21 proyecto planta de acido sulfurico mejillones
TRANSCRIPT

PROYECTO PLANTA DE ÁCIDO SULFÚRICO MEJILLONESSULFÚRICO-MEJILLONES
Sergio Rojas Dr. Hannes StorchSergio Rojas Dr. Hannes Storch

Noracid – Nueva Compañía Productorad Á id S lfú ide Ácido SulfúricoLa compañía Noracid, de propiedad de los grupos Ultramar y Belfi, se creó en el año 2007 con la finalidad de implementar el proyecto “Plantacreó en el año 2007 con la finalidad de implementar el proyecto Planta de Ácido Sulfúrico – Mejillones”.
Estructura propietaria de la sociedad:Estructura propietaria de la sociedad:
50% 50%

Modalidad de Contrato de Suministros C t ióy Construcción
fEn septiembre de 2008 se firma contrato entre Noracid y Outotec por el desarrollode la ingeniería, suministro de equipos,
supervisión para la construcción, montajesupervisión para la construcción, montajey puesta en marcha de la planta de ácido
El montaje de los equipos de la planta es de responsabilidad de Belfi como así también la
ingeniería, suministro e instalación de losingeniería, suministro e instalación de los equipos para los servicios auxiliares.

Importancia del Proyecto
Para la minería del cobre de la II Región:g
• Hará más seguro el abastecimiento de ácidosulfúrico, insumo esencial para la minería del cobre.
• Contribuirá a reducir la dependencia de ácido• Contribuirá a reducir la dependencia de ácidosulfúrico importado.
P M jill l II R ióPara Mejillones y la II Región:
• Contribuirá a la consolidación del barrio industrialde Mejillones.de Mejillones.
• Significará la creación de nuevos empleos.
Para los accionistas de la sociedad:
• Potenciará el uso del puerto y del terminal de ácidosulfúrico.

Ubicación del Proyecto
D éc imaEnEn co nstruccicon struccióó nn
1
ma T e rc e ra Indus tr ia lD uodé ci ma I ndus tr ia lU ndéc im
Proyectos
En En co nstruccicon struccióó nn
Empresas en operación
GN
LG
NLCen tra
Ang
Rut
a 1ima I ndust ri a l
Dec im
aIndus tr ia lNov e
Red VialFerrocarril
PPC
TeT r al
ngamos
ena I ndus tr ia l
Sé p ti ma I n d us tr ia l
To
cop
illa
15
0K
m
Mol yno r
Cod elco
ji llones
PPC
Terquim
Terquim
CT
Andino Ru ta B-262
ofa
ga
s ta
66
Z.A.L Meji llo
ECEC LL
Ruta B-
An
toK
m
CC--LL
272
Características Generales del P t Proyecto
Pl t d á id lfú i ti d• Planta de ácido sulfúrico a partir deazufre sólido a ser descargado enPuerto de Mejillones.
• Capacidad de diseño de la Planta:720.000 ton de ácido/año, que seránalmacenadas y despachadas porTerminal Mejillones.
• Consumo de azufre: 250.000 ton/año.
• Adicionalmente la planta produce126.000 MWH/año de energíaeléctrica la que será entregada aleléctrica, la que será entregada alSING.
• Inversión: US$ 200.000.000.

Características Generales del P t Proyecto
• La eficiencia de conversión de SO2,será de 99,76%, con lo que la
i ió d t temisión de este compuesto nosobrepasará las 200 ppm.
• Se crearán 50 puestos de trabajo• Se crearán 50 puestos de trabajo.

