11. desgaste de herramientas -...
TRANSCRIPT

11. Desgaste de 11. Desgaste de herramientasherramientas
Contenido:1. Desgaste de herramientas2. Medida del desgaste3. Ensayos de duración de herramientas
Desgaste de herramientasDesgaste de herramientas
•
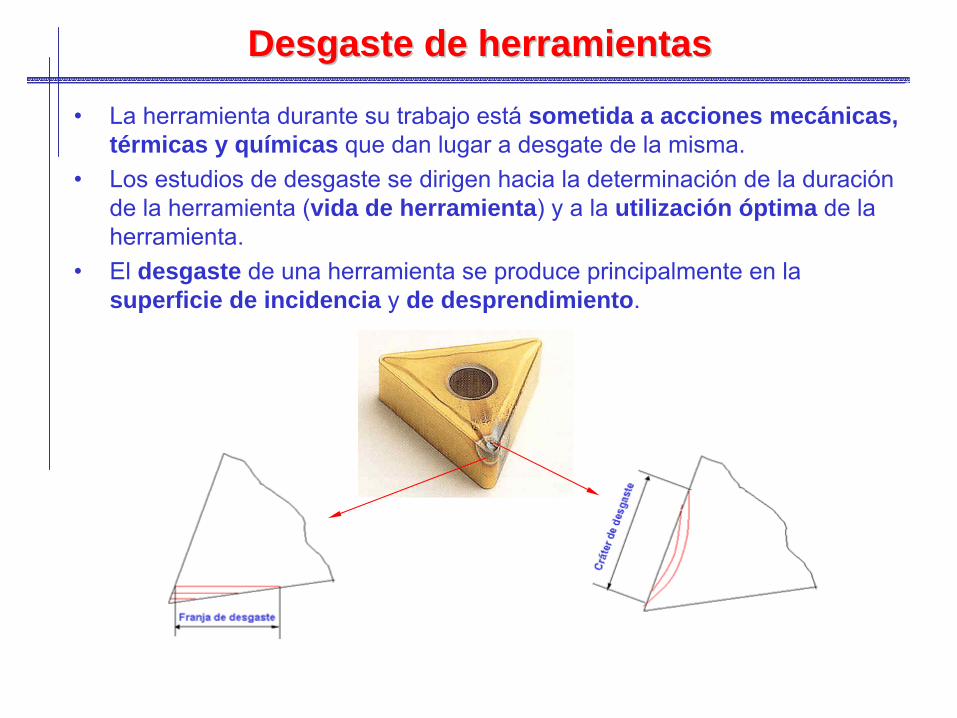
La herramienta durante su trabajo está
sometida a acciones mecánicas, térmicas y químicas que dan lugar a desgate de la misma.
•
Los estudios de desgaste se dirigen hacia la determinación de la duración de la herramienta (vida de herramienta) y a la utilización óptima de la herramienta.
•
El desgaste de una herramienta se produce principalmente en la superficie de incidencia y de desprendimiento.
Mecanismos de desgasteMecanismos de desgaste
•
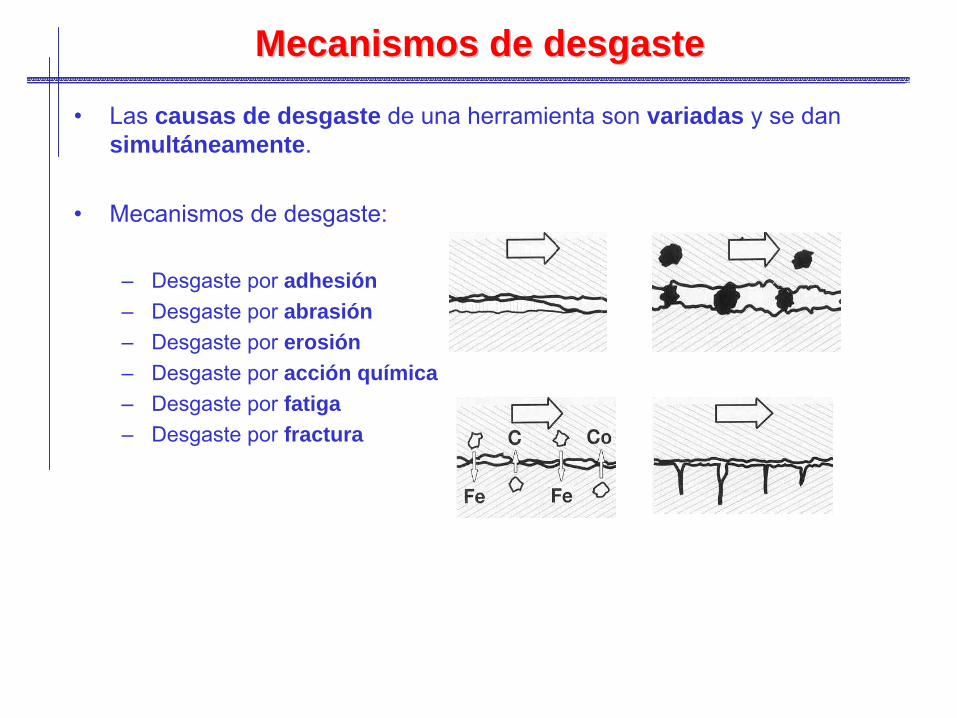
Las causas de desgaste de una herramienta son variadas y se dan simultáneamente.
•
Mecanismos de desgaste:
–
Desgaste por adhesión–
Desgaste por abrasión–
Desgaste por erosión–
Desgaste por acción química–
Desgaste por fatiga–
Desgaste por fractura
Desgaste por adhesiDesgaste por adhesióón In I
•
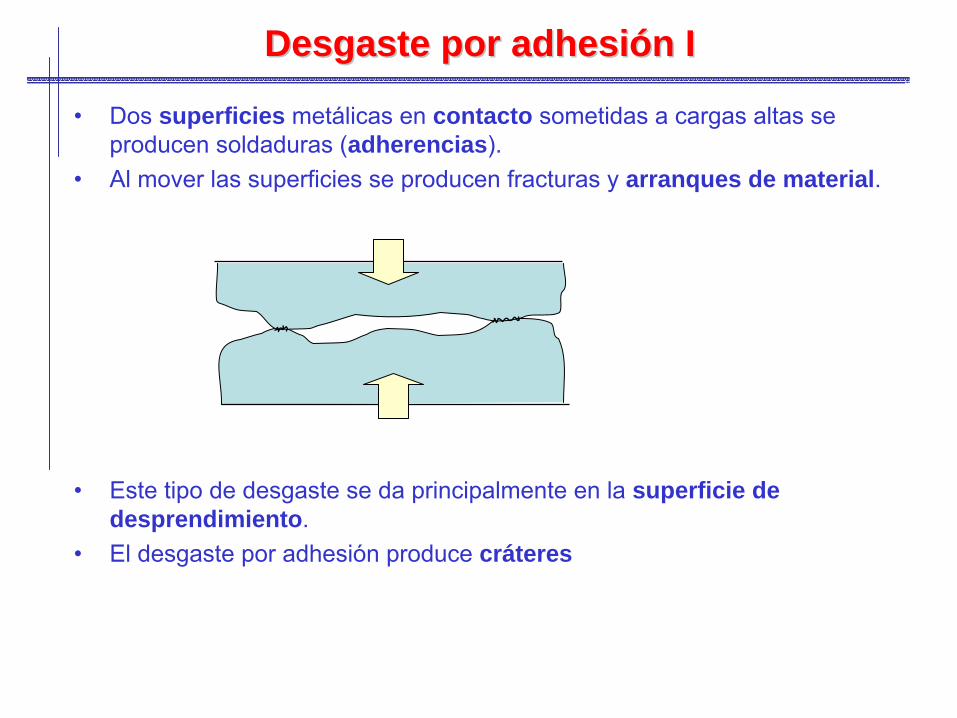
Dos superficies metálicas en contacto sometidas a cargas altas se producen soldaduras (adherencias).
•
Al mover las superficies se producen fracturas y arranques de material.
•
Este tipo de desgaste se da principalmente en la superficie de desprendimiento.
