00-iniciales v7-reimp:iniciales texto universitario
TRANSCRIPT




Mejora continua de los procesos: Herramientas y técnicasColección Textos UniversitariosPrimera edición: marzo, 2010Primera reimpresión: febrero, 2012Segunda reimpresión: agosto, 2014Tercera reimpresión: diciembre, 2017Cuarta reimpresión: febrero, 2020Tiraje: 500 ejemplares
© Elsie Bonilla Pastor, Bertha Díaz Garay, Fernando Kleeberg Hidalgo,
María Teresa Noriega Araníbar
© De esta edición:Fondo EditorialUniversidad de LimaAv. Javier Prado Este 4600, Urb. Fundo Monterrico ChicoLima 33, PerúApartado postal 852, Lima 100, Perú Teléfono: 437-6767, anexo 30131 [email protected]
Edición, diseño y carátula: Fondo Editorial
Impreso en el Perú
Prohibida la reproducción total o parcial de este libro, por cualquier medio, sin permiso expreso del Fondo Editorial.
ISBN 978-9972-45-241-3
Hecho el depósito legal en la Biblioteca Nacional del Perú n.º 2020-00817
Mejora continua de los procesos: Herramientas y técnicas / Elsie Bonilla Pastor...[et al.] – 1.ª ed., 1.ª reimp., 2.ª reimp., 3.ª reimp., 4.ª reimp. – L ima: Universidad de Lima, Fondo Editorial, 2020.
220 p. (Textos universitarios)
Bibliografía: p. [217] - 220
Contenido: Aspectos generales de la mejora continua – Herramientas para la solución de problemas – Aplicación de herramientas estadísticas – Uso de software – Metodología de la mejora continua – La mejora continua en dos casos reales
1. Normas técnicas 2. Normas de calidad 3. Administración de la calidadI. Bonilla Pastor, Elsie II. Díaz Garay, Bertha III. Kleeberg Hidalgo, Fernando IV. Noriega Araníbar, María Teresa
658.562 M
ISBN: 978-9972-45-241-3
00-iniciales v7-REIMP 2014:iniciales texto universitario 04/08/2014 02:58 PÆgina 6
7
Prólogo 17Introducción 19
Capítulo 1. Aspectos generales de la mejora continua de los procesos 21
1. Gestión por procesos 231.1 Pensamiento esbelto (lean thinking) y mejora continua 241.2 Procesos, caracterización y medición 26
1.2.1 Definición de proceso 261.2.2 Caracterización de los procesos 271.2.3 Medición de los procesos 29
1.3 Mejora continua de procesos 30
2. Técnicas para la mejora continua de los procesos 322.1 Las cinco “S” y el proceso de mejora continua 32
2.1.1 Etapas para implementar la técnica de las cinco “S” 36
2.2 Mejora continua (Kaizen) 372.3 Six Sigma 39
2.3.1 Principios del Six Sigma 402.3.2 Explicación estadística 402.3.3 Metodología del Six Sigma 422.3.4 Herramientas utilizadas por el Six Sigma 452.3.5 Organización para el desarrollo de proyectos
Six Sigma 45
3. La mejora continua en los modelos de gestión de la calidadcon enfoque en procesos 463.1 Modelo de gestión de la calidad ISO 9001:2008 463.2 Sistema para la seguridad de los alimentos ISO 22000 483.3 Sistema de gestión ambiental ISO 14001:2004 50
Índice
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 7
4. Organización para la mejora continua (Kaizen) 514.1 Antecedentes 514.2 Características para el funcionamiento efectivo de los
círculos de calidad 524.3 Etapas para la implementación de los círculos de calidad 53
4.3.1 Organización de los círculos de calidad 544.3.2 Los círculos de calidad en el Perú 55
Capítulo 2. Herramientas para la solución de problemas 57
1. Herramientas básicas 591.1 Gráficas 59
1.1.1 Gráfica de barras 591.1.2 Gráfica de línea 601.1.3 Gráfica de pastel 611.1.4 Gráfica de banda o columna 621.1.5 Gráfica de radar (diagrama de araña) 64
1.2 Diagrama causa-efecto 661.2.1 Método de ‘lluvia de ideas’ 66
1.3 Curva de Pareto 671.4 Hoja de verificación 691.5 Histograma 701.6 Diagrama de dispersión 731.7 Cartas de control 75
1.7.1 Cartas de control para datos variables 761.7.2 Cartas de control para atributos 80
1.8 Capacidad del proceso 851.8.1 Análisis de capacidad para un histograma 851.8.2 Análisis de capacidad para cartas de control 86
Problemas resueltos 88Casos propuestos: Herramientas básicas 972. Herramientas administrativas 106
2.1 Diagrama de afinidad 1062.2 Diagrama de interrelaciones 1072.3 Diagrama del árbol 1082.4 Diagrama matricial 1102.5 Diagrama de flechas 1112.6 Cuadro de Programa de Decisión de Procedimiento (CPDP) 1122.7 Diagrama de flujo 114
Casos propuestos: Herramientas administrativas 118
Capítulo 3. Aplicación de herramientas estadísticas - uso de software 123
1. El software Minitab 1251.1 Diagrama causa-efecto 1271.2 Gráfica de Pareto 128
8 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 8
1.3 Gráfica (cartas) de control 1311.3.1 Gráficas de control de datos variables 1311.3.2 Gráficas de control de atributos 134
1.4 Capacidad de proceso 1371.5 Gráficos 139
1.5.1 Histograma 1401.5.2 Diagramas de dispersión 1421.5.3 Gráfica pie 144
1.6 Aplicaciones propuestas para resolver con el Minitab 145
Capítulo 4. Metodología de la mejora continua 151
1. Metodología de los siete pasos 1531.1 Paso uno: Seleccionar el problema 154
1.1.1 Reflexión sobre la misión, la visión, los objetivosy las estrategias de la organización 154
1.1.2 Descripción y caracterización del procesoque se debe mejorar 154
1.1.3 Identificación de oportunidades de mejora(problemas) 156
1.1.4 Selección del problema principal 1561.2 Paso dos: Comprender el problema y decidir la meta 157
1.2.1 Comprender el impacto del problema 1581.2.2 Determinar las variables tratadas y colectar registros 1581.2.3 Subdividir el problema en estratos para su mejor
comprensión 1591.2.4 Identificar los factores del proceso vinculados
al problema 1601.2.5 Decidir la meta que se debe lograr 160
1.3 Paso tres: Elaborar el cronograma de desarrollodel proyecto 161
1.4 Paso cuatro: Analizar las causas del problema 1611.4.1 Preparar la lista de causas del problema 1611.4.2 Análisis causa-efecto 1631.4.3 Analizar la criticidad de las causas raíz 1661.4.4 Elaboración del diagrama de Pareto 1661.4.5 Clasificación de las causas raíz 167
1.5 Paso cinco: Proponer, seleccionar y programarlas soluciones 1671.5.1 Proponer ideas de solución 1681.5.2 Seleccionar propuestas de acciones 1681.5.3 Programar la implementación de la solución elegida 169
1.6 Paso seis: Implementar y verificar resultados 1711.7 Paso siete: Normalizar y establecer un control 173
2. Sedac: Mejora continua de las actividades diarias 174
ÍNDICE 9
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 9
2.1 Características de un proyecto Sedac 1742.2 Selección del proyecto Sedac 1762.3 Líder y equipo del proyecto 176
2.3.1 Líder 1762.3.2 Equipo 177
2.4 Metodología Sedac 1772.4.1 Tarjetas rojas 1772.4.2 Pautas para la tormenta de ideas de causas
con tarjetas 1782.4.3 Tarjetas amarillas 1792.4.4 Tarjetas verdes 179
Casos propuestos 182
Capítulo 5. La mejora continua en dos casos reales 187
Caso 1: Mejora continua en servicios 189Caso 2: Mejora continua en manufactura 194
Anexos 205
Glosario 213
Bibliografía 217
10 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 10
ÍNDICE DE FIGURAS
Capítulo 1:
Figura 1. Ejemplo de caracterización de un proceso 28Figura 2. Concepto de mejoramiento en japonés 37Figura 3. Variabilidad del proceso y niveles de error 41Figura 4. Variables de resultado y de efecto pertinentes
a un proceso 43Figura 5. Mapeo del proceso por mejorar 44Figura 6. Serie ISO 9000 47Figura 7. Modelo de gestión ISO 9001:2008 47
Capítulo 2:
Figura 1. Número de fallas del mes 60Figura 2. Gráfica de línea de cantidades producidas
en una semana 61Figura 3. Porcentaje de ventas de productos cosméticos 62Figura 4. Producción de leche de vacuno por departamentos:
2007 63Figura 5. Indicadores sociodemográficos por situación
de pobreza. Año 2000 63Figura 6. Costo de reparación de maquinaria 64Figura 7. Modelo de una gráfica de araña 65Figura 8. Resultados del programa de capacitación en calidad
desarrollado por una empresa que requiere implementarun sistema de gestión de la calidad 65
Figura 9. Esquema del diagrama de Ishikawa o espina de pescado 66Figura 10. Diagrama causa-efecto 67Figura 11. Gráfica de Pareto. Subdivisión por tipo de falla 69Figura 12. Hoja de verificación 70Figura 13. Duración de llamadas telefónicas recibidas 70
ÍNDICE 11
Índice de figuras y cuadros
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 11
Figura 14. Histograma del trabajo de la máquina A 72Figura 15. Diagrama de correlación positiva 73Figura 16. Diagrama de correlación negativa 73Figura 17. Diagrama de correlación no lineal 73Figura 18. Diagrama de dispersión aplicada a la fabricación
de arandelas 74Figura 19. Diagrama de carta de control 75Figura 20. Clasificación de gráficas de control 76Figura 21. Comportamiento de una carta de control para
datos variables 77Figura 22. Gráfica de control de medias y rangos 79Figura 23. Gráfica de control reconstruida 80Figura 24. Gráfica de control de fracción defectuosa 82Figura 25. Gráfica de control de número de defectuosos 83Figura 26. Gráfica de control para número de defectos 83Figura 27. Gráfica de control reconstruida 84Figura 28. Gráfica de control de defectos por unidad 84Figura 29. Histograma aplicado en la capacidad de un proceso 85Figura 30. Histograma aplicado al peso de piezas 89Figura 31. Gráfica de control 90Figura 32. Gráficas de medias y rangos 92Figura 33. Gráficas de control P 94Figura 34. Gráfica de control del número de defectos 95Figura 35. Gráfica U 97Figura 36. Análisis de causas de problemas en un laboratorio 107Figura 37. Diagrama de interrelaciones 108Figura 38. Diagrama del árbol 109Figura 39. Diagrama matricial para análisis de un servicio
de recolección de residuos 110Figura 40. Diagrama de flechas de secuencia para la instalación
de un nuevo sistema de cómputo 111Figura 41. Diagrama de flechas del Critical Path Method (CPM) 113Figura 42. Cuadro del Programa de Decisiones de
Procedimiento (CPDP) 115Figura 43. Diagrama de flujo 117
Capítulo 3:
Figura 1. Hoja de trabajo 125Figura 2. Ventana de estadística y herramientas de calidad 126Figura 3. Ventana para la construcción del diagrama causa-efecto 127Figura 4. Ventana para subcausa mala formulación 128Figura 5. Diagrama causa-efecto para el problema variación
de espesor 128Figura 6. Ingreso de data a la hoja de cálculo 129Figura 7. Ventana de ingreso de datos para el análisis de Pareto 129Figura 8. Diagrama de Pareto para el primer turno 130Figura 9. Diagrama de Pareto para el segundo turno 130Figura 10. Diagrama de Pareto para el tercer turno 130
12 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 12
Figura 11. Ventana para cartas de control de datos variables 131Figura 12. Ventana de ingreso de datos a la hoja de cálculo 132Figura 13. Ventana para estimación de desviación estándar 132Figura 14. Ventana de test para fuera de control 132Figura 15. Carta de control de datos variables 133Figura 16. Ventana de eliminación de los puntos que salen
de control 133Figura 17. Gráfica de control corregida 133Figura 18. Ventana para cartas de control de atributos 134Figura 19. Ventana de ingreso de datos 134Figura 20. Opciones para test de gráficas de atributos 135Figura 21. Carta de control de defectuosos 135Figura 22. Ventana de la opción de eliminación de muestras
fuera de control 135Figura 23. Gráfica de control recalculada 135Figura 24. Ventana de ingreso de datos de gráfica C 136Figura 25. Gráfica C de defectos 136Figura 26. Ventana de herramientas de calidad 137Figura 27. Ventana del análisis de capacidad 137Figura 28. Estimación de la desviación estándar 137Figura 29. Ventana para incluir el valor nominal 138Figura 30. Curva del proceso de capacidad de un proceso
normal 138Figura 31. Ventana para Sixpack 138Figura 32. Ventana de Sixpack análisis 139Figura 33. Paquete de seis del proceso de capacidad 139Figura 34. Ventana de gráfico en Minitab 139Figura 35. Histogramas 140Figura 36. Ventana de histograma simple 140Figura 37. Histograma 140Figura 38. Ventana de cambio de número de intervalos 141Figura 39. Histograma con nuevo número de intervalos 141Figura 40. Diagramas de dispersión 142Figura 41. Diagrama de dispersión: Costo de evaluación
vs. fallas externas 142Figura 42. Diagrama de dispersión: Costo de evaluación
vs. fallas internas 143Figura 43. Diagrama de dispersión: Costo de fallas
internas vs. fallas externas 143Figura 44. Diagrama de dispersión: Costo de prevención
vs. fallas internas 143Figura 45. Diagrama de dispersión: Costo de prevención
vs. fallas externas 143Figura 46. Diagrama de dispersión: Costo de fallas internas
vs. fallas externas 144Figura 47. Ventana de ingreso de datos para el Minitab 144Figura 48. Figuras de pie para diferentes años según
los tipos de costo 144
ÍNDICE 13
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 13
Capítulo 4:
Figura 1. El ciclo de mejoramiento de los siete pasos 153Figura 2. Caracterización de un proceso 155Figura 3. Tendencia de comportamiento de prendas defectuosas,
costura fruncida y costuras recosidas 159Figura 4. Ejemplo de subdivisión del problema 159Figura 5. Subdivisión del problema por tipo de modelo 160Figura 6. Cronograma del desarrollo del proyecto de mejora 162Figura 7. Prendas defectuosas 163Figura 8. Costura recosida (puntas reventadas) 164Figura 9. Costura fruncida 165Figura 10. Gráfico de Pareto 167Figura 11. Diagrama de Gantt de solución elegida 170Figura 12. Tendencias después de la implementación
del porcentaje de prendas defectuosas 171Figura 13. Seguimiento de las variables causales 172Figura 14. Un tablero típico de un proyecto 175Figura 15. Metodología de los siete pasos 176Figura 16. Tarjeta roja 177Figura 17. Tarjeta amarilla 179Figura 18. Tarjeta verde 179Figura 19. Disposición final de las tarjetas verdes 181Figura 20. Presentación final del Sedac 182
ÍNDICE DE CUADROS
Capítulo 1:
Cuadro 1. Ejemplo de indicadores de desempeño de procesos 29Cuadro 2. Etapas para la implementación de círculos de calidad 54
Capítulo 2:
Cuadro 1. Clasificación de posibles defectos en líneade producción en una fábrica de máquinas de frío 68
Cuadro 2. Análisis para detectar los defectos más significativosencontrados en cada máquina 68
Cuadro 3. Determinación del número de intervalos 71Cuadro 4. Frecuencias en el trabajo de una máquina llenadora
de sachets 72Cuadro 5. Número de observaciones realizadas en cada subgrupo 79Cuadro 6. Datos de aplicación de gráfica de control de fracción
defectuosa 81Cuadro 7. Duración de actividades para la implementación
de un sistema de gestión 112
14 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 14
Capítulo 3:
Cuadro 1. Clasificación de causas según factores 127Cuadro 2. Reporte de inspección 129Cuadro 3. Datos de ensayo 131Cuadro 4. Datos de número de unidades defectuosas 134Cuadro 5. Datos de defectos de cada tablero 136Cuadro 6. Datos de costos de calidad 142
Capítulo 4:
Cuadro 1. Matriz para seleccionar el problema principal 157Cuadro 2. Análisis de la criticidad de las causas involucradas 166Cuadro 3. Análisis de la raíz de las causas principales 167Cuadro 4. Criterios frecuentes utilizados para evaluar cada
alternativa propuesta 168Cuadro 5. Alternativas de solución integradas 169Cuadro 6. Evaluación económica de la mejora implementada 173Cuadro 7. Estados posibles de las tarjetas verdes 180Cuadro 8. Estandarización (acciones de garantía) 181
ÍNDICE 15
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 15

00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 16
En una conversación acerca de los problemas que afectan a las pymes en el Perúen relación con la calidad, un especialista me decía que en el Congreso In -ternacional sobre las Pymes, rea li zado el 2008 en la Universidad de Cantabria, enSan tander, España, se puso de manifiesto la gran preocu pación de los participan-tes en el evento por la falta de entendimiento que los emprendedores de laspequeñas em presas te nían respecto del manejo de los procesos, tanto producti-vos como admi nis tra ti vos.
Sin embargo, coin ci dentemente, un grupo de docentes del curso de Calidadde la Facultad de Ingeniería Industrial de la Uni ver si dad de Lima mantienen, desdehace algún tiempo, un in terés especial por desarrollar nuevos en fo ques relativosal tema, y su empeño los llevó a sistematizar una serie de conceptos y nocionesque ahora nos entregan convertidos en un libro que, desde sus primeros capítu-los, se muestra como un trabajo serio, con la mejor exposición sobre el manejode procesos y la problemática de la calidad que, con sin duda, cubrirá una nece-sidad muy sentida por la industria nacional.
Las autoras y el autor del libro: Elsie Bonilla, Bertha Díaz, María Teresa No rie -ga y Fer nando Kleeberg, respectivamente, formaron parte de un equipo que inte-gré hace algunos años. Con ellos y otros profesores de la citada Facultad cam-biamos el sílabo del curso de Calidad, pasando por las técnicas de muestreo deGrant y Leavenworth, el control de calidad de Juran, la calidad total de Deming, lametodología del estudio de problemas de Ishikawa y la calidad total deFeigenbaum. Profundizamos luego en el notable cambio preconizado por Crosbyen los años noventa, con su teoría de ‘cero defectos’, pre ludio de la función inver-sa de Taguchi, que ahora se enseña como ‘seis sigmas’, y recalamos en la TQM(Total Quality Management) de la ISO 9001-2008.
El texto materia de este prólogo integra los procesos de todas las accionesproductivas con la calidad total, revisando las tecnologías existentes, desde lamás simple hasta la más compleja. Esto nos lleva a enfatizar que calidad no es so -lo tener maquinaria de punta, buenos la bo ratorios de control, equipos e instru -men tos de primera y la más alta tecnología, sino, funda men tal mente, es una cues-tión de personas, de seres humanos. Será la conjunción de estos dos elementosla que hará posible una producción nacional del más alto nivel.
A las virtudes del libro mencionadas se suma la aplicación del software Minitaben el uso de las he rra mientas de mejora continua, acompañado de ejemplos yejercicios con sus respectivas soluciones, de forma que el lector pueda repasar-los y re sol verlos las veces que desee, evitando así tener que acudir a la diversidadde textos sobre el tema de la calidad existentes en el mercado.
José L. Márquez Robles
PRÓLOGO 17
Prólogo
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 17

00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 18
La mejora continua de los procesos consiste en aplicar metodologías que permi-tan optimizar, de manera cuántica y sistemática, el comportamiento y resultadosde los procesos, incrementando su eficiencia, eficacia y efectividad. Toda organi-zación que aspire a ser competitiva deberá buscar me canismos que permitan ele-var el desempeño de sus procesos, ya que son estos los que le agregan valor parala satisfacción de los clientes y otras personas interesadas: accionistas, emplea-dos y provee dores, así como para la co munidad.
El mejoramiento de los productos y servicios es el resultado de la mejora delos in di cadores de desempeño de los procesos de las organizaciones. Entre lasvariables se pueden men cionar los costos, la ca li dad, el tiempo de respuesta, eltiempo de ciclo, el porcentaje de reclamos y la flexibilidad.
A diferencia del concepto “innovar”, que implica mejoras profundas y radica-les, con la mejora continua aspiramos a subir gradualmente pequeños peldaños,manteniendo el statu quo, pero que en el mediano y el largo plazo pueden ge nerarahorros y mejoras significativas en provecho de los clientes y los stakeholders.
Por rediseño radical de los procesos entendemos el replanteamiento in tegralde la “forma en que hacemos las cosas”; por ello, dichos procesos deben inno-varse en la medida en que las condiciones del mercado, la competencia, losrequerimientos del cliente, la globalización y la tecnología nos impongan comouna necesidad latente. La mejora continua, alineada con la inno va ción, amplía laperspectiva de toda organización.
Existen diversas técnicas para mejorar los procesos, sin embargo todas ellastienen en co mún las siguientes etapas: identificación y análisis de los procesos,identificación y revisión de los objetivos e indicadores de desempeño, determina-ción y análisis de las oportunidades de mejora, de sarrollo de la mejora y mediciónde resultados.
Para que los pasos antes mencionados tengan una base sólida de análisis ymonitoreo es necesario recurrir a las herramientas de mejora, las cuales deben serseleccionadas de acuerdo con la naturaleza del problema y con la etapa del pro-pio pro ceso de mejora en el cual nos encontremos. Una metodología frecuente-mente utilizada —por su sen cillez y practicidad— es la técnica Kaizen, creada porlos japoneses en la dé cada de 1950.
19
Introducción
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 19

Si incluimos dentro de nuestra cultura organizacional la coexistencia controladade la me jora continua y de la innovación tenemos garantizado el camino hacia lacompetitividad y el logro de los objetivos empresariales, se fomenta el compromi-so con la calidad por parte de todos los in vo lucrados, se gana terreno en el creci-miento individual, colectivo y de toda la organización, y se evita el desperdicio.
Esta obra se enfoca en presentar algunas técnicas para la mejora continua,deteniéndose luego en una explicación detallada de las herramientas y metodolo-gía Kaizen y la mejora continua rápida Sedac; asimismo, se mostrará el uso delsoftware Minitab, útil para el ma nejo de herramientas de calidad.
Finalmente, para facilitar la comprensión del tema, se reseñan dos proyectosde mejora gana dores del Concurso Nacional “Reconocimiento a los Proyectos deMejora”, organizado por el Comité de Gestión de la Calidad del Centro deDesarrollo Industrial de la So ciedad Nacional de Industrias, desde ini cios de ladécada de 1990, como ejemplos llevados a cabo por organizaciones peruanas.
20 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
00-iniciales v7-REIMP:iniciales texto universitario 01/02/2012 01:22 PÆgina 20
En este capítulo trataremos los siguientes temas:
• Gestión por procesos• Técnicas para la mejora continua
de los procesos• La mejora continua en los modelos
de gestión de la calidad con enfoqueen procesos
• Organización para la mejora continua(Kaizen)
1Capítulo Aspectos generales
de la mejora continuade los procesos
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 21
En este capítulo introductorio explicamos la im -portancia de la mejora continua en el desempe -ño de los procesos de la organización; en ese
sentido, rescatamos la necesidad de enfocar el “pen-samiento esbelto” como principio para optimizarlos.Por ello, se inicia definiendo el proceso y se ofrecenpautas para su caracterización, sin dejar de lado losejemplos de indicadores de desempeño de estos. Seexplican brevemente algunas técnicas utilizadas parafomentar la mejora continua: cinco “S”, Kaizen, SixSigma; así, se destaca la importancia que tiene el tra-bajo en equipo para el éxito de los proyectos de me -jo ramiento, y se citan las principales característicasde los equipos exitosos.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS22
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 22
23CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS
La mejora continua es una estrategia empresarial utilizada para elevar el desempe -ño de los pro ce sos y consecuentemente la satisfacción de los usuarios, y comotal está constituida por una serie de programas de acción y uso de recursos; pue -de desarrollarse en los niveles operativos, tácticos y estratégicos. La estrategiaencamina a los miembros de la organización a superar de manera sistemática losniveles de productividad y calidad, reduciendo los costos y tiempos de respues-tas, mejorando los índices de satisfacción de los clientes y consumidores, para,de esa forma, elevar los ren di mien tos sobre la inversión y la participación de laem presa en el mercado. Mejorar de ma nera continua implica reducir constante-mente la variabilidad de los procesos, ya que estos son los principales ge -neradores del desperdicio.
La implantación de la mejora continua fortalece el aprendizaje de la organiza-ción, el se gui miento de una filosofía de gestión, la participación activa de todo elpersonal y promueve la cul tura de calidad. Las empresas deben utilizar plenamen -te las capacidades intelectual y crea tiva y la expe riencia de todos sus colaborado -res. Ha finalizado la hora en que unos pensaban y otros solo tra ba ja ban, en las em -presas competitivas todos tienen el deber de poner lo mejor de sí para el éxito dela corporación. Sus puestos de trabajo, su futuro y sus posibilidades de desarro-llo per sonal y laboral dependen plenamente de ello.
A continuación se exponen las definiciones y los conceptos asociados a la me -jora continua de los procesos.
1. GESTIÓN POR PROCESOS
La gestión por procesos (Business Process Management) es un modo de adminis -trar las ac ti vi dades empresariales, mediante la cual aquellas se agrupan por proce -sos, con base en las nec e si da des del cliente; así, pues, los procesos son gestio-nados en forma estructurada y sistémica de tal manera que la mejora de los pro-cesos debe ayudar a elevar los niveles de satisfacción de los clientes.
En el ámbito de la gestión por procesos se suelen utilizar técnicas y herramien -tas para me jorarlos o innovarlos. Debe recordarse siempre que los procesos gene-
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 23
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS24
ran valor y también des per di cio, sin embargo una efectiva administración permiti-rá controlar y eliminar todo tipo de desperdicio de re cursos: materiales, máquinas,mano de obra, entre otros.
La gestión por procesos requiere cambios en la cultura organizacional, por loque su im ple mentación no es sencilla. A diferencia de la tradicional organizaciónfuncional, en este tipo de ad mi nistración la autoridad se basa en los “responsa-bles de los procesos”.
Los procesos de una empresa pueden clasificarse desde distintos puntos devista; a manera de ejemplo, la Norma ISO 9001:2008 sugiere diferenciarlos enpro cesos de la dirección, procesos de realización y procesos de soporte; los pri -me ros plantean los objetivos estratégicos y las po líticas de calidad, mientras quelos de realización administran los procesos productivos de bienes o ser vi cios, cui-dando el cumplimiento de los requisitos de calidad establecidos para los proce-sos, pro duc tos y ser vicios; finalmente, los procesos de soporte apoyan a los pro-cesos anteriores con el fin de que alcancen sus ob jetivos. A continuación se men-cionan algunos ejemplos de procesos por cada clase citada:
• Procesos de dirección: planeamiento, presupuesto, aseguramiento de lacalidad.
• Procesos de realización: diseño, producción, despacho.• Procesos de soporte: compra, márketing, logística, informática, personal,
mantenimiento.
Un proceso de la empresa puede subdividirse en subprocesos; por ejemplo, elproceso de pro duc ción puede estar conformado por los procesos de preparaciónde máquinas, fabricación, control de calidad de los productos. Asimismo, el pro-ceso de fabricación podría incluir los procesos ope ra ti vos de corte, costura y deacabados.
El responsable de un proceso es aquella persona que administra el desempe-ño de este y lo lleva hacia la mejora continua de su comportamiento y de susresultados; su liderazgo es in dis pen sable para motivar y comprometer a los cola-boradores con dicho reto. Sus principales res pon sa bi li da des son:
• Gestionar de manera comprometida y proactiva el proceso, asegurando lamejora per ma nente de su eficacia y su eficiencia.
• Cuidar la interrelación de su proceso con los otros establecidos, enfocandosiempre la re la ción cliente (interno o externo) - proveedor.
• Cuidar que su proceso esté debidamente documentado y que dicha infor -ma ción sea co mu nicada a las partes involucradas.
• Monitorear los resultados de su proceso (objetivos) y alinearlos con los ob -jetivos es tra té gi cos de la organización.
• Promover la mejora continua, a partir del análisis de los resultados parcia-les o finales de su proceso.
1.1 Pensamiento esbelto (lean thinking) y mejora continua
El pensamiento esbelto es un enfoque de origen oriental dirigido a la eliminacióndel desperdicio de los procesos para alcanzar una mayor eficiencia, entiéndase
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 24
“desperdicio” como el excedente de re curso, por encima del valor estándar esta-blecido para alcanzar un objetivo deseado.
Las organizaciones establecen objetivos o metas para sus procesos; la diferen -cia entre el es tado actual o real y el estado ideal se constituye en “problema” uoportunidad de mejora.
A diferencia del pensamiento occidental, que ante un problema promueve unaacción co rrectiva, en el pensamiento esbelto se corrige sostenidamente a travésde soluciones preventivas.
Cuando el pensamiento esbelto se implanta en las empresas se crea un flujode efectivo de los procesos, ya que se eliminan todos aquellos obstáculos (des-perdicios): tiempos muertos, exceso de inventarios, largos tiempos de calibra-ción, productos disconformes, etcétera.
Entre las principales técnicas aplicadas en la década de 1970 por diversas cor -po raciones japonesas para eliminar el desperdicio de sus procesos figuran lassiguientes:
• Kanban: sistema de arrastre de la pro duc ción.• TPM: mantenimiento total productivo.• TQM: gestión de calidad total.• Kaizen: mejora con ti nua.• SMED: reducción de los tiempos de preparación de máquinas a unidades
de minuto.• Poka Yoke: dispositivos para prevenir errores tontos.• Círculos de calidad.
Los principios del pensamiento esbelto se mencionan a continuación:
• Definir el valor desde el punto de vista del usuario: los clientes quieren com-prar una so lución, no solo un producto o un servicio.
• Identificar la corriente de valor: reconocer actividades que no agregan valor,a fin de eli mi narlas.
• Crear flujo: lograr que todo el proceso fluya suave y directamente de un pa -so que agregue valor a otro, desde la materia prima hasta el consumidor.
• Producir el “jale” del cliente: Cuando se ha definido el flujo debemos ser ca -paces de pro ducir por órdenes de los clientes en vez de producir en funciónde pronósticos de ventas a largo plazo.
Perseguir la perfección. Una vez que una empresa consigue los primeros cua-tro pasos, se vuelve claro para aquellos que están involucrados que añadir eficien -cia siempre es posible, a través de la mejora continua.
Cuando el pensamiento esbelto se enfoca a los procesos de manufactura apa-rece el con cepto de manufactura esbelta, que es un enfoque empleado en la ges-tión de la producción y con siste en utilizar varias herramientas que permiten elimi -nar todas las operaciones que no le agregan valor al producto, al servicio y a losprocesos, aumentando el valor de cada actividad realizada y eli mi nando lo que nose requiere; se pretende, pues, reducir desperdicios y mejorar las operaciones,ba sán dose siempre en el respeto al trabajador.
El sistema de manufactura flexible o manufactura esbelta se define como unafi losofía de excelencia de manufactura, que de manera planificada busca eliminar
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 25
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 25
26
to do tipo de desperdicio, con el apoyo del trabajador, a través de la mejora conti-nua o Kaizen, logrando así el incremento tanto de la ca lidad como de la productividad.
La manufactura esbelta tiene entre sus objetivos:
• Implantar una filosofía de mejora continua, que permita mejorar los proce-sos y eliminar los desperdicios para aumentar la satisfacción de los clien-tes, reducir costos y garantizar un buen margen de utilidad.
• Proporcionar a las compañías herramientas para que puedan ser competiti-vas, a través de una elevada calidad, la entrega rápida y un bajo precio.
• Reducir la cadena de desperdicios: espacios, tiempos, inventarios, produc-tos defectuosos.
• Mejorar las distribuciones de planta para aumentar la flexibilidad.
Las compañías que aplican la manufactura esbelta han logrado:
• Reducción de aproximadamente el 50% en costos de producción. • Reducción de inventarios de materiales, productos en proceso y productos
terminados.• Reducción del tiempo de entrega de pedidos (lead time).• Elevar la calidad en los procesos y productos.• Menor mano de obra en las operaciones.• Mayor eficiencia de los equipos.• Puntualidad en las entregas de los pedidos. • Mejor aprovechamiento de espacios disponibles.• Reducir la cantidad de transportes.
Un elemento fundamental para el éxito de una estrategia esbelta es el perso-nal, ya que mu chas veces se requerirán cambios profundos en la manera de tra-bajar; en ese sentido, se deberán de sarrollar mecanismos para las buenas rela-ciones humanas. Se parte del principio de aprovechar en forma adecuada la inte-ligencia y la creatividad del trabajador. El concepto de manufactura esbelta impli-ca la anulación de los mandos y su reemplazo por el liderazgo, los líderes son cla-ves para de sarrollar la cultura de la manufactura esbelta.
1.2 Procesos, caracterización y medición
1.2.1 Definición de proceso
Proceso es un conjunto de actividades que utiliza recursos para transformar ele-mentos de entrada en bienes o servicios capaces de satisfacer las expectativasde distintas partes interesadas: clientes externos, clientes internos, accionistas,comunidad, etcétera.
Los procesos, atendiendo a su extensión, pueden ser pequeños (microproce-sos), como el pro ceso de “corte de tela”; medianos, como el “proceso de fabrica -ción” de prendas; grandes (ma croprocesos), como el “proceso de gestión em -presarial”, y muy extensos (megaprocesos) como el “proceso de gestión de unacadena de suministro global”.
Los principales recursos que utiliza un proceso se suelen clasificar en las seis“M”:
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 26
• Mano de obra.- Es la protagonista de todo proceso, por lo tanto sus acti-vidades y aptitudes, influyen directamente en los resultados o salidas del proceso.
• Métodos.- Son las políticas, los procedimientos, las normas y lasinstruccio nes que se em plean para ejecutar un determinado trabajo; ladefinición formal y estandarizada de un mé todo asegura la calidad y opor-tunidad de una salida.
• Maquinaria o equipo.- Viene a ser el elemento que complementa elesfuerzo del personal en la agregación de valor; su adecuada calibración,correcto mantenimiento y oportuno reem plazo definirán apropiados nive-les de pre cisión y exactitud.
• Materiales o suministros.- Son las entradas que serán transformadas porun proceso, es el caso de los materiales, partes en proceso y la informa-ción. La calidad de los suministros es importante para asegurar la calidadde los resultados.
• Medio ambiente.- Incluye las condiciones en las cuales se desarrolla untrabajo, como el es pacio, la ventilación, la seguridad en la planta, la ilu-minación, etcétera. Los criterios y habilidades para combinar los recur-sos antes descritos determinarán el nivel de desempeño del procesoque los involucre. De ahí que las organizaciones cuidan de administrarsus pro cesos, pues son estos los que agregan valor a los productos oservicios.
• Medios de control.- Se refiere a los instrumentos o recursos utilizados paraevaluar el cum plimiento de los requisitos establecidos para el proceso y pa -ra los resultados del pro ceso (producto o servicio).
1.2.2 Caracterización de los procesos
De acuerdo con los criterios incluidos en la Norma Internacional ISO 9001: 2008,la organización debe identificar cada uno de sus procesos y tener definidas la se -cuencia y la interacción entre estos, instando en el seguimiento, la medición y elanálisis de dichos procesos a fin de impulsar el me jo ramiento continuo de la cali-dad y del desempeño.
Caracterizar un proceso consiste en identificar y describir: los resultados quegenera (out put), los elementos de entrada (input), los recursos utilizados por aquel(factores de conversión) y los requisitos de los elementos de entrada y de salida.Es también indispensable, establecer el nivel de desempeño esperado del proce-so (indicadores de desempeño) a fin de garantizar la satisfacción de los clientesexternos e internos de dicho proceso. Los indicadores de desempeño se consti-tuyen en metas del proceso. Toda meta que no se alcanza de manera satisfacto-ria se constituye en una oportunidad de mejora.
Resumiendo, toda caracterización de proceso debe incluir:
• Nombre del proceso.• Alcance del proceso (inicio y fin).• Identificación de los elementos de entrada (insumos), especificando sus
requisitos.
27CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 27
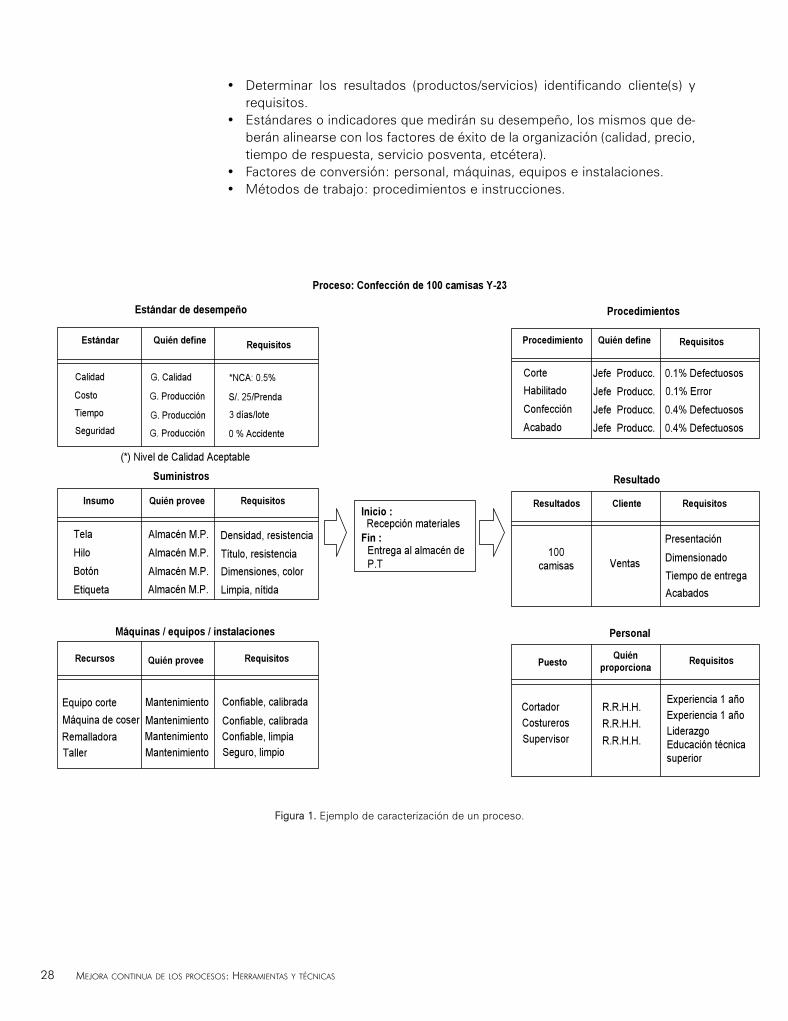
Figura 1. Ejemplo de caracterización de un proceso.
Proceso: Confección de 100 camisas Y-23
Inicio :Recepción materiales
Fin :Entrega al almacén de P.T
Máquinas / equipos / instalaciones
Quién provee Requisitos
Equipo corteMáquina de coserRemalladoraTaller
Confiable, calibrada
Confiable, limpiaConfiable, calibrada
Seguro, limpio
MantenimientoMantenimientoMantenimiento
Mantenimiento
Suministros
Insumo Quién provee Requisitos
TelaHiloBotónEtiqueta
Almacén M.P.Almacén M.P.Almacén M.P.
Densidad, resistenciaTítulo, resistenciaDimensiones, colorLimpia, nítida
Estándar de desempeño
Estándar Quién defineRequisitos
Calidad
Costo
Tiempo
Seguridad
G. Calidad
G. Producción
G. Producción
G. Producción
*NCA: 0.5%
0 % Accidente
(*) Nivel de Calidad Aceptable
3 días/lote
S/. 25/Prenda
Procedimientos
Procedimiento Quién define Requisitos
Acabado
Corte
Confección
Jefe Producc.Jefe Producc.Jefe Producc.Jefe Producc.
0.1% Defectuosos0.1% Error0.4% Defectuosos0.4% Defectuosos
Resultado
Resultados
100 camisas
Cliente
Ventas
Requisitos
PresentaciónDimensionado
AcabadosTiempo de entrega
Personal
PuestoQuién
proporciona Requisitos
R.R.H.H.R.R.H.H.R.R.H.H.
CortadorCosturerosSupervisor
Experiencia 1 añoExperiencia 1 añoLiderazgoEducación técnicasuperior
Habilitado
Recursos
Almacén M.P.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS28
• Determinar los resultados (productos/servicios) identificando cliente(s) yrequisitos.
• Estándares o indicadores que medirán su desempeño, los mismos que de -berán alinearse con los factores de éxito de la organización (calidad, precio,tiempo de respuesta, servicio posventa, etcétera).
