análisis de carga cuasi-estática y fatiga en uniones
TRANSCRIPT

1
UNIVERSIDAD DE LOS ANDES
Análisis de carga cuasi-estática y fatiga en uniones adhesivas tipo doble viga en voladizo
Presentado Por:
Omar Andrés Villarreal Mesa
Asesorado Por:
Juan Pablo Casas Ph. D.
Departamento de Ingeniería Mecánica Bogotá, Julio de 2014

2
TABLA DE CONTENIDO
CAPÍTULO 1. INTRODUCCIÓN ..................................................................................... 7
1.1. OBJETIVO GENERAL ............................................................................................... 8
1.2. OBJETIVOS ESPECÍFICOS .......................................................................................... 8
CAPÍTULO 2 ESTADO DEL ARTE ................................................................................... 9
2.1. ADHESIVOS Y UNIONES ADHESIVAS ........................................................................... 9
2.1.1. Ventajas y desventajas ..................................................................................... 10
2.1.2. Aplicaciones ...................................................................................................... 11
2.2. MODOS DE FALLA DE UNIONES ADHESIVAS ............................................................... 12
2.3. MECÁNICA DE LA FRACTURA LINEAL ........................................................................ 13
2.3.1. Modos de carga ................................................................................................ 13
2.3.2. Balance de energía de Griffith .......................................................................... 13
2.3.3. Modificación de Irwin y Orowan ...................................................................... 14
2.4. TASA DE LIBERACIÓN DE ENERGÍA ........................................................................... 15
2.4.1. Teoría de vigas .................................................................................................. 15
2.4.2. Modelo de-laminación de materiales compuestos tipo sándwich .................. 16
2.5. FATIGA POR IMPACTO .......................................................................................... 17
2.6. RESUMEN .......................................................................................................... 18
CAPÍTULO 3 MATERIALES Y TÉCNICAS EXPERIMENTALES ........................................ 19
3.1. MATERIALES Y MANUFACTURA ............................................................................... 19
3.1.1. Materiales ......................................................................................................... 19
3.1.2. Manufactura ..................................................................................................... 20
3.2. PRUEBAS DE CARGA CUASI-ESTÁTICA ....................................................................... 21
3.2.1. Montaje experimental ...................................................................................... 21
3.2.2. Condiciones de prueba ..................................................................................... 21
3.2.3. Filmación de las pruebas .................................................................................. 22
3.2.4. Matriz de pruebas............................................................................................. 22
3.3. PRUEBAS DE FATIGA POR IMPACTO ......................................................................... 22
3.3.1. Montaje experimental ...................................................................................... 22
3.3.2. Condiciones de prueba ..................................................................................... 24
3.3.3. Matriz de pruebas............................................................................................. 24
3.4. ESTUDIO DE LA SUPERFICIE DE FRACTURA ................................................................. 24
3.5. RESUMEN .......................................................................................................... 25
3
CAPÍTULO 4. RESULTADOS ........................................................................................ 26
4.1. PRUEBAS DE CARGA CUASI ESTÁTICA ........................................................................ 26
4.1.1. Resultados carga vs desplazamiento .................................................................. 26
4.1.2. Modo de falla .................................................................................................... 28
4.2. FATIGA POR IMPACTO .......................................................................................... 29
4.2.1. Carga de impacto .............................................................................................. 29
4.2.2. Modo de falla .................................................................................................... 30
4.3. RESUMEN .......................................................................................................... 31
CAPÍTULO 5. DISCUSIÓN DE RESULTADOS ............................................................... 32
5.1. CARGA CUASI-ESTÁTICA ........................................................................................ 32
5.1.1. Carga crítica ...................................................................................................... 32
5.1.2. Tasa de liberación de energía ........................................................................... 33
5.1.3. Estudio de la superficie de falla ........................................................................ 35
5.2. FATIGA POR IMPACTO .......................................................................................... 36
5.2.1. Carga de falla .................................................................................................... 36
5.2.2. Curva E-N .......................................................................................................... 38
5.2.3. Estudio de la superficie de fractura .................................................................. 40
CAPÍTULO 6. CONCLUSIONES ................................................................................... 42
CAPÍTULO 7. RECOMENDACIONES ........................................................................... 43
CAPÍTULO 8. BIBLIOGRAFÍA ...................................................................................... 44
CAPÍTULO 9. ANEXOS ................................................................................................ 46
9.1. GRÁFICAS TAMAÑO DE GRIETA CALCULADO............................................................... 46

4
ÍNDICE DE FIGURAS
Figura 1. Diagrama de un automóvil mostrando diferentes localizaciones en las que se
usan adhesivos o sellantes [4] .............................................................................................. 12
Figura 2. Esquema de los modos de falla en uniones adhesivas: (a) falla adhesiva; (b) falla
cohesiva en la capa adhesiva; (c) falla cohesiva en el adherente [5]. .................................. 12
Figura 3. Modos de carga relativos a la grieta: modo I (“opening mode”), modo II
(“shearing or sliding mode”) y modo III (“teasing mode”) [6] ............................................. 13
Figura 4. Probeta de doble viga en voladizo para la determinación de 𝑮𝒄 [8] .................... 15
Figura 5. Probeta doble viga en voladizo tipo sandwich [9]................................................. 16
Figura 6. Diagrama F-N de uniones sometidas a fatiga por impacto y fatiga estándar [12] 17
Figura 7. Resultados fatiga por impacto SLJ ......................................................................... 18
Figura 8. Probeta tipo doble viga en voladizo ...................................................................... 20
Figura 9. Imagen ampliada de la probeta en la que se muestra la pre-grieta ..................... 21
Figura 10. Montaje experimental pruebas de carga cuasi-estática ..................................... 21
Figura 11. Máquina de impacto por proyección vertical de masas. (a) vista general, (b)
detalle del martillo, (c) zona de pruebas. ............................................................................. 22
Figura 12. Montaje experimental pruebas fatiga por impacto ............................................ 23
Figura 13. Platinas de sujeción ............................................................................................. 24
Figura 14. Microscopio óptico Olympus DP72 ..................................................................... 25
Figura 15. Gráfica carga y tamaño de grieta vs desplazamiento para una probeta de doble
viga en voladizo sometida a carga cuasi-estática (1 mm de espesor de adhesivo) ............. 26
Figura 16. Fotografía frente de grieta .................................................................................. 27
Figura 17. Resultados carga vs tiempo 1 mm ....................................................................... 27
Figura 18. Resultados carga vs tiempo 5 mm ....................................................................... 28
Figura 19. Resultados carga vs tiempo 10 mm ..................................................................... 28
Figura 20. Falla de una probeta tipo DCB sometida a carga cuasi estática .......................... 29
Figura 21. Diferencia falla cohesiva en el adhesivo y falla cohesiva entre la matriz y el
compuesto ............................................................................................................................ 29
Figura 22. Carga de impacto vs tiempo ................................................................................ 30
Figura 23. Probeta fallada por fatiga por impacto ............................................................... 30
Figura 24. Tasa de liberación de energía vs tamaño de grieta. a) Teoría de vigas b) Modelo
de-laminación de materiales compuestos tipo sándwich. 1 mm ......................................... 33
Figura 25. Tasa de liberación de energía vs tamaño de grieta. a) Teoría de vigas b) Modelo
de-laminación de materiales compuestos tipo sándwich. 5 mm ......................................... 33
Figura 26. Tasa de liberación de energía vs tamaño de grieta. a) Teoría de vigas b) Modelo
de-laminación de materiales compuestos tipo sándwich. 10 mm ....................................... 34
5
Figura 27. Tasa de liberación de energía reportada en la literatura .................................... 35
Figura 28. Falla cohesiva en la fibra por carga cuasi-estática, superficie del adhesivo. a)
zona pre-grieta b) zona media c) extremo final ................................................................... 35
Figura 29. Falla cohesiva en la fibra por carga cuasi-estática, superficie de la fibra. a) zona
pre-grieta b) zona media c) extremo ................................................................................... 36
Figura 30. Carga de impacto, 0,67 J, 1 mm de espesor de adhesivo ................................... 37
Figura 31. Carga de impacto, 0,67 J, 5 mm de espesor de adhesivo ................................... 37
Figura 32. Carga de impacto, 0,67 J, 10 mm de espesor de adhesivo ................................. 37
Figura 33. Curva E-N probetas 10 mm .................................................................................. 38
Figura 34. Carga de impacto vs tiempo, 10 mm de espesor, 0,69 J energía de impacto ..... 38
Figura 35. Carga de impacto vs tiempo, 10 mm de espesor, 0,56 J energía de impacto ..... 39
Figura 36. Carga de impacto vs tiempo, 10 mm de espesor, 0,44 J energía de impacto ..... 39
Figura 37. Carga de impacto vs tiempo, 10 mm de espesorr, 0,19 J energía de impacto ... 39
Figura 38. Falla cohesiva en la fibra por fatiga por impacto, superficie del adhesivo. a) zona
pre-grieta, b) zona media, c) extremo opuesto ................................................................... 40
Figura 39. Falla cohesiva en la fibra por fatiga por impacto, superficie de la fibra. a) zona
pre-grieta, b) zona media, c) extremo opuesto ................................................................... 41
Figura 40. Comparación tamaño grieta calculado y tomado del video (1mm a) ................. 46
Figura 41. Comparación tamaño grieta calculado y tomado del video (1mm b) ................. 46
Figura 42. Comparación tamaño grieta calculado y tomado del video (1mm c) ................. 46
Figura 43. Comparación tamaño grieta calculado y tomado del video (1mm d) ................. 47
Figura 44. Comparación tamaño grieta calculado y tomado del video (1mm e) ................. 47
Figura 45. Comparación tamaño grieta calculado y tomado del video (5mm a) ................. 47
Figura 46. Comparación tamaño grieta calculado y tomado del video (5mm b) ................. 47
Figura 47. Comparación tamaño grieta calculado y tomado del video (5mm c) ................. 48
Figura 48. Comparación tamaño de grieta calculado y tomado del video (5mm d) ............ 48
Figura 49. Comparación tamaño grieta calculado y tomado del video (5mm e) ................. 48
Figura 50. Comparación tamaño grieta calculado y tomado del video (10mm a) ............... 48
Figura 51. Comparación tamaño grieta calculado y tomado del video (10mm b) ............... 49
Figura 52. Comparación tamaño grieta calculado y tomado del video (10mm c) ............... 49
Figura 53. Comparación tamaño grieta calculado y tomado del video (10mm d) ............... 49
Figura 54. Comparación tamaño grieta calculado y tomado del video (10mm e) ............... 49

6
ÍNDICE DE TABLAS
Tabla 1. Propiedades mecánicas lámina unidireccional y matriz ......................................... 19
Tabla 2. Propiedades mecánicas del adhesivo ..................................................................... 19
Tabla 3. Propiedades mecánicas del compuesto ................................................................. 20
Tabla 4. Matriz de pruebas de carga cuasi-estática ............................................................. 22
Tabla 5. Matriz de pruebas fatiga por impacto .................................................................... 24
Tabla 6. Cargas críticas de propagación de grieta por carga cuasi-estática ......................... 32
Tabla 7. Promedio cargas de falla para carga cuasi-estática. ............................................... 37
Tabla 8. Cargas máximas de impacto, 10 mm espesor de adhesivo .................................... 39

