1.1. descripción de los riesgos. - ingenieroambiental.comingenieroambiental.com/4004/riesgos...
TRANSCRIPT

La "estructura metálica" es un entramado maestro que reduce el tiempo de ejecución de una obra; generalmente está formado por piezas o perfiles metálicos que se montan in situ a pie de obra. Hemos de distinguir varias fases dentro del proceso de puesta en obra de la misma: preparación de la estructura, montaje de la estructura y, acabado de la estructura. También tendríamos que distinguir entre los métodos de soldadura que se emplean: soldadura por arco y, soldadura oxiacetilénica u oxicorte. 1. Riesgos en la preparación de la estructura. 1.1. Descripción de los riesgos. En esta fase incluimos las operaciones de descarga de materiales, colocación y soldadura de elementos de grandes dimensiones en el terreno. Son riesgos más frecuentes: • Atrapamientos por los perfiles al engancharlos para descargar del transporte o moverlos
desde el almacenamiento hasta su ubicación, o el armado de cerchas en el suelo. • Caída de materiales al ser transportados desde el vehículo al lugar de almacenamiento. • Caídas a distinto nivel del vehículo de transporte al que se sube para enganchar y
desenganchar los perfiles. • Golpes con materiales en movimiento durante su descarga, traslado o almacenamiento,
desplome de perfiles apilados, traslado de pilares y vigas hasta su ubicación. • Golpes con materiales fijos y herramientas. • Quemaduras al soldar los perfiles metálicos. • Intoxicación por inhalación de humos y gases al soldar. • Incendio y explosiones. • Contacto eléctrico, directo o indirecto.

1.2. Medidas preventivas: • Hay que asegurarse de que la carga está perfectamente enganchada y equilibrada, y
deberá transportarse sujeta por dos puntos. • Revisar periódicamente los elementos de amarre: cuerdas, cables y cadenas. • El posicionamiento de los perfiles en su lugar de montaje debe ser guiado mediante
cuerdas. • Revisar frecuentemente las llaves paro los tornillos y demás elementos. • Almacenar los perfiles ordenados, de acuerdo a sus dimensiones y orden de utilización,
en capas horizontales y sobre durmientes de madera; se procurará que sea lo más próximo posible a su lugar de montaje.
• Habrá que disponer de un extintor de incendios adecuado. • Asegurarse antes del comienzo de los trabajos, de que en la zona no hay materiales
inflamables y explosivos. • Se deberá acotar la zona de trabajo. • No realizar trabajos de soldadura en superficies que contengan grasas o aceites, así
como en zonas donde se almacenen o empleen pinturas inflamables, barnices, disolventes, etc...
• Se prohíbe fumar. • Una vez finalizada la operación de soldadura, debemos revisar la zona de trabajo a fin
de detectar posibles focos de incendio. • Los equipos de soldadura tendrán en cuenta las normas que prescriban los métodos de
soldadura. • Los equipos de protección individual necesarios son:
-Guantes de cuero y casco de protección. -Pantallas de protección contra la soldadura. -Mandil de cuero y polainas de cuero curtido al cromo. -Botas de seguridad con puntera reforzada.
2. Riesgos por montaje de la estructura. 2.1. Descripción de los riesgos. En esta fase incluimos las operaciones de elevación de piezas, colocación y ensamblaje en la estructura. Son riesgos más frecuentes: • Atrapamientos por los perfiles al proceder al ensamblado de pilares y vigas en altura. • Caída de materiales durante su elevación y transporte para el montaje. • Caídas a distinto nivel durante las operaciones de ensamblado de pilares y vigas, en
operaciones de soldadura, en accesos a la estructura, etc... • Golpes con materiales en movimiento durante el traslado de pilares y vigas hasta su
ubicación. • Golpes con materiales fijos y herramientas. • Quemaduras al soldar los perfiles metálicos. • Intoxicación por inhalación de humos y gases al soldar. • Incendio y explosiones. • Contacto eléctrico, directo o indirecto. 2.2. Medidas preventivas: • Al izar los elementos de la estructura, se deben colocar directamente sobre su posición
definitiva para evitar innecesarios movimientos posteriores. • Durante el montaje de los distintos perfiles, no deben soltarse las piezas hasta que no
estén perfectamente aseguradas. • Conviene colocar desde el principio los envigados de los techos para evitar la caída en
altura. • Los aparatos de elevación se elegirán de modo que resulten particularmente adaptados a
los distintos tipos de montaje. • Debe prohibirse el acceso a las alturas suspendiéndose del gancho de la grúa o trepando
directamente por la estructura e, igualmente, el descenso dejándose deslizar o resbalar por un pilar.
• Durante el transporte, se prohibirá la permanencia de operarios dentro del radio de
acción de la carga suspendida. • Hay que asegurarse de que la carga está perfectamente enganchada y equilibrada, y
deberá transportarse sujeta por dos puntos. • Revisar periódicamente los elementos de amarre, cuerdas, cables y cadenas. • El posicionamiento de los perfiles en su lugar de montaje debe ser guiado mediante
cuerdas. • Para evitar la caída de los elementos portantes, estos se retendrán provisionalmente por
la grúa en la posición donde se hayan depositado hasta que no hayan sido fijados, aunque sea provisionalmente por otros medios.
• Revisar frecuentemente las llaves para los tornillos y demás elementos. • Colocar redes de seguridad horizontales una vez montados los primeros pilares. • Instalar redes horizontales bajo los tajos en los que se efectúe el montaje y la soldadura;
deberán ser ignífugas para evitar su rotura con los chorros de partículas desprendidas en el trabajo del soldador.
• Si se usan plataformas de trabajo, éstas cumplirán las normas reglamentarias sobre
barandillas y rodapiés. • Los desplazamientos horizontales sobre la estructura deberán realizarse con ayuda de
plataformas o pasarelas adecuadas, y usando arnés de seguridad sujeto a línea de vida; si no hay plataformas o pasarelas adecuadas, se realizará sentándose a caballo sobre la viga y sujetando la cuerda del arnés de seguridad a ella.
• La sujeción del cinturón de seguridad debe realizarse por encima del punto donde se
está soldando, para evitar que las partículas incandescentes que se desprenden puedan quemar la cuerda de sujeción.
• El lugar donde se realicen trabajos de soldadura deberá estar bien ventilado. • Habrá que disponer de un extintor de incendios adecuado. • Asegurarse antes del comienzo de los trabajos, de que en la zona no hay materiales
inflamables y explosivos. • Evitar los trabajos en cuya altura, ya nivel inferior, puedan estar trabajando otras
personas o existan materiales inflamables.
• Se deberá acotar la zona de trabajo. • No realizar trabajos de soldadura en superficies que contengan grasas o aceites. • Se prohíbe fumar. • Una vez finalizada la operación de soldadura, debemos revisar la zona de trabajo a fin
de detectar posibles focos de incendio. • Los equipos de soldadura tendrán en cuenta las normas que prescriban los métodos de
soldadura. • Son equipos de protección individual:
-Guantes de cuero y casco de protección. -Pantallas de protección contra la soldadura. -Mandil de cuero y polainas de cuero curtido al cromo. -Botas de seguridad con puntera reforzada. -Arnés de seguridad.
