alrededor de las mquinas herramientas-henrich gerling
TRANSCRIPT
PróIogo
En este libro se trata de todo lo que hay <<alrededoi de las máquinas-herramientas>>y, por tanto, de todo lo que es de interés cuando se fabrican piezas mediante arranquede viruta. Nos ocupamos en este libro de las máquinas-herramientas mismas y tam-bién de la herramienta que su uso requiere, del proceso de trabajo en el arranquede viruta y de sus fundamentos ffsicos, de la fabricación de piezas con esas máquinasy de la medición y comprobación de estas piezas así como también del cálculo detiempos de trabajo.
De lo dicho se desprende que este libro es interesante e indicado para todo aquelque tiéne que andar directamente con máquinas-herramientas y muy especialmentepara los aprendices de todos los oficios mecánicos a quienes no se pide que dominentodavía hasta el detalle los procesos de trabajo con arranqu'e de viruta, pero quetienen, en cambio, que tener conocimiento de las máquinas-herramientas, de su modode estar construidas y de su modo .le trabajar. Los montadores o ajustadores debenestar sobre todo familiarizados con. estas máquinas y con las posibilidades de trabajoque ofrecen, puesto que su ámbito de trabajo abarca principalmente el montaje demáquinas y de aparatos y el manejo constante de piezas mecanizadas. Pero haytodavía más: con la ayuda de este libro pueden también los delineantes técnicosadquirir una primera idea, y de carácter muy práctico, sobre las diversas máquinas-herramientas y los procedimientos de mecanizado con arranque de viruta.
El objetivo central de este libro puede deeirse que es el de enseñar a utilizar lasmáquinas-herramientas, pero no el de describir los mil recursos y artificios para.ealira. el trabajo, yu qr," éstos solamente en el taller pueden aprlnd"r." , frrirr.de la propia experiencia.
Se han utilizado en el texto con prodigalidad los recursos gráficos para hacermás clara la exposición de las materias.l. Cada página del libro abarca generalmente un sector o tema tratado completamente en esa
página. Con esto se consigue ólaridad y una gran facilidad para encontrai lo que se desea.2. Para distinguir las disüntas materias que antes hemos enumerado se ha hecho uso de colores,
caracterizando a cada una de ellas con ün color distinto.Asi las distintas materias que se ocupan de las herramientas y de las máquinas se dis-
tinguen por el color rojo.Las materias relacionadas con el modo de fabricar las piezas se marcan en azul y las
que se .efie.en a medición y verificación, en amarillo.Estas distintas materias encuentran primero en el libro una relación con eI proceso de
trabajo. es decir. gue están directamenle relaeionadas con Ia práctica. Pero por otra partepuede volverse a hallar la relación y el enlace de las distintás materias enlie si haciendogue, por ejemplo, la medición --o sea todas las páginas designadas con el color amarillo-formé un óuerpo de doctrina con una exposición rinificada ii consideramos reunidas, unatras otra, todas esas páginas.
3. Naturalmente que el color encuentra'también empleo en las figuras, contribuyendo de modoimportante a su claridad. Gracias a esto se ha podido prescindir del empleo de fotografias.
El nuevo modo de exposición que se ha empleado en la redacción de este libropuede contribuir también a dar más vida al desarrollo de las clases teóricas en lasáscuelas profesionales, de Artes y Oficios o del Trabajo.
Abril 1960 Henrich Gerling
Observaciones para el lector:
I. Yan marcadas con la señal
se trata ae uÁqutNAS Y HERRAMIENTAS.las páginas de este libro en que
2. Van marcadas con la señal
se trata de MEDICIONES Ylas páginas de este libro en que
VERIFICACIONES.
las páginas de este libro en queDE PIEZAS.
Se puede, pues, por ejemplo, para repasar o para profundizar, considerar nueva-mente reunidas las materias relacionadas entre sí (es decir. las que llevan el mismocolor característico) y estudiar así unas tras otras, como formando un solo cuerpode doctrina, todas las páginas que llevan la misma señal.
3. Van marcadas coñ la señal
se trata de la FABRICACIÓN
Indice analítico
Piezas diversas Proceilirnientos diversos 9
Ejecucién de piezas mediante arranque de viruta en máguinas-herramientas llMáquinas diversas IIAtenciones y cuidados para con las máquinas-herramientas. 12Fabricación económica 12
I. EJECUCIÓN DE PIEZAS CON FORMA DE CUERPOS DE REYOLUCIÓNG* Formas de revolución, proceso del torneado. 13O Procedimientos de torneado 13O Tornos de distintos tipos. 14O Movimientos al tornear 15
i Partes principales del torno de puntastl Mecanismo para el movimiento principalO Correas v ruedas dentadasC Mecanismo escalonado de conos de poleas sin juego de engranajesO Mecanismo escalonado de cono de poleas con juego de engranajes¡ Mecanismo motor de engranajes escalonadosO Mecanismos regulables sin escalonamiento! l\lecanismos para el movimiento de avanceO Mecanismo de engranajes para el avancea Material de la herlamiéntáO Forma del.corte de Ia herramienta.O Tipos de útiles de tornoO Cuidados de los útiles de tornoO Sujeción de la herramienta ; . . .
i Ajuste del útil de tornoO Acerca de la velocidad de corteI Deferminación del número de revoluciones . ..O Determinacién del número de tevóluciones por medio de gráficos de Ia velocidad
de corte 36o A";;",;;;fondiá"á,a....yf;";;"iu'lu.,,i'ot'.: : : : . : : : 3T
il Mec¡nizado de pernos lieos. . 38
É Torneado de pernos.
I61BiBt9r9202l22
25262B303l323335
C Meéanizado de peinos con espiga en loe extremor
Sujeción y torneado de piezas cilíndricas cortasRanurar y tronzar al torno.Estado superficial de las piezasCálculo del tiempo invertido en el torneado
O Mecanizado de pernosMedición y verificación con el pálrner o imioréEetro . . . . :
O Sujeción de piezas cilíndricas cortas con la bgquílla de sujecién
404l424444
4850
5l535354
aaaa 45
46
47
O Mecanizado de árboles
O Torneado del árbolMedición y yerificación det árt¡ol
I Torneado entre puntas ., , . ;
fndice analítico
5556575B59606263
64
656666
6B
69707l
72
75
*
C
c
* Ejecución de puntos de centradoS Sujeción entre puntasü Platos de arrastreé Luieta y mandril para.tornear
Yerificación con calibre de herradqra o de exteriores . . .
Mediciones y verificaciones por medio de compases y de calibres de precisiónAmplilicador de esfera.Calibres de precisión ópticos y eléctricos
Mecanizado de árboles excéntricoe
ü Torneado excéntricoVerificación de la excentricidadCalibres normales de caras paralelas
Torneailo de piezas de forma.
0 Torneados de piezas perfiladas6 Moleteados, paralelo y cruzado
Verificación por medio de calibres para perfiles
Mecanizado de cajas y piezas funilidasQ Modo de disponer las piezas en el plato del torno '74
a Mecanizado en serie de piezas torneadas
2. MÚ]CANIZADO DE PIEZAS PROVISTAS DE TALADROS
ti Taladros en las piezas i7t Movimientos al
^taladrar con la taladradora. 7B
O Tipos de máquinas taladradgras y constitución de las mismas 79O Hérramientas para taladrar. 84! Herramientas para taladrar eipeciales 87G Sujeción de la broca. BB
O Número de revoluciones, avance y refrigeración al taladrar 89
Ejecución de taladros sencillos con la taladradora de coh¡rnna 90
e Taladrado del agujero 9lMedición del taládro 9l
S Sujeción de las piezas en la taladradora . . 92S Cá1culo del tiempo principal y del tiempo disponible para taladrar 94
Barrenado, penetiailo y avellanado 95
ü Taladrado y penetrado 96e Penetradd ó ñarrenado 97
r& Ejecución de taladros pasantes en la, taladradora vertical.Medición v verificación de los taladros
o Escariadores .
É Escariado en la taladradora vertical 102
Ejecución de t¿ladros que se cruzan haciendo uso de la máguina horizontal de taladrar. t03
Medición y verificación de taladros 104
Mecanizado {e casguillos o manguitos. 105
tB Taladrado al torno .
Medici6n v verificación d" i.itd.uao.
C
&
99
I00101
a
s
J. MECANIZADO DE PIEZAS CÓNICASo Torneado de conosI Torneadri cónico con ayuda de la regla d;
I06107
110irrgura
Indice analítico
B. ESMERILADO DE PIEZASa Muelas
§c
Afilado de herramientas . .
Esmerilado de las irregularidades de las piezasEsmerilado cilindrico ! máquinas para eimerilado cilíndrico
Rectificado de árbolesDistintos procedimientos de esmerilado cilindrico; cortado de piezas
O Tiempo piincipal en el esmerilado cilíndricoEsmerilado cilíntlrico interior
aoa
oüa
163r66167169
r72174175r76177178lB0IBI182
tgB20r203204205205205206
2t02t22132142t52t62L72rB219
Esmeriladoplano. . .
a Cálculo tlel tiempo p.;."ip.l "r'"1'".-".;i"áo'plurto
Esmerilado de taladros
Roscado de tuercas con el útil de roscarCálculo tle las ruedas intercambiables .
Roscado en el torno revólverFresado de roscasEjecución de roscas por remolineado . .
Esrnerilatlo dc roscasLamirrado de roscasl\{edición v verificacirin de
MECANIZADO I]E RUEDAS DENTADASEmpleo de las ruetlas dentadasMa[nitudes en las ruedas f¡ontales con dentado rectoMateriale¡ para ruerlas dentadasE.jecueión rlel dentarl.
Fresado de una rueda frontal por el procedirniento del plato üvisorFresado de ruedas por el procedimiento continuo o de rodamiento'Mortajado de dientesEsmeiilado de los flancr¡s de dientes en ruetlas liontalesMedición r-' verificación de ruedas dentadas.
O Esmerilado de piezas paralelepipédicas . . .
¡ Afinado de piezas.
9.
oaaaa
aaoú
ROSCADO DE PIEZASEmpleo de piezas roscadas . IB4Acción de sujeciói de la rosca 186
Roscas normálizadas. 187
Eiecución de piezas roscadas en el torno 190
Roscado de piezas en el torno por medio de machos de roscar y de terrajas. I9lO Nonlas dc trabajo para el roscado con machos de roscar y con teraja-r I92
Tallado de roscas en el torno por rnedio de útiles de roscar 194lltiles de roscar. 195Roscado en el torno horizontal
Roscado de ¡rernos con el útil de roscar 191
r9ó
saoaaaa
10.
aaaoaaaa
roscas.
PIEZAS DIVERSAS _- PROCEDIMIENTOS
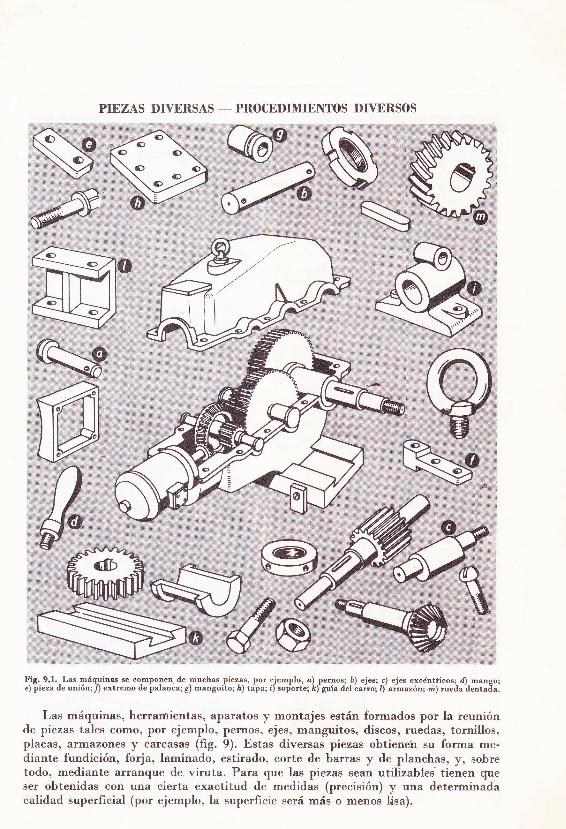
Fig,9.1. Las máquinas se componen dn muehas piezas. por ejemplo. a) pernos: ó) ejesl c) eies exednlrieos; d) mango;e) pieza de uniónif) extremo de palancai g) manguirol ñ) tapa: i) soporte: h) guía del cairo: I) aimazón: m) rueda dentaila.
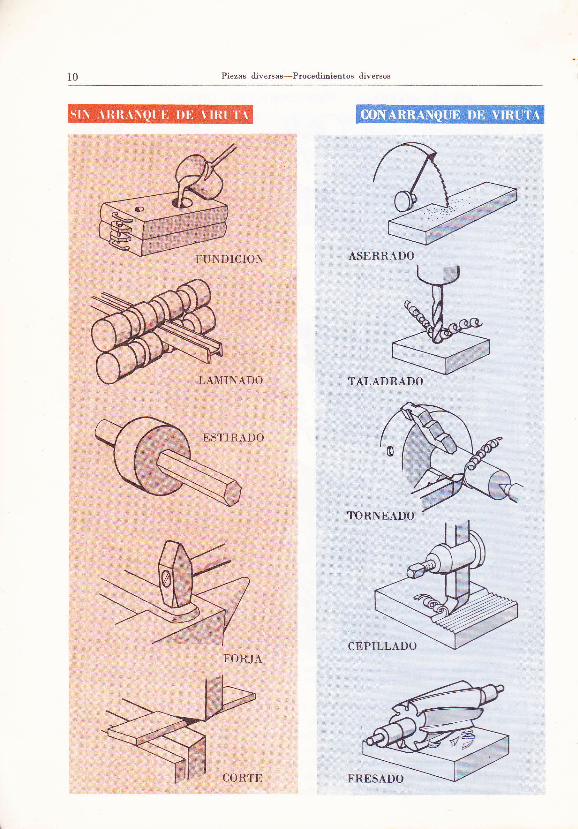
Las máquinas, herrarnientas, aparatos y montajes están formados por la reuniónde piezas tales como, por ejemplo, pernos, ejes, manguitos, discos, ruedas, tornillos,placas, armazones y carcasas (fiS. 9). Estas diversas piezas obtienei'r su forma me-diante fundición, forja, laminado, estirado, corte de barras y de planchas, y, sobretodo, mediante arranque de. viruta. Para que las piezas sean utilizables tienen queser obtenidas con una cierta exactitud de medidas (precisión) y una determinadacalidad superficial (por ejemplo, la superficie será más o menos lisa).
Piezas divcrsas-Procedimientos diversos
FUNDICION ASERRADO
TALADRADOlamrrq,rno
FORJA
TORNEADO
CEPILLADO
Máquinas diversas n
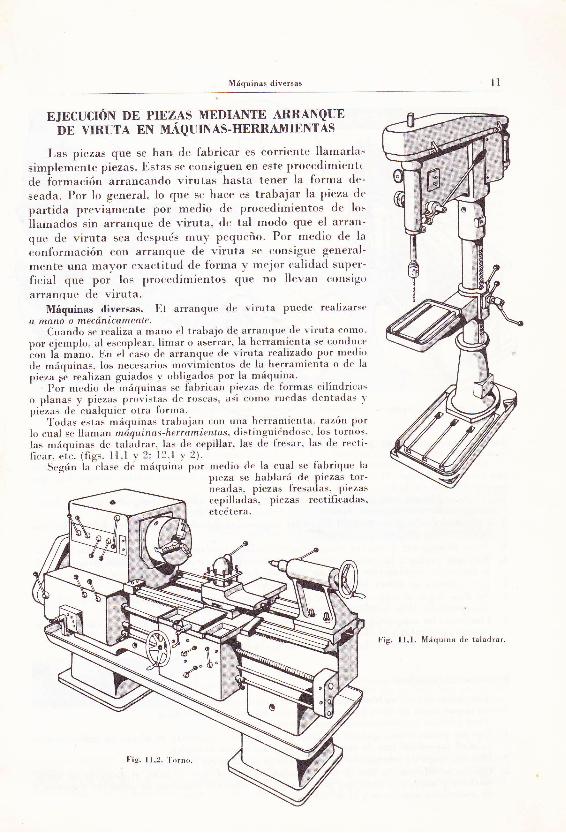
EJECUCIÓN DE PIEZAS MEDIANTE ARRANQTMDE VIRUTA EN MÁQUINAS.HERRAMIENTAS
Las piezas que se han de fabricar es corriente llamarlatsimplemente piezas. Estas se consiguen en este procedimient(de iormación arrancando virutas hasta tener la forma de-
seada. Por Io general. lo que se hace es trabajar la pieza dc
partida previamente por medio de procedimientos de lo'llu-ador sin arranque de viruta, de tal modo que el arran-que de viruta sea después muv pequeño. Por medio de laáonformación con arranque de viruta se consigue general-mente una mayor exactitud de forma y mejor calidad super-ficial que por los procedimientos que nt¡ llevan corlsigrr
arranque de viruta.Máquinas diversas. El arranque de viruta puede realizarst
a mano o mectinicamente.Cuando se realiza a mano el trabajo de arranque de viruta como'
nor eiemulr. al est,,rplear. lirnar o aserrar, la herramienta se condut:eiu, É -Lro. En el'caso de arranque de viruta realizado por medirrrle máouinas. lo. nece"arir¡- rrlor imienlo' de la herramienta o tle la
ni.ru sl realizan quiado" v obligados por la máquina.pieza pe realizan guiados v obligados por- Por medir¡ de máquinas se fabrican pi' Por medio de'máquinás se fibrican piezas de formas cilínrlricas
o planas y piezas p.,^itto. de roscas. aií com,, ruedas dentadas rpiázas de'cúalquiei otra fbrrna'' Todas e-.taí máquinas trabajan con una hcrranlienta"-razírn Jtork¡ cual se llarnan miquinus-herramientas, di-.tinguiéndose. los tornos"las máquinas de taládrar. las de cepillar, las de liesar. las de recti-l'ie ar. eir'. (figs. l l .l r 2: l2. l r 2).
Segrin ia'ilase de máquiná ¡r.r rnedio rl" la- cual se f'alrique lapreza re hablará de piezas lor-neatla:. pi"za. fresadas. piezascepilladas, piezas rectificadas,etcétera.
t'ig. ll,l. Máquina de taladrar
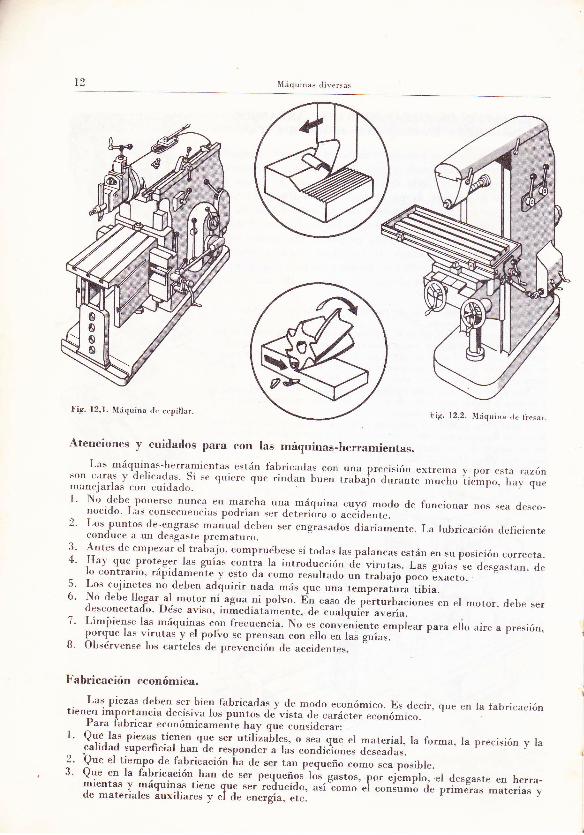
Fig. I1.2. Torno
L2
Fig.12,1. Máquina de cepillar.
Atenciones y cuidados para
tig. 12,2. Máquirra rlt ttesar
con las máquinas-herramientas.La" rnáquinas-he¡rarnienlas está¡r fábricatlas con un€ precisión extrema y p.r.esta razrin
::;,,:iiñJj:l'::f.il;;tt 'qe quiere que rindan buen rrabaj; i;;;;;".-;;;'h., ii.',,p,i,-i*"-i,"l' No.debe- ponerse nunea en rnarcha una máq,ina cuyo modo de funcionar nos sea desco-nocido. Las consecuencia. podrian ser tleteritlro u ."did".t".t
l:jf-litts de,engrase manual detren ser engrasados diariamente. La lubricación deficiente(,onQuee a ull rrosgasle prernal ur,r.3' A-ntes de ernpezar el traLajo, compruébese si todas las palancas están en su posición correcta.
'' I', que proleger l¿' guías eontra la introduceión de rirutas. Las guias se dosgaslan. de_ Io eunlrario. rápidamente y esto tla como resultado r" t*ür;. p"". Fi.",".?. !.. cojinetes ,o d"ben adquirir nada más que una temperatura tibia.o Ir 1"_b"-]l$,.f1 motor ni-agua-ni polvo. E', "..o de perturbaciones en el motór, debe serdesconectado, f)ése aviso, inmediatamente. de cualqui-e. avería.,
!.'Tl]:rl:" las máquinas con lrecueneia. \o e: eonvenienle emplear pa.a.lio aire a presión.^ ly.q.r" las virutas y el polvo se frrensan con ello en las guias.
¡ r-"-B. Obsérvense los carteles de prevención de accidentes.
Fabricación económica.
Las piezas deben ser bien lábricadas y de modo económrco. Frs .decir, que en la thbricacióntienm importancia decisir a los puntos de'vista de caracter economlco.Para fabricar económicamerite hay que
"or.iá".u.,, !nl:.t:::=,:1",":l que ser utilizaLles, o sea.que el material, la forma, ta precisién y ta
^ .lalldad superlicial han de responder a las condieiones deseadas,
J. 9r" el tiempo de fabricación ha de ser lan pequeño como sea posible.3' Que en la fabricaeión.han de ser pequeños ro's,gasros. por ejempro-. el desgaste en herra-mienras v máquinas tiene que ser'reáucido. rir "o,.,o
er consumo de primeras materias yde materiales áuxiliares y "i d. ;;".;;.-;;;. -
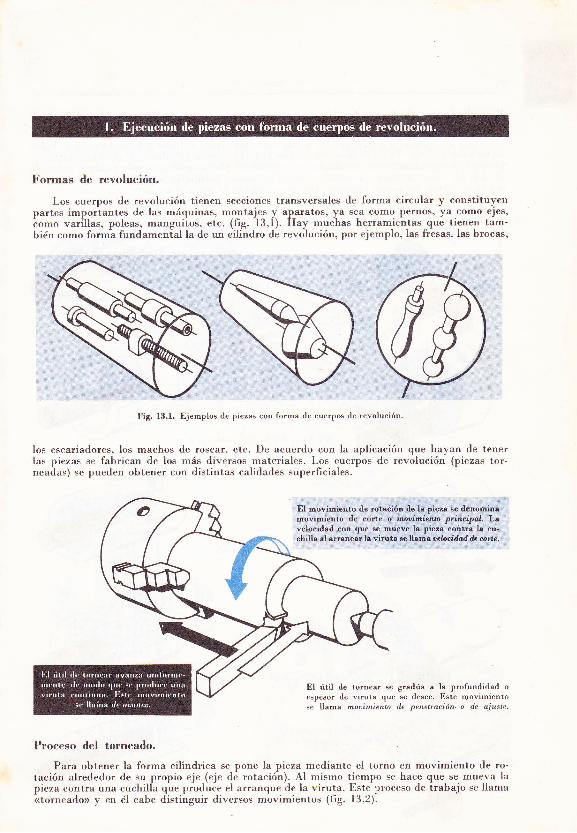
Formas de revolución.
Los cuerpos de revolución tienen seccit¡nes transversales de forma circular y constituyenpartes importantcs de las máquinas, montajes y aparatos, ya sea como Pernos, ya .como eJes,
io-o rarillas. poleas. manguitos. etc. (fig. l3"l¡. Hay muchas herramienlas que tienen lam-bién como forma iundamenial la de ur cilindro de revolucií,n. por ejemplo. las fresas" las brocas,
Fig. 13,1. Ejemplos de piezas con forma de cuerpos de ¡evolución.
los escariadores, los rrachos de roscar, etc. De acuertl,, con la aplicación que hayan de tenerlas piezas se fabrican de los más diversos materiales. Los cuerpos de revolución (piezas tor-neatlas) se pueden obtene¡ con distintas calidades superficiales.
El movimiento de rotaciól de la pieza se denomi¡¿movimieDto de co¡te o mooimiinto principal, Lavelocidad con que se mueve la pieza contro la cu-chilla a[ arranca¡ lá viruta se llema r¿lociiloil de co¡te.
El útil de to¡nea¡ se
rspesor de viruta quese llama mooímiento
gradúa a Ia profundidad ose desee. Este movimiento
ile penetración. o de ajustr:.
Proceso del torneado
Para obtener la forma cilíndrica se pone la picza mediante cl torno en movimiento de ro-tación alrededor de su propio eie (eje de rotación). Al misrno tiempo se hace que se mueva lapieza eontra una cuchilfa que produce el arranque de la viruta. Este lroceso de trabajo se llama<<torneado>> y en él cabe tlistinguir diversos movirnientos (fig. l:1,2).
dP,
I
l4 Máquinas
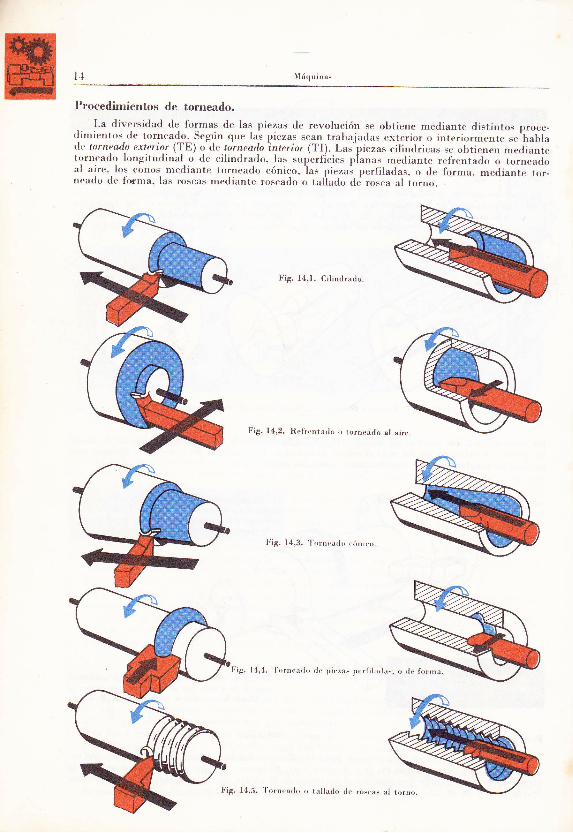
Procedimientos de torneado.La diversidad de formas de las piezas de revolución se obtiene mediante distintos proce-
tlitrtietrlos de torneatlo. Según que lai piezas sean trabajadas exterior o interiormente se'habladt tornlaio exlerior (TE) o de lornpatlo'intcrior (Tl). Las"piezas cilindricas se obtienen medianteIortttatlo I,rngiludinal.o tle cilindratlo. las superficies planas mediante refrentado o torneadoal airr'- los conos mcdiante lorneatlo cónico. las piezaÁ perfiladas" o de forma, mediante tor-neatlt¡ de frxma, las roscas mediante roscado o taüado de ro.ca al irr.ro.
Fig, 14,I. Cilindrado.
Fig. 14,2, Refrcnrado o torneado al
Fig. 14,3. Torneatlo r.rinico.
Í'ig, 14,4. Tornraclo de ¡riezas perlilarlas, o rle lo¡ma.
Fig. 14,5. Torneado o tallado tle ¡oscas al torno
Tornos de distintos tipos Movimientos al tornea¡
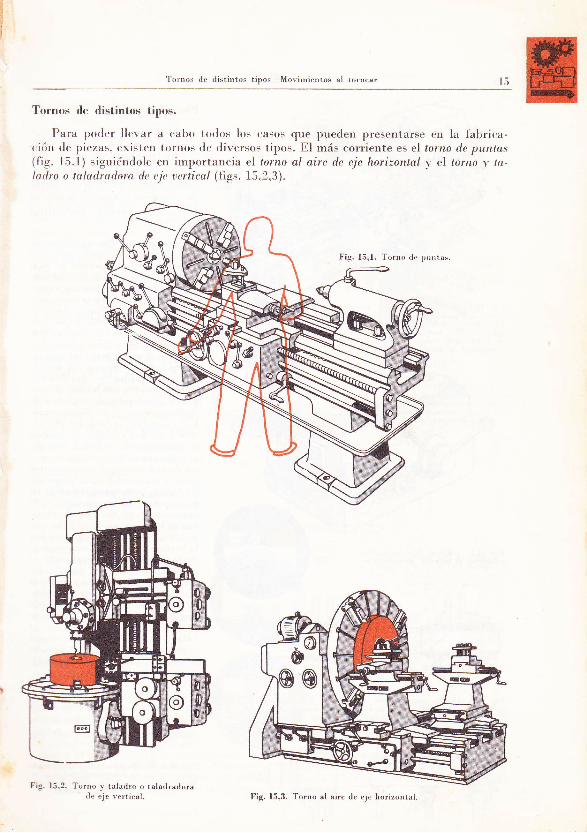
Tornos de distintos tipos.
Para podcr llevar a cabo todos los casos que pueden presentarse en Ia fabrica-ciórr de piezas. existen tornos de diversos tipos. El más corriente es el for¿o de pu.ntus(fig. l5.l) siguiéndole en irrrportancia el torno al airc- de eje, horizontal y el torno y ta-ladro o taludrodoro cle eje tertical (ligs. 15.2.3).
[5.2. To¡no y talatlro o laladrado¡ade eje vertical.
l5
Torno de ¡rultas
Fig. f5,3. Torno al aire dc eje horizontal.Fig.
ló Máquinas
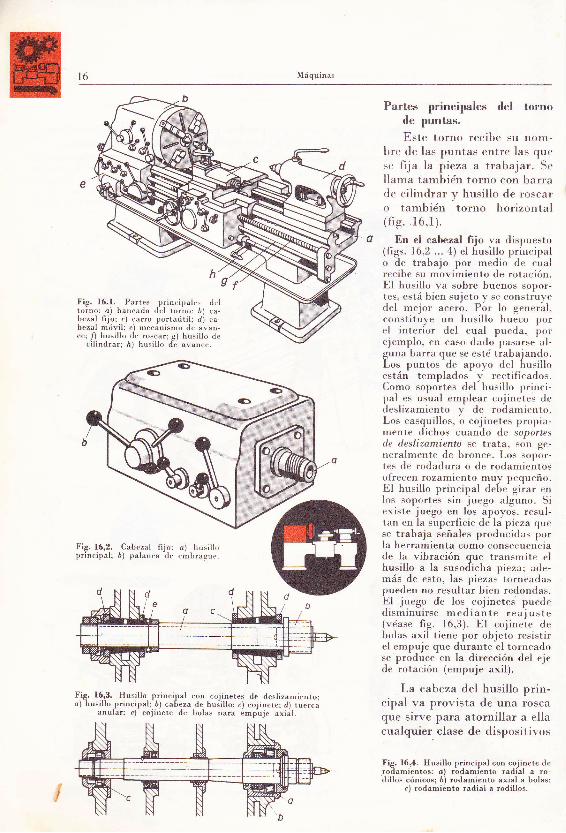
Fig. ló.1. Parte. ¡,rin, i¡'al"- ,1,.1
tornu: o) barreada d,l lurrro: á; ra-bezal fijo; c) carro portaútil; d) ca-bezal mi,r il: e) mecanismo tle ar an-( ci /) hu"illo rle ro.car: g) husillo d.
cilindrar; /r) husillo de avance.
Cabezal lijo: o) husilloó) palanca de embragrr,.
Partes principales del tolnode puntas.
Este torno recibe su nom-bre de las puntas entre las quese fija la pieza a trabajar. Se
llama también torno con barrade cilindrar y husillo de roscaro también torno horizontal(fig. 16,1).
Cl En el cabezal fijo va dispuesto(figs. 16,2 ... 4) el husillo priucipalo de trabajo por medio de cualrecibe su movimiento de rotación.El husillo va sobre buenos sopor-tes, está bien sujeto y se construyedel mejor acero. Por Io general.constituye un husillo hueco porel interio¡ del cual pueda, porejemplo, en caso dado-pasar-.e-al-guna barra que se esté t rabajando.Los punlos de apol'o del hu-illoestán templados y rectificados.Como soportes del husillo princi-pal es usual emplear cojinetes dedeslizamiento v de rodamiento.Los casquillos. o cojinetes propia-mente dichos cuando de .soporlesdc deslizamicn o se lrata. son ge-neralmente de bronce. Lo. s,,pór-tes de rodadura o de rodarnientosofrecen rozamjenlo muy pequeño.El husillo principal debe girar enlos soportes sin juego alguno. Sieriste juego en los apolr,s- re¡ul-tan en la superficie de la pieza quese trabaja señales producidas porla herramienta como t,onsecuenciade la vib¡ación que transmite elhusillo a la susodicha pieza; ade-más de esto. las piezas torneada-pueden no resultar bien redolrdas.El juego de los cojinetes pu,.tletlisminuirse mediante reajuste(véase fig. 16,3). El cojinete debolas axil tiene por objeto resistirel empuje que durante el torneadose produce en la dirección del ejede rotación (empuje axil).
La cabeza del husillo prin-cipal va provista de una roscaque sirve para atornillar a ellacualguier. elase de disposit ivos
Fig. 16.4. Husillo principal con cojincie de¡odamienlos: o) rodamiento radial a ro-dillos cónicos; ó) rodamieoto axial a bolas;
c) rodamiento radial a rodillos.
Fig. 16,2.principalr
fI
Fig. 16.3. Husillo prineipal eon coiinere" de de,lizamienru:o) hu.illo principal: ó) cabeza de hu.illo: r) coiinerc: d1 ru"rra
anular: e) eojinete de bolas »ara empuJe a\ial.
Partes del torno de puntaa-Mecaniamos par¿ variar las revoluciones T7
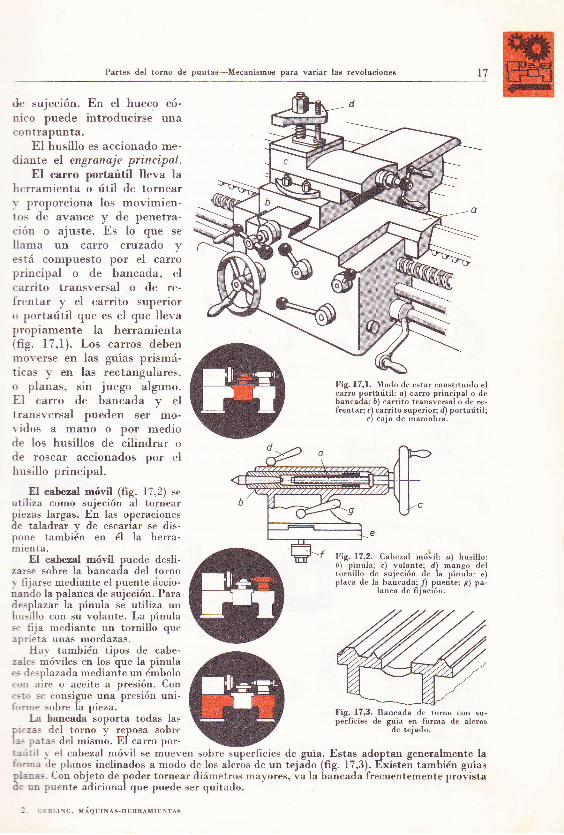
& sujeción. En el hueco có-nico puede introducirse unacontrapunta.
El husillo es accionado me-diante el engranaje principal.
El carro portaútil lleva laherramienta o útil de tornearv proporciona los movimien-tos de avance y de penetra-ción o ajuste. Es lo que se
llama un carro cruzado yestá compuesto por el carroprincipal o de bancada, elcarrito transversal o de re-frentar y el carrito superioro portaútil que es el que llevapropiamente la herramienta(fig. 17,1). Los carros debenmoverse en las guías prismá-ticas y en las rectangulares,o planas, sin juego alguno.El carro de bancada y eltransversal pueden ser nlo-vidos a mano o por mediode los husillos de cilindrar ode roscar accionados por elhusillo principal.
El cabezal móvil (fig. 17,2\ seutiliza como sujeción al tornearpiezas largas. En Ias operacionesde taladrar y de escariar se dis-pcne también en él la herra-mrenta,
El cabezal móvil puede desli-za¡se sobre la bancada del tornov fijarse mediante el puente dccio-nando la palanca de sujeción. Paradesplazar la pinula se utiliza unhusillo con su volante. La pínulase fija mediante un tornillo queaprieta unas mordazas.
Hay también tipos de cabe-zales móviles en los que la pínulae desplazada mediante un émbolocon aire o aceite a presión. Conesto se consigue una presión uni-forme sobre la pieza,
I-a bancada soporta todas laspieza. del torno y reposa sobrcla. patas del mismo. El carro por-
Fig. l7rI. Modo de estar constituido elcarro portáúlil: o) carro principal o debancadal á) carrito transve¡sal o de re-frentar: r) carrito superior: d) portaútill
e) caja de maniobra.
Fig.17,2. Cabezal mólil: o) husillolá) pínula; c) volante; d) mango deltornillo de sujeción de la pínula: e)plaea de la. baneada: ¡[) puentc: g) pa-
lanca de iUacrón.
Fig. 17,3. Bancada de torno con su-perficies de guía en forma de aleros
de tejado.
taútil v el cabezal móvil se mueven sobre superficies de guia. Estas adoptan generalmente Iaforma de planos inclinados a modo de los aleós de un teja"do (fig. 17,3). Érist"í también guíasplanas. Con objeto de poder tornear diámetros mayores, va la bancada frecuentemente provistade m puente adicional que puede ser quitado.
l. crar¡sc. uipurxes-xrnnaurnnres
fr-;
IB Máquinas
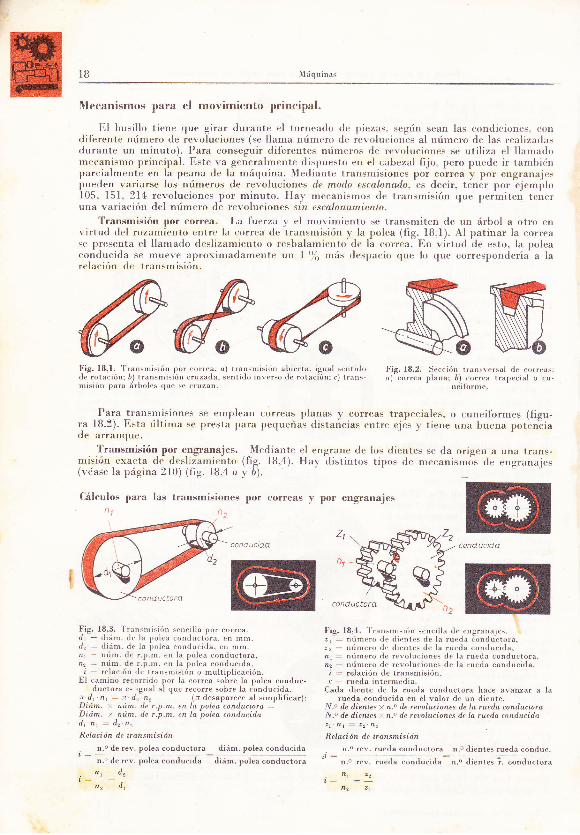
Mecanismos para el movimient(, prin<:ipal.
El husillo tiene que girar durante el torneado de piezas, segrin sean las condiciones, contliferente número de revoluciones (se llarna número rle rrloluciones al número de las realizadasdurante un minuto). Para conseguir diferentes números cle revoluciones se utiliza el llamarlrmecanismo principal. Este va generalrnente dispuesto en el cabezal fijo, pero puede ir tambiénparlialmenle en la peatta de la nráquina. !letliarrle lranslnisiones por correa y por engrana.ie.pueden variarse los números de revoluciones de. modo escal.onüdo, es decir, tenér por ejemplo105, l5l,214 revoluciones_por minuto. Hay rnecanismos de transmisión que permiten teneruna variación rlel número de revoluciones sin escalonamip.nto.
Transmisión por correa. La fterza y el movimiento se transmiten de un árbol a otro enr irtud tlcl rozamiertto entre la correa de transmisiírn y la polea (fig. 1B,l). Al patinar la correase presenta el llamado deslizamiento o resbalamient¡r de Ia errrrea. En virtud de esto" la poleaconducida se mueve aproximadamente un I of, más despacio que lo que correspondería a larelación de transmisirin.
nl
Fig. 18.3. Tran-n¡i.ión .encilla pur r',rrr,,a.,/, diám. de l¿ pol, a , on,lu"ti,ra. ,:rr rnm.dj diám. d" la i,olea eondu,,itla. "n mm.n¡ núm. de r.p.m. en la polea eonductora-4 - núm. de r.¡.rn. en la pul"a conducida.i relaci,in de tran-nri:ión o multipli, a, i,in,
El , amino recorrido 1,ur la .orrea so6re la polea ronduc-duetora es,grrl ,l qr" r.eurre 'obre la e'onducida.
t dL nt . t d¿ n. (rdesaparere al.implifiear):Didm. nú¡n. dc r.p-m. cn lo poloa rondueto¡o ..Diám. núm. dc r.p.m. en lo polea ronduridad, n, : ir' n"
Relación de ¡ansmisión
.tutd,tuP ¿1
.nt22
42 4t
n.o de rew. polea conductoran.o de rev. polea conducida
##d-NwFig. 18,1. T¡ansmisií¡n por correa. u) trarrsmi.iirrr aLirrta. igual sentirlorie rotación; á) transrrisión cruzada- sentrdo inr ersu de rotación: c) trans-misirin para árboles que se cruzan.
Para transmisiones se emplean correas pla_nas y correas trapeciales, o cuneiformes (figu-ra lB"2). Esta última se l)resta para pequeñas distancias entre ejés y tiene una buena poten;iade arranque.
. Transmisión po.r engranajes. _\lediante el engrane de los rlientes se rla origen a una lrans-misión eraela de rleslizam.ien.to (fig. IB.4). Hay rlislintos tipo. dc me,.anismo. de engranajes(r e ase la ¡rágina 210) (l'ig. lB.4 a y b).
conduc¡da
diám. polea conducida
diám. polea conductora
conducKla
conductora
Fig. l8'{. lransrnisirin senr:illa dt rngrana.jc-..zr : número dc dir:¡tes de Ia rueda conductora.:2 : número de dientes de la rueda conducida.nr : número de revoluciones de la rueda conduetora.¿¿: número de revoluciones de la rueda conducida.i: relación de transmisión.c: rueda inte¡media.
Cada die¡te de la ¡ueda conductora hace avanza¡ a larueda conducida en el valor de un diente.
N.p de ¡lientes x n.,' ile reooluciones de la rueda coniluc¡o¡aN.o de dientes r n.o d.e re»oluciones d.e la ¡ued.a cond.ucidaZt.nr : 22- n2
Relación de trqnsmisiónn.o rev. rueda conductora n.o dientes rueda conduc.
n.o ."r.-*d" "o.d*ida n.o dienles
-i-ondr"tor"
Fig.18,2. Sección t¡ansve¡sal de co¡rtas:a) correa plana; ó) correa trapecial o cu-
neiforme.
Correas y ruedas dentadas Mecanismo de cono de poleas con engranajes
Mecanismos escalonados.
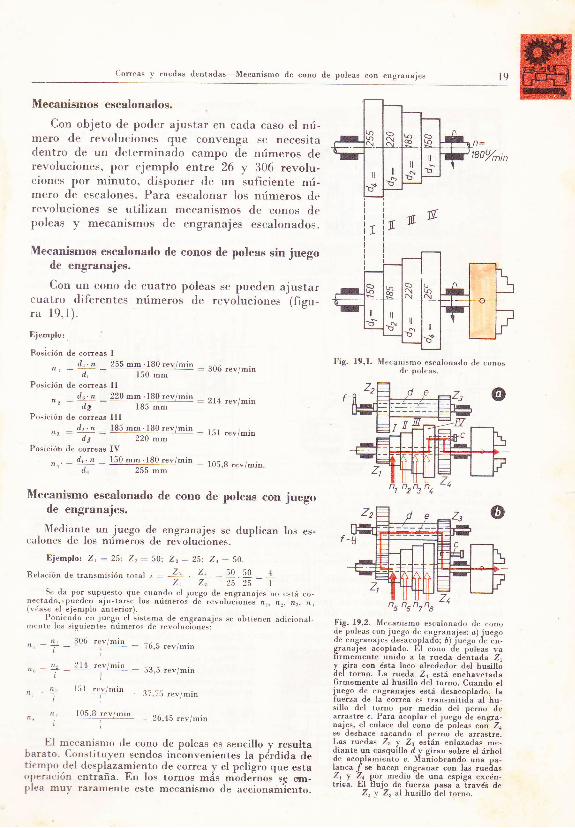
Con objeto de poder ajustar en cada caso el nú-mero de revoluciones que convenga se necesitadentro de un determinado campo de números derevoluciones, por ejemplo entre 26 y 306 revolu-ciones por minuto, disponer de un suficiente nú-mero de escalones. Para escalonar los números derevoluciones se utilizan mecanismos de conos dcpoleas y mecanismos de engranajes escalonados.
Mecanismos escalonado de conos de poleas sin juegode engranajes.
Con un cono de cuatro poleas se pueden ajustarcuatro diferentes números de revoluciones (figu-ra I9"l).
Ejemplor
Posición de correas I¡1.. n 255 mm.l80 revrminn _--- : JUO rev',mtndr 150 mm
Posición de co¡reas II
" - - d+: 220 m¡m 180 rer/-it - 214 ..r,-ind2 I85 mm
Posición de correas IIInl 4', _ lt!-gl!!!r.l-.!": tst ¡ev/min" d¡ 220 mm
Posició¡ de co¡reas IV
"'':* : los'B¡ew/min'
Mecanismo escalonado de cono de poleas con juegode engranajes.
Mediante un juego de engrana.jes se duplican los es-lalones de los números de revoluciones.
Ejemplo: Z¡ :25l Zz - 50 Zs:25 24: 50.
Relacién de transmisión t.tal i : Z'. Z. - 50 ,50 421 zx 2s25 I
Se da por supuesto quc.uando el juego de engranaie- no e<tá.o-nectado..'pueden ajustar:e los números dá revr,lueiones n.. n.-. n1. n IfrÉase el e.jemplo antPrior).
Ponicndo in ju"go el ¡islema de engranaies se obtienen adicional-merrl, los siguientes ñúmero- de r.volueion.s:-
- nt 306 rcr /min. -
- ,o.5rev/min¿i- n2 214 ¡er/minn^ oJ.5 rer min¡;_ nr l5l rev/min
t',
n- a, los.Q ¡¡y7¡1ln ::o.45 r.v minilEl mecanismo de cono de poleas es sencillo rr resulta
barato. Constituyen sendos inóonvenientes la pdrdida detiempo. del desplazaaiento de correa y el peligro que estaoperación entraña. En los tornos más ,nodeinos se em-plea muy raramente este mecanismo de accionanniento.
Fig. 19,1. Mecanismo escalonado de conos
o
Fig. 19.2, lfecaoiomo e¡,.alonadu de cunude polea. ron juego de engranajes: a) iuegode engranajes de§acopladó: ó¡ iu.q" de c;-granajes acoplado. El cono de poleas rafirmemente unido a la rueda dütada Z,y gira eon ésta loco alrededor del husillodel lorno. La ¡ueda Z¡ está encbavetadafirmemente al husillo del to¡no. Cuando eliuego de ensranaies está desacoolado- lalueiza de la"eorria eB transmirida al hu-oillo del to¡no por medio d.l perno dearrastre a. Pa¡a aeoplar el juego de engra-najes. ql q¡[¿¡¡ del cono de póleas eon Znse-deshace sacando el pernd de arra.lre.Las ruedas Z, y Zx esián enlazadas me.dia¡te un
"asqrillo d y gian sobre el árbolde acoplamiento p. Mañiobrando una ua-lanca ¡f se hace¡ engranar con las rueáasZ¡ y Za por medio ?e una espiqa excén-trica. El flujo de fuerza pasa a'iravés de
Z, y Z" al husillo ilel rorno.
de poleas.
frs D6ffzDo
20 Máquinas
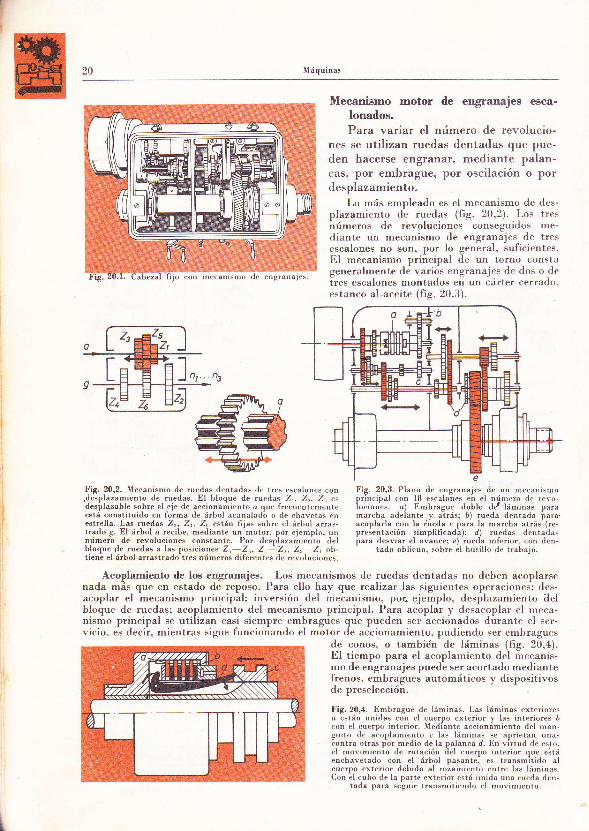
Mecanismo motor de engranajes esca-lonados.Para variar el número de revolucio-
nes se utilizan ruedas dentadas que pue-den hacerse engranar, mediante palan-cas, por embragueo por oscilación o pordesplazamiento.
Lo más empleado es el mecanismo de des-plazamiento de ruedas (fig. 20,2). T.os tresñúmeros de revoluciones conseguidos me-diante un mecanismo de engranajes de tresescalones no son, por lo general, suficientes.El mecanismo principal de un torno constageneralmente de varios engranajes de dos o deires escalones montados en un cárter cerrado.estanco al.aceite (fig. 20"3).
Fig.2O,2. Vecanismo de ruedas dentadas de lres escalone- cqn Fig. 20.3. Plano de engranaje. de un rrrelarrsr¡ro.desplazamiento de ruedas. El bloque de rueda. Z. 2,,. Z, e, prineipal con lB e.ealo-ne. en el número de revo-desirlazable sobre el eje de accionamiento c que frecueglement. luciones. o¡ Embrague doble dC Iámina. paraestá constituido en forma de árbol acanalado o de charetas en marcha adelante y ai¡ás; á) rueda denlada paraestrella. Las roedas 22. Z'. Z- están fija. sobre el á¡bol arras- acoplarla .on la iúeda r para la marcha arrás'(re-trado g. El á¡bol o recibe. medianle un motor. por ejemplo. un preienlaeión simplificadá): d¡ ruedas dentada.núme¡o de revoluciones .onstante. Por desplazamiento del para desviar el avance; e) ¡ueda inferior, con den-bloque-de-ruedas a las posiciones Z Z^- Z,-Zr- Z" Z, ol¡- ' tado oblicuo. sobre el hu.illo dc trabaju.tiene el árbol ar¡a¡trado tres números diferente. de reroluciones.
Acoplamiento de loe engranajes. Los mecanismos de ruedas dentadas no deben acoplarsenada más que en estado de reposo. Para ello hay que realizar las siguientes operaciones: des-acoplar el mecanismo principal: inversión del mecanismo, pol, ejemplo, desplazamiento ilelbloque de ruedas; acoplamiento del mecanismo principal. Para acoplar y desacoplar el meca-nismo principal se utilizan casi siempre embragues que pueden ser accionados durante cl ser-vicio" es decir, mientras sigue funcionando el motor de accionamiento, pudiendo ser embragues
de conos, o también de láminas (fig. 20,a).El tiempo para el acoplamiento del mecanis-mo de engranajes puede ser acortado mediantefrenos, embragues automáticos y dispositivosde preselección.
Fig,20,4. Embrague de láminas. Las láminas exterioreso e¡tán unidas eon el cuerpo cxterio¡ y la. interiore. óron el ¡uerpo interior. Mediante acrionamienlo del man-guito de aeoplamiento. las láminas se aprietan una:aontra otrd por medio de la palanea d. En virtud de esto.el movimienio de rotación áel cu.rpo interior que eltáencha\etado con el árbol pasante. e6 transmitido alcuerpo exierior debido al rozamiFnto entre las lámina".Con el cuho de la parte cxlprim pstá rrnida una rueda den-
lada para seguir transmitiendo el movimipnru.
Mecanismos de engranajes Mecaniemos regulables 8in escalonamiento
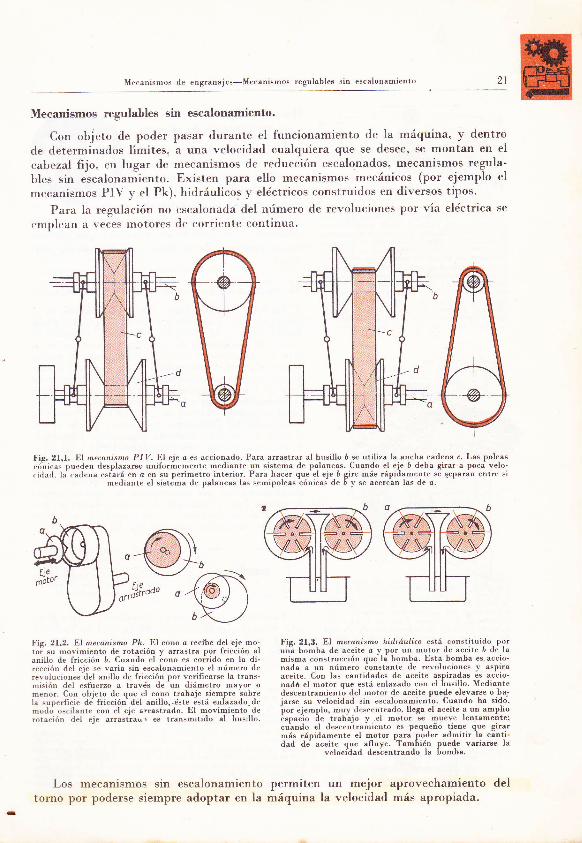
Mecanismos regulables sin escalonamiento.
Con objeto tle poder pasar durante el funcionamiento de la máquina, y dentrode determinados limites, a una velocidad cualquiera que se desee' se montan en el
cabezal fijo, en lugar de mecanismos de reducción escalonados, mecanismos regula'bles sin eicalonamiento. Existen para ello mecanismos mecánicos (por ejemplo el
mecanismos PIV y el Pk), hidráulicos y eléctricos construidos en diversos tipos.
Para la regulación no escalonada del número de revoluciones por vía eléctrica se
emplean a veces motores de corriente continua.
2t
!ie.2l,l. Elmc¡onismoPlV.Eleie¿esaecionado.Paraarrastraralhr¡silloáseulilizalaanchacadenar.Laspoleas,,ioica. I,u.den d.splazar"e uniformemente mediante un 6istema de palancas. Cuando el eje ü deba girar a poea velo-,i,la,l. la,ad.na e-ia¡á en o en su perimetro interior. Para hacer que el eje ó gire má. rápidamente se separan enlrF si
nrediantc cl sistema de palan.as la' semipoleas cónica. de ó y se acerean las de o.
Nb
Fig, 21,2. El mctanismo Plc. El cono a reclbe del eje mo-to; su movimiento de ¡otación y arrastra por frieción alanillo de f¡icción ü. Cuando el iono "s coirido en la di-rección del eie se varia.in escalonamiento el número dereroluciones del anillo de friceión por veriñcarse la tran.'mi-ión del esfuerzo a través de un diámet¡o mayor omeno¡. Con obieto de oue el cono trabaie siempre iobrela .uperficie de' fricción' del anillo..éste istá enfazado.demodo o.cilante con el eie a"raslrado. El movimiento derotaeión del "j" ar.a.úa, ' cb transmilido al hu.illo.
'o,,5llooo
Los mecanismos sin escalonamientotorno por poderse siempre adoptar en la
Fig.2l,3. El mcranismo hid¡áulieo cslá corrsliluidu Poruná bomba de aceite d y por un motor de aceile ü de lamisma construcción que lá bomba. Esta bomba es. accio-nada a un número ion.tante de retolueiones y aspiraaceite. Con las cantidades de aeeite aspiradas e" aeeio-nadó el motor oue está enlazado eon el husillo. Mediantedescentramientó del motor de aceite puede elevarse o ba.-
iar.e su velocidad sin esealonamien[o. Cuando ha sido.bor "iemplr, muy descenlrado, llega el aeeite a un amplioi"pu.'io i" trabajo 1 el molor ie mueve lentamente:cuando el de¡eeniramiento e6 pequeño tiene que gira¡más ráoidamente el motor oara pode¡ admiti¡ la canti-dad de' aceite oue afluve. 'También puede va¡ia¡se la
veloeihad desáentrando la bomba,
;@»
permiten un mejor aprovechamiento delmáquina la velocidad más apropiada.
