3 evaluación de la conformabilidad de la chapa h240la...
TRANSCRIPT
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
47
3 Evaluación de la conformabilidad de la chapa H240LA. Influencia de la flexión.
El conformado de chapas es un proceso en el cual se convierte una chapa plana en una pieza
con la forma deseada sin que ocurra la fractura o un adelgazamiento localizado del espesor y
excesivo (estricción). Para llevar a cabo esta tarea se hace necesario el estudio de los
mecanismos de fallo que se originan durante las diferentes operaciones de conformado, para
ayudarnos con esta labor se han desarrollado numerosas herramientas y metodologías que por
medio de pocos ensayos nos permiten evaluar la conformabilidad de una chapa y predecir su
comportamiento en diferentes operaciones de conformado. Una de estas herramientas es el
llamado diagrama limite de conformado (FLD, Formit Limit Diagram), el cual se origina a
partir de los datos obtenidos en una serie de ensayos de estirado.
En las siguientes secciones haremos una breve descripción de los ensayos de estirado más
usados los cuales nos ayudarán a caracterizar la chapa metálica de acero H240LA. Estos son los
ensayos de estirado tipo Nakajima y los ensayos de estirado con flexión. Antes de esto se
explicara brevemente, la mecánica que hay en los procesos de conformado de chapa y en que
consisten los diagramas limite de conformado (FLD). Posteriormente se analizara la
metodología seguida a la hora de realizar los ensayos. Por último se evaluarán los resultados
obtenidos y se compararán con aquellos encontrados en la literatura.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
48
3.1 El diagrama límite de conformado (FLD)
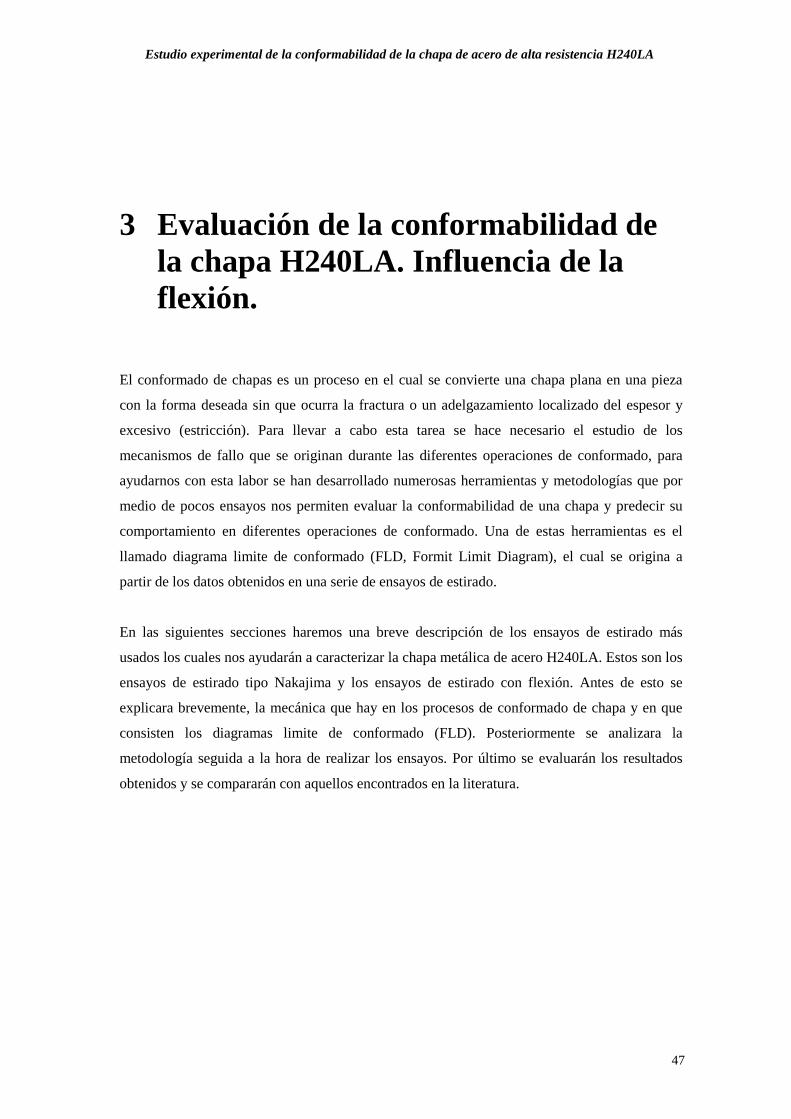
Una característica en muchos procesos de conformado de chapa es que la tensión perpendicular
a la superficie de la chapa es pequeña comparada con el esfuerzo en el plano de la chapa
(condición de tensión plana). Si se asume que el esfuerzo normal es cero se puede hacer un
estudio de los procesos de deformación en la chapa mucho más simple. Para analizar lo que
ocurre en la chapa podemos seleccionar un pequeño elemento en ella, como el que se muestra
en la figura 3.1. En ella se observan el estado de deformación y tensión que tiene la chapa, así
como dos variables α y β, las cuales se conocen como relación de tensiones y deformaciones
respectivamente, las cuales relacionan los esfuerzos y las deformaciones en las direcciones
principales en el plano de la chapa.
Figura 3.1. Elemento diferencial en la chapa
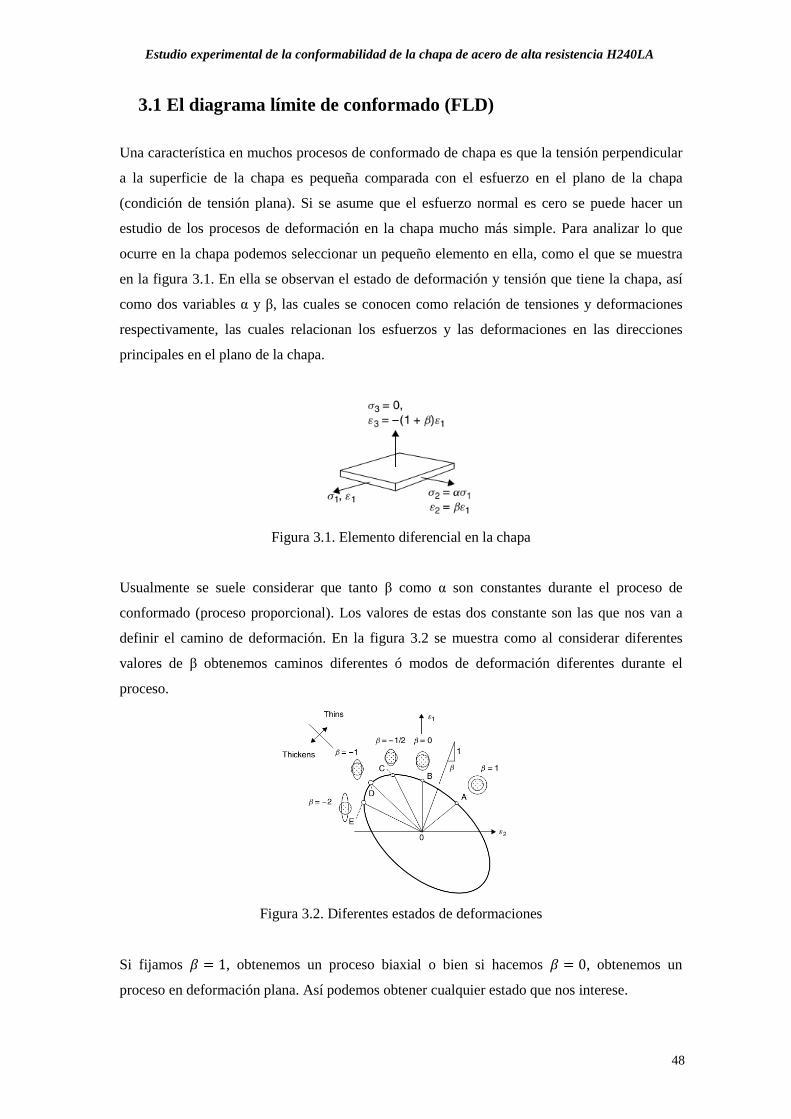
Usualmente se suele considerar que tanto β como α son constantes durante el proceso de
conformado (proceso proporcional). Los valores de estas dos constante son las que nos van a
definir el camino de deformación. En la figura 3.2 se muestra como al considerar diferentes
valores de β obtenemos caminos diferentes ó modos de deformación diferentes durante el
proceso.
Figura 3.2. Diferentes estados de deformaciones
Si fijamos � � 1, obtenemos un proceso biaxial o bien si hacemos � � 0, obtenemos un
proceso en deformación plana. Así podemos obtener cualquier estado que nos interese.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
49
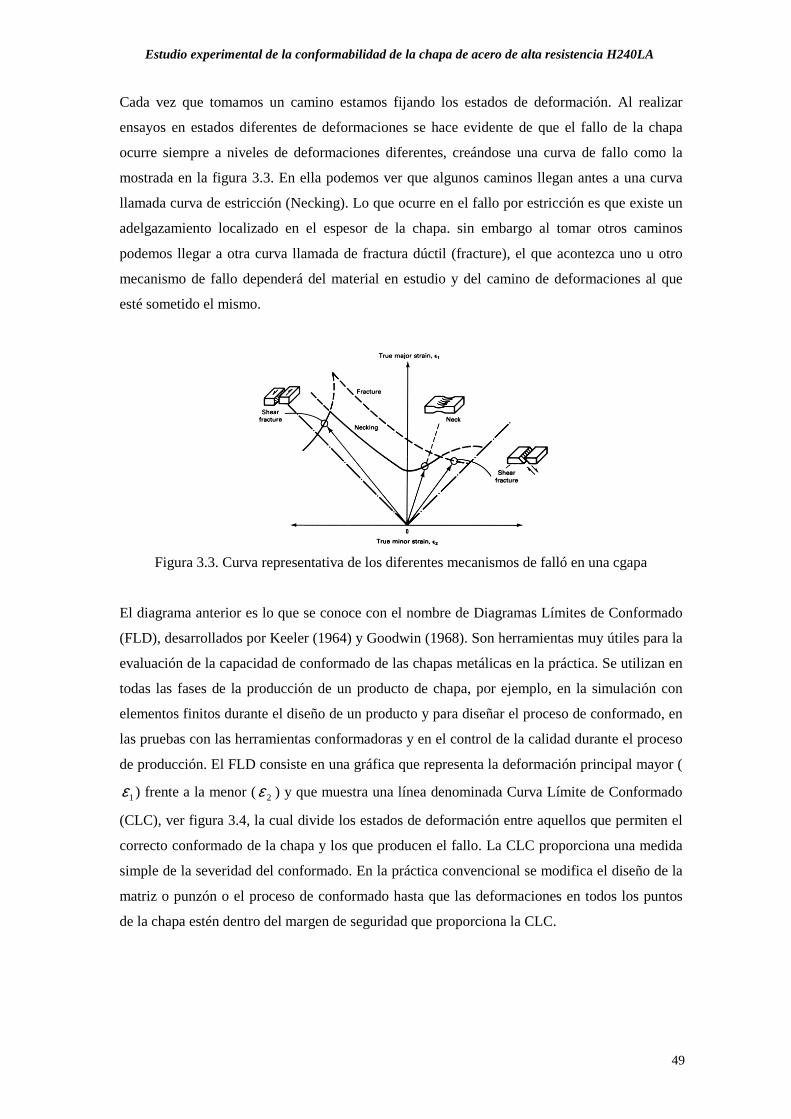
Cada vez que tomamos un camino estamos fijando los estados de deformación. Al realizar
ensayos en estados diferentes de deformaciones se hace evidente de que el fallo de la chapa
ocurre siempre a niveles de deformaciones diferentes, creándose una curva de fallo como la
mostrada en la figura 3.3. En ella podemos ver que algunos caminos llegan antes a una curva
llamada curva de estricción (Necking). Lo que ocurre en el fallo por estricción es que existe un
adelgazamiento localizado en el espesor de la chapa. sin embargo al tomar otros caminos
podemos llegar a otra curva llamada de fractura dúctil (fracture), el que acontezca uno u otro
mecanismo de fallo dependerá del material en estudio y del camino de deformaciones al que
esté sometido el mismo.
Figura 3.3. Curva representativa de los diferentes mecanismos de falló en una cgapa
El diagrama anterior es lo que se conoce con el nombre de Diagramas Límites de Conformado
(FLD), desarrollados por Keeler (1964) y Goodwin (1968). Son herramientas muy útiles para la
evaluación de la capacidad de conformado de las chapas metálicas en la práctica. Se utilizan en
todas las fases de la producción de un producto de chapa, por ejemplo, en la simulación con
elementos finitos durante el diseño de un producto y para diseñar el proceso de conformado, en
las pruebas con las herramientas conformadoras y en el control de la calidad durante el proceso
de producción. El FLD consiste en una gráfica que representa la deformación principal mayor (
1ε ) frente a la menor (2ε ) y que muestra una línea denominada Curva Límite de Conformado
(CLC), ver figura 3.4, la cual divide los estados de deformación entre aquellos que permiten el
correcto conformado de la chapa y los que producen el fallo. La CLC proporciona una medida
simple de la severidad del conformado. En la práctica convencional se modifica el diseño de la
matriz o punzón o el proceso de conformado hasta que las deformaciones en todos los puntos
de la chapa estén dentro del margen de seguridad que proporciona la CLC.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
50
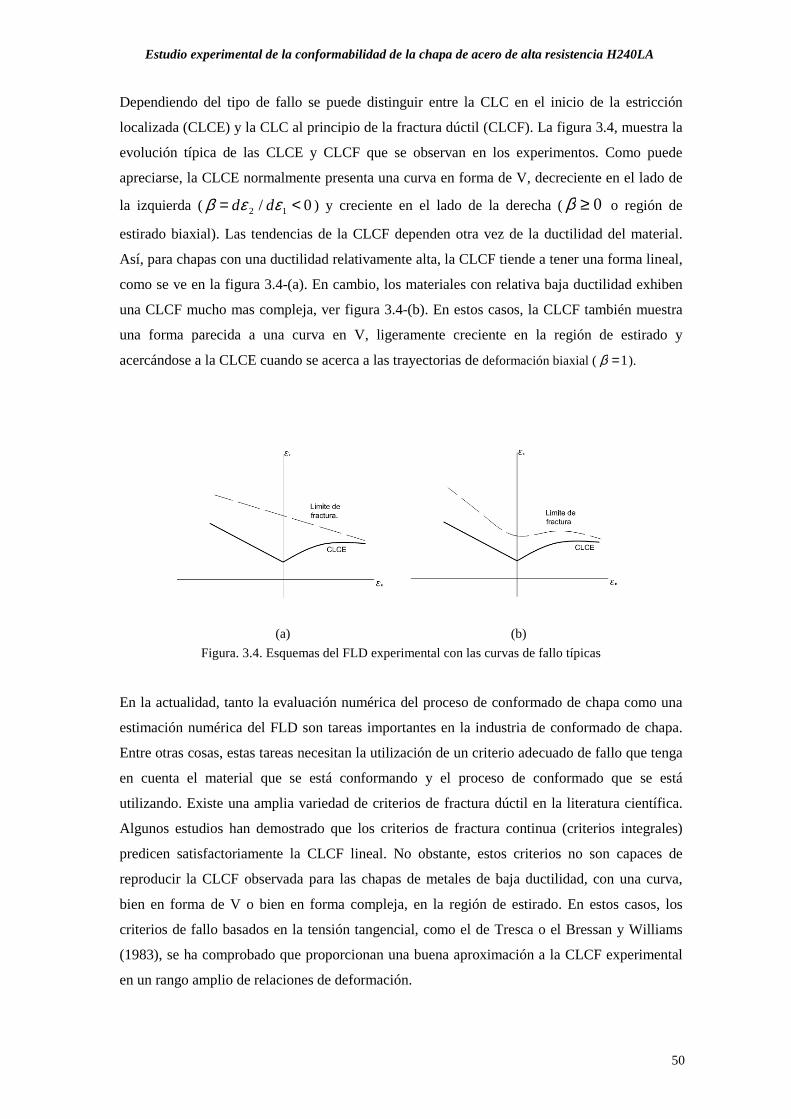
Dependiendo del tipo de fallo se puede distinguir entre la CLC en el inicio de la estricción
localizada (CLCE) y la CLC al principio de la fractura dúctil (CLCF). La figura 3.4, muestra la
evolución típica de las CLCE y CLCF que se observan en los experimentos. Como puede
apreciarse, la CLCE normalmente presenta una curva en forma de V, decreciente en el lado de
la izquierda ( 0/ 12 <= εεβ dd ) y creciente en el lado de la derecha ( 0≥β o región de
estirado biaxial). Las tendencias de la CLCF dependen otra vez de la ductilidad del material.