Producción de Ácido Sulfúrico en Chile
Actual Incluido Noracid
26%10%20% 12%
9%22%
ChuquicamataAltonorteHaldemanP i t
18%
20%
8%9% 5%
4%8%7%
18% 16%PaipoteMolymetChagresVentanasCaletones
3%1% 3%1%
CaletonesNoracidPotrerillos
Producción : 5.280.000 ton. Producción : 6.000.000 ton.
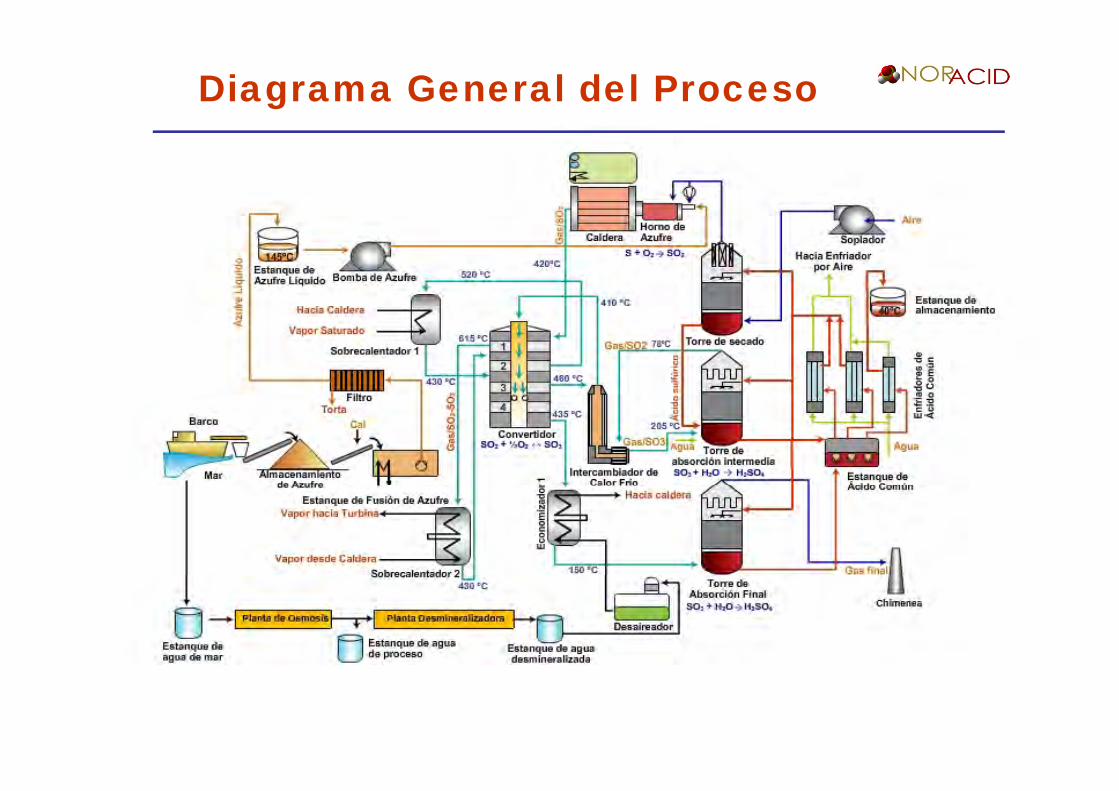
Diagrama General del Proceso