7
CAPÍTULO 1.
INTRODUCCIÓN
El diseño de uniones adhesivas para el ensamble de piezas es un área de investigación de
gran relevancia actualmente. Los adhesivos son ampliamente usados en distintas
industrias. Por ejemplo, la industria aeronáutica y la industria automotriz utilizan uniones
adhesivas extensivamente debido a las ventajas asociadas con la reducción de peso y el
aumento de la resistencia mecánica en caso de impactos. La industria electrónica también
es un usuario importante de los adhesivos, particularmente para la manufactura de
circuitos integrados, aquí además se buscan propiedades especiales como conducción o
aislamiento eléctrico y conducción térmica.
Las uniones adhesivas son una alternativa a métodos de ensamble mecánico tradicionales
como soldadura, tornillos, remaches, clavos, etc. Las principales ventajas relacionadas con
el uso de adhesivos son una distribución más uniforme de esfuerzos, la capacidad de unir
materiales galvánicamente disímiles, estructuras con pesos más ligeros, mayor vida a
fatiga, reducción de vibraciones y absorción de choques. Entre las desventajas de las
uniones adhesivas se cuentan la alta dependencia de la resistencia de un tratamiento
superficial apropiado, una disminución de la vida útil por condiciones ambientales
adversas, una baja temperatura de servicio y la falta de ensayos no destructivos que
permitan diagnosticar el estado de la unión.
Actualmente en la industria nacional, la Fuerza Aérea Colombiana (FAC) se encuentra
desarrollando el proyecto de fabricación de una aeronave de entrenamiento militar
llamada Calima T-90C. La estructura de esta aeronave se compone en un buen porcentaje
de materiales compuestos, entre los cuales hay estructuras tipo sándwich de fibra de
vidrio y adhesivos. Siguiendo esta línea, en este trabajo se pretende estudiar la resistencia
mecánica de uniones adhesivas de configuración de doble viga en voladizo fabricadas con
los mismos materiales de las estructuras tipo sándwich presentes en el fuselaje de la
aeronave.
Las probetas fueron fabricadas con paneles de fibra de vidrio pre impregnada 7781-550 en
una matriz de epóxico E-761 como adherentes y resina epóxica RhinoTM 1307 como
adhesivo. Las uniones fueron elaboradas con tres espesores distintos de adhesivo (1, 5 y
10 mm). Se estudiará y comparará la resistencia mecánica de las diferentes uniones al ser
sometidas a carga cuasi-estática y fatiga por impacto para determinar las configuraciones
más resistentes y examinar el tipo y la localización de las fallas para ambos tipos de carga.

8
1.1. Objetivo General
Analizar el comportamiento de uniones adhesivas de tipo doble viga en voladizo
sometidas a carga cuasi-estática y fatiga por impacto en modo I.
1.2. Objetivos específicos
Estudiar y comparar el desempeño de uniones adhesivas tipo doble viga en
voladizo sometidas a carga cuasi-estática en modo I.
Estudiar y comparar el desempeño de uniones adhesivas tipo doble viga en
voladizo sometidas a carga por impacto en modo I.

9
CAPÍTULO 2
Estado del Arte
En este capítulo se muestra una revisión del trabajo previo realizado en el tema de
resistencia mecánica de uniones adhesivas.
Primero se hace una introducción a las uniones adhesivas, se dan algunas definiciones, se
mencionan sus principales ventajas y desventajas, junto con algunos ejemplos de las
principales aplicaciones en la industria.
Además, se presentan algunos principios de la mecánica de la fractura, aplicados a
uniones adhesivas de configuración de doble viga en voladizo. Se hace énfasis en la tasa
de liberación de energía, la cual indica la facilidad con que una grieta se propaga, se
presentan dos modelos para el cálculo de esta propiedad, los cuales se usarán en este
proyecto.
Finalmente, se hace una exposición de algunas investigaciones anteriores sobre
resistencia de uniones adhesivas sometidas a fatiga por impacto que son relevantes para
el desarrollo de este trabajo.
2.1. Adhesivos y uniones adhesivas
Un adhesivo es un material que es aplicado a la superficie de dos piezas para unirlas
permanentemente a través de un proceso de unión adhesiva. Un adhesivo es una
sustancia capaz de formar enlaces con cada una de las dos partes, cuando la pieza final
consiste de dos partes que están unidas entre ellas [1]. Una característica especial de los
adhesivos es que se necesita una cantidad relativamente pequeña en comparación con el
peso de las piezas finales.
La adhesión es un fenómeno muy complicado de definir, no existe una definición
completamente satisfactoria. La siguiente definición fue propuesta por Wu [2]: “La
adhesión se refiere al estado en el cual dos cuerpos disimiles son mantenidos unidos con
un contacto interfacial tal que la fuerza mecánica o trabajo es transferido a través de la
interface. Las fuerzas interfaciales que mantienen las dos fases unidas pueden ser fuerzas
de van der Waals, enlaces químicos o de atracción electrostática. La resistencia mecánica
del sistema está determinada no solo por las fuerzas interfaciales, sino también por las
propiedades de la zona interfacial y de las dos fases principales”.
10
En términos de las sustancias involucradas, el principal componente de un adhesivo es un
polímero inorgánico, o uno o más compuestos (usualmente dos) que pueden reaccionar
químicamente para producir un polímero. En el momento de la aplicación el adhesivo
debe estar en estado líquido para permitir un contacto molecular íntimo con los
adherentes, es decir debe humedecer las superficies. Después el adhesivo se debe curar
para obtener un sólido cohesionado [3].
2.1.1. Ventajas y desventajas
La mayor diferencia entre las uniones adhesivas respecto a los métodos de sujeción
mecánica, es que en el segundo, un sujetador mecánico debe atravesar las piezas a
ensamblar para llevar a cabo la unión, por lo que es necesario hacer un agujero alas
piezas. Esta perforación crea un concentrador de esfuerzos, lo que causa una disminución
en las propiedades mecánicas de las piezas. Por esta razón, el uso de sujetadores
mecánicos puede llevar a varios problemas. Primero, la resistencia mecánica de la unión
puede verse reducida. Segundo, la junta puede experimentar una falla por fatiga
temprana. Tercero, si alguna de las piezas a unir es sensible a los impactos, en el
momento de colocar el sujetador mecánico puede fallar el ensamble [4].
Los adhesivos, cuando se aplican de manera apropiada, no muestran altas
concentraciones de esfuerzos, así las propiedades de los adherentes no se ven afectadas
significativamente. Sin embargo, las uniones adhesivas requieren un área de contacto
mucho mayor entre el adhesivo y los adherentes para soportar la misma carga que los
sujetadores mecánicos [4].
Existen otras ventajas de las uniones adhesivas. Una de estas es el hecho de que los
adhesivos generalmente son materiales poliméricos que tienen propiedades visco-
elásticas. Estos materiales absorben la energía mecánica aplicada a la unión y la disipan en
forma de calor, de esta forma, las fallas por fatiga se ven retrasadas en comparación con
los métodos de sujeción mecánica. Además, esta característica les permite amortiguar
vibraciones e impactos[4].Otra ventaja de los adhesivos, y una de las razones de su amplio
uso en la industria aeronáutica, es la capacidad de no solamente generar una unión, sino
además de sellar el ensamble en un solo paso. Los sujetadores mecánicos necesitan un
paso separado de sellado para crear un ensamble hermético. Los adhesivos también
permiten la unión de materiales galvánicamente disímiles. Ya que la mayoría de los
adhesivos poliméricos son no iónicos y aisladores eléctricos, evitan la corrosión [5].
El principal problema de las uniones adhesivas es que dependen de la adhesión para
garantizar la transferencia de carga a través del ensamble. La adhesión es un fenómeno
físico-químico de superficie, por lo que las propiedades físicas de la unión adhesiva están

