252-28300-ma-117-0006
DESCRIPTION
Procedimiento de PemexTRANSCRIPT
EXPLORACIÓN Y PRODUCCIÓN
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
CLAVE : 252-28300-MA-117-0006
GERENCIA DE LA COORDINACIÓN TÉCNICA
OPERATIVA
FECHA: MARZO / 2001
VERSIÓN: PRIMERA
252-28300-MA-117-0006 PAG: 2 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
HOJA DE AUTORIZACIÓN
PROPONE:
__________________________________ ING. JOAQUÍN ROSETE TÉLLEZ
GERENTE DE COORDINACIÓN TÉCNICA OPERATIVA
CONFORME:
__________________________________ ING. J. JAVIER HINOJOSA PUEBLA
SUBDIRECTOR REGIÓN MARINA NORESTE
CONFORME:
___________________________________ ING. SILVANO TORRES XOLIO
AUDITOR DE SEGURIDAD INDUSTRIAL Y PROTECCIÓN AMBIENTAL
AUTORIZA:
__________________________________________ ING. LUIS RAMÍREZ CORZO
DIRECTOR DE PEMEX EXPLORACIÓN Y PRODUCCIÓN

252-28300-MA-117-0006 PAG: 3 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
Proponen
En la elaboración del presente procedimiento participaron los
Integrantes el grupo SIASPA Región – Sede del Elemento 17
Integridad Mecánica, junto con su grupo de trabajo, contando con el
aval de los Gerentes de sus respectivas áreas.
REGIÓN SUR M. EN C. LUIS A. CABRERA PUJOL ING. FRANCISCO FERNÁNDEZ LAGOS REGIÓN NORTE ING. LUIS PINEDA FONSECA ING. EFRÉN M. CALVA CHAVARRÍA REGIÓN MARINA SUROESTE ING. JUAN A. HERNÁNDEZ CARRERA ING. VÍCTOR M. RODRÍGUEZ CHIQUITO REGIÓN MARINA NORESTE ING. ALEJANDRO PEÑA CALDERÓN ING. FRANKLIN ULÍN JIMÉNEZ SEDE ING. J. LUIS FERNÁNDEZ CADO ING. ALFONSO LUCAS

252-28300-MA-117-0006 PAG: 4 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
TABLA DE CONTENIDO Página 1. OBJETIVO 5 2. ÁMBITO DE APLICACIÓN 5 3. REVISIÓN Y ACTUALIZACIÓN 5 4. MARCO NORMATIVO 5 5. DEFINICIONES 6 6. DESARROLLO 7 7. DIAGRAMA DE FLUJO 16 8. CONTROL DE ACTUALIZACIÓN DEL PROCEDIMIENTO 20
252-28300-MA-117-0006 PAG: 5 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
1. OBJETIVO
Establecer los requerimientos y actividades necesarias para realizar la aplicación de soldadura hiperbárica.
2. ÁMBITO DE APLICACIÓN
2.1. Este procedimiento es de observancia general y obligatoria para la aplicación de soldadura hiperbárica en Pemex Exploración y Producción.
2.2. Las actividades descritas en este procedimiento se llevan a cabo por contrato a través de una Compañía.
2.3. Este procedimiento aplica a todos los ductos para mantenimiento de integridad o correctivo que estén en servicio y requieren libranza.
2.4. En la aplicación del procedimiento interviene Personal de los departamentos de: 2.4.1. ACOI para entrega del equipo y operación de las válvulas. 2.4.2. ACOI y SIPA para la autorización del permiso de trabajo con riesgo. 2.4.3. Logística para proporcionar transportación área y/o marítima, cuando se
requiera, durante el desarrollo los trabajos. 2.4.4. TELECOMS proporcionando soporte para integrar los equipos de
radiocomunicación a la red, si así es requerido. 2.4.5. Seguridad Industrial (SIPA) proporcionando los equipos de contraincendio
y de protección respiratoria, en caso necesario, así como personal presente en el sitio durante los trabajos.
3. REVISIÓN Y ACTUALIZACIÓN
3.1. Las sugerencias para la revisión y actualización de este documento deben ser enviadas a la Gerencia de la Coordinación Técnica Operativa, quien realizará la actualización de acuerdo a la procedencia de la misma.
3.2. Cualquier organización o grupo de trabajo de Pemex Exploración y Producción que sea usuario de este documento podrá sugerir y recomendar modificaciones y/o actualizaciones del mismo, de acuerdo a lo indicado en el párrafo anterior.