Í
22 Máquinc
.L .-/)o0 w+'P L-l-l
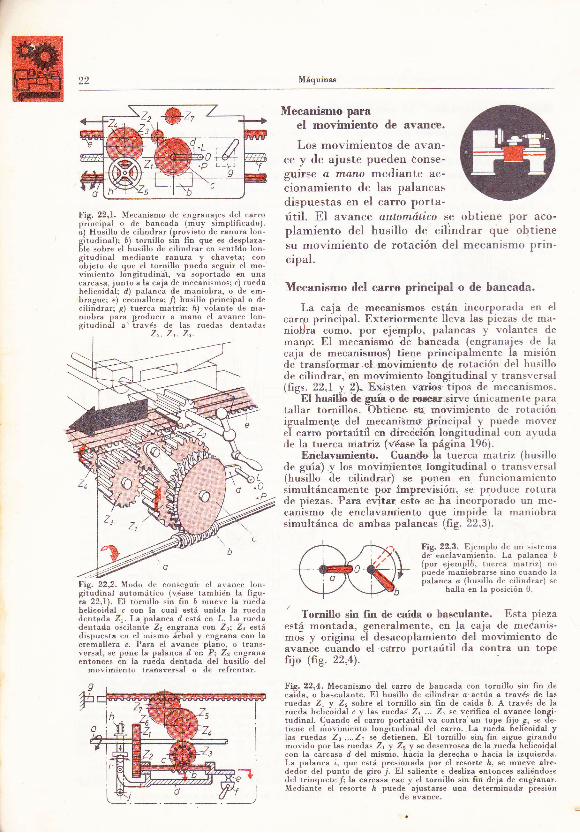
Mecaniemo paraeI movimiento de avance.
Los movimientos de avan-ce y de ajuste pueden conse-guirse a mano mediante ac-cionamiento de las palancasdispuestas en el carro porta-
Fig. 22.1. \leeanismo de engranajes del earroprincipal o de bancada (muy simplifieado).á) HuÁillo de cilindrar (provisto de ranu¡a lon-gitudinal)r á) tornillo sin fin que es desplaza-6le sobre e[ husillo de cilindrar en sentldo lon-gitudinal medianle raDura y chavcta: ronóbieto de que el tornillo pueda seguir el nro-vimienlo longitudinat. va soporlado en unaearcasa. iunto a la caja de mecanismos: c) ruedahelieoidál: d¡ palanca de maniobra. o de em-brague; e) cremallera; fl husillo principal o decilindrar; g) tuerca matriz; [) volante de ma-niobra para producir a mano el avance lon-gitudinal a't¡avés de las ruedas dentadas
2,.2,.2".
Fig. 22.2. Modo de con.eguir cl a\an.c lun-grtudrnal automátiro (véase lambién la figu-ra 22.1). El tornillo sin fin ó muere la ruedahelicoidal r con la cual e6tá unida la ruedadentpda Z', La palanca d está en l. La ruedadontada osÓilante 22 enrrata coa ZB; Za estádispuesla en el mismo árbol y engrana con lacremallera c. Para el avance plano. o trans-ve¡sal. se pone la palanca d ea Pi 22 ergranaenfonces en la rueda dentada del husillo del
movimiento trailsyersal o de refrentar.
útil. El avance automdtico se obtiene por aco-plamiento del husillo de'cilindrar que obtienesu movimiento de rotación del mecanismo prin-cipal.
Mecanismo del carro principal o ile bancada.
La caja de mecanismos están incorporada en elcarrp principal. Exteriormente lleva las piezas de ma-nioBrá comb, por ejemplo, palancas y volantes demano'. El mecánismó dé bancada (engranajes de lacaja de mecanisúas) tiene principalmEnte la misiónde transfor¡nar.eLmovimiento de rotación del husillode cilindrar, en movimiento lorgitudinal y transversal(figs. 22,1 y 2)- Existen varios tipos de mecanismos.
El husillo (le guía o de rosoarsirve únicamente paratallar tornillor.'i)bti"re ñ{ rilovimiento de rota;iónigualmente del mecanismo principal y puede moverel carro pbrtaútil en dire<ición longitudinal con ayudade la tuerca matriz (vóase Ia página 196).
Enclavqmiento. Cuando la tuerca matriz (husillode guía) y los movi4ient-os. lilngitudinal o transversal(husillo de cilindrar) se ponen en funcionamientosimultáneamente por lmprevisión, se produce roturade piezas. Para evitar esto se ha ineorporado un me-canismo de enclavamiento que impide la maniobrasimultánea de am-bas palancai (fig. 22,3).
I'ig 22,3. Ejemplo de un sistemade enclavamieoto. La palanca ó(por eiempl6, tue¡ca matriz) noouede'maniobra¡se sino cuando laiulu."u o (huaillo de cilindrar) se- halla en la pmición 0.
Tornillo sin fin de caída o basculante. Esta piezaestá montada, generalmente, en la caja de meianis-mos y origina el desacoplamiento del movimiento deavan¿e cuándo el cárro portaútil da €ontra un toP€fijo (fig. 22.a).
F'8.22,4, Mecanismo del ea¡ro de bancada con tornillo sin fin decalda- o basculante. El husillo ile cilindrar @ actúa I través de lasrued,is Z, y Z, sobre el tornillo sin fin de caida ó. A través de larueda helicbidal r y las iuedas Zo ..- Z, se verifica el avance longi-tudinal. Cuando e[ carro portaútil va coDtra un tope fijo g. se de-tiene cl áovimienlo longitudinal del ca¡ro. La rueda helicoidal ylas ruedas 2"....2¡ se detienen. El tornillo sir¡¡ fin sigue girandomowido por las ¡¡edas Zr y 22 y se desenrosc¿ de la ¡ueda helicoidalcon la cá¡casa d del mimio, hácia la flerecha o hacia la izquierda.La palanca i, que está presionada por el tesorte Ir, ee mueve alre-dedór del puntó de giro-j. El ealienle ¿ desliza entonces saliéndosedel trinquéte.¡/l la caicasa cae y el tornillo sin fin deja de engianar.Mediante el resorte h puede ajustarse una determinada presión
de avancc.
*
X{cranisrno ilc avance Mccanismo de engranajes para el avance ¿J
Mecanismos de avance.
El avance da origcn al espesor de viruta v se mide en
milímetros por rev;lución de Ia pieza (urm/rev) (figu-
ra 23.1). Los distintos trabajos de torno exigen avances
dif'erentes, por ejemplo para el desbastado se emplean
avances de Ó,5 mm/rev, Para el afinado 0.1 mm/rev. Para
un avance grande. el husillo de cilindrar tiene rlue girarmá. rápidamenlc que Para un() pequr'ño.
Si. nor eiemplo. Dara u¿n. revolución de-l husillo de cilindra¡.".l".oi"ru á" l'*"i el carro portaherramienlas a causa de la.".lr"Jió, del carro d. l,ancadá, cuando se pide un avance do
I mm/rev, el husillo de cilindrar tendrá-que,dar una revoluciónpur^ ioo revolución de la pieza, si se pide 0.5 mm/rev, l/2 revo-iución, si 0,25 mmTrer. l14 de revolución'
Los distintos números de revoluciones necesarios en el husillo de cilindrar se consiguen
"o .r-i*J ¿e mecanismos de avance, de los que existen distintos tipos. El accionamiento del
mecanisrno de avance se deriva del accionamiento princip-al'
Fie.23,2. Mecanismo de,r'ánce por medio de co_rreas: ai husillo de cilin-
drar; ü) correa.
Fis. 23.3. lVleeanismo de ruedas cambiable.: a) husillode"cilindrar: b) mecanismo de inversión (véase fig.24'2):
2, | 2,, 2". Z¡. ruedas cambiables.
Cono de poleas para el avance.
El número de revoluciones del husillo de cilindrar se varía desplazando la correa
(fig. 23,2). Como los avances pueden resultar poco precisos debido al deslizamientode la correao este mecanismo se emplea ya poco.
Mecsnismo de engranajes para el aYance.
Las ruedas dentadas garantizan una transmisión segura del movimiento y con
el.lo avanees exaetos.
Mecanismo eon ruedas de recarnbio (fig. 23,3). El accionamiento del husillo de
cilindrar se efectúa mediante ruedas dentadas recambiables. Para conseguir velo-
cidades variadas, y con ello los avances deseados, hay que cambiar las medas cada
vez. El procedimiento resulta muy engorroso.
Fis.2B.l. t,l ararr,.e s tla ,,rrg,.rral c"pesor de rirula 1el aran,ie rs. ha dibuiad,' mu\ aumenlad¡¡).

Herrarnie n I a
II
24
oliy.21,l. o) Mtcanismo de aranr:r \orton. El husillo de cilinrlrar a lleva las ¡uedas Zr Z), Z¡ 2,. Sobre el árbol ü.que e\ accionadu por el husillo portaútil, está dispuesta, de modo desplazablc por ranura y chaveta, la ruetla s. E-staengrana cor¡ la rueda e.cilante Z. Accionardo la palanca oscilante c. puede hacerse engranar la rueda oscila¡te conlas ruetlas esealonada: 21... Z . Despué, de eada maniobra se rclicne cl balanlin m"tliante una espiga quc encaja cn
el agujero correspondiente a cada posición. ü) Vista exterior de un mccanismo Norton.
Mecanismo de chaveta móvil. En este mecanismo se hacen engranar entre siruedas dentadas de distintos tarnaños. en virtud de una chaveta móvil. Por estemedio puede aiustarse rápidamente el avance que se desee.
El mecanismo Norton (fig. 24,1) se suele llamar también mecanismo de ruedaoscilapte. Mediante una palanca oscilante puede hacerse engranar una rueda conruedas dentadas de diferentes tamaños. Con ello se varían los números de revolu-ciones del husillo de cilindrar y también los avances mediante una maniobra de rnuycorta duración.
Mediante un mecanisrio de ruedas desplazables puede conseguirse también re-gular el avance.
Los mecanismos de chaveta móvil, de Norton y de ruedas desplazables se encuen-tran frecuentemente reunidos en las cajas de engranajes para el avance. con lo cualpueden establecerse gran cantidad de avances.
Mecanismos de inversión de marcha.Con objeto de hacer gue el carro
portaútil pueda correr de derecha a
izguierda o de izquierda a derecha,t.iene que poderse invertir el sentidode giro del husillo de guía y de cilin-tlrar, o el del tornillo sin fin de caida.Esta misión la cumple el mecanismode inversión de marcha o de avance.La variación del sentido de giro se
produce, generalmente, intercalandootra rueda dentada. Existen meca-nismos inve¡sores de distintos tipos(fr1.24,2).
FiX.21,2, l{ecanromo d" inrersión leorazón dn inrersión). La¡uéda dentada ó tiene el mismo númerc de revoluciones quela a. Respecto a emplazamienlo del mecanismo inversor.
vdase la figura 23.3.
M¿rterial de [a herramienta
Herramientaá para tornear.
Para el arranque de virutas se utilizan herramientas de corte (herramientas para
torno) y las cuchiilas o cinceles de tornear'. La eficiencia de las herrarnientas depende
del m,aierial tle que están hechas" y de la forma del filo'Materiales de las herramientas de torno.
El material tiene que reunir las siguientes
en calicnte t' resistencia al desgaste.
propiedades: drtreza, tenacidad. dureza
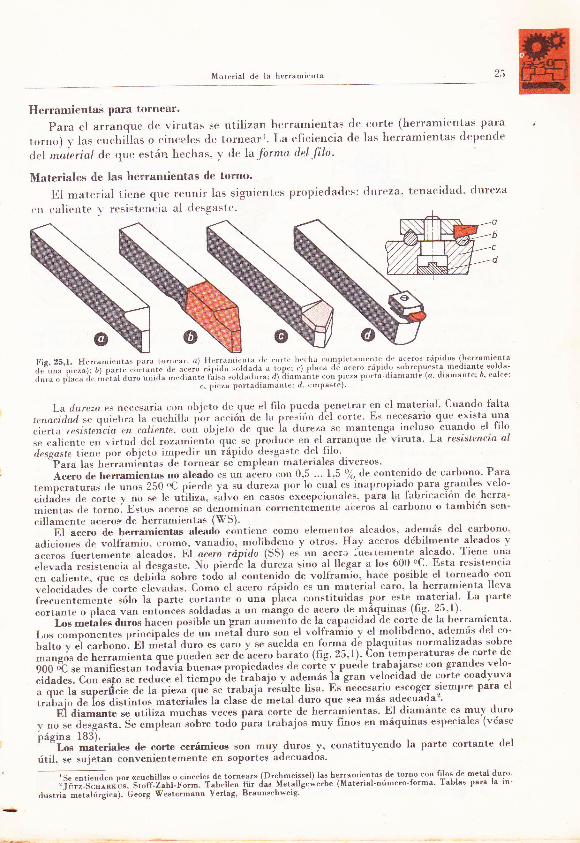
Fio- 2.5-l- Hcrranaerta. t,ara tr,r¡r.ar. a) llrrrarrrr,.rrta ,le ,,,rr. lrr., lra , ¡,rnl'lcrdtlpnle de a, ero. rá¡,idos (herramienta
,i:-;il':i.;:rl;",";;;ij:,j;i;;,; J; "."..i,ipi¿,.,,laada a ropr:,¡ ¡,ta,.a di a,ero rápido s,,l,repu."ia mcdianre "olda-
.lura. r,laca.l" *ital .1,'o unida m"dianre ral;;.'?j;iil;;,];l'"ii::[;;,iXi:" Purra'(rramanre rd' o¡amante: o' car(e:
La durrza es ne,.esaria con oLieto de que "l filo pueda penelrar en el material. cuando falta,"nori,tii ,," qri.bru l, cu,,lrilla plr a""ió, de la presión dil c.rte. Es necesario qr" t.i.t1llll,li.ri",u.irro,ria cn ealientc" cun objeto de que ia dureza se mantenga.incluso cuando el lilo,"
"uli".rt" en vi¡tucl del rozamiento"qrr" ," pioduce en el arranque de viruta. La resistencia al
ipsgastc liene p,r ob.ieru imperli. un iápido-d"sgaste tlel filo''P".u lr. hárramiántas dá to..ear se empleañ maleriales dir ersos'
Acero de herramientas no aleado ". .,, ,á".o con 0,5 ... 1,5 lo de contenido de carbono. Para
r"-p"*t'rrr. de unos 250 áC pierde ¡a su dureza por lc, cual e.-inaprop.iado,para grandes velo-
"iJía". j"
"á". i no ." t" ,iiliru. ül*o "r,
casos'excepcionales. pára la labrieación de herra-
;iJ; á; ;;;l Eito. """ro. se denominan corrienteinente aberbs al carbono o también sen-
cillamente aceros. de herramientas (WS).-- ni r.."o de herramientas alead'o cóntiene como elementos aleados, además del carbono,
adiciones de volframio, cromo, vanadio, molibdeno y otros. Hay aceros débilme-nte lleados y,"".". ir"i,"-ente aleados. El acero rripido (SS) es un a¡err Írrt, ternenle aleado' Tiene una
"i"r.a. resisteneia al desgaste. No pierde la dureza sino al llegar a los b00oC. Esta resi¡lencia
", "rti".,"" que es debidisobre toáo al contenido de rolframio" hace posible el lorneado con
,"1r"árJ* i" ""i,. "t."ádas. Como el acero rápido es un material caio. la herramienta lleva
i""-""i"-""te sólo la parte cortante o r., plu"u constituidas por.este,material. La parte
cortante o placa van enlonces soldadas r rn -ángt' de acero de má.quinas (ñg' 25"1)'
Los -ealo duros hacen posible un gran aumenlo de la capacidad de corle de la hcrramlenla'l.os comnonentes principalel de un meíal duro son el volframio v el molibdeno' además de! co-
;;1,;';ilil;;;:'Éi;";;l¿,.o-"' "á." y ." 'r"ld^ en forma dá plaquiras normalizadas sobre
ffi;;i.;"'h;;;i;i;;;; ,;"d"n ."' de'acero barato (fig' 25't)' Con'temperaturas de corre de
üó&t;#.]'É;ri'"'üár"lá u-r"r""p'opi"Jrd". d* co"t""y puede trabaja""","o. grandes,velo-
"idud"r. con esto se reduce el tiempo de [rabajo y además la gran velocidad de corte coaoy]vl
a que la superficie de la pieza que-se trabaja resulte lisa. Es necesarlo escoger s^lempre Para er
lJü.i, ¿. l-* ái.ii"..-"i","riaies Ia clase de metal duro que sea más adecuada2'"- E{;i;;ü."-"uiir. muchas veces para corre de heriamientas. El diamante es muy drroy ";"-á;.g*i..
S" "-p1".., sobre todo iara trabajos -uy firo. en máquinas especiales (véase
página IB3).- -Los materialee de corte cerámicoe son muy duros y, constituyendo la parte cortante del
útil, se sujetan converiientemente en soportes adeeuados'
\S" "*l""d"n por <<cuchillas o cincelee dr torneart) (Drehmeissel) las herramientas de lorno con filos de metal du¡o'
'ñ;'+il;i."r:: 'ii.ii:2"t'l:eái-. r"-¡.it* fü. das vetallge*erbe (vaterial-número-fo¡ma. Tablas para la in'
dustrii metalúrgica). Georg Westermann Yerlag, Braunschweig'

26 Her¡amienta
,/ Fig-.26.1. Her¡amrenlu dp ¡ urtc (' u-6 ehilla.o eincel ,lr tornear) y pieza a'
.trahajar. ¿) \ástago . *ungoi ót ""- \
l,.za ,1,.1 ütil: r) -ul'prfi.;, ,1" "rrr"e {"r¡ la prlza I
,1) "uperficie de trabajo 1en la pieza)r pl,uue¡lici,¡le ineidencia del eurie principil: fl superi\ri. d.ataque: Et fornra lrr ¡ uira-de la1re.rimi.irta: á¡ filo
Forma del corte de Ia herramienta.Elr la h"rrarnienta de cort¡ (r.uehilla o cineel dc tornear) ¡e distinguen el \áslaso () ruanou\ la eal,eza rlel ritil. El rástago sir\e para la sujeei,in de la herramienia. La "r¡"ri,l,,l ¡ili i,
pror.i-ta.de 1,,- filo- ne(.csari(r- para el arranr¡uc ic la \iruta (fig.20.l).T.a lbrma fundatnenlal de'todas las heiramientas lrara airanqrre de viruta es la cuña. Se
llama ñlo a la línea de intersección de las caras de l.'";"; ;;;;*ü-n"""."t se consideran"empero. _como partes constitutivas del filo las caras que forman la cu¡a]-_, !i'tlesigtta.ion". Para las superfi, ies en Ia pieza-j para las superfieies. ángu[o- r filo. "¡ lacabeza del útil vienen delerminarlas por normas DI\.Superficies en la pieza
s_uperfi.ri.es dc rorrt'es Ia supcrfir'ie {ue se forma direclamente debajo del filo.^
SuperJ'ieie de tro.hajo es.la. s.u¡rerfie ie que se obliene en la pieza m"diJnt" el proee.o de eorte.Superficies en la eabeza del útil
Superfi.cí.e d,e ataque e.s la superfieie sobre la cual eseapa la viruta (fig. 2ó.1).
^ . SupcrJiric tlp.ineidpnrio es la superfieie de la eabeza d;l útil que va dirigida contra la super-ficie de corte de la niez,¡.
Et, 1:llt:, d" ine,idenriu,ae. el formado por la superficie rle corre v la de i¡cideneia 1fig.20.2¡.L:.angut9 dp Jtlo p se halla entre las superfir-iei de incidencia v d" ,r"que., El dngulo dc alaqut 7 es el ángulo entre la normal a la su¡.rficie d. .i,.t" r la superficie
de ataque.Los ángulos de incidencia. de filo y de ataque sumados, dan 90o.
u"r!!":orr" principal o cuthilla prinipal es la'a¡ista del fiio que está dirigitla en el sentido del
El corte serundario es cl que va unido lateralmente al principal.
Fig.26.2. Corre" y ángulosen el útilde lorno: g) "o¡te p¡incipal; f,) corte-ceundario: a; ángulo dé inciáencia;l) ángulo de ñlo;-y) ánsulo de ata-guel ó) ángulo de corie: o) correprincipal piralelo- al eje de gño: ó)r orte princlpal oblicuo il eje ile giro.
Forma del corte.ie la herramienta 27
iie,27,l. ¿) Comprobación tlel ángulu de in'ide"ncia. haeiendo u.o de la galga: b) comprobaeión del ángulo de filo por medio de la galga.
?
tflt
@ €
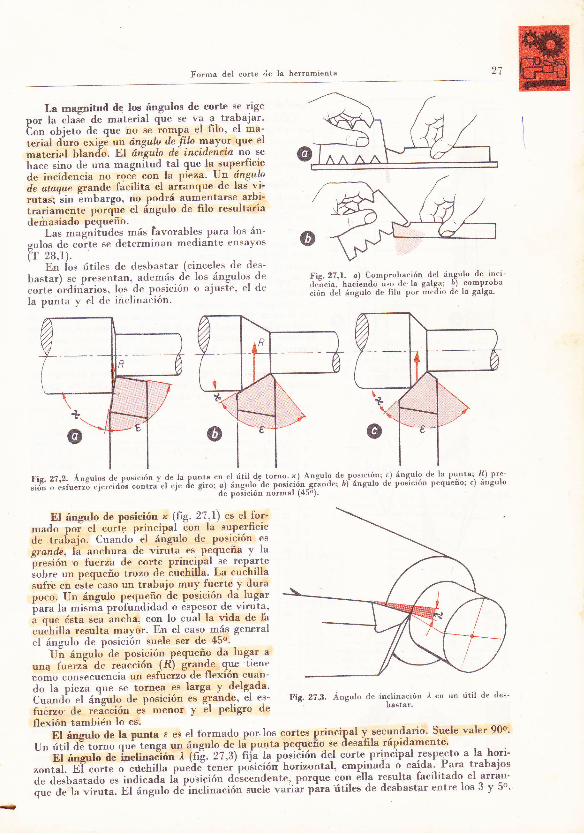
Fic,27,2. Angulos d" posicirin y de la punta en el úril.de.torno x¡ Angulo d" posición: r) ángulo de la punta: R) pre-
"¡á", i'i.ir"rr| "t.."idá"
co'r.a'ei-"ifJ" áir.irl ángrlo'de posición-gránde: óiángulo de posición pequeño: c) ángulodi poáición nórmal 1450).
La magnitud de los ángulos de corte se rige
nor la clai de material qire se va a trabajar'bon obieto de que no se ;ompa el filo' el ma-
terial d"uro exigi un ángulo de filo mayo-r que el
material bland"o. El digulo de inciilencia no se
hace sino de una magnilud tal que la-superficiede ineidencia no roc; con la pieza. l)n ánguloile ataque grande fácilira el arianque de las vi-rutas: sin imbargo, no podrá aumentarse arbi-trariamente pot.i'o" el ángulo de filo resultaríaderhasiado Dequeño.
Las maeniiudes más lavorables para los án-gulos de co.-rle se determinan mediante ensayos(T 28,1).'
En ios útiles de desbaslar (cineeles de des-
bastar) se presentan. además de los ángulos de
corte árdinarios. los de posición o ajuste. el de
la punta y el tle inclinación.
Et áneulo de posición x (fig. 27-l) es el lbr-mado p6¡" el cotie principal éon la superficiede tra6aio. Cuando- el árigulo de posición esgrande, lá anchura de viruta es pequeña v laóresión o fuerza de corte principal se reparlei.b.e un oeoueño trozo de iuchilla. La cuchillasufré en e"t"'cr.o un lrabaio muy fuerle y durapoco. Un ángulo pequeño de posición da lugar'nara la mismá profundidad o espesor de viruta.I oue ésra sea 'ancha. con lo cuil la vida de lá.rihillu resulta mayor. En el caso más gencralel ánsulo de posición suele ser de 45o.
Ui á"crlo de posición pequeño da lugar a
,na fuerzá de reacción (R) grande qur lien('toÁo conseeuencia un esfuerzó de flexión cuan-
rlo la pieza que se tornea es larga y delgada'CrrndL el án'culo de posición es grande' el es-
fuerzo de rea'cción eé menor y él peligro de
flexión también lo es'
Fig. 27.3. Angulo de in-elin¿riún I en un útil de derbaBtar.
Un útil de torno que t
,.";i.ti;;;.*;;hilñ;"i""t"",Ji'p.'ricióri horizontal, empiriada q ca':da:.Paf trabajos
El ángulo de la punta r es el lbrmado- por'los cortes princiql ¿:^":X*:'Suele valer 90o'
,ítil dE torno ,¡rré t"nsa un ángulo de lá punta pequeño se deoalila ráprdamente'íiliáEir."á q"á;;ú" un ángulo-d-e lá pu4ta P!{.¡ño se clesafila.rápidamente'El ánsulo de inclinacién 11i'e. 21 .3) fif. h pósióión def corte. principal respect o a la hori-
,i.1.:ifT;;;.*ü;htli'-o"i"",""".'poi,i"ia" horizontal, empinada o caída--.Para trabajos
á" á".u^,"áá es indicada lI p"rlri¿. d.'scendente" porque coo illa resulta facilitado el arran'
il" d; h ;t;;. Ei;"g"ir';"'ir"Íi.r^"ió, suele variár páraútiles de desbastar entre los 3 y 5o'
2B Herramientas
Tipoe de útiles de torno.Cada trabajo exige el útil de torno más apropiado y así
por ejemp.lo habrá que escoger para desbastar.'afinar, ta-ladrar. tallar engranájes. e¿cI.-el'útil cuya forma se adapteconvenientemente a esos trabajos. Loé pri_ocipales útilesde torno están normalizados.
Útiles de deebaatar. Al desbastar se trata de arrancaren poc.o tiempo una- gran cantidad de viruta l/ por estarazón los útiles de desbastar tienen que ser de c-onst¡uc-ción robusta. Pueden ser rectos o tenét forma curaa (figa-ra 2B,l).
. Seqún la posición del corre princjpal_puede distinguirse
entre herramientas con corte a la d.erecha o con corú o laizquierda.
Para la distinción entre útiles con corte a la derecha oa la izquierda ha de tenerse en cuenta lo sisuiente: El útilse considera con su cabeza dirigida .contra" uno mismo ycon la cara del corte hacia arriña; si entonces se tier¡e élcorte o filo principal hacia la derecha se dice que el útil esde corte a la de¡echa y si el eorte o filo principal cae a laizquierda. el útil se llámará de corle a la' izquilerda.
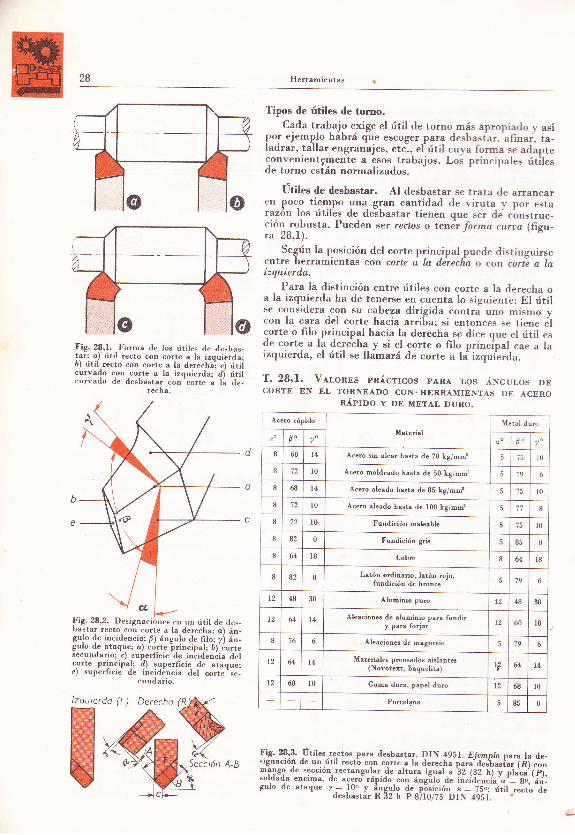
T. 28,1. V¡,r,onrs pnj(crrcos panA Los LNcur_os prCORTE EN EL TORNEADO CON.EERRAMIENTAS DE ACERO
RÁPIDo Y DE METAL DURo.
Fig. 28,1. Forma de loe útiles de desbas-tar: c) útil recto con corte a la izquierda:ó) útil recto con co¡re a la derechai cl útilcurvado c-on co¡te a la izquierda; d) útileunado de desbastar con eorte a lá d"-
Fig.2A,2. Deuignaciones eu un útil de des-baslar recto con corte a la de¡echa: ol án-gulo de incidencia: p) ángulo de filo: yj án-lulo de ataque:
"¡ áó.t"'p;".ipai, Al'íii"
secundarioi c) superficie-de ini,ideoáia delcorte pri^ncipal: -d) superficie de ataque:e) superficie de incidéncia del mrte se-
Acero rápido
M¡te¡i6lMctal dum
p'v
I ó8 l4 Acero sin alear hasta de 70 Lg/mrf 75 t0
B 72 t0 Acero moldeado ha¡ta de 50 kg/mm, 5 79 6
8 6B t4 Ace¡o aleado haata de 85 kg/mrd 75 l0
8 72 l0 Acero aleado hasta de 100 Lg/mmt 77 II t0 Fundición mal¿abk t0
8 82 0 Fundición gris 85 0
I 64 l8 Cobrc I & I8
I 82 0 Latón ordinario, latón rojo,fundición de b¡one 79 6
12 48 30 Aluminio purc t2 § 30
t2 64 11 Aleaciones de aluminio para fundüy para forjr t2 60 l8
I 76 6 Aleacionea de magneaio 5 79 6
t2 64 t4 Materiales preneadoe aislante(Novotext, baquelita) Y & l4
t2 ó8 t0 Goma dura, papel durc t2 6a l0
Porcelam 5 85 0
cundario.
lzquterdo (L) Derecho (R
nSeccón A-B
recha
L
Fig.28.3. Útiles.¡ectos para desbaetar. DIN 495I. Eiemplo pa¡a la de_srgnac¡oñ de uoitrl recto con corte-a Ia derecha para-deábaeiar (R) con^Ílg9 a" sección.recrangular de altu¡a iguat a32 (32 h) y pla'ca'(p).soldada encima. de acero rápido.coo ángülo de inciiencís'c': go, 6n.gulo de atáque 7 - -I0o y óngulo de póeición z: ZSo: útü rect; de
desbaera¡ R 32 h p B7IO/ZS DIN 4951.
Tipos de útilee de torno 29
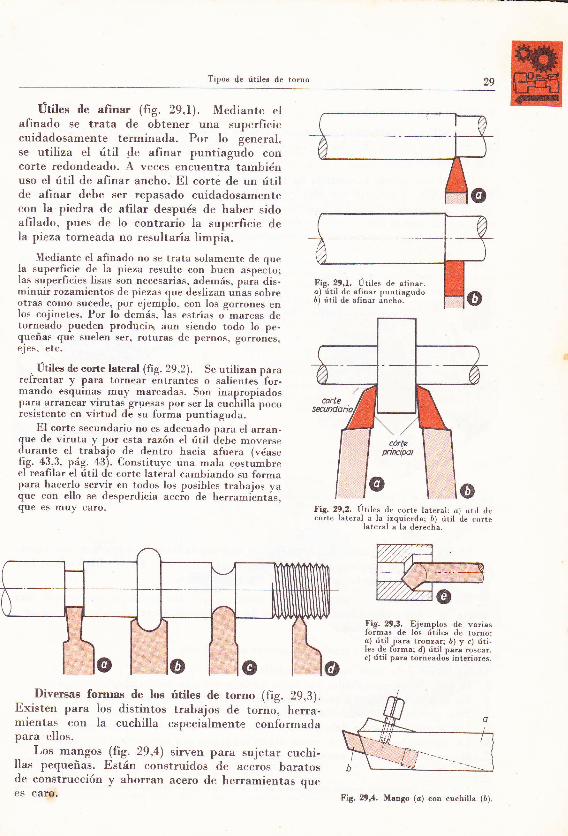
Útilee de afinar (fig. 29,1). Mediante elafinado se trata de obtener una superficiecuidadosamente terminada. Por lo general,se utiliza el útil de afinar puntiagudo concorte redondeado. A veces encuentra tambiénuso el útil de afinar ancho. El corte de un útilde afinar debe ser repasado cuidadosamentecon la piedra de afilar después de haber sidoafilado, pues de lo contrario la superficie dela pieza torneada no resultaría limpia.
Mediante el afinado no se trata solamente de quela superficie de la pieza resulle con buen aspecio;la. superficies lisas son necesarias. además. pañ dis-minuir rozamientos de piezas que deslizan uñas sobreotras romo sucede. por ejemplo. con los gorrones enlo. cojineles. Por lo demás. las estrías o marcas detorneado puedeo producin aun siendo todo Io pe-queñas que suelen ser. roturas de pernos. go.ron"s.ejes, etc.
. IÍtiles de corte lateral (frg.29,2). Se utilizan pararelrentar y para tornear entrantes o salientes for-mando esquinas muy marcadas. Son inapropiadospara arrancar virutas gruesas por ser Ia cuchillá pocoresistente en virtud dé su forma puntiaguda.
El corte secundario no es adecuado para el arran-que de viruta y por esta ¡azón el úril debe moversedurante el trabajo de dentro hacia aluera (véaseIig. 43.3. pág. 43). Constituye una mala cosrumbreel reafilar el iitil de corte lateral cambiando'su formapara hacerlo servir en todos los posibles trabaios yaque con ello se desperdicia aceio de herramientás,que es muy caro.
Diversas formas de los útiles de torno (fig. 29,3).Existen para los distintos trabajos de torno, herra-mientas con la cuchilla especialmentr: conformadapara ellos.
__ Los mangos (fig. 29,4) sirven para sujetar cuchi-llas pequeñas. Están construidos de aceros baratosde construcción y ahorran acero de herramientas quees carq,
Fig. 29,2. fltiles de co¡te lateral: a) uril decorle lateral a la izquierda; ó) útil de co¡te
lateral a la derecha.
Fig. 8),3. Ejemplos de va¡iasformas de los úiiles de torno:o) útil para tronzar; ó) y c) úti-les de fórma; d¡ útil pirá roscar.e) útil para torneados interiores.
Fig. 29,1. Útiles de atina¡.c) útil de alinar puntiagudoól útil de afinar ancho- -
Fig. 291. Mango (o) con cuchilla (ü)
30 Herremiente
Cuidados de los útilee de torno.
Los útiles de torno hay que guardarlos de tal modo que las cuchillas no sufrandeterioro, ya que al afilarlas de nuevo se pierden, inútilmente. tiempo \- un mate-rial costoso.
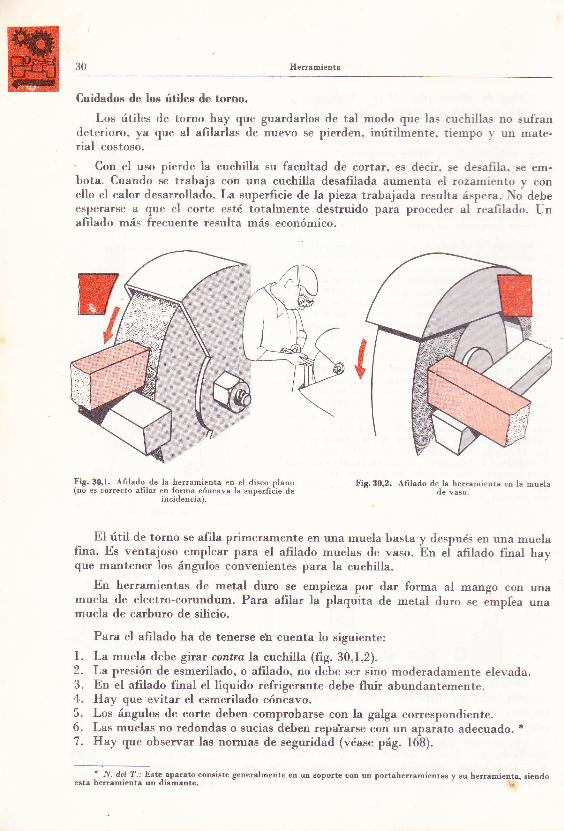
Con el uso pierde la cuchilla su facultad de cortar, es decir. se desafila. se em-bota. Cuando se trabaja con una cuchilla desafilada aumenta el rozamiento 1' conello el calor desarrollado. La superficie de la pieza trabajada resulta áspera. No debeesperarse a que el corte esté totalmente destruido para proceder al reafilado. Unafilado más frecuente resulta más económico.
Fig. 30.1. {filado de la herramienta en el disco plano(ru es correrto afilar en forma cóncara la superfióie de
incidencia).
Fig.30,2. Afilado de la herramienta en la muelade vaso-
El útil de torno se afila primeramente en una muela basta y después en una muelafina. Es ventajoso emplear para el afilado muelas de vaso. En e[ afilado fiaal hayque mantener los ángulos convenientes para la cuchilla.
En herramientas de metal duro se empieza por dar forma al mango con unamuela de electro-conrndum. Para afilar la plaquita de metal duro se empfea unamuela de carburo de silicio.
Para el afilado ha de tenerse etr cuenta lo siguiente:
1. La muela debe girar contrala cuchilla (fig.30,1,2).2. La presión de esmerilado, o afilado, no debe ser sino moderadamente elevada.3. En el afilado final el líquido refrigerante debe fluir abundantemente.4. Hay que evitar el esmerilado cóncavo.5. Los ángulos de corte deben comprobarse con la galga correspondiente.6. Las muelas no redondas o sucias deben repalarse con un aparato adecuado. *7. Hay que observar las normas de seguridad (véase pág. 168).
I N. ¡lcl T.: Este anareto nonsiste generalmente en un aoporte con un portaherramientas y Bu herramienta, siendoestÁ herramienta rn ¡lieinenre
*'""'-" 7
Cuidados de los útiles de torno-sujeción de la herramienta 3t
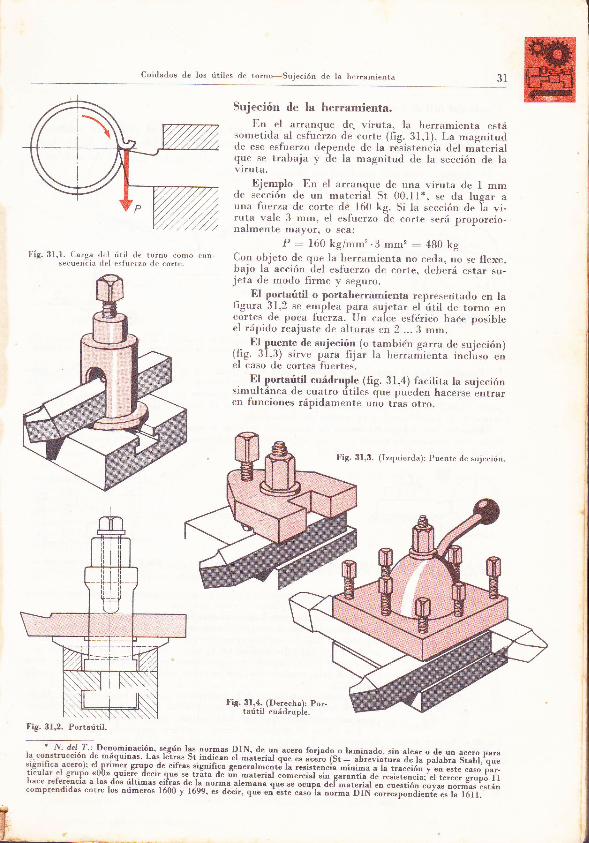
Fig. 31,1. Carga del útil de torno como con-secuencia del rsfue¡zo de corte.
Sujeción de la herramienta.En el arranque dq viruta, la herramienta está
sometida al esfuerzo de co¡te (fie. 31.1). La masnitudde ese esfuerzo depende de la re"sistencia del máterialque se trabaja y de la magnitud de la sección de lavlruta.
_ Ejemplo En el arranque de una viruta de I mmde sección de un material St 00.1I*, se da lugar auna fuerza de corte de lbO kg. Si la sección de Ia vi-ruta vale 3 mm, el esfuerzo áe corte será proporcio-nalmente mayor, o sea:
P : 160 kg/mm'.3 mmz - 480 kgCon objeto de que la herramienta no ceda, no se flexe,bajo la acción del esfuerzo de corte. deberá estar su-jeta de modo firme y seguro.
^ El porlaútil o portaherramienta represeritado en lafigura 3-I,2 se emplea para sujetar el útil de torno encorles de poca fuerza. Un calce esfdrico hace posibleel rápido reajuste de alturas en 2 ... 3 mm.
.^ Elpl"",g de sujeciérr (o rambién garra de sujeción)(fig.3l.3) sirve para fi.jar la herrarñienra incluso enel caso de cortes fuertes.
F,t portaútil cuádruple (fig. 3l.a) laeilita la suieeión-imultánea tle eualro útiles que pueden hacerse Énlraren funciones rápidamente uno tras otro.
Fig. 31,3. (Izquierda): Puente de sujeción
Fig. 3f,2. Portaútil.
' N' del T : Denominación. segria las normas D I N, de ua ace¡o forjado o laminado, sin alear o de un acero oarala construcción de máquinas' Las re"t¡as st ioaü".t;;;;.r1r" es aceio (st -;b;;;r";;;;j;;.j;i;§;;;i.P;J:siq¡ifica acero|: et prinier muoo.de cifras aignifio ge";J;;;r;L
"""ü.""ii'-t"iir;'i;:;;,." y eo e.te raao par-tiiular el g¡upo «0b» ouiei'rlecir qr" ". t"ii" d;;;;;i;i"j";.me¡cial ain gr"""-.,- a";"i";in"i.; "t t".""" grupó tlba.e refe¡áncia a las dás úttimas "i1.."á"'ru;;;;;.r*.". q* i"-";ü."d-"f;;;;I";J;;::;,"" cuyaa úormas e6táncompteodidas enLre los números I600 y t699. e" d"ctr. q"i""'""t"
".""'1. ;;;; DIñ ".""iápá"a-i"r-,'"T"j;'ieii:"'""
32 Herramienta
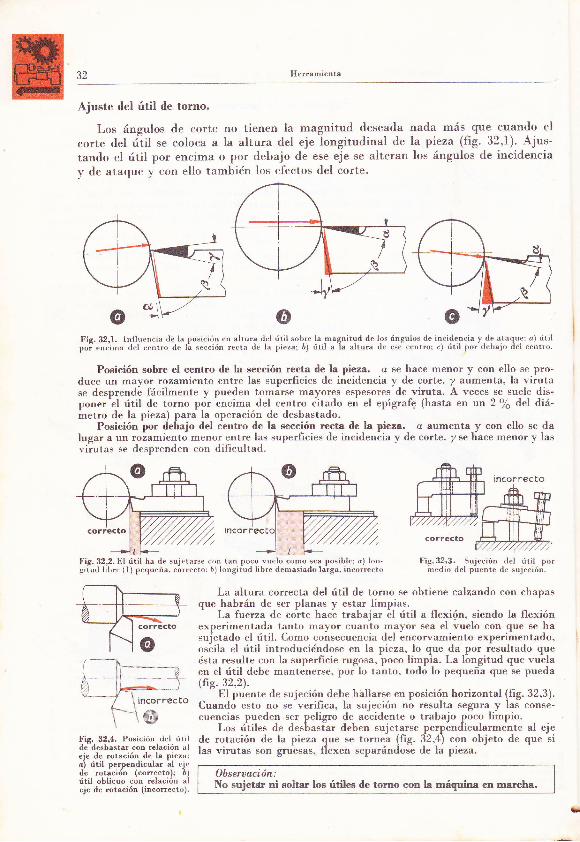
Ajuste del útil de torno.
Los ángulos de corte no tienen la magnitud deseada nada más- que -cuando
el
corte del útil se coloca a la altura del eje longitudinal de la pieza (fig. 32,1). Ajus'tando el útil por encima o por debajo de ese eje se alteran los ángulos de incidenciay de ataque y con ello también los efectos del corte.
oFie.32.l. l¡rtlrreneia de la po.ieión en altura rlel útil sobre Ia magnitud de los ángulos de incidencia y de alaque: u) úlrlpoi
",,,;i,na del ,entro de lá ¡eeeión rceta dc la piezar á) útil a la altura de ese cenl¡o: r¡ útil por deLajo dcl centro.
Posición sobre el centro de la sección recta de la pieza. a se hace menor y con ello se pro-duce un mayor rozamiento entre las superfieies de incidencia y de corle. ?, aumenta. la viruiase desprendá fácilmente y pueden tomárse mayores espesores'de viruta. A veces se suele dis-poner-el útil de torno porincima del centro citado en el epigrafg (hasta en run2lo del diá-metro de la pieza) para la operación de desbastado.
Posición por debajo del centro de la sección recta de Ia pieza. a aumenta y con ello se dalugar a un rozamienlo menor enlre las superficies de incidencia y de corte. 7se hace menor y lasviiutas se desprenden con dificultad.
WffiffimFig. 32,2. El útil ha de sujctarsc c(,n tan poco vuelo como sea posible: a) lon-giud libre (l) pequeña, correcto: ó) longitud libre demasiadolarga, incorrectu
Fig.32,3. Sujeción del útil pormedio del puente de sujeción.
La altura correcta del útil de torno se obtiene calzando con chapasque habrán de ser planas y estar limpias.
La fuerza de corte hace trabajar el útil a flexifn, siendo la flexiónexperimentada tanto mayor cuanto mayor sea el vuelo con que se hasujetado el útil. Como consecuencia del encorvamiento experimentado.oscila el útil introduciéndose en la pieza, lo que da por resultado queésta resulte con la superficie rugosa, poco limpia. La longitud que vuelaen el útil debe mantenerse, por lo tanto, todo lo pequeña gue se pueda$tg.32,2).- El puente de sujeción debe háIlarse en posición horizontal (fig. 32,3).Cuandó esto no se verifica, la sujeción no resulta segura y las conse-cuencias pueden ser peligro de accidente o trabajo poco limpio.
Los útiles de desbastar deben sujetarse perpendicularmenle al ejede ¡otación de la pieza que se tornea (fig. 32.4) con objeto de que silas virutas son gruesas, llexen separándose de la pieza.
Obseroación:No suietdr ni soltar lo¡ útilee de torno con ls máanina en rnarcha.
Fig. 32y'. Posición rltl úr ilde desbastar con relación aleje de rotacióo de la piezu:a) útil perpeodicular al rjr'de rotacióo (correcto); ü)útil oblicuo con ¡elación aleje de totación (inconecto).
Ajuste del útil de to¡no-Ace¡ca de l¡ velocidad de corte 33
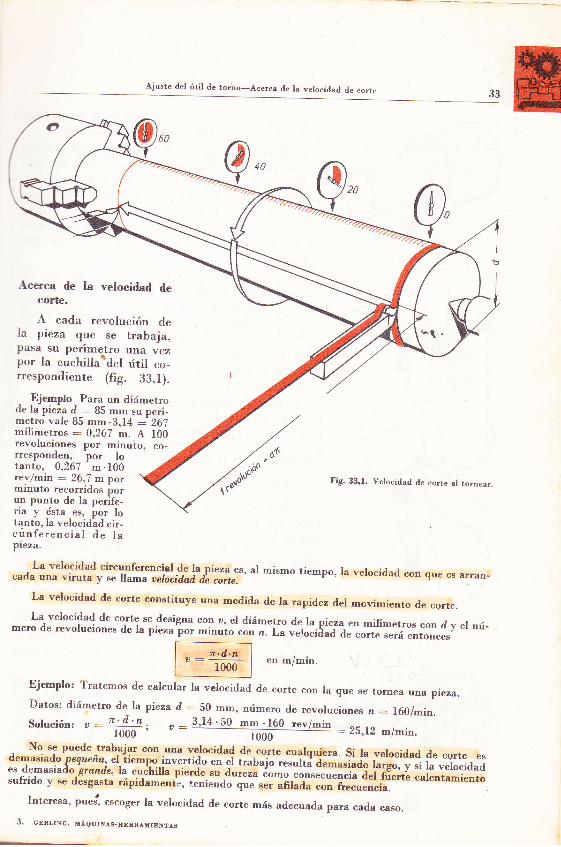
Acerca de Ia veloeidad decorte.
A cada revolución dela pieza que se trabaja,pasa su perímetro una vezpor Ia cuchilla"del útil co-rrespondiente (fig. 33,1).
Ejemplo Para un diámetrode la piez.a 4_- 85 mm su peri-metro vale 85 mm.3,l4 =
-26?
milímetros -- 0.267 m. A 100revoluciones por minuto, co-rresponden, por lotanto, 0,267 -m.100rev/min:26.7moorminuto recorridos i..un punto de la perife-na y ésta es, por lotanto, Ia velocidád ci.-cünferencial de la
Fig. 33rf. Velocidad de corte al tornea¡
Pteza.
".nl:#T,"*;ur":';t:ffi:H ¡';J"#t:::,:.,. ar mismo tiempo, ra velocidad con que es arran.
La velocidad de corte constituye una medida de la rapidez del movimiento de corte.La velocidad de corte se deeigna con u, el diámetro de la pieza en milimetros con d v el nú-mero de revoluciones de la pieza por minuto
"or, ,.-iu
""¡r"rá"ii" "ji.Tlla entonces
en m/min.
Ejemplo: Tratemos de carcular la vclocidad de corte con la gue se tornea una pieza.Datos: diálnetro de la pieza d: s0 mm, número de ¡evoruciones r¿ : 160/min.Solución: , -"#i ü:W :zs,tz m/min.No se puede trabaiar con una velocidad dé co¡te cualquiera. Si Ia velocidad de corte esdemasiado'peoueña- el iiempo-.invertid.;;;l ,..ü"
"..,rttu'd"-u.i"a-" r""g", y si la velocidades demasiaáo'srorá". h """'hi[; pi-.-"d" ;;;;;;;'""-o-co-nsecuencia del füerte calentamientosufrido y se désgasta rápidament1.. reni"ndo tue .e. ,ñIuda
"árr-f.;;;;*Interesa, p""{ """og""
la velocidad de corte más adecuada para cada caso.3. GERLTNG. ufeurNls.EERMMIENT^s
Máquina y herramienta
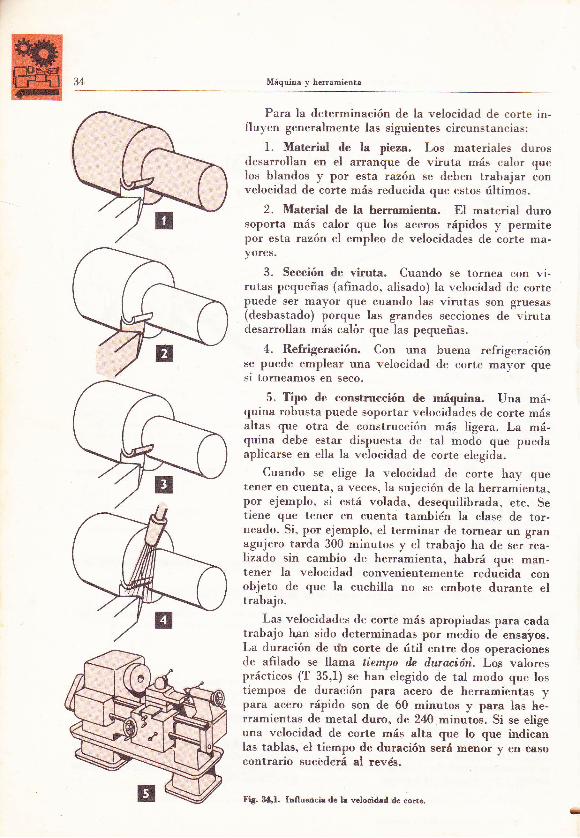
Para la determinación de la velocidad de corte in-fluyen generalmente las siguientes circunstancias:
1. Material de la pieza. Los materiales durosdesarrollan en el arranque de viruta rrrás calor quelos blandos y por esta razón se deben trabajar convelocidad de corte más reducida que estos últimos.
2. Material de la herramienta. El material durosoporta más calor que los aceros rápidos y permitepor esta raz6n el empleo de velocidades de corte ma-yores.
3. Sección de viruta. Cuando se tornea con vi-rutas pequeñas (afinado, alisado) la velocidad de cortepuede ser mayor que cuando las virutas son gruesas(desbastado) porque las grandes secciones de virutadesarrollan más calór que las pequeñas.
4. Refrigeración. Con una buena refrigeraciónse puede emplear una velocidad de corte mayor quesi torneamos en seco.
5. Tipo de construcción de máguina. Una má.quina robusta puede soportar velocidades de corte másaltas que otra de construcción más ligera. La má-quina debe estar dispuesta de tal modo que puedaaplicarse en ella la velocidad de corte elegida.
Cuando se elige la velocidad de corte hay quetener en cuenta, a veces, la sujeción de la herramienta,por ejemplo, si está volada, desequilibrada, etc. Setiene que tener en cuenta también la clase de tor-neado. Si, por ejemplo, el terminar de tornear un granagujero tarda 300 minutos y el trabajo ha de ser rea-lizado sin cambio de herramienta, habrá que man-tener la velocidad convenientemente reducida conobjeto de que la cuchilla no se embote durante eltrabajo.
Las velocidades de corté más apropiadas para cadatrabajo han sido determinadas por medio de ensayos.La duración de rfn eorte de útil entre dos operacionesde afilado se llama tiempo ile duratiúi. Los valoresprácticos (T 35,1) se han elegido de tal modo que lostiempos de duración para acero de herramientas ypara acero rápido son de 60 minutos y para las he-rramientas de metal duro, de 240 minutos. Si se eligeuna velocidad de corte más alta que lo que indieanlas tablas, el tiempo de duración será menor y en cssocontrario sucéderá al revés.
F'!9. 3§f. I¡flue¡ici¡ dr l¡ velocidrd de co¡tc.
f)eterminación del número de ¡evoluciones 35
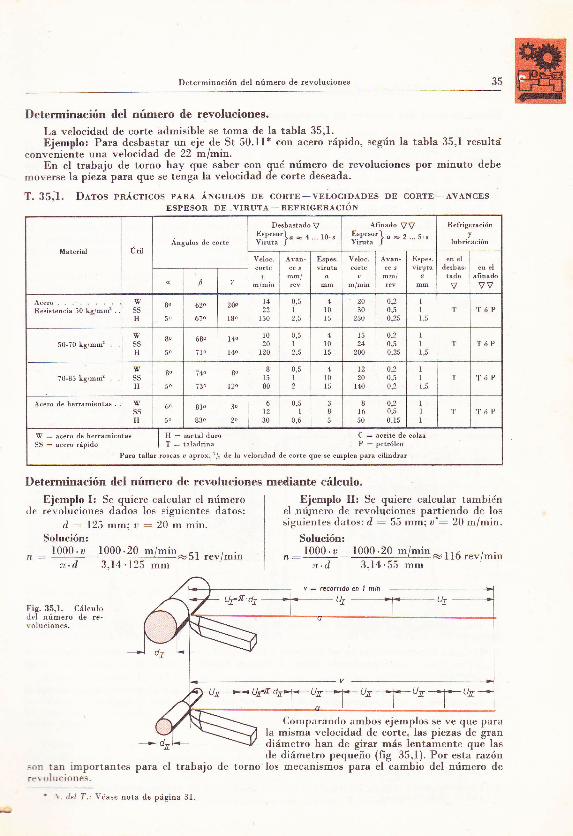
Determinación del número de revoluciones.La velocidad de corte admisible se toma de la tabla 35,1.Ejemplo: Para desbastar un eje de St 50.11* con acero rápido, segrin la tabla 35,1 resulta'
convénieñte una velocidad de 22 m/min.En el trabajo de torno hay que saber con gué número de revoluciones por minuto debe
moverse la piezá para que se tenga la velocidad de eorte deseada.
T. 35,I. Dlros pnÁ,crrcos pARA Áxcul,os DE coRTE-vEr,octDADES DE coRTE aVANCESESPESOR DE .VINUTA-REFRIGERACIóN
Mateúal IJtnÁngulos de corte
Desbastado IEsPesor\o e 4.. lo.sViruta,
Añnado ![
,T:"1T'). d2...s'sRefrigeración
v
Eapes.viruta
mñ
Espes.vin¡m
en elen el
afinadoVVf v
tadoV
Ace¡o .
Resistencia 50 kg/mm'1vSS
H
8o 62o 2V
180
t422
I50
0,51
4l0l5
2030
2s0
0,20,50.25
1
I1.5
T TóP
50-70 kg/mm¿vSSH 5o
680
?lo
140
l4o
1020
120
0,5I
4l0I5
l524
200
0,20,50,25
T TóP
70-85 kg/mm'vSSH
8o
5o
740
73o
8o
t20l580
0.5I2
4l015
1220
l,lO
0,20,50,2 ,5
T TóP
A¿¿ro de he¡¡amientas. wssH
6o
5o
8lo
83o
3o
2o
61230
0,5I
0.6
3B
8t650
0,50.15
IlI
T TóP
V: acero de herramientaeSS : acero rápido
I H:metaldu¡o] T : taladrina
C : aceite de cotzaI P : petréleo
Para tallar roscas, aprox.'/¡ de la velocidad de corte que se emplea para cilindrar
f)eterrninación del número de revoluciones mediante cálculo.
