3 atributos geometricos
TRANSCRIPT
Atributos Geométricos de laspiezas Manufacturadas
Javier A. Jiménez [email protected]
OPERACIÓN DE PROCESOSINDUSTRIALES
FormaLa primera impresión que recibimos de un producto manufacturadoes su forma y tamaño. Ambos tienen connotaciones estéticas, y es latarea del diseñador crear un producto agradable.
La forma y dimensiones también son críticas para la función delproducto. En un ensamble, se necesita que muchas partes encajenuna con otra, y esto requiere que las desviaciones permisibles en lasdimensiones (tolerancias dimensionales) sean específicas y no seexcedan. Ello conduce a la necesidad de técnicas y procedimientosde medición.
Nuestras impresiones también se ven influidas enormemente por laapariencia superficial de un producto. Una vez más, el diseñadorindustrial especifica un acabado para las partes visibles, perotambién existen requisitos técnicos que cumplir si dos partesacopladas han de funcionar adecuadamente. Por lo tanto, se debenencontrar medidas objetivas de la calidad superficial y empleartécnicas adecuadas de medición.
FormaLa forma de una pieza la dicta, en primer lugar, su función. Confrecuencia la complejidad de esta forma determina qué procesos sepueden considerar para fabricarla.
Por lo tanto, una regla fundamental del diseño es mantener la formatan sencilla como sea posible. Sin embargo, esta regla se puederomper si una forma más compleja permite la consolidación de variaspartes y/o la eliminación de uno o más pasos de manufactura.
Clasificación de la Forma:No existe un sistema de clasificación de la forma aceptadouniversalmente. Las agrupaciones en la figura 3-1 están diseñadaspara identificar capacidades del proceso.

IntroducciónLa forma
FormaTecnología de Grupo:La tecnología de grupo (TG) es una herramienta poderosa en eldiseño para la manufactura. Su esencia es el reconocimiento de quemuchos problemas tienen características similares, y si se resuelvenen conjunto, se obtiene gran eficiencia y economía.
De esta forma se pueden identificar familias de partes y se aseguranahorros:
Se elimina la tarea del diseño repetitivo. Se ha estimado que 40% detodo el diseño es simple duplicación, 40% requiere algunamodificación del diseño existente, y únicamente 20% exige un diseñooriginal. El diseñador que elige un perno estándar, u otrocomponente, practica la tecnología de grupo en el nivel máselemental.
En la manufactura, los programas requeridos para la fabricación defamilias de piezas se pueden optimizar y conservar para el futuro.
Forma En la planeación de la producción se acelera la estimación del tiempo
del ciclo, se racionaliza el movimiento de la pieza de trabajo y sesimplifica el diseño del proceso. También se facilita la estimación delcosto.
La introducción de la computadora ha hecho a la TG particularmenteatractiva, debido a que los programas relacionados con el diseño deelementos estándar, tales como cilindros sólidos y huecos, bloquesrectangulares y conos, se pueden almacenar en la memoria, combinarfácilmente y modificar para una gran variedad de configuraciones depiezas. En forma similar, los detalles del proceso se pueden archivarpara su uso posterior, si es necesario, con modificaciones.
FormaClasificación de las piezas: El primer paso en la TG es la clasificaciónde las piezas en familias. Se pueden realizar variasaproximaciones con base en los atributos de diseño y/o manufactura:
Juicio basado en la experiencia.
Análisis del flujo de la producción (AFP).
Clasificación y codificación.
Base de datos de ingeniería.

FormaMovimiento y Control de Máquinas Herramientas:La complejidad de la forma tiene una influencia profunda en loscontroles necesarios del proceso. Esto es más obvio en el maquinado,en el cual la herramienta de corte debe seguir una trayectoria exactapara generar la forma requerida.
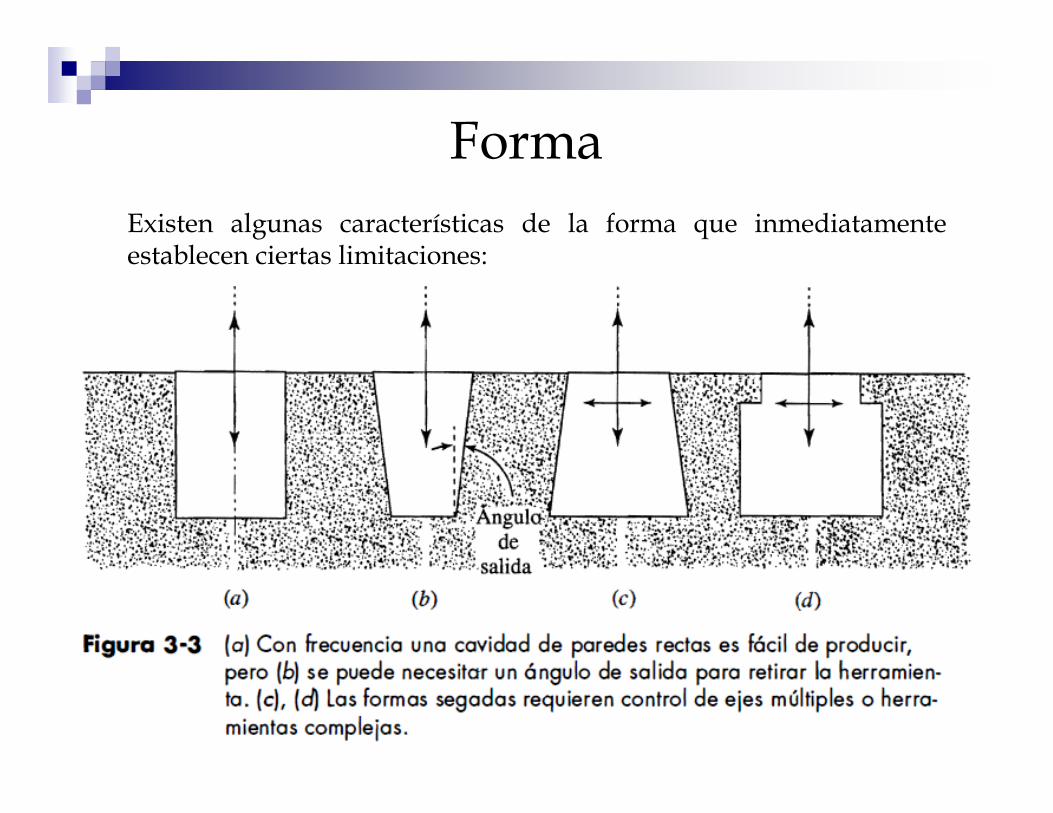
FormaExisten algunas características de la forma que inmediatamenteestablecen ciertas limitaciones:

DimensionesEstamos acostumbrados a ver productos manufacturados con unintervalo de tamaño enorme, desde un alfiler hasta un avión jumbo.Las piezas individuales también tienen un amplio intervalo detamaño así que no todos los procesos son adecuados para fabricarlas.
