no destructivos que ayuden a la identificación de propiedades físicas,
químicas y mecánicas del metal, lo cual cumpla con una serie de características
fundamentales para una determinada aplicación.
Con referencia al tipo de material que utilicemos y la eficiencia que le podamos
dar a este, también es de vital importancia comprender el comportamiento que
tendrá en un futuro durante su vida útil, puesto que hay que tener en cuenta
varios factores que afectaran sus propiedades iniciales en un momento dado,
algunos de los agentes que influyen en gran medida al material son debidos a
las condiciones climáticas de la zona de operación, el tipo carga al que será
sometido, la exposición a sustancias o elementos que afecten su estructura
molecular, el trato y cuidado del elemento en uso, entre otros. De este modo
podremos caracterizar y especificar el tipo de aleación y tratamiento que
utilizaremos para garantizar las especificaciones de diseño.
En este orden ideas, abordaremos el análisis metalográfico de un acero medio
carbono AISI utilizado para tornillos estructurales grado 5 (MEDIO CARBON
AISI 1035-1050 TEMP Y REV) Y GRADO 8 (MEDIO CARBON ALEADO AISI
4135-9840 TEMP Y REV), por medio de la identificación de sus fases con base
a la metodología de análisis espectral de tonalidades tanto a color como escala
de grises. Es sabido que el ojo humano tiene la capacidad de identificar infinitas
tonalidades de colores, pero así mismo no diferencia de manera clara la escala
de grises, por esta razón es de vital importancia el estudio del material por el
método de “coloreado”, pues permite la identificación de las inclusiones o fases
presentes en el material, esto nos permitirá tener una idea más acertada de la
degradación que sufrirá el acero durante su vida útil, para esto haremos cuatro
tratamientos térmicos los cuales son Temple, Revenido, Bonificado y
Normalizado y a estos se les aplicará dos ataques químicos con Reactivo Nital
(Ácido Nítrico) y Reactivo Según Beraha TIPO I.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
14
PLANTEAMIENTO DEL PROBLEMA.
En la actualidad existen diferentes métodos de análisis microestructural para la
caracterización de los metales y sus aleaciones, una de las metodologías más
utilizadas en el ámbito metalúrgico es la metalografía a color y escala de grises,
la segunda ha sido la usada convencionalmente para identificar la inclusión y
fases de un determinado metal a nivel microscópico, de este modo la metalografía
a color tiene como objetivo mejorar notablemente la obtención de información para
la diferenciación de la morfología de los granos y su estructura.
En las últimas décadas la metalografía a color ha tenido un avance sustancial
bajo, debido a varios factores tecnológicos, monetarios e investigativos que han
imposibilitado la implementación de esta, con el fin de promover el uso de la
microscopía óptica a color en el ámbito del diseño de elementos normalizados,
desarrollaremos un análisis tanto convencional como coloreado a unos tornillos
estructurales medio carbono AISI estándar de diámetro de 1 ½ in. Grado 5
(MEDIO CARBON AISI 1035-1050 TEMP Y REV ) Y GRADO 8 (MEDIO CARBON
ALEADO AISI 4135-9840 TEMP Y REV) , con el fin de estudiar la composición de
su acero, las ventajas de tener imágenes en escala de grises y a color y dar como
resultado unas posibles soluciones que ayuden a alargar la vida útil de los
elementos de estudio y la mejor selección posible para la aplicación determinada.
JUSTIFICACIÓN.
La metalografía ha sido una base importante para el desarrollo de la industria
gracias a sus aportes a nivel de análisis de materiales, todo esto apoyado en la
variedad de procesos tantos físicos, químicos y mecánicos, lo cual nos ayuda a
conocer las propiedades de los metales y sus aleaciones. Actualmente podemos
ver evidenciado el estudio de los materiales férricos no solo en un enfoque
industrial sino también en un enfoque científico, lo cual promueve la investigación
institucional y da como resultado el enriquecimiento del conocimiento de la
academia colombiana.
Para facilitar el análisis en la microscopia óptica es necesario desarrollar
metodologías que faciliten la comparación e implementación de la metalografía a
color y convencional, logrando asimilar de mejor manera la información de la
microestructura de los materiales tanto de sus fases como inclusiones.
En este orden de ideas, es de suma importancia tener en cuenta que así
tengamos un determinado metal, los procesos industriales de fabricación de
elementos mecánicos en ocasiones pueden alterar la composición
microestructural del material, un análisis metalográfico de los elementos después
de su elaboración es de suma importancia, pues nos ayuda a conocer sus

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
15
características microscópicas finales y nos da una estimación más precisa de la
vida útil del componente mecánico. De este modo, es preciso afirmar que un
examen metalográfico a nivel microscópico nos ayuda a complementar la
información de la degradación de un determinado elemento, pues en la mayoría
de ocasiones no son suficientes los ensayos destructivos, para especificar el
comportamiento del material durante su operación.
OBJETIVOS
Objetivo general
● Analizar la microestructura de cada uno de los tornillos estructurales
comerciales seleccionados de diámetro de 1 ½ pulgadas, grado 5 (MEDIO
CARBON AISI 1035-1050 TEMP Y REV) Y GRADO 8 (MEDIO CARBON ALEADO
AISI 4135-9840 TEMP Y REV), en estado de entrega y tratados térmicamente,
mediante técnicas de metalografía a color y convencional.
.
Objetivos específicos
● Preparar los reactivos necesarios para efectuar el ataque químico
requerido para aplicar la técnica de metalografía a color.
● Realizar tratamientos térmicos a cada uno de las muestras de los tornillos
seleccionados para visualizar las fases que se encuentran presentes en la
microestructura de los materiales, mediante el procedimiento de metalografía a
color y convencional.
● Efectuar un estudio de microdureza de fases y microscopía electrónica de
barrido en las probetas de los materiales después de aplicar la técnica de
metalografía a color.
● Comparar las técnicas de metalografía tradicionales con los resultados
obtenidos en los análisis de la metalografía a color, teniendo en cuenta su
clasificación y diferentes tratamientos térmicos aplicados.
● Determinar los beneficios y desventajas de cada tipo de grado de tornillo
seleccionado y evaluar cuál es el más viable micro estructuralmente para la
aplicación determinada.
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
16
SECCIÓN 1 - CONCEPTOS BASICOS
1. ALEACIONES HIERRO CARBON - ACEROS –
Los aceros son aleaciones de hierro con una determinada cantidad de carbono,
este último constituyente genera en el material unas determinadas características
especiales a cada metal, como lo son la dureza y la elasticidad, las cuales varían
dependiendo esencialmente del porcentaje específico presente en la aleación.
También en ingeniería se practica la inclusión de otros elementos como lo son el
magnesio, níquel o cromo, estos constituyentes a su vez generan aceros con
diferentes propiedades físicas y mecánicas facilitando y proporcionando un
catálogo más amplio de materiales para el desarrollo tecnológico. El hierro al ser
un material alotrópico, posee la propiedad de poseer estructuras atómicas o
moleculares diferentes, fundamentalmente depende de la temperatura para poder
variar el tipo de estructura reticular en el que se encuentra. [15]
1.1 FORMAS ALOTRÓPICAS DEL HIERRO [16]
El hierro se puede encontrar en diferentes variaciones de estructuras cristalinas,
dependiendo de la temperatura y porcentaje de carbono de la aleación, las cuatro
fases presentes se evidencian en el Diagrama de Equilibrio de las Aleaciones
Hierro-Carbono, estas son ferrita , austenita (), ferrita , y cementita (Fe3C).
- Ferrita δ: Es una composición de hierro carbono de estructura molecular c.c,
con un límite de carbono de 0.09% a una temperatura de 1465°C ó 2669°F.
- Austenita ɣ: Esta se caracteriza básicamente por terner una estructura c.c.c,
con un máximo de carbono de 2,08% a una temperatura de 1148ºC o
2098.4ºF.
- Ferrita α: Nuevamente se presenta una estructura cristalina c.c en esta fase,
la composición de carbono es muy baja, solamente 0.02% a 1148ºC o
2098.4ºF o temperatura Eutectoide, en condiciones normales del medio
ambiente puede reducirse hasta 0,005% de carbono.
- Cementita (Fe3C): Presenta hasta en un contenido desde un 0,025% hasta un
6,67% de carbono, produciéndose cuando el límite de solubilidad de ferrita α
es superado debajo de una temperatura de 723°C. se caracteriza por ser un
hierro duro y frágil, lo que permite aumentar la resistencia de algunos aceros.
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
17
1.2 TIPOS DE ACEROS [15]
En las diferentes aleaciones que sufre el acero cuando este interactúa con altas
temperaturas, se originan estructuras como:
- Ferrita
Esta estructura es considerada como hierro puro debido a que es muy poco
soluble al ambiente, pues su proporción de carbono es del 0,008 %, además que
es muy blanda en comparación de otras aleaciones. Tiene una resistencia a la
rotura de de 28 Kg/mm² y una dureza de 95 Vickers.
Ilustración 1, Morfología de la microestructura de la ferrita, Fuente: [22]
Ilustración 2, Diferencia de ferrita en recocido y normalizado, Fuente: [18]

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
18
- Cementita
Esta estructura está compuesta por 93,33% de hierro y 6,67% de carbono lo que
hace que sea la aleación más dura y a su vez más frágil, tiene consigo
propiedades magnéticas y su dureza alcanza los 960 Vickers. Al cristalizarse toma
forma de un paralelepípedo ortorrómbico.
Ilustración 3, Morfología de la microestructura de la cementita, Fuente: [28]
- Perlita
Es una estructura compuesta de ferrita y cementita en porcentajes de 86,5% y
13,5% respectivamente, posee una resistencia a la rotura de 80 Kg/mm², se
visualizan capas intercaladas de ferrita y cementita. Tiene una dureza de 200
Vickers aproximadamente.
Ilustración 4, Morfología de la microestructura de la perlita, Fuente: [23]
- Austenita
Esta estructura contiene un máximo de carbono de 1,76 %, tiene una resistencia
a la rotura de 100 kg/mm cuadrado y no tiene ninguna propiedad magnética.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
19
Ilustración 5, Morfología de la microestructura de la austenita, Fuente: [24]
- Martensita
Esta estructura a simple vista es tetragonal con un centro, la proporción de
carbono tiene un máximo de 0,89% aumentando su resistencia mecánica que
varía de 175 a 250 kg/mm cuadrado. Posee propiedades magnéticas.
Ilustración 6, Morfología de la microestructura de la austenita, Fuente: [25]
- Bainita
Esta estructura se forma a partir del enfriamiento constante de la austenita en un
rango de 250° a 550° C.
Ilustración 7, Morfología de la microestructura de la austenita, Fuente: [26]

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
20
1.3 EQULIBRIO DE FASES
1.3.1 DIAGRAMA HIERRO CARBONO
Con este diagrama de fases FE-C se puede hacer un análisis sobre el cambio que se
produce en los aceros al carbono ante la exposición a la temperatura, dejando en
evidencia que el calentamiento o enfriamiento del material permite con gran facilidad la
homogenización debido a que la mezcla se produce lentamente.
Se denota que el acero es una aleación o combinación de hierro y carbono, el cual
contiene un intervalo de carbono de (0,08% - 1,76%), en cambio las aleaciones tienen
concentraciones de carbono mayores a 1,76% lo que permite crear fundiciones que en
oposición al acero son mucho más frágiles, esto nos obliga a realizarle moldeado en vez
de forjar.
Estos niveles de carbono y la temperatura en un diagrama de equilibrio pueden variar
dependiendo del autor el cual sea consultado ya sea (askeland, Smith, entre otros).
Ilustración 8, Diagrama de equilibrio de fases Hierro-Carbono, Fuente: [15]
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
21
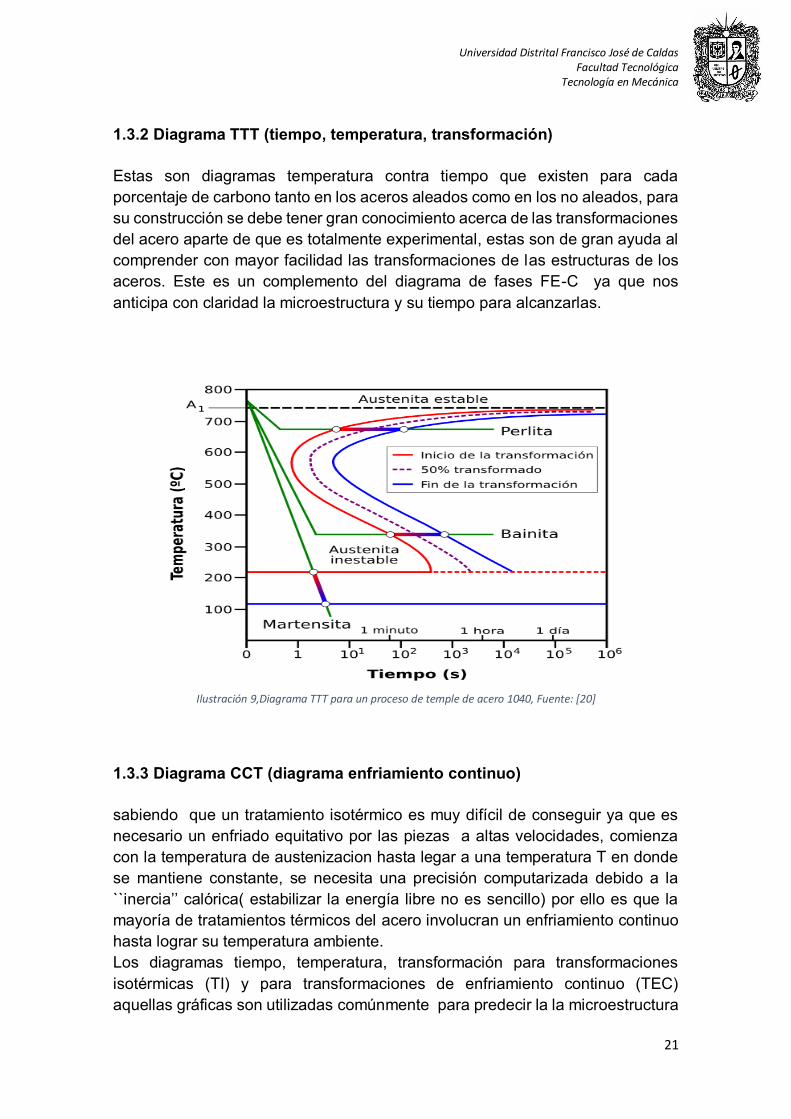
1.3.2 Diagrama TTT (tiempo, temperatura, transformación)
Estas son diagramas temperatura contra tiempo que existen para cada
porcentaje de carbono tanto en los aceros aleados como en los no aleados, para
su construcción se debe tener gran conocimiento acerca de las transformaciones
del acero aparte de que es totalmente experimental, estas son de gran ayuda al
comprender con mayor facilidad las transformaciones de las estructuras de los
aceros. Este es un complemento del diagrama de fases FE-C ya que nos
anticipa con claridad la microestructura y su tiempo para alcanzarlas.
Ilustración 9,Diagrama TTT para un proceso de temple de acero 1040, Fuente: [20]
1.3.3 Diagrama CCT (diagrama enfriamiento continuo)
sabiendo que un tratamiento isotérmico es muy difícil de conseguir ya que es
necesario un enfriado equitativo por las piezas a altas velocidades, comienza
con la temperatura de austenizacion hasta legar a una temperatura T en donde
se mantiene constante, se necesita una precisión computarizada debido a la
``inercia’’ calórica( estabilizar la energía libre no es sencillo) por ello es que la
mayoría de tratamientos térmicos del acero involucran un enfriamiento continuo
hasta lograr su temperatura ambiente.
Los diagramas tiempo, temperatura, transformación para transformaciones
isotérmicas (TI) y para transformaciones de enfriamiento continuo (TEC)
aquellas gráficas son utilizadas comúnmente para predecir la la microestructura