3.3. Este documento se revisará y actualizará cada cinco años o antes si las sugerencias o recomendaciones de cambio lo justifican.
4. MARCO NORMATIVO
4.1. Procedimiento para elaborar procedimientos del SIASPA en PEP: 200-23040-OP-209-0001.
4.2. ANSI /ASME B.31.4. Liquid Petroleum Transportation Piping Systems.
252-28300-MA-117-0006 PAG: 6 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
4.3. ANSI /ASME B31.8. Gas Transmission and Distribution Piping Systems. 4.4. API 1104. Standard for Welding Pipelines and Related Facilities. 4.5. API RP 1107. Pipeline Maintenance Welding Practices. 4.6. API PP 1111. Recomended Practice for Design, Construction, Operation and
Maintenance of Offshore Hidrocarbons Pipelines. 4.7. API Publ. 2201. Procedures for Welding or Hot-Tapping on Equipment containning
flammables. 4.8. ANSI / ASME B31.4 Sección 451.6.1. Liquid Petroleum Transportation Piping
Systems. 4.9. ANSI / ASME B31.8 Sección 851.4. Procedimiento de reparación para ductos de
acero o cabezales que operan a un 40% del esfuerzo mínimo de fluencia. 4.10. ANSI / NFPA 10. Características de extintores de fuego. 4.11. Manual de sistema de permisos para trabajo con riesgo. Gerencia de Seguridad
Industrial y Protección Ambiental, Revisión 01, marzo 1998, PEMEX. 4.12. Norma PEMEX AVIII-1 Requisitos mínimos de seguridad para el diseño,
construcción, operación, mantenimiento, e inspección de tuberías de transporte.
5. DEFINICIONES
5.1. Permiso para trabajos con riesgo. Documento en el cual se establecen las medidas de seguridad para la ejecución de actividades riesgosas.
5.2. Logística. Departamento que proporciona el medio de transporte (aéreo o marítimo).
5.3. ACOI. Análisis y Control Operativo de Instalaciones. 5.4. CCP. Centro Coordinador de Permisos. 5.5. CTO. Coordinación Técnica Operativa. 5.6. SEMARNAP. Secretaría del Medio Ambiente, Recursos Naturales y Pesca. 5.7. SIMD. Superintendencia de Inspección y Mantenimiento a Ductos. 5.8. SIPA. Seguridad Industrial y Protección Ambiental. 5.9. TELECOM. Departamento de telecomunicaciones. 5.10. TRAMO. Sección de tubería con una longitud promedio de 12 metros a diámetro
nominal.
252-28300-MA-117-0006 PAG: 7 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
6. DESARROLLO
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
6.1.- RESPONSABILIDADES: 6.1.1. Supervisor del Contrato y/o Representante de Pemex. Es responsable de:
6.1.1.1. Proporcionar la información requerida acerca de las características y condiciones de operación del ducto, así como la ubicación del segmento o tramo a sustituir. 6.1.1.2. Proporcionar los formatos del permiso de trabajo con riesgo.
6.1.2. Supervisor de campo y/o Representante de Pemex. Es responsable de:
6.1.2.1. Elaborar el plan de contingencia con apoyo de ACOI y SIPA. 6.1.2.2. Elaborar, tramitar y cancelar el permiso de trabajo con riesgo. 6.1.2.3. Supervisar los trabajos de sustitución del tramo dañado llevado a cabo por el Personal correspondiente. 6.1.2.4. Elaborar los reportes diarios de avances de las actividades. 6.1.2.5. En caso de ductos sumergidos, mantener comunicación con Control Marino, Capitán del barco y el Superintendente de buceo, a fin de tener bajo seguridad las operaciones de los buzos. 6.1.2.6. Mantener la comunicación con personal de ACOI y SIPA durante los trabajos. 6.1.2.7. Asegurarse que el tramo nuevo cuenta con los certificados del fabricante tanto de características físicas del tubo y pruebas de control de calidad.

252-28300-MA-117-0006 PAG: 8 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
6.1.2.8. Proporcionar información al Técnico Posicionador del barco (personal de PEMEX), acerca del sitio donde se va a sustituir el tramo dañado.
