agregados ligeros: propiedades, …imcyc.com/biblioteca/archivospdf/agregados...
TRANSCRIPT
AGREGADOSLIGEROS:PROPIEDADES,APLICACIONES YPERSPECTIVAS*H. S. Wilson**
RESUMEN
Los agregados ligeros se elaboran en muchos países, dearcilla, esquisto, pizarra, ceniza volante y escorias de altoshornos. Las arcillas, pizarras y esquistos, con frecuenciason procesados en hornos rotatorios, en los que esinevitable que el material se hinche como resultado de laformación simultánea de vidrio y gas.Los agregados ligeros se usan principalmente en piezas deconcreto pam mamposteria y, en menor grado, en concretoestructural. Estos concretos tienen una densidad de 20 a30 % menor que el concreto normal, propiedad que
. constituye su mejor cualidad.
Lightweight aggregates are produced in many countriesfrom clay, shale, skste. fly ash and bbast @nace sksg. The clays,slates and shales are most often processed in rotary kilnsin which it is necessaty that the material bloat as a resultof simultaneous formation of ghass and gasThe lightweight aggregates are used mainly in concretemasonry units and to a lesser extent in structural concrete.Such concretes are 20 to 30 % lower in density than normalconcrete, and it is this property that is its greatest asset.
l Publicado originalmente en el libro Progroas in Concrete Tochnokgy de Minister of Supply and Services Canada, editado por V. M. Malhotra,junio de 1980, Canadã.
l * Investigador en: Construction Materials Section; Industrial Minerals Laboratory; Mineral Sciences Laboratories; Canada Centre for Mineraland Energy Technology, y Energy, Mines and,Resources Canada, Ottawa.
INTRODUCCION
Los agregados ligeros usados enconstrucción se obtienen de unagran diversidad de materiales: es-quistos, arcilla, pizarra, escoria dealtos hornos, ceniza volante, piedrapómez, diatomita, perlita y ver-miculita. Las propiedades de estosagregados son muy diferentes ysus densidades varían entre 30 y900 kg/m3. Como los agregadosde esquistos, arcilla, pizarra, escoriade altos hornos y ceniza volante,son los que poseen resistenciasuficiente para su uso en concretoestructural, solamente examina-remos estos materiales. Los otrosagregados ligeros se usan en ele-mentos que no son de carga o enelementos de aislamiento, y elloqueda fuera de este informe.
Los beneficios que se obtienencon el uso de agregados ligeros enel concreto, se conocen desde lostiempos de la Roma antigua. Enépocas más recientes, se han usadocenizas industriales como agrega-dos ligeros en los tradicionalesbloques de ceniza, especialmente,después de la Segunda GuerraMundial, cuando la construcciónestuvo en auge. Estas cenizas porlo general contienen combustiblesno quemados y compuestos deazufre, lo que es perjudicial parael concreto. Ya para 1950, elsuministro de cenizas estaba decre-ciendo, conforme las industriasfueron pasando del uso de com-bustibles sólidos al de aceites y gas,y al mostrarse una mayor preocu-pación por la calidad de los bloquesde concreto.
El primer agregado ligero fabri-cado en Canadá fue producido enCooksville (ahora Mississauga) On-tario, en 1927. Fue elaborado conesquistos, mediante un procedi-miento de horno rotatorio paten-tado en Estados Unidos, en 1917.La segunda planta para productosde este tipo fue construida en
42
Calgary, Alberta, en 1953. Durantelos siguientes diez años, el creci-miento de la industria fue rápidoy desde mediados de los añossesen tas, la producción anualha fluctuado entre 550 000 y740 000 m3; en 1977 fue de576 600 m3 (ref. 1). Actualmenteexisten siete plantas productorasen Canadá, tres de las cuales usanesquistos y cuatro usan arcilla.Toda la producción de estasplantas se hace en hornos rotato-rios.
En 1947, en Sidney, N. S., seinició la producción de escoria ex-pandida de altos hornos. En 1954,en Hamilton, Ontario, comenzó aoperar una de mayor tamaño. Pos-teriormente, en 1968, se cerró laplanta original y, desde entonces,sólo la planta de Hamilton está enproducción.
AGREGADOS LIGEROS DEARCILLA, ESQUISTOS,PIZARRA Y OTROSMATERIALESLas arcillas, esquistos y pizarrascomunes son los materiales másabundantes para fabricar agrega-dos ligeros. Difieren considerable-mente en cuanto a sus propie-dades fisicoquímicas, debido a sudiferente composición mineral yestructuras físicas. Todos se hanformado por la descomposición derocas de sílice cuyos residuos confrecuencia han sido transportados,clasificados y vueltos a depositarpor el agua, el hielo o el viento.Subsecuentemente, estos depósitospueden ser alterados por reaccionesgeoquímicas o piroquímicas. To-dos contienen cierta proporciónde minerales arcil losos y unadiversidad de otros minerales.Según Krumbein y Pettijohn, unaarcilla está compuesta por partícu-las que, al menos en un 50 % , sonmenores que 4 micras.* Un sedi-mento está compuesto por part ícu-las, de las cuales más del 50 % está
entre 26 y 4 micras. Arcillas ysedimentos endurecidos formanpiedra de sedimento, y si la arcillase estratifica al endurecerse, formaun esquisto. Las pizarras son rocasarcillosas metamorfoseadas, en lasque casi siempre se desarrollanhendeduras paralelas fuertes.
Fenómeno de expansiónEl método original, que siguesiendo el más común, para elaboraragregados ligeros de arcilla, es-quisto o pizarra, es el de hornorotatorio. Mediante este método,la materia prima se calienta hastauna fusión incipiente, usualmenteentre ll OO y 12OOOC. En estaetapa, se forma un cristal quellena los poros de las partículas.Mientras el material se encuentraen estado piroplástico, se formaun gas por disociación y porreacciones entre los componentes,que al quedar atrapado por elcristal, causa expansión o hincha-zón de las partículas del material.El cristal que se forma, debe serde viscosidad tal, que atrape elgas y evite la aglomeración de laspartículas en el horno.
Durante los últimos 30 años sehan llevado acabo muchos estudiossobre el efecto que ejercen la com-posición de los materiales y lascondici6nes de calentamiento so-bre el fenómeno de hinchazón.Riley, White, Utley y colaborado-res, definieron I ímites químicos,dentro de los cuales ocurre laformación de materiales hincha-dos3-5 (figura 1). Concluyeronque los materiales, dentro de estoslímites, producirían (al calentarse)una fase vidriosa de suficienteviscosidad. En otras investigacionesefectuadas por Pavlov, Blyumen,Vrublevskii, Kromer, Sandrolini yPalmonari, y Maniatis y Tite, seestudió también el efecto de lacomposición sobre la formaciónde cristal.6’ l Los cristales de mi-neral de arcilla están compuestos
REVISTA IMCYC, VOL. 19. NUM. 128/DICIEMBRE/1981
Fii. 1. Limites de composici6n de arcillesesponjosas.
por capas tetraédricas de (Si, Al )-0y capas octaedricas de (Al, Mg, Fe)(0, OH).12 Las caolinitas, com-puestas por una capa tetrai?drica yuna octaédrica, en relación de 1: 1,no contribuyen a la hinchazón,porque a menos de 14OOOC la faseI Iquida no se desarrolla. Las micas,ilitas, montmorilonitas yvermiculi-tas, compuestas por dos capastetraédricas y una octakdrica enrelación de 2:1, forman una faseI iquida entre 950 y 105OoC. Estosúltimos minerales de arcilla poseenuna gran capacidad de intercambiocatiónico y pueden contener hie-rro, álcalis y elementos de tierrasalcalinas que reducen la tempera-tura de formación de líquido. Losestudios demostraron que el sílicey la alúmina incrementan la visco-sidad del cristal, en tanto que losfluidificantes la reducen.7 Los elementos alcalinos Na,0 y K,Oprolongan el campo de las tempe-raturas de hinchazón, en tanto quelos elementos de tierras alcalinasCa0 y MgO, lo reducen. El hierroen estado ferroso reduce la tem-peratura de formación de cristal,y una atmósfera reductora facilitala formación de hierro ferroso apartir del estado férrico.
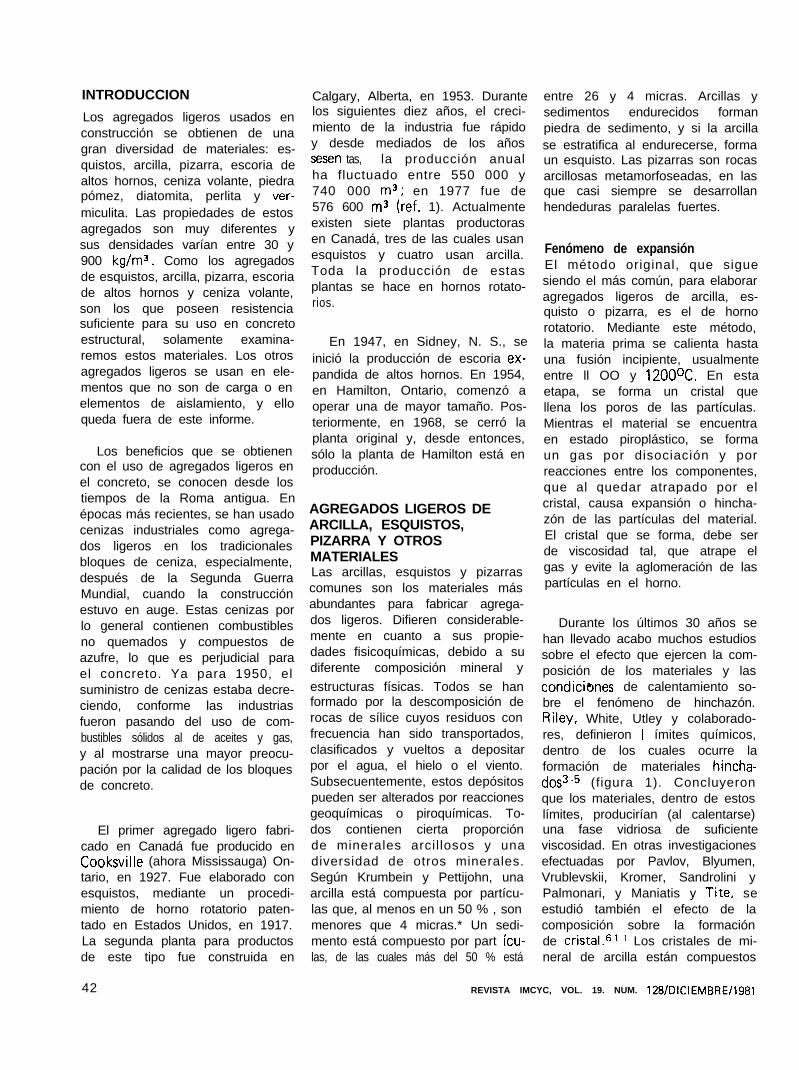
Según los estudios llevados acabo por Everhart et al, Hill yCrook, Chopra et al, Kolesnikov,Houseman y Koenig, y Wilson, losgases que forman hinchazón sonuno, o combinación de, los siguien-tes: agua con minerales arcillosos,oxigeno de la reducción de óxidoférrico, bióxido o monóxido decarbono, de la disociación de mi-nerales carbonatados, y bióxido otrióxido de azufre de la disociaciónde yeso y de la oxidación deminerales de sulfuro de hierro.1 3-18 En la figura 2 se muestra elinterior de una partícula de esquis-to expandido.
Método de producción en hornorotatorioPara preparar material que alimen-te al horno rotatorio, generalmentesólo es necesario triturarlo y tami-zarlo a un poco menos de 25mm.1 Q Puesto que el efecto dehacer refractaria una arcilla o pi-zarra, depende del tiempo, asícomo de la temperatura, laspartículas menores se ven másafectadas en el horno rotatorioque las partlculas más gruesas.En el tiempo necesario para llevarlas partículas más gruesas alestado de expansión, las partículasmás finas pueden haber recibidodemasiado calor y comenzar aaglomerarse, y quizás se debasacar del alimentador del horno laspartículas de menos de 6 mm. Encâsos extremos, puede ser necesa-
Fig. 2. Interior celular de esquisto expendi-do, 4 x.
rio separar el material en dos omás tamaños de partlculas y pro-cesar separadamente cada una deellos.
Si las partículas se descarganseparadas, del horno, tendrán unaforma algo redondeada y unacubierta dura. Si se aglomeran, elmaterial resultante, tendrla quetriturarse para lograr el tamañodeseado y las partículas seríanangulares y ásperas y el interiormás poroso de las partículas quedarla expuesto. Si la aglomeraciónse vuelve excesiva, pueden formar-se anillos o bastones que pararíanel horno hasta que pudieraneliminarse las obstrucciones.
Si la arcilla es demasiado blandapara soportar el manejo y su pasoa través del horno, o si por la tri-turación el material obtenido esdemasiado fino, o si dos o másmateriales necesitan ser mezcladospara alterar las propiedades de losmateriales individuales, debe utili-zarse algún medio de granulación.Los dos equipos más popularespara este trabajo, son el granula-dor de disco y la máquina deextrusión. En el granulador de dis-co, se mezclan simult&7eam’ente elmaterial seco y el agua en discopoco profundo, inclinado y revol-vente. Se controla el tamaño delgranulado ajustando el ángulo, lavelocidad de la rotación y lospuntos en que se agregan el mate-rial y el agua. En la máquina deextrusión, el material seco y elagua, se mezclan en un molino deamasado y se extruyen a travésde un dado metálico con gran.número de agujeros o con unamalla de alambre. El flujo dearcilla que sale de la máquina,se rompe por su propio peso,o puede ser cortado a la longituddeseada.