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
22
y la dureza luego de haber realizado tratamientos térmicos correspondientes o
para especificar el tratamiento que lograra una microestructura o la dureza
deseada.
Ilustración 10, Diagrama CCT para un proceso de temple de acero Eutectoide, Fuente: [21]
1.4 SAE
La SAE (Society of Automotive Engineers), es una sociedad de ingenieros
dedicada a la implementación y establecimiento de normatividades y
estandarizaciones, para el diseño y construcción de maquinaria aeroespacial o
cualquier industria de vehículos, principalmente también nace como una
necesidad de establecer diferentes normas para todos los materiales y
elementos mecánicos utilizados por ingenieros de todo el mundo. Una de las
grandes finalidades de esta organización, es obtener y brindar información de
alta calidad para diseñadores, industrias, trabajadores o cualquier persona
relacionada con el área de ingeniería, facilitando así la caracterización e
identificación necesaria para el desarrollo tecnológico industrial. [11]
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
23
1.4.1 Norma SAE J429
Es la especificación de la norma norteamericana para pernos y sujetadores
roscados externamente, en esta se incluyen todo lo relacionado a tornillos de
hasta de 1 ½ pulg. de diámetro, pernos, arandelas, clavos, entre otros. Para los
tornillos se ha establecido una normatividad para marcar la cabeza de los
mismos dependiendo sus especificaciones técnicas tales como el tipo de
material, resistencia o especificaciones mecánicas, estas se encuentran en los
manuales en línea de SAE o en caso dado en el IFI (Industrial Fasteners
Institute- Instituto de Sujetadores Industriales).
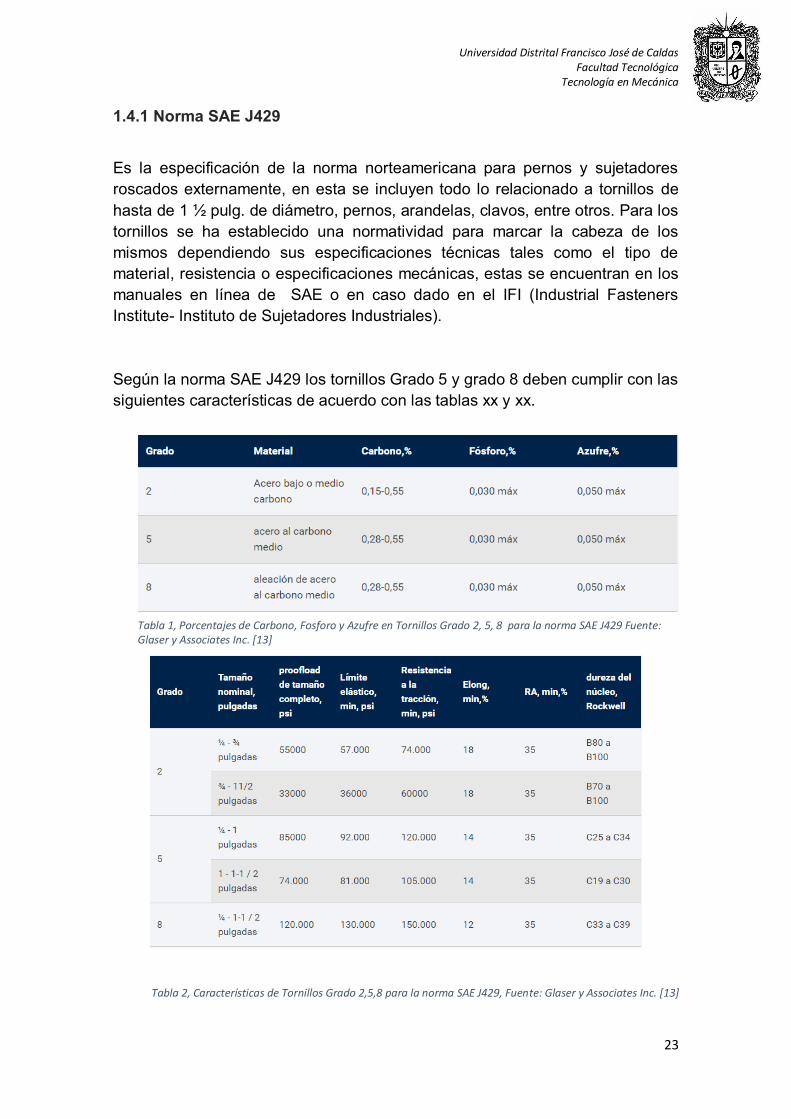
Según la norma SAE J429 los tornillos Grado 5 y grado 8 deben cumplir con las
siguientes características de acuerdo con las tablas xx y xx.
Tabla 2, Características de Tornillos Grado 2,5,8 para la norma SAE J429, Fuente: Glaser y Associates Inc. [13]
Tabla 1, Porcentajes de Carbono, Fosforo y Azufre en Tornillos Grado 2, 5, 8 para la norma SAE J429 Fuente: Glaser y Associates Inc. [13]
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
24
Ilustración 11, Tornillo Grado 8 y Tornillo Grado 5, Fuente: Autoría propia
1.5. MATERIALES DE FABRICACIÓN
1.5.1. GRADO 5 (MEDIO CARBON AISI 1035-1050 TEMP Y REV)
Los tornillos grado 5 son construidos en aceros AISI 1035 o AISI 1050, estos dos
materiales tienen diferente composición química, por lo que expondremos los
dos tipos de materiales, debido a que en general estos tornillos son importados
a Colombia y en ocasiones no se tiene la referencia detallada del tipo de acero
del que están fabricados, para poder tener una información más clara
expondremos los dos tipos de aceros, como se muestra en las tablas xx y xx.
Además, los pernos vienen tratados térmicamente con temple y revenido.
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
25
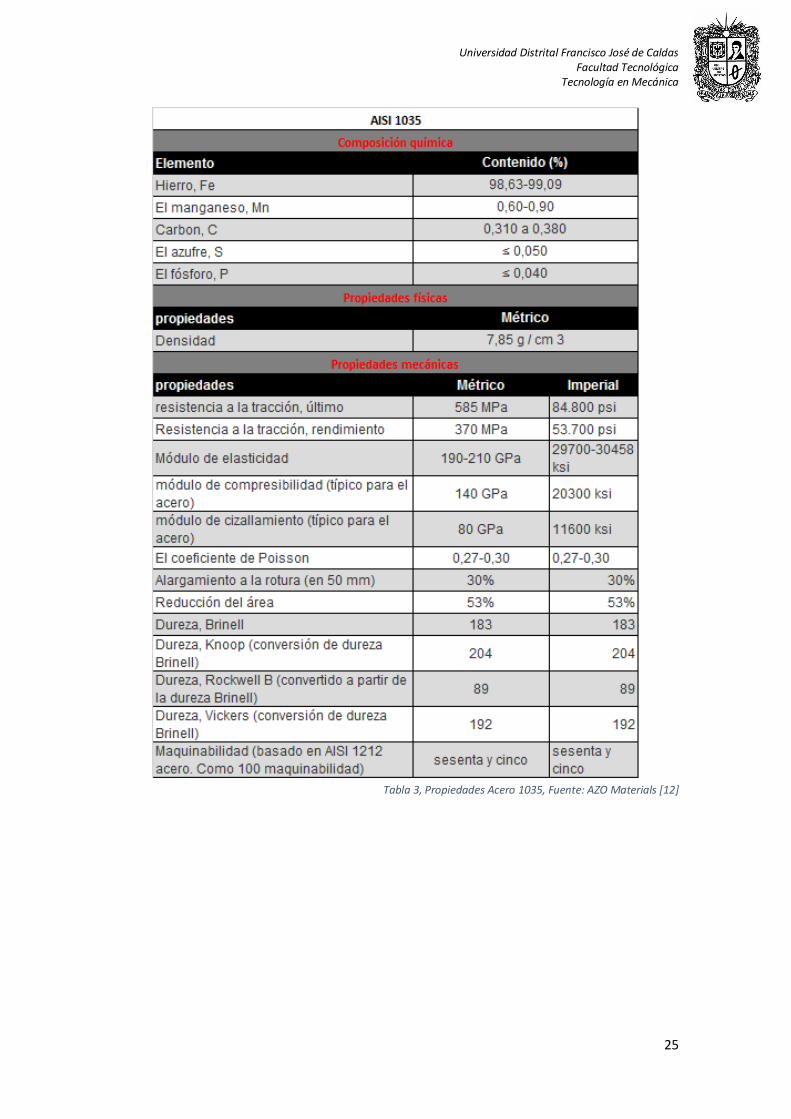
Tabla 3, Propiedades Acero 1035, Fuente: AZO Materials [12]

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
26
Tabla 4, Propiedades Acero 1050, Fuente: AZO Materials [12]
GRADO 8 (MEDIO CARBON ALEADO AISI 4135 A 9840 TEMP Y REV)
Para los tornillos grado 8, los aceros de fabricación con la norma J429 AISI 4135
A 9840, al igual que los de grado 5 debido a sus dimensiones en su mayoría son
importados a Colombia, por lo que expondremos los dos tipos de materiales que
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
27
poseen para tener más información para su análisis, como se muestra en las
tablas xx y xx. Estos se caracterizan también por ya tener tratamientos térmicos
que son Temple y Revenido.
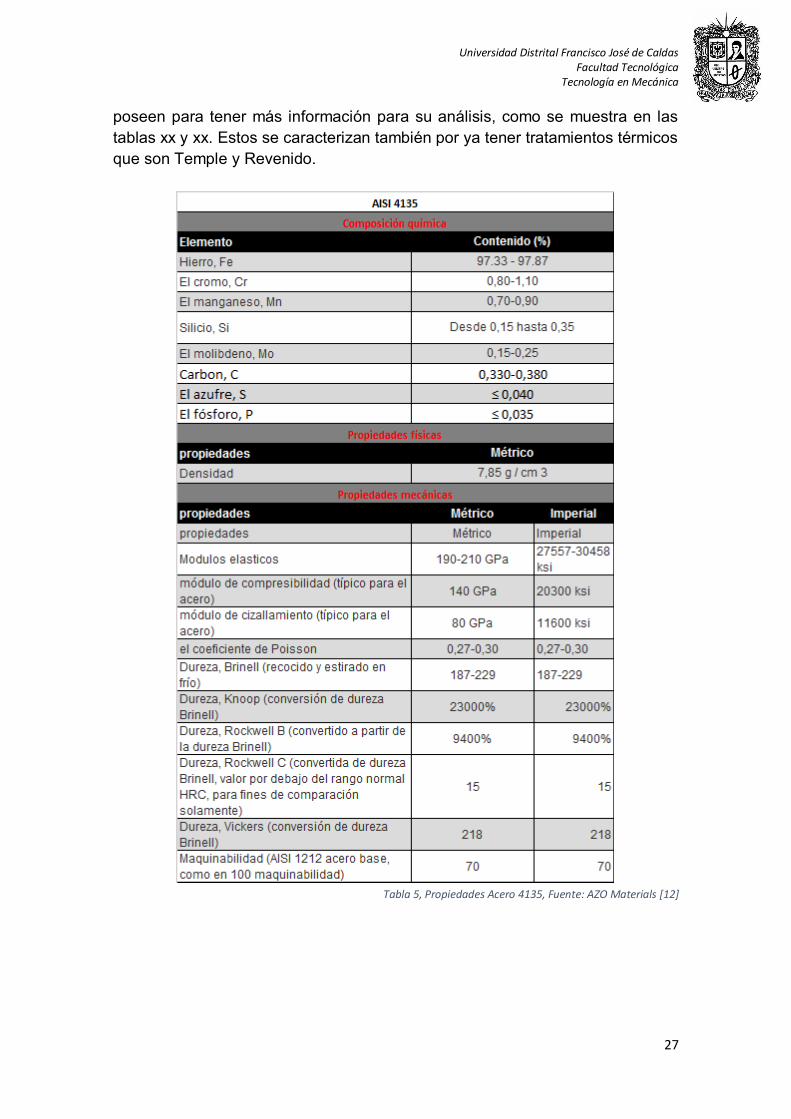
Tabla 5, Propiedades Acero 4135, Fuente: AZO Materials [12]
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
28
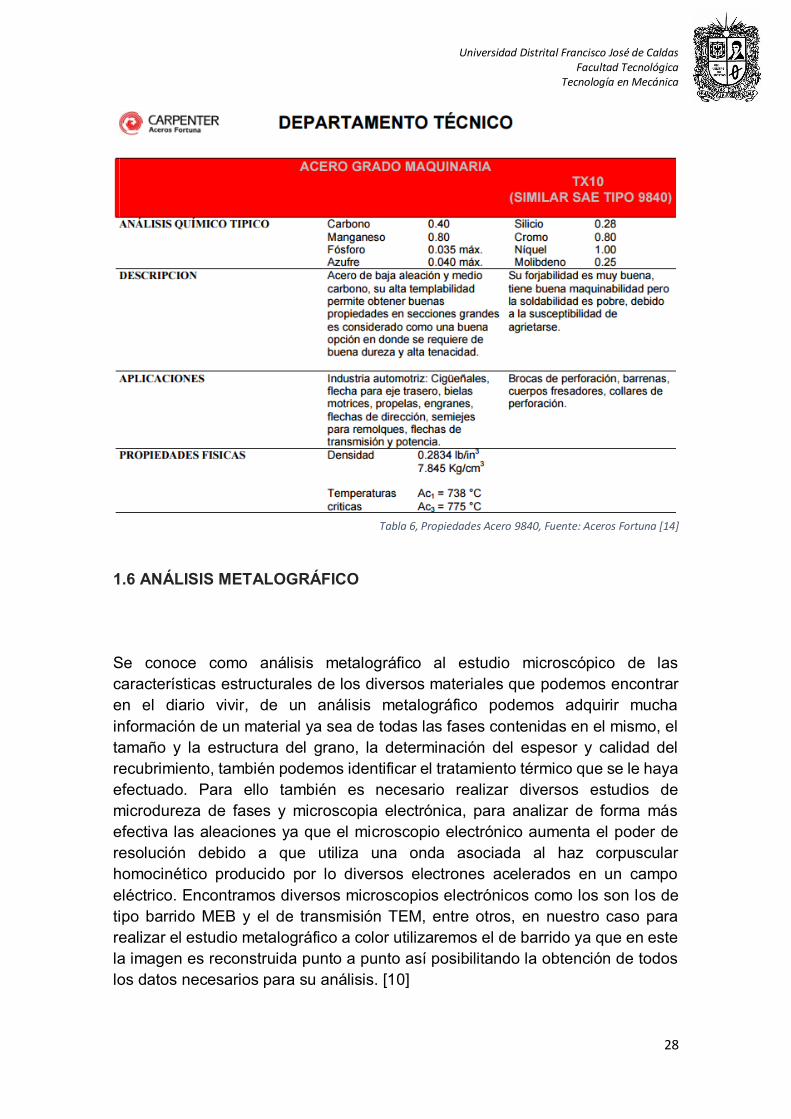
Tabla 6, Propiedades Acero 9840, Fuente: Aceros Fortuna [14]
1.6 ANÁLISIS METALOGRÁFICO
Se conoce como análisis metalográfico al estudio microscópico de las
características estructurales de los diversos materiales que podemos encontrar
en el diario vivir, de un análisis metalográfico podemos adquirir mucha
información de un material ya sea de todas las fases contenidas en el mismo, el
tamaño y la estructura del grano, la determinación del espesor y calidad del
recubrimiento, también podemos identificar el tratamiento térmico que se le haya
efectuado. Para ello también es necesario realizar diversos estudios de
microdureza de fases y microscopia electrónica, para analizar de forma más
efectiva las aleaciones ya que el microscopio electrónico aumenta el poder de
resolución debido a que utiliza una onda asociada al haz corpuscular
homocinético producido por lo diversos electrones acelerados en un campo
eléctrico. Encontramos diversos microscopios electrónicos como los son los de
tipo barrido MEB y el de transmisión TEM, entre otros, en nuestro caso para
realizar el estudio metalográfico a color utilizaremos el de barrido ya que en este
la imagen es reconstruida punto a punto así posibilitando la obtención de todos
los datos necesarios para su análisis. [10]

