04 - operaciones de maquinado
DESCRIPTION
operacion de maquinadoTRANSCRIPT
OPERACIONES Y ECONOMÍA DEL MAQUINADO LUIS ALEJANDRO AMORTEGUI OSORIO

CONTENIDO
Aspectos Generales
Torneado y operaciones relacionadas
Taladrado y operaciones relacionadas
Fresado y operaciones relacionadas
Centros de Mecanizado
Otras operaciones de Mecanizado
Mecanizado de alta velocidad
Vida de la herramienta
Maquinabilidad y Costo del Mecanizado
Recomendaciones Generales
MECANIZADO ASPECTOS GENERALES
MAQUINADO O MECANIZADO
Proceso de remoción de material en el cual una herramienta de corte afilada es usada para remover mecánicamente material y dejar la geometría deseada:
La aplicación más común es darle forma a metales.
Mecanizado es el procesos de fabricación más versátil y preciso en el que se puede producir una amplia variedad de formas y características geométricas.
La fundición también puede producir varias formas y características geométricas pero no con la misma precisión del mecanizado.

CLASIFICACIÓN DE LAS PIEZAS MECANIZADAS
1. Rotacionales o de revolución
2. No rotacionales o prismáticas
OPERACIONES DE MAQUINADO Y GEOMETRÍA DE LA PIEZA DE TRABAJO
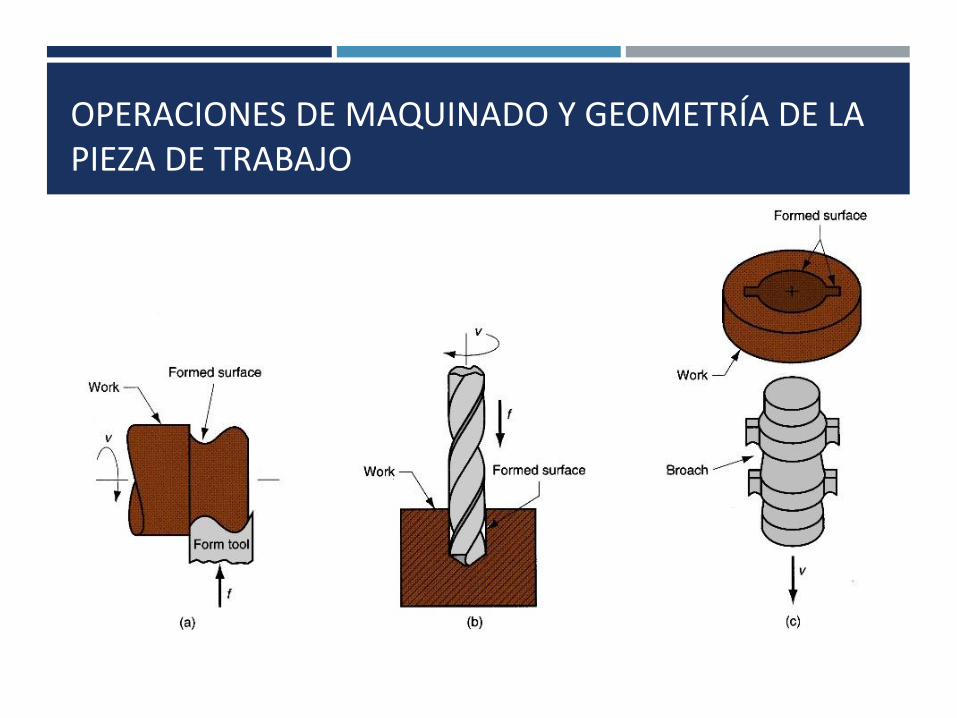
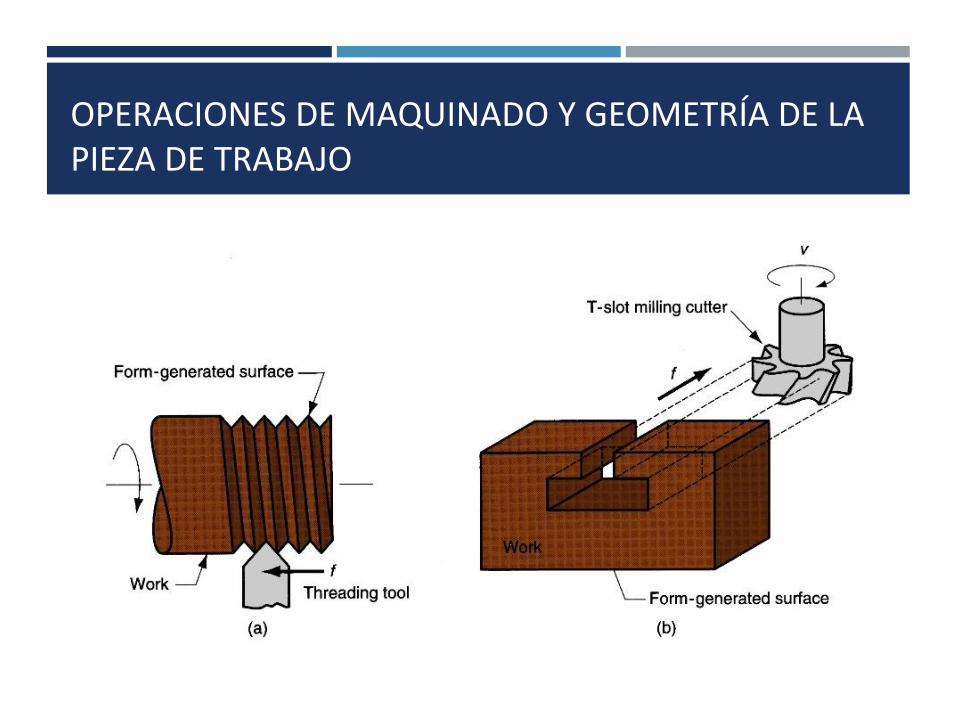
Cada operación de maquinado forma características en la pieza de trabajo de acuerdo a:
1. El movimiento relativo entre la herramienta de corte y la pieza de trabajo
• Generación: La trayectoria de la herramienta da forma a la pieza de trabjo
2. Forma de la herramienta de corte
• Formado: La herramienta de corte tiene el reverso de la forma a producir

OPERACIONES DE MAQUINADO Y GEOMETRÍA DE LA PIEZA DE TRABAJO
OPERACIONES DE MAQUINADO Y GEOMETRÍA DE LA PIEZA DE TRABAJO
OPERACIONES DE MAQUINADO Y GEOMETRÍA DE LA PIEZA DE TRABAJO

TORNEADO Y OPERACIONES RELACIONADAS
TORNEADO
La herramienta de un solo filo de corte remueve el material de una pieza de trabajo que rota y genera una forma de revolución.
La maquina herramienta donde se ejecuta la operación es el TORNO.
Operaciones relacionadas al torneado que pueden ser hechas en un torno son:
Careado
Torneado de formas
Achaflanado
Tronzado o Ranurado
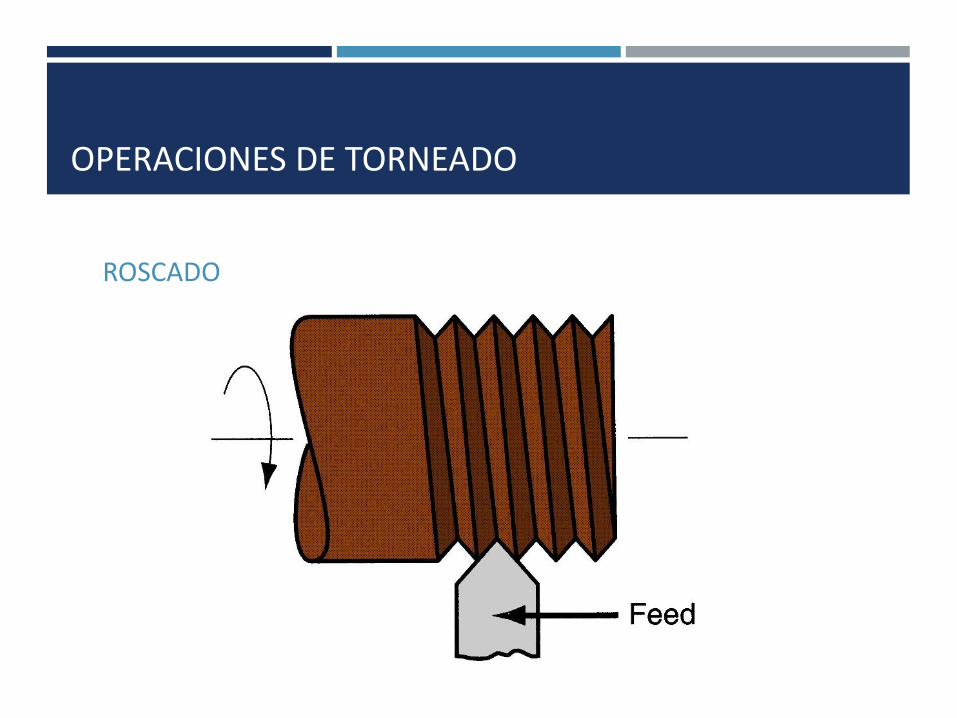
Roscado