6.1.3. Técnico Posicionador de Embarcaciones. Es responsable de:
6.1.3.1. Posicionar la embarcación en el sitio de los trabajos conforme a las coordenadas geográficas dadas por el Representante de PEMEX. 6.1.3.2. Elaborar y entregar al Representante de PEMEX, un informe pormenorizado acerca de la ubicación de la embarcación. 6.1.3.3. En caso de que sea necesario mover la embarcación a otra posición, hacerlo contando con la autorización del Representante de PEMEX.
6.1.4. Representante o Supervisor de Campo del Contratista. Es responsable de:
6.1.4.1. Someter a consideración de Pemex Exploración Producción el programa a ser aprobado. Dicho programa deberá detallar totalmente la aplicación de soldadura hiperbárica. 6.1.4.2. Indicar la hora y duración de todas las actividades relacionadas con la sustitución, así como el personal y el equipo para desarrollar el trabajo. 6.1.4.3. Contar con personal calificado. 6.1.4.4. Ejecutar los trabajos de aplicación de soldadura hiperbárica.
6.1.5. Control Marino. Es responsable de:
6.1.5.1. Vigilar que se cumplan las normas de navegación en el área de plataformas.

252-28300-MA-117-0006 PAG: 9 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
6.1.5.2.Controlar el tráfico de embarcaciones de modo que el acercamiento al barco de buceo, cuando sea necesario, se realice bajo la mayor seguridad.
6.1.6. Capitán de barco. A fin de mantener las actividades de buceo, es responsable de:
6.1.6.1. Mantener comunicación con Control Marino y el Supervisor de Campo o Representante de Pemex. 6.1.6.2. Mantener comunicación con el Superintendente de buceo.
6.1.7 Superintendente de Buceo. Es responsable de:
6.1.7.1. Seguir los procedimientos correspondientes para efectuar las actividades de buceo bajo normas de seguridad. 6.1.7.2. Seguir los procedimientos correspondientes para realizar el rastreo y localización del ducto. 6.1.7.3. Mantener comunicación con el Capitán del Barco, Representante de la Compañía y Representante de PEMEX, durante el desarrollo de sustitución de tramos dañados.
6.2.-REQUISITOS:
6.2.1. Libranza de la tubería, la cual debe ser entregada aislada y depresionada para mantenimiento 6.2.2. Permiso de trabajo con riesgo. 6.2.3. Información de las características del ducto, condiciones de operación y ubicación donde de aplicará la soldadura hiperbárica.
252-28300-MA-117-0006 PAG: 10 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
6.2.4. Barco de buceo con posicionamiento dinámico y con equipo de buceo de saturación y de superficie. 6.2.5. Certificados del fabricante de los tramos nuevos a sustituir. 6.2.6. Procedimientos asociados a las operaciones a realizar durante la aplicación de soldadura hiperbárica
6.2.7 Personal Capacitado en barco de posicionamiento dinámico:
* Superintendente de buceo. * Buzos especialistas de saturación (maniobristas). * Buzos especialistas de superficie (maniobristas). * Buzo inspector nivel II (Pruebas No Destructivas). * Buzos soldadores especialistas. * Supervisores de saturación. * Técnicos en radiografías industriales. * Técnicos en saturación. * Técnicos de cámaras. * Médicos (especialistas en saturación). * Técnicos hidráulicos en sistemas de saturación. * Técnicos eléctricos en sistemas de
automatización para saturación. * Maniobristas y ayudantes para auxilio de
maniobras en cubierta.
6.2.8. Herramienta y/o equipo en barco de posicionamiento dinámico:
* Spar y hábitat * Cepillo hidráulico o equipo equivalente para
limpiar la tubería. * Equipo para realizar soldaduras hiperbáricas. * Compresores de aire (portátiles). * Equipo de seguridad industrial
252-28300-MA-117-0006 PAG: 11 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
6.3.- MEDIDAS DE SEGURIDAD Y PROTECCIÓN AMBIENTAL:
6.3.1. ATENCIÓN. Notificar a Control Marino para que no se acerque ninguna embarcación a los barcos donde haya buzos trabajando, o para coordinar el acceso de dichas embarcaciones cuando sea necesario entregar materiales. 6.3.2. ATENCIÓN. Antes y durante las actividades de soldadura es necesario verificar la explosividad con el equipo correspondiente. 6.3.3. Antes de intervenir el ducto verificar que se encuentra aislado y depresionado. 6.3.4. Durante la ejecución de las actividades se deberán seguir las medidas de seguridad establecidas por las Normas de Seguridad Industrial de Pemex Exploración Producción.