• Factores de conversión: personal, máquinas, equipos e instalaciones.• Métodos de trabajo: procedimientos e instrucciones.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 28
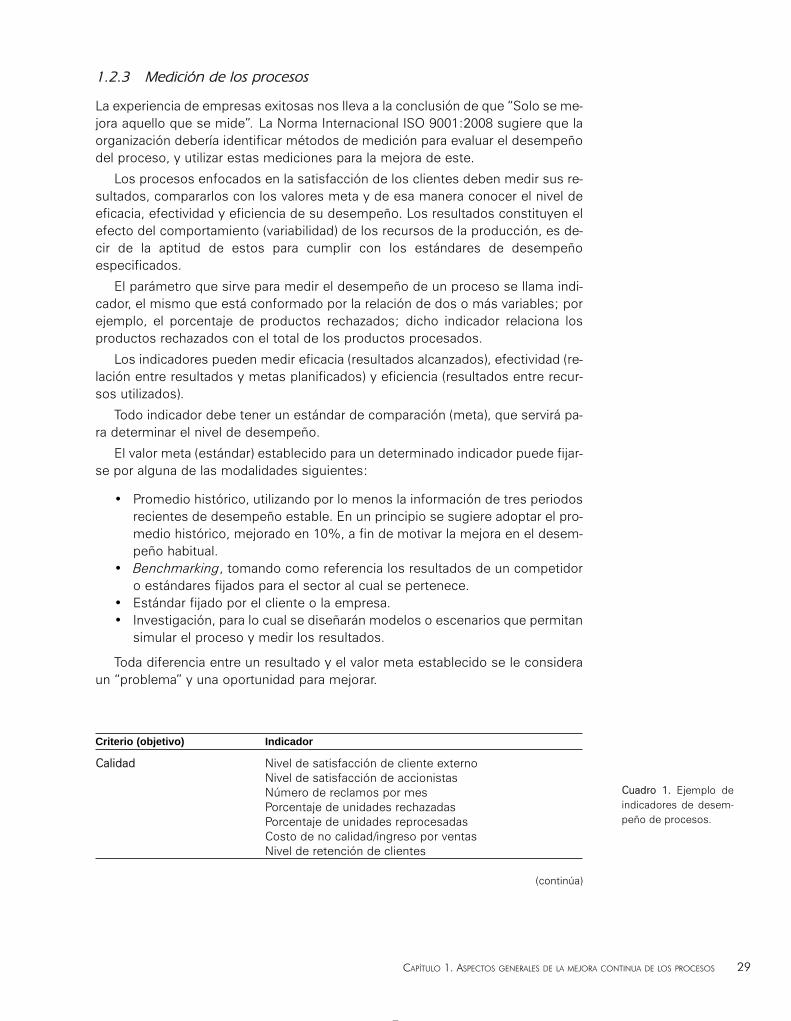
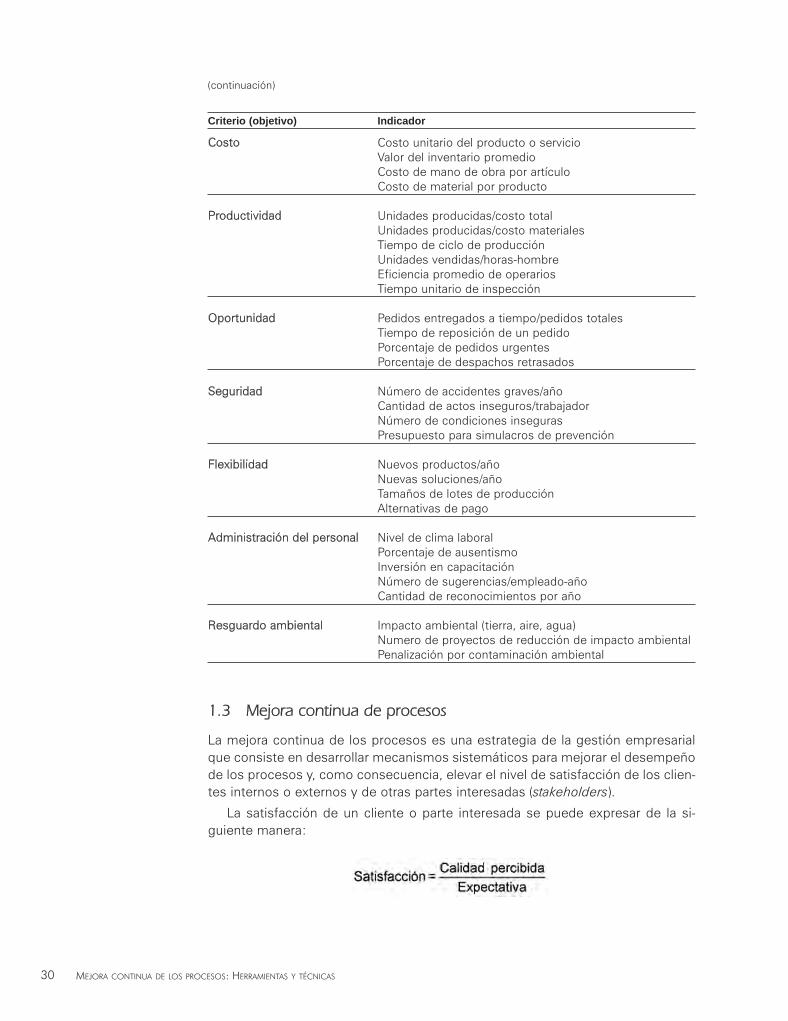
Cuadro 1. Ejemplo deindicadores de desem-peño de procesos.
1.2.3 Medición de los procesos
La experiencia de empresas exitosas nos lleva a la conclusión de que “Solo se me -jora aquello que se mide”. La Norma Internacional ISO 9001:2008 sugiere que laorganización debería identificar métodos de medición para evaluar el desempeñodel proceso, y utilizar estas mediciones para la me jora de este.
Los procesos enfocados en la satisfacción de los clientes deben medir sus re -sultados, com pararlos con los valores meta y de esa manera conocer el nivel deeficacia, efectividad y eficiencia de su desempeño. Los resultados constituyen elefecto del comportamiento (variabilidad) de los recursos de la producción, es de -cir de la aptitud de estos para cumplir con los estándares de de sem peño especificados.
El parámetro que sirve para medir el desempeño de un proceso se llama indi -ca dor, el mis mo que está conformado por la relación de dos o más variables; porejemplo, el porcentaje de pro ductos rechazados; dicho indicador relaciona losproductos rechazados con el total de los productos pro cesados.
Los indicadores pueden medir eficacia (resultados alcanzados), efectividad (re -lación entre resultados y metas planificados) y eficiencia (resultados entre recur-sos utilizados).
Todo indicador debe tener un estándar de comparación (meta), que servirá pa -ra determinar el nivel de desempeño.
El valor meta (estándar) establecido para un determinado indicador puede fijar-se por alguna de las modalidades siguientes:
• Promedio histórico, utilizando por lo menos la información de tres periodosrecientes de desempeño estable. En un principio se sugiere adoptar el pro-medio histórico, mejorado en 10%, a fin de motivar la mejora en el desem-peño habitual.
• Benchmarking, tomando como referencia los resultados de un competidoro estándares fi jados para el sector al cual se pertenece.
• Estándar fijado por el cliente o la empresa.• Investigación, para lo cual se diseñarán modelos o escenarios que permitan
simular el pro ceso y medir los resultados.
Toda diferencia entre un resultado y el valor meta establecido se le consideraun “pro ble ma” y una oportunidad para mejorar.
Criterio (objetivo) Indicador
Calidad Nivel de satisfacción de cliente externoNivel de satisfacción de accionistasNúmero de reclamos por mesPorcentaje de unidades rechazadasPorcentaje de unidades reprocesadasCosto de no calidad/ingreso por ventasNivel de retención de clientes
(continúa)
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 29
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 29
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS30
(continuación)
Criterio (objetivo) Indicador
Costo Costo unitario del producto o servicioValor del inventario promedioCosto de mano de obra por artículoCosto de material por producto
Productividad Unidades producidas/costo totalUnidades producidas/costo materialesTiempo de ciclo de producciónUnidades vendidas/horas-hombreEficiencia promedio de operariosTiempo unitario de inspección
Oportunidad Pedidos entregados a tiempo/pedidos totalesTiempo de reposición de un pedidoPorcentaje de pedidos urgentesPorcentaje de despachos retrasados
Seguridad Número de accidentes graves/añoCantidad de actos inseguros/trabajadorNúmero de condiciones inseguras Presupuesto para simulacros de prevención
Flexibilidad Nuevos productos/añoNuevas soluciones/añoTamaños de lotes de producciónAlternativas de pago
Administración del personal Nivel de clima laboralPorcentaje de ausentismoInversión en capacitaciónNúmero de sugerencias/empleado-añoCantidad de reconocimientos por año
Resguardo ambiental Impacto ambiental (tierra, aire, agua)Numero de proyectos de reducción de impacto ambientalPenalización por contaminación ambiental
1.3 Mejora continua de procesos
La mejora continua de los procesos es una estrategia de la gestión empresarialque consiste en de sarrollar mecanismos sistemáticos para mejorar el desempeñode los procesos y, como consecuen cia, elevar el nivel de satisfacción de los clien-tes internos o externos y de otras partes interesadas (stakeholders).
La satisfacción de un cliente o parte interesada se puede expresar de la si -guiente manera:
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 30
En ese sentido, la satisfacción debe entenderse como la relación entre la cali-dad del servicio o producto, percibida por el cliente, y las expectativas del cliente;así, la mejora continua debe ba sarse en la medición de los procesos y de sus re -sul tados, de esa manera estará cuidando la satis fac ción continua de sus clientesy la optimización de los recursos utilizados para tal fin.
La mejora continua se fundamenta en una cultura organizacional sólida de pro-fundos va lo res, donde el primordial de aquellos es el enfoque al cliente; es tam-bién vital contar con un li de raz go de la alta dirección que apoye y reconozca lasiniciativas del personal.
Tal como lo habíamos planteado en la introducción, el mejoramiento puede di -vidirse en Kaizen e innovación.1 Kaizen significa mejoras pequeñas realizadas enel statu quo como resultado de los esfuerzos progresivos; sin embargo, la innova -ción implica una mejora drástica en el statu quo y por lo tanto requiere de una in -versión más elevada en nuevas tecnologías y equipos.
Desde el punto de vista sistémico, una empresa competitiva atraviesa perio-dos de inno va ción, cambiando el statu quo en forma profunda y sobre esta reali-dad aplica la mejora continua Kaizen. La gráfica mostrada a continuación esque -ma tiza tal idea.
Desde el punto de vista de la participación jerárquica, la alta dirección estable-ce la visión, los ob je tivos estratégicos, las políticas, y proporciona el apoyo mate-rial y reconocimiento para que las me tas Kaizen se logren; la administración mediadespliega las metas estratégicas y las convierte en metas de proceso a fin deorientar a los supervisores y trabajadores; asimismo, proporciona adies tra mientoy capacitación para desarrollar habilidades en el uso de metodologías y herra-mientas para el mejoramiento, también deben motivar la participación y la creati-vidad. Los supervisores y tra ba ja dores que de manera natural opten por participaren el proceso de mejoramiento continuo pueden conformar equipos de mejorapara desarrollar oportunidades de mejora identificadas en su proceso o área detrabajo.
En cuanto a la innovación, el proceso suele estar dirigido por la alta direccióny com pro me te a la dirección media en su desarrollo, sin que ello signifique eximira los supervisores y tra ba ja dores de su participación; este proceso tiene un enfo-que más sistémico y su desarrollo requiere del mediano o largo plazo, a diferen-cia de la mejora continua Kaizen, que se basta con el corto plazo. Las técnicas uti-lizadas para el proceso de innovación suelen ser más complejas, como en el casodel rediseño de procesos o la técnica del Six Sigma.
Innovación
Innovación
Kaizen
Kaizen
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 31
1 Masaaki, Imai. Kaizen.La clave de la ventajacom petitiva, 1998.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 31
Finalmente, proporcionamos ejemplos para cada tipo de mejora:
• Mejora continua Kaizen: “Reducir el consumo de combustible en el sistemade calderos”, “Reducir la cantidad de prendas defectuosas en la sección decostura”.
• Mejora drástica o innovación: “Mejora del nivel de servicio al cliente final(ni vel de cum plimiento) en la cadena de suministro de lavadoras Whirpool”,“Reducción del nivel de error en el proceso de pronóstico de Procter &Gamble”.
2. TÉCNICAS PARA LA MEJORA CONTINUA
DE LOS PROCESOS
Existen diversas técnicas para implementar la mejora continua en las organizacio-nes, entre las cuales resaltan el programa de las cinco “S”, la mejora continuaKaizen y la mejora a través del en foque del Six Sigma. A continuación pasamos aexplicar brevemente cada una de ellas. La mejora continua Kaizen será tratada conprofundidad en el capítulo 4.
2.1 Las cinco “S” y el proceso de mejora continua
Las cinco “S” constituyen una de las estrategias que da soporte al proceso de me -jora continua (Kaizen) utilizadas por la manufactura esbelta, su origen es paraleloal movimiento de la calidad total ocurrida en Japón, en la década de 1950, y suprincipal objetivo es lograr cambios en la actitud del empleado para con la admi-nistración de su trabajo. Los principales valores que se desean reforzar son:2
Seiri (clasificar): Diferenciar entre elementos necesarios e innecesarios, en el am -biente de trabajo.
Seiton (organizar): Disponer en forma ordenada los elementos clasificados comonecesarios.
Seiso (limpiar): Desarrollar un sentido de limpieza permanente en el lugar de tra-bajo.
Seiketsu (normalizar): Estandarizar las prácticas para mantener el orden y limpieza, ypracticar continuamente los principios anteriores.
Shitsuke (perseverar): Vencer la resistencia al cambio y hacer un hábito de las buenasprácticas.
La estrategia de las cinco “S” se propone como metas específicas:3
• Responder a la necesidad de mejorar el ambiente de trabajo, eliminar des-perdicios pro du ci dos por el desorden, falta de aseo, fugas, contaminación,etcétera.
• Reducir las pérdidas por incumplimiento de las especificaciones de calidad,tiempo de res puesta.
32 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
2 Masaaki, Imai. Cómoimplementar el kaisenen el sitio de trabajo,1998.3 Hiroyuki, Hirano. EL JITRevolución en las fábri-cas, 2004.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 32
• Contribuir a incrementar la vida útil de los equipos, gracias a la inspecciónpermanente por parte de la persona que opera la maquinaria.
• Mejorar la estandarización y la disciplina en el cumplimiento de los estánda -res al tener el personal la posibilidad de participar en la elaboración de pro-cedimientos de limpieza, lu bri cación y ajuste.
• Hacer uso de elementos de control visual como tarjetas y tableros paramantener ordenados todos los elementos y herramientas que intervienenen el proceso productivo.
• Conservar el sitio de trabajo mediante controles periódicos sobre las accio-nes de man te ni miento de las mejoras.
• Facilitar cualquier tipo de programa de mejora continua: Kaizen, producciónjusto a tiem po, control total de calidad y mantenimiento productivo total.
• Disminuir las causas potenciales de accidentes y aumentar la conciencia decuidado y con ser va ción de los equipos y demás recursos de la compañía.
A continuación explicaremos el contenido práctico de cada uno de los princi-pios enun cia dos:
• Seiri (clasificar).- Consiste en retirar del área o estación de trabajo —ya seaen áreas de pro ducción o en áreas ad mi nis tra tivas— todos aquellos ele -men tos que no son necesarios pa ra realizar la labor; tales artículos deberánser retirados y ubicados en algún lugar es ta blecido. Las tarjetas rojas po -drían ser útiles para señalar los artículos innecesarios.La aplicación de Seiri permite los siguientes beneficios:– Liberar espacio útil en planta y oficinas. – Reducir los tiempos de acceso al material, documentos, herramientas y
otros elementos de trabajo. – Mejorar el control visual de stocks de repuestos y elementos de produc-
ción, carpetas con información, planos. – Eliminar las pérdidas de productos o elementos que se deterioran por
permanecer un largo tiempo expuestos en un ambiente no adecuado pa -ra ellos; por ejemplo, material de em pa que, etiquetas, envases plásti-cos, cajas de cartón y otros.
– Facilitar el control visual de las materias primas que se van agotando yque se re quie ren para un proceso en un turno.
• Seiton (ordenar).- Consiste en organizar los elementos que se han clasifica-do como ne ce sa rios de modo que se puedan encontrar con facilidad, es de -cir: “Un lugar para cada cosa y cada cosa en su lugar”, o disponer de un si -tio adecuado para cada elemento utilizado en el trabajo de rutina para faci-litar su acceso y retorno al lugar.Para implementar esta práctica se debe asignar un lugar para cada elemen-to clasi fi cado, de terminando la cantidad exacta de aquellos; es necesariocrear mecanismos para ga rantizar que cada artículo regrese a su lugar yquede listo para usarse.Algunas herramientas para apoyar la implementación del Seiton son la co -difica ción y la se ñalización.Entre los beneficios obtenidos por aplicar Seiton se encuentran los si -guientes: – Permite disponer de un sitio adecuado para cada elemento utilizado en
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 33
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 33
el trabajo de ru tina con el fin de facilitar su acceso y retorno al lugar. – Tener sitios identificados para ubicar los elementos que se emplean con
poca fre cuen cia. – En el caso de la maquinaria, facilitar la identificación visual de las partes
de los equi pos, los sistemas de seguridad, las alarmas, los controles, lossentidos de giro, et cé tera.
– Lograr que el equipo tenga protecciones visuales para facilitar su inspec -ción autó no ma y control de limpieza.
– Identificar y marcar todos los sistemas auxiliares del proceso, como tu -be rías, aire com primido, combustibles.
– Facilita el acceso rápido a elementos que se requieren para el trabajo. – El aseo y la limpieza se pueden realizar con mayor facilidad y seguridad. – La presentación y estética de la planta mejoran; comunican orden, res -
pon sabilidad y compromiso con el trabajo. – Se libera espacio. – La seguridad se incrementa debido a la demarcación de todos los sitios
de la planta y a la utilización de protecciones transparentes, especial -men te los de alto riesgo.
– La empresa puede contar con sistemas simples de control visual de ma -teriales y ma te rias primas en stock de proceso.
– Mayor cumplimiento de las órdenes de trabajo. – Mejora de la productividad global de la planta.
• Seiso (limpiar).- Consiste en eliminar el polvo y la suciedad de todos los ele-mentos de una fábrica. Asumir la limpieza como una actividad de manteni-miento autónomo nos brinda la oportunidad de inspeccionar el estado de lasmáquinas, los equipos y las herramientas, pues “la limpieza es inspección”.No se trata solo de eliminar la suciedad. Se debe elevar la acción de limpie -za a la búsqueda de las fuentes de contaminación, con el objeto de elimi-nar sus causas primarias.Para desarrollar este hábito, en primer lugar, se debe identificar los ma te ria -les ne cesarios y adecuados para la limpieza de cada área de trabajo, bus-car procedimientos que permitan prever la suciedad del área y posterior-mente promover las actividades de limpieza como rutina.Algunos elementos tangibles que pueden contribuir a fortalecer la prácticadel Sei so son las listas de chequeo de limpieza e inspección, las tarjetasamarillas y el manual de limpieza.La aplicación del Seiso aporta los siguientes beneficios:– Reduce el riesgo potencial de que se produzcan accidentes: pisos hú -
medos, desorden, etcétera. – Mejora el bienestar físico y mental del trabajador. – Se incrementa la vida útil del equipo al evitar su deterioro por contami-
nación y su cie dad. – Las averías se pueden identificar más fácilmente cuando el equipo se
encuentra en es ta do óptimo de limpieza. – La limpieza conduce a un aumento significativo de la efectividad global
del equipo. – Se reducen los despilfarros de materiales y energía debido a la elimina-
ción de fu gas y escapes.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS34
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 34
35CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS
– La calidad del producto mejora y se evitan las pérdidas por suciedad ycon ta mi na ción del producto y empaque.
• Seiketsu (estandarizar).- La estandarización pretende mantener el estado delimpieza y or ga ni zación alcanzado con la aplicación de las primeras tres “S”.Para generar esta cultura se pueden utilizar diferentes mecanismos, uno deellos es la localización de fotografías del sitio de trabajo en condiciones óp -timas para que pueda ser visto por todos los empleados y así recordarlesque ese es el estado en el que debería permanecer; otro es el desarrollo deprocedimientos documentados o normas en las cuales se especifique loque debe hacer ca da empleado con respecto a su área de trabajo. Es conveniente auditar el em pleo de los estándares para verificar su cumplimiento.Los tableros o murales, los pro ce di mientos e instrucciones y las plantillasson algunos de los recursos que sirven para implantar el Seiketsu. Entre los beneficios de la estandarización se pueden mencionar los siguientes:– Se mantienen las buenas prácticas y los conocimientos. – Se mejora el bienestar del personal al crear un hábito de conservar impe-
cable el sitio de trabajo en forma permanente. – Se evitan errores en la limpieza que puedan conducir a accidentes o ries-
gos laborales innecesarios. – La dirección se compromete más en el mantenimiento de las áreas de
trabajo al in ter venir en la aprobación y promoción de los estándares. – Los tiempos de intervención se mejoran y se incrementa la productivi-
dad de la planta.
• Shitsuke (disciplinar).- Significa evitar que se rompan los procedimientos yaestablecidos. So lo si se implanta la disciplina y el cumplimiento de las nor-mas y procedimientos ya adop tados se podrá disfrutar de los beneficiosque ellos brindan. La disciplina es el canal entre las cinco “S” y el mejora-miento continuo. Implica la realización de control periódico, visitas sorpre-sa, au tocontrol de los empleados, respeto por sí mismo y por los demás, ymejor calidad de vida laboral.Fomenta el respeto de las normas y estándares establecidos para conser-var el sitio de trabajo im pecable; se realiza un control personal y se pro -mue ve el respeto por las normas que re gulan el fun cio na miento de una or -ganización, así como el hábito de autocontrolar o re flexionar sobre el ni velde cum plimiento de las normas establecidas.El Shitsuke utiliza sistemas de reconocimientos para premiar la aplicaciónde las cinco “S” y la participación del personal en la generación de ideas yen sostener la disciplina.Las listas de chequeo cinco “S” y las “rondas de chequeo” son dos elemen -tos que pueden apoyar la práctica del Shitsuke.Entre los beneficios esperados de esta práctica están los siguientes:– Se crea una cultura de sensibilidad, respeto y cuidado de los recursos
de la empresa. – La disciplina es una forma de cambiar hábitos. – Se siguen los estándares establecidos y existe una mayor sensibilización
y respeto en tre personas.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 35
– La moral en el trabajo se incrementa. – El cliente se sentirá más satisfecho ya que los niveles de calidad serán
superiores de bi do a que se han respetado íntegramente los procedi-mientos y normas establecidas.
– El sitio de trabajo será un lugar donde realmente sea atractivo llegarcada día.
2.1.1 Etapas para implementar la técnica de las cinco “S”
A continuación se mencionan las etapas para la implantación de las cinco “S”:
• Compromiso de la dirección.- La implantación debe ser asumida como unproyecto que requiere apoyo de la alta dirección y recursos diversos.
• Seleccionar el área de inicio de la implantación (área piloto).- Es recomen-dable iniciar el proyecto en alguna área o proceso, a fin de fortalecer elaprendizaje y luego extenderlo a otros escenarios.
• Informar al personal acerca de este proceso .- El personal involucrado debeconocer los objetivos y al cances del proyecto, así como la metodología quese va a utilizar; aquello fomentará la co laboración y el compromiso.
• Definir los problemas por resolver.- Es necesario precisar los resultados queesperan al can zarse con el proyecto, tratando de ser objetivos en la defini-ción de las metas esperadas.
• Establecer los equipos de mejora.- El proceso de implementación detecta-rá situaciones o cau sas que deben ser atacadas para alcanzar las metas es -ta blecidas por el programa, los equipos de mejora deben apoyar en la eli-minación de tales causas raíces.
• Formar los equipos en metodología cinco “S”.- Se requiere tener facilitado-res que pro muevan el aprendizaje del programa, sobre todo entre el nuevopersonal o el personal de otras áreas.
• Auditorías cinco “S”.- Las nuevas prácticas adquiridas deben mantenerse enel tiempo, para lo cual un programa de auditorías sistemáticas ayudaría aeste fin.
• Establecer registros de las acciones emprendidas.- Los resultados de las au -ditorías ser vi rán para formular acciones correctivas o preventivas, así co moun medio para el segui mien to de estas.
• Seguimiento del problema.- Deben monitorearse las acciones o mejoraspropuestas hasta su conclusión, asegurando de esa manera la eficacia delprograma.
• Reconocimiento.- Deben premiarse los logros del área y de los equipos afin de mantener el compromiso y la participación del personal.
La implementación de programa de las cinco “S” ha reportado mejoras intere -san tes en diversas em presas del mundo, tanto en Oriente como en Occidente.
Por ejemplo, en la ciudad de México la empresa de consultoría Gensol S.A.4 haim ple men tado el programa de la cinco “S” en empresas de comercialización y dis-tribución de equipos de cómputo (Andon PC), en compañías de servicio de alma-cenaje y logística (FH Logística S.A de C.V), en servicios de mensajería especiali-zada (Dipex S.A de C.V), entre otras.
36 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
4 Consultora Gensol S.A.México [en línea].<http://www.gensol-mex.com>.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 36
En el Perú, Hidrandina, empresa distribuidora de energía eléctrica en el nortedel país, im plementó el programa de las cinco “S” y consiguió eliminar residuospor más de 100 toneladas, op ti mizar espacios por 6.117 metros cuadrados; mejo -ran do los niveles de seguridad y comodidad; ahorro en compras por la redistribu-ción de activos por US$139.606.5
2.2 Mejora continua (Kaizen)
La mejora continua (Kaizen) es una filosofía japonesa que abarca todas las activi-dades del negocio, se le conceptualiza también como una estrategia de mejora-miento permanente; puede ser con si derada como la llave del éxito competitivojaponés. La mejora puede referirse a los costos, el cum pli miento de las entregas,la seguridad y la salud ocupacional, el de sa rrollo de trabajadores, los pro vee dores,los pro ductos, etcétera.
Kai + Zen
Cambio + Bueno = Mejoramiento
Entre los ejemplos de proyectos de mejora basados en la metodología Kaizense pue den men cio nar los siguientes:
• Reducción en el tiempo de calibrado de las máquinas inyectoras de pro-ductos plásticos.
• Reducción en el tiempo de colada de acero.• Reducción en el consumo de CO2 en una línea de embotellado de bebida
gaseosa.• Reducción en el tiempo de carga de los camiones que transportan acero.
La filosofía Kaizen ha sido adoptada exitosamente en muchas corporaciones ja -ponesas, como Toyota y Sanyo, y en otras empresas líderes del mundo: Mer ce -des Benz, 3M, Motorola, AT&T, et cé tera.
En el desarrollo de la estrategia Kaizen han contribuido los expertos japone-ses Masaaki Imai, Kaouro Ishikawa, Genichi Taguchi, Kano, Shigeo Shingo yTaichii Ohno, así como los gurús oc ci dentales Edwards Deming y JosephJuran.
La mejora continua se fundamenta en el perfeccionamiento constante del dise-ño original, a cargo de todos los empleados de la empresa, con especial énfasisen los operarios de pro ducción, y no requiere grandes inversiones. Afecta al pro-ducto y a los pro cesos que permiten su ob ten ción, inclu yendo los procesos degestión. Promueve la colaboración del per sonal y hace posible su creci miento enmotivación y en “saber hacer” colectivo.
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 37
5 Hidrandina Perú S.A.[en línea]. <www.mype-peru.gob.pe>.
Figura 2. Concepto demejoramiento en japo-nés.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 37
La metodología Kaizen precisa de una fuerte disciplina, de una concentraciónne cesaria para me jorar de forma continua, planteando nuevas marcas en mate-ria de calidad, productividad, sa tisfacción del cliente, tiempos del ciclo y costos.
Según esta técnica, no basta que el ejecutivo cuente con un sistema deinformación que le no tifique lo que sucede en los procesos productivos (seanestos de bienes o de servicios) sino que resulta fundamental visitar variasveces por día el proceso para evaluar personalmente qué ocurre y por qué; esdecir, “Si se quiere mejorar los resultados es menester concentrarse en mejo-rar los pro cesos”.
Masaaki Imai6 da a conocer un conjunto de principios en los que la filosofíaKaizen basa su ejecución:
• Orientación al cliente. • Calidad total.• Robótica.• Círculos de calidad.• Sistemas de sugerencias.• Automatización.• Disciplina en el puesto de trabajo.• Mantenimiento total productivo.• Kanban.• Mejora de la calidad.• Just in Time.• Cero defectos.• Grupos de mejora.• Relación cooperativa entre trabajadores y dirección.• Mejora de la productividad.• Desarrollo de nuevos productos.
La importancia de esta técnica gerencial radica en que con su aplicación sepuede con tri buir a superar las debilidades y afianzar las fortalezas de la organiza-ción. A través del mejora mien to con ti nuo la organización logra ser más producti-va y competitiva en su sector de mercado.
El punto de partida para el mejoramiento es saber identificar un problema uoportunidad de mejora, es decir todo resultado o estado que difiere de su metao estándar preestablecido. Mantener el estado de las cosas (statu quo) es elprincipal enemigo del Kaizen. Esta técnica enfatiza el re co noci miento de pro-blemas, proporciona pistas para la identificación de estos y es un proceso pa rasu reso lu ción.
Entre las características del proceso del Kaizen se encuentran:
• Motiva la participación de los trabajadores en la solución de los problemas.• Fortalece el trabajo en equipo y eleva el nivel de inteligencia emocional de
la organización.• Promueve el pensamiento orientado al proceso, ya que al mejorar los pro-
cesos se mejoran los resultados.• No requiere necesariamente de técnicas sofisticadas o tecnologías avanza-
das; solo se nece si tan técnicas sencillas, como las siete herramientas delcontrol de calidad.
38 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
6 Masaaki, Imai. Kaizen,la clave de la ventajacompetitiva japonesa,1986.
El mensaje de laestrategia de Kaizenes que no debe pasarun día sin que sehaya hecho al gunaclase de mejora-miento en algúnlugar de la compañía.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 38
• La resolución de problemas enfoca las causas-raíz.• Busca elevar la calidad y productividad de los procesos, y su principal moti-
vación es la sa tis fac ción de los clientes.
Las etapas genéricas del proceso de mejora continua se basan en el CicloPHVA (Pla ni fi car-Hacer-Verificar-Actuar) creado por Shewart y dado a conocer porDeming a la alta dirección japonesa en la década de 1950. Las principales activi-dades de mejora comprendidas en cada ciclo son:
• Planificar– Designar y capacitar al personal involucrado.– Revisar los procesos y medir los resultados.– Determinar las necesidades de los clientes.– Relacionar el desempeño de procesos y las necesidades de los clientes. – Determinar las oportunidades de mejora.– Establecer las metas.– Proponer el plan y preparar al personal para el despliegue.
• Hacer– Implementar el plan de mejora. – Recopilar los datos apropiados.
• Verificar– Medir y analizar los datos obtenidos luego de implantar los cambios.– Comprender si nos estamos acercando a la meta establecida.– Revisar y resolver los asuntos pendientes.
• Actuar– Incorporar formalmente la mejora al proceso.– Estandarizar y comunicar la mejora a todos los integrantes de la
empresa.– Estar atentos a las nuevas oportunidades de mejora.
El proceso de la mejora continua se caracteriza por aplicar una metodologíasistemática, ba sa da en el uso de herramientas estadísticas y gráficas, como dia-gramas de flujo, histograma, grá fi cas de control, diagrama causa efecto, diagra-ma de Pareto, diagramas de flechas, entre otras, lo cual pro por ciona objetividaden el análisis y la toma de decisión sobre un problema en particular.
En el capítulo 4 se explica la metodología Kaizen de los siete pasos para la apli-cación de la mejora continua, así como algunos casos exitosos en la implemen-tación de dicha técnica.
2.3 Six Sigma
El Six Sigma es una filosofía de mejoramiento que parte de la voz del clientepara optimizar los pro cesos basándose en dos pilares fundamentales: el ele-mento hu mano y las herramientas es ta dís ticas; a diferencia de la mejora conti-nua Kaizen, la técnica Six Sigma mejora los indicadores de re sultados al menosen 50%.
La meta de Six Sigma es llegar a un máximo de 3,4 “defectos” por mi llón deins tan cias u oportunidades, entendiéndose como “defecto” cualquier instanciaen que un producto o un ser vicio no logran cumplir los requerimientos del clien-te, aquello tiene un impacto directo sobre los re sultados económicos, ya que
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 39
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 39
reducir los defectos por medio de la herramienta Six Sigma permitirá ge nerarahorros has ta del 40% de sus ingresos. Por ello, decimos, es la he rramientagerencial de ex ce lente aplicación, ya que desarrolla una cultura gerencial en latoma de decisiones, buscando incre men tar ingresos y reducir costos. El nivel demejora exigido por es ta técnica requiere del uso de herra mientas estadísticascomplejas.
En 1982, Motorola inicia la aplicación de la estrategia para mejorar la calidady la com pe ti ti vidad de la organización; posteriormente, el ejemplo fue seguidopor la General Electric, en am bos ca sos los resultados fueron exitosos. Motorolalogró incrementar la productividad de un 12,3% anual; redujo los costos de malacalidad por encima de 84,0%, y eliminó el 99,7% de los defectos en sus pro -cesos; logró un crecimiento anual del 17,0% de sus ganancias. La compañía hacon se guido ahorros de 17 mil millones de dólares desde su implementación,resultado que ha mo ti vado a empresas como 3M, Sony, British Airways, Kodak,entre otras, a seguir su ejemplo.
2.3.1 Principios del Six Sigma
Entre los principios de la técnica Six Sigma se encuentran los siguientes:
• Toda mejora debe alinearse con los objetivos del negocio.• Las decisiones deben basarse en hechos, datos y pensamiento estadístico,
pues lo único cons tante en los procesos es la variación. “Lo que no se mideno se puede mejorar”.
• Las oportunidades de mejora deben enfocarse en forma sistémica. Op ti -mi zar un subproceso nos puede llevar a suboptimizar el proceso global.
• Las causas de los problemas deben ser eliminadas en su raíz para pre-venir que vuelvan a apa recer y así poder hacer bien las cosas desde elprincipio.
• Cada vez que un proceso es mejorado debe garantizarse que los resultadosse mantengan en el tiempo.
• El recurso humano es el capital fundamental de la empresa.• En la empresa todos deben ser líderes, maestros y modelos en la práctica
de los principios.
2.3.2 Explicación estadística
Deming, considerado el padre de la calidad, manifestó: “Si yo tuviera que reducirmi mensaje para la gestión a unas po cas palabras diría que todo tenía que ver conla reducción de la variación”.7
La variación está presente en la(s) salida(s) de cada proceso. El grado de varia-ción o el pa trón de distribución de la producción es una medida de la capacidaddel proceso o de la madurez.
Los seis elementos claves del proceso —la gente, el medio ambiente, losmateriales, el método, la maquinaria y la medición del im pacto variación— puedenclasificarse en dos categorías: naturales comunes y es pe ciales o asignables.
La variación natural siempre se produce y no se puede atribuir a una causa es -pecífica. Es al azar dentro de un rango predecible o, en otras palabras, se sigue
40 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
7 Joiner, Brian y MarieGaudard. Variación, ge -rencia y el Dr. EdwardsDeming, 1990.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 40
un patrón de distribución (que he mos detallado acerca de la distribución poste-rior). La reducción de la variación natural requiere un cambio fundamental en elproceso.
La variación especial se produce debido a una causa asignable fuera de la va -riación na tural. Se puede atribuir fácilmente a una causa específica, general-mente en relación con los seis ele men tos claves del proceso (6M). Una vezdetectada, su eliminación es un ejercicio relativamente sencillo.
El defecto de un producto o servicio se presenta cuando la variación excedelos límites establecidos. Es decir que solo se podrá detectar un defecto si tene-mos un punto de referencia o meta mensurable establecida por los competido-res o por las expectativas de los clientes.
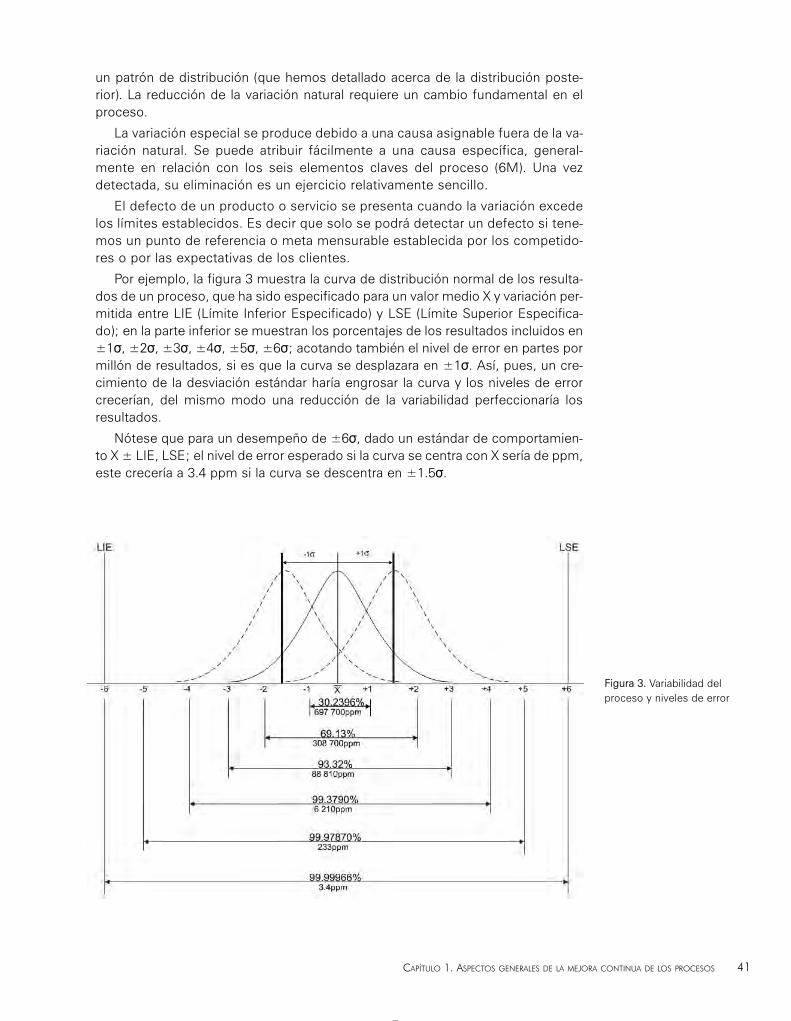
Por ejemplo, la figura 3 muestra la curva de distribución normal de los resulta-dos de un pro ceso, que ha sido especificado para un valor medio X y variación per-mitida entre LIE (Límite In ferior Especificado) y LSE (Límite Superior Es pe ci fi ca -do); en la parte inferior se muestran los porcentajes de los resultados incluidos en±1σ, ±2σ, ±3σ, ±4σ, ±5σ, ±6σ; acotando también el nivel de error en partes pormillón de resultados, si es que la curva se desplazara en ±1σ. Así, pues, un cre-cimiento de la desviación estándar haría engrosar la curva y los niveles de errorcrecerían, del mismo modo una re ducción de la variabilidad perfeccionaría losresultados.
Nótese que para un desempeño de ±6σ, dado un estándar de comportamien-to X ± LIE, LSE; el nivel de error esperado si la curva se centra con X sería de ppm,este crecería a 3.4 ppm si la curva se descentra en ±1.5σ.
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 41
Figura 3. Variabilidad delproceso y niveles de error
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 41
La gran mayoría de empresas operan con un nivel de acierto de ±3σ, debido ala misma na tu ra leza de la tecnología que administra y la cultura organizacional, es -to augura 2700 ppm; sin embargo, aque llas empresas de clase mundial que fijanmetas bajo una variabilidad esperada de ±6σ estarían generando 2 ppm.
Ejemplo: bajo una variabilidad de 90% (±3.8σ) una empresa de mensajería po -dría estar en vian do a sus clientes 20.000 correspondencias equivocadas, o podría -mos tener 5.000 errores se ma na les por mes en los procesos de cirugía desarro-llados en un país latinoamericano; sin embargo, bajo una gestión Six Sigma losprocesos antes citados podrían reducir a siete correspondencias erradas o 1,7erro res médicos.
2.3.3 Metodología del Six Sigma
La metodología Six Sigma es similar a la metodología de mejora continua (Kaizen).Se resume en la sigla DMAIC, que significa:
D: Definir el proyecto.
M: Medir el desempeño del proceso involucrado en el proyecto.
A: Analizar el proceso.
I: Implementación de mejoras.
C: Controlar y asegurar el desempeño alcanzado.
• Definir (D).- En la fase de definición se identifican los posibles proyectos SixSigma, que de ben ser evaluados por la dirección. El tablero de control estra-tégico (Balanced Score card) pue de ser una fuente apropiada para estaetapa. Por ejemplo, indicadores clave como renta bi lidad, satisfacción declientes, tiempos de respuesta, cantidad de reclamos, exceso de costos,entre otros, pueden ser puntos de partida para generar un proyecto SixSigma. Una vez se lec cionado el proyecto se prepara su misión y se selec-ciona el equipo más ade cuado para el pro yecto, asignándole la prioridadnecesaria.
Como todo resultado es producto de uno o más procesos interrelaciona-dos, pueden apa recer una serie de preguntas relacionadas con la meta delproyecto: ¿qué procesos están in volucrados?, ¿quiénes son los responsa-bles de dichos procesos?, ¿qué personas interac túan en el proceso, direc-ta e indirectamente?, ¿quiénes podrían ser parte de un equipo para cambiarel pro ceso?, ¿actualmente tiene información del proceso?, ¿qué tipo de in -for ma ción tiene?, ¿qué procesos tienen mayor prioridad de mejorarse?,¿có mo lo definió o llegó a esa con clu sión?