•
El desgaste por adhesión produce cráteres
•
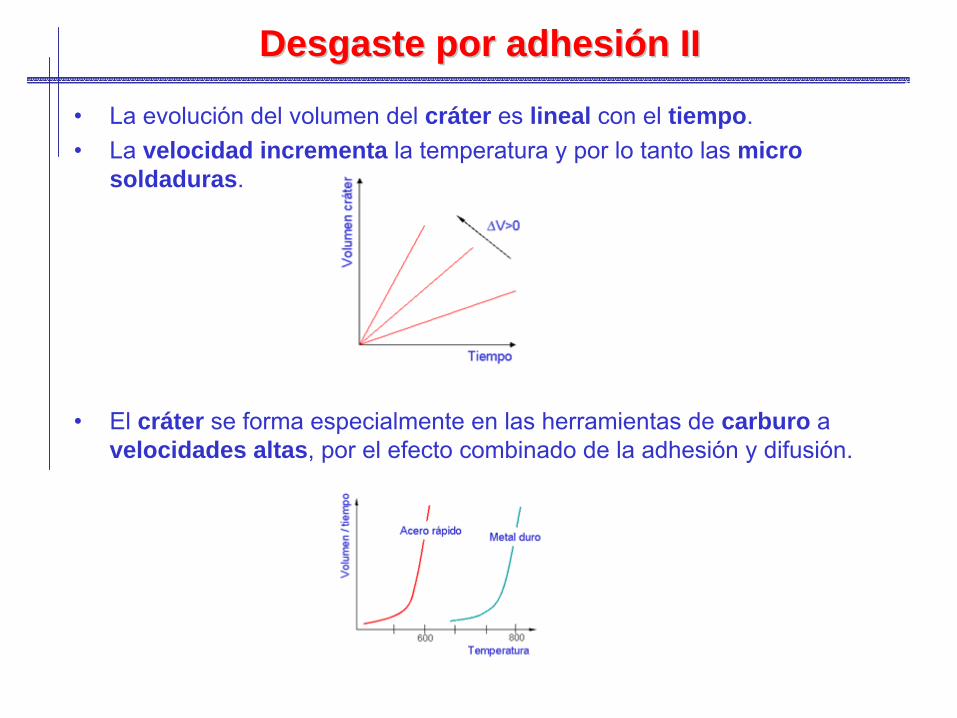
La evolución del volumen del cráter es lineal con el tiempo.•
La velocidad incrementa la temperatura y por lo tanto las micro soldaduras.
•
El cráter se forma especialmente en las herramientas de carburo a velocidades altas, por el efecto combinado de la adhesión y difusión.
Desgaste por adhesiDesgaste por adhesióón IIn II
Desgaste por adhesiDesgaste por adhesióón IIIn III
•
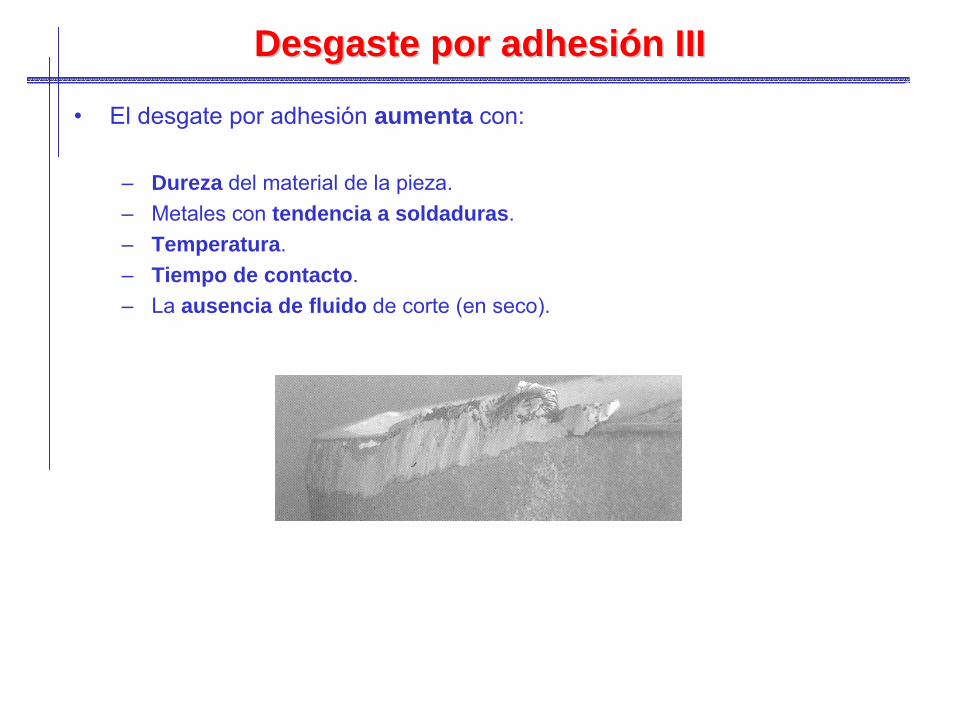
El desgate por adhesión aumenta con:
–
Dureza del material de la pieza.–
Metales con tendencia a soldaduras.–
Temperatura.–
Tiempo de contacto.–
La ausencia de fluido de corte (en seco).
Desgaste por abrasiDesgaste por abrasióón In I
•
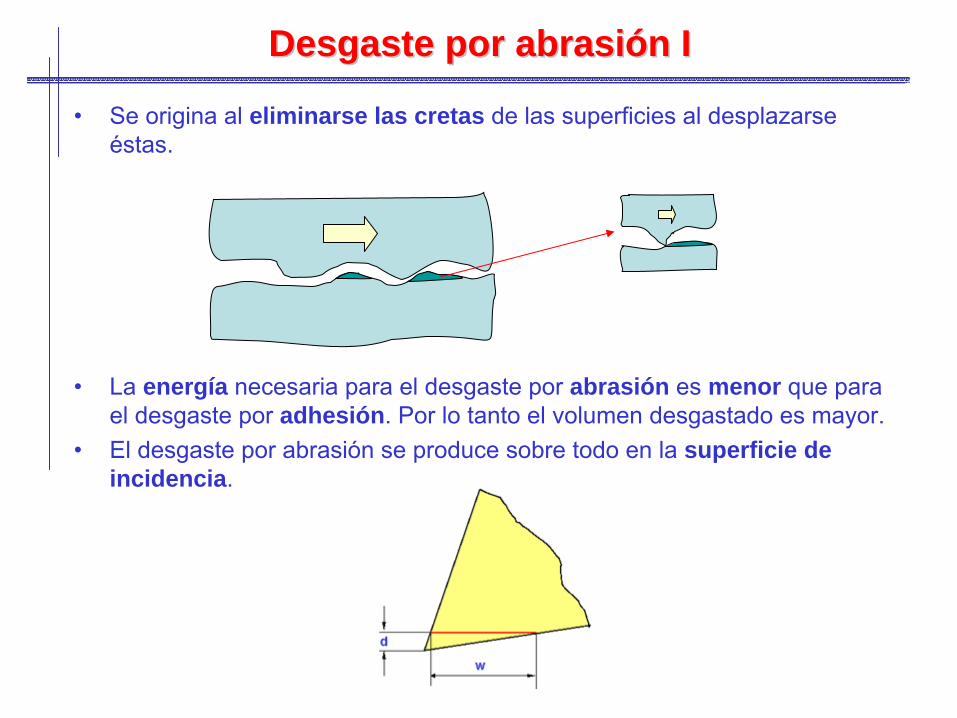
Se origina al eliminarse las cretas de las superficies al desplazarse éstas.
•
La energía necesaria para el desgaste por abrasión es menor que para el desgaste por adhesión. Por lo tanto el volumen desgastado es mayor.
•
El desgaste por abrasión se produce sobre todo en la superficie de incidencia.