Con frecuencia el tamaño mínimo está limitado por las leyes de lanaturaleza, mientras que el máximo también puede ser fijado por ladisponibilidad del equipo.
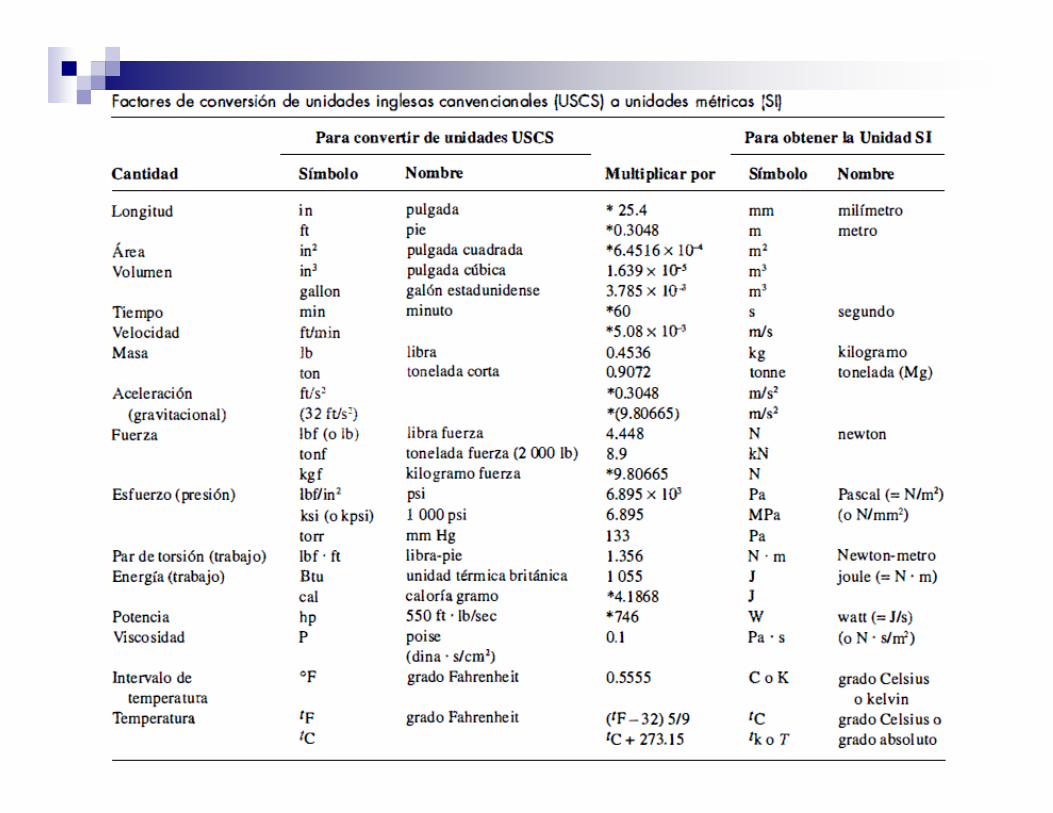
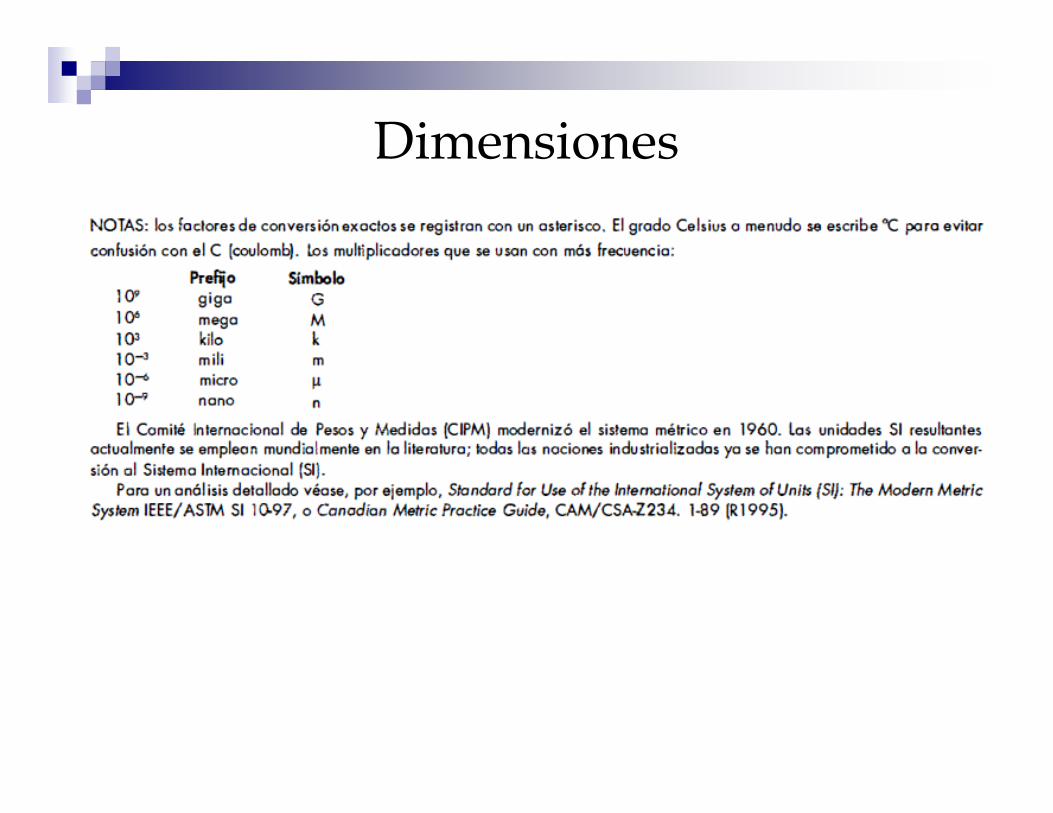
Unidades Dimensionales: La unidad SI de longitud es el metro (m);las dimensiones más pequeñas se expresan en milímetros (mm) omicrómetros (m, 10-6 m, coloquialmente denominado micrón).Algunos productos (de nanotecnología) son tan pequeños que susdimensiones se expresan en nanómetros (nm, 10-9 m). Paradimensiones atómicas, la unidad ángstrom (Å), que no pertenece alSI, se ha usado ampliamente (10Å = 1 nm).