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
29
Para hacer un análisis metalográfico nos tenemos que regir a una determinada
norma y la más usada para este proceso es la norma ASTM E3. La cual habla
sobre la correcta técnica de la preparación de las muestras para el análisis
metalográfico tales como son el corte, el desbastado, el ataque químico y el
análisis, en nuestro caso haremos cuatro tratamientos térmicos y a estos dos
ataques químicos. [1]
1.6.1 ANALISIS METALOGRAFICO CONVENCIONAL
Este estudio se basa en la observación microestructural de las diferentes
aleaciones ferrosas por medio de fotogrametría a escala de grises, permitiendo
dar a conocer las fases e inclusiones del material. Este tipo de metalografía
también es conocida como metalografía a blanco y negro, pero en realidad hace
referencia a que maneja solamente una escala de colores debido al ataque
químico que se le aplica. Esta metalografía se le define como convencional
porque es la más utilizada en el sector industrial, académico e investigativo,
debido a su facilidad de obtención de resultados, puesto que es más fácil
preparar los reactivos para el ataque químico y a su vez es más asequible los
químicos empleados. Sus costos son significativamente más bajos pues se
pueden hacer en laboratorios no tan especializados como los necesarios para la
metalografía a color.
1.6.2 ANÁLISIS METALOGRÁFICO A COLOR
El estudio de la metalografía con base al análisis a color se ha venido
implementando hace más de 80 años, este ha tenido grandes avances debido a
que inicialmente estuvo enfocada a la identificación de inclusiones no metálicas
mediante su observación utilizando una luz polarizada pero este no evidenció
avances significativos durante muchas décadas [2]. Este método es más efectivo
para el análisis y la diversificación de la microestructura de los metales, el cual
nos posibilita identificar de manera más precisa las diferentes fases y
constituyentes presentes en las aleaciones, de este modo observar el tipo de
grano su tamaño y su morfología. Además, este método ha ido evolucionando
con el transcurrir de los años aunque todavía es muy difícil de implementarlo
ciento por ciento, ya que el procesamiento de la película fotográfica a color
requiere laboratorios comerciales, los cuales no están familiarizados con la
fotomicrografía y pueden alterar durante el revelado y la impresión. [7]

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
30
SECCIÓN II - PREPARACION DE MUESTRAS
Los tornillos seleccionados para las muestras fueron pernos grado 5 y grado 8
de 1 1/2 pulgadas de diámetro por 3 pulgadas de longitud de vástago Figura xx,
a los cuales se les aplico dos cortes transversales y uno longitudinal, para
adquirir cinco diferentes muestras, a cuatro de ellas se les aplico los diferentes
tratamientos térmicos y una se dejó en estado de entrega para la comparación.
El primer corte fue uno trasversal a ambos tornillos,
para sacar una probeta de cada uno, a las cuales se
les aplico el tratamiento térmico de normalizado, como
se muestra en la Ilustración 12.
El segundo corte aplicado fue uno longitudinal,
dividiendo los tornillos en dos partes Ilustración 14.
Consecutivamente se efectúa un nuevo corte
trasversal a cada una de las secciones que se
produjeron del corte anterior Ilustración 13, para así
dar como resultado cinco probetas de cada tornillo.
Ilustración 12, Corte longitudinal A, Fuente: Autoría Propia
Ilustración 14, Corte trasversal B, Fuente: Autoría Propia Ilustración 13, Corte trasversal C, Fuente: Autoría Propia
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
31
2.1 Pulido de las Probetas
La segunda fase de la preparación de las muestras se basó en el desbaste por
medio de lija y agua en un principio, para esto se empleó varios calibres de lijas
convencionales 100, 320, 600, 1000, 1200 y 1500, el lijado duro cerca de 4 a 6
horas por probeta dependiendo el tipo de tratamiento que se le fuese a efectuar,
así mismo requirió un tiempo mayor o menor dependiendo la cantidad de material
que tocaba remover del elemento.
Después del desbaste por lija, se llevan a la máquina “Pulidora Metalográfica”
ubicada en el laboratorio de ciencias térmicas de la Universidad Distrital
Francisco José de Caldas - Facultad tecnológica, la máquina consiste en dos
discos que giran simultáneamente a una velocidad constante dependiendo la
necesidad del material, usualmente se utiliza una velocidad de 450 rpm; a los
discos se les coloca un paño de fibras finas que permita el desbaste sin rayar el
material, el paño recomendado por el laboratorio es el Fleece Ovejero, pero por
la interacción que tuvimos con la maquina aconsejamos utilizar Fleece debido a
que este tiene las fibras más finas y su espesor es mayor, lo que permite un
mejor pulido y más durabilidad del paño.
Durante este proceso el laboratorio recomienda utilizar Alúmina (Oxido de
aluminio) el cual funciona como un abrasivo que remueve material por contacto
entre el paño y la probeta, lo que ayuda a sacar el coloquialmente llamado “Brillo
espejo”, nuevamente podemos hacer una recomendación para futuros trabajos
relacionados a este proceso, y es que en ocasiones la Alúmina sola no desbasta
lo suficiente y pueden ocurrir dos circunstancias que dañarían la probeta, la
primera es que al no desbastar lo necesario el tiempo de pulido se prolonga, y
debido a esto se puede curvar la superficie, porque por más pulso y práctica de
la persona siempre se aplicara una fuerza no uniforme en la probeta, corriendo
el riesgo de dañar la sección de trabajo. La segunda radica en que para poder
sacar el “Brillo espejo” se debe tener un pulido con lija mucho mayor, nuestra
recomendación radica en utilizar dos sustancias durante el proceso en la
pulidora, Rubí blanco y Alúmina, aplicando cada uno en uno de los discos,
primero se desbasta con el Rubí blanco y por consiguiente se termina con la
Alúmina, este método nos funcionó muy bien para quitar los ataques químicos,
y no tener que lijar las muestras nuevamente, dándonos una reducción de tiempo
considerable, sin contar que además nos permitió conservar el pulido hecho
anteriormente.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
32
2.2. TRATAMIENTOS TÉRMICOS.
El objetivo de un tratamiento térmico es sencillamente el de mejorar las
características mecánicas de un material como lo son la dureza, la resistencia, y
la elasticidad, básicamente a los materiales los cuales se les hace tratamientos
térmicos son, el acero y la fundición formados por hierro y carbono, también se
realizan tratamientos a diversos cerámicos.
La ventaja de realizar un tratamiento químico es que modifica su estructura
cristalina pero no afecta de ningún modo su composición química, sabiendo que
las características mecánicas dependen de su composición química y su
estructura cristalina. [3]
2.2.1Tratamiento térmico por temple.
El objetivo general de este tratamiento es el de obtener alta dureza de un material
por este método (temple), el cual consiste en dos fases la primera sería el
calentamiento en general la temperatura expuesta es de unos 40ºC a 50ºC por
encima del punto crítico lo que genera en este ciclo que toda la masa se convierte
en austenita y después por medio de un enfriamiento rápido este se convierte en
martensita la cual es el constituyente de los aceros templados. El factor que
caracteriza la fase de enfriamiento es la velocidad de enfriamiento mínima para
que se pueda dar el cambio de austenita a martensita esta es denominada
velocidad crítica de temple en la mayoría de los casos este cambio no se genera
por diferentes motivos ya sea que el enfriamiento no se haga lo demasiado
rápido o porque el material sea muy grande. [4]
2.2.2 Tratamiento térmico por bonificado
Este tratamiento es básicamente el resultado de los procesos de temple y
revenido que se le aplica a un material con fin de mejorar sus características
mecánicas como lo son la dureza y resistencia, también para reducir las cargas
resultantes del temple.
2.2.3 Tratamiento térmico por revenido.
Después de haberse hecho el temple este proceso lo conlleva a poder modificar
las características de empleo deseadas. Estos dos procesos consecutivos se les

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
33
conoce como bonificado el cual nos ayuda a aumentar la vida útil de los aceros,
para lograr este objetivo tiene varias etapas como lo son
● el calentamiento hasta una determinada temperatura
● varios mantenimientos a varias temperaturas según lo deseado
● uno o varios enfriamientos según lo deseado hasta una temperatura
ambiente por lo general la del aire, agua o aceite.
Una de las ventajas que tiene este proceso es el de reducir las tensiones internas
producidas por el proceso anterior.
la temperatura del revenido generalmente es de 650ºC, con esta temperatura se
obtiene una estructura de grano grueso, al bajar simultáneamente la temperatura
podemos ir obteniendo estructuras cada vez más finas y duras, así que la
temperatura durante todo el proceso varía desde los 200ºC y 650ºC. los factores
que normalmente influyen en el revenido son
● temperatura de revenido.
● el tiempo de revenido.
● velocidad de enfriamiento.
● dimensiones en pieza.
Pero la gran ventaja que se puede evidenciar es que a diferencia del temple es
que el resultado de este proceso no depende de la velocidad de enfriamiento.[4]
2.2.4 Tratamiento térmico normalizado.
Este tratamiento se emplea para dar a los aceros una estructura y características
tecnológicas que se consideran como en un estado natural o bien sea final a un
material que se ve sometido a un proceso de forja.
El procedimiento es muy simple el cual consiste en calentar la pieza entre 30 y
50 grados por encima del punto crítico superior, y así manteniendo esta
temperatura podemos conseguir que el material se convierte en austenita como
en los anteriores tratamientos este también se deja enfriar, para lograr una
estructura más uniforme y nivel de grano más fino los factores que influyen en
este proceso son:
● la temperatura de cristalización no debe sobrepasar mucho la temperatura
crítica.
● debe ser rápida la transición o la exposición a esta temperatura
● la velocidad del enfriamiento deben ser los más adecuados respecto al
enfoque dado.
El objetivo de este tratamiento es preparar a el material para los diversos
procesos que se le realizará bien sean otros tratamientos térmicos procesos
mecánicos o en su defecto ambos.[5]
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
34
2.2.5. Tratamiento térmico por recocido
Este tratamiento termico consiste en calentar un material metalico durante un
tiempo prolongado por encima del nivel de austenizacion, para luego dejar enfriar
lentamente en el horno para asi poder realizar una transformacion de su
microestructura, la cuál quedara convertida en grandes fases de austenita, este
tiene como objetivo el de impartir ductibilidad al material, asi como tambien para
Alterar la estructura del material, para obtener las propiedades mecánicas
deseadas, ablandando el metal y mejorando su maquinabilidad. Recristalizar los
metales trabajados en frío. Para aliviar los esfuerzos residuales. Estas
operaciones se ejecutan con el único propósito de aliviar los esfuerzos residuales
en la pieza de trabajo debido a formados previos, este tratamiento el cual se
encarga netamente en ello lo se le conoce como recocido para alivio de
esfuerzos. [29]
2.3. ATAQUES QUÍMICOS
Un ataque químico generalmente consiste en evidenciar la estructura del metal
o aleación, el ataque más utilizado para arrojar información acerca de un material
es el ataque químico, el cual consiste en sumergir la muestra metalográfica en
un determinado reactivo o también se puede realizar pasándole sobre la
superficie de la muestra un algodón empavonado de dicho reactivo, luego se
procede a lavar muy bien la probeta con agua, se enjuaga con una de estas dos
líquidos ya sea alcohol o éter y se seca con una corriente de aire, como los
constituyentes reaccionan a diferentes velocidades, quedará en evidencia el que
mayor velocidad de reacción al ataque notándose más oscuro a la vista de un
microscopio y el de ataque más lento se verá más brillante reflejando luz en el
microscopio.[6]
2.3.1. REACTIVO NITAL (ÁCIDO NÍTRICO)
Este reactivo es una solución de alcohol y ácido nítrico el cual contiene un
porcentaje de 5 % de ácido y un 95% de alcohol etílico, es comúnmente utilizado
para los ataques químicos de los metales, es de gran importancia en los ataques
químicos debido a que genera gran información acerca de la microestructura de
aceros al carbono. Lo cual genera en los aceros que se obscurece la perlita así
dejándola en evidencia para poder diferenciarla de la martensita y con ello
limitándonos el grano de la ferrita, también nos muestra la profundidad del núcleo
en los aceros nitrurados. El ataque es realizado por inmersión debe tenerse