Así, para chapas con una ductilidad relativamente alta, la CLCF tiende a tener una forma lineal,
como se ve en la figura 3.4-(a). En cambio, los materiales con relativa baja ductilidad exhiben
una CLCF mucho mas compleja, ver figura 3.4-(b). En estos casos, la CLCF también muestra
una forma parecida a una curva en V, ligeramente creciente en la región de estirado y
acercándose a la CLCE cuando se acerca a las trayectorias de deformación biaxial ( 1=β ).
(a) (b)
Figura. 3.4. Esquemas del FLD experimental con las curvas de fallo típicas
En la actualidad, tanto la evaluación numérica del proceso de conformado de chapa como una
estimación numérica del FLD son tareas importantes en la industria de conformado de chapa.
Entre otras cosas, estas tareas necesitan la utilización de un criterio adecuado de fallo que tenga
en cuenta el material que se está conformando y el proceso de conformado que se está
utilizando. Existe una amplia variedad de criterios de fractura dúctil en la literatura científica.
Algunos estudios han demostrado que los criterios de fractura continua (criterios integrales)
predicen satisfactoriamente la CLCF lineal. No obstante, estos criterios no son capaces de
reproducir la CLCF observada para las chapas de metales de baja ductilidad, con una curva,
bien en forma de V o bien en forma compleja, en la región de estirado. En estos casos, los
criterios de fallo basados en la tensión tangencial, como el de Tresca o el Bressan y Williams
(1983), se ha comprobado que proporcionan una buena aproximación a la CLCF experimental
en un rango amplio de relaciones de deformación.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
51
3.2 Ensayos de estirado y estirado con flexión.
Existen dos tipos básicos de ensayos para determinar la conformabilidad, los intrínsecos o
generales y los simulativos o específicos. Los generales miden las propiedades básicas de los
materiales, las cuales están íntimamente ligadas a la conformabilidad. En los específicos el
objetivo es someter al material a un estado de deformación lo más cercano posible a aquel que
el material va a tener en algunos procesos de conformado real. Los ensayos generales han
probado generar una información que es independiente del espesor de la chapa utilizada y del
estado de la superficie de esta. Entre los más importantes y mas usados se encuentran el ensayo
de tracción, el cual ya fue presentado en el capítulo anterior. Otros ensayos muy usuales son el
ensayo de tracción en deformación plana, el ensayo de estirado de Marciniak, etc. Por otro lado
los específicos proveen información limitada y específica que usualmente es sensible a
parámetros del ensayo, como suelen ser el espesor, las condiciones de la superficie de la
probeta, la lubricación durante el ensayo y la geometría del punzón y de la probeta. Entre estos
tipos de ensayos tenemos los ensayos de estirado, el ensayo de Nakajima y los ensayos de
estirado con flexión, etc.
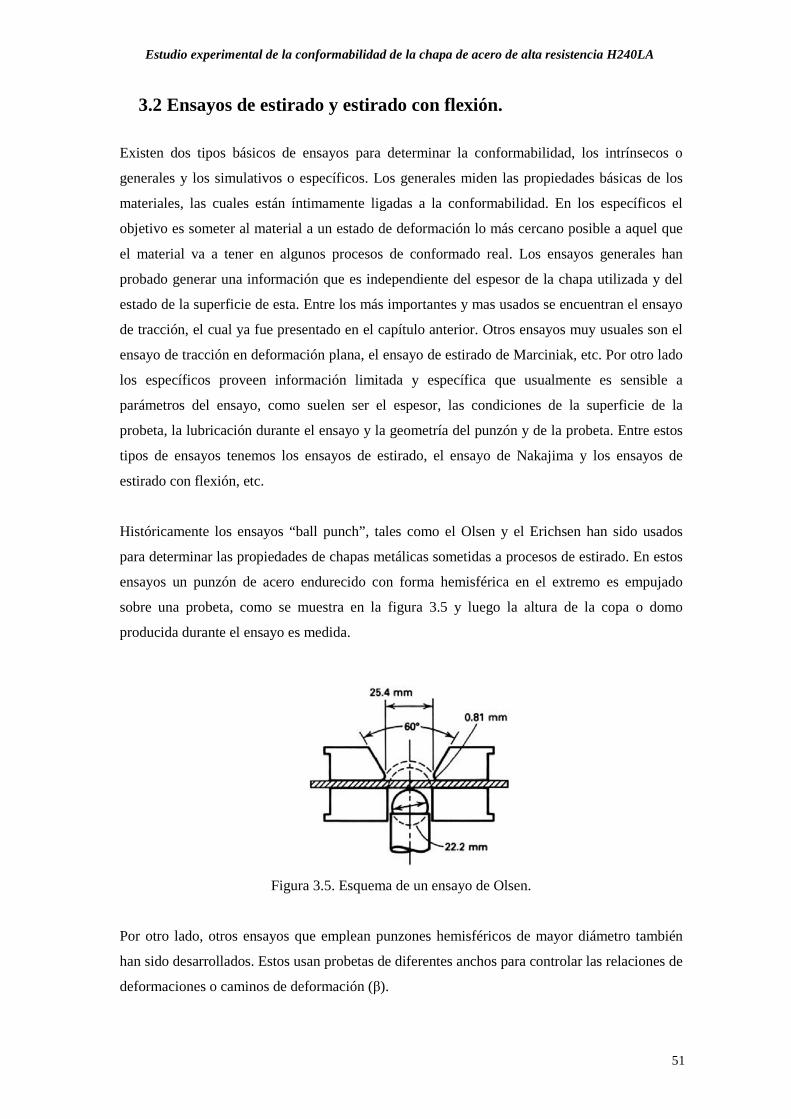
Históricamente los ensayos “ball punch”, tales como el Olsen y el Erichsen han sido usados
para determinar las propiedades de chapas metálicas sometidas a procesos de estirado. En estos
ensayos un punzón de acero endurecido con forma hemisférica en el extremo es empujado
sobre una probeta, como se muestra en la figura 3.5 y luego la altura de la copa o domo
producida durante el ensayo es medida.
Figura 3.5. Esquema de un ensayo de Olsen.
Por otro lado, otros ensayos que emplean punzones hemisféricos de mayor diámetro también
han sido desarrollados. Estos usan probetas de diferentes anchos para controlar las relaciones de
deformaciones o caminos de deformación (β).
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
52
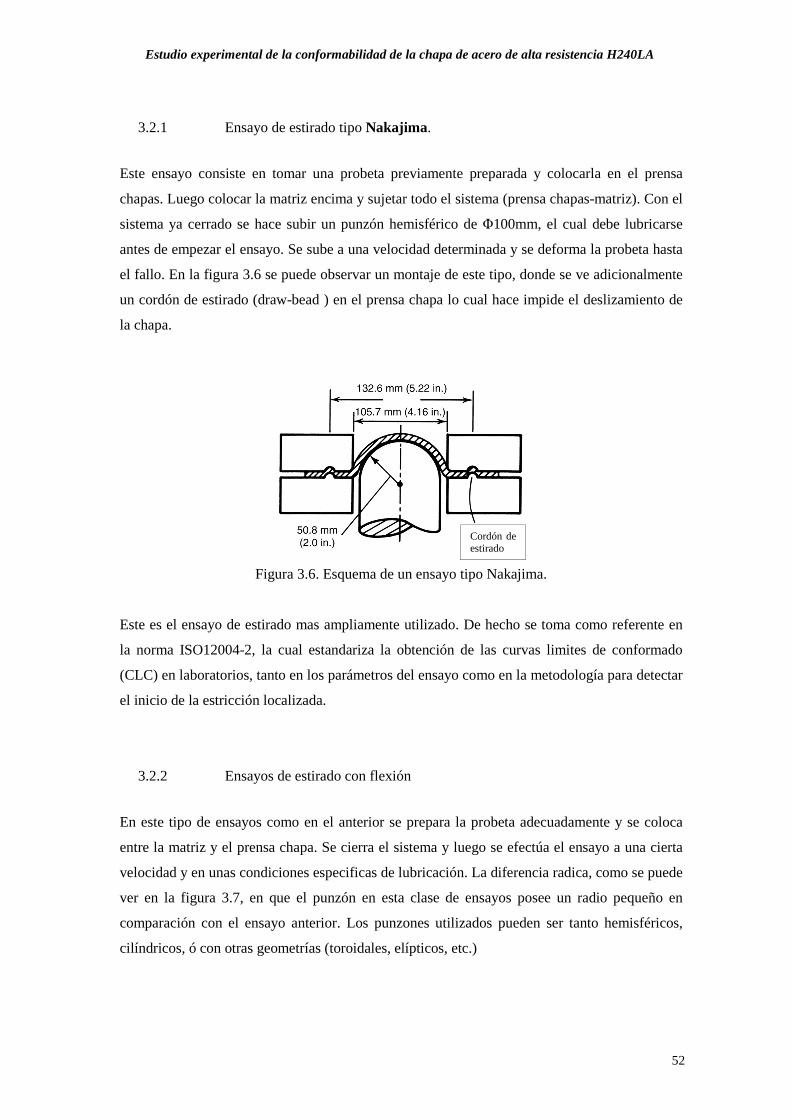
3.2.1 Ensayo de estirado tipo Nakajima.
Este ensayo consiste en tomar una probeta previamente preparada y colocarla en el prensa
chapas. Luego colocar la matriz encima y sujetar todo el sistema (prensa chapas-matriz). Con el
sistema ya cerrado se hace subir un punzón hemisférico de Φ100mm, el cual debe lubricarse
antes de empezar el ensayo. Se sube a una velocidad determinada y se deforma la probeta hasta
el fallo. En la figura 3.6 se puede observar un montaje de este tipo, donde se ve adicionalmente
un cordón de estirado (draw-bead ) en el prensa chapa lo cual hace impide el deslizamiento de
la chapa.
Figura 3.6. Esquema de un ensayo tipo Nakajima.
Este es el ensayo de estirado mas ampliamente utilizado. De hecho se toma como referente en
la norma ISO12004-2, la cual estandariza la obtención de las curvas limites de conformado
(CLC) en laboratorios, tanto en los parámetros del ensayo como en la metodología para detectar
el inicio de la estricción localizada.
3.2.2 Ensayos de estirado con flexión
En este tipo de ensayos como en el anterior se prepara la probeta adecuadamente y se coloca
entre la matriz y el prensa chapa. Se cierra el sistema y luego se efectúa el ensayo a una cierta
velocidad y en unas condiciones especificas de lubricación. La diferencia radica, como se puede
ver en la figura 3.7, en que el punzón en esta clase de ensayos posee un radio pequeño en
comparación con el ensayo anterior. Los punzones utilizados pueden ser tanto hemisféricos,
cilíndricos, ó con otras geometrías (toroidales, elípticos, etc.)
Cordón de estirado

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
53
Figura 3.7. Esquema de un ensayo de estirado con flexión.
El tamaño del punzón provoca que en la zona central de la probeta exista un mayor nivel de
flexión que en el anterior tipo de ensayo. Este reproduce un aspecto muy importante que
estapresente en la mayoría de los procesos de conformado de chapa, induciendo un gradiente de
deformaciones y tensiones mas severo a través del espesor de la probeta.
Independientemente de la clase de ensayos que se quiera realizar se debe contar con las
herramientas indicadas para poder llevar a cabo los mismos (máquinas, software, etc.). A
continuación se hace una breve descripción de estos equipos y se particulariza a los utilizados
por nosotros durante los ensayos.
En primer lugar debemos contar con una maquina que nos proporcione la fuerza necesaria para
realizar los ensayos. En muchos casos se utiliza una prensa común y se acondicionan matrices
para poder realizar los ensayos. En nuestro caso contamos con una maquina de embutición
universal la cual podemos ver en la figura 3.8, y cuyas características principales aparecen en la
tabla 3.1.
Figura 3.8. Maquina de ensayos de embutición universal.
La máquina cuenta con tres canales de medición analógicos los cuales nos permiten tener los
datos de fuerza en el punzón durante el ensayo, desplazamiento del punzón y fuerza de sujeción
Cordón de estirado
Prensa chapas
Punzón
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
54
del prensa chapa durante el ensayo. A demás podemos tomar estas señales y sincronizarlas con
las fotografías tomadas por el equipo de correlación de imágenes digitales (Aramis), para poder
relacionar estas medidas con las deformaciones de cada fotografía.
Maquina De Embutición
Marca Erichsen
Modelo 142-20
Rango de Velocidad para los ensayos 0 - 850 mm/min
Fuerza máxima del punzón 210 KN
Desplazamiento máximo del punzón 80 mm
Fuerza máxima de sujeción del prensa chapas 100 KN
No. De canales de medición analógicos 3
Tabla 3.1. Características de la maquina de ensayos de embutición.
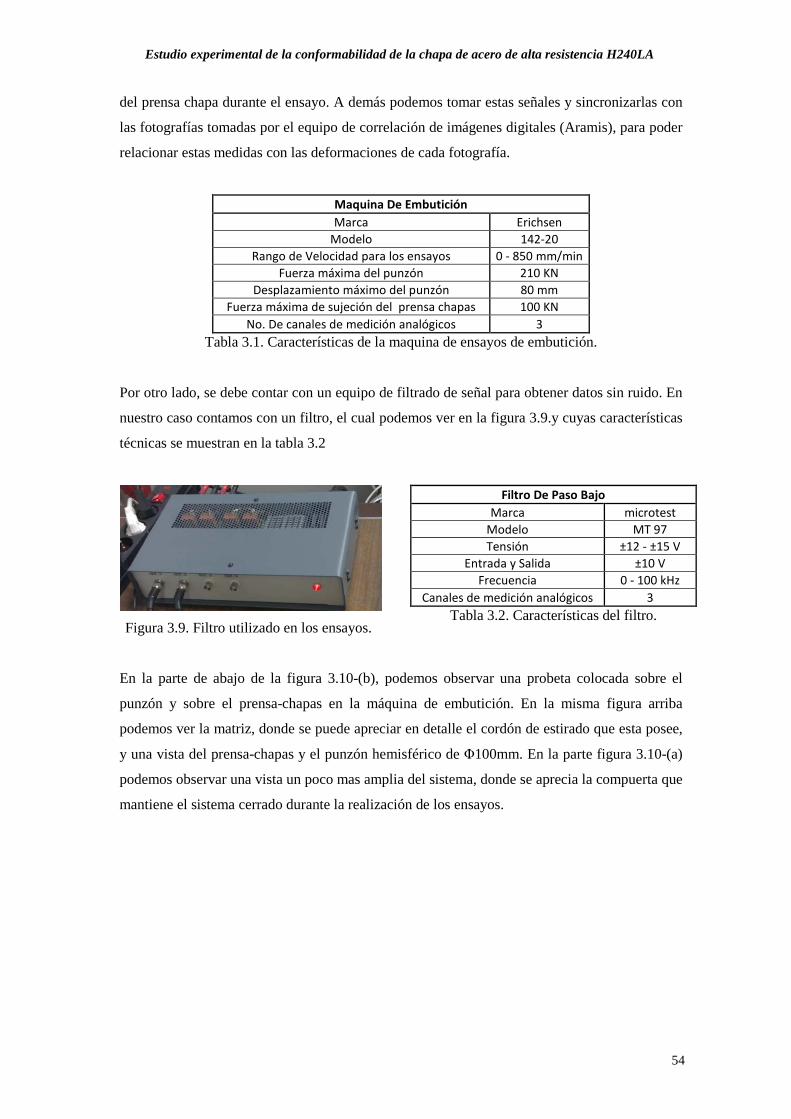
Por otro lado, se debe contar con un equipo de filtrado de señal para obtener datos sin ruido. En
nuestro caso contamos con un filtro, el cual podemos ver en la figura 3.9.y cuyas características
técnicas se muestran en la tabla 3.2
Figura 3.9. Filtro utilizado en los ensayos.
Filtro De Paso Bajo
Marca microtest
Modelo MT 97
Tensión ±12 - ±15 V
Entrada y Salida ±10 V
Frecuencia 0 - 100 kHz
Canales de medición analógicos 3
Tabla 3.2. Características del filtro.
En la parte de abajo de la figura 3.10-(b), podemos observar una probeta colocada sobre el
punzón y sobre el prensa-chapas en la máquina de embutición. En la misma figura arriba
podemos ver la matriz, donde se puede apreciar en detalle el cordón de estirado que esta posee,
y una vista del prensa-chapas y el punzón hemisférico de Φ100mm. En la parte figura 3.10-(a)
podemos observar una vista un poco mas amplia del sistema, donde se aprecia la compuerta que
mantiene el sistema cerrado durante la realización de los ensayos.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
55
(a) (b)
Figura 3.10. Detalle del sistema matriz-prensa chapas de la maquina.