DimensionesA menos que se especifique de otra forma, las dimensiones en estecurso se dan para 20°C.
En el sistema acostumbrado de los U.S. (USCS, por sus siglas eninglés) la unidad de longitud es la pulgada (in). A las dimensionesmás pequeñas se les refiere en unidades de 10-3 pulg (coloquialmente,milésimas). Pero las dimensiones más pequeñas se dan enmicropulgadas (in, 10-6 in).
DimensionesA
DimensionesA
DimensionesTolerancias Dimensionales:El artesano hacía productos individuales en los cuales cada parte eraa la medida del ensamble. Cuando era necesario reparar oreemplazar una pieza, ésta se tenía que hacer y ajustar a la medida.
La producción en masa requiere que las partes sean intercambiables;para esto, las dimensiones deben ser controladas. No obstante, no esposible ni necesario fabricar partes con dimensiones exactas. Por lotanto, los límites máximo y mínimo de las dimensiones (longitud oángulo) se especifican con dos objetivos en mente:
Los límites deben ser lo suficientemente cerrados para permitir elfuncionamiento de las partes ensambladas (incluyendo lasintercambiables).
Los límites deben ser tan amplios como lo permita la funcionalidad,ya que usualmente los límites más estrictos exigen procesos osecuencias de proceso más costosos.

DimensionesLa
Desviaciones de Forma y PosiciónPara que una pieza funcione adecuadamente respecto a otroscomponentes, con frecuencia es necesario colocar restriccionesadicionales en la localización (posición) de las característicasgeométricas y en las propiedades geométricas, como concentricidad,excentricidad, planicidad, paralelismo y perpendicularidad.
Esta información se transmite en los dibujos de ingeniería (o archivosde computadora). Se emplean dos métodos básicos:
El dimensionamiento por coordenadas es más rápido y parecería seridealmente adecuado para el maquinado en máquinas herramientade control numérico.
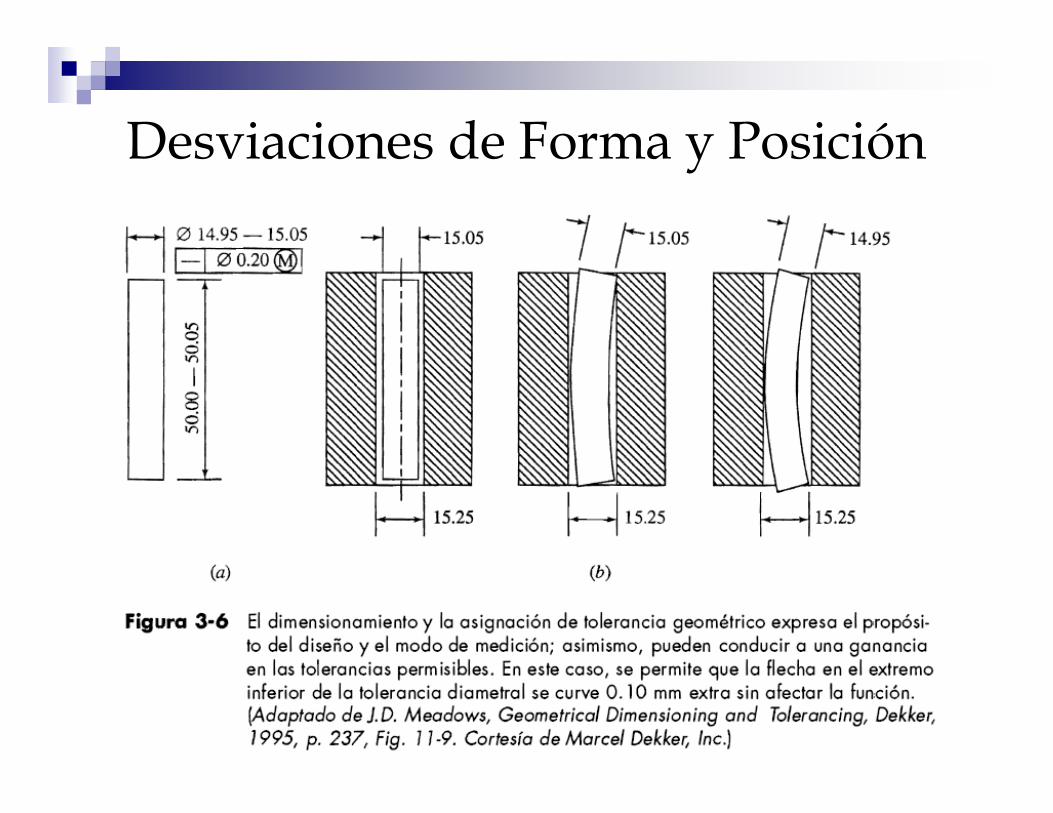
El dimensionamiento y tolerancias geométricos implican másesfuerzo pero dan una expresión más clara del propósito del diseño,el cual a su vez ayuda a la elección del método de manufactura másapropiado.