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
35
debido cuidado con el tiempo de ataque para así lograr diferenciarse con claridad
los límites y otras configuraciones.
2.3.2 REACTIVO SEGÚN BERAHA TIPO 1
en los últimos años la técnica de coloreado se ha venido implementando con
gran disposición, uno de los pioneros de este proceso fue el señor Emmanuel
Beraha quien trabajó en los laboratorios de la fuerza aérea israelí, el reactivo
químico proporcionado por Beraha nos facilita la identificación de fases
secundarias , de zonas de material con diferencias en la composición química
(segregaciones), allí actúan diferentes bases químicas como son las a base de
metabisulfito de potasio (K2S2O5), metabisulfito de sodio (Na2S2O5) y tiosulfato
de sodio (Na2S2O3) .[17]
2.4. DUREZA
Técnicamente es conocida como la oposición que representa un material al ser
rayado o penetrado por otro cuerpo sólido, hay una gran diferencia entre la
definición de dureza y de resistencia mecánica ya que esta última es la
resistencia del material al ser deformado. Hay diferentes pruebas de dureza,
existe el ensayo de dureza por identación de bola, la cual consiste en mediante
una bola específica la cual aplica una carga sobre el material, durante un periodo
de tiempo definido. También podemos ver el ensayo de dureza shore, este es un
valor característico de los materiales definido por el estándar DIN 53505 y DIN
EN ISO 868, la dureza shore se calcula mediante una aguja que presiona el
material a ensayar, así que la profundidad de penetración define la dureza del
material, cuanto mayor sea el valor menor será la profundidad a la cual penetrara
la aguja y por consiguiente mayor la dureza. [31]

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
36
2.4.1 DUROMETRO ROCKWEL EN 10109 T1 [29]
Se realizó la prueba con el durómetro en dos diferentes escalas como lo fueron
la ROCKWELL C (HRC) y ROCKWELL B (HRB), para así poder analizar los
resultados obtenidos y compararlos con el acero en un estado de entrega este
instrumento consta de 4 diferentes partes esenciales las cuales son:
- Visualizador: El cual nos permite conocer cuánto es la carga aplicada y
cuanto el resultado de su análisis dependiendo de cada escala.
- Identador: Es la parte de la maquina la cual penetra en el material así
identificando su carga para procesar la debida información. Es comúnmente
utilizado un cono diamante de 120° y 2 mm de radio.
- Tornillo: Con este podemos regular la altura que en su parte superior posee
una mesa solida circular en la cual se coloca la probeta a analizar.
- Bastidor: Es el soporte y estructura de la máquina, esta sostiene el tronillo
principal además de sus demás componentes.
Ilustración 15, Durómetro Rockwell 10109 T1, U. Distrital Francisco José de Caldas - Facultad Tecnológica, Laboratorio de Metalografía, Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
37
SECCION III - OBSERVACION Y ANÁLISIS DE RESULTADOS
3.1 ANÁLISIS DE DUREZA HRC EN DUROMETRO ROCKWELL 10109 T1
En un inicio se estableció como objetivo el análisis por microdureza de fases,
pero por falta de materiales no pudimos desarrollar esta metodología, como
solución nuestro tutor nos propuso hacer dureza HRC con el Durómetro Rockwell
10109 T1, ubicado en el Laboratorio de Metalografía de la Universidad Distrital
Francisco José de Caldas – Facultad Tecnológica. A cada probeta se le medio
en 5 diferentes puntos como lo mostraremos en las tablas
7,8,9,10,12,13,13,14,15,16, en donde se comparan los diferentes resultados de
los ensayos entre Estado de entrega, Grado 5 y Grado 8.
Tomaremos como material base para la comparación la dureza del estado
entrega, debido a que por el bonificado de fábrica de los tornillos, el acero del
que están constituidos los tornillos tiene una dureza diferente al que exige la
norma SAE J429. En este orden de ideas, compararemos la dureza en cada
tratamiento térmico para poder saber el comportamiento durante los diferentes
procesos.
3.2 ANALISIS MICROESTRUCTURAL Y COMPARATIVO DE LOS
REACTIVOS NITAL Y BERAHA EN LOS TRATAMIENTOS TERMICOS
3.2.1. ESTADO DE ENTREGA
GRADO 5
Dureza en estado de entrega
TRATAMIENTO GRADO HRC
Estado de Entrega
5
21,5
22,8
21
22,3
21,4
Promedio HRC 21,8
Conversión HRC a HV 245
Tabla 7, Dureza en estado de entrega grado 5, Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
38
Microestructura
Ilustración 16, Estado de entrega con reactivo Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000 Fuente: Autoría propia
Ilustración 17, Estado de entrega con reactivo Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000 Fuente: Autoría propia
En este estado no se le ha realizado ningún tratamiento térmico, para identificar
su microestructura y poder compararla con las demás probetas una vez se les
haya realizado los correspondientes tratamientos , pero debido a que los pernos
estructurales ya tenían un tratamiento de bonificado de fábrica según la norma
SAE j429, una vez realizado el ataque químico con el reactivo Nital y observado
en el microscopio con aumentos de 500(a) y 1000(b) pudimos identificar la
martensita revenida, las cual toma forma de pequeñas laminitas parecidas a
agujas, aquella es una de las características de esta fase, a continuación
realizamos el ataque con el reactivo Beraha, y se observó en el microscopio con
los mismos aumentos, el cual revelo más claramente la martensita revenida en
la microestructura, Se pudieron ver claramente aun en presencia de un sobre
ataque en algunas zonas.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
39
GRADO 8
Dureza en estado de entrega
TRATAMIENTO GRADO HRC
Estado de Entrega
8
26,5
27,9
28,6
28,1
27,6
Promedio 27,74
Conversión HRC a HV 285
Tabla 8, Dureza en estado de entrega grado 8, Fuente: Autoría propia
Microestructura
Para este primer análisis en estado de entrega de los tornillos, se espera ver
martensita revenida debido al tratamiento de bonificado que por la norma SAE
J429 deben tener, para cumplir con las especificaciones técnicas de los pernos
estructurales grado 5 y grado 8.
Ilustración 18, Estado de entrega con reactivo Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000 Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
40
Ilustración 19, Estado de entrega con reactivo Beraha, Acero Norma SAE J429-Grado 8 a) x500 b) x1000
En este estado después de haber realizado el ataque con Nital y observado en
el microscopio con aumentos de 500(a) y 1000 (b) se puedo identificar la fase de
martensita revenido, debido a que al igual que el perno grado 5 tenía un
tratamiento de temple y revenido procedente de fábrica, una vez realizado el
ataque Beraha se pudo observar más claramente martensita.
3.2.2. TEMPLE
Usualmente el temple es utilizado como metodología para darle unas
características específicas a un acero, sirve para aumentar la tenacidad del
material y mejorar sus capacidades mecánicas, lo cual nos permite producir
martensita que es lo que se espera encontrar en este tratamiento.
GRADO 5
Ilustración 20, Diagrama TTT modificado para Acero Norma Grado 5 J429 (1030-1050 Templado y revenido) en estado Temple, Fuente: Autoría Propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
41
Ilustración 21, Diagrama CCT modificado para Acero Norma Grado 5 J429 (1030-1050 Templado y revenido) en estado Temple, Fuente: Autoría Propia
Dureza en Temple
TRATAMIENTO GRADO HRC
TEMPLE 5
48,9
45,6
46,5
47,2
46,6
Promedio 46,96
Conversión HRC a HV 472
Tabla 9, Dureza en estado de temple grado 5, Fuente: Autoría propia
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
42
Microestructura
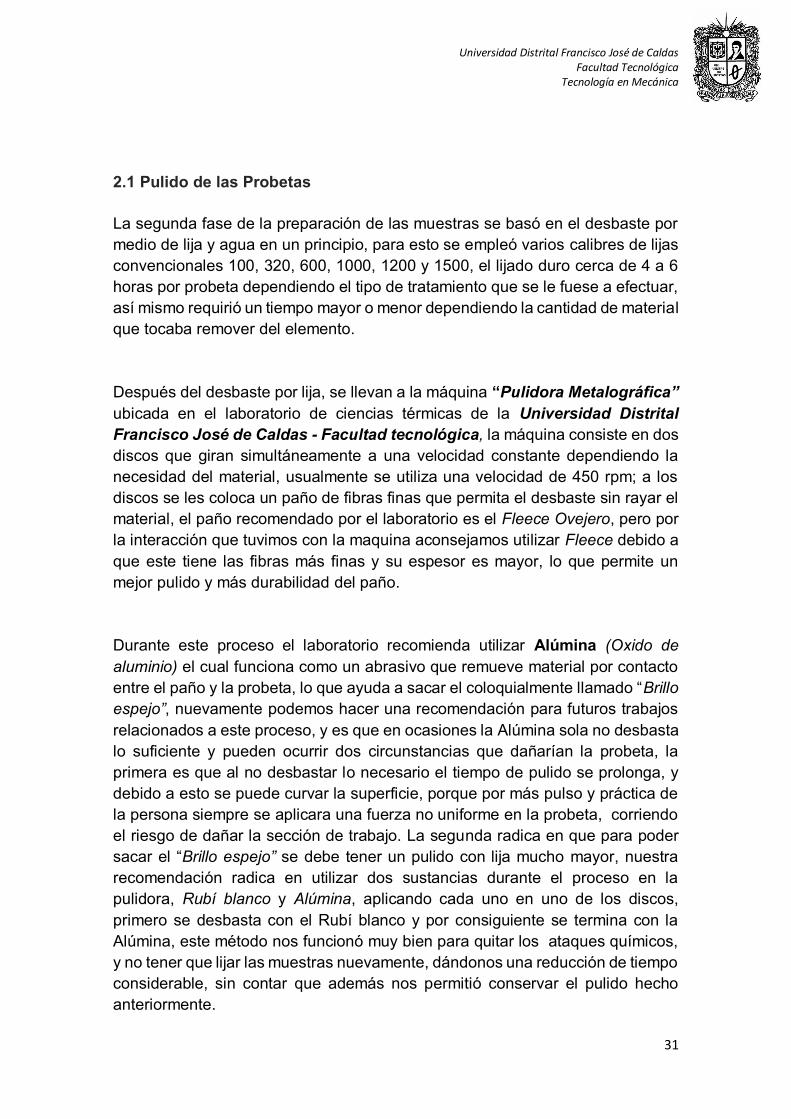
Ilustración 22, Temple Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000
Ilustración 23, Temple Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000.
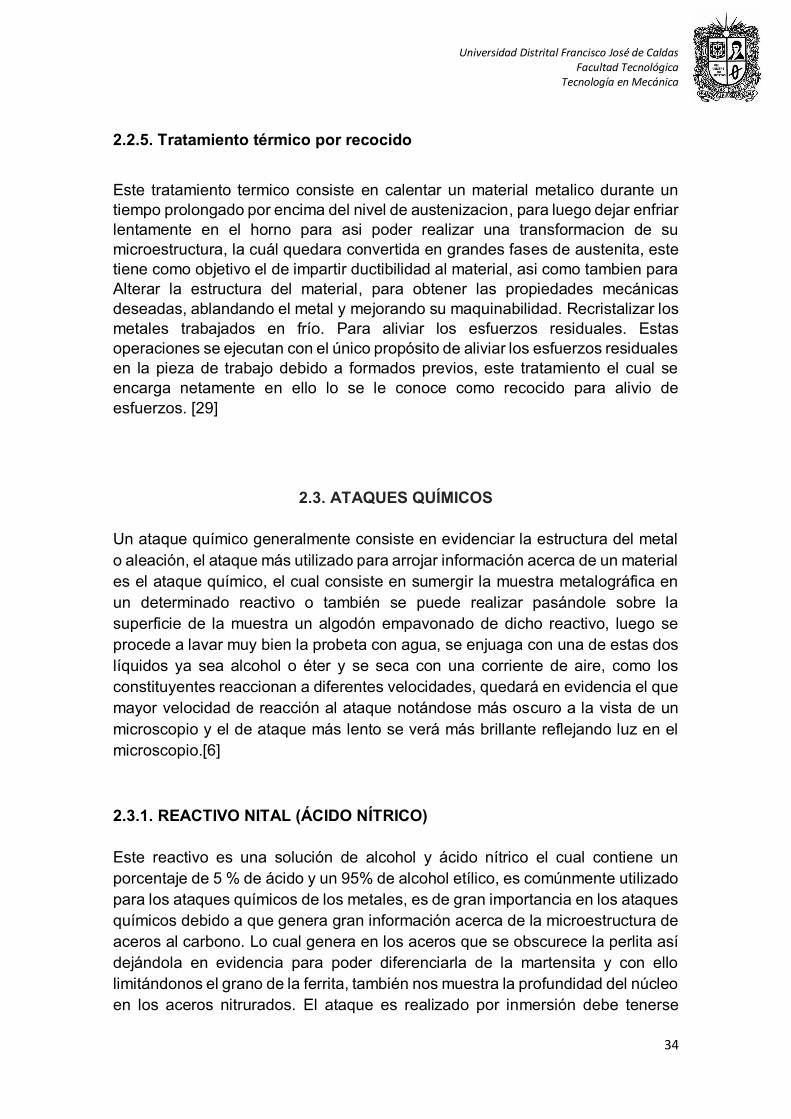
Ilustración 24, Temple Beraha, Acero Norma SAE J429-Grado 5 x1000