TORNEADO

CONDICIONES DE CORTE EN EL TORNEADO
La velocidad de rotación de la pieza se relaciona con la velocidad de corte con la siguiente expresión:
La velocidad de avance viene dada por:
La tasa de remoción de material es:
Tiempo de Mecanizado
o
vN
D
rf N f
RMR v d f
m
r
LT
f

OPERACIONES DE TORNEADO
CAREADO TORNEADO DE FORMA

OPERACIONES DE TORNEADO
ACHAFLANADO TRONZADO O RANURADO
OPERACIONES DE TORNEADO
ROSCADO

TORNO CONVENCIONAL

MÉTODOS DE SUJECIÓN DE PIEZAS
Plato de tres mordazas Sujeción entre centros
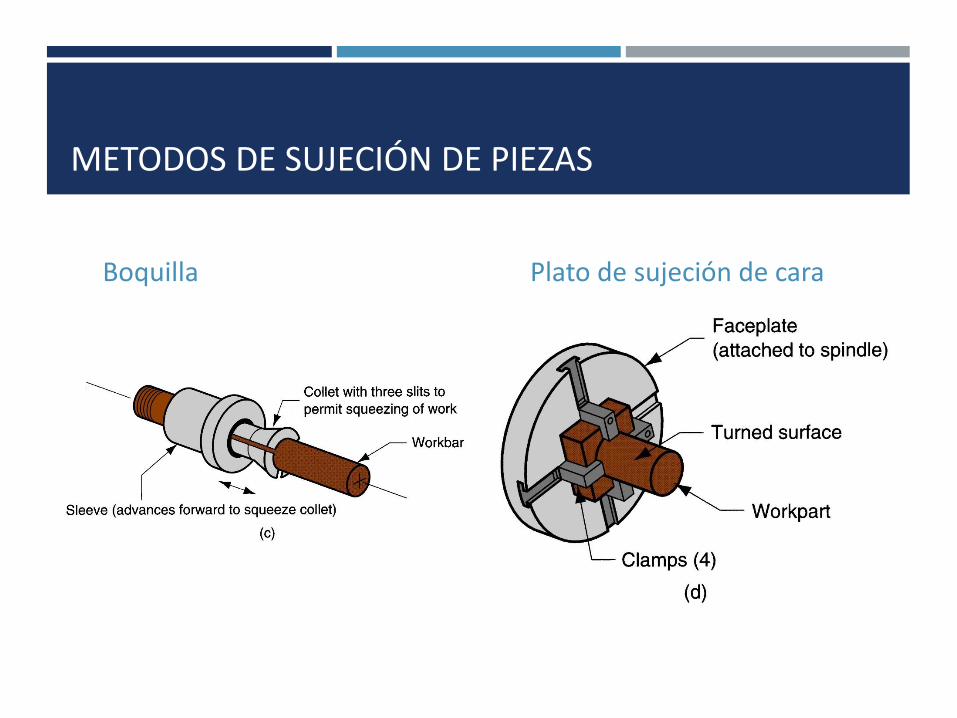
METODOS DE SUJECIÓN DE PIEZAS
Boquilla Plato de sujeción de cara

MANDRINADO
Es una operación similar al torneado, es decir que usa una herramienta de un solo filo contra una pieza rotativa.
La diferencia con el torneado es que:
El mandrinado se hace sobre una superficie interior o agujero ya formado.
El torneado se hace sobre la superficie exterior de un cilindro.
La maquinas mandrinadoras pueden ser de eje de rotación horizontal o vertical-

TALADRADO Y OPERACIONES RELACIONADAS
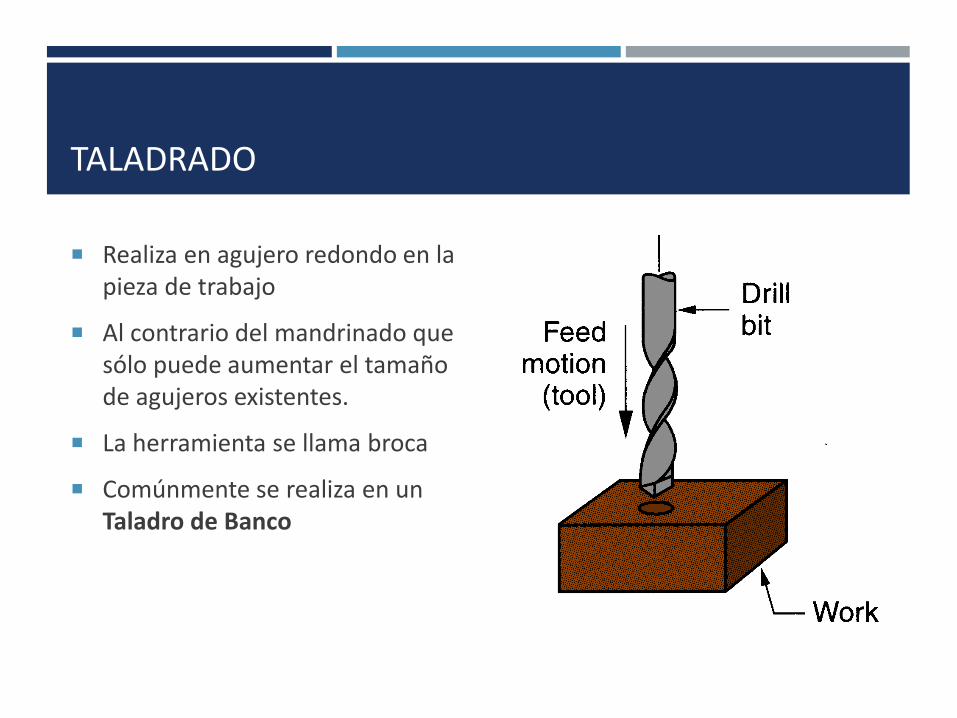
TALADRADO
Realiza en agujero redondo en la pieza de trabajo
Al contrario del mandrinado que sólo puede aumentar el tamaño de agujeros existentes.
La herramienta se llama broca
Comúnmente se realiza en un Taladro de Banco
CONDICIONES DE CORTE EN EL TALADRADO
Las condiciones de corte para una operación de taladrado vienen dadas por:
Donde D es el diámetro de la broca
fr es la velocidad de avance
vN
D
rf N f
2
4rRMR D f
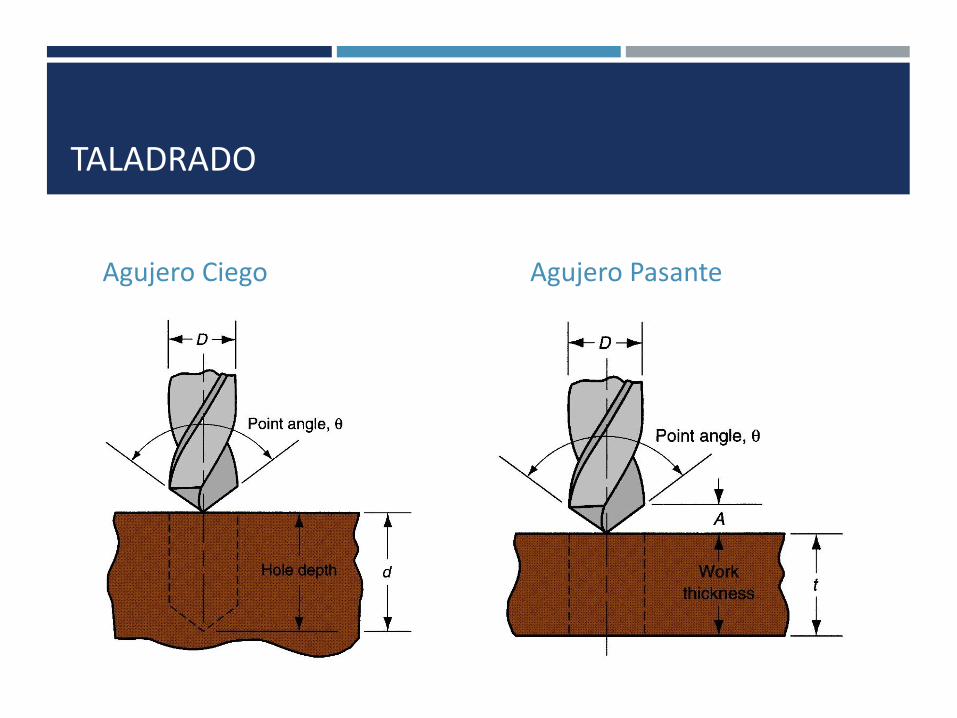
TALADRADO
Agujero Ciego Agujero Pasante
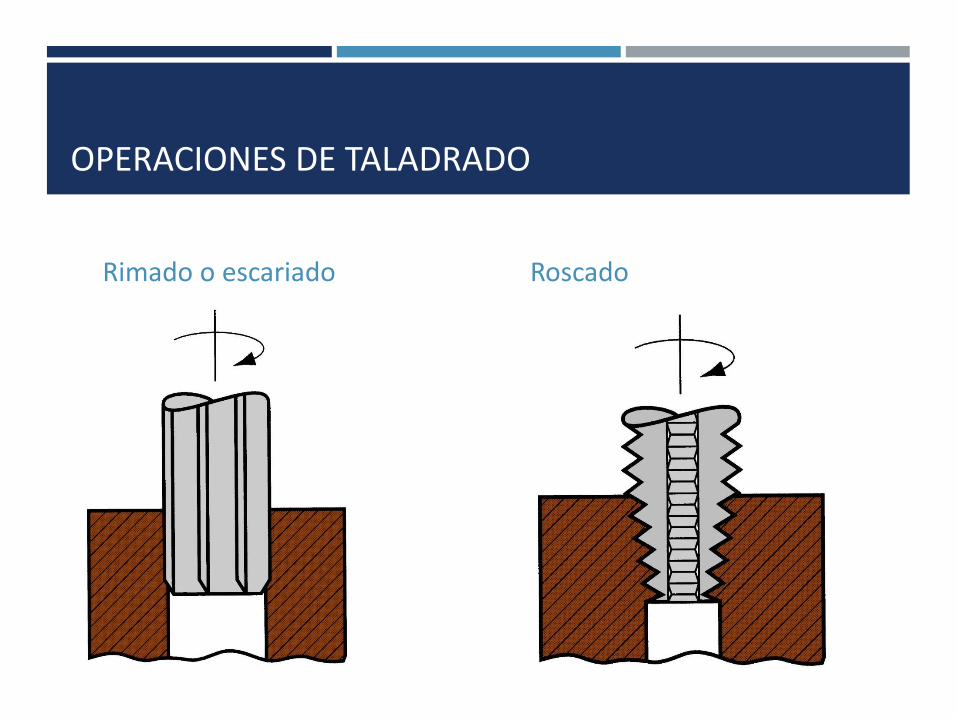
OPERACIONES DE TALADRADO
Rimado o escariado Roscado