Desgaste por abrasiDesgaste por abrasióón IIn II
Desgaste superficie de desprendimiento: crater
Desgaste por abrasiDesgaste por abrasióón IIIn III
•
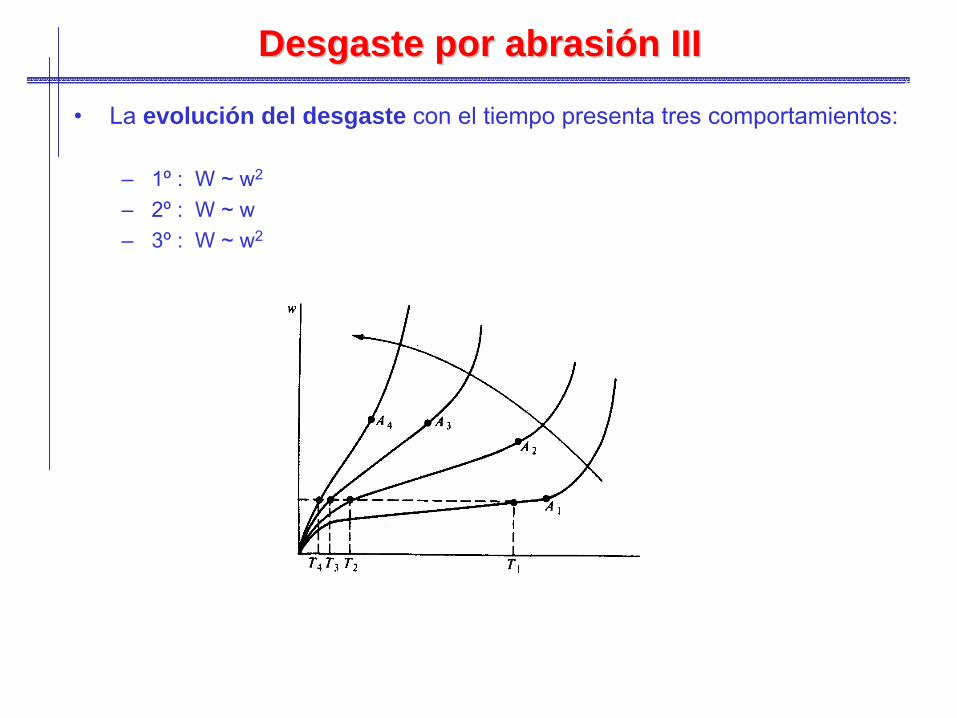
La evolución del desgaste con el tiempo presenta tres comportamientos:
–
1º
: W ~ w2
–
2º
: W ~ w–
3º
: W ~ w2

Desgaste por abrasiDesgaste por abrasióón IVn IV
Desgaste en superficie incidencia : franja de desgaste

Desgaste por erosiDesgaste por erosióónn
•
Es el desgaste producido por partículas duras suspendidas en un fluido.
•
Este desgaste es poco significativo.
Desgaste por acciDesgaste por accióón qun quíímica Imica I
•
Es deterioro del material debido a reacciones químicas con el material a mecanizar o sustancias del entorno.
•
Este desgaste es debido a:
–
Difusión•
A altas temperaturas se produce la emigración de átomos del material de la herramienta al de la pieza: Tungsteno de las herramientas de carburo pasa a la viruta descarburizándolas.
–
Oxidación–
Reacción química directa–
Corrosión galvánica–
Corrosión intersticial
•
El más importante es el desgaste por difusión.
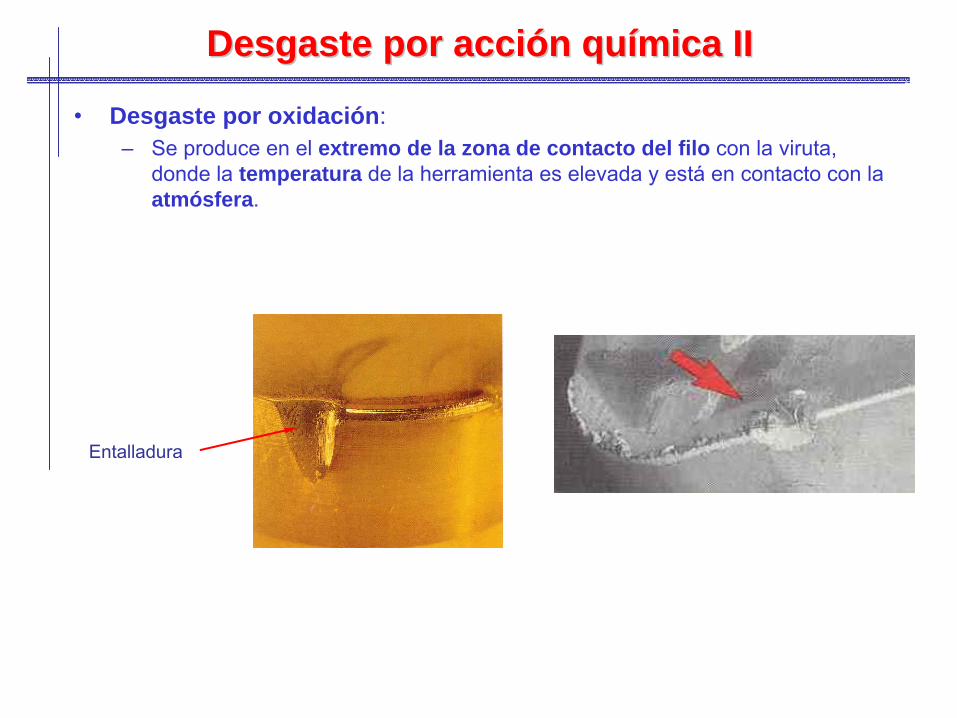
Desgaste por acciDesgaste por accióón qun quíímica IImica II
•
Desgaste por oxidación:–
Se produce en el extremo de la zona de contacto del filo con la viruta, donde la
temperatura de la herramienta es elevada y está
en contacto con la atmósfera.
Entalladura
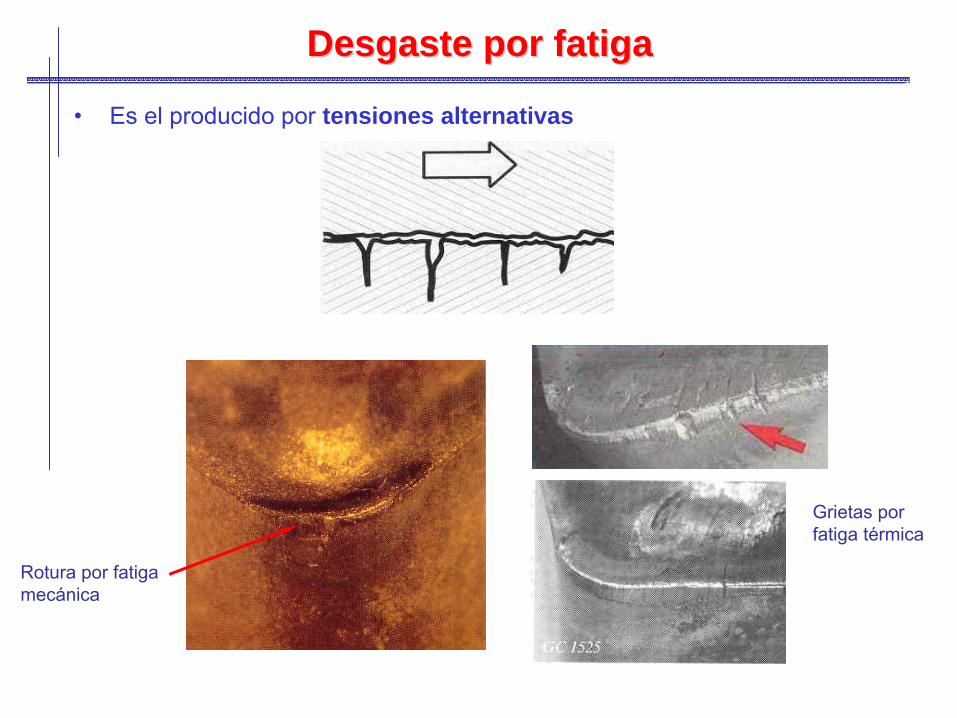
Desgaste por fatigaDesgaste por fatiga
•
Es el producido por tensiones alternativas
Rotura por fatiga mecánica
Grietas por fatiga térmica

Desgaste por fracturaDesgaste por fractura
•
El desgaste por fractura se produce por aplicación de tensiones elevadas en el filo debido a condiciones de corte muy severas.
