2011-20122º curso1er semestre - Área de … · relacionar mas con la imagen de un vehículo de...
TRANSCRIPT
JAIONE FLORES AGUIRREALVARO VALLS HERNÁNDEZ
DANIEL SERRANO CONESARAQUEL VIDORRETA LÓPEZ
ANDREA GONZÁLEZ ELORZA
2011-2012......2º CURSO......1ER SEMESTRE
EVOLUCIÓN FORMAL Y FUNCIONAL
Jaione Flores Aguirre
Alvaro Valls Hernández
Daniel Serrano Conesa
Raquel Vidorreta López
Andrea González Elorza
1

85

111
112
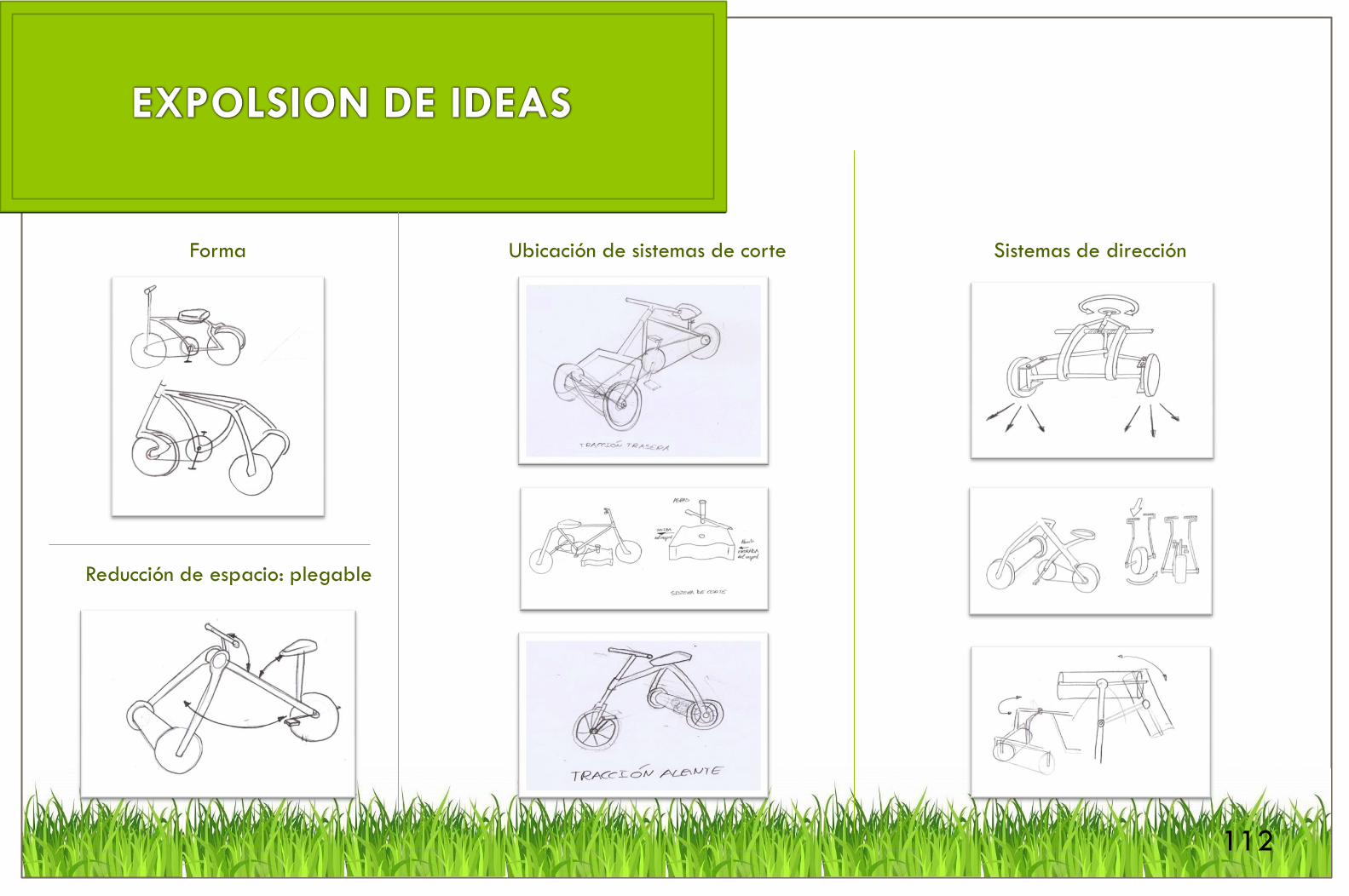
Sistemas de dirección Ubicación de sistemas de corte Forma
Reducción de espacio: plegable
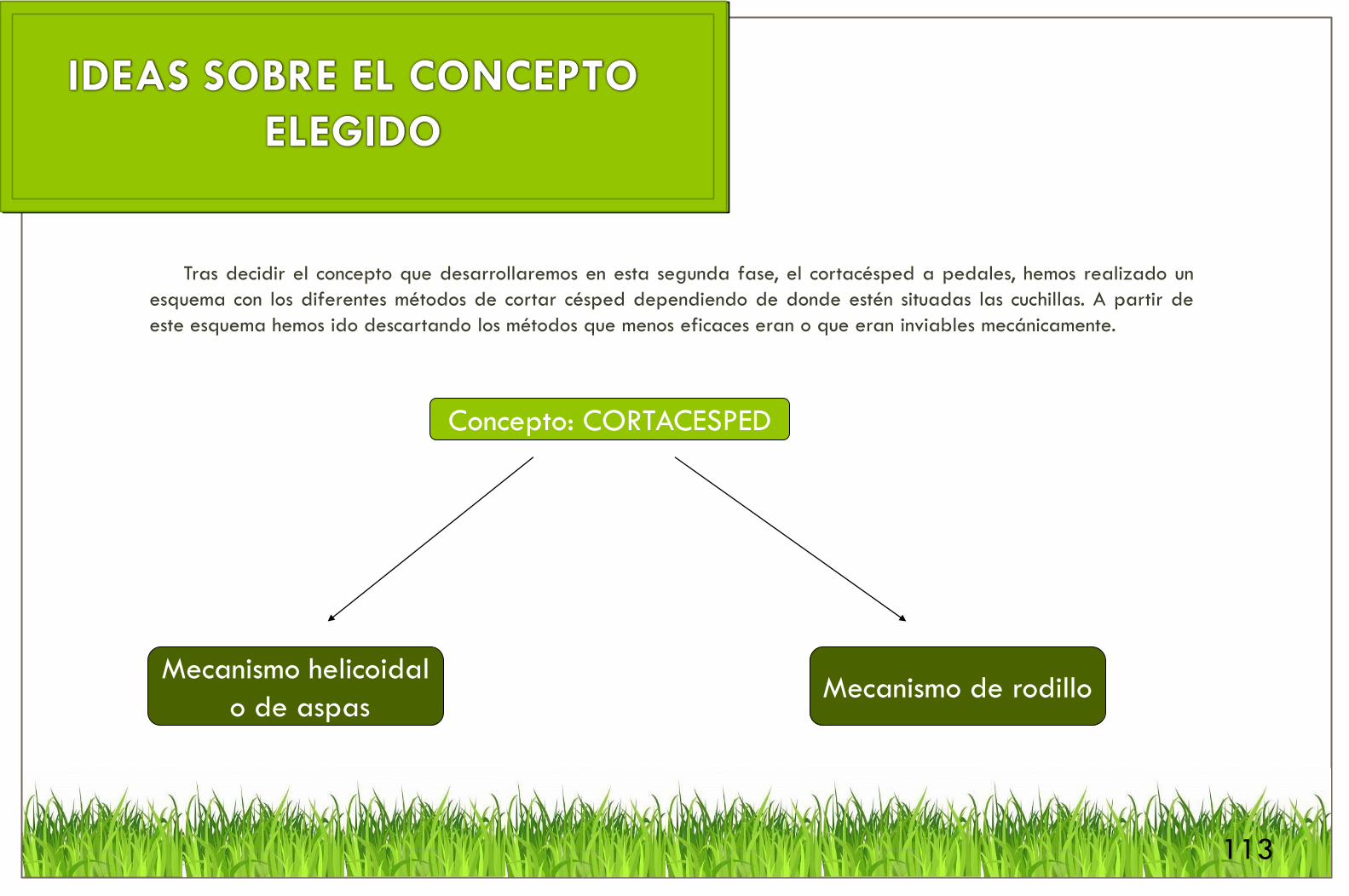
Tras decidir el concepto que desarrollaremos en esta segunda fase, el cortacésped a pedales, hemos realizado un
esquema con los diferentes métodos de cortar césped dependiendo de donde estén situadas las cuchillas. A partir de
este esquema hemos ido descartando los métodos que menos eficaces eran o que eran inviables mecánicamente.
Concepto: CORTACESPED
Mecanismo helicoidal
o de aspas Mecanismo de rodillo
113

Mecanismo de aspas vs de rodillo
MECANISMO DE ASPAS
Este sería el mecanismo que iría incorporado a la bicicleta entre las dos
ruedas ( la delantera y la trasera)
REALIZACION DEL CORTE: Prácticamente corta el césped a través de
contundentes golpes realizados por las aspas
En esta idea de cortacésped nos surgen dos formas diferentes de seguir
desarrollándolo. Debido a la sencillez y la posibilidad de diseño, hemos
considerado seguir desarrollando esta idea y dejando atrás la idea de un
cortacésped con aspas.
REALIZACION DEL CORTE: Su funcionamiento es el mismo que el de las
tijeras, proporciona un corte limpio.
114
PROS CONTRAS
-Se necesita poca experiencia previa a la
hora de afilar las cuchillas.
- Las aspas generan un vacío expulsando el
césped en un dirección.
- El césped cortado no sale disparado
siendo un mecanismo más seguro.
- Con la velocidad que lleva hace que se
mas probable que no tengamos que
realizar una segunda pasada.
- Por medio de mecanismos manuales no
se pueden alcanzar las revoluciones
necesarias para que las cuchillas corten de
manera eficaz.
- Otro problema que surge que al poner el
mecanismo que al hacer girar las cuchillas,
el pedaleo se vería interrumpido por la
acción de cortar.
- El mecanismo utilizado es algo más
complicado debido a la cantidad de
engranajes lo que eleva los costes.
-No hay mucha armonía entre el
mecanismo de corte y el producto en sí.
PROS CONTRAS
- Se identifica la forma con la función.
- Es más fácil ubicar el sistema de corte y
proporciona una mayor libertad a la hora de
pedalear.
- Es más fácil colocar la transmisión debido
a que el cortacésped está ubicado en uno
de los ejes de una de las ruedas.
- Es simple y eficaz.
-Puede realizar cortes muy precisos.
- Podría suponer un inconveniente el tema
del giro ya que se necesitaría que la curva
fuese lo más cerrada posible.
-Para afilar la cuchilla es recomendable que
un especialista se encargue de su filo.
-Precio mas elevado.
MECANISMO RODILLO(CUCHILLAS HELICOIDALES)

Mecanismo de corte elegido:
• Hemos elegido el mecanismo de corte a través de cuchillas
helicoidales debido a:
• La versatilidad que tiene este a la hora de ubicarlo en nuestro
producto.
• El corte limpio que genera en el tallo del césped previniendo
puntas abiertas y sus posibles enfermedades que pudiesen
surgir a causa de un mal corte.
• La capacidad de realizar un corte a pocos milímetros del suelo.
Cuchillas helicoidales:
115
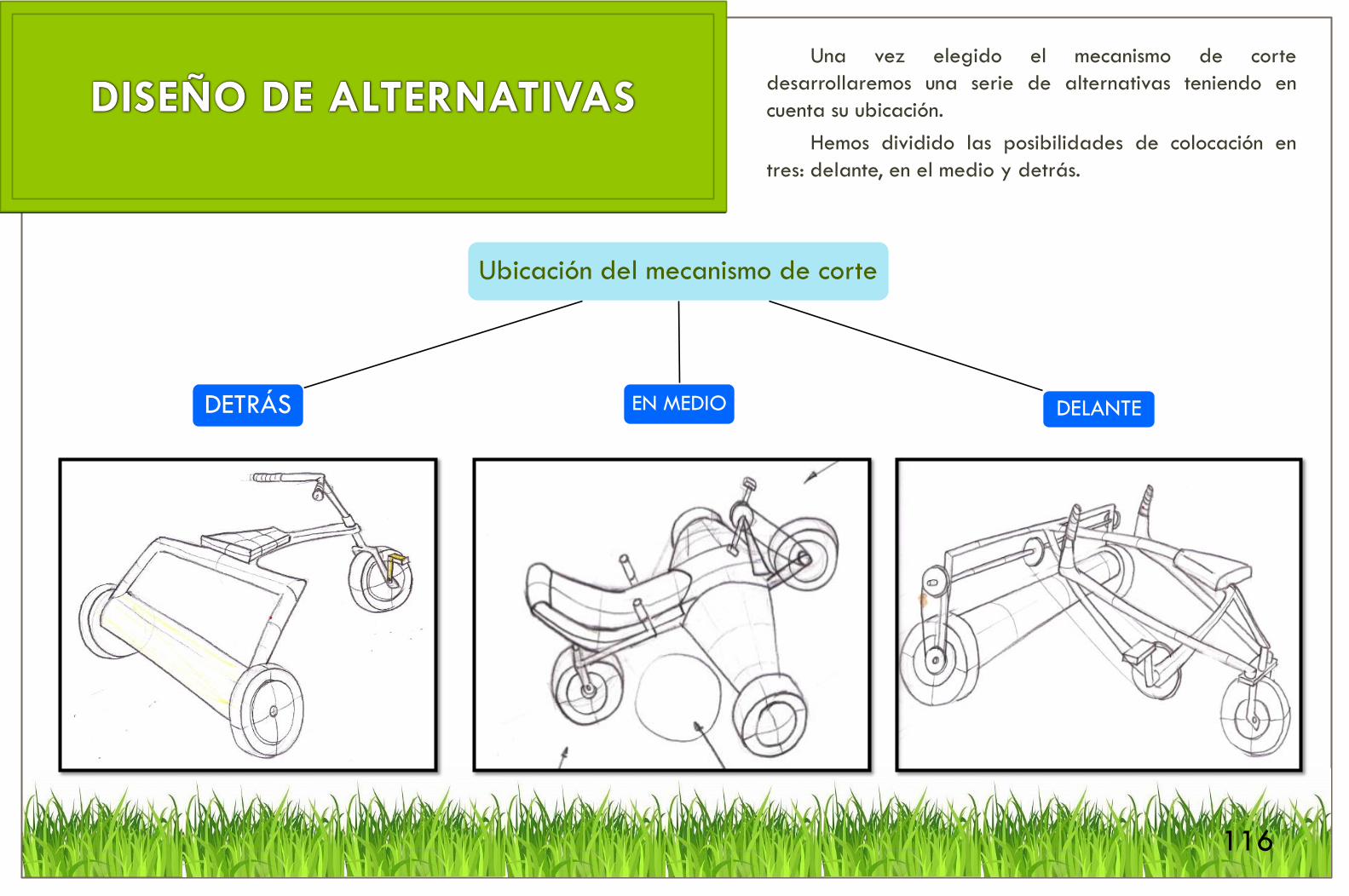
Una vez elegido el mecanismo de corte
desarrollaremos una serie de alternativas teniendo en
cuenta su ubicación.
Hemos dividido las posibilidades de colocación en
tres: delante, en el medio y detrás.
116
Ubicación del mecanismo de corte
EN MEDIO DELANTE DETRÁS