11
fuertemente influenciadas por las características de la superficie del adherente, y como el
adhesivo interactúa con esa superficie. De esta forma, un adherente con una superficie
inapropiada puede conducir a resistencias mecánicas del ensamble menores que las
esperadas. Así, la necesidad de contar con una superficie adecuada, es una desventaja de
las uniones adhesivas en comparación con los métodos de sujeción mecánica, los cuales
no se ven afectados por el estado de la superficie de las piezas a unir[4].
Los sujetadores mecánicos también tienen otras ventajas sobre las uniones adhesivas.
Una de estas es el hecho de que una vez que se coloca un sujetador mecánico, puede
verse fácilmente. Las uniones adhesivas generan un ensamble interno, por lo que en la
mayoría de los casos, no es fácil determinar si el adhesivo fue aplicado apropiadamente
sin usar ensayos destructivos [5]. Otra ventaja de los sujetadores mecánicos sobre las
uniones adhesivas es que estos pueden ser usados a altas temperaturas de servicio, los
adhesivos al tratarse de materiales poliméricos tienen temperaturas de servicio limitadas
a 170°C en la mayoría de los casos, los adhesivos especiales pueden alcanzar
temperaturas de servicio de 370°C, las cuales son aún muy bajas [5].
2.1.2. Aplicaciones
Las uniones adhesivas tienen múltiples aplicaciones. La industria aeroespacial usa
adhesivos en la construcción de varios componentes. Unos casos son el fuselaje, algunas
partes de las estructuras de las alas y la carcasa del motor, los cuales están al menos
parcialmente unidos con adhesivos. Además, algunos componentes internos en la cabina
de los aviones también están unidos adhesivamente; por ejemplo, los tableros del piso
pueden estar construidos con una estructura de Nomex® adherido a paneles de fibra de
vidrio. Los compartimientos superiores también pueden estar fabricados de manera
similar. Estas construcciones no solo son ligeras, sino además rígidas [4].
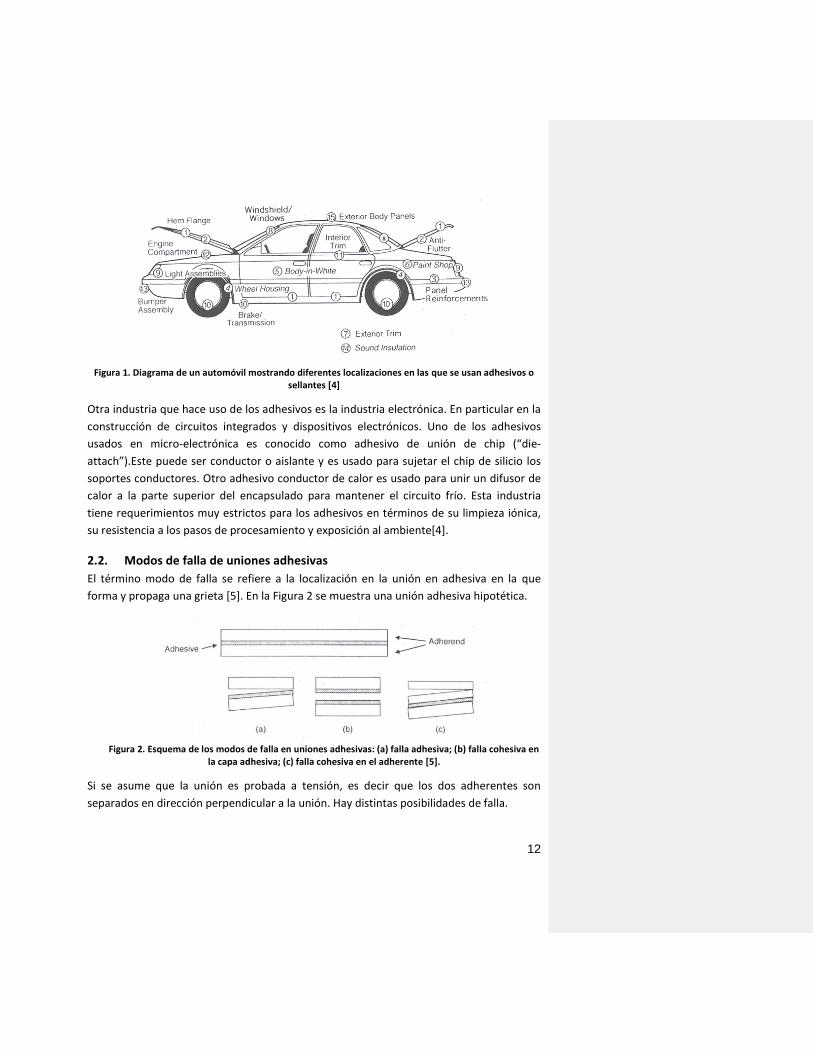
La industria automotriz también emplea los adhesivos extensivamente. En la Figura 1 se
muestran las partes de un automóvil en las que se usan adhesivos. Uno de ellos es el capó,
el cual típicamente está construido de un panel superior y un refuerzo. El refuerzo está
unido al panel superior por un adhesivo “anti-movimiento” que permite al capó mantener
su forma incluso bajo altos esfuerzos y fuertes vientos. En los nuevos autos el parabrisas
es parte de la estructura del techo y está sujetado por adhesivos al marco. Finalmente, las
puertas de los automóviles frecuentemente están unidas adhesivamente en un ensamble
conocido como “dobladillo de pestaña”, en el cual la puerta exterior es unida a una
carcasa interior. La puerta es engarzada alrededor de la carcasa interior y las dos piezas
son ensambladas y selladas por un adhesivo. Los ahorros de peso inherentes al uso de
adhesivos son la principal razón del incremente en su uso en la industria automotriz [4].
12
Figura 1. Diagrama de un automóvil mostrando diferentes localizaciones en las que se usan adhesivos o
sellantes [4]
Otra industria que hace uso de los adhesivos es la industria electrónica. En particular en la
construcción de circuitos integrados y dispositivos electrónicos. Uno de los adhesivos
usados en micro-electrónica es conocido como adhesivo de unión de chip (“die-
attach”).Este puede ser conductor o aislante y es usado para sujetar el chip de silicio los
soportes conductores. Otro adhesivo conductor de calor es usado para unir un difusor de
calor a la parte superior del encapsulado para mantener el circuito frío. Esta industria
tiene requerimientos muy estrictos para los adhesivos en términos de su limpieza iónica,
su resistencia a los pasos de procesamiento y exposición al ambiente[4].
2.2. Modos de falla de uniones adhesivas
El término modo de falla se refiere a la localización en la unión en adhesiva en la que
forma y propaga una grieta [5]. En la Figura 2 se muestra una unión adhesiva hipotética.
Figura 2. Esquema de los modos de falla en uniones adhesivas: (a) falla adhesiva; (b) falla cohesiva en
la capa adhesiva; (c) falla cohesiva en el adherente [5].
Si se asume que la unión es probada a tensión, es decir que los dos adherentes son
separados en dirección perpendicular a la unión. Hay distintas posibilidades de falla.
13
Si la falla ocurre entre el adhesivo y el adherente, es llamada falla adhesiva (Figura 2a).
Una falla en la cual la separación ocurre de manera que ambas superficies adheridas se
mantienen cubiertas por una capa de adhesivo es llamada falla cohesiva en el adhesivo
(Figura 2b). Puede ocurrir que la unión adhesiva sea tan fuerte, que la falla ocurra en uno
de los adherentes lejos de la unión, esto es conocido como falla cohesiva en el adherente
(Figura 2c). Las fracturas pueden involucrar más de un modo de falla y son descritas como
un porcentaje de falla adhesiva o falla cohesiva. Este porcentaje es calculado basado en la
fracción de área de la superficie que ha fallado cohesivamente o adhesivamente [4].
Es importante determinar exactamente el modo o modos de falla de la unión, cuando esta
ocurre. La determinación del modo de falla permite tomar acciones correctivas sobre la
causa verdadera de la falla y ahorrar tiempo y dinero.
2.3. Mecánica de la fractura lineal
2.3.1. Modos de carga
La mecánica de la fractura lineal solamente es aplicable a materiales que presentan un
comportamiento elástico-lineal (principalmente materiales frágiles). Por tanto, excluye
cualquier tipo de comportamiento no lineal (plasticidad, visco-plasticidad, visco-
elasticidad). Tampoco tiene en cuenta los efectos de cargas dinámicas.
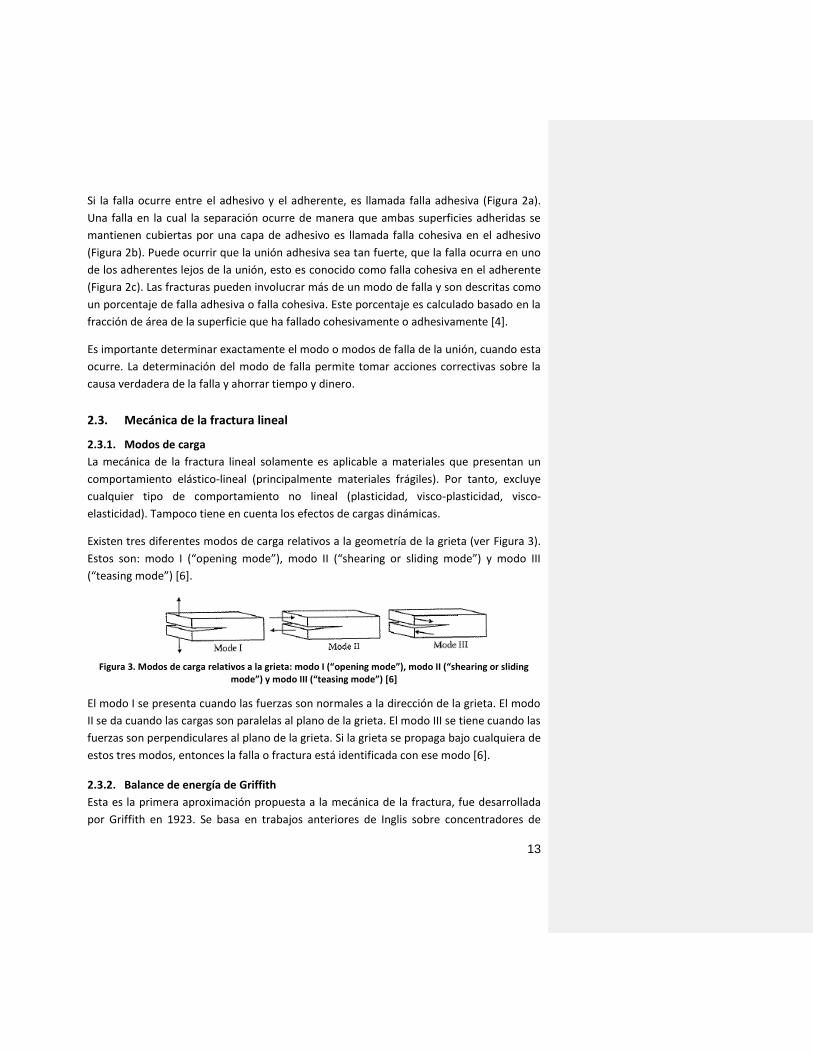
Existen tres diferentes modos de carga relativos a la geometría de la grieta (ver Figura 3).
Estos son: modo I (“opening mode”), modo II (“shearing or sliding mode”) y modo III
(“teasing mode”) [6].
Figura 3. Modos de carga relativos a la grieta: modo I (“opening mode”), modo II (“shearing or sliding mode”) y modo III (“teasing mode”) [6]
El modo I se presenta cuando las fuerzas son normales a la dirección de la grieta. El modo
II se da cuando las cargas son paralelas al plano de la grieta. El modo III se tiene cuando las
fuerzas son perpendiculares al plano de la grieta. Si la grieta se propaga bajo cualquiera de
estos tres modos, entonces la falla o fractura está identificada con ese modo [6].
2.3.2. Balance de energía de Griffith
Esta es la primera aproximación propuesta a la mecánica de la fractura, fue desarrollada
por Griffith en 1923. Se basa en trabajos anteriores de Inglis sobre concentradores de

14
esfuerzos por agujeros internos en placas planas y los principios de la termodinámica. La
teoría de Griffith se resume en la siguiente afirmación:
“Se puede formar una grieta o una grieta existente puede crecer, solamente si el proceso
origina una disminución de la energía total o esta permanece constante”[6]
Teniendo en cuenta esto, se deriva la siguiente ecuación:
𝑑Π
dA+ γ ≤ 0, cuando ΔA → 0 (1)
Donde Π representa la energía potencial de la grieta, A el área de la grieta y 𝛾 la energía
superficial del material. De acuerdo a la ecuación (1) si 𝑑Π/𝑑𝐴 + γ ≤ 0, entonces la grieta
se propagará y el cuerpo se moverá de un estado 0 de mayor energía a un estado 1 de
menor energía. Sin embargo, si 𝑑Π/𝑑𝐴 + γ > 0 entonces el cuerpo no alcanzará el estado
1, porque el estado 0 es un estado de menor energía por lo que es más estable que el
estado 1 [6].
2.3.3. Modificación de Irwin y Orowan
La ecuación de Griffith describe muy bien el comportamiento de materiales frágiles como
vidrios o cerámicos. Sin embargo, esta ecuación no es muy acertada cuando se aplica a
materiales dúctiles como metales, ya que dichos materiales presentan en el frente de la
grieta una zona plástica, debido al movimiento de dislocaciones en la proximidad del
borde de la grieta durante la propagación de esta, ocasionando una disipación adicional
de energía[7].
En 1948 Irwin y Orowan presentaron de manera independiente una modificación a la
ecuación de Griffith que incluye el comportamiento plástico de la zona cercana al frente
de la grieta. Reemplazando el término de la energía superficial 𝛾 por un término 𝐺𝑐 mucho
mayor que 𝛾.
𝑑Π
dA+ Gc ≤ 0, 𝑐𝑢𝑎𝑛𝑑𝑜 Δ𝐴 → 0 (2)
Donde 𝐺𝑐 es llamado la tasa de liberación de energía y representa la energía adicional que
es requerida por otros fenómenos asociados con la disipación plástica de energía,
generación de calor, etc. así como para la creación de nueva superficie de la grieta.

15
2.4. Tasa de liberación de energía
2.4.1. Teoría de vigas
Para una unión adhesiva de tipo doble viga en voladizo como la mostrada en la Figura 4, la
cual tiene un espesor h, un ancho b y un tamaño de grieta a cargada con una fuerza P en
ambos extremos. El trabajo aplicado al sistema para abrir la grieta una longitud 2∆ está
dado por la ecuación (3).
Figura 4. Probeta de doble viga en voladizo para la determinación de 𝑮𝒄 [8]
𝑈 =1
2𝑃∆ +
1
2𝑃∆= 𝑃∆ (3)
𝐶 = Δ/𝑃 (4)
Donde U es la energía de deformación del material. Reemplazando por la flexibilidad o
“compliance” (C), definida en la ecuación (4), la ecuación (3) se reescribe como:
𝑈 = 𝑃2𝐶 (5)
Derivando la ecuación (5) con respecto al área de la grieta. Si la carga P es constante, se
obtiene:
𝑑𝑈
𝑑𝐴=
𝑃2
𝑏
𝑑𝐶
𝑑𝑎(6)
Donde 𝑑𝑈/𝑑𝐴 es la tasa de liberación de energía (G).Para calcularla tasa de liberación de
energía se necesita conocer la derivada de la flexibilidad con respecto al tamaño de grieta
(a).La flexibilidad puede ser determinada usando la teoría de vigas. Partiendo de esta se
sabe que la deflexión está relacionada con la carga de la siguiente forma:
Δ =𝑃𝑎3
3𝐼 (7)
Despejando la ecuación (7) en términos de la flexibilidad, derivándola con respecto al
tamaño de grieta y reemplazándola en la ecuación (6) se obtiene:

16
𝐺𝑐 =𝑃2𝑎2
𝑏𝐸𝐼 (8)
2.4.2. Modelo de-laminación de materiales compuestos tipo sándwich
Un modelo para calcular la flexibilidad y la tasa de liberación de energía para la de-
laminación por flexión de materiales compuestos es presentado en el trabajo “On the
analysis of a mixed mode bending sandwich specimen for debond fracture
characterization”. Aquí se tiene una probeta con una configuración de doble viga en
voladizo como la mostrada en la Figura 5, la cual falla por la interfase entre el núcleo y una
de las dos caras [9].
Figura 5. Probeta doble viga en voladizo tipo sandwich [9]
Debido a la localización de la falla, la probeta de doble viga en voladizo es asimétrica.
Cuando una carga 𝑃𝑙 se aplica a la cara delaminada superior, la deflexión de los brazos
superior e inferior están denotados como 𝛿𝐷𝐶𝐵_𝑢𝑝𝑝𝑒𝑟 y 𝛿𝐷𝐶𝐵_𝑙𝑜𝑤𝑒𝑟 . El desplazamiento
total del punto de aplicación de la carga define la flexibilidad de la probeta [9].
𝐶 =𝛿𝐷𝐶𝐵_𝑢𝑝𝑝𝑒𝑟+𝛿𝐷𝐶𝐵_𝑙𝑜𝑤𝑒𝑟
𝑃𝑙 (9)
El espécimen de tipo doble viga en voladizo es analizado teniendo en cuenta la teoría de
vigas y un modelo elástico [10]. El modelo asume que la cara superior se comporta como
un material elástico. Este modelo proporciona expresiones para la flexibilidad y la tasa de
liberación de energía (ecuaciones 10 y 11).
𝐶𝐷𝐶𝐵 =𝑎
𝑏[
1
ℎ𝑐𝐺𝑥2+
𝑎2
3(𝐷−𝐵2
𝐴)] +
4
𝐸𝑓ℎ𝑓3𝑏
[𝑎3 + 3𝑎2𝜂1/2 +3
2𝜂3/4] (10)
𝐺𝐷𝐶𝐵 =𝑃𝑙
2
2𝑏2[
1
ℎ𝑐𝐺𝑥2+
𝑎2
𝐷−𝐵2
𝐴
+12
𝐸𝑓ℎ𝑓3 [𝑎2 + 2𝑎𝜂1/4 + 𝜂1/2]] (11)
Las constantes A, B, D y η están definidas como:
17
𝐴 = 𝐸𝑓ℎ𝑓 + 𝐸𝑐ℎ𝑐 (12)
𝐵 = ℎ𝑓ℎ𝑐 (𝐸𝑐−𝐸𝑓
2) (13)
𝐷 =1
2[𝐸𝑓(ℎ𝑓
3 + 3ℎ𝑓ℎ𝑐2) + 𝐸𝑐(ℎ𝑐
3 + 3ℎ𝑓2ℎ𝑐)] (14)
𝜂 =ℎ𝑓
3𝑏𝐸𝑓
3𝐾 (15)
Donde hf es la altura de las caras, hc la altura del núcleo, Ef el módulo de elasticidad de las
caras, Ec el módulo de elasticidad del núcleo, GX2 el módulo de cizalladura del núcleo y K el
módulo elástico del modelo, el cual está definido como:
𝐾 =𝐸𝑐𝑏
ℎ𝑐/2 (16)
2.5. Fatiga por impacto
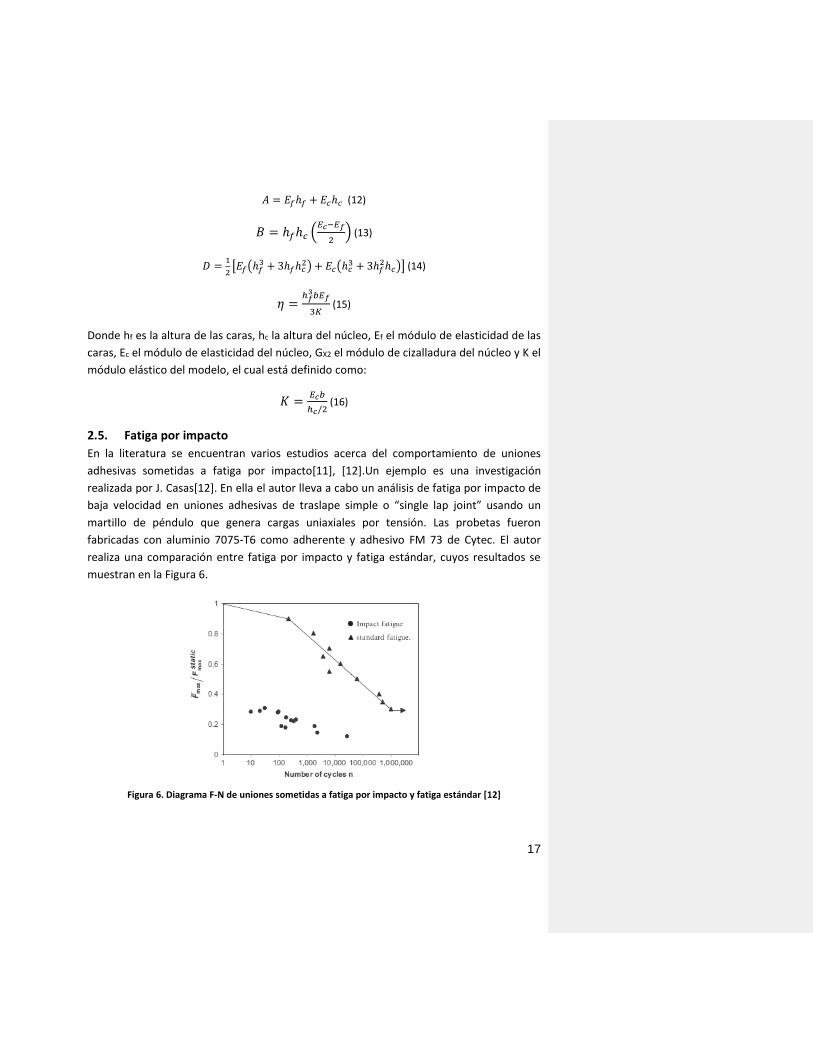
En la literatura se encuentran varios estudios acerca del comportamiento de uniones
adhesivas sometidas a fatiga por impacto[11], [12].Un ejemplo es una investigación
realizada por J. Casas[12]. En ella el autor lleva a cabo un análisis de fatiga por impacto de
baja velocidad en uniones adhesivas de traslape simple o “single lap joint” usando un
martillo de péndulo que genera cargas uniaxiales por tensión. Las probetas fueron
fabricadas con aluminio 7075-T6 como adherente y adhesivo FM 73 de Cytec. El autor
realiza una comparación entre fatiga por impacto y fatiga estándar, cuyos resultados se
muestran en la Figura 6.
Figura 6. Diagrama F-N de uniones sometidas a fatiga por impacto y fatiga estándar [12]
18
En el diagrama mostrado en la Figura 4 el término �̅�𝑚𝑎𝑥/𝐹𝑠𝑡𝑎𝑡𝑖𝑐 corresponde la fuerza
media máxima normalizada por la carga soportada por un espécimen similar probado bajo
carga cuasi-estática. Los resultados de Casas muestran que la condición de fatiga por
impacto puede llegar a ser crítica, al ocasionar la falla del material en un número de ciclos
mucho menor que la fatiga estándar.
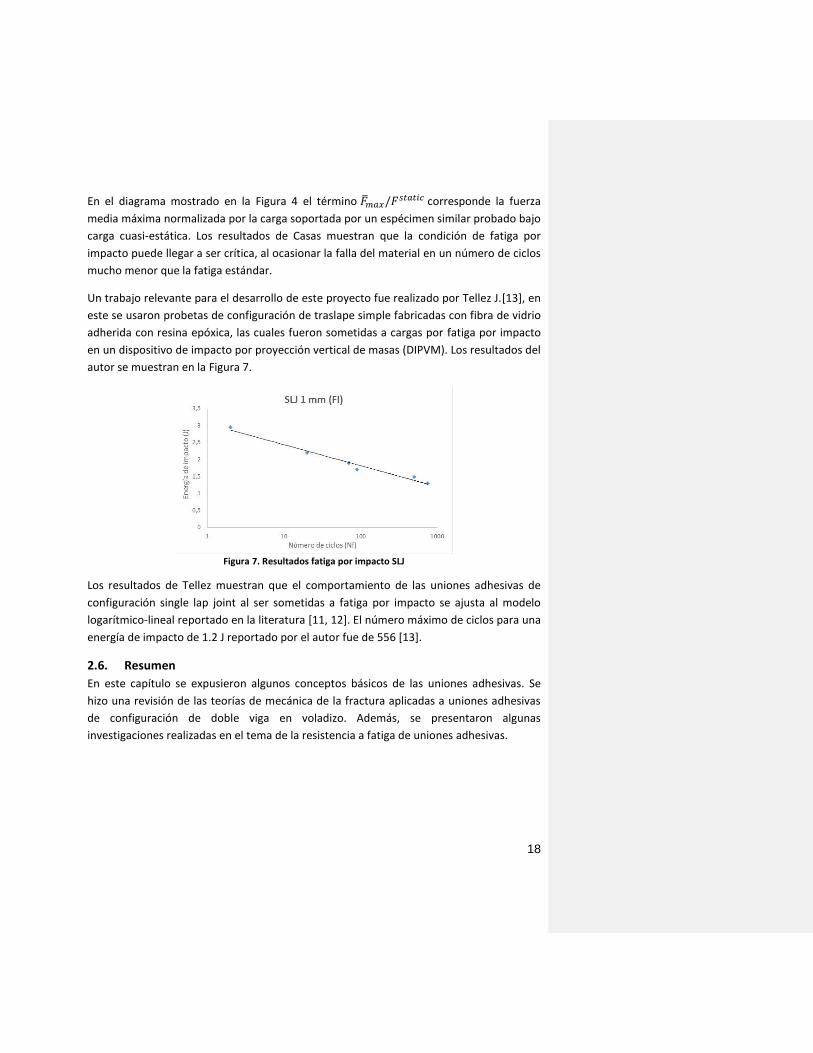
Un trabajo relevante para el desarrollo de este proyecto fue realizado por Tellez J.[13], en
este se usaron probetas de configuración de traslape simple fabricadas con fibra de vidrio
adherida con resina epóxica, las cuales fueron sometidas a cargas por fatiga por impacto
en un dispositivo de impacto por proyección vertical de masas (DIPVM). Los resultados del
autor se muestran en la Figura 7.
Figura 7. Resultados fatiga por impacto SLJ
Los resultados de Tellez muestran que el comportamiento de las uniones adhesivas de
configuración single lap joint al ser sometidas a fatiga por impacto se ajusta al modelo
logarítmico-lineal reportado en la literatura [11, 12]. El número máximo de ciclos para una
energía de impacto de 1.2 J reportado por el autor fue de 556 [13].
2.6. Resumen
En este capítulo se expusieron algunos conceptos básicos de las uniones adhesivas. Se
hizo una revisión de las teorías de mecánica de la fractura aplicadas a uniones adhesivas
de configuración de doble viga en voladizo. Además, se presentaron algunas
investigaciones realizadas en el tema de la resistencia a fatiga de uniones adhesivas.