Modelo 3D de Planta de Ácido Sulfúrico-NorAcid

AGREGAR VIDEO 3D
Modelo 3D de Planta de Ácido Sulfúrico-NorAcid

Principales Proveedores de T l í Tecnología
T b d Si• Turbogenerador - Siemens
• Caldera - Alstom
• Bombas de ácido sulfúrico– Lewis
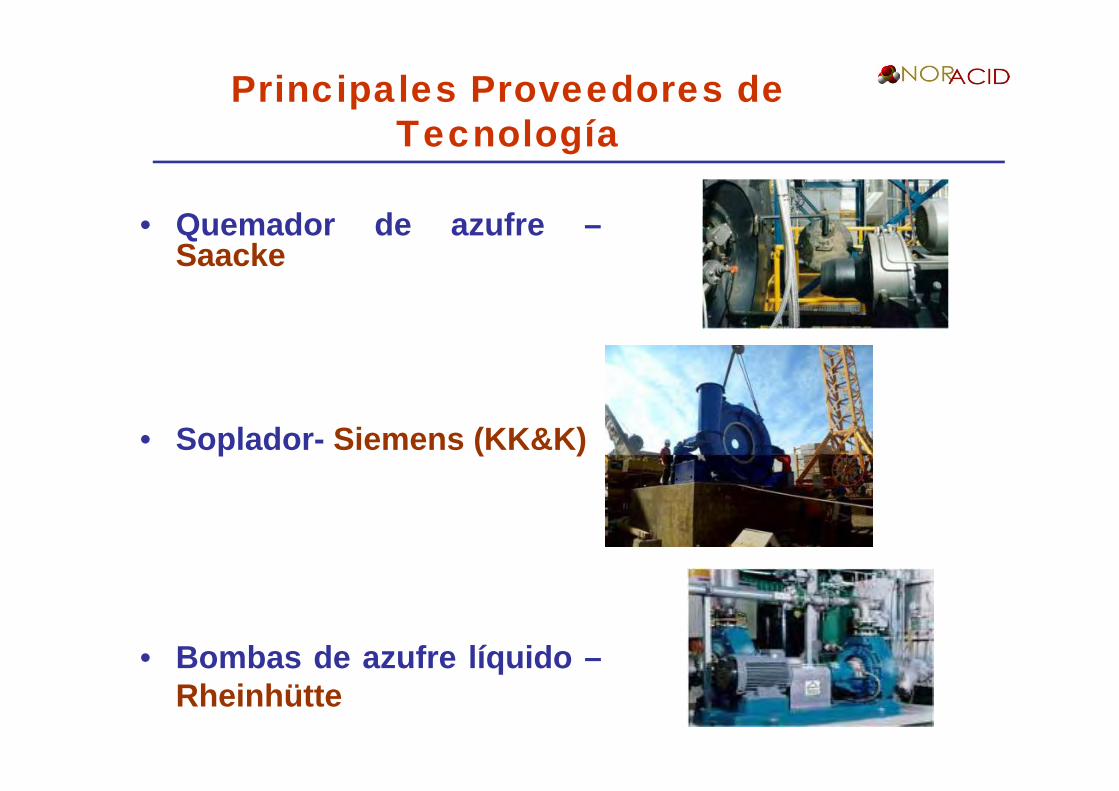
Principales Proveedores de T l í Tecnología
Q d d f• Quemador de azufre –Saacke
• Soplador- Siemens (KK&K)
• Bombas de azufre líquido –Bombas de azufre líquidoRheinhütte

Principales Proveedores de T l íTecnología
I t bi d d C l• Intercambiadores de CalorGEA/ Alfa Laval
Sistema de Control• Sistema de Control-Foxboro
Eli i d d N bli• Eliminadores de Neblina –Begg Cousland

Principales Proveedores de T l í Tecnología
Filt d f A filt• Filtro de azufre- Amafilter
• Revestimiento antiácidoSteuler
• Catalizador – BASF

Estado Actual del Proyecto
• El proyecto cuenta con calificación favorable de la
Estado Actual del Proyecto
El proyecto cuenta con calificación favorable de laCONAMA II Región, según RCA N° 0110/2008 de20.03.2008.
• Está firmado contrato de venta ácido sulfúrico con:• Está firmado contrato de venta ácido sulfúrico con:– Minera Escondida– Minera El Tesoro
CM Zaldívar– CM Zaldívar– El Abra
• Está firmado contrato de venta de energía eléctrica.• La ingeniería y suministro de equipos por parte de
Outotec se encuentra con un avance del 100%.
• La construcción de la planta tiene un avance del 70%
• Está programado iniciar la operación y producción elEstá programado iniciar la operación y producción elprimer trimestre de 2011.