Como se mencionó antes se van a realizar dos clases de ensayos, los de estirado tipo Nakajima
y los de estirado con flexión. En los primeros se utilizará un punzón hemisférico de 100mm de
diámetro y en los segundos se utilizaran punzones cilíndricos de varios diámetros (1, 3, 5, 10,
12, 20 mm), para obtener varios niveles de flexión durante el ensayo. Estos punzones se pueden
observar en la figura 3.11.
Figura 3.11. Punzones utilizados en los ensayos de estirado.
Estos punzones deberán ser impregnados con algún tipo de lubricante para obtener una
situación de contacto sin fricción o lo más baja posible. Después de muchos ensayos de pruebas
por parte de algunas personas en el grupo de investigación al cual pertenezco, se han obtenido
buenos resultados empleando una combinación de vaselina + teflón (PTFE) + vaselina, los
cuales se muestran en la figura 3.12-(a).

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
56
(a) (b)
Figura 3.12. Materiales empleados para la lubricación y montaje de un punzón lubricado.
En la figura 3.12-(b) se muestra un punzón cilíndrico montado en la máquina, al cual se le ha
aplicado vaselina y teflón.
Una parte importante de los ensayos son las probetas para ensayar, las cuales deben ser
diseñadas para obtener los caminos de deformación de interés. Para el ensayo de estirado tipo
Nakajima se utilizaron 4 tipos de probetas diferentes, como se aprecia en la figura 3.13. Se
presentan los esquemas y cotas de estas probetas (en milímetros).
Figura 3.13. Planos de las probetas utilizadas en los ensayos de estirado.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
57
La probeta A es una probeta que induce un camino de deformación con un � ≌ ��
� o sea en un
estado de tracción uniaxial. La probeta B es una probeta que induce un camino de deformación
con un � ≌ �0.1, o sea próximo a deformación plana, la probeta C induce un estado o modo de
deformación entre la deformación plana y un estado biaxial puro (0 � 1), y por último la
probeta D induce un camino de deformación biaxial ó muy próximo a este (� ≌ 1).
En los ensayos de estirado con flexión solo se utilizó la probeta B (próxima a deformación
plana), ya que lo que queríamos es poner de manifiesto la dependencia de las deformaciones
limite (estricción y fractura) con el grado de flexión que existe en la chapa, que se mide con la
relación (��
) y aplicar una metodología temporal propuesta por nuestro grupo, para evaluar las
deformaciones en estos casos.
3.3 Medición experimental de las deformaciones y el Sistema Aramis®.
Al realizar los ensayos anteriormente descritos, lo que se quiere es obtener de ellos información
de las deformaciones que ocurren en la chapa durante el ensayo. Esta información, luego será
procesada mediante algunos criterios (Metodologías) para identificar el mecanismo de fallo
originado en la chapa bajo las condiciones del ensayo y tratar de predecir el momento preciso
del fallo, sea por estricción o por fractura o por cualquier otro que aparezca. Lo mas usual es
que el fallo en materiales altamente conformables, como los aceros HSLA, ocurra por el
mecanismo de estricción y no por fractura.
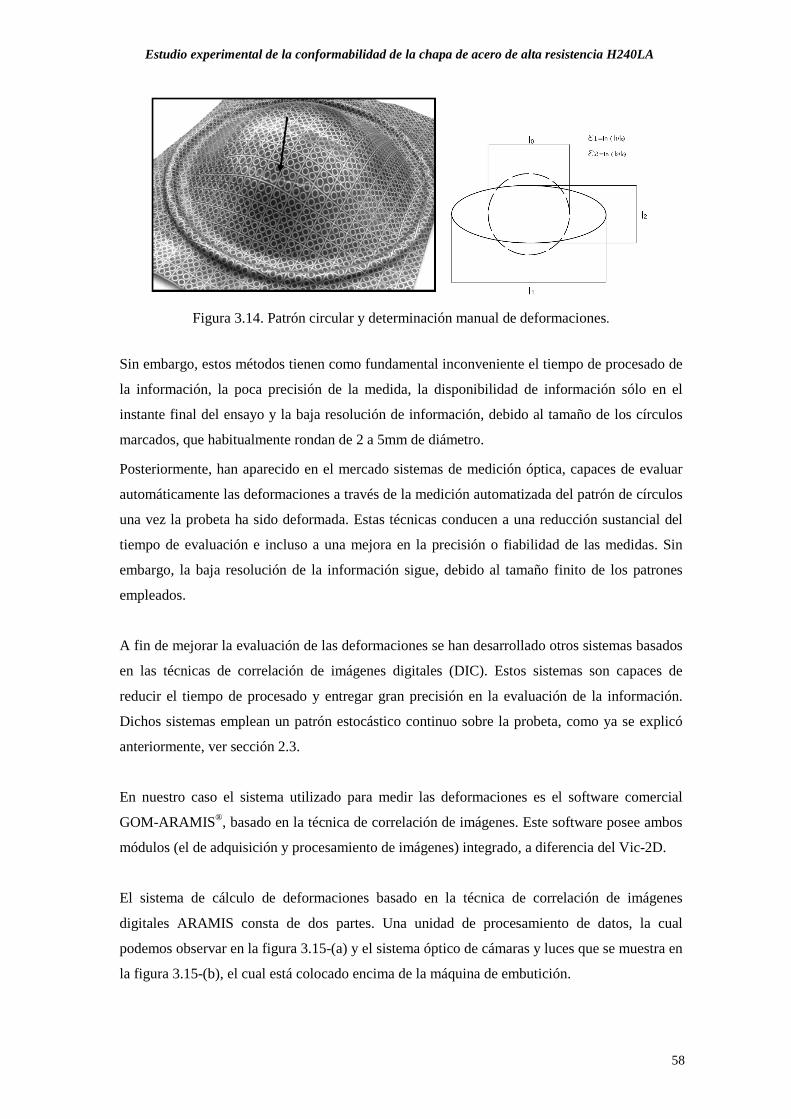
Hasta hace poco, la determinación de deformaciones se realizaba usando un patrón,
habitualmente de círculos, dibujados sobre la superficie de la probeta indeformada mediante
procesos electroquímicos, láser, impresión, etc. Tras ensayar el espécimen, y haciendo uso de
dispositivos ópticos (lupas, microscopios, etc.) se determinaba el nivel de deformación en la
chapa, lo cual se hacía de forma manual. Las marcas circulares iniciales de dimensiones
conocidas, tras sufrir la deformación, se convertían en elipses. Las deformaciones principales se
podían estimar midiendo las longitudes de los dos ejes de la elipse y relacionándolos con las
dimensiones iniciales del círculo ver la figura 3.14.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
58
Figura 3.14. Patrón circular y determinación manual de deformaciones.
Sin embargo, estos métodos tienen como fundamental inconveniente el tiempo de procesado de
la información, la poca precisión de la medida, la disponibilidad de información sólo en el
instante final del ensayo y la baja resolución de información, debido al tamaño de los círculos
marcados, que habitualmente rondan de 2 a 5mm de diámetro.
Posteriormente, han aparecido en el mercado sistemas de medición óptica, capaces de evaluar
automáticamente las deformaciones a través de la medición automatizada del patrón de círculos
una vez la probeta ha sido deformada. Estas técnicas conducen a una reducción sustancial del
tiempo de evaluación e incluso a una mejora en la precisión o fiabilidad de las medidas. Sin
embargo, la baja resolución de la información sigue, debido al tamaño finito de los patrones
empleados.
A fin de mejorar la evaluación de las deformaciones se han desarrollado otros sistemas basados
en las técnicas de correlación de imágenes digitales (DIC). Estos sistemas son capaces de
reducir el tiempo de procesado y entregar gran precisión en la evaluación de la información.
Dichos sistemas emplean un patrón estocástico continuo sobre la probeta, como ya se explicó
anteriormente, ver sección 2.3.
En nuestro caso el sistema utilizado para medir las deformaciones es el software comercial
GOM-ARAMIS®, basado en la técnica de correlación de imágenes. Este software posee ambos
módulos (el de adquisición y procesamiento de imágenes) integrado, a diferencia del Vic-2D.
El sistema de cálculo de deformaciones basado en la técnica de correlación de imágenes
digitales ARAMIS consta de dos partes. Una unidad de procesamiento de datos, la cual
podemos observar en la figura 3.15-(a) y el sistema óptico de cámaras y luces que se muestra en
la figura 3.15-(b), el cual está colocado encima de la máquina de embutición.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
59
(a) (b)
Figura 3.15. Sistema de adquisición de imágenes Aramis.
Como se puede observar este sistema se compone de dos cámaras, las cuales reciben las
imágenes de la cara exterior de la probeta ensayada y la envían a la unidad de procesamiento de
imágenes digitales donde mediante un software se efectúa la correlación de imágenes y los
cálculos de los desplazamientos y deformaciones.
A continuación se describirá de manera general los pasos básicos para la adquisición de las
fotos durante los ensayos.
Figura 3.16. Icono de ingreso al entorno de ARAMIS.
Para entrar al programa damos doble clic en el icono del programa, el cual aparece en la figura
3.16. Luego nos presenta un entorno como se muestra en la figura 3.17, en el cual nos
encontramos una barra de herramientas como la que se aprecia en esta misma figura.
Figura 3.17. Entorno de ARAMIS y barra de herramientas.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
60
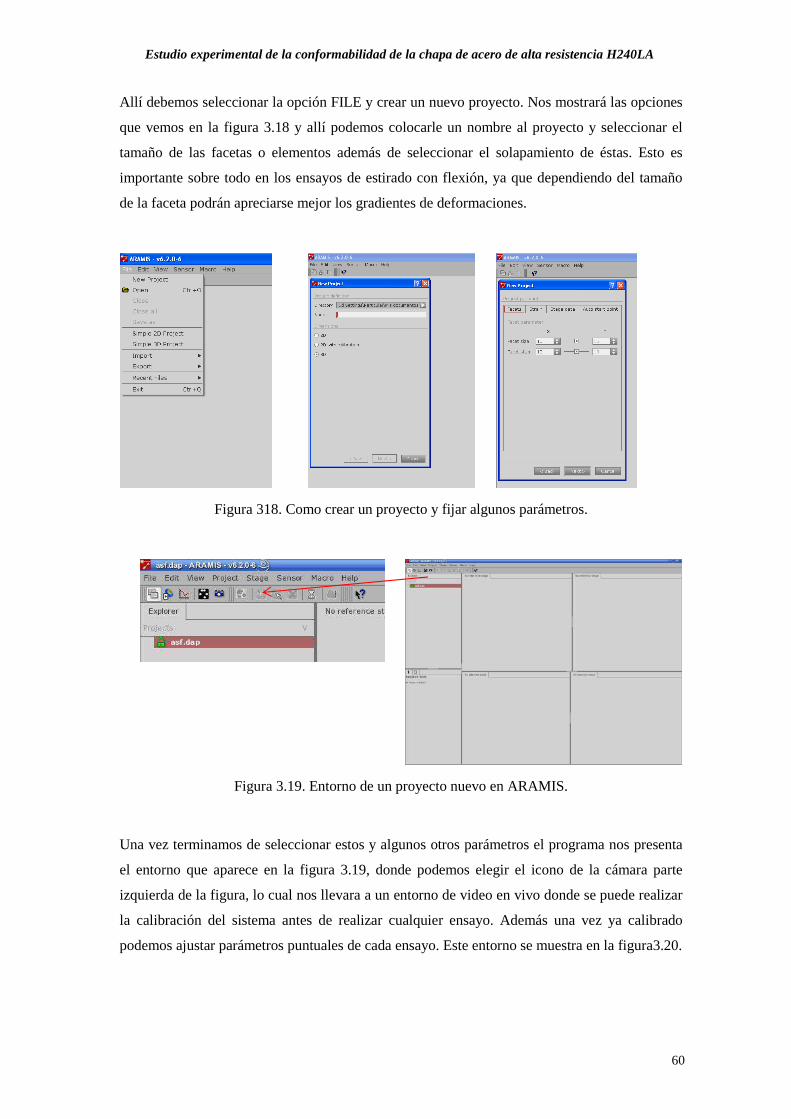
Allí debemos seleccionar la opción FILE y crear un nuevo proyecto. Nos mostrará las opciones
que vemos en la figura 3.18 y allí podemos colocarle un nombre al proyecto y seleccionar el
tamaño de las facetas o elementos además de seleccionar el solapamiento de éstas. Esto es
importante sobre todo en los ensayos de estirado con flexión, ya que dependiendo del tamaño
de la faceta podrán apreciarse mejor los gradientes de deformaciones.
Figura 318. Como crear un proyecto y fijar algunos parámetros.
Figura 3.19. Entorno de un proyecto nuevo en ARAMIS.
Una vez terminamos de seleccionar estos y algunos otros parámetros el programa nos presenta
el entorno que aparece en la figura 3.19, donde podemos elegir el icono de la cámara parte
izquierda de la figura, lo cual nos llevara a un entorno de video en vivo donde se puede realizar
la calibración del sistema antes de realizar cualquier ensayo. Además una vez ya calibrado
podemos ajustar parámetros puntuales de cada ensayo. Este entorno se muestra en la figura3.20.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
61
Figura3.20. Modo en vivo del programa y lista de durante el ensayo.
En la parte izquierda de la figura podemos ver varias opciones que son muy importantes,
MODE allí podemos seleccionar si queremos tomar fotos manualmente (SINGLE WITH AD) o
automáticamente (FAST MEASUREMENT). Luego esta la opción FRAME RATE donde
podemos elegir la cantidad de fotos por segundo que queremos tomar en modo automático, la
opción SHUTTER TIME se refiere al tiempo que el obturador esta abierto y dependiendo de
esto puede entrar más o menos luz durante la apertura del obturador, AD-0 y AD-1, se refiere a
entradas de señales analógicas que se estén tomando. Lo que hace el programa es que toda esta
información se agrega a cada foto.
Estando todavía en el entorno anterior podemos fijar la intensidad de luz que queremos sobre el
ensayo. Esto se hace operando sobre el potenciómetro (C) que se muestra en la figura 3.21-(b),
girándolo a favor de las manecillas del reloj se aumenta la intensidad de luz hasta que
aparezcan zonas en rojo en el video, como se muestra en la figura 3.21-(a).
(a) (b)
Figura 3.21. Sobre exposicion de luz en el ensayo y controles de la unidad de procesado.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
62
Luego se disminuye la intensidad hasta que apenas se puedan visualizar estos puntos,
seguidamente se gira el potenciómetro un cuarto de vuelta y ya estará el nivel de luz en valores
aceptables.
Figura 3.22. Toma manual de fotografías.
Las primeras fotografías se tomarán de manera manual (ver sección 3.4).para ello hay que
colocar el programa en Mode→Simple with AD, como se muestra en la figura 3.22 y cuando
se desee tomar una fotografía presionar el icono de cámara. Luego cuando deseemos tomar
fotos de manera prolongada durante todo el ensayo debemos cambiar a Mode→Fast
Measurement (PC RAM) y presionar el icono de la cámara para comenzar a tomar las fotos.
ç
(a) (b)
Figura 3.23. Captura automática de fotos y almacenamiento de fotos.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
63
Nos aparecerá un entorno como el mostrado en la figura 3.23-(a), donde veremos el numero de
imágenes y aparece la opción ABORT la cual presionaremos una vez la probeta se rompa, y nos
aparecerá un submenú en el cual le diremos que queremos usar todas las fotos tomada USE
ALL, como se ve en la figura 3.23.-(b).
Con esto termina la adquisición de datos durante un ensayo. La manera de evaluarlo será
explicada en la sección 3.5. Ahora explicaremos la manera de calibrar el sistema justo antes de
empezar a medir.
La calibración se realiza tomando una serie de imágenes, simultáneamente con ambas cámaras,
de una placa con marcadores (calibration target) la cual se muestra en la figura 3.24. La
geometría de la placa y de los marcadores es conocida. De esta forma el sistema localiza los
centros y orientaciones de la placa. Durante la calibración, dichos marcadores se detectan
automáticamente por el sistema a la vez que la placa se sitúa en una serie de orientaciones
espaciales definidas previamente.
Figura 3.24 Placa de calibración para el sistema ARAMIS®
El algoritmo de evaluación calcula los parámetros intrínsecos de las dos cámaras, los
parámetros extrínsecos (vector de traslación y matriz de rotación) al igual que las
incertidumbres de los parámetros de calibración resultantes de las desviaciones de los
marcadores detectados en comparación con el modelo de proyección/posición. Típicamente un
número de 8 o 10 imágenes es suficiente para la obtención de todos los parámetros de
calibración con precisión.