3. Montaje de la carpintería. 3.1. Descripción de los riesgos: En esta fase incluimos las operaciones de transporte y colocación de la carpintería. Son riesgos más frecuentes: • Caídas al suelo ya distinta altura. • Caídas de objetos. • Golpes y cortes con objetos y herramientas. • Pisadas sobre puntillas. • Ambiente pulvígeno. • Intoxicaciones con disolventes, barnices, colas... 3.2. Medidas preventivas: • La colocación de cercos y hojas de puertas y ventanas se llevará a cabo por dos
personas para evitar vuelcos, golpes y caídas. • Los cercos de ventana se deberán apuntalar sobre precerco para evitar el vuelco de las
mismas, tanto hacia el interior como el exterior. • La conexión con los cuadros eléctricos se realizará con las correspondientes clavijas
macho-hembra. • Instalar anclajes y cuerdas para cinturones de seguridad en los alféizares. • Las colas, barnices, decapantes, disolventes y pinturas han de quedar almacenados en
espacios ventilados, disponiendo en las proximidades de un extintor de polvo seco y señalización expresa de "Prohibido fumar", para evitar incendios y explosiones.
• Depositar los restos de trapos, algodón, papel, etc. impregnados de disolvente o pintura
en recipientes adecuados y destinados a tal uso. • El transporte a mano de lamas, rodapiés u otros elementos de longitud superior a 2 m se
realizará teniendo en cuenta que la punta quede siempre a una altura superior a la de una persona para evitar el golpe a otros operarios.
• Equipos de Protección:
-Guantes y casco de protección. -Botas de seguridad con puntera reforzada. -Gafas anti-partículas. -Arnés de seguridad anticaídas.
4. Acabado. 4.1. Descripción de los riesgos: En esta fase incluimos las operaciones de terminación. Son riesgos más frecuentes: • Caída de materiales. • Caídas a distinto nivel durante las operaciones de imprimación de pintura. • Golpes con materiales fijos y herramientas. • Proyección violenta de gotas de pintura a presión. • Contacto con sustancias corrosivas. 4.2. Medidas preventivas: • Siempre que sea posible, el pintado se realizará sobre las piezas ya soldadas en el suelo.
antes de su elevación. • Colocar redes horizontales bajo la estructura; disponer de escalas o escaleras para
acceder a la zona de trabajo, así como de plataformas para el trabajo y para el depósito de equipos y materiales.
• Si se usan plataformas de trabajo, éstas cumplirán las normas reglamentarias sobre
barandillas y rodapiés. • Los desplazamientos horizontales sobre la estructura deberán realizarse con ayuda de
plataformas o pasarelas adecuadas, y usando arnés de seguridad sujeto a línea de vida; si no hay plataformas o pasarelas adecuadas, se realizará sentándose a caballo sobre la viga y sujetando la cuerda del arnés de seguridad a ella.
• La sujeción del cinturón de seguridad debe realizarse por encima del punto donde se
está pintando. • El lugar donde se realicen trabajos de pintura deberá estar bien ventilado. • Habrá que disponer de un extintor de incendios adecuado. • Se prohíbe fumar. • Las pinturas, barnices y disolventes se almacenarán en lugares bien ventilados,
protegidos del sol y del fuego. Se dispondrá de un extintor de polvo seco en las proximidades y se colocará un cartel indicativo de "peligro de incendio".
• Equipos de Protección Individual:
-Guantes de goma y casco de protección. -Mascarillas protectoras. -Botas de seguridad. -Arnés de seguridad.
5. Mesa con sierra circular. 5.1. Descripción de los riesgos: Los riesgos más habituales son los atrapamientos, golpes, cortes y proyecciones, por deficiencia en la máquina o por incorrecta manipulación de los operarios. 5.2. Medidas preventivas. a) Relativas a la instalación. • No se instalarán a distancias inferiores a 3 m del borde de los forjados. • No se instalarán en el interior de áreas de batido de cargas suspendidas del gancho de la
grúa. • Los cables eléctricos no deben quedar en zonas de paso donde puedan ser enganchados
o cortados. • La alimentación eléctrica de las sierras de disco se realizará mediante mangueras
antihumedad, dotadas de clavijas a través del cuadro eléctrico de distribución con las protecciones necesarias.
• Se prohíbe ubicarla sobre lugares encharcados, para evitar los riesgos de caídas y los
eléctricos. b) Relativas al operador de la sierra circular. • Utilice el empujador para manejar la madera. • Si la máquina inesperadamente se detiene, retírese de ella y avise para que sea reparada.
Desconecte el enchufe. • Antes de iniciar el corte: con la máquina desconectada de la energía eléctrica, gire el
disco o mano. Haga que se sustituya si está fisurado, rajado o le falta algún diente. • Extraiga previamente todos los clavos o partes metálicas hincadas en la madera que
desee cortar. • Efectúe el corte a sotavento.

6. Riesgos por soldadura eléctrica. 6.1. Descripción de los riesgos. • Las soldaduras producen distintas impurezas gaseosas. Las que se realizan con
electrodos desprenden elementos tales como ozono, monóxido de carbono y óxidos de nitrógeno, en mayor medida que cuando se emplean varillas.
• En las que se utiliza gas aparecen dióxido y monóxido de carbono y óxido de nitrógeno.
En el oxicorte, en cambio, se forman vapores de óxido de hierro y pequeñas cantidades de óxido de nitrógeno y monóxido de carbono, todos perjudiciales para la salud.
• En locales pequeños y mal ventilados, estas tareas pueden desembocar con mucha
facilidad en dolores de cabeza e irritación de ojos y garganta, y, cuando se opera con zinc (y en algunos casos con cobre), pueden aparecer estados febriles cuyas características son parecidas a las de una inflamación aguda de las vías respiratorias.
• Por otra parte, las radiaciones ultravioletas que despiden las soldaduras son causantes,
en la mayoría de los casos, de lesiones en la córnea del ojo (conocidas como oftalmías eléctricas) o daños en la capa exterior de la misma.
• Es preciso aclarar que las complicaciones mencionadas también pueden afectar a
personas que no realizan en forma directa actividades de esta índole, como los ayudantes e incluso observadores ocasionales. En todos los casos, el uso de protectores visuales es lo indicado para no tener inconvenientes.
• Naturalmente, hay diversas maneras de protegerse contra los efectos perjudiciales
citados. En principio, identificar el método de soldadura, las características del material a unir y el tratamiento de su superficie, y más tarde poner en práctica las medidas de seguridad que se mencionan a continuación:
• Trabajar en locales con buena ventilación y renovar el aire para tener la certeza de que
los vapores de la soldadura y las impurezas gaseosas no llegan a las vías respiratorias. • Prestar especial atención a la ventilación cuando las tareas de desarrollan en espacios
confinados. • Utilizar equipos de protección individual.

6.2. Medidas preventivas. • Conectar el equipo según el siguiente orden:
1. Los cables en el equipo de soldadura. 2. El cable de puesta a tierra en la toma de tierra. 3. El cable de masa a la masa. 4. El cable de alimentación de corriente en los bornes del interruptor; que estará abierto.
• Antes de efectuar un cambio de intensidad desconecte el equipo. • Las conexiones con la máquina deben tener las protecciones necesarias y como mínimo
interruptores automáticos y diferencial de sensibilidad media (300 mA) así como una buena toma de tierra.
• Comprobar que los terminales de llegada de corriente no están al descubierto. • En lugares húmedos, aíslese trabajando sobre una base de madera seca o alfombra
aislante. • No tocar la pinza y apoyarse en la mesa al mismo tiempo. • No se deben apoyar las piezas sobre suelos sin aislarlas convenientemente de ellos. • No tocar el electrodo una vez conectado al equipo. • No introducir jamás el electrodo en agua para enfriarlo. Puede causar un accidente
eléctrico. • Se dispondrá junto al soldador de un recipiente o cubeta resistente al fuego para recoger
los cabos de electrodo calientes al objeto de evitar incendios y quemaduras al personal. • Se evitará que los cables descansen sobre objetos calientes, charcos, bordes afilados o
cualquier otro lugar que pudieran dañarlos. • Para picar la escoria o cepillar la soldadura se protegerán los ojos contra las
proyecciones de partículas. • Los ayudantes y aquellos que se encuentren a corta distancia de las soldaduras deberán
usar gafas de protección. • Para colocar los electrodos se utilizarán siempre guantes, y se desconectará la máquina. • Las pinzas no se depositan sobre materiales conductores, deberán dejarse sobre
materiales aislantes.
