131359870-verano-2013
TRANSCRIPT
TECNOLOGIA DE METALES NO FERROSOS
Ing. Henry G. Polanco Cornejo
20/01/2013Ing. Henry G. Polanco Cornejo 1
TECNOLOGIA DE METALES NO FERROSOS
Presentación del curso: Horarios, programa de evaluación, bibliografía• Básica.
• Metalurgia No Ferrosa: Zbigniev Szczygiel Jordesns, Editorial Limusa, 1984
• Metalurgia Extractiva no Ferrosa: Charles Burroughs, Editorial Limusa, 1989
• El Cobre: A.K. Biswas y W.G. Davenport, Ed. LiMUSA 1993
• Procesamiento de Minerales: Chia Aquije, Ed. Chia, Lima, 1985
• "Metallurgicall Problems" Allison Buts, Mc.Graw Hill Book Company, New York,
• Complementaria.
• Peter A. Wright, Extractive Metallurgy of Tin: 1982
• F. Beregovsky, Metalurgia del Cobre y el Níquel"; Ed. MIR, Moscú, 1972
• Santander, Pirometalurgía del Cobre"; Ediciones Científicas y tecnológicas, Chile,
• IV Simposium of Lead, Cinc and Tin" Ed. AIME, lowa, 1970
• Journal of Metals" Publications AIME, USA
• MOORE, J. J., Metalurgia Química, Ed. Alhambra, 1987.
• ROSENQVIST, T., Principles of Extractive Metallurgy, MacGraw-hill, 2ª Ed., 1985.
• COUDURIER, L., HOPKINS, D.W. y WILKOMIRSKY, I., Fundamentals of Metallurgical Processes, Pergamon Press, 1978.
20/01/2013 Ing. Henry G. Polanco Cornejo 2
• Procesos tecnológicos y conocimientos previos para el análisis de procesos en la obtención de metales
• Tecnología: Es un conjunto ordenado de instrumentos, conocimientos, procedimientos y métodos aplicados
• Técnica: Es un procedimiento o grupo de procedimientos que tienen el fin de obtener un resultado específico
• Diferencia entre técnica y tecnología
• Conocimientos básicos: Formación Básica, formación especializada
20/01/2013 Ing. Henry G. Polanco Cornejo 3

TECNOLOGIA DE METALES NO FERROSOS
• La metalurgia calcolítica no ferrosa , nació en Turquía, Catal Hüyüc en los 7000 años AC, comenzó en América con un retraso de 3000 años
• Michigan y Wisconsin en el sur de Ontario y en el pueblo “Old Copper Men”, fabricó herramientas y armas por unos 2000 años, en el 4000 AC con Cu nativo.
• La metalurgia ferrosa surgió entre Turquía y Cáucaso, unos 1800 años AC y en América fue introducida con la conquista española en 1492 DC
• Hacia el año 4000 a.c., ya se extraían la plata y el plomo
• Los hombres de la Grecia clásica consideraban que los metales eran ocupados por genios volcánicos, los cuales tenían nombres. Crisón, el oro; Argirón, la plata; Calcón, era el dios oculto en el espíritu del bronce
• En los primeros años de la humanidad, ésta no conoció más que ocho metales: el oro, la plata, el cobre, el hierro, el estaño, el plomo, el bismuto y el zinc
20/01/2013 Ing. Henry G. Polanco Cornejo 4
Metalurgia del cobreIntroducción
• Es un recurso finito: no renovable
• Reciclable prácticamente al 100%
• Es el primer metal usado por el ser humano.
• Edad del Cobre y Edad del Bronce.
• 1831 - 1832, Michael Faraday descubrió el generador eléctrico.
• El tercer metal más utilizado en el mundo, por detrás del acero y el Al.
• En el organismo se tiene de 100 a 150 mg, y el 90% de esta cantidad se encuentra en músculos, huesos e hígado-
• Las necesidades diarias son de aproximadamente de 2 mg.
• El precio del cobre en la BML cerró la semana en 3,66 $/lb
• El comercio mundial mueve unos 30 000 millones de dólares anuales
20/01/2013Ing. Henry G. Polanco Cornejo 5
Antecedentes históricos
• El descubrimiento accidental en Europa y Asia aconteció en el lapso 12 000 y 8000 A.C.
• El primer artículo de cobre conocido es un pendiente que data de aproximadamente 9000 A.C. en Asia Menor
• En el norte de Iraq se encontró un colgante datado hacia 8.700 A.C
• De los Sumerios, conservan objetos ornamentales de más de 6 500 años
• 5 000 A.C ya se realizaba la fusión y refinación del cobre a partir de óxidos
• 2 700 AC, los egipcios ya utilizaban el cobre en tubos de cobre
• Los egipcios perfeccionaron los procedimientos de aleación del cobre y estaño
• En China hacia 1.200 A.C , fabricaban bronces
• Los chipriotas comenzaron a explotar sus propias minas y resultaron ser tan ricas, que la isla daría nombre al metal que nos ocupa, cyprum: cobre.
• “Era de Bronce” a la que media entre el neolítico el auge del hierro
• En Imperio Romano se utilizaron tubos de cobre para el transporte de agua.
• En América la explotación del cobre se remonta a los 100 años D.C., en minas de Canadá, Estados Unidos, México, Perú y norte de Chile.
• Hay evidencia de trabajo metalúrgicos en Chongoyape -Lambayeque, de clara influencia Chavín y los de la cultura Vicus -Chulucanas
20/01/2013 6Ing. Henry G. Polanco Cornejo
Propiedades20/01/2013 Ing. Henry G. Polanco Cornejo 7
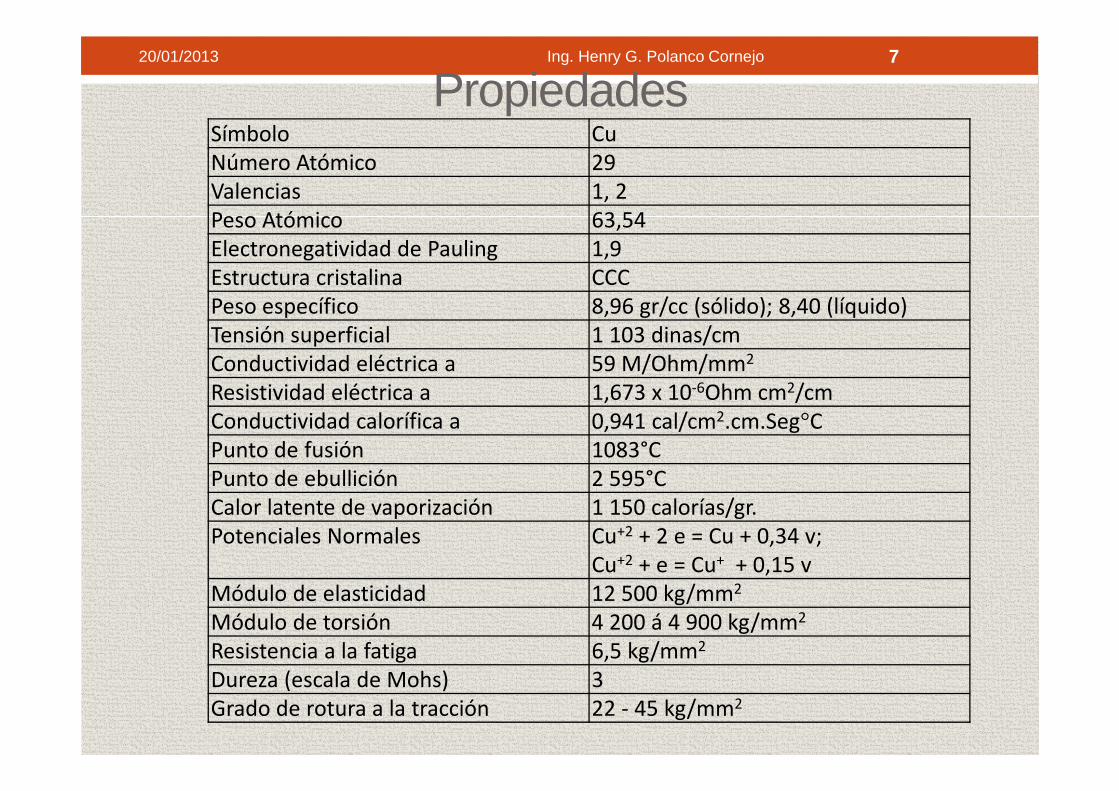
Símbolo CuNúmero Atómico 29Valencias 1, 2Peso Atómico 63,54Electronegatividad de Pauling 1,9Estructura cristalina CCCPeso específico 8,96 gr/cc (sólido); 8,40 (líquido)Tensión superficial 1 103 dinas/cmConductividad eléctrica a 59 M/Ohm/mm2
Resistividad eléctrica a 1,673 x 10-6Ohm cm2/cmConductividad calorífica a 0,941 cal/cm2.cm.Seg°CPunto de fusión 1083°C Punto de ebullición 2 595°CCalor latente de vaporización 1 150 calorías/gr.Potenciales Normales Cu+2 + 2 e = Cu + 0,34 v;
Cu+2 + e = Cu+ + 0,15 vMódulo de elasticidad 12 500 kg/mm2
Módulo de torsión 4 200 á 4 900 kg/mm2
Resistencia a la fatiga 6,5 kg/mm2
Dureza (escala de Mohs) 3Grado de rotura a la tracción 22 - 45 kg/mm2
Propiedades químicas• En la Tabla Periódica el cobre se ubica en el grupo III B junto con el Au y Ag
• Al calentar el cobre a 120oC se forma Cu2O , luego se convierte en CuO.
• Se alea fácilmente con el Au, Ag, Sn, Zn, Ni; Pero difícilmente con Fe y Pb.
• El agua pura no lo ataca a ninguna temperatura.
• Los halógenos, en presencia de humedad, atacan con facilidad al cobre.
• El ácido clorhídrico ataca al cobre en presencia de zinc y calor.
• El ácido fluorhídrico y bronhídrico ataca fuertemente.
• El azufre se combina con el cobre tanto en medio seco como acuoso
• El ácido sulfúrico y sus soluciones diluidas atacan al cobre.
• El ácido nítrico lo atacan con facilidad en cualquier concentración.
• Todas las sales amoniacales y los derivados orgánicos del amonio lo atacan.
• Los cianuros disuelven con facilidad al cobre
• El cobre es tolerable su ingestión por vía oral en alimentos que contengan menos de 0,20 gr, tiene un carácter bactericida
• El cobre es un micronutriente esencial para toda forma de vida, del pelo y del tejido elástico de la piel, los huesos
20/01/2013 Ing. Henry G. Polanco Cornejo 8

Efecto de impurezas en las propiedades del Cu
• Oxígeno.- el oxígeno afecta la conductividad eléctrica del Cu.• Azufre.- Se forma de Cu2S, igual a 0.5 %, el Cu se vuelve frágil en frío.• Bismuto.- 0.025 % de bismuto hace el cobre frágil y quebradizo • Hierro.- El hierro, hace al Cu duro y frágil.• Níquel.- 2 – 3 % aumenta la dureza del cobre. Eleva la resistencia pero disminuye
su ductilidad• Arsénico.- reduce la conductividad eléctrica del cobre. • Antimonio.- 0.1% de Sb presenta la fragilidad en el laminado del Cu • Cadmio: Eleva la resistencia mecánica estirado en frío, (0,085 al 0,1 %)• Cromo: Mejora las propiedades mecánicas del cobre hasta el 0,5 %.• Estaño: Disminuye la ductilidad del cobre en frío hasta el 0,2 %, facilita el
laminado en caliente.• Fósforo: El fósforo por lo general se utiliza como desoxidante del cobre;• Silicio: Disuelve con facilidad en el cobre fundido, se emplea como desoxidante,
disminuye la conductibilidad eléctrica.• Plomo: Hasta el 0,2% a mayores porcentajes el cobre se vuelve frágil
20/01/2013 Ing. Henry G. Polanco Cornejo 9

APLICACIONES Y USOS
Producción y conducción de electricidad
: 37 %
Industria de construcción : 16 %
Equipos e instalaciones industriales : 10 %
Industria automotriz : 9 %
Implementos militares : 6 %
Comunicaciones (telégrafo, radio, TV) : 6 %
Industria del transporte : 6 %
20/01/2013 Ing. Henry G. Polanco Cornejo 10
APLICACIONES Y USOS• Cobre: Se utiliza en todos los sistemas de conducción de energía
eléctrica. • Latones: aleaciones de cobre y cinc de varias composiciones, como:
36, 40, 45, de zinc; su elevada ductilidad y maleabilidad• Bronces: Son más resistentes que el latón y tienen una excelente
resistencia a la corrosión y una relativa buena resistencia a tracción: bolas, ejes, bocinas, etc.
• Alpaca (Cu-Ni-Zn)• Compuestos. • Carbonatos de cobre, pigmentación en cerámica, pintura• Cloruro cuproso, se usa como absorvente de oxígeno y CO• Cloruro cúprico, mordiente en el teñido y estampado• Oxicloruros de cobre, fungicida.• Sulfato de cobre, herbicida.
20/01/2013 Ing. Henry G. Polanco Cornejo 11
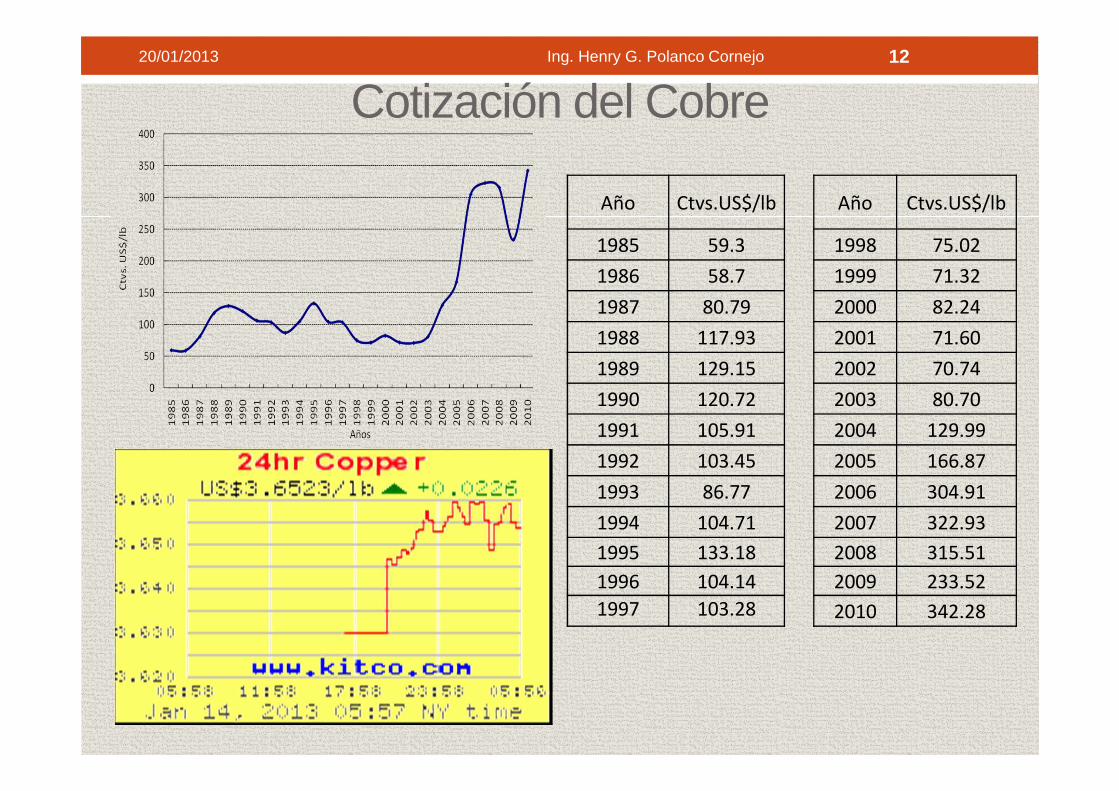
Cotización del Cobre20/01/2013 Ing. Henry G. Polanco Cornejo 12
Año Ctvs.US$/lb Año Ctvs.US$/lb
1985 59.3 1998 75.02
1986 58.7 1999 71.32
1987 80.79 2000 82.24
1988 117.93 2001 71.60
1989 129.15 2002 70.74
1990 120.72 2003 80.70
1991 105.91 2004 129.99
1992 103.45 2005 166.87
1993 86.77 2006 304.91
1994 104.71 2007 322.93
1995 133.18 2008 315.51
1996 104.14 2009 233.52
1997 103.28 2010 342.28

Producción Mundial de Cobre: Miles de tm
P A I S E S 2005 2006 2007 2008 2009 /1 2010 /2
TOTAL 14,999 15,123 15,428 15,768 15,800 16,200
Chile 5,320 5,360 5,560 5,600 5,320 5,520
Perú 1,010 1,048 1,190 1,268 1,275 1,247
China 755 890 946 1,000 960 1,150
Estados Unidos 1,140 1,200 1,170 1,310 1,190 1,120
Australia 927 859 870 850 900 900
Indonesia 1,070 816 797 650 950 840
Zambia 436 476 520 560 655 770
Rusia 700 725 740 750 750 750
Canadá 567 607 589 590 520 480
20/01/2013 Ing. Henry G. Polanco Cornejo 13

Producción Departamentos: TM
DEPARTAMENTOS 2005 2006 2007 2008 2009 2010 1/ 2011 1/
TOTAL 1.009.899 1.048.472 1.190.274 1.267.867 1.276.249 1.247.184 1.235.198
.ANCASH 384.008 391.779 342.446 361.203 349.792 332.280 353.916
.AREQUIPA 94.108 97.120 275.051 325.157 309.498 313.608 304.387
.MOQUEGUA 188.082 182.347 172.571 148.295 161.957 166.396 152.215
.TACNA 169.530 184.567 194.152 206.442 197.776 174.589 152.099
.CUZCO 109.421 115.626 119.540 110.769 107.233 93.015 95.262
.CAJAMARCA 0 0 71 7.707 38.644 43.657 40.370
.LIMA 28.778 32.506 33.253 40.514 36.309 35.307 36.054
.PASCO 11.268 11.735 14.418 18.565 21.090 29.222 35.307
.HUANCAVELICA 0 0 2.682 9.758 16.405 19.312 25.236
.ICA 15.652 17.872 19.495 21.547 19.612 20.421 20.682
.JUNIN 4.462 7.904 8.691 9.660 11.686 13.299 12.065
20/01/2013 Ing. Henry G. Polanco Cornejo 14