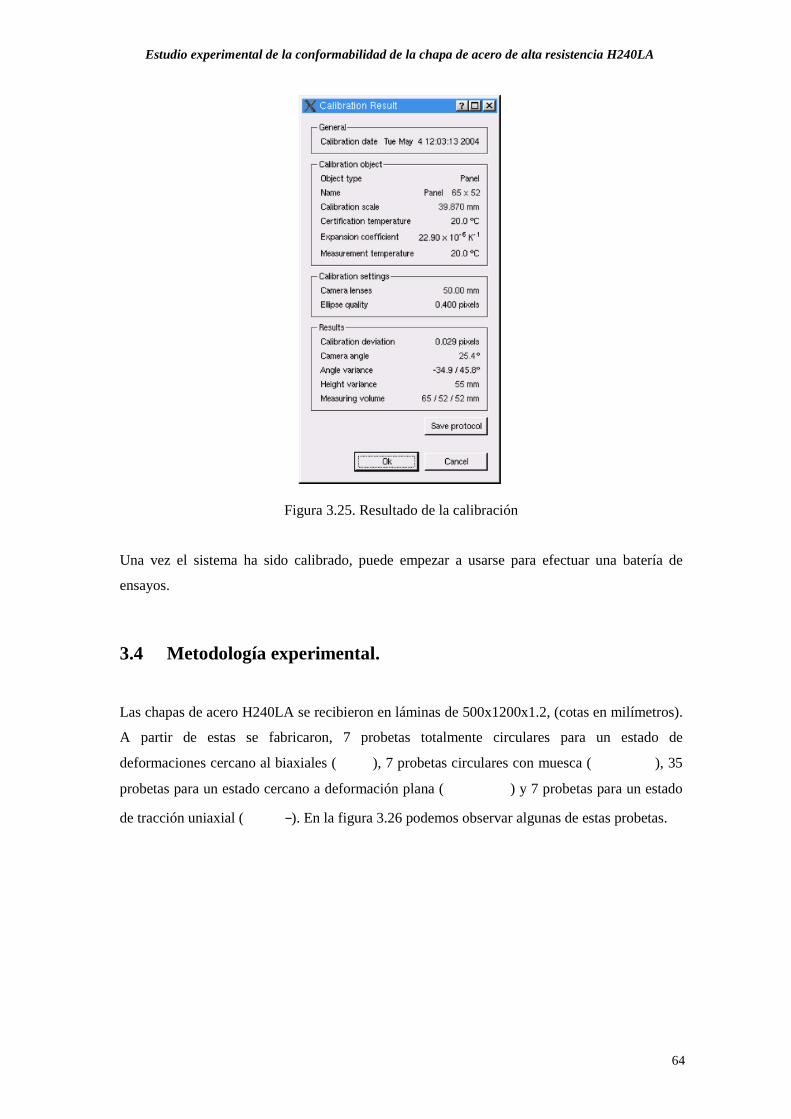
Una vez se ha realizado la calibración, el sistema nos presenta un resumen de los parámetros, es
decir, ángulo entre las cámaras, volumen de medición calibrado, desviación en la calibración,
etc, como se puede ver en la figura 3.25.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
64
Figura 3.25. Resultado de la calibración
Una vez el sistema ha sido calibrado, puede empezar a usarse para efectuar una batería de
ensayos.
3.4 Metodología experimental.
Las chapas de acero H240LA se recibieron en láminas de 500x1200x1.2, (cotas en milímetros).
A partir de estas se fabricaron, 7 probetas totalmente circulares para un estado de
deformaciones cercano al biaxiales ( ), 7 probetas circulares con muesca ( ), 35
probetas para un estado cercano a deformación plana ( ) y 7 probetas para un estado
de tracción uniaxial ( ). En la figura 3.26 podemos observar algunas de estas probetas.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
65
(a) (b) (c)
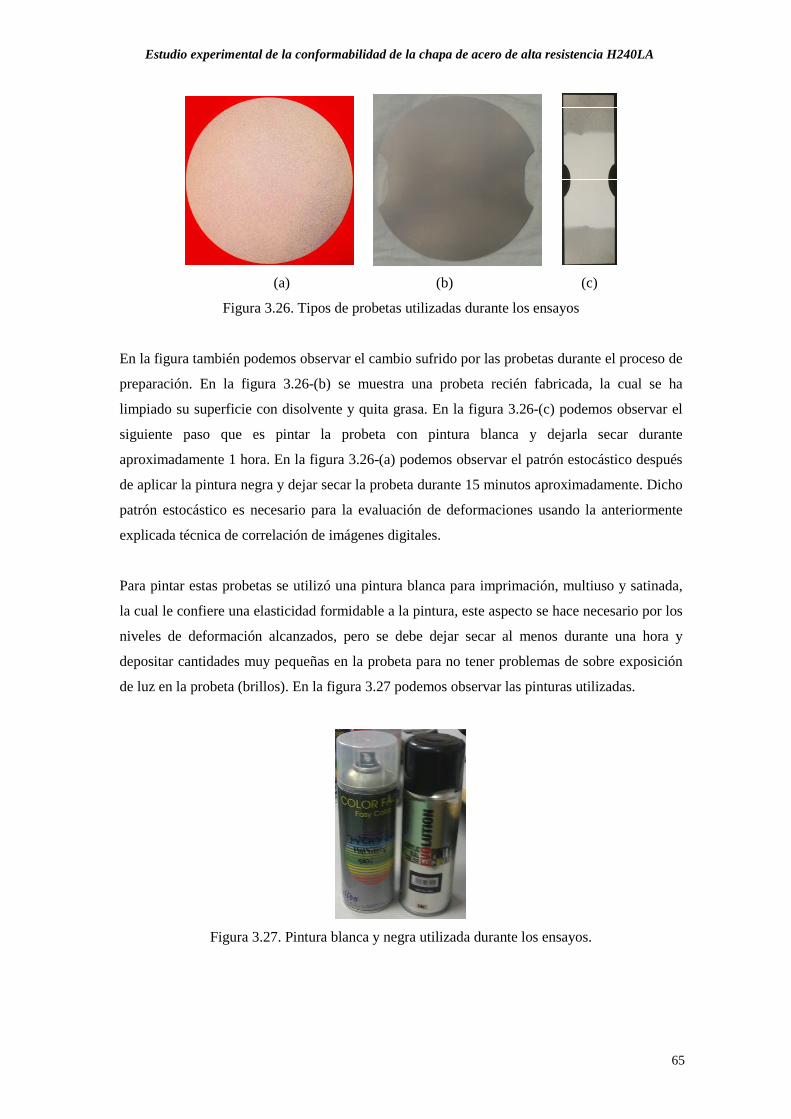
Figura 3.26. Tipos de probetas utilizadas durante los ensayos
En la figura también podemos observar el cambio sufrido por las probetas durante el proceso de
preparación. En la figura 3.26-(b) se muestra una probeta recién fabricada, la cual se ha
limpiado su superficie con disolvente y quita grasa. En la figura 3.26-(c) podemos observar el
siguiente paso que es pintar la probeta con pintura blanca y dejarla secar durante
aproximadamente 1 hora. En la figura 3.26-(a) podemos observar el patrón estocástico después
de aplicar la pintura negra y dejar secar la probeta durante 15 minutos aproximadamente. Dicho
patrón estocástico es necesario para la evaluación de deformaciones usando la anteriormente
explicada técnica de correlación de imágenes digitales.
Para pintar estas probetas se utilizó una pintura blanca para imprimación, multiuso y satinada,
la cual le confiere una elasticidad formidable a la pintura, este aspecto se hace necesario por los
niveles de deformación alcanzados, pero se debe dejar secar al menos durante una hora y
depositar cantidades muy pequeñas en la probeta para no tener problemas de sobre exposición
de luz en la probeta (brillos). En la figura 3.27 podemos observar las pinturas utilizadas.
Figura 3.27. Pintura blanca y negra utilizada durante los ensayos.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
66
La pintura negra utilizada debe ser mate para evitar la sobre exposición de la luz durante el
ensayo. Cabe resaltar que el único requisito adicional para la pintura negra es que la boquilla
del bote debe difuminar la pintura de una manera muy fina, ya que lo que queremos es obtener
puntos los suficientemente pequeños para obtener una mejor discretización a la hora de realizar
las correlaciones de imágenes.
Una vez las probetas están preparadas y la máquina se encuentra calibrada y ajustada (ver
sección 3.3), podemos comenzar los ensayos. En la tabla 3.3 se muestran los parámetros
básicos que se usaron durante los ensayos, los cuales cumplen con las recomendaciones de la
ISO 12004-2:2008.
Parámetros Valor
Velocidad del punzón 1 mm/s
Temperatura durante el ensayo 20-25 ◦C
Fuerza en el prensa chapas 60 KN
Precisión en la medida de fuerza 0,01 KN
Precisión en la medida de posición 0,1 mm
precisión en la medida de velocidad 0,2 mm/s
Tabla 3.3. Parámetros básicos durante el ensayo.
Luego, iniciamos el ensayo montando el punzón que se va a utilizar en la máquina, el cual se
debe limpiar y lubricar (vaselina + teflón + vaselina). Con el punzón en el punto más bajo de
todo el recorrido se debe colocar la probeta sobre el prensa chapas, se coloca la matriz, se cierra
y se asegura la compuerta. Una vez llegados a este punto se enciende la maquina con el
interruptor “F” (ver figura 3.28).
Figura 3.28. Mandos de la maquina de embutición universal.
Una vez encendida se presiona el botón arriba (C), el cual hace que la parte mas alta del punzón
suba y llegue a la altura de la chapa, pero sin hacer presión. En esta posición se abre el
programa ARAMIS, se crea un nuevo proyecto, se ajustan todos los parámetros y se ajustan los
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
67
niveles de luz en la zona del ensayo (ver sección 3.3). Se toma la foto de referencia y se
procede mediante la válvula de presión del prensa chapas (A) a presionar el prensa chapas
contra la matriz hasta un nivel de fuerza deseado. Se toman fotos durante este proceso cada vez
que la fuerza en el prensa chapas aumenta en 5 KN y una vez llegado al valor deseado se pasa
la toma de fotos de manual a automática y se comienzan a tomar fotos automáticamente (12 x
segundo). Se acciona inmediatamente la válvula del control de velocidad (B) la cual se
posiciona en 1 mm/s, lo cual indica que el ensayo se realizará a esta velocidad. El ensayo
continuará en este estado hasta que la probeta alcance el fallo. Una vez esto ocurre se presiona
el botón de parada general (D), con lo cual el punzón se detiene. Vamos al sistema de captura
de fotos y paramos la adquisición de fotos y guardamos las fotos tomadas durante el ensayo.
Luego se presiona el botón abajo (E) en la maquina de ensayos, con lo cual el punzón se baja
(donde estaba al inicio), liberamos la presión de la fuerza del prensa chapas con la válvula (A) y
procedemos a abrir la compuerta, sacar la matriz, sacar la probeta con cuidado de no dañar la
pintura y volvemos a limpiar el punzón y a lubricar y quedando listo para el próximo ensayo.
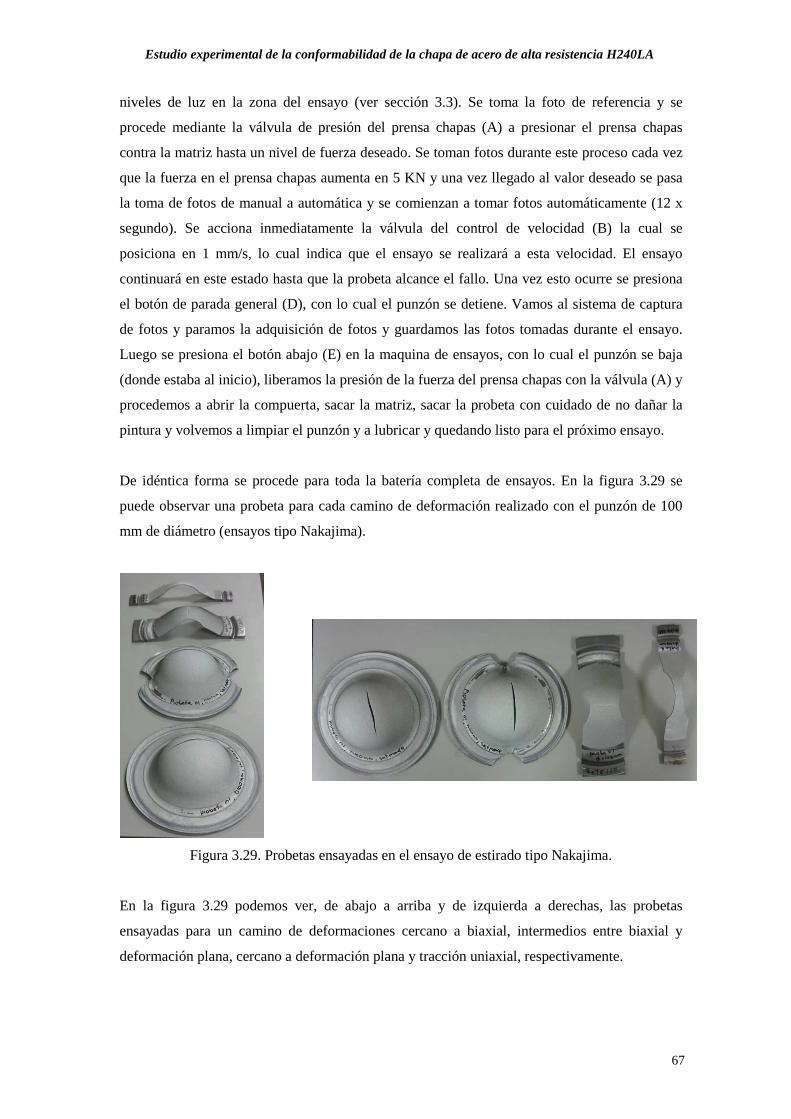
De idéntica forma se procede para toda la batería completa de ensayos. En la figura 3.29 se
puede observar una probeta para cada camino de deformación realizado con el punzón de 100
mm de diámetro (ensayos tipo Nakajima).
Figura 3.29. Probetas ensayadas en el ensayo de estirado tipo Nakajima.
En la figura 3.29 podemos ver, de abajo a arriba y de izquierda a derechas, las probetas
ensayadas para un camino de deformaciones cercano a biaxial, intermedios entre biaxial y
deformación plana, cercano a deformación plana y tracción uniaxial, respectivamente.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
68
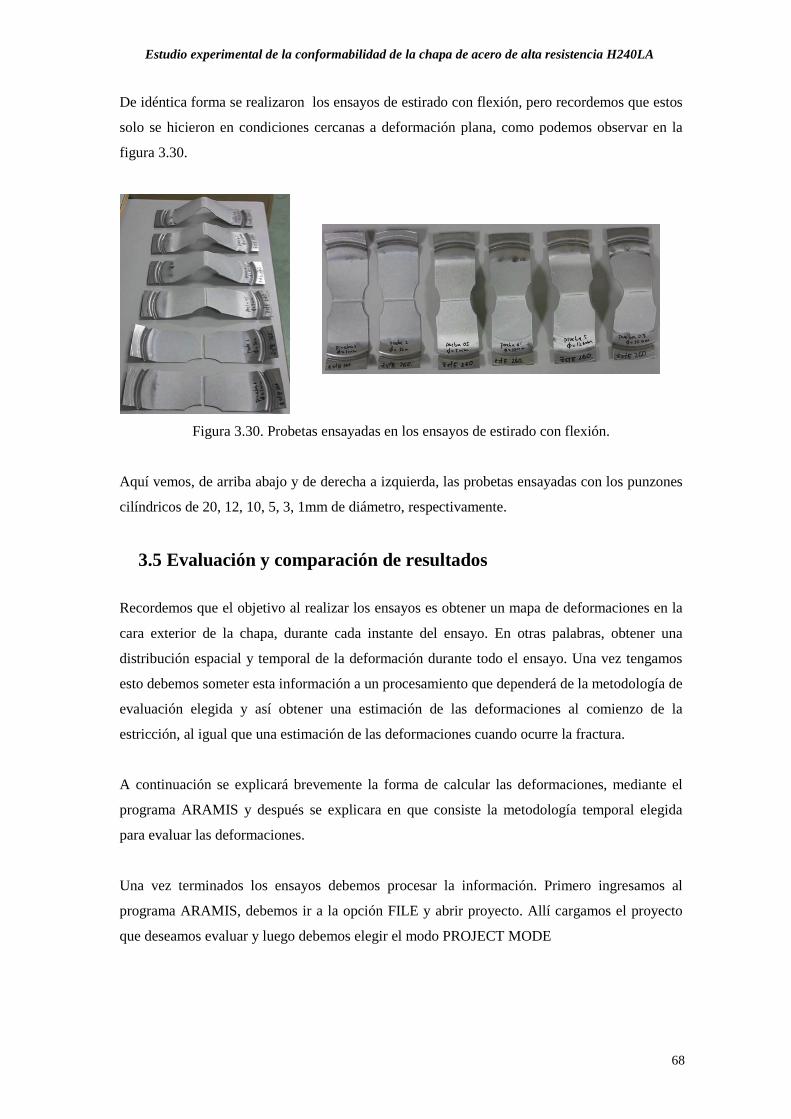
De idéntica forma se realizaron los ensayos de estirado con flexión, pero recordemos que estos
solo se hicieron en condiciones cercanas a deformación plana, como podemos observar en la
figura 3.30.