Un procedimiento acostumbra-do en diversos paises europeos

consiste en que se añade a la arci-lla, antes de granularla, un com-puesto productor de gas, paraaumentar la expansión más alláde la que ocurrirla normalmen-te.*O
Los hornos rotatorios usadosen esta industria tienen de 20 a 15m de longitud y entre 2 y 4 m dediámetro. La mayoría tienen elmismo diámetro en toda su longi-tud; otros tienen un diámetromayor en el 20 o 30 % de sulongitud de descarga. Esto es conel objeto de retardar el tránsitodel material en la zona de temperaturas más elevadas y lograr unamejor expansión. Al menos enuna de las plantas en EstadosUnidos, el horno tiene mayor diá-metro en sus dos extremos (el decarga y el de descarga), pero ensu forma más sencilla el hornorotatorio es eficiente únicamenteen un 15 % . En los últimos años,esta baja eficiencia se ha vuelto unproblema cada vez mayor, ya queha continuado aumentando elcosto del combustible. En algunoshornos se han instalado diversasmodificaciones tales como deflec-tores, elevadores y cortinas, paramejorar la transferencia de calor.Durante muchos años se hanusado enfriadores del producto,introduciéndose el calor recupera-do dentro del horno, como airesecundario. Originalmente, el en-friador rotatorio era lo más popu-lar, pero los enfriadores de parrillay los enfriadores planetarios, suje-tos al cuerpo del horno, handemostrado ser más eficientes.Durante los últimos años, en laindustria del cemento se ha pres-tado mucha atención al precalen-tador de alimentación, el cualutiliza el calor de los gases deescape del horno para calentarel material de alimentaci6n. Estetipo de instalación es costoso yactualmente se usa s6lo en unao dos plantas. La tendencia es
utilizar hornos de mayor. capa-cidad que son más eficientes quelos hornos cortos de poca capaci-dad que se usaban en muchoslugares hace 25 años. El calorrequerido en hornos más eficienteses de alrededor de 2.3 MJ/kg.
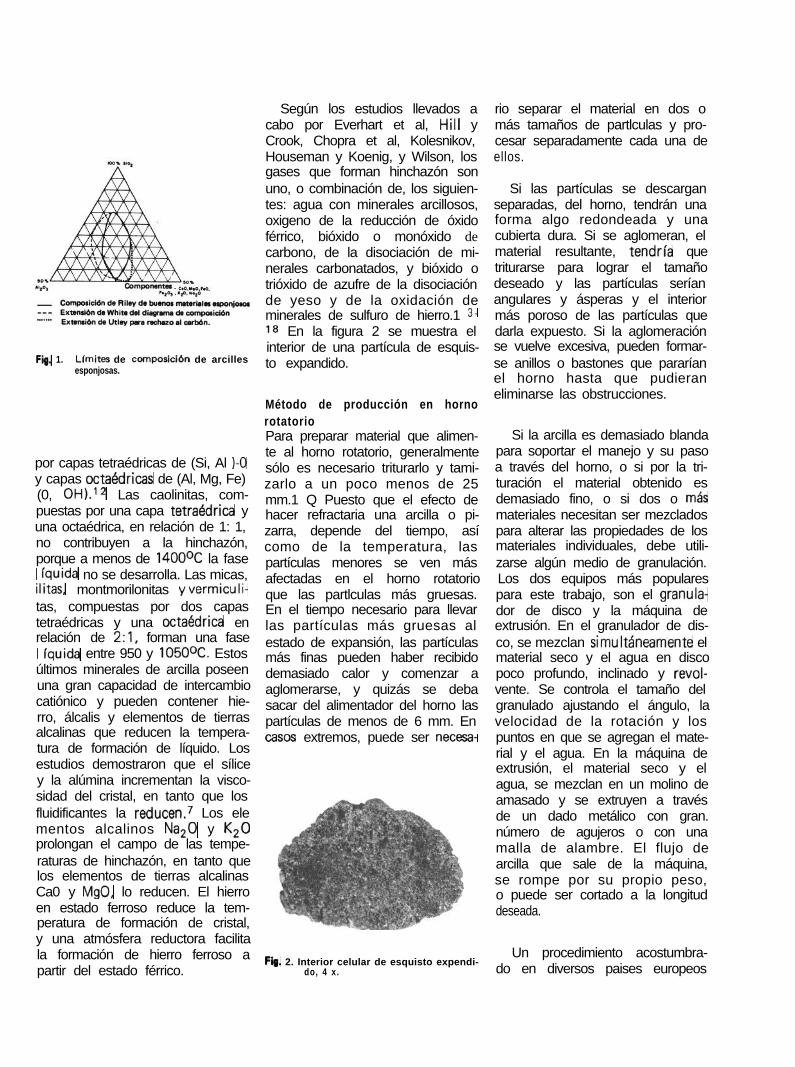
El producto del horno estamizado y cuando es necesario,se tritura al tamaño deseado y segradúa para aplicacionesespeciales.En la figura 3 se muestran agrega-dos ligeros comunes producidos dearcilla, esquistos y pizarra.
Mb-todo de producción porsinterizaciónOtro procedimiento es el de sinte-rización, utilizado en Europa yEstados Unidos para produciragregados ligeros de arcilla o es-quistos. Este método fue desarro-llado poco después de principios
de siglo y se ha usado extensamenteen la industria de procesamientode minerales. En 1949 se adaptópor primera vez para agregadosligeros.*l La materia prima, mez-clada hasta con 10 % de combusti-ble sólido, se coloca en una planchapermeable sobre una máquinasinterizadora de rejilla móvil.Mediante una fuente externa decalor se inflama el combustibleen la superficie de la plancha, yconforme 6sta se mueve a lo largode la máquina, una corrienteinducida presiona progresivamentehacia abajo, a través de la plancha,la zona horizontal de ignición hastaquemar totalmente el combustibley el material se ha sinterizado enescoria. Según Leitner, la mayor lade las arcillas y esquistos se sinte-rizan a razón de 12.3 a 18.1 m3/m2del área de rejilla 24 h.22 De estemodo, se puede sinterizar una más
Agr*pdo & arcilla ‘Pm
Fig. 3. Agregados ligeros producidos en hornos rotatorios, de arcilla, esquisto y pizarra.
amplia gama de materiales de losque pueden procesarse con éxitoen un horno rotatorio. En elprocedimiento de sinterización noes necesario que el material sehinche; las particulas se fusionan ylos intersticios entre las partículasse vuelven huecos en el agregado,cuando se tritura la escoria.
Una materia prima de arcilla oesquistos se tritura a unos 9 mm,se mezcla con combustible y seaglomera con agua en un tambor ogranulador de disco. Esto no es enverdad una auténtica operación de
l granulado, como la de la alimenta-ción del horno rotatorio, sino unaaglomeración de partículas de ta-maño fino para formar partículasmás gruesas de 1 a 9 mm, despuésel material mojado se coloca direc-tamente en la máquina sinteriza-dora. Son varios los factores queafectan la velocidad de sinteriza-ción y las propiedades del agregadoligero resultante. Entre estos fac-tores se cuentan: la fusibilidad dela materia prima, el tamaño y lacantidad del combustible, la can-tidad de agua añadida, el rango detamaños del material aglomerado,la profundidad de la plancha desinterización y la velocidad a laque pasa el aire a través de la plan-cha (corriente). Este procedimien-to es de una eficiencia casi igual ala del horno rotatorio más eficien-te. También tiene la facilidad deparar y recomenzar sin tener queesperar el largo tiempo necesariopara calentar el horno rotatorioantes de usarlo. El agregado pro-ducido por trituración del aglome-rado, es de forma irregular consuperficie áspera y porosa.
Sinterización de otros materialesOtro material sinterizado exitosa-mente durante muchos años enInglaterra y, en cierto grado, enEstados Unidos, es la ceniza vo-lante o ceniza pulverizada de
conoce en Inglaterra. Es cenizafinamente dividida, precipitada delos tubos de las calderas en plantasgeneradoras de electricidad opera-das por carbón. Para ser satisfacto-ria, debe ser de composiciónuniforme, particularmenteen cuan-to a su contenido de carbón.Consecuentemente, la fuente deobtención debe ser una estaciónen la que la demanda de energíaes constante y no una estaciónde emergencia en la que hayafluctuación de la demanda. Enestas últimas, el contenido decarbón, que no debe ser más del5 % de la ceniza volante, variacon la generación de vapor. Puedeser necesario un tratamiento pre-vio para ajustar la composición 0el diámetro de las partículas,mediante la mezcla de variascenizas o por extracción de com-ponentes tales como el hierro.Después se granula la ceniza en ungranulador de disco, controlándo-se el tamaño del granulado resul-tante, entre 6 y 12 mm. La sinteri-zación del granulado es similar a lade arcilla o esquistos con laexcepción de que, normalmente,los gránulos de ceniza volante nose ,fusionan sino que se mantienenseparados. El manejo mecánico delos gránulos después de la sinteri-zación, separa los que pudieranhaberse unido.
En Inglaterra son dos las plantasque sintetizan esquistos de hullapara hacer agregados ligeros. Unaplanta en Escocia, utiliza esquistosde los tiraderos, conocidos como“jales”, de una antigua mina decarbón. El material es lavado pararecuperar el carbón que aún con-tiene. Los esquistos lavados contie-nen suficiente carbón para poderlossinterizar de manera convencional.La otra, en Inglaterra, sìnterizauna mezcla de esquistos de hulla yde ceniza volante (PFA). Ambasinstalaciones producen aglomera-
combustible, (PFA) como se le do sinterizado que se tritura para
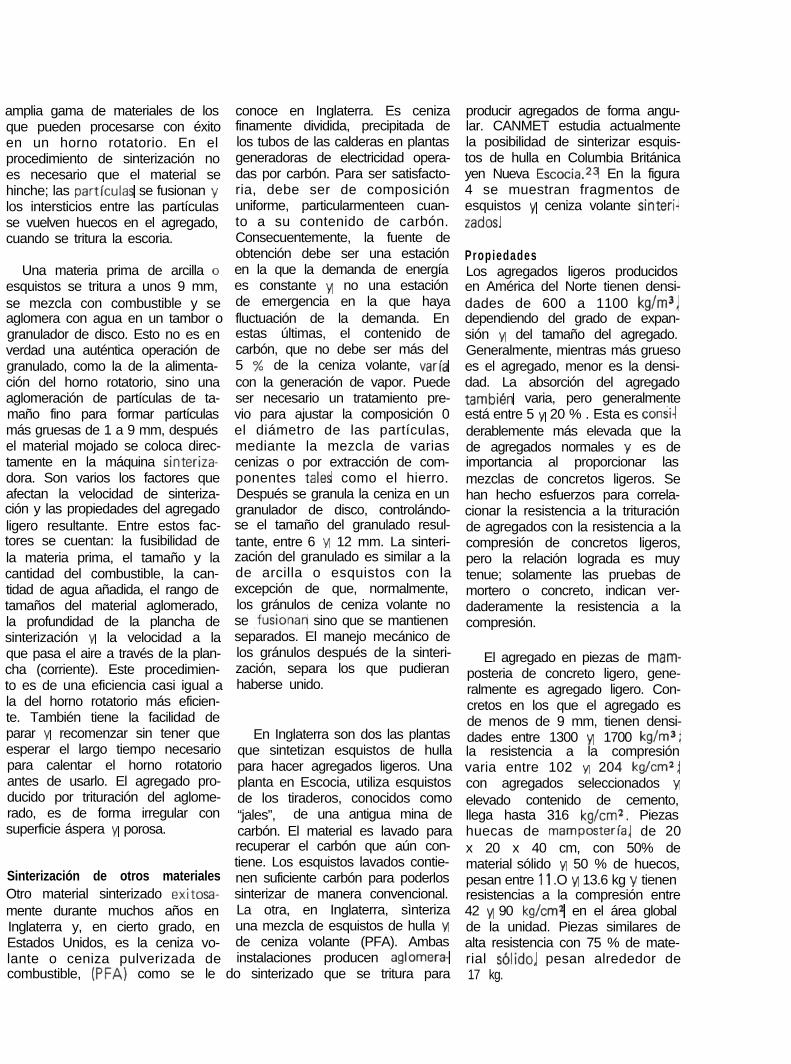
producir agregados de forma angu-lar. CANMET estudia actualmentela posibilidad de sinterizar esquis-tos de hulla en Columbia Británicayen Nueva Escocia.23 En la figura4 se muestran fragmentos deesquistos y ceniza volante sinteri-zados.
PropiedadesLos agregados ligeros producidosen América del Norte tienen densi-dades de 600 a 1100 kg/m3,dependiendo del grado de expan-sión y del tamaño del agregado.Generalmente, mientras más gruesoes el agregado, menor es la densi-dad. La absorción del agregadotambibn varia, pero generalmenteestá entre 5 y 20 % . Esta es con&-derablemente más elevada que lade agregados normales y es deimportancia al proporcionar lasmezclas de concretos ligeros. Sehan hecho esfuerzos para correla-cionar la resistencia a la trituraciónde agregados con la resistencia a lacompresión de concretos ligeros,pero la relación lograda es muytenue; solamente las pruebas demortero o concreto, indican ver-daderamente la resistencia a lacompresión.
El agregado en piezas de mam-posteria de concreto ligero, gene-ralmente es agregado ligero. Con-cretos en los que el agregado esde menos de 9 mm, tienen densi-dades entre 1300 y 1700 kg/m3;la resistencia a la compresiónvaria entre 102 y 204 kg/cm2;con agregados seleccionados yelevado contenido de cemento,llega hasta 316 kg/cm2. Piezashuecas de mamposteria, de 20x 20 x 40 cm, con 50% dematerial sólido y 50 % de huecos,pesan entre 11 .O y 13.6 kg y tienenresistencias a la compresión entre42 y 90 kg/crn2 en el área globalde la unidad. Piezas similares dealta resistencia con 75 % de mate-rial sblido, pesan alrededor de17 kg.