6.4.- ACTIVIDADES:
6.4.1. El Supervisor del Contrato proporciona al Superintendente del Contratista, la información acerca de las características del ducto, condiciones de operación y la ubicación y orientación de los carretes o segmentos a sustituir, es decir:
6.4.1.1. Características del ducto: tipo de material, diámetro exterior, diámetro interior y espesor. 6.4.1.2. Condiciones de operación: qué producto transporta, presión y temperatura de operación y dirección de flujo.
6.4.2. El Supervisor del Contrato entrega la orden de trabajo al Superintendente del Contratista para que se dé inicio a las actividades.

252-28300-MA-117-0006 PAG: 12 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
6.4.3. Los Representantes de Pemex elaboran con el apoyo de ACOI y SIPA el plan de contingencia. 6.4.4. Los Representantes de Pemex a bordo deben gestionar el permiso de trabajo con riesgo ante ACOI y SIPA. 6.4.5. Con el permiso de trabajo con riesgo autorizado y todos los documentos necesarios, el Representante de Pemex da la orden de inicio al Representante de la Compañía. 6.4.6. INSPECCIÓN DE LA SECCION DONDE SE APLICARÁ SOLDADURA HIPERBÁRICA.
* ATENCIÓN. Desde este momento aplica el plan de contingencia.
* Con apoyo de buceo de saturación, localizar la línea donde se realizará la aplicación de soldadura hiperbárica en la tubería dañada.
* Determinar la zona de ubicación, para remover concreto de lastre.
* Dragar la zona en donde se va a efectuar la soldadura hiperbárica
* Los Buzos inspeccionan el lecho marino para asentar el spar hasta lograr una buena estabilidad.
* Los Buzos Especialistas del barco de posicionamiento dinámico inspeccionan visualmente el tramo de la tubería dañada de extremo a extremo del segmento señalado, para determinar los puntos de corte.
* Realizar una inspección ultrasónica tipo barrido para determinar sanidad del material y redondez de la tubería.
252-28300-MA-117-0006 PAG: 13 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
* Una vez terminada la inspección donde se aplicará soldadura hiperbárica, los Buzos Especialistas notifican a los Representantes de Pemex y de la Compañía y colocan boyas de señalamiento.
* Comprobar que el Personal de Operación (ACOI) depresionó la línea después de haber desplazado los hidrocarburos.
* El Representante de Pemex da aviso al Representante de la Compañía y al Superintendente de Buzos para que se realicen los cortes rústicos con equipo de arco eléctrico.
* Los cortes deben hacerse lo más regular posible en diagonal (hacia adentro) para permitir la libre salida del carrete dañado conforme a procedimientos de la Compañía Contratista.
* Cuando se ha terminado el corte, se procede retirar carrete dañado a hacia cubierta de barco.
* Se instalan de 2 pigs inflables en cada extremo de la tubería donde se retiro el carrete dañado para evitar el paso de gas aceite.
* Remover concreto y realizar limpieza para colocar el spar hábitat.
* Bajar y alinear el spar habitante. * Los Buzos de Saturación Maniobristas
realizan maniobras para alinear y centrar el spar habitante y colocan compuertas para evitar la entrada de agua.

252-28300-MA-117-0006 PAG: 14 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
* Se desaloja el agua del habitante de acuerdo a procedimiento de la compañía.
* Cuando el ambiente en el habitante es el adecuado los Buzos Soldadores realizan operaciones para llevar a cabo los cortes finos en frío.
* Verificar constantemente que los pigs inflables estén haciendo sello.
* Revisar que los extremos de la tubería estén alineados para recibir el tramo nuevo.
* Colocar el carrete nuevo con ayuda de alineadores exteriores (canastillas).
* Se colocan las colchas de precalentamiento en los extremos de la tubería y el carrete que se va a soldar hasta alcanzar la temperatura de 100 grados centígrados.
* Durante el proceso de soldadura es necesario mantener la temperatura de precalentamiento.
* Se realiza la soldadura de la junta número uno con la orientación requerida de acuerdo a procedimiento de la compañía.
* Precalentar la junta número dos y realizar la soldadura con la orientación requerida de acuerdo a procedimiento de la compañía.
* Se realiza la inspección radiográfica de las juntas.
*Si el resultado es satisfactorio se da por terminado el trabajo de lo contrario se realizarán las reparaciones correspondientes para corregir la(s) anomalía(s).