7. Riesgos por soplete oxiacetilénico. 7.1. Descripción de los riesgos. Los principales riesgos asociados son, los sobreesfuerzos en la manipulación de los elementos a cortar o soldar, caídas de la carga sobre los pies u tras partes del cuerpo, lesiones en las manos por las aristas y “rebabas” de soldaduras, golpes, cortes y pinchazos, proyección de fragmentos o partículas, incendio y explosiones por mala utilización del soplete, por retroceso de la llama, incendio por sobrecalentamiento o fuga de gases de las botellas, quemaduras por salpicadura de materia incandescente o mal uso del soplete, exposición a humos y gases de soldadura, exposición a radiaciones, atrapamientos debidos a la manipulación de botellas. La normativa aplicable es el R.D. 487/1997, de 14 de Abril, sobre disposiciones mínimas de seguridad y salud relativas a la manipulación manual de cargas que entrañe riesgos, en particular dorsolumbares, para los trabajadores, el RD. 773/1997 de 30 de mayo (BOE: 12/06/97) Disposiciones mínimas de seguridad y salud, relativas a la utilización por los trabajadores de protección individual, RD 769/99 por el que se aprueba el Reglamento de Aparatos a Presión y sus ITC MIE-AP, RD. 1215/1997 de 18 de julio (BOE: 07/08/97) Disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo. 7.2. Medidas preventivas. a) Sobre el equipo a utilizar: 1) Comprobar que los equipos y accesorios a utilizar contienen el marcado CE y cumplen con la normativa vigente. 2) Las botellas de gas se almacenarán según las especificaciones del fabricante, y en general, en posición vertical y sujetas para evitar su caída, fuera del alcance de llamas o de focos de calor, separando las botellas vacías de las llenas con su correspondiente capuchón de protección. 3) Las botellas, válvulas, manómetros, mangueras y sopletes deben estar exentos de grasas y aceites, puesto que no necesitan lubricación ni engrase alguno y su contacto con la llama puede dar lugar a inflamaciones espontáneas. 4) Se deben usar las mangueras fabricadas expresamente para el oxígeno y el acetileno. Las de oxígeno deben tener diferente color que las de acetileno, para evitar confusiones, habitualmente azul para el oxígeno y rojo para el acetileno. 5) Se unirán las mangueras entre sí mediante grapas u otros dispositivos. 6) Los reguladores de presión de oxígeno y acetileno no se deben intercambiar nunca. 7) Periódicamente se deben sumergir las mangueras con agua jabonosa, para detectar posibles pérdidas.
b) Sobre las partes a cortar: 1) Inspección por parte del electricista, para comprobar la ausencia de tensión en todas las partes que puedan ser alcanzadas por los operarios que intervengan en el trabajo. 2) Antes de trabajar sobre un recipiente usado, se comprobará que no contiene sustancias tóxicas o inflamables. Si se notara algún residuo, se procederá a su vaciado y lavado, a ser posible con vapor. c) Sobre el encendido del soplete. Para encender el soplete, se seguirán los siguientes pasos: • Mantener cerradas las válvulas del soplete y manorreductor. • Apuntar con el soplete, mientras se enciende y regula, en la dirección en la que éste no
pueda causar daño. • Abrir lentamente las válvulas de las botellas y regular las presiones de trabajo en los
manorreductores de baja. • Abrir la válvula del O2 ligeramente y luego la del combustible (acetileno, propano,
etc.). • Encender la llama con un mechero. • Abrir la llave del O2, para evitar una abundante emisión de humos procedente de la
combustión incompleta por falta de O2. • Regular la llama mediante las válvulas del soplete. d) Sobre el proceso de oxicorte. Durante el proceso de oxicorte y/o picado, se deberán tener en cuenta, los siguientes pasos: • Mantener alejadas las mangueras de oxígeno y acetileno de grupos de soldadura
eléctrica o focos caloríficos. • Si la válvula de una botella tuviera una fuga inevitable, se debe retirar del servicio y
colocarla al aire libre lejos de fuegos, grasas, aceites o sustancias combustibles. Se le colocará una señal que indique que la botella está averiada y que nadie debe acercarse hasta que no haya sido vaciada.
• El camino hasta las botellas de oxígeno y acetileno debe estar libre para poder cerrar
con urgencia las válvulas de las botellas en caso de necesidad.
• Evitar que las mangueras que están usándose puedan ser aprisionadas por vehículos o personas, lo que disminuiría el suministro de gas y podría producir un retroceso de la llama y una explosión de la botella.
• No comenzar un trabajo sin haberse puesto antes el equipo de protección individual que
se tenga asignado. • Hay que evitar la inhalación de humos, debiendo estar el lugar bien aireado En caso
contrario, se usarán extractores. • Tener en cuenta que los retrocesos de llama pueden ser originados por una operación
continuada del equipo, el cual se recalienta y trasmite dicho calor a los gases combustibles, a través de las partes metálicas del soplete.
• En caso de que se produzca retroceso de llama que pueda originar una explosión, se
cerrará el grifo de los combustibles y del comburente, y se cerrará la llave de la botella del gas combustible y del comburente.
• Si se produce retroceso de llama se cambiará el material afectado (válvulas antirretorno,
gomas, etc.). • En los casos en que el retroceso haya llegado a las botellas, si es posible se avisará al
proveedor, manteniendo en todo caso una refrigeración de la botella con abundante agua durante 8 horas como mínimo (desde lejos y con una manguera de riego), ya partir de ahí se tomarán las debidas precauciones.
• Si el retroceso de llama afecta ala botella de gas combustible (propano) y no es posible
cerrarla, debe extinguirse la llama por la rápida aplicación de agentes extintores secos (CO2).
• Una vez apagada la llama se cerrará la válvula, en caso que no se pueda, se diluirán los
gases con agua pulverizada para evitar mezclas explosivas, se seguirá controlando la temperatura de la botella por el tacto por si se presentan síntomas de descomposición (calentamiento).
• Si ocurre una explosión en el soplete y este se apaga y silba, hay que cerrar rápidamente
la entrada de los dos gases, para detener la combustión en el inyector y enfriar el soplete.
• Si las explosiones son repetidas y rápidas, se cerrará enseguida la entrada de
combustible (propano, acetileno, etc.) y se introducirá el soplete en un cubo o recipiente con agua, dejando abierta la llave del O2 para que no entre agua.
• Si una chispa o pieza caliente cae sobre uno de los tubos y lo rompe provocando una
llama, en ese caso cerrar la llave del paso de gas al tubo. Si la goma arde, es que el tubo con 02 ha sido alcanzado, si no, es que se trata del tubo del combustible.
• En el caso de que se termine una botella durante el proceso, antes de encender nuevamente el soplete, se debe dejar salir el aire que pueda contener la manguera (goma).
• No tocar las piezas recientemente cortadas; pueden estar a temperaturas que podrían
producir quemaduras serias. • En el supuesto de que se produjera una intoxicación, con ocasión de la realización del
trabajo en recintos confinados, pequeños o con ventilación deficiente, en ningún caso se procederá a suministrar leche o preparados lácteos al afectado (ayudan a metabolizar el contaminante dentro del organismo).
• Anteriormente a la realización de los cortes se embragarán, siempre que sea posible, las
piezas que puedan desprenderse para evitar su caída libre, evitando que haya personas debajo que puedan estar realizando otras labores.