Desviaciones de Forma y PosiciónPara
Metrología IndustrialLa metrología es la ciencia de la medición física, aplicada a variablescomo dimensión, acabado superficial y propiedades mecánicas yeléctricas.
El campo más estrecho de la metrología industrial se concentra en lasmediciones de dimensiones, incluyendo las de longitud y ángulo. Esde fundamental importancia para el control de calidad por medio dela inspección en línea (en el proceso y posterior al proceso) y fuera delínea, como un elemento de la organización manufacturera. Nuestrointerés aquí son las técnicas de medición.
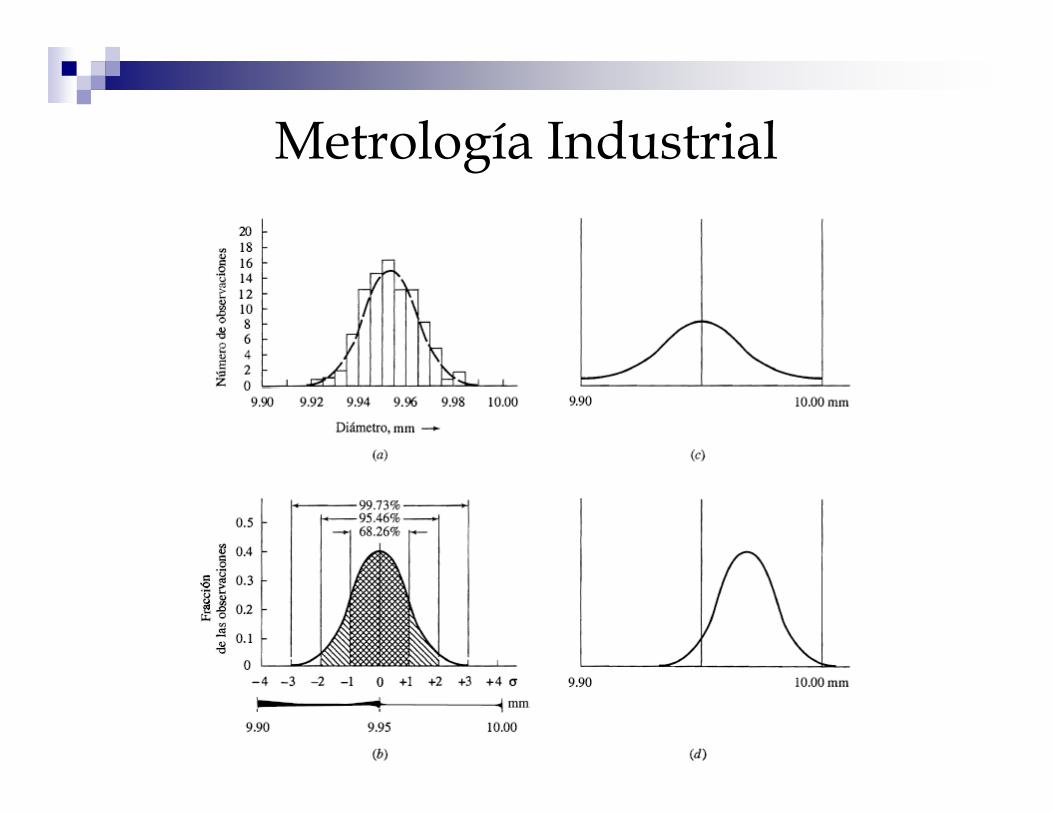
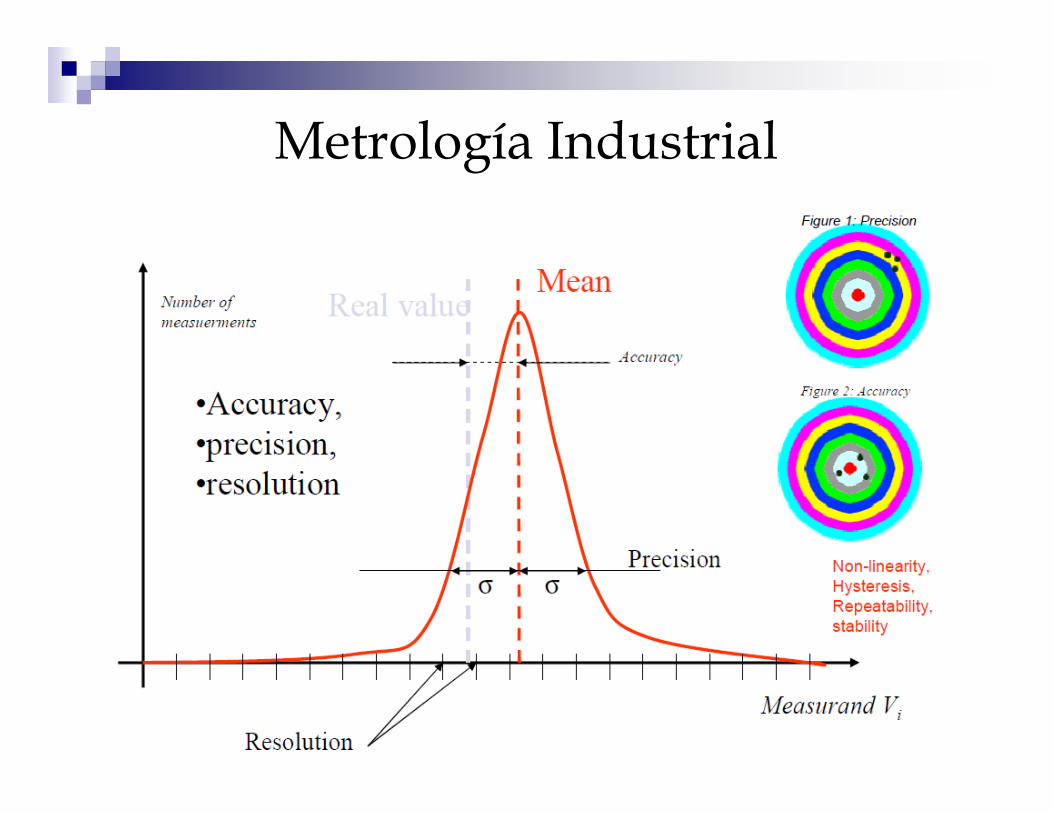
Principios de MediciónLa medición se debe realizar con un dispositivo de suficienteexactitud y precisión. Ninguna medición se puede repetirperfectamente; las lecturas (así como las variables sujetas a medición)siempre mostrarán dispersión.