Ubicación del sistema de corte a la mitad:
117
ANALISIS DEL CONCEPTO:
-La ubicación de los pedales tendría que estar en la parte
superior delantera para proporcionar una postura cómoda.
-El sistema de dirección cambia de forma otorgándole un
carácter semántico mas innovador.
-Deducimos que la posición mas ergonómica que se adapte a
este producto es la de las bicis horizontales.
Problemas:
-El producto aumenta considerablemente de tamaño, debido a la
colocación del mecanismo de corte a la mitad del producto.
-La rueda delantera chafa el césped y puede perjudicar la
eficacia del sistema de corte ya que dependiendo de la
velocidad a la que valla el producto puede que no le de tiempo,
al césped, ponerse vertical para ser cortado de la manera mas
eficiente.
118
ANALISIS DEL CONCEPTO:
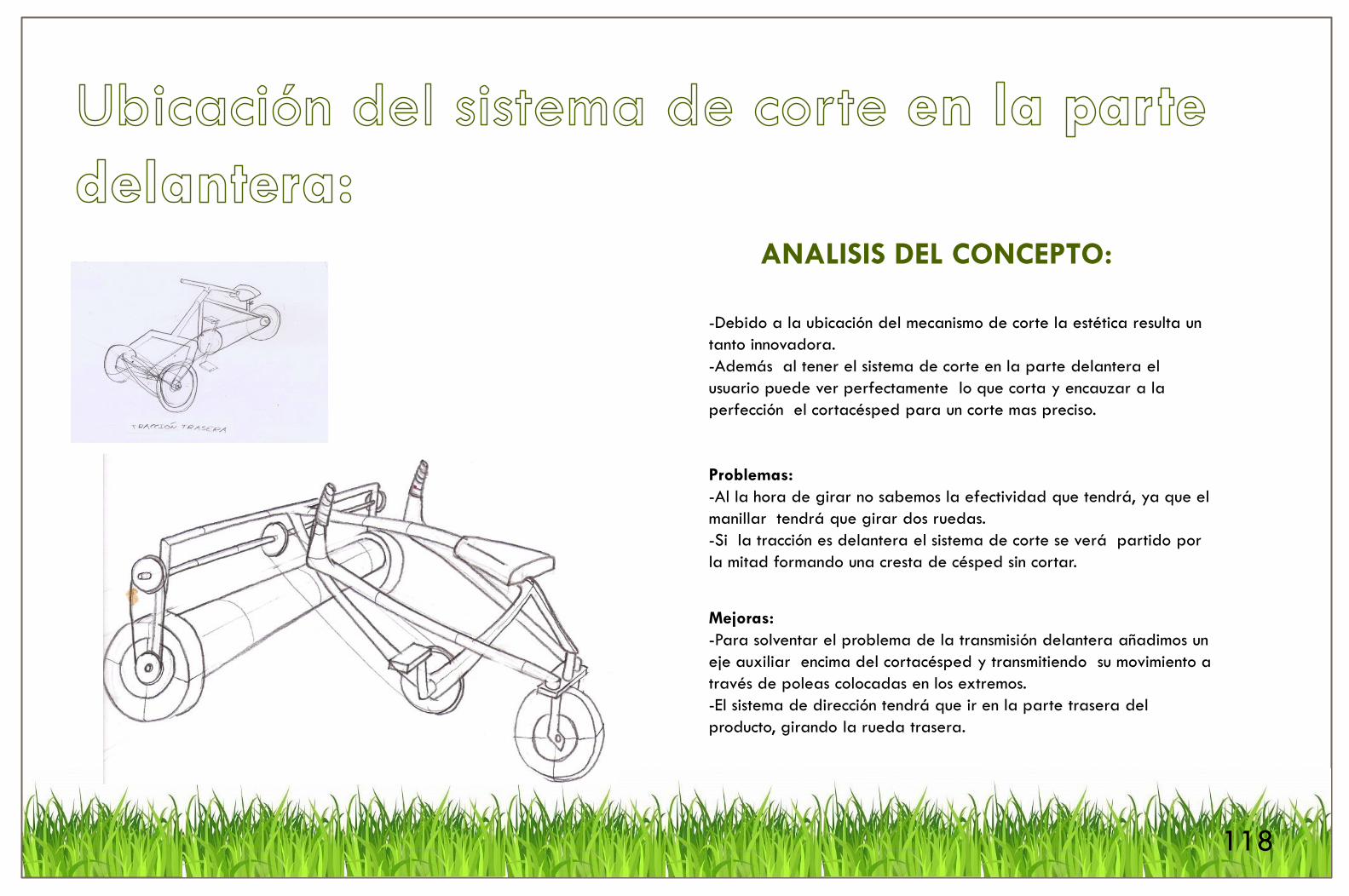
Mejoras:
-Para solventar el problema de la transmisión delantera añadimos un
eje auxiliar encima del cortacésped y transmitiendo su movimiento a
través de poleas colocadas en los extremos.
-El sistema de dirección tendrá que ir en la parte trasera del
producto, girando la rueda trasera.
-Debido a la ubicación del mecanismo de corte la estética resulta un
tanto innovadora.
-Además al tener el sistema de corte en la parte delantera el
usuario puede ver perfectamente lo que corta y encauzar a la
perfección el cortacésped para un corte mas preciso.
Problemas:
-Al la hora de girar no sabemos la efectividad que tendrá, ya que el
manillar tendrá que girar dos ruedas.
-Si la tracción es delantera el sistema de corte se verá partido por
la mitad formando una cresta de césped sin cortar.
119
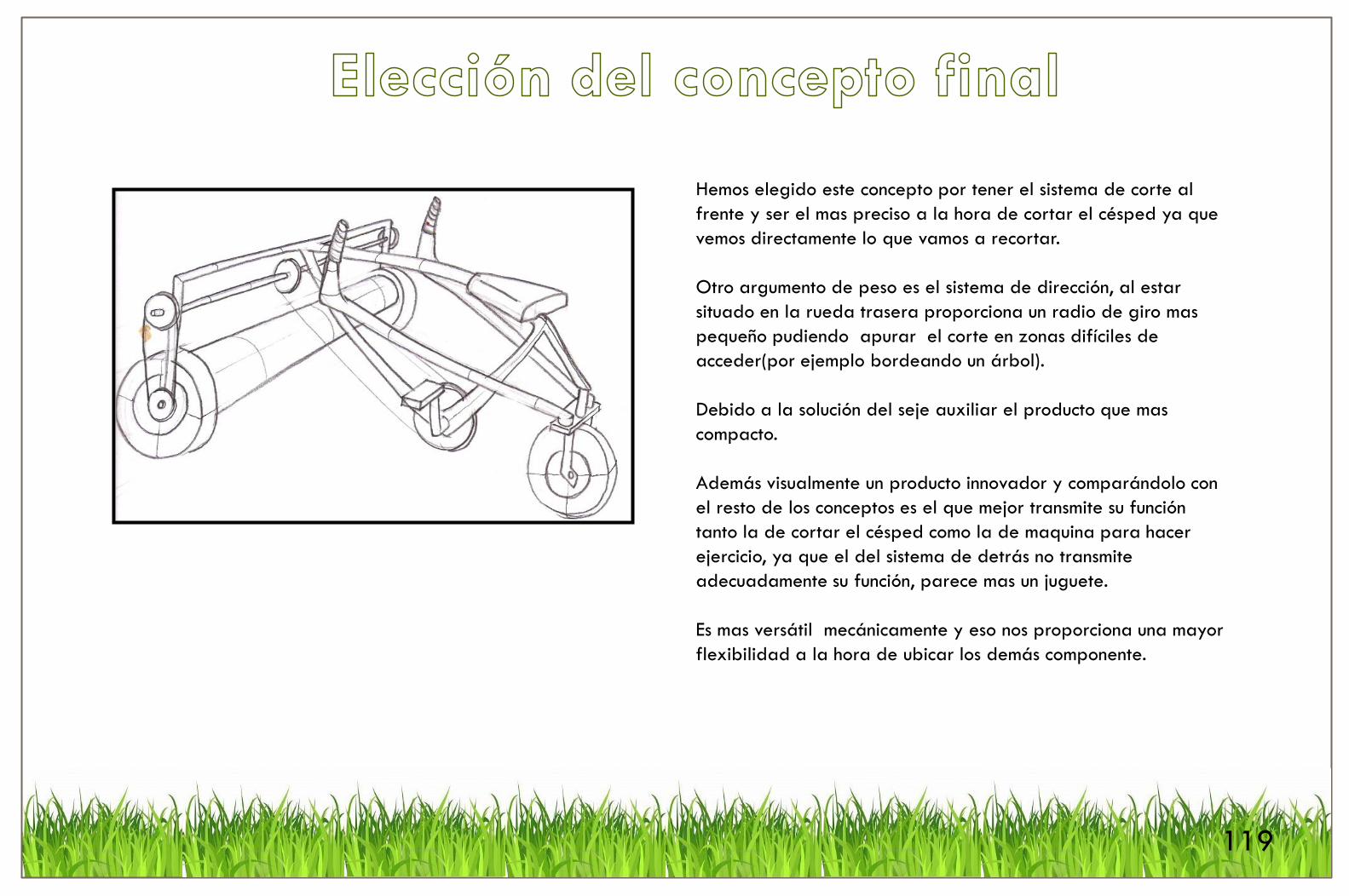
Hemos elegido este concepto por tener el sistema de corte al
frente y ser el mas preciso a la hora de cortar el césped ya que
vemos directamente lo que vamos a recortar.
Otro argumento de peso es el sistema de dirección, al estar
situado en la rueda trasera proporciona un radio de giro mas
pequeño pudiendo apurar el corte en zonas difíciles de
acceder(por ejemplo bordeando un árbol).
Debido a la solución del seje auxiliar el producto que mas
compacto.
Además visualmente un producto innovador y comparándolo con
el resto de los conceptos es el que mejor transmite su función
tanto la de cortar el césped como la de maquina para hacer
ejercicio, ya que el del sistema de detrás no transmite
adecuadamente su función, parece mas un juguete.
Es mas versátil mecánicamente y eso nos proporciona una mayor
flexibilidad a la hora de ubicar los demás componente.
120
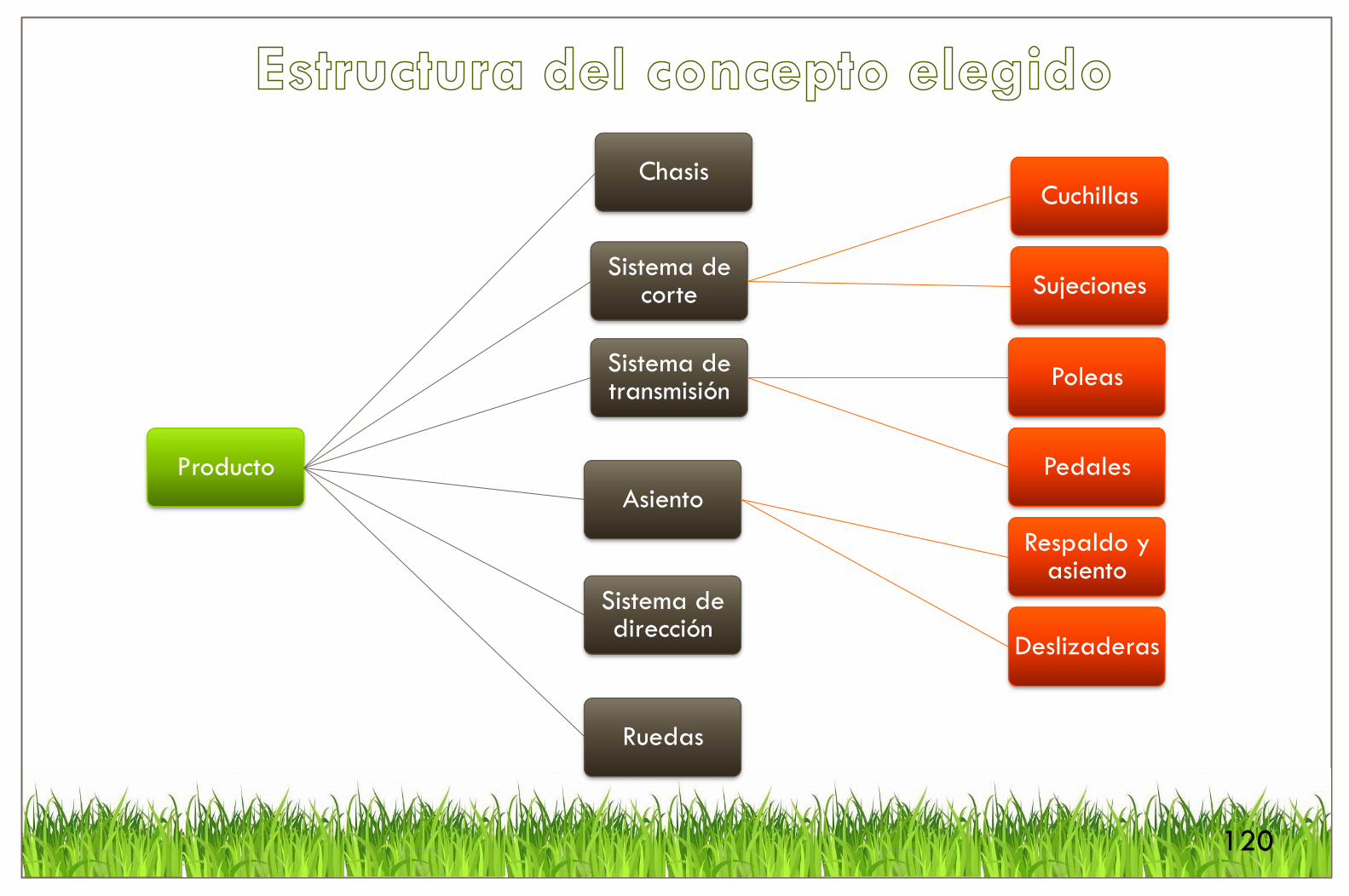
Producto
Chasis
Sistema de corte
Cuchillas
Sujeciones
Sistema de transmisión
Poleas
Pedales
Asiento
Respaldo y asiento
Deslizaderas
Sistema de dirección
Ruedas