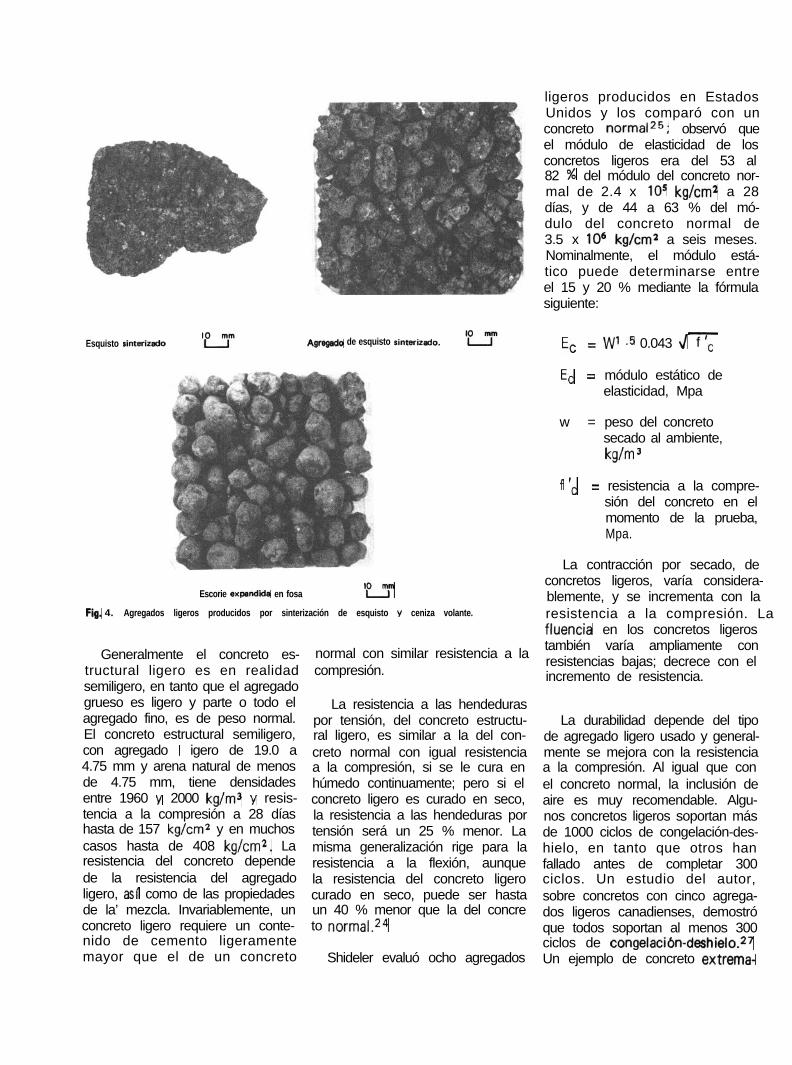
Esquisto sinterizedo Agregado de esquisto rinmrizsdo.
Escorie expendiia en fosa ‘f3Fig. 4. Agregados ligeros producidos por sinterización de esquisto y ceniza volante.
Generalmente el concreto es-tructural ligero es en realidadsemiligero, en tanto que el agregadogrueso es ligero y parte o todo elagregado fino, es de peso normal.El concreto estructural semiligero,con agregado I igero de 19.0 a4.75 mm y arena natural de menosde 4.75 mm, tiene densidadesentre 1960 y 2000 kg/m3 y resis-tencia a la compresión a 28 díashasta de 157 kg/cm2 y en muchoscasos hasta de 408 kg/cm2. Laresistencia del concreto dependede la resistencia del agregadoligero, asl como de las propiedadesde la’ mezcla. Invariablemente, unconcreto ligero requiere un conte-nido de cemento ligeramentemayor que el de un concreto
normal con similar resistencia a lacompresión.
La resistencia a las hendeduraspor tensión, del concreto estructu-ral ligero, es similar a la del con-creto normal con igual resistenciaa la compresión, si se le cura enhúmedo continuamente; pero si elconcreto ligero es curado en seco,la resistencia a las hendeduras portensión será un 25 % menor. Lamisma generalización rige para laresistencia a la flexión, aunquela resistencia del concreto ligerocurado en seco, puede ser hastaun 40 % menor que la del concreto normal.24
Shideler evaluó ocho agregados
ligeros producidos en EstadosUnidos y los comparó con unconcreto normal25; observó queel módulo de elasticidad de losconcretos ligeros era del 53 al82 % del módulo del concreto nor-mal de 2.4 x lOs kg/cm2 a 28días, y de 44 a 63 % del mó-dulo del concreto normal de3.5 x lo6 kglcm2 a seis meses.Nominalmente, el módulo está-tico puede determinarse entreel 15 y 20 % mediante la fórmulasiguiente:
E, =
E, =
w =
W’ .5 0.043 J f ‘c
módulo estático deelasticidad, Mpa
peso del concretosecado al ambiente,kg/m 3
f ‘c = resistencia a la compre-sión del concreto en elmomento de la prueba,Mpa.
La contracción por secado, deconcretos ligeros, varía considera-blemente, y se incrementa con laresistencia a la compresión. Lafluencia en los concretos ligerostambién varía ampliamente conresistencias bajas; decrece con elincremento de resistencia.
La durabilidad depende del tipode agregado ligero usado y general-mente se mejora con la resistenciaa la compresión. Al igual que conel concreto normal, la inclusión deaire es muy recomendable. Algu-nos concretos ligeros soportan másde 1000 ciclos de congelación-des-hielo, en tanto que otros hanfallado antes de completar 300ciclos. Un estudio del autor,sobre concretos con cinco agrega-dos ligeros canadienses, demostróque todos soportan al menos 300ciclos de congelación-deshielo.*7Un ejemplo de concreto extrema-
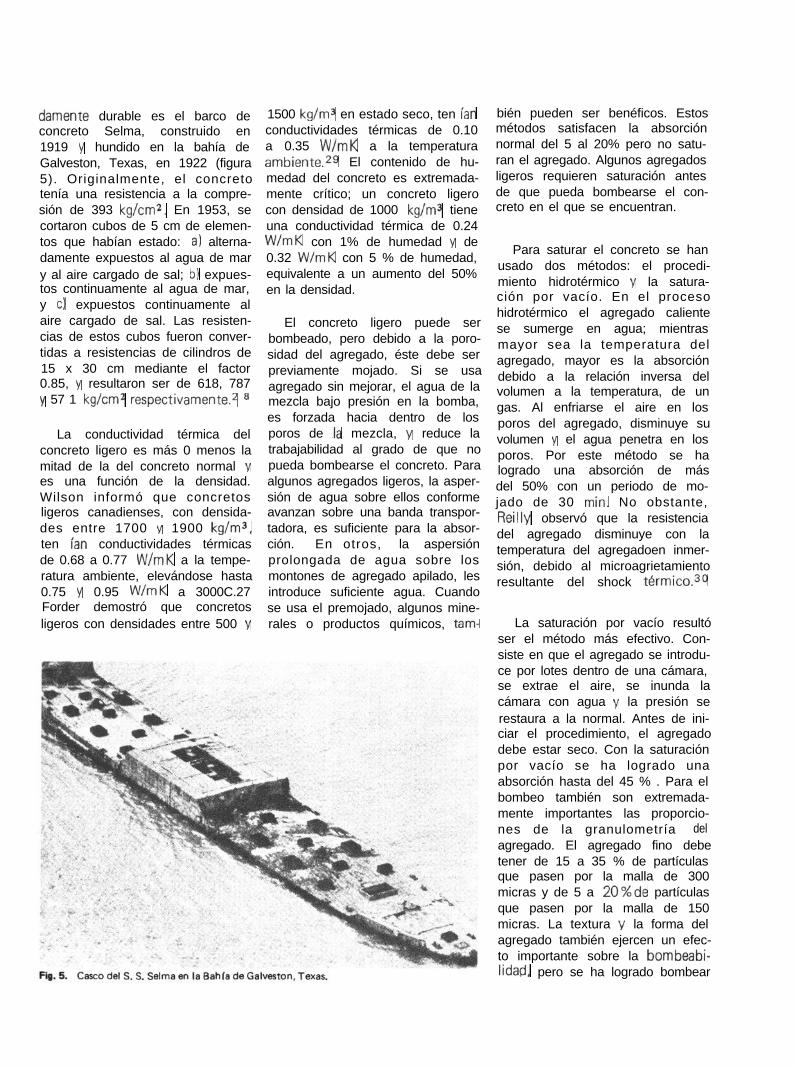
damente durable es el barco deconcreto Selma, construido en1919 y hundido en la bahía deGalveston, Texas, en 1922 (figura5). Originalmente, el concretotenía una resistencia a la compre-sión de 393 kg/cm*. En 1953, secortaron cubos de 5 cm de elemen-tos que habían estado: a) alterna-damente expuestos al agua de mary al aire cargado de sal; b) expues-tos continuamente al agua de mar,y c) expuestos continuamente alaire cargado de sal. Las resisten-cias de estos cubos fueron conver-tidas a resistencias de cilindros de15 x 30 cm mediante el factor0.85, y resultaron ser de 618, 787y 57 1 kg/cm* respectivamente.2 8
La conductividad térmica delconcreto ligero es más 0 menos lamitad de la del concreto normal yes una función de la densidad.Wilson informó que concretosligeros canadienses, con densida-des entre 1700 y 1900 kg/m3,ten ían conductividades térmicasde 0.68 a 0.77 W/mK a la tempe-ratura ambiente, elevándose hasta0.75 y 0.95 W/mK a 3000C.27Forder demostró que concretosligeros con densidades entre 500 y
1500 kg/m3 en estado seco, ten íanconductividades térmicas de 0.10a 0.35 W/mK a la temperaturaambiente.2g El contenido de hu-medad del concreto es extremada-mente crítico; un concreto ligerocon densidad de 1000 kg/m3 tieneuna conductividad térmica de 0.24W/mK con 1% de humedad y de0.32 W/mK con 5 % de humedad,equivalente a un aumento del 50%en la densidad.
El concreto ligero puede serbombeado, pero debido a la poro-sidad del agregado, éste debe serpreviamente mojado. Si se usaagregado sin mejorar, el agua de lamezcla bajo presión en la bomba,es forzada hacia dentro de losporos de .la mezcla, y reduce latrabajabilidad al grado de que nopueda bombearse el concreto. Paraalgunos agregados ligeros, la asper-sión de agua sobre ellos conformeavanzan sobre una banda transpor-tadora, es suficiente para la absor-ción. En otros, la aspersiónprolongada de agua sobre losmontones de agregado apilado, lesintroduce suficiente agua. Cuandose usa el premojado, algunos mine-rales o productos químicos, tam-
bién pueden ser benéficos. Estosmétodos satisfacen la absorciónnormal del 5 al 20% pero no satu-ran el agregado. Algunos agregadosligeros requieren saturación antesde que pueda bombearse el con-creto en el que se encuentran.
Para saturar el concreto se hanusado dos métodos: el procedi-miento hidrotérmico y la satura-ción por vacío. En el procesohidrotérmico el agregado calientese sumerge en agua; mientrasmayor sea la temperatura delagregado, mayor es la absorcióndebido a la relación inversa delvolumen a la temperatura, de ungas. Al enfriarse el aire en losporos del agregado, disminuye suvolumen y el agua penetra en losporos. Por este método se halogrado una absorción de másdel 50% con un periodo de mo-jado de 30 min. No obstante,Reilly observó que la resistenciadel agregado disminuye con latemperatura del agregadoen inmer-sión, debido al microagrietamientoresultante del shock tét-mico.30
La saturación por vacío resultóser el método más efectivo. Con-siste en que el agregado se introdu-ce por lotes dentro de una cámara,se extrae el aire, se inunda lacámara con agua y la presión serestaura a la normal. Antes de ini-ciar el procedimiento, el agregadodebe estar seco. Con la saturaciónpor vacío se ha logrado unaabsorción hasta del 45 % . Para elbombeo también son extremada-mente importantes las proporcio-nes de la granulometría delagregado. El agregado fino debetener de 15 a 35 % de partículasque pasen por la malla de 300micras y de 5 a 20%de partículasque pasen por la malla de 150micras. La textura y la forma delagregado también ejercen un efec-to importante sobre la bombeabi-lidad, pero se ha logrado bombear
exitosamente concreto ligero hastaa 122 m en sentido vertical.
Los agregados ligeros producidoscon arcillas, esquistos, pizarra ycenizas volantes tienen gran varie-dad de aplicaciones. Sus usos prin-cipales son como agregados enpiezas de mampostería de concretoligero y en concretos estructurales.También se han usado en pavimen-tos de pistas de carreras de caba-llos, en drenes de terrenos yciertas áreas de Estados Unidos.También se usan en acondiciona-miento de tierras, refractarios debaja temperatura, propagación hi-dropónica de plantas, recubrimien-tos de pistas de carreras de ca-ballos, en drenes de terrenos ycomo aislante suelto. En Inglaterrase han usado con Axito comoantiderrapantes de vehículos en lasorillas peligrosas de carreteras, yen las pistas de aterrizaje deaviones. En 1977, alrededor del72% del agregado ligero producidoen Canadá lo consumieron losfabricantes de piezas de mampos-tería. Estas piezas o bloquespueden usarse en muros externos0 internos, a nivel del terreno 0arriba de este nivel. Pueden ser dediversos tamaños, desde el tamañoconvencional del tabique hasta eltamaño nominal de 20 x 20 x 40cm. Tienen diversidad de texturasy acabados de superficie, puedenser planos u ondulados, pintadoso recubiertos con otros materiales,y en ellos pueden insertarse clavos.Por lo general, no se usan bajocarga, pero sí donde una densidadde únicamente 60 % del concretoconstituye una ventaja considera-ble. Cuando se usan en murosexteriores debajo del nivel delterreno, deben ser recubiertos conlechada e impermeabilizantes.