OPERACIONES DE TALADRADO
Abocardado Avellanado
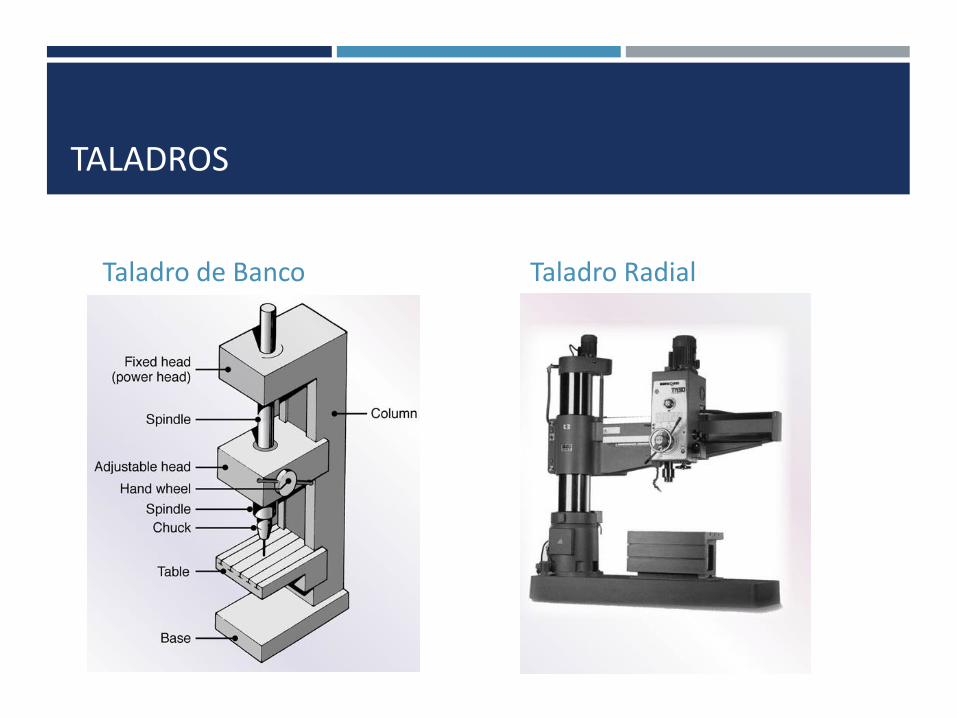
TALADROS
Taladro de Banco Taladro Radial

SUJECIÓN DE PIEZAS
Guía de Taladrado Prensa

FRESADO Y OPERACIONES RELACIONADAS
FRESADO
Operación de maquinado donde la pieza de trabajo se hace pasar frente a una herramienta de corte rotativa con múltiples filos de corte.
El eje de rotación de la herramienta es perpendicular a la dirección del avance.
Normalmente crea una superficie plana, pero superficies con otras forma pueden ser hechas con la forma de la herramienta o la trayectoria.
Es una operación interrumpida de corte.
La herramienta es la fresa y los filos de corte son los dientes de la fresa.
La maquina herramienta es la fresadora.