•
En algunos casos es consecuencia de una fatiga térmica o mecánica previa.
Fractura intensa
Criterios de inutilidad ICriterios de inutilidad I
•
El criterio de inutilidad establece la pérdida de capacidad de corte de la herramienta.
•
La finalidad es establecer unas condiciones lo más objetivas y cuantitativas como sea posible.
•
Los criterios más utilizados son:
–
Tamaño de la franja de desgaste.–
Tamaño y situación de los cráteres.–
Valor de las fuerzas de corte.–
Valor del acabado superficial–
Valor de las desviaciones dimensionales.–
Aparición de grietas.–
Volumen de herramienta desgastado.–
Destrucción total de la herramienta.
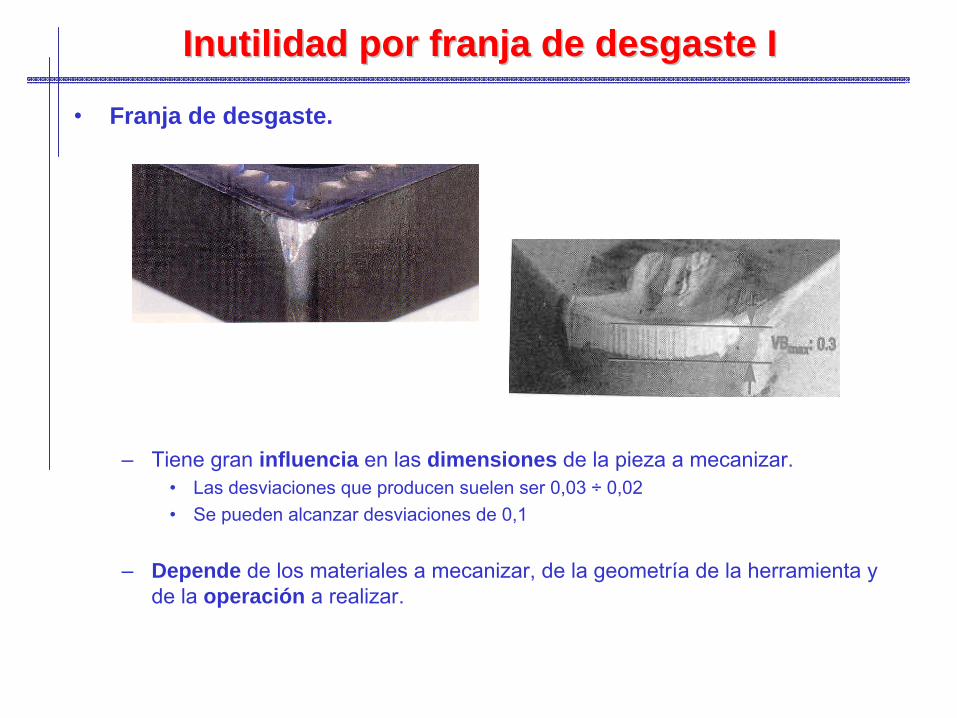
Inutilidad por franja de desgaste IInutilidad por franja de desgaste I
•
Franja de desgaste.
–
Tiene gran influencia en las dimensiones de la pieza a mecanizar.•
Las desviaciones que producen suelen ser 0,03 ÷
0,02•
Se pueden alcanzar desviaciones de 0,1
–
Depende de los materiales a mecanizar, de la geometría de la herramienta y de la operación a realizar.
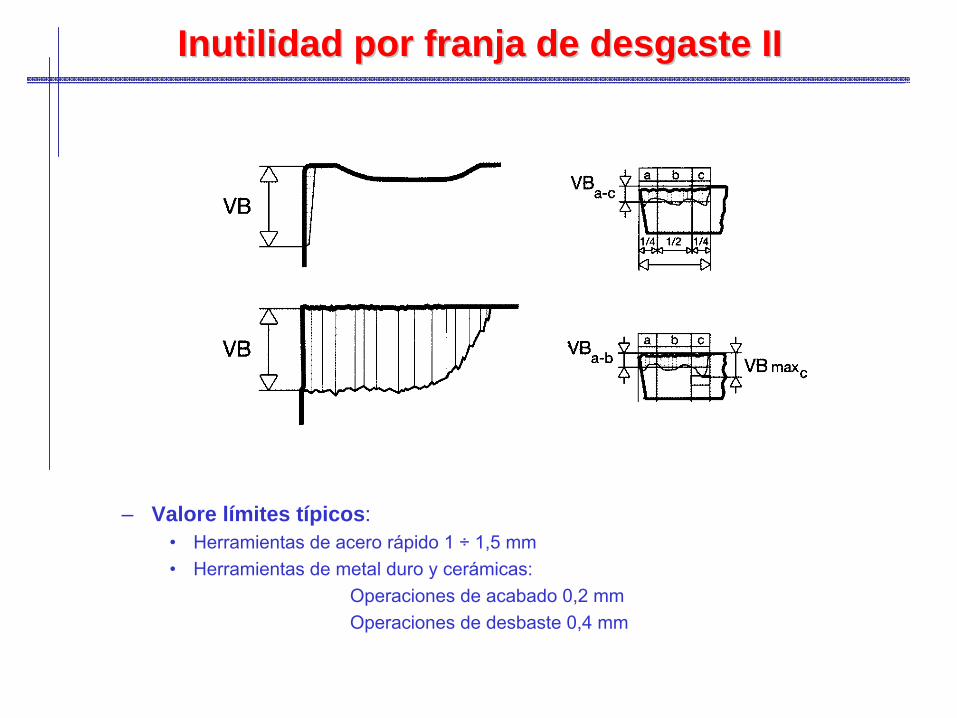
Inutilidad por franja de desgaste IIInutilidad por franja de desgaste II
–
Valore límites típicos:•
Herramientas de acero rápido 1 ÷
1,5 mm•
Herramientas de metal duro y cerámicas:Operaciones de acabado 0,2 mmOperaciones de desbaste 0,4 mm
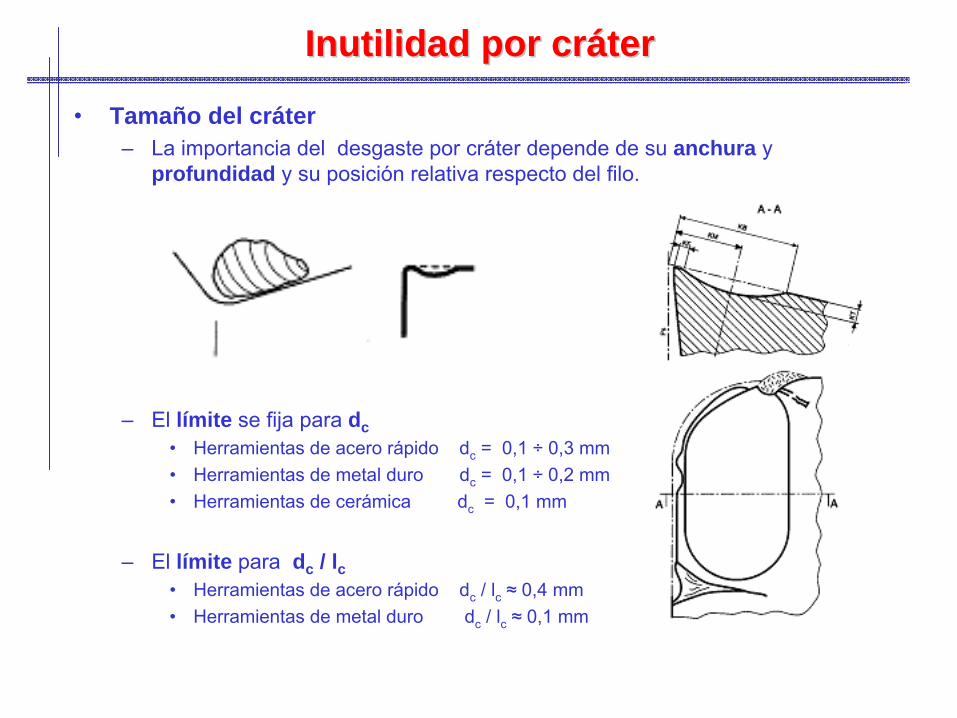
•
Tamaño del cráter–
La importancia del desgaste por cráter depende de su anchura y profundidad y su posición relativa respecto del filo.