252-28300-MA-117-0006 PAG: 15 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
DEPENDENCIAS DESCRIPCIÓN DE ACTIVIDADES FORMAS
* Aplicar protección anticorrosiva mediante un recubrimiento con propiedades dieléctricas (recubrimiento de fusión, cintas termocontráctiles, epóxico o equivalente) sobre el área descubierta.
* El Representante de Pemex informará a Operación de que el ducto ha quedado reparado totalmente registrando la hora y día en que se entrega.
* Se realiza la recuperación del equipo a cubierta de barco.
* NOTA. En este momento se da por terminado el plan de contingencia.
6.4.7. El Superintendente del Contratista entrega al Representante de Pemex la siguiente información:
6.4.7.1. Reporte final de los trabajos realizados. 6.4.7.2. Reporte final del programa.
6.4.8. El Representante del Contratista elabora acta de entrega de los trabajos. 6.4.9. El Representante de Pemex elabora acta de entrega al personal del Activo correspondiente.
252-28300-MA-117-0006 PAG: 16 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
7. DIAGRAMA DE FLUJO
SUPERVISOR DE CONTRATO
SUPERINTEN-DENTE DEL CONTRATISTA
REPRESEN-TANTE DE PEMEX
REPRESEN-TANTE DEL CONTRATISTA
BUZOS: DE SA-TURACIÓN, ES-PECIALISTAS, SOLDADORES
DESCRIPCIÓN
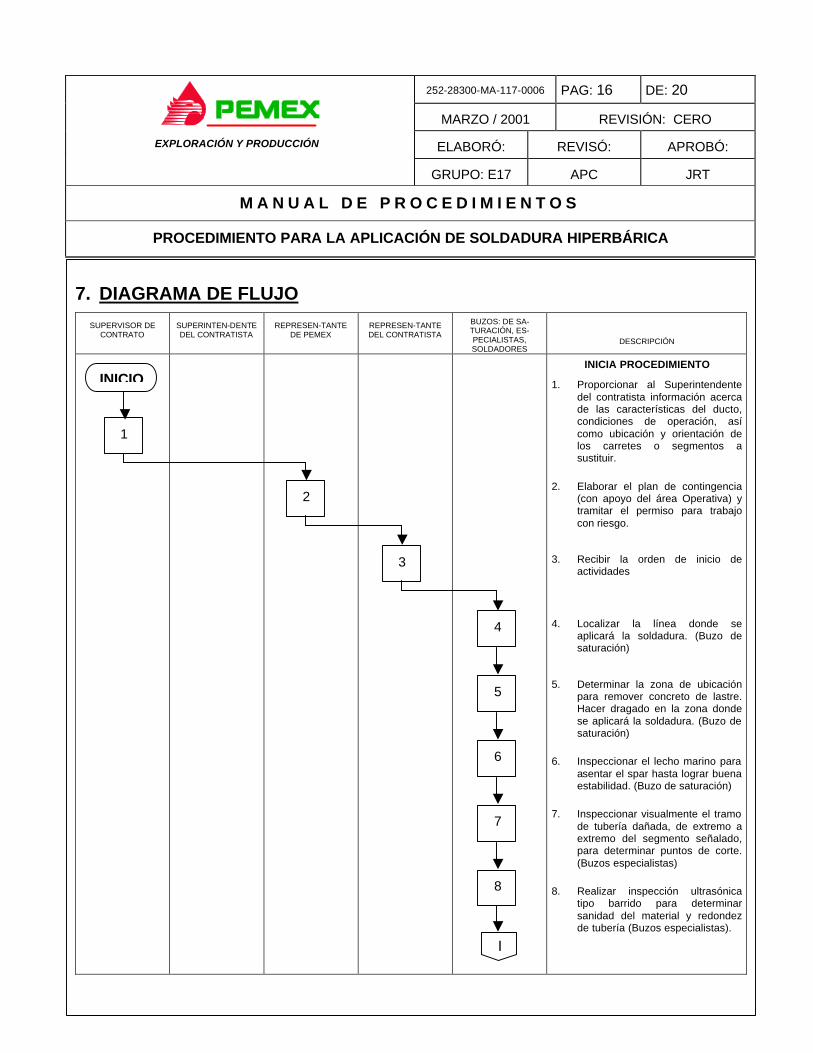
INICIA PROCEDIMIENTO
1. Proporcionar al Superintendente del contratista información acerca de las características del ducto, condiciones de operación, así como ubicación y orientación de los carretes o segmentos a sustituir.