TIPOS DE FRESADO
Fresado Periférico Fresado de cara o refrentado

OPERACIONES DE FRESADO
Fresado de Bloque Ranurado

OPERACIONES DE FRESADO
Refrentado Tradicional Fresado Frontal
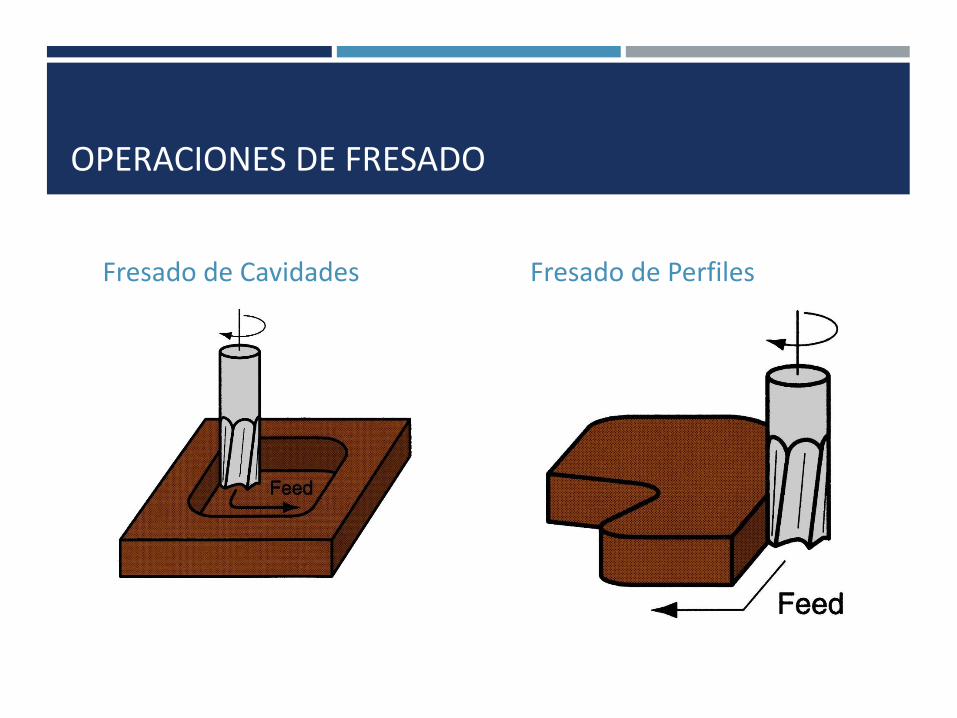
OPERACIONES DE FRESADO
Fresado de Cavidades Fresado de Perfiles
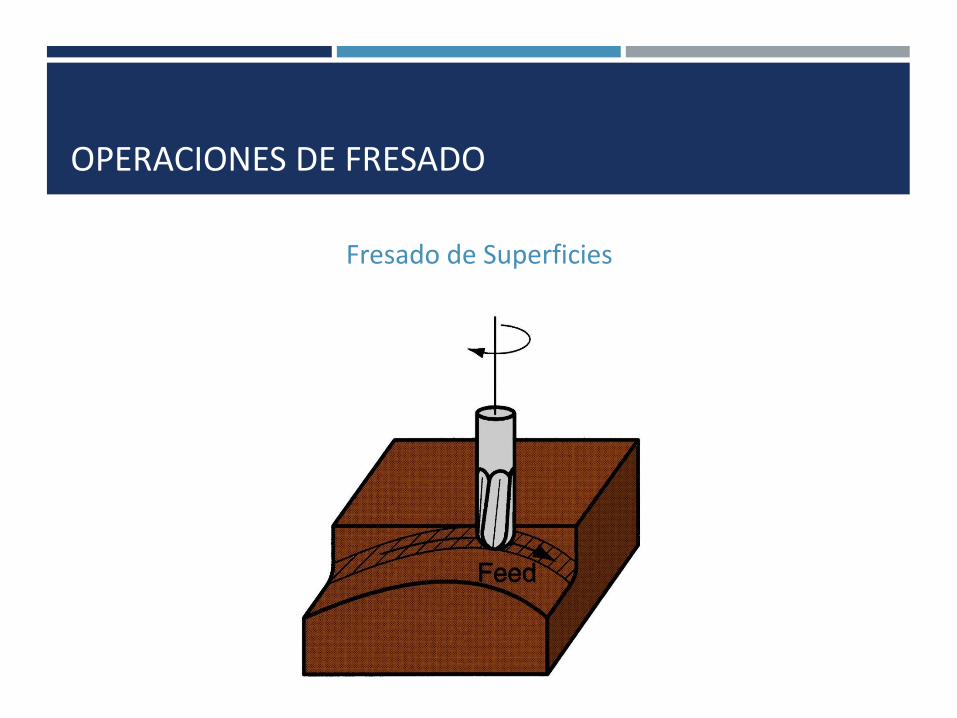
OPERACIONES DE FRESADO
Fresado de Superficies

CONDICIONES DE CORTE EN EL FRESADO
La velocidad de rotación de la herramienta en función de la velocidad de corte viene dada por:
La velocidad de avance viene dada por
nt es el numero de dientes de la fresa y f es la carga de viruta.
La tasa de remoción de material MRR viene dada por:
vN
D
r tf N n f
rRMR w d f

VELOCIDADES DE CORTE DIVERSAS

AVANCES EN TORNEADO

CARGA DE VIRUTA
http://robbjack.com/tools/S1-401-12
CENTROS DE MECANIZADO
CENTROS DE MECANIZADO
Máquinas herramienta altamente automatizadas, capaces de ejecutar múltiples operaciones de mecanizado a través de Control Numérico Computarizado.
La programación se realiza al inicio del trabajo
La interacción humanada durante las operaciones es mínima.
Las operaciones que se lleva a cabo son taladrado y fresado
Se clasifican en máquinas de Tres, Cuatro o Cinco ejes.
Características:
Cambio automático de herramientas.
Posicionamiento y cambio de la pieza de trabajo automático.

CENTROS DE MECANIZADO

CENTROS DE MECANIZADO
CENTROS DE MECANIZADO
CENTROS DE MECANIZADO
CENTROS DE MECANIZADO
OTRAS OPERACIONES DE MECANIZADO

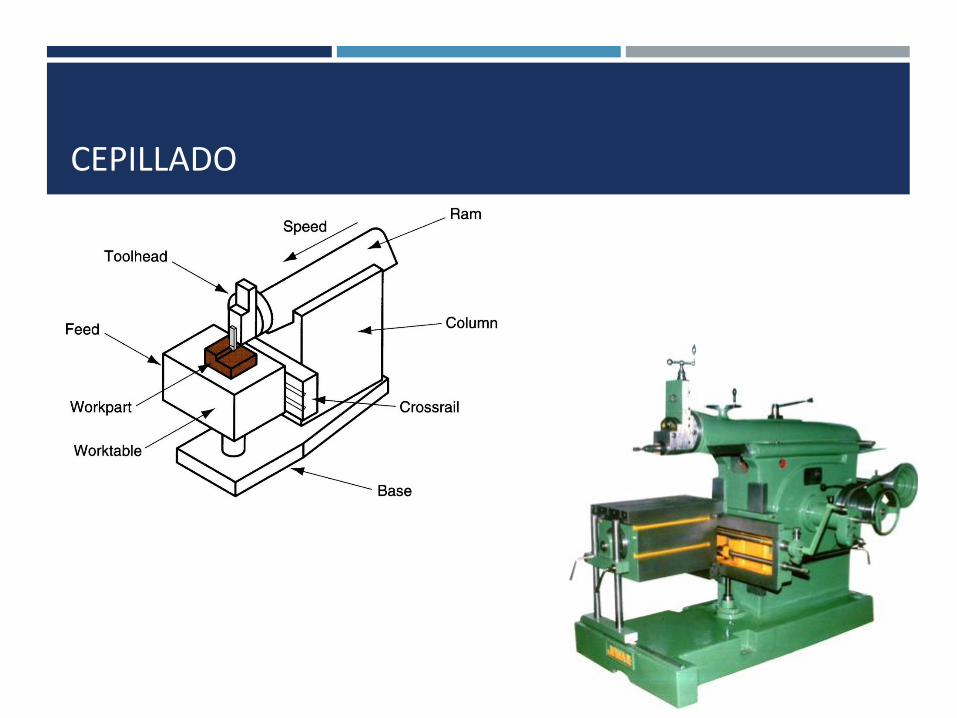
CEPILLADO Y PERFILADO
Se crea una superficie plana y recta
Usa una herramienta de un solo filo de corte
El corte es interrumpido a diferencia del torneado que es continuo.
La herramienta es sujeta cargas de impacto cada vez que inicia el corte.
Las velocidades de corte son bajas debido al movimiento de vaivén.
Usualmente se usan herramienta de corte de acero de alta velocidad