Producción Según Empresas (tm)EMPRESAS MINERAS 2007 2008 2009 2010 1/ 2011 1/
TOTAL 1.190.274 1.267.867 1.276.249 1.247.184 1.235.198CIA. MRA. ANTAMINA S.A. (**) 341.324 358.179 344.445 325.043 347.059SOC. MRA. CERRO VERDE S.A.A. 273.960 324.172 308.370 312.336 302.905
SOUTHERN PERU COPPER 359.661 349.077 354.039 334.437 295.842XSTRATA TINTAYA S.A. 119.540 110.769 107.233 93.015 95.262COMPAÑIA MINERA MILPO S.A. 5.183 11.812 18.913 22.325 26.958CIA.MRA.CONDESTABLE S.A 18.063 24.687 24.042 23.154 22.576
DOE RUN PERU S.R.LTDA. (mina cobriza) 18.772 20.685 18.443 19.668 20.313MINERA PAMPA DE COBRE S.A. 7.062 5.660 5.694 6.549 8.472SOC.MRA.CORONA S.A. 5.330 5.456 6.524 6.413 6.936
EMPRESA MINERA LOS QUENUALES S.A 5.240 5.497 3.138 3.737 4.791VOLCAN CIA.MINERA S.A.A. 2.175 3.042 4.812 6.023 4.702CIA.MRA.RAURA S.A. 3.434 2.902 2.917 3.574 3.727CIA. MAR CASAPALCA S.A 2.211 2.693 2.941 3.599 3.213CIA.MRA.ATACOCHA S.A 3.917 2.836 2.866 2.908 3.181
PAN AMERICAN SILVER - QUIRUVILCA 4.487 4.957 4.950 3.812 3.113
COMPAÑIA MINERA ARGENTUM S.A. 3.013 2.929 2.927 2.272 2.103SOC.MRA.AUSTRIA DUVAZ S.A 1.293 997 1.027 1.298 2.050
EMPRESA ADMINISTRADORA CHUNGAR 2.243 2.304 2.176 2.277 2.050MINERA COLQUISIRI S.A. 1.824 2.124 1.562 1.166 1.148
CIA. DE MINAS BUENAVENTURA S.A.A. 271 168 176 302 393MINSUR S.A. 1.830 2.299 445 --- ---PERUBAR S.A. 2.052 1.542 --- --- ---OTROS / OTHERS 7.390 23.077 58.609 73.276 78.402
20/01/2013 Ing. Henry G. Polanco Cornejo 15

Consumo de cobre al nivel mundial
País 2005 2006 2007 2008 2009
China 3656.1 3613.8 4863.4 5133.6 7144.1
Estados Unidos 2256.8 2096.0 2140.0 1913.6 1705.6
Alemania 1114.6 1397.6 1391.8 1386.5 1118.4
Corea del Sur 868.5 827.9 857.6 851.6 936.1
Japón 1228.9 1282.3 1251.9 1184.4 875.9
India 397.2 406.7 516.1 514.6 564.4
Italia 680.5 800.5 763.6 638.2 529.6
México 402.0 348.0 344.6 318.0 337.0
Brasil 335.2 339.1 330.0 383.2 324.2
Perú 27.0 68.0 69.0 55.0 55.0
TOTAL 16610.4 16987.6 18112.3 18024.2 18349.6
20/01/2013 Ing. Henry G. Polanco Cornejo 16
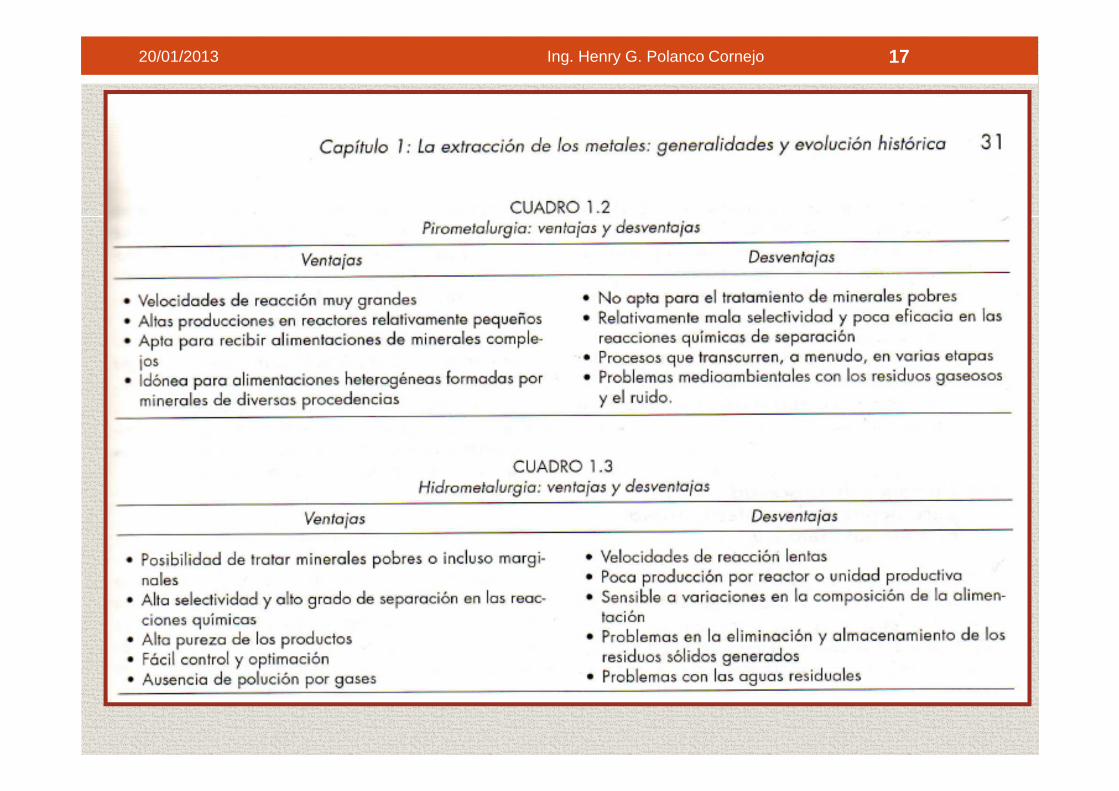
20/01/2013 Ing. Henry G. Polanco Cornejo 17
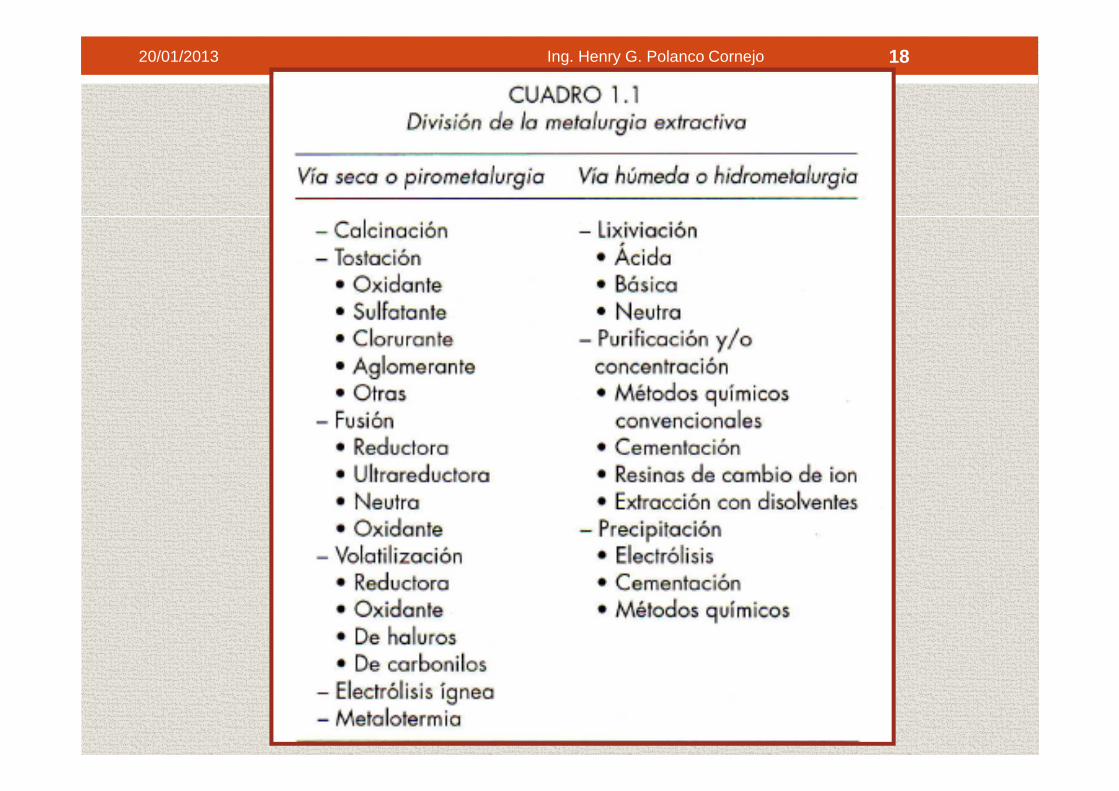
20/01/2013 Ing. Henry G. Polanco Cornejo 18

Principales Minerales de CobreMineral Fórmula Cu Fe S
Cobre Nativo Cu 100Azurita 2CuCO4.Cu(OH)2 55,3Crisocola CuSiO3.2H2O 36,2Cuprita Cu2O 88,8Malaquita CuCO2.Cu(OH)2 57,5Enargita 3 Cu2S* As2S5
Anderita Cu2SO4(OH)4 53,7Brocantita CuSO4.3Cu(OH)2 55,2Chalcantita CuSO4.5H2O 25.5Atacamita Cu2Cl(OH)Calcopirita CuFeS2 ó Cu2S.Fe2S2 34,6 30,5 34,9Bornita Cu5FeS4 63,3 11,1 25,6Calcosita Cu2S 79,9 20,1Covelita CuS 66,5 35,5Enargita Cu3AsS4.Cu(OH)2 48,4 32,6 19,0Tetrahedrita (Cu2Fe)12SbS13 45,8 25,0 29,2Tenantita Cu2(As,Sb)S2 51,6 28,2 20,2
20/01/2013 Ing. Henry G. Polanco Cornejo 19
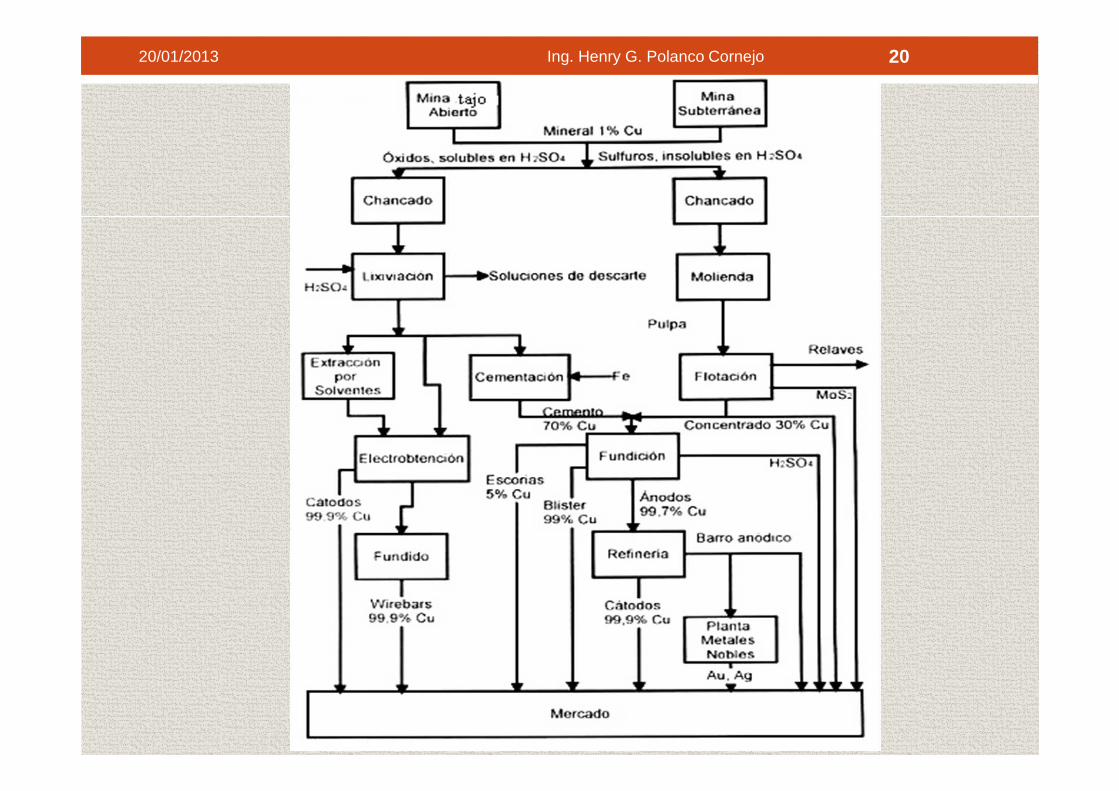
20/01/2013 Ing. Henry G. Polanco Cornejo 20

LIXIVIACION DE MINERALES DE COBRE
• Los procesos hidrometalúrgicos se aplican en los siguientes casos:• Minerales oxidados de cobre de baja y alta ley.
• Minerales sulfurados de cobre de baja ley.
• Minerales sulfurados de cobre de alta ley previamente tostados.
• Minerales mixtos de cobre (óxidos y sulfuros).
• Las ventajas de la Lixiviación, se considera:• La menor contaminación del medio ambiente.
• Menor consumo de energía
• Purificar y concentrar soluciones diluidas de sulfato de cobre, 1 - 5 gr/t,
• Producir electrolito para la electrodeposición de cátodos de 99.98%
20/01/2013 Ing. Henry G. Polanco Cornejo 21
LIXIVIACION DE MINERALES DE COBRE
• La recuperación de Cu y de metales preciosos deben ser equivalentes a las de fundición i/o mayores.
• El azufre, fierro, arsénico y otros elementos deben ser recuperados en productos útiles o eliminarse como productos sólidos no dañinos y evitar la contaminación (atmosférica, aguas y suelos).
• El costo de producción sea igual o menor al de fundición.
• El volumen de materiales tratables es al mínimo posible.
• La separación de S/L sea de fácil manejo.
• Que las soluciones de deshechos sean tratadas como materiales de reciclaje
20/01/2013 Ing. Henry G. Polanco Cornejo 22
Disolventes• Acido sulfúrico.
• Sulfato férrico.
• Amoniaco y carbonato de amonio.
• Anhídrido sulfuroso.
• Cloruro férrico.
• Acido clorhídrico.
• Cloro.
• Acido nítrico.
• Un disolvente ideal debe reunir las siguientes características:
• Ser barato y abundante.
• Poseer una acción selectiva, atacar los minerales de mena y no ganga.
• Regenerarse económicamente y con facilidad.
• Ser eficaz en soluciones frías y diluidas.
20/01/2013 Ing. Henry G. Polanco Cornejo 23
20/01/2013 Ing. Henry G. Polanco Cornejo 24
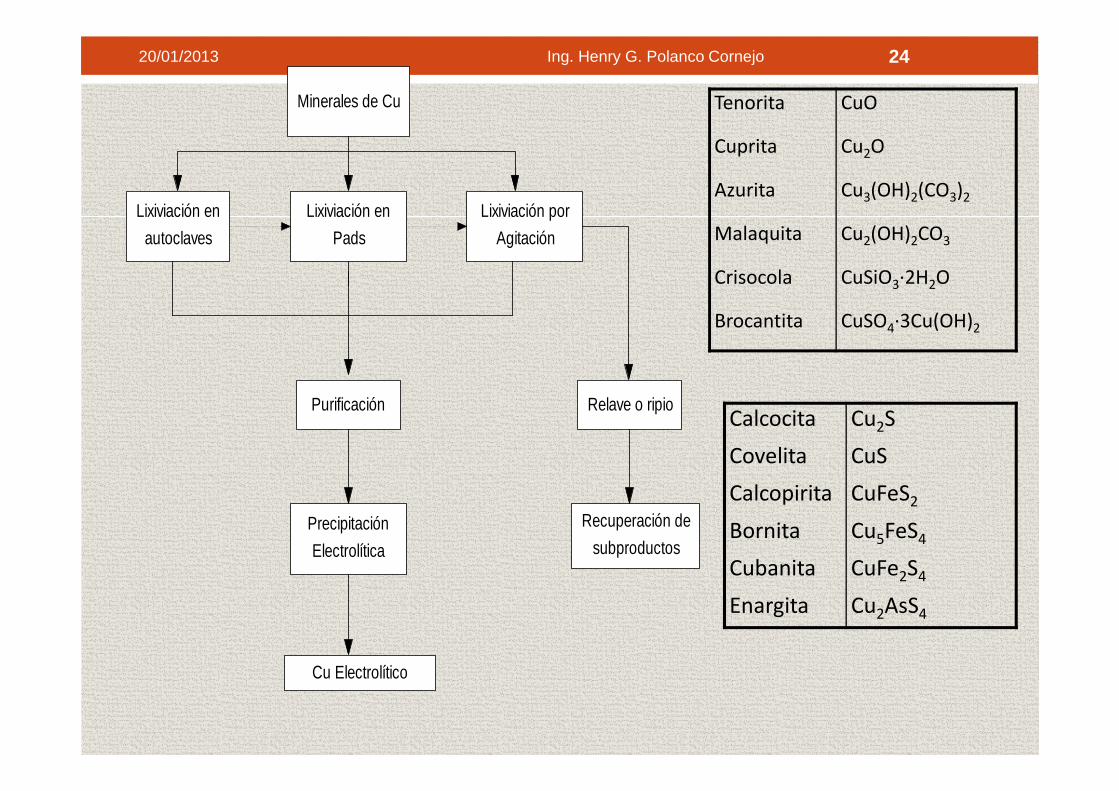
Minerales de Cu
Lixiviación en
autoclaves
Lixiviación por
Agitación
Lixiviación en
Pads
Purificación
Precipitación
Electrolítica
Cu Electrolítico
Relave o ripio
Recuperación de
subproductos
Tenorita CuO
Cuprita Cu2O
Azurita Cu3(OH)2(CO3)2
Malaquita Cu2(OH)2CO3
Crisocola CuSiO3·2H2O
Brocantita CuSO4·3Cu(OH)2
Calcocita Cu2S
Covelita CuS
Calcopirita CuFeS2
Bornita Cu5FeS4
Cubanita CuFe2S4
Enargita Cu2AsS4
Factores que afectan la cinética• Temperatura• Geometría, tamaño, porosidad del sólido• Formación producto sólido o no• Tipo de Control• Naturaleza reacción química• Concentración de los reactantes y productos solubles
20/01/2013 Ing. Henry G. Polanco Cornejo 25
Métodos de Lixiviación de Cobre
• lixiviación in-situ.
• lixiviación en Dumps.
• lixiviación en Heap.
• lixiviación en Pads.
• lixiviación en capas delgadas con curado.
• lixiviación en Vats.
• lixiviación por agitación.
20/01/2013 Ing. Henry G. Polanco Cornejo 26