Estado de Avance del Montaje stado de a ce de o taje
Área de Fusión de AzufreÁrea de Fusión de Azufre
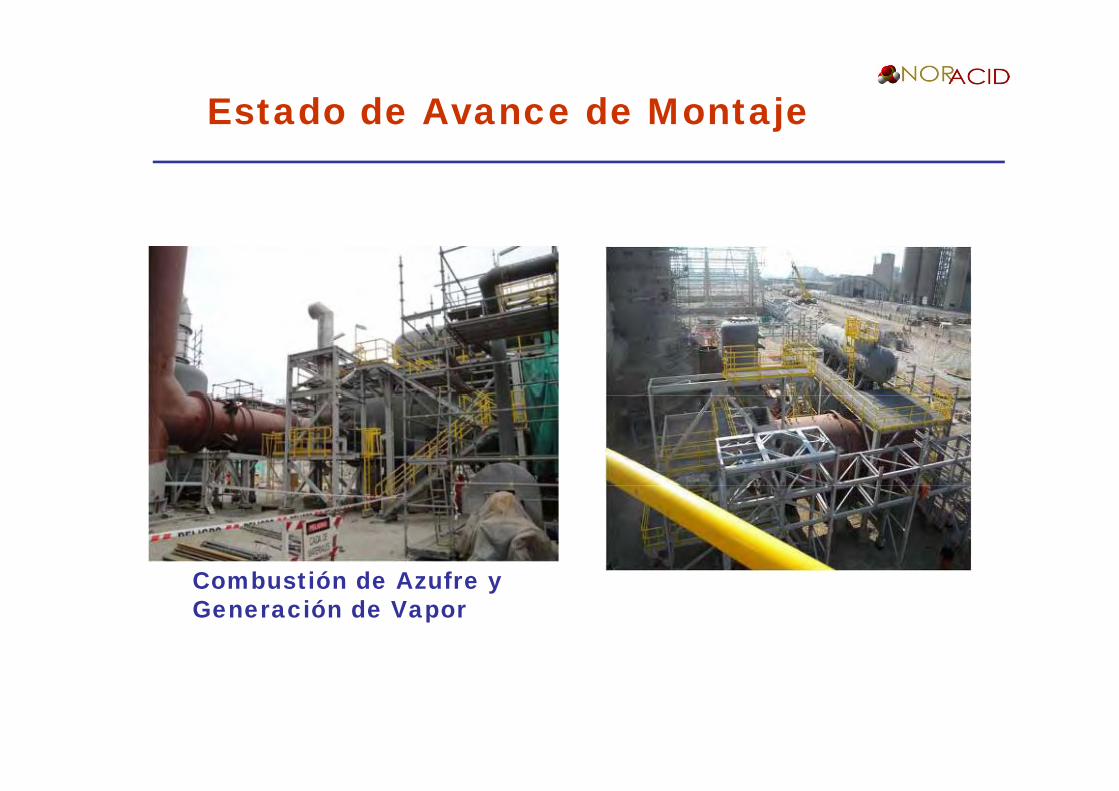
Estado de Avance de Montaje j
C b tió d A f Combustión de Azufre y Generación de Vapor

Estado de Avance de Montaje j
C ió d SOConversión de SO2

Estado de Avance de Montaje j
Área de Producción de Ácido Sulfúrico

Estado de Avance de Montaje j
Sistema de Enfriamiento de AguaSistema de Enfriamiento de Agua(Fin Fan Coolers)

Estado de Avance de Montaje j
Estanque de Agua de Ali t ió C ldAlimentación a Caldera
Vista General de la Planta

FIN DE LA PRESENTACIÓN-PRIMERA PARTEFIN DE LA PRESENTACIÓN-PRIMERA PARTE

Sulphuric Acid Plant - NORACIDSulphuric Acid Plant NORACID
Mesa RedondaPuerto Varas 2010Puerto Varas 2010

AgendagProcess Flow DiagramConsumption and Production FiguresPlant AreasPlant Areas• Sulphur melting and filtration
S l h b ti• Sulphur combustion• Converter • Drying and absorption• Additional aspectsAdditional aspects
10/26/20102

Core Plant Areas
Sulphur Filtration and melting
Sulphur Combustion
Drying and Absorption CombustionAbsorption
Converter Area
10/26/20103
Process Flow Diagrammg
10/26/20104

Consumption and Production Figuresp gAmount Conditions Remarks
Power Supply 3.750 kW Clean PlantSulphur 28.1 t/h 2.5 % humidityLP St 6 t/h t 8 b ( ) F S lti itLP-Steam 6 t/h sat.,8 bar (g) For S-melting unitProcess Water 16 m³/h 20°C For process useBoiler Feed Water 105 t/h 105°CCooling Water (Closed loop)
Loop I 1.500 m³/h 55°C For main acid coolerLoop II 4.600 m³/h 38°C For T/G-set and product cooler
Sulphuric Acid 2070 tpdHP-steam 99.5 t/h 64 bar (g), 500°C Export to produce electrical
power (approx. 16 MW, net)Cooling Water
Loop I 1.500 m³/h 85°C
10/26/20105
Loop II 4.600 m³/h 50°C