Ejemplo I: Se quiere calcular el númerode revoluciones dados los siguientes datos:
(t - 125 mm; u: 20 m min.Solución:
1000.u 1000'20 m/minn. d 3,14 .125 mrrr
Ejemplo II: Se quiere calcular tambiénel ntiJnero de revoluciones partiendo de lossiguiente: datos: d - 55 mm: u': 20 m/min.
Solucién:1000 ' u 1000 .20 m/minn]--:
-ryllorev,mln
,r.il 3.14.55 mm
v : ¡ecortúo en I m¡n
urÍ'dtFig. 35,1. Cá[culo,leI nrimero de re-voluciones.
vw*rw+*¡- u: *r- * *f-uo *r- *Comparando ambos ejemplos se ve que paranisma velocidad de corte, las piezas de grannetro han de cirar más lentamente oue las
Lomparando amoos eJempros se ve que parala misma velocidad de corte, las piezas de grandiámetro han de Byar¡ná1-lentamente que Irde diámetro pequeño (fig 35,1). Por esta razón
son tan importantes para el trabajo de torno los mecanismos para eI cambio del número deretoluciones.
\. d,el T-: Viase nota de página 3 I

36 Máquina y herramienta
Determinacién del nrirnem de revoluciones por medio de gráficos de la velocidad decorte.
El cálculo del número de revoluciones exije mucho tiempo. En el taller lo máscorriente es leer el número de revoluciones por medio de gráficos (fig. 36.1). Estosgráficos o diagramas, que pueden adoptar diversas formas, van frecuentementedispuestos en los mismos tornos.
Ejemplo Iz d. - 250 mm; ü - 35 m/min; n : ?
Solución En el diagrama se sigue hacia arriba la vertical que pasa por 250 mm v hacia laderecha la horizontal gue pasa poi 35 m/min. El punto de inlersecciói de a¡irbas iectas caeentre los ralos ns : 37 y n. : 53; en este caso se elige nz - 37. Con esto se tiene una
'elocidadde corte (sigase la flecha hacia la izquierda) de x 20 m/min.
Ejemplo IL d:I50 mm;t¡-25mlmit;n-?
Solución: En 150 mm set ira vert icalmente haciaarriba y en 25 m mrn hori-zontalmente hacia Ia dere-cha. En el punto de inter-sección de ambas rectas sehalla el rayo n3: 53 rev/mln.
Ejemplo III: Una piezade 50 mm de diámetro estorneada con un número derevoluciones igual a 150por minuto. ¿Qué valortiene la velocidad de corte?
Solución: Partiendo de50-mm se sigue hacia arribala vertical Eorrespondientehasta encontrar el rayo¿o - 150: desde el puniode interseeción se sisue ba-cia la izquierda la h"orizon-tal que pasa por el citadopunto obteniéndose asi a ry24 rnlmin.
Fig.3ó,1. Diasrama de reloeida-- des rI" ¡o"t"
Construcción de un diagrama de velocidadeg de corte. Cuando nos son conocidos los nú-meros de revoluciones de un torno, puede trazarse de módo muy fácil el correspondiente gráfico.l. La línea horizontal inferfor s_e divide en partes iguales.y la vertical izquierda también en
partes iguales correspondiendo ambas divisiones respectivamente a los diámetros y a lasvelocidades de corte.
2. Para un diámetro, por ejemplo para 75 mm, se calculan con los números de revolucionesdisponibles ilr ...r¡ las velocidades de corte que co/rrespqnden. por ejemplo
, _ 3,14.?5 mm.26 rev/min1000 -.-o'rmimrn
y así sucesivamente para todos los valores hasta el zr,I_,as_ vglocidades-calcul¿das se sitúan sobre Ia vertical correppondiente a 75 mm y a partirde la antes citada horizontal,Desde el punto cero se trazan los rayos que pasan por los puntos marcados en la verticalcitada y se designan con ,¿r ... r¡8,
diám¿trc en mm
,f-
\§
rr)!ü¡§I
4.
Determinación de laa revoluciouea*Avance, profundidad, claeea y formaa de la viruta 37
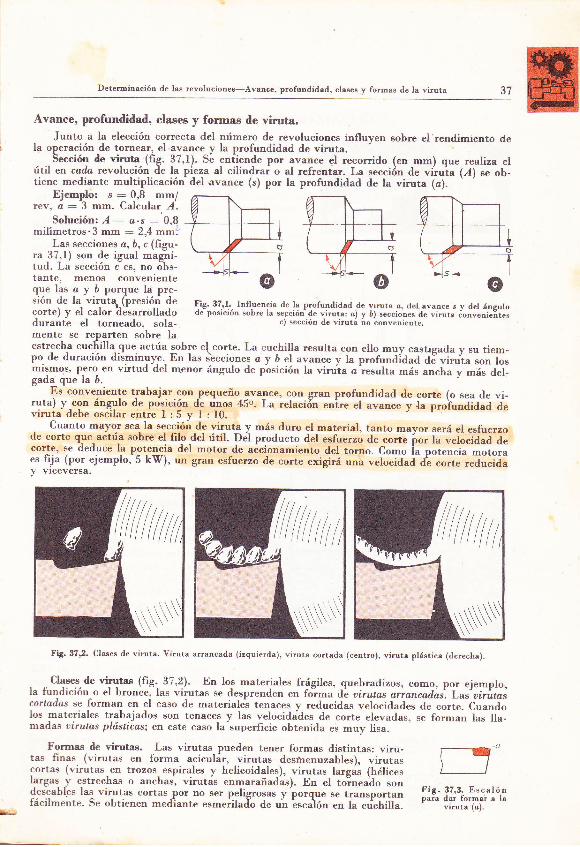
Avance, profundidad, clases y formas de vimta.Junto a la elección correcta del número de revoluciones influyen eobre el'rendimiento de
la operación de tornear, el avance y la profundidad de viruta.. .Sección de viruta.(fig.37.I). $ enfiende por avance el recorrido (en mm) que realiza elútil en c¿do revolución de la pieza al cilindrai o al refrentar. La sección de viruia (l) ae ob-tiene mediante multiplicación del avance (s) por Ia profundidad de la viruta (o).
Ejemplo: s :0.8 mm/rev,¿:3mm.Calcularl.
Solución:l:a.s -0.8milímetros.3 mm : 2,,l mm.
Las seeciones o. á, c (figu-ra 37,1) son de isual maeni-tud. La sección """., ,o ñbr-tante, menos convenienteque las a y ó porque la pre-sión de la virutq (presión decorte) y el calor ilesarrolladodurante el lorneado. sola-
{ig. 3?..!.. Influencia de la profundidad de vrruta o, deL-evance s y del ángulode posición sobre la se¡ción de viruta: a) y ü) secciones de viruta óonvenieites
r) seeeión de virutairo convcniente.
fl'Fig. 37,3. Escalónpara dar form¿i a la
wiruta (a).
mente se reparten sobre laestrecha cuchilla.que.actúa sobre ef corte. La cuchilla resulta con ello muy castrgada y su tiem-po. de duración disminuye.. En las s'ecciones a y b el avance y la profundídad dí viruia
"o, lo.mlsmos. pero en virtud del menor ángulo de posición la vin¡'ta ¿'resulta más ancha y más del-gada que la ó.
Es conveniente trabajar.con pequeño_avance, con gran profundidad de corte (o sea de vi-rura) yrcon ángulo de.posición de üno. 4so. La relacitn ""[;;l-;";;*l u p.orrr,áiará a"viruta debe oscilar entre I :5 v I : 10.
, C '¡nto mayor sea la seccióáde yi."3t3 y más-duro el_material, tanto mayor será el esfüerzode corte q-ue.actí¡ sobre el fil! del útil. Del producto del esfuerzo de corte por la velocidad decorte. se deduce la p-otrncia del motor de aócionamiento del torno. como i; p.t".;i;;;;.;;es lija (por ejemplo. 5 kW), un gran esfuerzo de corte exigirá una velocidad d.
"o"t" ";¡;;iá;y viceversa.
Fi$- ?712. Clases de viruta. Viruta a¡rancada (izquierda), viruta cortada (centro), viruta pláetica (derecha).
Claees de virutas (fig. 37.2). En los materiales fráqiles, quebradizos. como" Dor eiemolo-la fündición^o el bronce- las virulas se desprenden en fo"rma di uirutas orroo"ad,as'.Las'ririlaicortodos se forman en el caso de materialei tenaces y reducidas velocidades de corte. CuarrJolos materiales trabajados son tenaces y las velocidádes de corte elevadas, se forman 16 ll"-madas uiruf¿s phísticas.. en este caso la superficie obtenida es muy lisa.
Formae de viruraq. Las virutas pueden tener fbrmas distintas: viru-tas finas. (virutas en forma aciculár, virutas desmenuzables), virutascortas (virutas-en trozos espirales y helicoidales). virutas largás (héliceslargas y estreehas o anchas. virutás enmarañadás). En el to?n*ráo .o.deseables las viruras eortas por no se¡ peligrosas v por.¡ue se transDortanfácilmente. se obrienen mediante esmeiilalo d" ,í Ls"rión en la crichilla.
((r'lllllttttt
L***
'llllllttt
ñ
3B Fabricación de piezaa
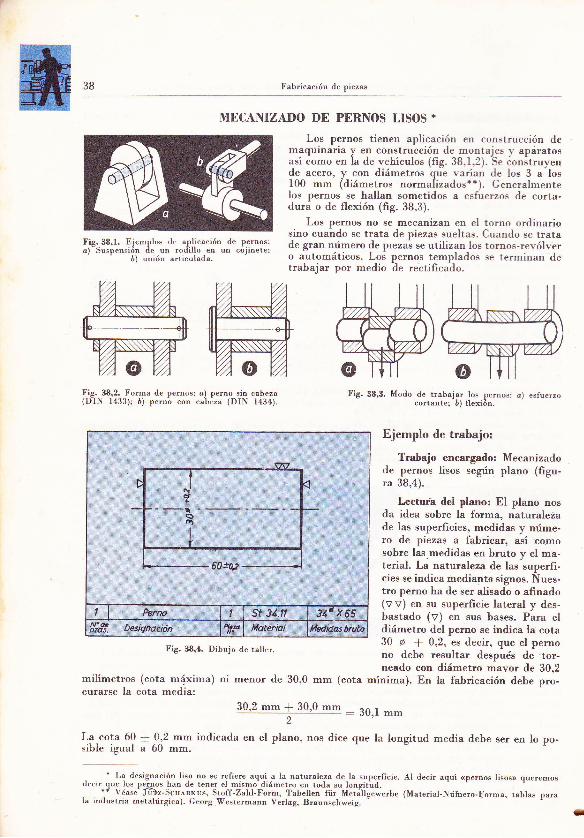
Fis.38.l. Eienplo. tl, aplicaeión deat-Su.oensián d" u, rodillo ",, r,,
ó) unión arti,'ulada.
MECANIZADO DE PERNOS LISOS *
P€¡noslcoJrnete;
Los pernos tienen aplicación en construcción demaquinaria y en construcción de montajes v apáratosasi como en la de vehiculos (fig. 38.I.2t. Se conitruyende acero, y con diámetros gue varian de los 3 a'los100 mm (diámetros normafizados**). Generalmenrelos pernos se hallan sometidos a esfuerzos de corta-dura o de flexión (fig. 38,3).
Los pernos no se mecanizan en el torno ordinariosino cuando se trata de piezas sueltas. Cuando se tratade gran número de prezas se utilizan los tornos-revólvero automáticos. Los pernos templados se terminan detrabajar por medio de reitificado.
ffi
I furrb I §t:3,4:,ll ,rla",x,6§
ffi. '"'Désioáiión:. Wa MAterldl bfid.ilt§,ái¡e
Fig. 38,4. Dibujo de taller.
milímetros (eota máxima) ni menor de 30,0 mm (cotacurarse la cota media:
Fig. 38.2. Forma d. prrnos: ¿) perno .in cabeza(DI\ 1433): ó) p..no "o, eabiza (DI\ 14341.
@Fig 38.3. Vodo de trabajar los pernos: o; e.fuerzo
cortante; ó) flexión.
Ejemplo de trabajo:
Trabajo encargadoi Mecanizadode pernos lisos según plano (ñgu-ra 38,4).
Lectura del plano: El plano nosda idea sobre la forma, naturale2ade las superficies, medidas y núme-ro de piezas a fabricar, así comosobre las.medidas en bruto y el ma-terial. La naturaleza de las superfi-cies se indica medianto signos. Nues-tro petno ha de ser alisado o afinado(v v) en su superficie lateral y des.bastado (v) en sus bases. Para eldiámetro del perno se indica la cota30 @ + 0,2, es decir, que el pernono debe resultar después de tor-neado con diámetro mayor de 30.2
mínima). En ia fhbricación debe pro-
30,2 mm * 30,0 mm2
La-cota 60 + 0,2 mm indicada en el plano, nos dice que la longitud media debe ser en lo po-sible igual a 60 mm.
* La de¡ignación lisu no se refiere aqui a la naturaleza de la superficie.de,ir que lu- prmos han de tener el mismo diámetro en toda su longitud..
** Via-e fi'lt/-SrHAnKr s. Stoff-Zahl-Fornr, Tabellen für Meta'llgewerbela intlustria metalúrplica). Georg Westermann Yerlag, Braunschweiq. -
30,I mm
Al decir aqui <<pernos lisos>r queremos
(Material-Núinero-['orma, tablas para

Mecanizado de pernos lisos 39
Comprobación de la pieza en bruto. A la vistadel plano se determina por medición si las medi-das en bruto de la pieza corresponden a las cotasque se indican en el dibujo. Aparte de esto, hayque examinar la pieza por si el material presen-tara defectos visibles a simple vista. Si se mani-festase, una vez que ya se está trabajando en ella,que la pieza en bruto no es aprovechable, perde-riamos, inútilmente, un tiempo de trabajo pre-cioso.
- Trazado del plan de trabajo. Antes de em-pezar a trabajar se piensa en qué orden de su-cesión es más ventajoso que se ejecuten los pro-cesos de trabajo y qué herramientas son necesa-rias para la labor de torno.
Plan de trabajo.
El perno hay que <<trabajarlo de la barra>r y,por lo tanto, la pieza en bruto que nos den debevenir en forma de barra. Para este trabajo re-sulta adecuado un torno de puntos de tamañomediano.
Sujecién de la pieza en bruto (fig. 42,1). Parasujetar la t¡arra puede emplearse el plato de tresmordazas. El perno, después de cilindrado, sesepara de Ia barra por tronzado, razón por la cualla barra deberá sobresalir bastante del plato.
Fases del trabajo Herrámicntas
t Sujeción de la pieza enhnrto
Plato desujeción
2 Refrentado de la carafrontal
Útil de cortelateral
3 Desbastado Util dedesbastar
4 Afinado, desbarbado Úti] de afinar,útil a.mano
5 Tronzado Útil de tronzar
6Refrentado de la segun-
da cara frontal, -des-
harbado
Útil de cortelateral" útila mano
Instrumentos de medida: regla de acero, piede rey
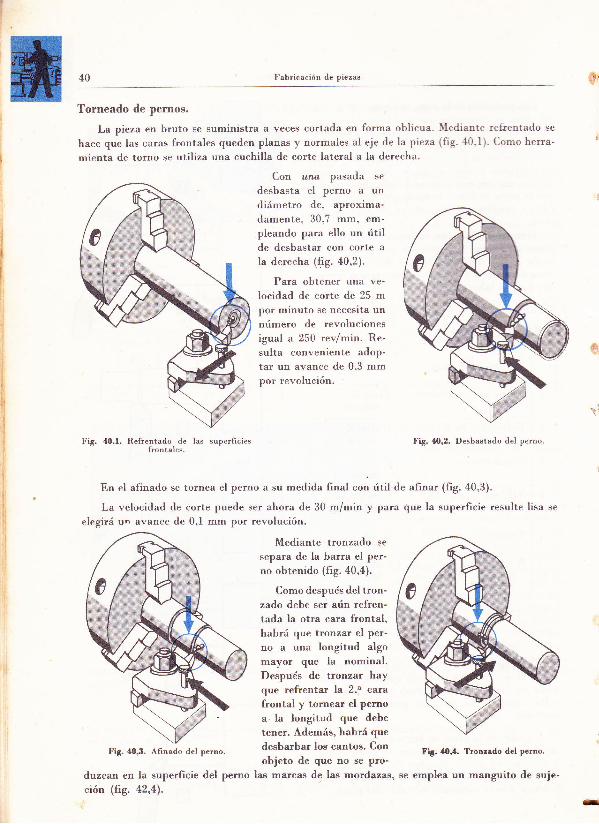
4,0 Fat¡ricación de piezas
Torneado de pernos.
La pieza en bruto se suministra a veces co¡tada en forma oblicua. lfediante reüentado se
hace que las caras frontales queden planas y normales al eje de la pieza (fig. 10.11. Como herra-
mienta de torno se utiliza una cuchilla de corte lateral a la derecha.
Con ¿n¿ pasada se
desbasta el perno a undiámetro de, aproxima-damente, 30,7 mm, em-
pleando para ello un útilde desbastar con corte a
la derecha (fig. a0,2).
Para obtener una ve-
locidad de corte de 25 mpor minuto se necesita unnúmero de revolucionesigual a 250 rev/min. Re-sulta conveniente adop-
tar un ávance de 0,3 mmpor revolución.
Fig. 40.l. Refrentado de las sup,rficie.frontales.
Fig. tt0,2. Desbaotado del perno
En el afinado se tornea el perno a su medida fi.rl "or útil de afinar (fig. 40,3).
La velocidad de corte puede ser ahora de 30 m/min y para que la superficie resulte lisa se
elegirá u. avance de 0,1 mm por revolución.
Mediante tronzado se
separa de la barra el per-no obtenido (fig. 40,4).
Como después del tron-zado debe ser aún refren-tada la otra cara frontal,habrá que tronzar el per-no a una longitud algo
mayor que la nominal.Después de tronzar hayque refrentar la 2.a carafrontal y tornear el pernoa la longitud que debe
tener. Además, habrá que
desbarbar los cantos. Con
objeto de que no s€ pro-duzcan en la superficie del perno las marcas de las mordazas,ci6lr (fi9. 42,4).
FU. {0J. Ttonz¡do del perno.
se emplea un manguito de suje-
Fig. 40,3. Añnado del perno.
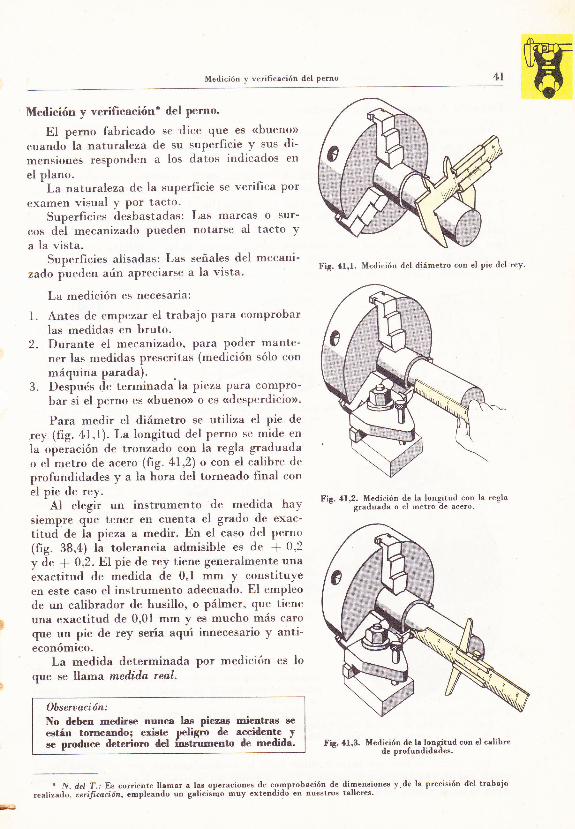
Medición y verificacién del Perno 4l
Medición y verificación* del perno.
EI perno fabricado se dice que es «bueno))
cuand; la naturaleza de su superficie y sus di-mensiones responden a los datos indicados en
el plano.La naturaleza dela superficie se verifica por
examen visual y Por tacto.Superficies desbastadas: Las marcas o sur-
cos del mecanizado pueden notarse al tacto ya Ia vista.
Superficies alisadas: Las señales del mecani'zado pueden aún apreciarse a la vista.
La medición es necesaria:
l. Antes de empezar el trabajo para comprobarlas medidas en bruto.
2. Durante el mecanizado, para poder mante-ner las medidas prescritas (medición sólo conmáquina parada).
3. Después de terminada la pieza Para compro-bar si el perno es <<bueno>> o es <<desperdicio>>.
Para medir el diámetro se utiliza el pie de
rey (fig. 41,1). La longitud del perno se mide en
la operación de tronzado con Ia regla graduadao el riretro de acero $g. al,z) o con el calibre de
profundidades y a la hora del torneado final con
el pie de rey.Al elegir un instrumento de medida hay
siempre que tener en cuenta el grado de exac-titud de la pieza a medir. En el caso del perno(fig. 38,4) la tolerancia admisible es de -l- 0,2y de I 0,2. El pie de rey tiene generalmente unaexactitud de medida de 0,1 mm y constituyeen este caso el instrumento adecuado. El empleode un calibrador de husillo, o pálmer, que tieneuna exactitud de 0,01 mm y es mucho más caroque un pie de rey seria aquí innecesario y anti-económico.
La medida determinada por medición es loque se llana meiliila real'
Obsen¡a¿ión:No deben medirse nunca lae piezas mientres sreeuír torneando; exiete peligro de accidente yee produce deterioro del inetrumento de medida.
Fig. 41,1. Medición del diámetro con el pie del rey.
Fig. 41,2. Medieión de la longitud con la regla- graduada o el metro de aeero.
Fir.4f,3, Medicióo de la loogirud con el c¡libre- de profundidades.
. N, del T,: Es cor¡ieote llamar a las operaciones de comprobación de dimensionee y.de la preeisión del trabajorealizado. urifieación. empleando un galicisñlo muy extendido rn nucstro§ telleres'
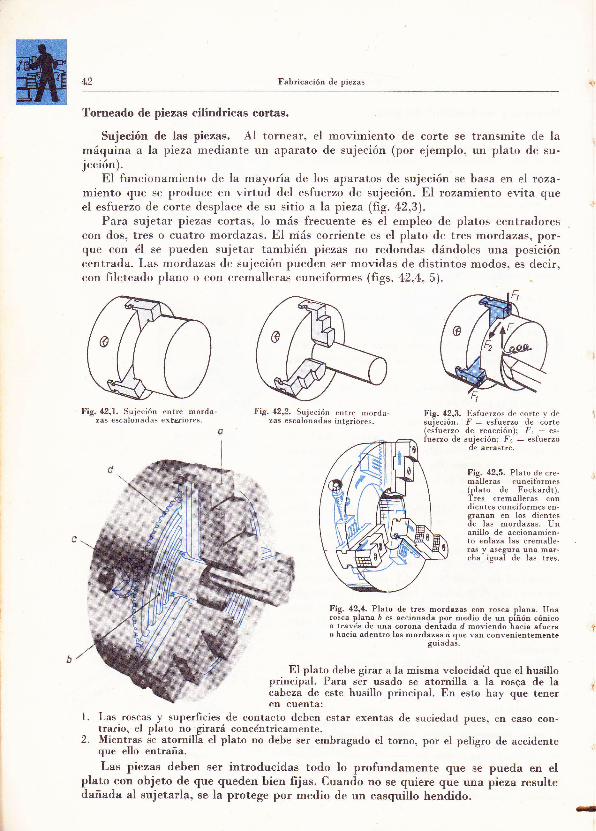
42 Fab¡icación de piezas
Torneado de piezas cilíndricas cortas.
Sujeción de las piezas. Al tornear" el movimiento de corte se transmite de lamáquina a la pieza mediante un aparato de sujeción (por ejemplo, un plato de su-jeción).
EI funcionamiento de Ia mayoría de los aparatos de sujeción se basa en el roza-miento que se produce en virtud del esfuerzo de sujeción. El rozamiento evita queel esfuerzo de corte desplace de su sitio a la pieza (fig. 42,3).
Para sujetar piezas cortas, lo más frecuente es el empleo de platos centradorescon dos, tres o cuatro mordazas. EI rriás corriente es el plato de tres mordazas, por-que con él se pueden sujetar también piezas no redondas dándoles una posicióncentrada. Las mordazas de sujeción pueden ser movidas de distintos modos, es decir,con fileteado plano o con cremalleras cuneiformes (figs. 42,4,5).
Fig.42,l. Sujeción entre morda-zas escalonadas extgiores.
Fig.4.2.2. Sujeción , ntre mordazas escalonadas in!eriores.
I
Fig. tf2,5. Plato de cre-malleras cuneifo¡mes(plato de Focka¡dt).T¡es cremalle¡as condientes cuneiformes en-granan en los dientesáe las mordazas. Unanillo de accionamien-to enlaza las cremalle-raa y asegu¡a una mar-cha"iguaf de las tres.
Fig. 42.4. Plato de tres mord¡zas con rosca plana. Unarosca plam ó es accionada por medio de un piñón cónicoa trarés de una corona dentada d moriendo}acia afuerao hacia adent¡o las mordazas ¿ que van conveoientemente
guiadal.
El plato debe girar a la misma velocida'd que el husilloprincipal. Para ser usado se atornilla a la rosqa de lacabeza de este husillo principal. En esto hay que teneren cuenta:
l. Las.rosc_as_y superficies de contacto deben estar exentas de suciedad pues, en caso con-trario. el plato no girará concéntricamente.
2. Mientras se atornilla el plato no debe ser embragado el torno, por el peligro de accidenteque ello entraña.Las piezas deben ser introducidas todo lo profundamente que se pueda en el
plato con objeto de que queden bien fijas. Cuando no se quiere que una pieza resultedañada al sujetarla, se la protege por medio de un casquillo hendido.
-a
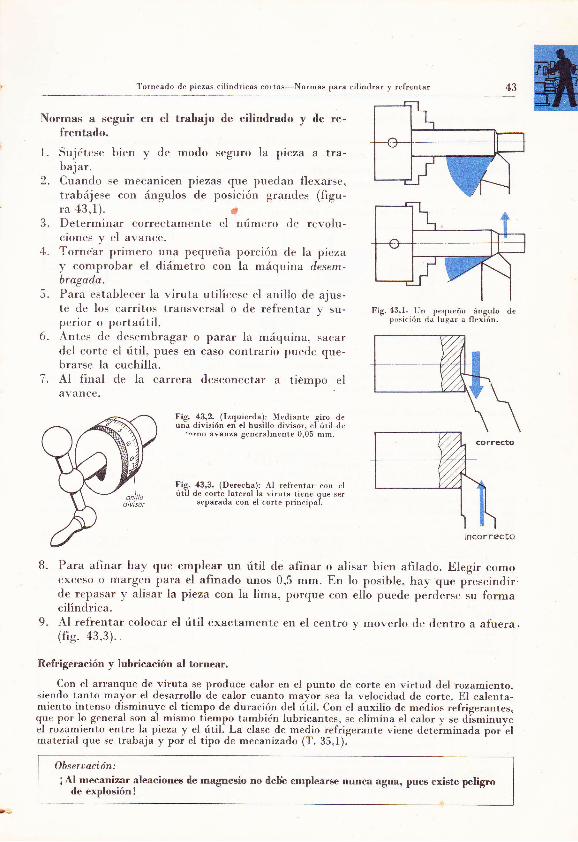
Torneado de piezas cilíndricas cortas-Normas para cilindrar y refrentar
3.
4.
5.
6.
Normas a seguir en elfrentado.
l. Sujétese bien y debajar.
trabajo de cilindrado y de re-
modo seguro la pieza a tra-
2. Cuando se mecanicen piezas que puedan flexarse,trabájese con ángulos de posición grandes (figu-ra 43,1). üDeterminar correctamente el número de revolu-ciones y el avance.Tornear primero una pequeña porcií)n de la piezay comprobar el diámetro con la máquina desem-bragada.Para establecer Ia viruta utilícese el anillo de ajus-te de los carritos transversal o de refrentar y su-perior o portaútil.Antes de desembragar o parar la máquina, sacardel corte el útil, pues en caso contrario puede que-brarse la cuchilla.
f].fff, de la carrera desconectar a tiempo el
Fig.43,l. Un pequeño ángulo deposición da lugar a flexión.
7.
F¡g.43,2. (Izquierda): Mediante giro deuna división en el husillo diviso¡. efúril de
-^rüo avanza generalmente 0,05 mm.
Fig.43,3, (Derecha): Al refrentar con elútil de corte lateral la virula tiene oue ser
separada con el corle prineipaf.
8. Para afinar hay que emplear un útil de afinar o alisar bien afilado. Elegir comoexceso o margen para el afinado unos 0,5 mm. En lo posible, hay que prescindir:de repasar y alisar la pieza con la lima, porque con ello puede perderse su formacilíndrica.
9. Al refrentar colocar el útil exactamente en el centro y moverlo de dentro a afuera.(fig. a3,3).
Refrigeración y lubricación al tornear.
Con el arranque de viruta se produce calor en el punto de corte en virtud del iozamiento,siendo tanto mayor el desarrollo de calor cuanto mayor sea la velocidad de corte. El calenta-miento intenso disminuye el tiempo de duración del útil. Con el auxilio de medios refriqerantes,que por lo general son al mismo tiempo rambién lubricantes. se elimina el calor y se dísminuyeel rozamiento entre la pieza y el útil. -La clase de medio refrigerante viene deteiminada por"elmaterial que se trabaja y por el tipo de mecanizado (T. 35.I).
Obseruación:
¡Al mecanizar aleaciones ilede explosión!
magnesio no del¡e emplearse nunca agua, pues existe peligro
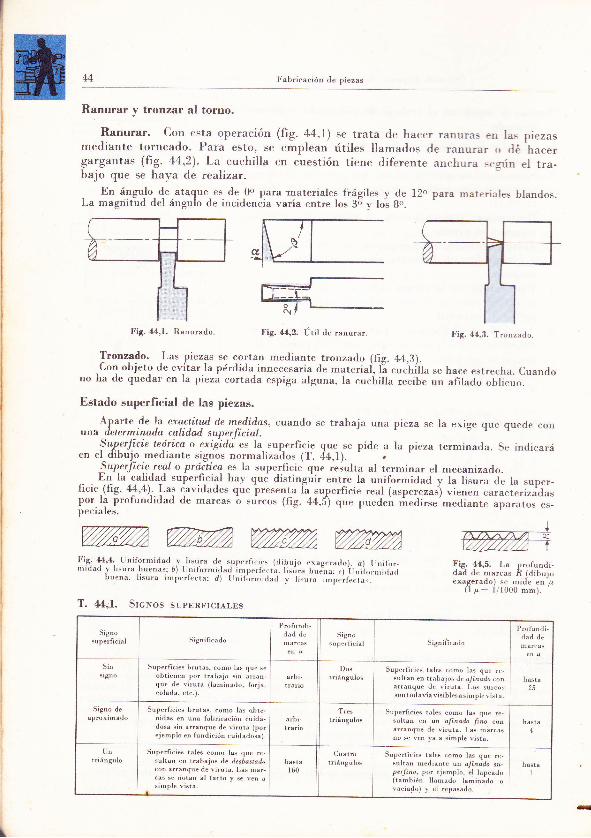
44 Fab¡icación de piezas
Ranurar y tronzar al torno.
Ranurar. con esta operación (fig. 44,1) se trata de hacer ranuras en las piezasmediante torneado. Para esto, se emplean útiles llamados de ranurar o dé hacergargantas (fig.44,2). La cuchilla en cuestión tiene diferente anchura seelin el tra-bajo que se haya de realizar.
- En ángulo.de.at4gue_es. de Oo para rnateriales fiágiles y de l2o para materiales blandos.La magriitud del ángulo de incidenCia varia entre los 3ó v loi Bo.
¡lg. {4,1, Hanurado. Fig.44,2. f,til de ranu¡a¡. Fig, 44,8. Tronzado.
Tronzado. .Las liezas se eortan mediante tronzado (fig. 4a.3).,Con objeto de evitar la pérdida-innecesaria de material. ü "r,.hilla se hace estrecha. Cuando
no ha de quedar en la piezá co¡tada espiga alguna, la cucúilla ¡ecibe un alilado oblicuo.
Estado superficial de las piezas.
Afi.* le l,a exattitud de medidas, cuando se trabaja una pieza se la exige que quede conuna dptprm¡nada calidad super.fi cial.Sup.crficie tcórica o exi§ida e; la superficie que se pide a la pieza lerminada. Se indicará
en el drbu.¡o.mediante signos normalizados 1T. 44"1¡.superJici.e real o prdctica e: la superficie que resurta al re¡minar el mecanizado.
^ . !1 Iu.c.ali.aa.a superfi.cial ha¡ que disringúir entre la uniformidad v la lisura de la "uper-licie.(lig' 44-4)-.Las caridades que presenta la superfieie."al lasper"ras'¡ vienen caraelerizádaspor. la profundidad de mareas ó "u."r, (fig.44.S) qu" pued.n á.dirse meáianre upr.rto.
"r-peciales.
77%:,?ZZ 7Z7Z W.ryZ %'ZryFig. 4.4,4...Uniformidad y lisura ,1" superlir.ir.s (tliLujo rxagerad6). o) t nilirr-rrrr,l¿,1 r lr-ura,l,uela.: ói I nrl¡,rrnidad inr¡,".1,, ra. 1,.ü* f,,iL", r) I r¡ri,,rr¡r,l,r,lbupna. lrrr¡ra iml',.rlecta: d) I nili,rmi,la,l r li.r¡ra in¡P¡rfe,.ta-.
T. 44;1. Srcxos supERr.rcralEs
Fig. 44,5. La profundi-dad de marcas R tdi¡ri"exageradtr) te -id. "n'plI4: 1¡i¡6¡ -.,.
\
Fig. {.4,f, Ranurado. Fig. 44,3. Tronzado.
Signosuperficial Signiñcado
Profund i.dad de Signo
sis"iñcad"
P¡ofundidad de
Sinsigno
Superficies brutas. como las qü€ seobtienen por trabajo sin arran-que de viruta (laminado. forja.colada, etc.).
a¡l¡i-Dos
triángulosSuperficies tales como las que re-
sultan en trabajos de afinad.o conarranque de virura. Los surcosso¡ todavía visibles a simple visr a.
hasl25
Signo deaproximado
Superficies brutas. como las obte-nidas en una fabricaci¿¡n cuida-dosa sin arranque de viruta (porejemplo en fundición cuidadosa).
arbi-Tres
t¡iángulosSuperñcies tales como tas que re-
sultan e¡ un aJinado fiw ro¡arranque de vi¡uta. Las mi¡ca¡ 1
Untriángulo
Superñcies tales como las que re-sultan en trabajos de desócsr¿docon arranque de viruta. Las mar,cas se notan al tacto y se ven a
I60
Cuatrotriángulos
Su¡erñcies tales como las que re-sultan mediante ún alínado su-perJino. por ejemplo, el lapeado(también llamado laminado ovaciado) y el repasado.
hastaI
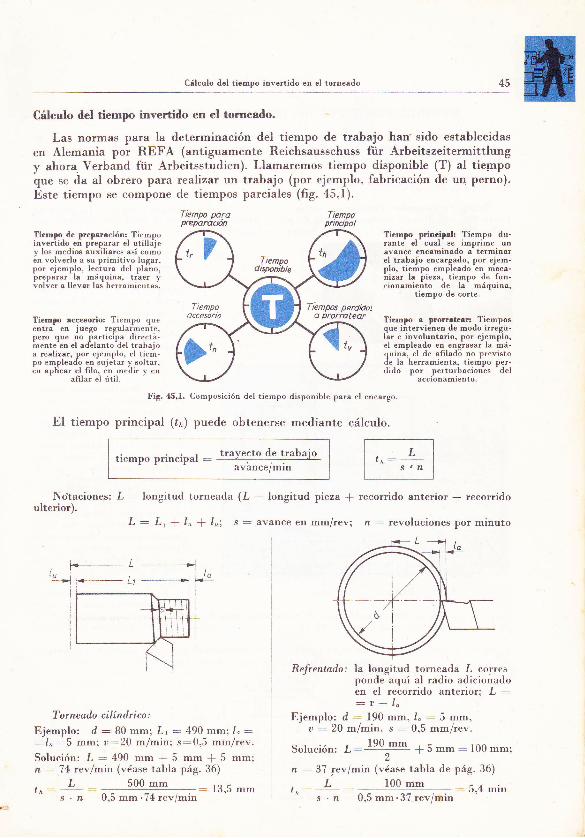
45
Tiempo de preparación: Tiempoinve¡tido en preparar el utillajey los medios auxiliares así comoén volve¡lo a su primitivo lugar,por ejemplo, lectura del plano.preparar la maqu¡na! traer yvolver a llewe las herramientas.
Tiempo acceeorio: Tiempo queentra en juego regularmente,pero que no participa directá-mente en el adelanto del trabajoa realizar, por ejemplo, e[ tiem-po empleado en sujetar y solta.en aplicar el filo, en medir y en
afilar el útil.
Tiempo principal¡ Tiempo du-rante el cual ee imprime unavance encaminado a terminarel trabafo encargado. por ejem-plo, tiempo empleado en meca-ñizar la pieza, tiempo de fun-cionamiento de la máquina,
ti€Epo de corte.
Ticmpo a pron¡tcar: Tiemposque iñtervienen de modo irregu-lar e involunta¡io, por ejemplo,el empleado en engrasar Ia má-quina, el de afilado no previstode la herramienta, tiempo per-dido por perturbaciones del
acclonamrento.
Fig. 45,f. Composición del tiempo disponible para el encargo.
El tiempo principal (t¿) puede obtenerse mediante cá
travecto de trahaiotrempo prrnclpal :
-
' avhnce/min
Cálculo del tiempo invertido en el torneado
Cálculo del tiempo invertido en el torneado.
Las normas para la determinación del tiempo de trabajo han sido establecidasen Alemania por REFA (antiguamente Reiehsausschuss fiir Arbeitszeitermittlungy ahora. Verband für Arbeitsstudien). Llamaremos tiempo disponible (T) al tiempoque se da al obrero para realizar un trabajo (por ejemplo, fabricación de u4 perno).Este tiempo se compone de tiempos parciales (fig. as,l).
lculo.
l,_zl]"""1Notaciones: .L : longitud torneada (L : Iongitud pieza + recorrido anterior f recorrido
ulterior).L: L, * l, -l l"; s : avance en mm/rev; n: revoluciones por minu,to
i,,
I
T o r nead.o cilínilr ic o :
Ejemplo: d B0 mm: L, - 490 mm:1,
-1, '5 mm; u'-20 m/min: s 0"5 mm/rev.Solución: L:490 mmf 5mmf 5mm;n : 74 rev/min (véase tabla pág. 36)
Refrentado: la longitud torneada I corresponde aquí al radio adicionadoen el recorrido aqteriort ¿ ::r+¿"
Ejemplo: d -- 190 mm. /. 5 mm.u : 20 m/min. s - 0.5 mm/rev.
solución: ¿: 190-mm f 5 mm - 100 mm;2
n : 37 rev/min (véase tabla de pág. 3ó)
L 100 mnrI. - 5.4 mrns . n 0,5 mm.37 rev/min
L 500 mm
Tiempo parawpamcKn
s . r¿ 0,5 mm.74 rev/min: 13,5 mm
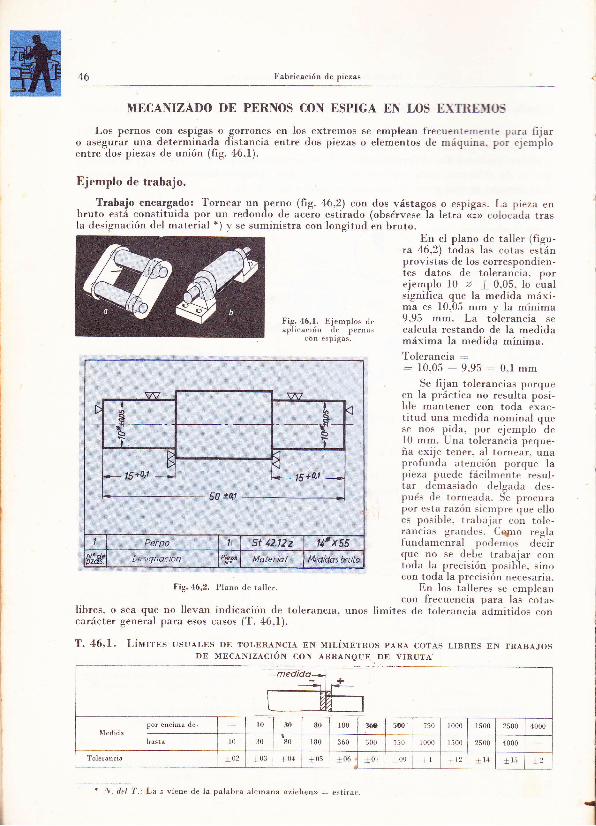
46 Fabricación de piezae
MECANIZADO DE PERNOS CON ESPIGA EN LOS E\TRE}IOS
Los pernos con esplgas o gorrones en los extremos se emplean liecuentenente para l'ijaro abegurar una d_eterminadS distancia entre dos piezas o elementos de máquina. poi ejenrploentre dos piezas de unión (fig. 46.'l ).
Ejemplo de trabajo.
. Trabajo encargado: Tornear un perno (lig. +b.2) eon dos rástagos o cspiga:. La preza enbruto está cunsliluida por un redortdo.le acero eslirado (obsérrese-la letra <é» "olocáda trasla designación del material *) l.se suministra con longitud en bruto,
Fig. 46.1. Ejemplo' ,1,.a¡,liracJ.in,l. 1,.rn,,.
con espigas.
I Per¡1o li 'St t2.l2z 11'x55.De.s,gnattorl Matérial. lvledidas lv".uto
fig.46,2. Plano de talle¡.
libres, o sea que no llevan indicación de tolerancia, unoscarácter gerreral para esos casos (T. 46,1).
Se fijan tolerancias porqueen la práctica no resulta posi-ble mantener con toda &ac-titud una medida nominal quese nos pida, por ejemplo tlel0 mm. Una toleran,.ia p.que-ña erije tener. al tornear. unairrofunda atención porque lapieza puede fácilmente re-qul-tar demasiado def ada des-pués de torneada. Se procurapor esta razírn siempre que elloes posible. trabajar coi tole-rarlcias grandes. Crqno reglafundamenral podernos deiirque no se debe trabajar contoda Ia preci-sión posible. sinolon toda la ¡reci-i,in neee.aria.
En los talleres se empleancon frecuencia para las iotas
límites cle tolerancia admitidos con
En el plano de taller (figu-ra 46,2) todas las cota,r estánprovistas de los corre.:pondien-tes datos de tolerancia. pore.jemplr l0 o 0.05. lo cual.ignifiea que la medida máxi-ma es 10.05 nrm 1 la nrinima9.95 mm. La tolerancia secalcula restando de la medidamáxima la rnedida mínirna,'l'olerancia :,- r0,0s 9,95 : 0.t mm
EN TRABAJOST. .46,1. Lilrrrns USUALES DE ToLERANCTa EN MrLíMETRos r.A.RA corAs Lr_BR¡rsDE MECANIZACIóN CON ABRANQLIE DE VIRIJTA'
Tolerancia
i l. ¿/e/ I.t La z vicne r:le la palalrra alemana «ziehen»: esrirur
I
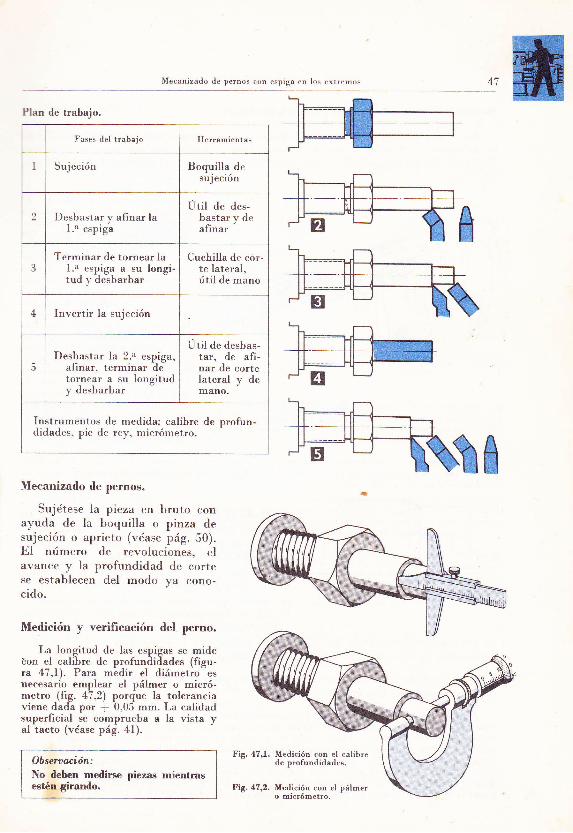
Mecanizado de pernos con espiga cn los extremos 47
Plan de trabajo.
Fases del tratrajo Herramientas
Sujeción Boquilla, desulecron
2 Desbasta¡ y afinar laI.¿ espiga
Útil de des-bastar y deafinar
3Termina¡ de tornear la
l.u espiga a su longi-tud y desbarbar
Cuchilla de cor-te lateral.útil de mano
1 Invertir la sujeción
5Desbastar la 2.a espiga,
afinar, terminar detornear a su longitudy desbarbar
Útil de desbas-tar, de afi-nar de cortelateral y demano.
Instrumentos de medida: calibre de profun-didades, pie de rey, micrómetro.
'r==-nffi*Mecanizado de pernos.
Sujétese la pieza en bruto conayuda de la boquilla o pinza desujeción o aprieto (véase pág. 50).El número de revoluciones, elavance y la profundidad de cortese establecen del modo va cono-cido.
Medicién y verificación del perno.
La loneitud de las espisas se mide¡on el caliLre d" p.ofunáitades (figu-ra 47,1). Para medir el diámetro esnecesario emplear el pálmer o micró-metro (fig. 47.2) porque la toleranciaviene dada por 1 0.05 mm. La calidadsuperficial se comprueba a la vista yal tacto (véase pág. 4I).
Obsert;ación:No deben mdir€e piezas mientrasertén giran¡lo.
Fig. 47,1. Medición con el calib¡ede profundidades.
,17,2. Medicién con el pálniero micrémetro.
Fig.
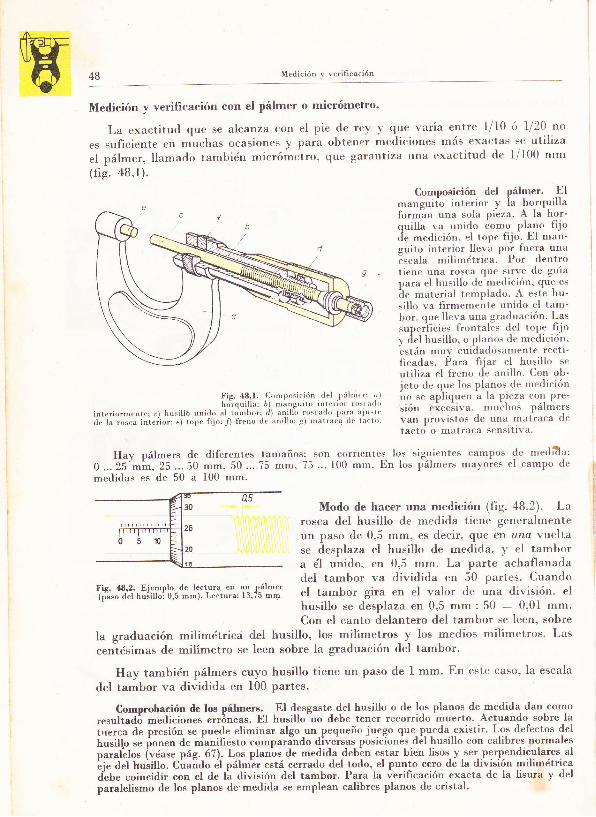
4B Medicién y verificación
Medición y verificación con el Pálrner o micrómetro'
La exactitud que se alcalrza con el pie de rey y que varia entre 1/10 6 ll20 no
es suficiente en muchas ocasiones y para obtener mediciones más exactas se utilizael pálmer, llanado también micrómetro, que garantiza una exactitud de I/100 mm(fig. a8,l).
Comoosieión del Pálmer. Elmanguiio interior 1la horquillaf,,rmán una sola pirza' A la hor'quilla r a unido iomo Planu fij,rrie medieión. .l tope fijo' EI man-quito interior llera por luera unaI.cala milimdtrica. Por denlrotiene una rosca que sirve de guiapara el hu"illo de medición. que e.áe material templader. A este hu-sillo va firmemente unido el tam-bor. que lleva una graduación. Lassupeificies frontalé. del toPe fijoy del husillo. o planos de medi,'ión.están muv cuidadosamenle recl i'fieadas. Éara fiiar el husillo se
utiliza el f."no d'" anillo. Con ob-
ieto de que los plano. de mcdi,'iónnil se apiiquen a la pieza eon Pre-sión exceÁir a. m uchos pálmersvan provistos de una. mat¡aca detacto o matraca sensrtlva.
Fig' 48,1. C',nr¡'osreiún det ¡'álnrtr: a)h,,rquilla: l,¡ mirrguit,' ir¡l, ri,rr r,''t rr,l,'
inleriurmcnlr: rl hu-illá rrni,lo al timhnr: r./¡ anill,' r,'''ad" ¡rura ajrr-t"de la rosca inteiiorr e) tope fijo:./) freno de anillo: g) matraca tlo trct.
Fie. 48,2. Eiemplo de lectura en un pálmer(p-aso del hu;illo: 0.5 mm). Leclura: 13.75 mm.
Hay pálmers de diferentes.tamaños; son cornentes los siguientes campos de medña:0...25'min,25...50 mm, 50...75 mm, 75... I00 mm. En los pTlmers mayores el campo de
medidas es de 50 a 100 mm.
Modo de hacer una medición (fig. a8,z). Larosca del husillo de medida tiene generalmenteun paso de 0,5 mm, es decir, que en uno vueltase desplaza el husillo de medida, y el tambora él unido, en 0,5 mm. La parte achaflanadadel tambor va dividida en 50 Partes. Cuandoel tambor gira en el valor de una división, elhusillo se desplaza en 0,5 mm : 50 - 0,01 mm.Con el canto delantero del tambor se leen, sobre
la graduación milimétrica del husillo, los milimetros y los medios milímetros" Las
centésimas de milímetro se leen sobre la graduación del tambor.
Hay también pálmers cuyo husillo tiene r¡n paso de 1 mm. En este caso, la escala
del tambor va dividida en 100 partes.
Comprobación de los páImere. El desgaste del husillo o de los planos de medida dan como
.esultadá mediciones ".r3r""". El husillo"no debe tener recorrido muerto. Actuando sobre latr"rca d" presión se puede eliminar algo un pequeño juego que pueda existir' Los defectos del
husillo se óon", de manifiesto comparindo diveisas pósicionés dél husillo eon calibres normales,..al"lo. ('véase páe.6?). Los planbs de medida deb-en estar bien lisos y ser perpendiculares alli" d"l hr.illo. Cüañdo el pálmir eslá cerrado del todo. el punto cero de la división milimétricadebe coincidir con el de li división del tambor. Para la verificqción exacta de Ia lisura y del
paralelismo de los planos de'medida se emplean calibres planos de cristal.
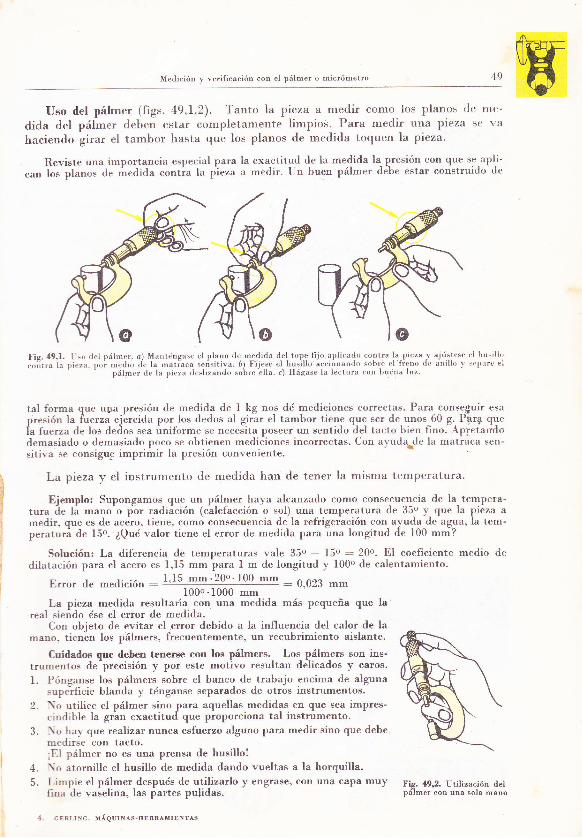
Medicién y verificación con el pálmer o micrómetro 49
:ij
'1
:
l
i
Uso del pálmer (figs. 49,1,2). Tanto la pieza a medir como los planos de nre-
dida del pálmer deben estar completamente limpios. Para medir una pieza st \ a
haciendo girar el tambor hasta que lns planos de medida toquen la pieza.
Reviste una importancia especial para Ia exactitu_d de la me4ida la_ presión con que sg,apli-
"r, Io. planos de Áedida contia la pi"r, , medir. Un buen pálmer debe estar construido de
Fis.49.l. I -o del pálm.r. o) !larrtinga'e el plano dc medida del llpe fijo apliea,lo co¡rtra la pieza y ajú.tc., ,1 hr¡-ill,',.ir.a la ¡icza. u,,r r¡r,.dio de la malraca -,.n'itiva. ál Fiies,.¡l husillo a"ci,,nando -ohrp cl'frcnu,l, anillo r :el,Jr, e,
pálm-r rle la ¡,i.za,le-lizantl"."lrreilla. r) Háeu"e la leetr¡ra,un Lu.na luz.
tal forma que upa presión de medida de I kg nos dé mediciones correctas. Para conseguir esapresión la fuerza ejercida por los dedos al girár el tambor tiene que ser de unos 60 g. Pprg qYeia fue.za de los dedos sea uniforme se neceaita poseer un sentido del tacto bien fino. Ap¡etardodemasiado o demasiado. pooo se ohtienen mediciones incorrectas. Con ayudade la matraca sen-sitiva se consigu.e impr:imir la presión conveniente.
La pieza y el instrumento de medida han de tener la misma ternperatura'
Ejemplo: Supongamos que un pálmer haya alcanzado como consecuencia de la_ tempera-tura áe lá mano-o por radiáción (calefacción o sol) una temperatura de 35" y que la pieza a
medir, que es de acero, tiene, como consecuencia de la refrigeración con ayuda de agua, la tem-peraturá de l5o. ¿Qué valor tiene el error de medida para una longitud de 100 mm?
Solucién: La diferencia de temperaturas vale 35o 15o - 20o. El coeficiente medio dedilatación para el acero es l.l5 mm para I m de longitud y l00o de calentamiento.
Error de medición l'15 mm'20o'100 mm:0,023 mm100o.1000 mm
La pieza medida resultaría con una medida más pequeña que la'real siendo ése el error de medida.
Con obieto de evitar el.error debido a la influencia del calor de lamano. tien;n los pálmers, frecuentemente, un recubrimiento aislante.
Cuidados gue deben tenem€ con los pálmers. Los pálmers son ins'trumentos de-precisión y por este motivo resultan delicados y caros.
1. Pónganse los pálmers sob¡e el banco de trabajo encima de algunasupe-rficie blanda y lénganse separados de otros instrrrmentos.
2. \o utilice el pálmer sinopara aquellas medidas en que sea impres-cindible la gran exactitud que proporciona tal in§trumento.
3. \o hay que realizar nunca esfuerzo alguno para medir sino que debemedirse con tacto.;El pálmer no es urá prensa de husillo!
4. \o atornille el husillo de medida dando vueltas a la horquilla'5. Limpie el pálmer después de utilizarlo y engrase, con una caPa muy
fina de vaselina, las partes pufidas.
1. cERLING. uÁqurxls-uennluterrls
Fig. 49,2. Utilización delpálmer con una sola mano
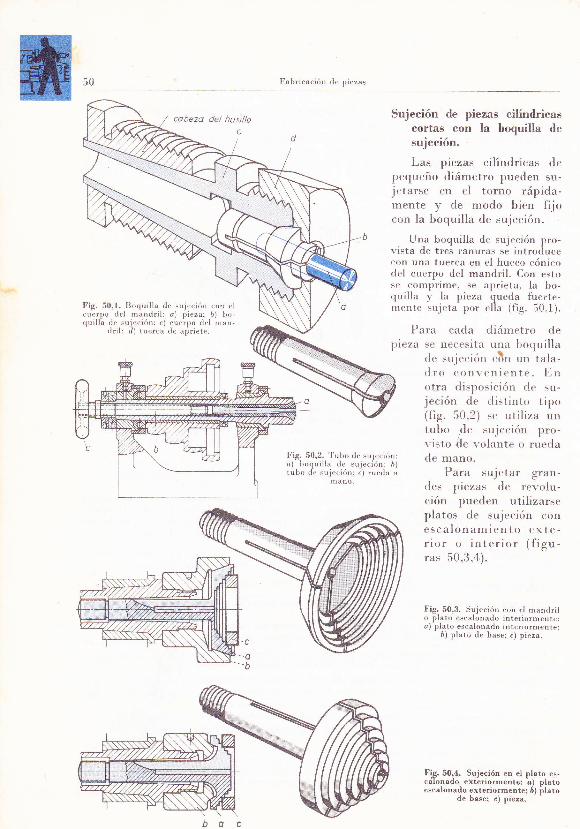
50 Fab¡icación de piezas
Fig.50,l. Boquilla rle sujeción colr elcucrpo dcl mandril: d) pieza: ü) bo-.luilla J" -uje, ii,n: .¡ euerpu ,1,.1 mar,-
dril: d) tuerca,1. ¡['ricte.