MINERAL
MINERIA Y TRANSPORTE
CHANCADO
MOLIENDA HUMEDA
Concentracion por Flotacion
Pretratamiento termico (Tuesta)
Lixiviación y Separación Sól/liq
Lixiviacion por Percolacion
Aglomeración y Lixiviacion TL
Lixiviacion en pilas
Lixiviacion en Botaderos
Lixiviacion in situ
Lixiviacion por agitación
Lavado y separación Sol/liq
Lixiviación y Separación Sól/liq
SOLUCIONES RICAS PARA RECUPERACION DEL METAL
20/01/2013 Ing. Henry G. Polanco Cornejo 27

Factores de los métodos de la lixiviación
La selección del método depende de:
1. Características físicas y químicas de la mena
2. Caracterización mineralógica
3. Ley de la mena
4. Solubilidad del metal útil en la fase acuosa
5. La cinética de disolución
6. Magnitud de tratamiento
7. Facilidad de operación
20/01/2013 Ing. Henry G. Polanco Cornejo 28
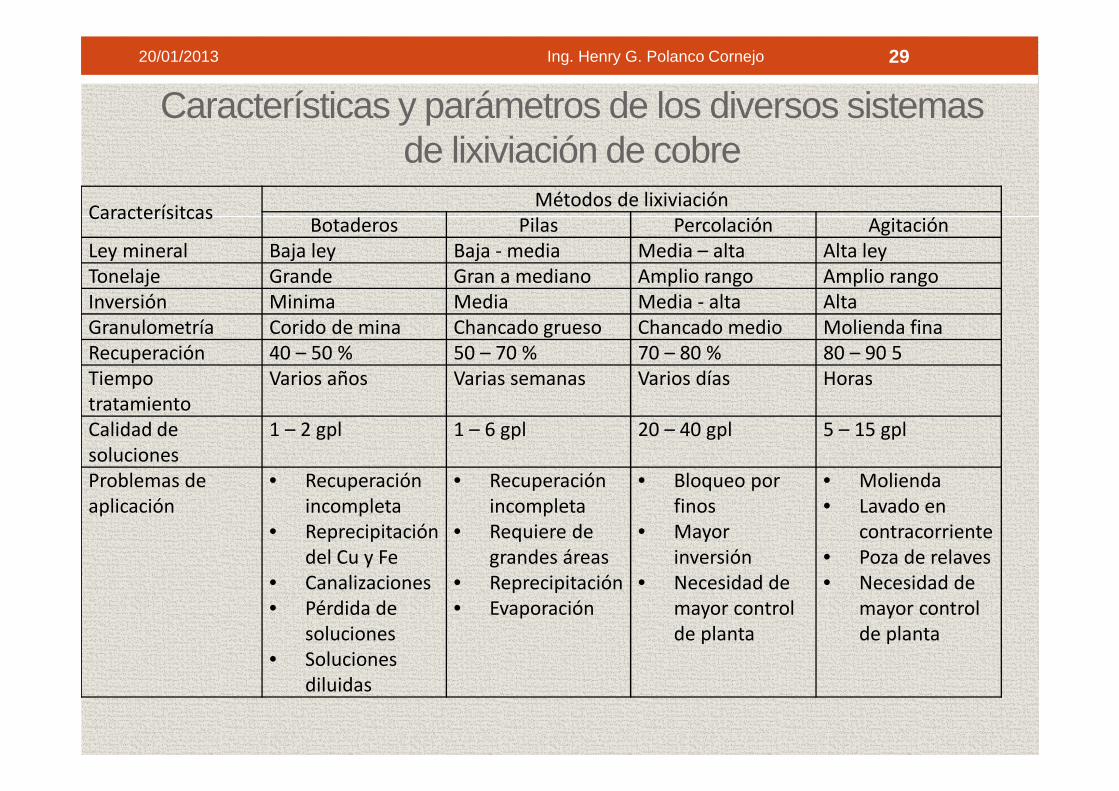
Características y parámetros de los diversos sistemas de lixiviación de cobre
CaracterísitcasMétodos de lixiviación
Botaderos Pilas Percolación AgitaciónLey mineral Baja ley Baja - media Media – alta Alta leyTonelaje Grande Gran a mediano Amplio rango Amplio rangoInversión Minima Media Media - alta AltaGranulometría Corido de mina Chancado grueso Chancado medio Molienda finaRecuperación 40 – 50 % 50 – 70 % 70 – 80 % 80 – 90 5Tiempo tratamiento
Varios años Varias semanas Varios días Horas
Calidad de soluciones
1 – 2 gpl 1 – 6 gpl 20 – 40 gpl 5 – 15 gpl
Problemas de aplicación
• Recuperación incompleta
• Reprecipitacióndel Cu y Fe
• Canalizaciones• Pérdida de
soluciones• Soluciones
diluidas
• Recuperación incompleta
• Requiere de grandes áreas
• Reprecipitación• Evaporación
• Bloqueo por finos
• Mayor inversión
• Necesidad de mayor control de planta
• Molienda• Lavado en
contracorriente• Poza de relaves• Necesidad de
mayor control de planta
20/01/2013 Ing. Henry G. Polanco Cornejo 29

Lixiviación In-situ: • Se aplica a minerales oxidados y sulfurados de Cu de los depósitos de
superficie.
• El proceso puede desarrollarse con rotura de mineral o sin ella, depende del tipo de roca soporte y de la permeabilidad
• Percolación del orden de 0.03 - 0.06 lt/min/m.
• Las soluciones que se obtienen son de baja concentración, 1 - 2 gr/l de Cu
• La mena puede ser mineral de baja ley no extraído en la explotación del yacimiento y dejado en el lugar, o también cuerpos mineralizados que no pueden ser explotados por métodos convencionales.
• La zona a lixiviar puede ser superficial o subterránea.
• Los tiempos de lixiviación son de varios meses hasta años.
20/01/2013 Ing. Henry G. Polanco Cornejo 30
Lixiviación in situAhorros del proceso de lixiviación in situ:
• Extracción de las menas del yacimiento• Transporte de material a la planta y desechos finales• Construcción de la planta de lixiviación
Desventajas:
• Facturación del yacimiento, para facilitar el contacto de la faseacuosa lixiviante con el mineral o incrementar la permeabilidad dellecho
• Estudio geológico de la génesis, hidrología, enriquecimientosecundario y zona alteración, permeabilidad del fondo y costados dela zona a lixiviar
• Construcción sistema aplicación de soluciones y de recolección
20/01/2013 Ing. Henry G. Polanco Cornejo 31
Lixiviación en Dump:
• Es usada para minerales de baja ley y desechos de mina, separados de las operaciones de tajo abierto
• El método consiste en acumular de 5 - 30 millones de toneladas de mineral oxidado, directo de mina, son lixiviados durante periodos de 5 - 20 años.
• La extracción de Cu es del orden de 40 – 50 %.
• El método es aplicado para minerales de cobre de leyes marginales (menor que 0.6% de Cu)
20/01/2013 Ing. Henry G. Polanco Cornejo 32
Lixiviación en Vats:
• Es empleada para extraer Cu de minerales oxidados o de una mezcla de óxido-sulfuros que contienen más de 0.5% de Cu soluble en ácido.
• Se usa en lugar de la lixiviación en Heap si el mineral no es poroso y el chancado es necesario para permitir un contacto adecuado del mineral y la solución.
• A pesar del incremento de costos necesarios para el chancado y la clasificación, las ventajas del método son: alta recuperación de cobre, baja pérdida y alto contenido de Cu en la solución rica, de 30 a 50 g/lt.
• El chancado del mineral es a -3/8", la lixiviación se realiza en ciclos de 9 días, éste incluye 5 días de lixiviación, 1 día de lavado y 3 de descarga, limpieza y rellenado
20/01/2013 Ing. Henry G. Polanco Cornejo 33
Lixiviación en pilas
Se basa en la percolación de la solución lixiviante a través de unmineral chancado y apilado, el que esta formando una pila sobre unterreno previamente impermeabilizado. La pila se riega por aspersióno goteo. Se aplica a minerales de alta ley debido a los costos deoperación y transporte.
Existen dos tipos de pila según su operación.• Pila Permanente (capas múltiples)• Pila Renovable o Reutilizable
20/01/2013 Ing. Henry G. Polanco Cornejo 34
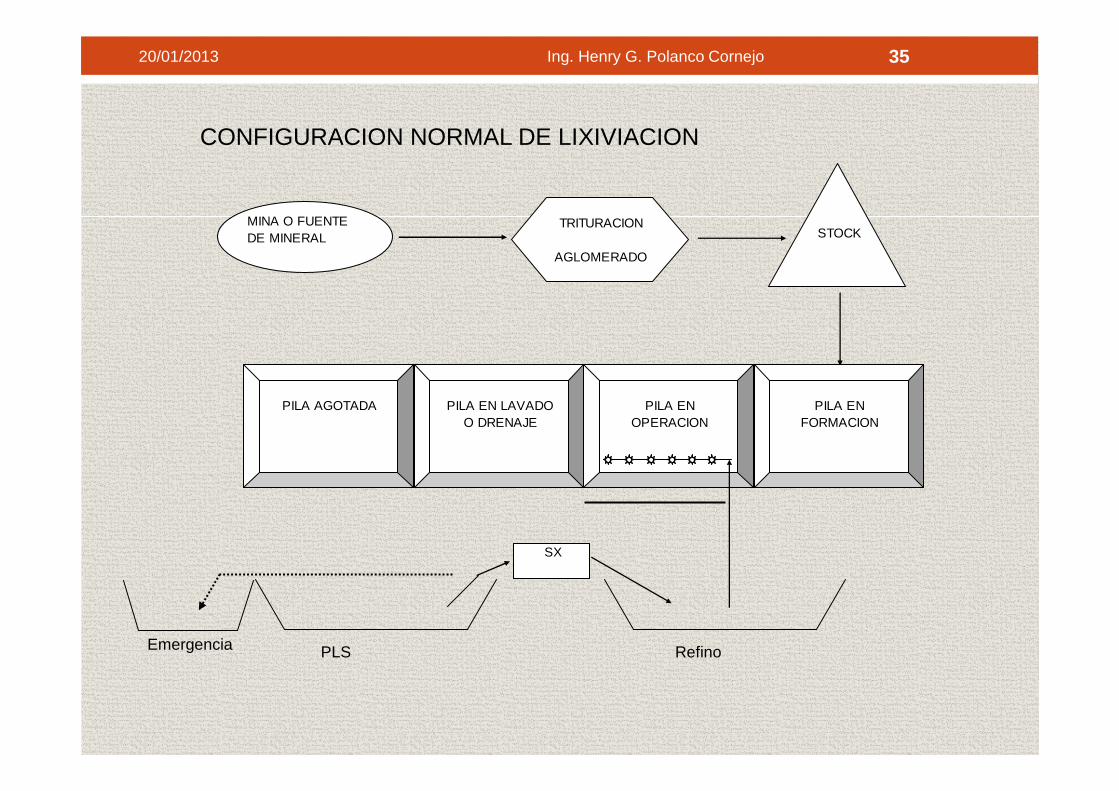
MINA O FUENTE DE MINERAL
TRITURACION
AGLOMERADO
STOCK
PILA ENFORMACION
PILA ENOPERACION
PILA EN LAVADOO DRENAJE
PILA AGOTADA
SX
Emergencia PLS Refino
CONFIGURACION NORMAL DE LIXIVIACION
20/01/2013 Ing. Henry G. Polanco Cornejo 35
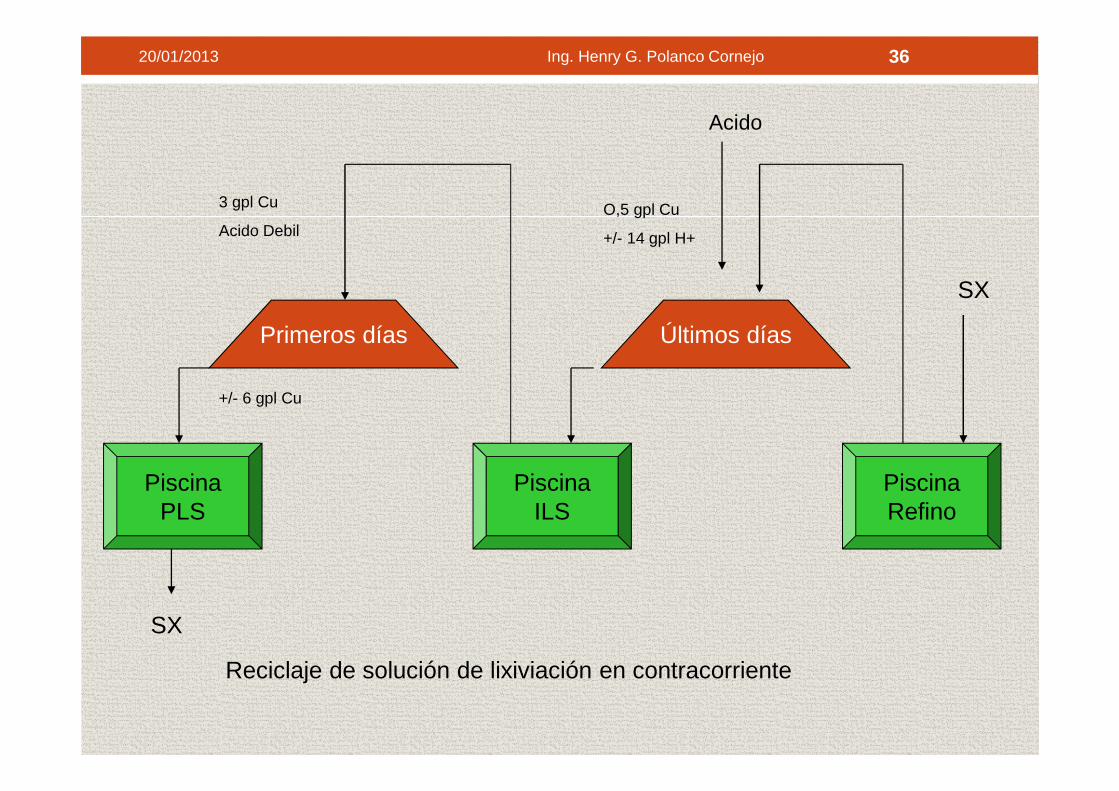
SX
Primeros días Últimos días
PiscinaRefino
PiscinaILS
PiscinaPLS
Acido
SX
O,5 gpl Cu
+/- 14 gpl H+
3 gpl Cu
Acido Debil
+/- 6 gpl Cu
Reciclaje de solución de lixiviación en contracorriente
20/01/2013 Ing. Henry G. Polanco Cornejo 36
Tipos de pilas:
• Pila Dinámica: Consiste en reutilizar continuamente el mismo pad, permitir un movimiento continuo de material en carga o descarga de las distintas zonas.
• Pila Estática: Consiste en someter todo el mineral acopiado en el pad a las diversas etapas del ciclo.
• Pila Permanente: El mineral se deposita en la instalación y una vez terminado el ciclo de tratamiento este permanece, pudiéndose utilizar como base para acopiar otra pila.
• Pila Renovable: En este caso, se carga el mineral en pila y luego de ser tratado, los ripios son retirados para ser dispuestos en un botadero.
20/01/2013 Ing. Henry G. Polanco Cornejo 37
ASPECTOS TEÓRICOS DE LA LIXIVIACIÓN• El Cu+2 es el ión cúprico, el principal estado del cobre cuando se disuelve.
• Los iones en la solución tienen positivas: Cu+2 o cargas negativas: SO4-2.
• La crisocola, un hidroxisilicato con una estructura cristalina abierta:
• CuSiO4.2H2O + H2SO4 + 2 H20 =Cu+2 + SO + 5 H2O + SiO2
• Al igual que la crisocola, la malaquita, la azurita se lixivia bastante rápido en ácido sulfúrico las reacciones químicas para este proceso de lixiviación son las siguientes:
• Malaquita: Cu2(OH)2CO3 + 2H2SO4 + 7 H2O = 2CuSO4 + 10 H2O + CO2
• Azurita: Cu3(OH)2(CO3)2 + 3 H2SO4 + 11 H2O = 3CuSO4 + 15H2O +2 CO2
20/01/2013 Ing. Henry G. Polanco Cornejo 38

Reacciones químicas• Lixiviación en agua: CuSO4 = Cu+2+SO4
-2
• Lixiviación ácida; CuO+2H+ = Cu+2+H2O
• Lixiviación ácida – oxidante: Cu2S+O2+4H+ = 2Cu+2+2H2O+S0
• Lixiviación ácida – oxidante – acomplejante
CuFeS2+CuCl2 = 4CuCl+FeCl2+2S0
20/01/2013 Ing. Henry G. Polanco Cornejo 39
20/01/2013 Ing. Henry G. Polanco Cornejo 40
Factores del proceso de Lixiviación
• Preparación del sólido.
• Calidad de mineral:
• Tamaño de partícula:
• Concentración y Composición del Acido:
• Consumo de Acido:
• Volumen de la Solución de Saturación:
• Velocidad de Flujo: locidad de flujo en volumen.
• Tiempo de Contacto:
20/01/2013 Ing. Henry G. Polanco Cornejo 41
Variables del procesoLas principales variables son :
�La granulometría
�La altura de la pila
�La tasa de riego [l/h.m2] o [l/h.T]
�La concentración en ácido de la solución de riego
�El tiempo de lixiviación: Depende de la cinética (lix. química : 1 a 2meses; lix. bacterial : 3 a 12 meses)
20/01/2013 Ing. Henry G. Polanco Cornejo 42