19
CAPÍTULO 3
Materiales y técnicas experimentales
En este capítulo se expone la metodología empleada durante el desarrollo de este
proyecto.
Primero se describe brevemente el proceso de manufactura de las probetas y se indican
los materiales con los que se manufacturaron. Las probetas fueron elaboradas para un
proyecto anterior. Además, se muestran las propiedades mecánicas de los adherentes
provistas por los fabricantes y las propiedades del adhesivo obtenidas de un ensayo
mecánico.
Posteriormente, se presentan las metodologías usadas para las pruebas de carga cuasi-
estática y fatiga por impacto. Se hace una descripción de los montajes usados en ambos
tipos de ensayos y de las máquinas o dispositivos utilizados, así como las principales
condiciones de prueba.
Finalmente, se explica la técnica usada para la localización y caracterización del tipo de
falla presentado.
3.1. Materiales y manufactura
3.1.1. Materiales
Las probetas fueron fabricadas con paneles de fibra de vidrio pre-impregnada 7781-550 E-
761LT en una matriz de epóxico E-761 como adherentes. Los paneles fueron adheridos
con una resina epóxica RhinoTM 1307LV.
Las propiedades mecánicas de las láminas de fibra, la matriz y el adhesivo se muestran en
las Tablas 1 y 2. Las propiedades de la fibra y de la matriz se obtuvieron con la información
técnica del fabricante [14], [15]. Las propiedades del adhesivo se tomaron de los
resultados de un ensayo de tensión realizado en otro trabajo[13].
Propiedad Lámina Matriz
Resistencia a tensión 345 MPa 55,2 MPa
Módulo de Young (E) 72,3 GPa 3,4 GPa
Coeficiente depoisson(𝝊) 0,22 0,38
Tabla 1. Propiedades mecánicas lámina unidireccional y matriz
Resistencia a tensión 32,5MPa
Módulo de Young 3,9GPa
Tabla 2. Propiedades mecánicas del adhesivo

20
Las propiedades del compuesto láminas-matriz, se calcularon con un software de libre
acceso [16], estas se obtienen a partir de las propiedades mecánicas de la fibra, de la
matriz y teniendo en cuenta la fracción de volumen de fibra (Vf), la cual es de 0,3.Las
propiedades del compuesto se muestran en la Tabla 3.
E1 28,9 GPa
E2 5,0GPa
ν12 0,32
Tabla 3. Propiedades mecánicas del compuesto
3.1.2. Manufactura
Las probetas de uniones adhesivas tipo doble viga en cantiléver usadas en el desarrollo de
este proyecto fueron manufacturadas para un trabajo anterior [13]. En la Figura 8 se
muestra una fotografía de una probeta.
Figura 8. Probeta tipo doble viga en voladizo
Los paneles de fibra de vidrio se fabricaron con 16 láminas de fibra con una orientación 0-
90°en una matriz de epóxico. Cada lámina tiene tiene 0.009 pulgadas de espesor (0.229
mm) [13], para un espesor total del panel de aproximadamente 4 mm. El compuesto se
curó en un horno auto clave a 120°C por 90 minutos. Los páneles fueron adheridos entre
sí con una resina epóxica, esta se aplicó para obtener probetas con tres espesores de
adhesivo diferentes: 1, 5 y 10 mm. El curado del adhesivo se realizó por siete días a
temperatura ambiente. Posteriormente se recortaron las probetas con un chorro de agua
para obtener las dimensiones deseadas: 19,5 x 2,5 cm.
Una pre-grieta fue inducida en las probetas mediante la inserción de una película plástica
en medio del adhesivo durante la aplicación de este. La longitud de la pre-grieta es de
aproximadamente 3 cm, presentando variaciones entre probetas. La longitud de las pre-
grietas fue medida usando una lupa y una regla en el laboratorio de microscopía óptica. En
la Figura 9 se muestra una imagen de la pre-grieta inducida a las probetas.

21
Figura 9. Imagen ampliada de la probeta en la que se muestra la pre-grieta
3.2. Pruebas de carga cuasi-estática
3.2.1. Montaje experimental
Las pruebas de carga cuasi estática se realizaron usando la máquina de ensayos universal
INSTRON 3357 de la Universidad de los Andes. El objetivo de estas pruebas es determinar
las cargas críticas en las que se produce una propagación de la grieta, y calcular con estas
las tasas de liberación de energía asociadas a dicha propagación.
Para sujetar las probetas a las mordazas de la máquina se hicieron dos perforaciones en el
extremo de la pre-grieta con una broca de 1/16”. Se realizaron dos agujeros pasantes a
cada lado de la pre-grieta, evitando perforar la fibra. A través de estos agujeros se
introdujo un par de guayas de 1,2 mm de diámetro nominal, las cuales son sujetadas por
las mordazas, el desplazamiento de las mordazas produce una carga en modo I en la
probeta. En la Figura 10 se muestra una fotografía del montaje experimental.
Figura 10. Montaje experimental pruebas de carga cuasi-estática
3.2.2. Condiciones de prueba
Los ensayos se realizaron siguiendo la norma ASTM D3807 [17]. Se realizaron pruebas de
desplazamiento constante usando una tasa de desplazamiento de 2 mm/min. Se cargó la
probeta hasta que la grieta se propagó por la longitud completa de la junta adhesiva.

22
3.2.3. Filmación de las pruebas
Se hicieron marcas en la probeta cada 1 mm en el primer cm después de la pre-grieta y
más adelante cada 5 mm en toda la probeta con un marcador de punta fina, como se
observa en la Figura 11. Esto para monitorear el crecimiento del tamaño de grieta durante
el desarrollo de la prueba. La evolución del tamaño de grieta fue seguida mediante una
grabación de cada prueba.
3.2.4. Matriz de pruebas
Se realizaron cinco réplicas para cada prueba de un espesor de adhesivo, de acuerdo a las
recomendaciones de la norma ASTM D3807 [17]. Por esto se tienen quince pruebas en
total. La matriz de pruebas se muestra en la Tabla 4.
1 mm 5 mm 10 mm
a x x x
b x x x
c x x x
d x x x
e x x x
Tabla 4. Matriz de pruebas de carga cuasi-estática
3.3. Pruebas de fatiga por impacto
3.3.1. Montaje experimental
Las pruebas de fatiga por impacto se realizaron usando el dispositivo de impacto por
proyección vertical de masas (DIPVM) de la Universidad de los Andes. Esta máquina
cuenta con sensores láser de desplazamiento, sensores piezoeléctricos para medir la carga
de impacto y una fotocelda que permite acoplar una cámara de alta velocidad[18]. En la
Figura 11 puede verse un esquema de la máquina.
Figura 11. Máquina de impacto por proyección vertical de masas. (a) vista general, (b) detalle del martillo,
(c) zona de pruebas.
23
La máquina DIPVM cuenta con un moto-reductor que maneja una cadena la cual sube y
baja el martillo hasta la posición de caída deseada, entonces el martillo es sujetado por un
pistón neumático, la cadena retorna a la posición inicial y el pistón libera el martillo el cual
impacta sobre el montaje. Los sensores de carga instalados en la base del montaje
registran la carga de impacto. El dispositivo cuenta con un martillo de 13.9 kg como
proyectil (Figura 12 b), tiene una altura máxima de disparo de 1.25 m, por lo cual genera
una energía máxima de impacto de 170 J y una velocidad máxima de impacto de 4.95 m/s.
La energía de impacto puede variarse modificando la masa del impactor o la altura de
caída [18].
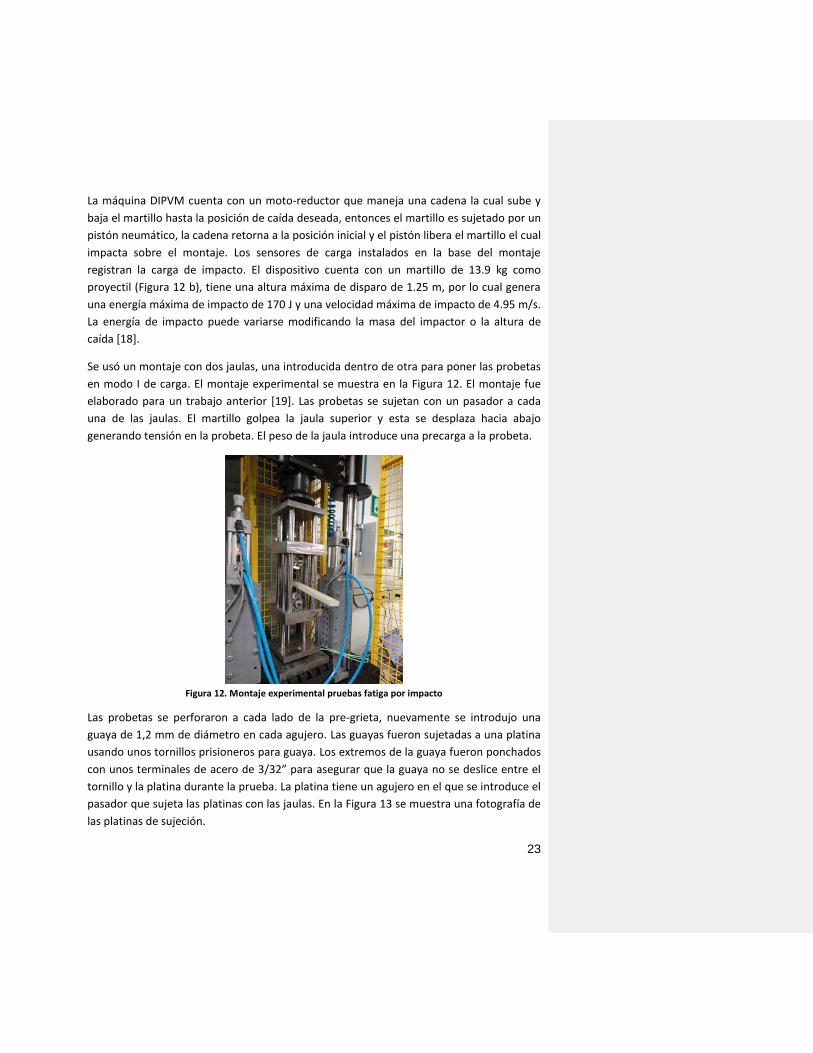
Se usó un montaje con dos jaulas, una introducida dentro de otra para poner las probetas
en modo I de carga. El montaje experimental se muestra en la Figura 12. El montaje fue
elaborado para un trabajo anterior [19]. Las probetas se sujetan con un pasador a cada
una de las jaulas. El martillo golpea la jaula superior y esta se desplaza hacia abajo
generando tensión en la probeta. El peso de la jaula introduce una precarga a la probeta.
Figura 12. Montaje experimental pruebas fatiga por impacto
Las probetas se perforaron a cada lado de la pre-grieta, nuevamente se introdujo una
guaya de 1,2 mm de diámetro en cada agujero. Las guayas fueron sujetadas a una platina
usando unos tornillos prisioneros para guaya. Los extremos de la guaya fueron ponchados
con unos terminales de acero de 3/32” para asegurar que la guaya no se deslice entre el
tornillo y la platina durante la prueba. La platina tiene un agujero en el que se introduce el
pasador que sujeta las platinas con las jaulas. En la Figura 13 se muestra una fotografía de
las platinas de sujeción.

24
Figura 13. Platinas de sujeción
3.3.2. Condiciones de prueba
Los ensayos se realizaron de acuerdo a la norma ASTM D3807 [17]. La energía de impacto
se varió entre 0,3 J y 0,7 J, modificando la altura de caída del martillo, lo que corresponde
a velocidades de impacto entre 0,19 y 0,31 m/s respectivamente. La altura de caída del
martillo se mantuvo constante durante el desarrollo de cada prueba. Las pruebas
realizadas son del tipo de energía controlada, porque la fuerza de impacto no es una
variable directamente controlada, ya que esta está afectada por el deterioro del
espécimen como resultado de la fatiga.
3.3.3. Matriz de pruebas
Se realizaron quince pruebas de fatiga por impacto en total, 5 para cada espesor de
adhesivo. Cada prueba se realizó con una energía de impacto diferente. La matriz de
pruebas se muestra en la Tabla 5.
1 mm 5 mm 10 mm
0,13 J x x x
0,27 J x x x
0,40 J x x x
0,54 J x x x
0,67 J x x x
Tabla 5. Matriz de pruebas fatiga por impacto
3.4. Estudio de la superficie de fractura
La falla de las probetas fue caracterizada usando microscopía óptica. Se utilizó el
microscopio metalográfico Olympus DP72 del laboratorio de microscopía óptica de la
Universidad de los Andes. Todas las probetas falladas se miraron al microscopio y se
tomaron fotografías de lo observado en tres regiones distintas para cada lado de la
probeta: la región más cercana a la pre-grieta, la región media y la región próxima al
extremo opuesto, se usó un lente con un aumento de 66X. En la Figura 14 se muestra una
fotografía del microscopio usado.
25
Figura 14. Microscopio óptico Olympus DP72
3.5. Resumen
En este capítulo se presentó la metodología usada durante el desarrollo de este proyecto.
Primero se relató el proceso de manufactura de las probetas y los materiales usados.
Después se describieron los equipos y el procedimiento usado para las pruebas de carga
cuasi-estática y fatiga por impacto. Finalmente se expuso la técnica usada para la
caracterización de la falla de las probetas.