Los bloques de concreto ligerose han usado también en construc-ciones mayores. En la construccióo
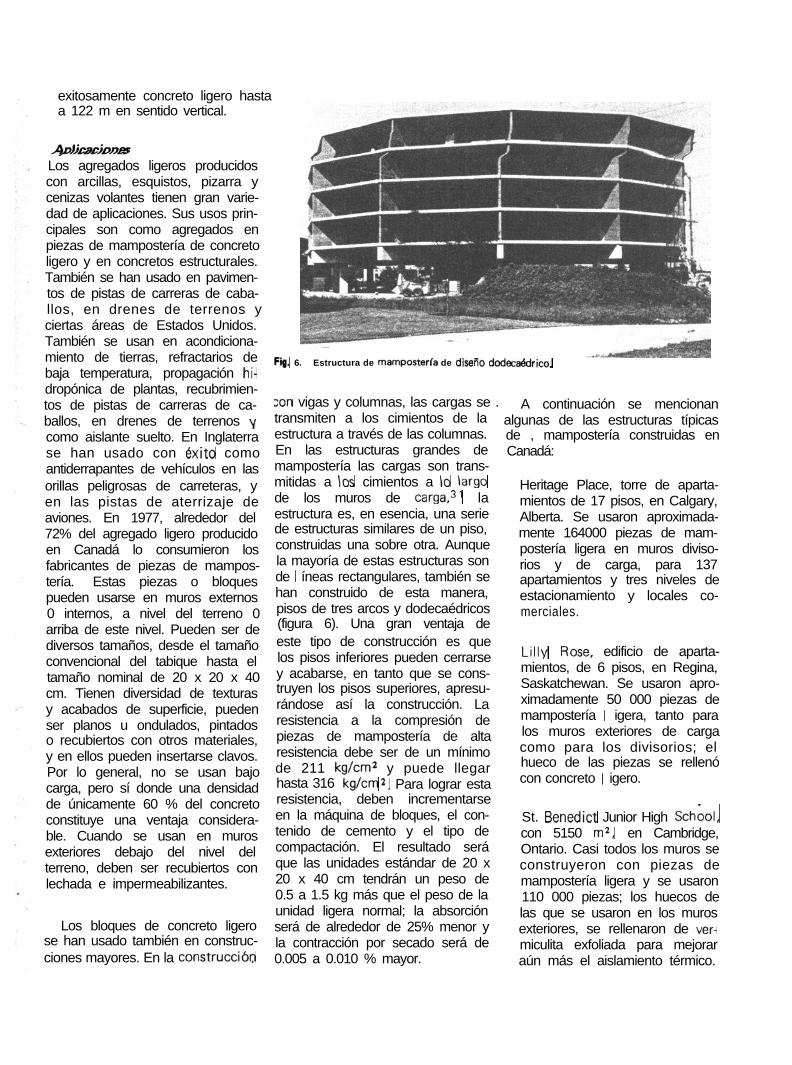
Fig. 6. Estructura de mamposterla de disefío dodecabdrico.
transmiten a los cimientos de laestructura a través de las columnas.En las estructuras grandes demampostería las cargas son trans-
:on vigas y columnas, las cargas se .
mitidas a \os cimientos a \o \argode los muros de carga,31 laestructura es, en esencia, una seriede estructuras similares de un piso,construidas una sobre otra. Aunquela mayoría de estas estructuras sonde I íneas rectangulares, también sehan construido de esta manera,pisos de tres arcos y dodecaédricos(figura 6). Una gran ventaja deeste tipo de construcción es quelos pisos inferiores pueden cerrarsey acabarse, en tanto que se cons-truyen los pisos superiores, apresu-rándose así la construcción. Laresistencia a la compresión depiezas de mampostería de altaresistencia debe ser de un mínimode 211 kg/cm2 y puede llegarhasta 316 kg/cm 2. Para lograr estaresistencia, deben incrementarseen la máquina de bloques, el con-tenido de cemento y el tipo decompactación. El resultado seráque las unidades estándar de 20 x20 x 40 cm tendrán un peso de0.5 a 1.5 kg más que el peso de launidad ligera normal; la absorciónserá de alrededor de 25% menor yla contracción por secado será de0.005 a 0.010 % mayor.
algunas de las estructuras típicasde , mampostería construidas enCanadá:
A continuación se mencionan
Heritage Place, torre de aparta-mientos de 17 pisos, en Calgary,Alberta. Se usaron aproximada-mente 164000 piezas de mam-postería ligera en muros diviso-rios y de carga, para 137apartamientos y tres niveles deestacionamiento y locales co-merciales.
Lilly Rose, edificio de aparta-mientos, de 6 pisos, en Regina,Saskatchewan. Se usaron apro-ximadamente 50 000 piezas demampostería I igera, tanto paralos muros exteriores de cargacomo para los divisorios; elhueco de las piezas se rellenócon concreto I igero.
St. Benedict Junior High School,con 5150 m2, en Cambridge,Ontario. Casi todos los muros seconstruyeron con piezas demampostería ligera y se usaron110 000 piezas; los huecos delas que se usaron en los murosexteriores, se rellenaron de ver-miculita exfoliada para mejoraraún más el aislamiento térmico.
En muchos países europeos y,en cierto grado, en América delNorte, se están usando tablerosprefabricados en la construcción.Las piezas de mampostería ligerase prestan idealmente para estetipo de construcción, particular-mente debido a su menor densi-dad, que permite menores costosde construcción, transportación yerección, de los que se logran conpiezas normales.
Winchester demostrb el ahorrode energía que se puede obteneren la calefacción de un edificio deconstrucción típica de muros concavidades, compuesto de tabiquede 10 cm, cavidades de 2.5 cm ypiezas de mampostería de 20 cm,cuando se usan piezas de mampos-tería ligera, en comparación conpiezas de mampostería normal.3 2La conductividad térmica de losmuros de mampostería ligera fuede alrededor del 73% de la de mu-ros similares de piezas normales.
El concreto ligero se ha usadoen gran diversidad deestructurasenmuchos países. Este tipo de con-creto se ha usado casi en todas lasaplicaciones en las que se usa elconcreto normal. La ventaja prin-cipal del concreto ligero es sumenor densidad (de 20 al 30 % ).Normalmente es semiligero encuanto a que todo o parte delagregado fino, de menos de 4.75mm, es arena natural, y su usopuede dar como resultado meno-res costos de cimentación, reduc-ción de secciones transversales devigas y columnas, menores costosde acero de refuerzo y, en el casode terrenos con capacidad portan telimitada, posibilidad de construirmayor número de pisos.
Los concretos preparados conalgunos agregados ligeros tienenpropiedades más elevadas de fluen-cia a largo plazo, que los concretosnormales. La mayoría de los con-
cretos ligeros también tienen me-nores módulos de elasticidad. Laaplicación de algunos concretosligeros puede estar restringida enlos casos en que la fluencia y laflexión son importantes. Práctica-mente todos los agregados ligerospueden usarse en concreto paralosas de pisos y es esta aplicaciónen la que encuentran su mayoruso. Un ejemplo de esta aplicaciónes la Lake Point Tower en Chicago,Illinois, construida en 1968, de 71pisos (195 m de altura) y plantasde pisos en forma de Y. Las losasde los pisos del segundo al septa-gésimo pisos y las del área deestacionamiento, son de concretoligero colado en obra, con densidadde 1730 kg/m3 y resistencia a lacompresión a 7 días, en cilindrosde 15 x 30 cm, de 225 a 205kg/cm* (ref. 33).
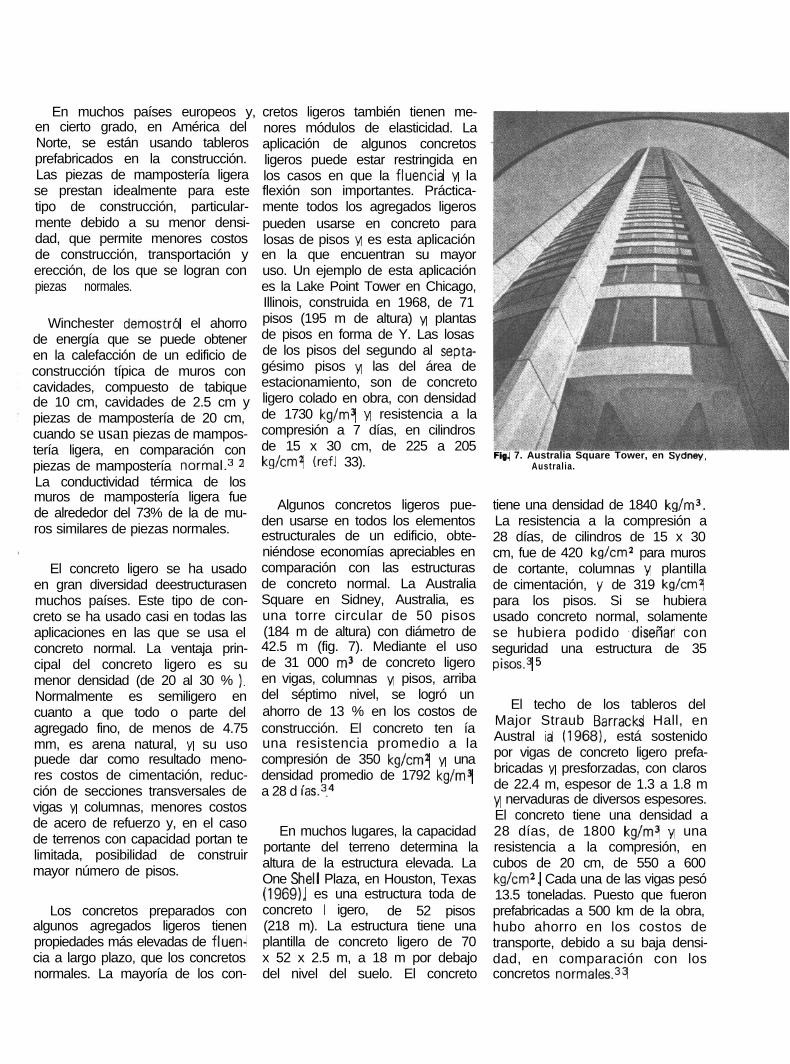
Algunos concretos ligeros pue-den usarse en todos los elementosestructurales de un edificio, obte-niéndose economías apreciables encomparación con las estructurasde concreto normal. La AustraliaSquare en Sidney, Australia, esuna torre circular de 50 pisos(184 m de altura) con diámetro de42.5 m (fig. 7). Mediante el usode 31 000 m3 de concreto ligeroen vigas, columnas y pisos, arribadel séptimo nivel, se logró unahorro de 13 % en los costos deconstrucción. El concreto ten íauna resistencia promedio a lacompresión de 350 kg/cm* y unadensidad promedio de 1792 kg/m3a 28 d ías.3.4
En muchos lugares, la capacidadportante del terreno determina laaltura de la estructura elevada. LaOne Shell Plaza, en Houston, Texas(19691, es una estructura toda deconcreto I igero, de 52 pisos(218 m). La estructura tiene unaplantilla de concreto ligero de 70x 52 x 2.5 m, a 18 m por debajodel nivel del suelo. El concreto
Fis. 7. Australia Square Tower, en Sydney,Australia.
tiene una densidad de 1840 kg/m3.La resistencia a la compresión a28 días, de cilindros de 15 x 30cm, fue de 420 kg/cm* para murosde cortante, columnas y plantillade cimentación, y de 319 kg/cm*para los pisos. Si se hubierausado concreto normal, solamentese hubiera podido ,diseñar conseguridad una estructura de 35pisos.3 5
El techo de los tableros delMajor Straub Barracks Hall, enAustral ia (1968), está sostenidopor vigas de concreto ligero prefa-bricadas y presforzadas, con clarosde 22.4 m, espesor de 1.3 a 1.8 my nervaduras de diversos espesores.El concreto tiene una densidad a28 días, de 1800 kg/m3 y unaresistencia a la compresión, encubos de 20 cm, de 550 a 600kg/cm*. Cada una de las vigas pesó13.5 toneladas. Puesto que fueronprefabricadas a 500 km de la obra,hubo ahorro en los costos detransporte, debido a su baja densi-dad, en comparación con losconcretos normales.33
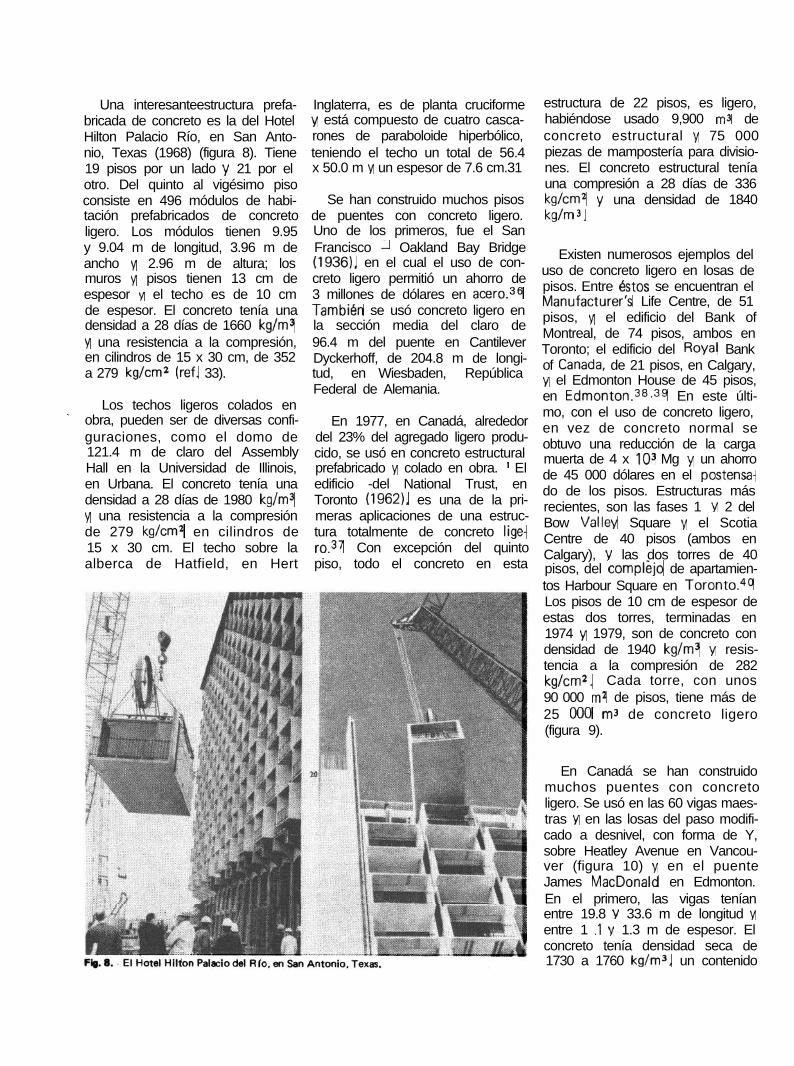
Una interesanteestructura prefa-bricada de concreto es la del HotelHilton Palacio Río, en San Anto-nio, Texas (1968) (figura 8). Tiene19 pisos por un lado y 21 por elotro. Del quinto al vigésimo pisoconsiste en 496 módulos de habi-tación prefabricados de concretoligero. Los módulos tienen 9.95y 9.04 m de longitud, 3.96 m deancho y 2.96 m de altura; losmuros y pisos tienen 13 cm deespesor y el techo es de 10 cmde espesor. El concreto tenía unadensidad a 28 días de 1660 kg/m3y una resistencia a la compresión,en cilindros de 15 x 30 cm, de 352a 279 kg/cm2 (ref. 33).