121
CHASIS
122
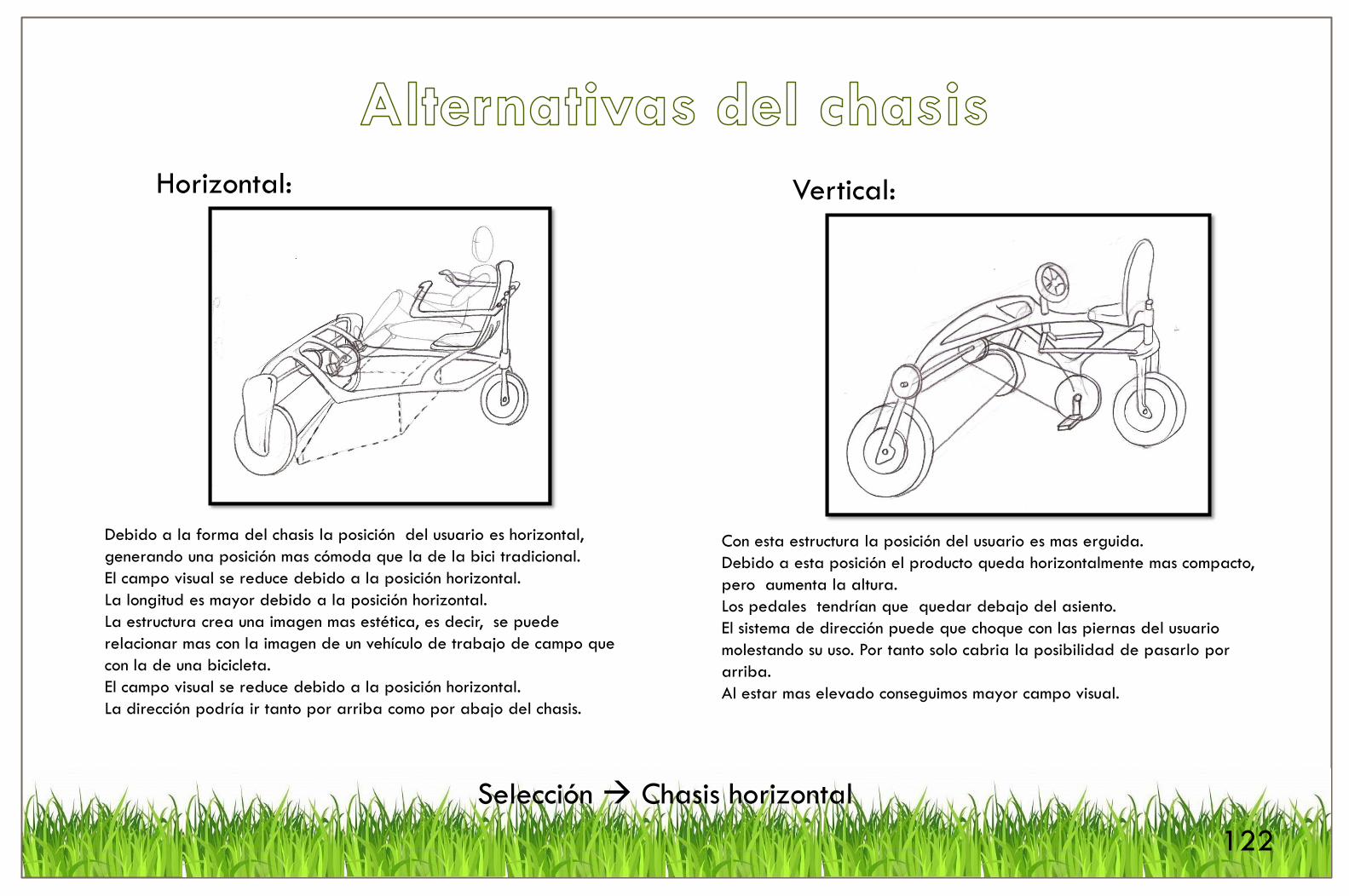
Debido a la forma del chasis la posición del usuario es horizontal,
generando una posición mas cómoda que la de la bici tradicional.
El campo visual se reduce debido a la posición horizontal.
La longitud es mayor debido a la posición horizontal.
La estructura crea una imagen mas estética, es decir, se puede
relacionar mas con la imagen de un vehículo de trabajo de campo que
con la de una bicicleta.
El campo visual se reduce debido a la posición horizontal.
La dirección podría ir tanto por arriba como por abajo del chasis.
Con esta estructura la posición del usuario es mas erguida.
Debido a esta posición el producto queda horizontalmente mas compacto,
pero aumenta la altura.
Los pedales tendrían que quedar debajo del asiento.
El sistema de dirección puede que choque con las piernas del usuario
molestando su uso. Por tanto solo cabria la posibilidad de pasarlo por
arriba.
Al estar mas elevado conseguimos mayor campo visual.
Horizontal: Vertical:
Selección Chasis horizontal
123
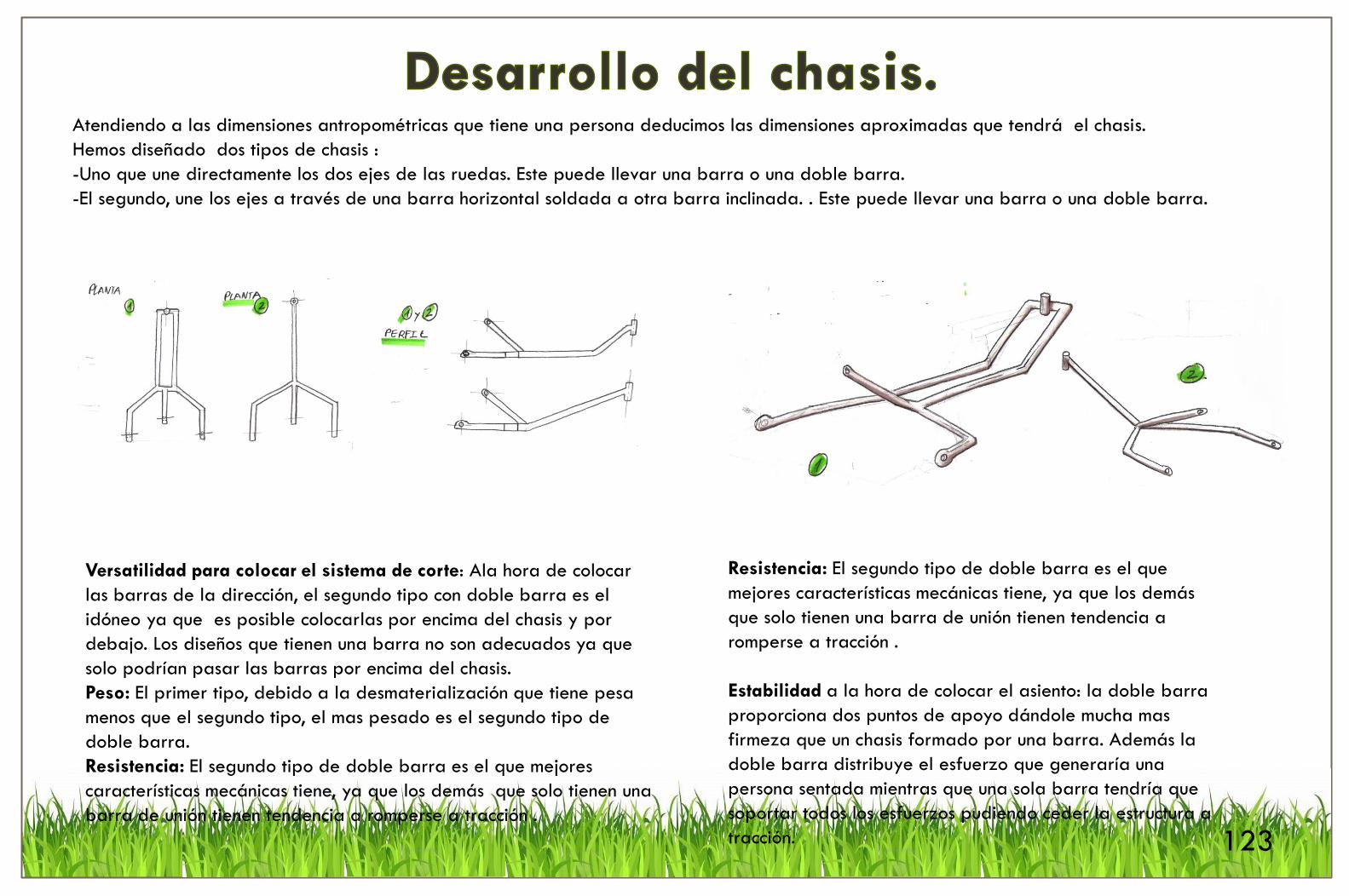
Atendiendo a las dimensiones antropométricas que tiene una persona deducimos las dimensiones aproximadas que tendrá el chasis.
Hemos diseñado dos tipos de chasis :
-Uno que une directamente los dos ejes de las ruedas. Este puede llevar una barra o una doble barra.
-El segundo, une los ejes a través de una barra horizontal soldada a otra barra inclinada. . Este puede llevar una barra o una doble barra.
Versatilidad para colocar el sistema de corte: Ala hora de colocar
las barras de la dirección, el segundo tipo con doble barra es el
idóneo ya que es posible colocarlas por encima del chasis y por
debajo. Los diseños que tienen una barra no son adecuados ya que
solo podrían pasar las barras por encima del chasis.
Peso: El primer tipo, debido a la desmaterialización que tiene pesa
menos que el segundo tipo, el mas pesado es el segundo tipo de
doble barra.
Resistencia: El segundo tipo de doble barra es el que mejores
características mecánicas tiene, ya que los demás que solo tienen una
barra de unión tienen tendencia a romperse a tracción .
Resistencia: El segundo tipo de doble barra es el que
mejores características mecánicas tiene, ya que los demás
que solo tienen una barra de unión tienen tendencia a
romperse a tracción .
Estabilidad a la hora de colocar el asiento: la doble barra
proporciona dos puntos de apoyo dándole mucha mas
firmeza que un chasis formado por una barra. Además la
doble barra distribuye el esfuerzo que generaría una
persona sentada mientras que una sola barra tendría que
soportar todos los esfuerzos pudiendo ceder la estructura a
tracción.

124
El chasis elegido es el de doble barra horizontal mas vertical
-Debido a que el factor mas importante de un chasis es su
resistencia hemos elegido este chasis, que es el que mayor
resistencia tiene de todos.
-Su estructura y la ubicación de sus componentes crean una posición
mas cómoda que la de una bici vertical convencional.
-Además de ofrecer una posición cómoda, la ubicación horizontal
del asiento proporciona un mayor movimiento de grupos musculares
mejorando a mayor velocidad la condición física del usuario.
Hemos tenido que incorporar un soporte auxiliar a mitad de la
balda donde ira ubicada la deslizadera del asiento, para que
pueda soportar el peso del usuario.
-Los pies de apoyo para el asiento, además de sustentar la
deslizadera y el asiento, proporcionan al usuario un mayor
campo visual que el desarrollo del primer chasis.
-La doble barra proporciona una gran estabilidad a la hora
de colocar la deslizadera y el asiento, además de repartir
todos los esfuerzos entre las dos barras reduciéndose a la
mitad el esfuerzo a soportar en cada una de las barras.
Análisis ergonómico:
Para el análisis ergonómico del chasis hemos realizado un
estudio antropométrico para posicionar el soporte donde
irán ubicadas las deslizaderas.
Tomando la longitud que varia la pierna, en este caso es
de unos 40 cm, hemos ubicado el soporte a una distancia
de los pedales tal que una persona de tamaño reducido o
una persona de gran tamaño pueda sentarse a una
distancia cómoda.
125
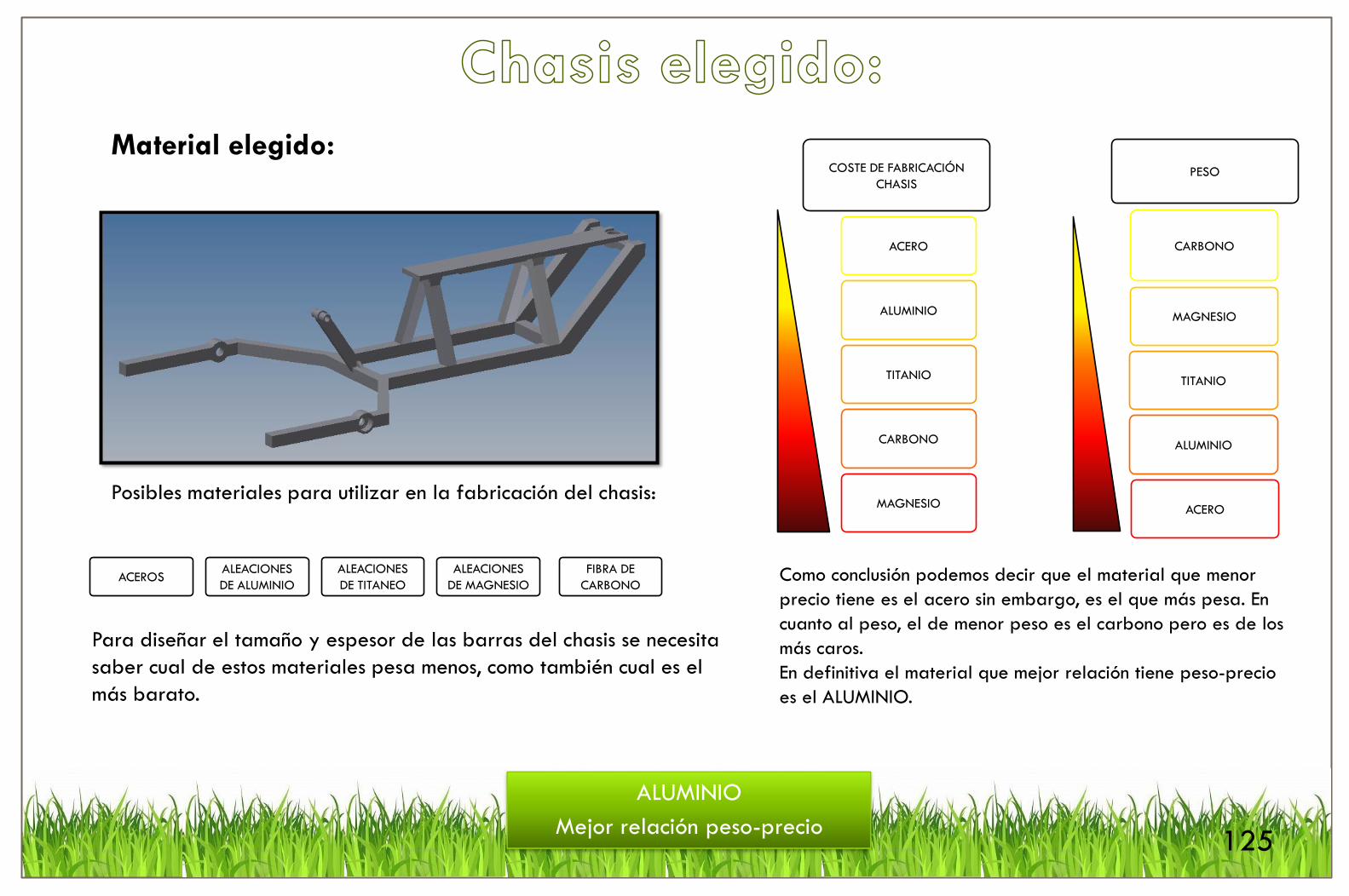
Posibles materiales para utilizar en la fabricación del chasis:
ACEROS ALEACIONES
DE ALUMINIO
ALEACIONES
DE TITANEO
ALEACIONES
DE MAGNESIO
FIBRA DE
CARBONO
Para diseñar el tamaño y espesor de las barras del chasis se necesita
saber cual de estos materiales pesa menos, como también cual es el
más barato.
ACERO
ALUMINIO
TITANIO
CARBONO
MAGNESIO
COSTE DE FABRICACIÓN
CHASIS
ACERO
ALUMINIO
TITANIO
CARBONO
MAGNESIO
PESO
Material elegido:
Como conclusión podemos decir que el material que menor
precio tiene es el acero sin embargo, es el que más pesa. En
cuanto al peso, el de menor peso es el carbono pero es de los
más caros.
En definitiva el material que mejor relación tiene peso-precio
es el ALUMINIO.
ALUMINIO
Mejor relación peso-precio
126
Procesos de fabricación:
-Laminado
-Soldadura
LAMINADO:
El proceso de laminado consiste en calentar
previamente los lingotes de acero fundido a
una temperatura que permita la deformación
del lingote por un proceso de estiramiento y
desbaste que se produce en una cadena de
cilindros a presión llamado tren de
laminación.
SOLDADURA:
La soldadura es un proceso de fabricación en
donde se realiza la unión de dos
materiales, usualmente logrado a través de la
coalescencia (fusión), en la cual las piezas son
soldadas fundiendo ambas y pudiendo agregar
un material de relleno fundido (metal o
plástico), para conseguir un baño de material
fundido (el baño de soldadura) que, al enfriarse,
se convierte en una unión fija.
El chasis se realizara soldando una serie de vigas de
aluminio realizadas por el proceso de laminado
127
Sistema de corte