• Siempre se procurará dirigir el corte de tal forma que la pieza a cortar no se desprenda
hacia una zona donde pueda dañar personas o instalaciones. • No deposite el mechero en el suelo. Solicite que le suministren un “portamecheros". • No utilice mangueras de igual color para gases diferentes. En caso de emergencia, la
diferencia de coloración le ayudará a controlar la situación. • No utilice acetileno para soldar o cortar materiales que contengan cobre; por poco que
le parezca que contienen, será suficientes para que se produzca una reacción química y se forme un compuesto explosivo (acetiluro de cobre).
• Si debe desprender pinturas mediante el mechero, pida que le doten de mascarilla
protectora y asegúrese de que le dan los filtros específicos químicos, para los compuestos de la pintura que va usted a quemar. No corra riesgos innecesarios.
• Si debe soldar sobre elementos pintados, o cortarlos, procure hacerlo al aire libre o en
un local bien ventilado. No permita que los gases desprendidos puedan intoxicarle. • No fume cuando esté soldando o cortando, ni tampoco cuando manipule los mecheros y
botellas. No fume en el almacén de las botellas. No lo dude, el que usted y los demás no fumen en las situaciones y lugares citados, evitará la posibilidad de graves accidentes.
• Antes de comenzar a cortar un tanque o tubería habrá que asegurarse que no existe en el
interior una atmósfera explosiva. • Antes de comenzar a cortar un armario eléctrico o algún elemento que funcione con
energía eléctrica, habrá que asegurarse que no existe tensión en dicho elemento. • Si existe el riesgo de que la pieza cortada se desprenda, esta será estribada de forma que
sea imposible su caída, además se hará de forma que el trabajador no corra ningún
riesgo. Se acotará la zona donde exista riesgo de caída de objetos cortados, impidiendo el paso de trabajadores a esas lonas.
• Para corte de piezas en altura se utilizará cuando sea posible, plataforma de trabajo. No
se permitirá utilizar maquinas para subir al trabajador para realizar el corte. De no ser posible se utilizará cinturón de seguridad y se tendrán previstos unos puntos de anclaje fijos y seguros.
• No se permitirá el corte de piezas metálicas con oxicorte en presencia de materiales
fácilmente inflamables. e) Sobre el apagado del soplete. Al terminar la operación de corte se deberá seguir el siguiente orden: • Cerrar la válvula del combustible (acetileno, propano, etc.) del soplete. • Cerrar la válvula del comburente (O2) del soplete. • Cerrar las válvulas de las botellas. • Abrir las válvulas del soplete para purgar las gomas. • Volver a cerrar las válvulas del soplete. • Aflojar los tornillos de presión de los manorreductores. • Recoger el equipo y mangueras, no colgando éstos de las válvulas de las botellas. • Retirar los restos de elementos cortados, desperdicios, etc.
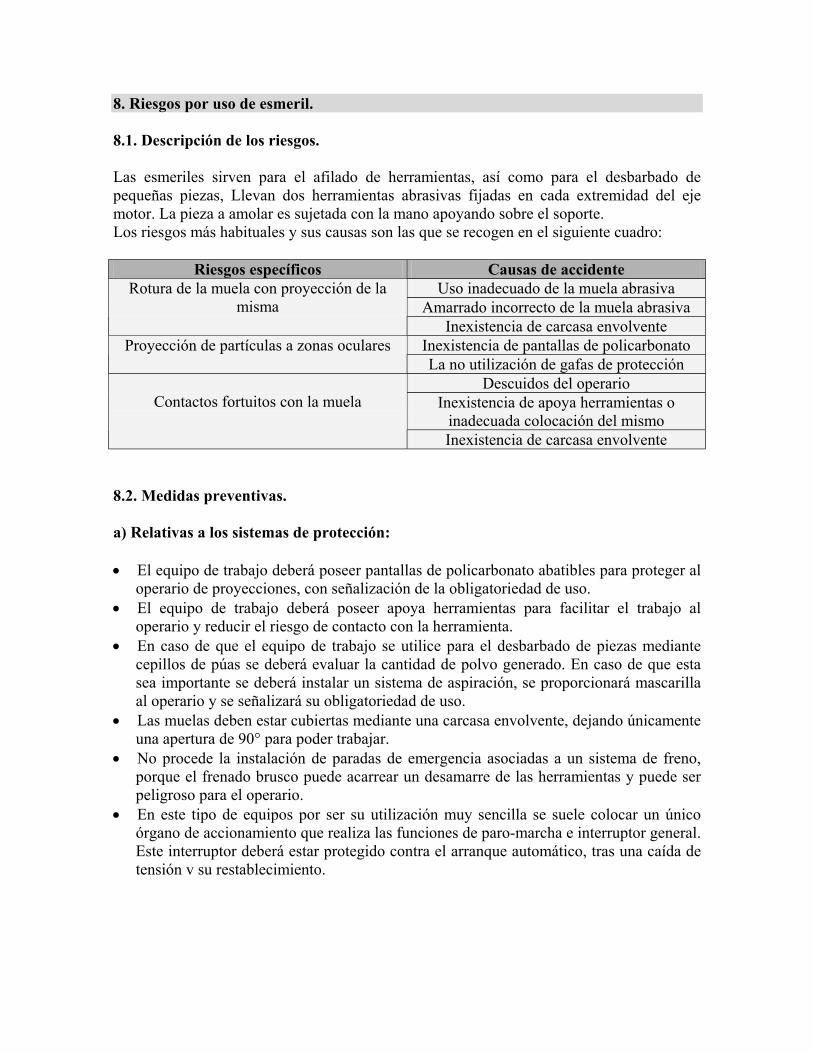
8. Riesgos por uso de esmeril. 8.1. Descripción de los riesgos. Las esmeriles sirven para el afilado de herramientas, así como para el desbarbado de pequeñas piezas, Llevan dos herramientas abrasivas fijadas en cada extremidad del eje motor. La pieza a amolar es sujetada con la mano apoyando sobre el soporte. Los riesgos más habituales y sus causas son las que se recogen en el siguiente cuadro:
Riesgos específicos Causas de accidente Uso inadecuado de la muela abrasiva
Amarrado incorrecto de la muela abrasiva Rotura de la muela con proyección de la
misma Inexistencia de carcasa envolvente
Inexistencia de pantallas de policarbonato Proyección de partículas a zonas oculares La no utilización de gafas de protección
Descuidos del operario Inexistencia de apoya herramientas o
inadecuada colocación del mismo
Contactos fortuitos con la muela
Inexistencia de carcasa envolvente
8.2. Medidas preventivas. a) Relativas a los sistemas de protección: • El equipo de trabajo deberá poseer pantallas de policarbonato abatibles para proteger al
operario de proyecciones, con señalización de la obligatoriedad de uso. • El equipo de trabajo deberá poseer apoya herramientas para facilitar el trabajo al
operario y reducir el riesgo de contacto con la herramienta. • En caso de que el equipo de trabajo se utilice para el desbarbado de piezas mediante
cepillos de púas se deberá evaluar la cantidad de polvo generado. En caso de que esta sea importante se deberá instalar un sistema de aspiración, se proporcionará mascarilla al operario y se señalizará su obligatoriedad de uso.
• Las muelas deben estar cubiertas mediante una carcasa envolvente, dejando únicamente una apertura de 90° para poder trabajar.
• No procede la instalación de paradas de emergencia asociadas a un sistema de freno, porque el frenado brusco puede acarrear un desamarre de las herramientas y puede ser peligroso para el operario.
• En este tipo de equipos por ser su utilización muy sencilla se suele colocar un único órgano de accionamiento que realiza las funciones de paro-marcha e interruptor general. Este interruptor deberá estar protegido contra el arranque automático, tras una caída de tensión v su restablecimiento.

b) Relativas a utilización de EPI: • Gafas contra la proyección de partículas sobre los ojos. • Botas de seguridad debido a que se trabaja con piezas metálicas y puede producirse
caída de las mismas durante su manipulación. • Guantes debido a que se pueden producir cortes durante la manipulación de las piezas a
curvar.