• Medir (M).- La fase de medición consiste en la caracterización del procesoidentificando los requisitos clave de los clientes, las características clavedel producto (o variables del re sul ta do) y los parámetros (variables de entra-da) que afectan el funcionamiento del proceso y las ca racterísticas o varia-bles clave. Los datos colectados permitirán establecer las causas del pro -blema y también facilitará la medición inicial de la capacidad del proceso in -vo lu crado. A par tir de esta caracterización se define el sistema de mediday se mide la ca pa ci dad del proceso.
Algunas preguntas típicas que surgen en esta etapa son: ¿sabe quiénesson sus clien tes?, ¿conoce las necesidades de sus clientes?, ¿sabe qué es
42 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 42

crítico para su cliente, de rivado de su proceso?, ¿cómo se desarrolla el pro-ceso?, ¿cuáles son los pasos?, ¿qué tipo de pasos com pone el proceso?,¿cuáles son los parámetros de medición del proceso y cómo se relacionancon las necesidades del cliente?, ¿por qué son esos los parámetros?, ¿có -mo obtiene la infor mación?, ¿qué tan exacto o preciso es su sistema demedición?
• Analizar (A).- En esta fase el equipo analiza los datos de resultados actualese históricos. Se desarrollan y comprueban hipótesis sobre posibles relacio-nes causa-efecto utilizando las he rra mientas estadísticas pertinentes. Deesta forma el equipo confirma los determinantes del proceso, es decir lasvariables clave de entrada o “poco vitales” que afectan a las va ria bles derespuesta del proceso.
La prioridad del equipo son las medidas de salida, ya que estas son lasque mejor cuantifican los problemas actuales.
En el lenguaje sigma, la letra “Y” se utiliza para las medidas de resultadosy sa li das de un proceso. Es decir “Y” equivale a una medida de salida y pue -de representar una meta u objetivo también. Las medidas “Y” suelen estarligadas a un requerimiento del cliente.
La “X” se usa para medidas en el proceso o en las entradas. La medición “X”puede ser: el número de empleados, la antigüedad de los equipos, el coste delas materias primas o la du ración de una llamada. El equipo se deberá encar-gar de descubrir cuáles de las “X” tienen mayor impacto en el problema quese está trabajando. Cuando el equipo la encuentra, esa “X” es la “cau sa raíz”.
La relación entre la entrada y las actividades del proceso y los resultados,o salidas, se suelen representar con la ecuación:
Y = f(X), donde Y es la variable efecto y X la variable causal.
Es necesario determinar la correlación entre tales variables, en ese senti-do nos po de mos ayudar con algún software, como el Minitab. El análisis deestas interrelaciones per mi ti rá la identificación de causas.
Por ejemplo, el tiempo que tardamos en reponer un pedido podría ser unavariable de efecto, en tanto que las horas de mantenimiento de las máqui-nas o la eficiencia del personal podrían representar variables causales.
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 43
Figura 4. Variables de re -sul tado y de efecto perti -nen tes a un proceso.
PROCESO
N1 N2 N3
X1 X2 X3 X4
C1
C2
Y1 Y2
Variables de ruido o no controlables (N)
Variables controlables
Variables experimentales (X)
Características de calidad (Y)
Y = f(X1,X2,..,XN)
Variables clave de entrada
Variables clave de salida
Fuente: Cruzado, José. Con ceptos Six Sigma. PdP Sistemas integrados de gestión, 2007.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 43
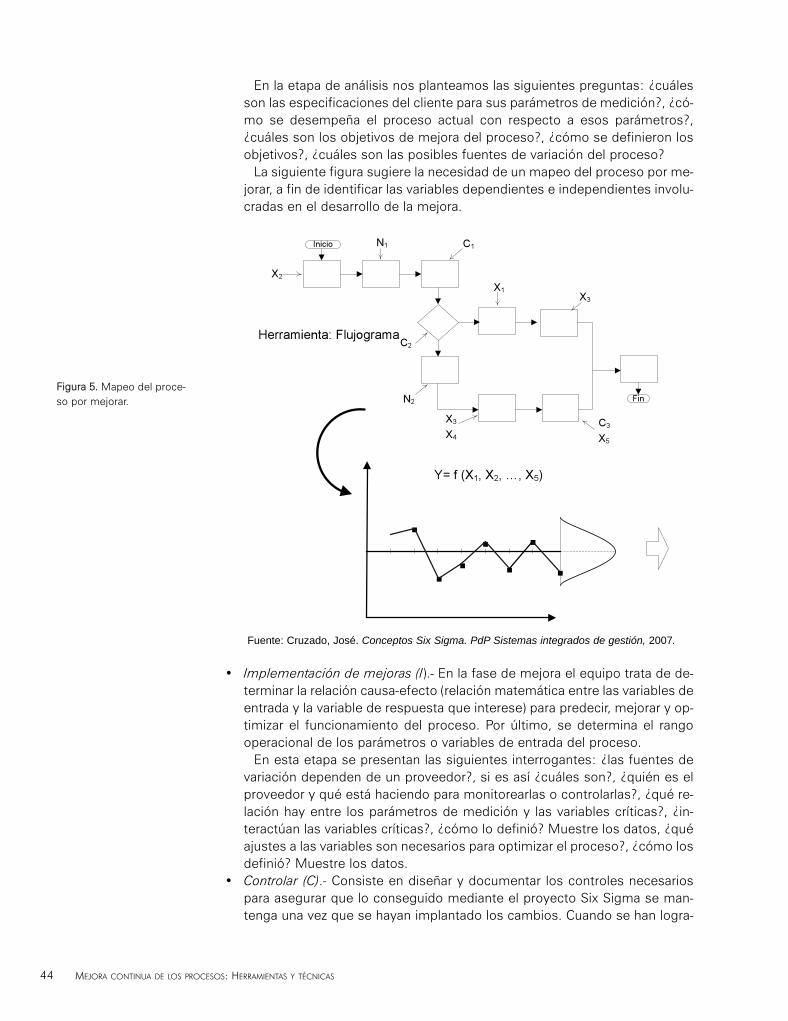
En la etapa de análisis nos planteamos las siguientes preguntas: ¿cuálesson las es pe ci ficaciones del cliente para sus parámetros de medición?, ¿có -mo se desempeña el pro ceso ac tual con respecto a esos parámetros?,¿cuáles son los objetivos de mejora del pro ceso?, ¿có mo se definieron losobjetivos?, ¿cuáles son las posibles fuentes de variación del proceso?
La siguiente figura sugiere la necesidad de un mapeo del proceso por me -jorar, a fin de identificar las variables dependientes e independientes involu -cradas en el desarrollo de la mejora.
• Implementación de mejoras (I).- En la fase de mejora el equipo trata de de -terminar la re la ción causa-efecto (relación matemática entre las variables deentrada y la variable de res puesta que interese) para predecir, mejorar y op -timizar el funcionamiento del proceso. Por último, se de termina el rangooperacional de los parámetros o variables de entrada del pro ceso.
En esta etapa se presentan las siguientes interrogantes: ¿las fuentes devariación de penden de un pro veedor?, si es así ¿cuáles son?, ¿quién es elproveedor y qué está haciendo para mo ni to rearlas o controlarlas?, ¿qué re -la ción hay en tre los parámetros de medición y las variables críticas?, ¿in -terac túan las va riables críticas?, ¿cómo lo definió? Muestre los datos, ¿quéajus tes a las va riables son necesarios para optimizar el proceso?, ¿cómo losdefinió? Mues tre los datos.
• Controlar (C).- Consiste en diseñar y documentar los controles necesariospa ra asegurar que lo conseguido mediante el proyecto Six Sig ma se man-tenga una vez que se hayan implantado los cambios. Cuando se han logra-
44 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Inicio
Fin
X2
N1 C1
C2
N2
X3
X4
C3
X5
X3X1
Herramienta: Flujograma
Y= f (X1, X2, …, X5)
Figura 5. Mapeo del proce-so por mejorar.
Fuente: Cruzado, José. Con ceptos Six Sigma. PdP Sistemas integrados de gestión, 2007.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 44
do los objetivos y la misión se dé por fi na lizada, el equipo informa a la direc-ción y se disuelve.
Se plantean las siguientes interrogantes: para las variables ajustadas,¿qué tan exacto o preciso es su sistema de medición?, ¿có mo lo definió?,muestre los datos; ¿cuánto se ha mejorado el proceso después de los cam-bios?, ¿cómo lo define?, muestre los datos; ¿cómo hace que los cambiosse man ten gan?, ¿cómo monitorea los procesos?, ¿cuánto tiempo o dineroha ahorrado con los cam bios?, ¿có mo lo está documentando?, muestre losdatos.
2.3.4 Herramientas utilizadas por el Six Sigma
Entre las herramientas utilizadas por el Six Sigma están:
• Procesos de mejora continua.• Diseño/rediseño de procesos. • Análisis de varianza (Anova). • Cuadro de mando integral (BSC). • La voz del cliente. • Pensamiento creativo. • Diseño de experimentos. • Gerencia de los procesos. • Control estadístico de procesos (SPC).
2.3.5 Organización para el desarrollo de proyectos Six Sigma
El proceso de mejora a través del Six Sigma, como todo proyecto, requiere de unaorganización que respalde el éxito de este; involucra a ejecutivos de la alta direc-ción, ejecutivos de nivel intermedio, supervisores y operarios.
Las principales funciones para la administración de los proyectos Six Sigma son:
• Líder ejecutivo (executive leader).- Ejecutivos de alto nivel responsables dela visión y, en úl ti ma instancia, de la aplicación de los principios y metodolo -gía Six Sigma.
• Campeones (champions).- Generalmente es el nivel superior de gestión quese encarga de la aplicación de Six Sigma en toda su organización. Suelenser los dueños de los proyectos.
• Maestro cinturón negro (master black belt).- Son seleccionados por los cam-peones, sirven co mo un coaching dentro de la organización, transmitiendola metodología Six Sigma. Cabe se ñalar que por lo general tienen responsa -bilidades de mentores, para entrenar y formar a las personas involucradasen los proyectos.
• Cinturón negro (black belt) y cinturón verde (green belts).- Son expertosque pueden de sem peñar un gran papel en los principales sectores de inge-niería o fabricación. Colaboran en la mejora de los servicios, productos,procesos y de sus clientes finales. Mientras los black belt son profesiona-les de mando medio los green belts son empleados que ayudan al blackbelt a ejecutar proyectos específicos, así como otras responsabilidades detrabajo.
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 45
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 45
3. LA MEJORA CONTINUA EN LOS MODELOS DE
GESTIÓN DE LA CALIDAD CON ENFOQUE EN
PROCESOS
La mejora continua de los procesos se ha convertido en el motor que impulsa elde sarrollo de los dis tintos modelos de gestión implantados por las organizacio-nes, permitiendo elevar el nivel de com pe ti tividad de aquellas, a través del incre-mento de los niveles de calidad, la generación de una mayor va riedad de produc-tos y servicios, la reducción de los costos y la rapidez en los tiempos de respuesta.
Los principales indicadores que, en la actualidad, marcan la diferencia entreempresas per de doras y ga nadoras son: Rendimiento sobre los activos (ROA), Va -lor agregado por empleado (VAE), Par ti ci pación del mercado, Satisfacción delclien te, Clima laboral y Nivel de Servicio (rapidez y con fia bi li dad en la respuesta);en ese sentido, la estrategia de Kaizen enfoca la dramática necesidad de no dejarpasar un día sin haber realizado el esfuerzo para mejorar el valor de los indicado-res men cio na dos. Ba jo el paraguas del Kaizen se involucran técnicas y herramien -tas como Control Total de Ca li dad, Cír culos de Calidad “S”, Sistemas de Su ge -rencias, Automatización, Mantenimiento Total Pro duc tivo, Kanban, Cero De fec tos,Single Minutes Exchange Of Die (SMED), Poka Yoke y Robótica, en tre otros.
En la actualidad se han desarrollado estructuras reglamentarias o modelos degestión que, ba sados en el enfoque de procesos, proporcionan requisitos socia-les, técnicos y administrativos, para que las organizaciones gestionen de manerapreventiva sus procesos, eliminando los riesgos que afec ten la calidad, seguridady salud ocupacional, medio ambiente y el clima laboral, entre otros. Tales mode-los pretenden, finalmente, satisfacer los requerimientos de los stakeholders o par-tes interesadas: cliente, accionistas, trabajador y sociedad. Dos valores comunesen tales modelos son su enfoque sis témico, la actitud preventiva y la mejora con-tinua. El enfoque sistémico se basa en percibir a la em presa como un sistemaconstituido por procesos interrelacionados entre sí por la visión, misión, va lores yobjetivos estratégicos; la actitud preventiva se aprecia a través de la estructura delos re qui si tos, ya que estos siguen el modelo de gestión sugerido por el padre dela calidad Edwards Deming: planificar, hacer, verificar y actuar; entendemos el“Actuar” como “Mejorar”; es decir, finalmente, ta les modelos promueven la mejo-ra continua de los procesos. A continuación describiremos las prin ci pales carac-terísticas de algunos modelos de gestión.
3.1 Modelo de gestión de calidad ISO 9001:2008
El modelo está basado en la Norma ISO 9001:2008, la cual pertenece a la familiaISO 9000 y se re fie re a un conjunto de requisitos para establecer un sistema técni -co administrativo que permita gestionar la calidad de los procesos y productos,enfocando la satisfacción del cliente y la mejora continua, el modelo debe ser as -pirado por toda empresa que desee ser competitiva. La implementación exitosadel modelo es para cualquier tipo de organización y permite obtener un certifica-do de calidad, expedido por una entidad acreditada.
46 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 46
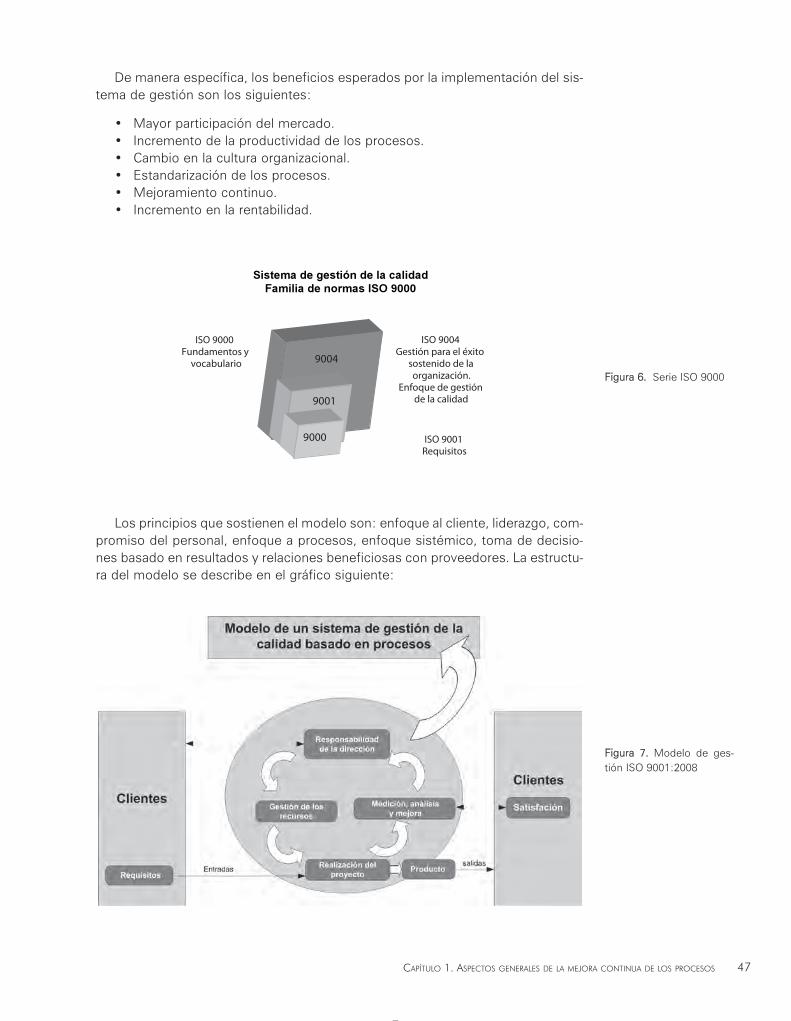
De manera específica, los beneficios esperados por la implementación del sis-tema de gestión son los siguientes:
• Mayor participación del mercado.• Incremento de la productividad de los procesos.• Cambio en la cultura organizacional.• Estandarización de los procesos.• Mejoramiento continuo.• Incremento en la rentabilidad.
Los principios que sostienen el modelo son: enfoque al cliente, liderazgo, com-promiso del personal, enfoque a procesos, enfoque sistémico, toma de decisio-nes basado en resultados y relaciones beneficiosas con proveedores. La estructu -ra del modelo se describe en el gráfico siguiente:
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 47
Figura 6. Serie ISO 9000
Figura 7. Modelo de ges-tión ISO 9001:2008
9004
9001
9000
Sistema de gestión de la calidad Familia de normas ISO 9000
ISO 9004 Gestión para el éxito
sostenido de la organización.
Enfoque de gestión de la calidad
ISO 9001 Requisitos
ISO 9000 Fundamentos y
vocabulario
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 47
De manera específica, los beneficios esperados por la implementación del sis-tema de gestión son los siguientes:
• Mayor participación del mercado.• Incremento de la productividad de los procesos.• Cambio en la cultura organizacional.• Estandarización de los procesos.• Mejoramiento continuo.• Incremento en la rentabilidad.
Los principios que sostienen el modelo son: enfoque al cliente, liderazgo, com-promiso del personal, enfoque a procesos, enfoque sistémico, toma de decisio-nes basado en resultados y relaciones beneficiosas con proveedores. La estructu -ra del modelo se describe en el gráfico siguiente:
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 47
Figura 6. Serie ISO 9000
Figura 7. Modelo de ges-tión ISO 9001:2008
9004
9001
9000
Sistema de gestión de la calidad Familia de normas ISO 9000
ISO 9004 Gestión para el éxito
sostenido de la organización.
Enfoque de gestión de la calidad
ISO 9001 Requisitos
ISO 9000 Fundamentos y
vocabulario
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 47
Los requisitos se distribuyen en ocho capítulos:
1. Objetivo y campo de aplicación.2. Referencias normativas.3. Términos y definiciones.4. Requisitos del sistema de gestión de la calidad.5. Responsabilidad de la dirección.6. Gestión de los recursos.7. Realización del producto.8. Medición, análisis y mejora.
El capítulo 8 promueve la mejora continua, identificando oportunidades de me -jora a través de la revisión de:
• La política de calidad.• Los objetivos de la calidad.• Los resultados de las auditorías.• El análisis de los datos.• Las acciones correctivas y preventivas.• La revisión por la dirección.
La mejora continua se manifiesta mediante el incremento de los indicadoresde desempeño de los procesos y de la satisfacción de los clientes, siendo losprincipales mecanismos para el mejora miento las acciones correctivas y preventi-vas y los proyectos de mejora continua.
La implementación de un Sistema de Gestión de la Calidad ISO 9001:2008 re -quiere de las si guien tes etapas para su implementación:
A continuación se presentan los pasos que se deben seguir para la implemen -ta ción de un Sistema para la Seguridad de los Alimentos:
• Elaborar un plan de implementación.• Decisión y compromiso de la alta dirección.• Definir el alcance y los límites del sistema.• Conformar un equipo y un líder, a fin de que conduzcan la implementación.• Realizar el análisis y el diagnóstico del sistema actual.• Proporcionar capacitación y sensibilización al personal.• Diseño del nuevo sistema (documentación).• Implementación.• Auditorías.• Certificación.• Mantenimiento y mejora continua.
3.2 Sistema para la seguridad de los alimentos ISO 22000
El ISO 22000 es un estándar internacional que contiene requisitos relativos a lagestión de seguridad alimentaria, es aplicable a las organizaciones en la cadenaalimenticia.
La presión del mercado de estandarización, por tener una oferta de alimentosseguros, ha lle vado a la Organización Internacional de Estandarización (ISO) a de -sa rrollar los estándares ISO 22000:2005 (Sistema de Gestión para la Seguridad delos Alimentos).
48 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 48
La estructura reglamentaria se basa en principios aceptados para la seguridadde los alimentos en la cadena alimenticia y se enfoca en la identificación y pre-vención de los riesgos en la seguridad de los alimentos, mediante los pasossiguientes:
• Programas de requisitos previos (PRPS)– Buenas prácticas de manufactura. – Buenas prácticas de higiene.– Buenas prácticas agrícolas.
• Análisis de Riesgos y Puntos Críticos de Control (HACCP), promueve la co -municación, la me jora continua y la actualización del Sistema de Gestión pa -ra la Seguridad de Alimentos.Los beneficios esperados por la implementación del sistemaISO 22000:2005 son los si guien tes:– Eleva la satisfacción y seguridad de los clientes.– Incremento de las ventas.– Se crean procedimientos sistemáticos para la identificación de riesgos
para la segu ri dad de los alimentos, el cual permite una gestión preventi-va y proactiva.
– Eleva la productividad de los procesos.– Se crea un sistema documentado que proporciona referencias útiles.– Los litigios relacionados con la calidad de los alimentos se superan fácil-
mente debido a la existencia de registros.– Mejora el desempeño de los proveedores.– Eleva la rentabilidad del negocio.
El contenido de la Norma ISO 22000 incluye:– Objetivo y alcance de la Norma ISO 22000:2005.– Términos, definiciones y estructura de la norma.– Requisitos generales y de la documentación.– Compromiso de la dirección.– Gestión de los recursos (recursos humanos, infraestructura, ambiente
de trabajo).– Realización de los productos (programas PRPS, plan HACCP, trazabilidad,
manejo de producto disconforme, acciones correctivas y manejo de pro-ducto potencialmente in se guro).
– Medición, análisis y mejora continua del sistema de seguridad de los ali-mentos.
La implementación de un sistema para la seguridad de los alimentos requie-re efectuar los siguientes pasos:– Establecer el compromiso por la seguridad alimentaria.– Definir el alcance y los límites del sistema.– Elaborar un plan de implementación.– Conformar un equipo y un líder, a fin de que conduzcan la implementación.– Proporcionar capacitación y sensibilización al personal.– Planificar los programas de requisitos previos.– Elaborar un análisis de los riesgos de la seguridad alimentaria.– Analizar los riesgos de inocuidad de los alimentos. – Implementar los programas operativos de requisitos previos.– Implementar el plan HACCP.
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 49
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 49
– Asegurar la trazabilidad del producto.– Aplicar acciones correctivas y preventivas.– Programar y realizar auditoría periódica al sistema.– Mejorar continuamente el sistema de seguridad de alimentos.
3.3 Sistema de gestión ambiental ISO 14001:2004
La problemática ambiental actual ha generado una diversidad de males que aque-ja a nuestro planeta: reducción de la capa de ozono, calentamiento global, pérdi-da de biodiversidad, contaminación am bien tal, etcétera, todo lo cual ha impulsa-do a buscar mecanismos que reduzcan estos impactos y pre venir desastres futu-ros. Un recurso importante para salvaguardar nuestro planeta y darle sosteni bi li -dad, en ese sentido, es la norma ISO 14001:2004, que establece requisitos paraimplementar un sis te ma de gestión ambiental.
Los principios que rigen un sistema de gestión ambiental son:
• Compromiso y política.• Planeamiento.• Implementación.• Monitoreo y medición.• Revisión y mejora continua.
El sistema parte de una identificación de los impactos asociados a cada pro-ceso: emisiones a la atmósfera (contaminación del aire, daño de la capa de ozono,lluvia ácida, enfermedades); vertidos de agua (contaminación de aguas, destruc-ción de la flora y de la fauna, bioacumulación); vertidos a la tierra (suelos conta-minados, contaminación de aguas subterráneas, destrucción de la flora y de lafau na); gene ración de residuos (contaminación de agua, aire, suelo, destrucciónde la flora y de la fauna, en fermedades); empleo de recursos (agotamiento de re -cursos). Identificados los aspectos ambientales se evalúa la sig ni fi cancia de cadaimpacto, para luego proceder a establecer pautas para la administración de aque-llos, basándonos en el ciclo planificar-hacer-verificar-actuar (PHVA).
El contenido de la Norma ISO 14001:2004 incluye:
• Objetivo y campo de aplicación.• Normas para consulta.• Términos y definiciones.• Requisitos del sistema de gestión ambiental (requisitos generales, política
ambiental, pla ni fi cación, implementación y operación, verificación y revisiónpor la dirección).
El acápite 4.5.1 de la citada norma requiere que la organización establezca,im plante y man tenga procedimientos para realizar el seguimiento y la mediciónde las ca racterísticas clave de las ope ra cio nes que puedan tener un impactoambiental significativo. En ese sentido, es necesario administrar los in di ca doresde desempeño ambiental que demuestren el cumplimiento de la norma.
Tanto las auditorías internas como la revisión por la dirección (objetivos, indica -dores, ac cio nes correctivas y preventivas, recomendaciones de mejora) deben darcomo resultados oportunidades de cambios e innovación, que respondan cohe-rentemente a la mejora continua.
50 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 50
4. ORGANIZACIÓN PARA LA MEJORA CONTINUA
(KAIZEN)
4.1 Antecedentes
En la década de 1960, la dirección japonesa comprendió que los trabajadores eranprotagonistas en los procesos y por lo tanto ejecutores de la calidad de los pro-ductos; por ese motivo, se buscaron me ca nismos para promover la participaciónde los empleados en la mejora e innovación de los procesos. Así, aparecen los círculos de calidad (CC) en las organizaciones, y representan sistemas participati-vos mediante los cuales los trabajadores se reúnen en grupos reducidos para rea -li zar sugerencias y re sol ver problemas relacionados con su trabajo.
Los círculos de calidad constituyen uno de los sistemas fundamentales quehacen efectivo el Kaizen como técnica y filosofía de mejora continua, esto quedademostrado por el éxito logrado por empresas competitivas como Toyota, Nissan,Sanyo, General Motor, AT&T, 3M, entre otras. La ad ministración de los CC ha per-mitido incrementar la participación y compromiso del personal subiendo suautoes tima y motivación, elevar la calidad de vida laboral, mejorar los niveles decalidad de los tra bajos, aumentar la productividad y reducir los costes.
Como técnica de participación, los CC se difundieron rápidamente en Américay Europa, tras haber alcanzado éxito y popularidad en Japón. Actualmente existeny se desarrollan círculos de calidad en empresas de todos los continentes, exten-diéndose no solo a las productoras de bienes, sino abarcando también a las deservicios. Todavía queda un enorme campo por recorrer, sobre todo en Lati noa mé -rica, y muy especialmente en las organizaciones estatales. En particular, en el Perúte ne mos experiencias exitosas, como el de la corporación Aceros Arequipa, em -presa ganadora de varios reconocimientos a los Mejores Proyectos de Mejora, de -sarrollados a través de sus CC.
Fue Kaoru Ishikawa quien creó, en 1960, los primeros CC, y en 1982 se verifi-có que las em presas japonesas habían generado un ahorro de 25.000 millones dedólares, gracias a los 400 millo nes de sugerencias presentadas por 10 millones detrabajadores integrados en círculos.
En Estados Unidos los primeros círculos registran su presencia en 1974. LaLockheed Missile & Space Company y la Honeywell fueron las primeras en utilizares te sistema de administración. Mu chas empresas manufactureras establecieronpro gramas de círculos de calidad o prácticas similares, entre ellas estabanWestinghouse, General Electric, Cincinnati Milacron, Ford Motors, Martin Ma riettaCorporation, General Dynamics, Bank of America, Dover Corporation y Coors BeerCom pa ny. Luego, organizaciones de servicio, como hospitales, sistemas escolaresy unidades estatales y fe de ra les de gobierno se sumaron a la nueva propuesta.
En Latinoamérica, según la opinión de Enrique Ogliastri,8 los círculos de cali-dad empiezan a implantarse a partir de 1980; la experiencia parece indicar que elciclo completo de un programa de esta naturaleza comprende un mínimo de cincoaños, y que la madurez se puede alcanzar a los siete u ocho años, a pesar de queno son la panacea para todos los problemas, son un paso de evolución en el esti-
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 51
8 Ogliastri, Enrique.Círculos de participa-ción en Latinoamérica,1995.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 51
lo de administración, en el que el significado y el resultado del trabajo satisfacemás, y a más personas. Entre las empresas latinoamericanas que iniciaron estapráctica están: Acería Río de Janeiro, Winner de México S.A., Grupo Arenas (Co -lombia) y Corporación Aceros Arequipa (Perú).
Las empresas que aplican la técnica de los CC como un estilo administrativoque promueve la mejora continua de la compañía y del trabajador apoyan el man-tenimiento de la motivación de los participantes con programas de reconocimien -to que incluyen la premiación a los mejores trabajos, in centivos intangibles y tan-gibles, autorización para participar en eventos nacionales e internacionales, etcé-tera. Es sabido también que en algunos países se promueve el reconocimiento alos mejores pro yec tos de mejora, como el reconocimiento que desde inicios de1990 proporciona la Sociedad Nacional de Industrias, del Perú, a través del Centrode Desarrollo Industrial. Al respecto, se brinda mayor información en los anexosde la presente obra.
4.2 Características para el funcionamiento efectivo de los círculos de calidad
Entre las principales características de funcionamiento de los círculos de calidadse encuentran las si guientes:
• Los círculos de control de calidad son pequeños, entre cuatro y doce parti-cipantes.
• Todos los integrantes suelen trabajar en un mismo proceso o área de lacompañía.
• Los miembros trabajan bajo el mismo supervisor, quien a su vez forma partedel círculo.
• Generalmente el supervisor es el líder o jefe del círculo, sin embargo en surol de líder no da órdenes ni toma decisiones sin consenso.
• La participación es voluntaria. • Los círculos se reúnen por lo general una vez a la semana, durante las horas
de trabajo, salvo en algunos casos donde ellos deciden lo contrario.• Los CC se reúnen en salas especiales, convenientemente dispuestas para
ello. • Los participantes son capacitados sistemáticamente, siendo importante el
desarrollo de com petencias para solucionar problemas en grupo, utilizandodiversas herramientas estadísticas de uso participativo.
• Generalmente, el mismo CC elige la oportunidad de mejora que se deseatrabajar.
• La empresa facilita la colecta de datos pertinentes y ofrece apoyo para cual-quier experimenta ción que el equipo requiera, hasta llegar a una solución.
• Los CC son aconsejados y orientados por un asesor o facilitador, que asis-te a todas las reu nio nes pero que no es miembro del círculo.
• Las exposiciones son presentadas a los gerentes y a los expertos técnicos,que normalmente tie nen la autoridad para tomar una decisión con respec-to a una propuesta determinada.
• El funcionamiento de los CC depende de los integrantes; así, pueden decla-rarse en re ceso; reanudar posteriormente sus labores; reunirse durante unosmeses o durante años para so lu cionar uno, dos o centenares de problemas.
52 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 52
Entre las características que deben tener los grupos para ser efectivos se pue-den mencionar las siguientes:
• Metas claras.- Comprensión de la meta por alcanzar y seguridad plena de suimportancia. Es ta alienta a los individuos a cambiar la dirección de sus preo-cupaciones per so nales por las me tas del grupo y se comprometen con ellas.
• Habilidades pertinentes.- Los miembros de los equipos tienen conocimien-tos y habilidades técnicas necesarios para lograr las metas deseadas y lascaracterísticas personales requeridas para alcanzar la excelencia.
• Confianza mutua entre sus miembros.- Los miembros creen en la integridad,carácter y ca pa cidad de cada uno.
• Compromiso unificado.- Los miembros de un equipo efectivo deben mos-trar lealtad y gran dedicación, haciendo todo lo necesario para que este sal -ga adelante.
• Buena comunicación.- Los miembros son capaces de transmitirse mensa-jes en forma rápida y comprensible.
• Habilidades de negociación.- Los equipos efectivos tienden a ser flexiblesy realizan ajustes constantes. Los problemas y las relaciones cambian regu-larmente, por lo que se exige que sus miembros enfrenten y reconciliendiferencias.
• Liderazgo apropiado.- Los líderes efectivos pueden motivar a un equipo aque los siga en las situaciones difíciles, ya que ayudan a poner en claro lasmetas, demuestran que el cambio es posible e incrementan la confianza delos integrantes en sí mismos, ayudándolos a desarrollar su potencial almáximo.
• Apoyo interno y externo.- Un equipo efectivo necesita contar con un climade apoyo. En lo in terno, debe tener una infraestructura firme, que apoye alos miembros y refuerce com por ta mientos que conduzcan a altos nivelesde desempeño. En lo externo, la dirección debe pro por cionar al equipo losrecursos necesarios para que la tarea se cumpla.
4.3 Etapas para la implementación de los círculos de calidad
De acuerdo con la investigación realizada por Enrique Ogliastri9 sobre la adminis -tración de los cír cu los de calidad en Latinoamérica, las etapas para su implemen-tación, las actividades típicas en cada etapa y los problemas frecuentes en cadauna de ellas se resumen en el cuadro 2 (véase p. 54).
Si bien la capacitación del personal es importante para desarrollar competen-cias que permitan un mejor desempeño en sus labores, con mayor razón losmiembros de un círculo de calidad deben ac tualizar sus conocimientos para teneruna participación eficaz en la solución de problemas de calidad y productividad.Un buen programa de instrucción o capacitación otorga a los participantes unades cripción clara y precisa de las diversas funciones que deben desempeñar den-tro del proceso de los cír culos de calidad y de las técnicas que se deben emplearpara el logro de los objetivos.
Los diferentes cursos que se vayan a impartir deben cubrir aspectos relaciona -dos con téc nicas para la solución de los problemas, herramientas de la calidad,trabajo en equipo, liderazgo, así como con los aspectos, funciones por desempe-
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 53
9 Ibídem.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 53
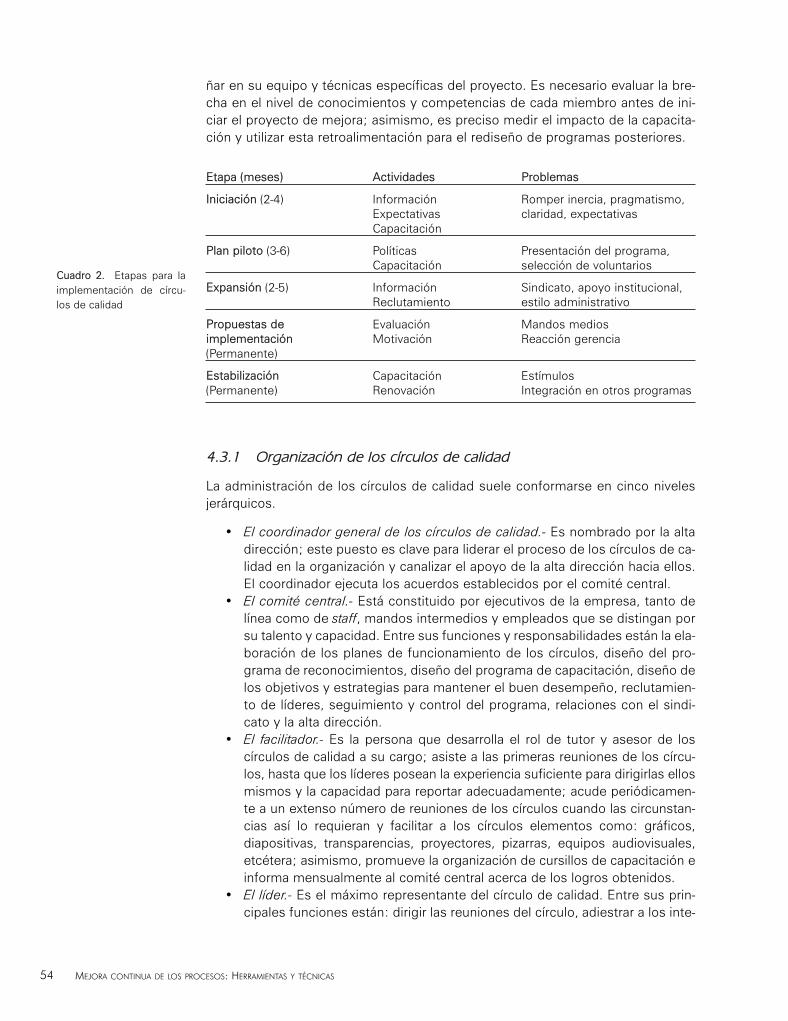
ñar en su equipo y técnicas específicas del proyecto. Es ne ce sario evaluar la bre-cha en el nivel de conocimientos y competencias de cada miembro antes de ini-ciar el proyecto de mejora; asimismo, es preciso medir el impacto de la capacita-ción y utilizar es ta re tro alimentación para el rediseño de programas posteriores.
Etapa (meses) Actividades Problemas
Iniciación (2-4) Información Romper inercia, pragmatismo,Expectativas claridad, expectativasCapacitación
Plan piloto (3-6) Políticas Presentación del programa,Capacitación selección de voluntarios
Expansión (2-5) Información Sindicato, apoyo institucional, Reclutamiento estilo administrativo
Propuestas de Evaluación Mandos mediosimplementación Motivación Reacción gerencia(Permanente)
Estabilización Capacitación Estímulos(Permanente) Renovación Integración en otros programas
4.3.1 Organización de los círculos de calidad
La administración de los círculos de calidad suele conformarse en cinco nivelesjerárquicos.
• El coordinador general de los círculos de calidad.- Es nombrado por la altadi rección; este puesto es clave para liderar el proceso de los círculos de ca -lidad en la organización y cana li zar el apoyo de la alta dirección hacia ellos.El coordinador ejecuta los acuerdos establecidos por el comité central.
• El comité central.- Está constituido por ejecutivos de la empresa, tanto delínea como de staff, mandos intermedios y empleados que se distingan porsu talento y capacidad. Entre sus funciones y responsabilidades están la ela-boración de los planes de funcionamiento de los círculos, diseño del pro-grama de reconocimientos, diseño del programa de capacitación, di se ño delos objetivos y estrategias para mantener el buen desempeño, reclutamien-to de lí de res, seguimiento y control del programa, relaciones con el sindi-cato y la alta dirección.
• El facilitador.- Es la persona que desarrolla el rol de tutor y asesor de los círculos de calidad a su cargo; asiste a las primeras reuniones de los círcu-los, hasta que los líderes posean la experiencia suficiente para dirigirlas ellosmismos y la capacidad para reportar adecua da mente; acude periódicamen-te a un extenso número de reuniones de los cír cu los cuando las circunstan-cias así lo requieran y facilitar a los círculos elementos como: grá fi cos,diaposi ti vas, transparencias, proyectores, pizarras, equipos audiovisuales,etcétera; asi mismo, pro mue ve la organización de cursillos de capacitación einforma men sualmente al comité cen tral acerca de los logros obtenidos.
• El líder.- Es el máximo representante del círculo de calidad. Entre sus prin-cipales funciones están: dirigir las reuniones del círculo, adiestrar a los inte-
54 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 2. Etapas para laimplementación de círcu-los de calidad
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 54
grantes en las técnicas de trabajo, servir de enlace entre los miembros delcírculo y el facilitador; preparar el orden del día de las reuniones y confec-cionar los respectivos informes. Crea el ambiente adecuado para el buende sarrollo de las reuniones y presenta a la dirección las sugerencias pro-puestas por el círculo.
• Los miembros del círculo de calidad.- La participación es voluntaria; tienenlibertad de opi nión y voto; se limitan a tratar temas propios del trabajo coti-diano y se comprometen con los objetivos establecidos por el equipo.
4.3.2 Los círculos de calidad en el Perú
Los círculos de calidad se inician en nuestro país en la década de 1990. Entre lasorganizaciones que implementan este sistema de administración se encuentran:Corporación Aceros Arequipa, Se da pal, Ali corp S.A., Compañía Minera PoderosaS.A., Corporación José R. Lindley S.A., Edelnor S.A.; los aho rros generados por losproyectos de mejora desarrollados en dichas organizaciones su man cientos demiles de dólares anuales.
La Sociedad Nacional de Industrias, a través del Centro de Desarrollo Industrial(CDI), otorga un reconocimiento a la gestión de los proyectos de mejora, concur-so que convoca a los cír culos de calidad del país más destacados, a fin de reco-nocer su dedicación y empeño por con tribuir al de sa rro llo empresarial, motivandoal personal para su incorporación en dichos círculos o gru pos de mejora.
A continuación citamos algunos proyectos de mejora ganadores desarrolladospor los equi pos participantes:
• Reducir la variación del peso en la palanquilla.• Reducción de mermas de CO2 en la producción de bebidas gaseosas en
una planta del Callao.• Mejora en el proceso de la calidad de la tensión eléctrica.• Disminución de costos de insumos químicos en el proceso de precloración
de La Atarjea.• Acciones contra la malaria en Huimbayoc 2004-2007.10
Entre las organizaciones ganadoras del Reconocimiento a la Gestión de losPro yectos de Mejora en los úl ti mos años mencionamos las siguientes: Cor -poración Aceros Arequipa, Dirección Regional de Salud Huánuco - Centro de Sa -lud Acomayo, Hospital Santa Rosa, Instituto Nacional Materno Perinatal, Cor po ra -ción José R. Lindley S.A., CLAS Pueblo Libre, Minera Poderosa S.A.