128
Sistema de corte
Cuchillas Sujeciones
El tipo de sistema de corte ya ha sido elegido
anteriormente y por tan solo se realizara la
descripción del material elegido y de su proceso de
producción.
Se procederá a un estudio y desarrollo de distintas
alternativas de sujeciones del sistema de corte.
Se valorará la posibilidad de que la sujeción incorpore un
sistema de regulación de alturas
?
129
Sistema de corte
Cuchillas
130
Material elegido:
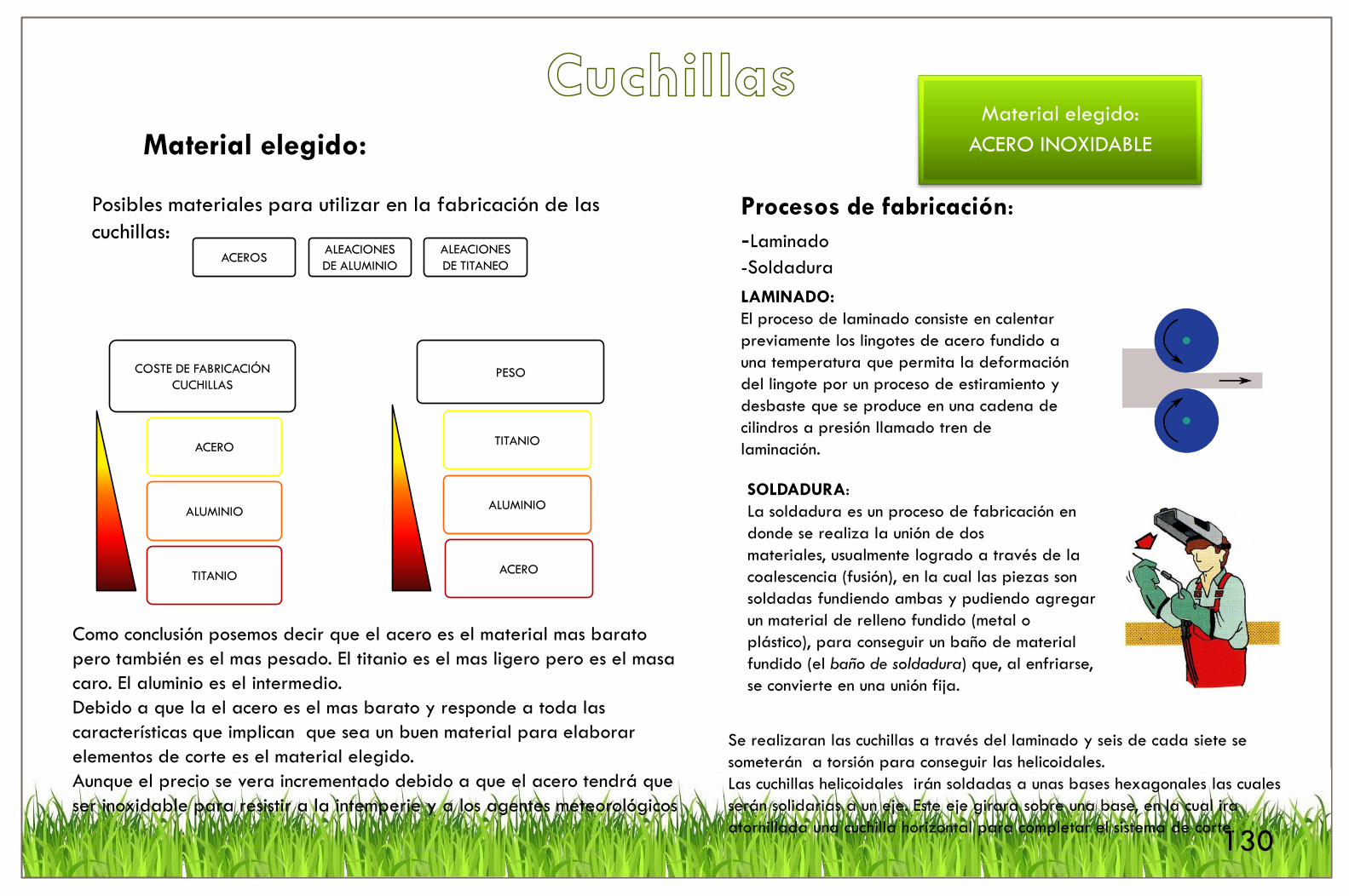
Posibles materiales para utilizar en la fabricación de las
cuchillas:
ACEROS ALEACIONES
DE ALUMINIO
ALEACIONES
DE TITANEO
ACERO
ALUMINIO
TITANIO
COSTE DE FABRICACIÓN
CUCHILLAS
ACERO
ALUMINIO
TITANIO
PESO
Como conclusión posemos decir que el acero es el material mas barato
pero también es el mas pesado. El titanio es el mas ligero pero es el masa
caro. El aluminio es el intermedio.
Debido a que la el acero es el mas barato y responde a toda las
características que implican que sea un buen material para elaborar
elementos de corte es el material elegido.
Aunque el precio se vera incrementado debido a que el acero tendrá que
ser inoxidable para resistir a la intemperie y a los agentes meteorológicos
Material elegido:
ACERO INOXIDABLE
Procesos de fabricación:
-Laminado
-Soldadura
LAMINADO:
El proceso de laminado consiste en calentar
previamente los lingotes de acero fundido a
una temperatura que permita la deformación
del lingote por un proceso de estiramiento y
desbaste que se produce en una cadena de
cilindros a presión llamado tren de
laminación.
SOLDADURA:
La soldadura es un proceso de fabricación en
donde se realiza la unión de dos
materiales, usualmente logrado a través de la
coalescencia (fusión), en la cual las piezas son
soldadas fundiendo ambas y pudiendo agregar
un material de relleno fundido (metal o
plástico), para conseguir un baño de material
fundido (el baño de soldadura) que, al enfriarse,
se convierte en una unión fija.
Se realizaran las cuchillas a través del laminado y seis de cada siete se
someterán a torsión para conseguir las helicoidales.
Las cuchillas helicoidales irán soldadas a unas bases hexagonales las cuales
serán solidarias a un eje. Este eje girara sobre una base, en la cual ira
atornillada una cuchilla horizontal para completar el sistema de corte.

131
Sistema de corte
Sujeciones
132
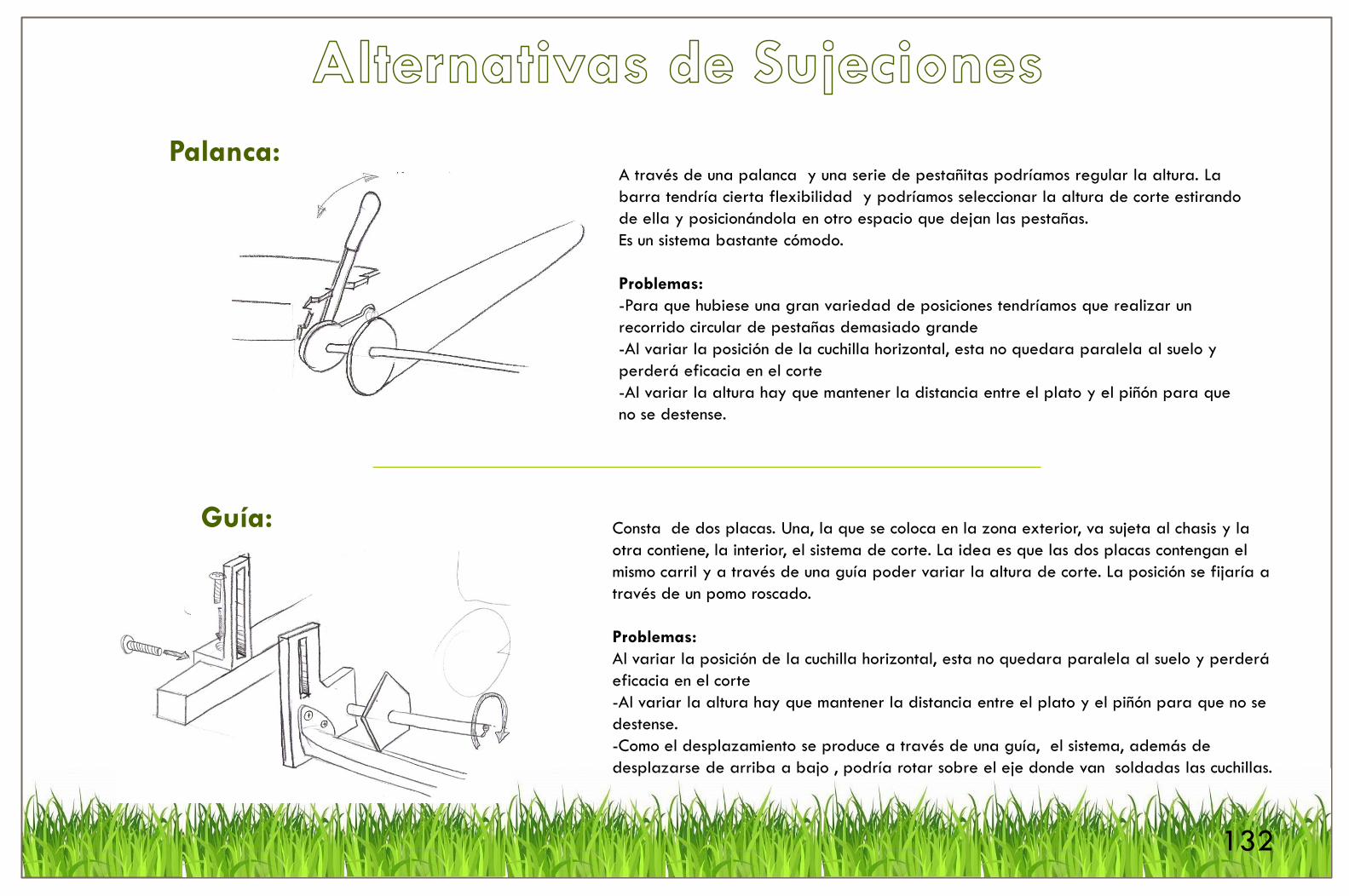
A través de una palanca y una serie de pestañitas podríamos regular la altura. La
barra tendría cierta flexibilidad y podríamos seleccionar la altura de corte estirando
de ella y posicionándola en otro espacio que dejan las pestañas.
Es un sistema bastante cómodo.
Problemas:
-Para que hubiese una gran variedad de posiciones tendríamos que realizar un
recorrido circular de pestañas demasiado grande
-Al variar la posición de la cuchilla horizontal, esta no quedara paralela al suelo y
perderá eficacia en el corte
-Al variar la altura hay que mantener la distancia entre el plato y el piñón para que
no se destense.
Palanca:
Guía: Consta de dos placas. Una, la que se coloca en la zona exterior, va sujeta al chasis y la
otra contiene, la interior, el sistema de corte. La idea es que las dos placas contengan el
mismo carril y a través de una guía poder variar la altura de corte. La posición se fijaría a
través de un pomo roscado.
Problemas:
Al variar la posición de la cuchilla horizontal, esta no quedara paralela al suelo y perderá
eficacia en el corte
-Al variar la altura hay que mantener la distancia entre el plato y el piñón para que no se
destense.
-Como el desplazamiento se produce a través de una guía, el sistema, además de
desplazarse de arriba a bajo , podría rotar sobre el eje donde van soldadas las cuchillas.
133
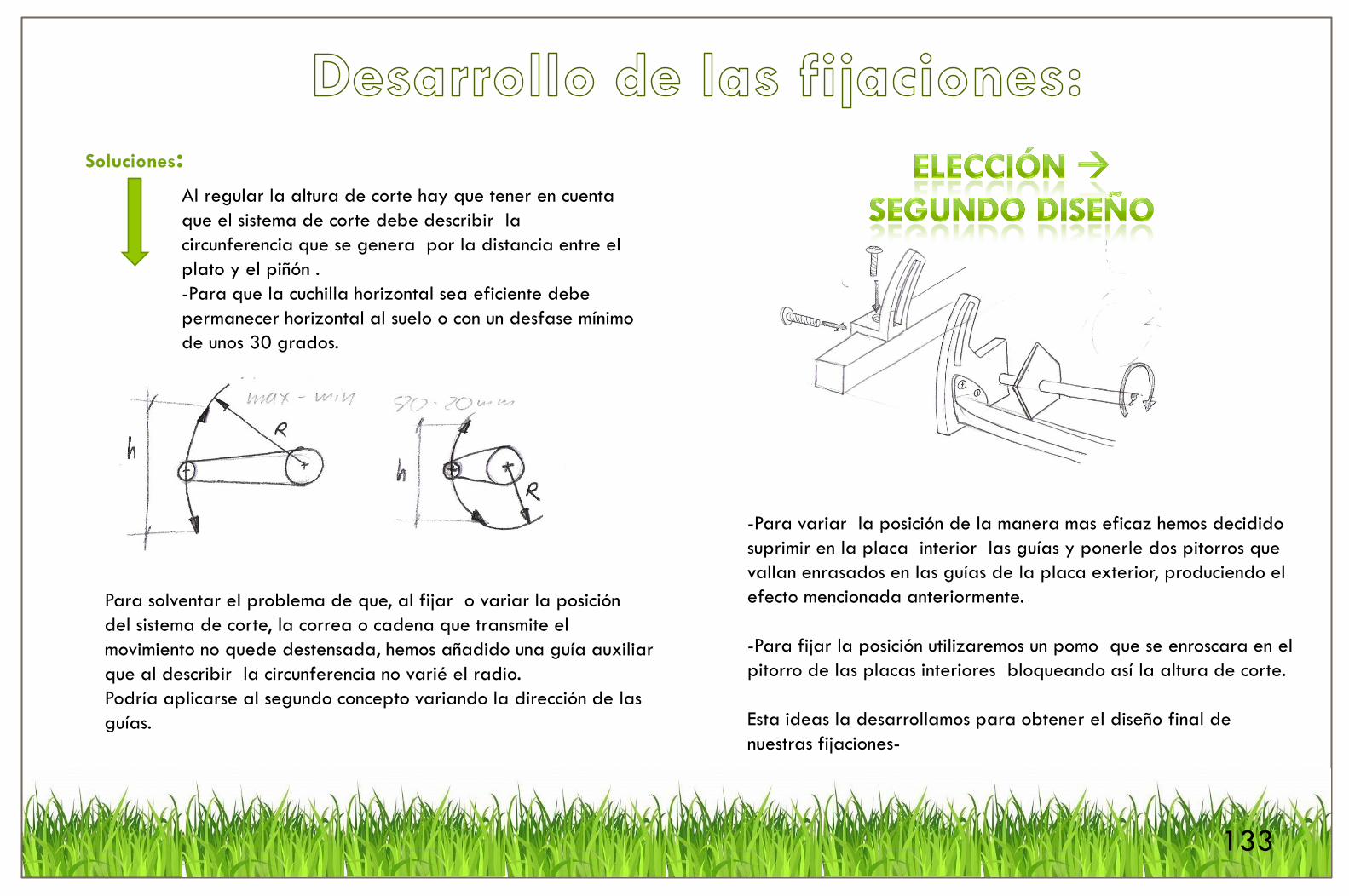
Al regular la altura de corte hay que tener en cuenta
que el sistema de corte debe describir la
circunferencia que se genera por la distancia entre el
plato y el piñón .
-Para que la cuchilla horizontal sea eficiente debe
permanecer horizontal al suelo o con un desfase mínimo
de unos 30 grados.
Soluciones:
-Para variar la posición de la manera mas eficaz hemos decidido
suprimir en la placa interior las guías y ponerle dos pitorros que
vallan enrasados en las guías de la placa exterior, produciendo el
efecto mencionada anteriormente.
-Para fijar la posición utilizaremos un pomo que se enroscara en el
pitorro de las placas interiores bloqueando así la altura de corte.
Esta ideas la desarrollamos para obtener el diseño final de
nuestras fijaciones-
Para solventar el problema de que, al fijar o variar la posición
del sistema de corte, la correa o cadena que transmite el
movimiento no quede destensada, hemos añadido una guía auxiliar
que al describir la circunferencia no varié el radio.
Podría aplicarse al segundo concepto variando la dirección de las
guías.

134
Placa interior:
Placa exterior:
Este es el diseño final de las fijaciones que solventan todos los problemas
-Soluciona la regulación de altura teniendo en cuenta que debe describir un
arco para que la cadena o correa de transmisión no se destense.
-La cuchilla horizontal mantiene el mínimo desfase respecto a la horizontal y
por lo tanto mantiene la eficacia de corte.
Las cuchillas helicoidales y la horizontal van acopladas a la placa exterior.
La helicoidal va encajada en unos rodamiento que estos a su vez están
empotrados en la placa interior y la cuchilla horizontal va atornilla de en
las dos placas interiores.
La forma del pomo esta confeccionada atendiendo a las
medidas antropométricas de la mano. (Su forma se basa en el
una estrella triangular ya que se adapta a la mano y permite
realizar palanca con mayor facilidad.)Su forma se basa en un
circulo con cuatro puntas que son las que facilitan el giro a la
hora de apretar.
Análisis ergonómico
135
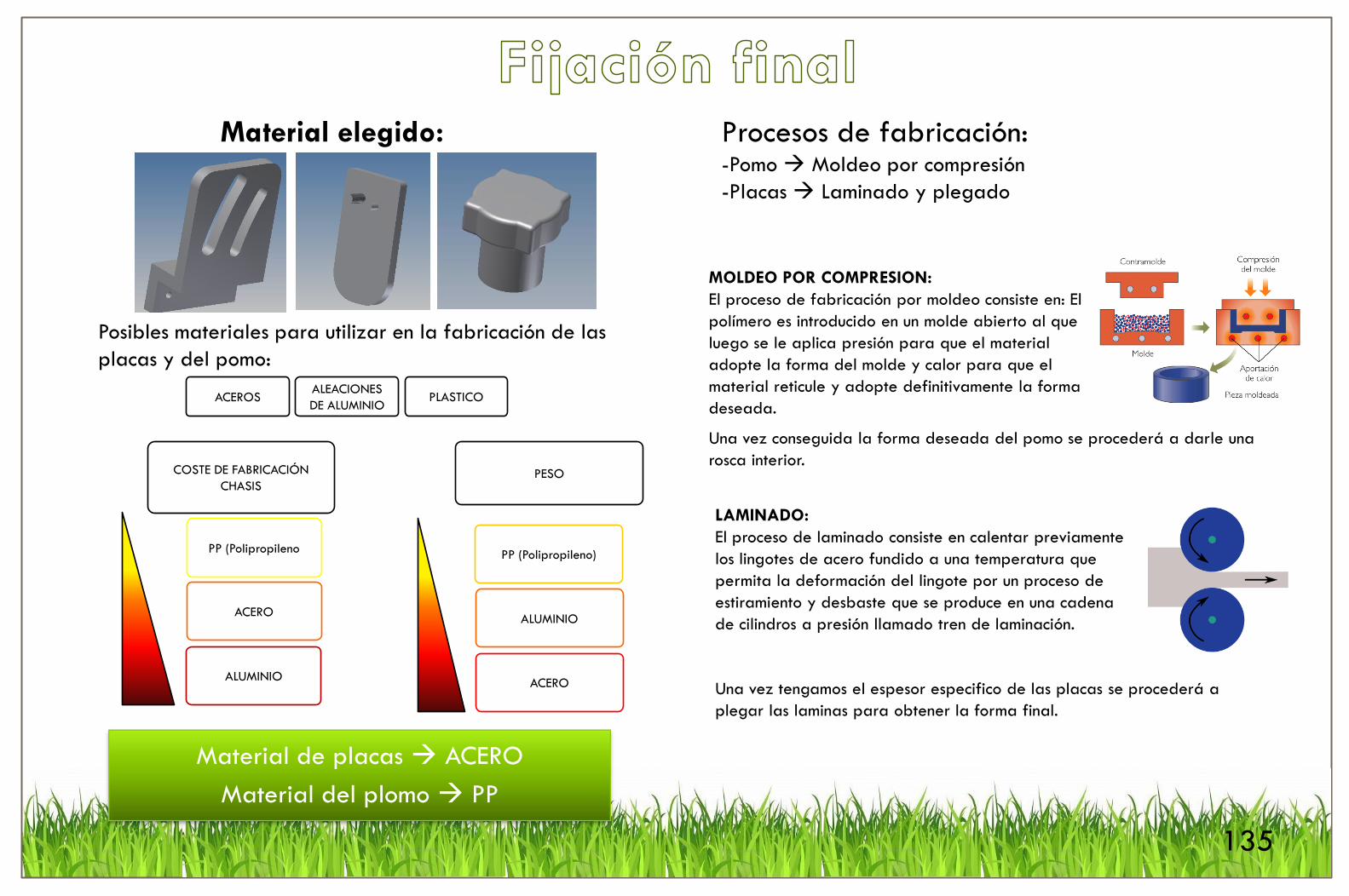
Posibles materiales para utilizar en la fabricación de las
placas y del pomo:
ACEROS
ALEACIONES
DE ALUMINIO PLASTICO
Material elegido:
ACERO
ALUMINIO
PP (Polipropileno
COSTE DE FABRICACIÓN
CHASIS
ACERO
ALUMINIO
PP (Polipropileno)
PESO
Material de placas ACERO
Material del plomo PP
Procesos de fabricación: -Pomo Moldeo por compresión
-Placas Laminado y plegado
MOLDEO POR COMPRESION:
El proceso de fabricación por moldeo consiste en: El
polímero es introducido en un molde abierto al que
luego se le aplica presión para que el material
adopte la forma del molde y calor para que el
material reticule y adopte definitivamente la forma
deseada.
Una vez conseguida la forma deseada del pomo se procederá a darle una
rosca interior.
LAMINADO:
El proceso de laminado consiste en calentar previamente
los lingotes de acero fundido a una temperatura que
permita la deformación del lingote por un proceso de
estiramiento y desbaste que se produce en una cadena
de cilindros a presión llamado tren de laminación.
Una vez tengamos el espesor especifico de las placas se procederá a
plegar las laminas para obtener la forma final.