Sulphur Melting and Filtrationp gFeaturesAbove ground S-melter• Capacity: 49 t/h (design 2.5 %
humidity in sulphur brills)• Heating Coils removable• Heating Coils removable • Easy access for maintenance and cleaning of tank
• Integrated pre-coatingcompartment
Sulphur filter and storage• Main „leaf-type“ filter: Filtration Capacity: 49 t/h (filt ti l 15 h filt 84 ²)(filtration cycle: 15 h; filter area: 84 m²)
• Additional polishing filter• Capacity sulphur storage tank: 1.685 t (2,5 days of
10/26/20106
production

Sulphur Melting and Filtrationp g
Sulphur Melter and heating coils (schematic)
Sulphur Leaf Filter (schematic)
10/26/20107
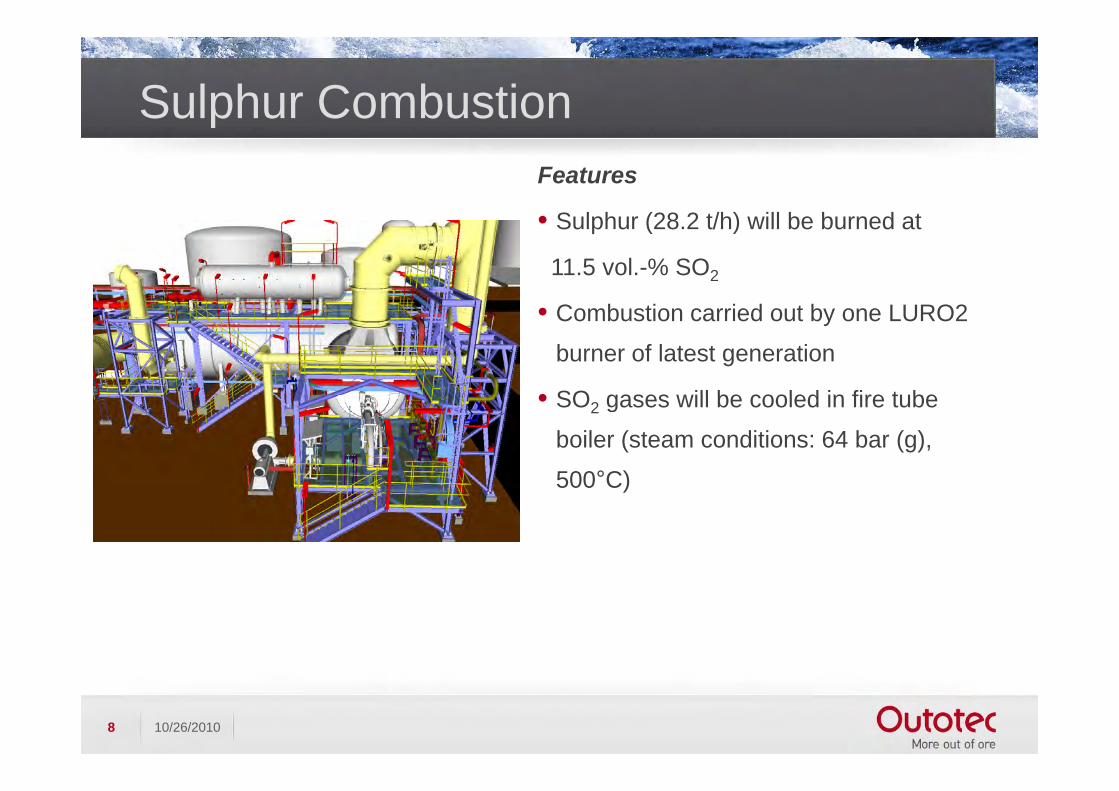
Sulphur Combustion pFeatures
• S l h (28 2 t/h) ill b b d t• Sulphur (28.2 t/h) will be burned at
11.5 vol.-% SO2