Figura 3.30. Probetas ensayadas en los ensayos de estirado con flexión.
Aquí vemos, de arriba abajo y de derecha a izquierda, las probetas ensayadas con los punzones
cilíndricos de 20, 12, 10, 5, 3, 1mm de diámetro, respectivamente.
3.5 Evaluación y comparación de resultados
Recordemos que el objetivo al realizar los ensayos es obtener un mapa de deformaciones en la
cara exterior de la chapa, durante cada instante del ensayo. En otras palabras, obtener una
distribución espacial y temporal de la deformación durante todo el ensayo. Una vez tengamos
esto debemos someter esta información a un procesamiento que dependerá de la metodología de
evaluación elegida y así obtener una estimación de las deformaciones al comienzo de la
estricción, al igual que una estimación de las deformaciones cuando ocurre la fractura.
A continuación se explicará brevemente la forma de calcular las deformaciones, mediante el
programa ARAMIS y después se explicara en que consiste la metodología temporal elegida
para evaluar las deformaciones.
Una vez terminados los ensayos debemos procesar la información. Primero ingresamos al
programa ARAMIS, debemos ir a la opción FILE y abrir proyecto. Allí cargamos el proyecto
que deseamos evaluar y luego debemos elegir el modo PROJECT MODE
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
69
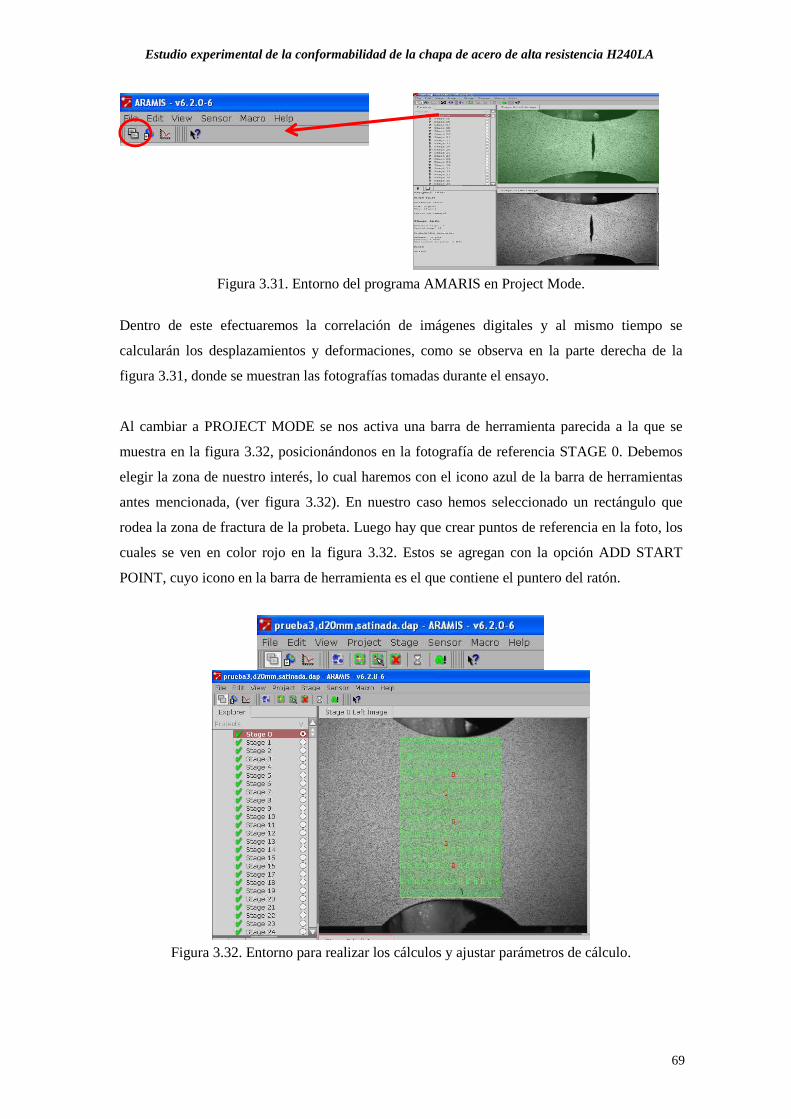
Figura 3.31. Entorno del programa AMARIS en Project Mode.
Dentro de este efectuaremos la correlación de imágenes digitales y al mismo tiempo se
calcularán los desplazamientos y deformaciones, como se observa en la parte derecha de la
figura 3.31, donde se muestran las fotografías tomadas durante el ensayo.
Al cambiar a PROJECT MODE se nos activa una barra de herramienta parecida a la que se
muestra en la figura 3.32, posicionándonos en la fotografía de referencia STAGE 0. Debemos
elegir la zona de nuestro interés, lo cual haremos con el icono azul de la barra de herramientas
antes mencionada, (ver figura 3.32). En nuestro caso hemos seleccionado un rectángulo que
rodea la zona de fractura de la probeta. Luego hay que crear puntos de referencia en la foto, los
cuales se ven en color rojo en la figura 3.32. Estos se agregan con la opción ADD START
POINT, cuyo icono en la barra de herramienta es el que contiene el puntero del ratón.
Figura 3.32. Entorno para realizar los cálculos y ajustar parámetros de cálculo.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
70
Una vez creados todos los puntos de inicio que necesitemos, al menos uno en cada lado de la
probeta al fracturarse, presionamos al icono del reloj de arena el cual efectúa el calculo del
proyecto. Recordamos que la forma de calcular es, primero correlaciona las imágenes y luego
calcula el campo de desplazamiento y deformaciones.
Una vez el programa termina de efectuar el calculo automáticamente se cambia al modo
EVALUATION MODE, donde podremos extraer toda la información referente a las
deformaciones. En la figura 3.33 vemos una vista de cómo se ve el programa en este caso para
un ensayo de estirado con flexión de 20mm de diámetro.
Figura 3.33. Forma de un mapa de deformaciones en ARAMIS.
Llegados a este punto y con los campos de deformaciones calculados durante todo el ensayo, se
hace necesario explicar la metodología que vamos a emplear. Esta metodología fue propuesta
por Martínez-Donaire et al. (2009).
La metodología se basa en el análisis temporal de la distribución de deformación principal
máxima (ε�) y su primera derivada respecto al tiempo (ε��), en una serie de puntos alineados en
una sección perpendicular a la zona de fractura. En primer lugar hay que obtener el ancho de la
zona de estricción; esto se consigue identificando los dos últimos puntos, uno a cada lado de la
grieta, que dejan de deformarse y cumplen la condición ε�� � 0, justo antes de la aparición de la
fractura, como se muestra en la figura 3.34. La región entre dichos puntos define el área donde
se ha desarrollado la inestabilidad plástica. Una vez comience la estricción, la deformación de
los puntos de dicha región aumenta más y más hasta la fractura. Por otro lado la ε�� de los
puntos fuera de esa zona se reduce gradualmente, llegando a mantener un nivel de deformación
constante o incluso experimentando cierta descarga elástica antes de la fractura de la chapa.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
71
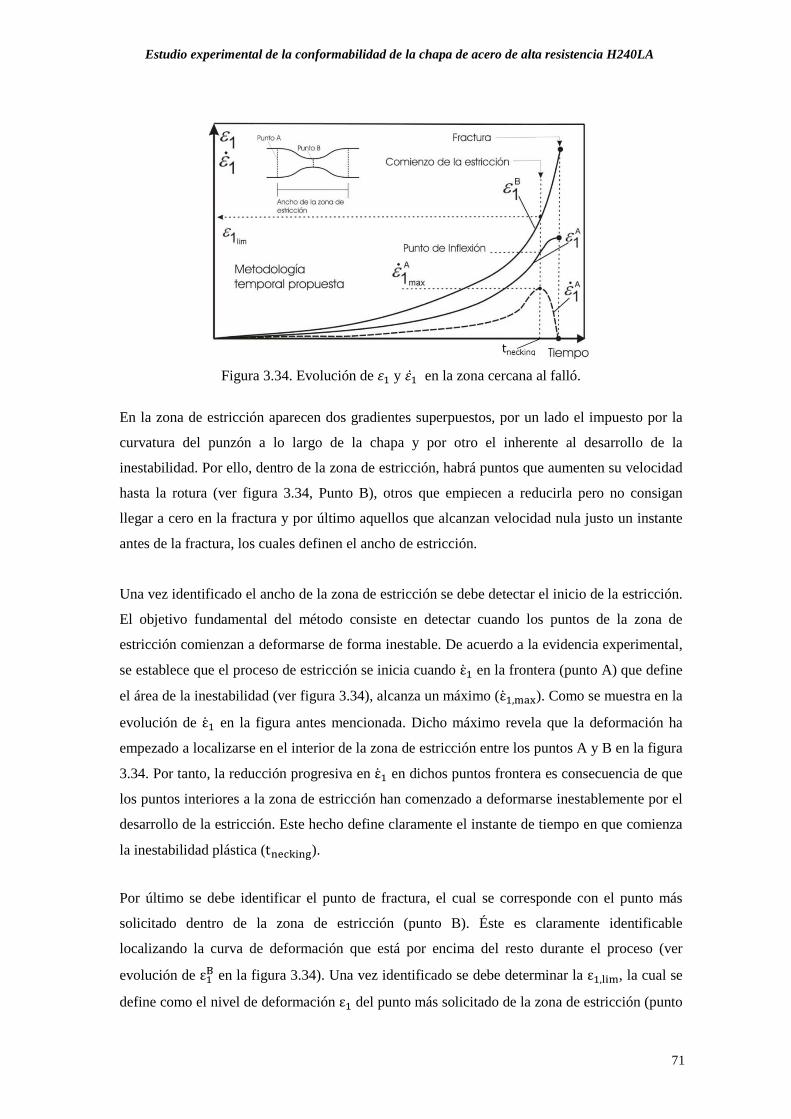
Figura 3.34. Evolución de �� y ��� en la zona cercana al falló.
En la zona de estricción aparecen dos gradientes superpuestos, por un lado el impuesto por la
curvatura del punzón a lo largo de la chapa y por otro el inherente al desarrollo de la
inestabilidad. Por ello, dentro de la zona de estricción, habrá puntos que aumenten su velocidad
hasta la rotura (ver figura 3.34, Punto B), otros que empiecen a reducirla pero no consigan
llegar a cero en la fractura y por último aquellos que alcanzan velocidad nula justo un instante
antes de la fractura, los cuales definen el ancho de estricción.
Una vez identificado el ancho de la zona de estricción se debe detectar el inicio de la estricción.
El objetivo fundamental del método consiste en detectar cuando los puntos de la zona de
estricción comienzan a deformarse de forma inestable. De acuerdo a la evidencia experimental,
se establece que el proceso de estricción se inicia cuando ε�� en la frontera (punto A) que define
el área de la inestabilidad (ver figura 3.34), alcanza un máximo (ε��,���). Como se muestra en la
evolución de ε�� en la figura antes mencionada. Dicho máximo revela que la deformación ha
empezado a localizarse en el interior de la zona de estricción entre los puntos A y B en la figura
3.34. Por tanto, la reducción progresiva en ε�� en dichos puntos frontera es consecuencia de que
los puntos interiores a la zona de estricción han comenzado a deformarse inestablemente por el
desarrollo de la estricción. Este hecho define claramente el instante de tiempo en que comienza
la inestabilidad plástica (t�������).
Por último se debe identificar el punto de fractura, el cual se corresponde con el punto más
solicitado dentro de la zona de estricción (punto B). Éste es claramente identificable
localizando la curva de deformación que está por encima del resto durante el proceso (ver
evolución de ε�� en la figura 3.34). Una vez identificado se debe determinar la ε�,���, la cual se
define como el nivel de deformación ε� del punto más solicitado de la zona de estricción (punto
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
72
B) en el instante del comienzo de la estricción, o sea la ε� en t�������. Por último, la
deformación principal mínima límite (ε�,���). Análogamente, se obtiene como el valor de ε�
existente en el punto B en el instante t�������.
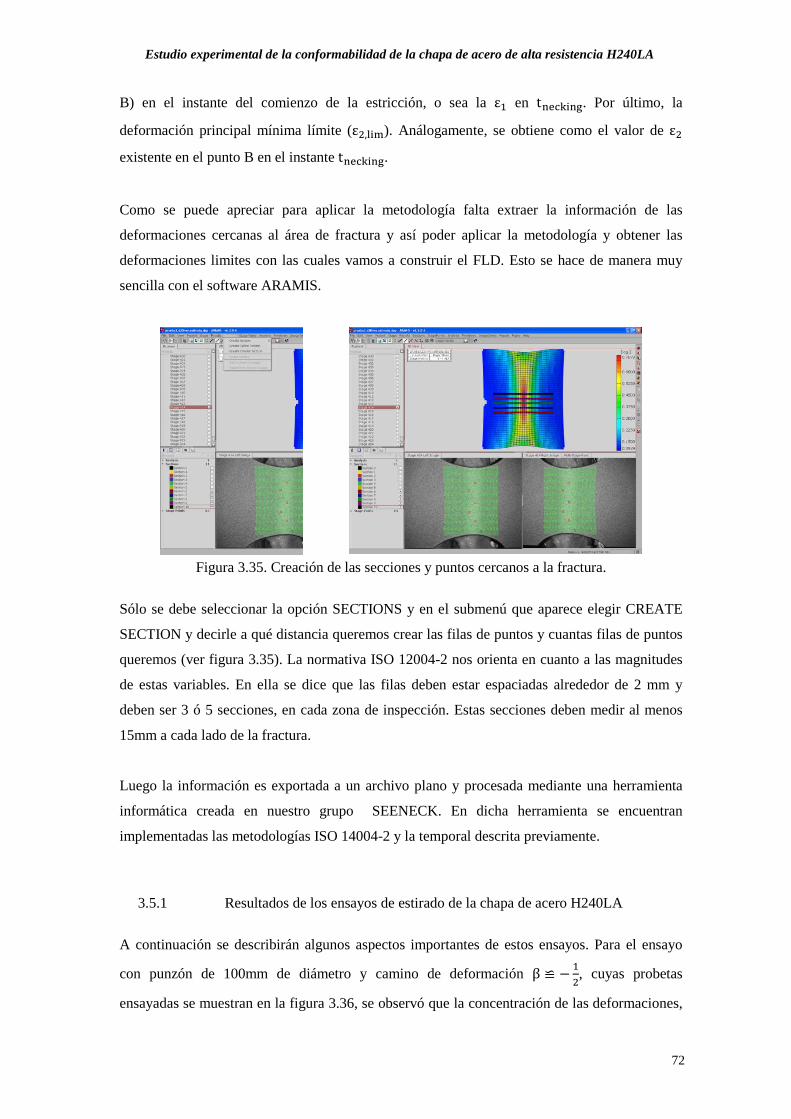
Como se puede apreciar para aplicar la metodología falta extraer la información de las
deformaciones cercanas al área de fractura y así poder aplicar la metodología y obtener las
deformaciones limites con las cuales vamos a construir el FLD. Esto se hace de manera muy
sencilla con el software ARAMIS.
Figura 3.35. Creación de las secciones y puntos cercanos a la fractura.
Sólo se debe seleccionar la opción SECTIONS y en el submenú que aparece elegir CREATE
SECTION y decirle a qué distancia queremos crear las filas de puntos y cuantas filas de puntos
queremos (ver figura 3.35). La normativa ISO 12004-2 nos orienta en cuanto a las magnitudes
de estas variables. En ella se dice que las filas deben estar espaciadas alrededor de 2 mm y
deben ser 3 ó 5 secciones, en cada zona de inspección. Estas secciones deben medir al menos
15mm a cada lado de la fractura.
Luego la información es exportada a un archivo plano y procesada mediante una herramienta
informática creada en nuestro grupo SEENECK. En dicha herramienta se encuentran
implementadas las metodologías ISO 14004-2 y la temporal descrita previamente.
3.5.1 Resultados de los ensayos de estirado de la chapa de acero H240LA
A continuación se describirán algunos aspectos importantes de estos ensayos. Para el ensayo
con punzón de 100mm de diámetro y camino de deformación β ≌ ��
�, cuyas probetas
ensayadas se muestran en la figura 3.36, se observó que la concentración de las deformaciones,

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
73
tanto ε�, ε�, como ε� siempre ocurrió en el centro de la probeta y por ende tanto la estricción
como la fractura ocurrieron en la zona central, como se puede observar en las diferentes
probetas.
Figura 3.36. Probetas de tracción uniaxial ensayadas en un ensayo tipo Nakajima y distribución
De la deformación ��.en la chapa.