136
Sistema de transmisión
Pedales Poleas
Se explicara como funciona el
sistema y la ubicación de estas

137
Sistema de transmisión
Pedales

138
Esquema básico de los
componentes de los pedales:
Una vez comprendida las estructura básica de los
pedales empezaremos a realizar el desarrollo formal
de un pedal. A la hora de desarrollar los pedales
tendremos que respetar las dimensiones generales que
suelen tener los pies.
Desarrollamos un par de diseños teniendo en cuenta la temática
del producto
Alternativas :
Alternativa 1: Alternativa 2:
La primera alternativa es la mas sencilla ya que su composición formal es simple.
La segunda alternativa es algo mas radical, en esta nos inspiramos en la forma
de un tiburón añadiéndole tres líneas que simularían las branquias se le ha
añadido tres líneas .
139
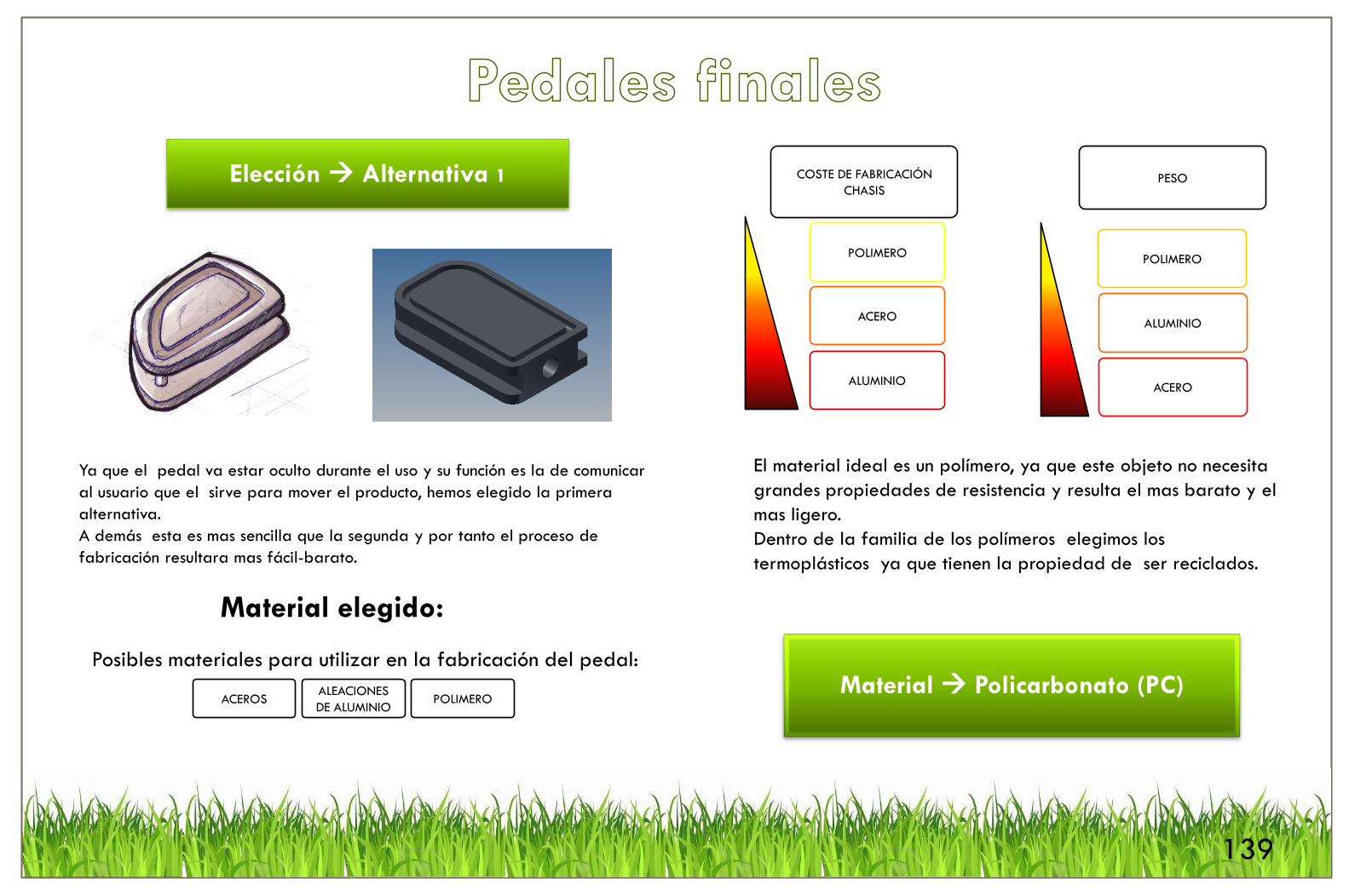
Elección Alternativa 1
Ya que el pedal va estar oculto durante el uso y su función es la de comunicar
al usuario que el sirve para mover el producto, hemos elegido la primera
alternativa.
A demás esta es mas sencilla que la segunda y por tanto el proceso de
fabricación resultara mas fácil-barato.
Material elegido:
Posibles materiales para utilizar en la fabricación del pedal:
ACERO
ALUMINIO
POLIMERO
COSTE DE FABRICACIÓN
CHASIS
ACERO
ALUMINIO
POLIMERO
PESO
ACEROS ALEACIONES
DE ALUMINIO POLIMERO
El material ideal es un polímero, ya que este objeto no necesita
grandes propiedades de resistencia y resulta el mas barato y el
mas ligero.
Dentro de la familia de los polímeros elegimos los
termoplásticos ya que tienen la propiedad de ser reciclados.
Material Policarbonato (PC)

140
Procesos de fabricación:
-Moldeo por inyección
Un émbolo o pistón de inyección se mueve rápidamente hacia
adelante y hacia atrás para empujar el plástico ablandado por el
calor a través del espacio existente entre las paredes del cilindro y
una pieza recalentada y situada en el centro de aquél. Esta pieza
central se emplea, dada la pequeña conductividad térmica de los
plásticos, de forma que la superficie de calefacción del cilindro es
grande y el espesor de la capa plástica calentada es pequeño. Bajo
la acción combinada del calor y la presión ejercida por el pistón de
inyección, el polímero es lo bastante fluido como para llegar al molde
frío donde toma forma la pieza en cuestión. El polímero estará lo
suficiente fluido como para llenar el molde frío. Pasado un tiempo
breve dentro del molde cerrado, el plástico solidifica, el molde se
abre y la pieza es removida. El ritmo de producción es muy rápido,
de escasos segundos

141
Sistema de transmisión
Poleas
142
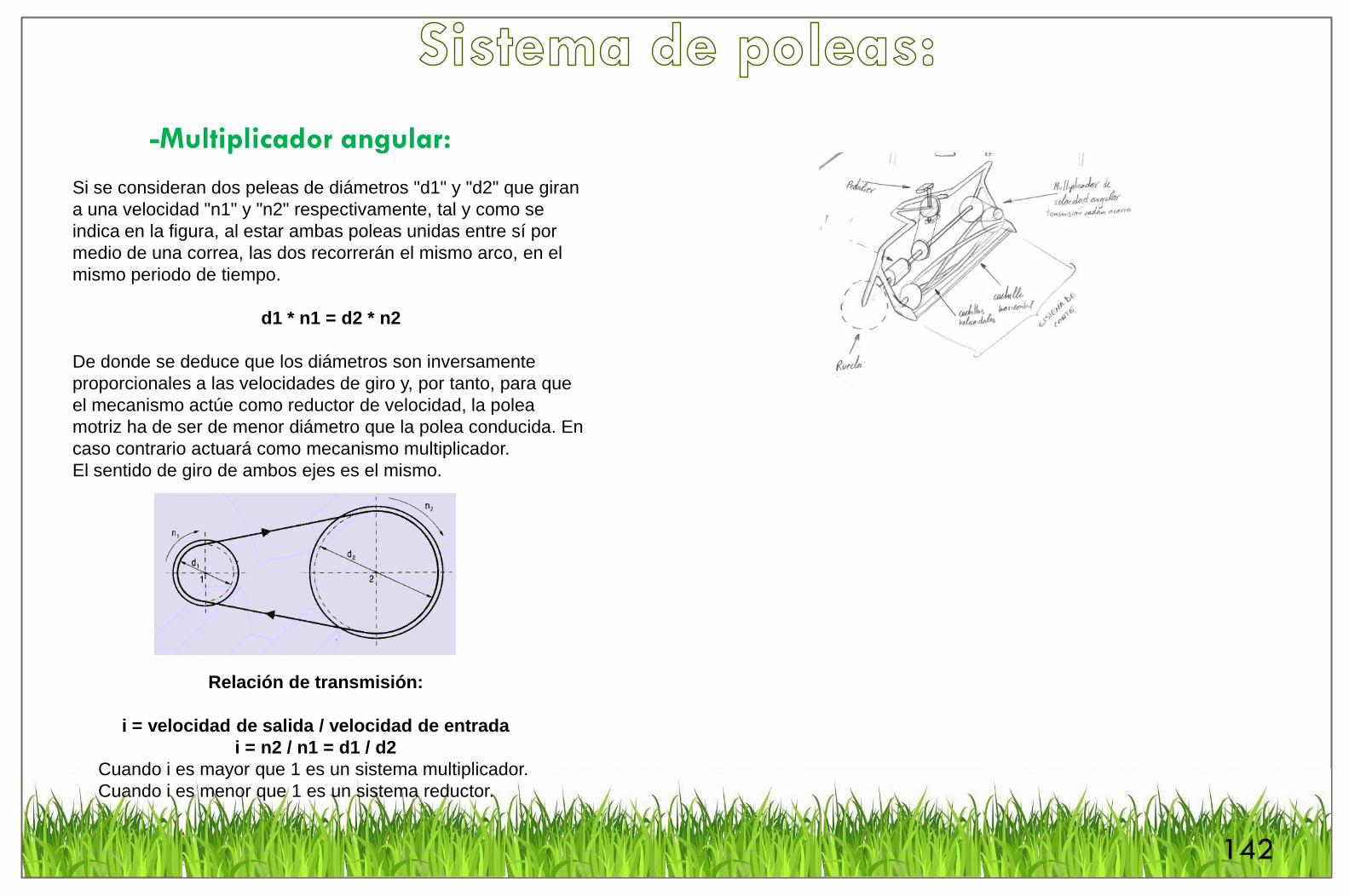
-Multiplicador angular:
Si se consideran dos peleas de diámetros "d1" y "d2" que giran
a una velocidad "n1" y "n2" respectivamente, tal y como se
indica en la figura, al estar ambas poleas unidas entre sí por
medio de una correa, las dos recorrerán el mismo arco, en el
mismo periodo de tiempo.
d1 * n1 = d2 * n2
De donde se deduce que los diámetros son inversamente
proporcionales a las velocidades de giro y, por tanto, para que
el mecanismo actúe como reductor de velocidad, la polea
motriz ha de ser de menor diámetro que la polea conducida. En
caso contrario actuará como mecanismo multiplicador.
El sentido de giro de ambos ejes es el mismo.
Relación de transmisión:
i = velocidad de salida / velocidad de entrada
i = n2 / n1 = d1 / d2
Cuando i es mayor que 1 es un sistema multiplicador.
Cuando i es menor que 1 es un sistema reductor.
143
Asiento
Respaldo y asiento
Deslizadera

144
Asiento
Respaldo y asiento
145
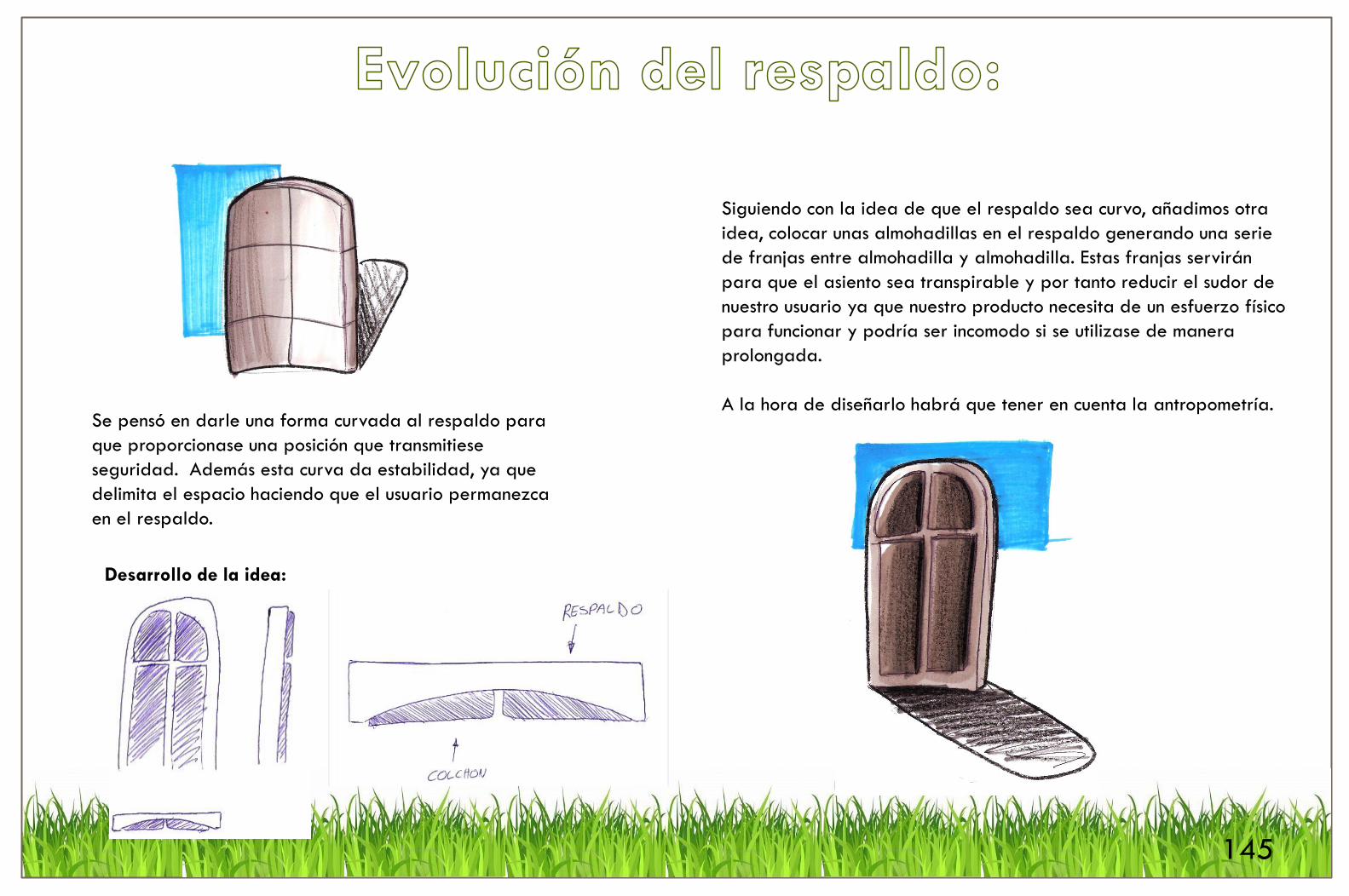
Se pensó en darle una forma curvada al respaldo para
que proporcionase una posición que transmitiese
seguridad. Además esta curva da estabilidad, ya que
delimita el espacio haciendo que el usuario permanezca
en el respaldo.
Desarrollo de la idea:
Siguiendo con la idea de que el respaldo sea curvo, añadimos otra
idea, colocar unas almohadillas en el respaldo generando una serie
de franjas entre almohadilla y almohadilla. Estas franjas servirán
para que el asiento sea transpirable y por tanto reducir el sudor de
nuestro usuario ya que nuestro producto necesita de un esfuerzo físico
para funcionar y podría ser incomodo si se utilizase de manera
prolongada.
A la hora de diseñarlo habrá que tener en cuenta la antropometría.