Los techos ligeros colados en- obra, pueden ser de diversas confi-
guraciones, como el domo de121.4 m de claro del AssemblyHall en la Universidad de Illinois,en Urbana. El concreto tenía unadensidad a 28 días de 1980 kg/m3y una resistencia a la compresiónde 279 kg/cm2 en cilindros de15 x 30 cm. El techo sobre laalberca de Hatfield, en Hert
Inglaterra, es de planta cruciformey está compuesto de cuatro casca-rones de paraboloide hiperbólico,teniendo el techo un total de 56.4x 50.0 m y un espesor de 7.6 cm.31
Se han construido muchos pisosde puentes con concreto ligero.Uno de los primeros, fue el SanFrancisco 1 Oakland Bay Bridge(19361, en el cual el uso de con-creto ligero permitió un ahorro de3 millones de dólares en acero.s6Tambibn se usó concreto ligero enla sección media del claro de96.4 m del puente en CantileverDyckerhoff, de 204.8 m de longi-tud, en Wiesbaden, RepúblicaFederal de Alemania.
En 1977, en Canadá, alrededordel 23% del agregado ligero produ-cido, se usó en concreto estructuralprefabricado y colado en obra. l Eledificio -del National Trust, enToronto (19621, es una de la pri-meras aplicaciones de una estruc-tura totalmente de concreto lige-ro.37 Con excepción del quintopiso, todo el concreto en esta
estructura de 22 pisos, es ligero,habiéndose usado 9,900 m3 deconcreto estructural y 75 000piezas de mampostería para divisio-nes. El concreto estructural teníauna compresión a 28 días de 336kg/cm2 y una densidad de 1840kg/m 3.
Existen numerosos ejemplos deluso de concreto ligero en losas depisos. Entre Astos se encuentran elManufacturer’s Life Centre, de 51pisos, y el edificio del Bank ofMontreal, de 74 pisos, ambos enToronto; el edificio del Roya1 Bankof Canada, de 21 pisos, en Calgary,y el Edmonton House de 45 pisos,en Edmonton.38,39 En este últi-mo, con el uso de concreto ligero,en vez de concreto normal seobtuvo una reducción de la cargamuerta de 4 x 103 Mg y un ahorrode 45 000 dólares en el postensa-do de los pisos. Estructuras másrecientes, son las fases 1 y 2 delBow Valley Square y el ScotiaCentre de 40 pisos (ambos enCalgary), y las dos torres de 40pisos, del compléjo de apartamien-tos Harbour Square en Toronto.40Los pisos de 10 cm de espesor deestas dos torres, terminadas en1974 y 1979, son de concreto condensidad de 1940 kg/m3 y resis-tencia a la compresión de 282kg/cm2. Cada torre, con unos90 000 m2 de pisos, tiene más de25 000 r-t? de concreto ligero(figura 9).
En Canadá se han construidomuchos puentes con concretoligero. Se usó en las 60 vigas maes-tras y en las losas del paso modifi-cado a desnivel, con forma de Y,sobre Heatley Avenue en Vancou-ver (figura 10) y en el puenteJames MacDonald en Edmonton.En el primero, las vigas teníanentre 19.8 y 33.6 m de longitud yentre 1 .l y 1.3 m de espesor. Elconcreto tenía densidad seca de1730 a 1760 kg/m3, un contenido
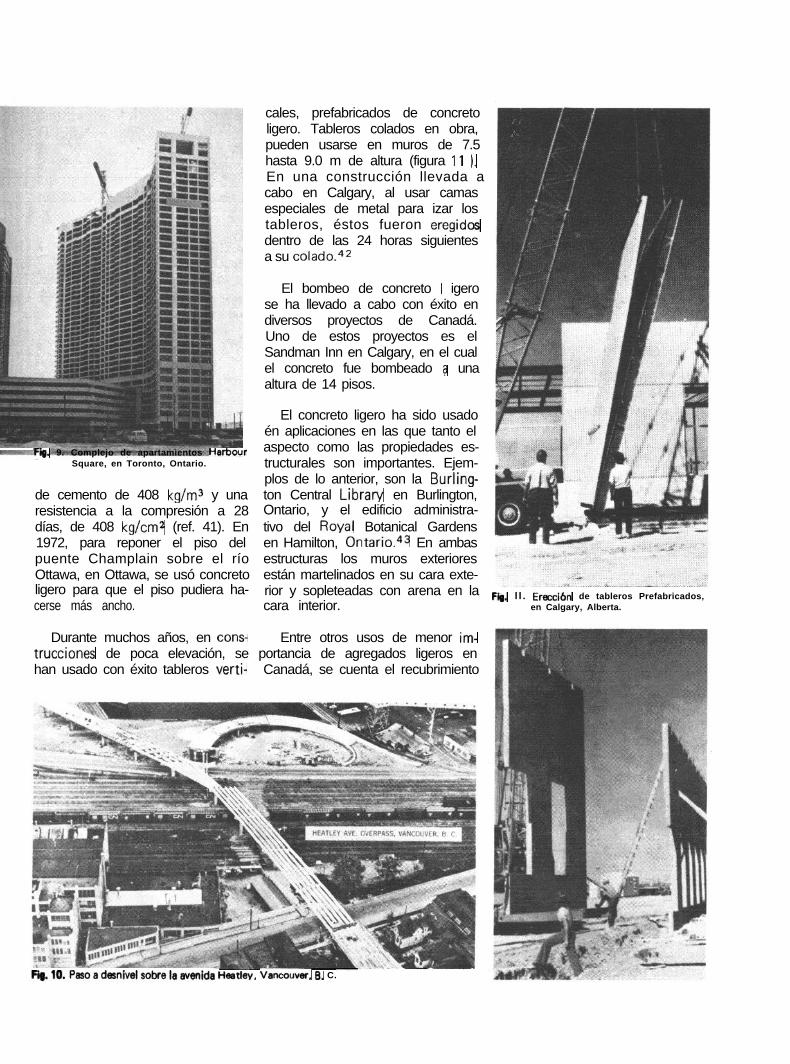
F@ 9. Complejo de apartamientos HarbourSquare, en Toronto, Ontario.
de cemento de 408 kg/m3 y unaresistencia a la compresión a 28días, de 408 kg/cm2 (ref. 41). En1972, para reponer el piso delpuente Champlain sobre el ríoOttawa, en Ottawa, se usó concretoligero para que el piso pudiera ha-cerse más ancho.
cales, prefabricados de concretoligero. Tableros colados en obra,pueden usarse en muros de 7.5hasta 9.0 m de altura (figura ll ).En una construcción llevada acabo en Calgary, al usar camasespeciales de metal para izar lostableros, éstos fueron eregidosdentro de las 24 horas siguientesa su colado.42
El bombeo de concreto I igerose ha llevado a cabo con éxito endiversos proyectos de Canadá.Uno de estos proyectos es elSandman Inn en Calgary, en el cualel concreto fue bombeado 3 unaaltura de 14 pisos.
El concreto ligero ha sido usadoén aplicaciones en las que tanto elaspecto como las propiedades es-tructurales son importantes. Ejem-plos de lo anterior, son la Burling-ton Central Library en Burlington,Ontario, y el edificio administra-tivo del Roya1 Botanical Gardensen Hamilton, Ontario.43 En ambasestructuras los muros exterioresestán martelinados en su cara exte-rior y sopleteadas con arena en lacara interior.
Durante muchos años, en cons- Entre otros usos de menor im-trucciones de poca elevación, se portancia de agregados ligeros enhan usado con éxito tableros verti- Canadá, se cuenta el recubrimiento
Heatley, Vancou&, 9. C.
Fi(l. ll. Erecci6n de tableros Prefabricados,en Calgary, Alberta.
de terrenos en jardines ornamenta-les, para evitar el crecimiento dehierbas y para retener la humedaddel suelo. Para esta aplicación seutiliza material grueso de 50 a 20mm. Otro de sus usos es el de me-dio de enraizamiento en la propa-gación hidropónica de plantastropicales, semitropicales y domés-ticas. La elevada absorción delagregado permite controlar lahumedad y los nutrientes en estemedio.Especificaciones
En diversos países se han esta-blecido normas que rigen laspropiedades y aplicaciones de losagregados ligeros. En Canadá, laCanadian Standards Association(CSA) estableció la norma CAN3-A23. l-M77 “Concrete Materialsand Methods of Concrete Cons-truction” que trata de concretos yagregados, tanto normales como
ligeros. Las secciones que tratan‘de agregados ligeros se adoptaronde las normas de la AmeritanSociety for Testing and Materials(ASTM). Las normas relevantes dela ASTM son las siguientes:
C330-77 Agregados ligeros paraconcreto estructural44
C331-77 Agregados ligeros parapiezas de mampostería de concre-to4 5
C332-77 Agregados I igeros paraconcretos aislantes46
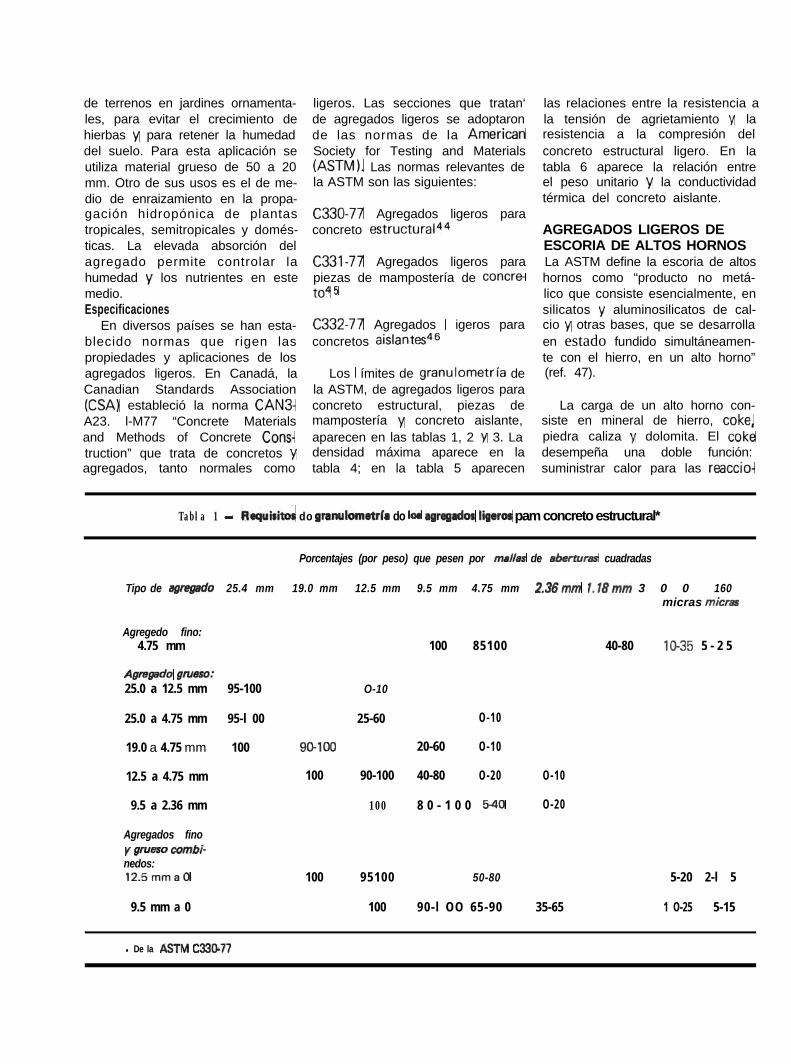
Los I ímites de granulometría dela ASTM, de agregados ligeros paraconcreto estructural, piezas demampostería y concreto aislante,aparecen en las tablas 1, 2 y 3. Ladensidad máxima aparece en latabla 4; en la tabla 5 aparecen
las relaciones entre la resistencia ala tensión de agrietamiento y laresistencia a la compresión delconcreto estructural ligero. En latabla 6 aparece la relación entreel peso unitario y la conductividadtérmica del concreto aislante.
AGREGADOS LIGEROS DEESCORIA DE ALTOS HORNOSLa ASTM define la escoria de altoshornos como “producto no metá-lico que consiste esencialmente, ensilicatos y aluminosilicatos de cal-cio y otras bases, que se desarrollaen estado fundido simultáneamen-te con el hierro, en un alto horno”(ref. 47).