2. Elaborar el plan de contingencia (con apoyo del área Operativa) y tramitar el permiso para trabajo con riesgo.
3. Recibir la orden de inicio de actividades
4. Localizar la línea donde se aplicará la soldadura. (Buzo de saturación)
5. Determinar la zona de ubicación para remover concreto de lastre. Hacer dragado en la zona donde se aplicará la soldadura. (Buzo de saturación)
6. Inspeccionar el lecho marino para asentar el spar hasta lograr buena estabilidad. (Buzo de saturación)
7. Inspeccionar visualmente el tramo de tubería dañada, de extremo a extremo del segmento señalado, para determinar puntos de corte. (Buzos especialistas)
8. Realizar inspección ultrasónica tipo barrido para determinar sanidad del material y redondez de tubería (Buzos especialistas).
INICIO
1
2
3
4
5
6
7
8
I
252-28300-MA-117-0006 PAG: 17 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
SUPERVISOR DE
CONTRATO
SUPERINTEN-DENTE DEL
CONTRATISTA
REPRESEN-TANTE DE
PEMEX
REPRESEN-TANTE DEL
CONTRATISTA
BUZOS: DE SA-TURACIÓN, ES-PECIALISTAS, SOLDADORES
DESCRIPCIÓN
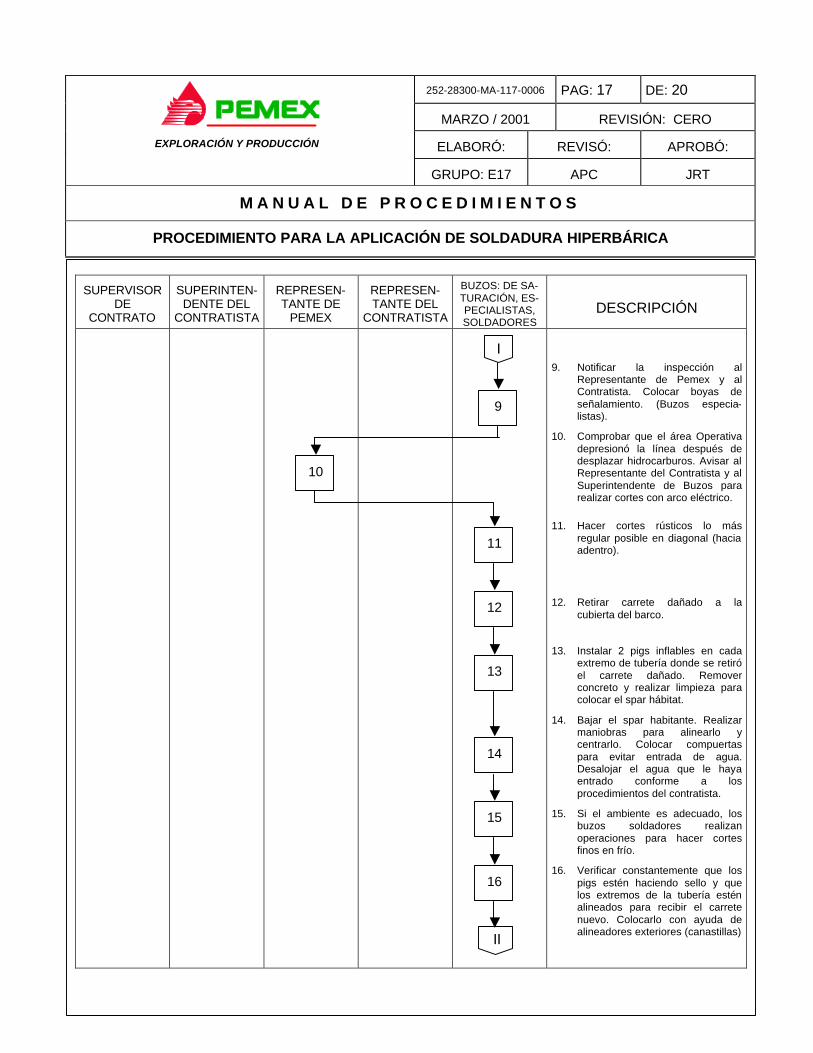
9. Notificar la inspección al Representante de Pemex y al Contratista. Colocar boyas de señalamiento. (Buzos especia-listas).