146
Al final se redujo el tamaño del respaldo para conseguir una
mayor movilidad al utilizar las barras de la dirección; con el
anterior respaldo era incomodo mover las barras ya que
dependiendo del tamaño del usuario el codo chocaba con el
respaldo, reduciendo el tamaño se soluciona el problema .
La forma y la disposición de las almohadillas se ha variado
para que a función de transpirable sea mas eficaz.
Material elegido:
El material idóneo para el soporte de las almohadillas es
PP(polipropileno) ya que responde a las características
mecánicas necesarias .
Para las almohadillas utilizaremos PUR(poliuretano) en su
forma de espuma rígida .
Procesos de fabricación: -Soporte moldeo por compresión
MOLDEO POR COMPRESION:
El proceso de fabricación por moldeo consiste en: El
polímero es introducido en un molde abierto al que
luego se le aplica presión para que el material
adopte la forma del molde y calor para que el
material reticule y adopte definitivamente la forma
deseada.
Así obtendremos el soporte.
Por lo tanto el respaldo constara de un soporte que contendrá
las almohadillas
Material PP y PUR
147
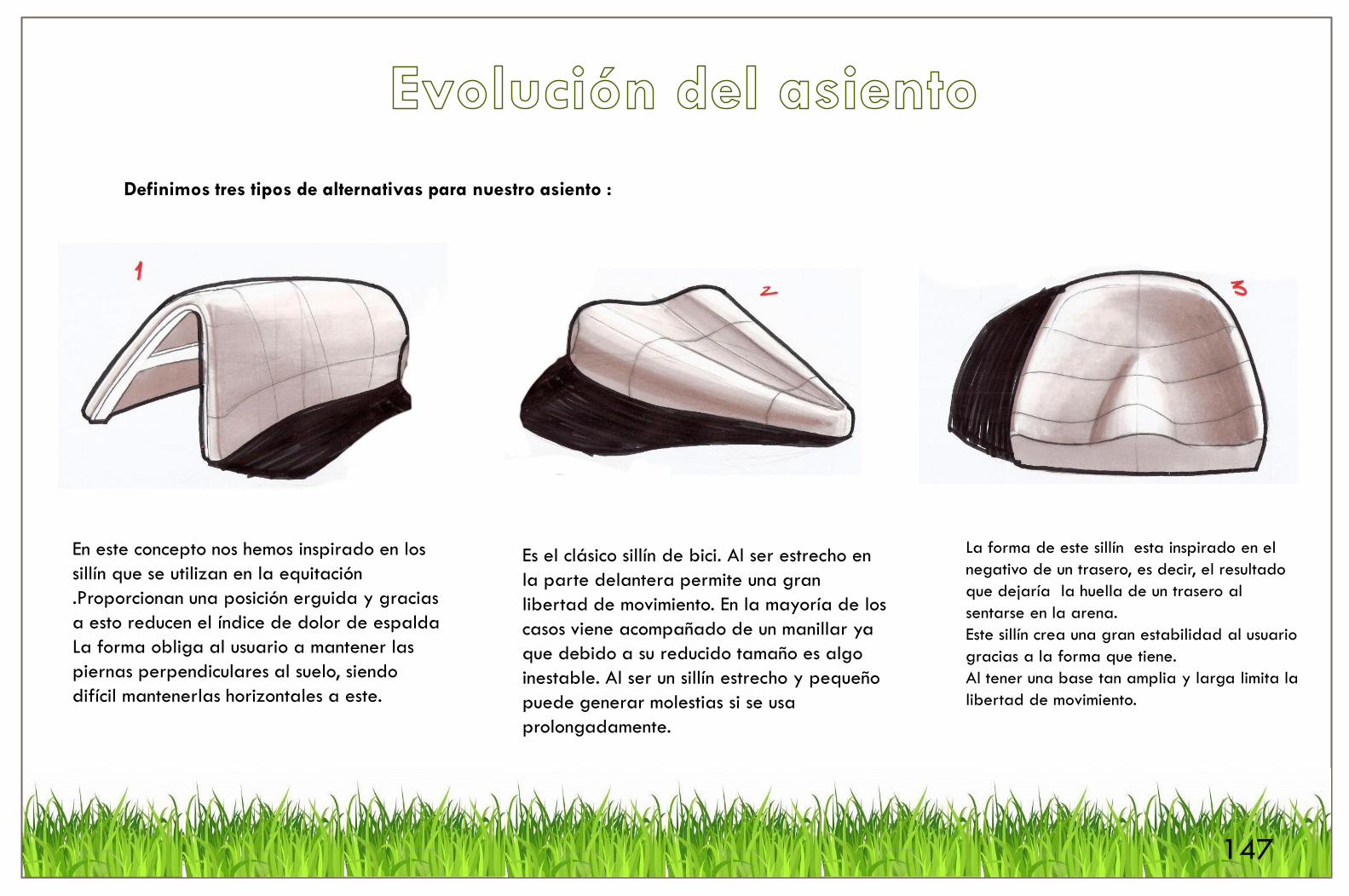
Definimos tres tipos de alternativas para nuestro asiento :
En este concepto nos hemos inspirado en los
sillín que se utilizan en la equitación
.Proporcionan una posición erguida y gracias
a esto reducen el índice de dolor de espalda
La forma obliga al usuario a mantener las
piernas perpendiculares al suelo, siendo
difícil mantenerlas horizontales a este.
Es el clásico sillín de bici. Al ser estrecho en
la parte delantera permite una gran
libertad de movimiento. En la mayoría de los
casos viene acompañado de un manillar ya
que debido a su reducido tamaño es algo
inestable. Al ser un sillín estrecho y pequeño
puede generar molestias si se usa
prolongadamente.
La forma de este sillín esta inspirado en el
negativo de un trasero, es decir, el resultado
que dejaría la huella de un trasero al
sentarse en la arena.
Este sillín crea una gran estabilidad al usuario
gracias a la forma que tiene.
Al tener una base tan amplia y larga limita la
libertad de movimiento.

148
Desarrollo formal final:
Se han juntado los conceptos dos y tres en uno solo.
Se han solucionado los problemas del concepto dos ampliando la
parte trasera ganado así estabilidad y asegurando una
comodidad sin molestias.
El problema de libertad de movimiento que presentaba el
concepto tres se solventado reduciendo la longitud del asiento e
incorporando en la parte delantera un saliente que proporciona
mayor estabilidad y a la vez mayor libertad de movimiento .
Material elegido:
Dada las necesidades de tener un material blando y agradable
usaremos como relleno poliuretano en su forma de espuma rígida.
Aunque también se podría utilizar el PS (polietileno) lo descartamos
al ser de inferior calidad . Se recubrirá de algún tipo de tela
transpirable.
Material PUR
Procesos de fabricación:
Una vez hecho el proceso para obtener el PUR colocaremos un
soporte de madera en la parte inferior del colchón hecho con PUR y
lo recubriremos con una tela transpirable.