La carga de un alto horno con-siste en mineral de hierro, coke,piedra caliza y dolomita. El cokedesempeña una doble función:suministrar calor para las reaccio-
Tabla 1 - Requirió do granulomatrfa do loa agrqados ligeros pam concreto estructural*
Tipo de egregado 25.4 mm
Agregedo fino:4.75 mm
Agn9gado gnreso:25.0 a 12.5 mm 95-100
25.0 a 4.75 mm 95-l 00
19.0 a 4.75 mm 100
12.5 a 4.75 mm
9.5 a 2.36 mm
Agregados finoy grueso combi-nedos:12.5mmaO
9.5 mm a 0
Porcentajes (por peso) que pesen por mek de eberwes cuadradas
19.0 mm 12.5 mm
O-10
25-60
9@100
100 90-100
100
100 95100
100
9.5 mm 4.75 mm
100 85100 40-80 lo-35 5 - 2 5
O-10
20-60 O-10
40-80 O-20
8 0 - 1 0 0 540
50-80
90-l OO 65-90
2.36mm 1.18mm 3 0 0 160micras micrs
O-10
O-20
5-20 2-l 5
35-65 1 O-25 5-15
l De la ASTM C33077
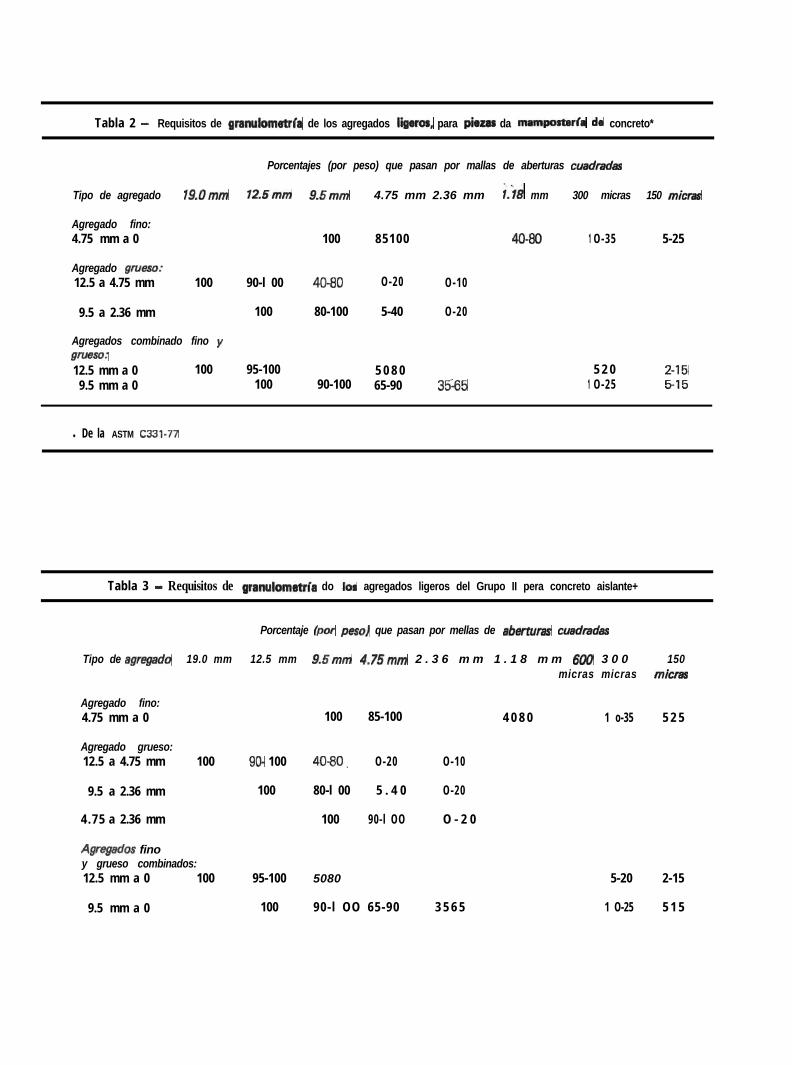
Tabla 2 - Requisitos de granulometrfa de los agregados lii, para piou# da mampostw~a de concreto*
Porcentajes (por peso) que pasan por mallas de aberturas cuedradas
Tipo de agregado 19.0mm 12.5mm 9.5mm
Agregado fino:4.75 mm a 0 100
Agregado gnreso:12.5 a 4.75 mm 100 90-l 00 40-80
9.5 a 2.36 mm 100 80-100
Agregados combinado fino ygmeso:12.5 mm a 0 100 95-100
9.5 mm a 0 100 90-100
4.75 mm 2.36 mm ;.‘iS mm 300 micras 150 mictas
85100 40-80 1 O-35 5-25
O-20 O-10
5-40 O-20
5 0 8 0 5 2 0 2-15.65-90 35%5 1 O-25 5-15
l De la ASTM C331-77
Tabla 3 - Requisitos de granulometria do 10s agregados ligeros del Grupo II pera concreto aislante+
Porcentaje í&w peso) que pasan por mellas de abertums cuadmdas
Tipo de agregado 19.0 mm 12.5 mm
Agregado fino:4.75 mm a 0
Agregado grueso:12.5 a 4.75 mm 100 90- 100
9.5 a 2.36 mm 100
4.75 a 2.36 mm
Agre@os finoy grueso combinados:12.5 mm a 0 100 95-100
9.5 mm a 0 100
9.5mm 4.75mm 2 . 3 6 m m 1 . 1 8 m m 600 3 0 0 150micras micras micms
100 85-100 4 0 8 0 1 o-35 5 2 5
4080. O-20 O-10
80-l 00 5 . 4 0 O-20
100 90-l OO O - 2 0
5080
90-l OO 65-90 3 5 6 5
5-20 2-15
1 O-25 5 1 5
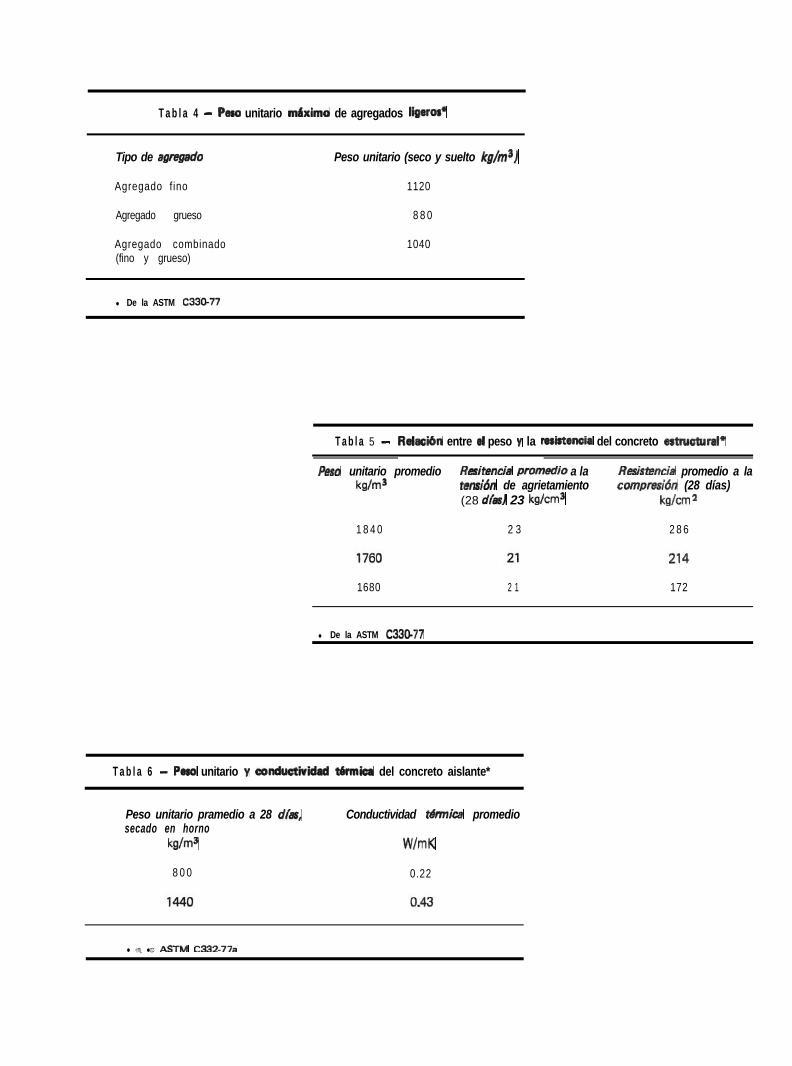
T a b l a 4 - POBO unitario m;lximo de agregados ligeros*
Tipo de agnq?ado Peso unitario (seco y suelto kg/m3)
Agregado f ino
Agregado grueso
1120
8 8 0
Agregado combinado(fino y grueso)
1040
l De la ASTM C330-77
T a b l a 5 - Relaci6n entre el peso y la msistencia del concreto estwtural*
kso unitario promedio Resitencia ptvmedio a la Resistancia promedio a lakg/m3 tensión de agrietamiento compresibn (28 días)
(28 dhsj 23 kgfcm3 kglcm 2
1 8 4 0 2 3 2 8 6
1680 2 1 172
l De la ASTM C33077
T a b l a 6 - Peso unitario y conductividad thnka del concreto aislante*
Peso unitario pramedio a 28 dfhs,secado en horno
W-n3
Conductividad t&mica promedio
W/mK
8 0 0 0.22
l De la ASTM C332-77a
nes m e t a l ú r g i c a s y s u m i n i s t r a rmon6xido de carbono para redu-cir el hierro del mineral, a hierrometálico. La caliza y la dolomitaactúan como fusionantes paraayudar a la fusión de las cenizasdel coke y los residuos siliceos yaluminosos del mineral, para for-mar una escoria con una composi-ción que evite la penetracibn desilicón y azufre dentro de la fasede hierro. La temperatura máximaen un alto horno es de alrededorde 16500C; a esta temperatura,los componentes se hacen fluidos;el hierro fundido se asienta en elfondo del horno y la escoria másligera, flota en la superficie. Laescoria se toma del horno a inter-valos, en forma de líquido homo-géneo. Al enfriarse, comienza lacristalización a unos 1430°C, for-mándose los minerales siguientes:las series melilitas de la Akermani-ta (2Ca. MgO. 2SiO2) a gelinita(2CaO. Al 203. SiOs); anortita(CaO.Al20s. 2SiOz); metasilica-to de calcio (CaO.Si02); ortosili-cato de calcio (2CaO. SiOp) sesqui-silicato de calcio (3Ca0.2Si02) ;y sulfuros de calcio, manganeso yhierro (Cas, MnS y FeS).
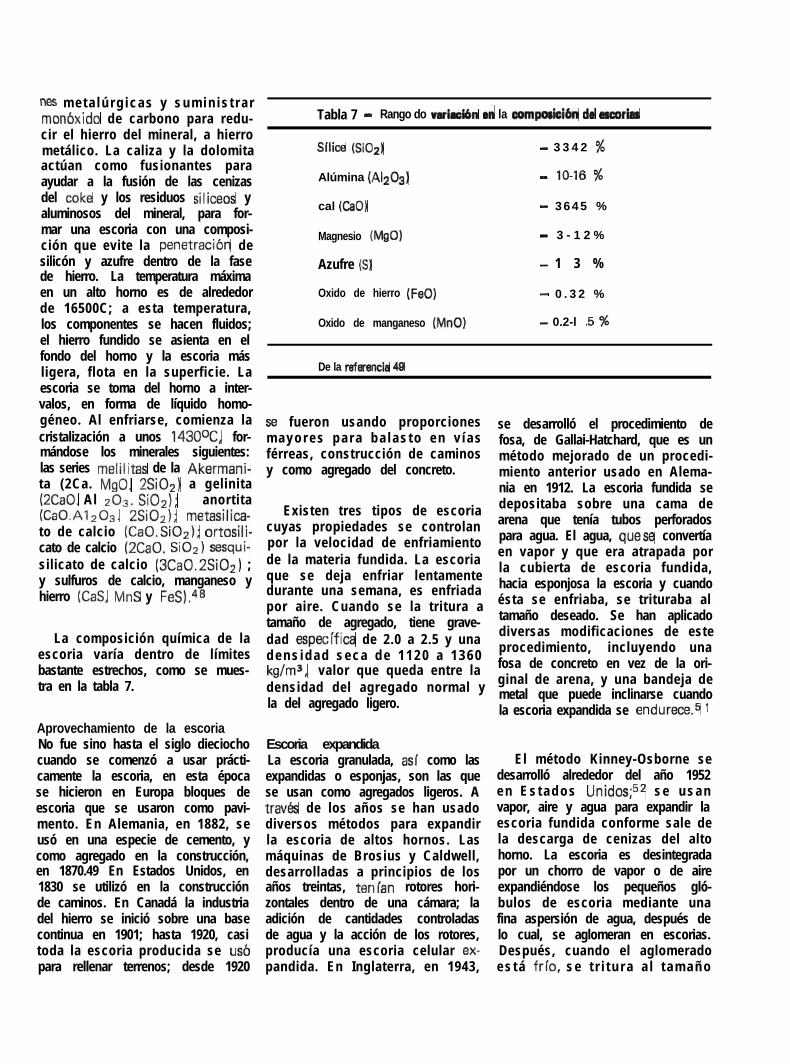
La composición química de laescoria varía dentro de límitesbastante estrechos, como se mues-tra en la tabla 7.
Aprovechamiento de la escoriaNo fue sino hasta el siglo dieciochocuando se comenzó a usar prácti-camente la escoria, en esta épocase hicieron en Europa bloques deescoria que se usaron como pavi-mento. En Alemania, en 1882, seusó en una especie de cemento, ycomo agregado en la construcción,en 1870.49 En Estados Unidos, en1830 se utilizó en la construcciónde caminos. En Canadá la industriadel hierro se inició sobre una basecontinua en 1901; hasta 1920, casitoda la escoria producida se uspara rellenar terrenos; desde 1920
Tabla 7 - Rango do variai6n on la compoM&n h esawku
Sflice (SiO2) - 3 3 4 2 %
Alúmina (AI2O3) - lo-16 %
cal (CaO) - 3 6 4 5 %
Magnesio (MgO) - 3 - 1 2 %
Azufre (SI - 1 3 %
Oxido de hierro (Fe01 - 0 . 3 2 %
Oxido de manganeso (Mn01 - 0.2-l .5 %
De la refwencle 49
se fueron usando proporcionesm a y o r e s p a r a b a l a s t o e n v í a sférreas, construcción de caminosy como agregado del concreto.