Sujeción de piezas cilintlricascortas con la boquilla desujeción.
Las piezas cilíndricas depequeño diámetro pueden su-jetarse en el torno rápida-nlente y de rnodo bien fijocon la boquilla de sujeciírn.
Una boquilla de sujeción pro-vista de tres ranuras se introducecon una tuerca en el hueco cónicodel cuerpo del mandril. Con estose comprime. se aprieta, la bo-quilla y la pieza queda fuerte-mente sujeta por ella (fig. 50.1).
Para cada diámetro de
¡ritza .r' net'e.ila una Lot¡uillatl" -u.ieciórr ctn un tala-
['ig. 50.2. Tubo de sujccií»r:u) L,rr¡urlla de .ujc, i,in: Á;tuhn dr.'ui,.er,in: r) rurda a
rn a no.
dro conr-eniente. Err6¡¡¿ ¡li-sJrosición de -.u-jeción de clistinto tipo(fig. 50.2) se utiliza untubo dc sujeción pro-visto ile \'olante o ruedade rnano.
Para sujetar É{ran-des piezas de revolu-ción pueden utilizarseplatos de sujeción con{]scalonanlient() exte-rior o interior (figu-ras 50.3.4).
Fig. 50.3. Sujeeiún ,on el mandrilo plalu escalonx,lo interiurmcntp:o) plato escalonado interio¡mente:
ú) plato de base; c) pieza.
FiS.50,4. Sujeción en el plato es-calonado eiteriormente: o) platoe"ralonado exte¡io¡mentc; ó) plato
de base¡ c) pieza.
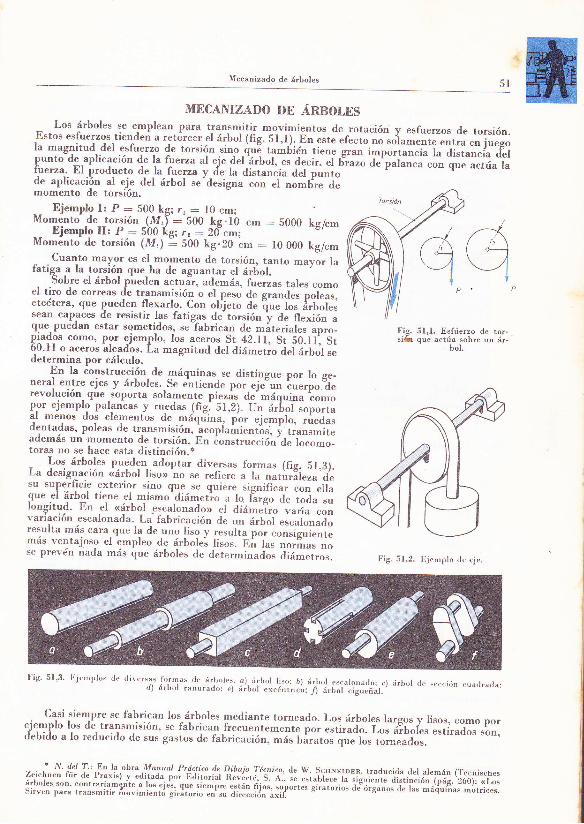
Mecanizado de árbolea
MECANIZADO DE ARBOLESLos árboles se emnlean para r.ra-nsmitir movimientos de rotación y esfuerzos de torsión.Estos esfuerzos tienderi a retárcer er árbor (fig. sI,ii. E;á.," "r""iá"á'..i"-l" ;;s;it,d-;;l';i;; A;;;;;
"r;á'ü"3',",i,ii¡n riene gran imporran;,:ti""ll:1"il#"ffpunto de aplicación de ra fuerza ar eie del'¡"b"r. .s delir. áiu1*.;;..ür',nc, con que aclúa rafuerza,.. El .producto de,la.fuerza y_de h distanáia del puntode aplicación al eje del árbol se-designa con el nomb'.e demomento de torsión.
Ejemplo I: P: 500 ke; rr : l0 cm:Momento de_tosión (I!,.i:500 kg.lQ cm - 5000 kg/cm- _ Ejemplo II: P : 500 lig; r, : 2ü cm;Momento de torsión (M,)= 500 kg.20 t-:16000 kg/cm
" ..Cuanto.mayor es el,momento de torsión, tanto mayor lalatiqa I la tors_ión que ha de aguantar el ár[¡ol.. .Sobre el árbol püeden actrí., además, frre.ras tales como
el ttro de correas de transmisión o el peso de grandes noleas_etcétera, que pueden. flexarlo. Con ob'ieto d" 'q"" io. áJ;ilsean capaces de resistir las fatigas de'torsión i de flexión aque-puedan estar sometidos.
"e"fabriean d" -át""iul". "o..-piados como, por ejemplo, Ios aceros Sr ¿Z.ri, §iJó.lll'iou.rl o aceros ateados. La magnitud del diámetro del árbol sedetermina por cálculo.
En la áonstrucción de máquinas se distingue por lo ge-
:^:::l "i::" ejes y árboles.,Se enriende po.-"¡d"" tr""po-d*revotucron. que -soporta solamente piezas de máquina comopor eJemplo patancas y ruedas (fig. Sl,2\. Un árbol soDorráaI menos dos elementos de .máquina- por ejemplo. rüedasdentadas, poleas de transmtslon. acoptam¡entos, y transmiteademas un momento de torsión. En conslrucción'de locomo_toras no se hace esta distinción.*
Los árboles pueden adoptar diversas formas (fig. 51,3).La designación ,iá.bol liso>> no se refiere , t, n",ir"ii"ru'á'"su supe_rficie exterior sino que se quiere .ie"iñ"r" con ellaque et artlol t¡ene {'I mismo diámetro a lo. Iarqo de loda sulongitud. En ,el «árbol escalonado»
"l ;i;;;?;r""aría convariación escalonada. La fabricación d" "; ;;í;i "scalonado::::l:r li: "ira,9ue la de rno liso y .""rtia ü;;;r,gr;;;;;rnas ventaJoso el cmpleo de árboles lisos. Eir las normas no
se prevén nada más que árboles de determinados diámetros.
Fig.5l,l. Esfüerzo de tor-sifo que actúa sobre un ár-
bol.
Fig. 51,2. Ejeru¡lo de eje
I¡i¡¡' 51,3' l')jr:rnplos de di'e¡sas li¡¡mas r:le árboft:s. a) árbrl lisu; á) árbol escalonarlo: c) árbol de ¡ección cuad¡atla:r/) árbol ranurado; e) áit,ol "*"frtii"í.;) j.¡"i-"¡g."i;1.,","'
Casi siempre se fabriean los árboles mediante torneado. Los árboles larqos y lisoá. como oorejqnrplo tos de, transmisión, se r.uri"r^ i.-""iri"-"","-p.i Á1i.1J". L;;ñ;id;;i.;il"".#ldebido a lo reducido dc sus gasros de fabricación. Áa, rá*to, qr" ir. ,á"#"¿"ár.
' N' del r': En Ia ol¡¡a Manual P¡dctico de Dibuio Técnico, de w. scnrn_rorn, traducida del alemán (Tecniscneszeichnen für de Praxis) v editada p"' eJii.'iut R";í;';. §."4.. sc Fstablece ru.isri"nr" ái;rinción,(pág. 2ó0): <<Losárb'¡les son. conl ra¡iameíte a l,'s ejeL- qu" t;.-pi" ".'.ia. i¡"'.- *p".r.. gi..i".i.. ái"álilr'.o'i"l',r" -uqr,ru. mo*rces.Sirven para tran.mir¡r áovimientó girdrorio
"n'su direecidn axil.
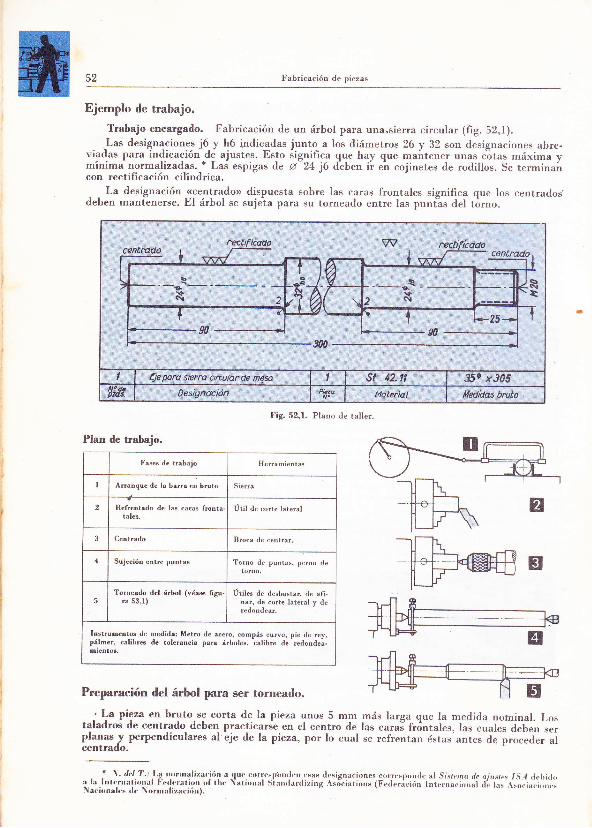
52 Fab¡icación de piezas
I €k: pO.¡ A'S n r O t Mtia r de it¡é s t.:l::,:t) St.','12:fl' &le.:x'305 .
fl-&.DZdS.' ,:0i§biacíén §¿ia '.Ntitéñcil l,Mitusbruto
Fig. 52,1. Plano de talle¡.
Plan de trabajo.
Fases de trabajo Herramicnres
I Arranque de la barra en bruro Sie¡ra
2 Refrentado de las caras fronta"tales-
Util de corte lateral
3 Centrado Broca de cent¡a¡.
4 Sujeción enrrc puntas Torno de ¡runtas, perno de
5Torneado del árbol (véase !igu-
r¿ 53,1)Útiles de desbastar, de afi.
nar, de corte lateral y deredondear.
Instrum€ntos de medida: Metro de acero, compás curvo, pie dc rey,pálmcr, calilres de tole¡ancia para árboles, calibre de redondea.
Preparación del árbol para ser torneado.
Ejemplo de trabajo.
Trabajo encargedo. Fabricación de un árbol para una4sierra circular (fig. 52,1).
..Lasdesignacionesjó-yhóindicadasjuntoalosdiámelros26y32sondesignaciunesabre-viadas para indicación de ajustes. Esto Áignifica que ha) que ma;tener unas cátas máxima ymínima normalizadas. i Las espigas d,e q-24 jó deben ii en cojinetes de rodillos. Se terminaícon rectificación cilindrica.
_ , La designación <Ícentrado» dispuesta sobre las caras frontales significa que los centrados'deben mantenerse. El árbol se sujeta para su torneado entre las punüs del torno.
a
' l a pieza en bruto_se corta de la pieza unos 5 mm más larga que la medida norninal. Lostaladros de centrado rleben practicars; en el centro de las caraí frántales, las r.uales deben se¡planasy perpendiculares al áje de la pieza. por lo cual se refrentan éstas antes d" p;;;¡;;;icentrado-
t \. lil T.: l,¡ r*rr¡¡raliza.i¡'rn a rllx'('.)rrespirrrL.n r..a¡ d¡siqnaei,¡nes c¡)r¡r:rr¡rrde al sis¿¡rno tle ,tittsres r-\ f rl,.l,i,l,,\a¡'ir¡nalcs rle \ornralizatirin).
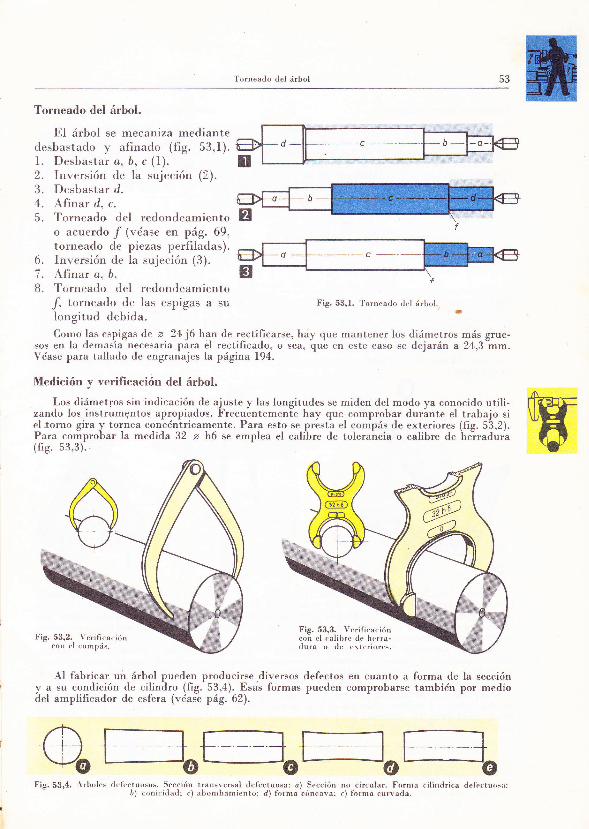
Torneado del á¡L¡ol 53
Torneado ilel árbol.
El árbol se mecaniza mediantedesbastado y afinado (fig. 53,1).I. Desbastar a, b, c (l).2. Inversión de la sujeción (2).3. Deshastar d.4. Afinar d. c.
5. Torneado del redondeamientof
:,,:;:fi:'"{ (.''ru." '*"[hi.:
= _-t. Alinar a, á. El -..8. Torneado del redondeamiento
Í
f torneado de las espigas a su Fig.S3,l. Tornearlo del á¡bol.
longirud debida.Como la" espigas de a 24 j6 han de rectificarse. hay que mantener los diámetros más grue-
sos en la dema.ía necesaria para el rectificado, o sea. que en este caso sc dejarán a 24,3-mm.Véase para tallado de engranajes la página I94.
Medición y verificación del árbol.
I,os diámetros sin indicación de aiuste y las longitudes se miden del modo ya conocido utili-zando los instrumenlos apropiados. Frecuenlemenle hay que comprobar durante el trabajo siel torno gira ¡ tornea conr'éntricamente. Para esto se presta el compás de exteriores (fig.53.2).Para comprobar la medida 32 a h6 se emplea el ealibre de tolerañcia o calib¡e de heiradura(fis. s3.3).
Al fabricar un árbol pueden producirse.diversos defectos en cuanto a forma de la seccióny a su condición de cilindro (fig. 53.a). Esas formas pueden comprobarse también por mediodel amplificador de esfera (véase pág. 62).
qFrFuFrFuFig.53,4. {rh,,le' drfcrtuosus. Sección t¡ansversal defectuosa: a) Secci<in.no ci¡cula¡. Fornra cilirdrica dcli'ctuos¿l- b) c,rnicitladl c) abombarniento; d) ftrrma cóncava: c) forma curvada.
Fig. 53,2. Verificacióncon el compás.
Fig, 53,3. Verificaeióncon el calihr¡: de hr.rra-dura o dc r.\l(,riorrs.
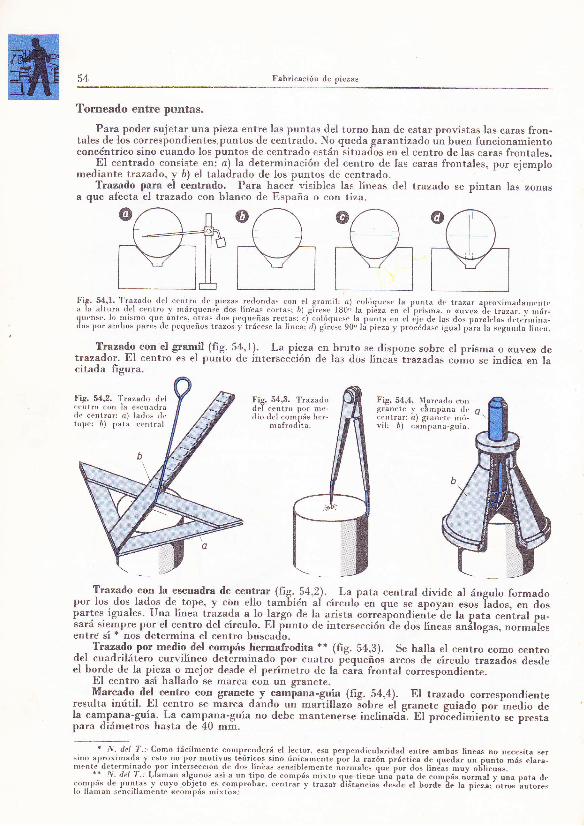
54 Fabricación de piezas
Torneado entre puntas.
Para poder sujetar una pieza entre las puntas del torno han de estar provistas las caras fron-tales de los correspondientes,puntos de cenlrado. No queda garantizado ün buen funcionamientoconcéntrico sino cuando los puntos de centrado están situados en el centro de las caras frontales.
El centrado consiste en:.¿) la.determinación del centro de Ias caras frontales, por ejemplomediante trazado. y ó) el taladrado de los puntos de centrado.
Traz-ado para eI centrado. Para hacer visibles las líneas del trazado se pintan las zonasa que afecta el trazado con blanco de España o con tiza.
Fig.54.l.'l'razado rlel .enlro d..¡rieza. redonda. ron el gramil o) col,iqu.-e la punla d¡ lrazar a¡rro\¡nla(lar¡r(.¡lcu lu allura rlcl.enlr(,1 nrárqucnse do' linca" errrta.: ó; gire.e lB0,,la pieza en et'¡rri-ma. n,,r.,.rr,l,.lrazar. \ ilrár-r¡rrns,. l. nrisrn. qu. anle.. nt¡a. do¡ pequpña- rcclai: r) e.lóque.e la punra en el J¡. d. la. do. ¡,aral¡la, dr.tr.i¡iliri¿r-rla. ¡'r,r amlros ¡ares de pequoñ.s lrazo¡ y tráeese la linla: r/¡ gire-e 90" 1á picza y pr,r:ida.e rgual 1,ára la "r.gurrrla lírrr.r.
Tpzad.q con el gramil (fig. 5a,1). La pi?a en bruto se dispone sobre el prisma o ((uve» detrazador. El centro es el punto de intersección de las dos líneas trazadas coiro s" indica en lacitada figura.
Fig. 54,3. Trazadodel centro por m, -
dio del compás her-mafrodita.
Fis.54.4. Marcado o,rrgránrtc y cÁm¡,ana,l,'ccnlrar: o) graI,.tr. rnó-vil: ó) cam¡'ana-guía.
Trazado eon la escuadra de cenlrar (fig.54,2\. La pata central divide al ánsulo fr¡rmadopor los.dos.lados de._tope, y cb-n ello también ai círculó en que se apoyan
"."" fudor, *n áo.parles.iguales. Una línea l¡azada a_lo lqgo de Ia arista correspondiente'de la pala central pa-sará siempre Por el centro del círculo. El punlo de intersección'de dos líneas .rálogr". normál;sentre sí * nos determina el centro buscado.
. , T"q3{,9 por medio.del compá6 liermafrodita ** (fig. 54,3). Se halla el centro como centrodel cuadrilátero curvilíneo determinado por cuatro péqueñós arcos de círculo trazados desdeel borde de la pi-eza
_9 Tejor desde el perímetro de la-caia frontal correspondiente.El centro así hallado se marca con un granete.Marcado del centro con granete y cam[ana-guía (fig. 5a.a). El trazado correspondiente
resulta inúlil. El cenlro se marca dando un mar-tillazo éobre el granete guiado por'medio dela eampana-guía.. La campana-guÍa no debe mantenerse inclinadi. EI pro"cediniiento se prestapara diámetros hasta de 40 mm.
t N. del T.: Como fácilmente comprenderá el lector, esa perpendicularidad entre ambas líneas no necesita ser.irrn aProximada Y eslo no por molivos téó¡icos sino úni¡amente'poi la razón práctiea de quedar un punto más clara-nrntc.dptrrñimdo¡or inletseccron de dos línéas sensiblpmente ñormal". que'por dos linÉa. mu) ,É|i"r"..
'l ry.d"/ T.; Llaman algrno. asi a un lipo de compás mixto que tiene Lna'pata de compá. normal y una para (lrcoxrl'as de puntas y cuyo ohJelo es comprobar. cenlrar y Iraza} distaneiaq desde el borde de Ia pieza:'otros hutorr..lo llaman scnrrllamcnle «compa§ mtxlo»;
Fig,54,2. Trazado del(r,!rtto c{)n la escuadra(l(,crrrtrar: c) larlos dclol)e; ó) pata central
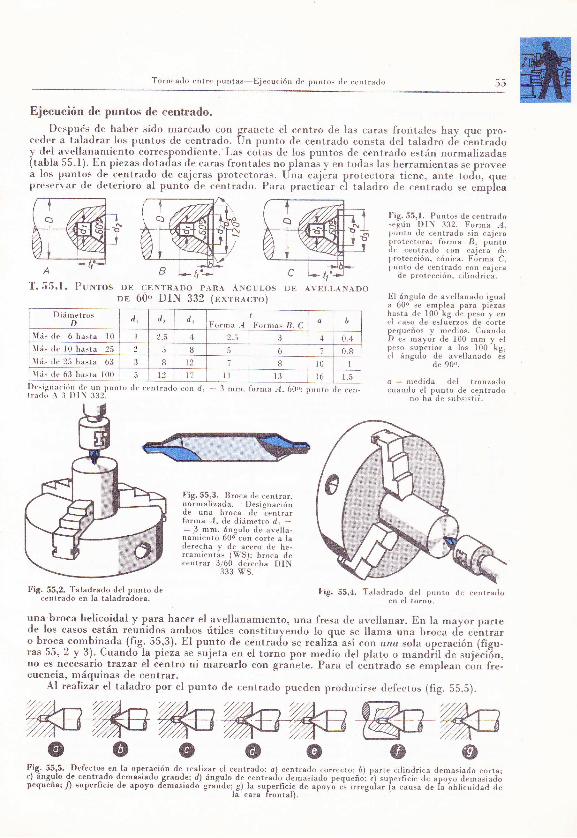
Torneado cntrc []untas,--Ejecución tle puntos de centrado 5.5
Ejecución de puntos de centrado.
, Desputís.de haber sido marcado c-on _g_ranete el centro de las caras froritales hay que pro-cetler a taladrar los ¡runtos de centrado. Ün punto de centrado consta del taladro dL cLntradoy deJ a_v,ell3nanriento correspondiente.'Las cotas de los puntos de centrado están normalizadas(tabla 55,1), En piezas dotadas de caras frontales no_planis y en todas las herramientas se proveea los puntos de centrado de caje_ras protectoras. Una cajára protectora tiene, ante todo, quepreservar tle deterioro al punto de céntrado. Para practicar el taladro de centrado ." "-pl"u
T.55,1. Puxros DE cENTRADo pARA AlctiI,os DE AvELL.A.NADo¡¡ 6óo DIN 332 (rxrnacro)
D iáu¡et r¡¡sD dl d.
l'ornra,4 Fr¡rmas B. C b
\tás tle 6 hasta l0 ,t 3 ,l 0^4Ilás dr l0 hasta !5 D J ó 1 0.8\lás de :15 hasta 63 3 B l2 t0\lá. dr 63 h¡sta 100 l2 lr- ll l3 t6 1.5
I),.-igrrri i,irr rL. rrrr ¡,rrnl,r rl,. ¡ entra,lo ,.,,n dr 3 nrr¡r. f,,r¡rra Irr¡,1,' \ .i l)l\ 331.ó0o: ¡runto de cen-
Fig,55,3, Broca de cenrrar,nornralizada. Designaciónde una [,roca de centrarforma l, de diárnetro d, :: 3 mnr. ángulo de ar ella-namiento 60d con corte a laderecha y de acero rle he-¡ramientás (WS); broca decentrar 3/60 derecha DIN
333 WS.
Fig. 55,2. Taladrado del punt,, d.cenlrarlo en la taladradora
¡'ig.55,f. Puntos de centrado..qúrr DIN 333. Forma l.¡,rinto de ccntrado sin cajera[,r,)tECtu¡a: fornra B, punlo,1. centrado cun taieia delrruteccián, cónica. Fárma C.l,unlo de centrado con caiera
de orotección- cilindriei.
El ángulo de avellanado iguala ó0o se emplea para piezashasta de 100 kg de peso ¡ en
"l caso de esluerzos de co¡tepequeños y medios. CuandoD es mayor de I00 mm y elpeso superior a lo: 100'kg.tl ángulu de avellanado és
de 90o.
a .: medida del tronzadocuando el punto de centrado
no ha de subsistii.
lig.55.a. Taladrado del pilnto de..ntradoen el torno.
'ffiffi@*ffiuna broca helicoidal y para hacer el avellanamrenlo, una lresa de avellanar. En la mavor nartede los casos están reunidos^ambos útiles eonstitu)endo lo que se llama una broca dá c"'nt.aro broca combinada (fig. 55.3). El punto de centrado se realiá asi con una sola operación (figu-ras 55, 2 y 3). Cuando la pieza se aujeta en el torno por medio del plato o mand;il de suiecifin.no es necesario trazar el centro ni marcarlo con granete. Para el céntrado se emplean cón fre-cueneia, máquinas de centrar.
AI realizar el taladro por el punto de centrado pueden producirse defectos (fig. 55"5).
Ioo@@@
,ffio
Fig..55,5. .Defectos,en.la operacián de-realizar el cenlrado: a) centrado.orrc.to: ól parte crlindriea demasiado eorla;c) ángulo dc centrado demasiado grande: d) ángulo de
""ntrado dema.iado Dcqueño;'r¡.uperficie de aooro dema.iadopequeña; -/) superficie de apoyo demasiado *r^ñr"ij)","r.;rf,".*cie.de apoyá e" irregular (a causa d. [a iblieu;dad d.
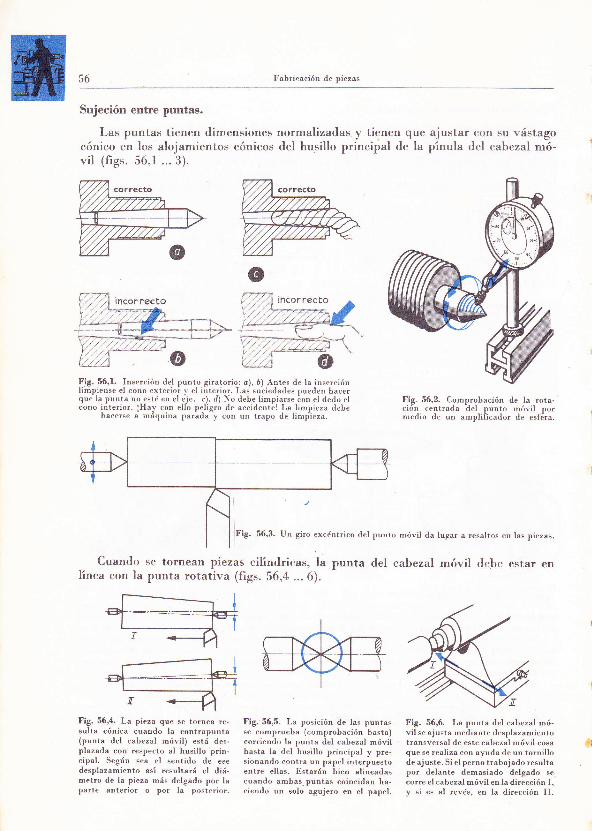
56 Eab¡i¡ación de piezas
Sujeción entre puntas.
Las puntas tienen dimensionescónico en los alojamientos cónicosvil (figs. 56.1 .,. 3)
normalizadas y tienen quedel husillo principal de la
ajustar con su vástagopinula del cabezal mó-
Fig. 56.1. Inserr.irin del punto giratorio: a). ó) Antes de la inserciénlimpiense el cono exterior y el irrterior. Las suciedades oueden haccrque'la puuta no eslé en el eje, c), d¡ No debe limpiarse ion el dedo elcono inlerior.:Hay con ello peligro de aceidentél La limpieza debe
hacerse a máquina parada y con un trapo de limpieza.
Fig. 56,2. Comprobación de la rota-ción eentrada del ounto móril oormedio de un amptiiicador de esfJra.
Un giro excéntrico del punto móvil da lugar a resaltos en las piezas
Cuando se tornean piezas cilíndricas, la punta del cabezal móvil debe estar enIínea con la punta rotativa (figs. 56,4 ...6).
r-lJ.-.:.:. +
Fig. 56,4. La pieza que se tornea re-sulta cónica cuando Ia contrapunta(punta del cabezal móvil) está des-plazada con respecto al husillo prin.cipal. Según sea el sentido de esedesplazamiento así ¡esultará el diá-metro de la pieza más delgado por laparle antcrior o por Ia Doslerior.
Fig. 5ó,5. La posición de las puntasse comprueba (comprobación basta)cor¡iendo la punta del cabezal móvilhasta la del husillo principal y pre-sionando contra un papel interpuestoentre ellas. Estarán bien alineadascuando ambas.puntas coincidan ha-ciendo un solo agujero en el papel.
Fig. 56,6. La punta del cabezal mó-vil se ajusta mediante desplazamientotransversal de este cabezal móvil cosaque se realiza con ayuda de un tornillode ajuste. Si el perno trabaj ado resultapor delante demasiado delgado secorre el cabezal móvil en la dirección I,y si es al rgvés, en la dirección II.
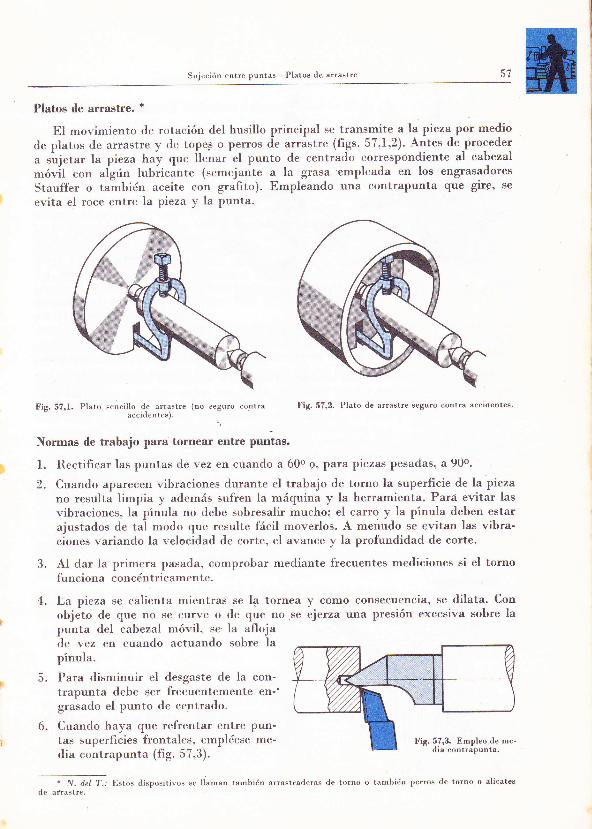
Sujeción entre puntas Platos dq arrastre
Platos de arrastre.
El movimiento de rotación del husillo principal se transmite alapieza por medio
de platos de arrastre y de topes o perros de arrastre (figs.57,1,2). Antes de proceder
u.r;"tu. la pieza hay que llena.-el punto de centrado correspondiente al cabezal
-óril cor, "lgúr, Irb.i"ante (semejante a la grasa empleada en los engrasadores
Stauffer o también aceite con grafito). Empleando una contrapunta que gire, se
evita el roce entre la pieza y la punta.
57
Fig. 57.1, Plato sencillo d-e arra"tre (no seguro eonlraaccidcnteÉ).
Normas de trabajo para tornear entre puntas.
1. Rectificar las puntas d,e vez en cuando a 60o o, para Piezas pesadas, a 90o.
2. Cuando aparecen vibraciones durante el trabajo de torno la superficie de la piezano resrflta limpia y además sufren la máquina y la herramienta. Pará evitar lasvibraciones, la pínula no debe sobresalir rnucho; el carro y la pinula deben estar
.ajustados de tal modo que resulte fácil moverlos. A menudo se evitan las vibra-'ciones
variando la velocidad de corte, el avance y la profundidad de corte.
3. Al dar la primera pasada, comprobar mediante frecuentes mediciones si el tornofunciona concéntricamente.
4. La pieza se calienta mientrasobjeto de que no se curve opunta del cabezal móvil, sede vez en cuando actuandopínula.
5.
6.
Para disminuir el desgaste de la con-trapunta debe ser frecuentemente en-'grasado el punto de centrado.
Cuando haya que refrentar entre pun-tas superficies frontales, empléese me-dia contrapunta (fig. 5?,3).
Fig. 57,2, Plato de arrastre degurg contra acciclentes.
y como consecuencia, se dilata. Conejerza una presión excesiva sobre la
Fig. 57,3. Empleo de me-dia contrapunta.
se la torneade que no .sela aflojasobre la
. N- del T.: Estos dispositivos se llaman también arrastraderas de to¡no o también perros de torno o alicatesde afrastre.
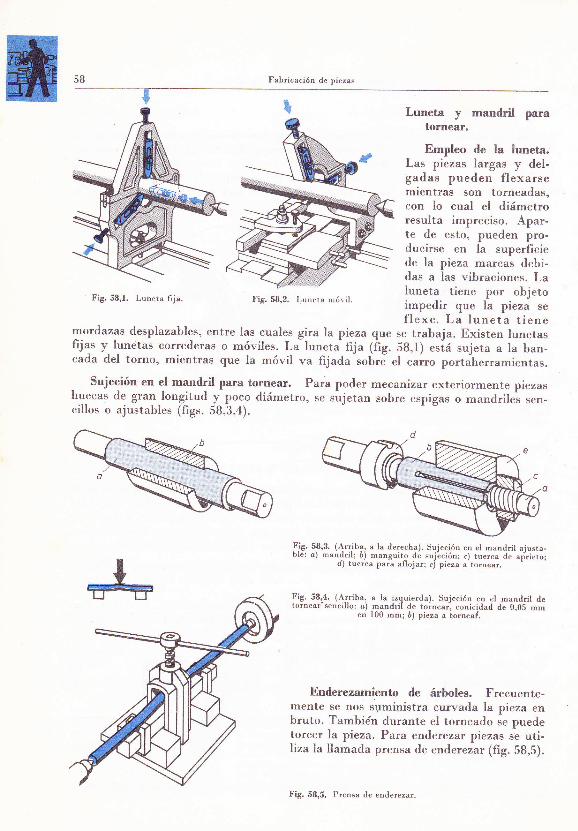
Fabricación de piezas
Fig. 58,1. Luneta fija.
Luneta y mandril paratornear.
Empleo de la luneta;Las piezas largas y del-gadas pueden flexarsemientras son torneadas,con lo cual el diárnetroresulta impreciso. Apar-te de esto, pueden pro-ducirse en la superficiede la pieza marcas debi-das a las vibraeiónes. Laluneta tiene por objetoimpedir que la pieza seflexe. La luneta tiene
m_ordazas desplazables, entre las cuales gira la pieza que se trabaja. Existen lunetasfiiT y ll'.ét.r correderas o móviles. La-luneta fija (ñg. s8,r) esiá sujeta a la ban-cada del torno, mientras que la móvil va fijada'sobrJ el carro portaherramientas.
- Sujeción en el mandril para tornear. Para poder mecanizar exteriormente piezashuecas de gran-longitud y poco diámetro,.".,.;"tu, sobre espigas o mandrile^s sen-cillos o ajustables (figs. 58,3,4).
Fig. 58.3. (4rriba. a Ia derecha). Suieeión en el mand¡il aiunta-ble: o) mandril: ó) manguito de sui-eción: c) ruerea de adrieto:
d) tuerca pam aflojarl e) pieza a tornear, ^
Fig, 58.4. (Arriba, a la izquierdal. Suieción en el mandril detornear'sencillo: a) mandril de toinear", conicidad de 0.05 mm
en I00 mm; ó) pieza a torneaf.
Enderezamiento de árboles. Frecuente-menle se nos suministra curvada Ia pieza enbruto. También durante el torneado se puedetorcer la pieza. Para enderezar piezas se uti-liza la llamada prensa de enderezar (fig. 58,5).
Fig. 58,5. Prensa de ende¡ezar.

Verificación con calibre de üerradura 59
Yerificación con calibre de herradura o de exteriores.
La medición con el pie de rey o con el pálmer resulta engorrosa por-que Ia medida ha de ser ajustada cada vez. Con instrumentos de com-
probación fijos se ahorra uno el ajuste a cada medida; entre los dos
pl.nos de medición no se puede comprobar sino una sola medida.
Calibree de herradura. Una pieza, por ejemplo un árbol, no es
utilizable sino cuando su medida real está comprendida entre Ia cotaminima y la máxima. P;ria comprobar estas medidas límites se empleanlos calibres de herradura (fig. 59,1). Estos calibres tienen dos sitiosdistintos en que comprobar las medidas y corresponden respectiva-mente a la medida máxima y.a la minima. La pieza es <<buena>> cuandola parte destinada a comprobar la cota máxima puede pasar resbalandqsobre la pieza; esta pieza es <<desperdicio>> (o sea inaprovechable) cuandoIa parte del calibre destinada a la cota mínima pasa sobre ia pieza. Se
designan ambos lados del calibre como lado de <<pasa>> o lado <<bueno>>
y lado de ((no pasa)) o lado <<malo>>.
El control de medidas de las piezas por medio de los calibres deherradura no constituye en realidad una medición sino una comproba-ción o verificación, porque únicamente se determina así si la medidareal está comprendida entre las medidas limites sin dar con ello medidaexacta alguna.
Designación de Ios calüres de herradr¡¡a. La medida de ajuste gra-bada sobre el calibre tiene que coincidir con la que figura en eI plano(por ejemplo, 10 h 6). Las diferencias se indican sobre los calibres en p(1 ir: 0,001 mm). El lado malo o lado de «rro pasa» se caracteriza porir pintado en rojo y por llevar achaflanadas las garras de medida.
Para diámetros hasta los 100 mm se emplean calibres de dobleherradura. Las medidas mayores se comprueban con dos calibre§ (figu-ra 59"2). Existen también calibres en que los lados de <<pasa>> y de <<no
pasa» se hallan dispuestos uno tras otro en la misma herradura.
Manejo de los calibres ile herrailura. Para emplearlos hay quelimpiar previamente los planos de medida en el calibre y en la pieza,El calibre y la pieza a medir han de estar a la misma temperatura(fig. 59,3). No debe emplearse la fuerza para hacer comprobaciones.
Obseraaciín: ¡No compruebe piezas gue estén en movimiento!
Fig, 59,1. Designacionesen calib¡es de hérradura:o) medida máxima Dglado bueno (lado de<<pasa»>); ó) medida mi-nima Dk lado malo (ladode <<no pasa>>); c) medidareal dgl árbol, úenor queDg y mayor que D}; d)medida de aiuste; e) di-ferencia superior: .;[) dife-rencia inferion g) capa depintura roja; [) mordazasó garras de medida, acha-flánadas(gyicaracte-¡izan al lado de no pasa
o lado malo.
Fiq, 59,3. Comprobaciónm;diante el calibre de he-
¡radura-Fig. 59.2. Calibre de una sola herradura para árboles de diámet¡o.-
100..,400 mm: o) lado de «pasa>>; ü) lado de <<no paea».
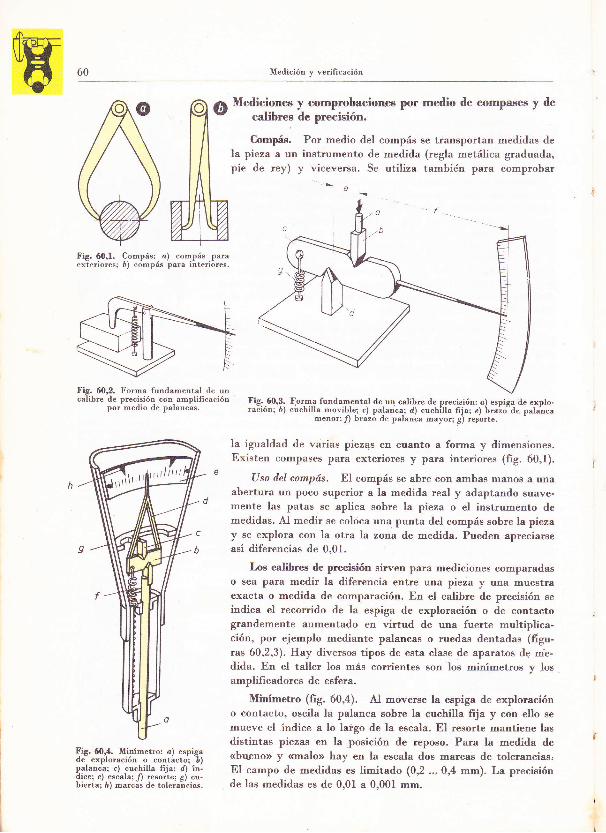
60 Medición v verificación
Fig. 60.1. Compás: a) compás paraexlFrioresi ó) compás pa¡a interiores.
Fig. 60.2. Forma fundamental de un
"alib.e de precisión con amplificaciónpor medio de palancás.
Fie.60.4. Minimetro: a) espisade- exploración o contácto! t)palanca; c) cuchilla fija; d) in.dice: e) escalal ¡f) resorte; g) cu-bierta; Á) marcas de tolerancias.
Mediciones y comprobaciones por meilio de compases y decalibres de precisión.
Compás. Por medio del compás se transportan medidas dela pieza a un instrumento de medida (regla tnetállca graduada,pie de rey) y viceversa. Se utiliza también para comprobar
p
Frs. 60,3. Forma fundament¿l de un calibre de orecisión: ¿) eeoiga ile exnlo.ra¡ión: á) cüchilla movible-: c) palancat d) cucbilla fijal
") Lralo'de pala'nca
menor;./) brazó de palanóa mayor; 6) repbrte.
la igualdad de varias piezas en cuanto a forma y dimensiones.Existen compases para exteriores y para interiores (fig. 60,1).
Uso ilel conxpás. El compás se abre con ambas manoE a unaabertura un poco superior a la medida real y ádaptando suave-mente las pata¡ se .aplica sobre la pieza o el instrumento demedidas. Al medir se coloca una punta del compás sobre la piezay se explora con la otra la zotta de medida. Pueden apreciarseasí diferencias de 0,01.
Los calibres ile precisión sirven para mediciones comparadaso sea para medir la diferencia entre una pieza y una muestraexacta o medida de comparación. En el calibre de precisión se
indica eI recorrido de la espiga de exploración o de contactograndemente aumentado en virtud de una fuerte multiplica-ción, por ejemplo mediante palancas o ruedas dentadas (figu-ras 60,2.3). Hay diversos tipos de esta clase de aparatos de me-dida. En el taller los más corri'entes son los minímetros y losamplificadores de esfera.
Minímetro (fig. 60,4). Al moverse la espiga de exploraciéno contacto, oscila la palanca sobre la cuchilla fija y con ello se
mueve el .índice a lo laigo de la escala. El resorte mantiene lasdistintas piezas en Ia posición de reposo. Para la medida de(<bu.eno» y «malo» hay en la escala dos marcas de tolerancias,El campo de medidas es limitado (0,2 ...0,4 mm). La precisiónde las medidas es de 0.01 a 0,001 mm.
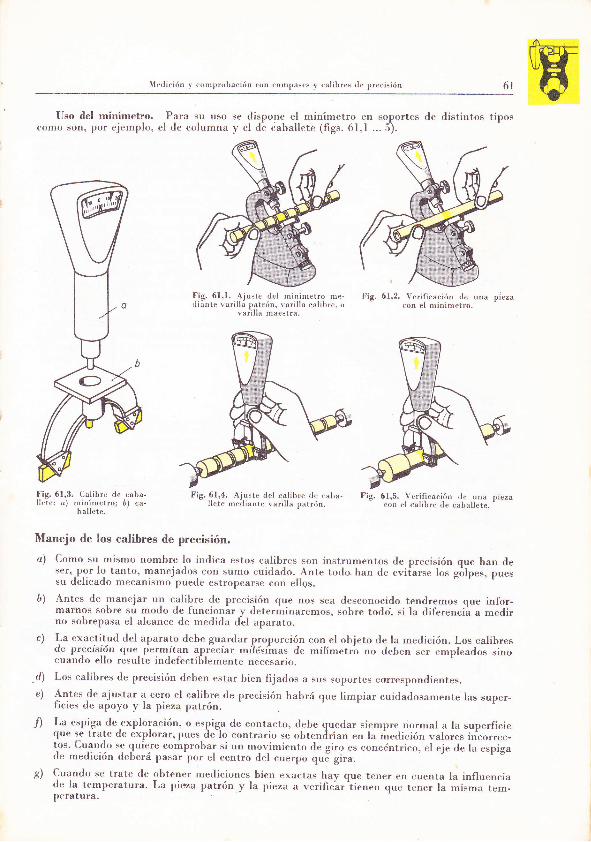
Mcrlición y comprobacirin con cor¡rl)ases y cdli[)res de ¡recisión 6l
Uso del minímetro. Para su usocorno son, por ejemplo, el de columna
se dispone el minimetro en soportes de distintos tiposy el de iaballete (figs. 6l,l ...5J.
Fig. 61.1. \iu.t" del ¡nininretro n¡e-,liante varilla patrí,n. r arill¿ eali[¡re. ,,
r ariila m¡cstre
Fig. 61.4. Ajuste del ¡ alihr¡ tl,, , al,a-llcte nr¡ rliante varilla I,at r,in.
Fig.61.2. \erifiea,i,in rle una piezael minimptro
Fig.6l,5. Vc¡ificación de una pieza,,,n el ,.alibre rle caLallere.
Fig. ó1.3. CaliLr" dc , al,a-IIlt,.: u) rrrinirrretr('i ó) ea-
ballete.
Manejo de los calibres de precisión.
a) Como su_ mismo nombre lo indica estos calibres son instrumerrtos de prec,isión que han deser,,por lo tanto, manejados, con sumo cuidado. Ante todo han de eviiarse los gálpes, puessu d'elicado mecanismo puede estropearse con ellos,
b) Antes de rnanejar un calibre de precisión que nos sea desconocido tendremos que infor-marnos sobre su modo de funcionár y determinaremos, sobre todo, si la diferenciá a medirno sobrepasa el alcance de medida dil aparato.
c) I-,a exacti.tud del aparato debe guardar proporción con el objeto de la medición. Los calibresdc pr,ecisión que_ Permitan a1l_reciar mílésimas de milímetro no deben ser empleados sinocuando ellr¡ resulte indef'ectiblemente necesario.
..tl) Los calibres de precisión deben estar bien tijados a sus soportes correspondientes.e) Antes rlc ajustar a cero el calib¡e de precisión habrá que limpiar cuidadosamente las super-
licies tlc apoyo y la pieza patrón.
fi La esJriga tle,exploraciún. o espig¿ de contacto. debe quedar.iempre normal a la -uperficieque se tratc de oxplorar. ¡,ucs de lo contrario se ,,blendrian "n la üedición valores iricorrcc-tos. Cu.an¡lo sc quiert comprobar si un mol'imiento de giro es concéntrico, el eje de la espigadc medicirin rleberá ¡iasar-por el centro del cuerpo quí gira.
g) Cuando se trate de obtencr mediciones bien exactas hay que tener en cuenta la influenciatle la tem¡rt:ratura. La pie'za patrón y la pieza a verificá¡ii"r", qr. tener la misrna tem-Irr.ral ura.
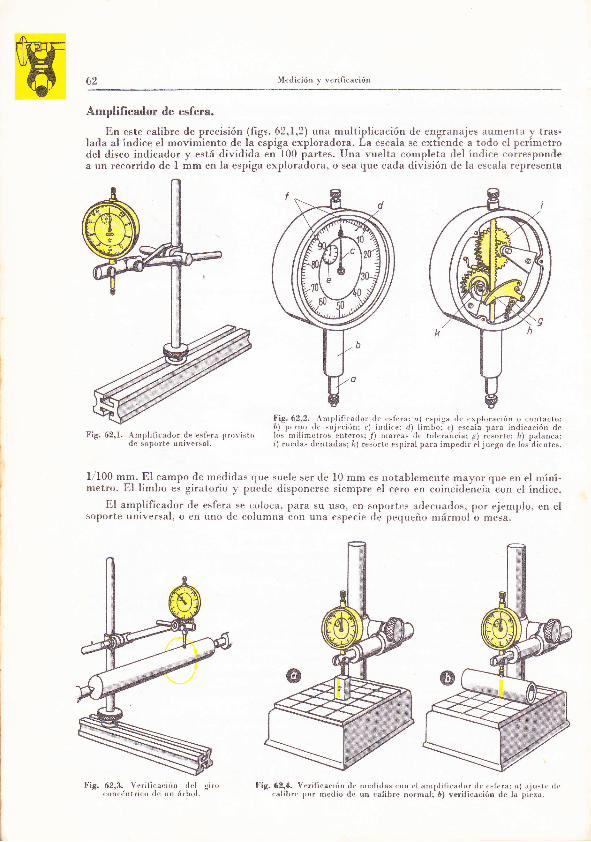
62 Medicién y verificación
Amplificador de esfera.
En este calibre de preeisión (figs.62.1"2) una multiplicación de engranajes aument.r y tras-lada al índice el movimiento de la espiga exploradora. La eseala se extiende a todo el perímetrodel disco indicador y está dividida en I00 partes. Una vuelta completa del indice correspondea un recorrido de I mm en la espiga exploradora, o sea que cada división de la escala representa
Fig. 62.2. {rn¡,lifi, ad"r ,l¡ ,..l.ra: c) espiga de exploración o contactoió) ¡',rrr,',1,,-ujeli,in: r) irrrJi,e: d¡ liml'o: e; e.eala para indir¿ci,in del,'. nrilim,.lr,'s Éntcr¡':l /) ruar.r¡ dd loleraneia: g) re.ortc: á) palanra:il ruetla. d, ntada-: A) re¡¡,rl,.e-piral para impedir el juego de los-dientes.
l/100 mm.-El campo de medidas que suele ser de l0 mm es notablemente mayor que en el mini-metr¡¡. El limbo ei giratorio y puede disponerse siempre el caro en coincidencia-con el índice.
El amplificador cle esfera- se t'oloea. para su uso, en soport()s adecuados, por ejemplo, en elsoporte universal, o en uno de crllumna con una especie dé pequeño mármol o mesa.
Fig. 62,1. Amplilicador de esfera ¡rroristode soporte universal,
F'ig. 62,3. Vtrilit:acirin rltl giro(,onr{íiltricr) de un árbol.
Fig. 62,{. Vcrificacirir¡ de ¡nctlitlas con rl arrr¡rlilicatlor rlr esli,ra: a) ajustr.rllcalihrc ¡or mr:dio tle un calibre normal; á) vcrilicarién dr la pieza.
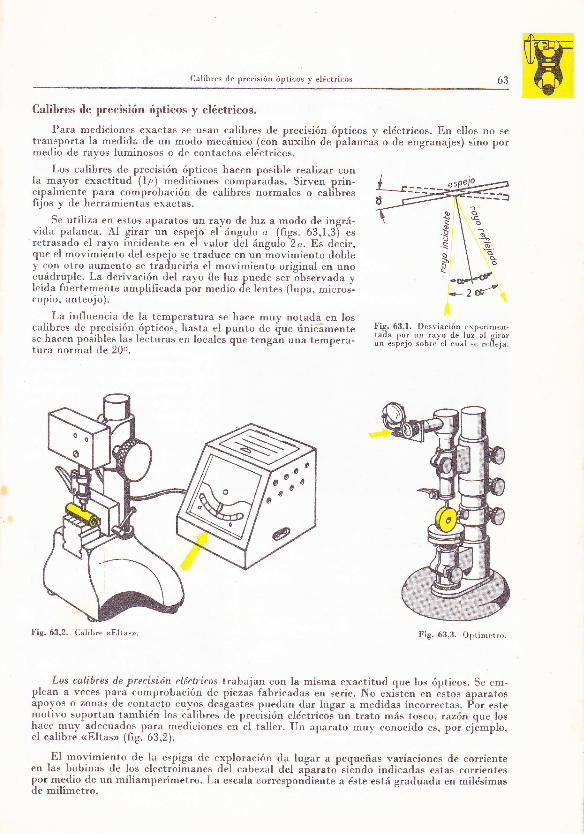
Calibres dc precisión ópticos y eléctricos 63
Calibres de precisión ópticos y eléctricos.
Para mediciones exactas se usan calibres de precisión ópticos y eléctricos. En ellos no setranspo-rta la medida de un modo mecánico (con áuxilio de palancai o de engranajes) sino pormedio de rayos luminosos o de contactos eléctricos.
Los calibres de precisión ópticos hacen posible realizar conla mayor exactitud (l¡) mediciones compaiadas. Sirven prin-cipalmente para comprobación de calibres normales o calibresfijos y de herramientas exactas.
_ Se utiliza en estos aparatos un rayo de luz a modo de ingrá-vida palanca. Al girar un espejo el ángulo a (figs. 63,1,3) esretrasado el rayo incidente en el valor dil ángulo2a. Es decir,que el movimiento del espejo se traduce en un movimiento dobley co_n ot-ro aum-ento se traduciría el movimiento original en unocuádruple. La derivación del rayo de luz puede ser óbservada yleida fuertemente amplificada pór medio d-e lentes (lupa, micros-copio, anteojo).
La influencia de Ia temperatura se hace muy notada en loscalibres de precisión óptico§. hasta el punto de que únicamentese hacen posibles
-las lecturas en locales que tengan una tempera-
tura normal de 20o.
_____J
o€o
§.o
*2U'
Fig. 63,3, t)¡rtimetro
ü
I!.\§
,§
Fig. 63,1. De.viaeií,n erpr.rimen.tada po¡ un rayo de luz al girarun e.pejo sobre el rual "e refleja.
Fig. 63,2. Calib¡e «Eltas»
, Los calíbres ile precisión-eléctrico_s trabajan ron la misma exactitud que los ópticos. Se em-plean a veces para comprobación d.e piezai fabricadas en serie. No existen en estos aparstosapo)os o zonas de contacto cu1'os desgastes puedan dar lugar a medidas incorrectas. Por estemotivo soportan t-ambién los calihres de prec-isión eléctricoJ un trato más tosco, razón que loshace,muy adecuado-s para mecliciones en el taller, un aparato muy conocido es, por ej;mplo,el calibre <<Eltas>> (fig. ó3.2).
El movimiento de la espiga de exploración da lugar a pequeñas variaciones de corrienteen las bobinas de los electróimanes del cabezal del aiarato siéndo indicadas estas corrientespor m,edio de un miliamperímetro. La escala correspon-diente a éste está graduada en milésimasde milimetro.
oroo o
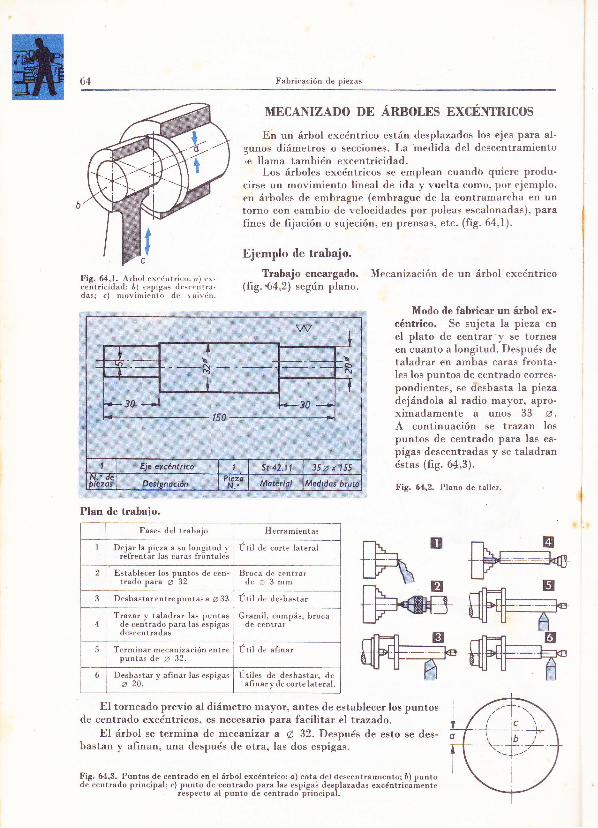
64, Fabricación de piezas
Fig. 64,1. Arbol exotintrico: u) r'rcentricidad: ü) espigas drs|r'r¡tr¿da.: c) nrovinrionlo dl r rir,:r¡
MECANIZADO DE ÁRBOLES EXCÉNTRICOS
En un árbol excéntrico están desplazados los ejes para al-qunos diámetros o secciones. La metlida del descentramientoie llama también excentricidad.
Los árl¡oles excéntricos se emplean cuandó quiere produ'cirse un movimiento lineal de ida y vuelta oomo, I)or ejemplo,en árboles de embrague (embrague de la contramarcha en untorno con cambio de velocidades por poleas escalonadas), parafines de fijación o sujeción, en prensas, etc. (fig.64,1).
Ejemplo ile trabajo.
Trabajo encargado. Mecanización de un árbol excéntrico(fig. 6:4,2) según plano.
Morlo de fabricar un árbol ex-céntrico. Se sujeta la pieza enel plato de centrar'y se torneaen cuanto a longitud. Después detaladrar en ambas caras fronta-les los puntos de centrado corres-pondientes. se desbasta la piezadejándola al radio mayo¡? apro-ximadamente a unos 33 a,A continuación se trazan lospuntos de centrado para las es-
pigas descentradas y se taladranéstas (fig. 6{,3).