CEPILLADO
Cepillado Perfilado
CEPILLADO
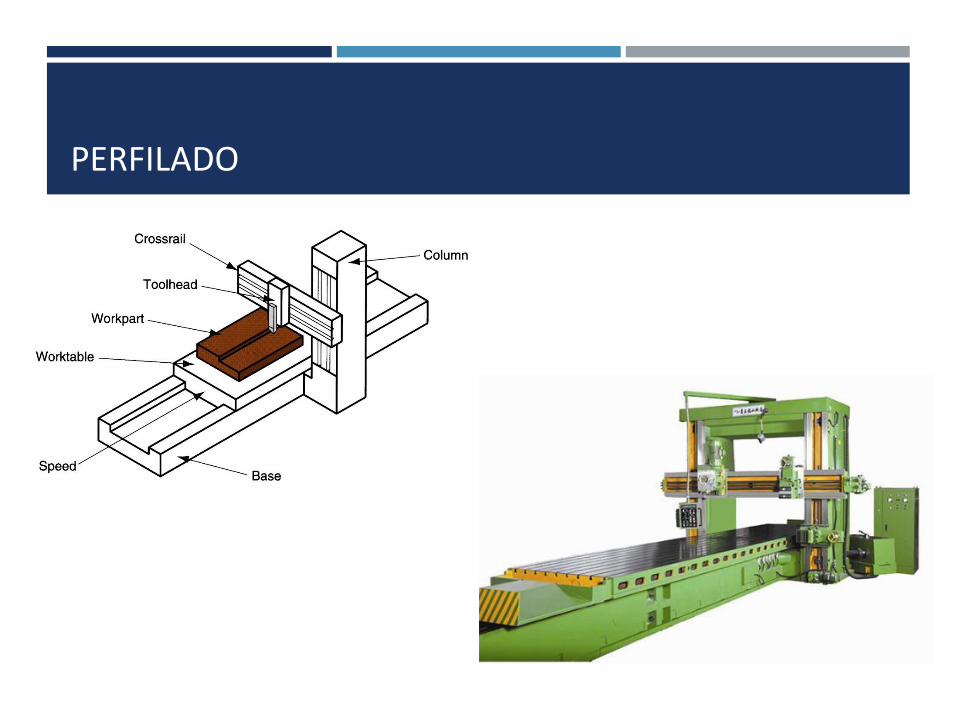
PERFILADO
BROCHADO
Usa una herramienta de corte de múltiples filos
El movimiento relativo entre la pieza de trabajo y la herramienta de corte es línea y en una dirección
Produce buen acabado superficial, tolerancias cerradas
Es posible realizar una gran variedad de formas.
La maquina herramienta es la Brochadora y la herramienta es la Brocha
Debido a la forma en ocasiones complicada de la brocha, las herramientas son costosas.
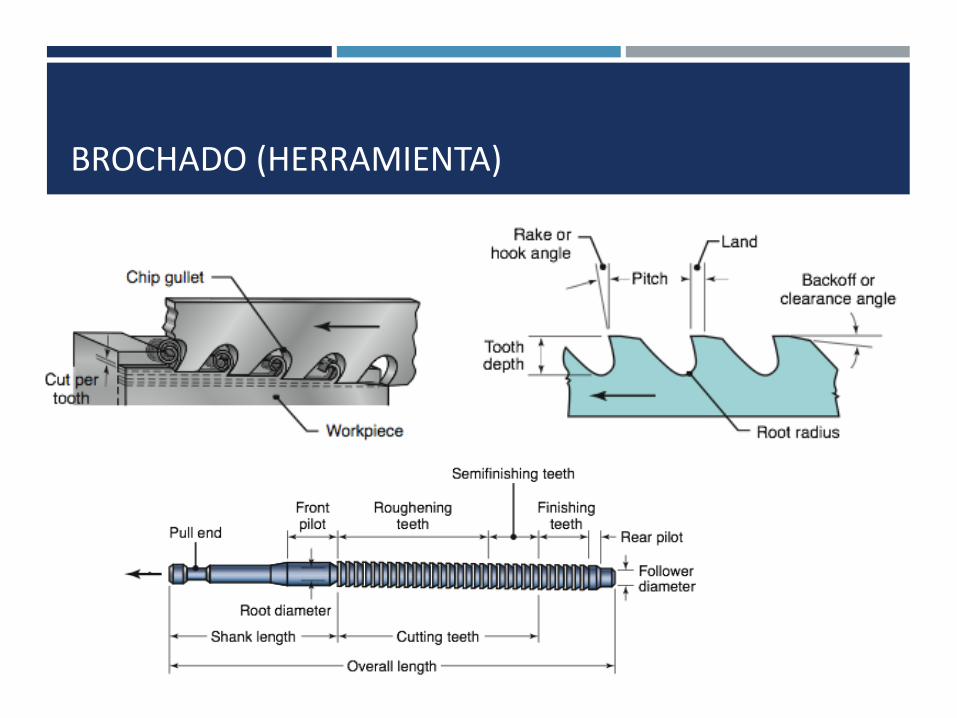
BROCHADO (HERRAMIENTA)
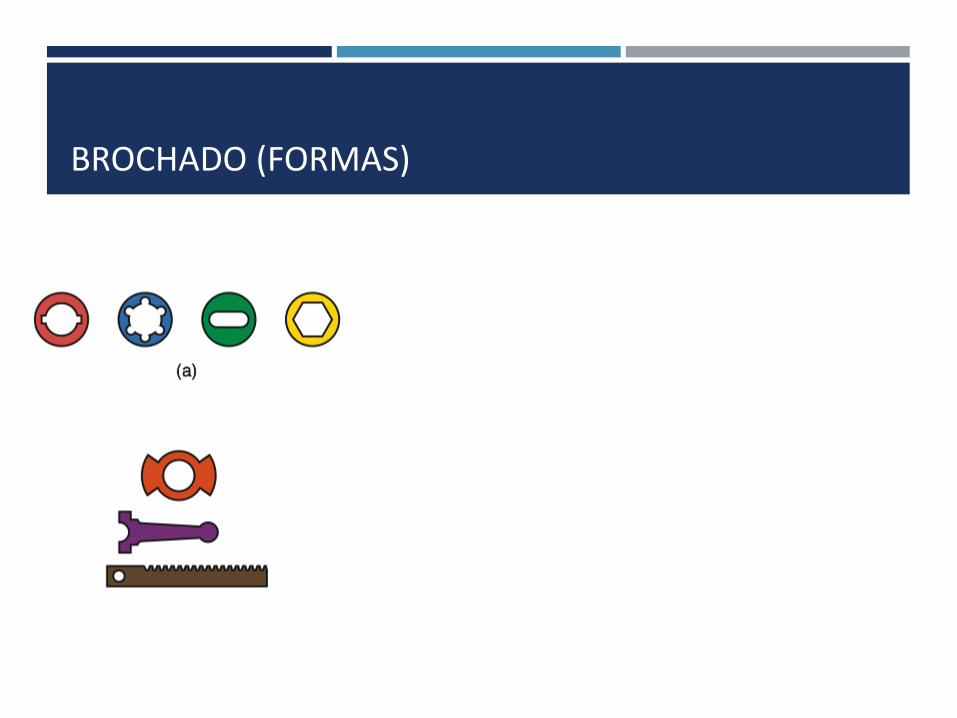
BROCHADO (FORMAS)
ASERRADO
Es un proceso en el que se corta un hendidura angosta en la pieza de trabajo con una herramienta que tiene dientes estrechamente espaciados.
Se usa para separar una pieza de trabajo en dos.
O para cortar un pedazo indeseado de material de una pieza de trabajo
La herramienta se llama hoja de sierra

ASERRADO
Segueta Motorizada Sierra de Cinta
Sierra Circular

MECANIZADO DE ALTA VELOCIDAD
MECANIZADO DE ALTA VELOCIDAD
Velocidades de corte significativamente altas comparadas con las usadas en operaciones de corte convencionales.
Proviene de la constante a través de la historia de buscar velocidades de corte cada vez mas altas.
En el presente se hay un especial interés en el HSM debido al potencial de altas tasas de producción, bajos tiempos de espera y reducción de costos.

COMPARACIÓN ENTRE MECANIZADO DE ALTA VELOCIDAD Y CONVENCIONAL
Material de trabajo Velocidad convencional Alta velocidad
m/min ft/min m/min ft/min
Aluminio 600+ 2000+ 3600+ 12,000+
Fundición de hierro suave 360 1200 1200 4000
Fundición de hierro dúctil 250 800 900 3000
Aleaciones de acero 210 700 360 1200
Fuente: Kennametal Inc.
REQUERIMIENTOS PARA IMPLEMENTACIÓN
Rápidas velocidades de posicionamientos.
Cambios automáticos de herramientas.
Rodamientos espaciales diseñados para altas RPM
Capacidad de soportar altos avances (50 m/min)
Herramientas de corte, soportes de herramientas y husillos balanceados para minimizar las vibraciones.
Sistemas de enfriamiento que trabajen a alta presión.
Sistemas de control y remoción de viruta que puedan manejar las altas cantidades de material removido.