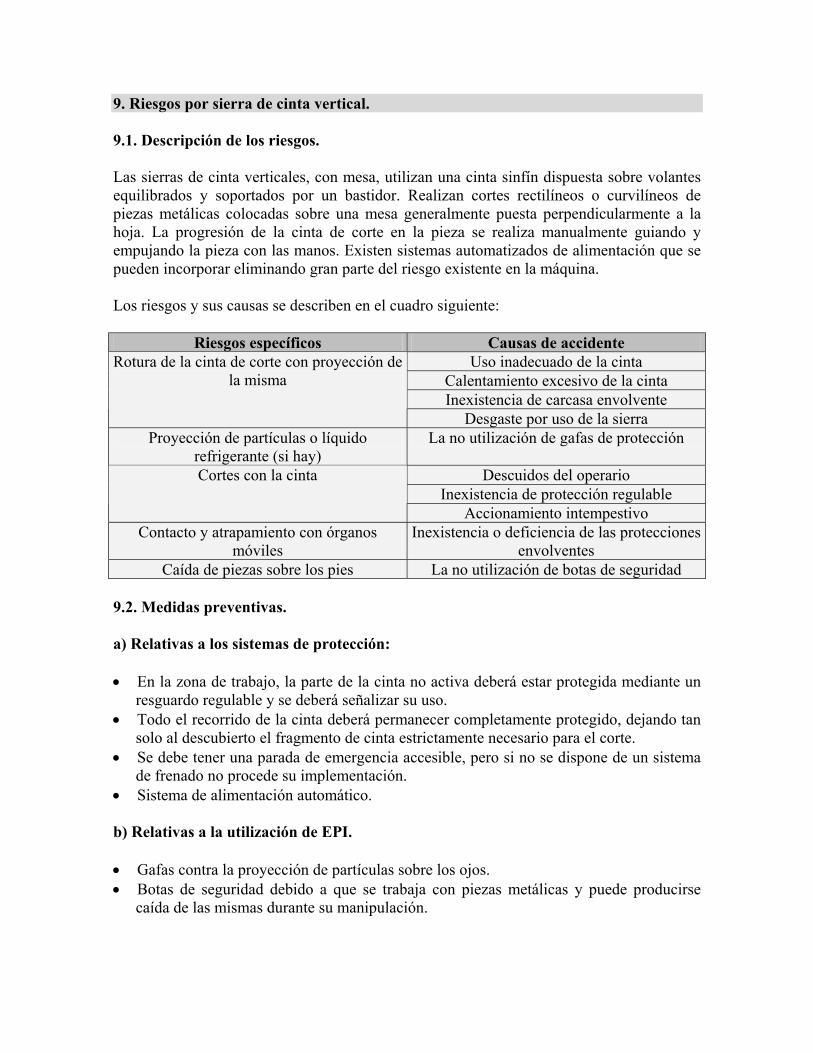
9. Riesgos por sierra de cinta vertical. 9.1. Descripción de los riesgos. Las sierras de cinta verticales, con mesa, utilizan una cinta sinfín dispuesta sobre volantes equilibrados y soportados por un bastidor. Realizan cortes rectilíneos o curvilíneos de piezas metálicas colocadas sobre una mesa generalmente puesta perpendicularmente a la hoja. La progresión de la cinta de corte en la pieza se realiza manualmente guiando y empujando la pieza con las manos. Existen sistemas automatizados de alimentación que se pueden incorporar eliminando gran parte del riesgo existente en la máquina. Los riesgos y sus causas se describen en el cuadro siguiente:
Riesgos específicos Causas de accidente Uso inadecuado de la cinta
Calentamiento excesivo de la cinta Inexistencia de carcasa envolvente
Rotura de la cinta de corte con proyección de la misma
Desgaste por uso de la sierra Proyección de partículas o líquido
refrigerante (si hay) La no utilización de gafas de protección
Descuidos del operario Inexistencia de protección regulable
Cortes con la cinta
Accionamiento intempestivo Contacto y atrapamiento con órganos
móviles Inexistencia o deficiencia de las protecciones
envolventes Caída de piezas sobre los pies La no utilización de botas de seguridad
9.2. Medidas preventivas. a) Relativas a los sistemas de protección: • En la zona de trabajo, la parte de la cinta no activa deberá estar protegida mediante un
resguardo regulable y se deberá señalizar su uso. • Todo el recorrido de la cinta deberá permanecer completamente protegido, dejando tan
solo al descubierto el fragmento de cinta estrictamente necesario para el corte. • Se debe tener una parada de emergencia accesible, pero si no se dispone de un sistema
de frenado no procede su implementación. • Sistema de alimentación automático. b) Relativas a la utilización de EPI. • Gafas contra la proyección de partículas sobre los ojos. • Botas de seguridad debido a que se trabaja con piezas metálicas y puede producirse
caída de las mismas durante su manipulación.
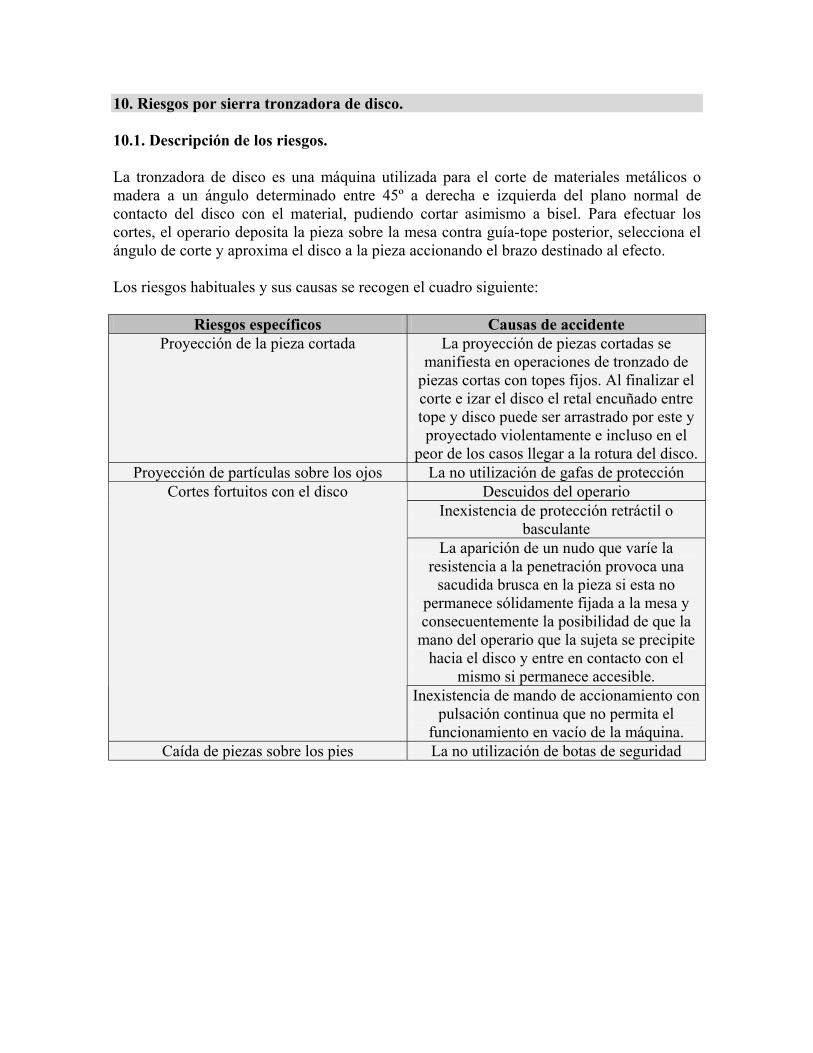
10. Riesgos por sierra tronzadora de disco. 10.1. Descripción de los riesgos. La tronzadora de disco es una máquina utilizada para el corte de materiales metálicos o madera a un ángulo determinado entre 45º a derecha e izquierda del plano normal de contacto del disco con el material, pudiendo cortar asimismo a bisel. Para efectuar los cortes, el operario deposita la pieza sobre la mesa contra guía-tope posterior, selecciona el ángulo de corte y aproxima el disco a la pieza accionando el brazo destinado al efecto. Los riesgos habituales y sus causas se recogen el cuadro siguiente:
Riesgos específicos Causas de accidente Proyección de la pieza cortada La proyección de piezas cortadas se
manifiesta en operaciones de tronzado de piezas cortas con topes fijos. Al finalizar el corte e izar el disco el retal encuñado entre tope y disco puede ser arrastrado por este y proyectado violentamente e incluso en el
peor de los casos llegar a la rotura del disco. Proyección de partículas sobre los ojos La no utilización de gafas de protección
Descuidos del operario Inexistencia de protección retráctil o
basculante La aparición de un nudo que varíe la
resistencia a la penetración provoca una sacudida brusca en la pieza si esta no
permanece sólidamente fijada a la mesa y consecuentemente la posibilidad de que la
mano del operario que la sujeta se precipite hacia el disco y entre en contacto con el
mismo si permanece accesible.