–
El límite se fija para dc•
Herramientas de acero rápido dc
= 0,1 ÷
0,3 mm•
Herramientas de metal duro dc
= 0,1 ÷
0,2 mm•
Herramientas de cerámica dc
= 0,1
mm
–
El límite para
dc / lc•
Herramientas de acero rápido dc
/ lc
≈
0,4 mm•
Herramientas de metal duro dc
/ lc
≈
0,1
mm
Inutilidad por crInutilidad por crááterter

Inutilidad por fuerzasInutilidad por fuerzas
•
Fuerzas de corte
–
Las fuerzas de corte se
incrementan con el desgaste.–
Proporciona un método para la medida indirecta del desgaste.
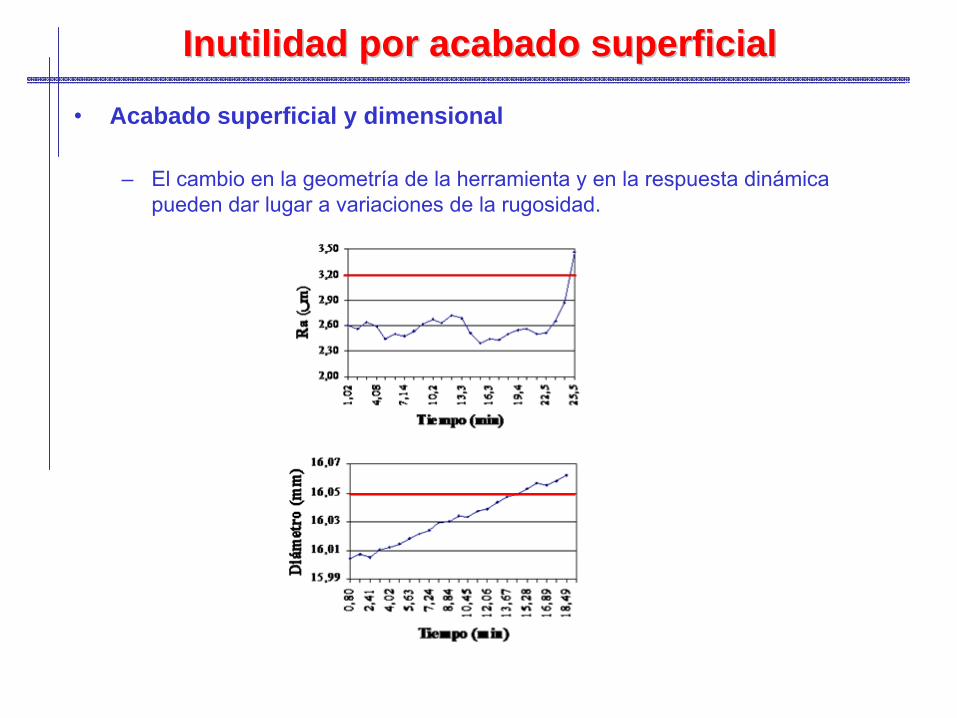
Inutilidad por acabado superficialInutilidad por acabado superficial
•
Acabado superficial y dimensional
–
El cambio en la geometría de la herramienta y en la respuesta dinámica pueden dar lugar a variaciones de la rugosidad.
Inutilidad por deterioro de la herramientaInutilidad por deterioro de la herramienta
•
Grietas en el filo
–
Son consecuencia de la
fatiga térmica y mecánica y suponen estados previos a la rotura de la herramienta
–
En este estado influye:•
Geometría de la herramienta (filo robusto).•
Afilado de la herramienta.•
Material de la pieza.•
Condiciones estacionarias del proceso.
•
Volumen de la herramienta desgastado.
–
Es una medida propia de laboratorio
Otros criterios de inutilidadOtros criterios de inutilidad
•
Volumen de la herramienta desgastado.
–
Es una medida propia de laboratorio
Medida de la duraciMedida de la duracióón de la herramientan de la herramienta
•
Vida de herramienta es la duración de la herramienta en condiciones de trabajo efectivo
•
La duración de la herramienta se mide en:
–
Tiempo de mecanizado:•
Tiempo real de corte (tiempo contacto herramienta -
pieza)•
Tiempo de mecanizado
–
Piezas producidas
–
Velocidad de corte
Ecuaciones de vida de herramienta IEcuaciones de vida de herramienta I
•
Las ecuaciones de vida de herramienta tratan de establecer una relación entre la duración y las principales variables del proceso.
•
Estas variables principales del proceso son:–
Velocidad de corte–
Avance–
Profundidad
•
Los parámetros principales son:–
Características del material a mecanizar:•
Dureza, resistencia, tratamientos sufridos, condiciones superficiales.–
Geometría de la herramienta:•
Filos más robustos: reducir χ γ–
Criterio de inutilidad utilizado (acabado)–
Utilización de fluidos de corte
Ecuaciones de vida de herramienta IIEcuaciones de vida de herramienta II
•
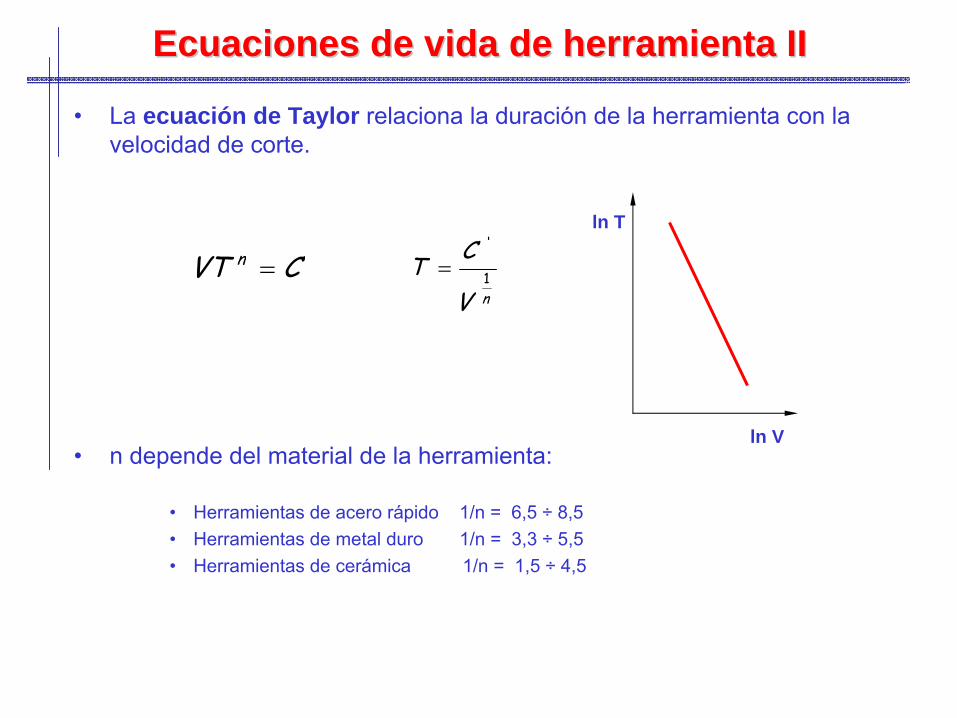
La ecuación de Taylor relaciona la duración de la herramienta con la velocidad de corte.