Fig. 64,2, Plano de talle¡.
Plan de trabaio.
Fases del trabajo Herram ientas
t Dejar la pieza a su longitud rrefrentar las cara. frontale"
Iltil de eorte larr:¡al
2 Establecer los puntos de cen.trado para ¿ 32
Broca cle centrardez3mm
Desbastar entre puntas a O 33 rle rleshastarUtil
4Ttazar y taladrar la-q puntas
de centrado para las espigasdescent¡adas
Gramil, corn¡rás, brocade cent¡ar
Terminar mecanizaeión entrepuntas de a 32.
Util de afinar
6 Desbastar y afinar las espigasa 20.
Útiles de desbastar, deafina¡ y de corte lateral.
El torneado previo al diámetro mayor, antes de establecer los puntosde centrado excéntricos. es necesario para facilitar el trazado.
El árbol se termina de mecanizar a @ 32. Después de esto se des-bastan y afinan, una después de otra, las dos espigas.
Fig. 64.3. Punlos de cenlrado en el árbol excéntrico: o) cota del descentramrenlo: ü) puntode cenlrado prineipal: r) punto de nentrado para las espigai desplazada. excéntricamenle
respccto al punlo de centrado principal.
4lF:*ffiffit-tr_ tr
TF\T-l. A
ttr@3
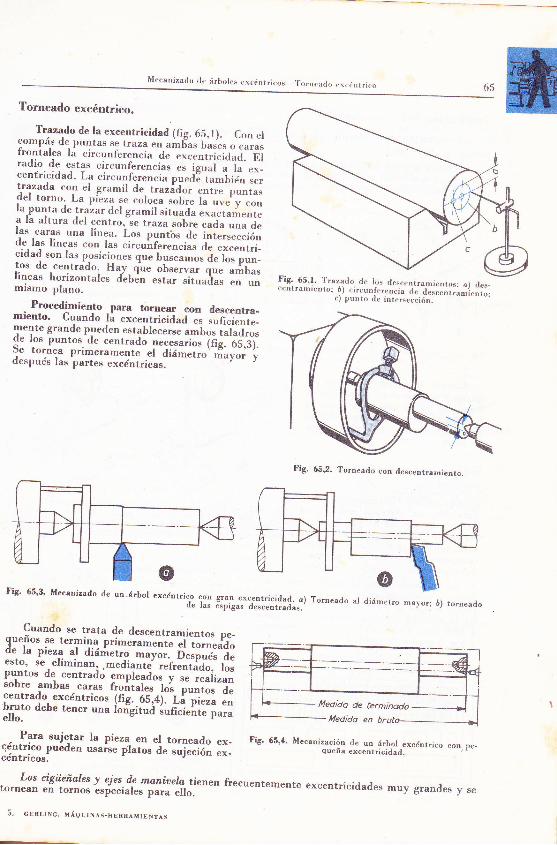
Mecanizatlo de árholcs cxcttnt¡icos_Torncado exc(int¡ir.o
Torneado excéntrico.
Trazado de la excentricidad ( fig. ó5, I ). Con ei:"-pá: de. puntas se rraza
"" u;t . b;:;. .;;;;;rronrates Ia cirr.unlerencia de excenlricidad. Elradio.de estas circunferencias ". ier.i ;l;';:centri-cidad. La circunferencia puedE ir_Ui¡" .""lrazada c.n el gramil de trazádor
""i;;-;;;i;.oet torno. La pieza se coloca sobre la ,r.', "..ta,punta de trazar del gramil situada "*u"tuÁ"rri.a ta allura del c-entro. se traza sobre "udu
,ru J.1l.."urg. una linea. Los puntbs de intersecciónoe.la-s lrneas con las circunferencias de excenl¡i-cidad son las posiciones que buscamosd"-ñ;;_.tos de-centrado. Hay que observar
""" "Jt...lrneas horizontales deben estar situaáas en unmismo plano.
. Procedimiento _para tbrnear con deecentra_n¡rento. Uuando la excentricidad es suficiente-nrente grande pueden estal¡lecerse rrnil;i;1"-á;;.oe ros puntos. de centrado necesarios (fie, ó5^3).::^.:-:Ii:" prrmeramente .el diámetro rñ.yo, yoespues las partes excéntncag.
fig' ól'3' Mecanizado de un'árbor excdntrirc con grán exc-ent¡icidar, o) Torneado ar diáue las esp¡g¡s deseenlradas,
@
Fig, ó5,2. To¡neado con descentrrmi€nto.
mayor; ó) torneado
Cuando se trata de descentranlientos ne-
# ",T'ñ",.i':i1fl? J:',T-?ffii: ;::ii:i*:esto, se.eliminan, ,mediant"' ".f.;"1;J; ü:3Jf.',""?*ffi ". :xÍ: ;.H*i1"1;f ;*:il,::;"Jl;'$:r:-;""1'"'T::f ff¿,,tjár¡"#*;l j:---.11:-sujetar
la pieza. en el torneado ex- Fi6. ó5,4. Mecanización de un á¡bol excéntrico con oe-::l:.:"o pueden usarse platos de sujecián ex- qu"ña
"x""ni,i"id"d.centrIcoa.
,.',1Íi ":Í'::::::t*:i::,!f":;:::'ii,'1"""" rrecuentemente excentricidades muv grandes y se
5. cERLrNc. u.{r¡urxls.urrneurtnres
Fig.65,t. Trazado de los ¡leseentramientos: ¿) des_cenl¡amienro: á) eircunferencia a" J;1""ri.".í"IIi,c) punto de intersecc¡on.
Medido en bruto
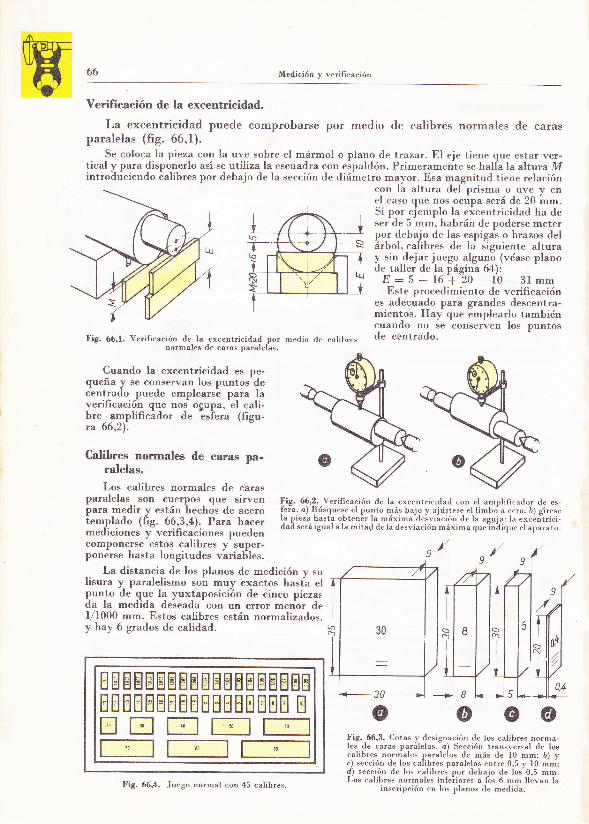
66 Medicién y verificación
Verificaeión de la excentricidad.
La excentricidad puede comprobarse por medio de calibres normales de carasparalelas (fig. 66,1).
- Se coloca.la pieza con la ule sobre el mármol o plano de trazar. El eje tiene que estar ver-tical y para disponerlo asi se utiliza la escuadra con eipaldón. Primeramente se hal[a la altura Mintroduciendo calibres por debajo de la sección de diámetro mayor. Esa magnitud tiene relación
-\- con la altura del Prisma o uve Y enel caso que nos ocupa será de 20 mm.Si por ejemplo la excentricidad ha deI L7\ I -*fii{'t*'tl;;a"¡;a-;;;t;i
; F,ÉS$j #üi,"*tí+:H"r.,:%t::#?,1i"1y sin dejar juego algunó (véase planode taller de la página 64):E-5+16+20 l0:31 mmEste procedimiento de verificación
>,y f ./ | es adecuado para grandes descentra-I lV mientos. Ha,v que ámplearlo también'] cuando no se conserven los puntos
Fig. 6ó,1. Ve¡ificación de la excentricidad por medio tle calibres de c'¿ntrado.normales de caras paralelas.
Cuando la excentricidad es pe-queña y 6e conservan los puntos decentrado.,puede emplearse para laverilicación que nos ogupa. el cali-bre amplificador de eslera (figu-ra 66,2).
Calibres norrnales de caras pa-ralelas.Los calibres normales de caras
paralelas son cuerpos que sirvenpara medir y están hechos de aeerotemplado (fig. 6ó.3,a). Para haeermediciones y verificaciones puedencompone-rse estos calibres y super-ponerse hasta longitudes varia6les.
La distancia de los planos de medición v suIisura y paralelismo .oi, -ry exactos hast'a "lpunto de que la yuxtaposición de cinco pieza,da la medida deseada-con un error menor de121000 mm. Estos calibres están normalizados.y hay 6 grados de calidad.
Fig. 6ó,2. Veriñcaeión de la excentrieidad con el amplifi"ador de e=-fera. a) Búsquese el punlo má. bajo 1 ajústese el linrbo a e.ro: á¡ gir.""la pieza hasta obtene¡ la máxima de.viárión de la aguja: la pxccnrrici-dad será igual a la mitad de la desviación máxima gueindique el aparato.
l'ig. 66.3, Cotas y de.ignación de los ealibres norma-les de caras paralelas. a) Sección transre¡<¡l de lo.calibres normale. paralelos de más de l0 mm: ó) r.) scrrión de los calibre. paralelos entrc 0.5 r l0 mmld¡ seeerón de lo' calibre- por debaio de los-0,5 mm.Los ¡alibres normales infeiiores a ló" b mm llevan la
inscripción en los planos de medida.
E H HHHHE HE HEE EH HBEHE
EEEEEEEEBEEEENEBE E
tr E E l-l I .lr,-lt ,lr , IFig. 66,4. Juego normal con 45 calibres,
o(,@ @
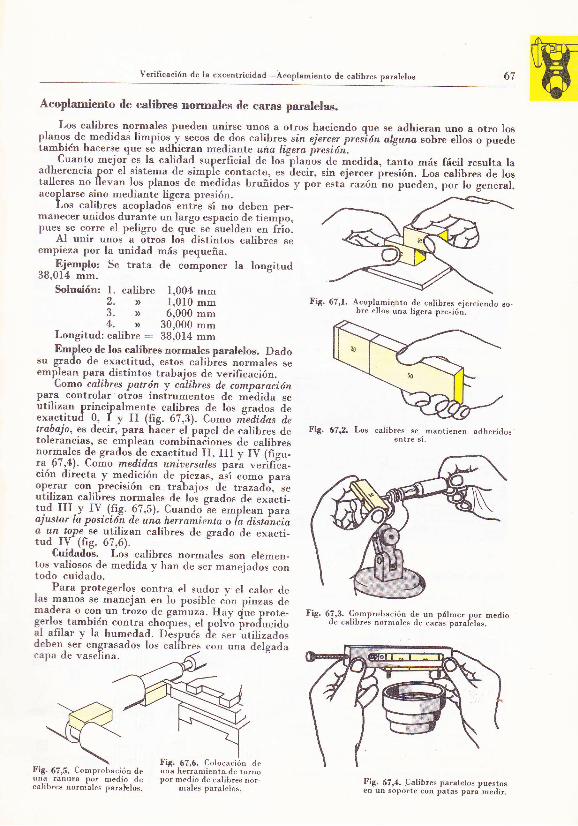
Ve¡ificación de la excentricidad-Acoplamiento de calibres paralelos 67
Acoplamiento de calibres normales de earas paralelas.
Fig, 67,2.
Los calibres normales pueden u_nir_se unos a otros haciendo que se adhieran uno a otro losplu"::,d",medidadlimpios-ysecosde.doscalibres sineiercerpr""i6nalgunosobre"il;;;;J;también hacerse que se adhieran mediante uña ligera presiói.
.. Cuanto mejoJ es la calldad superficial de los-plan'os de medida, tanro más fácil resulta laad,herencia ¡or el sistema de -simple-c-ontaclo, es decir, sin ejercer presión. Los calibres de lostalleres nollevan los pla_nos de medidas bruñidos y por estirazón-no pueden, por lo general,acoplarse sino mediante ligera presión.
Los calibres acoplados"entie si no deben per-manecer unidos durante un largo espacio de tiemno-pues se corre el peligro de qu"e se'su"lden en fiio.
Al unir unos a ótros loi distintos calibres seempieza por la unidad más pequeña.
^^ Ejemplo; Se trata de componer la Iongrtud38,014 mm.
Soluoión: 1. calibre 1,004 mm2. » I,010 mm3. » 6,000 mm4. ¡> 30,000 mm
Longitud: calibre : 38,014 mmEmpleo- de los calüres normales paralelos. Dado
su grado de exactitud, estos calibies normales seempJean para distintos trabajos de verificación.
Como coliáres patrdn y (álibres de comparaci6npara controlar otros insirumenlos de midida seutilizan principalmente calibres de los grados deexacrirud 0, I y II (fig. 62.3). Como ticdidas dctrabajo, es decir. para hacer el papel de calibres detolerancias, se emplean combinaáiones de calibresnormales de grados de exactitud II, III v IV (fisu_ru §7,4). Como meilidas uniucrsalcs p"", u""ifi""r-ción direcla y medición de piezas. .'.í co*o par.operar con precisión en trabaios de trazado- seutilizan calibres normales de lo"s erados de exacti-tud III y IV (fig. 67,5). Cuando"se emplean naraajustar ld posición de una herramienm o la distinciaa \n_!o?!-se utilizan calibres de grado de exacri-tud IV (fie. 6?,6).
Cuidadoi. Los calibres normales son elemen-tos valiosos de medida y han de ser manejados contodo cuidado.. Para protegerlos eontra el sudor y el calor delas manos se manejan en lo posible ebn pinzas de
Fig. ó?.1. Acopla.mie-rro de calibres ejereiendo so.bre ¡1165 ¡¡¿ ligera presrón.
Los calib¡es se mantienen adheridosentre sí.
madera o con un trbzo de gr;nur^. Hav orue orote-gerlos también contra choiues, el oolvb ároducid.gerlos también conrra chofiuer, el oolrl ¿;;fi"iá;al afilar y la humedad. Desrrués de se¡'uriliza¡los
Fig. 67,3. Comprobación de un pálmer po¡ mediode calibrei normales de caüs parafetas.
y la humedad. Déspués áe ser ^utilizadosdeben sei engrasados los calibre.
".n ,n" á;i;;J;capa de vasefina.
Fig, 67,5. Comprobación deuna ranura po¡ medio decalibres normate" parahlos.
Fig. 67,6. Colocacién deuna her¡amienta de to¡nopor medio de calibres nor-
males paralelos.FiE. 67,4, Calibres paralelos puestosen un 6oporte con patas para medir.
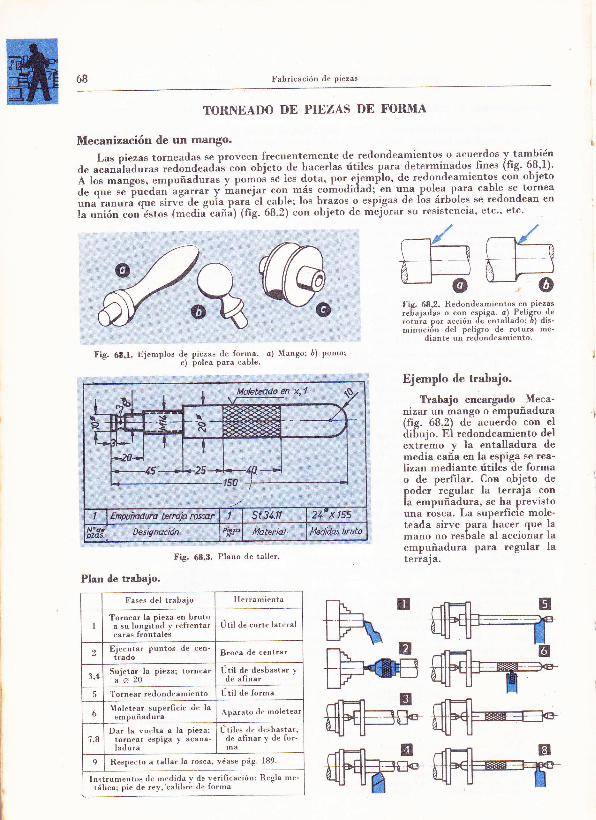
óB Fab¡icación de piezas
TORNEADO DE PIEZAS DE FORMA
Mecanización de un mango.
[,as oiezas torneadas se proveen frecuentemente de redondeamientos o aeuerdos y-tambiéna" r"rrir¿r"as redondeada's con objeto de hacerlas útiles para-determinados lines (tig.68'l)'A los mangos. empuñaduras y pomos sé les d,ota. por,ejemplo, de redondeamlentos con oDJeIo
;;';;;';;",;;dlii'ue.r."" y manetar ron mas..rmodidadr-en una polea para cable se tornea
;;.';."";J;;;;i;F;" grí, pu..'"1 cable: los brazos o espigas de l-os árbóles se redondean en
ü ilió" "on'é.to.
(media"cañi) (fig. oB,2) con objeto de mejórar su resistencian etc.. etc'
--¿\rtllTli o._l- o¡lc. 68,2. Redondeamienlos en plczas..6aiadas o con esoiga. o) Peligro de.olr'ra óo, aeeión de intallado, I¡ di"-*inuci,ln del peliero de rolura me'
diante un' relondeamiento-
Ejemplo de trabajo.
. Trabajo encargado -Meca-nizar un mango o empuñadura
(fie. ó8,2) de acuerdo con eldiSuio. El redondeamiento delextrémo y la entalladura demedia caña en la espiga se rea-lizan mediante útiles de formao de perfilar. Con objeto depoder regular la terraja conIa empuñadura. se ha previsto,na .ósca. La superficie mole'teada sirve para hacer que lamano no resbale al accionar laempuñadura para regular laterraJa.
Fig. ó8,1. t-jemplos de pie-zas de form-a. a) Mango: ó) pomor- r) polea Para .able.
,/..:::,.:{§1 i/.1 ,,.ti.$6ji:.' .1.;.' §I3áfli, ?{x,'155
liSl;, 1',:,,:,' :,.Üési§nación;
: ; : ;,';.;1;.P¡aú :lvld.bi4dL lildidili'bt¡tb
Fig. 68,3. Plano de taller.
Plan de trabajo.
Fases tlel trabajo Herramienta
To¡near la pieza en [rrutoa su longitud y refrentarca¡as frontales
Útil de corte lateral
2 Ejccutar funtos de ren-trado B roca de centrar
3.4t:j;¡%," pieza; tornca Iltil de desbastar v
de afi¡rar
5 To¡near redondeamiento Util de forma
6Moletear superficie de laempuñadu¡a Aparato de moletear
?,8Dar la vuelta a la piezatofnear esPtga y acanaladura
Útiles de desbasta¡.de afinar y de for'!na
I I R.'pe.r,, a tallar la rosca. véa:e pd,g. l8O.
ln.trumelrtos de medida v de verifieaeión: Regla m'tálica: pie de rer.'ealibrc tle forma
Jr{t Eil]Ftr_rl+1 El
dPqrtr-tuJHI ts
uirqFT*
I-L_ E
k\attr+trffi#J}+] B
flFffi*
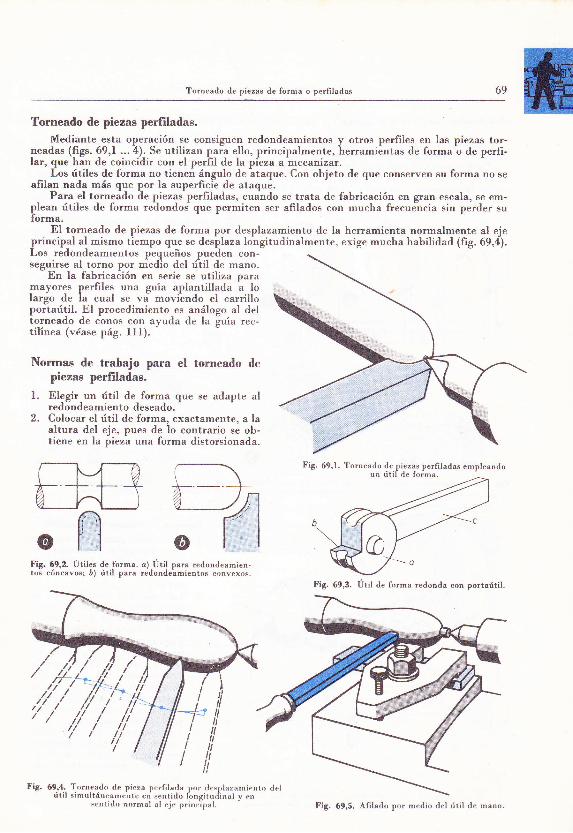
To¡neado de piezas de forma o perfiladas
EI torneado de piezas de forma por desplazamiento de la herramienta_normalmente al]'ll torneado de piezas de fbrma por desplazamiento de la herramienta normalmente aI ejeprincipal al mismo tiempo que se desplaza longitudinalmente, exige mucha habilidad (fig. 69,4).Los redondeamrentos neoueños nrreden con-Los ¡edondeamrentos pequeños pueden con-seguirse al torno por medio del útil de mano.
En la fabricación en serie se utiliza paramayores perfiles una guía aplantillada á lolaróo de la cuat ," r"" morrñndo el carrillolar§o de la cual se v; rúov
69
Torneado de piezas perfiladas.$Iediante esta operación se consiguen redondeamientos y otros perfiles en las piezas tor-
neadas (figs.69,1 ...4)- Se utilizan pliq eJlo" principalmente.herramiántas de forma'o de perfi-lar, que han de coincidir con el perfil de la pfuza a mecanizar.
fos útiles de forma no tieneñ ángulo de'rtuqr", Con objeto de que conserven su forma no seafilan nada más que por la superfici'e de ataquá.
Para el torneado de piezas perfiladas. cuando se lrata de fabricación en gran escala, se em-plean útiles de forma redondos que permiten ser afilados con mucha frecuencia sin perder suforma.
poitaútil. El procedimiento es análogo al deltorneado de conos con ayuda de la [uía rec-tilínea (véase pág. flf). '
Normas de trabajo para eI torneado depiezas perfiIailas.
L Elegir un útil de forma que se adapte alredondeamiento deseado.
2. Colocar el útil de forma, exactamente, a laaltura del eje, pues de lo contrario se ob-tiene en la pieza una forma distorsionada.
Fig.69,2. Utiles de forma. a) Iitil para redondeamien-tos cóncavos: ó) útil para redondeamientos convexos,
o@
Fig. 69.1, Torneado de piezas perfiladas empleandoun útif de foima-
Fig, ó9,3. Útil de fo¡ma redonda con portaútil.
Fig.
Fig. 69,5. Afilado por medio del útil de mano
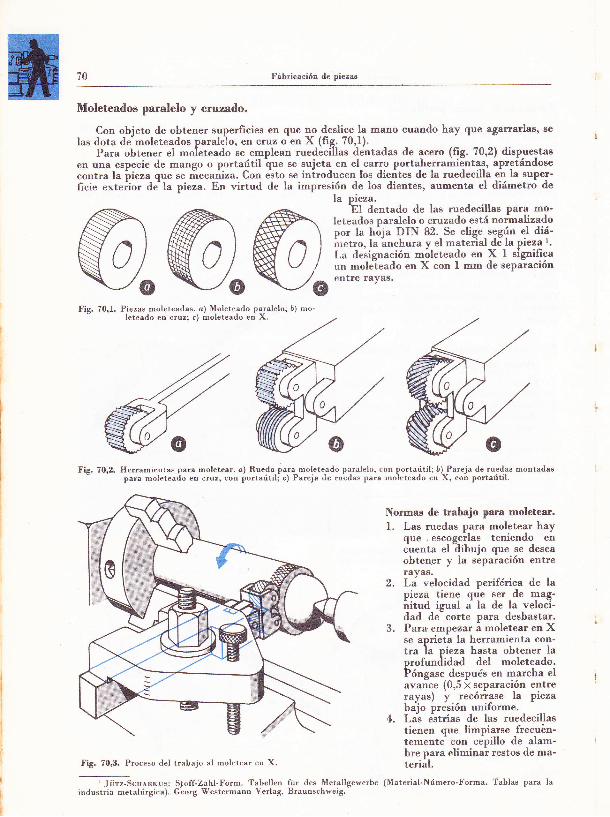
70 Fábricación de piezas
Fie. 70,1. Piezas moleteadas. c) Moleteado paralelo: ó) m,r'- leteado en cruzt .) moleteado en X.
Fig. 70,2. Her¡amientas para moletear. a) Rueda para moleteado paralelo. con portaútill ó¡ Pareja de ruedas montadaopara moleteado en cruz. con portaútil: c) Pareja de ruedas para moleteado en X, con portaútil.
Moleteados paralelo y cruza¡lo.
Con obieto de obtener superficies en que no deslice la mano cuando hay que agarrarlat' se
las dota de-moleteados parale-io, en cruz o en X (fie. 70,1).Para obtener el moleteado re emplean ruedecillas dentadas de acero (fig. 70,2) dispuestaa
en una especie de mango o portaútil que se sujeta en el-carro portahe.rramientas, aPretándosecontra la pi"ru qrr" se ¡íecaniza. Con esto se iniroducen lbs dieñtes de la ruedecilla eh la super'ficie exteriior de'la pieza. En virtud de la impresiónj:"1:. r*"a"s, aumenta el diámetro de
zS- .A.As§ñ. ,1#- ñ. ,",.:lj"Jj#i.t1ff,ffi'"".",t*#1fi#d';
V W4 WI 'I:¿tu¿H-ffiü#i,:trf,**i'i[
Pig, 70,3. Proceso del trabajo al moletear en X.
' Jiirr§.rn*KUs: Sroff-Zah¡-Form. Tabellenindustria metalúrgica). Ceorg Veslermann Verlag.
Normas de trabajo para moletear.1. Las ruedas para moletear hay
que . escogerlas teniendo enüenta el?ibujo que se deseaobtener y la separación entreravag.
2, LJ velocidad periférica de lapieza tiene gue set de mag-iritrd ier"l a'la de la veloci-dad de"eorte para desbastar.
3. Para etnpezar á moletear en Xse aorieta la herramienta con-tra la oieza hasta obtener la,"ofrnáidad del moleteado.hórrgur" después en marcha elavance (0,5 x separación entrerayas) y recórrase la piezahaio nresión unifbrme.
4. La's ".^.strias
de las ruedecillastienen que limpiarse frecuén-temente con cepillo de alam'bre para eliminai restos de rna-terial.
(Material-Número-Forma. Tablas para lafür des MetalleewerbeBraunschweig. -
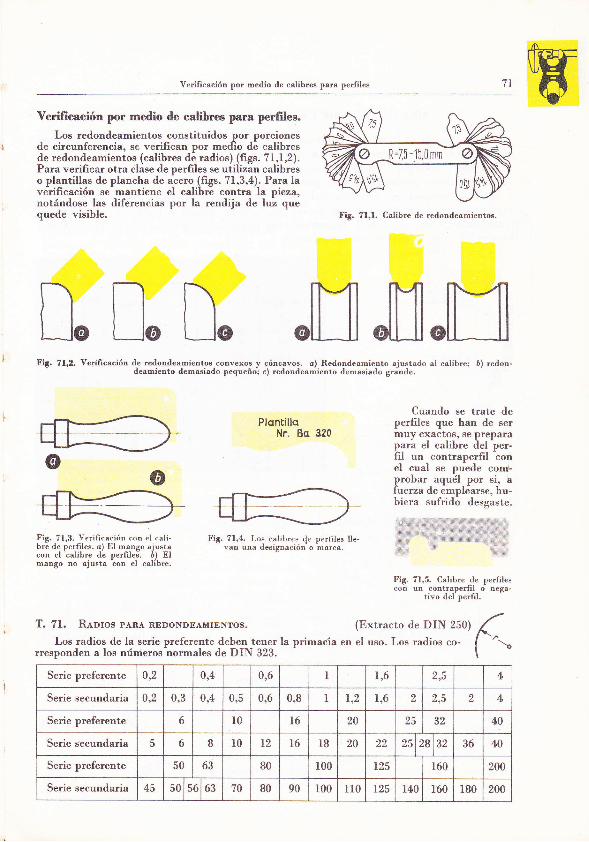
Yerificacidn por medio de calibres para perfiles 71
Yerificación por mdio de calibres para per{iles.
Los redondeamientos constituidos por porcionesde circunferencia, se verifican por medio de calibresde redondeamientos (calibres de radios) (ñgs. 7f,1,2).Para verificar otra élase de perfiles se utilizan calibreso plantillas de plancha de acero (figs. 71,3,a). Para laveriñcación se mantiene el calibre contra la pieza,notándose las diferencias por la rendija de luz quequede visible. Fig. 7f,1. Calibre de redondeamientoe.
n, n, D" .m,m"L1Fig. 71,2, Verificación d-e redondeamienlos convexoa y eóncavos. o) Redondeamiento ajustado al calibrel ó) redon-- deamiento demasiado pequeñoi c) redondeamiento demasiado grinde.
PlontíllqNr. Bq 320
Cuando se trate deperfiles que han de sermuy exactos, se preparapara el calibre del per-fil un contraperfil conel cual se puede con(-probar aquél por si, hfuerza de emplearse, hu-biera sufrido desgaste.reÉ
Fig. 7t.3. Verificacián con el cali.bre de perfiles. d) Ul mango ¿Juslacon el ealibre de perfiles. á) Elmango no ajusta con el calibre.
T. 71. R¡,nros paRA REDoNDEAMTENTos. (Extracto de DIN 25q {Los radios, de la serie preferente deben tener la primacía en el uso. Los radios co- I
-^-*rresponden a los números'normales de DIN 323. t
Fig. 71.4. Lo. ralrhre..,l. pert'rlee lle-van una deslgnaclon o marca.
,::.:§Lij:.,...:.:..:l:::,1:,1.,:,:,,,,::,t t,al::t:.:r.,.,.r1::t ::,1::t -::::,,...)::
laa:t:iaa' r,lr:ii::i.trir;li.l llailiirl:irl:r:ir:a'l:l,itllllrlll.l
tiaat:t:tii :r.rarr:r.t.
Fig. 71,5. Calibre de perfilescon un contraperfil o nega-
tivo del perfil.
@@
Serie preferente 0,2 004 0,6 I r,ó 2,5 4
Serie secundaria 0"2 0,3 004 0,5 0.6 O,B I t,2 t,6 2 2,5 2 4
Serie preferente 6 t0 16 20 25 32 40
Serie secundaria 5 6 B t0 t2 16 1B 20 22 25 28132 36 40
Serie preferente 50 63 BO 100 t25 1ó0 200
Serie secundaúa 45 s0 | s6l 63 70 80 90 r00 1r0 r25 140 160 IBO 200
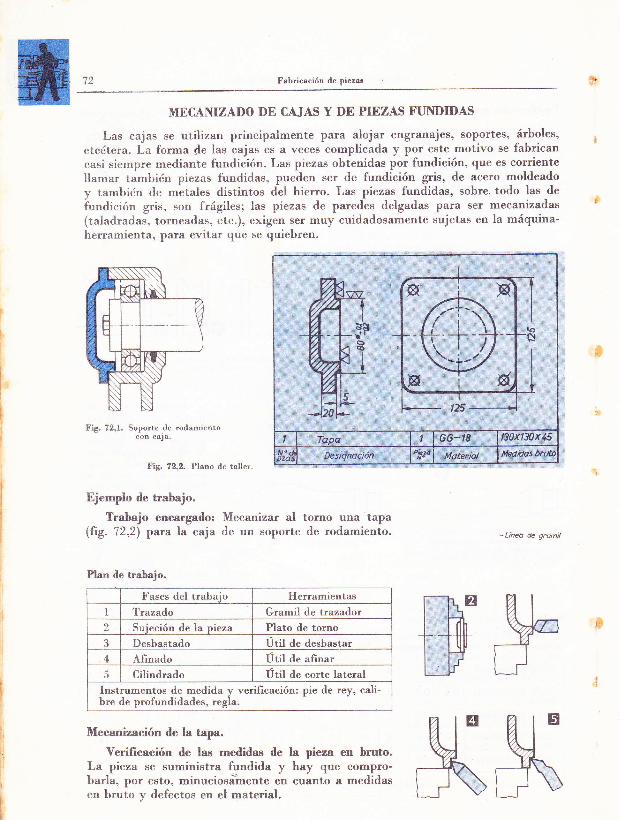
72 Fabricación de piezas
MECANIZADO DE CAJAS Y DE PIEZAS FI.]NDIDAS
Las cajas se utilizan principalmente para alojar engranajes, soportes, árboles,
etcétera. La forma fle las cajas es a veces complicada y por este motivo se fabricancasi siempre rnediante fundición. Las piezas obtenidas por fundición, que es corrienteIlamar también piezas fundidas, pueden ser de fundición gris, de acero moldeadoy también de mitales distintos del hierro. Las piezas fundidas, sobre. todo las de
iundición gris, son frágiles; las piezas de paredes delgadas para ser mecanizadas(taladradas, torneadas, etc,), exigen ser muy cuidadosamente sujetas en la máquina'herramienta, para evitar que se quiebren.
§i9.72,L. Soporte de rodamientocon caJa.
§ig. 72,2. Plano de talle¡
Ejemplo de trabajo.
Trabajo encargado: Mecanizar al(ftg. 72,2) para la caja de un soporte
torno una tapade rodamiento. -Lined de qrdm¡l
PIan ile trabajo,
Fases del ¿rabaio Herramientas
I Trazado Gramil de trazador2 Suieción de la oieza Plato de torno3 Desbastado Útil de desbasta¡
4 Afinado Útil de afinar5 Cilindrado Útil de corte lateral
Instrumentos de medida y verificación: pie de rey, cali-bre de profundidades, regla.
ffiwMeeanizacióndelatapa. n l' A lU
Verifieaeión de las medidas de la pieza en bruto. W VLa pieza se suministra fundida y h"y qrr" compro- r--th ,-1Ñabarla, por esto. minuciosáinente en cuanto a medidas i _l \\ ) J \\en bruto y defectos en el material. ( J \" I I v
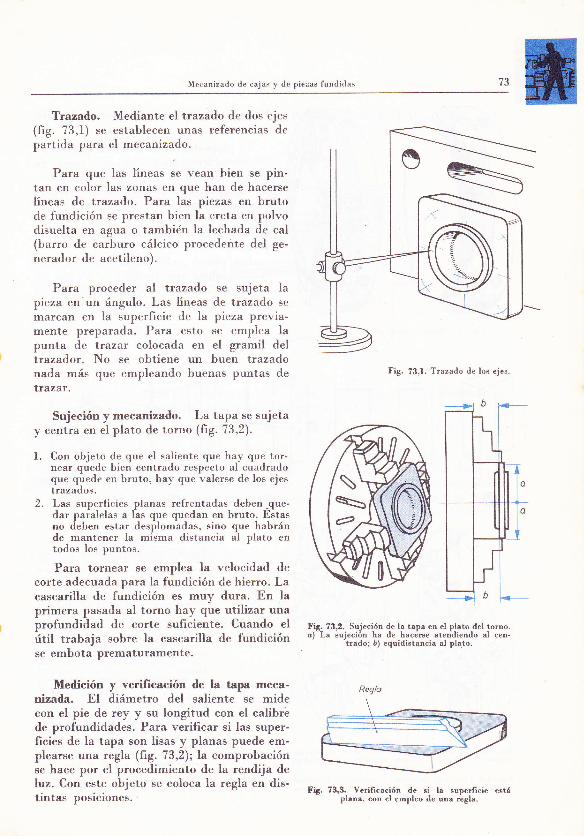
Mecanizado de cajas y de pieaas fundirlas 73
Trazado. lVlediante el trazado de dos ejes(fig. 73,1) se establecen unas referencias departida para el mecanizado.
Para que las líneas sc vean hien se pin.tan en color las zonas en que han de hacerselíneas de trazado. Para las piezas en brutode fundición se prestan bien la creta en pr:lvodisuelta en agua o también la lechada de cal(barro de carburo cálcico procedente del ge-nerador de acetileno).
Para proceder al trazado se sujeta lapieza en un ángulo. Las líneas de trazado se
marcan en la superficie de la pieza previa-mente preparada. Para esto se emplea lapunta de trazar colocada en el gramil deltrazador. No se obtiene un buen trazadonada más que empleando buenas puntas detraza]r,
Sujeción y mecanizado. La tapa se sujetay centra en el plato de torno (fig.73,2).
1. Con objeto de que el saliente que hay que tor-near quede bien centrado respecto al cuadradoque quede en bruto, hay que valerse de los ejestrazados.
2. Las superlicies planas refrenladas deben -gue-dar paralelas a las que qucdan en bruto. Estasno deben estar desplomadas. sino gue habránde mantener la misma distancia al plato entodos los puntos,
Para tornear se emplea la velocidad decorte adecuada para la fundición de hierro. Lacascarilla de fundición es muy dura. En laprimera pasada al torno hay que utilizar unaprofundidad de corte suficiente. Cuando elútil trabaja sobre la cascarilla de fundiciónse embota prematuramente.
Medición y verificación ile la tapa meca-nizada. El diámetro del saliente se midecon el pie de rey y su longitud con el calibréde profundidades. Para verificar si las super-ficies de la tapa son lisas y planas puede em-plearse una regla (fig. 73,2); la comprobaciónse hace por el procedimiento de la rendija deluz. Con este objeto se coloca la regla en dis-tintas posiciones.
Fig.7l,2. Sujeción de la tapa en el plato del torno.o) La sujeción ha de hace¡se atendiendo al cen-
trado; ü) equidistancia al plato.
F¡9. 73.3. Verificación de si la superficie estáplana. con el rmpleo de una regla.
Fig. 73,f. Trazado de los cjes.
Reglo
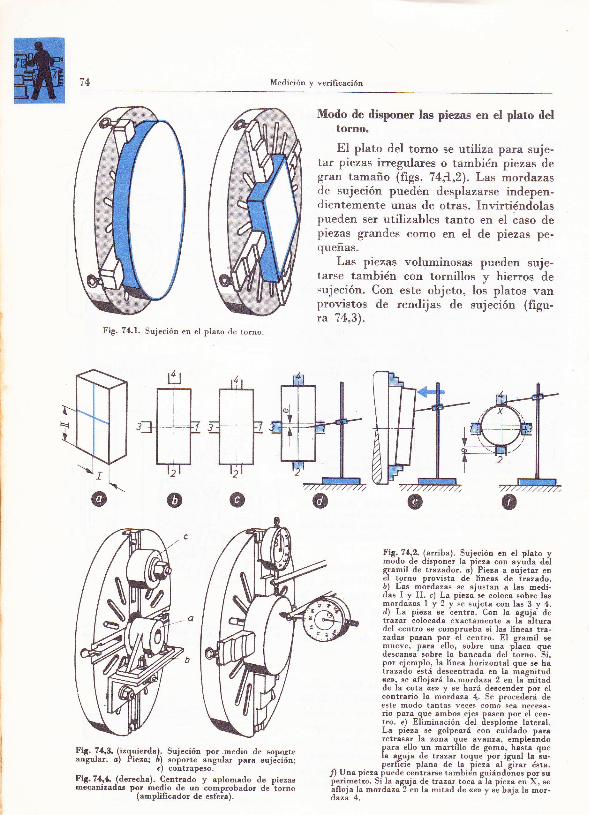
74 Medición y verificacién
Modo ile ilisponer las piezas en el plato deltorno.
El plato del torno se utiliza para suje-tar piezas irregulares o también piezas degran tamaño (figs. ?4J,2). Las mordazasde sujeción puedén desplazarse indepen-dientemente unas de otras. Invirtiéndolaspueden ser utilizables tanto en el taso depiezas grandes como en el de piezas pe-queñas.
Las piezas voluminosas pueden suje-tarse también con tornillos y hierros desujeción. Con este objeto, los platos vanprovistos de rendijas de sujeción (figu-ra 74,3),
Fig. 74.1. Sujeción en el plato de torno.
W++
Frg.71,3. (izquierda). Suieción por medio de sopür€angular. c) Piezal á) soporte a-ngular para sujeiión;
c) contrapeso.FiX.74,L (derecha). Centrado y aplomado de piezasmecanizadas por ñedio de un coñprobador de'torno
(amplilicador de eefeia).
Fig.74.2. (arriba). Sujeción e¡ el plato ymodo de disponer la'pieza con ayirda dálgramil de trázador. ¿l Pieza a suterar enil lorno provista de líneae de irazado.á) Las mórdazas se aiustsn a las medi.das I y lL c) La pieza'se coloca sobre l¡smordazas I y 2 y se suieta con las 3 v 4.d) La pieza'se ient¡a.- Con la asuií detrazar iolocada exactamente a la" áltr."del cent¡o se comprueba gi las líneag t¡a-zadas pasan por el centro, El graoil aemueve. para ello. sobre una o-lece ouedescansa'sob¡e la bancada del'torno.'Si,por ejemplo. la linea horizontal que ae hatrazado está descentrada en la maenitud<<e», ee afloiará la. mord¿za 2 en la;itadde la eota i<e» v se hará degcende¡ oo¡ elcontra¡io la mórdaza {. Se procedeiá deeste modo tantas veces como sea necesa-rio para que ambos ejes pasen por el cen-tro. e) Eliminación del ileeplome lateral.La pieza se golpeará con cuidado parare¡ras8r Ia zona que avanz¡- emDle¡ndopara ello un martillo de goma, halta quela amia de trazar toou€ oor isuel l¡ ¡u.Ia aguja de trazar toque por igual la iu.perficie plana de la piezá al girar dsta.perlicie Dlans de la pieza al si¡a¡ dsta.
/) Una pieza iuede ceitrarse tambidn guiÁndinos por superimet¡o. Si -la aguja de trazar toca i Ia pieza en- X. seúerimeiro. Sí la asuia de trazar toca a-la oieza en'X- seifloja la mordaza"2 "en la mitad de <<e» y s'" baja la mor.
retrágar Ia zo-na-que avanza, e-mpleindo
@ o o
d,azí 4.
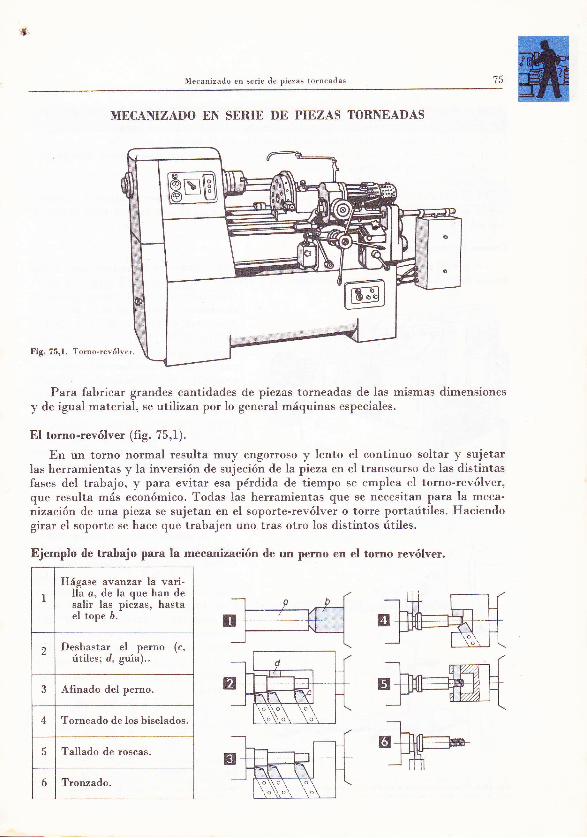
#
Mecanizado en serie de piezas to¡neadas 75
MECANIZADO EN SERIE DE PIEZAS TORNEADAS
Fig. 7511. Torno-revólve¡
Para fabricar grandes cantidades de piezas torneadas de las mismas dimensionesy de igual material, se utilizan por lo general máquinas especiales.
El torno-revélver (fig. 75,1).
En un torno normal resulta muy engorroso y lento el continuo soltar y sujetarlas herramientas y la inversión de sujeción de la pieza en el transcurso de las distintasfases del trabajo, y para evitar esa pérdida de tiempo se emplea el torno-revólver,que resulta más económico. Todas las herramientas que se necesitan para la meca-nización de una pieza se sujetan en el soporte-revólver o torre portaútiles. Haciendogirar el soporte se hace que trabajen uno tras otro los distintos útiles.
Ejemplo de trabajo para Ia mecanización de un perno en eI torno revólver.
IHágase avanzar la vari-
lla o, de la que han desalir las piezas. hastael tope á.
2 Desbastar el perno (c,útiles; d, guía)..
3 Afinado del perno.
4 Torneado de los biselados.
5 Tallado de roscas
6 Tronzado.
Hffi16flry
rlT
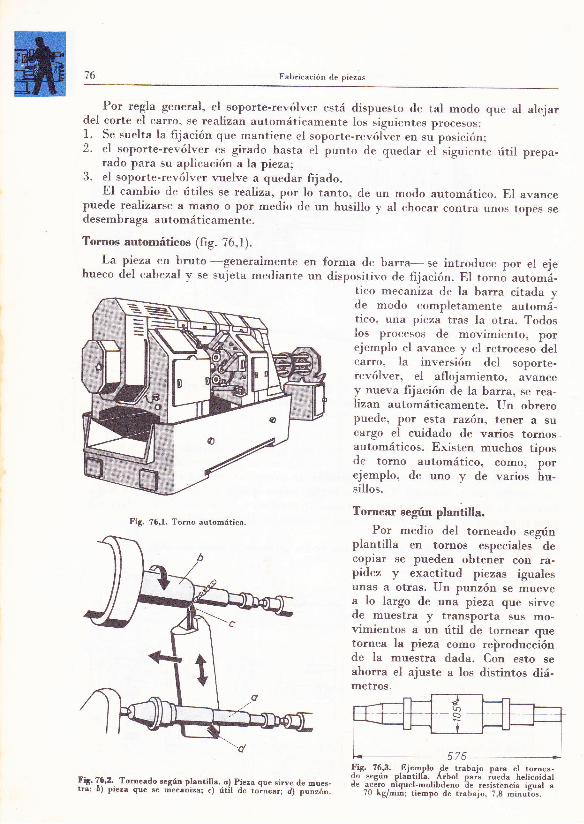
76 Fabricación de ¡riezas
_ - Por regla general, el soporte-revólver está dispuesto de tal modo que al alejar
del corte el carro, se realizan automáticamente los siguientes procesos:l. Se suelta la fijación que mantiene el soporte-revólver en su posición;2. el _soporte-revólver es girado hasta el punto de quedar el siguiente útil prepa-
rado para su aplicación ala pieza3. el soporte-revólver vuelve a quedar fijado,
El cambio de útiles se realiza, por lo tanto, de un modo automático. El avancepuede realizarse a mano o por medio de un husillo y al chocar contra unos topes sedesernbraga automáticamente.
Tornos automáticos (fig. 76,1).
_ La piez¿ en bruto -generalmente
en forma de barra- se introduce por el ejehueco del cabezal y se sujeta mediante un dispositivo de fijación. El tornó automá-
tico mecaniza de la barra citada yde modo completamente automá-tico, una pieza tras la otra. Todoslos procesos de movimiento, porejemplo el avance y el retroceso delcarro, la inversión del soporte-revólver, el aflojamiento, avancey nueva fijación de la barra, se rea-lizan automáticamente. Un obreropuede. por esta razón" tener a sucargo el cuidado de varios tornosautomáticos. Existen muehos tiposde torno automático, como, porejemplo, de uno y de varios hu-sillos.
Tornear según planiitla.Por medio del torneado segrin
plantilla en tornos especiales -
decopiar se pueden obtener con ra-pidez y exactitud piezas igualesunas a otras. Un punzón se muevea lo largo de una pieza que sirvede muestra y transporta sus mo-vimientos a un útil de tornear quetornea la pieza como reproducciónde la muestra dada. Con esto seahorra el ajuste a los distintos diá-metros.
Fig, 76,f. Torno automático.
Fig. 76.3. Ejemplo de trabajo para el ro¡nea-do según plantilla. Arbol para rueda helicoidalde _ace¡o.niquel-molibdeno de resistencia igual a
70 kg/mm; t.iempo de trabajo. ?.8 minuíos.
Ft. 16,2. Tome¡do según plaotilla. o) Pieza que sine de mues_trai a) pier¡ que sc meeaniza; e) útil de toinear; d) pu¡zón.
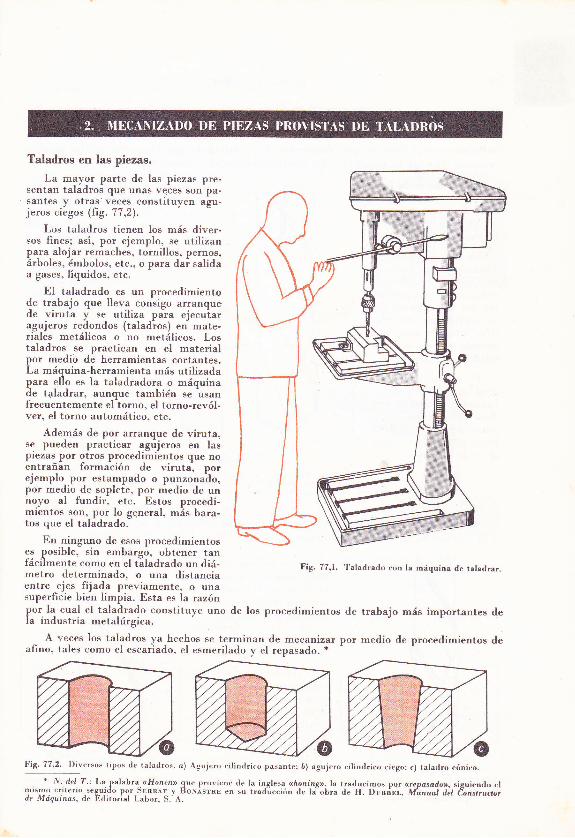
Taladros en las piezas.
La mayor parte de las piezas pre-sentan talad¡os que unas veces son pa-santes y otra_s veces constituyen agu-jeros ciegos $rg. 77,2).
Los taladros tienen los más diver-sos fines; asi, por ejemplo, se utilizanpara alojar remaches. to¡nillos. pernos.árboles. émbolos. etc.. o para dai salidaa gases, liquidos, etc.
El taladrado es un procedinrientode trabajo que lleva conligo arranquede viruta y se utiliza para ejecuiaragujeros redondos (taladros) en mate-riales metálicos o no metálicos. Lostaladros se practican en el materialpor medio de herramientas cortantes.La máquina-herramienta más utilizadapara ello es la taladradora o máquinade taladrar, aunque también se
-usan
frecuentemente el torno, el torno-revól-ver, el torno automático, etc,
Además de por arranque de viruta,se pueden practicar agujeros en laspiezas por otros procedimientos que noentrañan formación de viruta. porejemplo por estampado o punzona-do,por medio de soplete, por medio de unnoyo al fundir. etc. Estos procedi-mientos son, por lo general, más bara-tos que el taladrado,
En ninguno de esos procedimientoses posible. sin embargó, obtener tanfácilmente como en el táladrado un diá-metro determinado, o una distanciaentre ejes fijada prer iamente" o unasuperficie bien limpia. Esta es la raz6n
Fíg. 77,1. Taladrado con la máquina de taladrar
por_ la cual el taladrado constituye uno de los procedimientos de trabajo más importantes dela industria metalúrgica.
A veces los taladros ya hechos se terminan de mecanizar por medio de procedimientos rleafino, tales como el escariado. el esmerilado y el repasado, . '
Fig. 77,2. Diversos tipos de taladros. o) A¡¡ujero cilíntlrict) pasante: ó) agujero cilindrico ciego; r) taladro crinieo.
. ' N..dcl-T.: La palabra^«Honcn» grc ¡rroriene de la inglesa «honing>». la traducimos per «repasado», sicuiend6 elmr\roo rr¡lerr.r 'rpurdo nor SERRAT v BoNAsrnE en su traducción de la,,bra de H. DUsáeu. lfianual del Co¿st¡uc¿o¡de Vdquinus. de Edirorial Labor. S.'A.
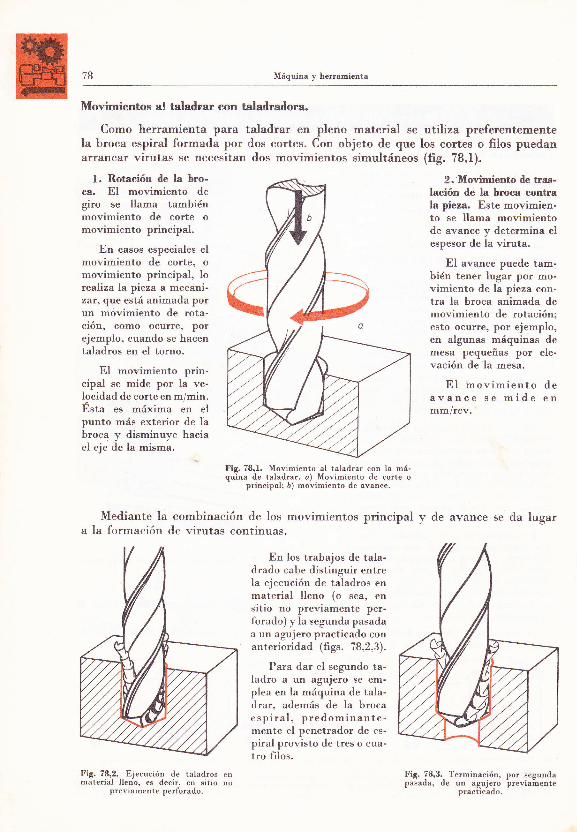
7B Máquina y henamienta
Movimientoe al taladrar con taladradore.
Como herramienta para taladrar en pleno material se utiliza preferentementeIa broca espiral formada por dos cortes. Con objeto de que los cortes o filos puedanarrancar virutas se necesitan dos movimientos simultáneos (fig. 78,1).
l. Rotación ile la bro-ca. El movimiento degiro se llama tambiénmovimiento de corte omovimiento principal.
En casos especiales elmovimiento de corte, omovimiento principal, lorealiza la pieza a mecani-zar, que está animada porun móvimiento de rota-ción, como ocurre, porejemplo, cuando se hacentaladros en el torno.
EI movimiento prin-cipal se mide por Ia ve-locidad de corte en m/min.Esta es máxima en elpunto más exterior de lábroca y disminuye haciael eje de la misma.
Fig. 78.2. Ejecucién de talad¡os enmalerial lleno, es deci¡. en silio no
previaúente perforado.
2. Movimiento de traa-lación de la broc¿ contrala pieza. Este movimien-to se llama movimientode avance y determina elespesor de la viruta.
El avance puede tam-bién tener lugar por mo-vimiento de la pieza con-tra Ia broca animada demovimiento de rotación;esto ocurre, por ejemplo,en algunas máquinas demesa pequeñas por ele-vación de la mesa.
El movimiento deavance se mide enmm/rev.
Fie. 78,1. Movimiento al talad¡ar con la má.quina de taladrar, a) Movimiento de co¡te o
principal; ó) movimiento de avance,
Mediante la combinación de los movimientos principal y de avance se da lugara la formación de virutas continuas.
En los trabajos de tala-drado cabe distinguir entrela ejecución de taladros enmaterial lleno (o sea, ensitio no previamente per-forado) y la segunda pasadaa un agujero practicado conanterioridad (figs. 78,2,3).
Para dar el segundo ta-ladro a un agujero se em-plea en la máquina de tala-drar, además de la brocaespiral, predominante-mente el penetrador de es-
piral provisto de tres o cua-tro filos.
Fig. 78,3. Terminación. por segundapaiada. de un agujero'previamente
practicado,
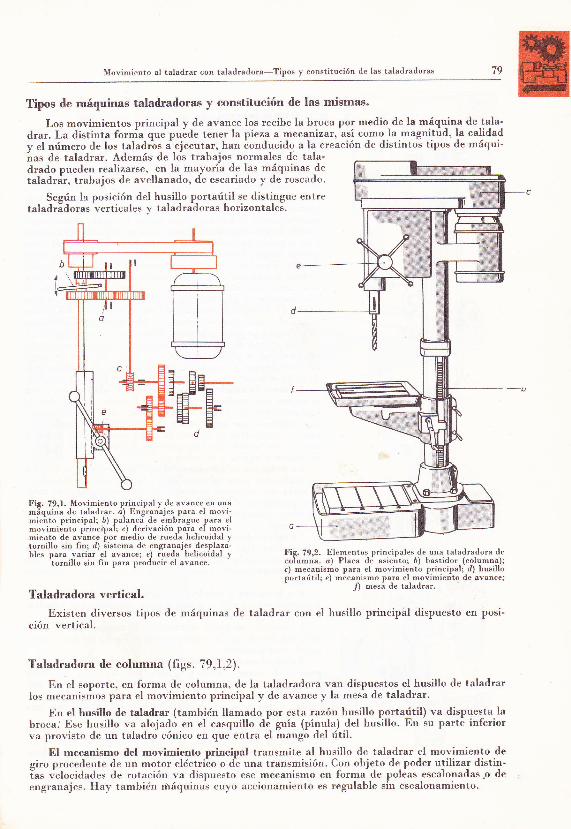
Movimiento al taladrar con taladradora-Tipos y constitución de las taladrado¡as 79
Tipos de máquinas taladradoras y constitución de las mismas.