Cortes fortuitos con el disco
Inexistencia de mando de accionamiento con pulsación continua que no permita el
funcionamiento en vacío de la máquina. Caída de piezas sobre los pies La no utilización de botas de seguridad

10.2. Medidas preventivas. a) Relativas a los sistemas de protección. • La zona superior del disco de corte debe estar protegida con una carcasa fija para evitar
contactos fortuitos. • El disco de corte se protegerá con una pantalla bien retráctil o basculante de descenso
solidario con el cabezal. Esta pantalla debe garantizar la protección total del disco en reposo del mismo: durante el funcionamiento debe dejar al descubierto únicamente la parte del disco necesaria para el corte. Es interesante que sea trasparente para poder observar mejor la línea de corte.
• El órgano de accionamiento será de pulsación continua, con lo que se garantiza que el disco no gire en vacío en la posición de reposo del mismo.
• La sujeción de la pieza a cortar a la mesa de apoyo no debe realizarse nunca manualmente, sino con la ayuda de dispositivos adecuados que garanticen en una sólida fijación de la pieza.
• La tronzadora irá provista de un dispositivo de anclaje automático del disco en posición de reposo, con un gatillo situado en la empuñadura de la palanca de accionamiento sobre el que se deberá actuar previamente al descenso del disco para liberar el anclaje.
b) Relativas a la utilización de EPI. • Gafas contra la proyección de partículas sobre los ojos. • Botas de seguridad debido a que se trabaja con piezas metálicas y puede producirse
caída de las mismas durante su manipulación.
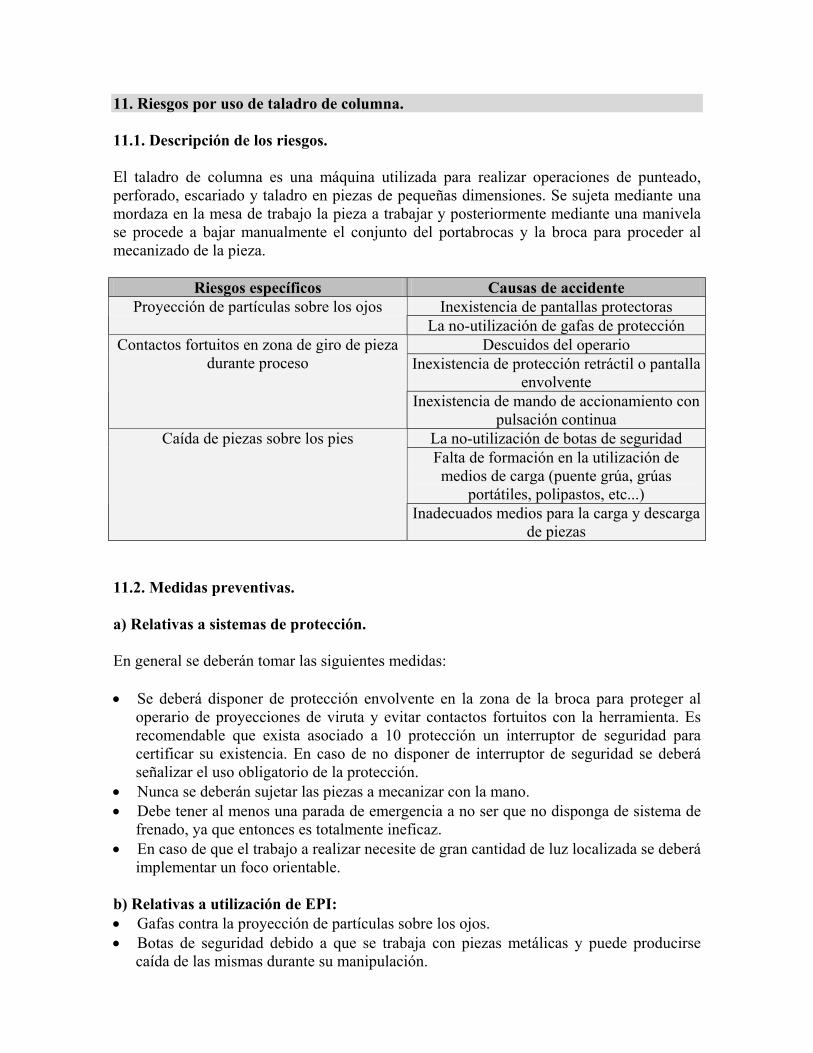
11. Riesgos por uso de taladro de columna. 11.1. Descripción de los riesgos. El taladro de columna es una máquina utilizada para realizar operaciones de punteado, perforado, escariado y taladro en piezas de pequeñas dimensiones. Se sujeta mediante una mordaza en la mesa de trabajo la pieza a trabajar y posteriormente mediante una manivela se procede a bajar manualmente el conjunto del portabrocas y la broca para proceder al mecanizado de la pieza.
Riesgos específicos Causas de accidente Inexistencia de pantallas protectoras Proyección de partículas sobre los ojos
La no-utilización de gafas de protección Descuidos del operario
Inexistencia de protección retráctil o pantalla envolvente
Contactos fortuitos en zona de giro de pieza durante proceso
Inexistencia de mando de accionamiento con pulsación continua
La no-utilización de botas de seguridad Falta de formación en la utilización de medios de carga (puente grúa, grúas
portátiles, polipastos, etc...)
Caída de piezas sobre los pies
Inadecuados medios para la carga y descarga de piezas
11.2. Medidas preventivas. a) Relativas a sistemas de protección. En general se deberán tomar las siguientes medidas: • Se deberá disponer de protección envolvente en la zona de la broca para proteger al
operario de proyecciones de viruta y evitar contactos fortuitos con la herramienta. Es recomendable que exista asociado a 10 protección un interruptor de seguridad para certificar su existencia. En caso de no disponer de interruptor de seguridad se deberá señalizar el uso obligatorio de la protección.
• Nunca se deberán sujetar las piezas a mecanizar con la mano. • Debe tener al menos una parada de emergencia a no ser que no disponga de sistema de
frenado, ya que entonces es totalmente ineficaz. • En caso de que el trabajo a realizar necesite de gran cantidad de luz localizada se deberá
implementar un foco orientable. b) Relativas a utilización de EPI: • Gafas contra la proyección de partículas sobre los ojos. • Botas de seguridad debido a que se trabaja con piezas metálicas y puede producirse
caída de las mismas durante su manipulación.