APLICACIONES
Industrias:
Aeronáutica
Automotriz
Informática
Médica
Moldes para productos de consumo masivo

VIDA DE LAS HERRAMIENTAS DE CORTE
VIDA DE LAS HERRAMIENTAS DE CORTE
Los dos principales aspectos que influyen en la vida de la herramienta son:
1. Material de la herramienta
2. Geometría de la herramienta
MODOS DE FALLA
Falla por fractura
La fuerza de corte es muy alta y dinámica, lo que lleva a una fractura frágil.
Falla por Temperatura
La temperatura de corte es muy alta para el material de la herramienta.
Desgaste
Desgaste ocurrido por el uso.

FALLA POR DESGASTE
La fractura y temperatura son fallas prematuras, por lo tanto son indeseables.
El desgaste gradual de la herramientas es deseable sobre los otros dos modos de falla dado que permite un mayor uso.
El desgaste ocurre de dos parte de la herramienta:
En la superficie de la cara de ataque
En la superficie de incidencia.

DESGASTE DE LA HERRAMIENTA
El desgaste que ocurre en la cara o superficie de ataque se conoce como Desgaste de Cráter
Consiste en una cavidad en la superficie de ataque que se forma y crece por acción de la viruta que se desliza sobre esa superficie.
Los altos esfuerzos y temperatura tienen especial incidencia.
La cavidad se mide por su profundidad y área.
DESGASTE DE LA HERRAMIENTA
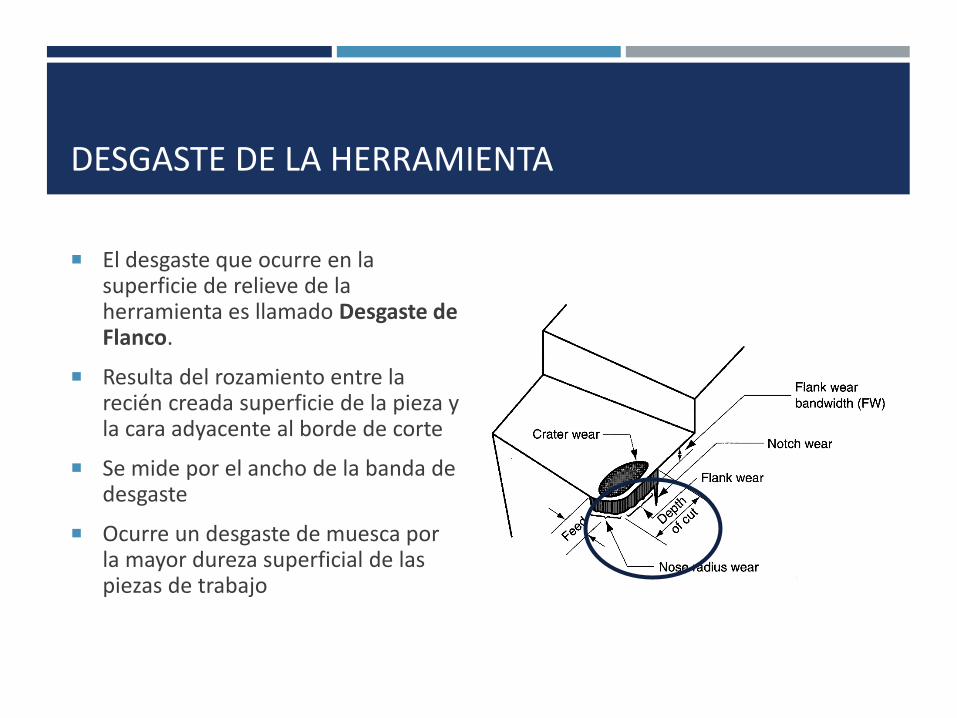
El desgaste que ocurre en la superficie de relieve de la herramienta es llamado Desgaste de Flanco.
Resulta del rozamiento entre la recién creada superficie de la pieza y la cara adyacente al borde de corte
Se mide por el ancho de la banda de desgaste
Ocurre un desgaste de muesca por la mayor dureza superficial de las piezas de trabajo

DESGASTE DE LA HERRAMIENTA
(Courtesy Manufacturing Technology Laboratory, Lehigh University, photo by J. C. Keefe)

DESGASTE DE LA HERRAMIENTA
VIDA DE LA HERRAMIENTA
DESGASTE
Los mecanismos que generan el desgaste son:
Abrasión
Adhesión
Difusión
Reacciones Químicas
Deformación Plástica

VIDA DE LA HERRAMIENTA
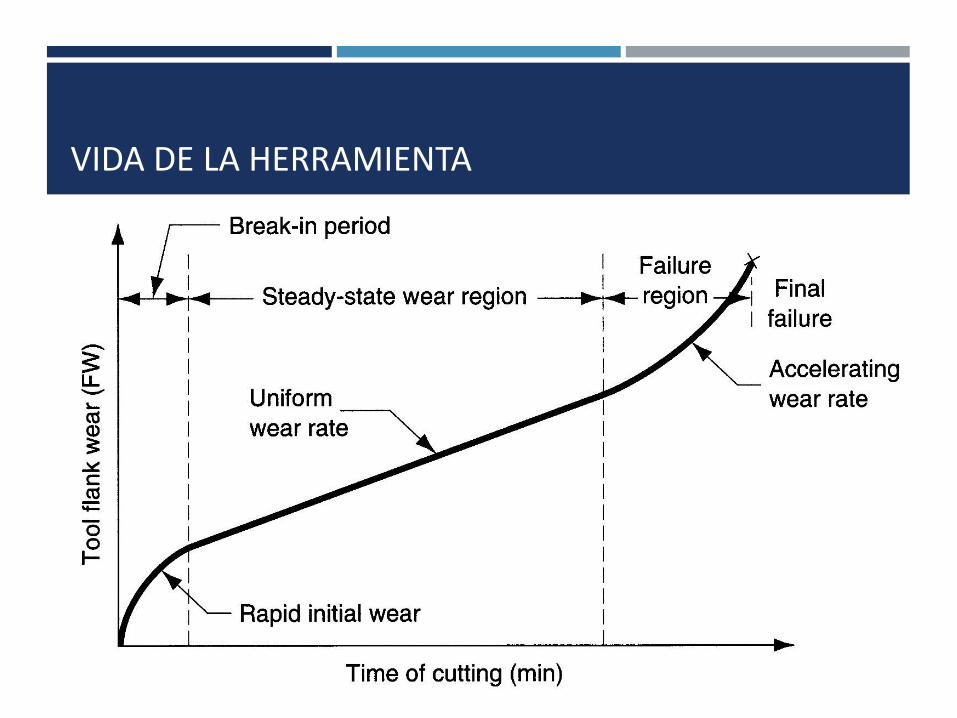
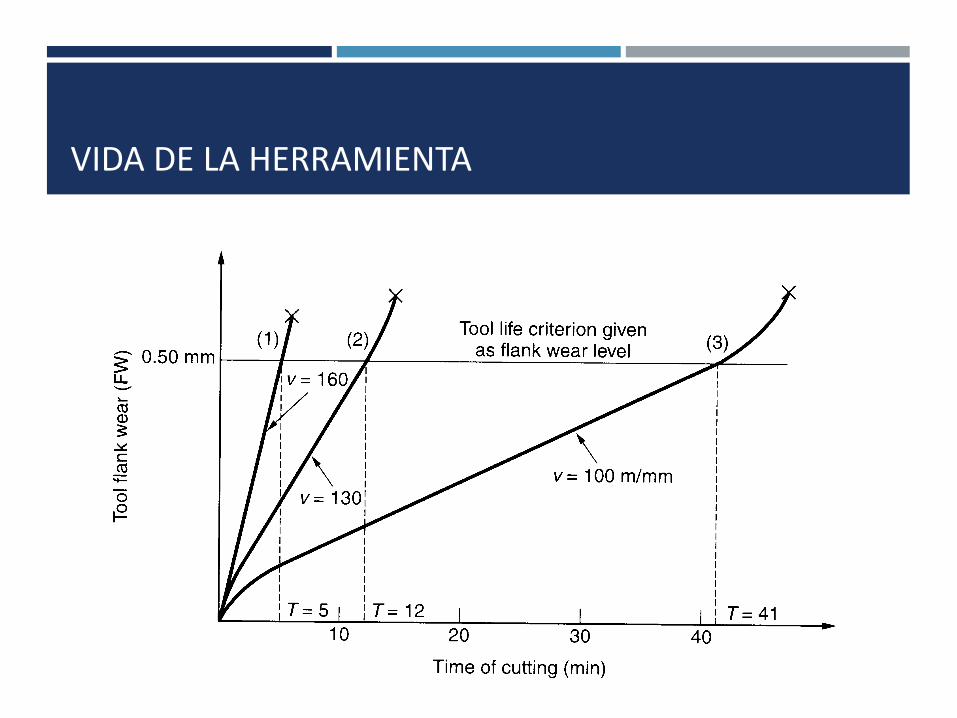
La vida de la herramienta es el tiempo de corte en el cual la herramienta funciona.
Es decir el tiempo de corte hasta que ocurra una falla catastrófica
Esta definición es impráctica durante producción dada las implicaciones económicas, productivas, de calidad y de seguridad que tiene una falla catastrófica.
Es por esto que normalmente se define un nivel de desgaste de flanco aceptable como criterio para establecer la vida de una herramienta.
VIDA DE LA HERRAMIENTA