26
CAPÍTULO 4.
RESULTADOS
En este capítulo se presentan los resultados obtenidos durante el desarrollo de este
proyecto.
Primero se muestran los resultados de las pruebas de carga cuasi-estática: las gráficas de
carga vs desplazamiento, tamaño de grieta vs desplazamiento y el tipo de falla observado.
Después se muestran los resultados de carga de impacto obtenidos por los sensores para
las pruebas de fatiga por impacto, así como el tipo de falla observado.
4.1. Pruebas de carga cuasi estática
4.1.1. Resultados carga vs desplazamiento
Los resultados de una prueba típica de carga cuasi estática con desplazamiento constante,
como las realizadas en este proyecto se muestran en la Figura 15. Aquí se observa que la
carga crítica disminuye conforme se incrementa el tamaño de grieta. Además puede verse
que el crecimiento de la grieta no se produce de manera continua, sino más bien en una
sucesión de fases de crecimiento rápido y parada. La duración de estas fases aumenta
conforme se incrementa el tamaño de grieta. Este comportamiento concuerda con lo
registrado en la literatura para este tipo de uniones [20].
Figura 15. Gráfica carga y tamaño de grieta vs desplazamiento para una probeta de doble viga en voladizo
sometida a carga cuasi-estática (1 mm de espesor de adhesivo)
El tamaño de grieta fue determinado mediante dos métodos independientes. Por una
parte fue calculado con la teoría de vigas (ecuación 7). Además se usaron las marcas
realizadas en la probeta y el registro fílmico de las pruebas, para tomar algunos puntos de
tamaño de grieta y tiempo y así poder comparar con la teoría de vigas. En la Figura 15 se

27
observa que los tamaños de grieta determinados por ambos métodos muestran una
buena correspondencia. En el anexo 8.1 se muestran las comparaciones entre los tamaños
de grieta calculados y los registrados para todas las probetas.
Las propagaciones de grieta por etapas de crecimiento violento y parada también se
evidencian en las probetas. En la Figura 16 se muestra una fotografía de la misma probeta
fallada de los datos de la Figura 15. Aquí se observan los frentes de grieta que se forman
durante la propagación, estos tienen forma oblicua, lo que indica que la grieta crece más
rápido en el centro de la probeta que en los bordes. Al comparar las Figuras 15 y 16 se
observa una correspondencia entre los frentes de grieta mostrados en la fotografía y las
caídas en la carga observadas en la gráfica, estas se dan a unos tamaños de grieta
aproximados de 60, 80, 100 y 130 mm.
Figura 16. Fotografía frente de grieta
Los resultados de carga vs desplazamiento para las pruebas de todas las probetas de los
tres espesores de adhesivo distintos se muestran en las Figuras 16, 17 y 18. Se realizaron
cinco experimentos para cada espesor de adhesivo, de acuerdo a lo recomendado en la
norma ASTM D3807 [17].
Figura 17. Resultados carga vs tiempo 1 mm

28
Figura 18. Resultados carga vs tiempo 5 mm
Figura 19. Resultados carga vs tiempo 10 mm
En las Figuras 16, 17 y 18 se observa el mismo comportamiento mostrado en la Figura 14.
Es decir: la carga disminuye conforme aumenta el tamaño de grieta y la propagación de
esta se da en una sucesión de etapas de crecimiento brusco y parada.
4.1.2. Modo de falla
Todas las probetas fallaron en la interfase entre la fibra de vidrio y el adhesivo. No
obstante, se presentó una primera etapa de falla cohesiva en el adhesivo durante las
primeras etapas de crecimiento de la grieta. En la Figura 20 se observa una fotografía
tomada durante una prueba de carga cuasi-estática, en la que pueden verse claramente
los dos tipos de falla. Una falla adhesiva en los primeros 35 mm de propagación de grieta y
una falla cohesiva en la fibra en el resto de la longitud de la probeta.

29
Figura 20. Falla de una probeta tipo DCB sometida a carga cuasi estática
En la Figura 21 se muestra una microscopía con un aumento de 75X en la que se puede
observar en detalle el cambio entre la falla cohesiva en el adhesivo y la falla interfacial.
Figura 21. Diferencia falla cohesiva en el adhesivo y falla cohesiva entre la matriz y el compuesto
En la Figura 21 puede observarse a la izquierda la superficie irregular del adhesivo y a la
derecha las fibras desnudas, esto último indica una falla cohesiva entre la matriz y el
compuesto.
4.2. Fatiga por impacto
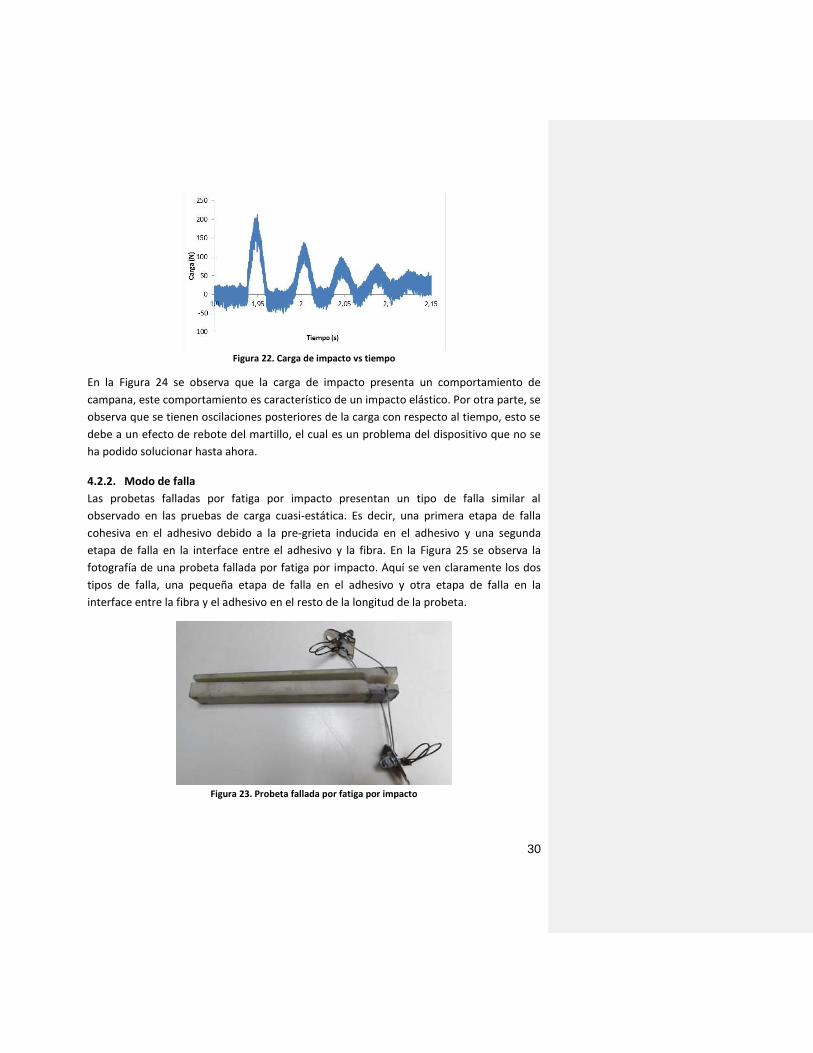
4.2.1. Carga de impacto
Los resultados típicos de la carga de impacto obtenidos de los sensores piezoeléctricos
para una prueba de fatiga por impacto como las realizadas en este proyecto se muestran
en la Figura 23. Esta prueba corresponde a una energía de impacto de 0,67 J y una altura
de caída del martillo de 5 mm.
Pre-grieta
Falla cohesiva
Falla interfacial
Falla Cohesiva
Falla Interfacial
30
Figura 22. Carga de impacto vs tiempo
En la Figura 24 se observa que la carga de impacto presenta un comportamiento de
campana, este comportamiento es característico de un impacto elástico. Por otra parte, se
observa que se tienen oscilaciones posteriores de la carga con respecto al tiempo, esto se
debe a un efecto de rebote del martillo, el cual es un problema del dispositivo que no se
ha podido solucionar hasta ahora.
4.2.2. Modo de falla
Las probetas falladas por fatiga por impacto presentan un tipo de falla similar al
observado en las pruebas de carga cuasi-estática. Es decir, una primera etapa de falla
cohesiva en el adhesivo debido a la pre-grieta inducida en el adhesivo y una segunda
etapa de falla en la interface entre el adhesivo y la fibra. En la Figura 25 se observa la
fotografía de una probeta fallada por fatiga por impacto. Aquí se ven claramente los dos
tipos de falla, una pequeña etapa de falla en el adhesivo y otra etapa de falla en la
interface entre la fibra y el adhesivo en el resto de la longitud de la probeta.
Figura 23. Probeta fallada por fatiga por impacto

31
Sin embargo, a diferencia de las pruebas de carga cuasi-estática, aquí no se presenta una
fractura por una sucesión de etapas de crecimiento brusco de grieta y parada. Cuando se
produce la falla, esta se da en la totalidad de la probeta. Por lo tanto, no se observan
marcas de frentes de grieta en las probetas falladas.
4.3. Resumen
En este capítulo se presentaron los resultados obtenidos para las pruebas de carga cuasi-
estática y fatiga por impacto. Además se expuso el tipo de falla observado en las probetas
para ambos tipos de cargas.