12. Riesgos por uso de Tupí. 12.1. Descripción de los riesgos. La máquina tupí se utiliza para la modificación de perfiles de piezas de madera, por creación de ranuras, galces, molduras, etc" mediante la acción de un útil recto o circular que gira sobre un eje normalmente vertical, aunque en determinados casos puede ser horizontal (útil montado sobre el eje de una universal), En esta ficha se contemplará tan solo la tupí convencional, de eje vertical. La tupí se distingue por su versatilidad de trabajo. Para cada tipo de trabajo, se elige la velocidad más adecuada en función de la herramienta de corte, madera a trabajar, profundidad de corte, etc. Dentro de la amplia gama de operaciones posibles a realizar en la tupí (trabajos con guía, al árbol, en el extremo del árbol, al chapillón, con plantilla, etc.), se contemplan en esta ficha los trabajos más usuales que en esta máquina se realizan:
Riesgos específicos Causas de accidente Insuficiente sujeción de las piezas de madera que se trabajan. Existencia de maderas con nudos o irregularidades que rompen la continuidad de la alimentación manual. Velocidad inadecuada de la herramienta de corte por:
Sus características propias. Anchura y profundidad de corte.
Golpes y/o contusiones por el retroceso imprevisto y violento de la pieza que se trabaja.
Pérdida de filo en las herramientas de corte. Empleo de herramientas de corte y accesorios a velocidades superiores a las recomendadas por el fabricante. Fijación de las herramientas de corte y accesorios al árbol de manera incorrecta o deficiente Uso de herramientas de corte con resistencia mecánica inadecuada. Equilibrado incorrecto de las herramientas de corte y accesorios. Utilización de accesorios inadecuados para la tupí.
Proyección de herramientas de corte y accesorios en movimiento.
Abandono de herramientas en proximidades del árbol. Proyección de partículas sobre los ojos. La no utilización de gafas de protección.
Descuidos del operario Desaparición de la pieza del punto de operación al retroceder violentamente la pieza debido a que se produce una variación en la resistencia a la penetración de la herramienta en la madera a causa de encontrar un nudo, contraveta, etc, o al final de cada pasada, durante la alimentación del último tramo de la pieza a mecanizar.
Contactos fortuitos con la herramienta de corte.
Inexistencia o deficiencia de las protecciones. Contacto y atrapamiento con órganos móviles. Inexistencia o deficiencia de las protecciones
envolventes. Caída de piezas sobre los pies. La no-utilización de botas de seguridad

12.2. Medidas preventivas. a) Relativas a sistemas de protección. • Las operaciones en tupí se realizarán a "útil no visto" o con el "útil por debajo de la
pieza". Con ello logramos que la propia pieza de madera a mecanizar se convierta en protección de la tupí al hacer inaccesible la herramienta de corte a lo largo de la operación.
• La alimentación de la pieza debe realizarse en sentido contrario al del giro del útil, en todas las operaciones en que ello sea posible.
• Para trabajos con guía es recomendable adosar a las semirreglas-guía una contraplaca de madera dura que disminuya el espacio peligroso entre ambas partes de la guía. Dicha contraplaca lleva una abertura hecha por el mismo útil que deja libre solamente la parte del útil precisa para el trabajo.
• Para trabajos con guía es obligatoria la protección de la parte posterior o zona no activa del útil, a fin de evitar contactos fortuitos en esa zona. La citada protección actúa asimismo como carter protector de las zonas posterior y laterales de la máquina en caso de proyección violenta del útil de corte o sus fragmentos.
• Empleo de carros de alimentación automática o manual. • Uso de elementos de presión vertical v horizontal sobre la pieza. • Utilización de empujadores especialmente en 10 alimentación de piezas pequeñas, así
como instrumento de ayuda para el "fin de pasada" en piezas grandes. • Uso de herramientas de corte correctamente afiladas y elección de útiles adecuados a
las características de la madera y de la operación. • En "trabajos con guía", comprobación de que ambas semirreglas están correctamente
situadas en el mismo plano vertical a fin de evitar salientes que puedan provocar enganches de la pieza y, en consecuencia, su retroceso violento.
• Evitar en lo posible pasadas de gran profundidad. Son recomendables las pasadas sucesivas y progresivas de corte.
• Uso de útiles "antirretroceso" de limitación continua del paso de trabajo. • Debe prohibirse en absoluto reparar mediante soldadura una herramienta rota o dañada.
Debe eliminarse inexcusablemente todo útil que presente fisuras o puntos iniciales de ruptura.
• Para cada trabajo se empleará el útil necesario con velocidad y diámetro adecuados. Bajo ningún concepto ha de superarse la velocidad máxima recomendada por el fabricante.
• Es completamente necesario que, previamente a la puesta en marcha de la máquina, se compruebe que las herramientas estén perfectamente equilibradas.
• Utilizar fresas con preferencia a los hierros rectos. b) Relativas a utilización de EPI: • Gafas contra la proyección de partículas sobre los ojos. • Botas de seguridad debido a que se trabaja con piezas metálicas y puede producirse
caída de las mismas durante su manipulación. • Guantes de seguridad.
13. Riesgos de la cepilladora o labrante. 13.1. Descripción de los riesgos. Se utiliza fundamentalmente para "planear" o "aplanar" una superficie de madera, Si la superficie cepillada es la cara de la pieza a la operación se la define como "planeado", mientras que si la superficie cepillada es el canto de la pieza a la operación se la denomina como "canteado". La cepilladora está formada de un bastidor que soporta el plano de trabajo rectangular, compuesto de dos mesas horizontales entre las cuales está situado el árbol portacuchillas. La diferencia en altura entre las dos mesas determina la profundidad de pasada (espesor de madera quitada por la herramienta). En la actualidad, algunas cepilladoras llevan incorporado un árbol de corte vertical, provisto de motor independiente que permite la realización simultánea de las operaciones de planeado y canteado.
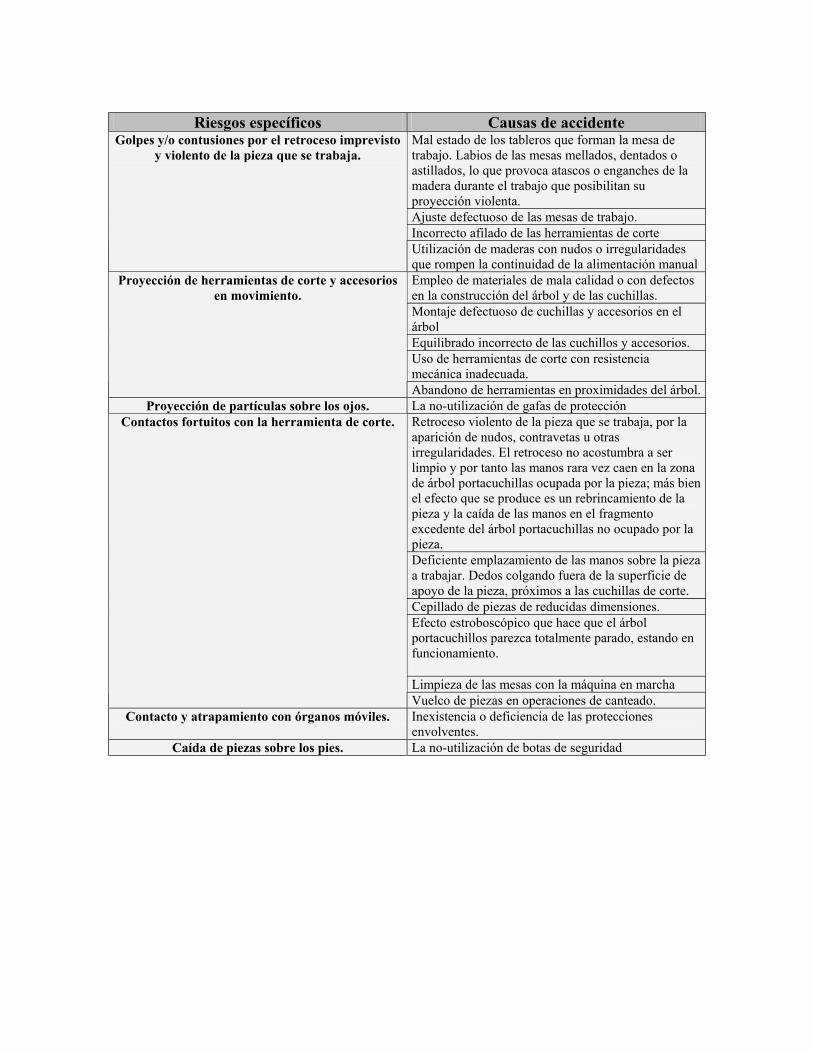
Riesgos específicos Causas de accidente
Mal estado de los tableros que forman la mesa de trabajo. Labios de las mesas mellados, dentados o astillados, lo que provoca atascos o enganches de la madera durante el trabajo que posibilitan su proyección violenta. Ajuste defectuoso de las mesas de trabajo. Incorrecto afilado de las herramientas de corte
Golpes y/o contusiones por el retroceso imprevisto y violento de la pieza que se trabaja.