C b ti i d t b LURO2• Combustion carried out by one LURO2
burner of latest generation
• SO gases will be cooled in fire tube• SO2 gases will be cooled in fire tube
boiler (steam conditions: 64 bar (g),
500°C)500 C)
10/26/20108
Sulphur Combustion – LURO2 burner p
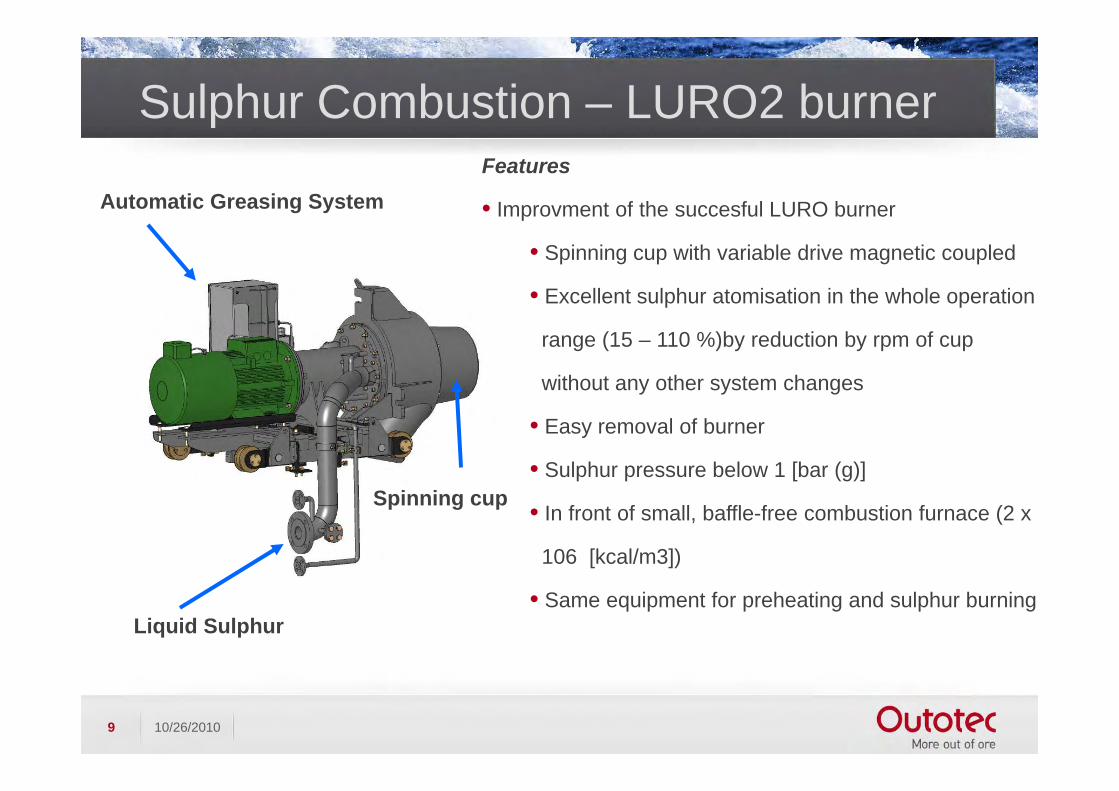
Automatic Greasing SystemFeatures
• Improvment of the succesful LURO burnerImprovment of the succesful LURO burner
• Spinning cup with variable drive magnetic coupled
• Excellent sulphur atomisation in the whole operation p p
range (15 – 110 %)by reduction by rpm of cup
without any other system changes
• Easy removal of burner
• Sulphur pressure below 1 [bar (g)]
• In front of small, baffle-free combustion furnace (2 x
106 [kcal/m3])
Spinning cup
Liquid Sulphur • Same equipment for preheating and sulphur burning
10/26/20109