CAPÍTULO 1. ASPECTOS GENERALES DE LA MEJORA CONTINUA DE LOS PROCESOS 55
10 Sociedad Nacional deIndustrias [en línea]. <www.sni.org.pe/sni>.
01-diaz-generales v7-REIMP:01-diaz-generales v6.qxd 01/02/2012 10:56 PÆgina 55

En este capítulo trataremos los siguientes temas:
• Herramientas básicas• Herramientas administrativas
2Capítulo
Herramientas para lasolución de problemas
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 57
El propósito de este capítulo es poner a disposi-ción del grupo de mejora una serie de he rra -mientas básicas y administrativas para la identi -
ficación y selección del problema que debe solucio-narse o mejorar un indicador de la organización, asícomo la búsqueda de alternativas de solución que sepuedan implementar.
Se complementa la teoría con ejemplos prácticos pa -ra su aplicación, así como casos propuestos.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS58
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 58
59CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS
Las herramientas y métodos que se utilizan para el análisis y solución de proble-mas se clasi fi can en herramientas básicas, herramientas administrativas —queson el tema de este capítulo— y herramientas estadísticas avanzadas.
1. HERRAMIENTAS BÁSICAS
Las herramientas básicas pueden ser gráficas, dia gra ma cau sa-efecto, curva dePareto, hoja de ve ri fi cación, histograma, diagrama de dispersión y cartas de control.
1.1 Gráficas
Las gráficas, por su forma de presentación, se clasifican en gráfica de barras, grá-fica de línea, gráfica de pastel, gráfica de banda o co lumna y gráfica de radar odiagrama de araña. A continuación trataremos acerca de la defi ni ción, aplicación,utilidad y metodogía de estos tipos de gráficas.
1.1.1 Gráfica de barras
• Definición.- Este tipo de gráfica utiliza barras paralelas de ancho idén tico pa -ra com pa rar el comportamiento de un determinado hecho cuantitativo.
• Aplicación.- La gráfica de barras es de gran ayuda para la comparación dela magnitud de va rias cantidades; a menudo se utiliza para analizar las rela-ciones cuantitativas de factores del lu gar de trabajo, como número de de -fectos que ocurren por proceso, número de clientes aten di dos por mes,com portamiento anual de los costos de calidad, entre otros.
• Metodología.- Para construir una gráfica de barra se traza ejes coordena-dos; en el eje ho ri zon tal se representan los valores de la variable y se trazaun segmento perpendicular por cada va lor. En el eje vertical se representa
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 59
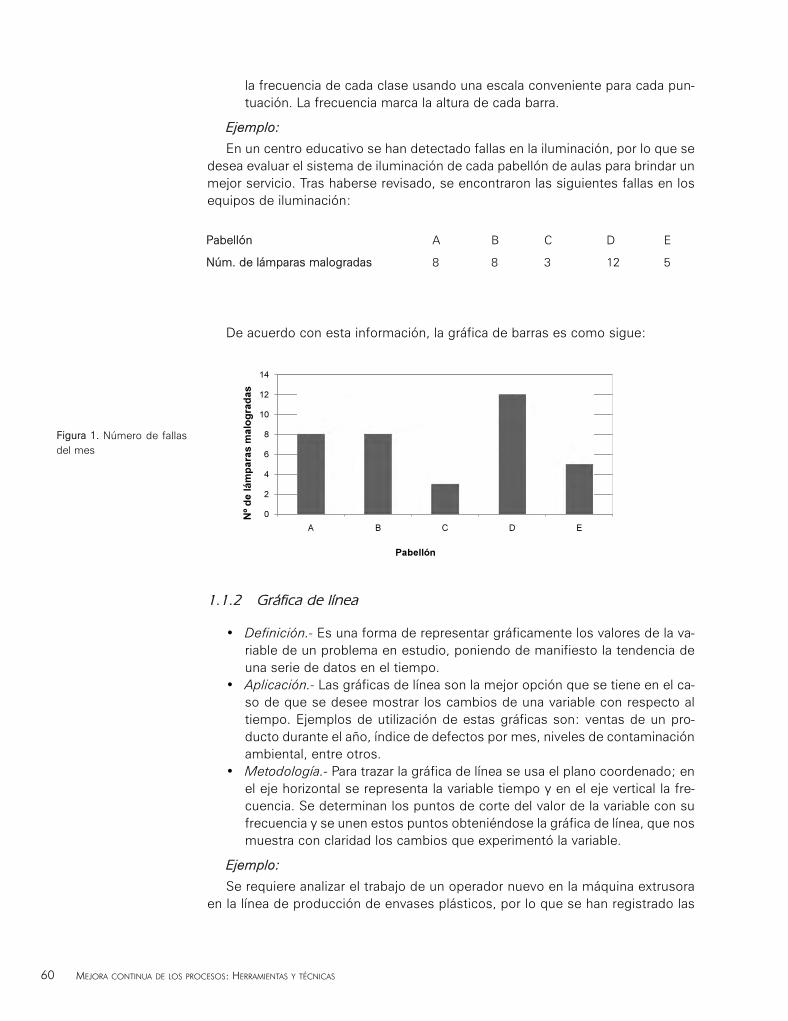
Figura 1. Número de fallasdel mes
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS60
la frecuencia de cada clase usando una escala con veniente para cada pun-tuación. La frecuencia marca la altura de cada barra.
Ejemplo:
En un centro educativo se han detectado fallas en la iluminación, por lo que sedesea evaluar el sis te ma de iluminación de cada pabellón de aulas para brindar unmejor servicio. Tras haberse revisado, se encontraron las siguientes fallas en losequipos de iluminación:
De acuerdo con esta información, la gráfica de barras es como sigue:
1.1.2 Gráfica de línea
• Definición.- Es una forma de representar gráficamente los valores de la va -riable de un pro ble ma en estudio, poniendo de manifiesto la tendencia deuna serie de datos en el tiempo.
• Aplicación.- Las gráficas de línea son la mejor opción que se tiene en el ca -so de que se desee mostrar los cambios de una variable con respecto altiempo. Ejemplos de utilización de estas grá ficas son: ventas de un pro-ducto du rante el año, índice de defectos por mes, niveles de con taminaciónambiental, entre otros.
• Metodología.- Para trazar la gráfica de línea se usa el plano coordenado; enel eje horizontal se representa la variable tiempo y en el eje vertical la fre-cuencia. Se determinan los puntos de corte del valor de la variable con sufrecuencia y se unen estos puntos ob te nién do se la gráfica de línea, que nosmuestra con claridad los cambios que experimentó la va ria ble.
Ejemplo:
Se requiere analizar el trabajo de un operador nuevo en la máquina extrusoraen la línea de producción de envases plásticos, por lo que se han registrado las
Pabellón A B C D E
Núm. de lámparas malogradas 8 8 3 12 5
0
2
4
6
8
10
12
14
A B C D E
Pabellón
Nº d
e lá
mpa
ras
mal
ogra
das
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 60
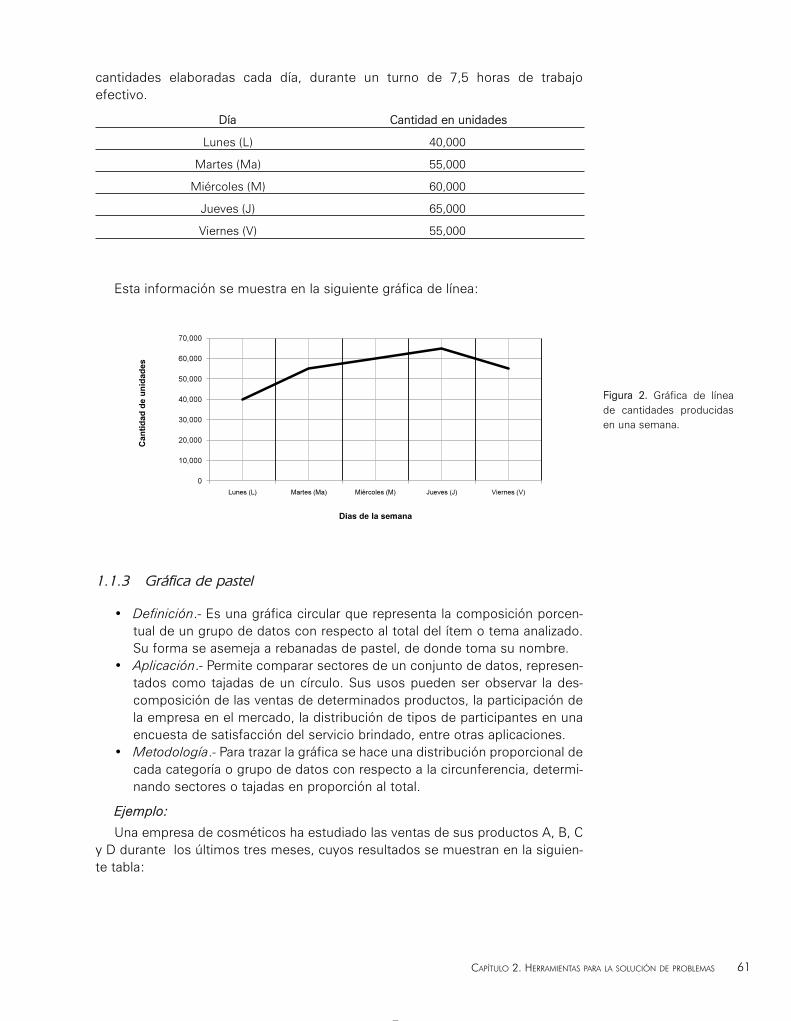
cantidades elaboradas cada día, durante un turno de 7,5 horas de trabajo efectivo.
Esta información se muestra en la siguiente gráfica de línea:
1.1.3 Gráfica de pastel
• Definición.- Es una gráfica circular que representa la composición porcen-tual de un grupo de datos con respecto al total del ítem o tema analizado.Su forma se asemeja a rebanadas de pas tel, de donde toma su nombre.
• Aplicación.- Permite comparar sectores de un conjunto de datos, represen-tados como tajadas de un círculo. Sus usos pueden ser observar la des-composición de las ventas de determinados productos, la participación dela empresa en el mercado, la distribución de tipos de participantes en unaencuesta de satisfacción del servicio brindado, entre otras aplicaciones.
• Metodología.- Para trazar la gráfica se hace una distribución proporcional decada categoría o grupo de datos con respecto a la circunferencia, determi-nando sectores o tajadas en propor ción al total.
Ejemplo:
Una empresa de cosméticos ha estudiado las ventas de sus productos A, B, Cy D durante los últimos tres meses, cuyos resultados se muestran en la siguien-te tabla:
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 61
Día Cantidad en unidades
Lunes (L) 40,000
Martes (Ma) 55,000
Miércoles (M) 60,000
Jueves (J) 65,000
Viernes (V) 55,000
Figura 2. Gráfica de líneade cantidades producidasen una semana.
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
Lunes (L) Martes (Ma) Miércoles (M) Jueves (J) Viernes (V)
Can
tidad
de
unid
ades
Días de la semana
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 61
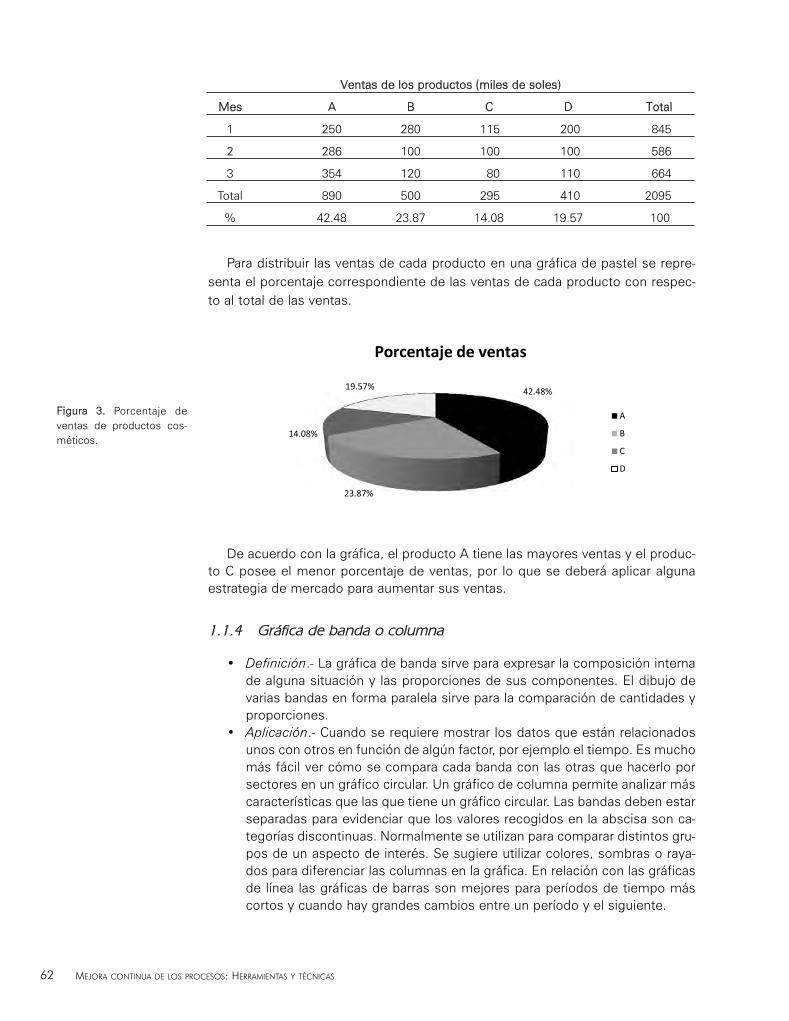
62
Para distribuir las ventas de cada producto en una gráfica de pastel se repre-senta el porcentaje correspondiente de las ventas de cada producto con respec-to al total de las ventas.
De acuerdo con la gráfica, el producto A tiene las mayores ventas y el produc-to C posee el menor porcentaje de ventas, por lo que se deberá aplicar algunaestrategia de mercado para aumentar sus ventas.
1.1.4 Gráfica de banda o columna
• Definición.- La gráfica de banda sirve para expresar la composición internade alguna situa ción y las proporciones de sus componentes. El dibujo devarias bandas en forma paralela sir ve para la comparación de cantidades yproporciones.
• Aplicación.- Cuando se requiere mostrar los datos que están relacionadosunos con otros en función de algún factor, por ejemplo el tiempo. Es muchomás fácil ver cómo se compara cada banda con las otras que hacerlo porsectores en un gráfico circular. Un grá fico de columna permite analizar máscaracterísticas que las que tiene un grá fi co circular. Las bandas deben estarseparadas para evidenciar que los valores recogidos en la abscisa son ca -te gorías dis con tinuas. Normalmente se utilizan para comparar distintos gru-pos de un aspecto de interés. Se sugiere utilizar colores, sombras o raya-dos para diferenciar las co lumnas en la gráfica. En re lación con las gráficasde línea las gráficas de barras son mejores para períodos de tiempo máscortos y cuando hay grandes cambios entre un período y el siguiente.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Ventas de los productos (miles de soles)
Mes A B C D Total
1 250 280 115 200 845
2 286 100 100 100 586
3 354 120 80 110 664
Total 890 500 295 410 2095
% 42.48 23.87 14.08 19.57 100
Figura 3. Porcentaje deventas de productos cos-méticos.
42.48%
23.87%
14.08%
19.57%
Porcentaje de ventas
A
B
C
D
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 62
42.48%
23.87%
14.08%
19.57%
Porcentaje de ventas
A
B
C
D
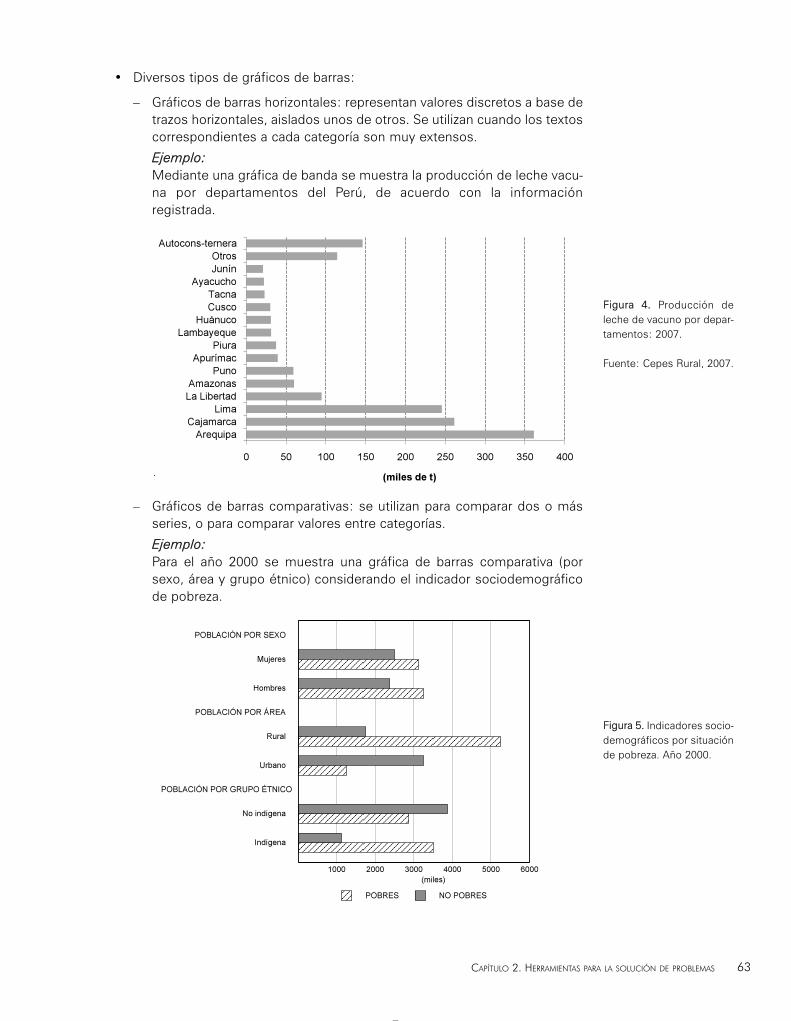
• Diversos tipos de gráficos de barras:
– Gráficos de barras horizontales: representan valores discretos a base detrazos ho ri zon ta les, aislados unos de otros. Se utilizan cuando los textoscorrespondientes a cada ca te go ría son muy extensos.
Ejemplo:Mediante una gráfica de banda se muestra la producción de leche vacu-na por departamentos del Perú, de acuerdo con la información registrada.
– Gráficos de barras comparativas: se utilizan para comparar dos o másseries, o para com parar valores entre categorías.
Ejemplo:Para el año 2000 se muestra una gráfica de barras comparativa (porsexo, área y grupo ét ni co) considerando el indicador sociodemográficode pobreza.
63CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS
Figura 4. Producción deleche de vacuno por depar-tamentos: 2007.
Fuente: Cepes Rural, 2007.
Figura 5. Indicadores socio-demográficos por situaciónde pobreza. Año 2000.
0 50 100 150 200 250 300 350 400
ArequipaCajamarca
LimaLa LibertadAmazonas
PunoApurímac
PiuraLambayeque
HuánucoCuscoTacna
AyacuchoJunínOtros
Autocons-ternera
(miles de t).
POBLACIÓN POR SEXO
Mujeres
Hombres
POBLACIÓN POR ÁREA
Rural
Urbano
POBLACIÓN POR GRUPO ÉTNICO
No indígena
Indígena
1000 2000 3000 4000 5000 6000
POBRES NO POBRES
(miles)
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 63
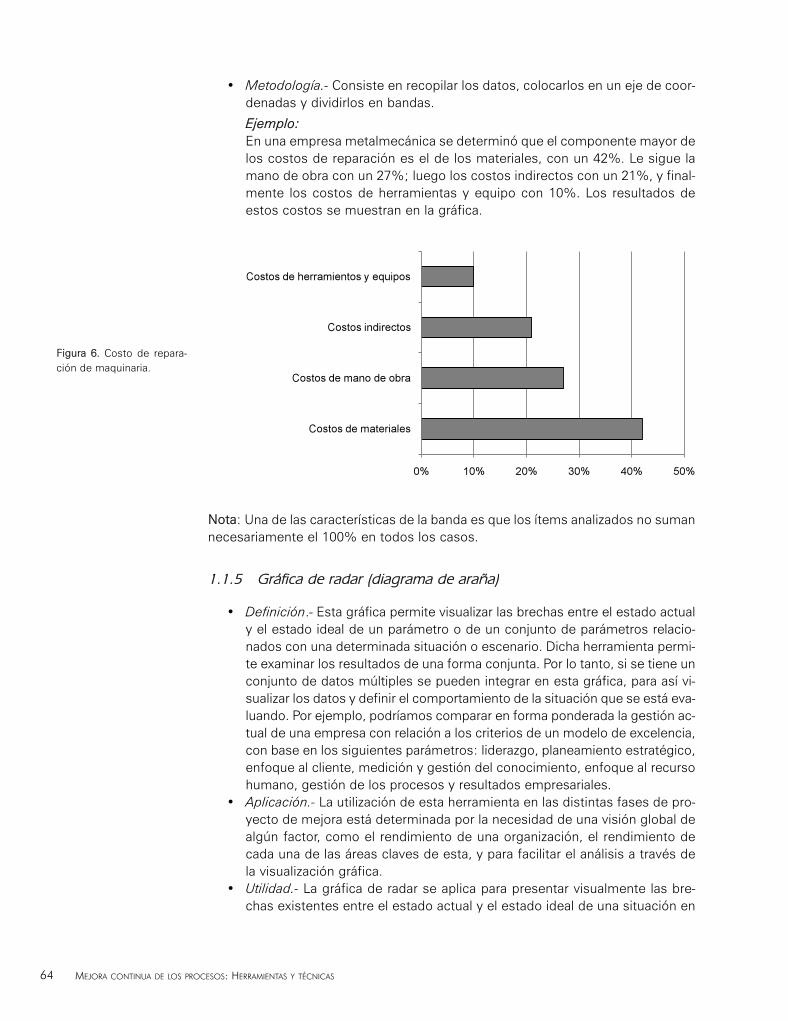
• Metodología.- Consiste en recopilar los datos, colocarlos en un eje de coor-denadas y dividirlos en bandas.
Ejemplo:En una empresa metalmecánica se determinó que el componente mayor delos costos de re pa ración es el de los materiales, con un 42%. Le sigue lamano de obra con un 27%; luego los costos indirectos con un 21%, y final-mente los costos de herramientas y equipo con 10%. Los re sultados deestos costos se muestran en la gráfica.
Nota: Una de las características de la banda es que los ítems analizados no sumannecesariamente el 100% en todos los casos.
1.1.5 Gráfica de radar (diagrama de araña)
• Definición.- Esta gráfica permite visualizar las brechas entre el estado actualy el estado ideal de un parámetro o de un conjunto de parámetros relacio-nados con una determinada situación o escenario. Dicha herramienta permi -te examinar los resultados de una forma conjunta. Por lo tanto, si se tiene unconjunto de datos múltiples se pueden integrar en esta gráfica, para así vi -sualizar los datos y definir el comportamiento de la situación que se está eva-luando. Por ejem plo, podríamos comparar en forma ponderada la gestión ac -tual de una empresa con relación a los criterios de un modelo de excelen cia,con base en los siguientes parámetros: liderazgo, pla neamiento es tra té gico,enfoque al cliente, medición y gestión del conocimiento, enfoque al recursohumano, gestión de los procesos y resultados empresariales.
• Aplicación.- La utilización de esta herramienta en las distintas fases de pro-yecto de mejora está determinada por la necesidad de una visión global dealgún factor, como el rendimiento de una organización, el rendimiento decada una de las áreas claves de esta, y para facilitar el análisis a través dela visualización gráfica.
• Utilidad.- La gráfica de radar se aplica para presentar visualmente las bre-chas existentes entre el estado actual y el estado ideal de una situación en
64 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 6. Costo de repara-ción de maquinaria.
0% 10% 20% 30% 40% 50%
Costos de materiales
Costos de mano de obra
Costos indirectos
Costos de herramientos y equipos
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 64
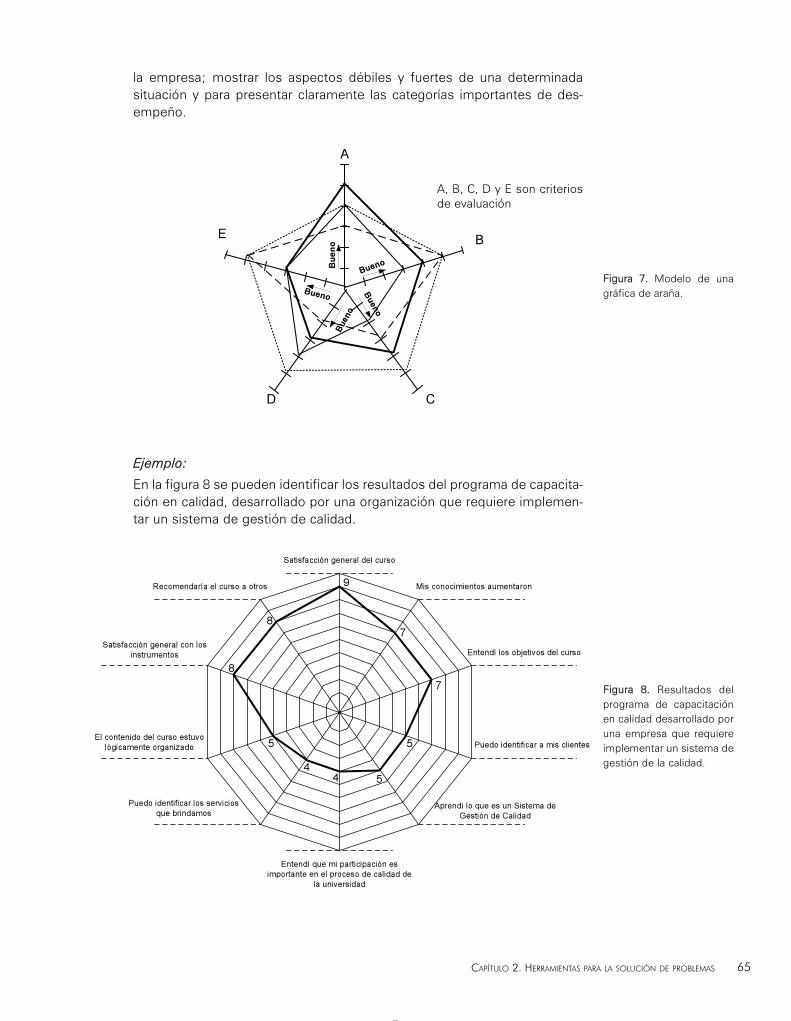
la empresa; mostrar los aspectos débiles y fuertes de una determinadasituación y para presentar claramente las categorías importantes de des-empeño.
Ejemplo:
En la figura 8 se pueden identificar los resultados del programa de capacita -ción en calidad, de sa rro llado por una organización que requiere im ple men -tar un sistema de gestión de calidad.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 65
Figura 7. Modelo de unagráfica de araña.
A
E B
CD
Bue
no
Bueno
Bueno
Buen
o
Bueno
A, B, C, D y E son criteriosde evaluación
9
8
7
5
4
8
4 5
5
7
Satisfacción general del curso
Mis conocimientos aumentaron
Entendí los objetivos del curso
Puedo identificar a mis clientes
Aprendí lo que es un Sistema de Gestión de Calidad
Entendí que mi participación es importante en el proceso de calidad de
la universidad
Puedo identificar los servicios que brindamos
El contenido del curso estuvo lógicamente organizado
Satisfacción general con los instrumentos
Recomendaría el curso a otros
Figura 8. Resultados delpro grama de capacitaciónen calidad desarrollado poruna empresa que requiereimplementar un sistema degestión de la calidad.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 65
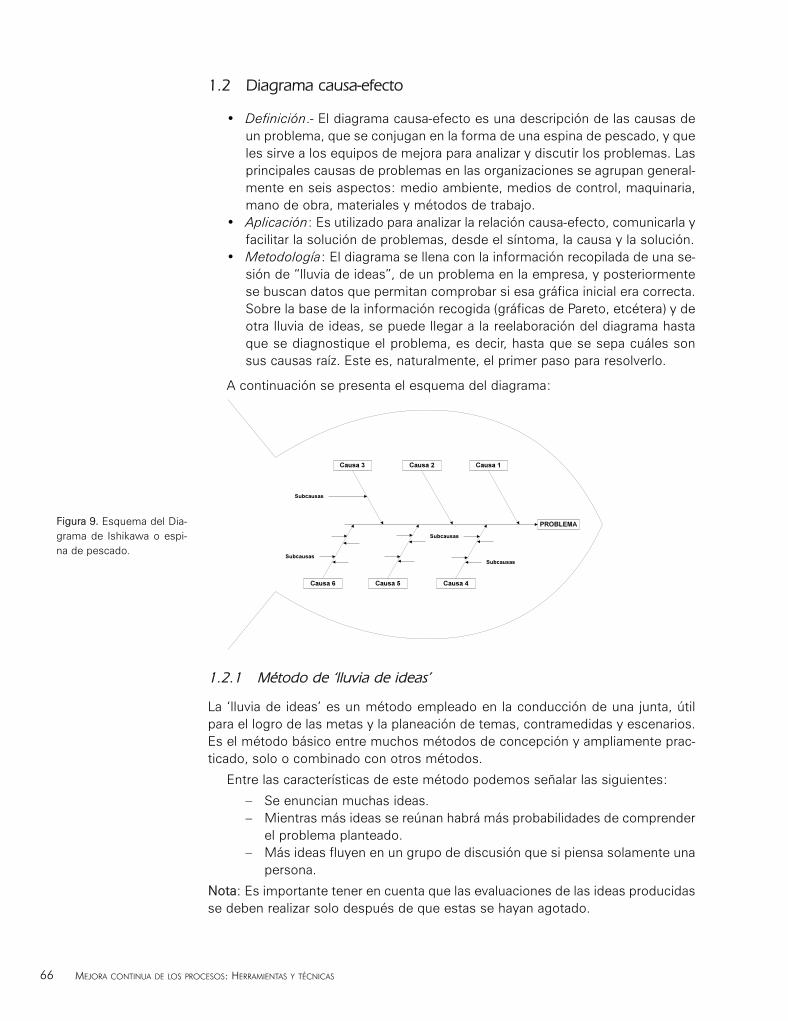
1.2 Diagrama causa-efecto
• Definición.- El diagrama causa-efecto es una descripción de las causas deun problema, que se conjugan en la forma de una espina de pescado, y queles sirve a los equipos de mejora para analizar y discutir los problemas. Lasprincipales causas de problemas en las orga ni za ciones se agrupan general-mente en seis aspectos: medio ambiente, medios de control, ma quinaria,mano de obra, materiales y métodos de trabajo.
• Aplicación: Es utilizado para analizar la relación causa-efecto, comunicarla yfacilitar la so lución de problemas, desde el síntoma, la causa y la solución.
• Metodología: El diagrama se llena con la información recopilada de una se -sión de “lluvia de ideas”, de un pro blema en la empresa, y posteriormentese buscan datos que permitan comprobar si esa gráfica inicial era correcta.Sobre la base de la información recogida (grá ficas de Pareto, etcétera) y deotra lluvia de ideas, se puede llegar a la reelaboración del diagrama hastaque se diagnostique el problema, es decir, hasta que se sepa cuáles sonsus causas raíz. Este es, naturalmente, el primer paso para resolverlo.
A continuación se presenta el esquema del diagrama:
1.2.1 Método de ‘lluvia de ideas’
La ‘lluvia de ideas’ es un método empleado en la conducción de una junta, útilpara el logro de las metas y la planeación de temas, contramedidas y escenarios.Es el método básico entre muchos métodos de concepción y ampliamente prac-ticado, solo o combinado con otros métodos.
Entre las características de este método podemos señalar las siguientes:
– Se enuncian muchas ideas.– Mientras más ideas se reúnan habrá más probabilidades de comprender
el problema plan tea do.– Más ideas fluyen en un grupo de discusión que si piensa solamente una
persona.
Nota: Es importante tener en cuenta que las evaluaciones de las ideas producidasse deben realizar solo después de que estas se hayan agotado.
66 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 9. Esquema del Dia -grama de Ishikawa o espi-na de pescado.
PROBLEMA
Causa 3
Causa 5
Causa 2
Causa 4
Causa 1
Causa 6
Subcausas
Subcausas
Subcausas
Subcausas
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 66
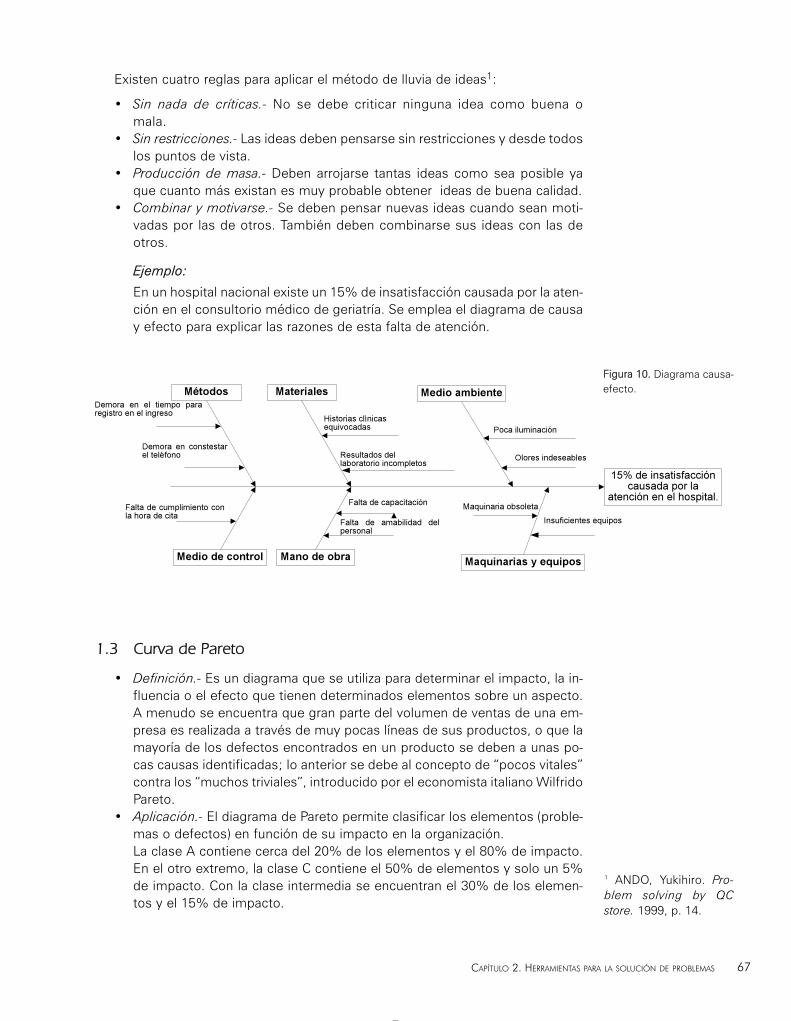
Existen cuatro reglas para aplicar el método de lluvia de ideas1:
• Sin nada de críticas.- No se debe criticar ninguna idea como buena omala.
• Sin restricciones.- Las ideas deben pensarse sin restricciones y desde todoslos puntos de vis ta.
• Producción de masa.- Deben arrojarse tantas ideas como sea posible yaque cuanto más exis tan es muy probable obtener ideas de buena calidad.
• Combinar y motivarse.- Se deben pensar nuevas ideas cuando sean moti-vadas por las de otros. También deben combinarse sus ideas con las deotros.
Ejemplo:
En un hospital nacional existe un 15% de insatisfacción causada por la aten-ción en el con sultorio médico de geriatría. Se emplea el diagrama de causay efecto para explicar las razones de esta falta de atención.
1.3 Curva de Pareto
• Definición.- Es un diagrama que se utiliza para determinar el impacto, la in -fluencia o el efecto que tienen determinados elementos sobre un aspecto.A menudo se encuentra que gran parte del volumen de ventas de una em -presa es realizada a través de muy pocas líneas de sus pro ductos, o que lamayoría de los defectos encontrados en un producto se deben a unas po -cas causas identificadas; lo anterior se debe al concepto de “pocos vitales”contra los “muchos triviales”, introducido por el economista italiano WilfridoPareto.
• Aplicación.- El diagrama de Pareto permite clasificar los elementos (proble-mas o defectos) en función de su impacto en la organización.La clase A contiene cerca del 20% de los elementos y el 80% de impacto.En el otro extremo, la clase C contiene el 50% de elementos y solo un 5%de impacto. Con la clase intermedia se encuentran el 30% de los elemen-tos y el 15% de impacto.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 67
15% de insatisfaccióncausada por la
atención en el hospital.
Métodos Materiales
Medio de control Maquinarias y equipos
Demora en el tiempo para registro en el ingreso
Historias clínicas equivocadas
Falta de cumplimiento con la hora de cita
Maquinaria obsoleta
Poca iluminación
Medio ambiente
Resultados del laboratorio incompletos
Demora en constestar el teléfono
Mano de obra
Falta de capacitación
Falta de amabilidad del personal
Insuficientes equipos
Olores indeseables
Figura 10. Diagrama causa-efecto.
1 ANDO, Yukihiro. Pro-blem solving by QCstore. 1999, p. 14.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 67
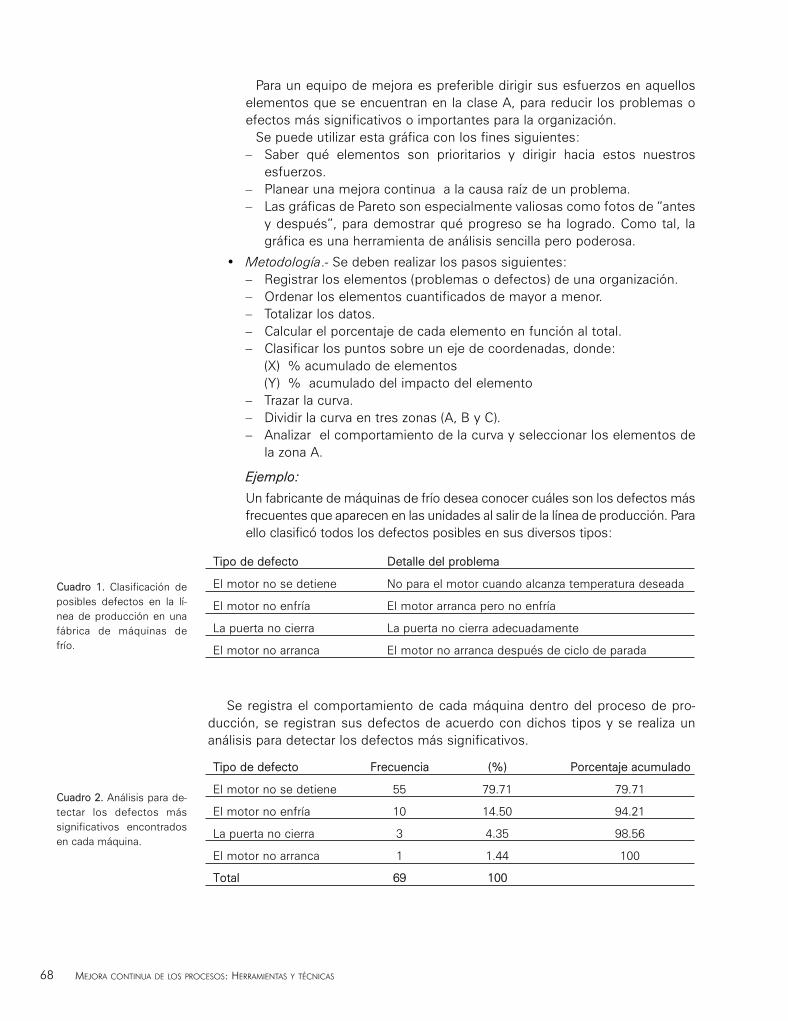
Para un equipo de mejora es preferible dirigir sus esfuerzos en aquelloselementos que se encuentran en la clase A, para reducir los problemas oefectos más significativos o impor tan tes para la organización.
Se puede utilizar esta gráfica con los fines siguientes:– Saber qué elementos son prioritarios y dirigir hacia estos nuestros
esfuerzos.– Planear una mejora continua a la causa raíz de un problema.– Las gráficas de Pareto son especialmente valiosas como fotos de “antes
y después”, para de mostrar qué progreso se ha logrado. Como tal, lagráfica es una herramienta de análisis sen cilla pero poderosa.
• Metodología.- Se deben realizar los pasos siguientes:– Registrar los elementos (problemas o defectos) de una organización.– Ordenar los elementos cuantificados de mayor a menor.– Totalizar los datos.– Calcular el porcentaje de cada elemento en función al total.– Clasificar los puntos sobre un eje de coordenadas, donde:
(X) % acumulado de elementos(Y) % acumulado del impacto del elemento
– Trazar la curva.– Dividir la curva en tres zonas (A, B y C).– Analizar el comportamiento de la curva y seleccionar los elementos de
la zona A.
Ejemplo:
Un fabricante de máquinas de frío desea conocer cuáles son los defectos másfrecuentes que apa recen en las unidades al salir de la línea de producción. Paraello clasificó todos los defectos po si bles en sus diversos tipos:
Se registra el comportamiento de cada máquina dentro del proceso de pro-ducción, se registran sus de fectos de acuerdo con dichos tipos y se realiza unanálisis para detectar los defectos más significativos.