Metrología IndustrialLa
Metrología IndustrialLa
Metrología IndustrialInstrumentos de medición deben poseer varios atributos:
Sensibilidad. Es la variación más pequeña que el dispositivo puededetectar.
Linealidad. Afecta las lecturas sobre un rango especificado demediciones.
Repetibilidad. Determina la mayor precisión posible que se puedelograr bajo condiciones bien controladas.
Estabilidad. Expresa la resistencia a ir a la deriva, lo que reduciríatanto la exactitud como la precisión, por lo que necesitaríarecalibración frecuente.
Velocidad de respuesta. Es crítica cuando se va a medir una variabletransitoria, usualmente durante la producción.
Posibilidad de automatización. Es importante en muchasaplicaciones, especialmenteen la actualidad, con la difusión de lainspección en el proceso al 100%.
Metrología IndustrialVariaciones de las Mediciones:Las lecturas repetidas pueden tener errores:
Los errores asignables (sistemáticos) se pueden medir y a menudocontrolar. Además de errores inherentes en el dispositivo, lavariación de la temperatura es la fuente principal del errorsistemático.
Los errores aleatorios se derivan de errores humanos (lecturasinexactas de la escala, fuerza excesiva aplicada a un calibrador decontacto, preparación incorrecta, etcétera) y de fuentes tales comopolvo y oxidación.
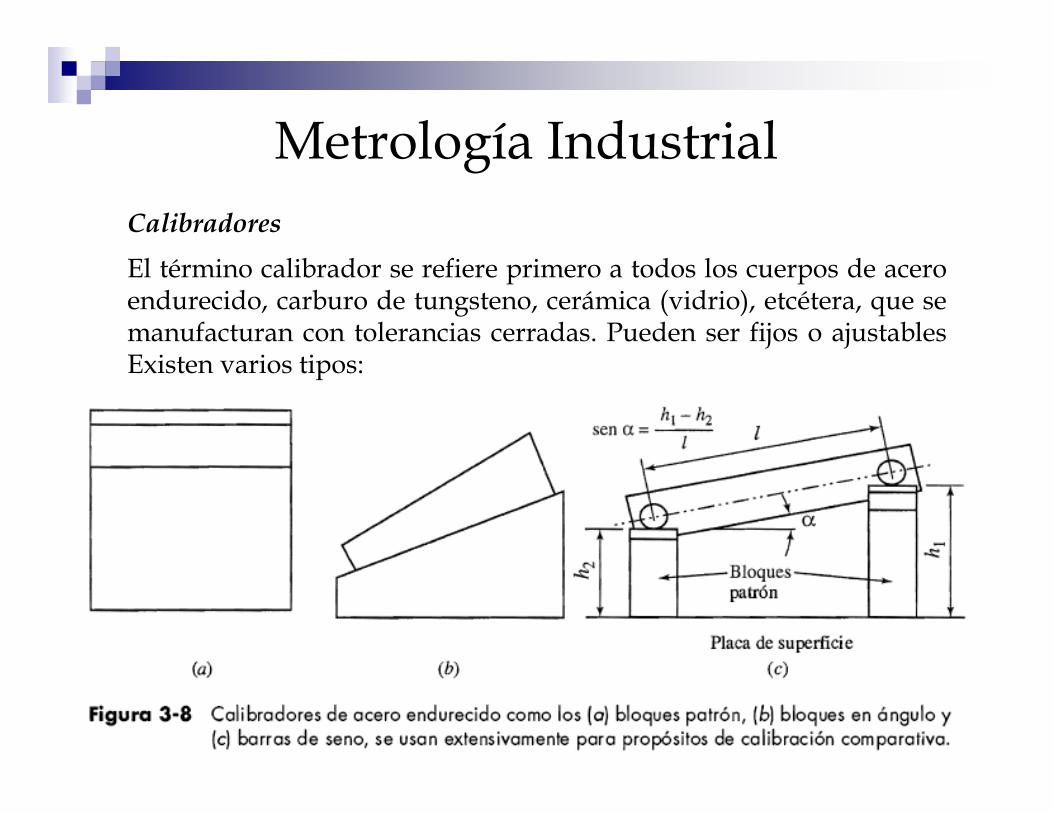
Metrología IndustrialCalibradoresEl término calibrador se refiere primero a todos los cuerpos de aceroendurecido, carburo de tungsteno, cerámica (vidrio), etcétera, que semanufacturan con tolerancias cerradas. Pueden ser fijos o ajustablesExisten varios tipos:
Metrología Industrialprimero

Metrología Industrialprimero
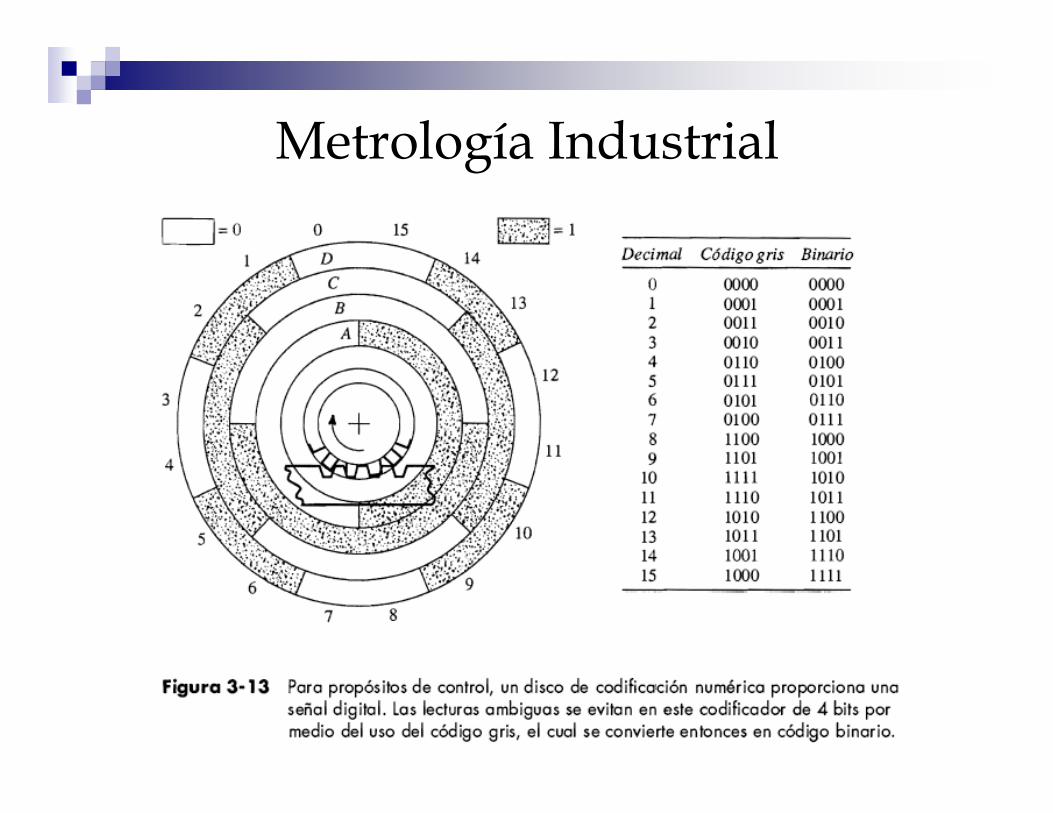
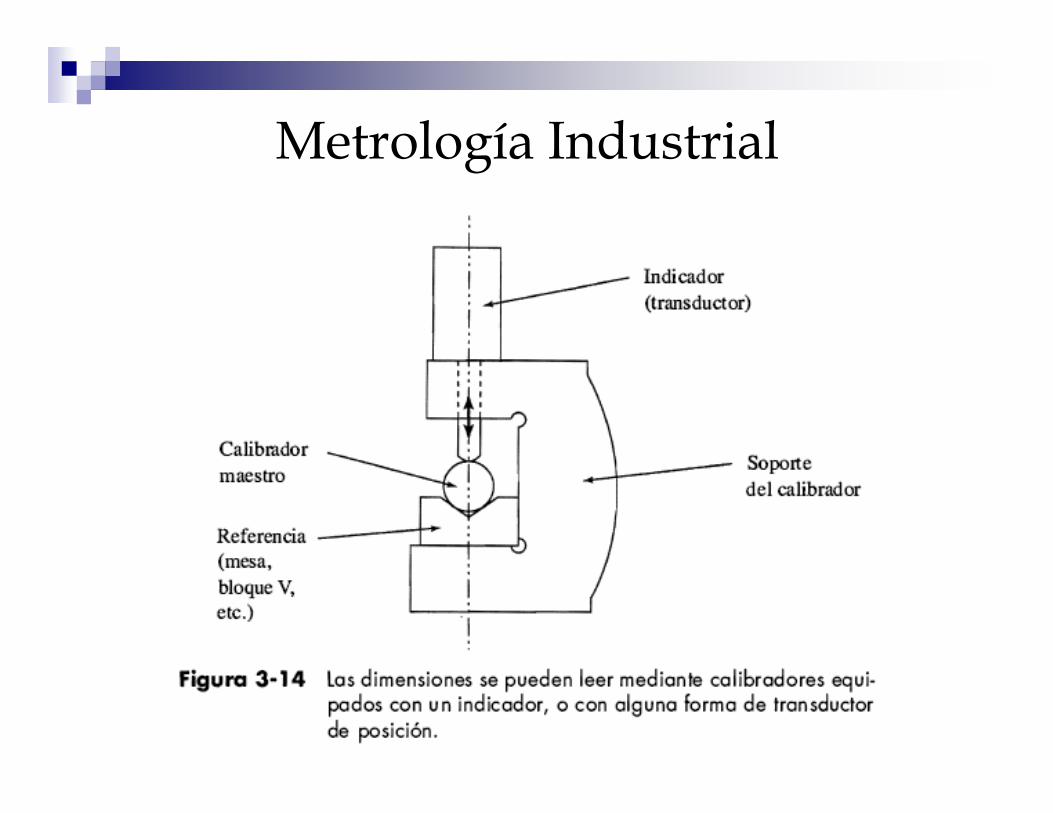
Metrología IndustrialDispositivos Graduados de MediciónEstos dispositivos permiten la lectura de dimensiones contra unaescala. Algunos tienen un punto cero, otros leen sólo eldesplazamiento relativo. En relación con los calibradores fijos, sugran ventaja es que se obtiene la información sobre la distribución delas dimensiones en un lote. Para mejores resultados, se debe observarel principio de Abbe: la línea de la escala debe coincidir con la líneade medición.