149
Asiento
Deslizadera
150
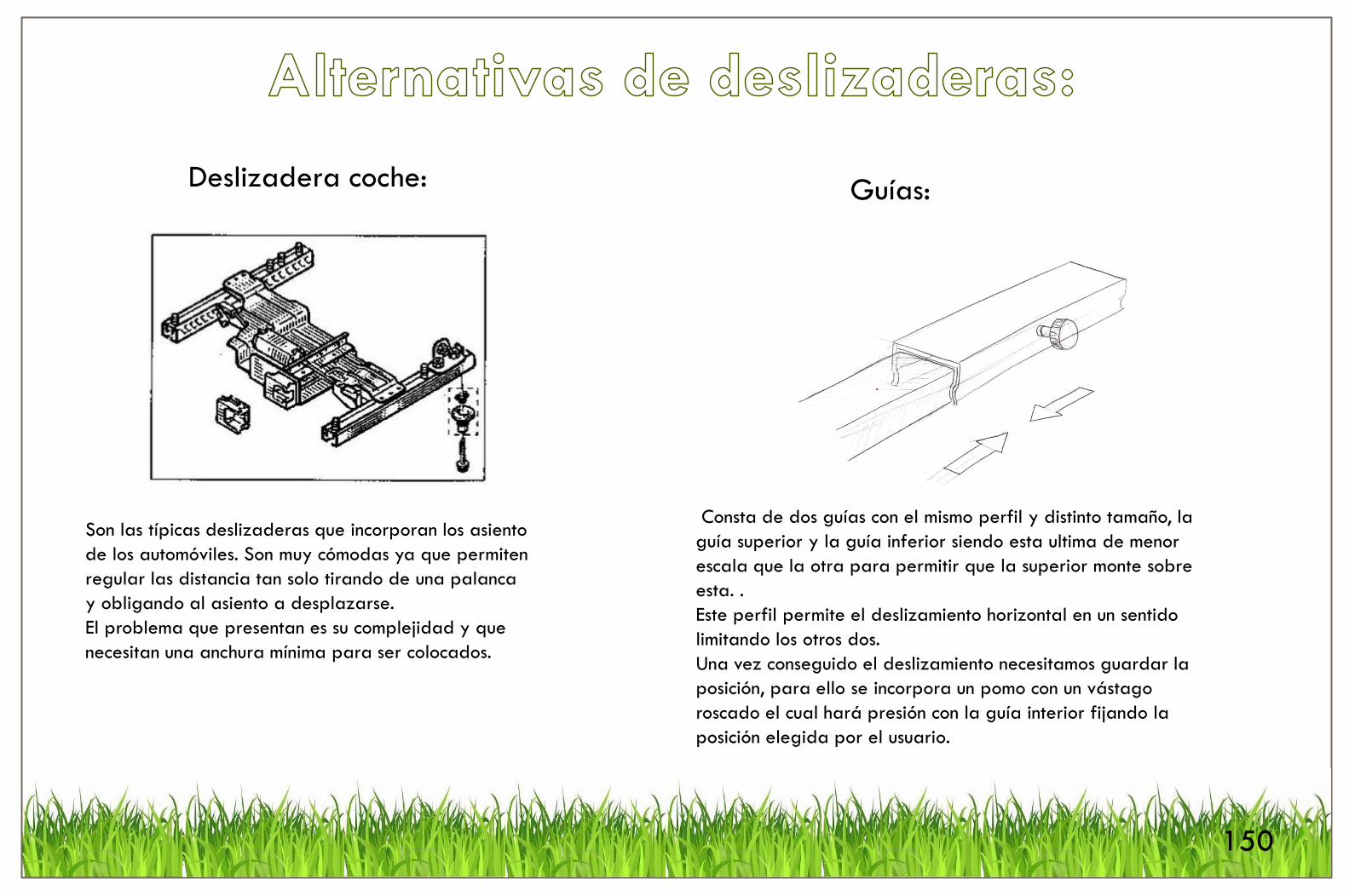
Son las típicas deslizaderas que incorporan los asiento
de los automóviles. Son muy cómodas ya que permiten
regular las distancia tan solo tirando de una palanca
y obligando al asiento a desplazarse.
El problema que presentan es su complejidad y que
necesitan una anchura mínima para ser colocados.
Consta de dos guías con el mismo perfil y distinto tamaño, la
guía superior y la guía inferior siendo esta ultima de menor
escala que la otra para permitir que la superior monte sobre
esta. .
Este perfil permite el deslizamiento horizontal en un sentido
limitando los otros dos.
Una vez conseguido el deslizamiento necesitamos guardar la
posición, para ello se incorpora un pomo con un vástago
roscado el cual hará presión con la guía interior fijando la
posición elegida por el usuario.
Deslizadera coche: Guías:
151
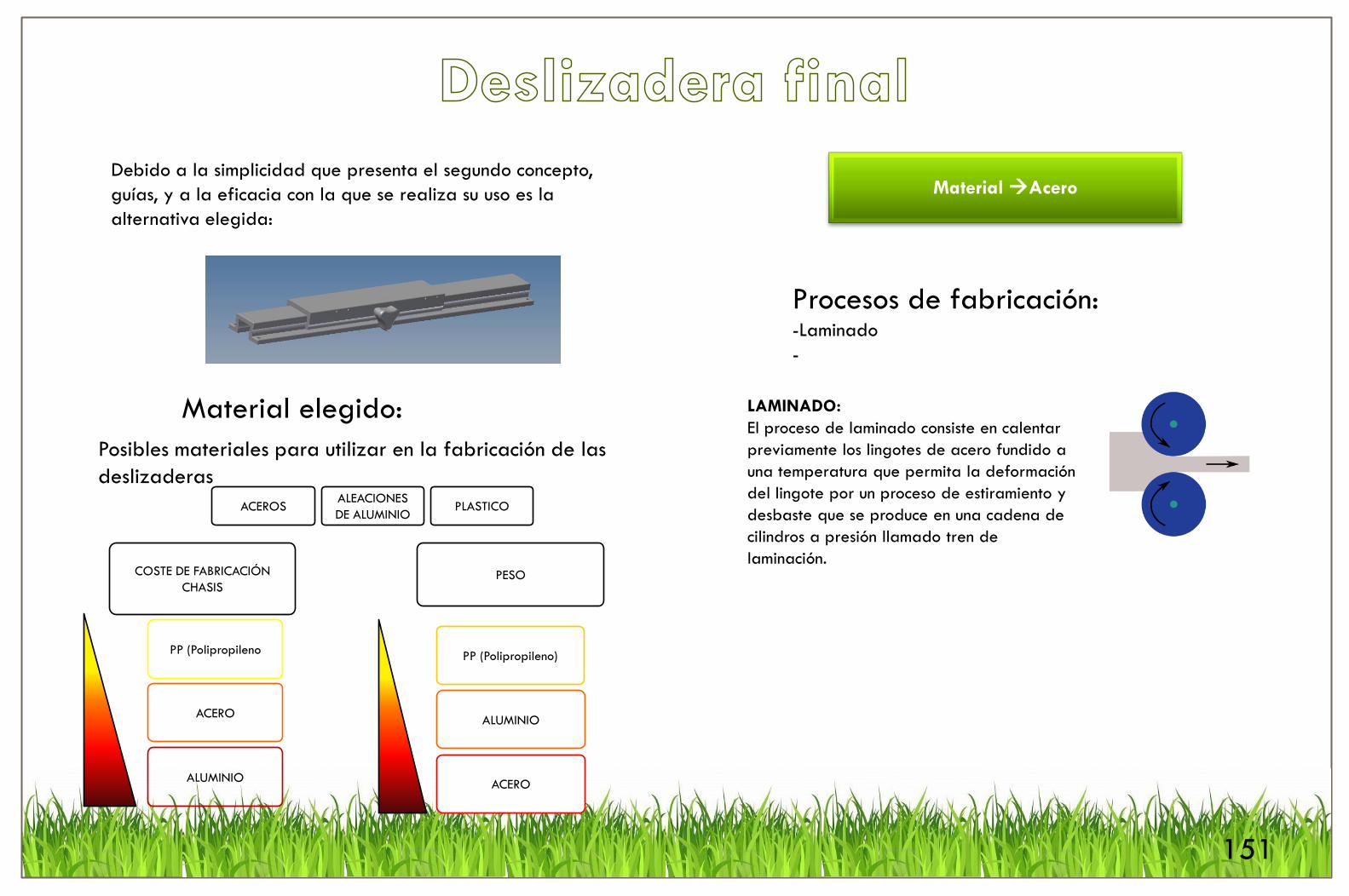
Debido a la simplicidad que presenta el segundo concepto,
guías, y a la eficacia con la que se realiza su uso es la
alternativa elegida:
Material elegido:
Posibles materiales para utilizar en la fabricación de las
deslizaderas
ACEROS ALEACIONES
DE ALUMINIO PLASTICO
ACERO
ALUMINIO
PP (Polipropileno
COSTE DE FABRICACIÓN
CHASIS
ACERO
ALUMINIO
PP (Polipropileno)
PESO
Material Acero
Procesos de fabricación: -Laminado
-
LAMINADO:
El proceso de laminado consiste en calentar
previamente los lingotes de acero fundido a
una temperatura que permita la deformación
del lingote por un proceso de estiramiento y
desbaste que se produce en una cadena de
cilindros a presión llamado tren de
laminación.
152
Sistema de dirección
153
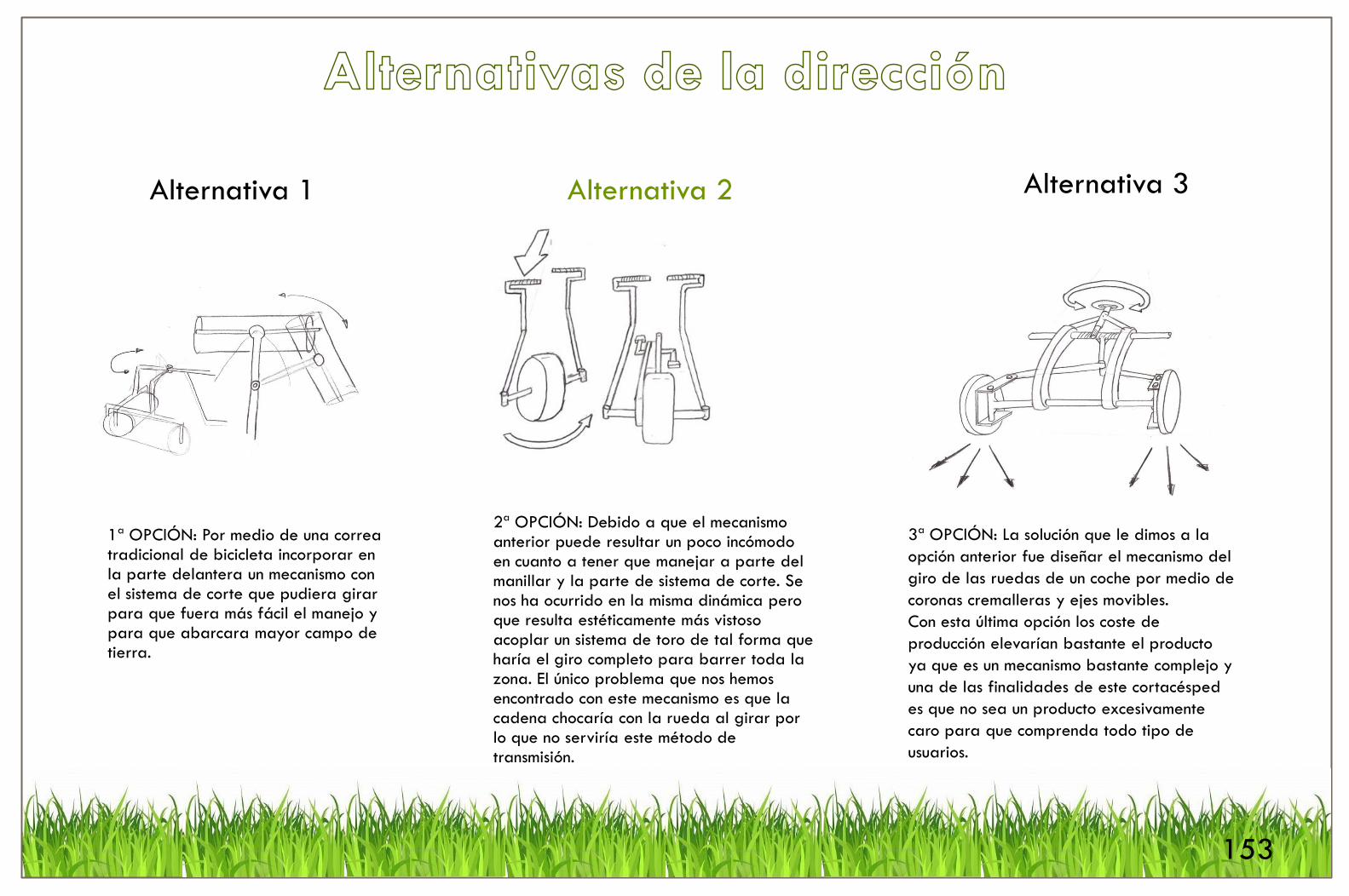
1ª OPCIÓN: Por medio de una correa tradicional de bicicleta incorporar en la parte delantera un mecanismo con el sistema de corte que pudiera girar para que fuera más fácil el manejo y para que abarcara mayor campo de tierra.
2ª OPCIÓN: Debido a que el mecanismo anterior puede resultar un poco incómodo en cuanto a tener que manejar a parte del manillar y la parte de sistema de corte. Se nos ha ocurrido en la misma dinámica pero que resulta estéticamente más vistoso acoplar un sistema de toro de tal forma que haría el giro completo para barrer toda la zona. El único problema que nos hemos encontrado con este mecanismo es que la cadena chocaría con la rueda al girar por lo que no serviría este método de transmisión.
3ª OPCIÓN: La solución que le dimos a la
opción anterior fue diseñar el mecanismo del
giro de las ruedas de un coche por medio de
coronas cremalleras y ejes movibles.
Con esta última opción los coste de
producción elevarían bastante el producto
ya que es un mecanismo bastante complejo y
una de las finalidades de este cortacésped
es que no sea un producto excesivamente
caro para que comprenda todo tipo de
usuarios.
Alternativa 2 Alternativa 1 Alternativa 3
154
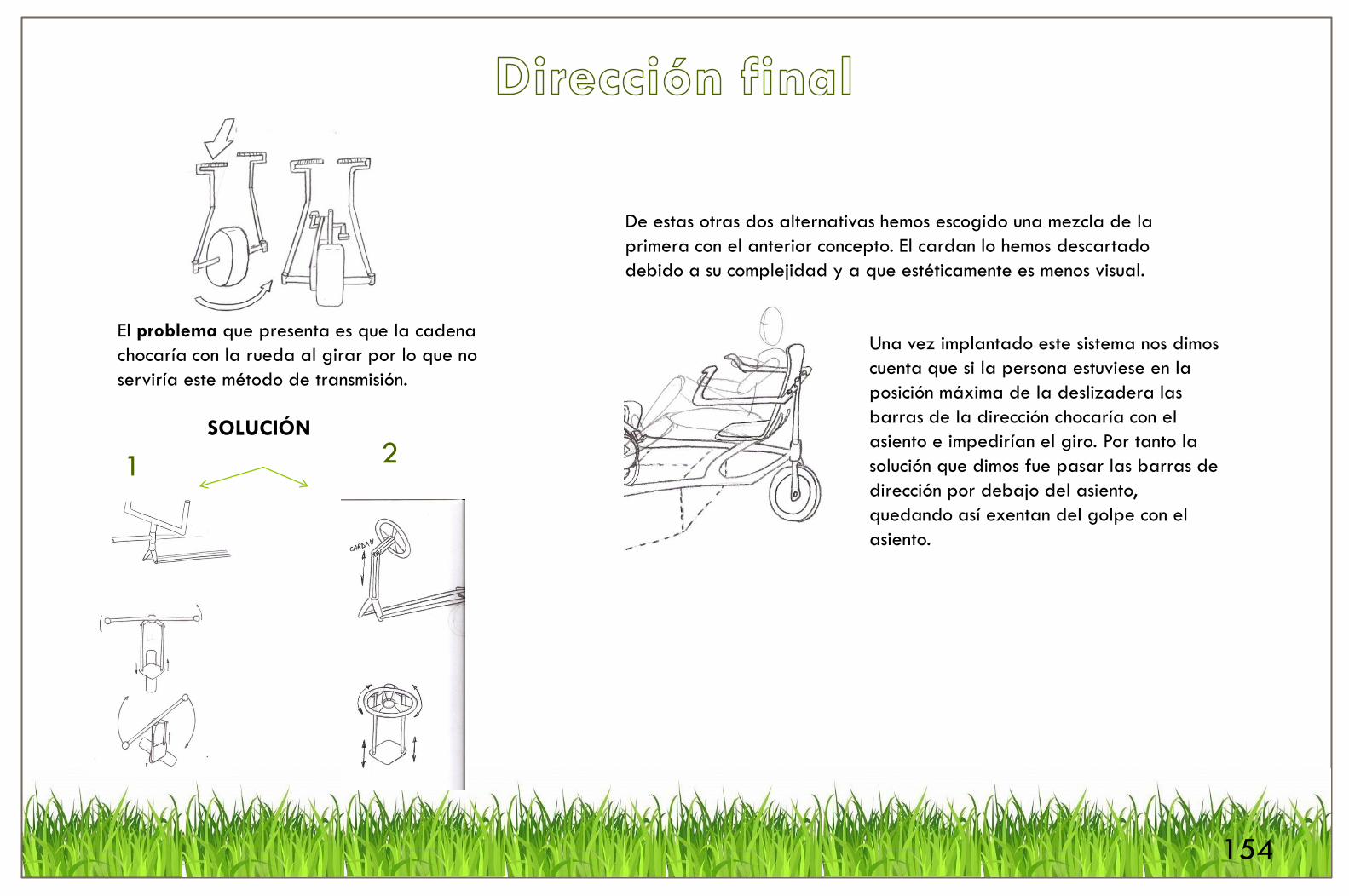
El problema que presenta es que la cadena
chocaría con la rueda al girar por lo que no
serviría este método de transmisión.
SOLUCIÓN
1 2
De estas otras dos alternativas hemos escogido una mezcla de la
primera con el anterior concepto. El cardan lo hemos descartado
debido a su complejidad y a que estéticamente es menos visual.
Una vez implantado este sistema nos dimos
cuenta que si la persona estuviese en la
posición máxima de la deslizadera las
barras de la dirección chocaría con el
asiento e impedirían el giro. Por tanto la
solución que dimos fue pasar las barras de
dirección por debajo del asiento,
quedando así exentan del golpe con el
asiento.
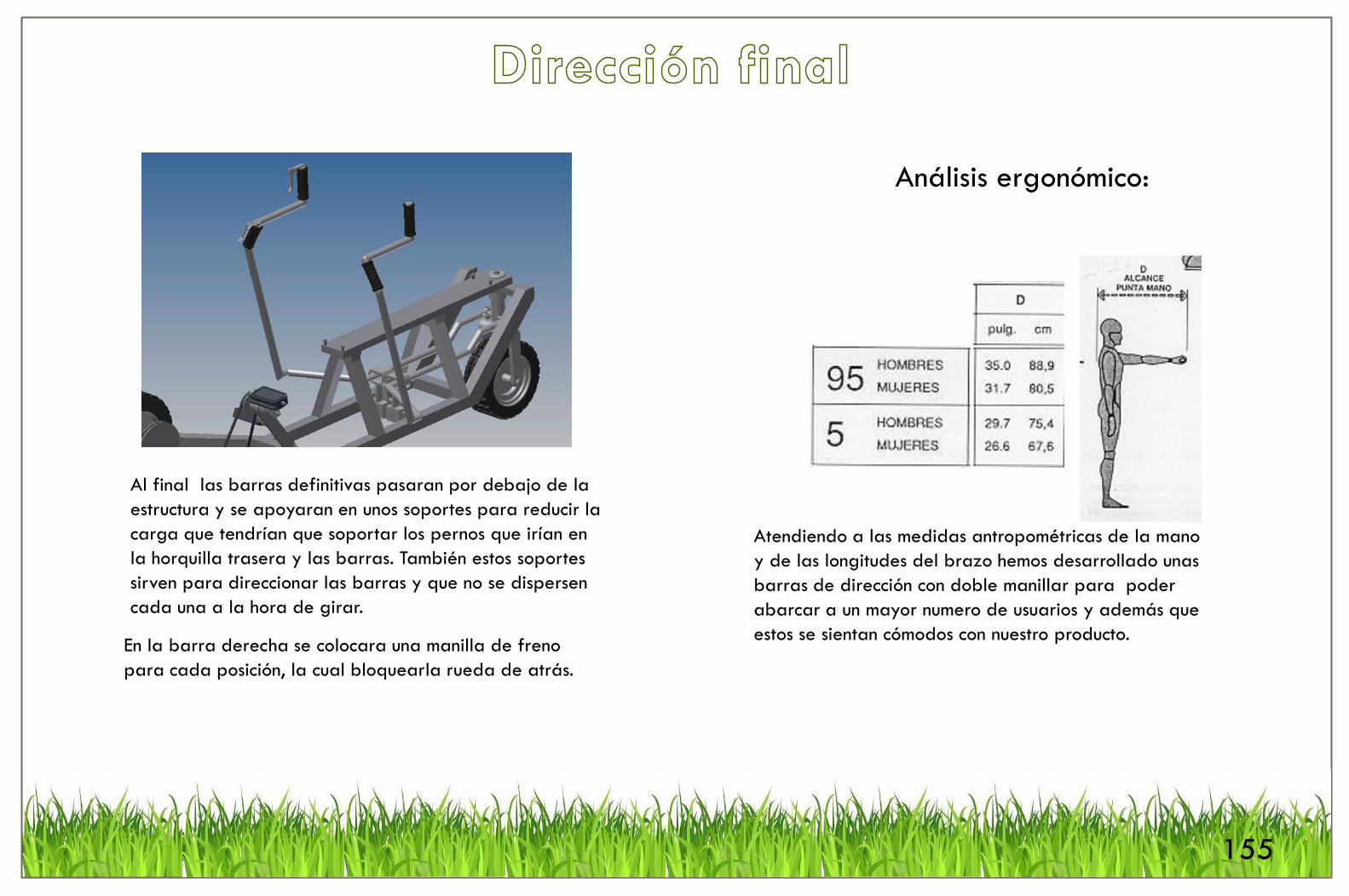
155
Al final las barras definitivas pasaran por debajo de la
estructura y se apoyaran en unos soportes para reducir la
carga que tendrían que soportar los pernos que irían en
la horquilla trasera y las barras. También estos soportes
sirven para direccionar las barras y que no se dispersen
cada una a la hora de girar.
Análisis ergonómico:
Atendiendo a las medidas antropométricas de la mano
y de las longitudes del brazo hemos desarrollado unas
barras de dirección con doble manillar para poder
abarcar a un mayor numero de usuarios y además que
estos se sientan cómodos con nuestro producto. En la barra derecha se colocara una manilla de freno
para cada posición, la cual bloquearla rueda de atrás.
156
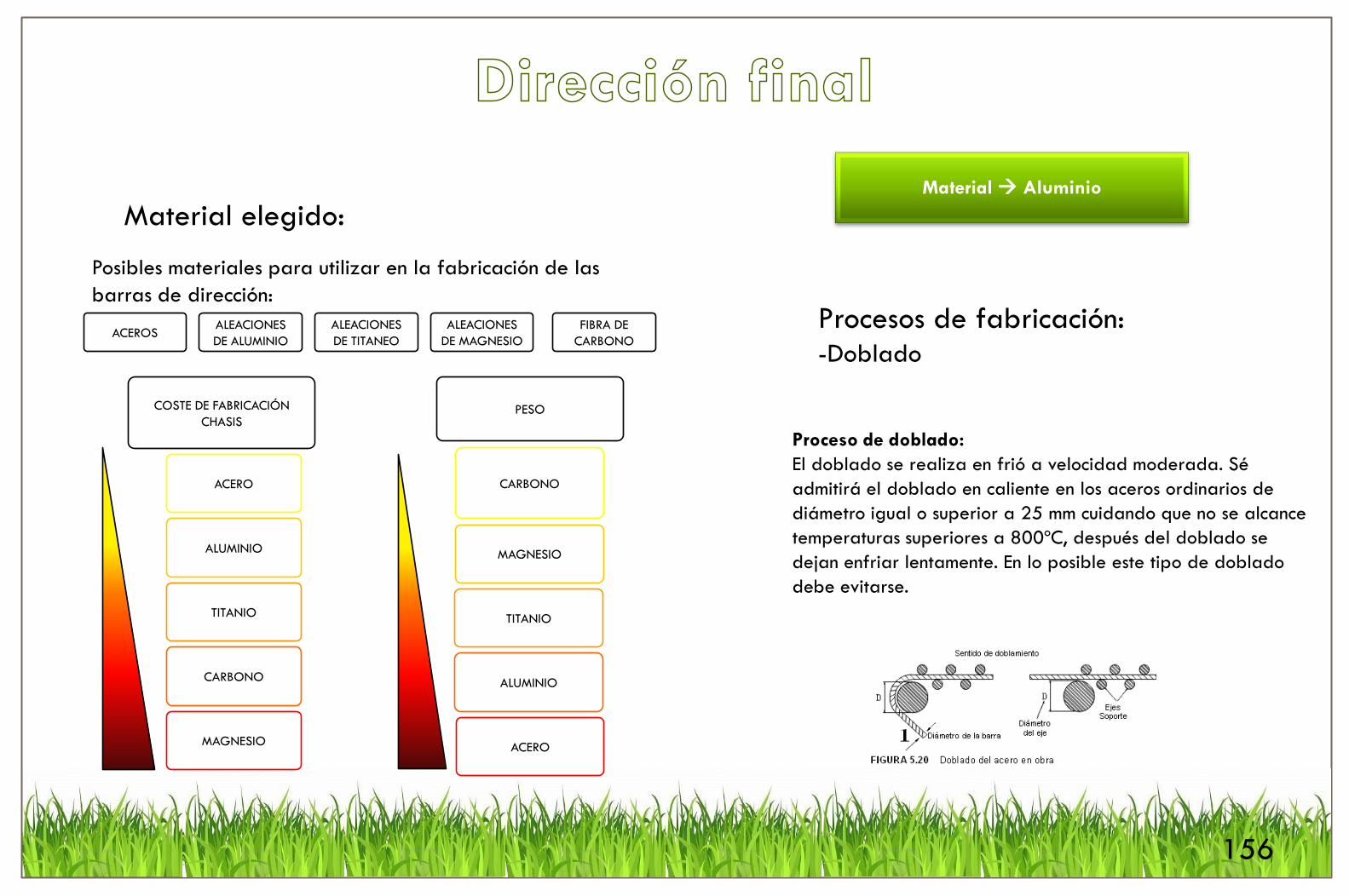
Posibles materiales para utilizar en la fabricación de las
barras de dirección:
ACEROS
ALEACIONES
DE ALUMINIO
ALEACIONES
DE TITANEO
ALEACIONES
DE MAGNESIO
FIBRA DE
CARBONO
ACERO
ALUMINIO
TITANIO
CARBONO
MAGNESIO
COSTE DE FABRICACIÓN
CHASIS
ACERO
ALUMINIO
TITANIO
CARBONO
MAGNESIO
PESO
Material elegido: Material Aluminio
Procesos de fabricación: -Doblado
Proceso de doblado:
El doblado se realiza en frió a velocidad moderada. Sé
admitirá el doblado en caliente en los aceros ordinarios de
diámetro igual o superior a 25 mm cuidando que no se alcance
temperaturas superiores a 800ºC, después del doblado se
dejan enfriar lentamente. En lo posible este tipo de doblado
debe evitarse.