VIDA DE LA HERRAMIENTA
ECUACIÓN DE TAYLOR PARA LA VIDA DE LA HERRAMIENTA
La ecuación de Taylor permite predecir la vida de la herramienta en función del material y la velocidad de corte.
Las constantes C y n dependen del material de la herramienta.
nv T C
VALORES DE n Y C DE LA ECUACIÓN DE TAYLOR
Material n C
𝒎 𝒎𝒊𝒏 C
𝒇𝒕 𝒎𝒊𝒏 C
𝒎 𝒎𝒊𝒏 C
𝒇𝒕 𝒎𝒊𝒏
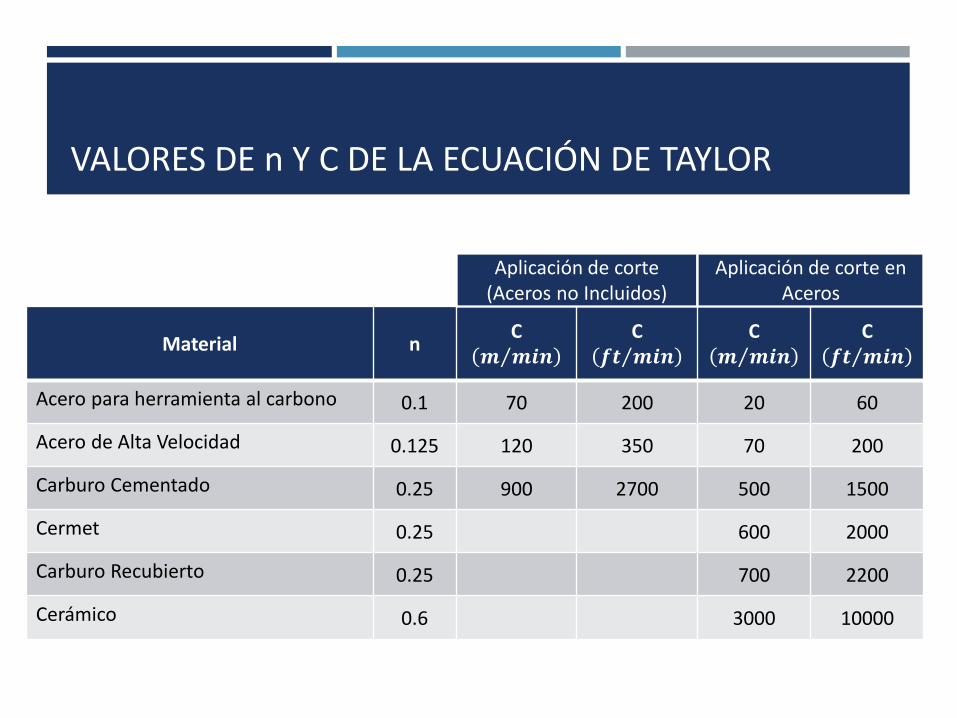
Acero para herramienta al carbono 0.1 70 200 20 60
Acero de Alta Velocidad 0.125 120 350 70 200
Carburo Cementado 0.25 900 2700 500 1500
Cermet 0.25 600 2000
Carburo Recubierto 0.25 700 2200
Cerámico 0.6 3000 10000
Aplicación de corte (Aceros no Incluidos)
Aplicación de corte en Aceros
VIDA DE LA HERRAMIENTA
Los siguientes criterios deben acompañar el uso de la ecuación de Taylor debido a la dificultad de medir el desgaste durante producción:
1. Inspección de los dos desgastes en la herramienta
2. Sonido de la operación de corte
3. Cambio de forma de la viruta.
4. Degradación del acabado superficial de la pieza de trabajo.
5. Aumento en el consumo de potencia.
6. Conteo de piezas maquinadas
COSTO DE MECANIZADO
COSTOS (MAXIMIZACIÓN DE LA TASA DE PRODUCCIÓN)
Para maximizar la tasa de producción se debe minimizar el tiempo de maquinado por pieza.
En el torneado, un ciclo de producción de una pieza consiste en tres tiempo:
1. Tiempo de manejo de una Pieza = Th
2. Tiempo de maquinado de la pieza = Tm
3. Tiempo de Cambio de Herramienta: = Tt/np , donde np es el numero de pieza produjeron durante la vida de la herramienta.
La suma de los tres tiempo proporciona el tiempo de ciclo total por unidad para el ciclo de producción
tc h m
p
TT T T
n
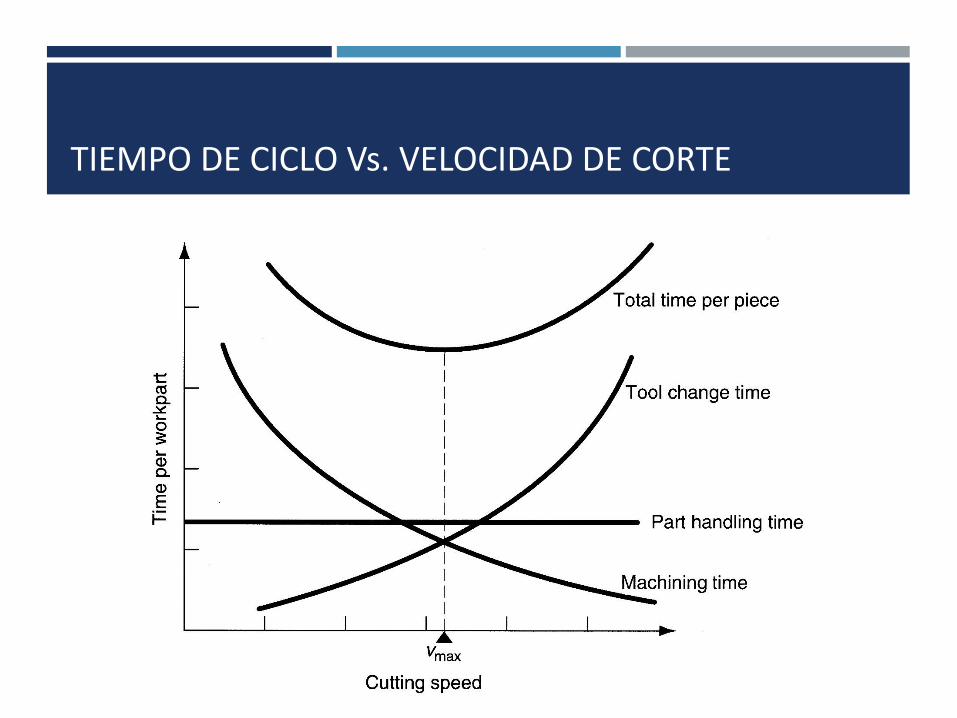
TIEMPO DE CICLO Vs. VELOCIDAD DE CORTE

MINIMIZACIÓN DEL TIEMPO PRODUCCIÓN
En el torneado el tiempo de maquinado viene dado por la siguiente expresión:
El numero de piezas que se pueden fabricar con una herramienta viene dado por:
Donde T es la vida de la herramienta que se deriva de la ecuación de Taylor.
m
D LT
v f
p
m
Tn
T
nv T C