68 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Tipo de defecto Detalle del problema
El motor no se detiene No para el motor cuando alcanza temperatura deseada
El motor no enfría El motor arranca pero no enfría
La puerta no cierra La puerta no cierra adecuadamente
El motor no arranca El motor no arranca después de ciclo de parada
Cuadro 1. Clasificación depo sibles defectos en la lí -nea de producción en unafá brica de máquinas defrío.
Cuadro 2. Análisis para de -tectar los defectos mássignificativos encontradosen cada máquina.
Tipo de defecto Frecuencia (%) Porcentaje acumulado
El motor no se detiene 55 79.71 79.71
El motor no enfría 10 14.50 94.21
La puerta no cierra 3 4.35 98.56
El motor no arranca 1 1.44 100
Total 69 100
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 68
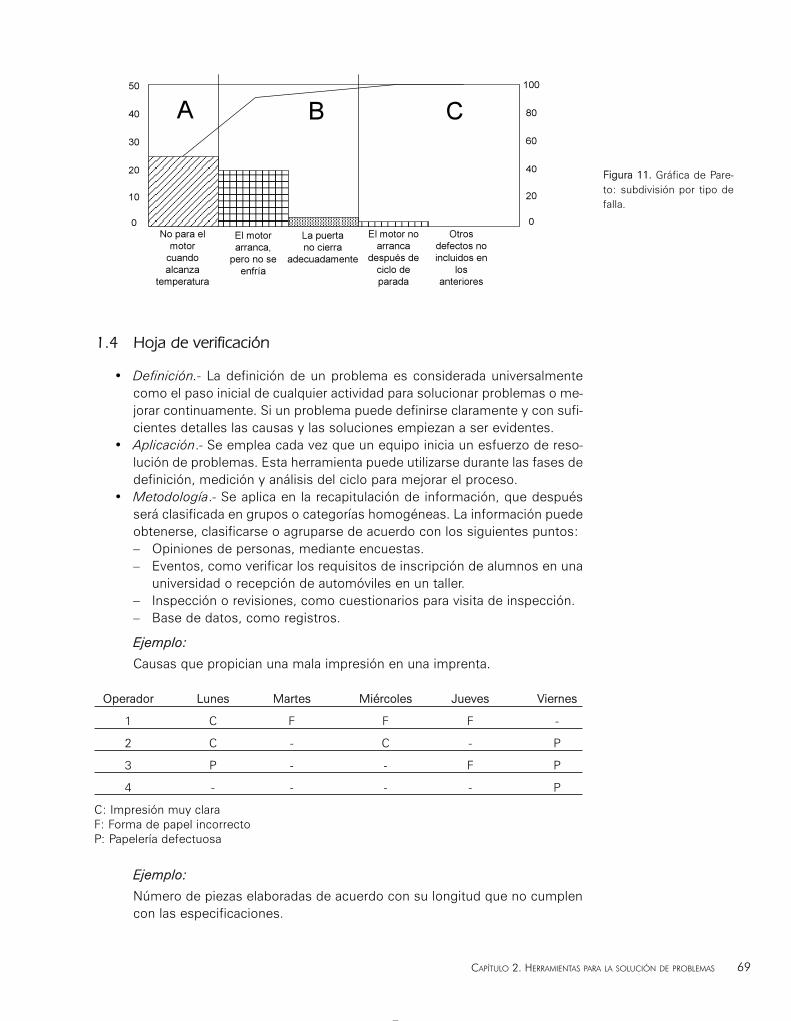
1.4 Hoja de verificación
• Definición.- La definición de un problema es considerada universalmentecomo el paso ini cial de cualquier ac tividad para solucionar problemas o me -jorar continuamente. Si un pro blema puede definirse cla ra mente y con sufi-cientes detalles las causas y las soluciones em piezan a ser evidentes.
• Aplicación.- Se emplea cada vez que un equipo inicia un esfuerzo de reso-lución de pro ble mas. Esta herramienta puede utilizarse durante las fases dedefinición, medición y análisis del ciclo para mejorar el proceso.
• Metodología.- Se aplica en la recapitulación de información, que despuésserá clasificada en grupos o categorías homogéneas. La información puedeobtenerse, clasificarse o agru par se de acuerdo con los siguientes puntos:– Opiniones de personas, mediante encuestas.– Eventos, como verificar los requisitos de inscripción de alumnos en una
universidad o recepción de automóviles en un taller.– Inspección o revisiones, como cuestionarios para visita de inspección.– Base de datos, como registros.
Ejemplo:
Causas que propician una mala impresión en una imprenta.
Ejemplo:
Número de piezas elaboradas de acuerdo con su longitud que no cumplencon las especificaciones.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 69
Figura 11. Gráfica de Pare -to: subdivisión por ti po defalla.
B CA100
80
60
40
20
0
50
40
30
20
10
0No para el
motor cuando alcanza
temperatura
El motor arranca,
pero no se enfría
La puertano cierra
adecuadamente
El motor no arranca
después de ciclo de parada
Otros defectos no incluidos en
los anteriores
Operador Lunes Martes Miércoles Jueves Viernes
1 C F F F -
2 C - C - P
3 P - - F P
4 - - - - P
C: Impresión muy claraF: Forma de papel incorrectoP: Papelería defectuosa
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 69
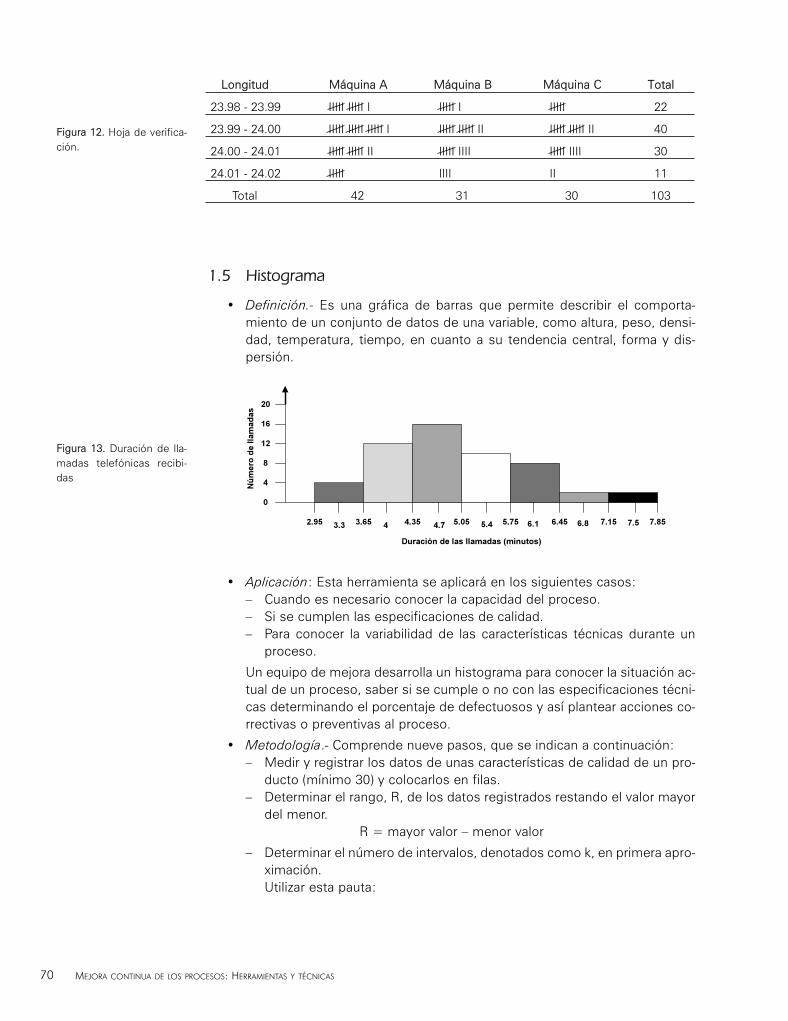
1.5 Histograma
• Definición.- Es una gráfica de barras que permite describir el comporta-miento de un con jun to de datos de una variable, como altura, peso, densi-dad, temperatura, tiempo, en cuanto a su tendencia central, forma y dis-persión.
• Aplicación: Esta herramienta se aplicará en los siguientes casos:– Cuando es necesario conocer la capacidad del proceso.– Si se cumplen las especificaciones de calidad.– Para conocer la variabilidad de las características técnicas durante un
proceso.
Un equipo de mejora desarrolla un histograma para conocer la situación ac -tual de un pro ceso, saber si se cumple o no con las especificaciones técni-cas de terminando el porcentaje de de fectuosos y así plantear acciones co -rrectivas o preventivas al proceso.
• Metodología.- Comprende nueve pasos, que se indican a continuación:– Medir y registrar los datos de unas características de calidad de un pro-
ducto (mínimo 30) y co lo carlos en filas.– Determinar el rango, R, de los datos registrados restando el valor mayor
del menor.R = mayor valor – menor valor
– Determinar el número de intervalos, denotados como k, en prime ra apro-ximación. Utilizar esta pauta:
70 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 12. Hoja de verifica-ción.
Figura 13. Duración de lla-madas telefónicas recibi-das
20
16
12
8
4
0
2.95 3.65 4.35 5.05 5.75 6.45 7.15 7.85
Núm
ero
de ll
amad
as
Duración de las llamadas (minutos)
3.3 4 4.7 5.4 6.1 6.8 7.5
Longitud Máquina A Máquina B Máquina C Total
23.98 - 23.99 IIIII IIIII I IIIII I IIIII 22
23.99 - 24.00 IIIII IIIII IIIII I IIIII IIIII II IIIII IIIII II 40
24.00 - 24.01 IIIII IIIII II IIIII IIII IIIII IIII 30
24.01 - 24.02 IIIII IIII II 11
Total 42 31 30 103
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 70
Podrá utilizar también:
Cuando “n” es menor que 30 se calcula simplemente la raíz cuadradade “ n”; si “n” es mayor que 30 se puede aplicar la Ley de Sturges:k = 1 + 3.32 log n
– Determinar la amplitud del intervalo:
– Fijar los límites de los intervalos. Para evitar el problema que se presen-ta al asignar un valor a un intervalo cuando dicho valor coincide con elextremo superior de un in ter valo y el extremo inferior del otro convienefijar dichos extremos con una precisión igual a la mitad de la precisiónde los valores.
– Así, si los datos se presentan con un solo decimal y los extremos de losintervalos son de la forma 2.15 - 2.35, está claro que los valores 2.2 y 2.3deberán situarse en este in tervalo, 2.4 en el intervalo siguiente y asísucesivamente.
– Construir una tabla de frecuencias basada en los valores registrados,considerando nú mero de intervalos, amplitud del intervalo, punto medioy frecuencias.
– Trazar y marcar los valores en los ejes horizontal y vertical.– Dibujar las barras para representar el número de datos en cada interva-
lo. La altura de las barras deberá ser igual al número de datos en eseintervalo, registrándose en el eje vertical y su ancho será la extensión delintervalo y se marcará en el eje horizontal.
– Poner título y fecha a la gráfica.
Ejemplo:
Una empresa de alimentos desea evaluar el trabajo de una máquina llena-dora de sachets de 10 ml ± 1 para una salsa en crema para restaurantes decomida rápida. Para preparar el informe se reali za ron 30 ensayos o pruebas,obteniéndose los siguientes resultados (en ml):
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 71
Puntos de datos Número de intervalos (k)
30-50 5-7
51-100 6-10
101-250 7-12
más de 250 10-12
Cuadro 3. Determinacióndel número de intervalos.
Máquina A
Ensayo (1-10) 10 11 11 8 10 11 12 10 8 12
Ensayo (11-20) 10 9 13 10 11 9 8 11 10 12
Ensayo (21-30) 7 7 7 11 11 11 9 10 10 12
√
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 71
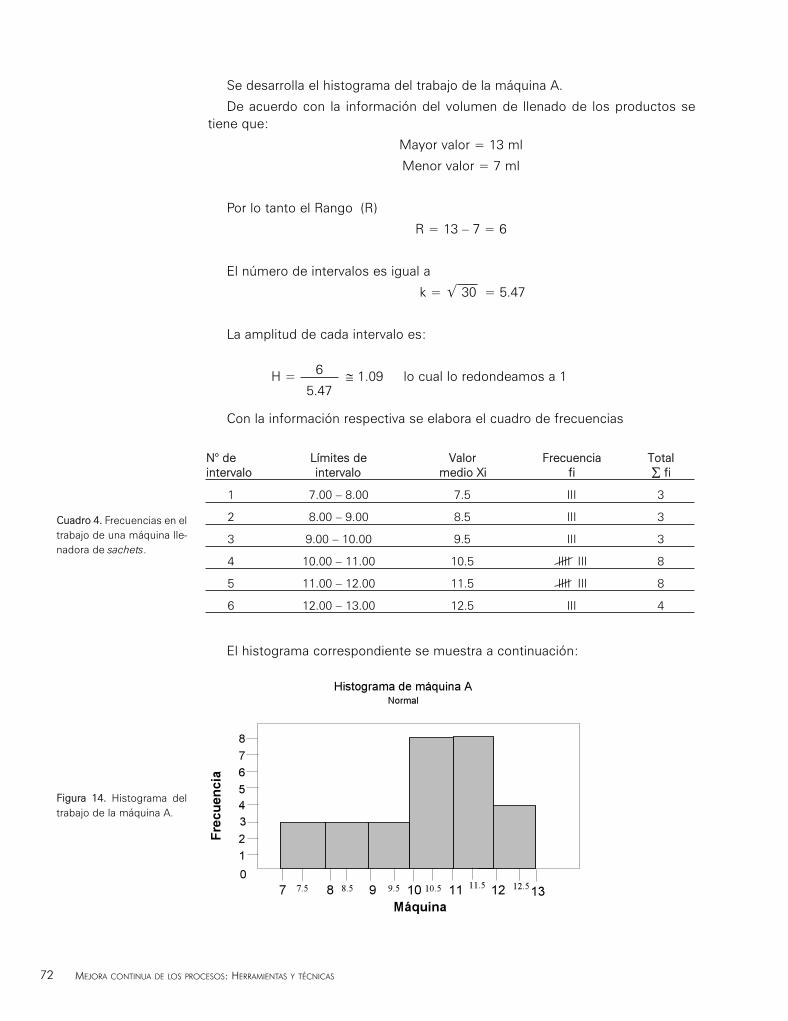
Se desarrolla el histograma del trabajo de la máquina A.
De acuerdo con la información del volumen de llenado de los productos setiene que:
Mayor valor = 13 ml
Menor valor = 7 ml
Por lo tanto el Rango (R)
R = 13 – 7 = 6
El número de intervalos es igual a
k = 30 = 5.47
La amplitud de cada intervalo es:
H = ≅ 1.09 lo cual lo redondeamos a 1
Con la información respectiva se elabora el cuadro de frecuencias
El histograma correspondiente se muestra a continuación:
72 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
N° de Límites de Valor Frecuencia Totalintervalo intervalo medio Xi fi ∑ fi
1 7.00 – 8.00 7.5 III 3
2 8.00 – 9.00 8.5 III 3
3 9.00 – 10.00 9.5 III 3
4 10.00 – 11.00 10.5 IIII III 8
5 11.00 – 12.00 11.5 IIII III 8
6 12.00 – 13.00 12.5 III 4
Cuadro 4. Fre cuen cias en eltrabajo de una máquina lle-nadora de sachets.
7 8 9 10 11 120123
56
4
Máquina
Frec
uenc
ia
Histograma de máquina ANormal
78
7.5 8.5 9.5 10.5 11.5 12.513
Figura 14. Histograma deltrabajo de la máquina A.
√
6
5.47
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 72
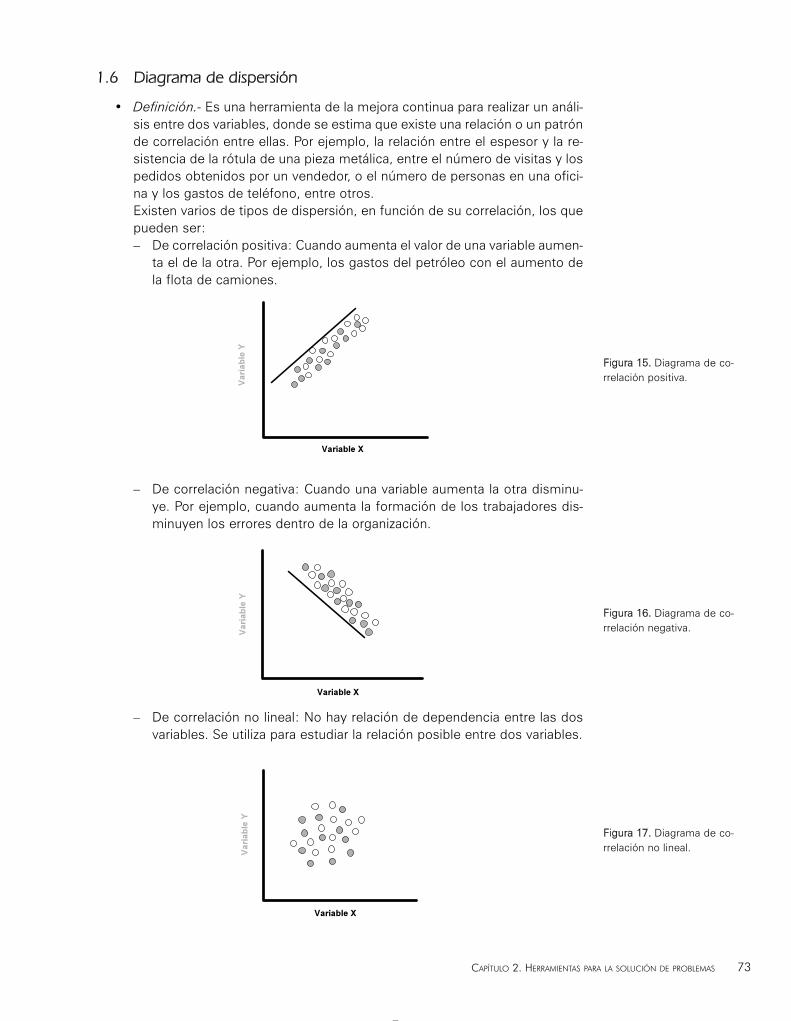
1.6 Diagrama de dispersión
• Definición.- Es una herramienta de la mejora continua para realizar un análi -sis entre dos variables, donde se estima que existe una relación o un patrónde correlación entre ellas. Por ejemplo, la relación entre el espesor y la re -sistencia de la rótula de una pieza metálica, entre el número de visitas y lospedidos obtenidos por un vendedor, o el número de per so nas en una ofici-na y los gastos de teléfono, entre otros.Existen varios de tipos de dispersión, en función de su correlación, los quepueden ser:– De correlación positiva: Cuando aumenta el valor de una variable aumen-
ta el de la otra. Por ejemplo, los gastos del petróleo con el aumento dela flota de camiones.
– De correlación negativa: Cuando una variable aumenta la otra disminu-ye. Por ejemplo, cuando aumenta la formación de los trabajadores dis-minuyen los errores dentro de la organización.
– De correlación no lineal: No hay relación de dependencia entre las dosvariables. Se utiliza para estudiar la relación posible entre dos variables.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 73
Figura 15. Diagrama de co -rrelación positiva.
Figura 16. Diagrama de co -rrelación negativa.
Figura 17. Diagrama de co -rrelación no lineal.
Variable X
Varia
ble
Y
Variable X
Varia
ble
Y
Variable X
Varia
ble
Y
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 73
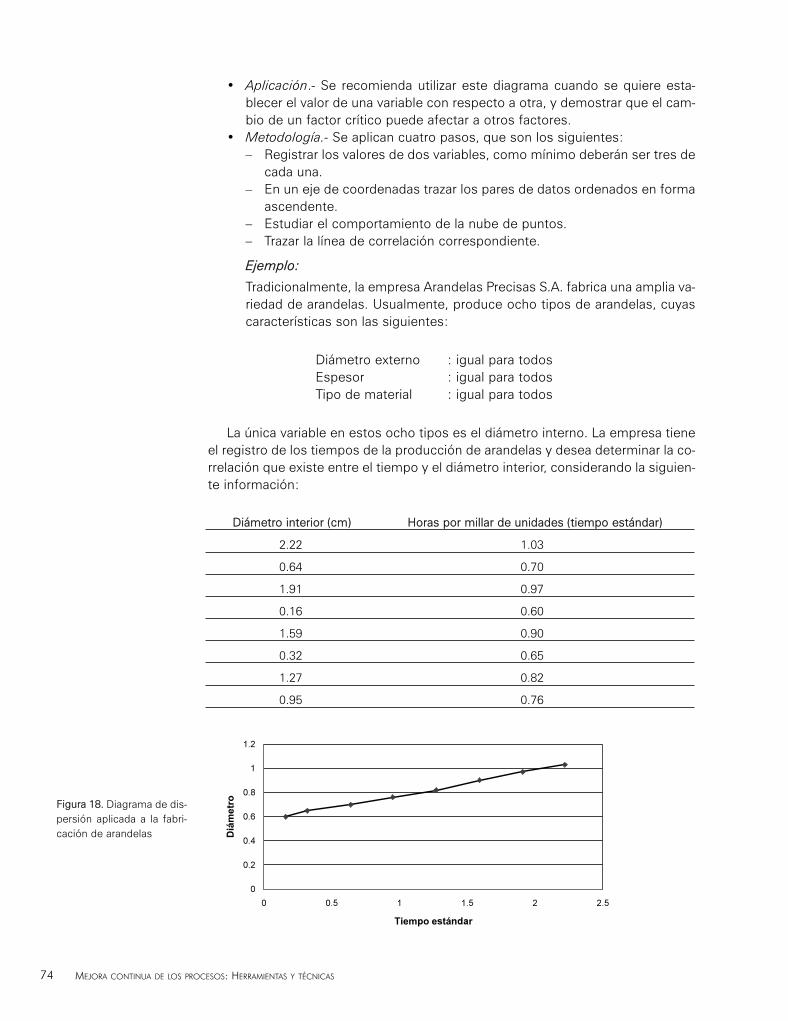
• Aplicación.- Se recomienda utilizar este diagrama cuando se quiere esta-blecer el valor de una variable con respecto a otra, y demostrar que el cam-bio de un factor crítico puede afectar a otros factores.
• Metodología.- Se aplican cuatro pasos, que son los siguientes:– Registrar los valores de dos variables, como mínimo deberán ser tres de
cada una.– En un eje de coordenadas trazar los pares de datos ordenados en forma
ascendente.– Estudiar el comportamiento de la nube de puntos.– Trazar la línea de correlación correspondiente.
Ejemplo:
Tradicionalmente, la empresa Arandelas Precisas S.A. fabrica una amplia va -riedad de arandelas. Usualmente, produce ocho tipos de arandelas, cuyasca racterísticas son las siguientes:
Diámetro externo : igual para todosEspesor : igual para todosTipo de material : igual para todos
La única variable en estos ocho tipos es el diámetro interno. La empresa tieneel registro de los tiempos de la producción de arandelas y desea determinar la co -rrelación que existe entre el tiempo y el diámetro interior, considerando la siguien-te información:
74 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 18. Diagrama de dis-persión aplicada a la fabri-cación de arandelas
Diámetro interior (cm) Horas por millar de unidades (tiempo estándar)
2.22 1.03
0.64 0.70
1.91 0.97
0.16 0.60
1.59 0.90
0.32 0.65
1.27 0.82
0.95 0.76
0
0.2
0.4
0.6
0.8
1
1.2
0 0.5 1 1.5 2 2.5
Diá
met
ro
Tiempo estándar
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 74
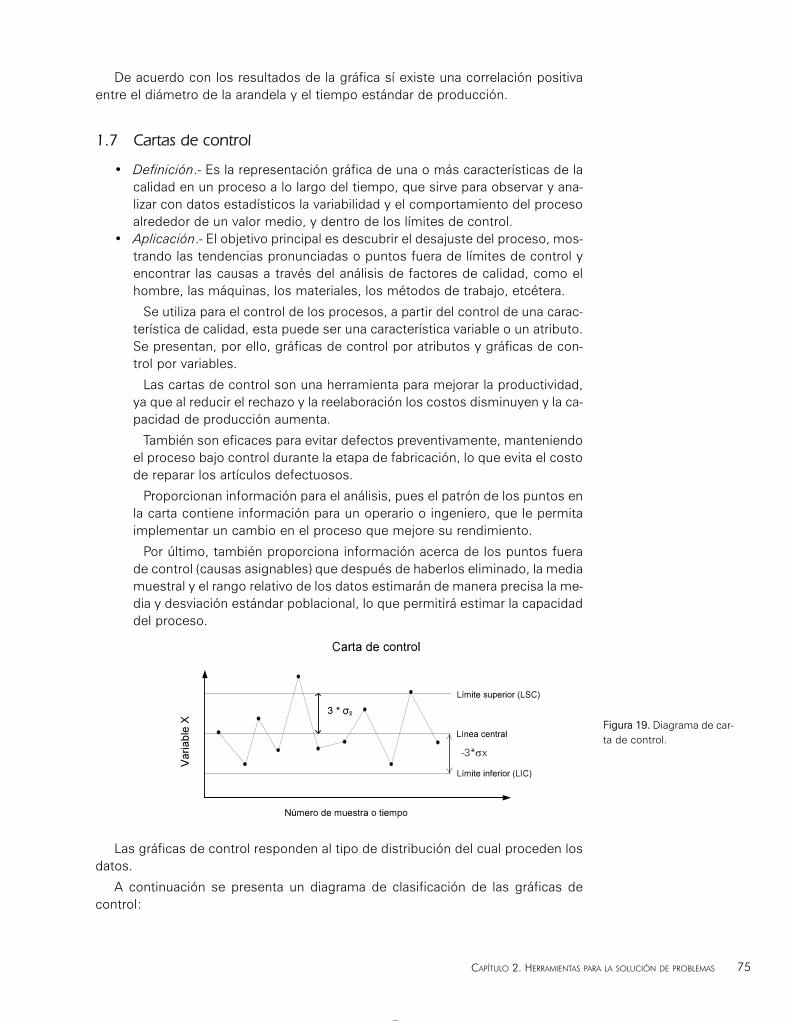
De acuerdo con los resultados de la gráfica sí existe una correlación positivaentre el diá me tro de la arandela y el tiempo estándar de producción.
1.7 Cartas de control
• Definición.- Es la representación gráfica de una o más características de lacalidad en un proceso a lo largo del tiempo, que sirve para observar y ana-lizar con datos estadísticos la variabilidad y el comportamiento del procesoalrededor de un valor medio, y dentro de los límites de control.
• Aplicación.- El objetivo principal es descubrir el desajuste del proceso, mos-trando las ten dencias pronunciadas o puntos fuera de límites de control yencontrar las causas a través del análisis de factores de calidad, como elhombre, las máquinas, los materiales, los mé to dos de trabajo, etcétera.
Se utiliza para el control de los procesos, a partir del control de una carac-terística de ca li dad, esta puede ser una característica variable o un atributo.Se presentan, por ello, gráficas de control por atributos y gráficas de con-trol por variables.
Las cartas de control son una herramienta para mejorar la productividad,ya que al reducir el rechazo y la reelaboración los costos disminuyen y la ca -pa cidad de producción au menta.
También son eficaces para evitar defectos preventivamente, manteniendoel proce so bajo control durante la etapa de fabricación, lo que evita el costode reparar los artículos defectuosos.
Proporcionan información para el análisis, pues el patrón de los puntos enla carta contiene información para un operario o ingeniero, que le permitaimplementar un cambio en el proceso que mejore su rendimiento.
Por último, también proporciona información acerca de los puntos fuerade control (cau sas asignables) que después de haberlos eliminado, la mediamuestral y el rango rela ti vo de los datos estimarán de manera precisa la me -dia y desviación estándar poblacional, lo que permitirá estimar la capacidaddel proceso.
Las gráficas de control responden al tipo de distribución del cual proceden losdatos.
A continuación se presenta un diagrama de clasificación de las gráficas de control:
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 75
Figura 19. Diagrama de car -ta de control.
Var
iabl
e X
Límite superior (LSC)
Carta de control
Línea central
Límite inferior (LIC)
Número de muestra o tiempo
3 * x
-3*σx
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 75
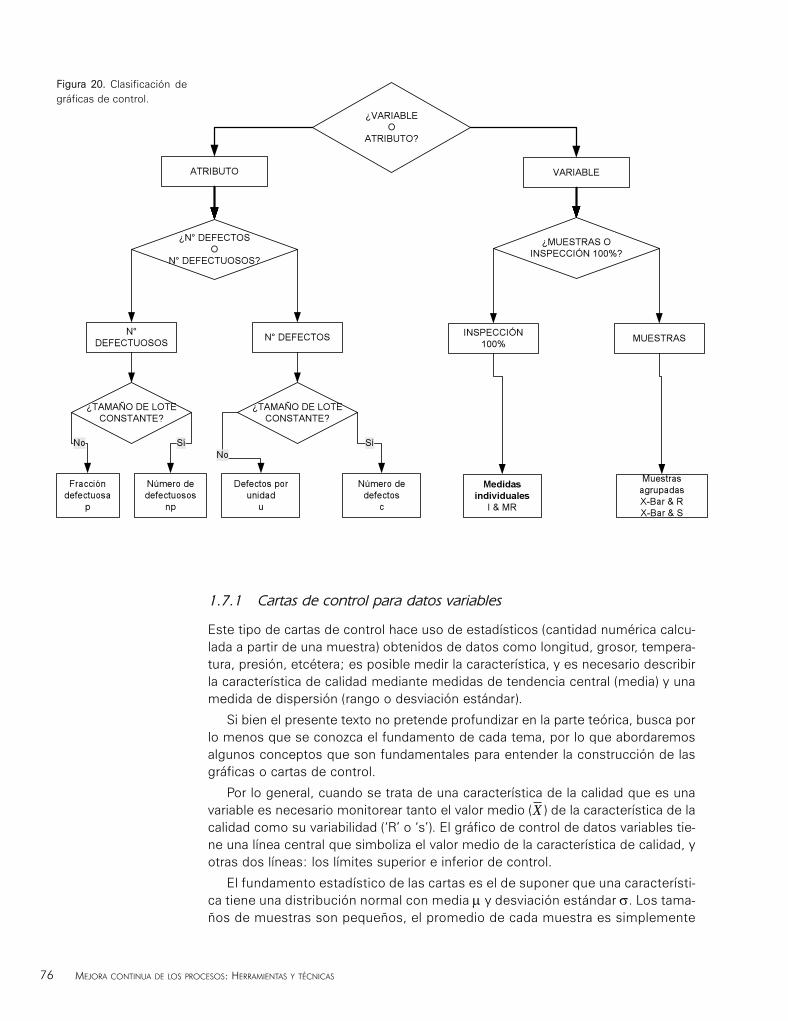
1.7.1 Cartas de control para datos variables
Este tipo de cartas de control hace uso de estadísticos (cantidad numérica calcu-lada a partir de una muestra) obtenidos de datos como longitud, grosor, tempera-tura, presión, etcétera; es posible medir la característica, y es necesario describirla característica de calidad mediante medidas de tendencia central (media) y unamedida de dispersión (rango o desviación estándar).
Si bien el presente texto no pretende profundizar en la parte teórica, busca porlo menos que se conozca el fundamento de cada tema, por lo que abordaremosalgunos conceptos que son fun da men ta les para entender la construcción de lasgráficas o cartas de control.
Por lo general, cuando se trata de una característica de la calidad que es unavariable es ne cesario monitorear tanto el valor medio ( ) de la característica de lacalidad como su va ria bi lidad (‘R’ o ‘s’). El gráfico de control de datos variables tie -ne una línea central que simboliza el valor medio de la característica de calidad, yotras dos líneas: los límites superior e inferior de control.
El fundamento estadístico de las cartas es el de suponer que una característi -ca tiene una distribución normal con media μ y desviación estándar σ. Los tama-ños de muestras son pequeños, el promedio de cada muestra es simplemente
76 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
¿VARIABLEO
ATRIBUTO?
ATRIBUTO
¿N° DEFECTOSO
N° DEFECTUOSOS?
N° DEFECTUOSOS N° DEFECTOS
¿TAMAÑO DE LOTECONSTANTE?
¿TAMAÑO DE LOTECONSTANTE?
Fracción defectuosa
p
Número de defectuosos
np
Número de defectos
c
Defectos por unidad
u
No SíNo
Sí
VARIABLE
¿MUESTRAS O INSPECCIÓN 100%?
INSPECCIÓN 100% MUESTRAS
Medidas individuales
I & MR
Muestras agrupadasX-Bar & RX-Bar & S
Figura 20. Clasificación degráficas de control.
X
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 76
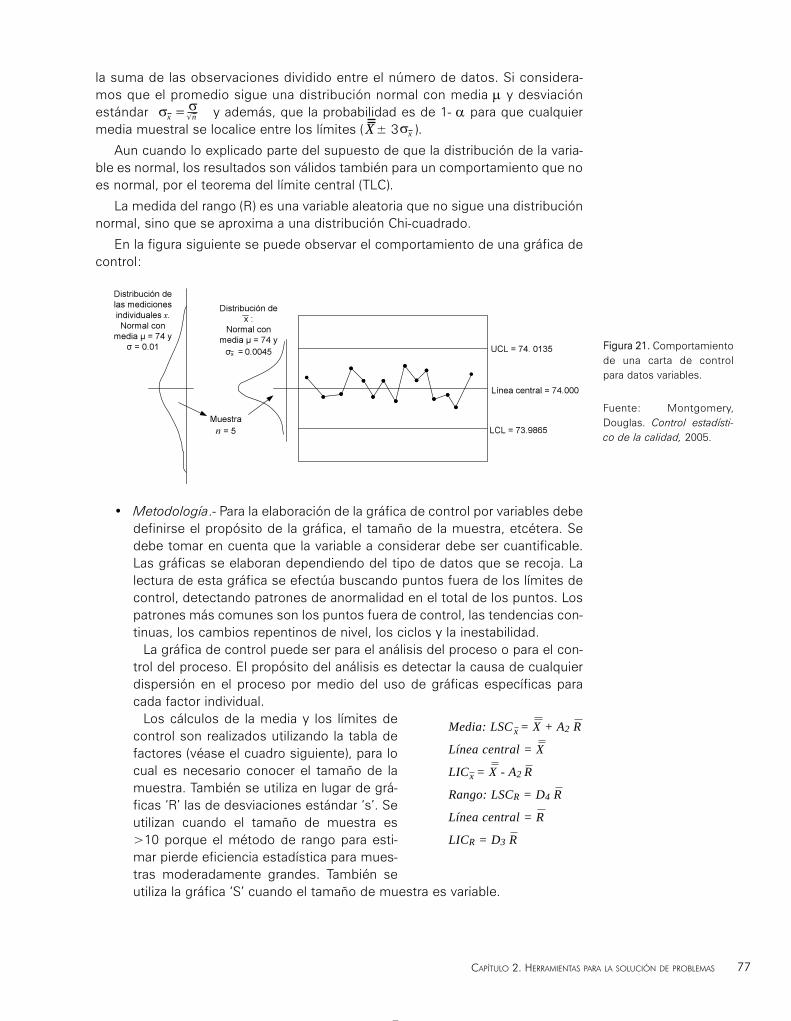
la suma de las observaciones dividido entre el número de datos. Si considera-mos que el promedio sigue una distribución normal con media μ y desviaciónestándar y además, que la probabilidad es de 1- α para que cualquiermedia muestral se localice entre los límites ( ± 3 ).
Aun cuando lo explicado parte del supuesto de que la distribución de la varia-ble es normal, los resul tados son válidos también para un comportamiento que noes normal, por el teorema del límite central (TLC).
La medida del rango (R) es una variable aleatoria que no sigue una distribuciónnormal, sino que se aproxima a una distribución Chi-cuadrado.
En la figura siguiente se puede observar el comportamiento de una gráfica decontrol:
• Metodología.- Para la elaboración de la gráfica de control por variables debedefinirse el pro pósito de la gráfica, el tamaño de la muestra, etcétera. Sedebe tomar en cuenta que la variable a considerar debe ser cuantificable.Las gráficas se elaboran dependiendo del tipo de datos que se recoja. Lalectura de esta gráfica se efectúa buscando puntos fuera de los lí mites decontrol, detectando patrones de anormalidad en el total de los puntos. Lospa tro nes más comunes son los puntos fuera de control, las tendencias con-tinuas, los cambios re pen tinos de nivel, los ciclos y la inestabilidad.
La gráfica de control puede ser para el análisis del proceso o para el con-trol del pro ceso. El propósito del análisis es detectar la causa de cualquierdispersión en el proceso por medio del uso de gráficas específicas paracada factor individual.
Los cálculos de la media y los límites decontrol son realizados utilizando la tabla defactores (véase el cuadro siguiente), para locual es necesario conocer el tamaño de lamuestra. También se utiliza en lugar de grá-ficas ‘R’ las de desviaciones estándar ‘s’. Seuti li zan cuando el tamaño de muestra es>10 porque el método de rango para esti-mar pierde eficiencia estadística para mues-tras moderadamente grandes. También seutiliza la gráfica ‘S’ cuando el tamaño de muestra es variable.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 77
Figura 21. Comportamientode una carta de controlpara datos variables.
Fuente: Montgomery,Douglas. Control estadísti-co de la calidad, 2005.
Distribución de las mediciones individuales x. Normal con
media µ = 74 y = 0.01
Distribución de x :
Normal con media µ = 74 y
x = 0.0045
Muestra n = 5
UCL = 74. 0135
Línea central = 74.000
LCL = 73.9865
σ = n√xσ
X σ x
Media: LSC = X + A2 R
Línea central = X
LIC = X - A2 R
Rango: LSCR = D4 R
Línea central = R
LICR = D3 R
x
x
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 77
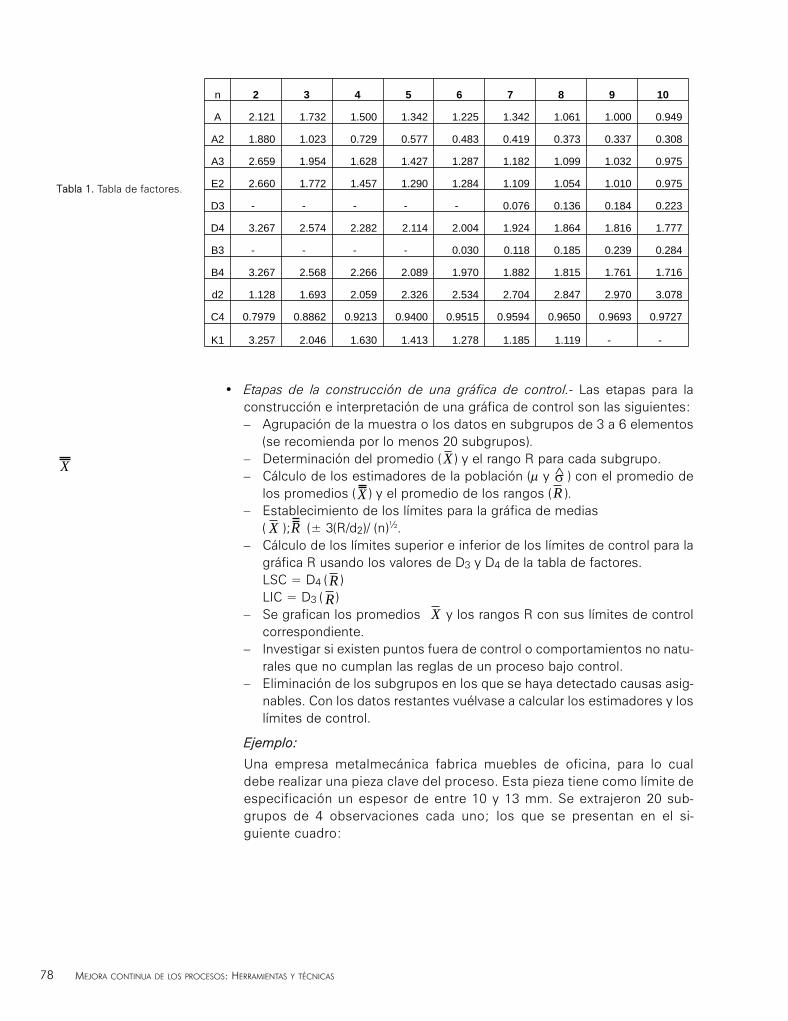
• Etapas de la construcción de una gráfica de control.- Las etapas para lacons trucción e in terpretación de una gráfica de control son las siguientes:– Agrupación de la muestra o los datos en subgrupos de 3 a 6 elementos
(se recomienda por lo menos 20 subgrupos).– Determinación del promedio ( ) y el rango R para cada subgrupo.– Cálculo de los estimadores de la población (μ y ) con el promedio de
los promedios ( ) y el promedio de los rangos ( ).– Establecimiento de los límites para la gráfica de medias
( ); (± 3(R/d2)/ (n)½.– Cálculo de los límites superior e inferior de los límites de control para la
gráfica R usando los valores de D3 y D4 de la tabla de factores. LSC = D4 ( )LIC = D3 ( )
– Se grafican los promedios y los rangos R con sus límites de controlcorrespondiente.