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
43
En esta probeta ilustraciones 22 y 23, se pudo observar de manera específica
que sus fases tendían a formar componentes martensíticos, lo anterior se pudo
observar gracias a los dos ataques químicos realizados tanto con el Nital como
con el Beraha, estas fueron observadas a dos aumentos a 500 y a 1000.
En la ilustración 24, se pudo evidenciar que la probeta no se atacó debidamente,
esto se debe a diferentes factores, como no haber realizado el ataque con el
tiempo requerido, también se pudo haber producido porque el reactivo estuvo
más de 24 horas expuesto la mayoría de tiempo al ambiente después de su
preparación, en un recipiente de vidrio no polarizado el cual no es adecuado para
este uso, ya que estos reactivos si no se utilizan y preservan adecuadamente
suelen vencerse.
GRADO 8
Ilustración 25, Diagrama TTT modificado para Acero Norma Grado 8 J429 (4135 A 9840 Templado y revenido) en estado Temple, Fuente: Autoría Propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
44
Ilustración 26, Diagrama CCT modificado para Acero Norma Grado 8 J429 (4135 A 9840 Templado y revenido) en estado Temple, Fuente: Autoría Propia
Dureza en Temple
TRATAMIENTO GRADO HRC
TEMPLE 8
47,9
44,7
49,8
51,1
47
Promedio 48,1
Conversión HRC a HV 486
Tabla 10, Dureza en estado de temple grado 8, Fuente: Autoría propia
Microestructura
Ilustración 27, Temple Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
45
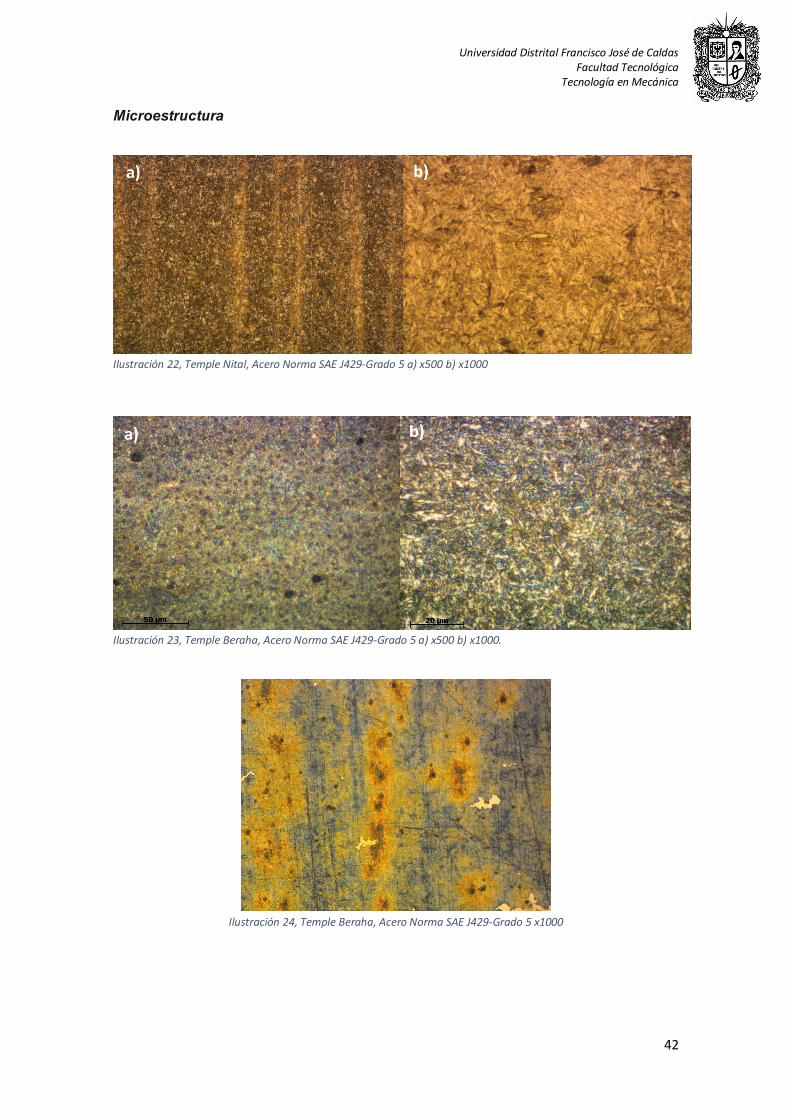
Ilustración 28, Temple Beraha, Acero Norma SAE J429-Grado 8 a) x500 b) x1000
En las ilustraciones 27 y 28, se pudo identificar claramente una monofase de
martensita revenida, esto debido a su forma de agujas, las cuales se ven de un
tono blanquecino con el reactivo Beraha, el cual nos da la facilidad de
identificarla, en diferencia con el reactivo Nital el cual solo los podemos
diferenciar por su cambio de geometría.
Ilustración 29, Temple Beraha, Acero Norma SAE J429-Grado 8 x1000
En la Ilustración 29 al igual que la Ilustración 24, se puede observar que el
reactivo no ataco debidamente la probeta por varias condiciones como se
explicaron anteriormente, lo que nos llevó a volver a realizar la mezcla de los
diferentes compuestos químicos y sus respectivos ácidos, también con la
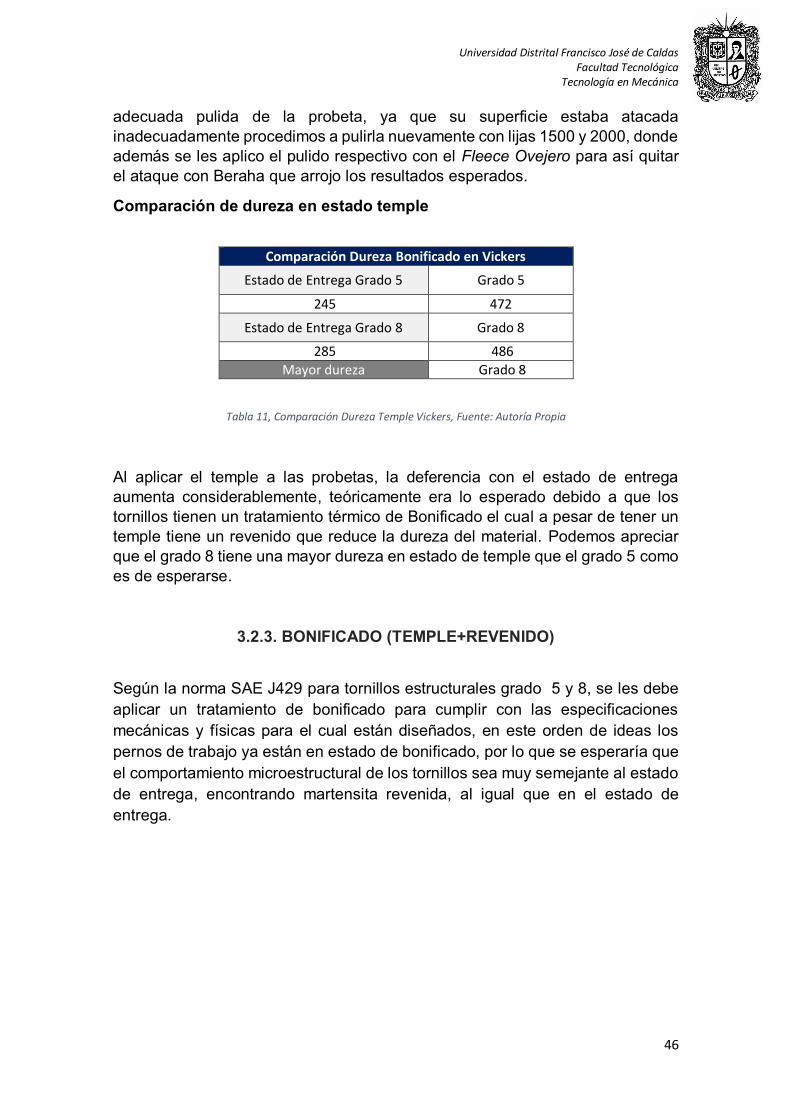
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
46
adecuada pulida de la probeta, ya que su superficie estaba atacada
inadecuadamente procedimos a pulirla nuevamente con lijas 1500 y 2000, donde
además se les aplico el pulido respectivo con el Fleece Ovejero para así quitar
el ataque con Beraha que arrojo los resultados esperados.
Comparación de dureza en estado temple
Comparación Dureza Bonificado en Vickers
Estado de Entrega Grado 5 Grado 5
245 472
Estado de Entrega Grado 8 Grado 8
285 486
Mayor dureza Grado 8
Tabla 11, Comparación Dureza Temple Vickers, Fuente: Autoría Propia
Al aplicar el temple a las probetas, la deferencia con el estado de entrega
aumenta considerablemente, teóricamente era lo esperado debido a que los
tornillos tienen un tratamiento térmico de Bonificado el cual a pesar de tener un
temple tiene un revenido que reduce la dureza del material. Podemos apreciar
que el grado 8 tiene una mayor dureza en estado de temple que el grado 5 como
es de esperarse.
3.2.3. BONIFICADO (TEMPLE+REVENIDO)
Según la norma SAE J429 para tornillos estructurales grado 5 y 8, se les debe
aplicar un tratamiento de bonificado para cumplir con las especificaciones
mecánicas y físicas para el cual están diseñados, en este orden de ideas los
pernos de trabajo ya están en estado de bonificado, por lo que se esperaría que
el comportamiento microestructural de los tornillos sea muy semejante al estado
de entrega, encontrando martensita revenida, al igual que en el estado de
entrega.
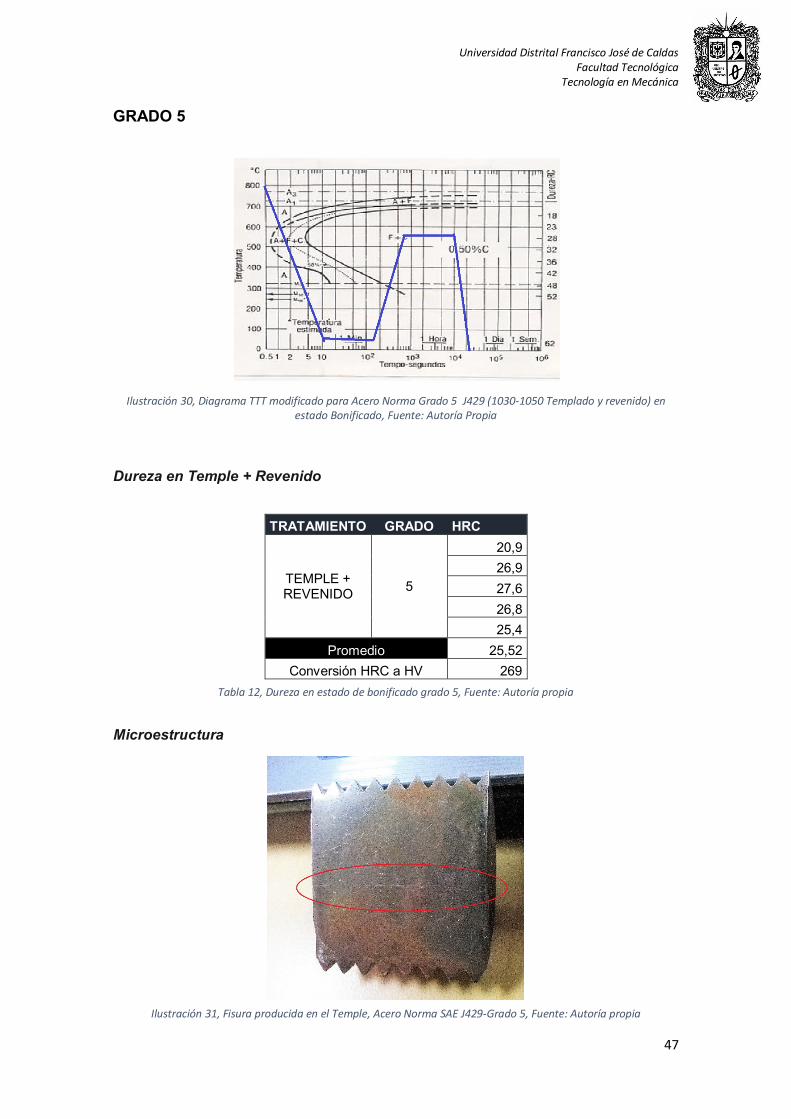
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
47
GRADO 5
Ilustración 30, Diagrama TTT modificado para Acero Norma Grado 5 J429 (1030-1050 Templado y revenido) en estado Bonificado, Fuente: Autoría Propia
Dureza en Temple + Revenido
TRATAMIENTO GRADO HRC
TEMPLE + REVENIDO
5
20,9
26,9
27,6
26,8
25,4
Promedio 25,52
Conversión HRC a HV 269
Tabla 12, Dureza en estado de bonificado grado 5, Fuente: Autoría propia
Microestructura
Ilustración 31, Fisura producida en el Temple, Acero Norma SAE J429-Grado 5, Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
48
Ilustración 32, Temple + Revenido Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x500 Fuente: Autoría propia
En la ilustración 31 se evidencia una grieta en su superficie, la cual en el
microscopio se observa más evidente como se muestra en la ilustración 32 a),
esta grieta surgió debido al temple en el bonificado del perno grado 5, aunque
ya contaba con un tratamiento térmico de fábrica, por necesidad de la
investigación procedimos a realizar de nuevo el temple + revenido, a pesar de
que se produjeron unas subgrietas, no nos impidió realizar el respectivo análisis
microestructural sobre aquella superficie. En el ataque con Nital no se pude
evidenciar muy bien la microestructura del material más que unos cuantos
granos de posible martensita revenida.
Ilustración 33, Temple + Revenido Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000, Fuente: Autoría propia
En este proceso hubo dos cambios de temperaturas, primero se calentó hasta
los 850°C superando la temperatura a la cual se forma martensita, después de
ello se enfrió rápidamente la probeta por cerca de 10 a 15 segundos, para así
lograr su estado de temple según lo requerido por el tratamiento, después
volvemos a elevar la temperatura a 550ºC, formando así martensita revenida,
como se observa en las ilustración 33, donde las geometrías en forma de agujas