•
n depende del material de la herramienta:
•
Herramientas de acero rápido 1/n = 6,5 ÷
8,5•
Herramientas de metal duro 1/n = 3,3 ÷
5,5•
Herramientas de cerámica 1/n = 1,5 ÷
4,5
CVT n =nV
CT 1
'
=
ln V
ln T
Ecuaciones de vida de herramienta IIIEcuaciones de vida de herramienta III
•
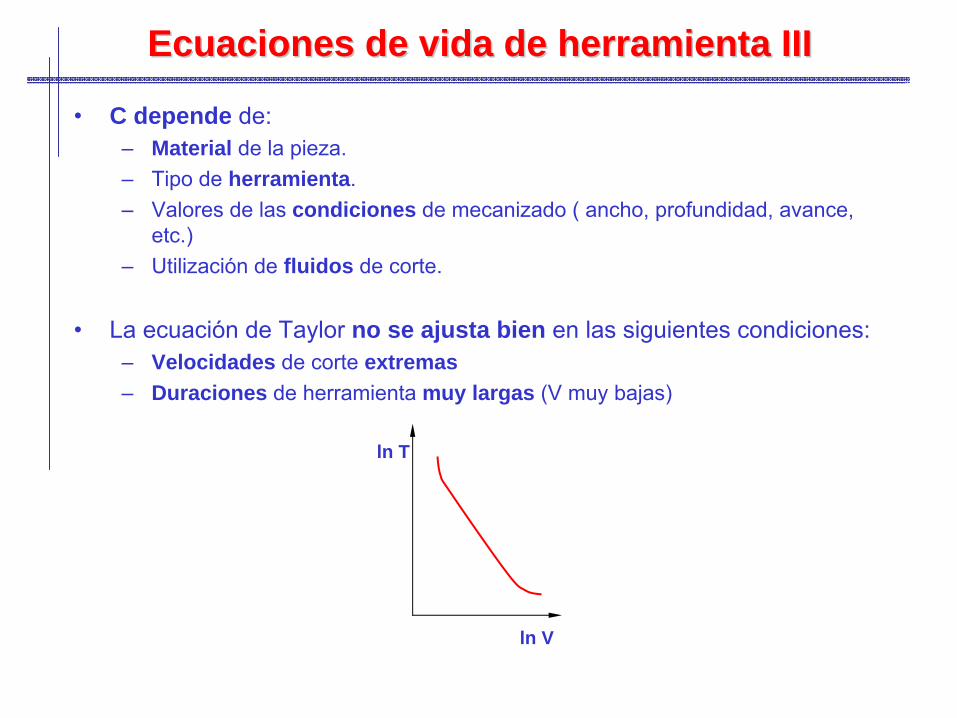
C depende de:–
Material de la pieza.–
Tipo de herramienta.–
Valores de las condiciones de mecanizado ( ancho, profundidad, avance, etc.)
–
Utilización de fluidos de corte.
•
La ecuación de Taylor no se ajusta bien en las siguientes condiciones:–
Velocidades de corte extremas–
Duraciones de herramienta muy largas (V muy bajas)
ln V
ln T
Ecuaciones de vida de herramienta IVEcuaciones de vida de herramienta IV
–
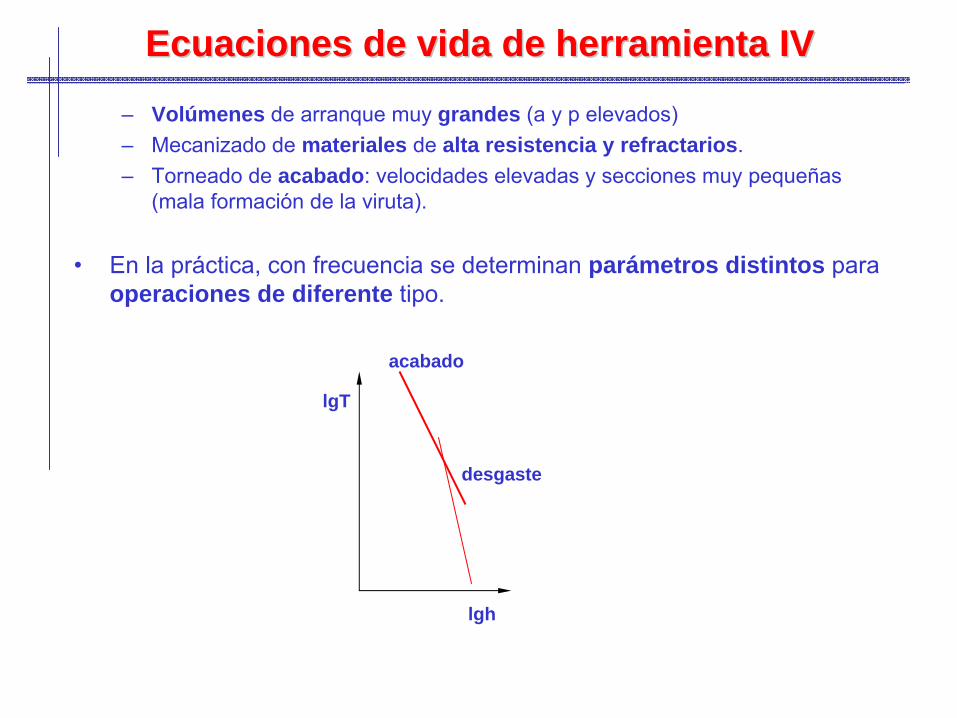
Volúmenes de arranque muy grandes (a y p elevados)–
Mecanizado de materiales de alta resistencia y refractarios.–
Torneado de acabado: velocidades elevadas y secciones muy pequeñas (mala formación de la viruta).
•
En la práctica, con frecuencia se determinan parámetros distintos para operaciones de diferente tipo.
lgh
lgT
acabado
desgaste
Ecuaciones de vida de herramienta VEcuaciones de vida de herramienta V
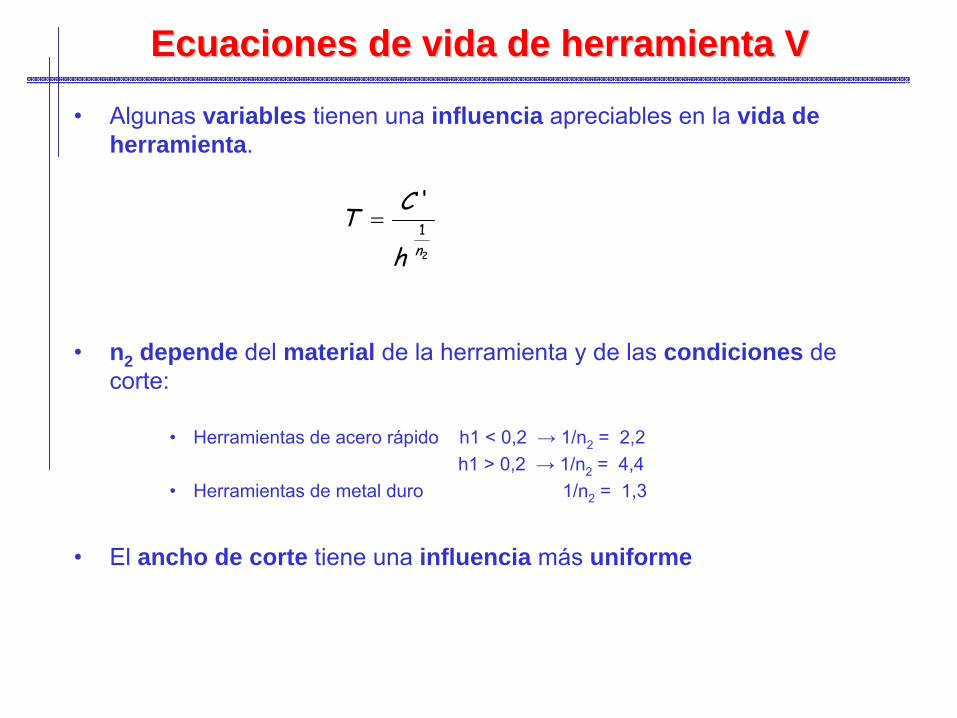
•
Algunas variables tienen una influencia apreciables en la vida de herramienta.