Promedio total del ciclo de lixiviación20/01/2013 Ing. Henry G. Polanco Cornejo 43
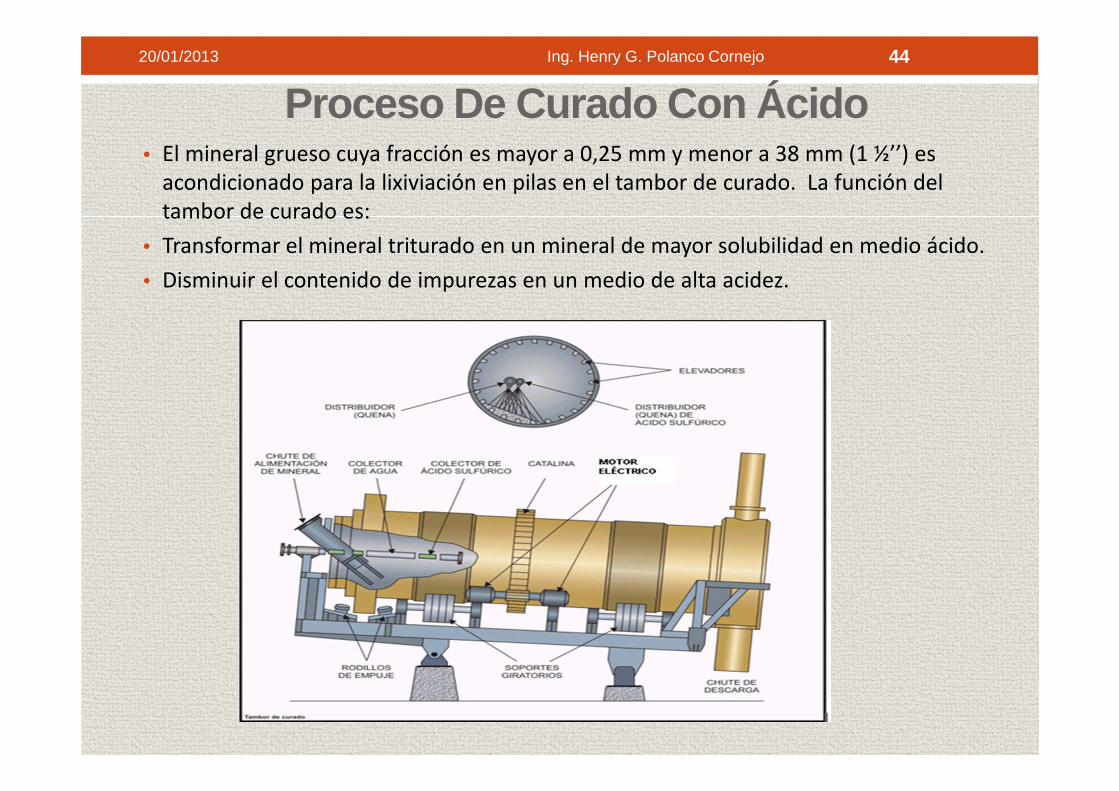
Proceso De Curado Con Ácido• El mineral grueso cuya fracción es mayor a 0,25 mm y menor a 38 mm (1 ½’’) es
acondicionado para la lixiviación en pilas en el tambor de curado. La función del tambor de curado es:
• Transformar el mineral triturado en un mineral de mayor solubilidad en medio ácido.
• Disminuir el contenido de impurezas en un medio de alta acidez.
20/01/2013 Ing. Henry G. Polanco Cornejo 44

Cinética de Lixiviación
• Tipo de enlace de los compuestos mineralizados:
• Superficie geométrica de la mena potencialmente efectiva:
• A = Área superficial de la mena oxidada de cobre
• K = Constante específica de velocidad, conteniendo el factor de rugosidad superficial.
• [Cu+2] = Concentración de iones cobre, disuelto de las zonas potencialmente reactivas.
• La velocidad máxima obtenible en un sistema heterogéneo es del orden 10-1
moles/cm2.h .
• Geometría de le partícula de mineral:
• Tipo y concentración del disolvente:.
• Naturaleza del material estéril:,.
• Influencia de los iones extraños: .
• Efecto de la temperatura:
• Efecto de la agitación:.
20/01/2013 Ing. Henry G. Polanco Cornejo 45
[ ] [ ]22
. ++
= CuAkdt
Cud
Lixiviación de Sulfuros
• Las especies minerales sulfuradas son insolubles, los minerales sulfurados se disuelven:
a) En ambientes reductores:
• Generando H2S si se trata de un medio acido, o bien liberando el ion sulfuro (S-2 ) si es ambiente alcalino. (sulfuro de sodio, cianuro de sodio
b) Con Agentes Oxidantes :
• Generando Azufre elemental So el que si bien en condiciones neutras y alcalinas se oxida a sulfato ( SO4-2 ), en condiciones acidas puede mantenerse estable como tal.
20/01/2013 Ing. Henry G. Polanco Cornejo 46
LIXIVIACION DE SULFUROS
• Calcopirita: CuFeS2 + H2SO4 + 5/4O2 + 1/2 + H2O = CuSO4 + Fe(OH)3 + 2 So
• Bornita: Cu3FeS2 + 5H2SO4 + 13/4 O2 = 5CuSO4 + Fe(OH)3 + 4So + 7/2 H2O
• Calcocita: CuS2 + H2SO4 + 1/2 O2 = CuS + CuSO4 + H2O
• Covelita: CuS + H2SO4 + 1/2 O2 = CuSO4 + So + H2O
20/01/2013 Ing. Henry G. Polanco Cornejo 47

LIXIVIACION DE SULFUROS• LIXIVIACION CON CLORURO FERRICO:
Los iones férricos son oxidantes que permiten mediante un control de la reacción ferrosa/férrico:
CuFeS2 + 4 FeCl3 → CuCl2 + 5 FeCl2 + 2 Sº (1)
CuFeS2 + 3 FeCl3 → CuCl + 4 FeCl2+ 2 Sº (2)
• LIXIVIACION CON CLORURO CUPRICO:
Los iones cúpricos son oxidantes y a temperaturas cercanas a 100ºC
CuFeS2 + 4 HCl + ½ O2 → CuCl + FeCl3 + 2 Sº + 2H2O (5)
• LIXIVIACION CON ACIDO NITRICO:
• 3 CuFeS2 + 5 HNO3 + 15 H → 3 Cu + 3 Fe + 5 NO2 + 10 H2O + 5 Sº
•
20/01/2013 Ing. Henry G. Polanco Cornejo 48
• LIXIVIACION A PRESION:
Las condiciones óptimas para la lixiviación directa son:
• Tamaño de partícula de 95 a 99.5% en malla -325.
• Exceso estequiométrico de concentrado en relación al 25 - 50%.
• Presión de 200 a 500 psi.
• Temperatura de 100 a 118ºC.
• Tiempo de lixiviación de 2 a 3 horas.
Reacción: CuFeS2 + H2SO4 + 5/4 O2 + ½ H2O → CuSO4 + Fe(OH)3 + 2Sº
• LIXIVIACION POR CIANURACION:
• Con una solución de 20% de cianuro de sodio puede recuperarse el 90% de cobre en 3 hrs. La reacción de la disolución es:
2CuFeS2 + 20 NaCN → 2Na2Cu(CN) + 2 Na2Fe(CN)2 + 4Na2S + (CN)
•
20/01/2013 Ing. Henry G. Polanco Cornejo 49

Lixiviación por agitación• La lixiviación por agitación se utiliza en los minerales de leyes altas.
• La lixiviación en reactores, es solo aplicable a material finamente molido.
• Esta operación permite tener un gran manejo y control del proceso de lixiviación.
• La velocidad de extracción del metal es mucho mayor que la lograda mediante elproceso de lixiviación en pilas
• Es un proceso de mayor costo, incluye los costos de la molienda del mineral.
Sus ventajas comparativas con otros métodos de lixiviación son :• Alta extracción del elemento a recuperar• Tiempos cortos de procesamiento (horas)• Proceso continuo que permite una gran automatización• Facilidad para tratar menas alteradas o generadoras de finos
Sus desventajas son :• Un mayor costo de inversión y operación• Necesita una etapa de molienda y una etapa de separación sólido-líquido
(espesamiento y filtración).
20/01/2013 Ing. Henry G. Polanco Cornejo 50
Variables del proceso
GRANULOMETRIA: El tamaño de partículas debe ser menor a 2mm
TIEMPO DE AGITACION:
MINERALOGIA DEL MINERAL: El tamaño y la disposición de la especie valiosainfluye en el grado de molienda necesario para exponer esta especie a lasolución de lixiviación.
•La lixiviación se realiza a temperatura ambiente (o en autoclaves).
•El % sólidos debe ser en la mayoría de los casos lo mas alto posible paraalcanzar una alta concentración del ion metálico en la solución de lixiviación(20% y 50%)
•La velocidad de agitación debe ser lo suficientemente alta para mantener lossólidos en suspensión (para que no decanten).
20/01/2013 Ing. Henry G. Polanco Cornejo 51
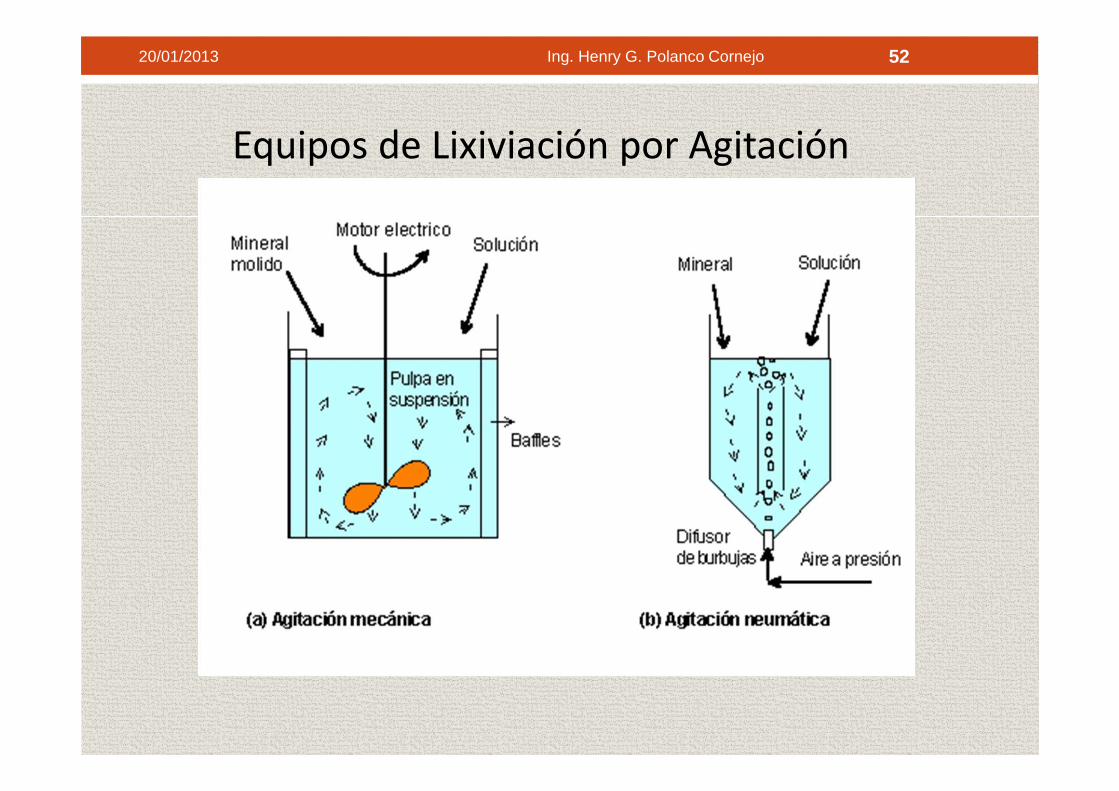
Equipos de Lixiviación por Agitación
20/01/2013 Ing. Henry G. Polanco Cornejo 52
Lixiviación bacterial
20/01/2013 Ing. Henry G. Polanco Cornejo 53
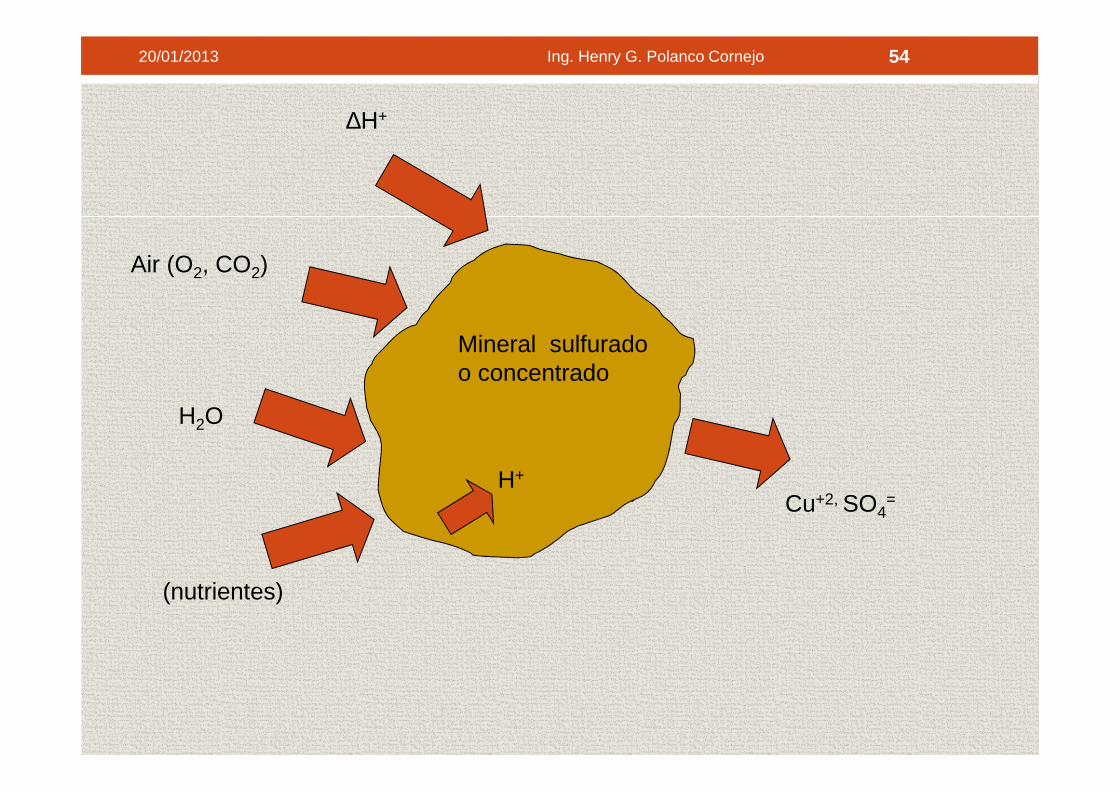
La lixiviación bacterial de minerales sulfurados envuelve el uso de microorganismos que ayudan en la extracción del metal de valor.
2Fe+3 + CuS � Cu+2 + 2Fe+2 + S0
1/2O2 + 2Fe+2 + 2H+ � 2Fe+3 + H2O
Estequiometría global:
1/2O2 + CuS + 2H+ � Cu+2 + S0 + H2O
Luego, O2 es el único oxidante consumido en el proceso
En el caso de la lixiviación de la calcopirita la reacción global es:
O2 + CuFeS2 + 4H+ � Cu+2 + Fe+2 + 2S0 + 2 H2O
H2O
Air (O2, CO2)
∆H+
(nutrientes)
Mineral sulfurado o concentrado
Cu+2, SO4=
H+
20/01/2013 Ing. Henry G. Polanco Cornejo 54