En la figura 3.36, también se pueden observar tres fotogramas que representan básicamente las
tres fases del proceso de deformación que ocurre durante el ensayo. En ella podemos ver la
variación de la distribución de ε� con el tiempo. Primero toda la zona de la chapa, que esta en
contacto con el punzón, experimenta una deformación mayor que las partes que no lo están.
Dicha deformación es bastante uniforme a lo largo de toda esta zona, la cual ocupa casi todo el
ancho de la probeta. Esto es así durante casi todo el ensayo, luego las deformaciones máximas
se limitan a una zona en la parte central de la probeta sin llegar a ocupar todo el ancho, y justo
antes del fallo de la chapa esta zona se localiza a un más en el centro de la probeta (estricción).
En la tabla 3.4, tenemos los valores obtenidos en cada ensayo realizado para este camino de
deformación. Como observamos el β calculado como el cociente entre deformaciones
principales en el plano de la chapa, cuando ocurre la estricción es menor que el de fractura.
ɸ 100mm, tracción uniaxial
Deformación de Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β
Prueba 1 100,00 -35,63 -0,36 62,86 -30,22 -0,48
Prueba 2 99,90 -30,80 -0,31 61,24 -29,95 -0,49
Prueba 3 101,00 -31,70 -0,31 61,77 -29,76 -0,48
Prueba 4 100,00 -30,60 -0,31 62,85 -30,5 -0,48
Prueba 5 101,00 -34,80 -0,34 61,82 -29,13 -0,47
Prueba 6 99,00 -35,70 -0,36 60,31 -29,5 -0,49
Promedio 100,15 -33,21 -0,33 61,81 -29,84 -0,48
Desviación 0,76 2,43 0,03 0,98 0,48 0,01
Tabla 3.4. Valores obtenidos en los ensayos tipo Nakajima en tracción uniaxial.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
74
En ella podemos observar los valores de las dos deformaciones principales en el plano de la
chapa, tanto de fractura como de estricción, así como el valor de la relación de deformaciones
β.
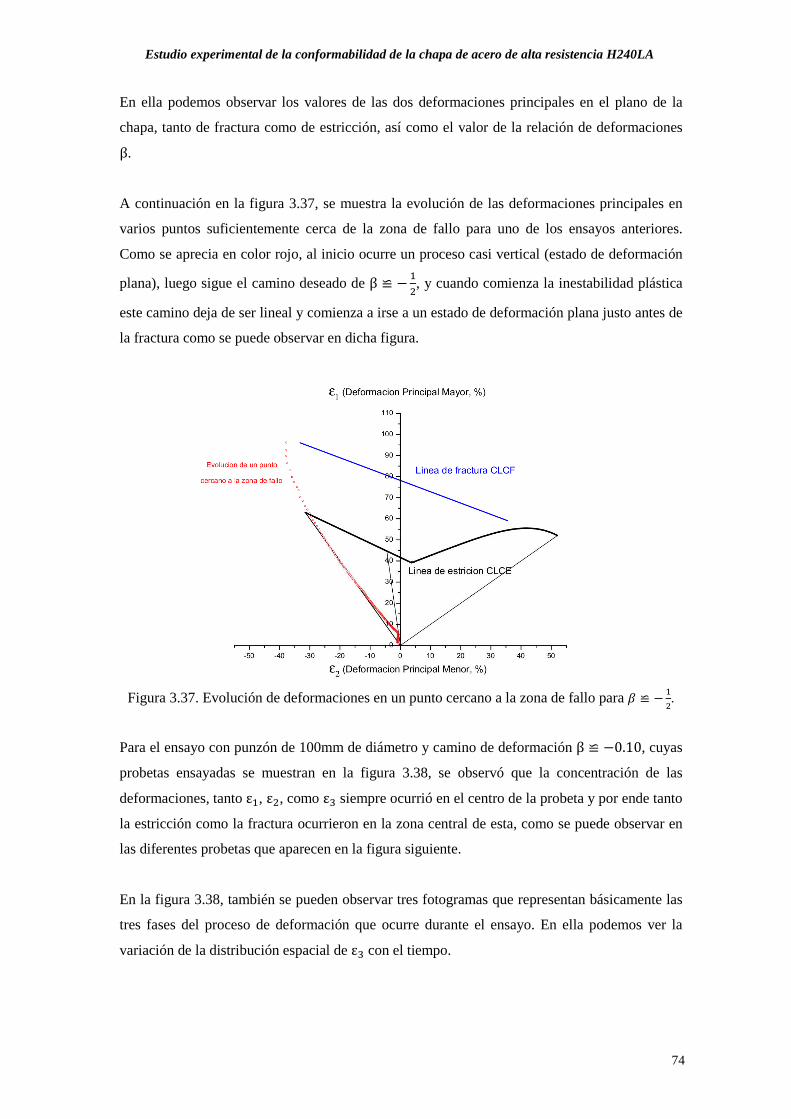
A continuación en la figura 3.37, se muestra la evolución de las deformaciones principales en
varios puntos suficientemente cerca de la zona de fallo para uno de los ensayos anteriores.
Como se aprecia en color rojo, al inicio ocurre un proceso casi vertical (estado de deformación
plana), luego sigue el camino deseado de β ≌ ��
�, y cuando comienza la inestabilidad plástica
este camino deja de ser lineal y comienza a irse a un estado de deformación plana justo antes de
la fractura como se puede observar en dicha figura.
Figura 3.37. Evolución de deformaciones en un punto cercano a la zona de fallo para � ≌ �
�
�.
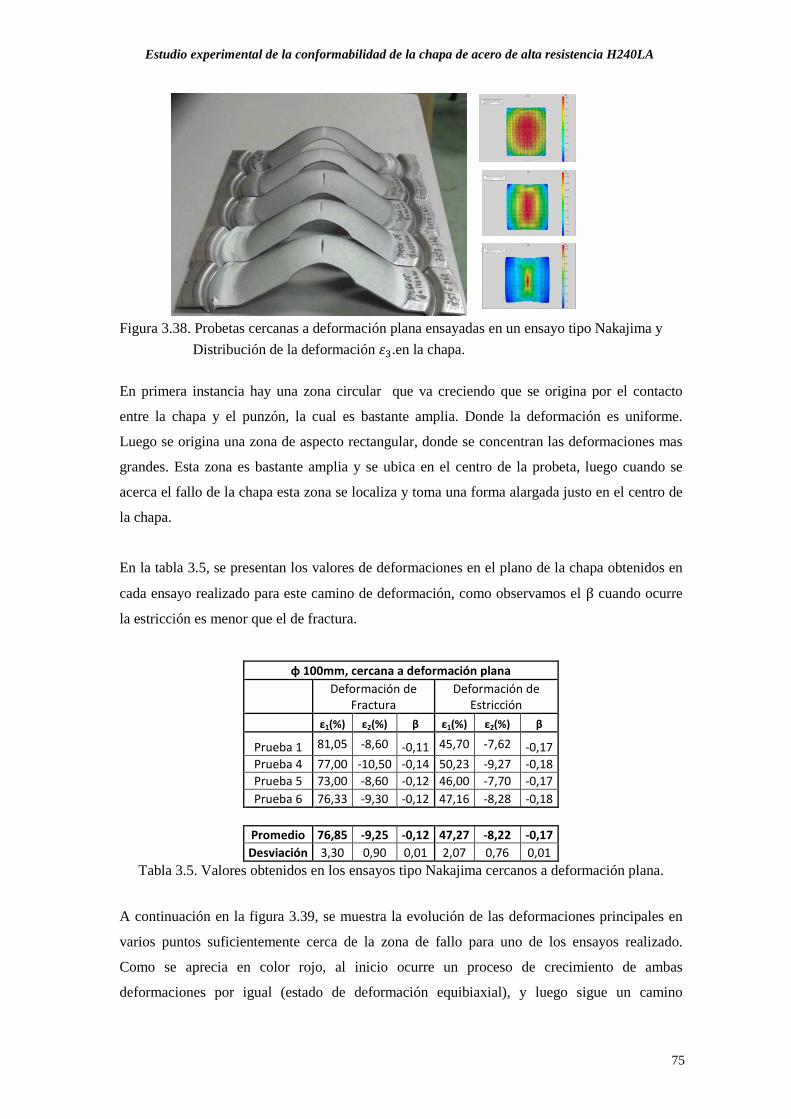
Para el ensayo con punzón de 100mm de diámetro y camino de deformación β ≌ �0.10, cuyas
probetas ensayadas se muestran en la figura 3.38, se observó que la concentración de las
deformaciones, tanto ε�, ε�, como ε� siempre ocurrió en el centro de la probeta y por ende tanto
la estricción como la fractura ocurrieron en la zona central de esta, como se puede observar en
las diferentes probetas que aparecen en la figura siguiente.
En la figura 3.38, también se pueden observar tres fotogramas que representan básicamente las
tres fases del proceso de deformación que ocurre durante el ensayo. En ella podemos ver la
variación de la distribución espacial de ε� con el tiempo.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
75
Figura 3.38. Probetas cercanas a deformación plana ensayadas en un ensayo tipo Nakajima y
Distribución de la deformación ��.en la chapa.
En primera instancia hay una zona circular que va creciendo que se origina por el contacto
entre la chapa y el punzón, la cual es bastante amplia. Donde la deformación es uniforme.
Luego se origina una zona de aspecto rectangular, donde se concentran las deformaciones mas
grandes. Esta zona es bastante amplia y se ubica en el centro de la probeta, luego cuando se
acerca el fallo de la chapa esta zona se localiza y toma una forma alargada justo en el centro de
la chapa.
En la tabla 3.5, se presentan los valores de deformaciones en el plano de la chapa obtenidos en
cada ensayo realizado para este camino de deformación, como observamos el β cuando ocurre
la estricción es menor que el de fractura.
ɸ 100mm, cercana a deformación plana
Deformación de
Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β
Prueba 1 81,05 -8,60 -0,11 45,70 -7,62 -0,17
Prueba 4 77,00 -10,50 -0,14 50,23 -9,27 -0,18
Prueba 5 73,00 -8,60 -0,12 46,00 -7,70 -0,17
Prueba 6 76,33 -9,30 -0,12 47,16 -8,28 -0,18
Promedio 76,85 -9,25 -0,12 47,27 -8,22 -0,17
Desviación 3,30 0,90 0,01 2,07 0,76 0,01
Tabla 3.5. Valores obtenidos en los ensayos tipo Nakajima cercanos a deformación plana.
A continuación en la figura 3.39, se muestra la evolución de las deformaciones principales en
varios puntos suficientemente cerca de la zona de fallo para uno de los ensayos realizado.
Como se aprecia en color rojo, al inicio ocurre un proceso de crecimiento de ambas
deformaciones por igual (estado de deformación equibiaxial), y luego sigue un camino
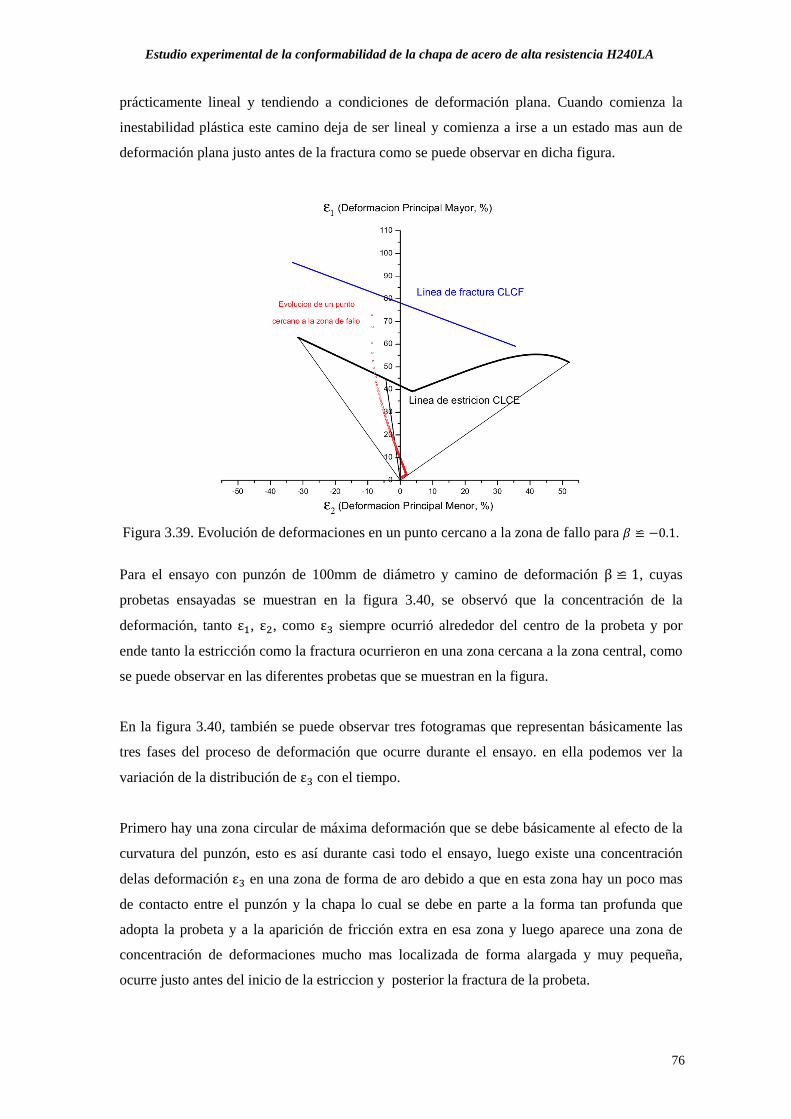
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
76
prácticamente lineal y tendiendo a condiciones de deformación plana. Cuando comienza la
inestabilidad plástica este camino deja de ser lineal y comienza a irse a un estado mas aun de
deformación plana justo antes de la fractura como se puede observar en dicha figura.
Figura 3.39. Evolución de deformaciones en un punto cercano a la zona de fallo para � ≌ �0.1.
Para el ensayo con punzón de 100mm de diámetro y camino de deformación β ≌ 1, cuyas
probetas ensayadas se muestran en la figura 3.40, se observó que la concentración de la
deformación, tanto ε�, ε�, como ε� siempre ocurrió alrededor del centro de la probeta y por
ende tanto la estricción como la fractura ocurrieron en una zona cercana a la zona central, como
se puede observar en las diferentes probetas que se muestran en la figura.
En la figura 3.40, también se puede observar tres fotogramas que representan básicamente las
tres fases del proceso de deformación que ocurre durante el ensayo. en ella podemos ver la
variación de la distribución de ε� con el tiempo.
Primero hay una zona circular de máxima deformación que se debe básicamente al efecto de la
curvatura del punzón, esto es así durante casi todo el ensayo, luego existe una concentración
delas deformación ε� en una zona de forma de aro debido a que en esta zona hay un poco mas
de contacto entre el punzón y la chapa lo cual se debe en parte a la forma tan profunda que
adopta la probeta y a la aparición de fricción extra en esa zona y luego aparece una zona de
concentración de deformaciones mucho mas localizada de forma alargada y muy pequeña,
ocurre justo antes del inicio de la estriccion y posterior la fractura de la probeta.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
77
Figura 3.40. Probetas cercanas a deformación bi-axial ensayadas en un ensayo tipo Nakajima y
Distribución de la deformación ��.en la chapa.
Cabe reseñar que la norma ISO 12004-2:2008, define una zona en la cual es admisible que
aparezca la estricción y por ende la fractura. La prueba se puede considerar valida si una grieta
aparece a 15 mm o menos desde el centro del domo a la posición de la grieta.
En la tabla 3.6, tenemos los valores obtenidos en cada ensayo realizado para este camino de
deformación. Como observamos el β cuando ocurre la estricción es mayor que el de fractura. Si
nos fijamos bien, el valor promedio esta muy lejos de 1 y esto se debe a que el contacto entre el
punzón y la chapa origina efectos que desfavorecen la obtención de un camino totalmente
biaxial. Para obtener βexperimentales alrededor de 1 se debe hacer un ensayo donde la presión
sobre la chapa la origina un fluido, el cual es conocido como “bulge test”.
ɸ 100mm, biaxial
Deformación de
Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β
Prueba 1 61,30 35,50 0,58 49,58 34,77 0,70
Prueba 2 66,30 40,00 0,60 55,66 39,70 0,71
Prueba 4 66,50 38,20 0,57 57,03 37,59 0,66
Prueba 5 59,00 37,50 0,64 54,12 37,32 0,69
Promedio 63,28 37,80 0,60 54,10 37,35 0,69
Desviación 3,73 1,86 0,03 3,24 2,02 0,02
Tabla 3.6. Valores obtenidos en los ensayos tipo Nakajima cercanos a deformación bi-axial.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
78
En la tabla anterior podemos observar valores tanto de fractura como de estricción de las dos
deformaciones principales en el plano de la chapa, así como un valor de la relación de
deformaciones β.