Los movimientos principal y de avance los recibe la broca por medio.de Ia máqu-ina de.tala-drar. La distinta fo"ri, que práde tener Ia pieza a mecanizar, asi co_mo_ la magnitud, la calidady el número de los taladros a-ejecutar^.han óonducido a la creación de distintos tipos de máqui-ías de taladrar. Además de los trabajos normales de tala-drado pueden realizarse. en la mayoría de las máguinas detaladrár. trabajos de avellanado. de escariado y de roscado.
Según le posición del husillo portaútil se distingue entretaladrádoras verticales y taladradoras horizontales.
Fig. 79,1. Movimiento principal y de avance en unamáquina de taladrar. o) Engranajes para el movi'mien-to.principal: ó) palanca.de embrague pata elmo\ ¡mrento Dr¡ncmal: al dertvac¡on para el mo\ l-mie,¡to de arl."" iror medio de ruedá helicoidal vtornillo sin fin: d) iiste-a de engranajes desplara'-bles para va¡iar el avanc.: e) rueda helicoidal 1'to¡nillo sin fin para producir el avance.
Talailratlora vertical.
Fig.79,2. Elem¿ntos prineipales de una taladradora decolumna. a) Plaea de asientol ó) ba.ridor (columna)lr) mecanismo para el movimiento principall d) husilloportaútill e) mecanismo para el movimiento de avancer
/) me'á de taladra¡'
Existen diversos tipos de máquinas de taladrar con el husillo principál dispuesto en posi-ción vertical.
Taladradora de columna (figs. 79,1,2).
En el soporte, en forma de columna, de la taladradora van dispuestos eI husillo de taladrarIos mecanisriros para el movimiento principal y de avance y la mesa de taladrar.
En et husillo de taladrar (tanrbién llamado por esta razón husillo portarítil) va dispuesta_labroca.'Ese husillo ra alojado en el casquillo di guía (pínula) del husillo. En su parte inferiorva provisto de un taladro cónico en que entra el mango del útil.
El mecanismo del movirniento principal transmite al husillo de taladrar el movimiento degiro procedente de un motor eléctri-co o di una transmisión. Con obje_to de- poder utilizar distin-ías velocidades de rotación va dispuesto ese mecanismo en forma de poléas escalonadas.o deen¡¡ranajes. Hav también máquinai cuyo accionamiento es regulable sin escalonamiento.
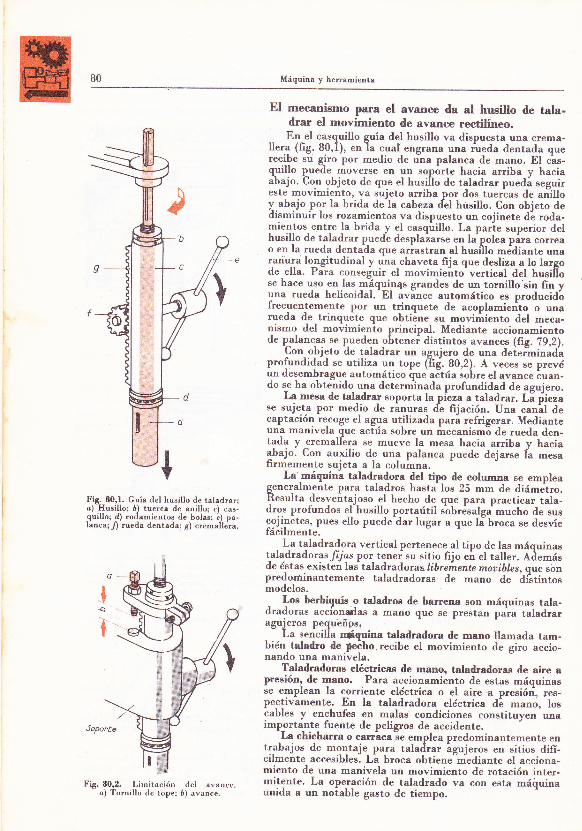
BO Máquina y he¡¡amienta
Fig. EO,f. Ouía del husillo de taladrar;c) Husillol á) tuerca de anillo; c) cas-quillo: d) rodamientos de bolas; á) pa-lancal fl rueda dentadal g) cremaflera,
El mecanismo para el avance da al hueilto de tala-drar el movimiento de avance rectilíneo.En el casquillo guia del husillo va dispuesta una crema-
ller.a (fig. B0,i), enla cual-engrana una riueda dentada querecibe sü giro por medio de üna palanca de mano. El cas-quillo puede moverse en un sopórte hacia arriba v haciaabajo. Con objeto de que el husillo de taladrar puedá sequireste movimiento, va sujeto arriba por dos tuercas de an-illoy abajo por la brida de la cabeza del husillo. Con obieto dedisminuir los rozamientos va dispuesto un coiinete dá roda-mien-tos_enlre Ia brida y el casqüillo. La parie superior delhusillo de taladrar p_uede desplaiarse en la'polea pá"a correao en Ia rueda dentada que arrastran al husillo mediante unaranura longitudinal y una chaveta fiia que deeliza a lo larsode ella. Para conseguir el movimieñto-vertical del husiüose hace uso en las máquin4s grandes de un tornillo-sin ñn vuna rueda helicoidal. El avánce automático es producidáf¡ecuentemente por un trinquete de acoplamiedto o unarueda de trinquete que obtiéne su moviiriento del meca-nismo del movimiento principal. Mediante accionamientode palancas se p-ueden obterei distintos avances (frg.79,2).
Con objeto de taladrar un aguiero de una deier"minad'aprofundidad se utiliza un tope (ng. 80,2). A veces se prevéun desembrague automático que actúa sobre el avance cuan-do se ha obtenido una determ:inada profundidad de agujero.
La mesa de raladrar soporta la pieza a taladrar. Lá ¡iiezase sujeta por medio de ránuras de fiiación. Un, can'al decaptación re.eoge el agua ut-ilizada pará refrigerar. Medianteuna manrvela que actúa sobre un mecanismo de rueda den-tada y cremallera se mueve la mesa hacia arriba v haciaabajo. Con auxilio de una palanca puede dejarse f" -.."Irrmemente suJeta a Ia columna,
La máErina taladradora del tipo de col'mna se empleageneralmente para taladros hasta los 25 mm de diáme'tro.Resulta desveñtajoso el hecho de que para practicar tala-dros profundos el'husillo porraútil sbbrésalsa mucho de susgojinetes. pues ello puede dar lugar a que li'broca se desyiefácilmente.
La taladradora vertical pertenece al tipo de las máquinastaladradoras.¡fijos por tenei su sitio fiio eir el taller. Aáemásde éstas existen las taladradoraslibre;nente mouibles, que sonpredominantemente taladradoras de mano de diitintosmodelos.
, I,oe berbiquíe o taladros de b¿rrena son máquinas tala-dradoras accionadas a mano que Ee prestan pa-ra taladraragujeroe pequéñps,
La sencilla rÉquina t¡ladredor¡ de m¡no llamada tam-bién,talaüo de.pecho recibe el movirniento de giro accio-nando una mantvele.
Talsdradorae eléctricae de mano, taladradoras de aire apreeióno de mano. .Para accionamiento de estas máquinasse emplean la corriente eléctrica o el aire a presió;, r€s-pectivamente. En la taladradora eléctrica dé mano, loscables y enchufes en malas condiciones constituyen unaimp_orta-nte fuente de peligros de accidente.
La ehicharra o earricaie emplea predominantemente entr-abajos de montaje para taladrar igujeros en sitios difY-cilmente accesibles. Lá broca obtiene-rnediante el acciona-miento de una manivela un movimiento de rotación inter-mitente. La operación de taladrado v& con esta máquinaunida a un noiable gasto de tiempo.
Fig. 80,2. Lirnitación del avance.o) Tornillo de tope; ó) avance.
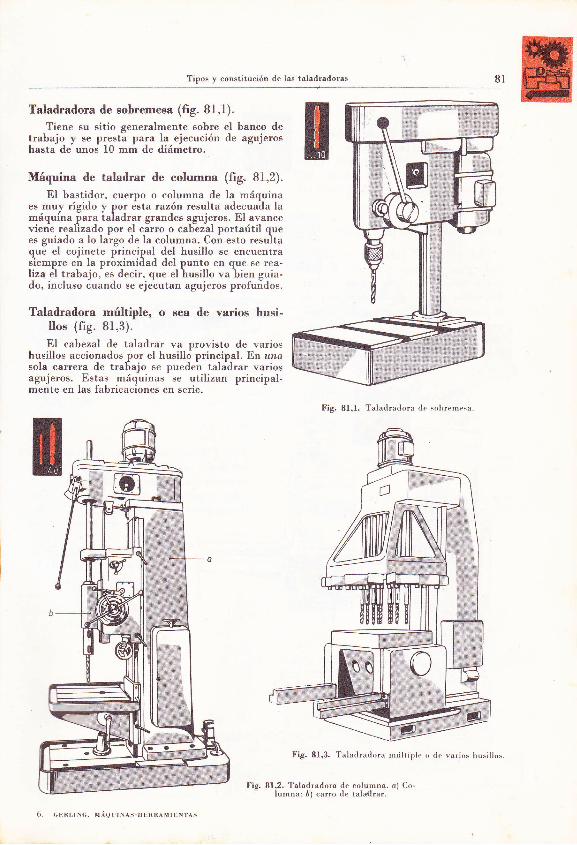
Tipos y constitución de las taladradoras BI
Taladradora de sobremesa (fig. 81,1).
Tiene su sitio generalmente sobre el banco detrabajo y se presta para la ejecución de agujeroshasta de unos 10 mm de diámetro.
Máquina de talailrar de columna (fig. 81,2).
El bastidor. cuerpo o columna de la máquinaes muy rígido y por esla ¡azón resulta adecuada lamáquina para taladrar grandes agujeros. El avanceviene realizado por el carro o cabezal portaútil quees guiado a lo largo de la columna. Con esto resultaque el cojinete principal del husillo se encuentrasiempre en la proximidad del punto en que se rea-liza el trabajo, es decir, que el husillo va bien guia-do, incluso cuando se ejecutan agujeros profundos.
Taladrailora múltiple, o sea de varios husi-llos (fig. 81,3).
El cabezal de taladrar va provisto de varioshusillos accionados por el husillo principal. En unasola carrera de trabajo se pueden taladrar variosagujeros. Estas máquinas se utilizan principal-mente en las fabricaciones en serie-
Fig. 81,1. Taladrado¡a de sob¡ernesa
Fig. 81,3. Talad¡ado¡a rrrilti¡rlc o rle va¡ios husillos
Fig. 81.2. Taladradura dc eolumna. o) Co-lumrra: ó) earro de taladrar.
6. (;tiRl,tN(;. MÁet,INAs-EURRAyIENTAs
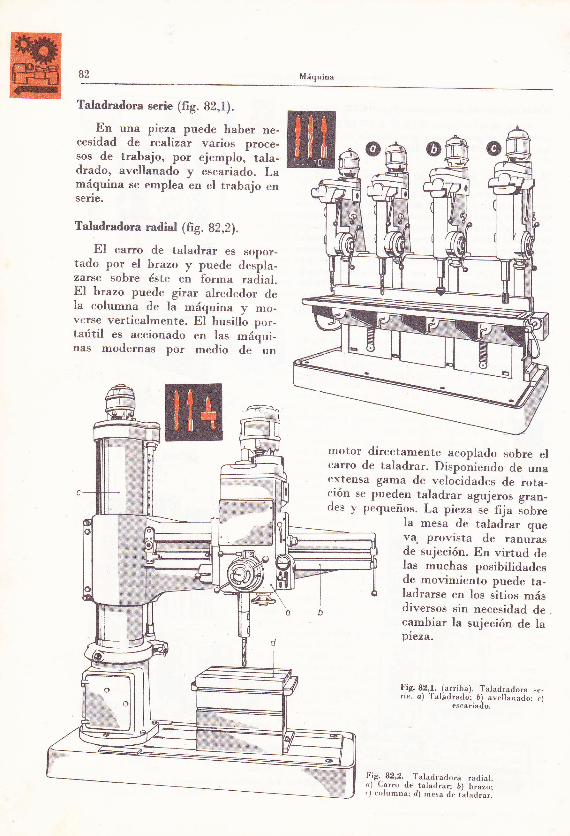
82 Máquina
Talailradora serie (fig. 82,1).
En una pieza puede haber ne-cesidad de realizar varios proce-sos de trabajo, por ejemploo tala-drado, avellanado y esca;iado. Lamá.quina se emplea en el trabajo ensene.
Taladradora radial (fig. 82,2).
El carro de taladrar es sopor-tado por el brazo y puede despla-zarse sobre éste en forma radial.El brazo puede girar alrededor dela columna de la máquina y mo-verse verticalmente. El husillo por-taútil es accionado en las máqui-nas modernas por medio de un
motor directamente acoplado sobre elcarro de taladrar. Disponiendo de unaextensa gama de velocidades de rota-c,ión se pueden talad¡ar agujeros gran-des y pequeños. La pierale fija Jobre
la mesa de taladrar queva. provista de ranurasde sujeción. En virtud delas muchas posibilidadesde movimiento puede ta-ladrarse en los sitios másdiversos sin necesidad decambiar la sujeción de laprcza.
Fig.82.l. (arriba). Taladradora sc-rie. c) Taladrado: ó) avlllanado: r)
escariado.
Fig. 82,2, Taladrad,rra rarlial,,r) (iarro de talad¡¿r; ó) b¡azo:,') .olumna; d) me.a de t'aladra"
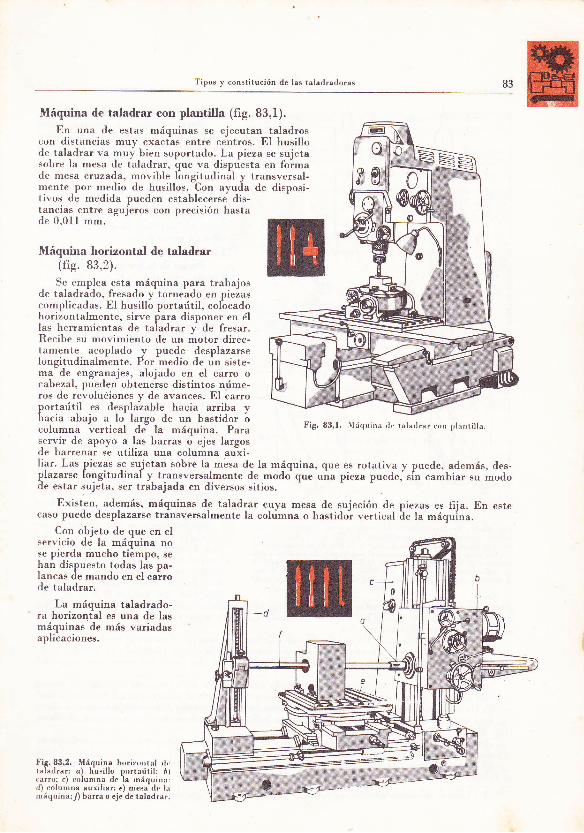
Tipos y constitución de las talad¡adoras B3
Máquina ile taladrar con plantilla (fig. 83,1).En una de estas máquinas se ejecutan taladros
con distancias muy exactas entre centros. El husillode taladrarua muy bien soportado. La pieza se su.ietasobre la mesa de taladrar. que va dispuesta en formade mesa cruzadao movible longitudinal y transversal-mente por medio de husillos. Con ayuda de disposi-tivos de medida pueden establecerse dis-r.ancias entre agujeros con precisión hastade 0,011 mm.
Máquina horizontal dq taladrar(fig. 83,2).
Se emplea esta máquina para trabajosde taladrado. fresado y torneado en piezascomplicadas. El husillo portaútil. colocadohorizontalmente. sirve para disponer en éllas herramientas de taladrar y de fresar.Recibe su movimiento de un motor direc-tamente acoplado y puede desplazarselongitudinalmente. Por medio de un siste-ma de engranajes. alo.jado en el carro ocabezal, pueden obtenerse distintos núme-ros de revoluciones y de avances. El carroportaútil es desplazable hacia arriba yhacia abajo a lo largo de un bastidor ocolumna vertical de la máquina. Paraservir de apoyo a las barras o ejes largosde barrenar se utiliza una columna auxi-liar. Las piezas se sujetan sobre la_mesa de la máquina. que es rotativa y puede, además. des-plazarse longitudinal y- transversalmente de modo que uña pieza puede, sin cambiar su modode estar sujeta, ser trabajada en diversos sitios,
Exist_en.- además. máquinas de taladrar cuya mesa de sujeción de piezas es fija. En estecaso puede desplazarse tránsversalmente la colúmna o bastidor vertical üe la
^áquína.Con objeto de que en el
servicio de Ia máquina nose pierda mucho tiempo. sehan dispuesto todas lás pa-lancas de mando en el cai.ode taladrar;
La máquina taladrado-ra horizontal es una de lasmáquinas de más variadasaplicaciones.
Fis. 83.2. Iláquina ho¡izurrtrl rl,tafatlrar: a) h'urillo t)i'rtaútil: lr)
"arro: c) columna de la nráquirrir:,/) columna auxiliar: e) mesa-tlr lrrnáquina:¡f) barra o eje de taladrar.
Fig. 83,1. \láquina de talarlrar ton ¡rlantilla
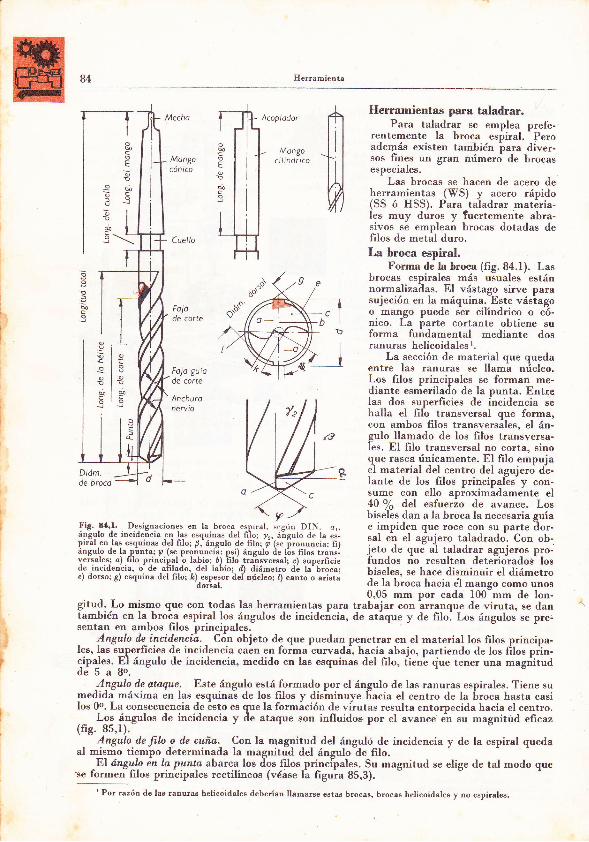
B4 He¡¡amienta
coE'6!eco
J
I
I
-L
l
§uoJ
cqÉ
§ac!
I¡g. -úa'1, Designaciones en [a broca e.prral. "egúa Dl\. o,.ángulo de incideñcia en las esquinas del filo; y... á-neulo de la es-piral.en J4s esquinas del filo; B, án-gulo de filor p (se [ronuncia: fi)ángulo de la puntai ¡l (se pronunciá: psi) ánqulo de lós filos trans.versales; a) ñlo principal b labio; ó)
'liló tra"nsversal: c) superficie
de -incidencia. o-de afflado. del iabior d) diámetro dá la'broca;e) dorso: g) eequina del filo; É) espesor deI núcleo; l) canto o arista
do¡eal.
Herramientas para taladrar.Para taladrar se emplea prel'e-
rentemente la broca espiral. Peroader¡rás existen también -para
diver-sos fines un gran número de brocasespecialeE,
Las brocas se hacen de acero deherramientas (WS) V acero rápido(SS ó HSS). Para taladrar matéria-les muy duros y ?uer[emente abra-sivos se emplean brocas dotadas defilos de metal duro.La broca espfual.
Forrna de la broca (fig. B4.l). Lasbrocas espirales más usuales estánnormalizadas. El vástago sirve parasujeción en la máquina."Este vástagoo mango puede ser cilindrico o có-nico. La parte cortante obtiene sufbrma fundamental mediante dogranuras helicoidales 1.
La sección de material que quedaentre las ranuras se llamá nrlcleo,Los filos principales se forman me-diante esmerilado de la punta. Entrelas dos superficies de incidencia sehalla el fifo transversal que forma,con ambos filos transversáles, el án-gulo llamado de los fiIos transversa-les. El filo transversal no corta, sinoque rasca únicamente. El filo empuiael material del centro del agujero'd"e-Iante de los filos principalós'y con-sume con ello aproximadamente el40 o/o del esfuerzo de avance. Losbiseles dan a la broca la necesaria suíae impiden que roce con su parte áor-eal en el agujero taladrado. Con ob-jeto de que a1 taladrar agujeros pro-fundos no resulten deteiiorados losbiseles, §e hace disminuir el diámetrode la broca hacia el mango como unos
Acoplodor
Mongoc¡lindr ico
§o!¡qo
=a
Daco
J
!uco
Fojo guíode corte
Anchuronerv ¡o
Dióm.de broco
?
situd. Lo mismo que con todas tas herramientas para ,."B'"ort "in #iJlll i3'"tn[,t lXtambién en Ia.broca espiral los-ángulos de incideñcia. de atáque y de filo. Los ángulos se pre-sentan en- aylos.filos _principales.
fngulo ile^incidcncia. _ Con objeto de que puedan penetrar en el material los filos princilas superficies de incidencia ca¿n en forma curvadá, hacia abaio. partiendo de los filos pr
lPa-
cipales. Elde5a8o.
les, lasiuperficies de incidencia caán en for'ma curvadá. hacia abajo. partiendo de los dlos pr'in-cipales. E) ángulo de incidencia, medido en las esquinae del filo, ii.rrb {r" tener una *ugriitudesquinas del filo, iiené ciue tener una magiitud
Angulo de ataque. Este ángulo está formado por el ángulo de las ranuras espirales. Tiene sumedida máxima en las esquinas de los filos v disminuve ñacia el centro de la broca hasta casilos 0o. La consecuencia do áeto es que la formáción de vi"rutas resulta entorpecida hacia el centro.
- Lgg ángulos de incidencia y ile ataque son influidos por el avance en su magnitúd eficaz(fig. B5.l).-- Angulo.ilefila o de cuña._ Con la magnitud del ángulo de incidencia y de la espiral queda
al mismo tiempo déterminada la magnitud del ángulo-de filo..El dngulo in la punta abarca los dos ñlos princípales. Su magnitud se elige de tal modo gue
se formen-filos prin;ipales rectilíneoe (véase li figuia 85.3).-I p*¿" de las ranurae helicoidalee deberían llama¡ee eEtas .brocaE, brocas helicoidalee y no espirale.
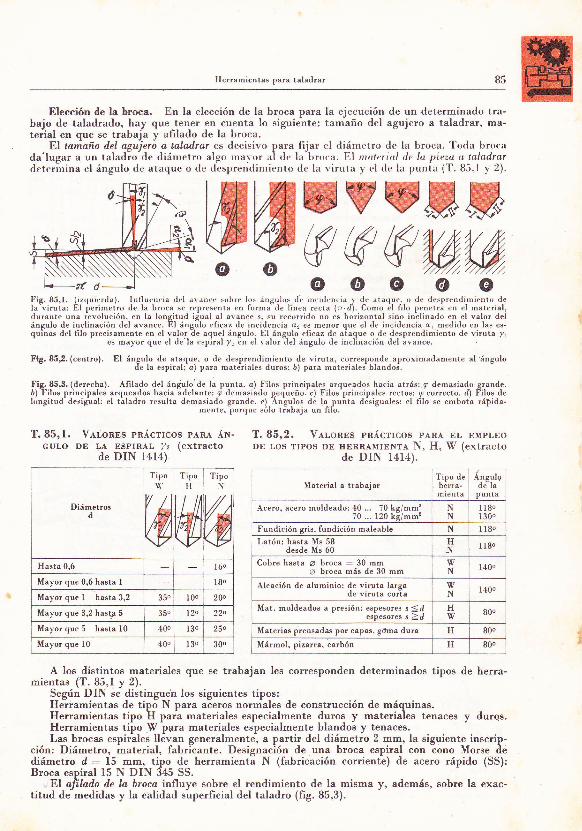
Herramientas para taladrar B5
Elección de la broca. En la elección de la broca para la ejecución de un determinado tra-bajo de taladrado, hay que tener en cuenta lo siguiente: tamaño del agujero a taladrar. ma-terial en que se trabaja y afilado de la broca.
El tamaño d,el agujero a talailrar es decisivo para fijar el diámetro de la broca. Toda brocada'lugar a un taladro de diámetro algo rnayor al rle la liroca. El matcriol de lu pieza u taladrardetcrñrina cl ángulo dr ataque o de desprendinriento de la viruta y el de la punta (T. 85.l y 2).
ffiWwww§ffiW W WryWrWo@
l'ig. 85,1. (rzr¡urlrda). I¡rllu, r¡, ra rlcl ar unr'r .,'1,r" lu. ángul". J. rrr, ¡rl"n, ¡a r tle ataque. o de desprtntlinticnto dela liruta: El perimetro de la broca se rrlrresenta en fornra tle linea recla 1: d). Como el filo penetra cn el material,durante una ievolución, en la longitud ieual al arance s, su recorrido no es horizontal sino inclinado en el valor delángulo de inclinación del avance. El ángülo eficaz de incidencia cr es menor que el de incidencia c, medido en las es-quinas del filo precisamente en el valor -de aquel ángulo. El ángulo eficaz de aiaque o de desprendimiento de viruta 7l
ea mayo¡ que el de'la espiral 7, en el valor del ángulo de inclinación del avance.
Fig.85,2.(centro). EI ángulo rle ataque- o de desprendimiento de viruta. corresponde aproximadamente al ángulode la espiral; o) para materiales duros; ó) para materiales blandos,
Fig.85,3.(derecha), Alilado del án[ulo'de la punta. o) Filos prineipales arqueados hacia atrás: q demasiado grande,ó)}.ilos principales arqueados hacia ádelante: f demasiado gerjueño. c) Filos'principales rectos: I correcto. d) Filos delongitud rlesigual: el taladro resulta demasiado grande. e),Angulos de la¡unta desiguales: el filo se embota rápida-
mente. porque üólo trabaJa un lrlo,
T.85rl. Vrlonss pRÁcrrcos paRA ÁN- T.85,2. Y¡.¡,on¡s pRÁc.Trcos paRA EL EMpLEoGULO DE I?A E§PIRAL 7T (extTacto DE LOS TIPOS DE HERRAMIENTA N, H, W (extTacto
de DIN l4l4) de DIN 1414).
@oo @ o
Material a trabajarTipo deherra:mienta
Ánsolod"-lr'punta
Acero, acero moldeado:40 ... ?0 k70 ... 120 I
NN
1 1801300
Fundición s¡is. fundición maleable N I 180
Latón; hast¡ Ms 58desde Ms 60
HN 1I80
Cobre hasta a broca : 30 mmz broca más de 30 mm
wN 1400
Aleación de aluminio: de viruta largade viruta corta
wN 1400
Mat. moldeados a presión: espeso¡es s 5!despesores s ] d
Hw 800
Materias prensadas por capas, gdma dura H 80o
Mármol, pizarra, carbón H 80o
Diámetrmd
Tipo§'
VA
W
Tipo I TipoHl\
Hasta 0,ó -l ro"
Mayor que 0,6 hasta I I80
Mayor que I hasta 3,2 350 100 200
Mayor que 3,2 hasta 5 35o 120 22o
Mayor que 5 hasta 10 400 3o 250
Mayor que 10 400 3o 300
A los distintos materiales que se trabajan les corresponden determinados tipos de herra-mientas (T. B5,l y 2).
Según DIN se distingueh los siguientes tipos:Herramientas de tipo lt{ para aceros normales de construcción de máquinas.Herramientas tipo H paü materiales especialmente duros y materiales tenaces y durqs.Herramientas tipo W para materiales especialmente blandos y tenaces.Las brocas espirales llevan generálmente, a partir del diámet¡o 2 mm, la siguiente inscrip-
ción: Diámetro, material, fabricante. Designación de una broca espiral con cono Morse ilediámetro d : 15 mm, tipo de herramienta N (fabricación corriente) de acero rápido (SS)rBroca espiral 15 N DIN 345 SS.
El afilodo de la broca influye sobre el rendimiento de la misma y, además, sobre la exac-titud de medidas y la calidad superficial del taladro (fig, 85,3).
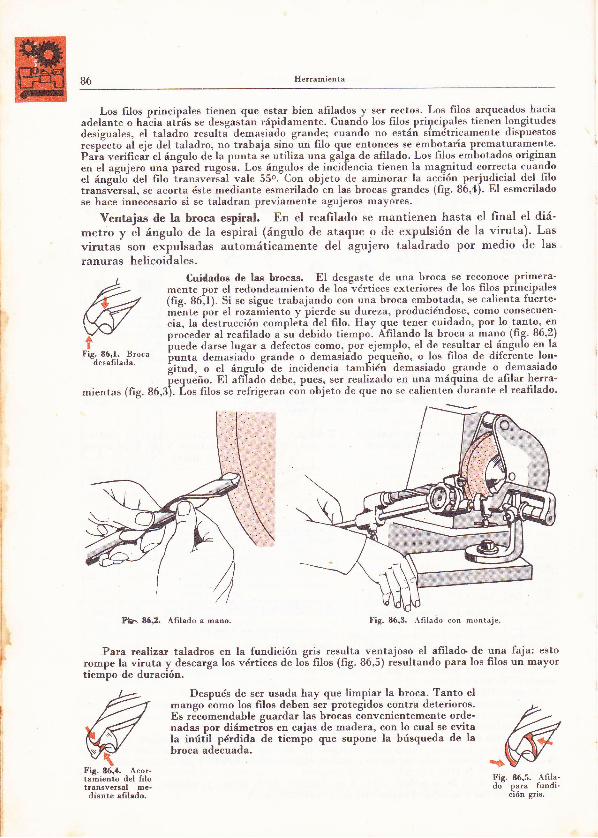
B6 Herramienta
Cuidados de las brocas. El desgaste de una broca-se-reco.noce primera-el redondeamiento de los"vértices exte¡iores de los filos principalesmente I)or el redondeamrento (le los verllces exlerlores uc lu§ rrtu§ Pf¡[urPdru§
(fig. 86:1). Si se sigue trabajando con una broca e-mlotada, se calienta fuerte-(fie. 86.l), Si se sigue trabaiando con una broca embotada. se cahenta luerte-mánte pár el rozaáiento y pierde su dureza, produciéndose' como consecuen-mente por el fozamrento y plerde su dureza, proouclendose' como conseouen-cia, la áestrucción cornplétá del filo, H.y qgi te,ner cuidado, por lo tanto,-e,norá""d", al reafilado a iu debido tiempo. Afilando la broca . ,rrano (ñg.86,2\proceder al reafilado _a iu debido tiempo..Afilando. la broca a m1n9 $fl. 86,2\proeede¡ al reafilado a su debido tiempo. Alilando la broca a mano (llg. óo.z)puede d_arse lug_ar a defectos-como. p-or ejemplo, el de resultar el,á-ngulo en la
Fig. 86,1. Brocadesafilad a.
pueoe oarse lugar a oere('ros fo[to. Porirunta demasia-do, grande o. demasiadoiunta demasi""do g.ande o demasiádo p"q"ófo, o los filos de difeiente lon'iitrd. o el áneuld de incidencia tambiéri demasiado grande o demasiado
fiequeño. El afifado debe. pues. ser realizado en una máquina de afilar herra-ñequeño. El afiIado debe, pues, ser realizado en una máquina de afilar herra-mientas (fig. S6,3j. ios filos se refrigeran coir objeto de que no se calienten-durante el reafilado.
Fb. 86,2. Afilado a mano. Fig. 86,3. Afilado con montaje.
Para realiza¡ taladros en la fundición gris resulta ventajoso el afilado de una faja: estorompe Ia viruta y descarga los vértices de los filos (fig. 86.5) resultando para los filos un mayortiempo de duración.
Los filos principales tienen que estar bien afilados y ser rectos. Los filos arqueados haciaadelante o ha'"i" atiás se desgastán rápidamente. Cuandb los filos principales tienen longitudesdesiguales, el taladro resulta- demasiado grandet cuando no estáñ simétricamente disPuestosrespácto al eie del taladro, no trabaia sino un filo que entonces se embotaria premaluramenle.Paia verificar el ángulo de la punta Áe utiliza una gálga de afilado. Los filos embotados originanen el aquiero una p"ared .rgoi.. Los ángulos de inlidencia tienen la magnitud correcta cuandoel áneu"lo" del filo irrrr.,r".íul vale S5o."Con objeto de aminorar la acc-ión perjudicial del filotransíersal. se acorta éste mediante esmerilado en las brocas grandes (fig. Bó.4). El esmeriladose hace innecesario si se taladran previamente agujeros mayores.
Yentajas de Ia broca espiral. En el reafilado se mantienen hasta el final el diá-metro y ál ángulo de la espiral (ángulo de ataque o de expulsión de la viruta). T,as
virutas son expulsadas automáticamente del agujero taladrado por medio de las
ranuras helicoidales.
Después de ser usada hay que limpiar la broca. Tanto elmango óomo los filos deben ser protegidos contra deterioros.Es rócomendable guardar las brócas Convenientemente orde'nadas por diámetros en caias de madera, con lo cual se evitala inút1il pérdida de tiemfo que supone la búsqueda de labroca adecuada.
$Fig. 86.5. Afila'do" para fundi.
ción gris,
Fig. 86,3. Afilado con montaje
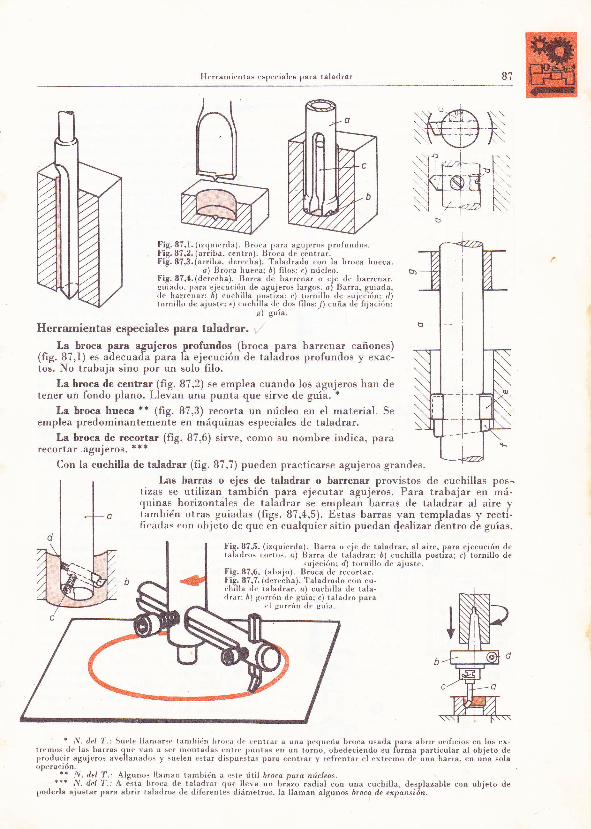
B7
)\
Fig.87,l.(izr¡uiertla). []roca ¡rara agujeros prolundos.Fig,87,2. (arriba. centro), Broca de centrar.Fig.87,3.(arriba. derecha). Talad¡ado con la brr¡ca hueca.
o) Rr,,ca hueea: á) lilos: r) núcle,,.Fig.87.,1.(derecha). Barra de lr¿rrenar,r eje de barrerrar.¡luiad,r. ¡'ar¡ ejeeuci,in de agujeros Iargos. o) Rarra. guiada.,lc lrarr,,rrar: ó) cuehilla postiza: c) tornillo de.uleciórr: rl)t,¡rnilb rlc ajusle: p) r'ulhilla rle rlos filo.: /) r'uña tló fijali,',n:
g) guia.
Herramientas especiales para taladrar. :.'La broca para agujeror profundor (broca para barrenar cañones)
(fig. B7,l) es adecuada para la ejecución de taladros profundos y exac-tos. No trabaja sino por un solo filo.
La broca de centrar (trg,87,2) se emplea cuando los agujeros han detener un fondo plano. Llevan una punta que sirve de guia, r
La broca hueca át (fig. 87,3) recorta un núcleo en el material. Seemplea predominantemente en máquinas especiales de taladrar.
La broca de recortar (fig. B?,ó) sirve, como su nombre indica. pararecortar .agujeros. ***
Con la cuchilla de taladrar (fig. 87,7) pueden practicarse agujeros grandes.
I.
Lae barras o ejes de taladrar o barrenar provistos de cuchillas pos-tizas se utilizan también para ejecutar agujeros. Para trabajar en má-,¡uinas horizontales de taládrar ée e-plea"n barras de taladra'r al aire ytambién otras guiadas (figs.87,4,5). Estas barras van templadas y recti-fieadas eon ,rLjeto de que en cualquier sitio puedan {eslizar dentro de guías.
Fig, 87,?. (dr:reiha). Taladrado con cu-chilla de taladrar. o) cuchilla de tala-rlral 6) gorrírn de guial c) talarlro para
r.l gorrrin de grria.
' N. del T.: Suele llamarsc tarnbiri¡ Lror:a rlc cent¡ar a una ¡rrqueña broca usada para abrir o¡ilicios en los ex-lrcmr¡s de las Larras que \an a str m,¡nlarla¡ r'nlre l,urrlaf "n un tórni,. obedeeiendo su fo.-a partieular al objero del,r,¡ducir aguje¡os aucllana,lr" y suelen estar dispueJtas para centrar y refrentar el extremo de irna ba¡ra,
". r'.u
"olur,¡reracir'rn.*t N. rlel f,: Algunos llaman tambi,ln a.-te útil brota para núcleos.'*' N. del T.: A i'sta l,roca de laladrar que lleva un brlzo radial con una cuchilla. desplazable con objeto de
¡rrrrlerla ajustar para abrir lala¡lros de diferentds diámet¡os- la llaman algunos óroro de cxpansión.
Fig.87.5. (izquiertla). Barra ,r eje de taladrar, al aire, para ejecuciírn delala.¡r(,s,.,rtos. o) Barra de taladrar; ó) cuchilla postiza¡ c) tornillo de
"ujeciórr: d¡ torrrillo de ajuste,Fi9.87.6. (abalo). Broea de ¡ei ortar.Fig, 87,?. (dr:recha). Taladrado con cu-
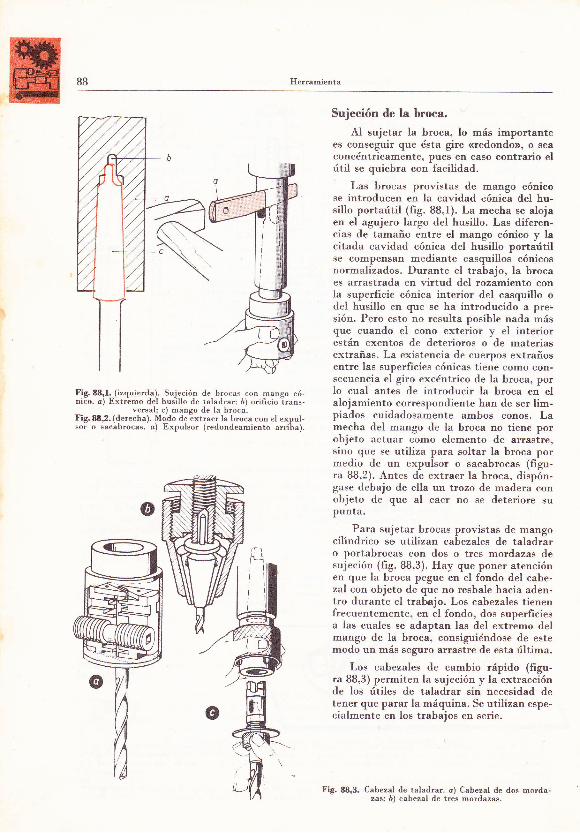
8B Herramienta
Fig.88,l.(izquierda). Sujeeión de broca. ron mango cÁ-nico. o) Extremo del husillo de taladrar: 6) orificio irans.
versal¡ c) mango de la t¡roca.Fig.88,2. (derecha). Modo de ixtrae¡ la broca con el expul-sor o sacabrocaF. o) Expulsor (redondeamiento arriba).
Sujeción de la broca.
Al sujetar la broca, lo más importantees conseguir que ésta gire <<redondo», o seaconcéntricamente, pues en caso contrario elútil se quiebra con facilidad.
Las brocas provistas de mango cónicose introducen en la cavidad cónica del hu-sillo portaútil (fig. BB,1). La mecha se alojaen el agujero largo del husillo. Las diferen-cias de tamaño entre el mango cónico y lacitada cavidad cónica del husillo portaútilse compensan mediante casquillos cónicosnormalizados. Durante el trabajo, la brocaes arrastrada en virtud del rozamiento conla superficie cónica interior del casquillo odel husillo en que se ha introducido a pre-sión. Pero esto no resulta posible nada másque cuando el cono exterior y el interiorestán exentos de deterioros o de materiasextrañas, La existencia de cuerpos extrañosentre las superficies cónicas tiene como con-secuencia eI giro excéntrico de la broca, porlo eual antes de introdueir la broca en elalojamiento correspondiente han de ser lim-piados cuidadosamente ambos conos. Lamecha del mango de la broca no tiene porobjeto actuar como elemento de arrastre,sino que se utiliza para soltar Ia broca pormedio de un expulsor o sacabrocas (figu-ra BB,2). Antes de extraer la broca, dispón-gase debajo de eIIa un trozo de madera conobjeto de que al caer no se deteriore supunta.
Para sujetar brocas provistas de mangocilíndrico s6 utilizan cabezales de taladraro portabrocas con dos o tres mordazas desujeción (fig. BB,3). Hay que poner atenciónen que la broca pegue en el fondo del cabe-zal con objeto de que no resbale hacia aden-tro durante el trabajo. Los cabezales tienenfrecuentemente, en el fondo, dos superficiesa las cuales se adaptan las del extremo delmango de la broca, consiguiéndose de estemodo un más seguro arrastre de esta última.
Los cabezales de cambio rápido (figu-ra 88,3) permiten la sujeción y la extracciónde los útiles de taladrar sin necesidad detener que parar la máquina. Se utilizan espe-cialmente en los trabajos en serie.
Fig. 88.3. Cabezal de raladrar. o) Cabezal de doe morda-zas: ó) cabezal de tres mordazas.
o

Sujecién de la broca-Número de revoluciones, avance y refrigeracidn
Número de revoluciones' avance y refrigeración al taladrar.
El número de revolucioneg de la broca está relacionado con la velocidad de corte (T. 89,1)
v con el diámetro de la broca. Se entiende por velocidad de corte en Ia operación de taladrado,áI recorrido del punto más exterior del filo de la broca en m/min.
Ejemplo: Se trata de practicar un agujero en una llanta de acero.
Datos: diámetro del agujero, 14 mm; material de la llanta de acero St 37.11. r
Se desea hallar: número de revoluciones (n) de la broca.
Solución: De acuerdo con la tabla 89,1 se ha elegido una velocidad de corte de a : 22 m/min.
Diámetro de la broca d : 14 mm.
¿ : ü.1090 _ 22_ +/nlin .1000 nz S0l rev/min.
n.il 3.14'14 mm
Supongamos que en la taladradora puedan establecerse los si'guientés nüme"o" de revoluciones: 47,5-75-f 18-190-300-475-750-1180 por minuto.
En este caso habria que escoger un número de revoluciones iguala 475 por minuto.
Frecuentemente traen las taladradoras unoE cuadros en los cua'les puede leerse para cada velocidad de corte y para cada diámet¡ode L"oca el núriero de revolucion"t qr"
"o.i"iponde (véase figu'
ra 94,3, pá9. 9q.El svance se expresa en mm por cada revolución de la broca,
diciendo, por ejemplo, 0,2 mm/rei, De esta magnitud dependen elesDesor á.i lu "i""tá.
iu irrrr^ 'de avance necesa"ria v la ülidad desrLerficie de las paredes del taladro reatizado. El avance admisiblese'determina teniendo en cuenta el material a taladrar y el diáme'
B9
Fie. 89.1. El taladrado exigeun"a coi¡ecta elección del nü-mero de revoluciones, delavance y de la refrigetación.
tro de la broca que se utiliza (T, 89,1).
Cuando se taladran pequeños agujeros, el avance se regula, gene_ralmente, a mano medianteaccionamiento de una palánca de ñáno. En este caso hay que trabajar con tacto, ya que lasbrocas pequeñas se quiébran con mucha facilidad.
Refrigeración. La broca puede perder su dureza y embotarse rápidamente en virtud delcalor oue-se desarrolla duranté el trábaio de taladradó, Por medio de una abundante aporta-ción dé un líquido refrigerante adecuadó (T. B9,I) se elimina el caloro se eleva la capacidad decorte de la broca y se mijora la calidad superficial de las paredes del agujero.
T. B9rl. Vpr,ocrolp DE coRTE (o), lvlxcp (s) r nrrnrcnRAcróN PAnA Bnocas DE acERo SS rr
M¿terial
Diámet¡o
s I ro lrsls hroca
zolzslroRef¡i-
geración Material
Diáretro de la broca
slrolrslzolxlmRef¡i.
hasta 40 kg/mm'
hasta 60 kg/mm'
hasta B0 kg/mm'
Fundición grishaata lB kg/mm'
Fundición grishasta 22 kq/mm'?
0,1l5
0,tt3
0,0?t2
0,1524
0,15l6
0,18l8
0,18t6
0,1314
0,2428
0,24l8
).2522
),2520
),16l6
0,3
0"32l
0,2826
0,2823
0,1918
0,3?34
0,3324
0,3129
0,3126
0,212t
0,3531
0,3s26
0,3432
0,3528
0,2323
0,3839
0,38
T
óc
s
óT
Latónhaata 40 kg/mm'l
B¡oncehaeta 30 kg/mm'!
AluminioPUrO
Aleaiiones dealuminio
Aleacionee demagnesio
o,r ] o,rs I o,zz] o,zr I o,s I o,sz60 ... 70 m/mio.
'o,r I o,rrl o,zzl o,zz I o.r I o,az30 ... 40 m/min.
o,osl o,rzl o,z I o,r ]0,¡sl o,¿80... 120 m/min.
o,r2l 0,2 I o,r I o,r lo,rol o,s100... 150 m/min.
o,rsl 0.2 I o.r I o,ra I o.r I o.+s200...250 m/min.
TóC
ós
TóC
ós
s
T : taladrina C : aceite de corte y de refrigeración S : en seco
i N. d"t T., La denominación del material obedece a las Normas DIN, Véase a este reap€cto la nota de página 31.*' N. del T..' Las letras SS haeen referencia a la palabra alemana Schnellstahl : ace¡o ¡áPido.
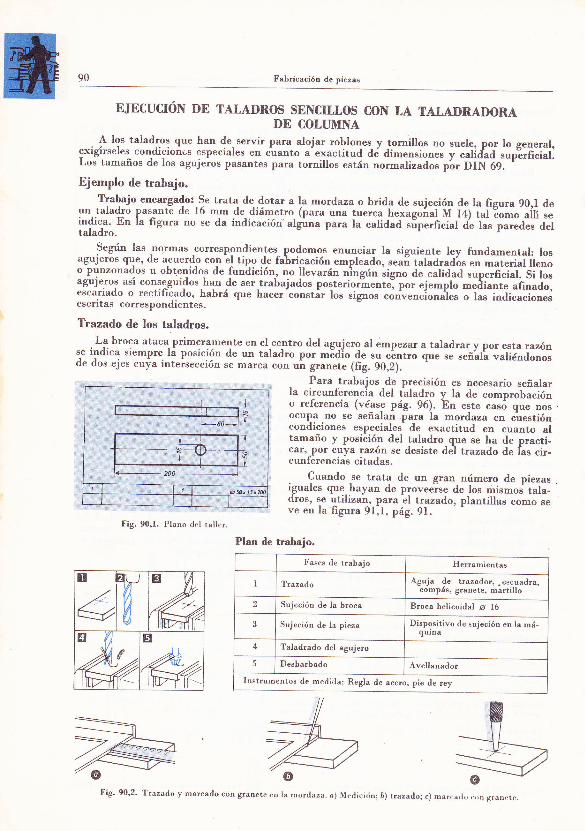
90 Fabricación de piezas
EJECUCIÓN DE TALADROS SENCTT,I,OS CON LT TAII\DRADORADE COLT]]I,INA
. A los talad,ros que han de-servir para alojar roblones y tornillos no suele, por lo general"exlgrrseles condlclon\s especlales en cuanto a exactitud de dimensiones y calidad supirficial.Los tamaños de los agujeios pasantes para tornillos están normaiir.áor-pá" DIN 69. ^
Ejemplo de trabajo.Trabajo eneargado: Se trata de dotar a la mordaza o brida tle suieción de Ia fisu¡a 90.1 de
.ll jala(l,ro Pasante de ló mrn de,diámetro. (para una tuerca hexagoial M la) ta 7o-o uili ."rndrcá. I1n la tigura no se da indicación alguna para la calidad súperficial de las paredes deltaladro.Segrin las lormas -corresp.ondientes podemos enunciar la siguiente ley fundamental: losagujeros que, de acuerdo con-el tipo de falricación empleado,
""ufi t.luar"áás en material llenoo punzonados u obtenidos de funáición, no llevarán ningin.ig". a"
"liá"a."p"in"i.t. §i ü.1g"j_qro,"
,:i conseguidos,han de ser,trabajados posterioimentel p". "¡áÁ[r" -;át.";;;h;;á;;escaflado o rectltlcado- habrá que hacer constar los signos conrr"rcion"iles o las indicacionesescritas correspondientes.
Trazado de los taladros.
-^ ,-Lr1l^.:::_iliir,{i-:rl.-ente en el,centro del agujero al empezar a raladrar y por esta razón:e ITd'c1 sremPre. Ia poslcrón de un taladro por medio de su cántro que se señálá valiéndonosoc dos eJes euya Interseccrón se marca con un granete (fig. 90"2).
_ Pa¡a trabajos de precisión es necesario señalarla circunferencia del taladro y la de comprobacióno referencia (véase pág. 96). En
".t" "".ó que nos
ocupa no se señalan para la mordaza en cuestióncondiciones especiales- de exactitud en cuanto altamaño y posición del taladro que se ha de practi-car, por cuya razón se desiste del trazado de las cir-cunferencias citadas.
Cuando se trata de un qran número de piezasiguales que hayan de p.o.,reeise de los mismos'tala-dros, se utilizan. para el trazad.o, plantillas como seve en la figura 91,1. pág.91.
Fig. 90,1, Plano del raller.
:50 t l5r 2A
Plan de trabajo.
Fases de trabajo Her¡amientas
I Trazado Aguja de trazador, -escuadra,compás, granete. martillo
2 Sujeción de la broca B¡oca helicoidal z l6
3 Sujeción de la pieza Dispositivo de sujeción en la má-qurn¿
4 Taladrado del agujero
5 Desbarbado Avellanador
Inst¡umentos de medida: Regla de acero, pie de rey
E
4ru
sw»ffi
ffiE
Fig' 90,2' 'I'razado y ma¡cado con Branete cn la ¡¡ordaza. o) Medición; b) trazado:,c) nrarca,l. r()n g¡anr1e
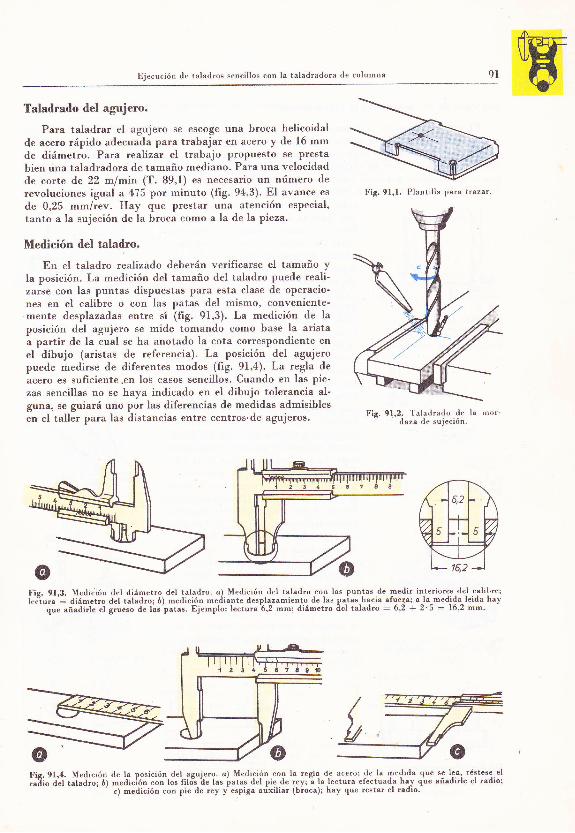
Ejecución de taladros sencillos con la taladrado¡a de columna gl
Taladrado del agujero.
Para taladrar el agujero se escoge una broca helicoidalde acero rápido adecuada para trabajar en acero y de 16 mmde diámetro. Para realizar el trabajo propuesto se prestabien üna taladradora de tamaño mediano. Para una velocidadde corte de 22 mlmÁ (T. 89,1) es necesario un número de
revoluciones igual a 475 por minuto (fig. 9a,3). El avance es
de 0,25 mm/rev. Hay que prestar una atención especial,tanto a la sujeción de la broca como a la de la pieza.
Medición del taladro.
En el taladro realizado deberán verificarse el tamaño yla posición. La medición del tamaño del taladro puede reali-zarse con las puntas dispuestas para esta clase de operacio'nes en el calibre o con las patas del mismo, conveniente-mente desplazadas entre sí (fig. 91,3). La medición de laposición del agujero se mide tomando como base la aristaa partir de la cual se ha anotado la cota correspondiente enel dibujo (aristas de referencia). La posición del agujeropuede medirse de diferentes modos (fig. 91,a)' La regla de
acero es suficiente.en los casos sencillos. Cuando en las pie'zas sencillas no se haya indicado en eI dibujo tolerancia al'guna, se guiará uno por las diferencias de medidas admisiblesen el taller para las distancias entre centros'de agujeros' !ig. 91,2. Tala,lrad,r de la rr¡,rr- daza de sujeción.
Fic. 91.3. !tedición del diámerro del taladro. a) M"dición del taladro .on las puntas de medir interiores del ealibrelt""ir."'- diámerro del taladro; ó) medición mediante desplazamiento de las paias hacia afue¡a: a la medida leída hay
que añadirle el grueso de las'patas. Ejemplo: lectura b,2 mml diámetro ilel talad¡o - 6.2 + 2'5 - 16.2 mm.
Fig.9l,l. Plantilla ¡rara trazar.
Fio- 91.4. Medrción de Ia posición del aguiero. o) llledrción .on la regla c¡e acero: de la medida que se lea. réste§e el
."Íio d"l taladro; ü) medición con los ñlo's ae las patas del pie de rey: -a la lectura efectuada ha-y que añadirle el radio:' c) medición con pie de rey y espiga auxiliar (broca)l hay que ¡eslar el radio'
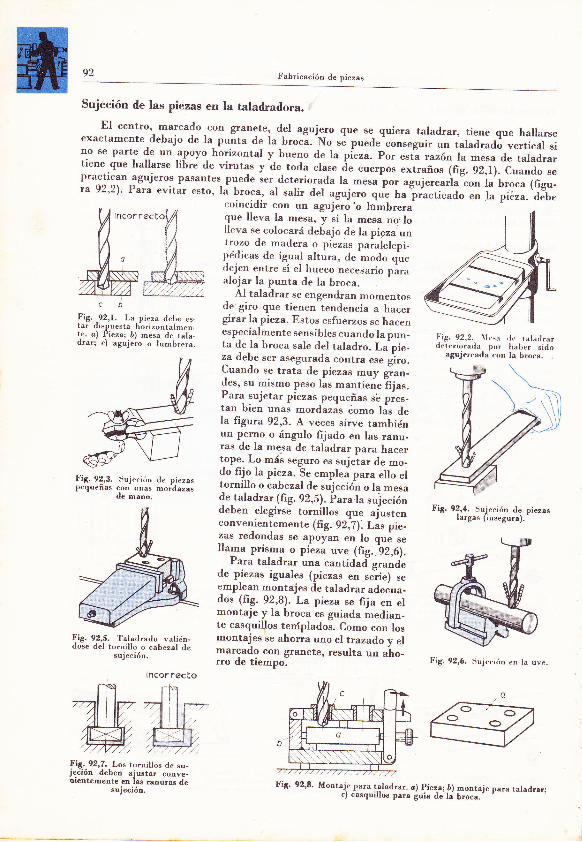
92 Fabricación de piezas
El centro, marcado con granete' del aguj-e,ro que se- quiera taladrar, tiene que ha,arseexactamente-debajo de la punta de la brocá.-No sá prede'eor."goi; or, áu¿"u¿o verticár sino se part€ dc una-poyo horizontal y bueno de la pieza. Po" est"a raz6nla mesa de t"fu¿"r.tiene que hallarse libre de virutas y de toda crase áe cuerpos "*r"u;o, ln!. si,il. ¿#i;';ápractican agujeros pasante' puede ier deteriorada ra.*es.'po";g;i;;;;"h""rn la broca (figu-ra 92'2)' Para evitar esto' la !.o:1., a saür der agujero- q.l rr.-"¡J*rl".ao en Ia piéza. debe
lJ'r"'""e"o\¡j ñ:#fár*T;l:f}"'ffirJ"".ll I il
V)" ü ,i::1:"1',ffi1:i',iff:T.,fixTH: AlL#» # jiliilH#jl1k#::i::*:,- Z@lLc b de giro que tienen rendencia a hacer a-:\-/Z/ ,lFig. 92,t. La pieza debe os. girar la pieza, Estos esfuerzos se hacen
=Ñ/ l!tar dispuesta ho¡izonr"l-"..ia. l)
"+;;;;-ói';;:i"ü'l;ü. especialmentesensiblescuandolapun- Fig. e2,2. \re.¡ rte rarartrar
Sujeción de las piezas en Ia talad¡adora.
drar; c) agujeio o lumbrera. ta de la broca sale der taladro. La'pie- ;;?;.í;;¡"- ;;; 'i;"p:;"i"iiza debe ser asegurada
"o"a"" """ gio. "*'j"':da'c¡¡n la b¡oca.