Existen tres tipos de escoriacuyas propiedades se controlanpor la velocidad de enfriamientode la materia fundida. La escoriaque se deja enfriar lentamentedurante una semana, es enfriadapor aire. Cuando se la tritura atamaño de agregado, tiene grave-dad especifica de 2.0 a 2.5 y unad e n s i d a d s e c a d e 1 1 2 0 a 1 3 6 0kg/m3, valor que queda entre ladensidad del agregado normal yla del agregado ligero.
Escoria expandidaLa escoria granulada, asl como lasexpandidas o esponjas, son las quese usan como agregados ligeros. Atravt?s de los años se han usadodiversos métodos para expandirla escoria de altos hornos. Lasmáquinas de Brosius y Caldwell,desarrolladas a principios de losaños treintas, tenlan rotores hori-zontales dentro de una cámara; laadición de cantidades controladasde agua y la acción de los rotores,producía una escoria celular ex-pandida. En Inglaterra, en 1943,
se desarrolló el procedimiento defosa, de Gallai-Hatchard, que es unmétodo mejorado de un procedi-miento anterior usado en Alema-nia en 1912. La escoria fundida sedepositaba sobre una cama dearena que tenía tubos perforadospara agua. El agua, quese convertíaen vapor y que era atrapada porla cubierta de escoria fundida,hacia esponjosa la escoria y cuandoésta se enfriaba, se trituraba altamaño deseado. Se han aplicadodiversas modificaciones de esteprocedimiento, incluyendo unafosa de concreto en vez de la ori-ginal de arena, y una bandeja demetal que puede inclinarse cuandola escoria expandida se endurece.5 l
El método Kinney-Osborne sedesarrolló alrededor del año 1952e n E s t a d o s Unidos;S2 s e u s a nvapor, aire y agua para expandir laescoria fundida conforme sale dela descarga de cenizas del altohorno. La escoria es desintegradapor un chorro de vapor o de aireexpandiéndose los pequeños gló-bulos de escoria mediante unafina aspersión de agua, después delo cual, se aglomeran en escorias.Después, cuando el aglomeradoe s t á filo, s e t r i t u r a a l t a m a ñ o
deseado. Muchos de los producto-res de escoria expandida en EstadosUnidos, utilizan una forma del mé-todo Gallai-Hatchard, debido prin-cipalmente a que las fosas puedenubicarse a distancias considerablesdel alto horno, transportándose laescoria en grandes cucharones.
Escoria granuladaLa escoria granulada se produceenfriando rápidamente la escoriafundida, de manera que se formenmuy pocos cristales y que el pro-ducto tenga una elevada propor-ción de fase vítrea. Con frecuencia,el granulado se lleva a cabo usandoagua en exceso, para enfriar laescoria. Si.Ja escoria se rompe enpartículas pequeñas, se requieremenos agua y el producto puede-resultar relativamente seco, ya queel calor residual en la escoria,evapora el agua.
El principal problema asociadocon el procesamiento de escoria esla evolución de gases sulfurosos. Elproductor de escoria en Hamilton,resolvió este problema en 1968,con el desarrollo de un métodopara producir escoria granulada.53Inicialmente, la escoria es expan-dida por una fina aspersión deagua sobre una placa de alimenta-ción. Despu& se la pasa por untambor de revoluciones rápidasprovisto de aspas, la escoria serompe en pequeñas partículas yes lanzada a través del aire hastael área de recolección. Mientrasestán en el aire, las partículas,aún piroplásticas, toman la formade gránulos esféricos debido a latensión superficial, con un tamañode 10 a 1 mm. El producto tieneelevada proporción de vidrio y, enesencia,es una escoria granulada.45
Regulando las condiciones de ex-pansión y la velocidad del tamborrevolvente, puede controlarse eltamaño de los gránulos y la pro-porción de vidrio.
La viscosidad y la expansibilidadde la escoria, dependen de su com-posición y de la temperatura a laque se procesa. Por lo general, auna determinada temperatura, laviscosidad de la escoria será menor,mientras mayor sea la basicidad,que es la relación de (Ca0 + MgO)a (Si02 + A1~03).~~ F e i l d yRoster, y Rait, M’Millan y Hay,señalaron que la viscosidad depen-día más de la composición minera-lógica que la de la composiciónquímica,56.57 y que el ortosilica-to (2Ca. SiO;!) y el sesquisilicato(3CaO. ASiO*) reducen la viscosi-dad, en tanto que la anortita(CaO.Alz03.2SiOz) y la gelinita(2CaO. Al 203. SiOz) tienden aincrementarla. Grant y Laytondemostraron que la escoria seesponja bien, solamente a más de1385OC y que ese esponjamientoes el resultado de la formación desulfuro de hidrógeno por la reac-ción del azufre y el agua disueltosen la escoria.58
Procedimientos aplicados enceIledáEn 1947, en Sydney, se produjoagregado ligero por primera vez,de escoria dealto horno, utilizandoel método de expansión en fosa.Esta planta continuó trabajandohasta 1968 en que cesó su opera-ción. En 1954, en Hamilton,Ontario, se puso en operaciónuna planta mayor, que actualmentees la única productora de agregadoligero de escoria expandida enCanadá. A través de los años sesiguieron diferentes procedimien-tos, originalmente el método Ki-nney-Osborne y, en 1963, unamodificación del método Gallai-Hatchard fue adoptada usando untrànsportador y un cucharón es-pecialmente diseñados para trans-portar lotes de 27 Mg de escoriahasta las fosas. En 1968, estacompañía desarrolló y adoptó elmetodo de producción de escoriagranulada que hemos mencionado
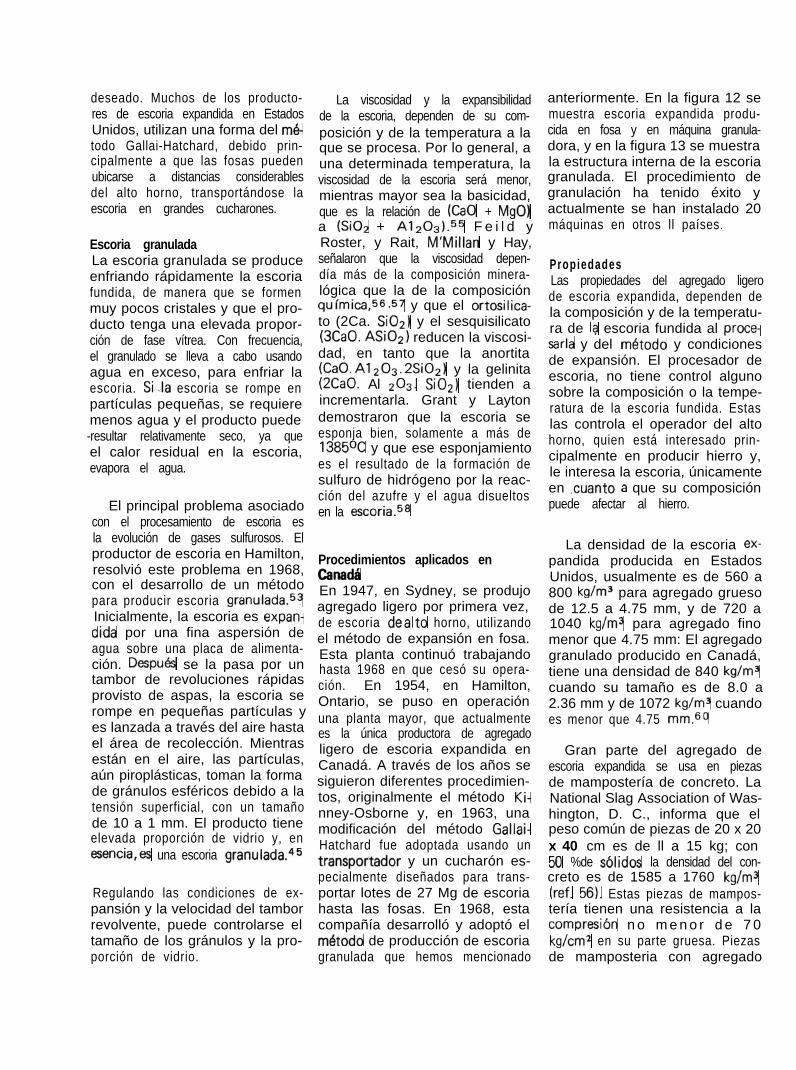
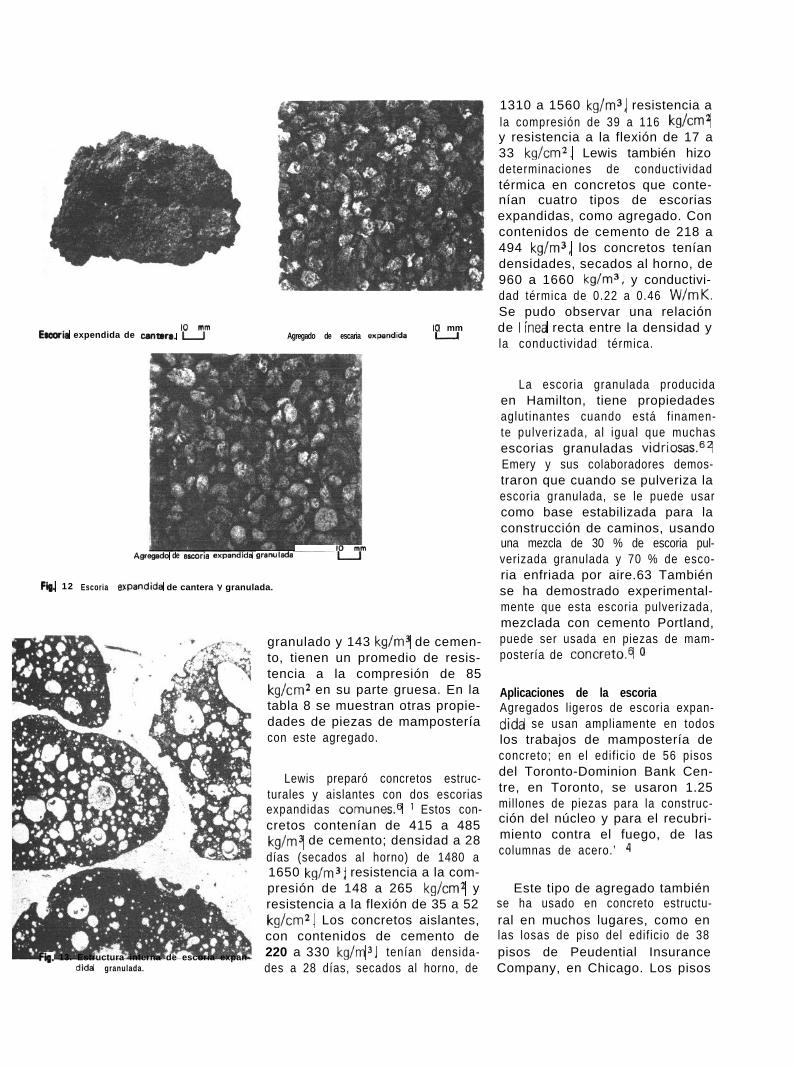
anteriormente. En la figura 12 semuestra escoria expandida produ-cida en fosa y en máquina granula-dora, y en la figura 13 se muestrala estructura interna de la escoriagranulada. El procedimiento degranulación ha tenido éxito yactualmente se han instalado 20máquinas en otros ll países.
PropiedadesLas propiedades del agregado ligerode escoria expandida, dependen dela composición y de la temperatu-ra de Ia escoria fundida al proce-
‘sarla y del metodo y condicionesde expansión. El procesador deescoria, no tiene control algunosobre la composición o la tempe-ratura de la escoria fundida. Estaslas controla el operador del altohorno, quien está interesado prin-cipalmente en producir hierro y,le interesa la escoria, únicamenteen ,cuanto 8 que su composiciónpuede afectar al hierro.
La densidad de la escoria ex-pandida producida en EstadosUnidos, usualmente es de 560 a800 kg/m3 para agregado gruesode 12.5 a 4.75 mm, y de 720 a1040 kg/m3 para agregado finomenor que 4.75 mm: El agregadogranulado producido en Canadá,tiene una densidad de 840 kg/mJcuando su tamaño es de 8.0 a2.36 mm y de 1072 kg/m3 cuandoes menor que 4.75 mm.6O
Gran parte del agregado deescoria expandida se usa en piezasde mampostería de concreto. LaNational Slag Association of Was-hington, D. C., informa que elpeso común de piezas de 20 x 20x 40 cm es de ll a 15 kg; con50 %de s6lidos la densidad del con-creto es de 1585 a 1760 kg/m3(ref. 56). Estas piezas de mampos-tería tienen una resistencia a lacompresibn n o m e n o r d e 7 0kg/cm2 en su parte gruesa. Piezasde mamposteria con agregado
Emia expendida de canmm. ‘Pm10 mm
Agregado de escaria expmdida u
Fig. 12 Escoria er
Aemgado de e.woria expandida granhda
:pandida de cantera y granulada.
Fig. 13. Estructura interna de escoria expan-dida granulada.
granulado y 143 kg/m3 de cemen-to, tienen un promedio de resis-tencia a la compresión de 85kg/cm2 en su parte gruesa. En latabla 8 se muestran otras propie-dades de piezas de mamposteríacon este agregado.