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
49
de color blanquecinas son la martensita revenida, sus tamaños son un poco más
grandes que los del estado de entrega, posiblemente porque el tratamiento
térmico de fábrica se efectuó bajo diferentes condiciones..
Ilustración 34, Temple + Revenido, Bifluoruro de amonio + Acido sulfamico + Metabilsufito de potasio + 100 ml agua destilada, Acero Norma SAE J429-Grado 5 a) x500, Fuente: Autoría propia
Durante el proceso de los ataques químicos a las probetas nos encontramos con
inconvenientes con el reactivo Beraha, posiblemente no quedo bien
proporcionada la mezcla, por lo que al hacer el ataque no se podía obtener los
resultados esperados, como se evidencia en las ilustraciones 24 y 29, con la
necesidad de realizar y obtener los mejores resultados, decidimos probar con
otras formas de preparar el reactivo Beraha, y así poder identificar cual sería el
que nos diera mayor precisión y mejor calidad en el análisis metalográfico a color,
para esto probamos una mezcla que consistió en 3 g de bifluoruro de sodio
(K2S2O5), más 1 g metabisulfito de potasio (NH2SO3H) y 0,5 de ácido sulfamico
(NH4FHF9) y todo ello disuelto en 100 ml de agua destilada [17], pero según lo
analizado y lo observado en el microscopio, esta composición no nos dio los
resultados requeridos para nuestro análisis como se puede evidenciar en la
ilustración 34, trato de atacar algunas zonas pero no fue posible diferenciar las
fases. Consecuentemente decidimos continuar con la preparación del reactivo
Beraha Tipo I, variando la cantidad de cada elemento hasta conseguir la mezcla
idónea que nos ayudara a la identificación de la microestructura del material.
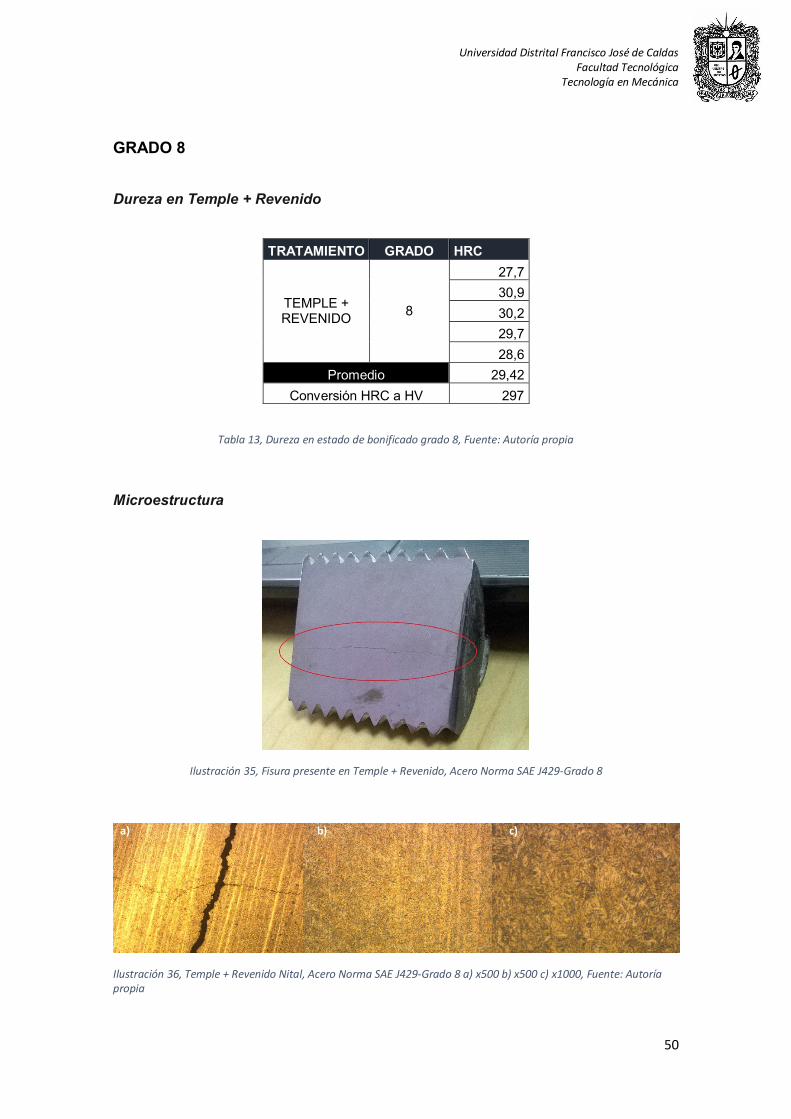
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
50
GRADO 8
Dureza en Temple + Revenido
TRATAMIENTO GRADO HRC
TEMPLE + REVENIDO
8
27,7
30,9
30,2
29,7
28,6
Promedio 29,42
Conversión HRC a HV 297
Tabla 13, Dureza en estado de bonificado grado 8, Fuente: Autoría propia
Microestructura
Ilustración 35, Fisura presente en Temple + Revenido, Acero Norma SAE J429-Grado 8
Ilustración 36, Temple + Revenido Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x500 c) x1000, Fuente: Autoría propia
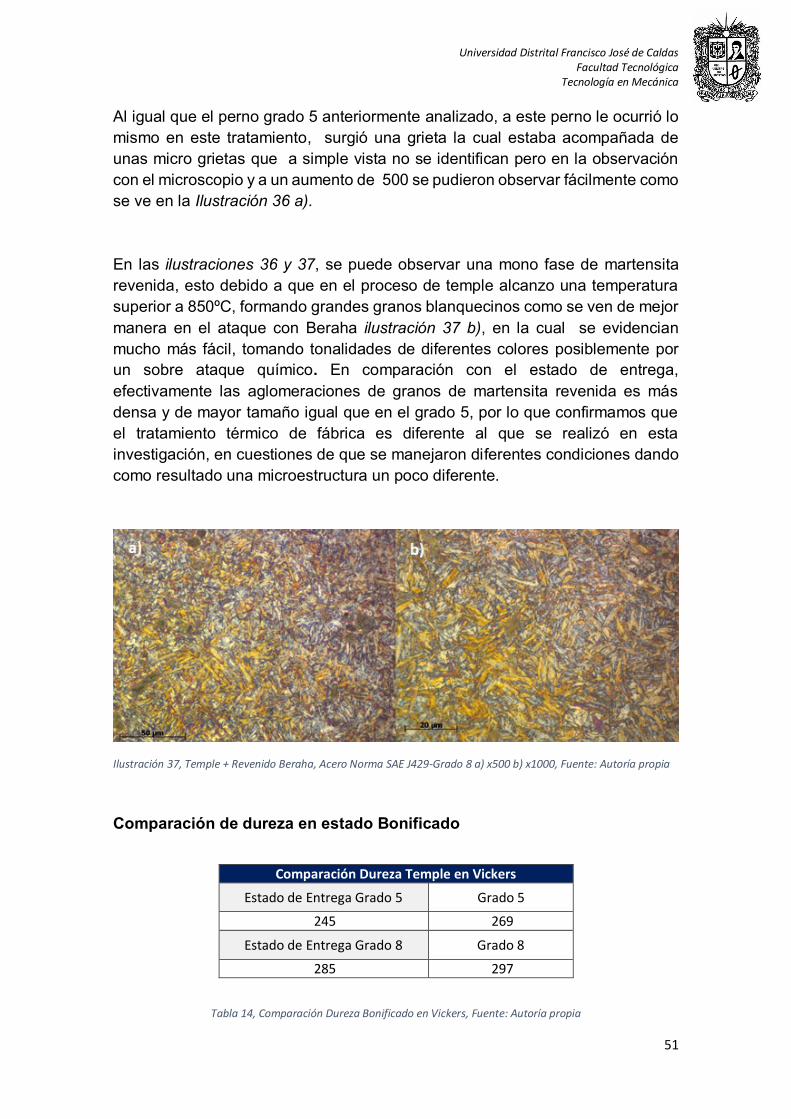
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
51
Al igual que el perno grado 5 anteriormente analizado, a este perno le ocurrió lo
mismo en este tratamiento, surgió una grieta la cual estaba acompañada de
unas micro grietas que a simple vista no se identifican pero en la observación
con el microscopio y a un aumento de 500 se pudieron observar fácilmente como
se ve en la Ilustración 36 a).
En las ilustraciones 36 y 37, se puede observar una mono fase de martensita
revenida, esto debido a que en el proceso de temple alcanzo una temperatura
superior a 850ºC, formando grandes granos blanquecinos como se ven de mejor
manera en el ataque con Beraha ilustración 37 b), en la cual se evidencian
mucho más fácil, tomando tonalidades de diferentes colores posiblemente por
un sobre ataque químico. En comparación con el estado de entrega,
efectivamente las aglomeraciones de granos de martensita revenida es más
densa y de mayor tamaño igual que en el grado 5, por lo que confirmamos que
el tratamiento térmico de fábrica es diferente al que se realizó en esta
investigación, en cuestiones de que se manejaron diferentes condiciones dando
como resultado una microestructura un poco diferente.
Ilustración 37, Temple + Revenido Beraha, Acero Norma SAE J429-Grado 8 a) x500 b) x1000, Fuente: Autoría propia
Comparación de dureza en estado Bonificado
Comparación Dureza Temple en Vickers
Estado de Entrega Grado 5 Grado 5
245 269
Estado de Entrega Grado 8 Grado 8
285 297
Tabla 14, Comparación Dureza Bonificado en Vickers, Fuente: Autoría propia
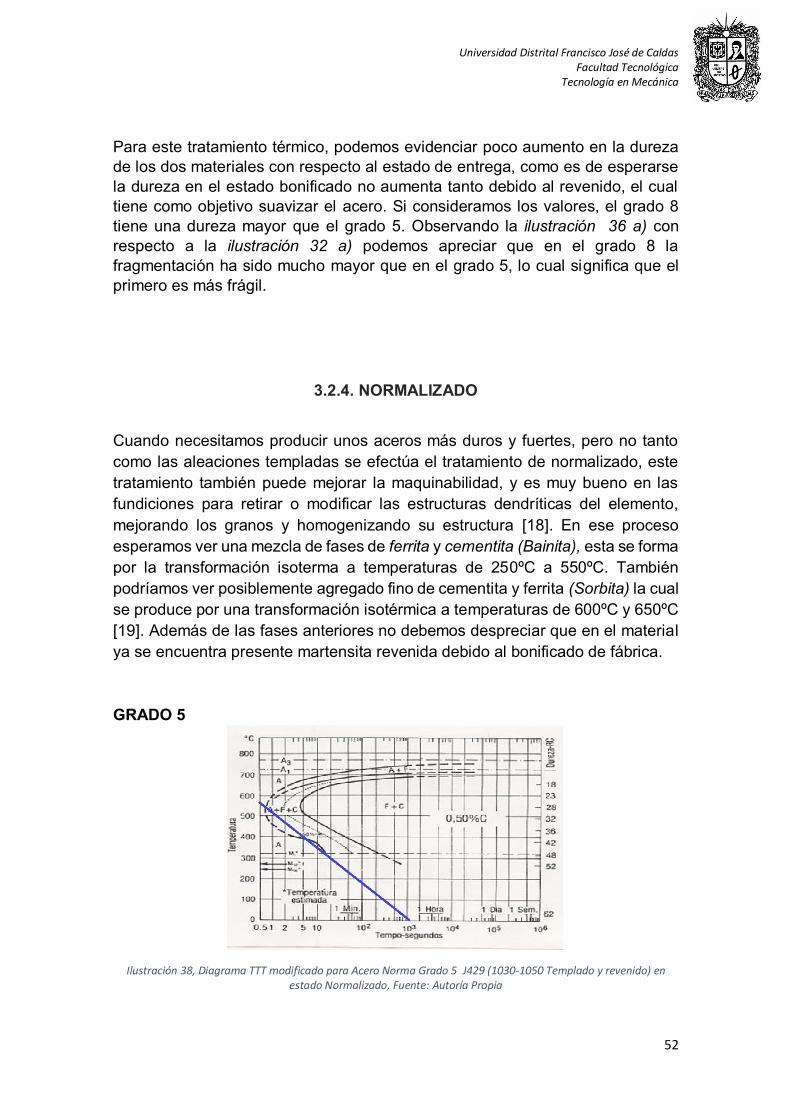
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
52
Para este tratamiento térmico, podemos evidenciar poco aumento en la dureza
de los dos materiales con respecto al estado de entrega, como es de esperarse
la dureza en el estado bonificado no aumenta tanto debido al revenido, el cual
tiene como objetivo suavizar el acero. Si consideramos los valores, el grado 8
tiene una dureza mayor que el grado 5. Observando la ilustración 36 a) con
respecto a la ilustración 32 a) podemos apreciar que en el grado 8 la
fragmentación ha sido mucho mayor que en el grado 5, lo cual significa que el
primero es más frágil.
3.2.4. NORMALIZADO
Cuando necesitamos producir unos aceros más duros y fuertes, pero no tanto
como las aleaciones templadas se efectúa el tratamiento de normalizado, este
tratamiento también puede mejorar la maquinabilidad, y es muy bueno en las
fundiciones para retirar o modificar las estructuras dendríticas del elemento,
mejorando los granos y homogenizando su estructura [18]. En ese proceso
esperamos ver una mezcla de fases de ferrita y cementita (Bainita), esta se forma
por la transformación isoterma a temperaturas de 250ºC a 550ºC. También
podríamos ver posiblemente agregado fino de cementita y ferrita (Sorbita) la cual
se produce por una transformación isotérmica a temperaturas de 600ºC y 650ºC
[19]. Además de las fases anteriores no debemos despreciar que en el material
ya se encuentra presente martensita revenida debido al bonificado de fábrica.
GRADO 5
Ilustración 38, Diagrama TTT modificado para Acero Norma Grado 5 J429 (1030-1050 Templado y revenido) en estado Normalizado, Fuente: Autoría Propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
53
Ilustración 39, Diagrama CCTT modificado para Acero Norma Grado 5 J429 (1030-1050 Templado y revenido) en estado Normalizado, Fuente: Autoría Propia
Dureza en Normalizado
TRATAMIENTO GRADO HRB
NORMALIZADO 5
93,6
94,5
93,3
94,3
96,6
Promedio 94,46
Conversión HRB a HV 209
Tabla 15, Dureza en estado Normalizado grado 5, Fuente: Autoría propia
Microestructura
Ilustración 40, Normalizado Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000, Fuente: Autoría Propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
54
Ilustración 41, Normalizado Beraha, Acero Norma SAE J429-Grado 5 a) x1000, Fuente: Autoría Propia
Como se ha venido realizando, se trabaja con dos tipos de escalas en el
microscopio, para identificar más claramente el tipo de grano, su morfología y
sus componentes, los dos aumentos empleados fueron a 500 y a 1000, allí se
puede visualizar de forma más clara la microestructura del material, con la ayuda
de los dos ataques químicos Nital y Beraha, este último nos da una visualización
más clara de las fases y la morfología del acero. En este sentido, podemos
observar que en las fotografías con Nital (ilustración 40), no se puede diferenciar
claramente las diferentes fases del material, en cambio en la ilustración 41 de
Beraha, se distinguen más las formaciones de perlita con el grano más fino y
más uniforme que la estructura previa al tratamiento. Debido al modo de
enfriamiento se tendrá menos tiempo para la formación de ferrita proectectoide,
por lo que abra menos cantidad que en el tratamiento de recocido; también se
verá directamente afectado el refinamiento de la perlita, esto conlleva a que las
placas de cementita estén más cerca entre sí, endureciendo la ferrita y
aumentando la dureza del material [30]. Se ven manchas oscuras que se deben
a posibles impurezas, residuos de alcohol o sobre ataque del reactivo.
GRADO 8
Dureza en Normalizado
TRATAMIENTO GRADO HRC
NORMALIZADO 8
24,2
24,3
24,8
22,2
23,6
Promedio 23,82
Conversión HRC a HV 258
Tabla 16, Dureza en estado Normalizado grado 8, Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
55
Microestructura
Ilustración 42, Normalizado Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000, Fuente: Autoría Propia
Ilustración 43, Normalizado Beraha, Acero Norma SAE J429-Grado 8 a) x500, Fuente: Autoría Propia
Para el tornillo grado 8, se obtuvo una estructura de granos diferentes al del
grado 5, se puede ver gránulos grandes de ferrita y cementita, los cuales se
forman por el enfriamiento al ambiente, el cual altera en gran medida la
estructura del material. En las figuras de Nital pudimos ver colonias de dementita
bordeadas por posible ferrita en un porcentaje muy bajo, pues el método de
enfriamiento no permite alcanzar una formación de esta en gran cantidad [18].
Gracias al ataque con Beraha pudimos identificar más la ferrita como
componente de la microestructura, la cual tiene una apariencia de agujas
formadas en una sola dirección estilo cebra.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
56
Comparación de dureza en estado Normalizado
Comparación Dureza Normalizado en Vickers
Estado de Entrega Grado 5 Grado 5
245 209
Estado de Entrega Grado 8 Grado 8
285 258
Mayor dureza Estado de
entrega Grado 8 Tabla 17, Comparación Dureza Normalizado en Vicker, Fuente: Autoría propia
De acuerdo con los datos obtenidos, tenemos que se produjo un endurecimiento
en el material, no con respecto al estado de entrega, si no en comparación a las
propiedades físicas del material del cual están constituidos los tornillos, porque
si lo comparamos con el de estado entrega nos da inferior, debido a que el
material en estado entrega tiene un bonificado de fábrica, entonces se debe
esperar que su dureza sea mayor que la del estado normalizado, tal como
sucede en la toma de datos de la tabla 17.
3.2.5. RECOCIDO
Este proceso se aplica a un material cuando se necesita mejorar las propiedades
eléctricas y magnéticas, dar más suavidad al acero, este da unas propiedades
mecánicas diferentes, que en algunas ocasiones mejoran su maquinabilidad por
lo que afecta directamente la dureza de la aleación [18].
Este proceso consistió en calentar el acero a una temperatura de 850 ºC, para
luego ser enfriado lentamente en el horno a lo largo del intervalo de
transformación, el objetivo de este tratamiento es el de refinar el grano, gracias
a este proceso se espera ver granos más gruesos de perlita y ferrita, el cual al
enfriarse da como resultado grandes áreas perliticas en su transformación final.
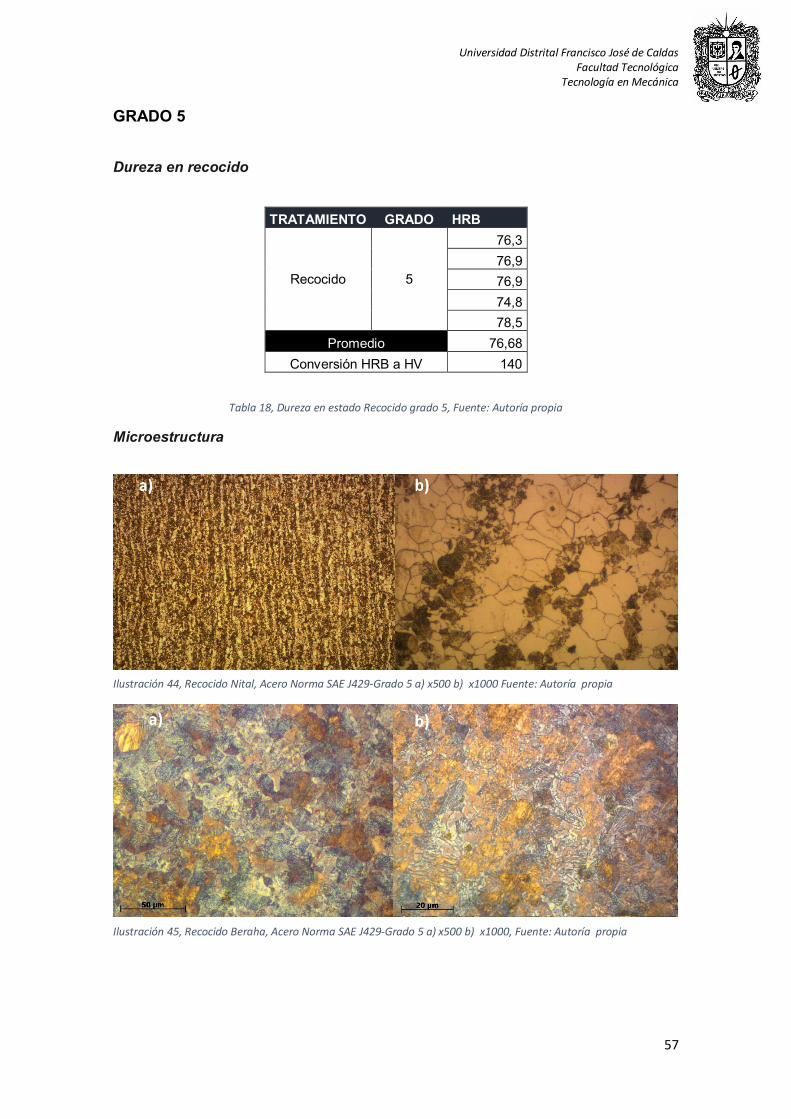
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
57
GRADO 5
Dureza en recocido
TRATAMIENTO GRADO HRB
Recocido 5
76,3
76,9
76,9
74,8
78,5
Promedio 76,68
Conversión HRB a HV 140
Tabla 18, Dureza en estado Recocido grado 5, Fuente: Autoría propia
Microestructura
Ilustración 44, Recocido Nital, Acero Norma SAE J429-Grado 5 a) x500 b) x1000 Fuente: Autoría propia
Ilustración 45, Recocido Beraha, Acero Norma SAE J429-Grado 5 a) x500 b) x1000, Fuente: Autoría propia
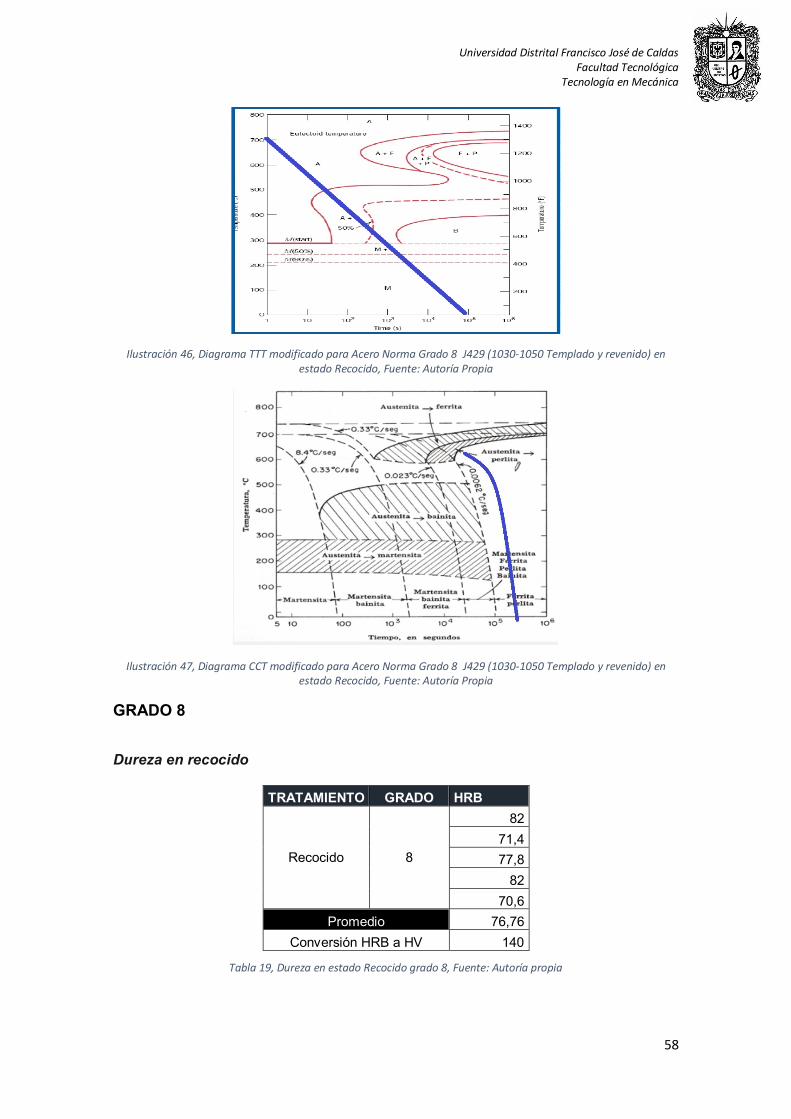
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
58
Ilustración 46, Diagrama TTT modificado para Acero Norma Grado 8 J429 (1030-1050 Templado y revenido) en estado Recocido, Fuente: Autoría Propia
Ilustración 47, Diagrama CCT modificado para Acero Norma Grado 8 J429 (1030-1050 Templado y revenido) en estado Recocido, Fuente: Autoría Propia
GRADO 8
Dureza en recocido
TRATAMIENTO GRADO HRB
Recocido 8
82
71,4
77,8
82
70,6
Promedio 76,76
Conversión HRB a HV 140
Tabla 19, Dureza en estado Recocido grado 8, Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
59
Este material fue tratado llevándolo hasta una temperatura la cual cambiara su
microestructura, dejando en evidencia la formación de ferrita proectectoide y el
refinamiento de la perlita.
A diferencia del Normalizado, en el recocido hay mayor tiempo para la formación
de ferrita proectectoide, en las ilustraciónes 44 y 45 del tornillo grado 5, se puede
evidenciar que el material tiene aglomeraciones de ferrita y perlita laminar un
poco más variables que en las ilustraciónes 48 y 49 del grado 8, las áreas de
perlita son muy evidentes en el grado 5 donde se distinguen por su morfología
de agujas orientadas en forma de cebra, en los dos casos la geometría de las
fases son un poco diferentes, esto es debido al porcentaje de carbono presente
en los dos tornillos, pero aun así se puede visualizar claramente una similar
microestructura en ambos. La división de fases y microestructura se ven
claramente bien sea con el ataque químico de Nital o Beraha, posiblemente se
ve con mayor facilidad con el reactivo Beraha, pues proporciona tonalidades de
diferentes colores que permite distinguir los constituyentes de mejor manera.
Microestructura
Ilustración 48, Recocido Nital, Acero Norma SAE J429-Grado 8 a) x500 b) x1000, Fuente: Autoría propia