Fe+3 + e- ↔ Fe+2
O2 + 4H+ + 4e- ↔2H2O
Cu+2 + S0 + 2e ↔ CuS
+1.229
+ 0.77
+0.55
e-
e-
Flujo de electrones cuando hay catálisis bacteriana
bacteria
4
22
2ln
4229.1 +++=
HOOH
O cpF
RTE
20/01/2013 Ing. Henry G. Polanco Cornejo 55
H2SO4
O2
CuOxCu4(OH)6SO4
FeOxFe3+
Fe2+
Arcillas
Q
CuSO4
Ganga Calcarea
H2SO4
S0 Cu2SCuS,CuFeS2
Cu5FeS4
FeS2
Fe3+
At.f.T.f.
At.f.Lept.f
Fe3+
Fe2+
Cu2+
Arcillas
Fe2+
H2O
(Q)
Jarositas
H2O
∆∆∆∆H
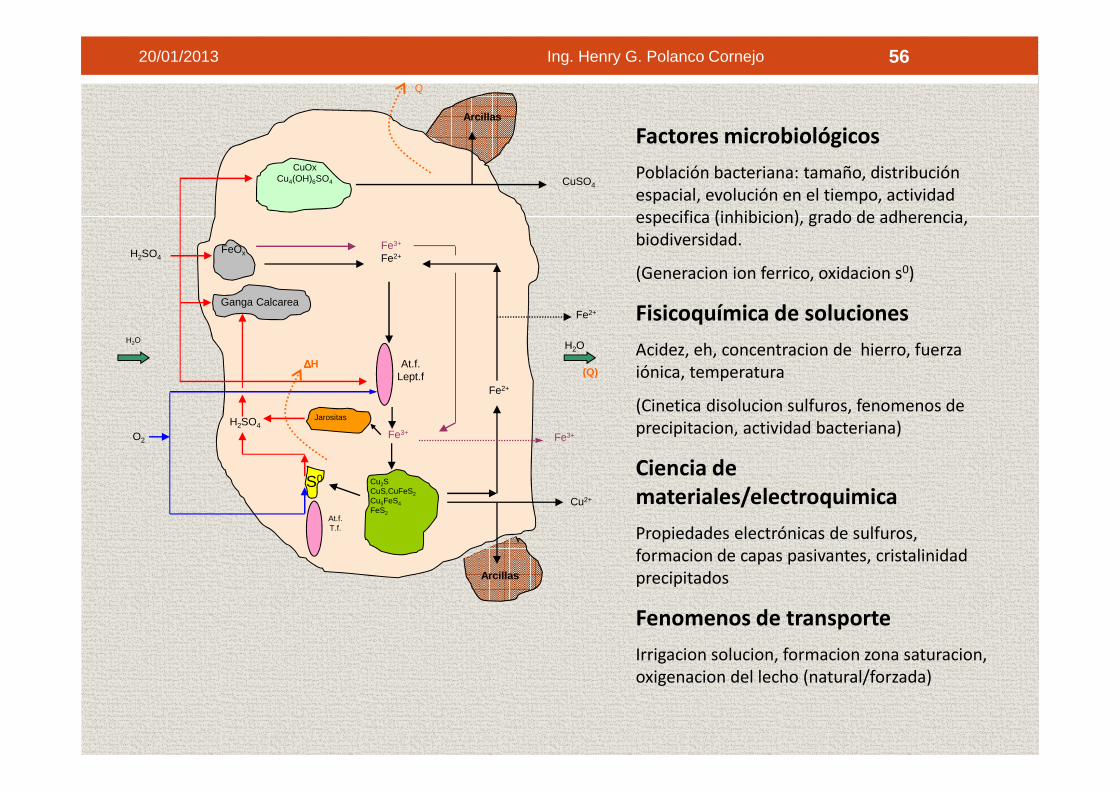
Factores microbiológicos
Población bacteriana: tamaño, distribución espacial, evolución en el tiempo, actividad especifica (inhibicion), grado de adherencia, biodiversidad.
(Generacion ion ferrico, oxidacion s0)
Fisicoquímica de soluciones
Acidez, eh, concentracion de hierro, fuerza iónica, temperatura
(Cinetica disolucion sulfuros, fenomenos de precipitacion, actividad bacteriana)
Ciencia de
materiales/electroquimica
Propiedades electrónicas de sulfuros, formacion de capas pasivantes, cristalinidad precipitados
Fenomenos de transporte
Irrigacion solucion, formacion zona saturacion, oxigenacion del lecho (natural/forzada)
20/01/2013 Ing. Henry G. Polanco Cornejo 56
Factores que influyen en lixiviación bacteriana son :
Aireación: requiere de la presencia de una concentración máxima de oxígeno. Además por corresponder a un organismo autótrofo, requiere dióxido de carbono como fuente de carbono para su metabolismo.
Nutrientes: Para mantener la viabilidad de estos microorganismos, ellos necesitan energía : nitrógeno, fósforo, magnesio, azufre, fierro, etc.
Temperatura: El rango de temperaturas de crecimiento de estos microorganismos va desde 2 hasta 40ºC, siendo el óptimo del orden de 28 a 35ºC dependiendo de la cepa bacteriana.
pH: El rango de pH de crecimiento de estos microorganismos va desde 1,5 hasta 3,5, siendo el óptimo del orden de 2,3
20/01/2013 Ing. Henry G. Polanco Cornejo 57
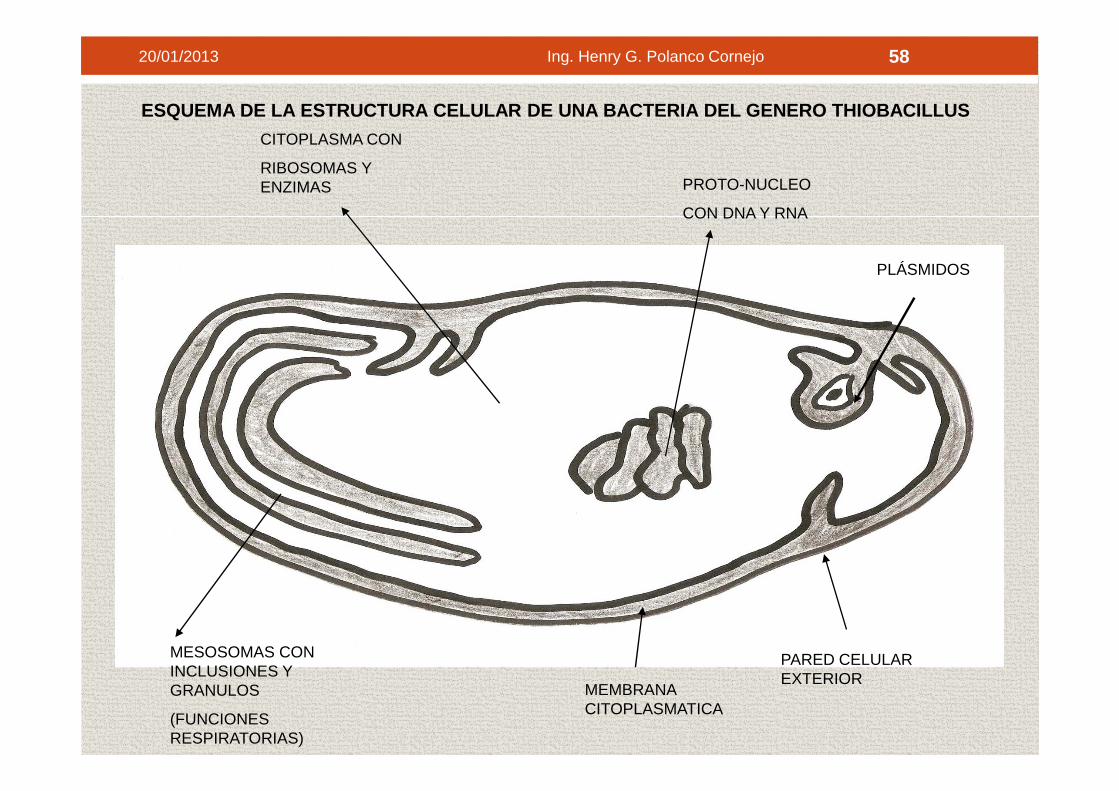
PLÁSMIDOS
PARED CELULAR EXTERIOR
PROTO-NUCLEO
CON DNA Y RNA
CITOPLASMA CON
RIBOSOMAS Y ENZIMAS
MESOSOMAS CON INCLUSIONES Y GRANULOS
(FUNCIONES RESPIRATORIAS)
MEMBRANA CITOPLASMATICA
ESQUEMA DE LA ESTRUCTURA CELULAR DE UNA BACTERIA DE L GENERO THIOBACILLUS
20/01/2013 Ing. Henry G. Polanco Cornejo 58
Clasificación de las bacterias según su rango de Tº para su desarrollo:
Mesófilas: Se desarrollan bien a Tº próximas al ambiente (20 a 35ºC), Thiobacillus y Leptospirillum.
Moderadamente Termófilas: 45 a 60ºC. Se usan principalmente en lixiviación de concentrados en reactores con Tº controlada. Pertenecen al genero Sulfobacillus y Leptospirillum.
Extramadamente Termófilas: 60 y 80ºC,. Pertenecen a los géneros Sulfolobus, Acidianus, Metallosphera y Sulfurococcus. Son muy exitosas en reactores de Tº controladas.
20/01/2013 Ing. Henry G. Polanco Cornejo 59
Temperatura de Acidez
Fe S S S2O3 CO2 Levadura ºC pH
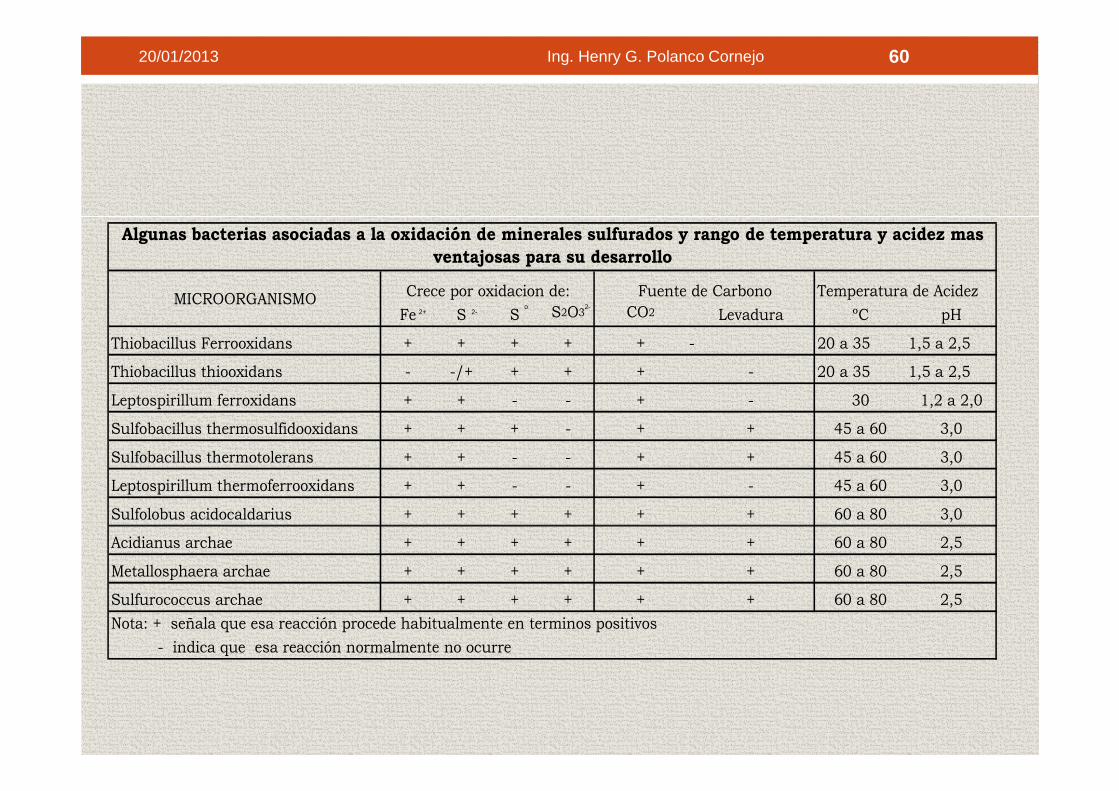
Thiobacillus Ferrooxidans + + + + + - 20 a 35 1,5 a 2,5
Thiobacillus thiooxidans - -/+ + + + - 20 a 35 1,5 a 2,5
Leptospirillum ferroxidans + + - - + - 30 1,2 a 2,0
Sulfobacillus thermosulfidooxidans + + + - + + 45 a 60 3,0
Sulfobacillus thermotolerans + + - - + + 45 a 60 3,0
Leptospirillum thermoferrooxidans + + - - + - 45 a 60 3,0
Sulfolobus acidocaldarius + + + + + + 60 a 80 3,0
Acidianus archae + + + + + + 60 a 80 2,5
Metallosphaera archae + + + + + + 60 a 80 2,5
Sulfurococcus archae + + + + + + 60 a 80 2,5
Nota: + señala que esa reacción procede habitualmente en terminos positivos
- indica que esa reacción normalmente no ocurre
MICROORGANISMOCrece por oxidacion de: Fuente de Carbono
Algunas bacterias asociadas a la oxidación de minerales sulfurados y rango de temperatura y acidez mas
ventajosas para su desarrollo
2+2-o
2-
20/01/2013 Ing. Henry G. Polanco Cornejo 60
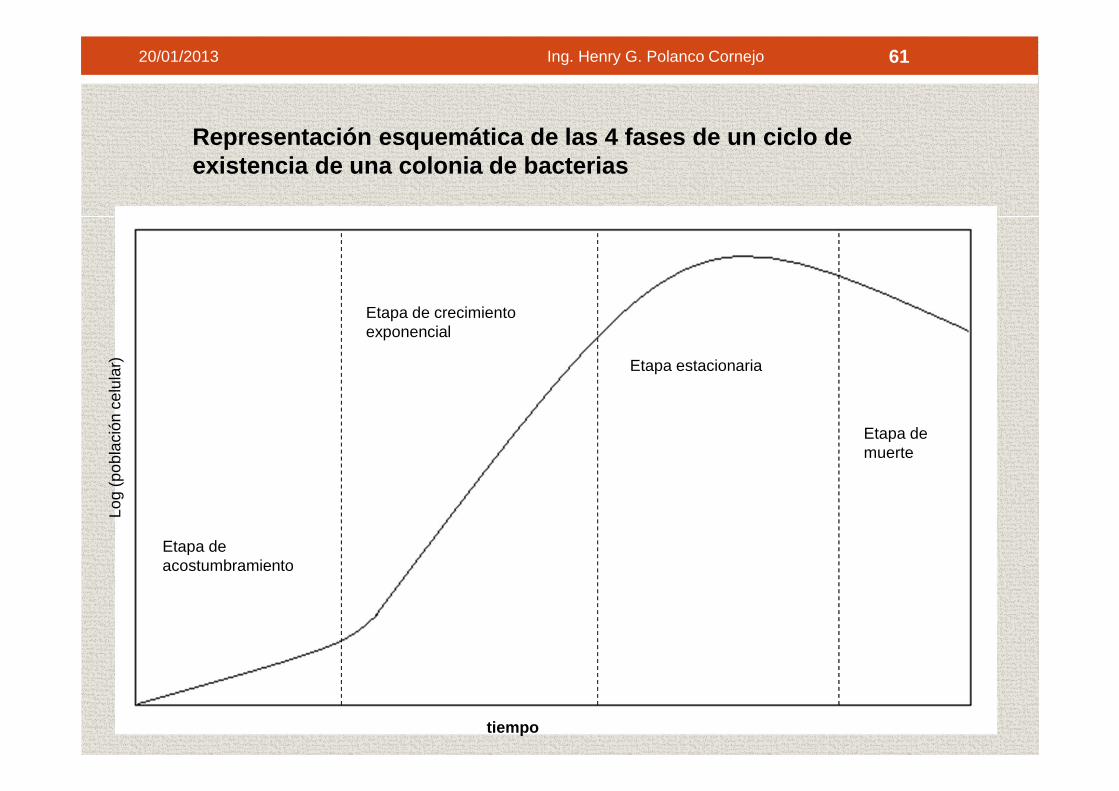
Etapa de acostumbramiento
Etapa de crecimiento exponencial
Etapa estacionaria
Etapa de muerte
tiempo
Log
(pob
laci
ón c
elul
ar)
Representación esquemática de las 4 fases de un cic lo de existencia de una colonia de bacterias
20/01/2013 Ing. Henry G. Polanco Cornejo 61
Lixiviación amoniacal
2CuFeS2 + 17/20 O2 + 12 NH4 + (2+n)H2O → 2 Cu(NH3)2SO4 + 2(NH3)SO4
+ Fe2O3.n H2O
• Condiciones de operación: 85oC, presión de aire 110 psi, tiempo de lixiviación de 9 horas y una concentración de 0.5 M
• 95 % de extracción de Cu
• La lixiviación amoniacal emplea oxígeno pero a baja presión y temperatura, por lo que no necesita el uso de autoclaves.
• El fierro se precipita inmediatamente después de la lixiviación. Parte del amoniaco se regenera y se recircula.
20/01/2013 Ing. Henry G. Polanco Cornejo 62
Los objetivos del proceso de extracción por solventes son:
• Separación y purificación de “el” o “los” metales de interés, desde las soluciones iniciales, las cuales contienen impurezas.
• Concentración de los metales disueltos, para disminuir los volúmenes a procesar
• Transferencia de los metales disueltos, desde una solución acuosa compleja a otra solución acuosa diferente, que simplifique el proceso siguiente
20/01/2013 Ing. Henry G. Polanco Cornejo 63
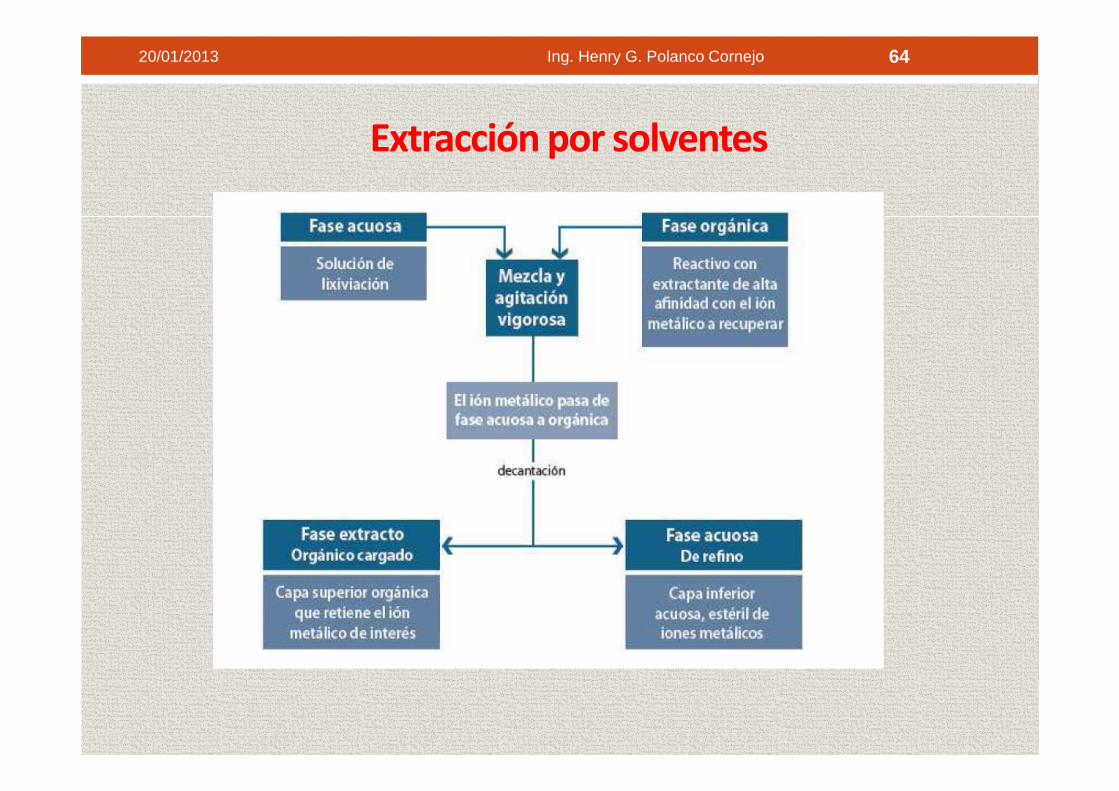
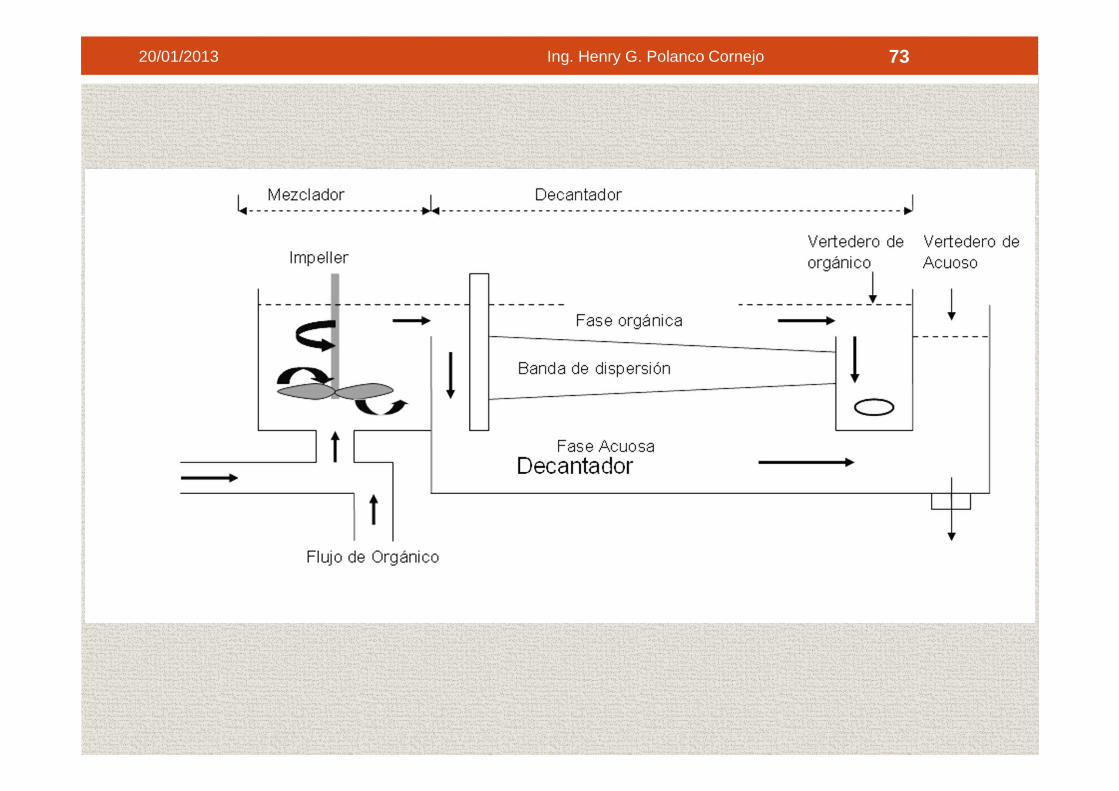
Extracción por solventes
20/01/2013 Ing. Henry G. Polanco Cornejo 64
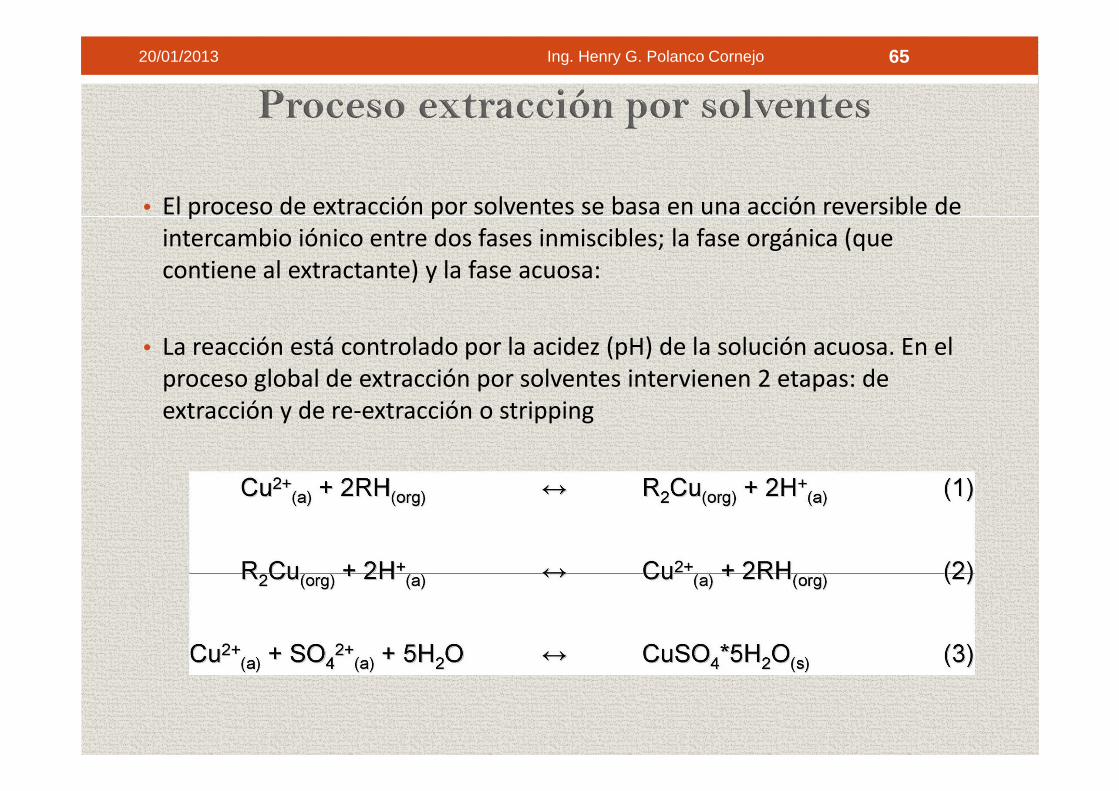
• El proceso de extracción por solventes se basa en una acción reversible de intercambio iónico entre dos fases inmiscibles; la fase orgánica (que contiene al extractante) y la fase acuosa:
• La reacción está controlado por la acidez (pH) de la solución acuosa. En el proceso global de extracción por solventes intervienen 2 etapas: de extracción y de re-extracción o stripping
20/01/2013 Ing. Henry G. Polanco Cornejo 65
20/01/2013 Ing. Henry G. Polanco Cornejo 66
Coeficiente de distribución
• La razón entre la concentración del metal en la fase orgánica y acuosa, en el equilibrio, define al coeficiente de distribución D (o coeficiente de extracción) :
• El coeficiente de re-extracción (stripping) se define del mismo modo
• SELECTIVIDAD: relación de los coeficientes de distribución de dos especiesdistintas (DM y DN), que realmente mide la posibilidad de separación de lasespecies M y N y que se conoce con el nombre de selectividad.
• S= DM/DN
20/01/2013 Ing. Henry G. Polanco Cornejo 67