Lewis preparó concretos estruc-turales y aislantes con dos escoriasexpandidas comunes.6 l Estos con-cretos contenían de 415 a 485kg/m3 de cemento; densidad a 28días (secados al horno) de 1480 a1650 kg/m3; resistencia a la com-presión de 148 a 265 kg/cm2 yresistencia a la flexión de 35 a 52kg/cm2. Los concretos aislantes,con contenidos de cemento de220 a 330 kg/m 3, tenían densida-des a 28 días, secados al horno, de
1310 a 1560 kg/m3, resistencia ala compresión de 39 a 116 kg/cm2y resistencia a la flexión de 17 a33 kg/cm2. Lewis también hizodeterminaciones de conductividadtérmica en concretos que conte-nían cuatro tipos de escoriasexpandidas, como agregado. Concontenidos de cemento de 218 a494 kg/m3, los concretos teníandensidades, secados al horno, de960 a 1660 kg/m3, y conductivi-dad térmica de 0.22 a 0.46 W/mK.Se pudo observar una relaciónde I ínea recta entre la densidad yla conductividad térmica.
La escoria granulada producidaen Hamilton, tiene propiedadesaglutinantes cuando está f inamen-te pulverizada, al igual que muchasescorias granuladas vidriosas.62Emery y sus colaboradores demos-traron que cuando se pulveriza laescoria granulada, se le puede usarcomo base estabilizada para laconstrucción de caminos, usandouna mezcla de 30 % de escoria pul-verizada granulada y 70 % de esco-ria enfriada por aire.63 Tambiénse ha demostrado experimental-mente que esta escoria pulverizada,mezclada con cemento Portland,puede ser usada en piezas de mam-postería de concreto.6 O
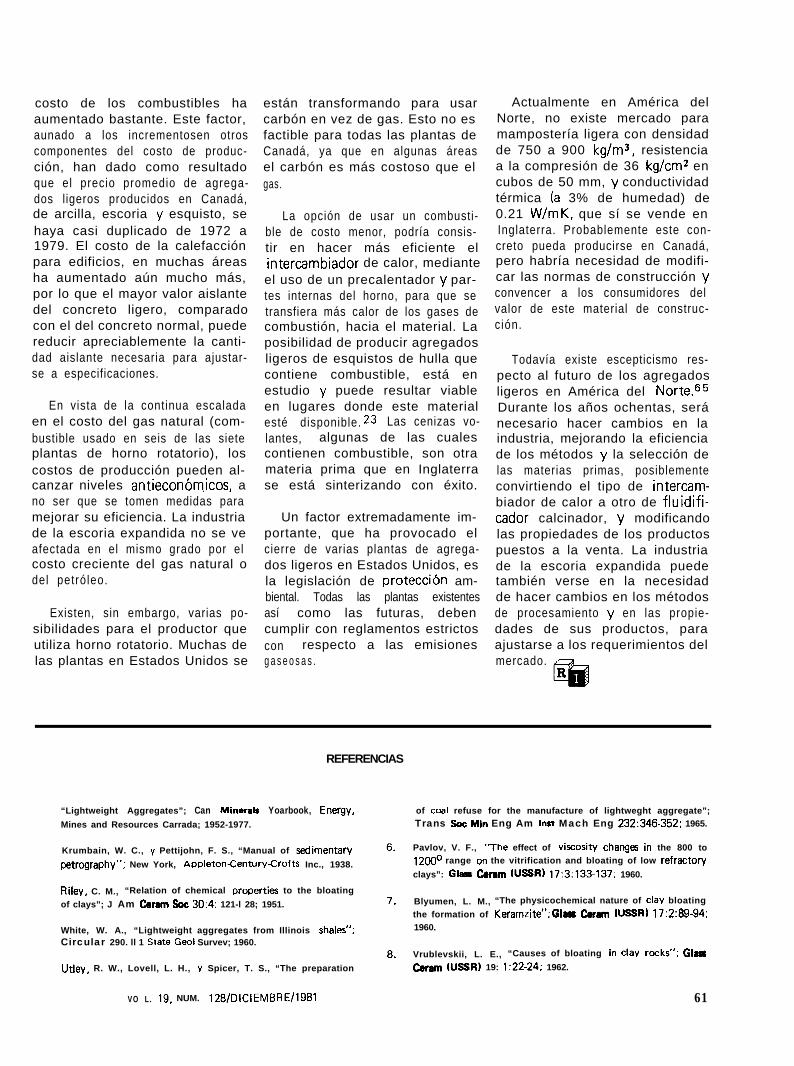
Aplicaciones de la escoriaAgregados ligeros de escoria expan-dida se usan ampliamente en todoslos trabajos de mampostería deconcreto; en el edif icio de 56 pisosdel Toronto-Dominion Bank Cen-tre, en Toronto, se usaron 1.25millones de piezas para la construc-ción del núcleo y para el recubri-miento contra el fuego, de lascolumnas de acero.’ 4
Este tipo de agregado tambiénse ha usado en concreto estructu-ral en muchos lugares, como enlas losas de piso del edif icio de 38pisos de Peudential InsuranceCompany, en Chicago. Los pisos
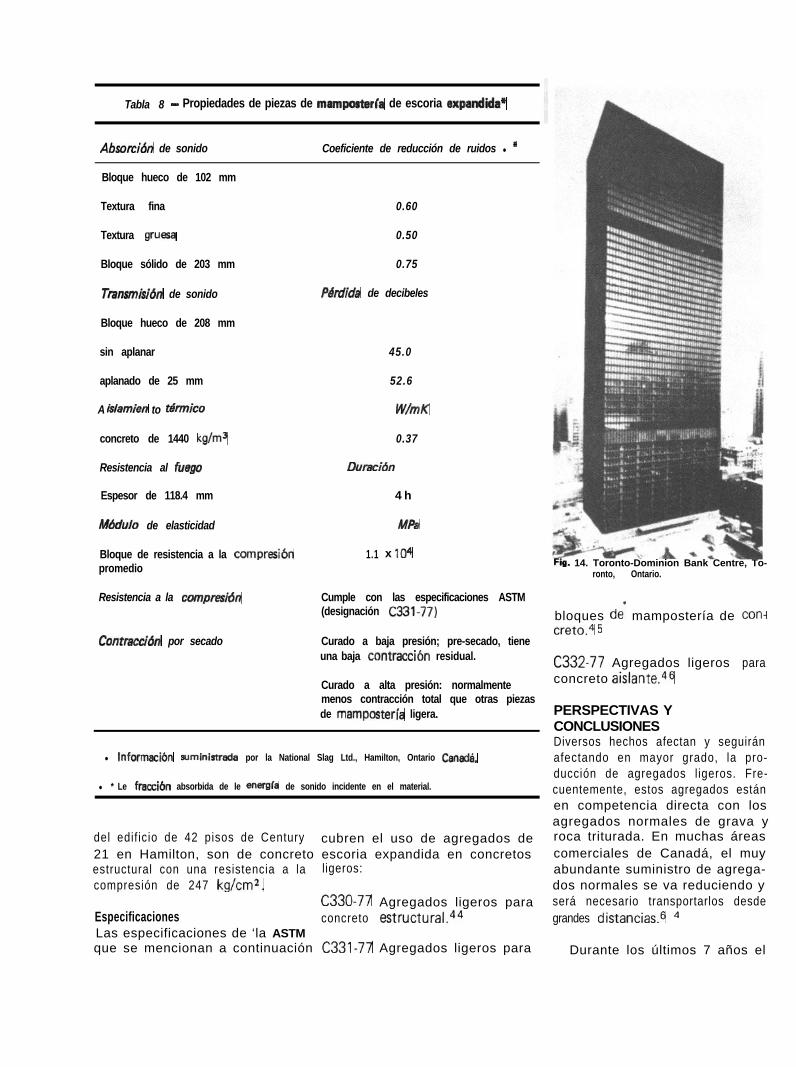
Tabla 8 - Propiedades de piezas de mampostwfa de escoria expandida*
Absorcih de sonido Coeficiente de reducción de ruidos l *
Bloque hueco de 102 mm
Textura fina
Textura gruesa
Bloque sólido de 203 mm
Twwnisión de sonido
Bloque hueco de 208 mm
sin aplanar
aplanado de 25 mm
A isíamien to t&mico
concreto de 1440 kg/m3
Resistencia al hgo
Espesor de 118.4 mm
Mdulo de elasticidad
Bloque de resistencia a la compresibnpromedio
Resistencia a la compresith
Contracción por secado
0.60
0.50
0.75
Phdida de decibeles
45.0
52.6
W/mK
0.37
Duración
4 h
MPe
1.1 x 104
Cumple con las especificaciones ASTM(designación C331-77)
Curado a baja presión; pre-secado, tieneuna baja contracci6n residual.
Curado a alta presión: normalmentemenos contracción total que otras piezasde mamposterla ligera.
l Informeci6n wministrada por la National Slag Ltd., Hamilton, Ontario Cenad&
l * Le frecci6n absorbida de le energla de sonido incidente en el material.
del edif icio de 42 pisos de Century cubren el uso de agregados de21 en Hamilton, son de concreto escoria expandida en concretosestructural con una resistencia a la ligeros:compresión de 247 kg/cm2.
EspecificacionesC330-77 Agregados ligeros paraconcreto estructural.44
Las especificaciones de ‘la ASTMque se mencionan a continuación C331-77 Agregados ligeros para
Fig. 14. Toronto-Dominion Bank Centre, To-ronto, Ontario.
bloques de’ mampostería decreto. 5
C332-77 Agregados ligerosconcreto aislante.46
PERSPECTIVAS YCONCLUSIONES
con-
para
Diversos hechos afectan y seguiránafectando en mayor grado, la pro-ducción de agregados ligeros. Fre-cuentemente, estos agregados estánen competencia directa con losagregados normales de grava yroca triturada. En muchas áreascomerciales de Canadá, el muyabundante suministro de agrega-dos normales se va reduciendo yserá necesario transportarlos desdegrandes distancias.6 4
Durante los últimos 7 años el
costo de los combustibles haaumentado bastante. Este factor,aunado a los incrementosen otroscomponentes del costo de produc-ción, han dado como resultadoque el precio promedio de agrega-dos ligeros producidos en Canadá,de arcilla, escoria y esquisto, sehaya casi duplicado de 1972 a1979. El costo de la calefacciónpara edificios, en muchas áreasha aumentado aún mucho más,por lo que el mayor valor aislantedel concreto ligero, comparadocon el del concreto normal, puedereducir apreciablemente la canti-dad aislante necesaria para ajustar-se a especificaciones.
En vista de la continua escaladaen el costo del gas natural (com-bustible usado en seis de las sieteplantas de horno rotatorio), loscostos de producción pueden al-canzar niveles antieconóm,icos, ano ser que se tomen medidas paramejorar su eficiencia. La industriade la escoria expandida no se veafectada en el mismo grado por elcosto creciente del gas natural odel petróleo.
Existen, sin embargo, varias po-sibilidades para el productor queutiliza horno rotatorio. Muchas delas plantas en Estados Unidos se
están transformando para usarcarbón en vez de gas. Esto no esfactible para todas las plantas deCanadá, ya que en algunas áreasel carbón es más costoso que elgas.
La opción de usar un combusti-ble de costo menor, podría consis-tir en hacer más eficiente elintercambiador de calor, medianteel uso de un precalentador y par-tes internas del horno, para que setransfiera más calor de los gases decombustión, hacia el material. Laposibilidad de producir agregadosligeros de esquistos de hulla quecontiene combustible, está enestudio y puede resultar viableen lugares donde este materialesté disponible. 23 Las cenizas vo-lantes, algunas de las cualescontienen combustible, son otramateria prima que en Inglaterrase está sinterizando con éxito.
Un factor extremadamente im-portante, que ha provocado elcierre de varias plantas de agrega-dos ligeros en Estados Unidos, esla legislación de protecci6n am-biental. Todas las plantas existentesasí como las futuras, debencumplir con reglamentos estrictoscon respecto a las emisionesg a s e o s a s .
Actualmente en América delNorte, no existe mercado paramampostería ligera con densidadde 750 a 900 kg/m3, resistenciaa la compresión de 36 kg/cm2 encubos de 50 mm, y conductividadtérmica (a 3% de humedad) de0.21 W/mK, que sí se vende enInglaterra. Probablemente este con-creto pueda producirse en Canadá,pero habría necesidad de modifi-car las normas de construcción yconvencer a los consumidores delvalor de este material de construc-ción.
Todavía existe escepticismo res-pecto al futuro de los agregadosligeros en América del Norte.65Durante los años ochentas, seránecesario hacer cambios en laindustria, mejorando la eficienciade los métodos y la selección delas materias primas, posiblementeconvirtiendo el tipo de intercam-biador de calor a otro de fluidifi-cador calcinador, y modificandolas propiedades de los productospuestos a la venta. La industriade la escoria expandida puedetambién verse en la necesidadde hacer cambios en los métodosde procesamiento y en las propie-dades de sus productos, paraajustarse a los requerimientos delmercado.
REFERENCIAS
VO L. 19. NUM. 128/DICIEMBRE/1981
“Lightweight Aggregates”; Can Minarab Yoarbook, Energv,
Mines and Resources Carrada; 1952-1977.
Krumbain, W. C., y Pettijohn, F. S., “Manual of sedimentary
petrographv”; New York, AppletonCenturyCrofts Inc., 1938.
Rilev, C. M., “Relation of chemical properties to the bloating
of clays”; J Am Ceram Soc 30:4: 121-l 28; 1951.
White, W. A., “Lightweight aggregates from Illinois shales”;Circular 290. ll 1 State Geol Survev; 1960.
Utlev, R. W., Lovell, L. H., y Spicer, T. S., “The preparation
of coal refuse for the manufacture of lightweght aggregate”;
Trans Soc Min Eng Am Inst Mach Eng 232:346-352; 1965.
Pavlov, V. F., “The effect of viscosity changes in the 800 to
1200° range on the vitrification and bloating of low refractory
clays”: Glass Camm (USSR) 17:3:133-137; 1960.
Blyumen, L. M., “The physicochemical nature of clay bloating
the formation of Keramzite”;GIen Caram WSSR) 17:2:8%94;1960.
Vrublevskii, L. E., “Causes of bloating in clay rocks”; GIMCaram WSSR) 19: 1:22-24; 1962.
61