Fig. 92,3. Suj,.ci,in tte ¡riezaspequeñas ron unas mordazasde nrano.
Fig. 92,5. l'aladrado valién.dose del tornillo o cabezal de
sujeción.
Cuando se tratá de-piezas muy gran-oes. su mrsmo peso las mantiene fijas.Para sujetar piezas pequeñas sb pies-tan bien unas mordazas domo las dela figura 92,3. A véces sirve tambiénun perno o ángulo fijado en las ranu_ras de Ia mesa de taladrar para hacerlon9. L" mái seguro es sujeiar de mo-do fij_o la pieza. Se emplea para ello eltornillo o cabezal de sujeción o la mesade-taladrar (fig. 92.5). para.la sujeei6ndeben elegirse tornillos que ajustenconvenientemente (fig. 92,7). Lás pie-zas redondas se apoyan en Io que seIlama prisma o pieza uve 1fig. b2,6).
Para taladrar una cantidajg"urj"de piezas iguales (piezas e, sáe) seemplean montajes de taladrar adeára-dos (fig. 92,8). La pieza se fija en elmontaje y Ia broca es guiada median_te casquillos tenlplados. Como con losmontajes se ahorra uno el trazado y elmarcado con granete, resolta un aho-rro de trempo.
Fig. 92.4. Sujeción de piezastargas (rnsegura).
Fig. 92,ó. Sujrcirin en la uve
incorrecto
Fig.92,7. Los tornillos de su-jeción deben aiustar conve-oientementc en Ias ranuras de
sujeción.Fig. 92,8. Montaj.e para t-aladrar. o) piez-a;-ó) pontaje para taladrar;
c) casquillos para luia de'l; br;;;.,-
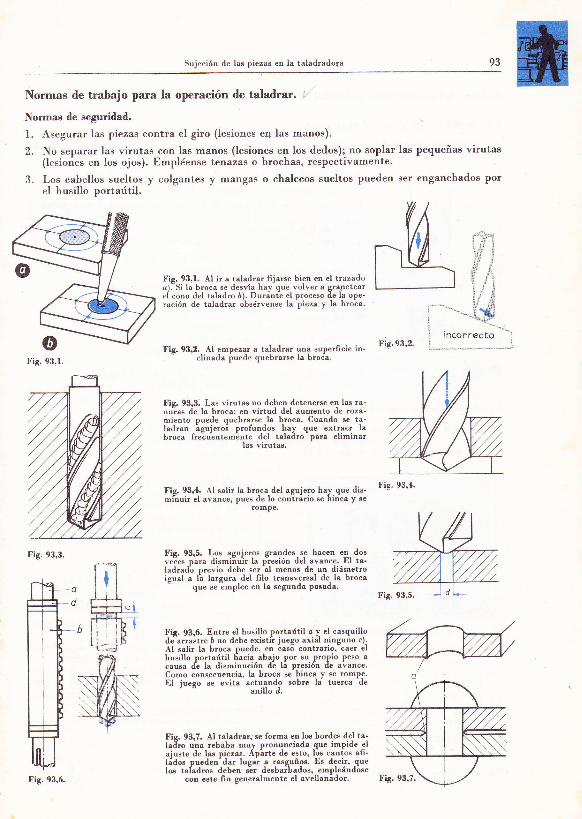
Sujeción de las piezas en la taladradora
Normas de trabajo para la operación de taladrar. j.'
Normas de seguridad.
l. Asegurar las piezas contra el giro (lesiones e4 las manos).
2. No separar Ias virutas con las manos (lesiones e! los dedos); no soplar las pequeñas virutas(lesioáes en los ojos). Empléense tenazas o brochas, respectivamente.
3. Los cabellos sueltos y colgantes y mangas o chalecos sueltos pueden ser enganchados porel husillo portaútif.
93
Fig. 93,1. Al i¡ a taladrar fijarse bien en el t¡azado¿). Si la broca se desvia hay que volver a qraFetearef cono d.l taladro ó). Durdnt'e el proceso de la ope'ración de taladrar obsérvense la pieza y la broca.
Fie.93.2. Al empezar a taladra¡ una supe¡ficie in'" clinada iuede quebrarse la broia.
Fig. 93,3. Las vi¡utas no deben detenerse en lae ¡a'nu-ras de la broca; en virtud del aumento de roza'miento ouede ouebrarse la broca. Cuando se ta-ladran lsuieroi orofundos hav que extraer labroca fre'culntem¿nte del talaáro'para eliminar
las virutas'
lI
1*,,-,.,.
tncorrecco
Fic. 93,4. At salir la broca del aquiero hay que dis- Fig' 93'4'
mínuir el avance. puee de lo coni¡ário se frinca y seromp€.
Fig'93,2.
Fig.93,5. ;dr-
Fig. 93,3. Fie. 93.1. Los aguieros g¡andee se hacen en dos
'"7." ""'" dismiiu'ir la o-resión del avance. El ta.lad.ad'o orevio debe ser'al menos de un diámetroieual a ll larsura del filo traneve¡eal de la broca
que se"emplee en la segunda paaada.
Fis. 93,6. Entre el husillo Portaútil c y el casquillode-arrastre ü no debe existir juego axial ninguno c)'Al salir la broca puede, en caso cootrario, caer elhusillo portaútil 6acia abajo por su propio peso a
causa de la disminución de la preeión de avanceComo consecuencia, la broca ee-hinca y §e ¡ompe,El iueso se evita actuando sobre la tue¡ca de
anillo d.
Fie. 93.7. Al taladrar; se fo¡ma en loe bo¡des del ta-latr¡o una ¡ebaba muv Dronunciada que impide elaiuste de las piezas. Apitt" d" esto, lós canios afi'ládos preden'da¡ lugai a raaguños. Es decir. quelc tafad¡os deben e1¡ desba;badoe. empleándóse
con este fin generalmente el avellanador.
Fig. 93,1.
[ig. 93,ó.
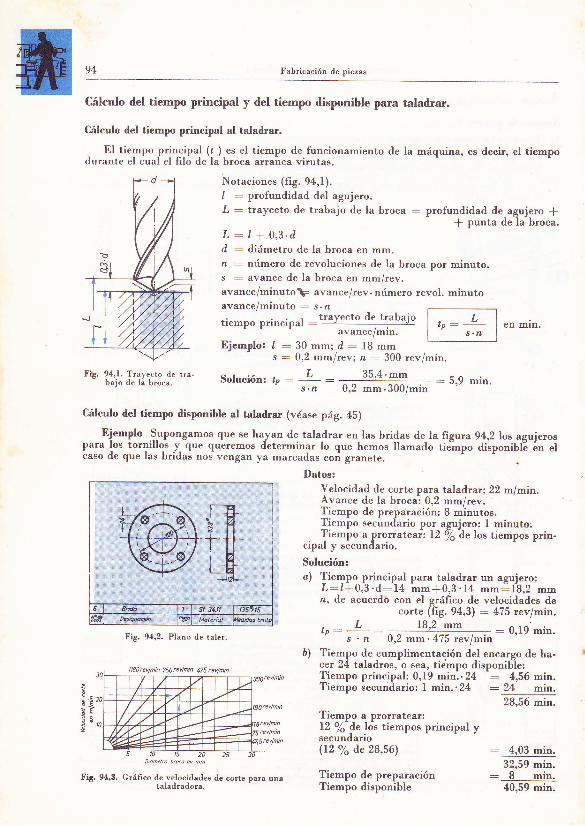
94 Fabricación de piezas
Cálculo del tiempo principal y del tiempo rlisponible para taladrar.
Cálculo del tiempo principal al taladrar.
_ El tiempopr]1c¡fal (! ),es el tiempo de.funcionamiento de la máquina, es decir, el tiempodurante el cual el filo de la broca arranca virutas.
Notaciones (fig. 94,1).I : profundidad del agujero.L - trayecfo tle trabajo de la broca : profundidad de agujero f
r punta de la broca.L: I + 0,3.dd : diámetro de la broca en mm.n : número de revoluciones de la broca por minuto.s : avance de la broca en mm/rev.avance./minuto§ avance/rev, número revol. minutoavance/minuto .- s. n
lravecto de trabaiotlempo prlnc¡pal .:- avance/min.Ejemplo:, - 30 mm; d : IB mm
s:0,2mm/rev;n-300 rev/min.Ftg. 94.1. Tra)ecto de t¡a-' bu¡o d" lá broea.
-- Solución: tpL 35,4.mm
s.n
Cálculo del tiempo disponible al taladrar (véase pág. 45)
Fjemplo §_upongamos que se hayan de laladrar en las bridas de la figura 94,2ros asuierospara los tornillos y- que queremos determinar lo que hemos llamado rie-"mpo disponiblZ Én elcaso de que las bridas nos vengan ya marcadas con granete,
Datoe:Yelocidad de corte para taladrar: 22 mlmin.Avance de la brocal 0,2 mm/rev.Tiempo de preparación: B minutos.'I'iempo secundario por agujero: I minuto.
. Tiemfo a -prorrateai: l2 d ie los tiempos prin-
crpal y secundarlo,
Solucién:a) Tiempo principal para taladrar un agujero:
L-lr-0.3.d:14 mmr0.3.14 mm: tB,2 mmn, de acuerdo con el sráfico de velocidades de
corte (fig. 94,3) :475 rev/min.L-
0,2 mm.300/min: 5,9 min.
18,2 mms ' n 0,2 mm.475 rev/min
en mrn.
: 0,19 min.
32,59 min.: 8 min.
40,59 rnin.
§§§
Dtónetro bÉo ¿, nn
Fig. 94,3. G¡áfico de-velocidades de co¡te para unataladradora.
Tiempo de cumplimentación del eneargo de ha-cer 24 taladros. o sea. tiempo disponible:Tiempo principal:0,I9 min..24 -: 4,56 min.Tiempo secundario: I min..24 : 24 min.
28,56 min.Tiempo a prorratear:12 o¡o de los tiempos principal ysecunoarlo(12 o/o de 28,56\ : 4,03 min.
Tiempo de preparaciónTiempo disponible
á)
§
§8§
Fig.94,2, Plano de taler
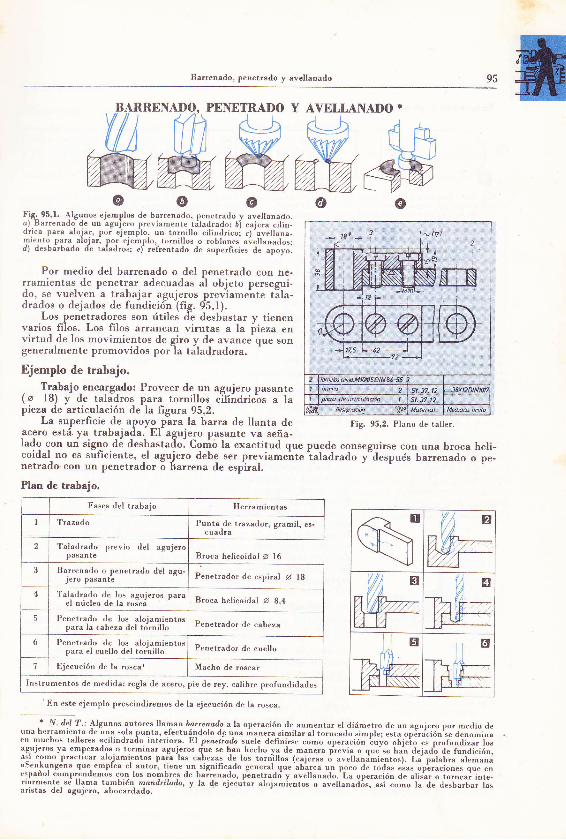
Barrenado, penetrado y avellanado 95
BARRENADO"
{ü ttrPE¡IETRADO Y AYELIANADO,I
WFig.95.l. {lgunos ejemplos de barrenado- penctrado y avellanado.d) Barrenado de un agujero previamente táladrado; ól eaiera ,.ilin-.lrica para alojar. por ejemplo. un tornillo eilindrieo; r)-avellarra-miento para alojar. por ejemplo- r.rnillos o roblones aiellanadu.:l) desbarbado de taladros; e) refrentado de superficies de apoyo.
Por medio del barrenado o del penetrado con nc-r_ramientas_ de penetrar adecuadas ál objeto persegui-do, se vuelven a trabaiar agujeros previamente tála-drados o dejados de fundieió"n 1fig.9'5.1).
Los-penetradores son útiles de desbastar y tienenvarios filos, Los filos arrancan virutas a la pieza envirtud de los movimientos de giro v de avance que songeneralmente pronro\ idos por"la táladradora.
Ejemplo de trabajo.
@o
Trabajo encargado: Proveer de un(a 18) y de taladros para tornillospieza de artic-ulación de la figura 95,2.
La superficie de apovo nára la ba¡La superficie de apoyo pára la barra de llanta de'o está. ya trabajada. El agujero pasante va seña-
agujero pasantecilíndricos a la
Fig. 95,2. Plano de taller.acero está. ya trabaiada, El aguiero pasante va seña-lado con un signo dé desbastaflo] Conio la exactitud qre pr"d" conseguirse con una broca heli-coidal-no es suficiente, el agujero debe ser pre-viame;teialadrado fdespués bu.."".ao rp"-netrado con un penetrador ó úarrena de espiral.
PIan de trabajo.
Fases del trabajo Her¡amientas
I Trazado Punta de trazador. sramil. es.c uadra
2 Talad¡ado previo del agujeropasante B¡oca helicoidal @ 1ó
3 Bar¡cnado o penetrado del aguJero pasante Penetrado¡ dc espiral 6 18
4 Taladrado de los agujeros parael núcleo de la r"scá B¡oca helicoidal 6 8.4
Penet¡ado de los aloiamientospara la cabeza Jel t;rnillo Penctrado¡ de caheza
6 Penrtrado tlc los al¡rjamientospara t.l cuello del tornillo Penetrado¡ de cueilo
,l Ejecución de Ia roscal Macho de roscar
Inst¡umenlos de medida: regla de acero, pie de rey, calibre profundidades
'En este ejemplo prescindiremos de la ejecuciírn de la ¡osca.
.t \. ¡lcl T.: Algunos aulores llaman barrenado a la operación de aumcntar el diámetro de un asuiero por me,liu rJerrrra h. rramrcnla de una sola punla- cl¡rtuándolo de una manera similar al torneado simptrl e-ta oniri.ión'se den,rminaerr r¡u, hr. taller"' «eilin,l¡ado ¡nrorior)r. El pen,ia-do.u"l" d"finii'.
".-;;p;;"ü; ';;-y;;¡¡"'iJ'."-'p..,1"ir"";i;;;'1".
agrjeros ¡a empezados.o rerminar agujcros ciu" s" han hccho 1a de manera p'r.ria o qu.'.o ha'n deiadL de fundieión.ilsl ¡rrIno Practlcar aloJam¡rnlos para las cahezas de los tornillos (cajeras o arellanamientos). La" palabra alemana«:pnlungen» t¡ue-emplna el autor- tienc un "ignifieado general quc abar.a un po.o de todas..as op'eraciones ou. en|rl,anol irrmIrendtsmr,s ron los nombre: de barrenado. penelrado y avcllanado. La operación de ali,'ar o torneai inte_normcnle se llatrra larnhidn mond¡ilado. y la de ejeeuiar alojamientos o avellanadás, asi como la de tlesba¡bar la¡aristas del agujero, abocardado.
qV/t E
W üB
üE=ls
kko
t
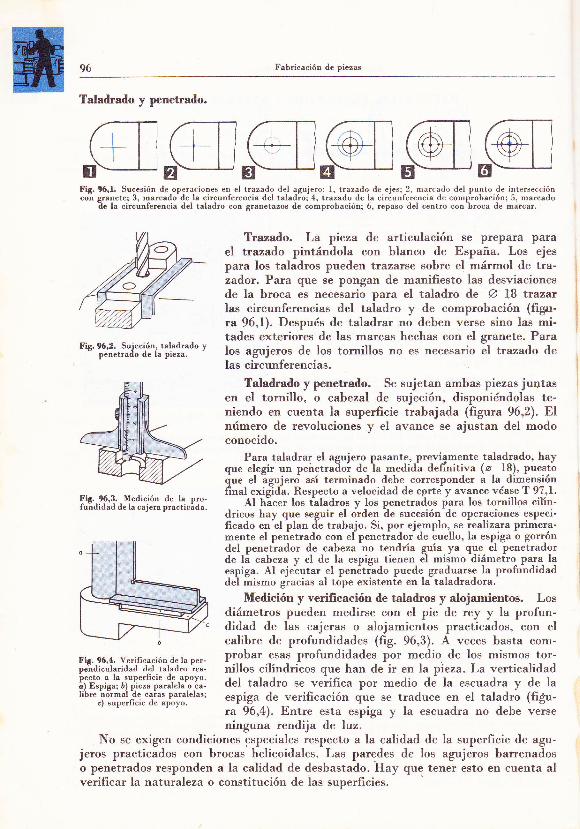
s6 Fabricación de piezas
Taladrailo y penetrado.
Trazado. La píeza de articulación se prepara parael trazado pintándola con blanco de España. Los ejespara los taladros pueden trazarse sobre el mármol de tra-zador. Para que se pongan de manifiesto las desviacionesde la broca es necesario para el taladro de a IB trazarlas circunferencias del taladro y de comprobación (figu-ra 96,1). Después de taladrar no deben verse sino las mi-tades exteriores de las marcas hechas con el granete. Paralos agrrjeros de los tornillos no es necesario el trazado deIas circunferencias.
Taladrailo y penetrado. Se sujetan ambas piezas juntasen el tornillo, o cabezal de sujeción, disponiéndolas te-niendo en cuenta la superficie trabajada (figura 96,2). Elnúmero de revoluciones y el avance se ajustan del modoconocido,
Para taladrar el asuiero pagante. previamente taladrado, hayque elegir un peiretratoi de la medidá deflnitiva (o I8), puest'o8), puesto
dimensión{ue el águjero- asi terminado debe corresponder a Ia dimensióndnal exigÍdL. Respecto a velocidad de cprte y avarrce véase T 91,1.
Al hácer los t-aladro_s y _los penetrado_s pSra los tornillos cilín-dricos hay que seguir eI orden de sucesión de operacibnes especi-ficado en'el plan {e trabajo. Si, por ejemplo, se realizara primera-mente eI oenetrado con el oenetrador de cuello. Ia espiga o gorrónmente eI penetredo con el pen cuello, Ia espiga o gorrón
Medición y verificación ile taladros y alojamientos. Losdiámetros pueden medirse con el pie de rey y la profun-didad de las cajeras o alojamientos practicados, con elcalibre de profundidades (fig. 96,3). A veces basta conr-probar esas profundidades por medio de los mismos tor-nillos cilíndricos que han de ir en Ia pieza.La verticalidaddel taladro se verifica por medio de la escuadra y de laespiga de verificación que se traduce en el taladro (fi$u-ra 96,4). Entre esta espiga y la escuadra no debe verseninguna rendija de luz.
sflg@@@Fig.96,f. Sucesión de operaeiones en el t¡azado del agujero: l. t¡azado de ejesr 2. mar.ado d"l punto de inte¡¡eccióncon granete;3, marcado de la circunferencia del taladro;4, trazado de la ci¡eunfer"ncia de comprobaciónl 5, marcado
de la circunfe¡encia del taladro con granetazos de comprobación; ó. repaso del centro conlroca de marcar.
Fic.96.2. Suieción, taladrado v- penetraJo de la pieza,
Fig. 9ó,3. Medición de la pro-fundidad de la cajera practicáda.
del peneüador de cabeza -no tendría guía ya que él peneirador
de lá cabeza y el de la espiga tienen él mismo diámetro para laespiga. Al ejeáutar "l p*nÉtüdo puede graduarse la profundidaddel mismo gracias al tope existente en Ia taladradora.
Fig. 96.4. Verificación de la per-np.ndieularidad del taladro res.iecto a la superficie de apoyo.o) Espiga; ó) pieza paralela o ca-libre normal de caras paralelas;
c) superñcie de apoyo.
No se exigen condiciones especiales respeeto a la calidad de la superficie de agu-jeros practicados con brocas helicoidales. Las paredes de los agujeros barrenadoso penetrados responden a la calidad de desbastado. Hay que tener esto en cuenta alverificar la naturaleza o constitución de las superficies.

Penetrado o ba¡renado 97
Penetrado o ba¡renado. *
Penetrado o barrenado con barrena o rrenetrador de esoiral.Pa¡a taladrar agujeros previamente taladrados o dejadós defundición se emplean barrenas o penetradores de espiráI. TantoIa consecución de lá medida déseada bomo la ."'lid"d du l"superficie resultan mejores con esta segunda pasada que eje-
T. 97rf . Ypr,ocro,toss DE coarE (u) v ,lvlrvcns (s) r.luBARRENAS DE ESPIRAI,
MaterialBarrena de espiral
Acero de herramientee I Acero rápido
*7Li" | --J,"'. | -71,r | --7,",Fu¡dición crie
Reei¡teníia dc12... 18 kg/mm
Fundición erisResigtenEia de18...30 kg/nm
Acero con reeistenciahaata lo¡ 50 kg/mm
Aceio con resi¡tenciacomprendida ent¡e50 y'?o ks/mm
8-12
3-{
l2-lÁ
8-r0
0,1-0,4
0,I--0,4
0,1--{,3
0,I-0,3
20-30
r5-20
20-35
20-30
0,15-0,7
0,1--{,4
0,1-0,65
0,1-0.55
I l"tp¡qo Fig. 97,1. Barro-- nado con la ba.
I /f// I il'É:,L"JTiTi:Y/ // /\ l:ti"?Jr,:'iu":\U) rrena de eapiral.
cutando el taladro en el material lleno. Una barrena de espiral es en su forma exterior Darecidaa una broca helicoidal, pero carece de punta (fis. 9?.I). Pór medio de tree o cuatro filoi v otrastantas fajas de guía helicoidales se corisigue ünlrabaib eilencioso y !e reducen las posibfes dee.viaciones en el ialadro. Las herramiental {le tree filoi son de una pieza. Las barrénae grandeetienen generalmente tree filos y se insertan generalmente en una eepiqa (fie. 9?.1). Existeñ barre-nas que están debajo de la médido y otras-que son para ¡nediila defíniiiai, Coí las primeras;eebarrenan aguje¡o¡ (ue.han de ser tódavía eicariadoE, mientras que-óon las segunflasie consiguela medida final deseada. Las barrenas deben traba'jar con movimiento rieuíosamente concln.trico. Las normaE fundamentales apuntadas al hqblar de la fiiación de laíbrocas son tambiénaplicables.a las.barren-as..Lapieza a trabajar debe. igualmentel estar bien sujeta. Generalmenteen una sola sujeción de la pieza se taladrá y se da Ia seeundapasada con le-barren-a. Paia. eeta legunda bperació-n se"deja. ; f¡ ^ /--__@?>,ir-or lo generalo una sobremedida de 2 "mm; por'ejemplo, se háceel taladrado previo a IB mm de diámetro y el barrenado sub-siguiente a 20 mm de diámetro. Respecto a avanceE y veloci-dides de corteo véase T. 9?,1;.para la'refriqeración valá todo lodicho en la operación de taladrado.
Lae barrenas de espiral no solamente sirven para dar unasegunda pasada a taladros menores ya hechos, sirio que se em-plean. además, para suprimir los défectos que puedan existiren cuanto a la dirección del eje. Cuando el eJe d-el taladro pre-viamente realizado no coincide con el eje dóseado, la barr:enapuede desviarse en virtud de la desiguál resistencia que en-cuentran los filos. Para limitar la desv-iación, lo que se hace esbarrenar repetidas veces con diámetros diferentei,
Barrenado con barrenae de punta. Este tipo de barrenas(avellanadores) se emplea para-ia consecución-de penetradoecónicos-(fi-g. 97,2). La m-agnitud del ángulo de la punta varias.e4ín 9l objeto perseguido con la operaóióri, por ejemplo paradesbarbar se le da uná amplitud de 600, pará roblbnei avilla-nados, de 75o o de 90o y para tornillos avellanados, de 90o.
- Ailgulo dPlo Duntd
Fig| 97,2. B""""."do, con avellana.dor. a) Avellanador: á) modo de tra.
bajar el avellanador.
' N, del T-:. En el caso a' que se refiere el autot en este epiqrafe al emplea¡ la palabra Senken. creemoe ooortunoindicar las exptesiones penelrado o barrensdo. ya que de ambos ñodos es lla'mada en'nuestroa talleres y.por los'autoresoc naDra espanola la operacron a que se alucle.
7. GERLINc, uÁqurxls-unnuulentls

9B Eabricación de piezas
Fig.98.l. Bar¡enado con la ba¡rena de espiea.guia, o) Barrena de cabeza; ó) bar¡ena de c'uello(con espiga cambiable); c) modo de trabaiar labar-rena de espiga-guial d) la espiga-guía dema-srado delgada produce caieras descentradas
(defectuosó).
Barrenado con barrenar deetpiga. Lae barrenas de espiga ogorrón se emplean para pratt-iearcaje-ras cilíndricas ffig. 98,1). Es-tas herramientas cortan por Ia su-perficie frontal. La esp-iga sirvepara guía dentro del taládio. Parabarrenar estos rebaJos para lostornillos cilíndricos [fis.'94,2) r.utilizan barrenas pari cabezá ycuello en .diversos tamaños (f.9B,l). . Las barrenas con espiqa-guia recambiable permiten se'r ífi-Iadas más fácilmánte que las ba-rrenas corrientes de espiga fija ypueden utilizarse pa". frlud.oi dádistinto tamaño. - Para refrentarsuperficies de apoyo se presta bienla cuchilla planá ile Ia ffgura 98,3.En la operación del barrínado háyque procurar que la espiga esté bieiengrasada, pues en caso eontrarioee formarían rayas en el taladro.
o
Fig. 98.2. O¡den de operaeione. durante la eieeución de ¡cbai,,.para lornillos cilíndricbs, o) Taladrar et agujeio para el nú.leo'd,de la rosca y barrenar el rebaio d para la
"áb!za del rornillor ó) ba-rrenar el rebajo d para el cuelfo del tornillo¡ c) ejecueión de la rásca.
T. 98,1. Mroro,rs DE BARRENAs pARA caBEza y
Fig.98,3, Cuchilla plana para refren-tado de cubos y tetones.
PARA CUELLO EN Mfn
Rosca
Tornillo
Diámet¡ode la cabeza
D
.lindrico
Diámetrodel¡erno
Barre¡
Barrena
d
de cabeza
Espiga del agu-jero para núcleo
¡1,
Barre¡
Barrena
¡l
de cuello
Espiga de guia
dr
M3M 3,s
M4M 4,5
M5M 5,5
M6M7M8M9M10
5,5
6
7
o
9
9
10
t2
l3t4l6
3
3,5
4
4,5
5
5,5
6
7
8
9
l0
5,55
6,05
?,05
8,05
9,1
9,1
r0,lt2,l13,15
14,15
16"15
2,4
2,8
3,2
3,6
4,1
4,4
4,8
5,8
ó,5
7,5
8,2
3,05
3,55
{,05
4,55
5,r
5,6
6,r
7,f
sjlse,i5
10,I5
2,4
2,8
3,2
3,6
4,I1,4
4,8
5,8
6,5
8,2
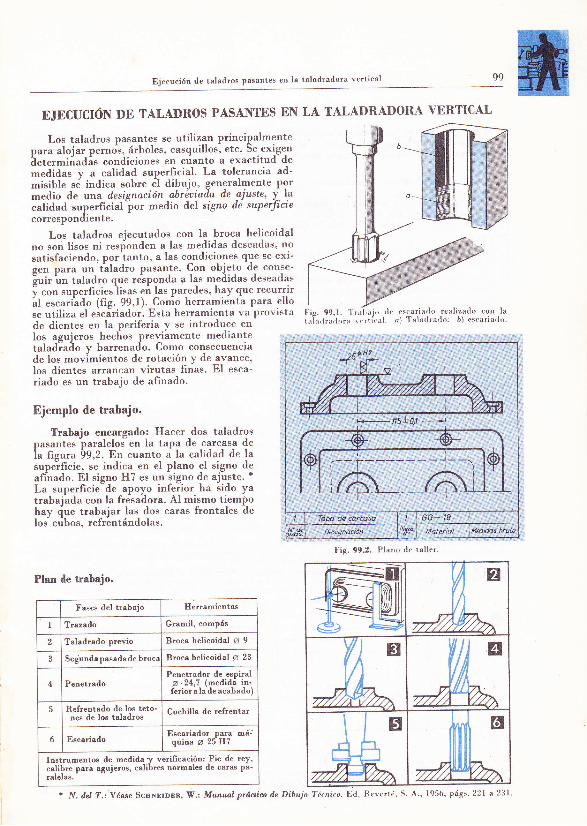
Ejecución de taladros Pasantes en la talad¡ado¡a vertical 99
EJECUCIÓN DE TALADROS PASANTES EN
Los taladros pasantes se utilizan principalmentepara alojar pernos' árboles. casquillos. etc. Se.exigenáerermiiadás condiciones en cúanto a exactitud demedidas v a calidad §uperficial. La tolerancia ad-misible sé indica sobre él dibulo- generalmente pormedio de una designación abróuiaila d'e ajuste, y lacalidad superficial"por medio del signo ile superficiecorrespondiente.
Los taladros ejecutados con la broca helicoidalno son lisos ni responden a las medidas deseadas, nosatisfaciendo, po"ianto, a las co-ndiciones que se exi-sen Dara un tiladro pasante. Con objefo de conse'Euir Ln taladro que responda a las medidas deseadas
í cor., .rp"rficieslisas en las paredes. hay que recurrirál "."r"üdo
(fie. 99,1). Como herramienla para elloee utiliza el eiciriador. Esta herramienta va provistade dientes en la periferia y se introduce enIos aguieros hecños previamente mediantetaladiaáo v barrenado. Como consecuenciade los movímienlos de rotación y de avance.los dientes arrancan virutas finas. El esca-riado es un trabajo de afinado.
Ejemplo de trabajo.
Trabaio encarsado: Hacer dos taladrospasantes "pr."lelo.""n la tapa de carcasa dela fisura gS.Z. En euanio a la calidad de la
"rp"ífi"i", se indica en el plano el signo deafinado. El signo H7 es un signo de ajuste. ILa superficie-de apoyo inferior ha sido yatrabaiáda con la fresadora. Al mismo tiempohav oue trabaiar las dos caras frontales de1..' ",ib... refrántándolas.
PIan ile trabajo.
LA TALADRADORA VERTICAL
l'ig. 99.1. 1r.rl'r¡,',ltr"l,,l'",1,'." r, rtit al.
Fig. 99.2.
Fases del trabajo Herramienta6
Trazado Gramil, compás
, Taladrado previo Broca helicoidal o 9
3 Segundapasadade broct Broca helicoidal u 23
4 PenetradoPenetrado¡ de espiralB 24,7 (medida in-feriot a la de acabado)
5 Ref¡entado de los teto'nee de los taladros
Cuchilla de refrentar
6 EscariadoEscariador para málquina o 25 H7
Instrumentos de medida ry verificación: Pie de rey,calibre para agujeros. calibres normales de caru pa'¡elelas.
esca¡ia¡lo realizado con lao) Taladrado: ü) esc¿r¡iarlo.
Plan¡r de talle¡
. N. ilel T.: Véase Scxxnrorr,\l-; Manual próctico ile Dibujo Tétnico. h)d. Rtrerté. S. 4., 1956, págs. 221 a 2lll
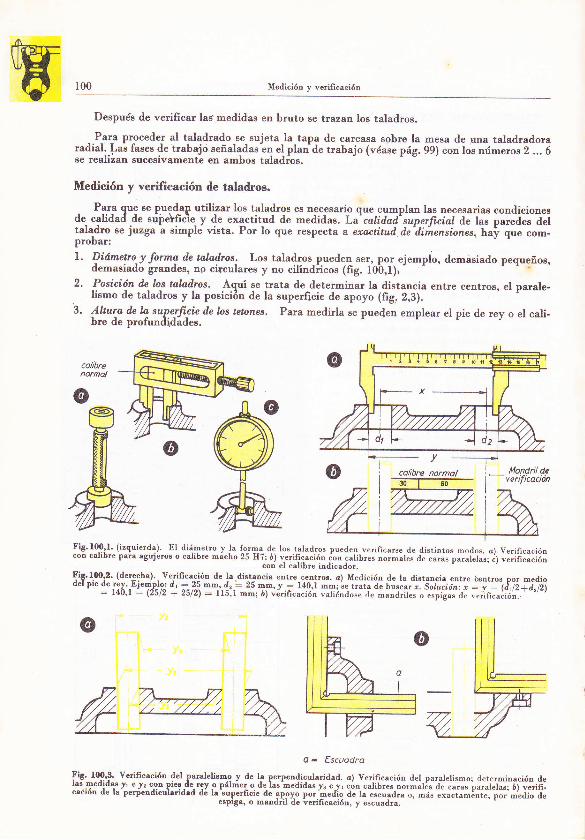
100 Medición y verificaci6n
Después de verificar las medidas en bruto 8e trazan los taladros.
-.P.ara pr-ocede_r al taladrado se sujeta la tapa de carcaga sobre la mesa de gna taladradoraradial.,!as fases de trabajo señaladasin ol plan de trabajo (véase pág,99) con los números 2 ... 6se reauzan sucesrvamente en ambos taladros.
Medición y verificaeión de taladros.
Para que se pueda¡r utüzar los taladros ee necesario que cumplan las neceearias condicionesde_ calidad de suire!ficie y de exactitud de medidae, La'caliilail'superficial de las paredee deltaladro se juzga a simplé vista, Por lo que respecta a exactituil ile-dikensiones, haJ, que com-proDar:
l, Didmeto y forma de ,aladtos. Los taladros pueden Eer, por ejemplo, demásiado pequeños,demasiado grandes, no eirculares y no cilindiicos (fig. I0b,l), - '
2, Posicidn ile los talailros. Aqui Ee _trata de,determinar la distancia entre centroe, el parale.. üsmo de taladroe y la posición de la superficie de apoyo (frg. 2,3),'3'
Ahura ile I'a suoe¡fícic ile los ,etones, Para medirla se pueden emplear el pie de rey o el cali-bre de profunáiaád"..
colibre normol-ñ-T-E--ryl¡londnl de
- verificachin
@
Fig'l0o'l' (izquierda). El diámet¡o v la forma de los talad¡oe pueden-verificarse de distintos modo6. o) Verrficacióncon calibre paia agujeros o calib¡e mácho 25 H?; ü);f::rl,"f,::ii::rtl¡""" "ái.ál* a-" ""."Jp","r.r".; I¡ ";;i¡i;;;i¿;
T4'l.mt2'(derecha)..Verifica^ción de la distancia ent¡e centros. o) Medición de la distaucia eotre tentrog po¡ medioo" o" 1" üü:fl"T/# I -"¿i:i'r{:r:-'zj,Tf;J",:n"lÍ$',1 *r;m:n*};::illl'".,;üfn: ;?-;1i¿i?tñ
O - EscLtodre
IiS. 109'1. Yerificación del paraleliem-o y de la per¡endicularidad. o) Verificación del paralelismo; determinación delaa medtdas v, e v, con DieE de rey,o pálmer o de_laa medidas ya e yr con calibres normaláe de caras paralelas: ó) verili.cacidn de la-perfendicularidad dó la'superficie de apoyo ñ;;'F.df9 á;l;;;ñ;"";]ili"""i"","*i.r". po. -'"aio-a"espiga, o mandril de ve¡ificación, y escuadra.
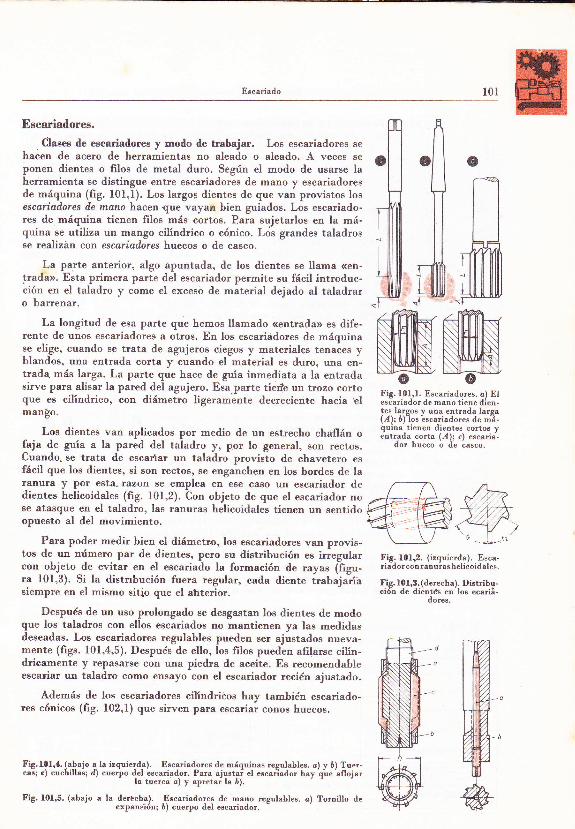
Eacariado 101
Eecariadores.
Claeee ¡le escariadoree y modo de trabajar. Los escariadores sehacen de acero de herramientas no aleaáo o aleado. A veces seponen dientes o filos de metal duro. Segrin el modo de usarse laherramienta se distingue entre escariadores de mano y eecariadoresde máquina (ñg, 101,f). Los largos dientes de que van provistos losescariad,ores ile mano hacen ,que vayan bien guiados. Los escariado-res de máquina tienen filos más corto6. Para sujetarlos en la má-quina se utiliza un mango cilíndrico o cónico. Los grandes taladrosse realizán co¡n escariailores huecos o de casco,
I"a parte anterior, algo apuntada, de los dientes se llama (<en-
trada>>. Esta primera parte del escariador permite su fácil introduc-ción en el taladro y come el exceso de material dejado al taladraro barrenar.
La longitud de esa parte que hemos llamado <(entrada» es dife-rente de unos escariadores a otros. En los escariádores de máquinase elige, cuando Ee trata de agujeros ciegos y materiales tenaces yblandos, una entrada corta y cuando el material es dnro, una en-trada más larga. La parte que hace de guia inmediata a la entradasirve para alisar Ia pared del agujero. Esa,parte tie¡le un trozo cortoque es cilindrico, con diámetro ügeram"ente dec¡eciente hacia tlmango.
Los dientes van aplicados por medio de un estrecho chaflán ofaja de guía a la pared del taladro y, por lo general, §on rectos.Cuando. se trata de escariar un taladro provisio de chavetero esfácil que los dientes, si son rectoso se enganchen en los bordes de laranura y por egta. razon Ee emplea en ese caEo un escariador dedientes helicoidales (fig. 101,2). Con objeto de que el escariador nose atasque en el taladro, las ranuras helicoidales tienen un sentidoopuesto al del movimiento,
Para poder medir bien el diámetro, los escariadores van provis-tos de un número par de dientes, pero eu distribución es irregularcon objeto de evitar en el escariado la formación de rayas (igu-ra 101,3). Si la distnbueión fuera regular, cada diente trabajaúasiempre en el mismo sitio que el ahterior.
Después de un uso prolongado se desgastan los dientes de modoque los taladros con ellos escariados no mantienen ya las medidasdeseadas. Los escariadores regulables pueden ser ajustados nueva-mente (figs. 101,4,5). Después de ello, los filos puedln afilarse ciün-dricamente y repasarse con una piedra de aceite. Es recomendableescariar un taladro como ensayo con el escariador recién ajustado.
Además de los escariadores cilíndricos hay también escariado-res cónicos (fig. 102,1) gue sirven para escariar conog huecos.
Fig.t0l,4. (abajo a la izquierda). Escariadores de máquinae requlables. a) v ó) Tu.'-cas: r) cuehillasr d) euerpo u,;].XT:#,ri', IfrL;ji:,ii , escarJador hay'que aflojar
Fig.10f,5. (abajo a la derecha). -Eeca¡iadores de ma¡o regulables. c) Tornillo deexpansióol ó) cuerpo del escariador. -
ilffi
WFig. tOl,l. Escariadores. a) Elesca¡iado¡ de mano tiene dien-tee largos y una entrada larga(,{); ó)'los áscariadorea de m"á-quina tienen dientes corto8 yentrada co¡ta (l); c) escaria.
dor hueco o de casco.
Fig. fOl'2. (izquierda). Esca-riado¡con ranuiashelicoidales.
Fig. 101,3. (derecha). Distribu-ción de dientés en los ecarii.
dores.
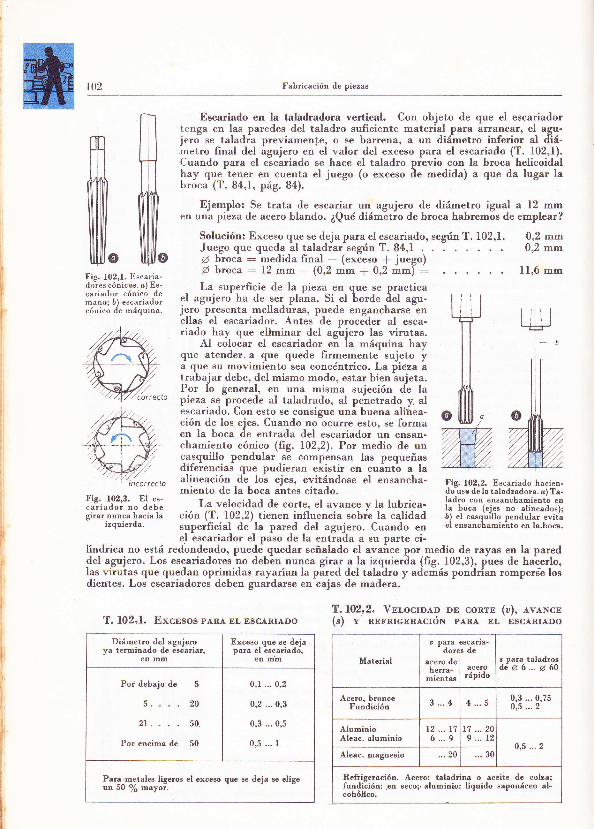
r02 Fabricacié¡ de piezas
ffiffiFig.102,1. Escaria.doies cónicos. o) Es-ca¡iado¡ cónico demano; D) escariado¡eónico de máquina,
a que su movimiento sea concéntrico. La pieza atrabaiar debe. del mismo modo- estar hienirrieta-debe, del mismo modo, estar bieniujeta.
{eneral, en una misma suieción de latrabaJar debe, del mismo modo, estar bien suieta.Por lo general, en una misma sujeción di la
"u'"1.-a-o-i-"o J"Ll La velocrdad de corte, el avance y la
girarauncahaciala ción (T. L02,2) tienen influencia sobie la
Fig. 102,2. Escariado hacien.do uso de la talad¡adora. c) Ta.ladro con ensanchamiento en
ca¡iador no debe . _ ud vtruuruau uE uurlcr cl avafiuc y la ruqrlua: la boca (ejes no alineadoe);girar.nunca hacia la ción (T. 102.2) tienen influencia sobie la calidad ó) .i ;rqIlil; ñJ;t;;"i;;rzqurerda. superficial de la pared del agujero, Cuando en el ensanchamienro en la.boce.suPerncrar oe ra pareo oer aguJero, Luanoo en
el es_cariador el paso de la entrada a su parte ci.líndrica no está redondeado, puede quedar señalado el avañce por medio de rayas en Ia pareddel agujero. Los escariadores no debén nunca girar a la izquierila (ñg. 102,3), pues de ha-cerlo,las virutas que quedan oDrimidas ravarían la pared del taladro v además Dondrlan romDer§e losdel agujero. Los escariadores no deben nunca girar a la izquierila (fig. 102,3). pues de ha-cerlo,las virutas que quedan oDrimidas ravarían la pared del taladro v además Dondrlan romDer§e los
Escariado en la taladradora vertical. Con objeto de que el escariadortenga en las paredes del taladro suficiente material para arraucar, el agu-jero se taladra previamenle, o se barrena, a un diámetro infe¡ior al diá-metro final del agujero en el valor del exceso para el escariado (T. 102,1).Cuando para el escariado se hace el taladro previo con la broca helicoidalhay que tener en cuenta el juego (o exceso de medida) a que da lugar labroca (T. 84,1, pág. B4).
Ejemplo: Se trata de escariar un agujero de diámetro igual a 12 mmen una pieza de acero blando. ¿Qué diámetro de broca habremos de emplear?
Solución: Exceso que se deja para eI escariadoo según T. 102,1. 0,2 mmJuego que queda aI taladrar según T. B4,l . 0,2 mmñ broca: medida final - (exceso -+- juego)ñ broca: 12 mm - (0,2 mm t 0,2 mm) : lI,6 mmLa superficie de la pieza en que se practica
el agujero'ha de ser plana. Si el torde áel .go-jero presenta melladuras, puede engancharse enellas el escariador. Antes de proceder al esca-riado hay que ellminar del agüjero las virutas.
Al colocar el escariador eñ la máquina hayque atender. a gue quede firmemente sujeto y
pieza se procede al taladrado, al penetrado y. alescariado. Con esto se consisue uná buena aliúea-ción de los ejes. Cuando ,o"o"t.rr" esto, se formaen la boca de entrada del escariado¡ un ensan-chamie¡rto cónico (fig. 102.2). Por medio de uncasquillo pendular sé compensan las pequeñasdiferencias que pudieran eiistir en cuántó a laalineaeión de los ejes, evitándose el ensancha-miento de la boca antes citado.
Fig. 102,3. Et es- La velocidad de corte, el avance y la lubrica-
t
j
I
j
I
las virutas que quedan oprimidas rayarían la pared del y además pondrían romper§e losdientes, Los escariadores deben guardarse en cajas de madera.
T. 102,1. Excrsos PARA EL ESCARTaDo
Diámetro del agujercya terminado de escariar,
en úm
Exceso oue se deiapara el l.scaúadJ.
en mm
Por debajo de 5
5. 20
2t. . 50.
Por e¡cima áe 50
0,1 ... 0,2
0,2 ...0,3
0,3 ...0,5
0,5 ... I
Para -Betal6 ligeros el exces que se deja se eligeun 50 o/o mayor.
T.102,2. Vrr,ocrolo DE coRTE (o), ,lv,Lxcn(s) v nrrnrcERAcróN paRA EL EscaRrADo
Mate¡ial
! para eEcarla-dores de
acero de I
herra- | aje.rgmientas |
¡aProo
s para taladroedia6...a6o
Acero, bronceFundición 3 ...4 4...5 0,3 ... 0,?5
0,5 ... 2
AluminioAleac. aluminio
t2 ... t76 ...9
L7 ...209 ... 12
0,5 ... 2Aleac. magnesio ...20 ... 3(
Refrigeración, Acero: taladrina o aceite de colza:fundióión: .en secol aluminio: líquido saponáceo al.cohóllco.
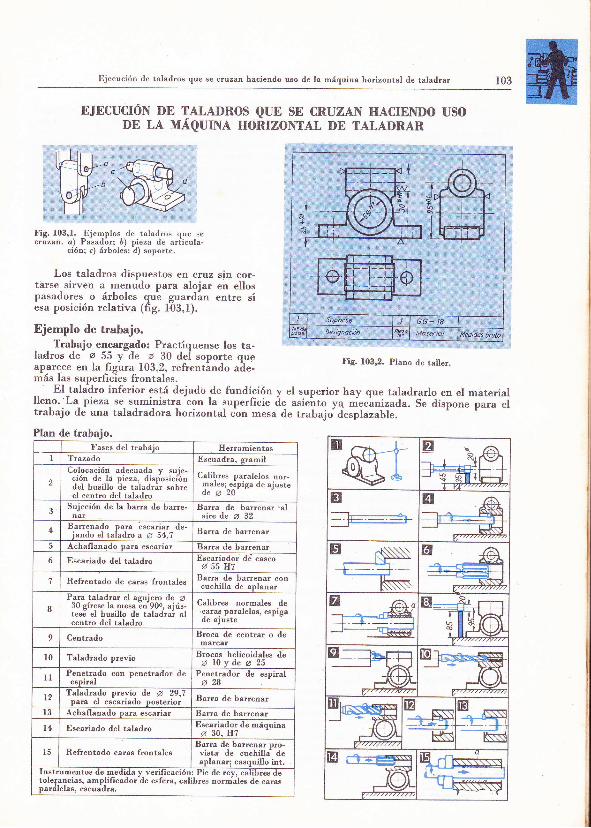
Ejecución de taladros que 6e cruzan haciendo uso de la máquina horizontal de talad¡a¡ r03
EJECUCIÓN DE TALADROS QUE SE CRUZAN HACIENDO USODE LA UAqUnVa HORTZONTAI DE TATADRAR
Fig. 103.1. Ejemplos de taladru. que sccruzan. o) Pasador: ó) pieza de ariicula-
ción: r) árboles: d)."po.t".
Los taladros dispuestos en cruz sin cor-tarse sirven a menudo para alojar en ellospasadores o árboles que guardán entre síesa posición relativa (fig. 103.1).
Ejemplo de trabajo.Trabajo encargados Practíquense los ta-
ladros de a 55 y-d,e ¿ 30 del soporte queaparece en.la figura 103"2. refrentá.,do ate-más las superficies frontales.- El taladro inferior está dejado de fundición y el superior hay que taladrarlo en el máteriallleno.-La.pieza sé-suministr-a-con la superficie áe asiento ya mec'anizada. Se dispone p"";;¡trabajo de una taladradora horizontal cbn mesa de rraba.jddesplazable.
2, r rAr#ffig.....-.....k
--,Ls ffitrA
-éH
---++ 5E==U -I_wZ ^\^---*--dg1 i- --lJ
tr:iTi_.ffiW
EN__r*Bv .:,lB r<<s:a§ilt:niñt--ñ
B rt-.==SB tr -n*i-A-1 I ll*H:S-Jt € iafuJr¿_Íñss§
Fig. 103,2. Plano de taller.
Plan de trabajo.Fases del trai¡aio Heuamientas
I T¡aza¡lo Escuadra. p
2
Colocación adecuada v suie-ción de la pieza. disp'osici'óndel husillo de taladrar sob¡eel centro del taladro
Calibres paralelos nor-
il,;s,;"n; ot*. de aj uste
JSujeción de la bai¡a de barre-nar
Barra de ba¡rena¡'alaire de A 32
4Barrenado oara iscariar de.
iando el taladro a b 54.7 Barra de barrenar
5 Achallanado oara escariar Barra de barrenar
6 Esca¡iado del taladro Esca¡iador dd cascoa55H7
7 Refrentado de caras frontales Ba¡ra de barrenar concuchilla de aplana¡
8
Para taladrar el aeuierc de z30 gírese la mesa;tr"90o, aj ús-tese el hunillo de tal*rlrai ¡loentro del talad¡o
Calibres no¡males decaras paralelas, espigade aJuste
9 Centrado B¡oca de centrar o demarcar
l0 Taladrado previo Brocas helicoidales deAl0ydeD25
II Penetrado con penetrador deeepital
Penet¡ador de espirala28
t2 I'aladrado previo de A 29,7para el escariado Dosteúor Bar¡a de barrena¡
l3 Achaflanado para escariar Saara cle barrenar
t4 Escariado del taladro Escariador de máouinaa 30, H7
l5 Refrentado carae f¡ontalegBarra de barrenar oro-vista de cuchilla' deaplanar; casquillo int.
ln6t¡umeutos de medida y verificación: Pie de ¡ev. calib¡es detole¡ancias, amplificador'de esfera. calibres oor¡nales de caraepardlelas, escuadra.

r04 Medición y verificación
El hueillo de taladrar Duede aiugtarse sobre el centro del taladro con ayuda de calibree nor-males de carae oaralela. .rn'd" *"ídril de verificación, El mandril está tetiDlado v rectificado.El manqo cónicb de esta
-espiga se introduce en el cono hüeco del husillo dé taladrar, El c¡rro
ee eube-o baja hasta que loi lalibres normales puedan deslizarge entre la meEa y el mandril deverificación.'A rr""",
"ár, diepueetas en las mdquinas unae reglae graduadas que faóilitan el ajuete.
EI manso cónico de la barra de barrenar ee introduce a toDe dentro del aloiamiento del hu-eillo de talídra¡. Este hueillo realiza loe movimientoB princiial v de avance.'En loe taladros.larsos puede también darse lugar al avance por medio dé deeplazamiento de la mesa. El espesordeiinita se resula Dor medioAel tornillo d6 aiuete de la baña de b¡rrenar. Con obieto dé queesta barra no ffe*e al realizar el aplanado de lás auperficiee frontales, se apoys en ün caequillointermedio.
Medición y verificación de talailroe.
Fi¡.104'1. Verificación del ps¡alc-lisi¡o de lo¡ squie¡os v de la ¡u¡ie¡ficicde ¡povo oo¡-dedio'del ¡molífic¡dorde eifeía,'a) Verificación dcl t¡l¡droinferior; ó) verificación del talsdro
luPenor.
Dk. 104'2. Verificación del par¡letí¡modClo¡ aruie¡o¡ v de la ¡úperficie dc¡povo pir'medio'de c¡librei normateedi óa¡áe oa¡¡lelas, o) Vcrific¡cíón deltaladro ín'feúor; ó) várificeción del ta-
ladro auperior,
l. Veriticadón del d.i,ámaro il¿ los taladros. La veriñcación puede realizaree con calibree ci[n-d¡icos o machos.
2. Verifr.cación ilel paralelisma dc las taladros con la superficie de apwo (fise.104.1.2). Se colocael soporte sol¡re-el mármol. En Ioe taladroa se intíodüce et mánáril'dé venficaciín. Pa¡a laverificación se pueden utilizar amplificador de eefera o también calibres normalee de cár¡sparalelas.
3. Verificacidn de las ilisntwias il¿ los cent¡os (fig. f0a,3).
- Ejemplo Slrpongamos gue la cota h : 17,55 mm y la hz:80,03 mm (determinadas con
calibres normales), D : 55 mm, d : 30 mm.
Soluci6n Las üetancias de los centros H, y Hz rc determi¡ratr por cáleulo.
Ht: ht + +: fi,35 mm ! 27,5 mm :45,05 mm
Hr: h, + + = 80,03 mm f 15 mm : P$'QJ ¡¡Ambas distancias se hallan dentro de la tolerancia a¡lmi¡ible.
1. C.omprúuíón de la posición en cruz ih los ilos talndros (fig. 104.,1'!,.p"¡¿ ¡¿elizar esta variaciór, ee necesitan mandriles o eepigae de
veñficacíón, '. bloque o caja ile formade paralelepípedo recto reeta¡gnlñ yuna escuadia.
El bloque paralelepipédico rc aius-ta contra el mandril infeño¡. la veti-ficación con la escüadra o el cartarhón* reaEza por el procedimiento-de larendija de lunz.
d bpe
?* l0l¡1. Comprobríóoilc- le oaició¡ ci¡ztd¡ altgalo'ra a de lu t¡ladt u.
fu2
fiS.l(X¡ Camptobación de lu cotode Ie eniro dc agujmo.