32
CAPÍTULO 5.
DISCUSIÓN DE RESULTADOS
5.1. Carga cuasi-estática
En este capítulo se presenta el análisis de los resultados obtenidos durante el desarrollo
de este proyecto.
Primero se analizan los resultados de las pruebas de carga cuasi-estática: se realiza una
comparación de las cargas críticas de propagación de grieta entre las probetas, se
comparan los valores de la tasa de liberación de energía calculados con los modelos de
teoría de vigas y de-laminación de materiales compuestos para todas las probetas,
además se presenta un análisis de las superficies de fractura en el que se determina el tipo
de falla observado.
Después se realiza el análisis de los resultados de las pruebas de fatiga por impacto: se
comparan las cargas críticas de falla observadas para las pruebas de fatiga por impacto
con las cargas críticas de las pruebas de carga cuasi-estática para las probetas de los tres
espesores de adhesivo, después se presenta una gráfica de energía de impacto vs número
de ciclos de falla elaborada para las probetas con un espesor de adhesivo de 10 mm,
finalmente se expone el análisis de la superficie de fractura en el que se determina
nuevamente el tipo de falla.
5.1.1. Carga crítica
Usando los resultados de las pruebas de carga cuasi-estática mostrados en las Figuras 15,
16 y 17, se tomaron las cargas críticas a las que se da la primera propagación de grieta,
estas cargas se usaron como criterio de falla, con el fin de poder comparar la resistencia
mecánica de las distintas probetas de los tres espesores de adhesivo. Estas cargas críticas
se muestran en la Tabla 6.
1 mm 5 mm 10 mm
Pc (N) Pc (N) Pc (N)
A 362,19 913,68 707,49
B 551,61 585,87 868,17
C 418,57 1121,55 796,76
D 511,86 838,77 862,88
E 408,23 1139,73 799,23
µ 450,49 919,92 806,91
Σ 78,41 227,59 65,06
Tabla 6. Cargas críticas de propagación de grieta por carga cuasi-estática
33
Comparando las cargas críticas de propagación de grieta de las distintas probetas, se
observa que las probetas que presentan mayor resistencia mecánica en carga cuasi-
estática son las de espesor de adhesivo de 5 mm. Sin embargo, la carga crítica de las
probetas de 10 mm está muy cercana y tiene una desviación estándar mucho menor, por
lo que no se puede concluir definitivamente que las probetas de espesor de adhesivo de 5
mm tiene mayor resistencia que las de 10 mm. Por otra parte, la carga crítica de las
probetas de 1 mm es mucho más baja que las de 5 mm y 10 mm, por lo que se puede
concluir que la resistencia de estas es menor.
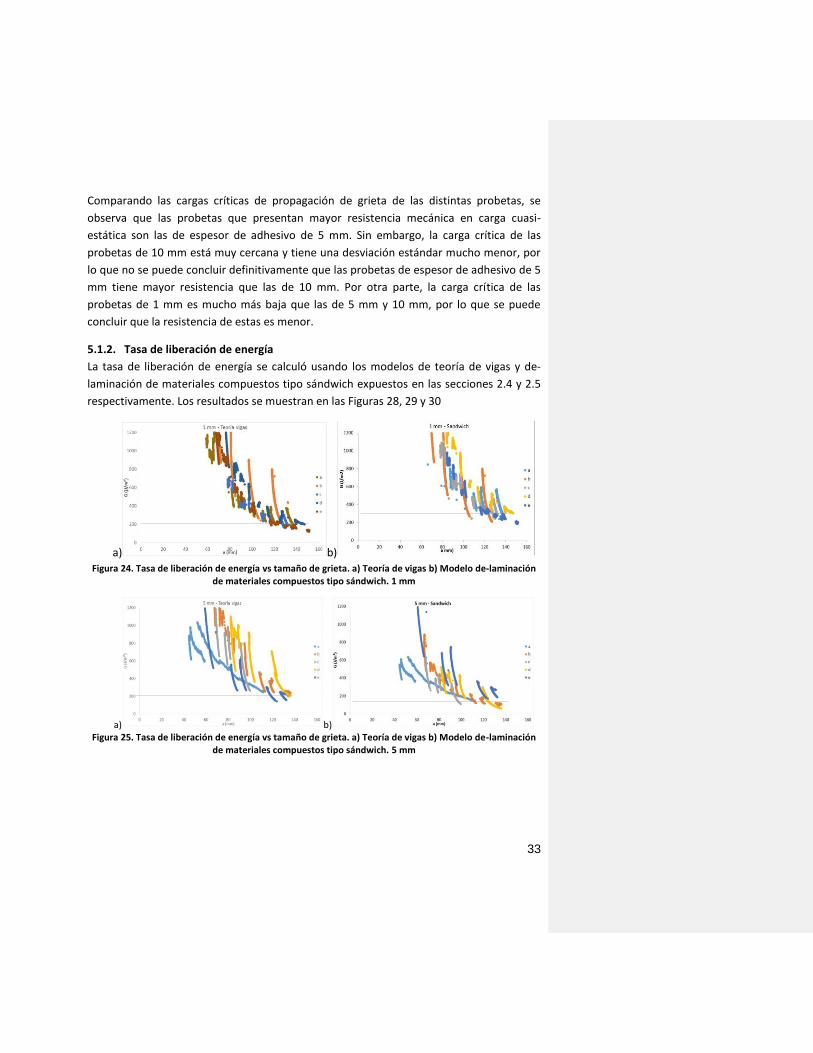
5.1.2. Tasa de liberación de energía
La tasa de liberación de energía se calculó usando los modelos de teoría de vigas y de-
laminación de materiales compuestos tipo sándwich expuestos en las secciones 2.4 y 2.5
respectivamente. Los resultados se muestran en las Figuras 28, 29 y 30
a) b) Figura 24. Tasa de liberación de energía vs tamaño de grieta. a) Teoría de vigas b) Modelo de-laminación
de materiales compuestos tipo sándwich. 1 mm
a) b) Figura 25. Tasa de liberación de energía vs tamaño de grieta. a) Teoría de vigas b) Modelo de-laminación
de materiales compuestos tipo sándwich. 5 mm

34
a) b)
Figura 26. Tasa de liberación de energía vs tamaño de grieta. a) Teoría de vigas b) Modelo de-laminación de materiales compuestos tipo sándwich. 10 mm
En las gráficas anteriores se observa lo siguiente: la tasa de liberación tiene valores muy
altos durante las primeras etapas de la propagación, tamaño de grieta entre 60-100 mm y
después muestra una tendencia hacia un valor constante en las etapas finales de la
prueba. Esto se atribuye al hecho de que todavía no se ha formado una punta de grieta, ya
que la grieta inducida tiene una geometría rectangular. Posteriormente, la tasa de
liberación de energía tiende hacia un valor constante.
Comparando los resultados de los dos modelos se observa que estos difieren ligeramente.
Para las probetas de 1 mm de espesor de adhesivo, la tasa de liberación de energía tiende
a un valor de 200 J/m² con la teoría de vigas, mientras que con el modelo de de-
laminación de materiales compuestos tiende a un valor de 300 J/m². Para las probetas con
un adhesivo de espesor de 5 mm se calcula un valor de G de 200 J/m² con la teoría de
vigas y de 150 J/m² con el modelo de de-laminación de materiales compuestos.
Finalmente, para las probetas con espesor de adhesivo de 10 mm se calcula una tasa de
liberación de energía de 300 J/² con la teoría de vigas y de 150 J/m² con el modelo de de-
laminación de materiales compuestos.
En la Figura 31 se muestra una gráfica de la tasa de liberación de energía de una probeta
tipo doble viga en voladizo reportada en la literatura [20]. En este trabajo se analizaron
probetas elaboradas con fibra de carbono como adherente y resina epóxica como
adhesivo.

35
Figura 27. Tasa de liberación de energía reportada en la literatura
Comparando los resultados de la Figura 32 con los obtenidos en este trabajo, se observa
que la tasa de liberación de energía calculada está en el mismo orden de magnitud que la
reportada en la literatura.
5.1.3. Estudio de la superficie de falla
La falla de las probetas fue estudiada mediante microscopía óptica. En la Figura 28 se
observan tres microscopías tomadas en tres regiones distintas de la probeta, una cerca a
la pre-grieta, otra en la parte media y la última en el otro extremo, esto del lado del
adhesivo. En la Figura 29 se observan otras tres microscopías tomadas en las mismas tres
regiones pero ahora del lado de la fibra. Las microscopias tienen un aumento de 96X.
a) b)
c) Figura 28. Falla cohesiva en la fibra por carga cuasi-estática, superficie del adhesivo. a) zona pre-grieta b)
zona media c) extremo final
Fibra Fibra

36
a) b)
c)
Figura 29. Falla cohesiva en la fibra por carga cuasi-estática, superficie de la fibra. a) zona pre-grieta b) zona media c) extremo
En las Figuras 28 y 29 se observa claramente que se presentó una falla cohesiva entre la
matriz y el compuesto. Tanto en el lado de la fibra como en el lado del adhesivo, se
pueden observar las fibras desnudas. Este tipo de falla se debe a que la energía superficial
de la fibra es menor a la energía superficial del adhesivo, por lo que la grieta se propaga
por la zona con menor energía.
5.2. Fatiga por impacto
5.2.1. Carga de falla
Las cargas de impacto con las que se registró la falla de una probeta de cada espesor
teniendo una energía de impacto de 0,67 J se muestran en la Figuras 30, 31 y 32. En la
Tabla 7 se muestran las medias de la carga de falla para cada espesor registrada para las
pruebas de carga cuasi-estática con el fin de comparar entre los dos tipos de carga.
Fibra Fibra

37
Figura 30. Carga de impacto, 0,67 J, 1 mm de espesor de adhesivo
Figura 31. Carga de impacto, 0,67 J, 5 mm de espesor de adhesivo
Figura 32. Carga de impacto, 0,67 J, 10 mm de espesor de adhesivo
1 mm 5 mm 10 mm
Pc (N) Pc (N) Pc (N)
µ 450,49 919,92 806,91 Tabla 7. Promedio cargas de falla para carga cuasi-estática.
Comparando las cargas se observa que cuando las probetas tipo doble viga en voladizo se
someten a fatiga por impacto, estas fallan a una carga mucho menor que cuando se
someten a carga cuasi-estática, la carga de falla en fatiga por impacto está alrededor del
25% de la carga de falla en carga cuasi-estática.

38
5.2.2. Curva E-N
Las probetas con un espesor de adhesivo de 10 mm se sometieron a 4 energías de
impacto diferentes, se anotó el número de ciclos a los que se fracturaba la probeta para
cada energía de impacto y se elaboró una curva de energía de impacto versus número de
ciclos de falla, esta gráfica se muestra en la Figura 33.
Figura 33. Curva E-N probetas 10 mma
Los resultados observados se ajustan a un comportamiento logarítmico-lineal reportado
en la literatura para otros tipos de uniones adhesivas [11-13]. Las constantes del sistema
son: A=-0,149 (constante de deterioro) y B=3,09 J (energía necesaria para falla en un solo
impacto). El número máximo de ciclos alcanzado fue de 88 para una energía de impacto
de 0,19 J, esta es la menor energía de impacto posible con el dispositivo de prueba, por lo
que se recomienda utilizar otro dispositivo, o modificar el actual para disminuir
significativamente la masa del impactor, ya que esta es muy alta (13,8 kg)
En la Figuras 34, 35, 36 y 37 se muestran las gráficas de las cargas de impacto versus el
tiempo para una prueba de fatiga por impacto de cada una de los cuatro niveles de
energía mostrados en la curva E-N de la Figura 33.
Figura 34. Carga de impacto vs tiempo, 10 mm de espesor, 0,69 J energía de impacto
y = -0,149ln(x) + 0,8547R² = 0,9961
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
1 10 100
Energía de impacto (J)
Número de ciclos
Comentado [JPCR1]: De os datos que son de esta figura, es necesario que usted incluya los datos, tales como las tres figuras pasadas. Es mas me gustaría qincluyeras una tabal con las fuerzas máximas promedio para todos los impactos. Por otro lado, no me estas dando ningún información de la tasa de crecimiento de grieta por impacto, tienes alguna información al respecto?
Comentado [OV2R1]: No tengo información de la tasa de crecimiento de grieta. Se produjeron fracturas abruptas. Además, no puede medir el desplazamiento porque no tenía el sensor

39
Figura 35. Carga de impacto vs tiempo, 10 mm de espesor, 0,56 J energía de impacto
Figura 36. Carga de impacto vs tiempo, 10 mm de espesor, 0,44 J energía de impacto
Figura 37. Carga de impacto vs tiempo, 10 mm de espesorr, 0,19 J energía de impacto
El comportamiento de la carga de impacto es similar al descrito en la sección anterior.
Tomando las cargas de impacto máximas obtenidas para cada prueba, se calculó la carga
de impacto máxima promedio obtenida para las las pruebas de fatiga por impacto de cada
espesor. Estas se muestran en la Tabla 8.
Energía impacto (J) 0,69 0,56 0,44 0,19
Carga máxima (N) 209,9 181,9 139,1 112,0
Tabla 8. Cargas máximas de impacto, 10 mm espesor de adhesivo