– Investigar si existen puntos fuera de control o comportamientos no natu-rales que no cum plan las reglas de un proceso bajo control.
– Eliminación de los subgrupos en los que se haya detectado causas asig-nables. Con los da tos restantes vuélvase a calcular los estimadores y loslímites de control.
Ejemplo:
Una empresa metalmecánica fabrica muebles de oficina, para lo cualdebe realizar una pie za clave del proceso. Esta pieza tiene como límite deespeci ficación un espesor de entre 10 y 13 mm. Se extrajeron 20 sub-grupos de 4 observaciones cada uno; los que se presentan en el si -guiente cuadro:
78 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Tabla 1. Tabla de factores.
X∧σR
X R
R
X
n 2 3 4 5 6 7 8 9 10
A 2.121 1.732 1.500 1.342 1.225 1.342 1.061 1.000 0.949
A2 1.880 1.023 0.729 0.577 0.483 0.419 0.373 0.337 0.308
A3 2.659 1.954 1.628 1.427 1.287 1.182 1.099 1.032 0.975
E2 2.660 1.772 1.457 1.290 1.284 1.109 1.054 1.010 0.975
D3 - - - - - 0.076 0.136 0.184 0.223
D4 3.267 2.574 2.282 2.114 2.004 1.924 1.864 1.816 1.777
B3 - - - - 0.030 0.118 0.185 0.239 0.284
B4 3.267 2.568 2.266 2.089 1.970 1.882 1.815 1.761 1.716
d2 1.128 1.693 2.059 2.326 2.534 2.704 2.847 2.970 3.078
C4 0.7979 0.8862 0.9213 0.9400 0.9515 0.9594 0.9650 0.9693 0.9727
K1 3.257 2.046 1.630 1.413 1.278 1.185 1.119 - -
X
X
R
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 78
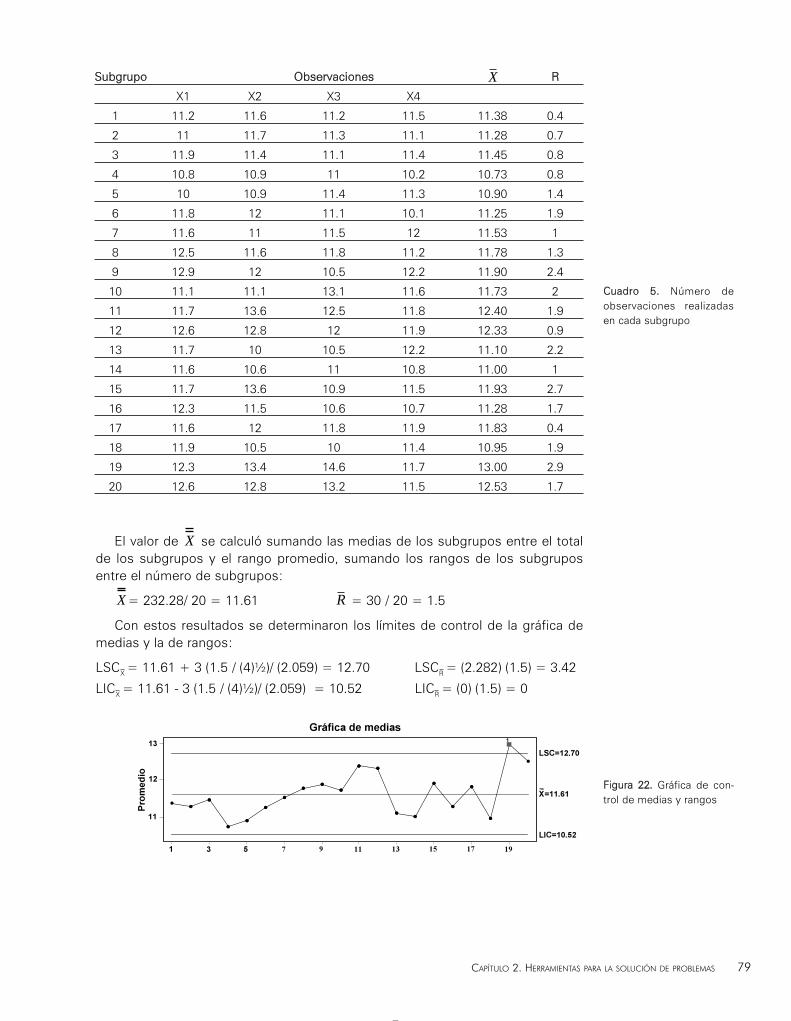
El valor de se calculó sumando las medias de los subgrupos entre el totalde los subgrupos y el rango promedio, sumando los rangos de los subgruposentre el número de subgrupos:
= 232.28/ 20 = 11.61 = 30 / 20 = 1.5
Con estos resultados se determinaron los límites de control de la gráfica demedias y la de rangos:
LSC = 11.61 + 3 (1.5 / (4)½)/ (2.059) = 12.70 LSC = (2.282) (1.5) = 3.42
LIC = 11.61 - 3 (1.5 / (4)½)/ (2.059) = 10.52 LIC = (0) (1.5) = 0
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 79
Figura 22. Gráfica de con-trol de medias y rangos
11
12
13
Prom
edio
LSC=12.70
LIC=10.52
X=11.61
1
Gráfica de medias
3 5 7 9 11 13 15 17 19
1
R
X
X
Cuadro 5. Número deobservaciones realizadasen cada subgrupo
Subgrupo Observaciones R
X1 X2 X3 X4
1 11.2 11.6 11.2 11.5 11.38 0.4
2 11 11.7 11.3 11.1 11.28 0.7
3 11.9 11.4 11.1 11.4 11.45 0.8
4 10.8 10.9 11 10.2 10.73 0.8
5 10 10.9 11.4 11.3 10.90 1.4
6 11.8 12 11.1 10.1 11.25 1.9
7 11.6 11 11.5 12 11.53 1
8 12.5 11.6 11.8 11.2 11.78 1.3
9 12.9 12 10.5 12.2 11.90 2.4
10 11.1 11.1 13.1 11.6 11.73 2
11 11.7 13.6 12.5 11.8 12.40 1.9
12 12.6 12.8 12 11.9 12.33 0.9
13 11.7 10 10.5 12.2 11.10 2.2
14 11.6 10.6 11 10.8 11.00 1
15 11.7 13.6 10.9 11.5 11.93 2.7
16 12.3 11.5 10.6 10.7 11.28 1.7
17 11.6 12 11.8 11.9 11.83 0.4
18 11.9 10.5 10 11.4 10.95 1.9
19 12.3 13.4 14.6 11.7 13.00 2.9
20 12.6 12.8 13.2 11.5 12.53 1.7
X
X
R
R
X
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 79
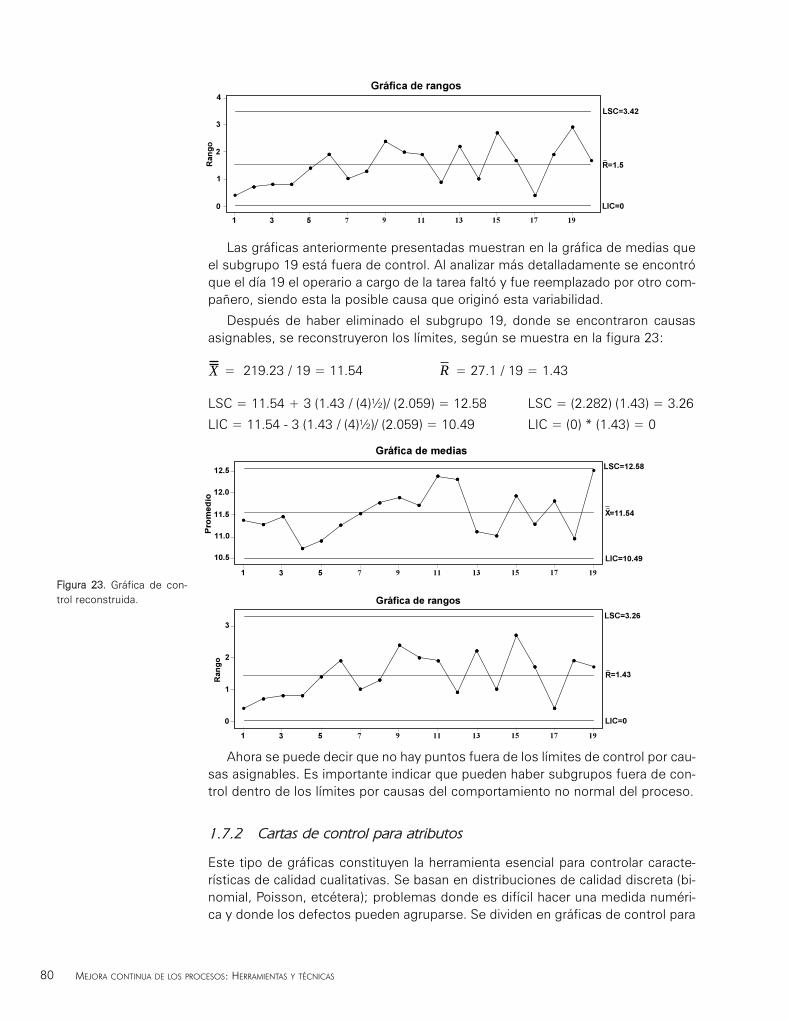
Las gráficas anteriormente presentadas muestran en la gráfica de medias queel subgrupo 19 está fuera de control. Al analizar más detalladamente se encontróque el día 19 el operario a cargo de la tarea faltó y fue reemplazado por otro com-pañero, siendo esta la posible causa que originó esta variabilidad.
Después de haber eliminado el subgrupo 19, donde se encontraron causasasignables, se reconstruyeron los límites, según se muestra en la figura 23:
= 219.23 / 19 = 11.54 = 27.1 / 19 = 1.43
LSC = 11.54 + 3 (1.43 / (4)½)/ (2.059) = 12.58 LSC = (2.282) (1.43) = 3.26
LIC = 11.54 - 3 (1.43 / (4)½)/ (2.059) = 10.49 LIC = (0) * (1.43) = 0
Ahora se puede decir que no hay puntos fuera de los límites de control por cau-sas asig na bles. Es importante indicar que pueden haber subgrupos fuera de con-trol dentro de los límites por causas del comportamiento no normal del proceso.
1.7.2 Cartas de control para atributos
Este tipo de gráficas constituyen la herramienta esencial para controlar caracte-rísticas de calidad cualitativas. Se basan en distribuciones de calidad discreta (bi -no mial, Poisson, etcétera); problemas donde es difícil hacer una medida numéri-ca y donde los defectos pueden agruparse. Se dividen en gráficas de control para
80 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 23. Gráfica de con-trol reconstruida.
11.0
12.0
12.5
Prom
edio
LSC=12.58
LIC=10.49
X=11.54
LSC=3.26
R=1.43
LIC=0
Ran
go
3
2
1
0
1
Gráfica de rangos
Gráfica de medias
3 5 7 9 11 13 15 17 19
11.5
10.5
1 3 5 7 9 11 13 15 17 19
R
LSC=3.42
R=1.5
LIC=0 R
ango
4
3
2
1
0
Gráfica de rangos
1 3 5 7 9 11 13 15 17 19
X
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 80

fracción defectuosa (p), número de defectuosos (np), defectos por mues tra (c) ydefectos por unidad (u). Las fórmulas para el cálculo de los límites y la media sepre sentan a continuación:
Gráfica
Gráfica
Gráfica c :
Gráfica u :
• Gráficas de control para fracción defectuosa (p).- Relaciona el número de ar -tículos defec tuosos (disconformes) de la población y el número total de ar -tícu los que componen dicha población. Los artículos pueden tener variascaracterísticas de calidad que son examinadas al mismo tiempo por un ins-pector. Si el artículo no se ajusta al estándar en una o más ca racterísticasse le considera como disconforme. La fracción disconforme se expresa generalmente con un decimal, o en por-centaje. Se usa indistintamente cuando el tamaño de muestra es constante ovariable. Los principios estadísticos fundamentales de la carta de control parala fracción disconforme tienen su base en la distribución binomial. Se suponeque el proceso de producción está operando en forma estable, de manera quela probabilidad de que cualquier unidad deje de cumplir con las especificacio-nes es p, y que las unidades sucesivas producidas son independientes.Son menos sensibles que los gráficos para datos variables; es más efecti-va cuando los tamaños de muestra son grandes (mayores de 50).
Ejemplo:
En un curso de entrenamiento se evaluó el interés de los trabajadores mi -diendo la asistencia de 24 de ellos a 13 sesiones de entrenamiento. Se con-sideró para la evaluación la construcción de una gráfica de control de frac-ción defectuosa para seguir ofrecien do estos tipos de capacitación gra tui -tos. Los resultados fueron los siguientes:
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 81
Cuadro 6. Datos de aplica-ción de gráfica de controlde fracción defectuosa.
Día Número de trabajadores Inasistencia p
1 24 9 0.375
2 24 3 0.125
3 24 8 0.333
4 24 4 0.167
5 24 1 0.042
6 24 3 0.125
7 24 1 0.042
8 24 3 0.125
9 24 2 0.083
10 24 3 0.125
11 24 5 0.208
12 24 4 0.167
13 24 5 0.208
:
:
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 81
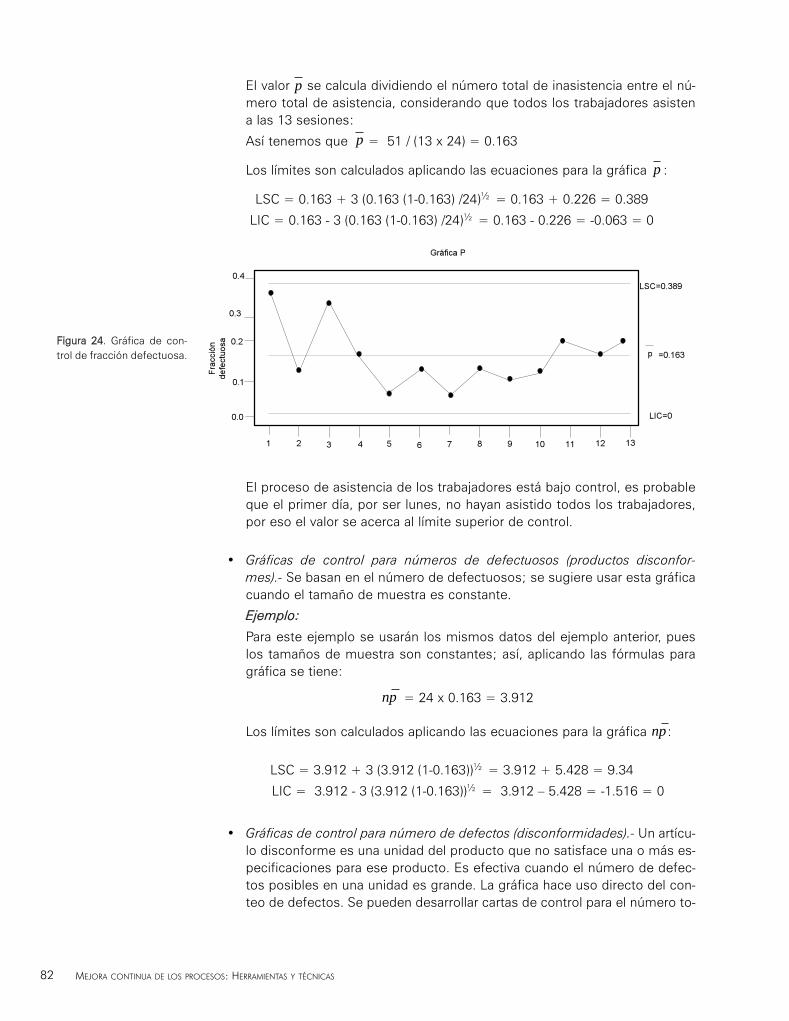
El valor se calcula dividiendo el número total de inasistencia entre el nú -mero total de asistencia, considerando que todos los trabajadores asistena las 13 sesiones:
Así tenemos que = 51 / (13 x 24) = 0.163
Los límites son calculados aplicando las ecuaciones para la gráfica :
LSC = 0.163 + 3 (0.163 (1-0.163) /24)½ = 0.163 + 0.226 = 0.389
LIC = 0.163 - 3 (0.163 (1-0.163) /24)½ = 0.163 - 0.226 = -0.063 = 0
El proceso de asistencia de los trabajadores está bajo control, es probableque el primer día, por ser lu nes, no hayan asistido todos los trabajadores,por eso el valor se acerca al límite superior de con trol.
• Gráficas de control para números de defectuosos (productos disconfor-mes).- Se basan en el número de defectuosos; se sugiere usar esta gráficacuando el tamaño de muestra es constante.
Ejemplo:
Para este ejemplo se usarán los mismos datos del ejemplo anterior, pueslos tamaños de muestra son constantes; así, aplicando las fórmulas paragráfica se tiene:
= 24 x 0.163 = 3.912
Los límites son calculados aplicando las ecuaciones para la gráfica :
LSC = 3.912 + 3 (3.912 (1-0.163))½ = 3.912 + 5.428 = 9.34
LIC = 3.912 - 3 (3.912 (1-0.163))½ = 3.912 – 5.428 = -1.516 = 0
• Gráficas de control para número de defectos (disconformidades).- Un artícu -lo dis conforme es una unidad del producto que no satisface una o más es -pecificaciones para ese producto. Es efectiva cuando el número de defec-tos posibles en una unidad es grande. La gráfica hace uso directo del con-teo de defectos. Se pueden desarrollar cartas de control para el nú mero to -
82 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 24. Gráfica de con-trol de fracción defectuosa.
0.0
0.2
0.3
0.4
Frac
ción
de
fect
uosa
LSC=0.389
LIC=0
1 119753 10 12
Gráfica P
132 4 6 8
0.1
p =0.163
p
p
np
np
p
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 82
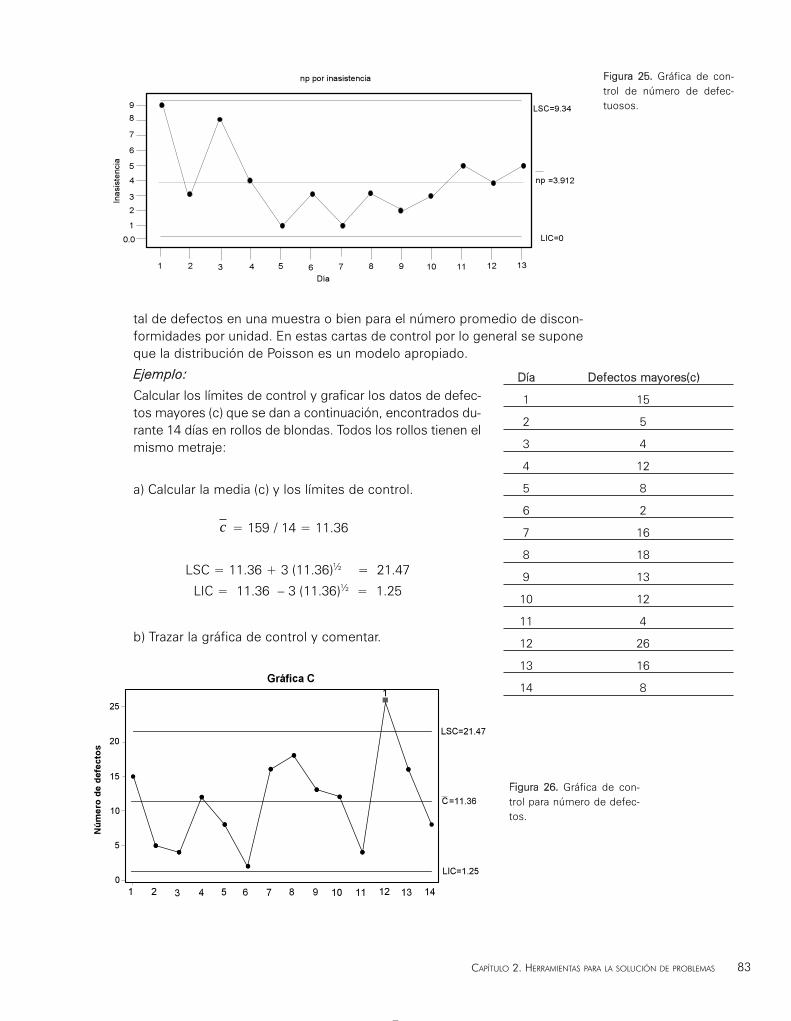
tal de defectos en una muestra o bien para el número promedio de dis con -for mi da des por unidad. En estas cartas de control por lo general se suponeque la distribución de Poisson es un modelo apropiado.
Ejemplo:
Calcular los límites de control y graficar los datos de defec-tos mayores (c) que se dan a continuación, encontrados du -rante 14 días en rollos de blondas. Todos los rollos tienen elmismo metraje:
a) Calcular la media (c) y los límites de control.
= 159 / 14 = 11.36
LSC = 11.36 + 3 (11.36)½ = 21.47
LIC = 11.36 – 3 (11.36)½ = 1.25
b) Trazar la gráfica de control y comentar.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 83
Figura 25. Gráfica de con-trol de número de defec-tuosos.
0.0
23
4
Inas
iste
ncia
LSC=9.34
LIC=0
1 119753 10 12Día
np por inasistencia
132 4 6 8
1
np =3.912
98
7
6
5
Día Defectos mayores(c)
1 15
2 5
3 4
4 12
5 8
6 2
7 16
8 18
9 13
10 12
11 4
12 26
13 16
14 8
0
5
10
Núm
ero
de d
efec
tos
LSC=21.47
LIC=1.25
1 119753 10 12
Gráfica C
132 4 6 8
C=11.36
20
15
14
125
Figura 26. Gráfica de con-trol para número de defec-tos.
c
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 83
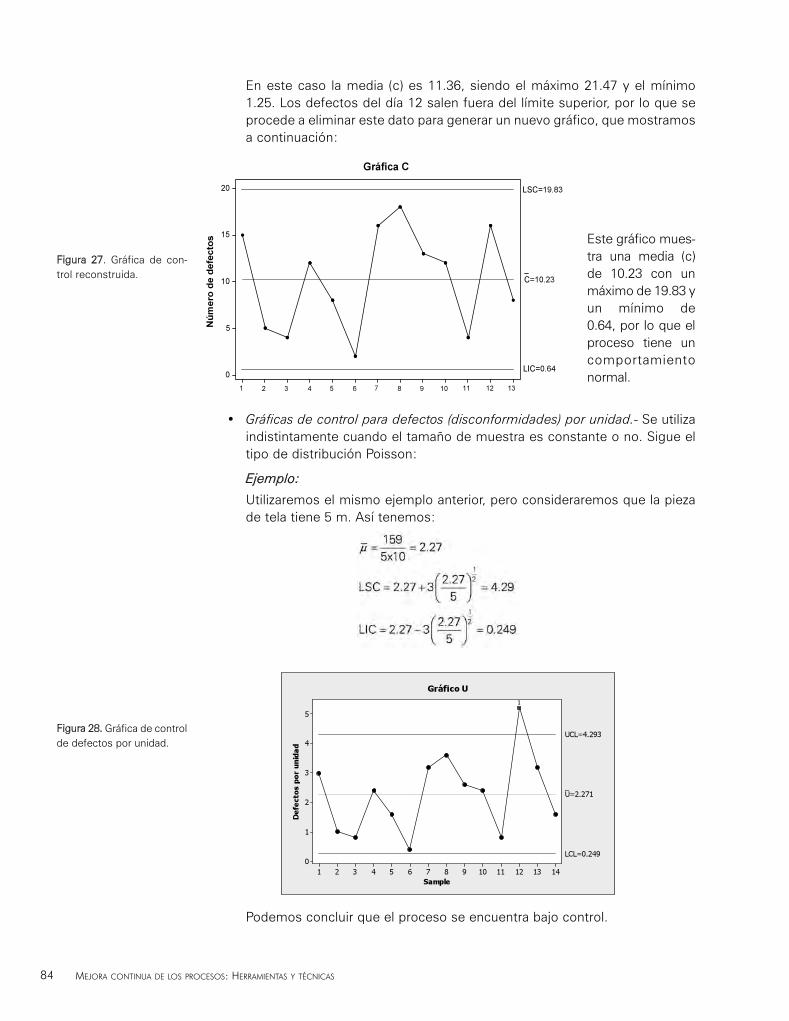
En este caso la media (c) es 11.36, siendo el máximo 21.47 y el mínimo1.25. Los defectos del día 12 salen fuera del límite superior, por lo que seprocede a eliminar este dato para generar un nuevo gráfico, que mostramosa continuación:
Este gráfico mues-tra una media (c)de 10.23 con unmá ximo de 19.83 yun mínimo de0.64, por lo que elproceso tiene uncom portamientonormal.
• Gráficas de control para defectos (disconformidades) por unidad.- Se utilizaindistinta mente cuando el tamaño de muestra es constante o no. Sigue eltipo de distribución Pois son:
Ejemplo:
Utilizaremos el mismo ejemplo anterior, pero consideraremos que la piezade tela tiene 5 m. Así tenemos:
Podemos concluir que el proceso se encuentra bajo control.
84 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 27. Gráfica de con-trol reconstruida.
Núm
ero
de d
efec
tos
Gráfica C
20
15
10
5
01 2 3 4 5 6 7 8 9 10 11 12 13
LSC=19.83
C=10.23
LIC=0.64
Figura 28. Gráfica de controlde defectos por unidad.
1413121110987654321
5
4
3
2
1
0
Sample
Def
ecto
s po
r un
idad
_U=2.271
UCL=4.293
LCL=0.249
1
Gráfico U
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 84
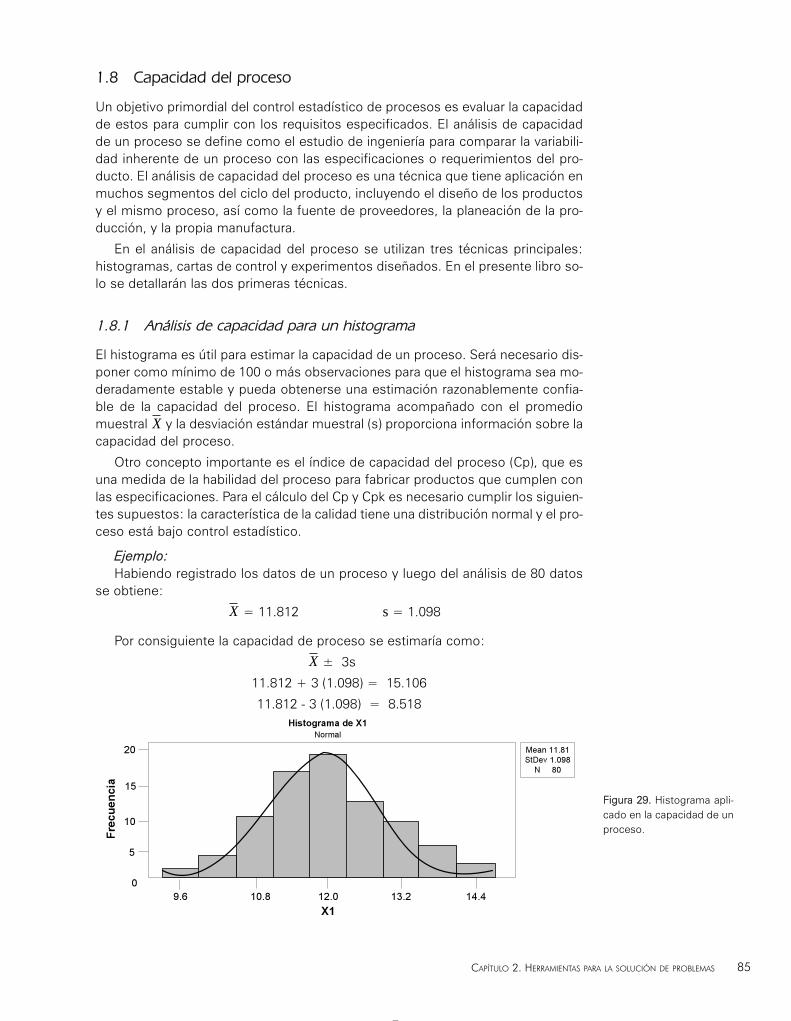
1.8 Capacidad del proceso
Un objetivo primordial del control estadístico de procesos es evaluar la capacidadde estos para cumplir con los requisitos especificados. El análisis de capacidadde un proceso se define como el estudio de ingeniería para com parar la variabili-dad inherente de un proceso con las especificaciones o requerimientos del pro-ducto. El análi sis de capacidad del proceso es una técnica que tiene aplicación enmuchos segmentos del ciclo del producto, incluyendo el diseño de los productosy el mismo proceso, así como la fuente de proveedores, la pla neación de la pro-ducción, y la propia manufactura.
En el análisis de capacidad del proceso se utilizan tres técnicas principales:histogramas, cartas de control y experimentos diseñados. En el presente libro so -lo se detallarán las dos primeras técnicas.
1.8.1 Análisis de capacidad para un histograma
El histograma es útil para estimar la capacidad de un proceso. Será necesario dis-poner como mí ni mo de 100 o más observaciones para que el histograma sea mo -deradamente estable y pueda ob tenerse una estimación razonablemente confia-ble de la capacidad del proceso. El histograma acom pañado con el promediomuestral y la desviación estándar muestral (s) proporciona información sobre lacapacidad del proceso.
Otro concepto importante es el índice de capacidad del proceso (Cp), que esuna medida de la habilidad del proceso para fabricar productos que cumplen conlas especificaciones. Para el cál culo del Cp y Cpk es necesario cumplir los siguien-tes supuestos: la característica de la calidad tiene una distribución normal y el pro-ceso está bajo control estadístico.
Ejemplo:Habiendo registrado los datos de un proceso y luego del análisis de 80 datos
se obtiene:
= 11.812 s = 1.098
Por consiguiente la capacidad de proceso se estimaría como:
± 3s
11.812 + 3 (1.098) = 15.106
11.812 - 3 (1.098) = 8.518
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 85
X
X
X
9.6 10.8 12.0 13.20
20
15
10
5
X1
Frec
uenc
ia
14.4
Mean 11.81StDev 1.098
N 80
Histograma de X1Normal
Figura 29. Histograma apli-cado en la capacidad de unproceso.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 85

Según se observa, el histograma describe una distribución normal, por lo cualse puede con cluir que a partir de los estadísticos de la media y desviación están-dar de la muestra nos vamos a acercar a los valores de los parámetros poblacio-nales. El cálculo del Pp se realiza con los estadísticos muestrales; así tenemos:
Son conocidos los límites de la especificación: LSE = 13 y LIE = 10
Pp = (LSE – LIE) / 6s = (13 -10) / 6 x 1.098 = 0.46
Ppk = Min (((LSE - )/3s); (( - LIE)/3s)))
PpI = (13 – 11.812)/ (3 x 1.098) = 0.36
Pps = (11.812 - 10)/ (3 x 1.098) = 0.55
Entonces el Ppk = 0.36
La sigma empleada para el cálculo es la sigma muestral, útil para calcular el Ppy el Ppk; este pue de ser normalizado usando el rango móvil de orden 2; entonces,el valor de n para determinar d2 será n = 2; por tanto, de acuerdo con la tabla 1el factor d2 = 1.128; el valor de de los promedios móviles = 1.171.
El Cp con la sigma estimada poblacional será:
Cp = (LSE – LIE) / 6( /d2) = (13 -10) / (6 (1.171/1.128)) = 0.48
CpI = (13 – 11.812)/ (3 x 1.038) = 0.38
CpS = (11.812 - 10)/ (3 x 1.038) = 0.58
Así el CpK = 0.38
1.8.2 Análisis de capacidad para cartas de control
En el análisis de capacidad del proceso pueden usarse tanto las cartas de controlpara variables co mo para atributos. Las cartas y R deben usarse siempre quesea posible, debido a la gran po tencia y la mejor información que proporcionan encomparación con las cartas para atributos.
Para calcular el índice de capacidad de proceso es necesario que el procesoesté estable (bajo control es tadístico), a fin de producir una estimación confiable;en la etapa inicial del análisis de la capacidad del proceso se puede aceptar queel proceso esté fuera de control, siendo el obje ti vo encontrar y eliminar las cau-sas asignables a fin de poner el proceso bajo control.
Usaremos los datos del cuadro de la página 79 para explicar el análisis de capa-cidad en gráficas de control; previamente se ha eliminado la causa asignable quese presenta en el subgrupo 19. El índice de capacidad del proceso (Cp) medirá lacapacidad del proceso para fabricar pro duc tos que cumplen con las especifica-ciones.
86 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
X X
R
X
R
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 86
= 11.54 = R/d2 = 1.43/2.059 = 0.694
Son conocidos los límites de la especificación: LSE = 13 y LIE = 10
La sigma utilizada para el cálculo es la sigma muestral, útil para calcular el Ppy el Ppk; este puede ser normalizado utilizando el rango móvil de orden 2; enton-ces el valor de n para de terminar d2 será n = 4; por tanto, de acuerdo con la Tablade Factores (véase p. 78), el factor d2 = 2.059; el valor de de los promediosmóviles = 1.171
Así el Cp con la sigma estimada poblacional será:
Cp = (LSE – LIE) / 6(R/d2) = (13 -10) / 6 x (1.43/2.059) = 0.719
CpI = (13 – 11.54)/ 3 x 0.694 = 0.70
CpS = (11.54 – 10)/ 3 x 0.694 = 0.739
Así el CpK = 0.70
Para el cálculo del Pp se utiliza desviación estándar muestral, que para el casoes s = 0.883
Pp = (LSE – LIE) / 6 s = (13 -10) / 6 x 0.883 = 0.57
Ppk = Min
PpI = (13 – 11.54)/(3 x 0.833) = 0.58
PpS = (11.54 – 10)/(3 x 0.833) = 0.61
Entonces el PpK = 0.58
Es común clasificar los valores de Cp y Cpk en cocientes 0.67 como procesopésimo; 1 como proceso bajo control; 1.33 como proceso adecuado y 2 comoproceso muy bueno. Estos coe ficientes están calculados en desviaciones estándar.
Cp = (LSE – LIE)/6 σx
Si consideramos que (LSE – LIE) = 6 , entonces Cp = 6 /6 = 1;
Si consideramos que (LSE – LIE) = 4 , entonces Cp = 4 /6 = 0.67;
Si consideramos que (LSE – LIE) = 8 , entonces Cp =8 /6 = 1.33;
Este mismo planteamiento se podrá hacer para el Cpk.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 87
X
R
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 87
Problemas resueltos
1. Los datos que aparecen a continuación muestran el peso de piezas de fundi-ción, después de los cambios ocu rridos en los procesos.
Con base en esta muestra de 100 piezas, presente lo siguiente:
a. El cuadro de frecuencia completo. b. El histograma correspondencia.c. La media y la desviación estándar.
Considere VN = 39, tolerancia +- 1
Se he ordenado la información en el cuadro de frecuencias que se presenta acontinuación:
88 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Celda Límite superior de la celda Frecuencia
9 39.7 4
8 39.45 6
7 39.2 12
6 38.95 19
5 38.7 23
4 38.45 17
3 38.2 12
2 37.95 5
1 37.7 2
Cuadro de frecuencias
Celda Intervalo Xi fi Xi2 fiXi2 Xifi
1 [37.70 –37.95> 37.825 2 1430.73 2861.46 75.65
2 [37.95 – 38.20> 38.075 5 1449.71 7248.53 190.375
3 [38.20 – 38.45> 38.325 12 1468.81 17625.67 459.9
4 [38.45 – 38.70> 38.575 17 1488.03 25296.52 655.775
5 [38.70 – 38.95> 38.825 23 1507.38 34669.75 892.975
6 [38.95 – 39.20> 39.075 19 1526.86 29010.26 742.425
7 [39.20 – 39.45> 39.325 12 1546.46 18557.47 471.9
8 [39.45 – 39.70> 39.575 6 1566.18 9397.08 237.45
9 [39.70 – 39.95> 39.825 4 1586.03 6344.12 159.3
⎯Xi = 38.825 n = 100 Σ = 151010.86 Σ = 3838.75
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 88
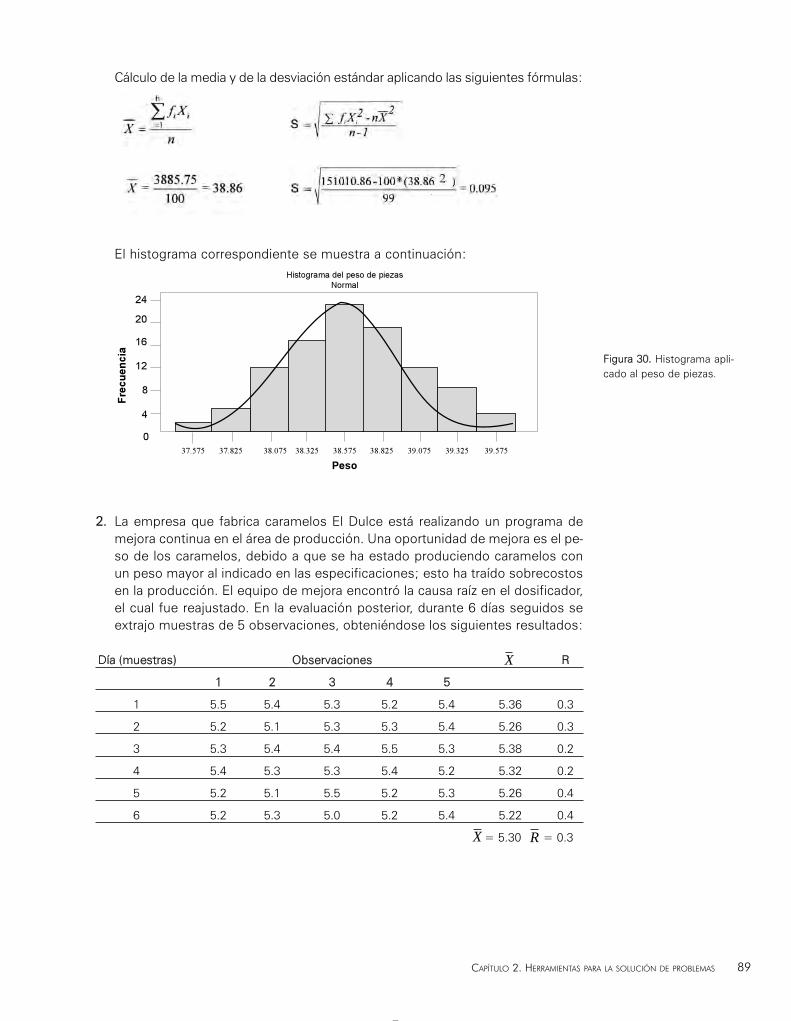
Cálculo de la media y de la desviación estándar aplicando las siguientes fórmulas:
El histograma correspondiente se muestra a continuación:
2. La empresa que fabrica caramelos El Dulce está realizando un programa demejora continua en el área de producción. Una oportunidad de mejora es el pe -so de los caramelos, debido a que se ha estado produciendo caramelos conun peso mayor al indicado en las especificaciones; esto ha traído sobrecostosen la producción. El equipo de mejora encontró la causa raíz en el dosificador,el cual fue reajustado. En la evaluación posterior, durante 6 días seguidos seextrajo muestras de 5 observaciones, obteniéndose los siguientes resultados:
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 89
Figura 30. Histograma apli-cado al peso de piezas.
37.575 37.825 38.075 38.325 38.575 38.825 39.0750
16
12
8
4
Peso
Frec
uenc
ia
Histograma del peso de piezasNormal
20
24
39.325 39.575
Día (muestras) Observaciones R
1 2 3 4 5
1 5.5 5.4 5.3 5.2 5.4 5.36 0.3
2 5.2 5.1 5.3 5.3 5.4 5.26 0.3
3 5.3 5.4 5.4 5.5 5.3 5.38 0.2
4 5.4 5.3 5.3 5.4 5.2 5.32 0.2
5 5.2 5.1 5.5 5.2 5.3 5.26 0.4
6 5.2 5.3 5.0 5.2 5.4 5.22 0.4
= 5.30 = 0.3
X
X R
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 89
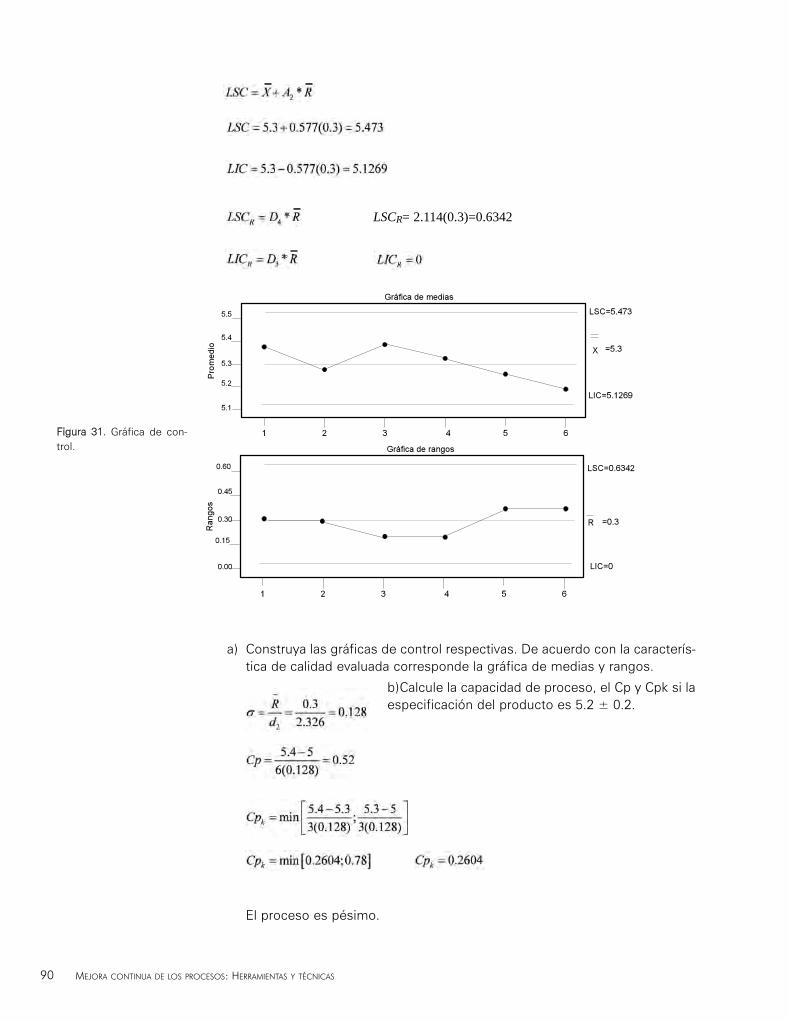
a) Construya las gráficas de control respectivas. De acuerdo con la caracterís-tica de calidad eva luada corresponde la gráfica de medias y rangos.
b)Calcule la capacidad de proceso, el Cp y Cpk si laespecificación del producto es 5.2 ± 0.2.