•
n2 depende del material de la herramienta y de las condiciones de corte:
•
Herramientas de acero rápido h1 < 0,2 → 1/n2
= 2,2h1 > 0,2
→ 1/n2
= 4,4•
Herramientas de metal duro 1/n2
= 1,3
•
El ancho de corte tiene
una
influencia más
uniforme
2
1
'
nh
CT =
Ecuaciones de vida de herramienta VIEcuaciones de vida de herramienta VI
•
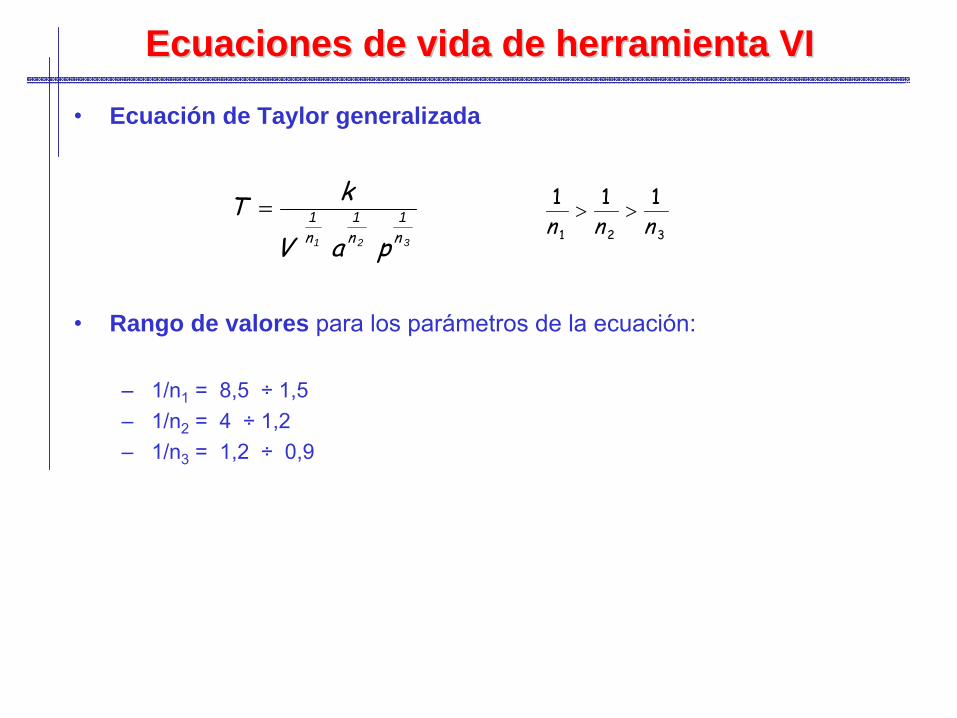
Ecuación de Taylor generalizada
•
Rango de valores para los parámetros de la ecuación:
–
1/n1
= 8,5 ÷
1,5–
1/n2
= 4 ÷
1,2–
1/n3
= 1,2 ÷
0,9
321
111nnn paV
kT =321
111nnn
>>
Ecuaciones de vida de herramienta VIIEcuaciones de vida de herramienta VII
•
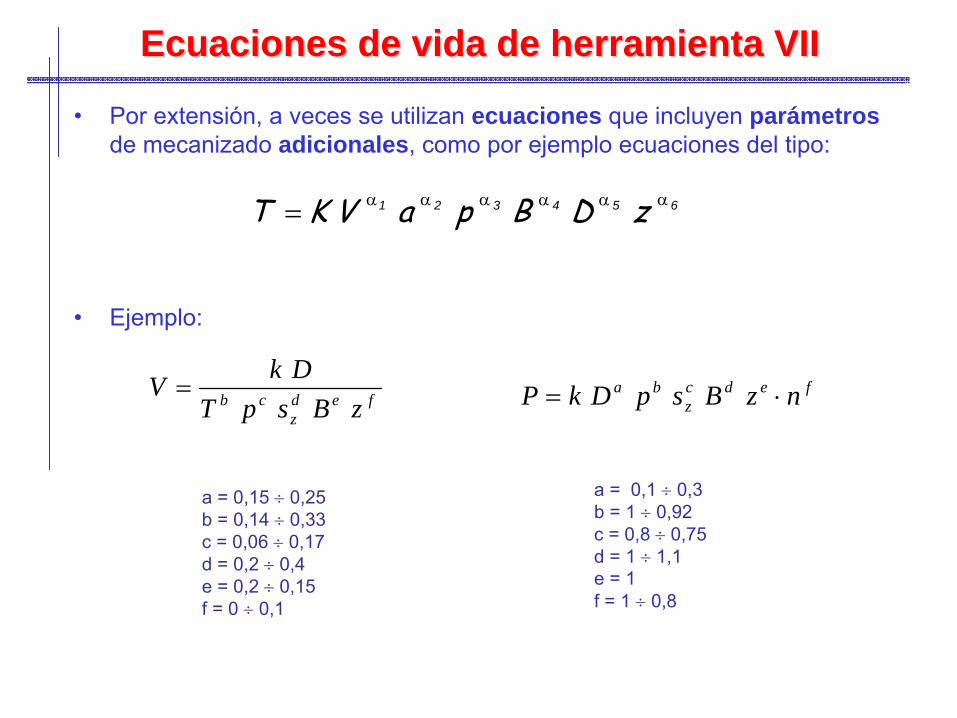
Por extensión, a veces se utilizan ecuaciones que incluyen parámetros de mecanizado adicionales, como por ejemplo ecuaciones del tipo:
•
Ejemplo:
654321 αααααα= zDBpaVKT
a = 0,15 ÷
0,25b = 0,14 ÷
0,33c = 0,06 ÷
0,17d = 0,2 ÷
0,4e = 0,2 ÷
0,15f = 0 ÷
0,1
a = 0,1 ÷
0,3b = 1 ÷
0,92c = 0,8 ÷
0,75d = 1 ÷
1,1e = 1f = 1 ÷
0,8
fedz
cb zBspTDkV = fedc
zba nzBspDkP ⋅=
Ensayos de duraciEnsayos de duracióón de herramientan de herramienta
•
Los métodos para la determinación de la duración de herramienta pueden clasificarse en:
•
Ensayos de vida de herramienta
–
Métodos de larga duración•
Exactos•
Aproximados
–
Métodos rápidos
•
Ensayos de maquinabilidad
Ensayos exactos de vida de herramienta IEnsayos exactos de vida de herramienta I
•
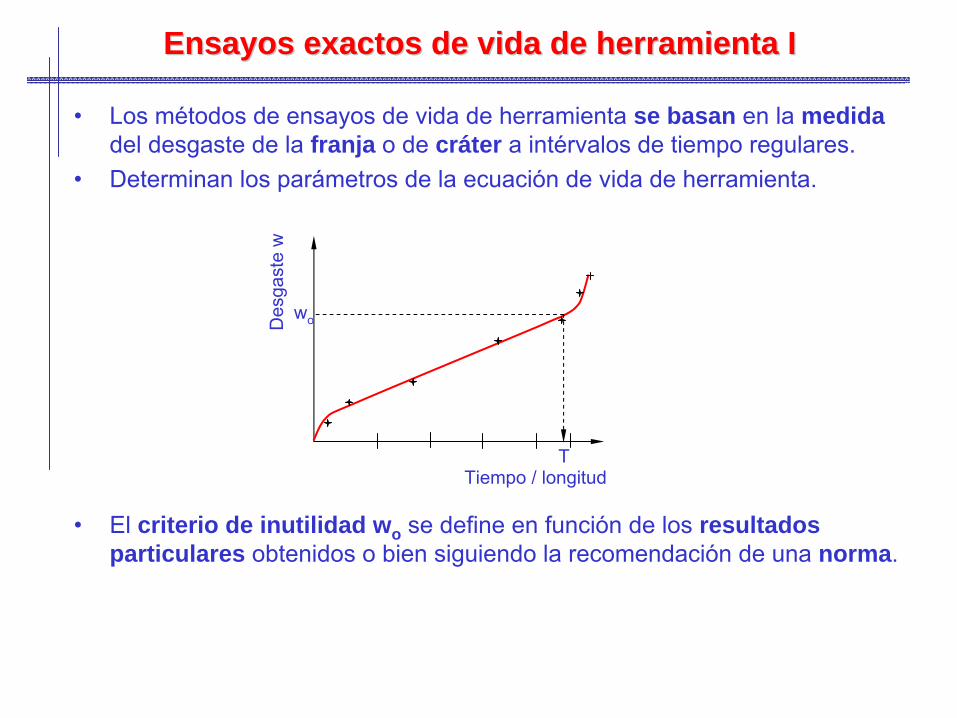
Los métodos de ensayos de vida de herramienta se basan en la medida del desgaste de la franja o de cráter a intérvalos
de tiempo regulares.