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
60
Ilustración 49, Recocido Beraha, Acero Norma SAE J429-Grado 8 a) x500, Fuente: Autoría propia
Comparación de dureza en estado Recocido
Comparación Dureza Recocido en Vickers
Estado de Entrega Grado 5 Grado 5
245 140
Estado de Entrega Grado 8 Grado 8
285 140
Mayor dureza Estado de
entrega Grado 8
Tabla 20, Comparación Dureza Recocido en Vicker, Fuente: Autoría propia
El recocido se caracteriza por suavizar el material, como se puede apreciar la
dureza fue mucho menor que en el estado de entrega, por lo que se cumple con
la teoría de que en el recocido se presenta un ablandamiento debido a el proceso
de enfriamiento que se efectúa [16]. En esta medida podemos apreciar algo
interesante en este tratamiento y es que la dureza del recocido tanto en el grado
5 como en el grado 8 es prácticamente la misma, podría discrepar algunas
décimas de Vickers,
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
61
CONCLUSIONES
- Una de las más claras conclusiones, fue que al haber realizado el ataque con
el Beraha se diferenciaba más fácilmente las fases de cada estructura y sus
límites de grano a diferencia del ataque con Nital, puesto que este último toma
una sola tonalidad y es mucho más difícil identificar la morfología, el
inconveniente es que si no se realiza debidamente el ataque con Beraha no
se revelara nada y además de ello se tendrá que volver a realizar el pulido
correspondiente, lo que conllevara a pérdida de tiempo, material y dinero
debido a que el reactivo Beraha acarrea más costos y una mayor preparación,
se debe considerar utilizar el Nital, si no es un estudio que necesite de mayor
precisión.
- En principio se había propuesto hacer un análisis de microdureza de fases, el
cual no se puedo desarrollar por falta de materiales del laboratorio de
Tratamientos térmicos y ataques químicos; como solución hicimos el ensayo
de dureza HRC con el Durómetro Rockwell 10109 T1, este ensayo nos
permitió medir la dureza de las probetas después de ser aplicados los
diferentes tratamientos térmicos, donde los valores más altos fueron obtenidos
del tornillo grado 8, la comparación se realizó con respecto al estado de
entrega y a las probetas del tornillo grado 5. Pese a los inconvenientes
logramos tomar todos los datos necesarios para realizar una comparación
adecuada de durezas, con lo cual se pudo concluir que la dureza variaba
dependiendo el tratamiento térmico al que se había sido sometido cada
probeta.
- El modo de preparación de los reactivos, el tiempo en el que se efectúen estos
mismos y los elementos para llevarlos a cabo, juegan un papel muy importante
en la calidad del ataque y la identificación de sus fases, ya que si el reactivo
es de mala calidad probablemente no ataque el metal y produzca es solamente
una capa de recubrimiento como se muestra en las ilustraciones 24 a) y 29 a).
Si no se realiza el ataque con el tiempo adecuado posiblemente haya un sobre
ataque en el material, las pruebas que hicimos con el Beraha nos permitió
determinar que no puede ser mayor ni menor a dos minutos el tiempo de
sumergido, si se excede queda sobre atacado y si es menor pasa lo contrario
no se ataca.
- Comparando los dos tornillos, con respecto a los tratamientos térmicos
aplicados, se evidencio básicamente solo una pequeña diferencia en la dureza
del material después de haber sido medidos con el durómetro, en las fases
presentes en cada proceso no se evidencia un cambio muy significativo que
nos permita concluir que tornillo micro estructuralmente hablando tiene
mejores cualidades físicas y mecánicas para el cual son diseñados. La dureza
en el grado 8 es mayor que en el grado 5, por lo que podríamos suponer que
el perno grado 8 sería más recomendable, pero durante el bonificado que