157
Ruedas
Medidas de las ruedas normalizadas:
Rueda delantera: 25/4-9
Rueda trasera: 25/4-7

158
Una vez desarrollada toda la estructura de cortacésped, hemos valorado la idea
de poner una carcasa para que la estructura no se vea tanto y quede un poco tapada. A demás con
la carcasa se le puede dar una estructura externa de acuerdo con lo que queremos que transmita
nuestro cortacésped.
La idea inicial era darle un toque agresivo, simulando a un coche de carreras, para
que el usuario que lo compre y después se siente sobre él se sienta diferente cortando el césped.
Para ello, hicimos un brain storming dibujando todos los tipos de carcasas que se nos iban
ocurriendo.
159
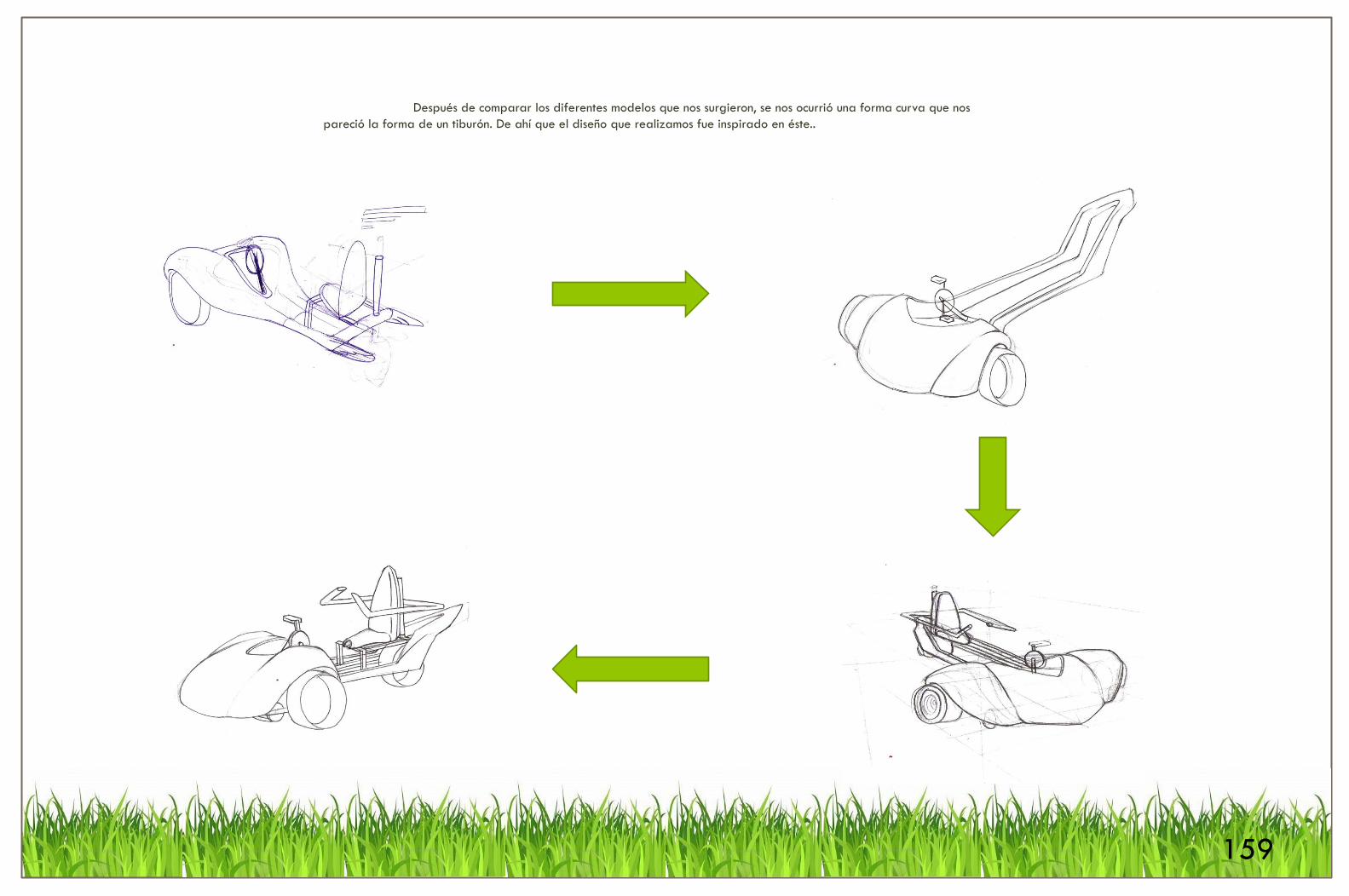
Después de comparar los diferentes modelos que nos surgieron, se nos ocurrió una forma curva que nos
pareció la forma de un tiburón. De ahí que el diseño que realizamos fue inspirado en éste..
160
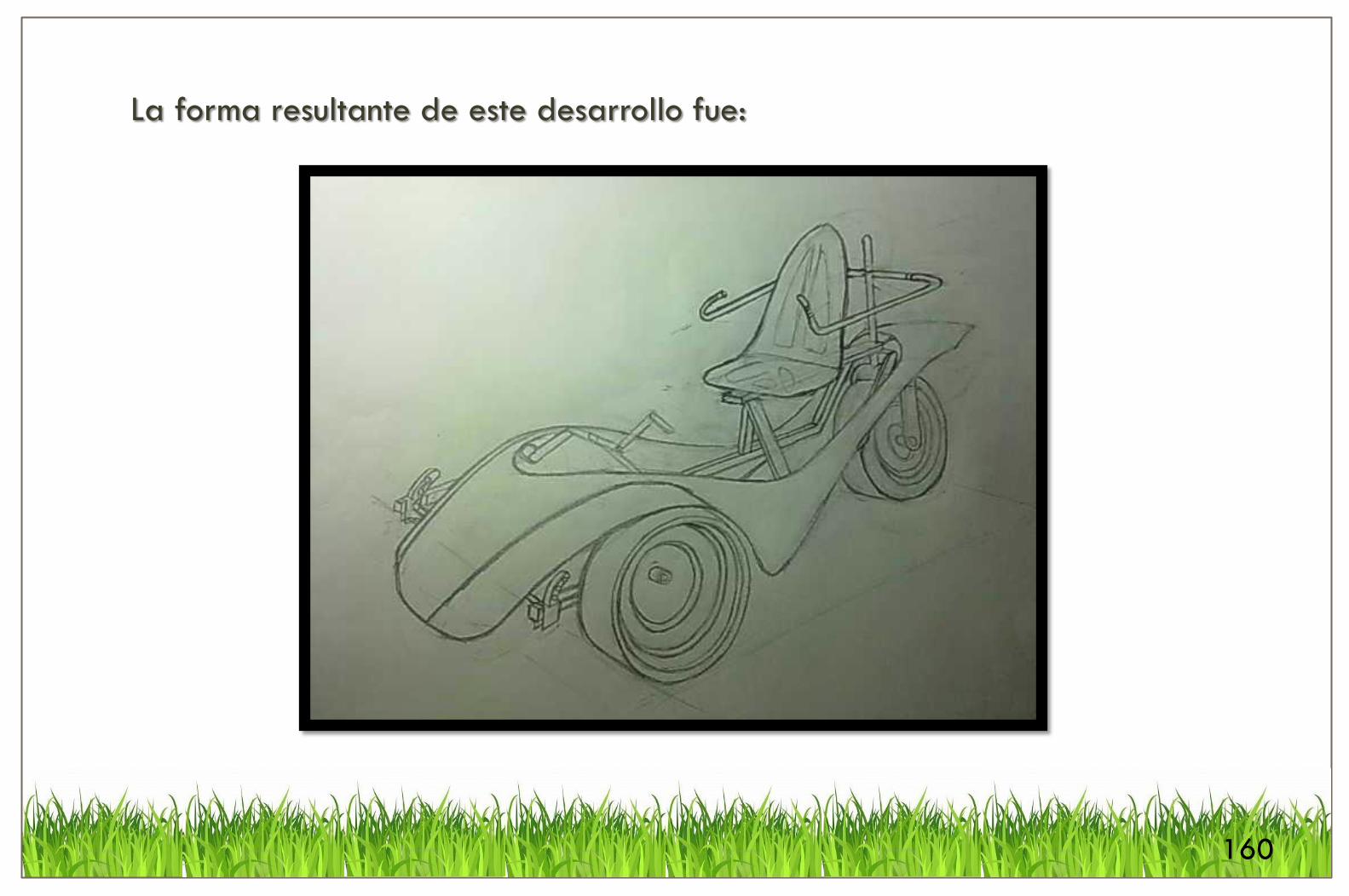
La forma resultante de este desarrollo fue:
161
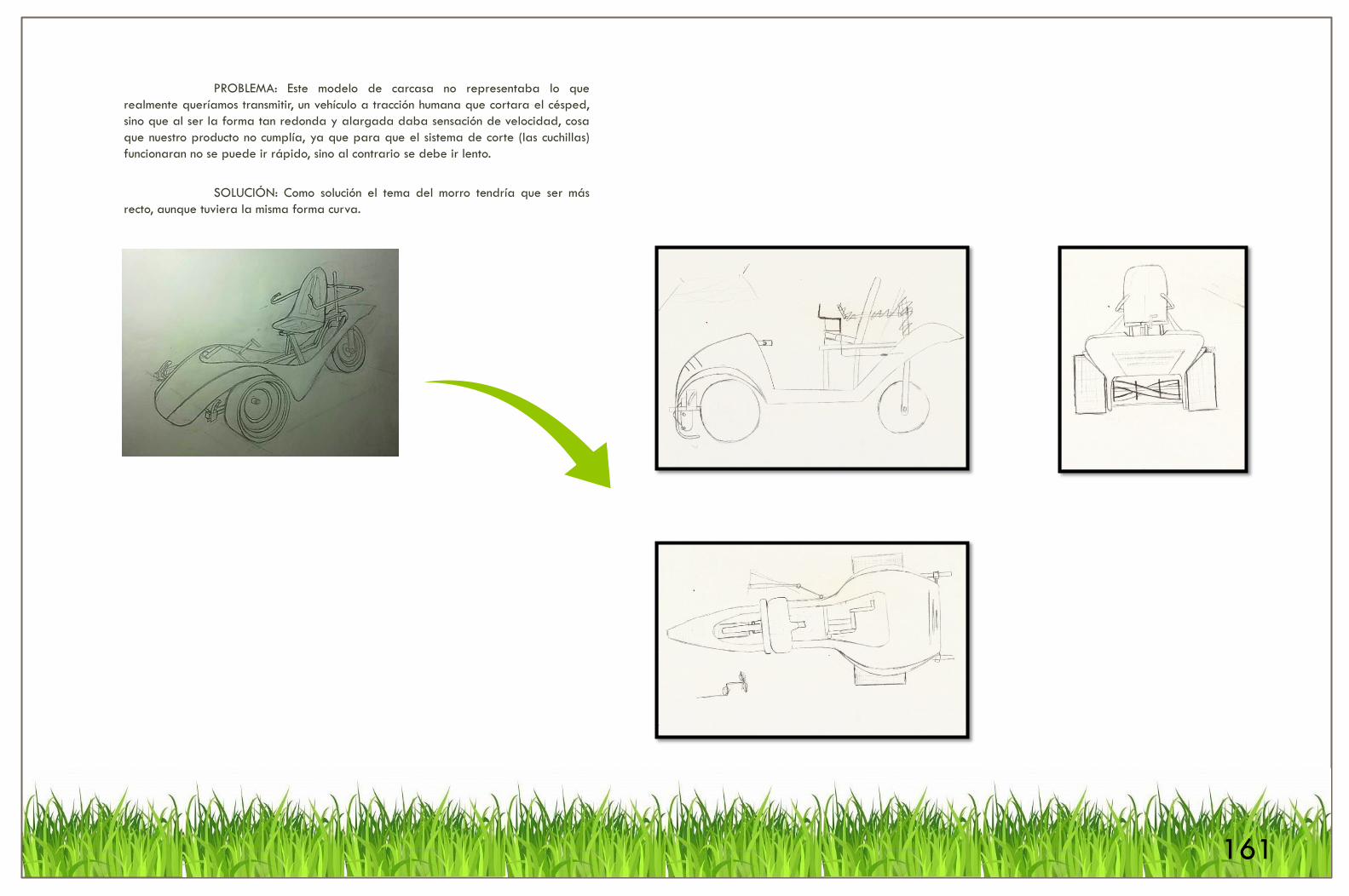
PROBLEMA: Este modelo de carcasa no representaba lo que
realmente queríamos transmitir, un vehículo a tracción humana que cortara el césped,
sino que al ser la forma tan redonda y alargada daba sensación de velocidad, cosa
que nuestro producto no cumplía, ya que para que el sistema de corte (las cuchillas)
funcionaran no se puede ir rápido, sino al contrario se debe ir lento.
SOLUCIÓN: Como solución el tema del morro tendría que ser más
recto, aunque tuviera la misma forma curva.