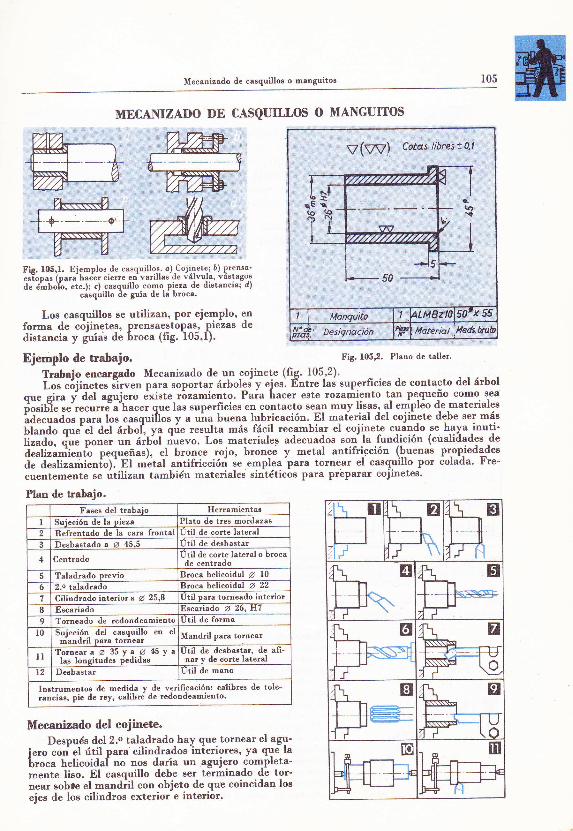
Mecanizado de caequillos o manguitoe 105
MECANIZADO DE CASQUILLOS O MANGUITOS
V(Vr7) cotqs l¡bresro,l
I I llonouito I^¡y6r7gl5g'x
55
Xi*' Desiqnac¡ón b l*lateriat lle&bruÁ
Fig. 105,2. Planq de taller,
Trabajo encarga¡lo Mecanizado de.u-n cojinete (fig. 10512)'
io.-"áiirr"t". íi*.r, p"." soportar árboles"y ejes, Éntre las superficies de contacto del árboloue sira J del aeui".o &iste róramiento. Paia hacer este rozamiento tan pequeño como §-ea
J.*iÑu """""r"r"'u"ht"", que lae superficies en contacto sean muy lisas, al empleo de materiales
^rd""r.dos para los casquiflos y a uira buena lubricación. El material del cojinete debe ser más
bi;il;"';iáel árbof. va qúe resulta más fácil recambiar el cojinete cuándo se haya-inut-i'lizado. ciue Doner un árbbl ¡iuevo. Los materiales adecuados son la fundición (cualidades deá;;lir;;i""ü pequeñas), el bronce rojo. broncá y metal antifrigción (buenas pr-opjedades
de deslizamienio¡. Fl metal _antifricción se empl91 para tornear el casquillo Por colada. Ire'cuentemente se útilizan también materiales sintéticos Para PreParar cojinetes.
Fig. f05'I. Ejemplos-de casquillos-. clCojinete: á¡ prensa-
""i..rs loara hacer cie¡re en varillas de válvula, vástagoed. ¿iobJo. etc,l: cI casquillo como pieza de distancia; d)'
"áeqúillo de guía de l¿i b¡oca.
Los casquillos se utilizan, por ejemplo, enforma de coiinetes, prensae§topas, pieza§ de
distancia y guias de broca (ñg. 105'I).
Ejemplo de trabajo.
Mecanizado del cojinete.Después del 2.o taladrado hay que tornear el agu-
lero con'el útil para cilindrados inieriores, ya que Iabroca helicoid"f ro ,o. daria un agujero completa-mente liso. El casquillo debe ser terminado de tor't¡ear sobte el mand;il con objeto de que coincidan losejes de los cilindros exterior e interior.
Plan de trabajo.Faeee del trabai Herramienta§
I Suieción de la pieza Plato de tr€E mordazas
entado de la cara frontal [ltil de co¡te lateralDcsbaetado a a 45.5 til de deshaster
4 Centrado Útil de corte late¡al o b¡ocade centrado
5 Taladrado previo Broca helicoidal ¿ l0ó o taladrado ¡lroea helicoidsl a zz
7 Cilindrado interior a @ 25,8 Util pa¡a torneado interior
I E¡cariado artado A zo, Hl9 Torneado de redondeamiento Iitil de forma
l0 Suiecién del casquillo en elm-andril para tornear Mandril para tornear
IT Tornea¡aó35yao45Yslaa loneitudes pedidas
Jtil de degbaetar, de ali-nar v de corte lateral
L2 Desbaetar Util de mano
Instrumentos de medida v de verificación: calib¡es de tole'rancias, pie de rey, calibre de redondeamiento'
\21
=,
Fg
4l
: Laf(a
Z
TUIa)
q
re III
ffiffi

106 Fab¡icación de piezae
fig. 106,f. Taladrado en el tornvcon broc¿ helicoidel.
Fig. 106,2. (irquierda). Torneado in.tcrior con el ütil de'cilind¡ar inte-
riorm€nte.Iig.106,¡1. (derecha). El útil de ci.lintrra¡ i¡tdrio¡mente-ha de diapo-
ncree ajuctado al cq¡rt¡o.
Taladrado aI tomo.
.{n__el torno se pueden taladrar agujeros en el ma-tefial lleno, se pu_eden cilindrar interiár-mente agujerospreviamente taladrados, o sea, barrenar o penetrar, sepuede ejecutar el avellanado y se puede escariar. Lostaladros se suelen realizar por lá generat en combinacióncon otros trabajos de torno.
Taladrado en eI material lleno. Como herramientapara taladrar se emplea de ordinario la broca heli_coidal.
La pieza a trabajar hay que sujetarla bien firme_mente para gue no se desplace como consecuencia del:empuje axial del avance. Antes de proceder al taladradoh3y gue refrentar la sup-erficie coriespondiente y hacerel centrado (fig. 106,1).-Si el centradá es defectrlo.o, l.broca se'desvía,
La broca o el cabezal de taladrar se introducen en elalojamiento cónico de la pínula del cabezal -óvif deitorno.
EI número de revoluciones de la pieza se elige enrelaeión con la velocid¿rd de corte. El'avance se actúaa ¡hano, desplazando el cabezal móvil por medio de un:---ñ-l volante. La broca debe sacarse fre-NsN§ @I.-.-fT--t<
ñ\\sr§«§ F @w
Nl_OW E@+-{-Iit. 106¡. úüles de cilindra¡ inte¡io¡mente. o) Util oar¡ dcs-b¡8ta¡ inte¡¡o¡mentci ó) útil de corte lete¡¡l paía to¡ieado in-terior¡ c) útil de gancho¡ dl barra o eje de t"l';á;;;p;;"ü á;
cuchilla postiia.
rior tanto el avance como ol espego.T de viruta '" -.;i;"-;;;;;;";'fiáffi;.r"J H';"ffiiiii;exteriorr pues de lo contrario- el útil fl"*rrío f,,.;;---*-
cuentemente del agujero para ex-traer.Ia üruta. Hay gue cuidar de quela refrigeración sea buena.
_ To¡neailo interior de talad¡oe. Comohenamienta-pa-ra este trabajo se empleanútiles de cilindrar interionúente o't"--bién bar¡as o ejes de taladrar o baoe"."
ffistos de cuchillas postizas (figs. 106,
Al sujetar el útil de cilinfu.* interior-mente se dispone el córte a la altu¡a delcentrado (fig. f06,3). En el torneado inte_
exteriorr pues de lo contrario, el útil flexaria ir"it"-"ot".
- Escari¡do en el totao (tig. lO6,S¡. Sáempre,n escariadoresde,máguina con cuchillas iuÉrt". y í"grl"ñÁ1 El -arso cónicooe¡ escarrador se introduce en eI aloje-iento, tambié; cónico,de la.pinula. del cabezal -id. l" íi"* g";'";acariza y eiescariador tiere? que tener los ejes óoincidentes para que no seproduzct una'pieza con ensarchamiento c6nicda la Lntrada.r.ara compensar pequeñas inexactitudes en la coincidencia deGJes se utilza un manguito pendu,lar.
El agujem hay qüe tal'adrarlo previamente teniendo.encuenta el_exceso correspondieirte pára el esca¡iado. Se debetener cuidado en gug_la velocidad-de corte, el avance, Ia re_tiigeración y la lubrificación sean las correctas ff. f0i-21. Elavance se acciona a mano, debiéndose avarrzar
"iif"--.-"ot**.S:'S"iÍ*fffi UlSfññ;; r" ;"*d d.r"s"i;;ft f06rs. Esceri¡do cn cl to¡no.
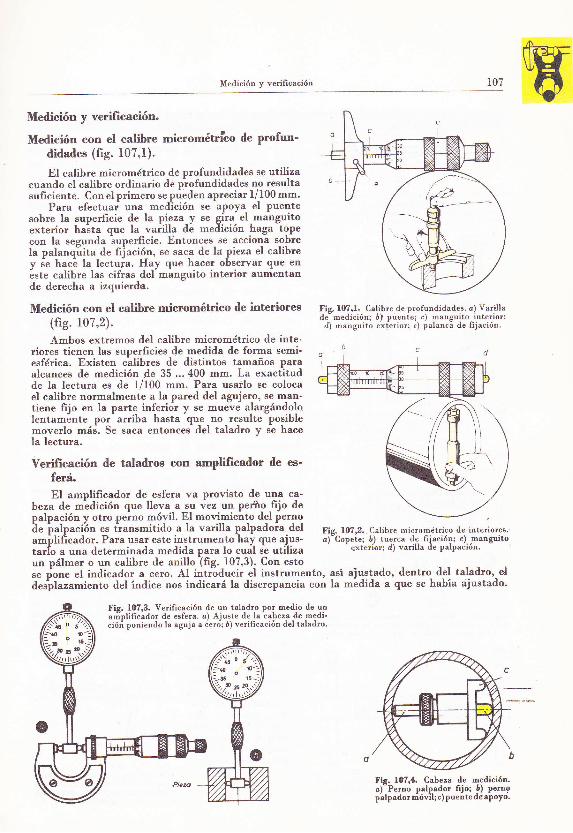
Medición y verificacidn r07
Medición y Yerificación.
Medición con eI calibre micrométrlco de profun'didarles (fig. 107,f).
El calibre micrométrico de profundidades se utilizacuando el calibre ordinario de profundidades no resultasuficiente. Con elprimero se pueden apreciar l/100 mm.
Para efectuar una medición se apoya el puentesobre la superficie de la pieza y se gira el manguitoexterior haÁta que la varilla de medición haga topecon Ia sequnda luperficie. Entonces se acciona sobrela oalanolita de fiiación. se saca de la pieza el calibrey á" hu"l la lectuia. Yqy q"" h¿cer o6servar que enéste calibre las cifras del manguito interior aumentande derecha a izquierdra.
Medición con el calibre micrométrico de interiores(fis. 107,2).
Ambos extremos del calibre micrométrico de inte'riores tienen las superficies de medida de forma semi-esférica. Existen cálibres de distintos tamaños paraalcances de medición de 35 ... 400 mm. La exactitudde la lectura es de l/100 mm' Para usarlo se colocael calibre normalmente a la pared del agujero' se man-tiene fijo en la parte inferior y se mueve alargándololentaménte por-arriba hasta que no resulte posiblemoverlo más. Se saca entonces del taladro y se hacela lectura.
Vprificación ile talailroe con amPlificador de es'ferá.El amolificador de esl'era va provisto de una ca'
beza de *'"di.iót que lleva " ., .re, un perfto fijo de
palpación y otro peino móvil. El movimiento del pernot" ir"lp""i'ó" e6 t'ransmitido.a la varilla palpadoia.delte 'prlpaci?in es tiansmitido a la varilla palpadoia delamñliffcador. Para usar este instrumento hay que ajus'tarlo a una determinada medida para lo cual se utilizaamplrlrcador. fara usar este lnstrumento nay que aJus'tarlo a una determinada medida para lo cual s,e utiliza
Fipl 107'1. Calibre de profundidades. c) Varilladimedición; ó) puente; r) manguito interio¡id) manguito erterior: p) palancá de fijación.
bc
Fie. 107,2. Calibre mic¡omdtrico de interiores.¿)-Copete; á) tuerca de fijacién; c) Eañguito' 'exterib¡: d) varilla de palpación.
un nálmer o un calibre de anillolfie. 107,3). Con esto." o'orr" el indicador a cero. Al intráducir el instrumento, asi ajustado, dentro del taladro, eldeslplazamiento del índice nos indicará la discrepancia con la médida a que se había djustado.
Fis. 107,3. Ve¡ificación de un taladro por medio de unarñolificado¡ de esfera. ¿) Aiuste de la cabeza de medi'ciói poniendo la aguja a eero: á) 'erificación del taladro.
Fig, 107,4. Cabeza de medición.o)"Perno palpador hjo¡ ó) Pernopalpador móvil; c) puente de aPoYo.
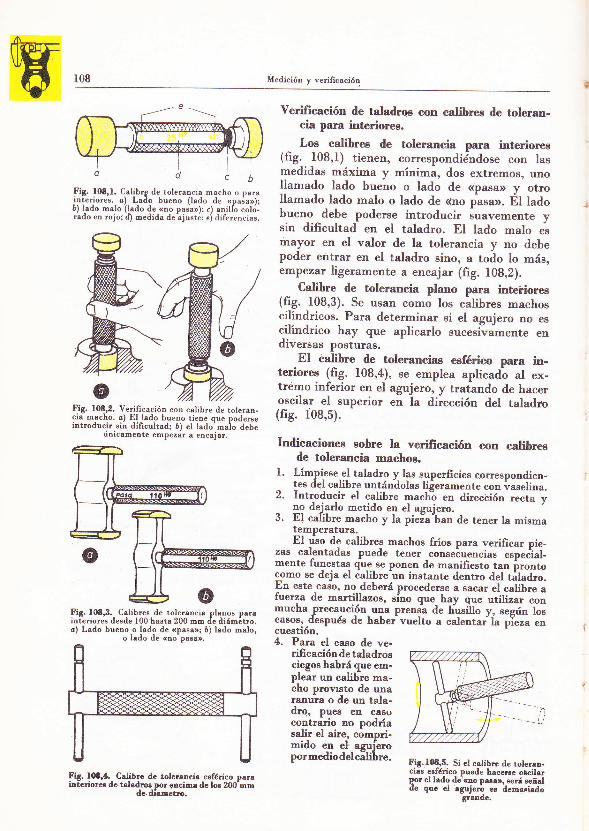
108 Medicién y verilicación
b
Fig. 108,1. Calibrg de tole¡ancia macho o Darainteriores. o) Lailo bueno (lado de «oaia»t:ó) lado malo (lado de «no paü»); c) enilfo cold.rado en rojoj d) medida deijuste: ej diferencias.
Fig. 108,3. Calibres de tole¡anci¡ planoe parainte¡io¡ee deede I 00 h¡sta 200 mm de iliámátro.c) Lado bueno o lado de «pasa»; á) lado malo,
o lado de «no pa8ar.
F¡f. f6,4. C¡librc de tole¡¡nci¡ eeférico parai¡terio¡ca do tal¡drc¡ por cnciu¡ de lo 2IX)'mm
dc. di¡m¿m-
Yerificación de taladroa co-n calibrer de toleran-cia para interioree.
Loe calibree ile tolerancis para interioree(fig. f08,1) tienen, correspondié;dose con lasmedidas máxima y mínima, dos extremos, unollamado Iado bueno o lado de <<pasa»» y otrollamado lado malo o lado de (tno p;§a)). El ladobuen-o
^debe _poderse introducir iuavemente ysin dificultad en el taladro. El lado malo esmayor en el valor de la tolerancia y no debepoder entrar en el taladro sino, a todo lo más,empezar ligeramente a encaiar (fig. f08,2).
Calibre de tolerancia plano para iritetiorea(fig. 108,3). Se usan como los c;lüres machoscilíndricos. Para determinar si el agujero no escilíndrico hay que aplicarlo sucesivamente endiversas posturas.
El calibre ile tolerancias esférico para in-teriores (fig. 108,4), se emplea aplicadi al ex-tremo inferior en el agujero, y tratando de haceroscilar el superior en la dirección del taladro(fig. 108,5).
Indicaciones eobre la verificación con calibrcade tolerancia machos.
l. Límpiese el taladro y las superficies correspondien-- tes del calibre untándolas lileramente coo iaselina.2. Introducir el calibre '-nachá en direcbión recta y^ ng dejarlo metido en el agujero.3. El cafibre macho y la pieía"tran de tener Ia misma
temDeratura.El u^so de calibres machoe fríos para verificar pie-
zas calentadas puede tener conseóu"oci.. ".pe"'i.i-mente funestas que Ee ponen de manifieeto tan ironto
como Ee deja el calibre un instante dentro del táladro.[]n este-caso, no deberá procederse a sacar el calibre aluerza de martillazos, sino que hay gue utilizar conmucha Irecaución una prensa de husillo y. sesún loscasoe,despuée de habeivuelto a calentaíia pl"r"
"^cuestión.4. Para el caso de ve-
úficacién de taladroeciegos habrá que em-plear un calibre ma-cho provrsto de unaranura o de un tala-dro, pues en cas(¡contrario no nodúasalir el aüe, cámpri-mido en el azuíeropormediodolcáübre. fit.f00,5, Si el calib¡e de tolersr-
iiae esférico puede hacerec obcilargor el lado de-cno paaa», eerá eeñaldG quc cl agujero ca dem¡¡i¡do
grude.
Fig. 108,2. Yeriñcación con calib¡e de toleran.cia macho, o) El lado bueno tiene oue ooderseint¡oducir siir díficultad; ó) el lado'malo debe
únic¡mente empezár a encajar.
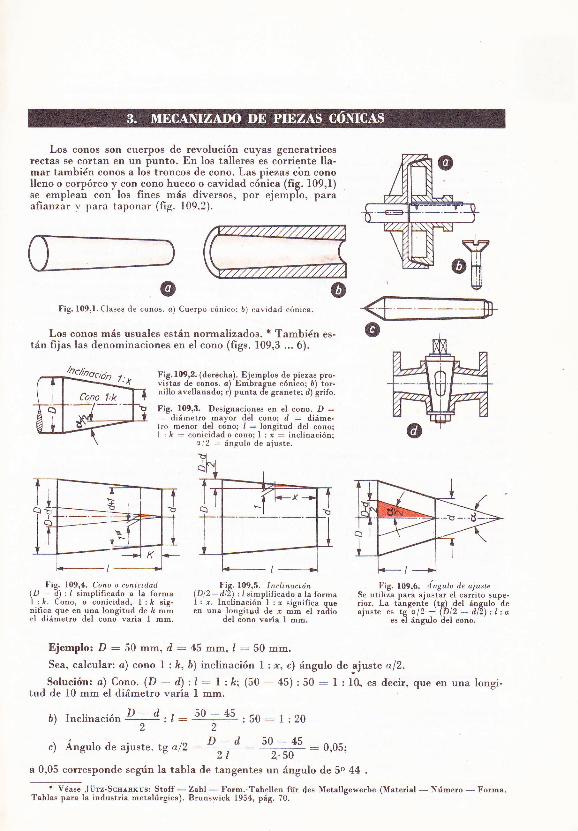
Los conos son cuerpos de revolución cuyas generatricesrectas se cortan en un punto. En los talleres es corriente lla-mar también conos a loá troncos de cono. Las piezas cbn conolleno o corpóreo y con cono hueco o cavidad cónica (fig. 109,1)se emplean con los fines más diversos, por ejemplo, paraafianzar v para taponar (fig. 109^2).
@(Fig.109,1. Clases de conos. a) Cuerpo cóuico; ü) cavidad cónica.
Los conos más usuales están normalizado§, i También es-tán fijas las denominaciones en el cono (figs, 109,3 ... 6).
l'ig. t09,4. Cono o canicidad(D - d.) t I simplificado a la formaI :-k. Cono. o conicidad. I : lr sig-nifica que en una longitud de I¡ mme[ diámetro del cono varia I mm.
Fig.109,2. (derccha). Ejemploe de piezas pro.vista8 de conos, ¿) -Embrasue cónicot á) tor.nillo avellanado; c) punta & granete; d) grifo.
Fig. 109,3. Deeignacionea en el cono. D :diámet¡o mayor del cono; d: diáme.
rrr) menor del cónol I : longitud del cono;I : /t -- conicidad o cono; I : i: inclinarión;
l'ig. 109,5. I ne linuiónlDl2-d¿): I simplificado a la formaI : ¡, Inclinación I : ¡ sisnifica oueen una longitgd de r m"m el raáio
del ono veria I mm-
Í'ig. t09,6. Ángulo de ajusteSe utiliza para ajusta¡ el carrito supe-rior. La lansente (te) del áneulo deajuete e6 tg"al2 -(btz-a¡Y,¡tt,a
es el ángulo del cono.
Ejemplo: D : 50 mm, d : 45 mm, I: 50 mm.
Sea, calcular: o) cono I : &, ó) inclinación 1 : r, c) ángulo de ajuste a/2.
- Solución: a)_C_ono. (D * d) , ! : I
' Ic; (50 - 45) : 50 : I : 10. es decir, que en una longi-
tud de l0 mm el diámetro varía I mm.
ó) Inclinación D d:l:50. 45:50:1:20'22
ts.a/2 : D - d _ 50 - 45 : 0-05:c) Angulo de ajuste. - 2/ 2.S0a 0,05 corresponde Eegún la tabla de taugentes un ángulo de 50 44 .
- t Yé* Jürz"Scx¡nxus' Stoff
- Zahl * Form..Tabellen für des Metallgewerbe (Material * Número - Forma.
Tablas para l¿ indust¡ia metalútgica). B¡unswick I954, pág.70.
@
c/2 . ángulo de ajuste.
1I0 Máquina
Torneado de conos.
Los cuerpos de revolución de forma cónica pueden ser obtenidos por distintos procedi-mientos.
Torneailo ile conos con el carro superior (fig. 110,1).
El carro superior ha de desplazarse en la.dirección de la generatr? del c-ono *. El procedi-miento se prest'a para el mecanizado de conos delgados y truñcados. Como el avance ha de seraccionado', -uná. puede resultar poco limpia la"superfrcie de la pieza. El camino lateral delcarro es limitado y por esta razón no se puede, por lo general, tornear sino conos cortos.
Ajuste del carro superiorcon ayrrila del limbo graduado(fig. I l0.l). El carro superiorse-hace girar a partir de suposieión iero en el valor delángulo de ajuste y se fija eonel tornillo correspondiente.
Ajuste del carro superiorcon ayuda de un modelo (figu-ra I 10.2). Como muestra omodelo puede servir, por ejem-
ic!",a plo, un calibre macho cónico.En el portaherramientas se
Fig.ll0.l.-Torneadodeunconocon Fig.110,2. Ajuste según muestra. suieta un amplificador de es-el carro superior. o)iluestra:á)áoplificidordeesfe¡a. feí^ que toqu'e con su varilla
ral de la pieza colocada como modelo. AI mover el carro .ro""f"1'::1Xt""fr"Y.*'":l#:1"$i::zad.o. a lo largo de la generatriz del modelo" la aguja del amplificador no deberá acusar des-viación alguna.
Torneado ile conos con deeplazamiento ile Ia punta ilel cabezal móvil (fig. f 10,4).
La pieza se coloca entre puntas. Si la punta del cabezal móvil está desplazada lateralmenterespectó al centro, al moverse el carro portaherramientas longitudinalmente, da lugar a unaforma cónica (figs. I10,3,a). El desplazamiento de la punta del cabezal móvil no debe ser supe-rior a 1/5p de Iá longitud de la pieza, ya que en caso contrario las puntas tendrían una posi-ción muy forzad.a (fig. t 10.5). Por esta raz6¡ no se emplea el procedimiento nada más que paratornear conos largos y estrechos. Tiene la ventaja de que se puede trabajar con eI movimientodel avance automático.
Cálculo del desplazamiento V. Hay que distinguir dos casos:
a) La distancia entre puntos .L coincide con la longitud I del cono (esto sucede pocas veces)(fig. I10"3).- ó) La longitud I del cono es más corta que la separación L entre puntas (fig. 110,4).
Fig. 1f0,3. Longitud del eono igual a la F¡g. 110.4. Longitud del cono menor que laseparaciónentrápuntas. V D-d di§tancia entre punta6, V:D -d.L
2 2.tEjemplo D:60 mm, d:56 mm Ejemplo D:50, d: 41, l:100, L:200,:oro:60:56:2-- V:D d.¿:50-47.200:¡_.
Fie.110.5. Cuando el.l"lnlazamiento delcabázal móvil ee muverande. la posicjón dila punta rásulta muy- forzada.
2.100
. N *l f ., Más exacto sería decir que el carro ha de deeplazarse paralelamente a la dirección de una de las ge-neratrices horizontales del cono.
Torneado de conos-Torneado cónico con ayuda de la regla de guía lll
Torneado cónico con aJruda de la regla de guía.
Con la regla de guía de que van provistos algunos.tornos se pueden tornear cuer-Pos cónicos y cavidades cónicas hasta un ángulo de ajuste de l0o empleando el avanceautomático (fig. lf l,f).
La regla de guia puede oscilar alrededor de unperno. Mediante una biela de tracción y un brazoó caballete se une el carrillo a la bancadá del rortro-EI carro de bancada o principal se mueve lonsitu-dinalmente. La regla de euíá situada
", oori"ió,obücua obliga ento"nces al-carro transversal a rea-lizar al mismo tiempo un movimiento en direccióntransversal y para que pueda tener lugar este mo-vimiento, hay que independizar el huéillo que dalugar ordinariamente a ese movimiento trahsver-sal. Para aju^s^lar el espesor de viruta se gira el carrosuperior en 90o.
Ajusto de la regla de guía. Sobre elcarro del dispositivo para torneado cónicose halla un arco graduado. La regla se ajustade acuerdo con el ángulo de ajuste y se fijanillos.
Normas de trabajo para el torneado cónico.
Colóquese el filo del'ú-til de tornear exactamente a la altura de las puntas, pues de lo con-trario el cono no resultará correcto, aun cuando sea exacta la posilión del'car"o superior,del cabezal móvil o de la reela de suia.Cuando Ee tornea un cono co"n el cai.o superior entre puntas, éstas deben tener los ejes exac-tamente coincidentes.,pues en caso contr;rio y uorrqr" el cár"o superior esté correctamenteajustado, el cono resultante no saldrá exacto.
Fig. lll,l. To¡neado eónieo con resla de euiaa) Pieza a tornear; ó) regla de"guia.
en esa posición por medio de dos tor-
l.
,
aJustado, eI cono resultante rCuando haya que tornear di-versas piezas cónicas igualescon la punta del cabezál mó-vil desplazada, habrán de seriguales la longitud de laspiezas y la profundidad delas puntas de centrado.
4. Cuando se usa la regla deguía hay que _atender a queel engrase de las partes úó-üles sea bueno.
Mecanizado do cavidadeecónicas.
Para tornear cavidades
Fig. fff,2, (izquierda). Torneado de un conointeúor.
Fig. lll,3.(derecha). Talad¡ado p¡evio esca.Ionado en el caeo di grandee cavidadee cóni.
cas. a) Eacariadór cónico; ó) pieza.
cónicas se emplean útilespara torne,ado interior o barras de tornear. Las cavidades cónicas pueden conse-guirse- también por medio de escariadores cónicos. Cuando se trata de-grandes co4osllevaúa mucho tiempo el arranque del material. Por este motivo el tala'dro se torneapre_vilm9nt_e en forma cóniea o se taladra previamente en forma escalonada (figu-ra lll,3). Los escalones deben estar calibrados de tal forma que el escariador tia-baje con_unifo,rmidad y que después del escariado desaparezün por completo laepart€s taladradas previamente. Los conos pequeños y largos no s; hacen po" tda-drado previo en escalones.

tt2 Fabricación de piezaa
Cono Mofte 3¡rldaí.s¡n tolemncn I q.
I Con¿.rdpunta 1 c 100 wl 26, x t33
)rd3 Designaclián ,ledidas bruí
MECANIZADO DE CONTRAPT]¡TTAS
Ejemplo de trabajo.
Trabajo encargado Mecanizado de unacontrapunta (fig. 112,1).
La observación que Ee ve en el plano«Cotas sin tolerancia { 0,5» significa quepara las cotag en que no se eípecifica'latolerancia (cotas libres) hay que considerarcomo aceptable una tolerancia de a 0,5 mm.
Como material para Ia contrapunta estáprescrito el C 100 W l. Esta designaciónquiere decir acero de herramientae t óonlo/ndeCvcalidadl.
Af mecanizar contrapuntaE hay que te-ner en cuenta, sobre todo, ademáe del buenajuste del cono Morse, la coincidencia deleje de la punta con el del mango cónico.Por esta razón, para tornear la punta seintroduce el mango cónico en el alojamientocónico del husillo de trabajo, en caso nece-sario utilizando un casquilló intermedio,
Fig, ll2'1. Plano de talle¡
Plen de trabajo.
Faeee del t¡abaio HerramientsgTo¡neado de la oieza a eu lon.gitud debida ^ Util de corte lateral
2 Centrado de uno de los extre.moa B¡oca de cent¡ar de et 2
3 1T3"f'* Preüio Y ñnal a a UtiI de de¡baster v útilde afina¡
4 To¡neado orevio v final delcono Mo"e'e
IJtilee de deebaetar v deafinar
5 Torneado a @ 18y torneadcdel rcdondaamiento
fTtil dé afinar y útil demano
6 Torneado previo y ñnal de lapunta
Utilee de deebaetar vde eñnar
I'empla¡ le punta y rectil¡car
instrumentoe de medida y de verificación: Regla metáliea,calibre mic¡ométrico, calib¡e de redoudeaEientos, tranepór-tador universal, calibre caaquillo Morse 3.
Medición y verificación do la contrapunta.
El diámetro y la longitud se miden con el calibre micrométrico (pálmer) o conól pie de rey. La punta cónica puede medirse con el goniómetro (fig, 112,2). Paraverificar el mango cónico se emplea un casquillo Morse 3 (fig. f 12,3).
|_tLÍI
u=@r}\- EttryÁEn%
T-l-L trtftr-}L grffiThElrru
Fig. ff2,2. Medíción con el goniómetro universal. Fig. lf2'3. Veriñcación con el casquillo cooico.
' Ñ:f;i ?.: La lbtr¡ V eo inicial de la palabra alem¡n¡ Terkzeugetahl = ace¡o dc he¡¡anientar,
Medición y verificacióu de ángulos 113
Medición y verificación ile ángulos.Se entiende por ángulo la diferencie de direcciones u orientacio-
nes de dos rectas o dos planos (fig. 113,1). La magnitud de esa dife-rencia de direcciones se mide por óo4paración con la unidad angularllamada <<grado»> (fig. 113,2).
I grado (19 : 60 minutos (60')1 minuto (I') : 60 segundos'(60")Ul ángulo recto tiene 90o.En agdmensura se emplea la división en 4000 (división centesimal)
en lugar de la división en 360o (división sexagesimal).I grado centesimal (1c) - 100 minutos centesimales (100')I minuto centesimal (1") : 100 segundos centesimales (I00"")La magnitud de un ángulo recto es de l00o centesimales (I00s).
Inetrumentos fijos para verifieaeión ile ángulos.En el taller es lo más corriente usar magnitudes angulares ñjas,
por ejemplo, 30o, 45o, 600,90o, 1200, 1350.
FiS. f13.3. [)e la- trt.- posr-bilidade. de re¡ific¡ei,ii losánsulos R, v R, son más
ii".t". qui los R r R,.
Fig. ll3,l. El ángulo o esla diferencia de direcciones
Fig. 113,6. \ Pnlr.aci.in em.I'l.an,l,, la e..uadra.
Fig. 113,9. \'erificacirin" conplantilla. de un ángulo dado.
aFie. 113,4. lnslrurrent,, paraco-mprobación de ángulos:a) Placa de baser ó) espiga;c) articulación de ¡ótula;
d1 t,'rnillos graduablr..
"#Llm,^.ru]
Para verificar v trazar ángulos rectos seza la escuadra ifig. I t3.3).-Con obieto de
Fis. U3.2. Un s¡ado (lol eslai60""" parte áel doLte'de
un ángulo llano. 'utiliza la escuadra (fig. I13,3).utiliza la escuadra (fig. I 13.3). Con objeto depoder satisfacer las dislintas condiciones de
Fig, 113.5. Com¡rr"bacrónde una e-.cuadra oo¡ mediode otra que se sabi co¡¡ecta.o) Eecud¡a de comoara-ciónr ü) escuadr. , '".--
' probar.
frecisión exigidas, existen escuadras de 4 grá-dos de preeisión: las llamadas escuadras de ca-bello (Haarwinkel), las escuadras normales,Ias de taller del n.o I v las de taller del n.o II.
La exactitud de'las escuadras debe servigilada con regularidad. El aparato de ve-rifieación de escuadras (fig. I13"a) hace po-sible la compBobación exacta de escuadrasde un modo muy sencillo. Para esta opera-ción se coloca la escuadra eon uno de suslados adaptado contra Ja espiga cilíndricade modo que no Ee vea entre ellos rendijaalguna de luz. La espiga se fija en esta po-sición mediante tornillos dispuestos a esleefecto. Si al colocar ahora la escuadra alotro lado de la espiga se aprecia una rendijaen forma de cuña. ésta corresponderá aldoble del defecto que tenga la escuadra quese ensaya. Para esta verificación puede tam-bién procederse por comparación con unaescuadra correcta (fig. 113,5).
Al utilizar Ia escuadra dehe tenerse cui-dado de no ladea¡la (fig. II3.6). Otras plan-tillas con ángulos fijos empleadas eorrien-temente son la de l20o (ángulos de un hexá-gono) y la de inglete o de I35o. ** Para laverificacibn de piezas en ángulo se empleantambién plantillas conformádas según esosángulos (ftgs. 113.7 ...9).
Fie. 113,7. Verilicación con- la plantilla de 120o.
' N tlel T,: E¡castellano no exi-tc ,,,,.,nI, "l',, 9ue designar al ánqulo <<completo» descrito por una ¡erta cuandogirando alrededor de uno de 6us punto. ( r ért ¡ee) r uelr i otro pünto situaáo eob¡e efia a coincidi¡ cán su oosición de nar-iida después de desc-ribirnos una-circunferencia, Existe, en ca'mbio, la desisnación dc «ánsulo llano» coi que se deslenaB¡tdr¡uu¿r¡.ucuu¡ Eu!Pu¡¡tu-\rr¡r¡,(/rurr\rur¡upurrtu§lluauoÉooreellaacolnclo¡rconsuDoslclonoeDar-tida después de desc-ribirnos una circunferencia, Existe, en cámbio, la desisnación dc «ánsulo llano» coi que se desienaal ángulo formado pordos_recta6 que están-una a continuación de otra?espués de haEer descrito la mitad del iiro.ompleto añ¡ca expresado. En.alemán, la palabra «Volluinkel» o sra <<áncul; completo» desisna un'ánsulo de 3ó0,,.'a' N. dpl T;; Hay autures. como Se rin¡r ¡ Bonesrnt. en .u 'Teenologío Mreó'ni¡a. qre lfaman a es'tas prantilla"con el nomb¡e de escuad¡as. y así dicen: escuadra de 120" o escuad¡a de 135,,, ete. A nosátroo no- pare.e má" pr¡piu¡eservar el nomb¡e de
"scuadra para las plantillas con6tituida6 por dos lados qu. fo¡man ángulo rec'to, llama¡rdl, a 1a'
demás «planlillas de l20o». plantilla de 135". ete.. ya que el eóncepto <<es¡uadro»> prerupone en el lensrláie vulgar rtambién en el técnico. la idea de <<ángulo recto>>. y asi se dice cor¡ieitemente de doi cosas que formán i'nri..i áirsul""¡ecto, que están a ¡scuadra. y de dos que forman ángulo diferente del ¡eeto. que eslán a «falsa escuadrarr, '
8. cERLtNG. ufgurxes-Honnlutrrtes
Fig. 113,8. Verificación conla plantilla de 135o.
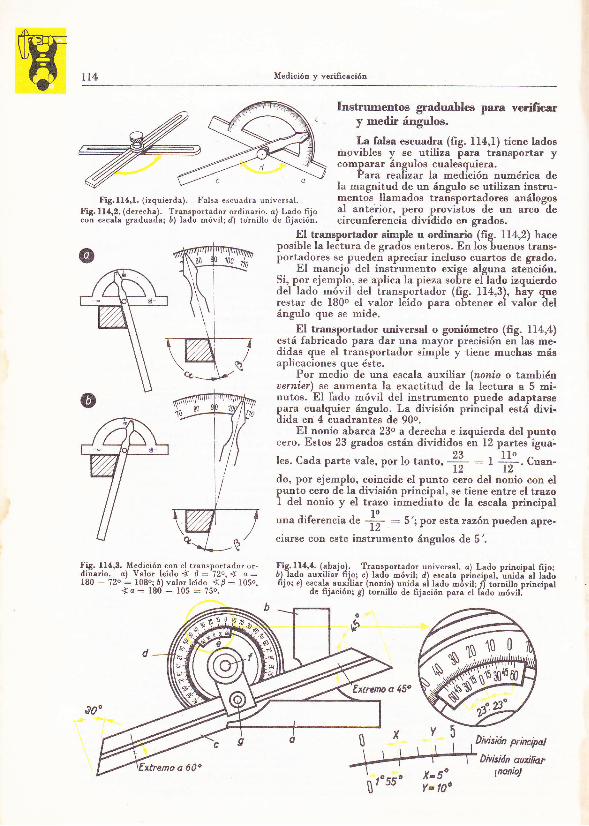
114 Medieión y verilicación
Fig,rr4,r. (izquierda). Falsa escuad¡a universal. mentos. llamados transPortadores análogoEFig.tl4.2.(de¡echa). Tranoportado¡ordinario.o)Ladofijo al anterior, pero proüstos de un arco decoá escala graduada; ó) lad-o móvil; d) tornillo de fijacióir. circunferencia divididO en grados.
Instri¡mentos graduable para veriffcary medir ánguloe.
La falga ercuadra (fig. lla,l) tiene ladosdrovibles y se. utiliza. para transportar ycomparar ángulos cualesquiera.
Pu"u .""fír.. la medi'ción numérica dela magnitud de un ángulo se utilizan instru-
El transportador simple u ordinario (fig. 114,2) haceposible la lectura de grados enteros. En Iosbuenos trans-portadores se pueden apreciar incluso cuartos de grado.
El manejo del instrumento exige alguna atención.Si, por ejemplo, se aplica la pieza 6obre el lado izqüerdodel lado móvil del transpoitador (fig. 114,3), háy querestar de 1B0o el valor léido para o5tener ei valór -del
ángulo que se mide.[',! _traneportador univerral o goniómetro (fig. lla,,a)
está fabricado para dar una mayor precisión en las me-didas que el transportador simple y tiene muchas másaplicaciones que éste.
Por medio de una escala auxiliar (nonio o tambiénüernier\ §e aumenta la exactitud de la lectura a 5 mi-nutos. El lhdo móvil del instrumento puede adaptarsepara cualquier ángulo. La división priircipal está diü-dida en 4 cuadrantes de 90o.
El nonio abarca 23o a dereeha e izquierda del puntocero, Estos 23 grados están divididos dn 12 partes'igua.
les. Cada parte vale, por lo tanto, + : I #. Co"o-
do, por ejemplo, coincide el punto cero del nonio con elpunto cero de la división principal, se tiene entre el trazo1 del nonio y el trazo inm.ediáto de la escala principal
l0una diferencia d" ü : í'ipor esta razón pueden apre-
ciarse con este instrumento ángulos de 5'.
Fig. 114,3. Medición.oo el lransportador or- Fig.ll4,4. (ab¡io). Transportado¡ universal. a) Lado orincioal fiio:diñario. o) Valor leido 4 P:-72o.4 d- ó¡)ado auxiliaifijo; c) ladi¡ móvil; d) eecala o¡incipal.'uni¿dal l¡ido180 -72o:I08oiü)valo¡leido {l:I05o, fijo;e)eecalaauxiliar'(nonio)unidaalladom6vihdtornilloorincioal
<o:180 - 105:75o. de fijación;6) tornillo de fijación para el fddo móvill
o
Éffi*iÉoffi*ffiNry
xtremo a 600
Exucno a 45"
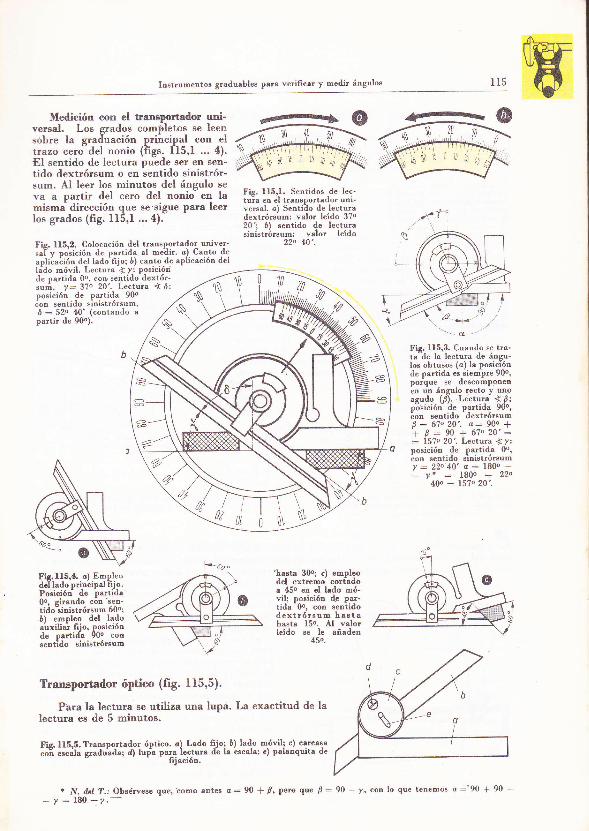
Instrumentos graduables para verificar y medir ángulos il5
Medición con el transportador uni-vereal. Los grados completos se leensóbre la graduación principal con eltrazo cero del nonio (figs. II5'1 ..' 4).f,l sentido de lectura puede ser en sen'tido dextrórsum o en sentido sinistrór-sum. Al leer los minutos del ángulo seva a oartir del cero del nonio en lamisma'dirección que se sigue para leerlos grados (fig. I15,1 ... a).
@
Fis. ll5.l. Sentidos de lec-tuia en el lransportador uni-versal. o) Sentiilo de lecturadextró¡sum: valor leido 37o20'; ü) sentido de lecturasinistrársum: valor leido
220 40',.Fis. 115.2. Colcación del traosportador univer'sef v oosición de partida al oe?ir. a) Canto deapllóalió".del lado'fijo; ó) cantode aplicación della'do móvil. Lectura-+ y: posicióride pa¡tida Qo, con. sentido dext6r-
"rá. y: 3?o 20'. Lectura < ó:
posición. de pa_rtid_a 90ocon sentido s¡nl8trór§um,ó :52o 40' (contando apartir de 90o).
Fifl.lls',f. o) EmPleodellado principal fijo.Posición de partida0o, qirando con'sen-tido-sinistrórsum 60o;ü) e.mplgo del .ladoauxrl¡ar luo. Dos¡c¡onde oartila 90o coneentido einistróreum
Fis.115,3. Cuando ee t¡a-ta"de la lectu¡a de ángu'los obtusoe (c) la Posiciónde partida es siempre 90o,
I porque se descomPonenI en un ánqulo recto y unoI usudo (rJ. Lectura *É;I pósición de partida 90o,I ion sentido dextrórsum
p : 67" 20'. @: 90o ++8:90+67020':: l57o 20'. Lectura { /:o posición.de partidi 0o,con SeEtrdo alntst¡ofaumy: 22o 40' d : l80o -- y.' : 1800 - 22o
40o : l57o 20'.
'h¡st¡ 30o; c) empleodel extremo cortados 45o en el lado mó-vil: posición de par-tida 0o, con EentidodextrórsuE hast¡hast¡ I5o. AI valorleido se le añaden
450.
f¡qnsportador óptico (fig. 1f5,5).
Pára la lectura se utüza una luPa. La exactitud de lalectura es d€ 5 minutos.
Ftu.ll5.5.Transpo¡tador óptico. c) Lado fijo; ó) lado móül; c) careaea
"oi i*,it" g.adu'ad.; a t"n; n"ii"t"","Ut¡¡a dt la eecala; c) palanquita de
t N, thl T.: Obsé¡vese que, como antes c: 90 * /, Porc que p: 90 - /.' con lo que tenemos a:'90 + 90 -- y:180 -,y.-
\ l,ru,ll ,,u?)
\\- Y/ tXl&.2
/7 / -É4 \'\§ti /ll\\V-úl dd'j
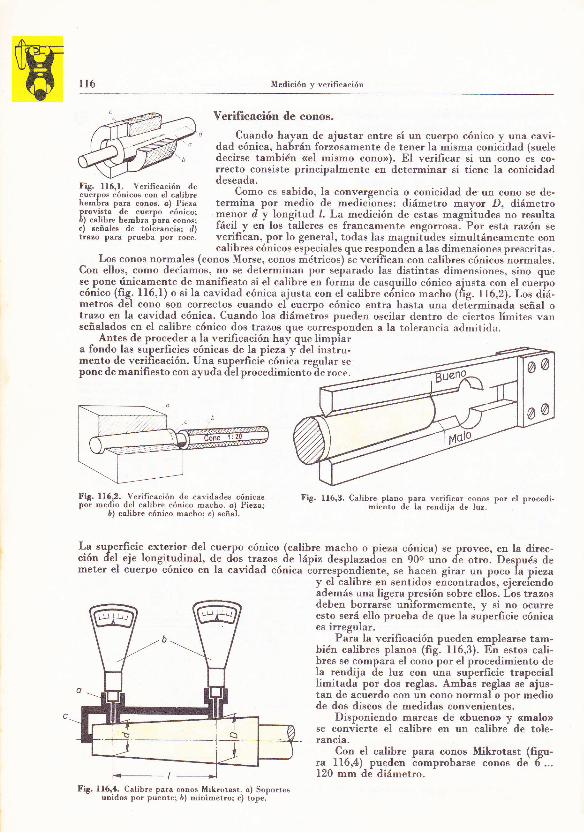
u6 Medición y verificación
Fig, 116,1. Verificación del,]?.#";ái,r".i"'l'jil1i'Iiir¡""1 Como es sabido, Ia convergencia o conicidad de.un cono se de-hembra para conos. o) Pieza termina_ por medio de medicibnes: diámetro mayor D, diámetrof,".^li:li $:_l::"f_ ":."j:or menor d y longirud I. La medición de estas magritu,des no resuha:i :X'iffi"""#"t¡!,1#.i:,""ji fácil y eí los ülleres es francament"
"rrgor.o..i Por esta razón se
tiazo p"". prueba por rocel verifican, por lo general. todas las magnit-udes simultáneamente con
Los conos normares ("."Ti',il:i:::l:xrr:';,:l;.i*x::1,r::*-*15$m:':*:r,ij,"ll133:Con ellos, como decíamosr no se dete_rmi_n_an por -separ"do las distintas dimensiones, sino quese pone únicamente de manifiesto si el calibre en forma de casquillo cónico aiusta con el cueipocónico (fig. I16,l) o si la cavidad cónica ajusta con el calibre cdnieo macho (fis. II6,2). Los diá-metros del cono son correctos cuando el cuerpo eónico entra hasla una detirminada señal otrazo en la cavidad cónica. Cuando los diámeiros pueden oscilar dentro de ciertos límites vanseñalados en el calibre cónico dos trazos que corre§ponden a la tolerancia admitida.
^ Alte-s de proceder a la ¡'erifica_ción hay que limpiar
Verificaeión de conos.¿ Cuando hayan de ajustar entre si un cuerpo cónico y una cavi-
dad cónica, habrán forzosamente de tener la misma conióidad (sueledecirse también <<el mismo cono>>). El verificar si un cono es co-rrecto consiste principalmente en determinar si tiene Ia conicidaddeseada^
a fondo las súperficies cónicas de Ia pieza y del insiru-mento de verificación. Una superficiá cónióa recular sepone de manifiesto con ayuda del procedimieotoá".o"".
Fig. 116,2, Verificación de cavidades cónicaepoi medio del calibre cónico macho. o) Piezal
ó) calibre cónico macho; c) señal.
Fig. tI6,3. Calibre plano para verificar conoE por el procedi.mienlo de la rendija de luz.
La superfieie exterior del cuerpo cónico (calibre maeho o pieza cónica) se provee, en la direc-ción del eje longitudinal, de dbs trazos de lápiz desplazados en 90o ,t o d" otro. Después demeter el cuerpo cónico en la cavidad cónica óorrespóndiente, se hacen girar un poco la pieza
y eI calibre en sentidos eñcontradós, ejerci-endov el calibre en sentidos encontradós. eierciendoádemás una ligera presión sobre ellos. Üo. t"rro.deben borrarse uniformemente, y si no ocurreesto será ello prueba de que la superficie cónicaes irregular.
Para Ia verificación pueden emplearse tam-bién calibres planos (fig. 116,3). En estos cali-bres se compara el cono por el procedimiento dela rendija de luz con una superficie trapeciallimitada por dos reglas. Ambas reglas se ajus-tan de acuerdo con un cono normal o por mediode dos discos de medidas convenientés.
Disponiendo marcas de <<bueno>> y ((malo))se convierte el calibre en un calibre de tole-rancia.
Con el calibre para conos Mikrotast (figu-ra 116,4) pueden comprobarse conos de 6...120 mm de diámetro.
Fig. ft6,4. Calibre para conos MiL¡olast. a) Soportegunidos por pueote; ó) minímetro; e) tope.
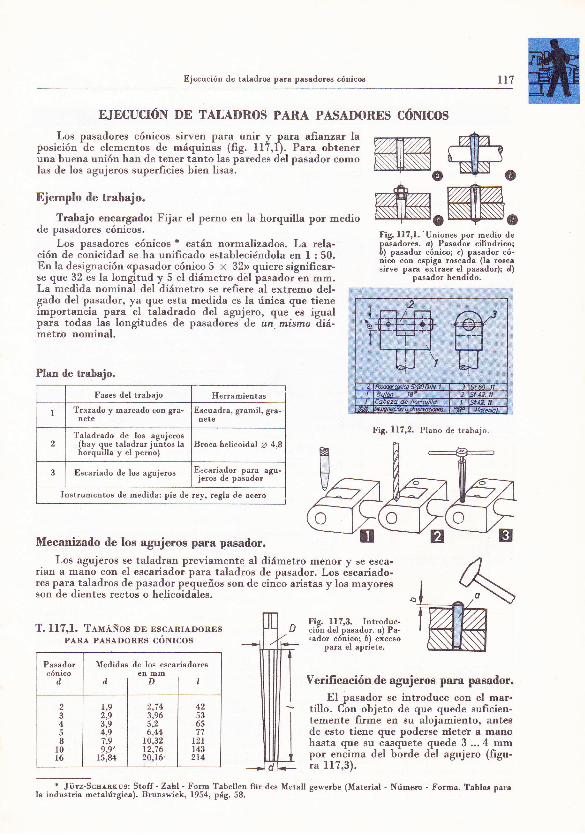
Ejecución de taladros para paeadoree cónicoe tt7
EJECUCIÓN DE TAL'ADROS PARA PASADORES CÓMCOS
Los pasadores cónicos sirven para unir y para afianzar laposición de elementos de máquinas (fig. lI7,l). Para obteneruna buena unión han de tener tanto las paredes del pasador comolas de los agujeros superficies bien lisas.
Ejemplo rle trabajo.
Trabajo encargado: Fijar el perno en la horquilla por mediode pasadores cónicos.
n7vñ7v7t vfuzW(4WNr*W@á ñ?V
K««uKñuFig. lIT,l. Unioneo por medio depasadorea, o) Pasador cilindrico;t) paeadu cónico; c) pasador có-nico con espisa ¡oscada (la roscasirve para áxiraer el pasidor); d)
pasador hendido.
Los pasadores cónicos r están normalizados. La rela-ción de conicidad se ha unificado estableciéndola en I :50.En la designación «pasador cónico 5 x 32>> quiere significar-se que 32 es la longitud y 5 el diámetro dél pasador en mm.La medida nominal del diámetro se refiere al extremo del-gado del pasador, ya que esta medida es Ia única que tieneimportancia para el taladrado del agujero, que es igualpara todas las longitudes de pasadorés d,e un-. ¡nismo Aiá-metro nominal.
PIan ile trabajo.
Fases del trabajo Herrahientas
Trazado y marcado con gra-nete
Escuadra, gramil, gra-
2Talad¡ado de loe aeuie¡os
(hay que taladrar jrinios Iahorquilla y el perno)
Broca helicoidal U 4,8
3 Escariado de los agujeros Escariado¡ para aqu-jeros de paiador "
Instrumentoe de medida: pie de rey, regla de acero
Mecanizado de los agujeros para pasador.
Los agujeros se taladran previamente al diámetro menor y se esca-rian a mano con el escariador para taladros de pasador. Los escariado-res p-ara_taladros de pasad-or peqleños son de cin-co aristas y los mayoresson de dientes rectos o helicoidales.
Fis. U7.3. Introduc-ciln del fasador. c) Pa..ador cónico; á) exceso
para el apriete.
T. ll7,l. T¿.nrÁños DE ESCARTaDoREsPARA PASADOEES CóNICOS
Pasado¡cónico
d
Medi¡las de los escariadoreeen mm
¡1 tDlttt2345I
IOl6
1,92,93,94,97,9o o,
r5,84
2,743,965,26,44
10,3212,7620,t6.
42536571
12t143214
' Jürz-Scsrnrus: Stoff- Zahl - Form Tabellen für des Metall gewerbe (Material - Númem - Forma, Tablae parala industria metalúrgica). Brunewick, 1954, pág. 58.
Verificación de agujeros para pasador.
El pasador se introduce con el mar-tillo. Con objeto de que quede suficien-temente firme en su alojamiento, antesde esto tiene que podersé rdetet a manohasta que su casquete quede 3 .,,4 rnmpor encima del borde del agujero (figu-ra 117,3).
Fig. f17,2, Plano de trabajo
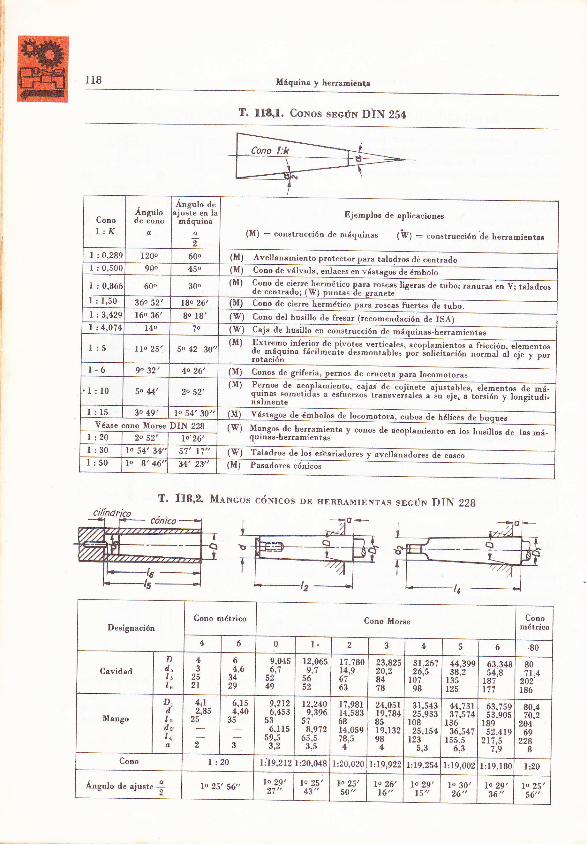
I
I
lrt'Li!I
ll8 Móquina y henamienta
T. lf8l. Co¡os srcúw DIN 2s4
Conol:K
f.ngulode éono
Áneulo dejusie en lamaqurna
d
I
Ejemplos de aplicacionee
(M) - const¡ucción de máquinas (fo) : "or"t.r""ión áe henamientas
I : 0.289 l20o é0o (M) Avellanamiento protector para taladros de centradoI : 0,50( 900 45o (M) Conodeválvula.enlaces vásl de émbolo
I : 0,8óó 600 30. (M) Cono de cier¡e hermético para roscas timde centrado; (V) puntas'de granere
I : 1,50 360 52', 180 26' (lll) Cono de cierre hermético para ¡oEcas fo".to áuiobolI :3,429 160 36', 8o 18' (V) Cono del husillo de f¡eear (recomendación de ISA)I :4-O74 l4o 7o (V) Caja de husillo en construcci¿" du -áqoi."*f,I*Illrüll;5 llo 25' 50 42 30',
(M) Extrmo. infuio.r de pivo-tes r.rti"ffioe maqu¡na tácitmente desmontables por iolicitaeión no¡mal ai eje y porrotación
l-6 90 32' 40 26', (M) Conos de grifería, per¡os de cruceta para locomotorag
l:10 50 44', to q9, (M) Pernos de aco¡lamien-to, "qurnas Bomettdas a esluerzos transversales a óu eje, a torsión y longitudi.nalmente
:15 30 49' lo 54' 30't (M) Yástasos de émbolos de locoYéase cono Morse DIN 228 (V) Mangos, de herramienta y conos de acoplamiento en los hueillos de les má.qutnas-nerram¡€nta8I :2O 1o 26',
l:30 to 54' 34' 57', 17" (V) Taladros d" los ud"".iu.l-*l "iJl"-i"áiI.E .Iñ(M) Pasadores
"ó.i"o.
-
lr50 to 8'46' 34',23"
T.
cónico
118,2. M,lxcos cóNrcos DE HERRAMTENTAs sEcúN DIN 228
DeeignacióhColo métrico Cono Mo¡se Cono
métrico
4 6 0 2 3 4 5 6 .80
CavidadDd5lals
43
252t
64,6
3429
9,0456,7
5249
r2,0659,7
5652
11,780t4,96763
23,82520,28478
3t,26726,5
r0798
44,39938,2
135t25
ó3,34854,8
r87177
807t,4
202186
Mango
D1a,
lzdzl4q
4;l2,85
25_
,
6,154,40
35
3
9,2126,453
536,1 l5
59,53.2
t2,2409,396
578,972
65,53,5
t7,981I4,5836814,05978,54
24,051t9,7848519,132984
31,54325,933
r0825,r54
t235,3
44,73137,574
13636,547
155,5ó,3
63,75953,905
r8952,4t9
217,57,9
80,470,2
20469
228I
Cono I :20 t:ts,212 r20.048 l:20,020 1t19,922 1t19,254 l:19,002 l:I9,18( l:20
f,ngulo de a¡uete f 70 25' 5t, to 29'27"
lo 25',4i"
lo 25'50"
to 26,16"
to 29',15,,
lo 30'26"
lo 29'36"
lo 25'.56"