MINIMIZACIÓN DEL TIEMPO DE PRODUCCIÓN
Si se reemplazan las anteriores expresiones en el tiempo de ciclo de producción:
Si esta expresión se minimiza, la velocidad en que se logra esto es:
1
1
1n
n
t
c h
T D L vD LT T
f v f C
max
11
n
t
Cv
Tn
MINIMIZACIÓN DEL COSTO
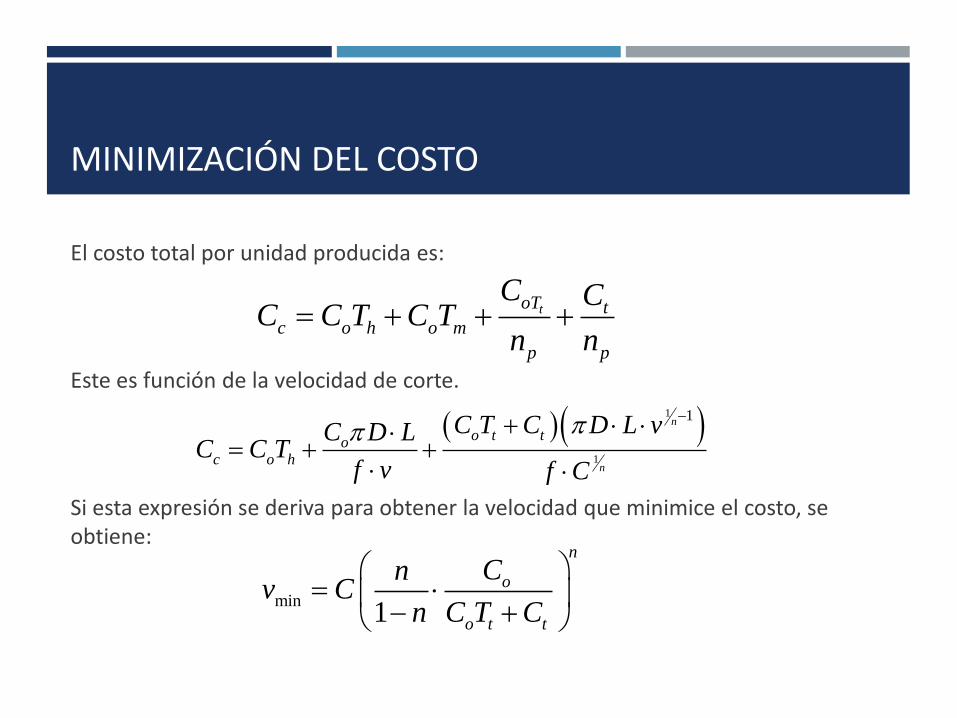
El costo total por unidad producida es:
Este es función de la velocidad de corte.
Si esta expresión se deriva para obtener la velocidad que minimice el costo, se obtiene:
toT tc o h o m
p p
C CC C T C T
n n
1
1
1n
n
o t to
c o h
C T C D L vC D LC C T
f v f C
min1
n
o
o t t
Cnv C
n C T C

COSTO UNITARIO Vs VELOCIDAD DE CORTE
NOTACIONES
Al aumentar C y n en la ecuación de vida de Taylor, la velocidad optima de corte debe disminuir.
Herramientas de carburo cementado y cerámicas deben ser usadas a velocidades de corte consideradamente mas altas que de Acero Rápido.
vmax es siempre mayor que vmin
Si el tiempo de cambio de herramienta Tt y/o el costo de la herramienta Ct aumenta, la velocidad de corte debe disminuir.
Las herramientas no deben ser cambiadas muy a menudo si el costo de cambio o de la herramienta es muy alto.
Insertos desechables tienen la ventaja sobre los reafilables en que el tiempo de cambio es menor.

RECOMENDACIONES GENERALES

RECOMENDACIONES PARA DISEÑO DE PIEZAS MECANIZADAS
Diseñe componentes que no necesiten maquinado
Prefiera procesos de forma neta tales como fundición, forjado en dado cerrado, o moldeo de plásticos.
Si no es posible, minimice la cantidad de mecanizado requerido.
Razones por las cuales es necesario mecanizar:
Ajustes precisos (Tolerancias cerradas)
Buenos acabados superficiales
Características geométricas especiales tales como agujeros precisos, roscas, ranuras.

RECOMENDACIONES PARA DISEÑO DE PIEZAS MECANIZADAS
Las tolerancias debe ser acordes a la función y a las capacidades de fabricación disponibles.
Tolerancias muy cerradas cuestan mucho y puede que no agreguen valor a la pieza.
Si las tolerancias son muy cerradas su costo aumenta por la herramienta, la fijación, inspección, trabajo adicional.
El acabado superficial debe ser especificado para satisfacer la funcionalidad y/o la estética.
Tener en cuenta que mejores acabados superficiales incrementa el costo por procesos adicionales como pulido, o lapeado.
RECOMENDACIONES PARA DISEÑO DE PIEZAS MECANIZADAS
Mecanizado de esquinas, puntos o fordes finos deben evitarse.
Son difíciles de mecanizar o implican procesos adicionales.
Bordes finos internos implican herramientas delgadas que pueden fracturarse fácilmente.
Esquinas y bordes fino tienden a formar rebabas y son peligrosas de manipular.
Las piezas mecanizadas deben diseñarse para que puedan fabricarse de formas estándar comerciales
Piezas cilíndricas que deban tornearse se deben seleccionar de barras de diámetro exterior estándar.
RECOMENDACIONES PARA DISEÑO DE PIEZAS MECANIZADAS
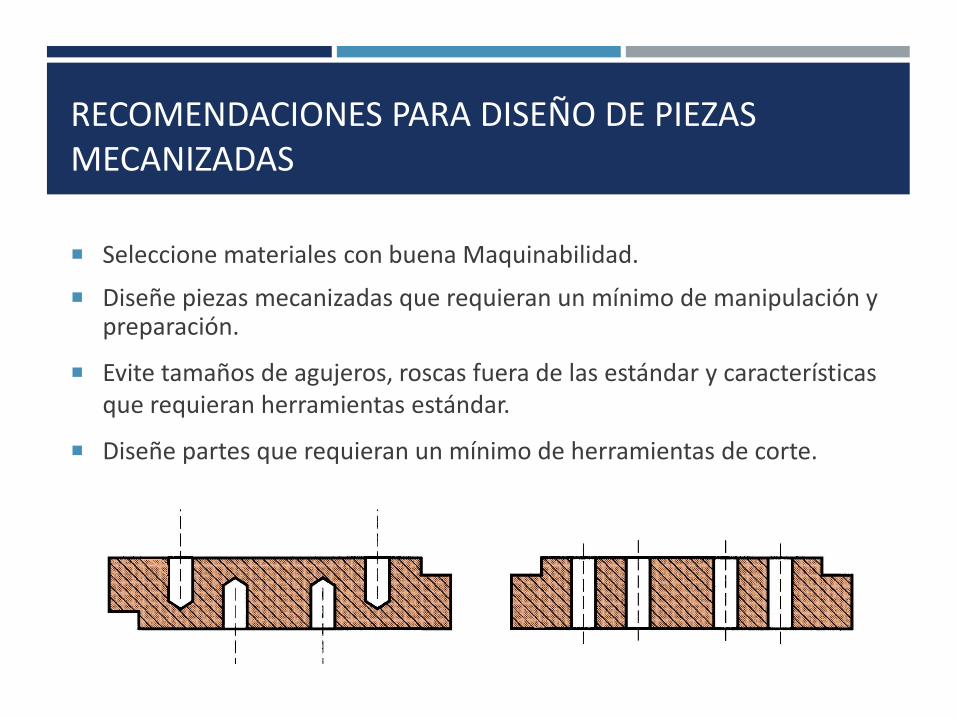
Seleccione materiales con buena Maquinabilidad.
Diseñe piezas mecanizadas que requieran un mínimo de manipulación y preparación.
Evite tamaños de agujeros, roscas fuera de las estándar y características que requieran herramientas estándar.
Diseñe partes que requieran un mínimo de herramientas de corte.

SELECCIÓN DE CONDICIONES DE CORTE
Es una de las tareas mas importantes durante la planeación del proceso.
Para cada operación de mecanizado deben seleccionarse condiciones de corte distintas.
Estas decisiones debe considerar la maquinabilidad, la geometría, las tolerancias, el acabado superficial entre otros.