Utilización de maderas con nudos o irregularidades que rompen la continuidad de la alimentación manual Empleo de materiales de mala calidad o con defectos en la construcción del árbol y de las cuchillas. Montaje defectuoso de cuchillas y accesorios en el árbol Equilibrado incorrecto de las cuchillos y accesorios. Uso de herramientas de corte con resistencia mecánica inadecuada.
Proyección de herramientas de corte y accesorios en movimiento.
Abandono de herramientas en proximidades del árbol. Proyección de partículas sobre los ojos. La no-utilización de gafas de protección
Retroceso violento de la pieza que se trabaja, por la aparición de nudos, contravetas u otras irregularidades. El retroceso no acostumbra a ser limpio y por tanto las manos rara vez caen en la zona de árbol portacuchillas ocupada por la pieza; más bien el efecto que se produce es un rebrincamiento de la pieza y la caída de las manos en el fragmento excedente del árbol portacuchillas no ocupado por la pieza. Deficiente emplazamiento de las manos sobre la pieza a trabajar. Dedos colgando fuera de la superficie de apoyo de la pieza, próximos a las cuchillas de corte. Cepillado de piezas de reducidas dimensiones. Efecto estroboscópico que hace que el árbol portacuchillos parezca totalmente parado, estando en funcionamiento. Limpieza de las mesas con la máquina en marcha
Contactos fortuitos con la herramienta de corte.
Vuelco de piezas en operaciones de canteado. Contacto y atrapamiento con órganos móviles. Inexistencia o deficiencia de las protecciones
envolventes. Caída de piezas sobre los pies. La no-utilización de botas de seguridad
13.2 Medidas preventivas. a) Relativas a sistemas de protección: • El árbol portacuchillas debe ser cilíndrico (los cuadrados están prohibidos), en acero
duro, cuidadosamente equilibrado dinámicamente; posee de dos a cuatro ranuras para el alojamiento de las cuchillas de corte fijadas mediante tornillos de anclaje.
• Es preceptiva la protección del fragmento de árbol portacuchillas situado en la zona posterior de la guía o zona no activa del árbol con cobertores, bien de reglaje manual o bien autorregulables.
• La alimentación de la pieza debe realizarse SIEMPRE en sentido contrario al del giro del árbol.
• Colocar la mano izquierda sobre el extremo anterior de la pieza apretándola contra la mesa, manteniendo los dedos cerrados; la mano derecha situada en el extremo posterior de la pieza la empuja hacia adelante. Cada pieza hay que conducirla, si sus dimensiones lo permiten, de tal modo que después de colocada no haya necesidad de variar la situación de las manos.
• En el cepillado de piezas largas, cuando el extremo anterior de la pieza haya sobrepasado unos 40 cm el árbol portacuchillas, se detiene el avance, se sujeta la pieza con la mano derecha mientras que la izquierda vuelve nuevamente a disponerse detrás del árbol portacuchillas, iniciándose la realimentación de la pieza.
• Uso de un carro de alimentación automática como un sistema tractor por rodillos que realice automáticamente la alimentación de piezas de madera a la zona de operación de la cepilladora.
• Protección del árbol vertical en operaciones simultáneas de cara y canto por un dispositivo que las oculte en posición de reposo.
• Utilización de empujadores especialmente en la alimentación de piezas de reducidas dimensiones, así como instrumento de ayuda para el "fin de pasada" en piezas grandes.
• El ajuste de las mesas de trabajo a las necesidades de cada corte implica que la mesa de salida ha de estar siempre enrasada -con la superficie cilíndrica descrita por el filo de las cuchillas. La mesa de alimentación, paralela siempre a la de salida, debe situarse más baja en la magnitud correspondiente al espesor de viruta deseado. Si la mesa de salida está por encima de la arista superior del cilindro descrito por las cuchillas, la pieza choca contra la mesa y, si por el contrario está por debajo, la pieza resulta socavada por las cuchillas. Ambas circunstancias son peligrosas y se evitan con un correcto reglaje de la masa de salida.
• Las cuchillas de corte montadas en el árbol han de presentar un correcto afilado. La pérdida de filo incrementa considerablemente la resistencia a la penetración del útil en la pieza implicando con ello un elevado riesgo de proyección de la pieza que se mecaniza.
• Construcción de las cuchillas y árbol portacuchillas en materiales de primera calidad y sin defectos.
• Fijación y montaje correcto de las cuchillas al árbol. • Afilado y equilibrado perfecto de las cuchillas. El equilibrado es una operación muy
importante en esta máquina ya que a la elevada velocidad de rotación del árbol es indispensable que esté perfectamente equilibrado, o sea, que las cuchillas han de tener
siempre el mismo peso dos a dos. No cabe duda que para conseguir dicho equilibrio es necesario también que los tornillos y arandelas para la fijación sean idénticos entre sí. Hay que cerciorarse del equilibrado a períodos regulares de tiempo.
b) Relativas a utilización de EPI: • Gafas contra la proyección de partículas sobre los ojos. • Botas de seguridad debido a que se trabaja con piezas metálicas y puede producirse
caída de las mismas durante su manipulación. • Guantes de seguridad.
RECUERDA Que los riesgos de las actividades de carpintería metálica y de madera, derivados de las tareas de preparación y montaje de estructuras (preparación de marcos de metal y madera, puertas metálicas y de madera, e instalación de los mismos), son fundamentalmente golpes, atrapamientos y cortes con los elementos de las estructuras, de sobreesfuerzos por manipulación manual de cargas, caídas por falta de orden y limpieza de los lugares de trabajo, así como los riesgos de inhalación de humos de soldaduras y proyección de partículas. Los medidos de prevención y protección se fundamentan en la formación en el manejo de cargas, mantenimiento de orden y limpieza y utilización de equipos de protección personal como guantes, gafas de seguridad, mascarillas, etc. Los riesgos en los talleres y lugares de trabajo son generados, fundamentalmente, por las distintas máquinas y equipos de trabajo, consistentes en proyecciones de partículas, atrapamientos, y cortes con los elementos móviles de estos, riesgos eléctricos, etc. Las medidas de prevención serán la conservación y respeto de los distintos elementos de seguridad de dichas máquinas y equipos (sistemas de parada automática, resguardas y apantallamientos, mantenimiento, etc.), así como la utilización de los equipos de protección adecuados (gafas, guantes, calzado de seguridad, etc).