10. Comprobar que el área Operativa depresionó la línea después de desplazar hidrocarburos. Avisar al Representante del Contratista y al Superintendente de Buzos para realizar cortes con arco eléctrico.
11. Hacer cortes rústicos lo más regular posible en diagonal (hacia adentro).
12. Retirar carrete dañado a la cubierta del barco.
13. Instalar 2 pigs inflables en cada extremo de tubería donde se retiró el carrete dañado. Remover concreto y realizar limpieza para colocar el spar hábitat.
14. Bajar el spar habitante. Realizar maniobras para alinearlo y centrarlo. Colocar compuertas para evitar entrada de agua. Desalojar el agua que le haya entrado conforme a los procedimientos del contratista.
15. Si el ambiente es adecuado, los buzos soldadores realizan operaciones para hacer cortes finos en frío.
16. Verificar constantemente que los pigs estén haciendo sello y que los extremos de la tubería estén alineados para recibir el carrete nuevo. Colocarlo con ayuda de alineadores exteriores (canastillas)
9
10
11
12
13
14
15
16
I
II

252-28300-MA-117-0006 PAG: 18 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
SUPERVISOR DE
CONTRATO
SUPERINTEN-DENTE DEL
CONTRATISTA
REPRESEN-TANTE DE
PEMEX
REPRESEN-TANTE DEL
CONTRATISTA
BUZOS: DE SA-TURACIÓN, ES-PECIALISTAS, SOLDADORES
DESCRIPCIÓN
17. Colocar colchas de precalentamiento en la tubería y en los extremos del carrete que se va a soldar hasta alcanzar los 100º C.
18. Durante el proceso de soldadura, mantener la temperatura de precalentamiento.
19. Realizar soldadura de la junta número 1 con la orientación requerida de acuerdo con el procedimiento del contratista.
20. Precalentar la junta número 2 y soldarla con la orientación requerida de acuerdo con el procedimiento del contratista.
21. Realizar inspección radiográfica de juntas.
22. ¿Es satisfactorio el resultado de la inspección radiológica?
SI: Pasar a actividad 24 No Pasar a actividad 23
23. Detectar y corregir anomalías
24. Aplicar sobre el área descubierta protección anticorrosiva mediante recubrimiento con propiedades dieléctricas.
NO
17
18
20
19
21
SI
22
2
23
24
II
III

252-28300-MA-117-0006 PAG: 19 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
SUPERVISOR DE
CONTRATO
SUPERINTEN-DENTE DEL
CONTRATISTA
REPRESEN-TANTE DE
PEMEX
REPRESEN-TANTE DEL
CONTRATISTA
BUZOS: DE SA-TURACIÓN, ES-PECIALISTAS, SOLDADORES
DESCRIPCIÓN
25. Informar al área Operativa, que el ducto ha quedado reparado totalmente, registrando hora y día de entrega.
26. Recuperar el equipo a cubierta del barco.
27. Entregar al representante de Pemex, el reporte final de los trabajos realizados y el reporte final del programa.
28. Elaborar acta de entrega del trabajo.
29. Elaborar acta de entrega al personal del Activo correspondiente.
TERMINA PROCEDIMIENTO
FIN
25
26
27
28
29
III

252-28300-MA-117-0006 PAG: 20 DE: 20
MARZO / 2001 REVISIÓN: CERO
ELABORÓ: REVISÓ: APROBÓ:
EXPLORACIÓN Y PRODUCCIÓN
GRUPO: E17 APC JRT
M A N U A L D E P R O C E D I M I E N T O S
PROCEDIMIENTO PARA LA APLICACIÓN DE SOLDADURA HIPERBÁRICA
8. CONTROL DE ACTUALIZACIÓN DEL PROCEDIMIENTO
Subdirección: Región Marina Noreste Activo/Gerencia: Coordinación Técnica Operativa Subgerencia/Suptcia: Departamento: Fecha máxima de actualización: MARZO / 2006 Ubicación física del documento: Auditoría de Seguridad Industrial y Protec. Ambiental Nombre del Procedimiento: Procedimiento para la aplicación de soldadura hiperbárica.
Revisión: Fecha: Nombre y Firma
Activo Región Sede Cambios Generados
0 Marzo de 2001
Joaquín Rosete Téllez
Coordinación Técnica
Operativa
Marina Noreste Primera
Versión
1
2
3
4