40
En la Tabla 8 y las Figuras 34, 35, 36 y 37 se observa que la carga de impacto disminuye
con la energía de impacto como es de esperar: para una energía de impacto de 0,69 J se
tiene un promedio de carga máxima de impacto de 209,9 N, mientras que para una
energía de impacto de 0,19 J se obtiene un promedio de carga máxima de impacto de
112 N. Comparando los datos de la Tabla 8 con las carga críticas de propagación de grieta
en carga cuasi-estática mostradas en la Tabla 7, se observa que la carga crítica es mucho
menor en fatiga por impacto que cuando las probetas se someten a carga cuasi-estática.
Las pruebas de las uniones tipo doble viga en voladizo de espesores de 1 y 5 mm,
arrojaron como resultado la falla de las probetas en un solo impacto para la menor
energía de impacto posible (0,19 J) con el dispositivo, por lo que no es posible realizar
curvas de energía de impacto vsr6 número de ciclos de falla. Nuevamente se recomienda
utilizar otro dispositivo de prueba que permita menores energías de impacto, ya que estas
probetas fallan con una energía muy baja.
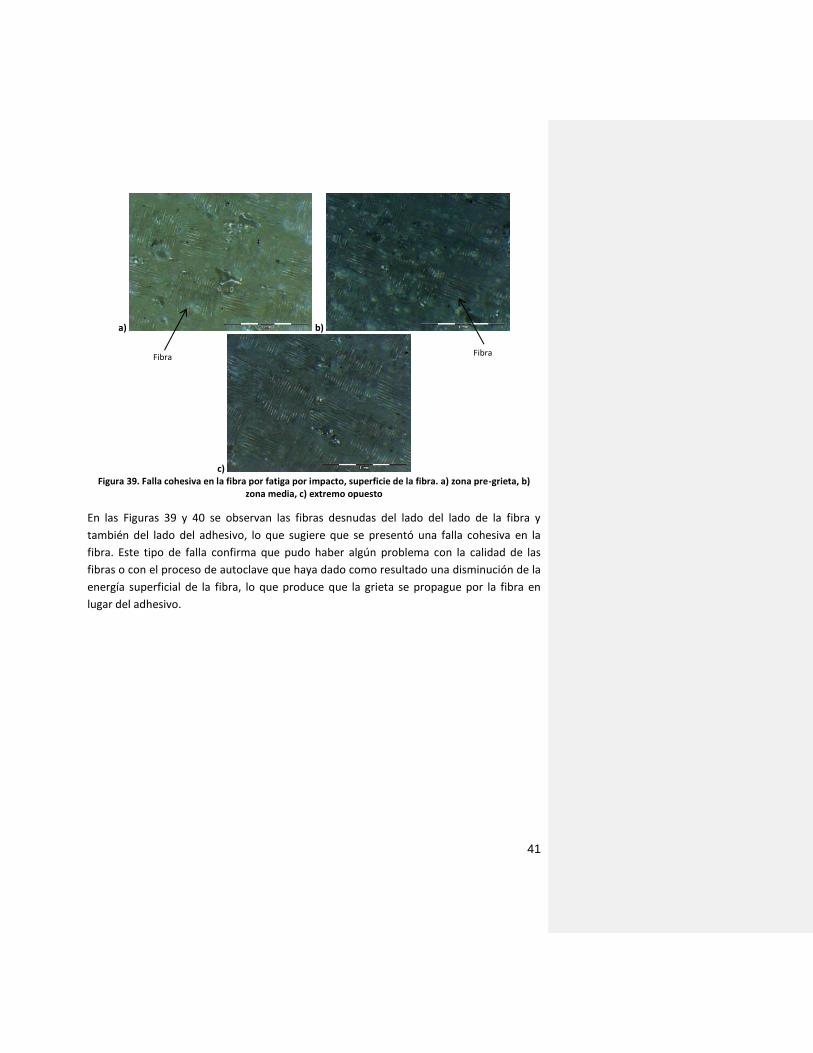
5.2.3. Estudio de la superficie de fractura
La falla de las probetas tipo DCB sometidas a pruebas de fatiga por impacto, también fue
estudiada mediante microscopía óptica. En las Figuras 38 y 39 se observan tres
microscopías tomadas en tres regiones distintas de una probeta fallada por fatiga por
impacto, tanto en el lado del adhesivo como en el lado de la fibra.
a) b)
c)
Figura 38. Falla cohesiva en la fibra por fatiga por impacto, superficie del adhesivo. a) zona pre-grieta, b) zona media, c) extremo opuesto
Fibra Fibra
Comentado [JPCR3]: Trata de hacer el mismo cambiod e imagen que en las otras por que estas no se ven nada.
Comentado [OV4R3]: Ya lo hice, estas fotos fueron tomadas con una iluminación más baja para enfocar mejor, por eso se ven más oscuras.
41
a) b)
c) Figura 39. Falla cohesiva en la fibra por fatiga por impacto, superficie de la fibra. a) zona pre-grieta, b)
zona media, c) extremo opuesto
En las Figuras 39 y 40 se observan las fibras desnudas del lado del lado de la fibra y
también del lado del adhesivo, lo que sugiere que se presentó una falla cohesiva en la
fibra. Este tipo de falla confirma que pudo haber algún problema con la calidad de las
fibras o con el proceso de autoclave que haya dado como resultado una disminución de la
energía superficial de la fibra, lo que produce que la grieta se propague por la fibra en
lugar del adhesivo.
Fibra Fibra
42
CAPÍTULO 6.
CONCLUSIONES
Las uniones adhesivas de tipo doble viga en voladizo probadas en este proyecto,
presentaron un mecanismo de falla por etapas de crecimiento brusco de grieta y
parada al ser sometidas a carga cuasi-estática. El crecimiento de grieta fue más
rápido al interior de la probeta que en los bordes.
Las probetas de uniones adhesivas con espesores de adhesivo de 5 y 10 mm,
empleadas en este trabajo, mostraron una mayor resistencia en carga cuasi-
estática que las probetas de uniones de espesor de 1 mm.
Los valores de G encontrados en este trabajo para carga cuasi-estática son
similares a los reportados en la literatura para materiales compuestos
Las uniones adhesivas tipo doble viga en voladizo sometidas a fatiga por impacto
durante este proyecto, presentaron un mecanismo de falla en una sola etapa de
crecimiento de grieta.
Las probetas de uniones adhesivas con espesores de adhesivo de 10 mm
mostraron una mayor resistencia a fatiga por impacto que las de espesor de
adhesivo de 1 y 5 mm.
Las probetas de uniones adhesivas con espesores de adhesivo de 10 mm,
mostraron un comportamiento logarítmico-lineal de la energía de impacto vs el
número de ciclos de falla
Tanto las uniones adhesivas sometidas a carga cuasi-estática como a fatiga por
impacto durante el desarrollo de este proyecto, presentaron un tipo de falla
interfacial entre la matriz y el compuesto

43
CAPÍTULO 7.
RECOMENDACIONES
Se recomienda utilizar una galga para registrar el crecimiento del tamaño de grieta,
porque la obtención del registro fílmico presenta una incertidumbre muy alta y
consume mucho tiempo.
Se sugiere modificar el dispositivo de prueba en fatiga por impacto, para disminuir
significativamente la masa del impactor, ya que con el dispositivo actual se
obtienen energías de impacto muy elevadas y esto produce una falla temprana de
las probetas.
Se recomienda buscar en la literatura un modelo de mecánica de la fractura de
materiales compuestos que permita incorporar el aporte del adhesivo a la rigidez
del compuesto.

44
CAPÍTULO 8.
BIBLIOGRAFÍA
1. ASTM, ASTM D 907 - 12a, in Standard Terminology of Adhesives, published in Volume 15.06. 1984, Annual Book of ASTM Standards.
2. Wu, S., Polymer interface and adhesion. 1982, New York: M. Dekker. xiii, 630 p. 3. Adams, R.D., Adhesive bonding : science, technology and applications. 2005,
Boca Raton: Cambridge CRC Press; Woodhead Pub. xvi, 543 p. 4. Ebnesajjad, S., Adhesives technology handbook. 2nd ed. 2008, Norwich, NY:
William Andrew Pub. xxi, 363 p. 5. Pocius, A.V., Adhesion and adhesives technology : an introduction. 3rd ed. 2012,
Munich, Cincinnati: Hanser Publications. 6. Kundu, T., Fundamentals of fracture mechanics. 2008, Boca Raton, FL: CRC
Press. 286 p. 7. Arana, J.L.G., Javier J., Mecánica de la Fractura. 2002, Bilbao: Universidad del
País Vasco. 249 p. 8. Laserna, J., Análisis de la propagación cohesiva de una grieta en una junta
adhesiva entre materiales compuestos laminados. 2013, Universidad de los Andes: Bogotá. p. 20.
9. A. Quispitupa, C.B., L. A. Carlsson On the analysis of a mixed mode bending sandwich specimen for debond fracture characterization. 2009.
10. F. Avilés, L.A.C., Analysis of the sandwich DCB specimen for debond characterization. Engineering Fracture Mechanics, 2008. 75(2): p. 16.
11. Casas-Rodriguez, J.P., I.A. Ashcroft, and V.V. Silberschmidt, Damage in adhesively bonded CFRP joints: Sinusoidal and impact-fatigue. Composites Science and Technology, 2008. 68(13): p. 2663-2670.
12. Casas-Rodriguez, J.P., I.A. Ashcroft, and V.V. Silberschmidt, Damage evolution in adhesive joints subjected to impact fatigue. Journal of Sound and Vibration, 2007. 308(3–5): p. 467-478.
13. Tellez, J.F., Análisis de fatiga por impacto en uniones adhesivas. 2013, Universidad de los Andes: Bogotá. p. 15.
14. Hexcel, HexForce™ 7781 Fiber Glass Fabric Product Data, H. Corporation, Editor. 2013: Seguin, Texas. p. 1.
15. Corp.;, P.E., E-761 Epoxy Prepregs Product Overview. 2013, Park Electrochemical Corp. p. 2.
16. Efunda, Estimation of Lamina Material Constant, in Fiber Reinforced Composite Lamina. 2014, Efunda.
17. ASTM, ASTM D 3807-98, in Standard Test Method for Strength Properties of Adhesives in Cleavage Peel by Tension Loading (Engineering Plastics-to-Engineering Plastics) published in Volume 15.06. 2012, Annual Book of ASTM Standards.
18. Diego, A., Caracterización dinámica de estructura celular hexagonal, in Ingeniería Mecánica. 2013, Universidad de los Andes: Bogotá.
19. F., G.L., Pruebas de fatiga por impacto en juntas con adhesivo, in Ingeniería Mecánica. 2013, Universidad de los Andes: Bogotá.

45
20. Ashcroft, I.A., D.J. Hughes, and S.J. Shaw, Mode I fracture of epoxy bonded composite joints: 1. Quasi-static loading. International Journal of Adhesion and Adhesives, 2001. 21(2): p. 87-99.

46
CAPÍTULO 9.
ANEXOS
9.1. Gráficas tamaño de grieta calculado
Los tamaños de grieta calculados para las probetas de los tres espesores de adhesivo se muestran
en las Figuras 40 a 54 junto con algunos tamaños de grieta tomados de los videos de las pruebas.
Figura 40. Comparación tamaño grieta calculado y tomado del video (1mm a)
Figura 41. Comparación tamaño grieta calculado y tomado del video (1mm b)
Figura 42. Comparación tamaño grieta calculado y tomado del video (1mm c)

47
Figura 43. Comparación tamaño grieta calculado y tomado del video (1mm d)
Figura 44. Comparación tamaño grieta calculado y tomado del video (1mm e)
Figura 45. Comparación tamaño grieta calculado y tomado del video (5mm a)
Figura 46. Comparación tamaño grieta calculado y tomado del video (5mm b)

48
Figura 47. Comparación tamaño grieta calculado y tomado del video (5mm c)
Figura 48. Comparación tamaño de grieta calculado y tomado del video (5mm d)
Figura 49. Comparación tamaño grieta calculado y tomado del video (5mm e)
Figura 50. Comparación tamaño grieta calculado y tomado del video (10mm a)

49
Figura 51. Comparación tamaño grieta calculado y tomado del video (10mm b)
Figura 52. Comparación tamaño grieta calculado y tomado del video (10mm c)
Figura 53. Comparación tamaño grieta calculado y tomado del video (10mm d)
Figura 54. Comparación tamaño grieta calculado y tomado del video (10mm e)