Metrología Industrialde
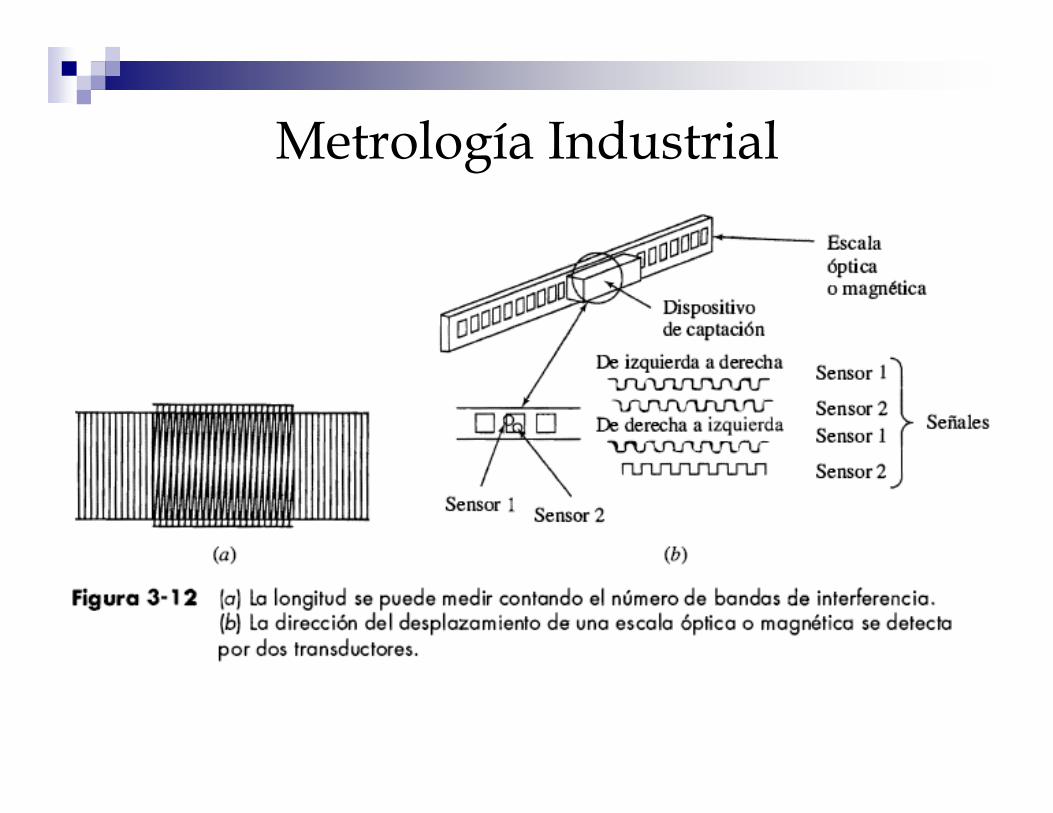
Metrología Industrialde
Metrología Industrialde
Metrología Industrialde
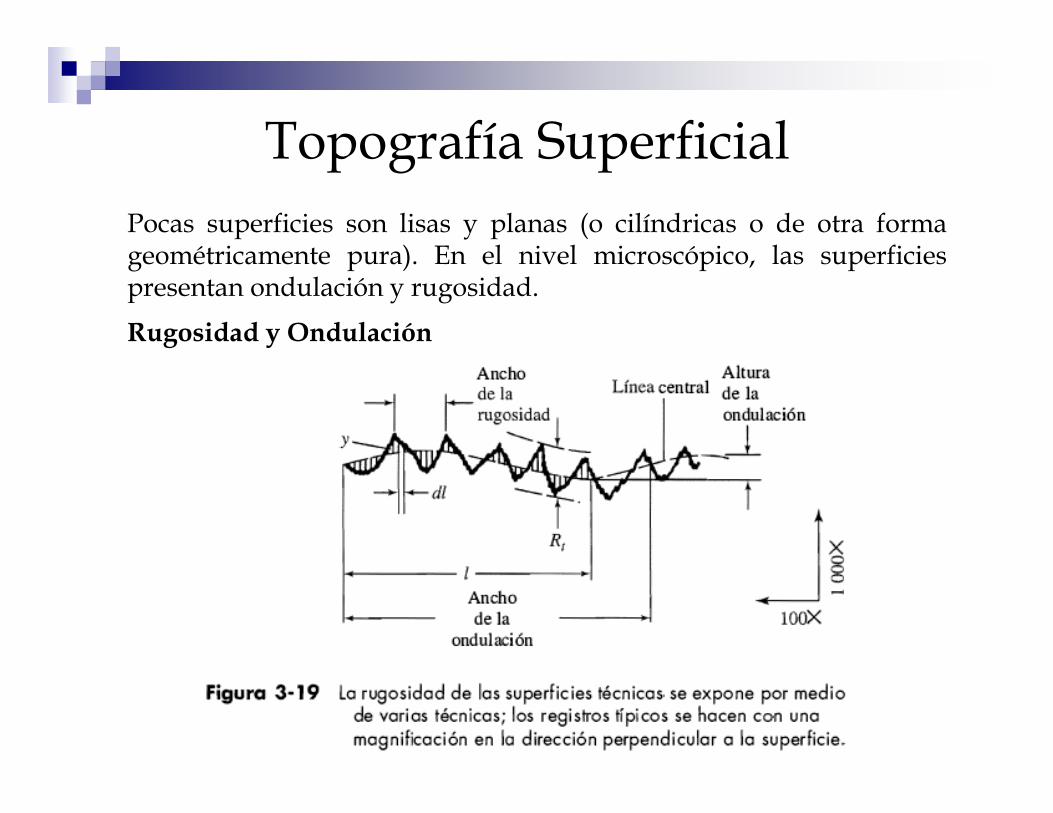
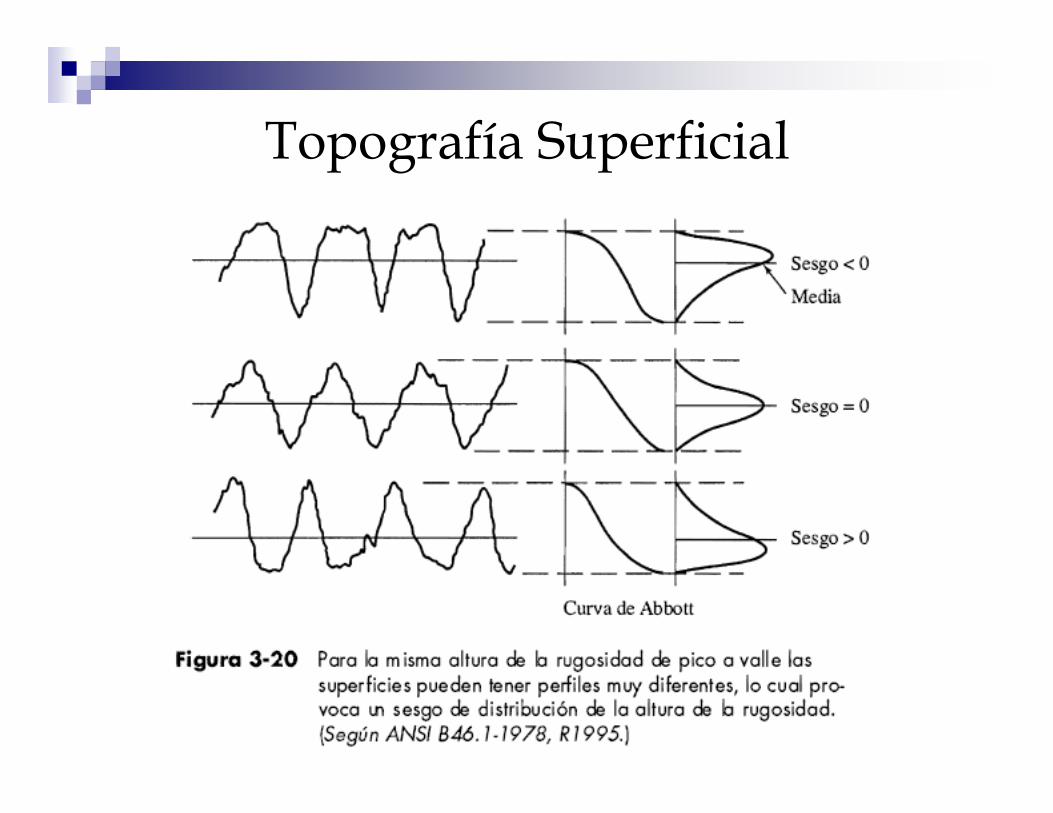
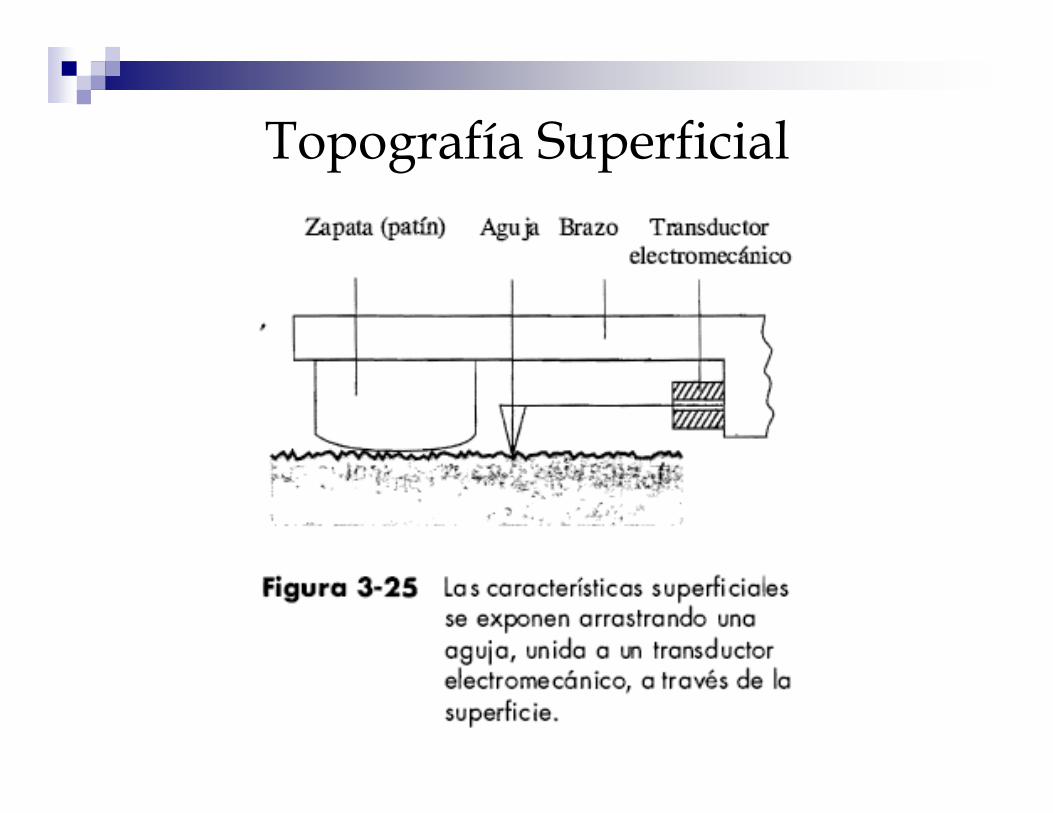
Topografía SuperficialPocas superficies son lisas y planas (o cilíndricas o de otra formageométricamente pura). En el nivel microscópico, las superficiespresentan ondulación y rugosidad.
Rugosidad y Ondulación
Topografía SuperficialPocas
Topografía SuperficialPocas