20/01/2013 Ing. Henry G. Polanco Cornejo 68
• Las propiedades que debe cumplir un extractante son las :
• Alta selectividad: Extraer el máximo del elemento de interés y minimizar la cantidad de extractante a usar.
• Elevada Capacidad de Saturación, máxima concentración de especies valiosas.
• Propiedades físicas adecuadas para la transferencia de masa y separación de fases, tales como: densidad, viscosidad, etc.
• Fácil reextracción: La habilidad de reextracción de una solución se mide por el coeficiente de reextracción que es el recíproco del coeficiente de extracción.
• Seguridad (bajo punto de inflamación, baja toxicidad, etc.,)
• Disponibilidad y costo, además de medios baratos de regeneración.
• Estabilidad química bajo las condiciones de uso, un extractante debe ser relativamente estable, de tal modo que pueda ser usado en muchos
20/01/2013 Ing. Henry G. Polanco Cornejo 69
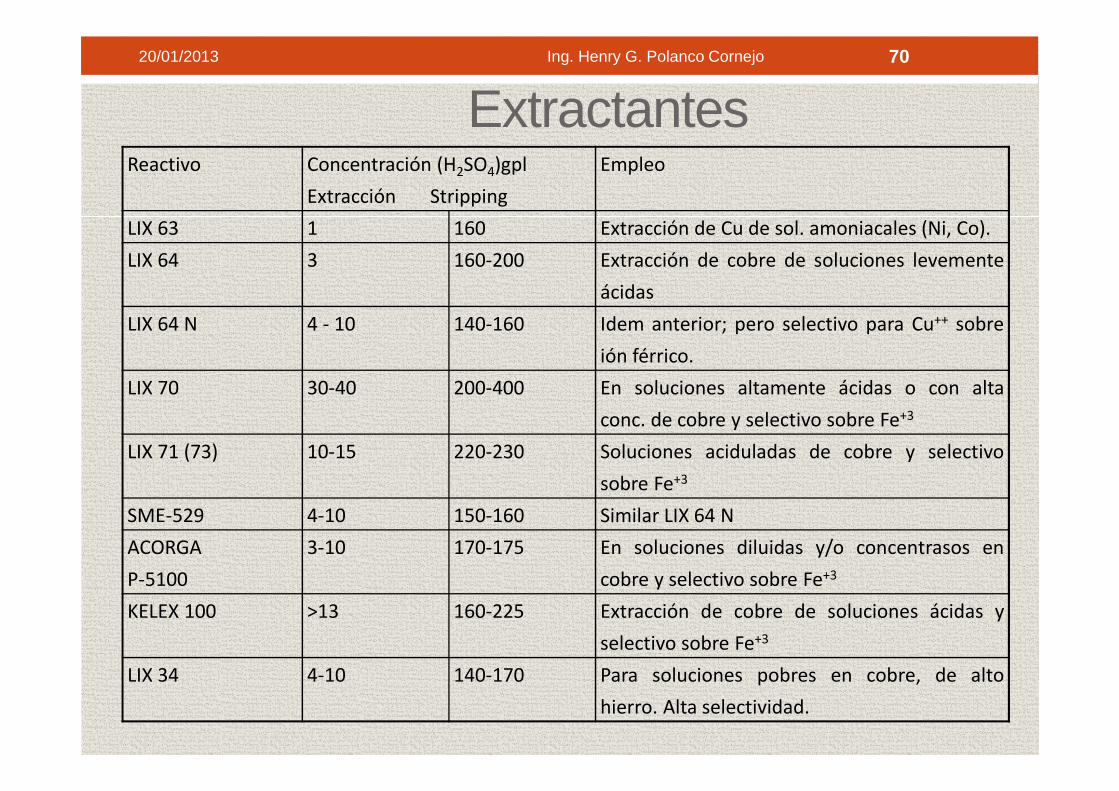
ExtractantesReactivo Concentración (H2SO4)gpl
Extracción Stripping
Empleo
LIX 63 1 160 Extracción de Cu de sol. amoniacales (Ni, Co).
LIX 64 3 160-200 Extracción de cobre de soluciones levemente
ácidas
LIX 64 N 4 - 10 140-160 Idem anterior; pero selectivo para Cu++ sobre
ión férrico.
LIX 70 30-40 200-400 En soluciones altamente ácidas o con alta
conc. de cobre y selectivo sobre Fe+3
LIX 71 (73) 10-15 220-230 Soluciones aciduladas de cobre y selectivo
sobre Fe+3
SME-529 4-10 150-160 Similar LIX 64 N
ACORGA
P-5100
3-10 170-175 En soluciones diluidas y/o concentrasos en
cobre y selectivo sobre Fe+3
KELEX 100 >13 160-225 Extracción de cobre de soluciones ácidas y
selectivo sobre Fe+3
LIX 34 4-10 140-170 Para soluciones pobres en cobre, de alto
hierro. Alta selectividad.
20/01/2013 Ing. Henry G. Polanco Cornejo 70
Diluyentes
• El diluyente suele ser un hidrocarburo u otra substancia inmiscible con el agua y sus propiedades son:
• Debe ser capaz de disolver el reactivo de extracción, tanto libre como en forma de complejo metálico.
• Solubilidad en la fase acuosa muy pequeña, para evitar o disminuir las pérdidas por disolución en la fase acuosa.
• Mezclarse bien con el reactivo de extracción para disminuir su viscosidad y facilitar el contacto entre fases.
• Estabilidad química en un amplio margen de condiciones de operación.
• Punto de inflamación alto, para evitar riesgos de incendios.
• No tener toxicidad para no presentar peligros durante la operación, y de bajo costo.
20/01/2013 Ing. Henry G. Polanco Cornejo 71

Ing. Henry G. Polanco Cornejo 7220/01/2013
20/01/2013 Ing. Henry G. Polanco Cornejo 73