El proceso es pésimo.
90 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 31. Gráfica de con-trol.
5.1
5.2
5.4
5.5
Pro
med
io
LSC=5.473
LIC=5.1269
X
LSC=0.6342
R =0.3
LIC=0
1 32 5 6
Gráfica de rangos
Gráfica de medias
4
=5.3
5.3
0.00
0.15
0.45
0.60
Ran
gos
1 32 5 64
0.30
LSCR= 2.114(0.3)=0.6342
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 90

c) ¿Qué porcentaje del producto es defectuoso?
Por lo tanto, el porcentaje total de productos defectuosos es igual a 22.73%.
3. Un fabricante de botellas de PET detecta que el número de botellas produci-das es inferior al que debería ser, dado el consumo de materia prima (PET). Sesospecha que la diferencia se debe a que se producen botellas con un pesosuperior al especificado (33 ± 0,4 g). Para comprobarlo se decide un estudiode gráficas de control y capacidad pesando grupos de 5 botellas durante 7días. Los da tos se muestran a continuación:
Con los datos registrados se calcula el promedio y el rango:
Con esta información se calcula el promedio de las medias y el promedio derangos, siendo
=32.97 y =0.643
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 91
Observaciones Muestra
1 2 3 4 5 6 7
1 33 32.7 33 33.2 33.1 32.7 32.9
2 32.6 32.8 32.8 33.4 33 32.7 33.4
3 33 32.8 33 32.4 33 33.1 33.2
4 32.8 33.4 33.5 32.6 32.9 33.4 32.8
5 32.6 33.3 33 33.1 32.7 32.9 33.1
1 2 3 4 5 6 7
32,8 33 33,06 32,94 32,94 32,96 33,08
R 0,4 0,7 0,7 1 0,4 0,7 0,6
R
1-0.7823 = 0.2177
X
X
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 91
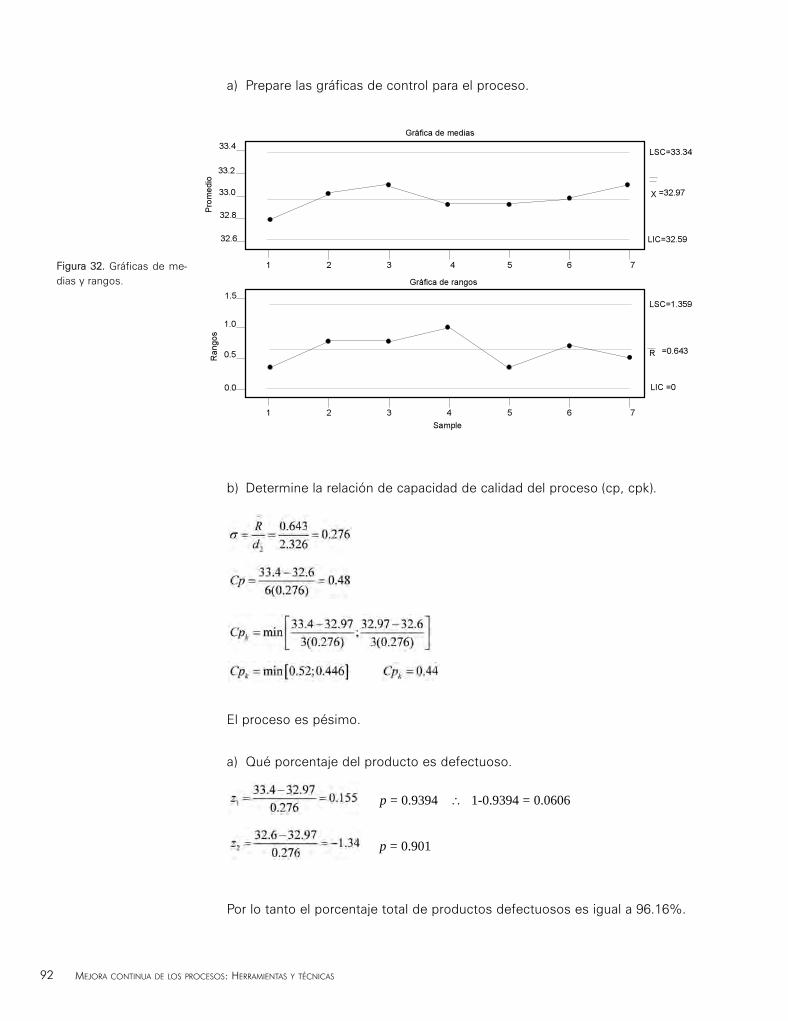
a) Prepare las gráficas de control para el proceso.
b) Determine la relación de capacidad de calidad del proceso (cp, cpk).
El proceso es pésimo.
a) Qué porcentaje del producto es defectuoso.
p = 0.9394 ∴ 1-0.9394 = 0.0606
p = 0.901
Por lo tanto el porcentaje total de productos defectuosos es igual a 96.16%.
92 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
32.6
32.8
33.2
33.4
Pro
med
io
LSC=33.34
LIC=32.59
X
LSC=1.359
R =0.643
LIC =0
1 32 5 6
Gráfica de rangos
Gráfica de medias
4
=32.9733.0
Ran
gos
7
0.0
1.0
1.5
1 32 5 6Sample
4
0.5
7
Figura 32. Gráficas de me -dias y rangos.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 92
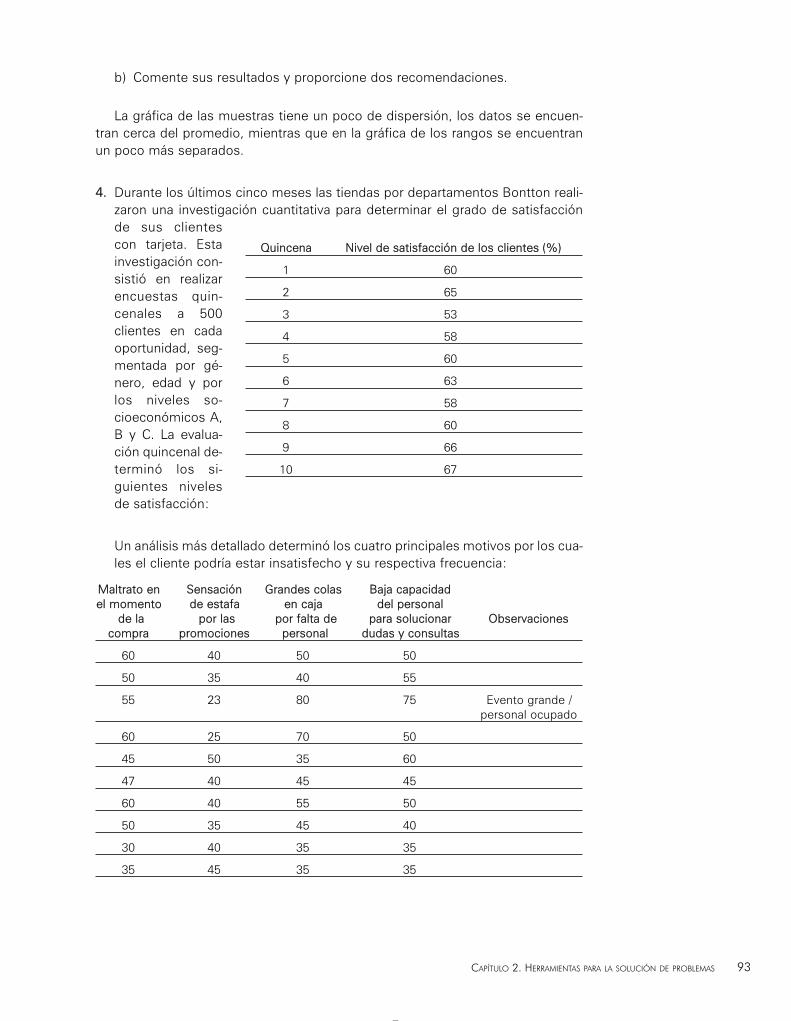
b) Comente sus resultados y proporcione dos recomendaciones.
La gráfica de las muestras tiene un poco de dispersión, los datos se encuen-tran cerca del promedio, mientras que en la gráfica de los rangos se encuentranun poco más separados.
4. Durante los últimos cinco meses las tiendas por departamentos Bontton reali-zaron una inves ti ga ción cuantitativa para determinar el grado de satisfacciónde sus clientescon tarjeta. Estain ves ti gación con-sistió en realizaren cuestas quin-cenales a 500clien tes en cadaoportunidad, seg-mentada por gé -nero, edad y porlos niveles so -cioe conómicos A,B y C. La evalua-ción quincenal de -terminó los si -guien tes nivelesde satisfacción:
Un análisis más detallado determinó los cuatro principales motivos por los cua-les el cliente podría es tar insatisfecho y su respectiva frecuencia:
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 93
Quincena Nivel de satisfacción de los clientes (%)
1 60
2 65
3 53
4 58
5 60
6 63
7 58
8 60
9 66
10 67
Maltrato en Sensación Grandes colas Baja capacidad el momento de estafa en caja del personal
de la por las por falta de para solucionar Observacionescompra promociones personal dudas y consultas
60 40 50 50
50 35 40 55
55 23 80 75 Evento grande /personal ocupado
60 25 70 50
45 50 35 60
47 40 45 45
60 40 55 50
50 35 45 40
30 40 35 35
35 45 35 35
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 93
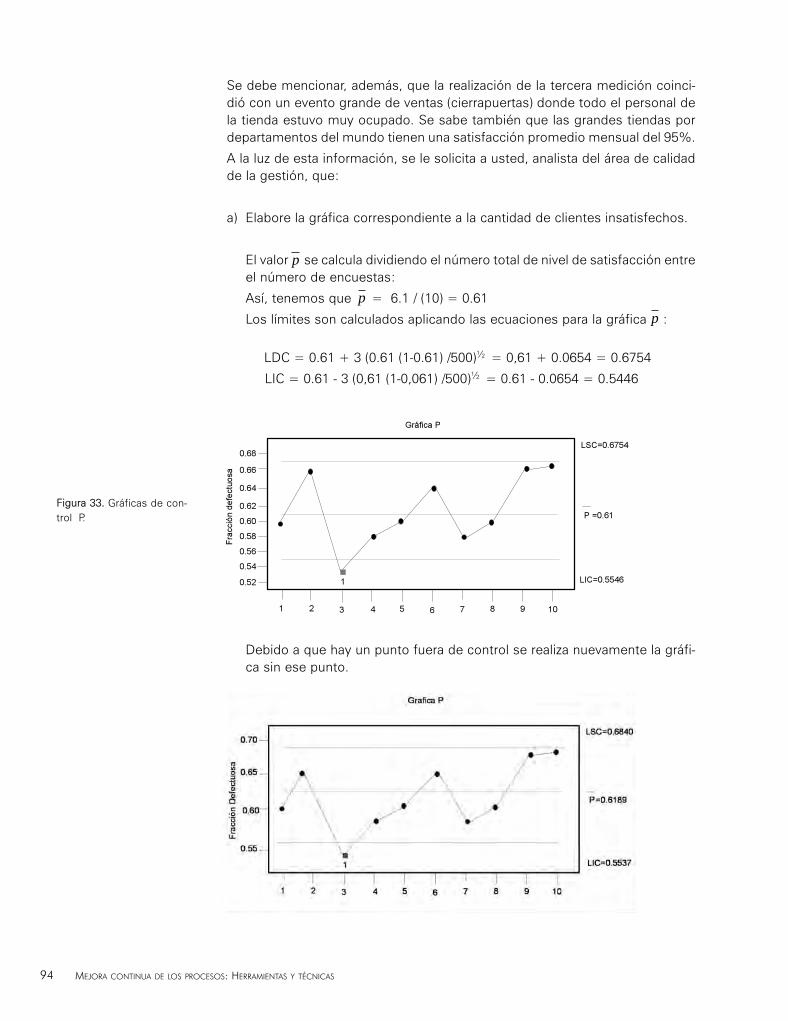
Se debe mencionar, además, que la realización de la tercera medición coinci-dió con un evento grande de ventas (cierrapuertas) donde todo el personal dela tienda estuvo muy ocupado. Se sabe también que las grandes tiendas pordepartamentos del mundo tienen una satisfacción promedio mensual del 95%.
A la luz de esta información, se le solicita a usted, analista del área de calidadde la gestión, que:
a) Elabore la gráfica correspondiente a la cantidad de clientes insatisfechos.
El valor se calcula dividiendo el número total de nivel de satisfacción entreel número de en cuestas:
Así, tenemos que = 6.1 / (10) = 0.61
Los límites son calculados aplicando las ecuaciones para la gráfica :
LDC = 0.61 + 3 (0.61 (1-0.61) /500)½ = 0,61 + 0.0654 = 0.6754
LIC = 0.61 - 3 (0,61 (1-0,061) /500)½ = 0.61 - 0.0654 = 0.5446
Debido a que hay un punto fuera de control se realiza nuevamente la gráfi-ca sin ese punto.
94 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
p
pp
0.52
0.54
0.56
Frac
ción
def
ectu
osa
LSC=0.6754
LIC=0.5546
1 9753 10
Gráfica P
2 4 6 8
P =0.61
0.64
0.62
0.60
0.58
0.66
0.68
1
Figura 33. Gráficas de con-trol P.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 94
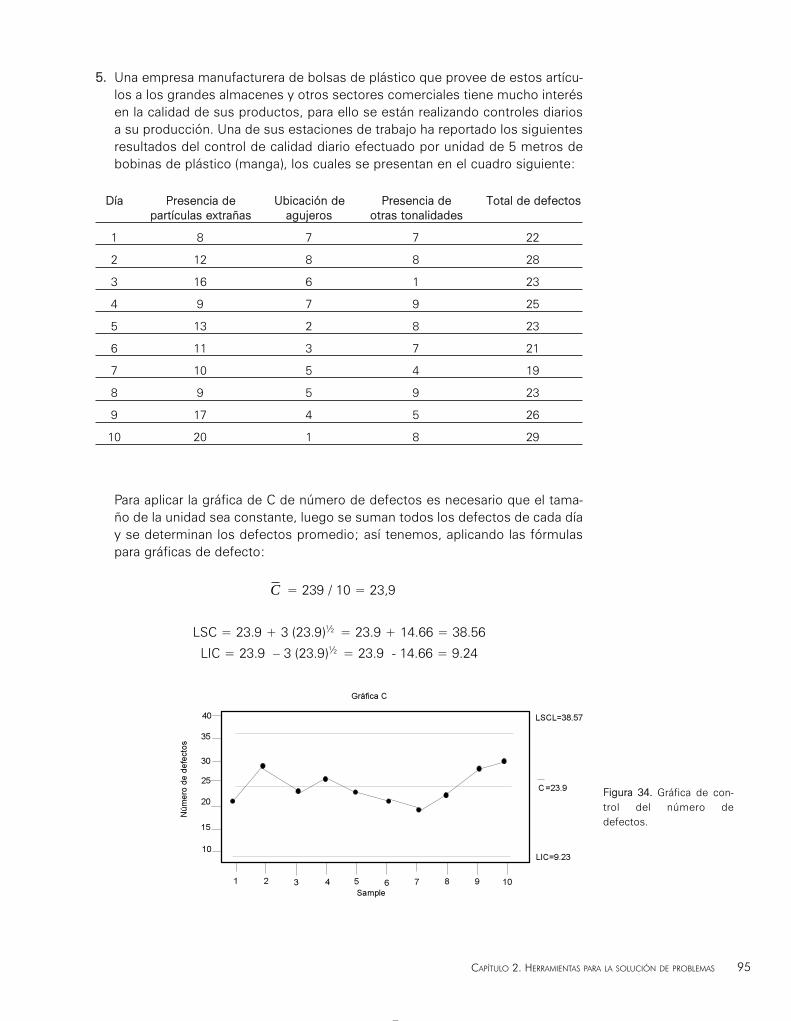
5. Una empresa manufacturera de bolsas de plástico que provee de estos artícu-los a los grandes al macenes y otros sectores comerciales tiene mucho interésen la calidad de sus productos, para ello se están rea lizando controles diariosa su producción. Una de sus estaciones de trabajo ha reportado los si guientesresultados del control de calidad diario efectuado por unidad de 5 metros debobinas de plás ti co (manga), los cuales se presentan en el cuadro siguiente:
Para aplicar la gráfica de C de número de defectos es necesario que el tama-ño de la unidad sea cons tante, luego se suman todos los defectos de cada díay se determinan los defectos promedio; así te ne mos, aplicando las fórmulaspara gráficas de defecto:
= 239 / 10 = 23,9
LSC = 23.9 + 3 (23.9)½ = 23.9 + 14.66 = 38.56
LIC = 23.9 – 3 (23.9)½ = 23.9 - 14.66 = 9.24
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 95
Día Presencia de Ubicación de Presencia de Total de defectospartículas extrañas agujeros otras tonalidades
1 8 7 7 22
2 12 8 8 28
3 16 6 1 23
4 9 7 9 25
5 13 2 8 23
6 11 3 7 21
7 10 5 4 19
8 9 5 9 23
9 17 4 5 26
10 20 1 8 29
C
Figura 34. Gráfica de con-trol del número de defectos.
10
15
20
Núm
ero
de d
efec
tos
LSCL=38.57
LIC=9.23
1 9753 10Sample
Gráfica C
2 4 6 8
C=23.9
40
35
30
25
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 95

6. Se han examinado muestras de un material textil, obteniéndose el siguienteresultado en cuanto al número de defectos promedio por metro cuadrado.
Las diez primeras muestras correspondieron a muestras de 2 metros cuadra-dos y el resto a 3 metros cuadrados.
a) Elabore la gráfica correspondiente
4.2 - 3
4.2 - 3
4.2 + 3
4.2 + 3
96 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Muestra 1 2 3 4 5 6 7 8 9 10
Número de defectos 5 3 4 4 1 6 3 4 9 5
Muestra 11 12 13 14 15 16 17 18 19 20
Número de defectos 5 2 8 6 4 2 3 5 4 1
n U
2 5
2 3
2 4
2 4
2 1
2 6
2 3
2 4
2 9
2 5
3 5
3 2
3 8
3 6
3 4
3 2
3 3
√ = 4.2 – 3 * 1.449= –0.1474.22
√ = 4.2 – 3 * 1.1832= 0.65044.23
√ = 4.2 + 3 * 1.449= 8.5474.22
√ = 4.2 + 3 * 1.1832= 7.74964.23
√u + 3 un
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 96
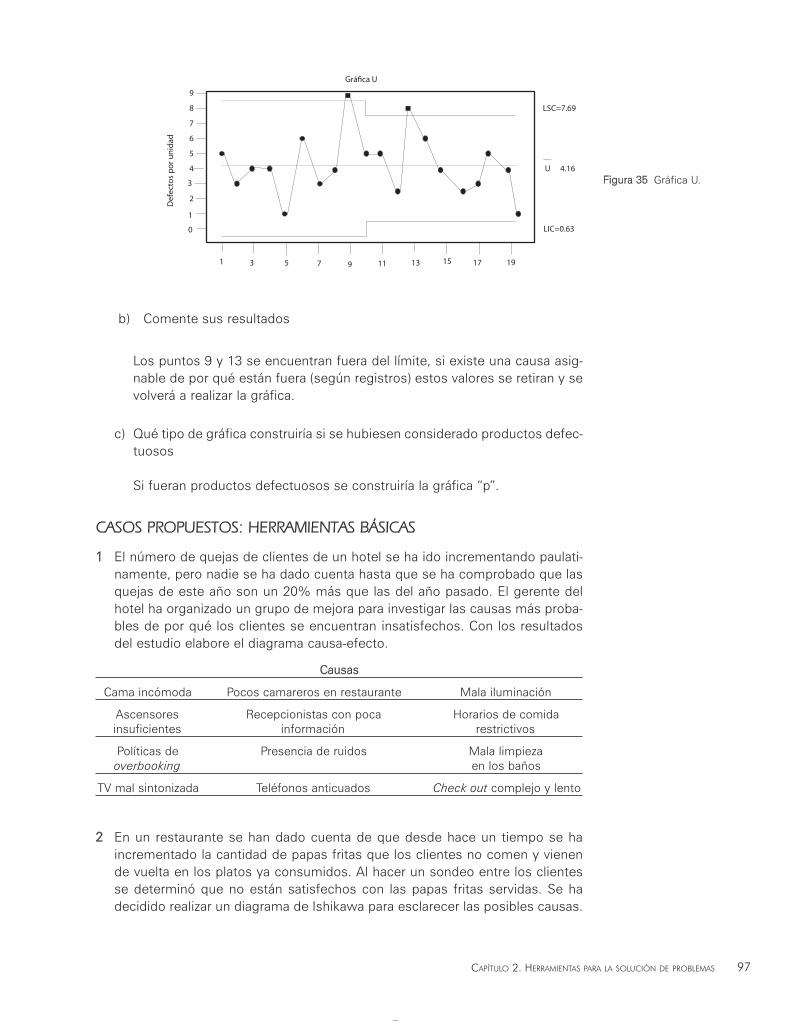
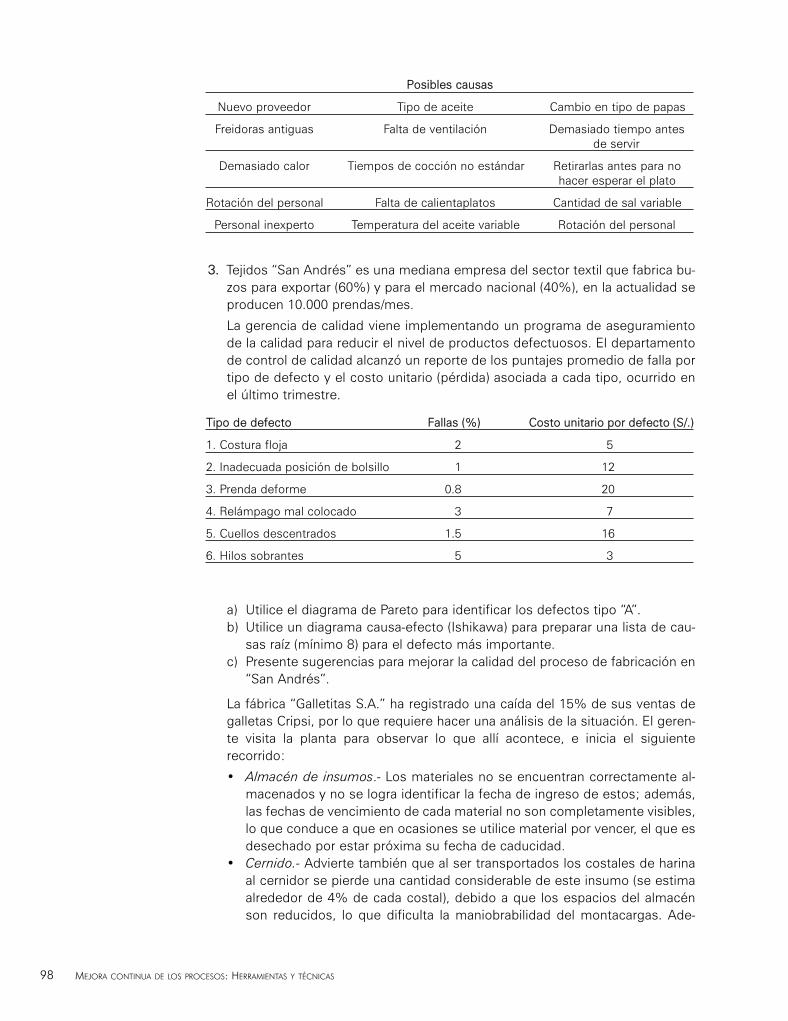
3. Tejidos “San Andrés” es una mediana empresa del sector textil que fabrica bu -zos para exportar (60%) y para el mercado nacional (40%), en la actualidad seproducen 10.000 prendas/mes.
La gerencia de calidad viene implementando un programa de aseguramientode la calidad para re ducir el nivel de productos defectuosos. El departamentode control de calidad alcanzó un reporte de los puntajes promedio de falla portipo de defecto y el costo unitario (pérdida) asociada a cada tipo, ocurrido enel último trimestre.
a) Utilice el diagrama de Pareto para identificar los defectos tipo “A”.b) Utilice un diagrama causa-efecto (Ishikawa) para preparar una lista de cau-
sas raíz (mínimo 8) para el defecto más importante.c) Presente sugerencias para mejorar la calidad del proceso de fabricación en
“San Andrés”.
La fábrica “Galletitas S.A.” ha registrado una caída del 15% de sus ventas degalletas Cripsi, por lo que requiere hacer una análisis de la situación. El geren-te visita la planta para ob servar lo que allí acontece, e inicia el siguiente recorrido:
• Almacén de insumos.- Los materiales no se encuentran correctamente al -ma cenados y no se logra identificar la fecha de ingreso de estos; además,las fechas de venci miento de cada material no son completamente visibles,lo que conduce a que en ocasiones se utilice material por vencer, el que esdesechado por estar próxima su fecha de caducidad.
• Cernido.- Advierte también que al ser transportados los costales de harinaal cernidor se pierde una cantidad considerable de este insumo (se estimaalrededor de 4% de cada costal), debido a que los es pacios del almacénson reducidos, lo que dificulta la maniobrabilidad del montacargas. Ade -
98 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Tipo de defecto Fallas (%) Costo unitario por defecto (S/.)
1. Costura floja 2 5
2. Inadecuada posición de bolsillo 1 12
3. Prenda deforme 0.8 20
4. Relámpago mal colocado 3 7
5. Cuellos descentrados 1.5 16
6. Hilos sobrantes 5 3
Posibles causas
Nuevo proveedor Tipo de aceite Cambio en tipo de papas
Freidoras antiguas Falta de ventilación Demasiado tiempo antes de servir
Demasiado calor Tiempos de cocción no estándar Retirarlas antes para no hacer esperar el plato
Rotación del personal Falta de calientaplatos Cantidad de sal variable
Personal inexperto Temperatura del aceite variable Rotación del personal
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 98
más, en el proceso de cer nido pasa gran cantidad de impurezas, porque nose cuenta con un man te ni miento preventivo de los tamices.
• Mezclado.- La harina, junto con la manteca, el bicarbonato de sodio y el bi -carbonato de amonio se van mez clando a través de un mecanismo de pale-tas. Se observa que no todos los operarios de esta sala cuentan con los im -plementos necesarios de seguridad e higiene, casi el 40% de ellos no usangorros (mallas) para el pelo ni mascarillas; asimismo, el personal femeninoestá ataviado con aretes y collares que podrían contaminar el producto. Alparecer, el personal no está motivado y no cumple con las instrucciones, yse reconoce una falta de abastecimiento apropiado en cuanto a los imple-mentos de seguridad.
• Fermentación.- Una vez terminado el mezclado la masa cruda se descargaen bateas que son lle va das a la sala de fermentación, donde se la deja repo-sar por un lapso de 2 horas, a una temperatura de 28 °C y una humedad re -la tiva del 70%. Sin embargo, esa información la recibe del supervisor, puesno encuentra ninguna instrucción que indique ello y tampoco es de fácil ubi-cación el ter mó metro y el medidor de humedad de la sala (se indica que porrazones de seguridad), observa ade más que estos instrumentos están fuerade su periodo de calibración.
• Moldeado.- Una vez fermentada la masa es trasladada para iniciar el proce-so de laminado, donde es cortada en capas para darle una mejor textura.Luego la plegadora se encarga de es tirar toda la ma sa haciéndola más fle-xible para el moldeado, en el cual la masa va adquiriendo la forma circularde la galleta. Un operario inspecciona lo moldeado y descarta lo que no ad -quirió la forma ade cua da. Posteriormente, se espolvorean las galletas consal y se trasladan a la zona de horneado.
• Horneado.- En el horno, las galletas logran su punto de cocción y un colordorado, que les da una apariencia crocante. Se observa que gran cantidadde galletas salen quemadas, según el registro de control, durante el mes seha quemado alrededor del 6% de la producción mensual. Estas galletas sonretiradas por el operador si tiene tiempo disponible.
• Acabado y embolsado.- Al salir del horno las galletas son rociadas con acei-te y se dejan enfriar para que dicho aceite sea absorbido (dos minutos).
Finalmente, observa que durante el empaquetado (4 galletas por paquete),debido a la falta de man tenimiento de los equipos, se rompen muchas ga -lletas que no siempre son detectadas y retiradas. En el embolsado (6 pa -que tes por bolsa) hay muchas equivocaciones, debido a la falta de entre na -miento del personal, pues al ser un trabajo manual a este puesto es asig-nado el personal nuevo.
Por último, dos operarios colocan las bolsas en cajas (12 bolsas por caja),las que se apilan en una parihuela y son trasladadas al almacén de produc-tos terminados. Se le pide que:
a) Defina el problema de la planta.b) Identifique las causas del problema.c) Clasifique las causas por factores. d) Elabore el diagrama causa-efecto(Ishikawa).e) Plantee propuestas de mejora para las causas más importantes.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 99
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 99
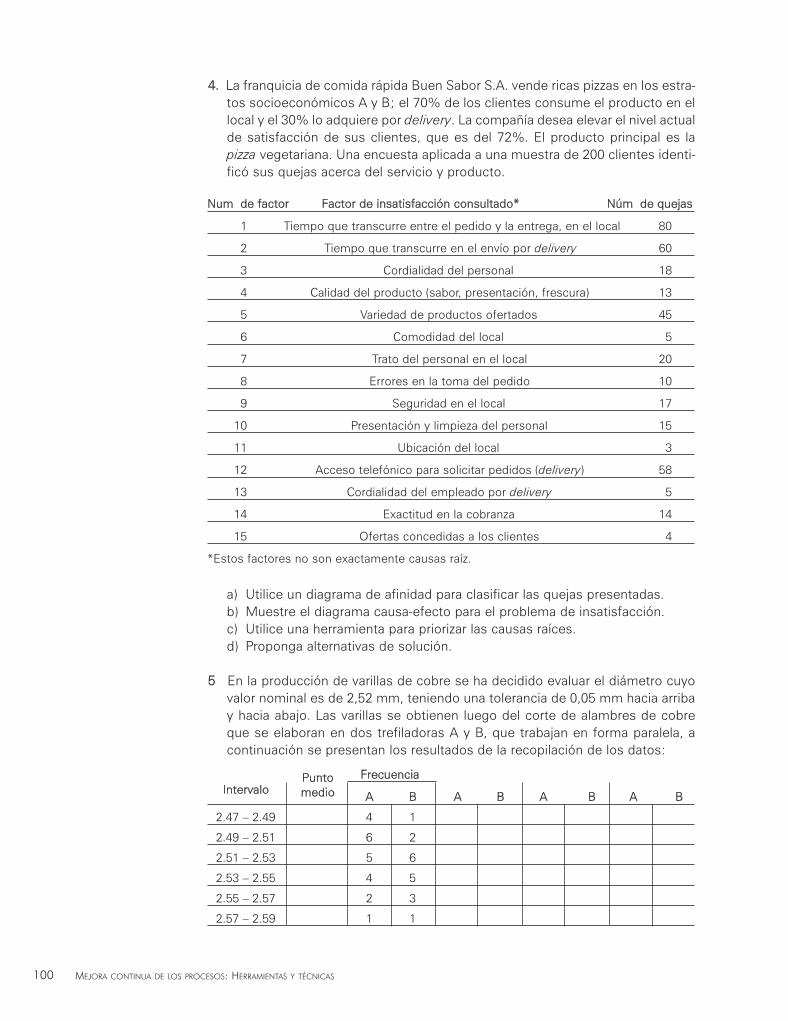
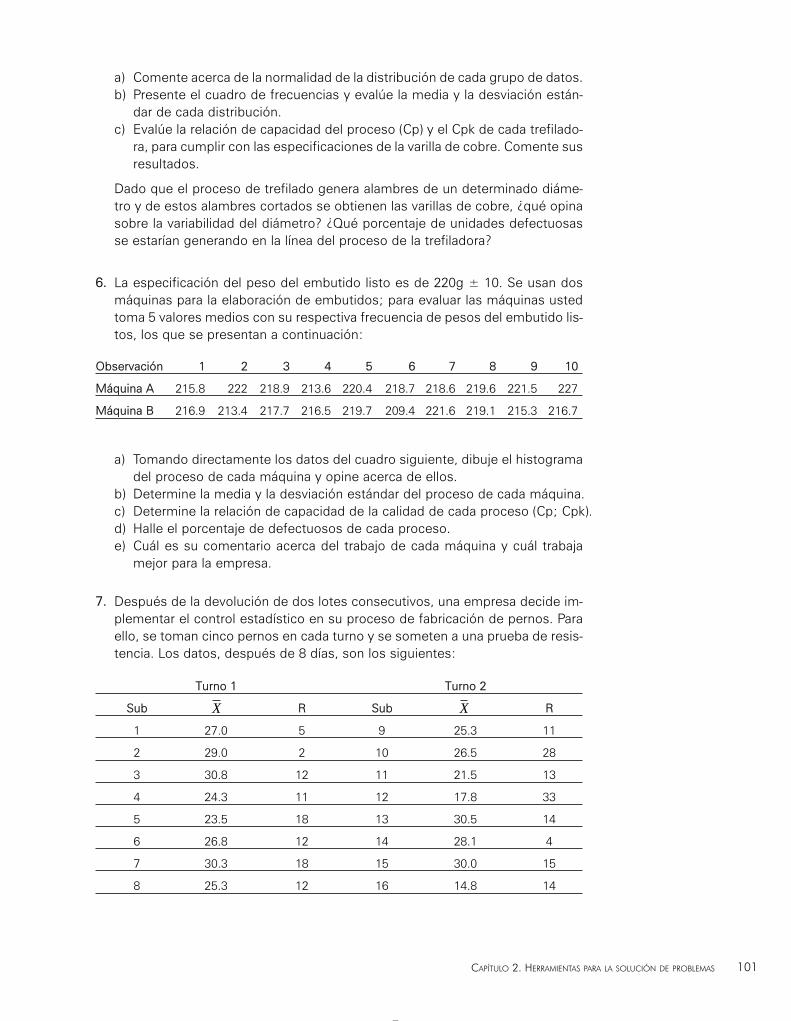
a) Comente acerca de la normalidad de la distribución de cada grupo de datos. b) Presente el cuadro de frecuencias y evalúe la media y la desviación están-
dar de cada dis tri bu ción. c) Evalúe la relación de capacidad del proceso (Cp) y el Cpk de cada trefilado-
ra, para cumplir con las especificaciones de la varilla de cobre. Comente susresultados.
Dado que el proceso de trefilado genera alambres de un determinado diáme-tro y de estos alam bres cortados se obtienen las varillas de cobre, ¿qué opinasobre la variabilidad del diámetro? ¿Qué porcentaje de unidades defectuosasse estarían generando en la línea del proceso de la tre filadora?
6. La especificación del peso del embutido listo es de 220g ± 10. Se usan dosmáquinas para la elaboración de embutidos; para evaluar las máquinas ustedtoma 5 valores medios con su respectiva frecuencia de pesos del embutido lis-tos, los que se presentan a continuación:
a) Tomando directamente los datos del cuadro siguiente, dibuje el histogramadel proceso de cada má quina y opine acerca de ellos.
b) Determine la media y la desviación estándar del proceso de cada máquina. c) Determine la relación de capacidad de la calidad de cada proceso (Cp; Cpk).d) Halle el porcentaje de defectuosos de cada proceso.e) Cuál es su comentario acerca del trabajo de cada máquina y cuál trabaja
mejor para la empresa.
7. Después de la devolución de dos lotes consecutivos, una empresa decide im -plementar el control estadístico en su proceso de fabricación de pernos. Paraello, se toman cinco pernos en cada turno y se someten a una prueba de resis-tencia. Los datos, después de 8 días, son los si guien tes:
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 101
Observación 1 2 3 4 5 6 7 8 9 10
Máquina A 215.8 222 218.9 213.6 220.4 218.7 218.6 219.6 221.5 227
Máquina B 216.9 213.4 217.7 216.5 219.7 209.4 221.6 219.1 215.3 216.7
Turno 1 Turno 2
Sub R Sub R
1 27.0 5 9 25.3 11
2 29.0 2 10 26.5 28
3 30.8 12 11 21.5 13
4 24.3 11 12 17.8 33
5 23.5 18 13 30.5 14
6 26.8 12 14 28.1 4
7 30.3 18 15 30.0 15
8 25.3 12 16 14.8 14
X X
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 101
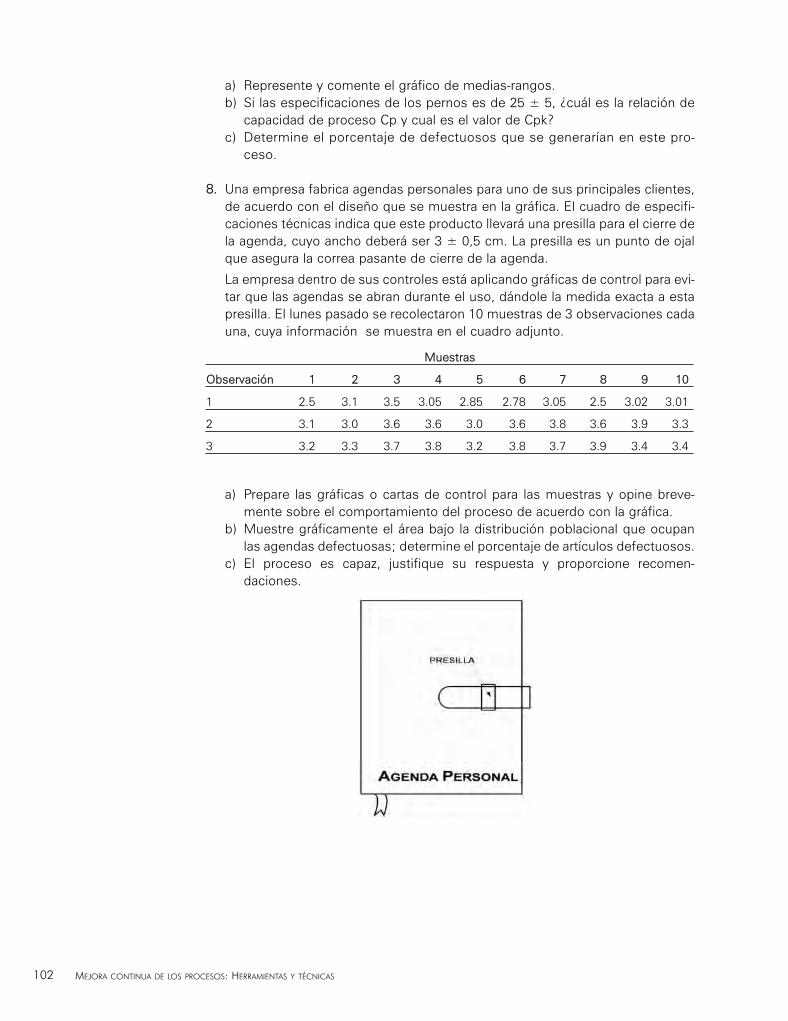
a) Represente y comente el gráfico de medias-rangos. b) Si las especificaciones de los pernos es de 25 ± 5, ¿cuál es la relación de
capacidad de proceso Cp y cual es el valor de Cpk?c) Determine el porcentaje de defectuosos que se generarían en este pro-
ceso.
8. Una empresa fabrica agendas personales para uno de sus principales clientes,de acuerdo con el diseño que se muestra en la gráfica. El cuadro de especifi-caciones técnicas indica que este pro ducto llevará una presilla para el cierre dela agenda, cuyo ancho deberá ser 3 ± 0,5 cm. La presilla es un punto de ojalque asegura la correa pasante de cierre de la agenda.