En la figura 3.41 se muestra la evolución de deformaciones principales en varios puntos
suficientemente cerca de la zona de fallo para uno de los ensayos. Como se aprecia en color
rojo, al inicio la evolución sigue el camino de tracción uniaxial durante pocos segundos y
bruscamente hace un giro muy pronunciado y sigue por el camino biaxial. Luego
paulatinamente va cambiando hacia deformación plana al inicio de la estricción, donde se
acelera de manera violenta y casi inmediatamente ocurre la fractura.
.
Figura 3.41. Evolución de deformaciones en un punto cercano a la zona de fallo para � � 1
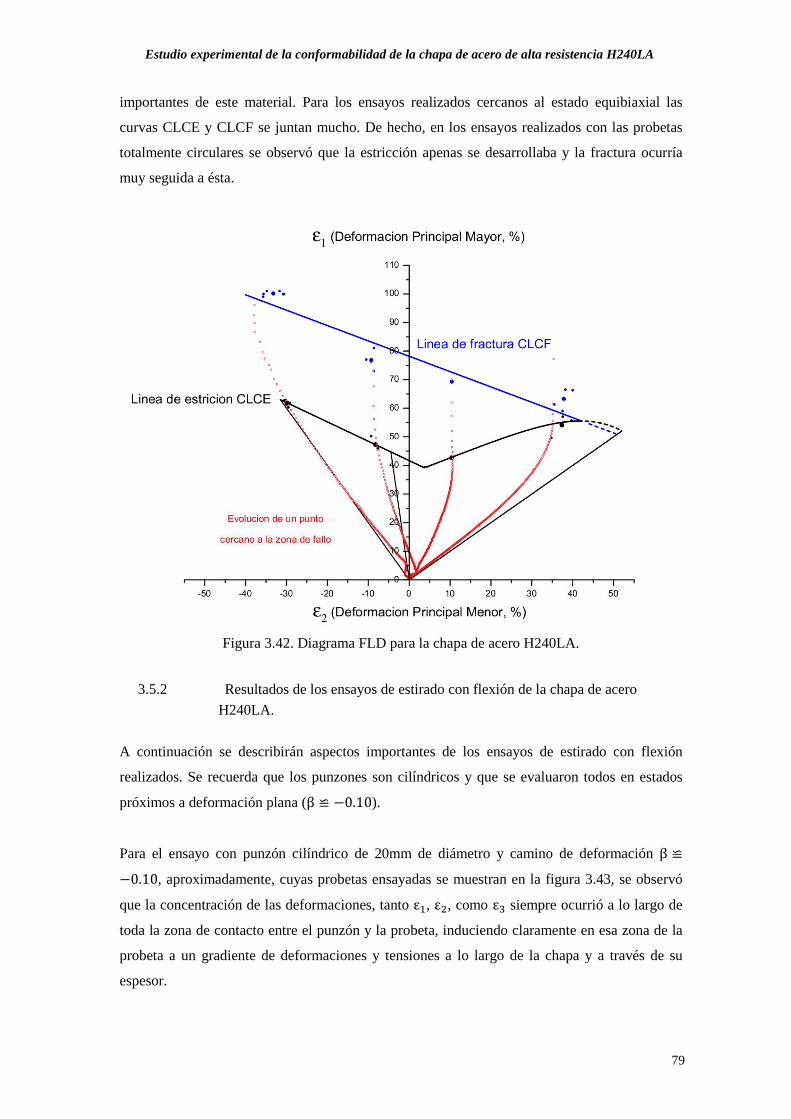
Todos los ensayos anteriores dieron origen al siguiente FLD en deformaciones para la chapa de
acero de alta resistencia y baja aleación H240LA (figura 3.42). Podemos observar en azul la
línea de fractura (CLCF), la cual como es común en estos aceros es una línea recta y en color
negro observamos la línea de fallo por estricción (CLCE), la cual tiene forma de V.
La parte cercana a la zona equibiaxial se dibuja punteada tanto para la curva CLCE, como para
la curva CLCF, debido a que con los ensayos realizados no es posible determinar qué
mecanismo de fallo se antepone en esa región. Esta es una de las características más
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
79
importantes de este material. Para los ensayos realizados cercanos al estado equibiaxial las
curvas CLCE y CLCF se juntan mucho. De hecho, en los ensayos realizados con las probetas
totalmente circulares se observó que la estricción apenas se desarrollaba y la fractura ocurría
muy seguida a ésta.
Figura 3.42. Diagrama FLD para la chapa de acero H240LA.
3.5.2 Resultados de los ensayos de estirado con flexión de la chapa de acero
H240LA.
A continuación se describirán aspectos importantes de los ensayos de estirado con flexión
realizados. Se recuerda que los punzones son cilíndricos y que se evaluaron todos en estados
próximos a deformación plana (β ≌ �0.10).
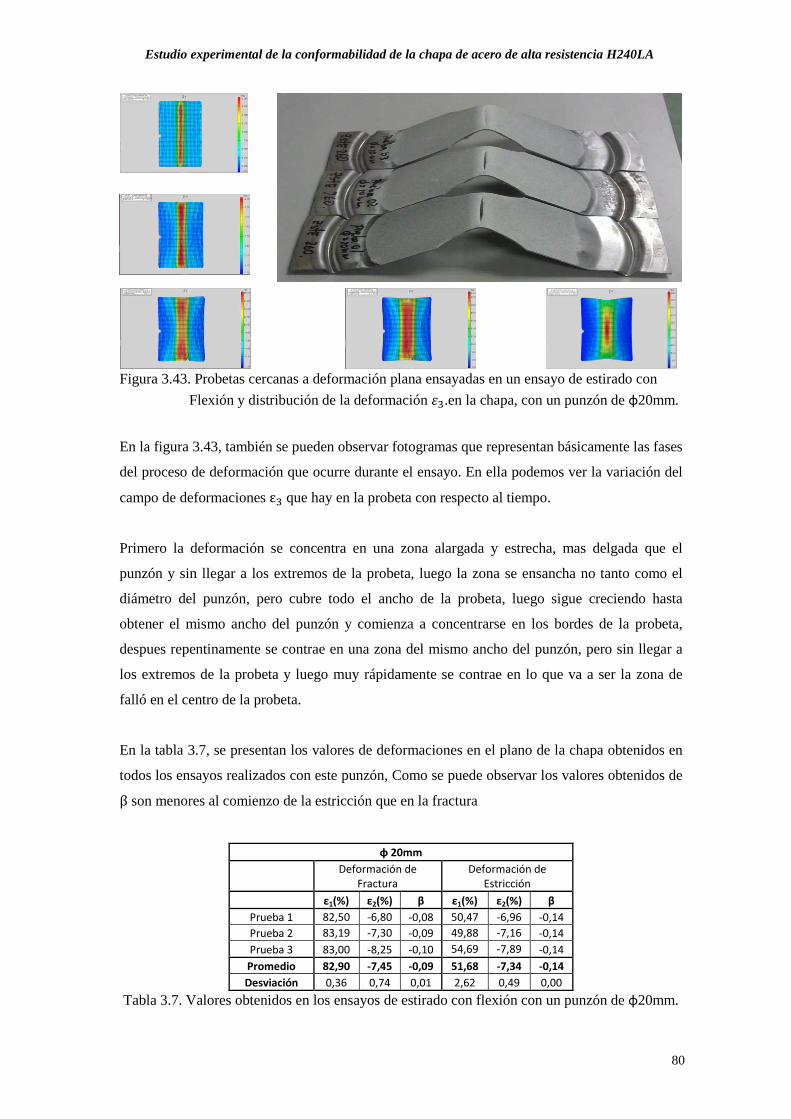
Para el ensayo con punzón cilíndrico de 20mm de diámetro y camino de deformación β ≌
�0.10, aproximadamente, cuyas probetas ensayadas se muestran en la figura 3.43, se observó
que la concentración de las deformaciones, tanto ε�, ε�, como ε� siempre ocurrió a lo largo de
toda la zona de contacto entre el punzón y la probeta, induciendo claramente en esa zona de la
probeta a un gradiente de deformaciones y tensiones a lo largo de la chapa y a través de su
espesor.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
80
Figura 3.43. Probetas cercanas a deformación plana ensayadas en un ensayo de estirado con
Flexión y distribución de la deformación ��.en la chapa, con un punzón de ɸ20mm.
En la figura 3.43, también se pueden observar fotogramas que representan básicamente las fases
del proceso de deformación que ocurre durante el ensayo. En ella podemos ver la variación del
campo de deformaciones ε� que hay en la probeta con respecto al tiempo.
Primero la deformación se concentra en una zona alargada y estrecha, mas delgada que el
punzón y sin llegar a los extremos de la probeta, luego la zona se ensancha no tanto como el
diámetro del punzón, pero cubre todo el ancho de la probeta, luego sigue creciendo hasta
obtener el mismo ancho del punzón y comienza a concentrarse en los bordes de la probeta,
despues repentinamente se contrae en una zona del mismo ancho del punzón, pero sin llegar a
los extremos de la probeta y luego muy rápidamente se contrae en lo que va a ser la zona de
falló en el centro de la probeta.
En la tabla 3.7, se presentan los valores de deformaciones en el plano de la chapa obtenidos en
todos los ensayos realizados con este punzón, Como se puede observar los valores obtenidos de
β son menores al comienzo de la estricción que en la fractura
ɸ 20mm
Deformación de
Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β
Prueba 1 82,50 -6,80 -0,08 50,47 -6,96 -0,14
Prueba 2 83,19 -7,30 -0,09 49,88 -7,16 -0,14
Prueba 3 83,00 -8,25 -0,10 54,69 -7,89 -0,14
Promedio 82,90 -7,45 -0,09 51,68 -7,34 -0,14
Desviación 0,36 0,74 0,01 2,62 0,49 0,00
Tabla 3.7. Valores obtenidos en los ensayos de estirado con flexión con un punzón de ɸ20mm.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
81
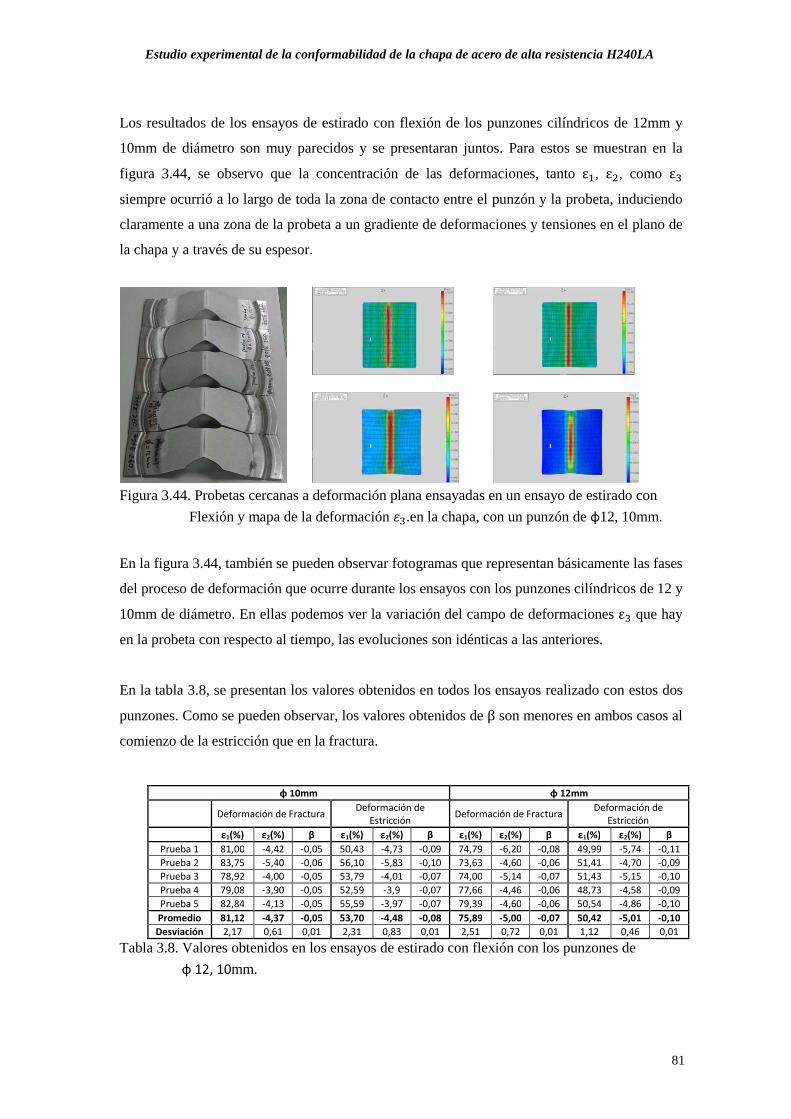
Los resultados de los ensayos de estirado con flexión de los punzones cilíndricos de 12mm y
10mm de diámetro son muy parecidos y se presentaran juntos. Para estos se muestran en la
figura 3.44, se observo que la concentración de las deformaciones, tanto ε�, ε�, como ε�
siempre ocurrió a lo largo de toda la zona de contacto entre el punzón y la probeta, induciendo
claramente a una zona de la probeta a un gradiente de deformaciones y tensiones en el plano de
la chapa y a través de su espesor.
Figura 3.44. Probetas cercanas a deformación plana ensayadas en un ensayo de estirado con
Flexión y mapa de la deformación ��.en la chapa, con un punzón de ɸ12, 10mm.
En la figura 3.44, también se pueden observar fotogramas que representan básicamente las fases
del proceso de deformación que ocurre durante los ensayos con los punzones cilíndricos de 12 y
10mm de diámetro. En ellas podemos ver la variación del campo de deformaciones ε� que hay
en la probeta con respecto al tiempo, las evoluciones son idénticas a las anteriores.
En la tabla 3.8, se presentan los valores obtenidos en todos los ensayos realizado con estos dos
punzones. Como se pueden observar, los valores obtenidos de β son menores en ambos casos al
comienzo de la estricción que en la fractura.
ɸ 10mm ɸ 12mm
Deformación de Fractura
Deformación de
Estricción Deformación de Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β ε1(%) ε2(%) β ε1(%) ε2(%) β
Prueba 1 81,00 -4,42 -0,05 50,43 -4,73 -0,09 74,79 -6,20 -0,08 49,99 -5,74 -0,11
Prueba 2 83,75 -5,40 -0,06 56,10 -5,83 -0,10 73,63 -4,60 -0,06 51,41 -4,70 -0,09
Prueba 3 78,92 -4,00 -0,05 53,79 -4,01 -0,07 74,00 -5,14 -0,07 51,43 -5,15 -0,10
Prueba 4 79,08 -3,90 -0,05 52,59 -3,9 -0,07 77,66 -4,46 -0,06 48,73 -4,58 -0,09
Prueba 5 82,84 -4,13 -0,05 55,59 -3,97 -0,07 79,39 -4,60 -0,06 50,54 -4,86 -0,10
Promedio 81,12 -4,37 -0,05 53,70 -4,48 -0,08 75,89 -5,00 -0,07 50,42 -5,01 -0,10
Desviación 2,17 0,61 0,01 2,31 0,83 0,01 2,51 0,72 0,01 1,12 0,46 0,01
Tabla 3.8. Valores obtenidos en los ensayos de estirado con flexión con los punzones de
ɸ 12, 10mm.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
82
En la tabla anterior podemos observar valores tanto de fractura como de estricción de las dos
deformaciones principales en el plano de la chapa, así como un valor de la relación de
deformaciones β.