•
Determinan los parámetros de la ecuación de vida de herramienta.
•
El criterio de inutilidad wo se define en función de los resultados particulares obtenidos o bien siguiendo la recomendación de una norma.
Tiempo / longitud
Des
gast
e w
wo
T

Ensayos exactos de vida de herramienta IIEnsayos exactos de vida de herramienta II
•
Se realizan pruebas en las mismas condiciones de ensayo variando los valores de la velocidad de corte.
•
Se repiten las pruebas en las mismas condiciones el ensayo variando los valores de las otras variables de corte.
Ensayos aproximados de vida de herramientaEnsayos aproximados de vida de herramienta
•
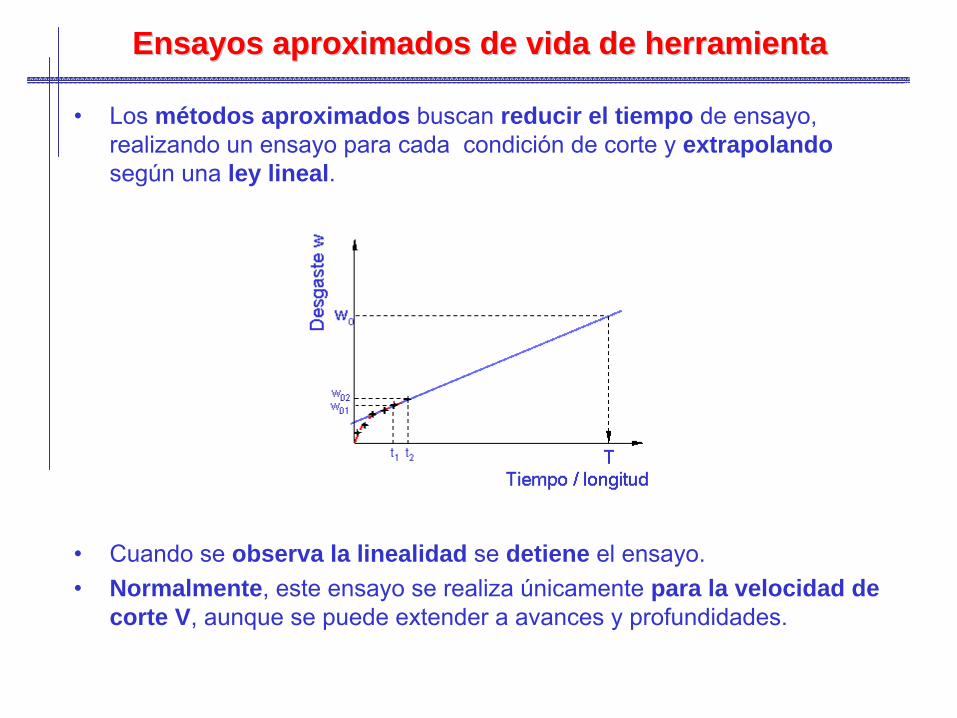
Los métodos aproximados buscan reducir el tiempo de ensayo, realizando un ensayo para cada condición de corte y extrapolando según una ley lineal.
•
Cuando se observa la linealidad se detiene el ensayo.•
Normalmente, este ensayo se realiza únicamente para la velocidad de corte V, aunque se puede extender a avances y profundidades.
Ensayos rEnsayos ráápidos de vida de herramientapidos de vida de herramienta
•
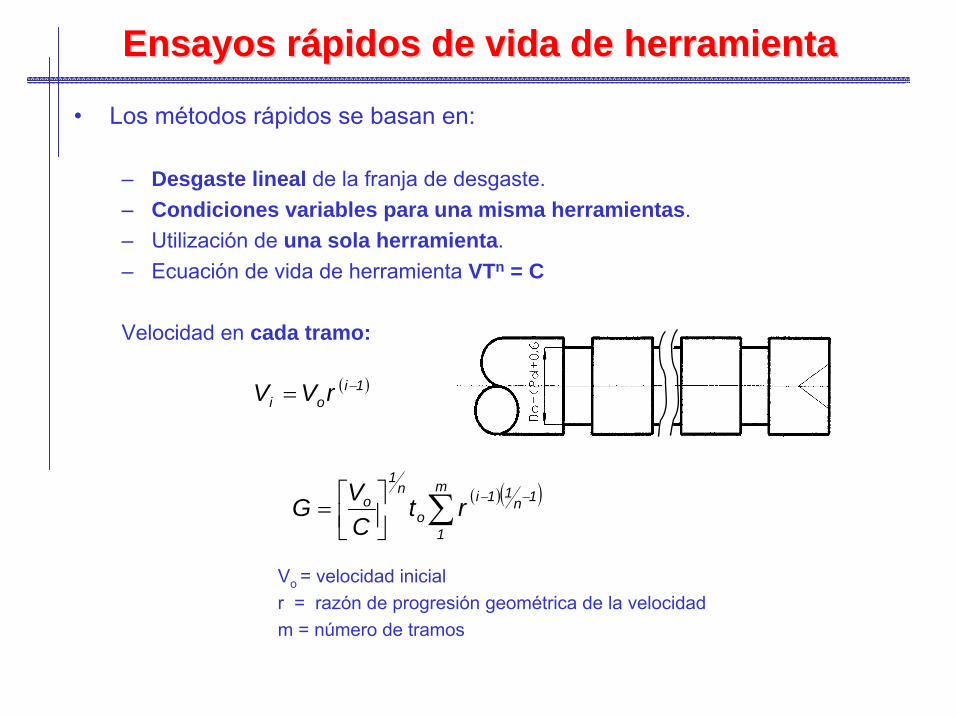
Los métodos rápidos se basan en:
–
Desgaste lineal de la franja de desgaste.–
Condiciones variables para una misma herramientas. –
Utilización de una sola herramienta.–
Ecuación de vida de herramienta VTn = C
Velocidad en
cada tramo:
Vo
= velocidad inicial r = razón de progresión geométrica de la velocidadm = número de tramos
( )( )∑ −−
⎥⎦⎤
⎢⎣⎡=
m
1
1n11i
o
n1
o rtCVG
( )1ioi rVV −=
Ensayos de Ensayos de maquinabilidadmaquinabilidad
•
Son ensayos específicos cuya finalidad es comparar
–
El comportamiento de un conjunto de herramientas con un material de la pieza determinado y que sirve de referencia
–
El comportamiento de un conjunto de materiales para piezas con una herramienta determinada de referencia.
•
Existen diferentes tipos de ensayos:
–
Ensayos de maquinabilidad
de larga duración
–
Ensayos de maquinabilidad
de corta duración•
Ensayo de taladrado. Se mide la fuerza axial de penetración en el taladrado de un agujero con avance constante.
•
Ensayo de torneado, donde se mide el desgaste en incidencia y en desprendimiento después de un tiempo determinado (32 min).
•
Determinar la velocidad que se puede alcanzar hasta que se alcance el desgaste de la herramienta en una longitud determinada.
–
Ensayos
funcionales

Ensayos de Ensayos de maquinabilidadmaquinabilidad funcionales Ifuncionales I
•
El índice de maquinabilidad
está
relacionado con el número de piezas mecanizadas correctamente en 6 horas.
I = ( N / N0
) X 100
I = Índice de maquinabilidadN = piezas mecanizadas correctamenteN0
= piezas mecanizadas con el material de referencia
•
Se realizan diferentes operaciones de mecanizado sobre una pieza probeta normalizada con diferentes herramientas. Estas operaciones son:
–
Cilindrado–
Ranurado–
Tronzado–
Taladrado

Ensayos de Ensayos de maquinabilidadmaquinabilidad funcionales IIfuncionales II
•
Se vigila la evolución de las magnitudes dimensionales y de acabado.

Ensayos de Ensayos de maquinabilidadmaquinabilidad funcionales IIIfuncionales IIIResultados del ensayo de maquinabilidad funcional