Sulphur Combustion – LURO2 burner pBurner arrangment for Ma‘aden (5,000 tpd)
LURO burner with 870 tpd production (VIDEO)
10/26/201010
tpd production (VIDEO)
Sulphur Combustion – LURO2 burner p
10/26/201011

Sulphur Combustion – LURO2 burner p
10/26/201012
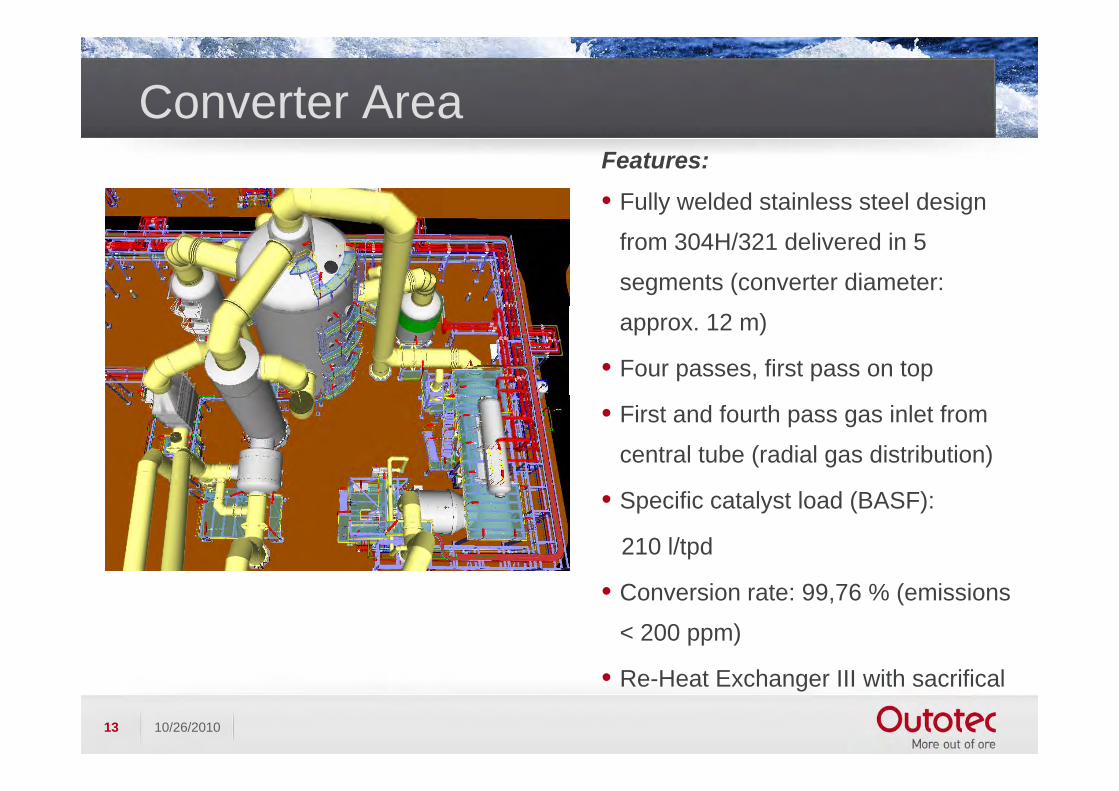
Converter Area Features:
• Fully welded stainless steel design
from 304H/321 delivered in 5
segments (converter diameter:
approx. 12 m)
• Four passes, first pass on top
• First and fourth pass gas inlet from
central tube (radial gas distribution)
• Specific catalyst load (BASF):
210 l/tpd
• Conversion rate: 99,76 % (emissions
< 200 ppm)
10/26/201013
• Re-Heat Exchanger III with sacrifical
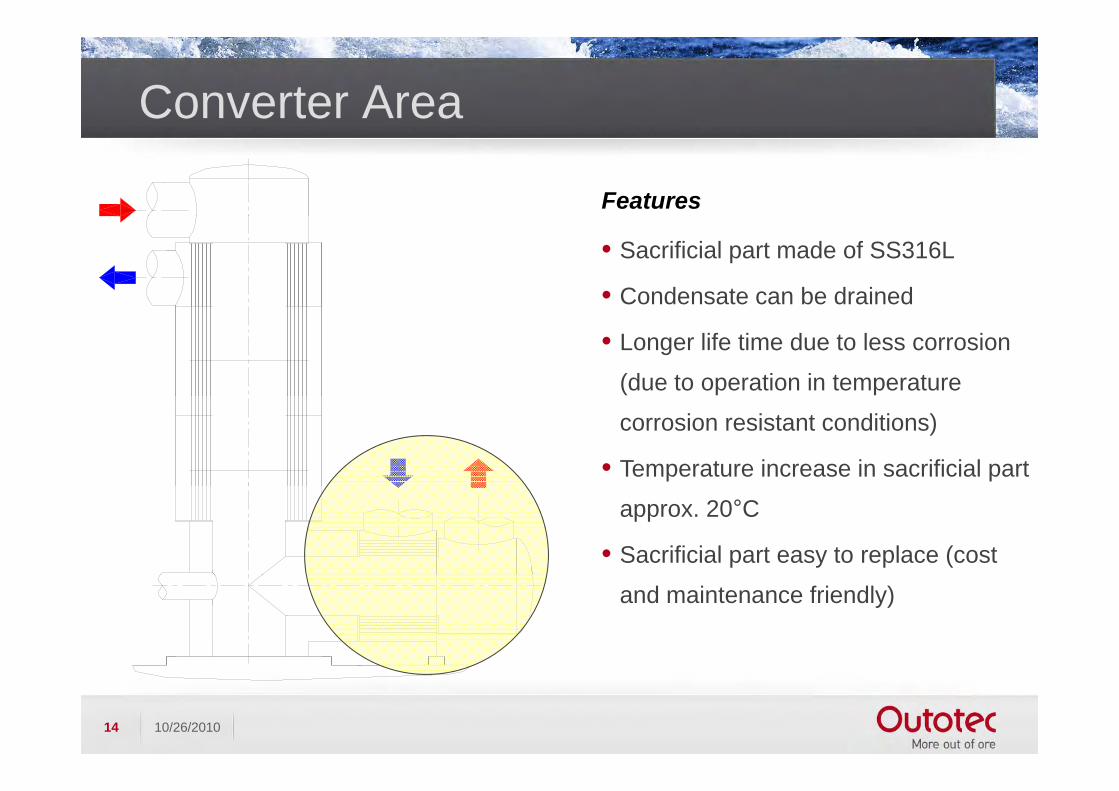
Converter Area
Features
• Sacrificial part made of SS316L
• Condensate can be drained
• Longer life time due to less corrosion
(due to operation in temperature
corrosion resistant conditions)
• Temperature increase in sacrificial part
approx. 20°C
• Sacrificial part easy to replace (cost
and maintenance friendly)
10/26/201014