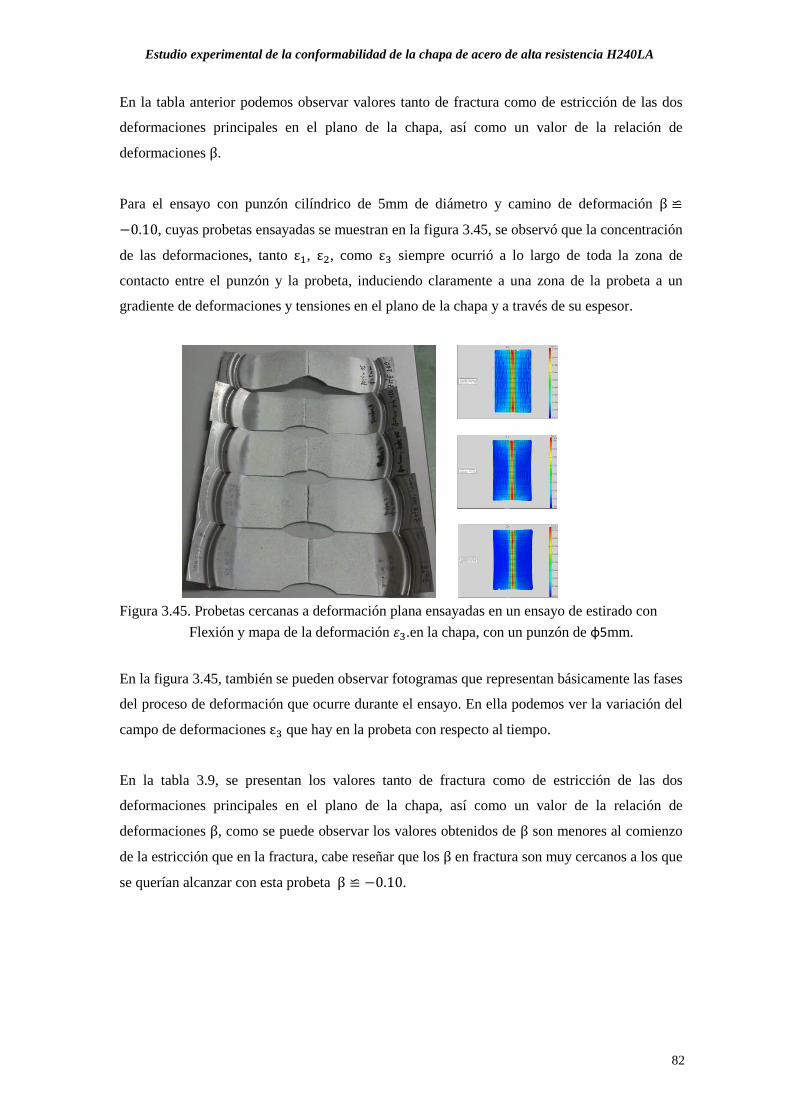
Para el ensayo con punzón cilíndrico de 5mm de diámetro y camino de deformación β ≌
�0.10, cuyas probetas ensayadas se muestran en la figura 3.45, se observó que la concentración
de las deformaciones, tanto ε�, ε�, como ε� siempre ocurrió a lo largo de toda la zona de
contacto entre el punzón y la probeta, induciendo claramente a una zona de la probeta a un
gradiente de deformaciones y tensiones en el plano de la chapa y a través de su espesor.
Figura 3.45. Probetas cercanas a deformación plana ensayadas en un ensayo de estirado con
Flexión y mapa de la deformación ��.en la chapa, con un punzón de ɸ5mm.
En la figura 3.45, también se pueden observar fotogramas que representan básicamente las fases
del proceso de deformación que ocurre durante el ensayo. En ella podemos ver la variación del
campo de deformaciones ε� que hay en la probeta con respecto al tiempo.
En la tabla 3.9, se presentan los valores tanto de fractura como de estricción de las dos
deformaciones principales en el plano de la chapa, así como un valor de la relación de
deformaciones β, como se puede observar los valores obtenidos de β son menores al comienzo
de la estricción que en la fractura, cabe reseñar que los β en fractura son muy cercanos a los que
se querían alcanzar con esta probeta β ≌ �0.10.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
83
ɸ 5mm
Deformación de
Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β
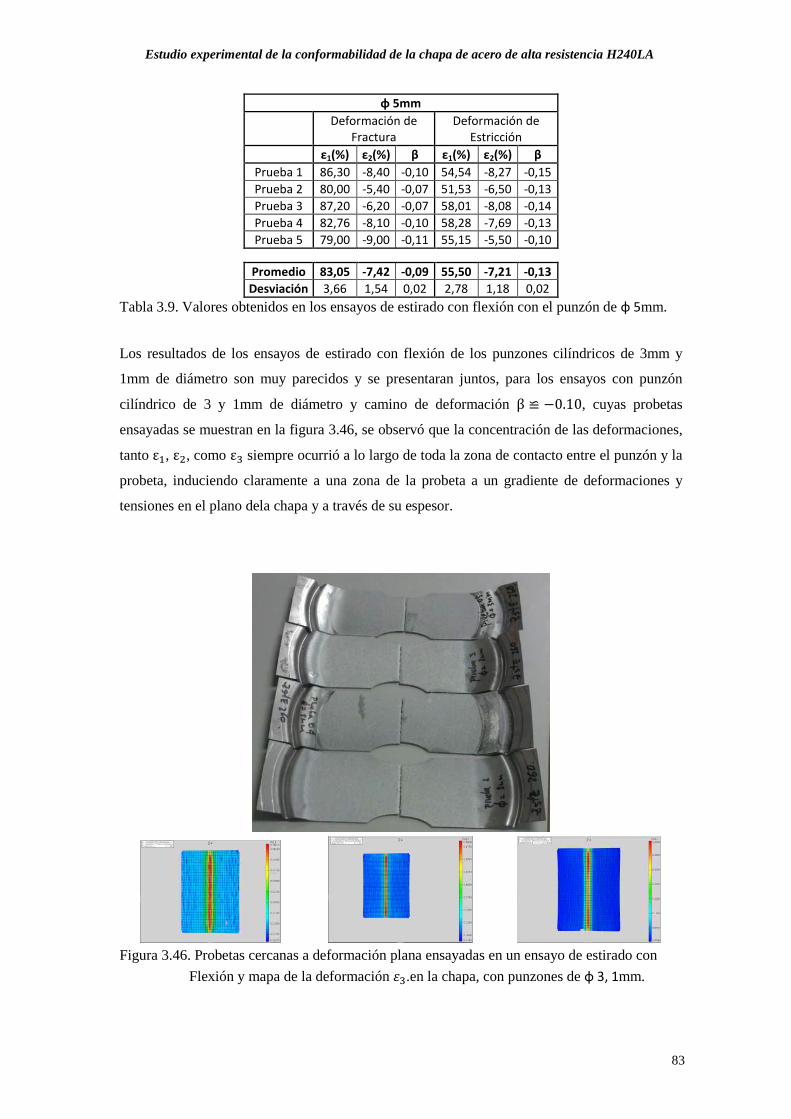
Prueba 1 86,30 -8,40 -0,10 54,54 -8,27 -0,15
Prueba 2 80,00 -5,40 -0,07 51,53 -6,50 -0,13
Prueba 3 87,20 -6,20 -0,07 58,01 -8,08 -0,14
Prueba 4 82,76 -8,10 -0,10 58,28 -7,69 -0,13
Prueba 5 79,00 -9,00 -0,11 55,15 -5,50 -0,10
Promedio 83,05 -7,42 -0,09 55,50 -7,21 -0,13
Desviación 3,66 1,54 0,02 2,78 1,18 0,02
Tabla 3.9. Valores obtenidos en los ensayos de estirado con flexión con el punzón de ɸ 5mm.
Los resultados de los ensayos de estirado con flexión de los punzones cilíndricos de 3mm y
1mm de diámetro son muy parecidos y se presentaran juntos, para los ensayos con punzón
cilíndrico de 3 y 1mm de diámetro y camino de deformación β ≌ �0.10, cuyas probetas
ensayadas se muestran en la figura 3.46, se observó que la concentración de las deformaciones,
tanto ε�, ε�, como ε� siempre ocurrió a lo largo de toda la zona de contacto entre el punzón y la
probeta, induciendo claramente a una zona de la probeta a un gradiente de deformaciones y
tensiones en el plano dela chapa y a través de su espesor.
Figura 3.46. Probetas cercanas a deformación plana ensayadas en un ensayo de estirado con
Flexión y mapa de la deformación ��.en la chapa, con punzones de ɸ 3, 1mm.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
84
En la figura 3.46, también se puede observar fotogramas que representan básicamente las faces
del proceso de deformación que ocurre durante el ensayo, en ella podemos ver la variación del
campo de deformaciones ε� que hay en la probeta con respecto al tiempo.
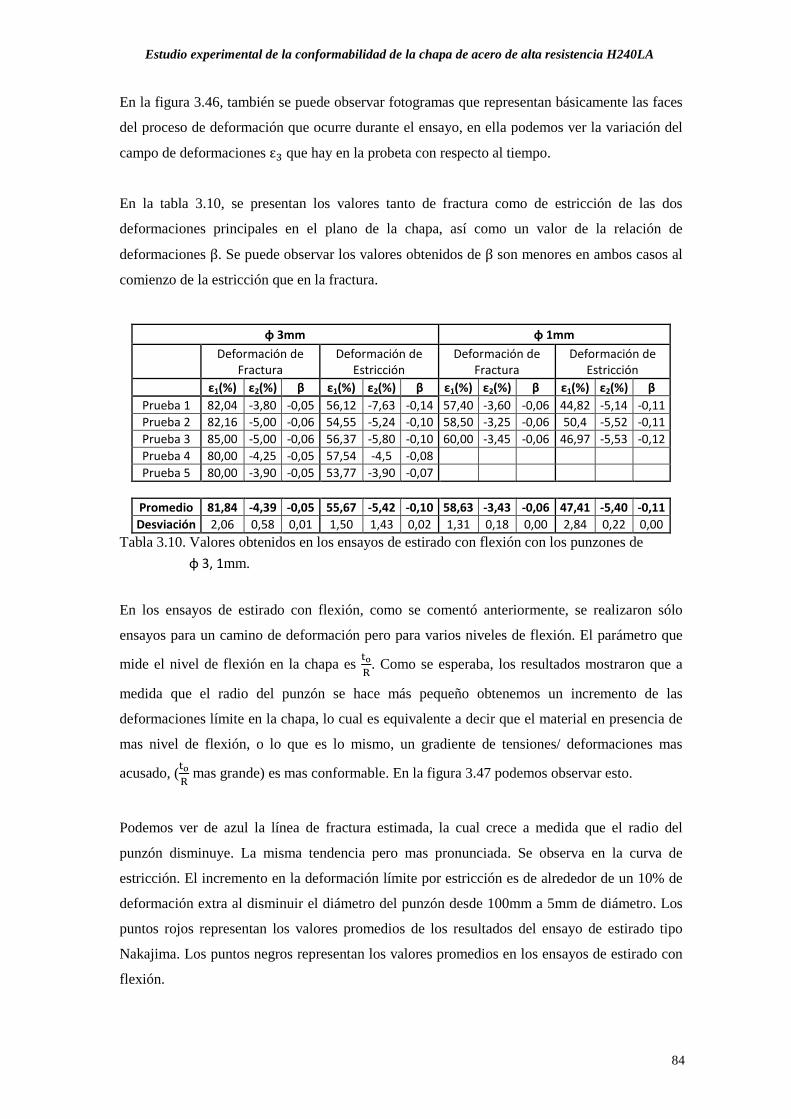
En la tabla 3.10, se presentan los valores tanto de fractura como de estricción de las dos
deformaciones principales en el plano de la chapa, así como un valor de la relación de
deformaciones β. Se puede observar los valores obtenidos de β son menores en ambos casos al
comienzo de la estricción que en la fractura.
ɸ 3mm ɸ 1mm
Deformación de
Fractura
Deformación de
Estricción
Deformación de
Fractura
Deformación de
Estricción
ε1(%) ε2(%) β ε1(%) ε2(%) β ε1(%) ε2(%) β ε1(%) ε2(%) β
Prueba 1 82,04 -3,80 -0,05 56,12 -7,63 -0,14 57,40 -3,60 -0,06 44,82 -5,14 -0,11
Prueba 2 82,16 -5,00 -0,06 54,55 -5,24 -0,10 58,50 -3,25 -0,06 50,4 -5,52 -0,11
Prueba 3 85,00 -5,00 -0,06 56,37 -5,80 -0,10 60,00 -3,45 -0,06 46,97 -5,53 -0,12
Prueba 4 80,00 -4,25 -0,05 57,54 -4,5 -0,08
Prueba 5 80,00 -3,90 -0,05 53,77 -3,90 -0,07
Promedio 81,84 -4,39 -0,05 55,67 -5,42 -0,10 58,63 -3,43 -0,06 47,41 -5,40 -0,11
Desviación 2,06 0,58 0,01 1,50 1,43 0,02 1,31 0,18 0,00 2,84 0,22 0,00
Tabla 3.10. Valores obtenidos en los ensayos de estirado con flexión con los punzones de
ɸ 3, 1mm.
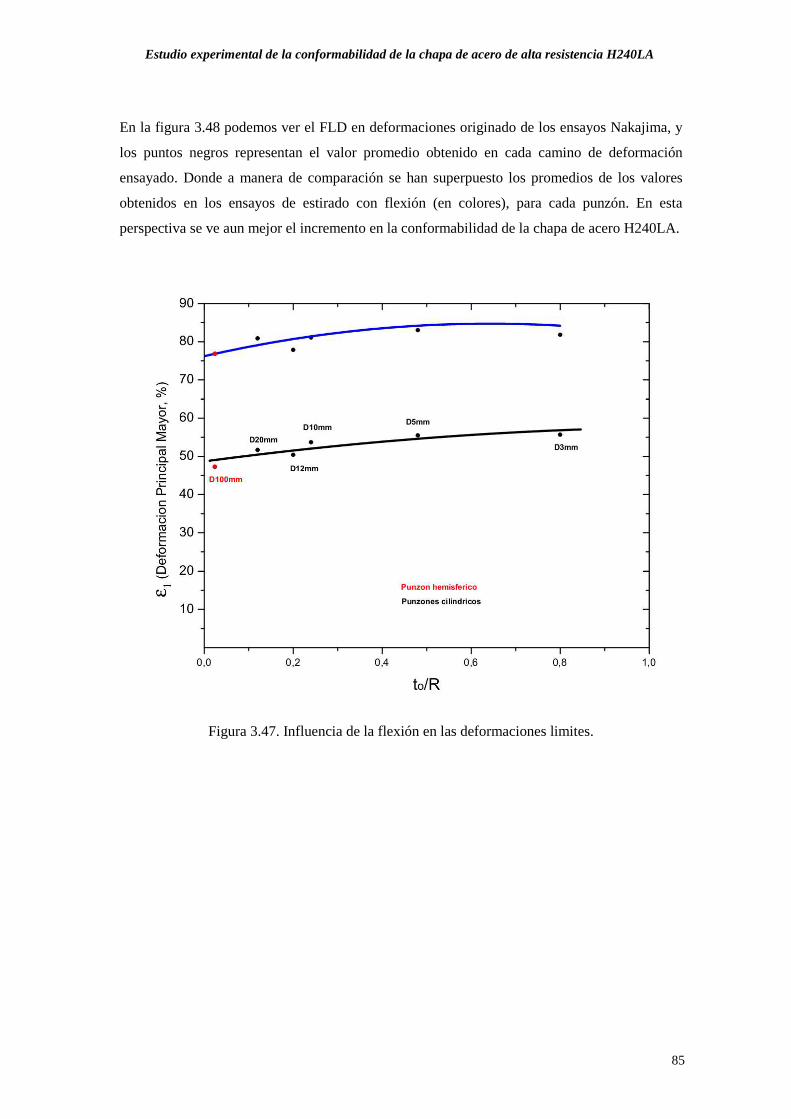
En los ensayos de estirado con flexión, como se comentó anteriormente, se realizaron sólo
ensayos para un camino de deformación pero para varios niveles de flexión. El parámetro que
mide el nivel de flexión en la chapa es !"
#. Como se esperaba, los resultados mostraron que a
medida que el radio del punzón se hace más pequeño obtenemos un incremento de las
deformaciones límite en la chapa, lo cual es equivalente a decir que el material en presencia de
mas nivel de flexión, o lo que es lo mismo, un gradiente de tensiones/ deformaciones mas
acusado, (!"
# mas grande) es mas conformable. En la figura 3.47 podemos observar esto.
Podemos ver de azul la línea de fractura estimada, la cual crece a medida que el radio del
punzón disminuye. La misma tendencia pero mas pronunciada. Se observa en la curva de
estricción. El incremento en la deformación límite por estricción es de alrededor de un 10% de
deformación extra al disminuir el diámetro del punzón desde 100mm a 5mm de diámetro. Los
puntos rojos representan los valores promedios de los resultados del ensayo de estirado tipo
Nakajima. Los puntos negros representan los valores promedios en los ensayos de estirado con
flexión.
Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
85
En la figura 3.48 podemos ver el FLD en deformaciones originado de los ensayos Nakajima, y
los puntos negros representan el valor promedio obtenido en cada camino de deformación
ensayado. Donde a manera de comparación se han superpuesto los promedios de los valores
obtenidos en los ensayos de estirado con flexión (en colores), para cada punzón. En esta
perspectiva se ve aun mejor el incremento en la conformabilidad de la chapa de acero H240LA.
Figura 3.47. Influencia de la flexión en las deformaciones limites.

Estudio experimental de la conformabilidad de la chapa de acero de alta resistencia H240LA
86
Figura 3.48. Diagrama limite de conformado incluyendo los promedios de los resultados de los
Ensayos de estirado y estirado con flexión para el acero H240LA.
Por último, cabe reseñar que en el punzón de 1 mm debido al poco radio del punzón y a las
propiedades de dureza de la chapa ha ocurrido un fenómeno de indentancion, lo cual hace que
aunque puedan desarrollarse los mismos mecanismos de falló, el estado general del proceso sea
diferente y mucho mas complejo. A través del espesor de la chapa.