Cementación• La cementación involucra una reacción por contacto o precipitación
electroquímica de un metal desde una solución acuosa por otro metal más electropositivo
• Un metal, más noble, que se encuentra en la forma iónica en solución, desplaza en su estado sólido, a un metal menos noble que se pone en contacto con dicha solución
20/01/2013 Ing. Henry G. Polanco Cornejo 74
NmMnMnNm mn +→+ ++
20/01/2013 Ing. Henry G. Polanco Cornejo 75
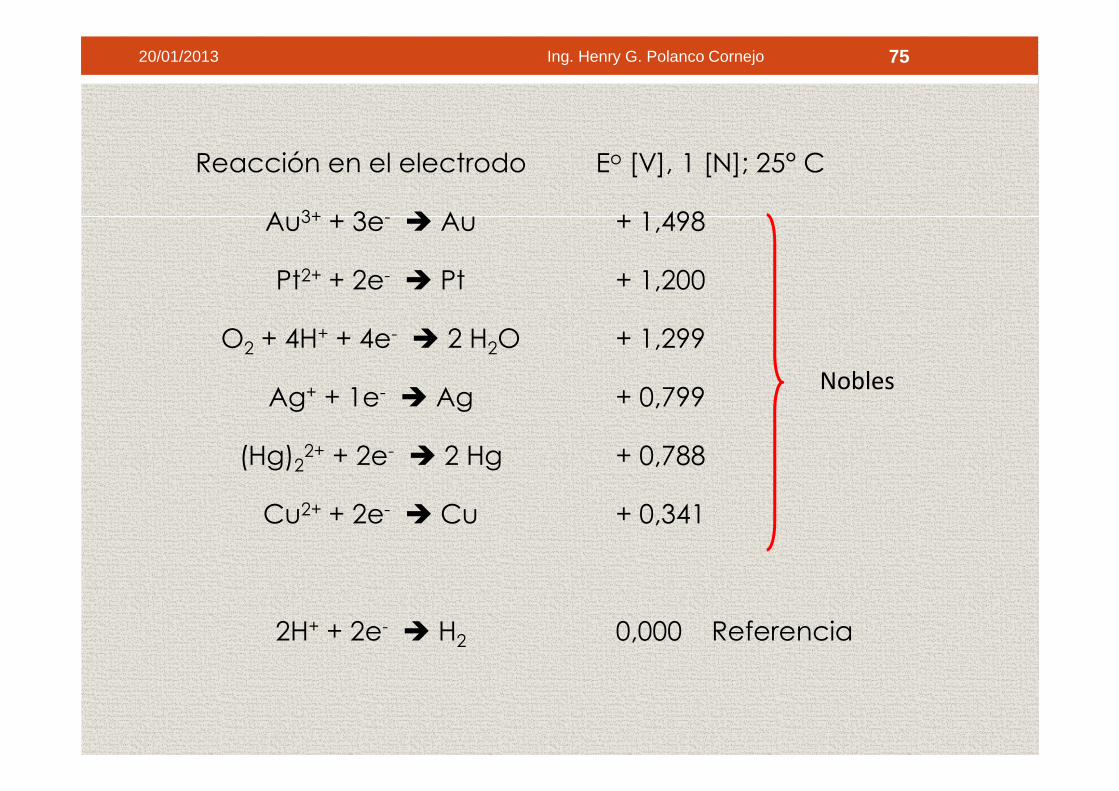
Reacción en el electrodo Eo [V], 1 [N]; 25° C
Au3+ + 3e- � Au + 1,498
Pt2+ + 2e- � Pt + 1,200
O2 + 4H+ + 4e- � 2 H2O + 1,299
Ag+ + 1e- � Ag + 0,799
(Hg)22+ + 2e- � 2 Hg + 0,788
Cu2+ + 2e- � Cu + 0,341
2H+ + 2e- � H2 0,000 Referencia
Nobles
20/01/2013 Ing. Henry G. Polanco Cornejo 76
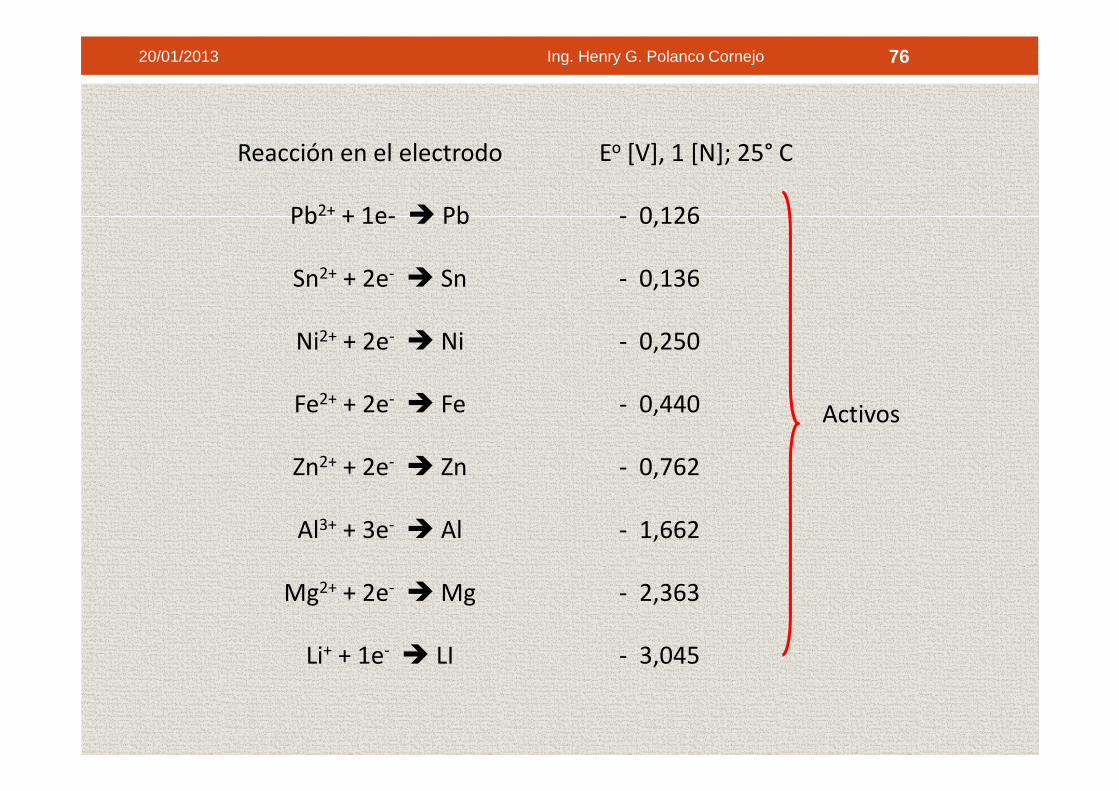
Reacción en el electrodo Eo [V], 1 [N]; 25° C
Pb2+ + 1e- � Pb - 0,126
Sn2+ + 2e- � Sn - 0,136
Ni2+ + 2e- � Ni - 0,250
Fe2+ + 2e- � Fe - 0,440
Zn2+ + 2e- � Zn - 0,762
Al3+ + 3e- � Al - 1,662
Mg2+ + 2e- � Mg - 2,363
Li+ + 1e- � LI - 3,045
Activos
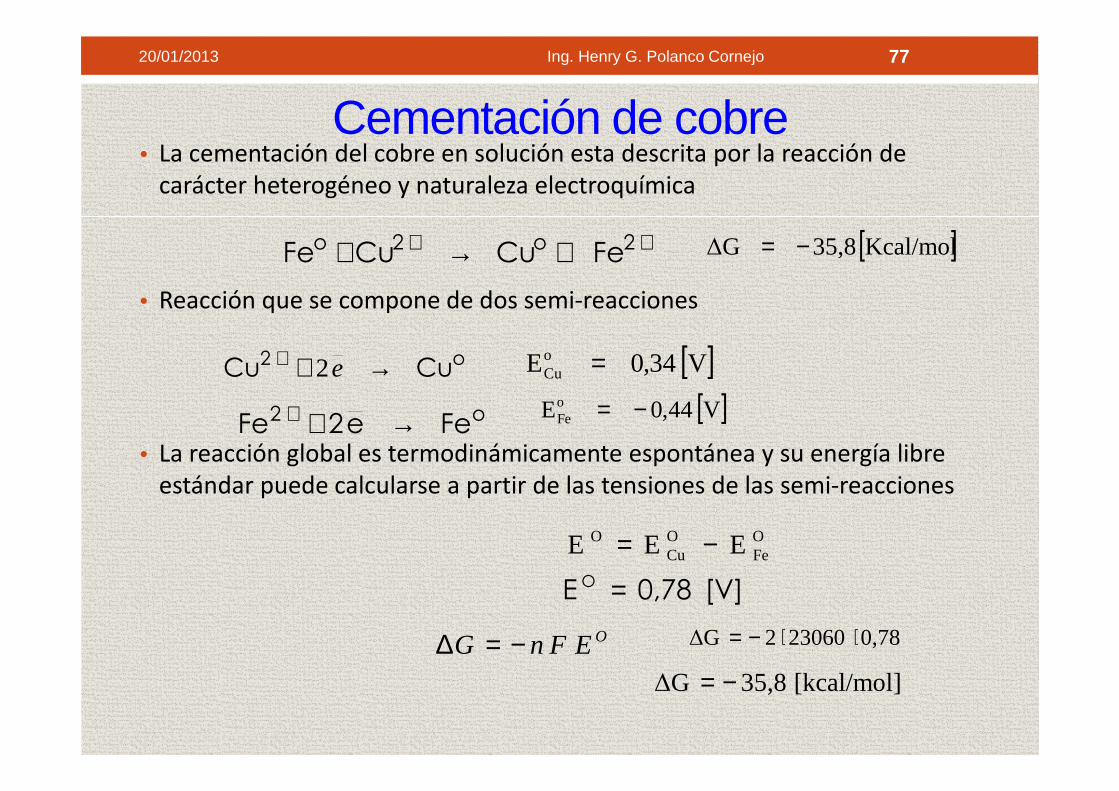
Cementación de cobre• La cementación del cobre en solución esta descrita por la reacción de
carácter heterogéneo y naturaleza electroquímica
• Reacción que se compone de dos semi-reacciones
• La reacción global es termodinámicamente espontánea y su energía libre estándar puede calcularse a partir de las tensiones de las semi-reacciones
20/01/2013 Ing. Henry G. Polanco Cornejo 77
++ +→+ 2o2o FeCuCuFe [ ]Kcal/mol35,8∆G −=
o2 CuCu →++ e2 [ ]V34,0EoCu =
o2 Fee2Fe →++ [ ]V44,0EoFe −=
[V]0,78E O =
OFe
OCu
O EEE −=
OEFnG −=∆ 0,78230602∆G ⋅⋅−=
[kcal/mol]35,8∆G −=
Cementación de cobre• Consumo de Chatarra
• De la ecuación original, teóricamente se tiene que por cada mol de cobre cementado (63,54 [kg]) se debería consumir 1 mol de hierro (55,85 [kg]); por lo que el consumo teórico sería:
• En las operaciones industriales el coeficiente de consumo puede llegar a valores, incluso, del 250%, este coeficiente varía entre 1,25 a 2,5 [kg] de Fe debido a las reacciones secundarias.
20/01/2013 Ing. Henry G. Polanco Cornejo 78
0,88CudeKgFedeKg =
Acción del ion Férrico
OHFe2OH22Fe22
3
221 +→++++ +
[ ]Kcal/mol2,21∆G −=
++ →+ 23 Fe3oFeFe2 [ ]Kcal/mol4,54∆G −=
+++ +→+ 223 Fe2CuoCuFe2 [ ]Kcal/mol2,24∆G −=
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 79
Acción del oxigeno
OHCuH2OoCu2
2
221 +→+++ +
[ ]Kcal/mol1,41∆G −=
Acción del ácido
OHFeHOoFe2
2
221 +→++ ++2
[ ]Kcal/mol8,73∆G −=
2
2 HFeH2oFe +→++ +
[ ]Kcal/mol3,20∆G −=
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 80
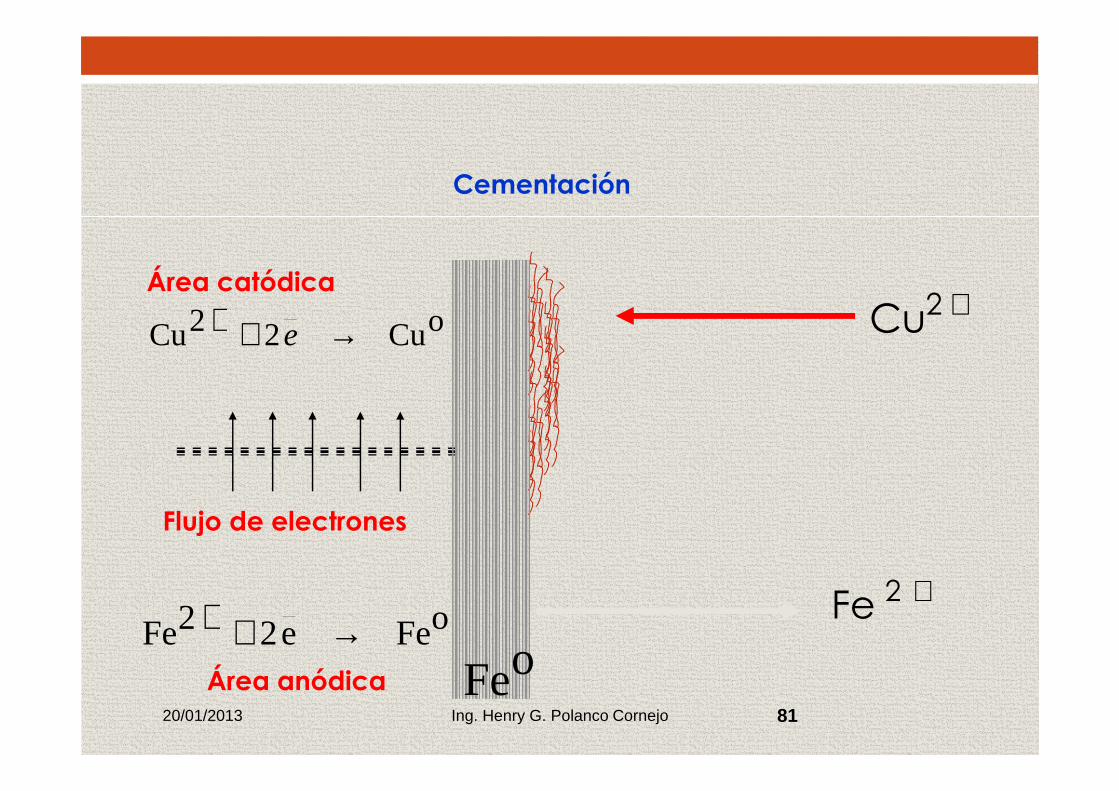
oCu22Cu →++ e
oFee22Fe →++
Área anódica
Área catódica
Flujo de electrones
+2Cu
+2Fe
oFe
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 81
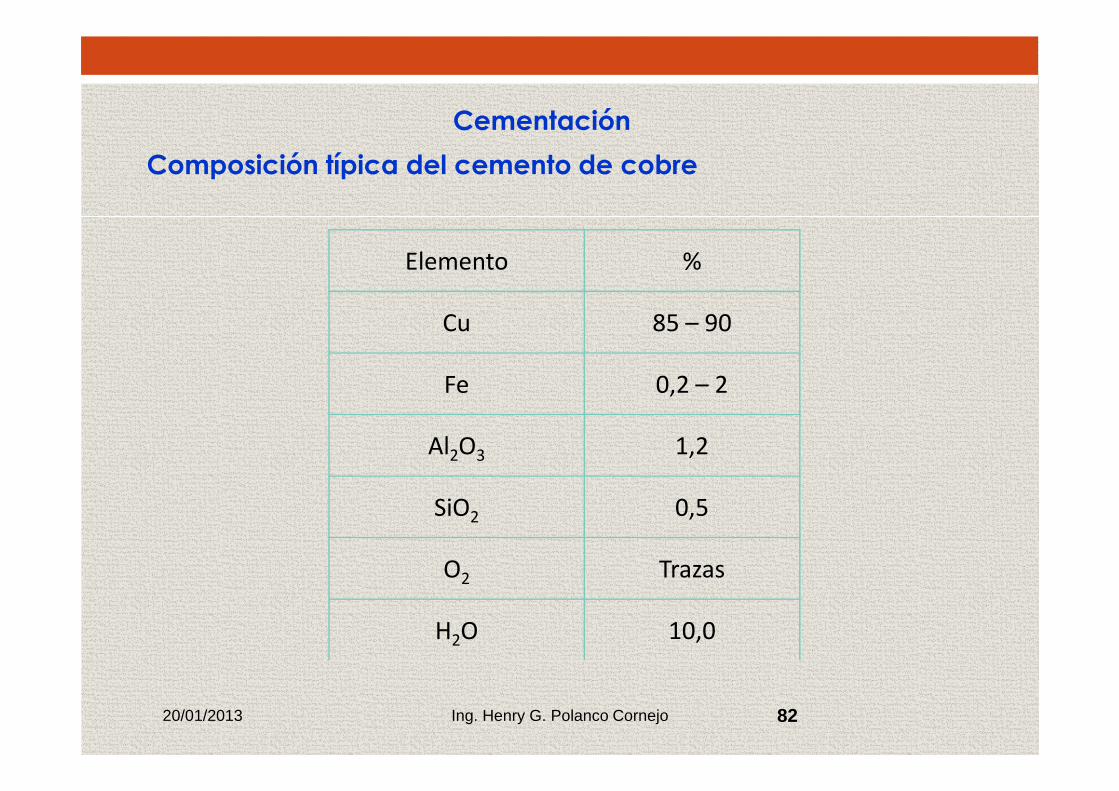
Elemento %
Cu 85 – 90
Fe 0,2 – 2
Al2O3 1,2
SiO2 0,5
O2 Trazas
H2O 10,0
Composición típica del cemento de cobre
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 82
Factores que afectan la velocidad de cementación.
� Naturaleza del depósito
� Concentración del metal noble sobre el depósito
� Temperatura
� Interacción partícula – partícula
� Agitación
� Cinética de reacciones laterales
� Chatarra precipitante
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 83

Tipos de reactores
1. Bateas (gravedad, activadas)
2. Tambores Rotatorios (horizontales, inclinados)
3. Cono Kennecott
4. Precipitador Denver
En general, la tendencia en el diseño guían a
• Tener alta capacidad de flujo
• Ser capaz de tratar soluciones variables
• Factibles de automatizar
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 84
Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 85

Cementación
20/01/2013 Ing. Henry G. Polanco Cornejo 86
Factores que afectan la velocidad decementación.
1) La diferencia de potencial del par galvánicoCuanto mayor es la diferencia de potencial del par galvánico, mas
rápido es el proceso.
2) La concentración del catión a cementarCuanto mayor es la concentración del metal a cementar mas
rápido es el proceso
3) La cantidad de oxígeno disuelta en el lixiviadola reducción efectiva que perseguimos obtener no se inicia hasta
que no se consume todo el oxígeno disuelto
20/01/2013 Ing. Henry G. Polanco Cornejo 87
4) El pHpH alto: formación de hidróxidos ---- bajas velocidades de
reducción ya que los hidróxidos deben descomponerseantes para que el catión se reduzca.
pH bajo tenemos un elevado consumo de cementante, ya que además del metal, también el H+ se reducirá
5) La superficie específica del cementante empleado
la etapa mas lenta es la deposición de las primeras partículas sobre las zonas catódicas.
.El metal cementante debe añadirse en forma de polvo, virutas, o incluso pletinas.
20/01/2013 Ing. Henry G. Polanco Cornejo 88
Tipos de reactores
1. Bateas (gravedad, activadas)
2. Tambores Rotatorios (horizontales, inclinados)
3. Cono Kennecott
4. Precipitador Denver
Tendencia en el diseño:
• Tener alta capacidad de flujo
• Ser capaz de tratar soluciones variables
• Factibles de automatizar
20/01/2013 Ing. Henry G. Polanco Cornejo 89

Electrodeposición de cobre• La aplicación industrial a comienzos del siglo XX. En 1912 en Chuquicamata. En
1968, por primera vez, (LIX-SX-EW)
• La electroobtención consiste en aplicar corriente que circula de ánodo a cátodo a través del sulfato cobre (electrolito)
• La tecnología actual contempla el uso de cátodos permanentes de acero inoxidable 316L o cobre y ánodos Pb-Ca-Sn.
• El electrolito presenta por lo general la siguiente composición química:
• aditivos para mejorar el depósito catódico (Guar), y para disminuir la corrosión anódica
20/01/2013 Ing. Henry G. Polanco Cornejo 90
Cobre : 40 – 48 g/L Fe total : 0,5 – 1,5 g/L
Ácido : 140 – 180 g/L Cloruro : < 30 ppm
Mn : 30 – 80 ppm
� Guar : 100 – 300 (gr/ton Cu)� Sulfato de Cobalto : 100 – 200 (gr/ton Cu)
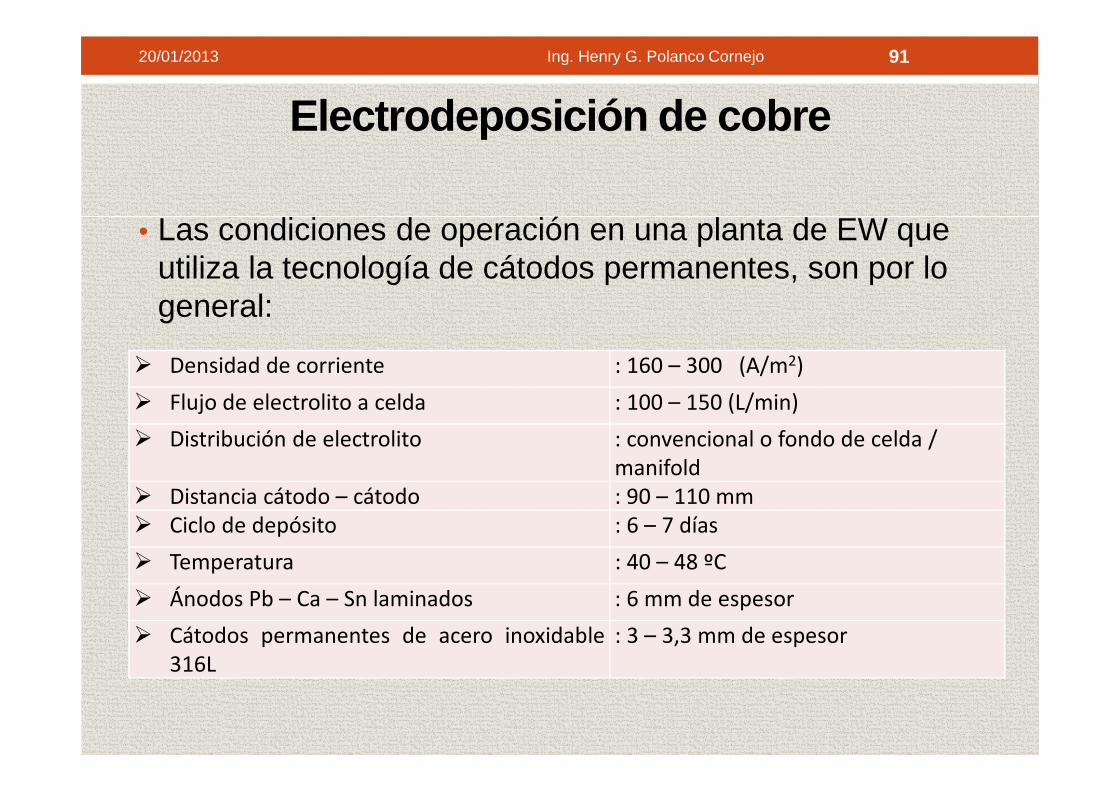
• Las condiciones de operación en una planta de EW que utiliza la tecnología de cátodos permanentes, son por lo general:
20/01/2013 Ing. Henry G. Polanco Cornejo 91
� Densidad de corriente : 160 – 300 (A/m2)
� Flujo de electrolito a celda : 100 – 150 (L/min)
� Distribución de electrolito : convencional o fondo de celda / manifold
� Distancia cátodo – cátodo : 90 – 110 mm� Ciclo de depósito : 6 – 7 días
� Temperatura : 40 – 48 ºC
� Ánodos Pb – Ca – Sn laminados : 6 mm de espesor
� Cátodos permanentes de acero inoxidable316L
: 3 – 3,3 mm de espesor
Electrodeposición de cobre
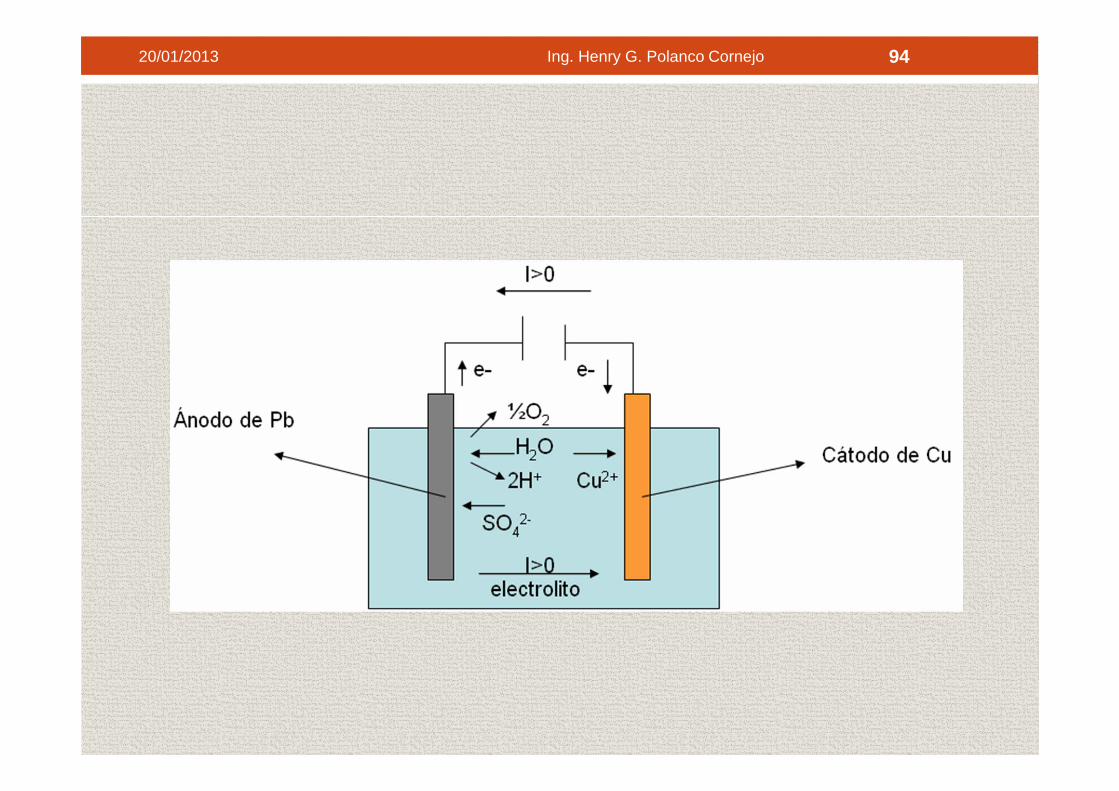
• Reacciones y electrodos en el proceso de electroobtención de cobre
• Reacción Catódica
• Es la deposición de cobre: Cu+2 + 2e → Cuº E° = 0.34 VENH
• Dependiendo de las condiciones de trabajo, ocurre: H+ + e → ½ H2 E° = 0
• Reacción Anódica
• El ánodo no participa en la reacción, actúa como soporte electrónico:
H2O → ½ O2 + 2H+ + 2e E° = 1.23 VENH
• La reacción global sería: Cu+2 + H2O → Cuº + ½ O2 + 2 H+ Eº = -0,89 VENH
• El efecto del proceso de EW consiste en disminuir la concentración de cobre y aumentar la concentración de ácido.
20/01/2013 Ing. Henry G. Polanco Cornejo 92
Electrodeposición de cobre
• Los ánodos: Pb-Ca-Sn, requerimientos que debe tener: • Estabilidad química, Buenas propiedades mecánicas,
Catalítico de la reacción principal, Buen conductor electrónico y Menor precio posible, Ánodos = f (precio ⇔⇔⇔⇔ calidad)
• Los cátodos: La plancha del electrodo es de acero inoxidable 316L o cobre. El espesor es de 3 – 3,3 mm
20/01/2013 Ing. Henry G. Polanco Cornejo 93
Electrodeposición de cobre
20/01/2013 Ing. Henry G. Polanco Cornejo 94