Drying and Absorption Sectiony g pFeatures:
• Conservative packing design (> 3.5 m)Conservative packing design ( 3.5 m)
• Tower diameter approx. 5.9 m
• All piping made out of Sandvik SXAll piping made out of Sandvik SX
• Common acid system (drying by 98.5
wt. % acid))
• Cooling water provided by two closed
loop systems with „fin fan“ air coolers p y
(Loop 1: 55°C → 85°C (main acid
cooler) Loop 2: 38 °C → 50 °C (T/G-
set and main acid cooler)
• Acid temperature controlled by
10/26/201015
operation of air coolers

Additional AspectsMain blower
Air
Atmosphere
Sulphur
WHBFurnace Stack
(1)(3)
Product acid
DTWHBFurnace
ConverterSuperheater
SuperheaterIATHex IIIEconomizer FAT
(2)
p
ΔRH Temperature Level Use (Sulphur)
(1) S + O2 → SO2 -297 J/mol 1.000 - 1.600°C HP
(2) SO2 + ½ O2 → SO3 -99 J/mol 400 - 640 °C HP
(3) SO3 + H2O → H2SO4 -137 J/mol 70 - 100°C CW, hot water
160 – 230°C LP-steam
10/26/201016
(e.g. HRS (MECS), HEROS (OT))

Additional Aspectsp
1 500 ³/h180 m³/h
• Options
• Cooling Concept: 1.500 m³/h85°C ->55°C Industrial water
180 m /h20°C Sea Water
• Cooling Concept:
• Sea-water cooling
• Cooling tower
Acid Cooling
Air Cooler I
Cooling tower
• Air Coolers
• Process, boiler feed water preparation
T/G-Set Air
• Aspects to consider:
• Local regulations, e.g. delta T Cooler II(seawater): 4 K; „no plumes“
• Maximize efficiency of electrical
tiDemin.Unit
4.600 m³/h50°C -> 38°CIndustrial water
cogeneration
• No space requirements
• Plant should be independed
10/26/201017
Plant should be independed

THANK YOU FOR YOUR ATTENTION !THANK YOU FOR YOUR ATTENTION !
10/26/201018