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
62
efectuamos, como lo hemos mencionado anteriormente, las dos probetas de
este tratamiento se fracturaron, a simple vista las grietas se ven muy
semejantes pero al observarlas con el microscopio a un aumento de 500, como
se muestra en las ilustraciones 32 a) y 36 a), la fragmentación fue mucho
mayor en el grado 8, por lo que nos permite verificar que su fragilidad aumento
mucho más que la del grado 5. Como el uso esencialmente de estos tornillos
es para estructuras de gran tamaño donde está en juego la vida de las
personas que las utilizan constantemente, se debería escoger el perno que
tenga una mayor ductilidad o en pocas palabras el menos frágil de los dos,
pues en caso de una sobre carga en el sistema es mejor que tienda a flectarse
y no a romperse. En este orden de ideas, decidimos que la mejor opción para
este uso seria el Tornillo SAE J429 GRADO 5 (1035-1050 TEMP Y REV).

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
63
RECOMENDACIONES
- Es necesario tener claridad acerca del ataque químico y sus compuestos para
no tener ningún inconveniente con este, conseguir los reactivos para su
composición es muy complicado y puede demandar más tiempo de lo
esperado. Recomendamos trabajar para el reactivo Beraha una doble porción
de cada acido como mínimo, con respecto a la norma para desarrollar el
ataque, nosotros nos guiamos por esta y no obtuvimos los resultados
convenientes como se muestra en las figuras 24 y 29.
- Para el pulido de las probetas se recomienda lijar hasta una lija de grano 2000,
si no es posible encontrarla, como mínimo hasta una de grano 1500 y por
consiguiente utilizar Fleece y no Fleece Ovejero, pues el primero tiene unas
fibras más finas y su espesor es mucho mayor lo que permite tener mayor
durabilidad del paño, sin contar que para darle un acabado de brillo espejo,
este fibra sintética es mucho mejor y reduce más el tiempo de pulido.
- Durante una comparación entre metalografía convencional y a color, se
necesita como mínimo atacar químicamente dos veces las probetas, el
problema radica después de hacer el primer ataque, pues toca removerlo y
dejar la superficie nuevamente con brillo espejo para atacar a color, lo que nos
llevaría a pulir las probetas como mínimo con lija 1500 para quitar el primer
ataque, nuestra recomendación es utilizar Rubí blanco y Alúmina en la
Maquina Pulidora Metalográfica, como se tienen dos discos de trabajo, primero
desbastamos con el rubí y luego terminamos con la Alúmina que es más fina
y permite quitar los excesos restantes, esta metodología funciona muy bien y
disminuye considerablemente el tiempo de pulido de las probetas, factor
esencial para cuando no queda realizado debidamente el ataque químico.
- Para futuros proyectos no recomendamos hacer un bonificado a un material
que previamente tenga este tratamiento térmico, como se presentó en este
proyecto, pues afecta considerablemente la fragilidad del material, y lo único
que conseguiremos es que durante el proceso probablemente se fracture la
probeta en su enfriamiento isotérmico.
- Por ultimo recomendamos hacer cortes pequeños cuando se están manejando
probetas de alta resistencia y tamaño considerable, pues por experiencia
propia pudimos evidenciar que cortes muy largos rompen los discos de corte
y pueden llegar a dañar la cortadora.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
64
GLOSARIO
Estructura cristalina: Es la forma sólida de cómo se ordenan y empaquetan los
átomos moléculas o iones.
Alotrópicas: La noción de alotropía se utiliza en el ámbito de la química para
denominar a la propiedad que tienen ciertos elementos químicos de aparecer
con diferentes características en cuanto a la física o con distintas estructuras
moleculares.
Aleaciones: Es una combinación de propiedades metálicas, que está
compuesta de dos o más elementos metálicos sólidos.
Reactivo: Sustancia que, por su capacidad de provocar determinadas
reacciones, sirve en los ensayos y análisis químicos para revelar la presencia o
medir la cantidad de otra sustancia.
Fase: Diferenciación de componentes de una solución química
Isoterma: Que tiene la misma temperatura que otra cosa de la misma
naturaleza.
Micrografía: Es la imagen obtenida de objetos no visibles mediante la ayuda de
instrumentos ópticos o electrónicos como lupas y microscopios.
Microestructural: Estructura que forma parte de otra más amplia.
Aglomeración: Es el acto y el resultado de aglomerar: reunir muchos elementos,
acoplar o pegar diferentes sustancias o fragmentos de algo.
Nitrurados: Es un tratamiento termoquímico que se le da al acero.
Austeización: Es un proceso que ocurre en el acero, en el cual, a una
determinada temperatura, se forma austenita.
Vickers: Es un método para medir la dureza de los materiales.

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
65
BIBLIOGRAFÍA
[1] Scribd <<Scribd documentos ASTM >> [En línea]. Available:
https://es.scribd.com/doc/56987258/ASTM-E . [Último acceso: 20 ENERO
2017]
[2] Centro Nacional de Investigaciones Metalúrgicas <<Revista de metalurgia>> [En
línea]. Available:
http://revistademetalurgia.revistas.csic.es/index.php/revistademetalurgia/article/viewArti
cle/904, Último acceso: [20 ENERO 2017]
[3] Askeland, Ronald R. (2011). <<Ciencia e ingeniería de materiales (6° edición)>>.
Cengage Learning.
[4] U.T.P <<Universidad Tegnologica de Pereira>> [En línea]. Available:
http://www.utp.edu.co/~publio17/laboratorio/temple.htm, Último acceso: [26 ENERO
2017]
[5] UNIOVI – Universidad de Oviedo España <<Tratamientos térmicos de los aceros>>
[En línea]. Available: http://www6.uniovi.es/usr/fblanco/Tema1.TratamientosAceros.pdf
Último acceso: [25 ENERO 2017]
[6] FI UBA<<Facultad de ingeniería de la Universidad de Buenos Aires>> [En línea].
Available: http://web.fi.uba.ar/~jmoya/Metalografia.pdf, Último acceso: [26 ENERO
2017]
[7]. Researchgate <<Metalografía en color de los aceros inoxidables mediante la técnica
de ataque coloreado>> [En línea]. Available:
https://www.researchgate.net/publication/47355955_Metalografia_en_color_de_los_ac
eros_inoxidables_mediante_la_tecnica_de_ataque_coloreado Último acceso: [15
ENERO 2017]
[8]. Multimateriales <<Herramientas, tornillos, clavos, y más>> [En línea]. Available:
http://www.multimateriales.com/files/Manual-del-tornilllo-2014-br.pdf : Último acceso: [1
FEBRERO 2017].
[9]. SciELO - Scientific Electronic Library Online <<Tendencias actuales para determinar
la degradación de los materiales metálicos de componentes industriales>> [En línea].
Available: http://scielo.sld.cu/pdf/nuc/n42/nuc03207.pdf Último acceso: [8 FEBRERO
2017].
[10]. UPV Universidad Politécnica de Valencia <<Unidad 3. Estructura de los
Materiales>> [En línea]. Available:
https://www.upv.es/materiales/Fcm/Pdf/Practicas/fcm03trb.pdf Último acceso: [8
FEBRERO 2017].

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
66
[11]. SAE- Society of Automotive Engineers << Acerca de SAE Internacional >>, [En
línea]. Available: http://www.sae.org/about/board/vision.htm, Último acceso: [15 marzo
2017].
[12]. AZO Materiales Chile [En línea]. Available: http://www.azom.com, Último acceso:
[28 marzo 2017].
[13]. Glaser y Associates Inc. << Materials - Medium Carbon Steel Bolts in SAE J429
(Grades 2, 5 and 8)>> [En línea]. Available: https://www.glaserbolt.com/materials-
medium-carbon-steel-bolts-in-sae-j429-grades-2-5-8, Último acceso: [28 marzo 2017].
[14]. Aceros Fortuna Mexico <<ACERO GRADO MAQUINARIA 9840>> [En línea].
Available:
http://www.acerosfortuna.com.mx/hojas_tecnicas/aceros_de_baja_aleacion/9840.pdf,
Último acceso: [6 abril 2017].
[15]. U.A.M – Universidad Autónoma de Madrid <<ACEROS: ALEACIONES HIERRO-
CARBONO>> [En línea]. Available:
https://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/fases%20del%20a
cero.htm Último acceso: [28 marzo 2017].
[16]. U.T.P – Universidad Tecnologica de Pereira << Metalografia Diagrama Hierro -
Carbono>> [En línea]. Available: http://blog.utp.edu.co/metalografia/5-diagrama-hierro-
carbono/, Último acceso: [3 abril 2017].
[17]. George F. Vander Voort, Buehler Ltd. <<ASM Handbook, Volume 9: Metallography
and Microstructures- G.F. Vander Voort, editor, p493–512>> pdf.
[18]. UANL – Universidad Autonoma de Leon mexico <<TRATAMIENTOS TERMICOS
DE LOS ACEROS >> [En línea]. Available:
http://eprints.uanl.mx/435/1/1020115008.PDF. Último acceso: [19 abril 2017].
[19]. Federación de Enseñanza de Comisiones Obreras de Andalucía << Revista
digital para profesionales de la enseñanza - METALOGRAFÍA >> [En línea]. Available:
https://www.feandalucia.ccoo.es/docu/p5sd8732.pdf Último acceso: [19 abril 2017].
[20]. Tecnología IES Pedro de Valdivia <<Transformaciones en estado sólido>> [En
línea]. Available: https://www.tecnologia-informatica.es/tecnologia/transformaciones-de-
estado-solido.php, Último acceso: [19 abril 2017].
[21]. UPV Universidad Politécnica de Valencia <<Transformaciones isotérmicas de la
austenita>> [En línea]. Available:
https://www.upv.es/materiales/Fcm/Fcm13/pfcm13_2_1.html, Último acceso: [18 abril
2017].
[22]. Gayatlacomulco <<ACEROS>> [En línea]. Available:
http://www.gayatlacomulco.com/tutorials/materiales/aceros.htm#ferrita, Último acceso:
[15 abril 2017].
[23]. University of Cambridge DoITPoMS: Online Materials Science Learning Resources
<<perlite>> [En línea]. Available:

Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Tecnología en Mecánica
67
https://www.doitpoms.ac.uk/miclib/search.php?q=perlite&action=Go Último acceso: [13
abril 2017].
[24]. Gayatlacomulco <<ACEROS>> [En línea]. Available:
http://www.gayatlacomulco.com/tutorials/materiales/aceros.htm#austenita Último
acceso: [15 abril 2017].
[25]. Gayatlacomulco <<ACEROS>> [En línea]. Available:
http://www.gayatlacomulco.com/tutorials/materiales/aceros.htm#martensita Último
acceso: [15 abril 2017].
[26]. Flickriver <<Bainita>> [En línea]. Available:
http://www.flickriver.com/photos/tags/bainita/interesting/Último acceso: [16 abril 2017].
[27]. Departamento de Física Aplicada III - Universidad de Sevilla <<Cementita>> [En
línea]. Available: http://www.esi2.us.es/IMM2/Pract-html/cementit.html Último acceso:
[10 abril 2017].
[28]. Escuela de Ingeniería Julio Garavito << TRATAMIENTOS TÉRMICOS
PROTOCOLO >> [En línea]. Available:
http://www.escuelaing.edu.co/uploads/laboratorios/1537_tratamientostermicosr2.pdf,
Último acceso: [18 abril 2017].
[29]. Ensigner <<Dureza>> [En línea]. Available: http://www.ensinger.es/es/informacion-
tecnica/propiedades-tecnicas-de-los-plasticos/propiedades-mecanicas/dureza, Último
acceso: [19 abril 2017].
[30]. U.A.M – Universidad Autónoma de Madrid << TIPOS DE ENFRIAMIENTO >> [En
línea]. Available:
https://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/tipos%20de
%20enfriamiento.htm, Último acceso: [30 mayo 2017].