PROCESO HYDROCOPPER• La lixiviación de concentrado de cobre se lleva a cabo en un sistema en
contracorriente:
• La operación es a presión atmosférica y a temperatura de 80 -100 °C• La solución de cloruro de sodio es cercana a la saturación (280 g/l)
• Estanques reactores agitados y espesadores
• Cada tanque de lixiviación contiene un espesador para la separación desólido/líquido
• La descarga del espesador de la ultima etapa es el residuo final de lalixiviación.
• El tiempo total típico de retención de sólidos es de 10 – 20 horas
• La recuperación de la lixiviación de cobre es de 98 % o más (dependiendo dela mineralogía)
• El residuo de lixiviación es filtrado y lavado en un filtro de vacío
• El azufre se recupera principalmente en los residuos de la lixiviación, comoazufre elemental, junto con arsenato férrico, silicio, piritas y hierro comohematita
20/01/2013 Ing. Henry G. Polanco Cornejo 95
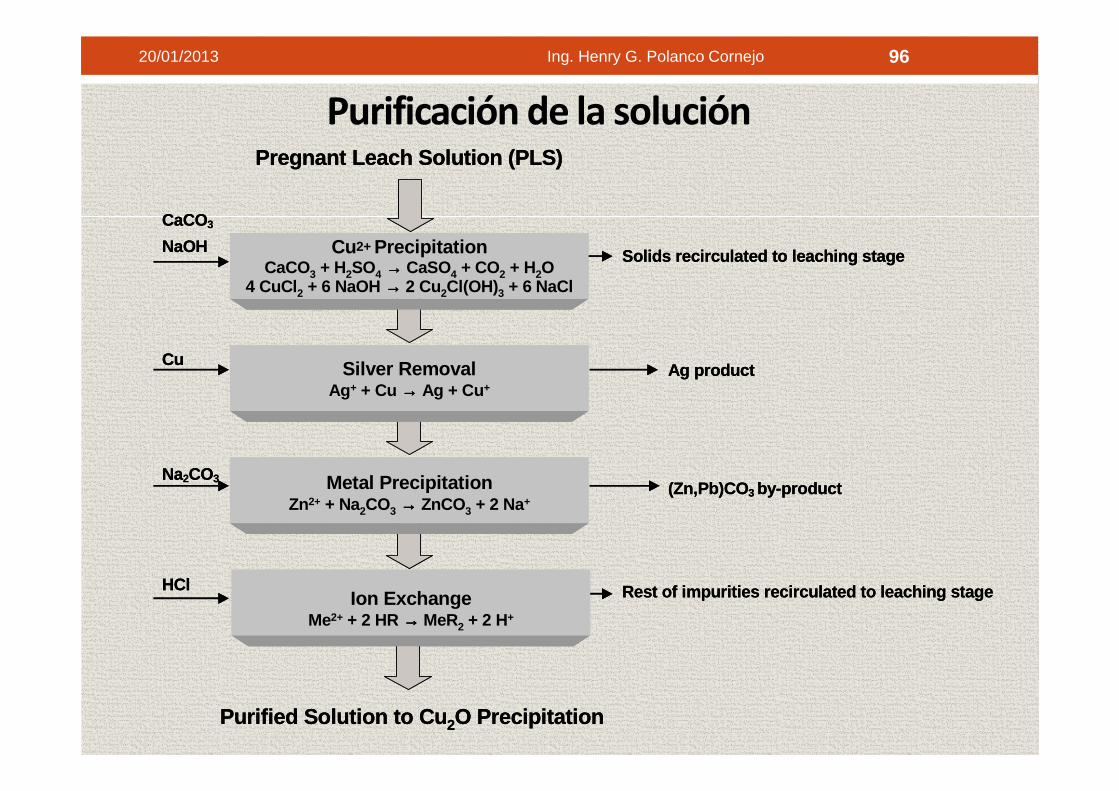
Purificación de la solución
20/01/2013 Ing. Henry G. Polanco Cornejo 96
Silver RemovalAg+ + Cu →→→→ Ag + Cu +
CuAg product
Metal PrecipitationZn2+ + Na2CO3 →→→→ ZnCO3 + 2 Na+
Na2CO3(Zn,Pb)CO3 by-product
Cu2+ PrecipitationCaCO3 + H2SO4 →→→→ CaSO4 + CO2 + H2O
4 CuCl 2 + 6 NaOH →→→→ 2 Cu2Cl(OH)3 + 6 NaCl
CaCO3
NaOH Solids recirculated to leaching stage
Ion ExchangeMe2+ + 2 HR →→→→ MeR2 + 2 H+
Rest of impurities recirculated to leaching stageHCl
Pregnant Leach Solution (PLS)
Purified Solution to Cu 2O Precipitation
Silver RemovalAg+ + Cu →→→→ Ag + Cu +
CuAg product
Metal PrecipitationZn2+ + Na2CO3 →→→→ ZnCO3 + 2 Na+
Na2CO3(Zn,Pb)CO3 by-product
Cu2+ PrecipitationCaCO3 + H2SO4 →→→→ CaSO4 + CO2 + H2O
4 CuCl 2 + 6 NaOH →→→→ 2 Cu2Cl(OH)3 + 6 NaCl
CaCO3
NaOH Solids recirculated to leaching stage
Ion ExchangeMe2+ + 2 HR →→→→ MeR2 + 2 H+
Rest of impurities recirculated to leaching stageHCl
Pregnant Leach Solution (PLS)
Purified Solution to Cu 2O Precipitation
Oxidacion de la solucion cuprosa
• La mitad de la solución proveniente de la lixiviación de concentrado sealimenta al reactor de lixiviación, donde la solución cuprosa es oxidada acúprica por el cloro gaseoso
• 2 Cu+ + Cl2 → 2 Cu2+ + 2 Cl-
• La reacción es muy rápida y se lleva a cabo en dos reactores agitados
• La solución oxidada se alimenta al tanque de lixiviación de concentrado encontracorriente.
20/01/2013 Ing. Henry G. Polanco Cornejo 97

Precipitación del oxido cuproso
• El oxido cuproso es precipitado con la reacción del hidróxido de sodio y lasolución de cloruro cuproso, a un pH = = 9 – 10
• 2 CuCl + 2 NaOH = Cu2O + 2 NaCl + H2
• Las impurezas en la solución purificada de cloruro cuproso debe ser menora 0.1 mg/l
• Polvo de Oxido de Cobre
20/01/2013 Ing. Henry G. Polanco Cornejo 98
Electrolisis cloro-alcalina
• La solución de cloruro de sodio (NaCl) obtenida desde la precipitación del oxidocuproso (Cu2O) es alimentada dentro de una membrana de electrolisis cloroalcalina
• 2 NaCl + 2 H2O = 2 NaOH + Cl2 + H2
• Los productos de la electrolisis son recirculados a:
• NaOH a la precipitación de Cu2O
• H2 a la reducción de Cu2O
• Cl2 a la oxidación de cuproso a cuprico antes de la lixiviación
½ Cl2 + Cu+ = Cu2+ + Cl-
• El oxido de cobre es reducido con hidrogeno a 700°C en un horno de correas.
20/01/2013 Ing. Henry G. Polanco Cornejo 99
20/01/2013 Ing. Henry G. Polanco Cornejo 100
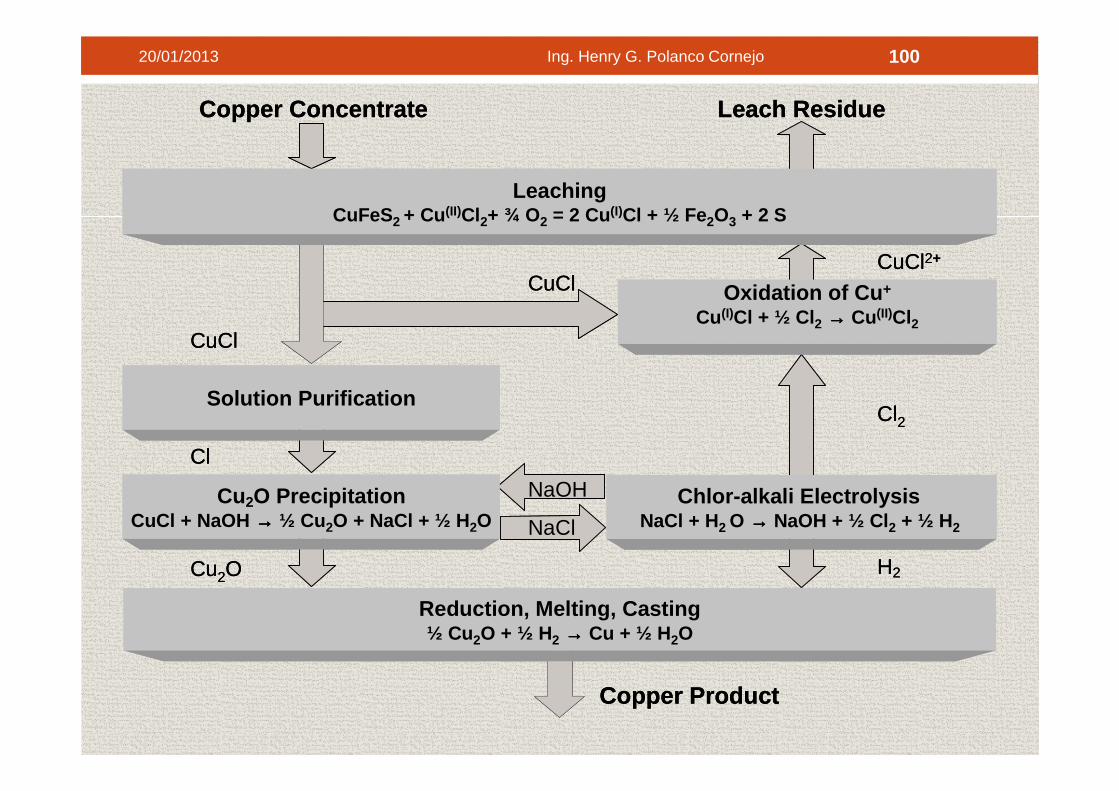
Reduction, Melting, Casting½ Cu2O + ½ H2 →→→→ Cu + ½ H2O
Oxidation of Cu +
Cu(I)Cl + ½ Cl2 →→→→ Cu(II)Cl2
Chlor-alkali ElectrolysisNaCl + H2 O →→→→ NaOH + ½ Cl2 + ½ H2
Cu2O PrecipitationCuCl + NaOH →→→→ ½ Cu2O + NaCl + ½ H2O
Copper Concentrate Leach Residue
CuCl
Copper Product
NaCl
H2
LeachingCuFeS2 + Cu(II)Cl2+ ¾ O2 = 2 Cu(I)Cl + ½ Fe2O3 + 2 S
Cl2
Cu2O
CuCl2+
CuCl
Solution Purification
Cl
CuCl
NaOH
Reduction, Melting, Casting½ Cu2O + ½ H2 →→→→ Cu + ½ H2O
Oxidation of Cu +
Cu(I)Cl + ½ Cl2 →→→→ Cu(II)Cl2
Chlor-alkali ElectrolysisNaCl + H2 O →→→→ NaOH + ½ Cl2 + ½ H2
Cu2O PrecipitationCuCl + NaOH →→→→ ½ Cu2O + NaCl + ½ H2O
Copper Concentrate Leach Residue
CuCl
Copper Product
NaCl
H2
LeachingCuFeS2 + Cu(II)Cl2+ ¾ O2 = 2 Cu(I)Cl + ½ Fe2O3 + 2 S
Cl2
Cu2O
CuCl2+
CuCl
Solution Purification
Cl
CuCl
NaOH
20/01/2013 Ing. Henry G. Polanco Cornejo 101
20/01/2013 Ing. Henry G. Polanco Cornejo 102
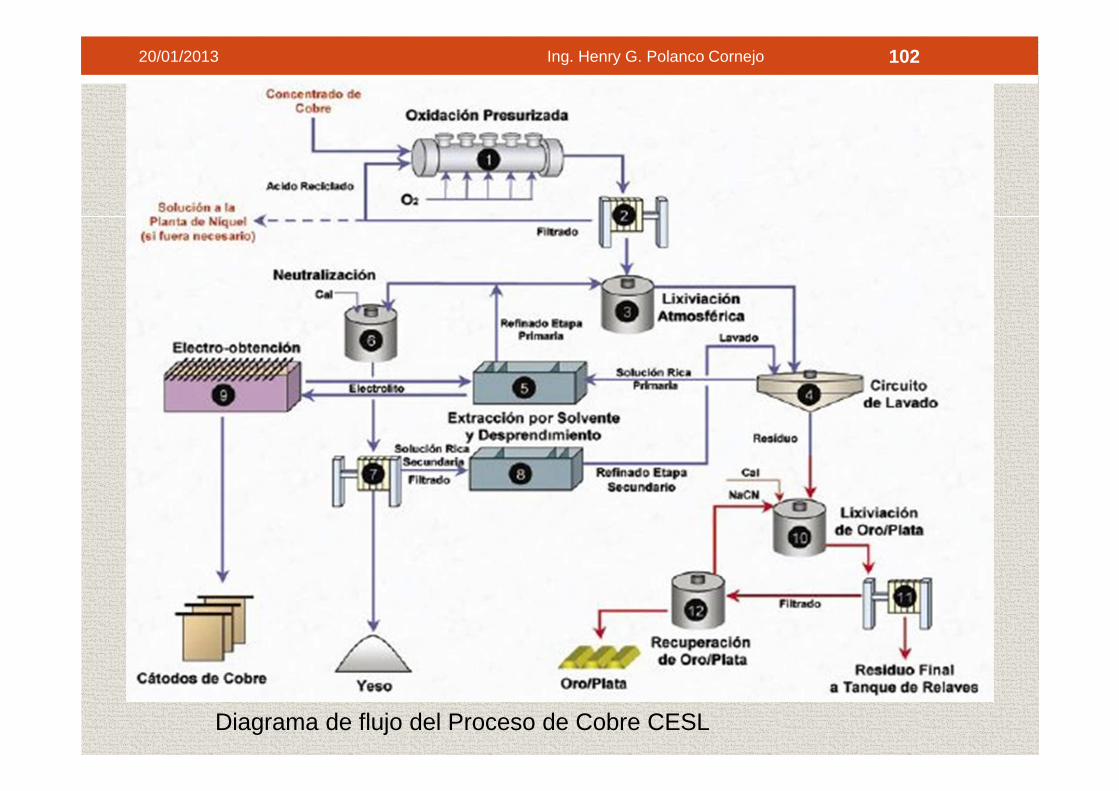
Diagrama de flujo del Proceso de Cobre CESL
20/01/2013
Ing. Henry G. Polanco Cornejo
103
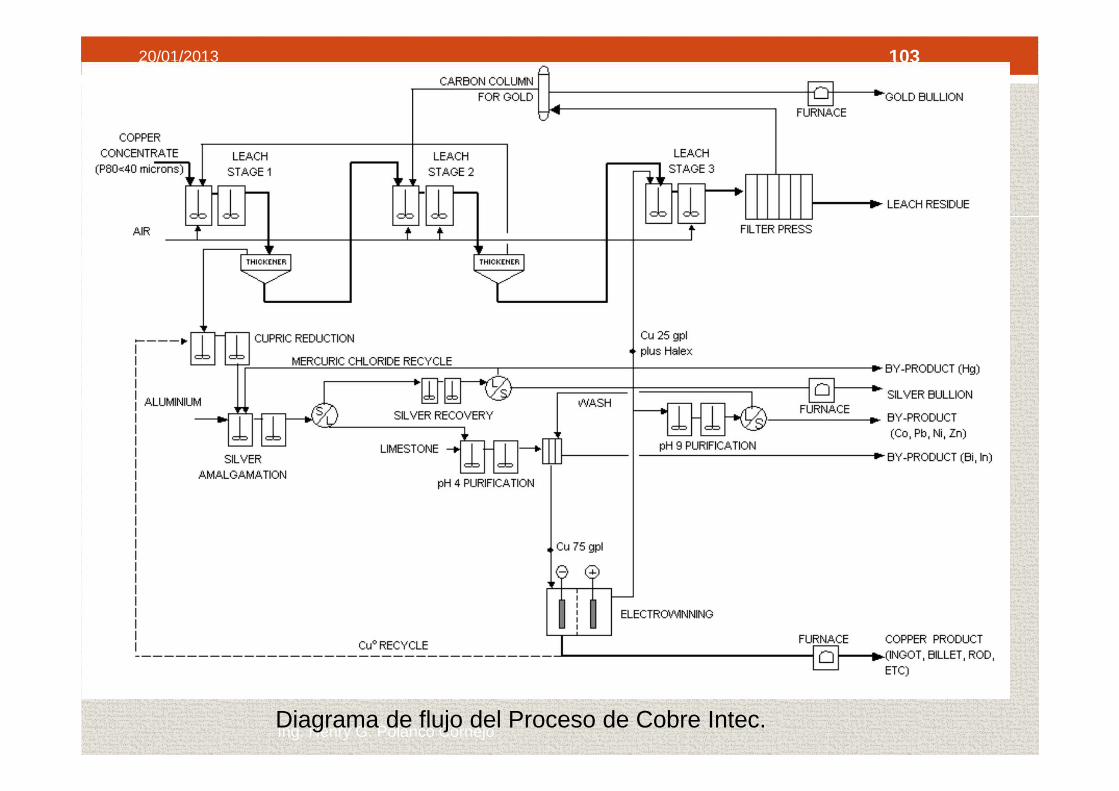
Diagrama de flujo del Proceso de Cobre Intec.