La empresa dentro de sus controles está aplicando gráficas de control para evi-tar que las agendas se abran durante el uso, dándole la medida exacta a estapresilla. El lunes pasado se recolectaron 10 muestras de 3 observaciones cadauna, cuya información se muestra en el cuadro adjunto.
a) Prepare las gráficas o cartas de control para las muestras y opine breve-mente sobre el com por ta miento del proceso de acuerdo con la gráfica.
b) Muestre gráficamente el área bajo la distribución poblacional que ocupanlas agendas de fec tuo sas; determine el porcentaje de artículos defectuosos.
c) El proceso es capaz, justifique su respuesta y proporcione recomen -daciones.
102 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Muestras
Observación 1 2 3 4 5 6 7 8 9 10
1 2.5 3.1 3.5 3.05 2.85 2.78 3.05 2.5 3.02 3.01
2 3.1 3.0 3.6 3.6 3.0 3.6 3.8 3.6 3.9 3.3
3 3.2 3.3 3.7 3.8 3.2 3.8 3.7 3.9 3.4 3.4
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 102
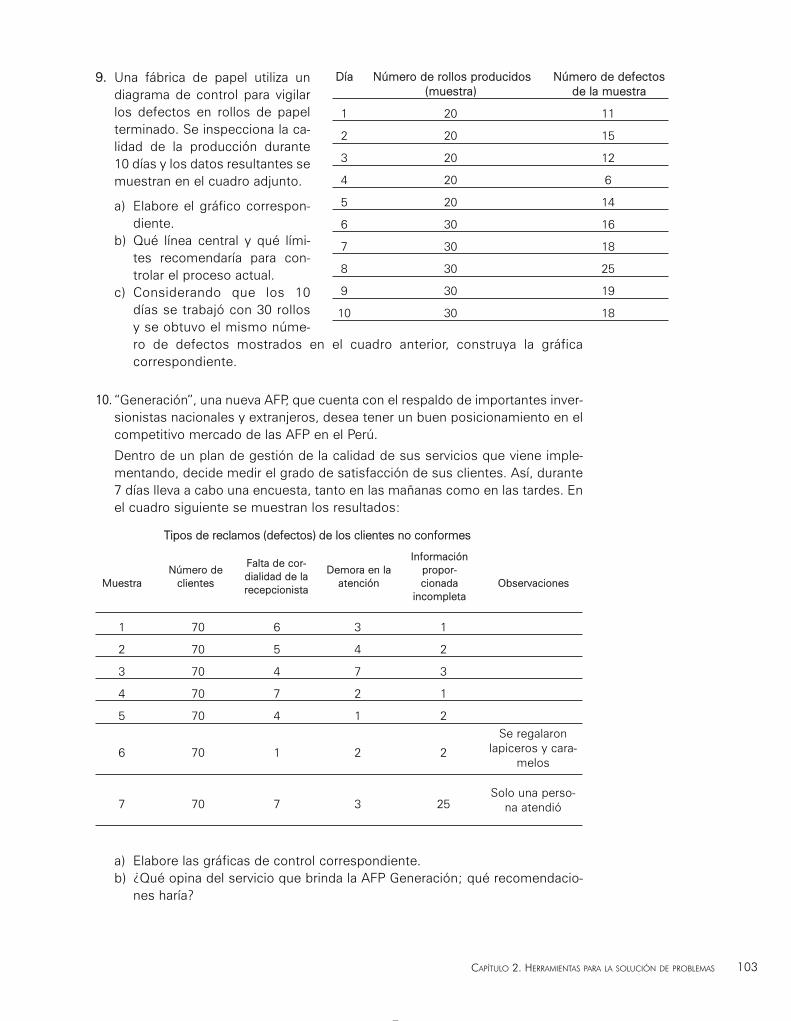
9. Una fábrica de papel utiliza undiagrama de control para vigilarlos defectos en rollos de papelterminado. Se inspecciona la ca -lidad de la producción durante10 días y los datos resultantes semuestran en el cuadro adjunto.
a) Elabore el gráfico correspon-diente.
b) Qué línea central y qué lími-tes recomendaría para con -tro lar el proceso actual.
c) Considerando que los 10días se trabajó con 30 rollosy se obtuvo el mismo núme-ro de de fectos mostrados en el cua dro anterior, construya la gráficacorrespondiente.
10. “Generación”, una nueva AFP, que cuenta con el respaldo de importantes inver-sionistas na cionales y extranjeros, desea tener un buen posicionamiento en elcompetitivo mercado de las AFP en el Perú.
Dentro de un plan de gestión de la calidad de sus servicios que viene imple-mentando, decide medir el grado de satisfacción de sus clientes. Así, durante7 días lleva a cabo una encuesta, tanto en las mañanas como en las tardes. Enel cuadro siguiente se muestran los resultados:
a) Elabore las gráficas de control correspondiente.b) ¿Qué opina del servicio que brinda la AFP Generación; qué recomendacio-
nes haría?
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 103
Día Número de rollos producidos Número de defectos (muestra) de la muestra
1 20 11
2 20 15
3 20 12
4 20 6
5 20 14
6 30 16
7 30 18
8 30 25
9 30 19
10 30 18
Muestra Observaciones
1 70 6 3 1
2 70 5 4 2
3 70 4 7 3
4 70 7 2 1
5 70 4 1 2
6 70 1 2 2
7 70 7 3 25
Número declientes
Falta de cor-dialidad de larecepcionista
Demora en laatención
Informaciónpropor-cionada
incompleta
Tipos de reclamos (defectos) de los clientes no conformes
Se regalaronlapiceros y cara-
melos
Solo una perso-na atendió
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 103
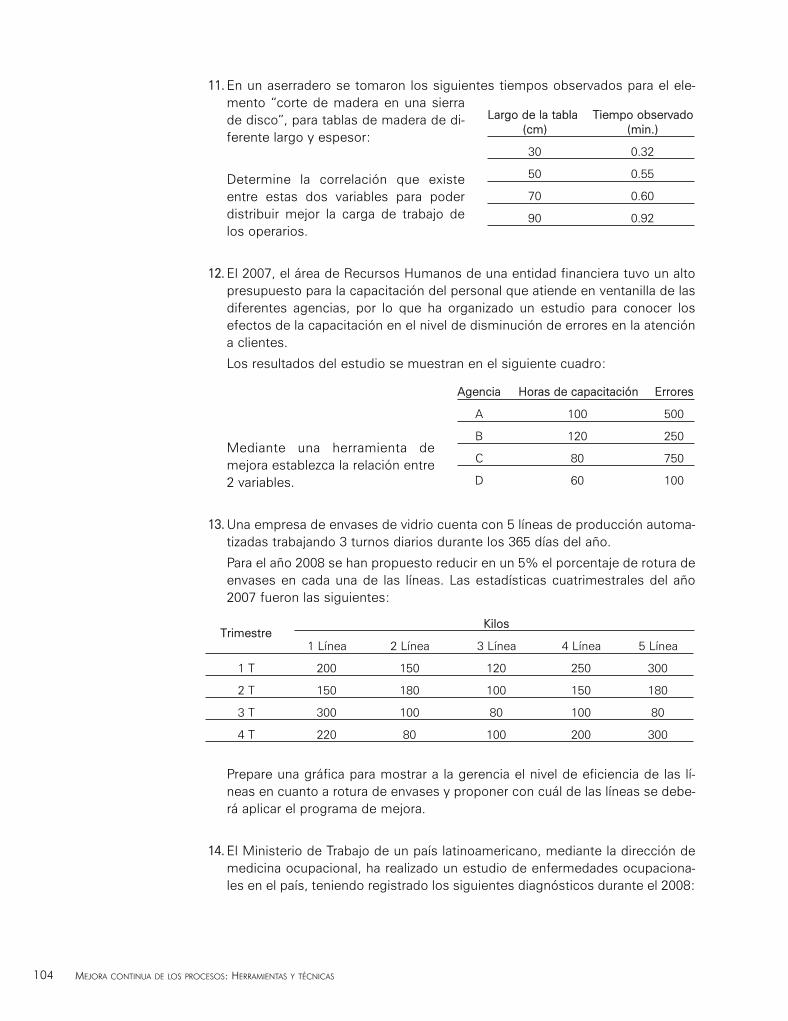
11. En un aserradero se tomaron los siguientes tiempos observados para el ele-mento “corte de madera en una sierrade disco”, para tablas de madera de di -ferente largo y espesor:
Determine la correlación que existeentre estas dos variables para poderdistribuir mejor la carga de trabajo delos operarios.
12. El 2007, el área de Recursos Humanos de una entidad financiera tuvo un altopre su puesto para la capacitación del personal que atiende en ventanilla de lasdiferentes agencias, por lo que ha organizado un estudio para conocer losefectos de la capacitación en el nivel de disminución de errores en la atencióna clientes.
Los resultados del estudio se muestran en el siguiente cuadro:
Mediante una herramienta demejora establezca la relación entre2 variables.
13. Una empresa de envases de vidrio cuenta con 5 líneas de producción automa-tizadas trabajando 3 turnos diarios durante los 365 días del año.
Para el año 2008 se han propuesto reducir en un 5% el porcentaje de rotura deenvases en cada una de las líneas. Las estadísticas cuatrimestrales del año2007 fueron las siguientes:
Prepare una gráfica para mostrar a la gerencia el nivel de eficiencia de las lí -neas en cuanto a rotura de envases y proponer con cuál de las líneas se debe-rá aplicar el programa de mejora.
14. El Ministerio de Trabajo de un país latinoamericano, mediante la dirección demedicina ocu pa cional, ha realizado un estudio de enfermedades ocupaciona-les en el país, teniendo re gis trado los siguientes diagnósticos durante el 2008:
104 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Largo de la tabla Tiempo observado(cm) (min.)
30 0.32
50 0.55
70 0.60
90 0.92
Agencia Horas de capacitación Errores
A 100 500
B 120 250
C 80 750
D 60 100
Kilos
1 Línea 2 Línea 3 Línea 4 Línea 5 Línea
1 T 200 150 120 250 300
2 T 150 180 100 150 180
3 T 300 100 80 100 80
4 T 220 80 100 200 300
Trimestre
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 104
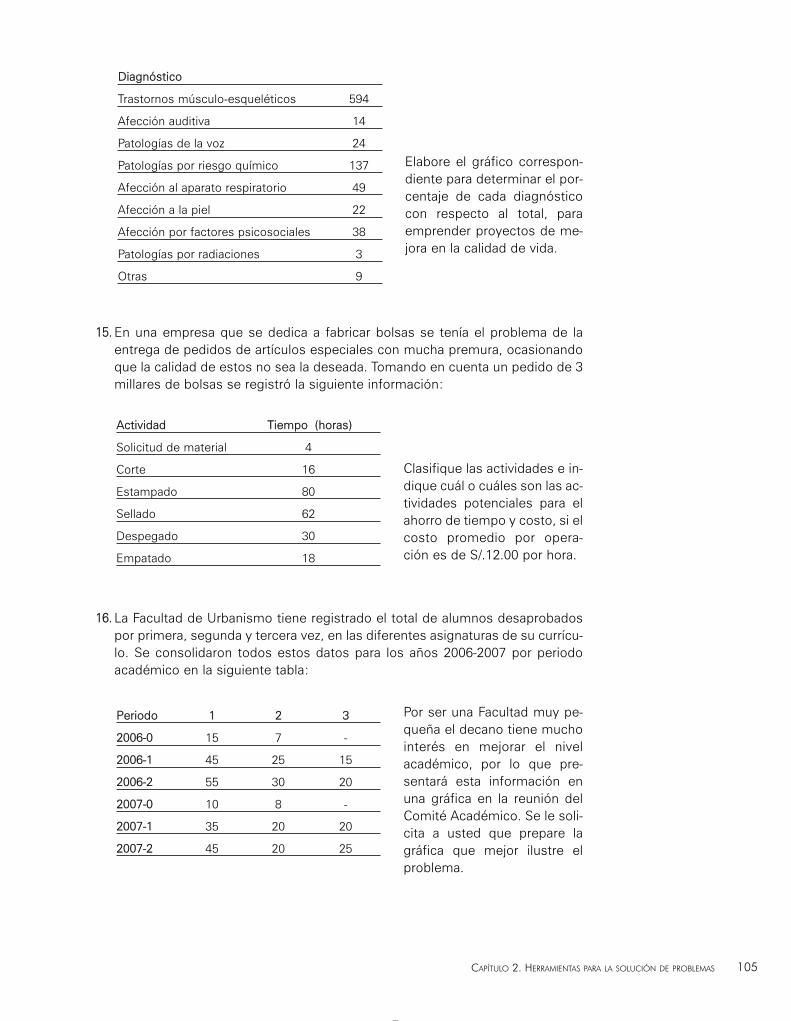
Elabore el gráfico correspon-diente para determinar el por-centaje de cada diagnósticocon res pec to al total, paraem prender proyectos de me -jora en la calidad de vida.
15. En una empresa que se dedica a fabricar bolsas se tenía el problema de laentrega de pedidos de artículos especiales con mucha premura, ocasionandoque la calidad de estos no sea la de seada. Tomando en cuenta un pedido de 3millares de bolsas se registró la siguiente información:
Clasifique las actividades e in -di que cuál o cuáles son las ac -ti vidades potenciales para elahorro de tiempo y costo, si elcosto promedio por opera-ción es de S/.12.00 por hora.
16. La Facultad de Urbanismo tiene registrado el total de alumnos desaprobadospor primera, se gunda y tercera vez, en las diferentes asignaturas de su currícu -lo. Se consolidaron todos estos datos para los años 2006-2007 por periodoaca démico en la siguiente tabla:
Por ser una Facultad muy pe -queña el decano tiene muchointerés en mejorar el nivelaca démico, por lo que pre -sen tará esta información enuna gráfica en la reunión delCo mité Académico. Se le soli-cita a usted que prepare lagráfica que mejor ilustre elproblema.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 105
Diagnóstico
Trastornos músculo-esqueléticos 594
Afección auditiva 14
Patologías de la voz 24
Patologías por riesgo químico 137
Afección al aparato respiratorio 49
Afección a la piel 22
Afección por factores psicosociales 38
Patologías por radiaciones 3
Otras 9
Actividad Tiempo (horas)
Solicitud de material 4
Corte 16
Estampado 80
Sellado 62
Despegado 30
Empatado 18
Periodo 1 2 3
2006-0 15 7 -
2006-1 45 25 15
2006-2 55 30 20
2007-0 10 8 -
2007-1 35 20 20
2007-2 45 20 25
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 105
17. El departamento de compras de la empresa “Lamparitas” ha realizado un estu-dio de la atención de las órdenes de compras de sus 6 principales proveedo-res en el último año, determinándose los siguientes resultados, los cuales sepresentan en el cuadro siguiente:
Como miembro de este departamento, se le pide que elabore una gráfica debarras para iden ti fi car claramente el problema con la atención a los proveedores.
2. HERRAMIENTAS ADMINISTRATIVAS
Las herramientas administrativas se clasifican en: diagrama de afinidad, diagramade interre la cio nes, diagrama del árbol, diagrama matricial, diagrama de flechas,cuadro de programas de decisión y diagrama de flujo.
2.1 Diagrama de afinidad
• Definición.- Es una forma de organizar la información recopilada en sesio-nes de lluvia de ideas. Está diseñado para reunir hechos, opiniones e ideasso bre áreas que se encuentran en un estado de desorganización. El diagra-ma de afinidad ayuda a agrupar aquellos elementos que están relacionadosnaturalmente. Se conoce también como la técnica de asociación de ideas,pues permite asociar ideas afines, identificándolas con un nombre o fraserepre sen ta ti va, facilitando así su posterior análisis.
• Aplicación.- Este diagrama se debe utilizar cuando el problema es comple-jo o difícil de en ten der o parece estar desorganizado; cuando el equipo ogrupo no logra ponerse de acuerdo sobre los principales temas por analizar,y cuando requiere de la participación y soporte de todo el equipo.
• Metodología.- La construcción de un diagrama de afinidad se inicia con elanálisis de un lis tado de ideas que generalmente son el resultado de unalluvia de ideas; es una herramienta participativa, que requiere de un direc-tor de debates que oriente al equipo para la asociación de ideas afines.
Está compuesta por los siguientes pasos:
– El listado de ideas resultantes de una lluvia de ideas debe estar regis-trado en una pi zarra o en un tablero donde se hubieran colocado tarjetaso notas adhesivas. Las ideas pueden haber sido recogidas al buscar elanálisis de las causas de un problema o su so lución, en cualquiera de loscasos el objetivo de la dinámica debe haber quedado muy claro.
– Todos los participantes deberán leer las ideas que se encuentran en la
106 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
F D T TD I KCantidad OC emitidas 67 54 44 7 6 4Cantidad OC a tiempo 13 10 3 0 0 0Cantidad OC retraso 46 29 27 6 6 3Cantidad OC adelanto 7 11 12 1 0 0Cantidad OC cancelado 1 4 2 0 0 1
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 106
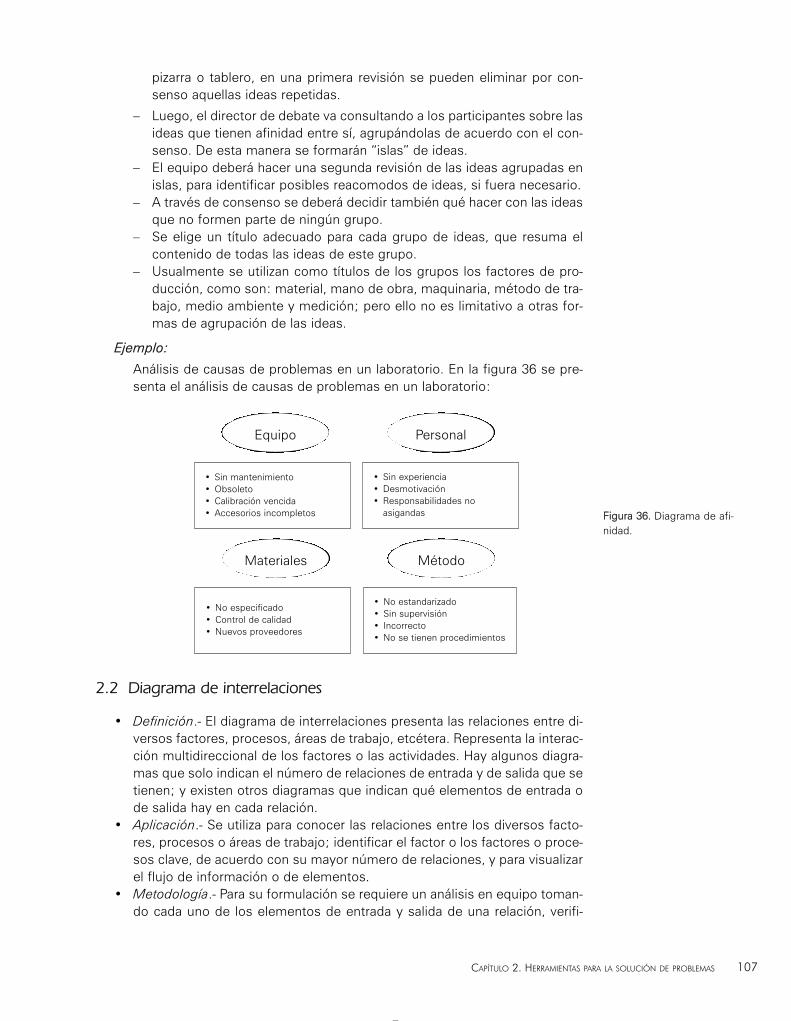
pizarra o tablero, en una primera revisión se pueden eliminar por con-senso aquellas ideas repetidas.
– Luego, el director de debate va consultando a los participantes sobre lasideas que tie nen afinidad entre sí, agrupándolas de acuerdo con el con-senso. De esta manera se formarán “islas” de ideas.
– El equipo deberá hacer una segunda revisión de las ideas agrupadas enislas, para iden tificar posibles reacomodos de ideas, si fuera necesario.
– A través de consenso se deberá decidir también qué hacer con las ideasque no formen parte de ningún grupo.
– Se elige un título adecuado para cada grupo de ideas, que resuma elcontenido de todas las ideas de este grupo.
– Usualmente se utilizan como títulos de los grupos los factores de pro-ducción, como son: material, mano de obra, maquinaria, método de tra-bajo, medio ambiente y me di ción; pero ello no es limitativo a otras for-mas de agrupación de las ideas.
Ejemplo:
Análisis de causas de problemas en un laboratorio. En la figura 36 se pre-senta el análisis de causas de problemas en un laboratorio:
2.2 Diagrama de interrelaciones
• Definición.- El diagrama de interrelaciones presenta las relaciones entre di -versos factores, procesos, áreas de trabajo, etcétera. Representa la interac -ción multidireccional de los fac to res o las actividades. Hay algunos diagra-mas que solo indican el número de relaciones de entrada y de salida que setienen; y existen otros diagramas que indican qué elementos de entrada ode salida hay en cada relación.
• Aplicación.- Se utiliza para conocer las relaciones entre los di versos facto-res, procesos o áreas de trabajo; identificar el factor o los factores o proce -sos clave, de acuerdo con su mayor nú mero de relaciones, y para visualizarel flujo de infor ma ción o de elementos.
• Metodología.- Para su formulación se requiere un análisis en equipo toman-do cada uno de los elementos de entrada y salida de una relación, verifi-
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 107
Figura 36. Diagrama de afi-nidad.
• Sin mantenimiento• Obsoleto• Calibración vencida• Accesorios incompletos
• Sin experiencia• Desmotivación• Responsabilidades no
asigandas
• No especificado• Control de calidad• Nuevos proveedores
• No estandarizado• Sin supervisión• Incorrecto• No se tienen procedimientos
Equipo Personal
Materiales Método
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 107
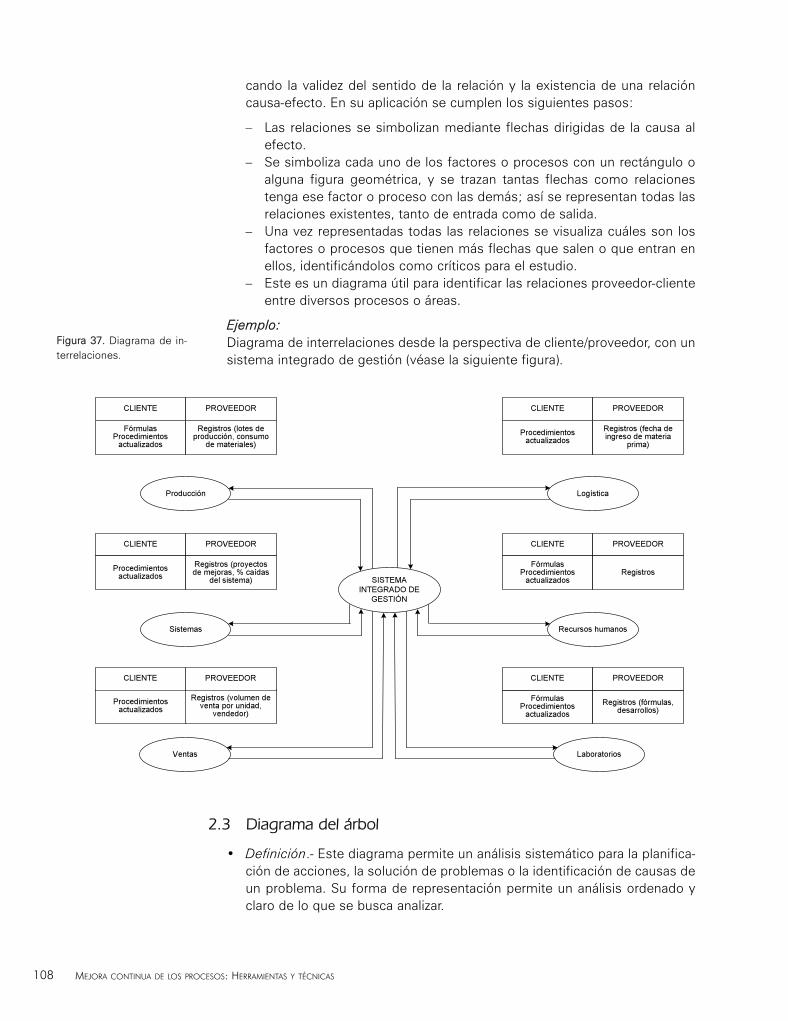
cando la validez del sentido de la relación y la existencia de una relacióncausa-efecto. En su aplicación se cumplen los siguientes pasos:
– Las relaciones se simbolizan mediante flechas dirigidas de la causa alefecto.
– Se simboliza cada uno de los factores o procesos con un rectángulo oalguna figura geo métrica, y se trazan tantas flechas como relacionestenga ese factor o proceso con las demás; así se representan todas lasrelaciones existentes, tanto de entrada como de salida.
– Una vez representadas todas las relaciones se visualiza cuáles son losfactores o procesos que tienen más flechas que salen o que entran enellos, identificándolos como críticos para el estudio.
– Este es un diagrama útil para identificar las relaciones proveedor-clienteentre diversos procesos o áreas.
Ejemplo:Diagrama de interrelaciones desde la perspectiva de cliente/proveedor, con unsistema integrado de gestión (véase la siguiente figura).
2.3 Diagrama del árbol
• Definición.- Este diagrama permite un análisis sistemático para la planifica-ción de ac cio nes, la solución de problemas o la identificación de causas deun problema. Su forma de re presentación permite un análisis ordenado yclaro de lo que se busca analizar.
108 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 37. Diagrama de in -terrelaciones.
CLIENTE PROVEEDOR
FórmulasProcedimientos
actualizados
Registros (lotes de producción, consumo
de materiales)
Producción
CLIENTE PROVEEDOR
Procedimientos actualizados
Registros (proyectos de mejoras, % caídas
del sistema)
Sistemas
Ventas
Procedimientos actualizados
Registros (volumen de venta por unidad,
vendedor)
SISTEMAINTEGRADO DE
GESTIÓN
CLIENTE PROVEEDOR
Procedimientos actualizados
Registros (fecha de ingreso de materia
prima)
Logística
CLIENTE PROVEEDOR
FórmulasProcedimientos
actualizadosRegistros
Recursos humanos
Laboratorios
FórmulasProcedimientos
actualizadosRegistros (fórmulas,
desarrollos)
PROVEEDORCLIENTE CLIENTE PROVEEDOR
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 108
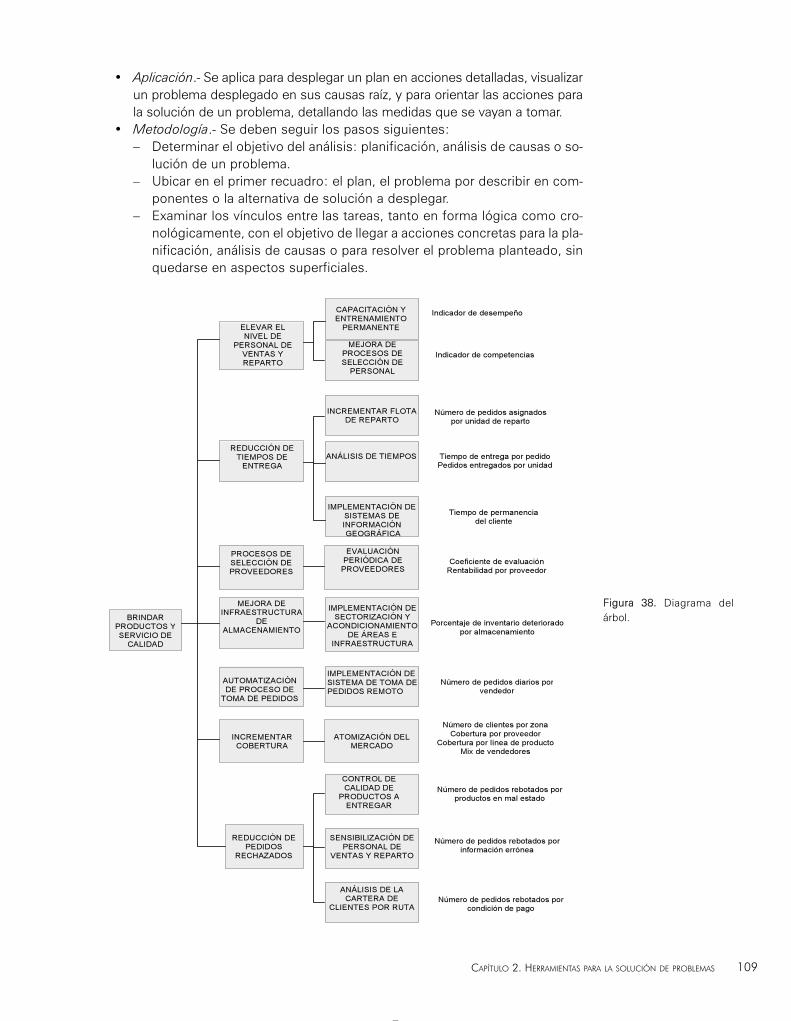
• Aplicación.- Se aplica para desplegar un plan en acciones detalladas, visualizarun pro ble ma desplegado en sus causas raíz, y para orientar las acciones parala solución de un pro blema, detallando las medidas que se vayan a tomar.
• Metodología.- Se deben seguir los pasos siguientes:– Determinar el objetivo del análisis: planificación, análisis de causas o so -
lución de un problema.– Ubicar en el primer recuadro: el plan, el problema por describir en com-
ponentes o la alternativa de solución a desplegar.– Examinar los vínculos entre las tareas, tanto en forma lógica como cro -
no lógicamente, con el objetivo de llegar a acciones concretas para la pla-nificación, análisis de causas o para resolver el problema planteado, sinquedarse en aspectos superficiales.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 109
Figura 38. Diagrama delárbol.
REDUCCIÓN DE TIEMPOS DE
ENTREGA
BRINDAR PRODUCTOS YSERVICIO DE
CALIDAD
CAPACITACIÓN YENTRENAMIENTO
PERMANENTE
PROCESOS DESELECCIÓN DEPROVEEDORES
CONTROL DE CALIDAD DE
PRODUCTOS A ENTREGAR
AUTOMATIZACIÓNDE PROCESO DE
TOMA DE PEDIDOS
ATOMIZACIÓN DELMERCADO
ELEVAR EL NIVEL DE
PERSONAL DEVENTAS Y REPARTO
INCREMENTAR FLOTADE REPARTO
ANÁLISIS DE TIEMPOS
MEJORA DE INFRAESTRUCTURA
DE ALMACENAMIENTO
IMPLEMENTACIÓN DESISTEMA DE TOMA DEPEDIDOS REMOTO
INCREMENTAR COBERTURA
MEJORA DE PROCESOS DE SELECCIÓN DE
PERSONAL
IMPLEMENTACIÓN DE
SISTEMAS DE INFORMACIÓN GEOGRÁFICA
REDUCCIÓN DEPEDIDOS
RECHAZADOS
SENSIBILIZACIÓN DEPERSONAL DE
VENTAS Y REPARTO
ANÁLISIS DE LA CARTERA DE
CLIENTES POR RUTA
EVALUACIÓN PERIÓDICA DE
PROVEEDORES
IMPLEMENTACIÓN DE
SECTORIZACIÓN Y ACONDICIONAMIENTO
DE ÁREAS E INFRAESTRUCTURA
Indicador de desempeño
Indicador de competencias
Tiempo de entrega por pedido Pedidos entregados por unidad
Número de pedidos rebotados porproductos en mal estado
Número de pedidos rebotados porinformación errónea
Número de pedidos rebotados porcondición de pago
Número de clientes por zona Cobertura por proveedor
Cobertura por línea de productoMix de vendedores
Número de pedidos diarios porvendedor
Porcentaje de inventario deterioradopor almacenamiento
Número de pedidos asignadospor unidad de reparto
Tiempo de permanenciadel cliente
Coeficiente de evaluación Rentabilidad por proveedor
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:29 PÆgina 109
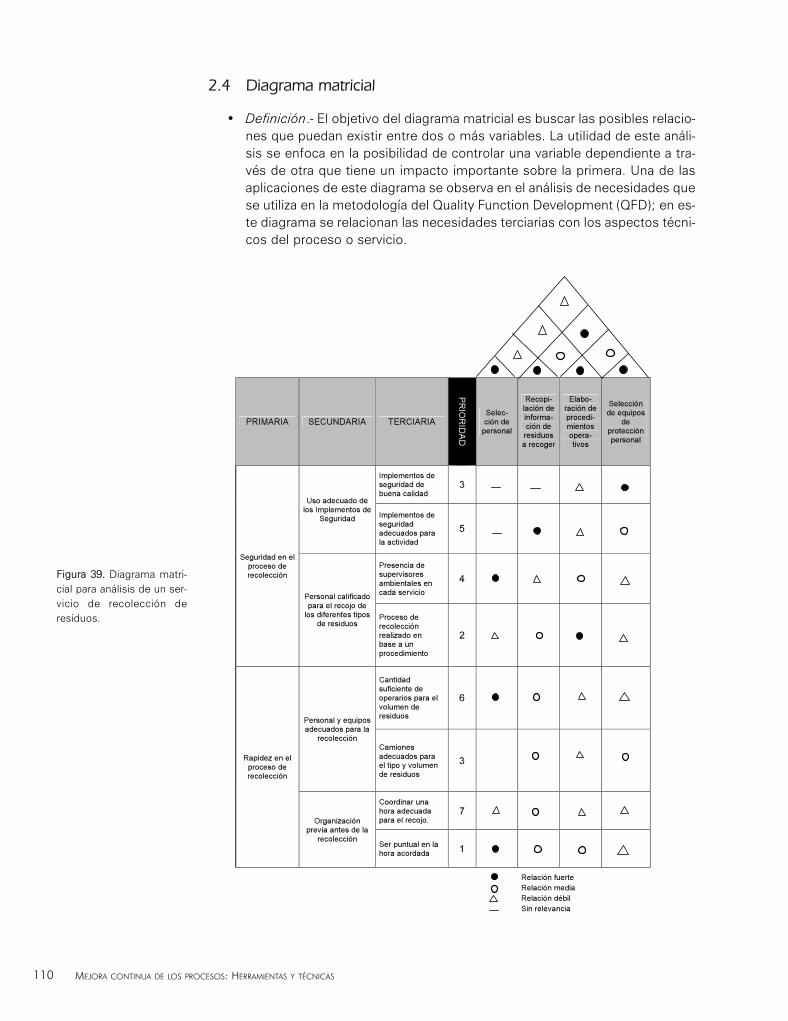
2.4 Diagrama matricial
• Definición.- El objetivo del diagrama matricial es buscar las posibles relacio -nes que puedan existir entre dos o más variables. La utilidad de este análi-sis se enfoca en la posibilidad de controlar una variable dependiente a tra-vés de otra que tiene un impacto importante sobre la primera. Una de lasaplicaciones de este diagrama se observa en el análisis de necesidades quese utiliza en la metodología del Quality Function Development (QFD); en es -te diagrama se relacionan las necesidades terciarias con los aspectos técni -cos del proceso o servicio.
110 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
PRIMARIA SECUNDARIA TERCIARIA
PR
IOR
IDA
D
Selec-
ción de
personal
Recopi-
lación de
informa-
ción de
residuos
a recoger
Elabo-
ración de
procedi-
mientos
opera-
tivos
Selección
de equipos
de
protección
personal
Seguridad en el
proceso de
recolección
Uso adecuado de
los Implementos de
Seguridad
Implementos de
seguridad de
buena calidad 3
Implementos de
seguridad
adecuados para
la actividad
5
Personal calificado
para el recojo de
los diferentes tipos
de residuos
Presencia de
supervisores
ambientales en
cada servicio
4
Proceso de
recolección
realizado en
base a un
procedimiento
2
Rapidez en el
proceso de
recolección
Personal y equipos
adecuados para la
recolección
Cantidad
suficiente de
operarios para el
volumen de
residuos
6
Camiones
adecuados para
el tipo y volumen
de residuos
3
Organización
previa antes de la
recolección
Coordinar una
hora adecuada
para el recojo. 7
Ser puntual en la
hora acordada 1
Relación fuerte
Relación media
Relación débil
Sin relevancia
Figura 39. Diagrama matri-cial para análisis de un ser-vicio de recolección deresiduos.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 110
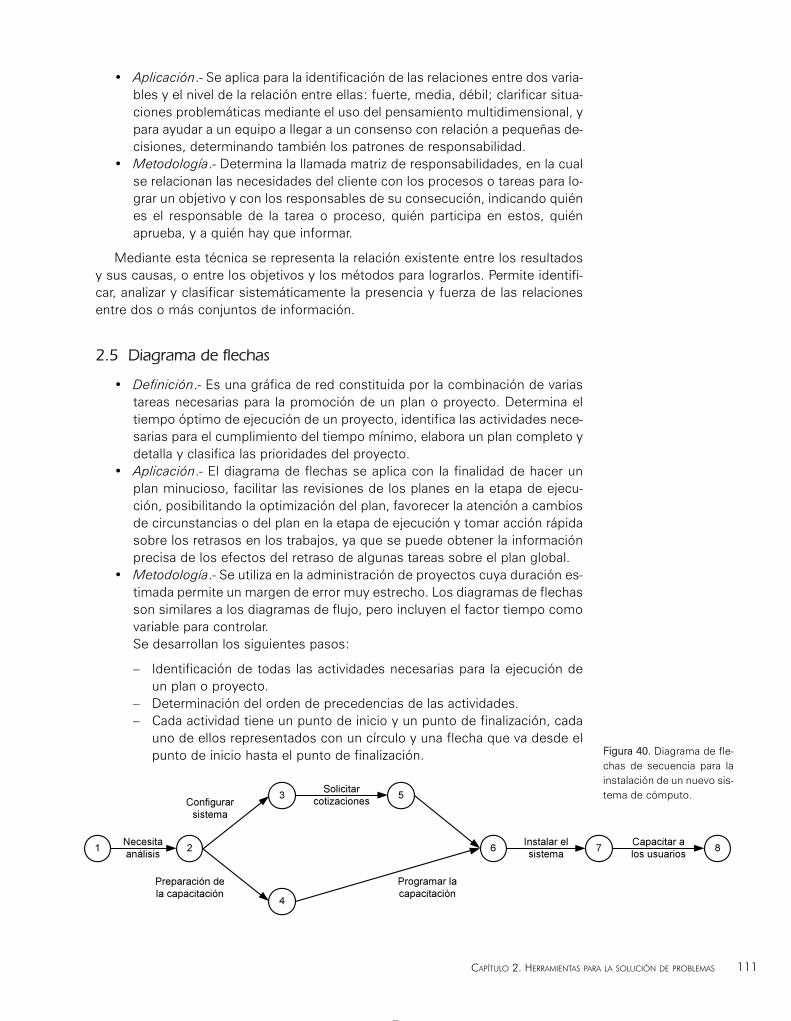
• Aplicación.- Se aplica para la identificación de las relaciones entre dos varia-bles y el nivel de la relación entre ellas: fuerte, media, débil; clarificar situa-ciones problemáticas mediante el uso del pensamiento multidimensional, ypara ayudar a un equipo a llegar a un consenso con relación a pequeñas de -cisiones, determinando también los patrones de responsabilidad.
• Metodología.- Determina la llamada matriz de responsabilidades, en la cualse relacionan las necesidades del cliente con los procesos o tareas para lo -grar un objetivo y con los res pon sa bles de su consecución, indicando quiénes el responsable de la tarea o proceso, quién par ti cipa en estos, quiénaprueba, y a quién hay que informar.
Mediante esta técnica se representa la relación existente entre los resultadosy sus causas, o entre los objetivos y los métodos para lograrlos. Permite identifi-car, analizar y clasificar sistemáticamente la pre sencia y fuerza de las relacionesentre dos o más conjuntos de información.
2.5 Diagrama de flechas
• Definición.- Es una gráfica de red constituida por la combinación de variastareas necesarias para la promoción de un plan o proyecto. Determina eltiempo óptimo de ejecución de un pro yecto, identifica las actividades nece-sarias para el cumplimiento del tiempo mínimo, elabora un plan completo ydetalla y clasifica las prioridades del proyecto.
• Aplicación.- El diagrama de flechas se aplica con la finalidad de hacer unplan minucioso, fa cilitar las revisiones de los planes en la etapa de ejecu-ción, posibilitando la optimización del plan, favorecer la atención a cambiosde circunstancias o del plan en la etapa de ejecución y tomar acción rápidasobre los retrasos en los trabajos, ya que se puede obtener la informaciónprecisa de los efectos del retraso de algunas tareas sobre el plan global.
• Metodología.- Se utiliza en la administración de proyectos cuya duración es -timada permite un margen de error muy estrecho. Los diagramas de flechasson similares a los diagramas de flu jo, pero incluyen el factor tiempo comovariable para controlar.Se desarrollan los siguientes pasos:
– Identificación de todas las actividades necesarias para la ejecución deun plan o proyecto.
– Determinación del orden de precedencias de las actividades.– Cada actividad tiene un punto de inicio y un punto de finalización, cada
uno de ellos representados con un círculo y una flecha que va desde elpunto de inicio hasta el punto de fi na li zación.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 111
1 2
3
4
5
6 7 8Necesita análisis
Configurar sistema
Preparación de la capacitación
Solicitar cotizaciones
Programar la capacitación
Instalar el sistema
Capacitar a los usuarios
Figura 40. Diagrama de fle-chas de secuencia para lainstalación de un nuevo sis-tema de cómputo.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 111
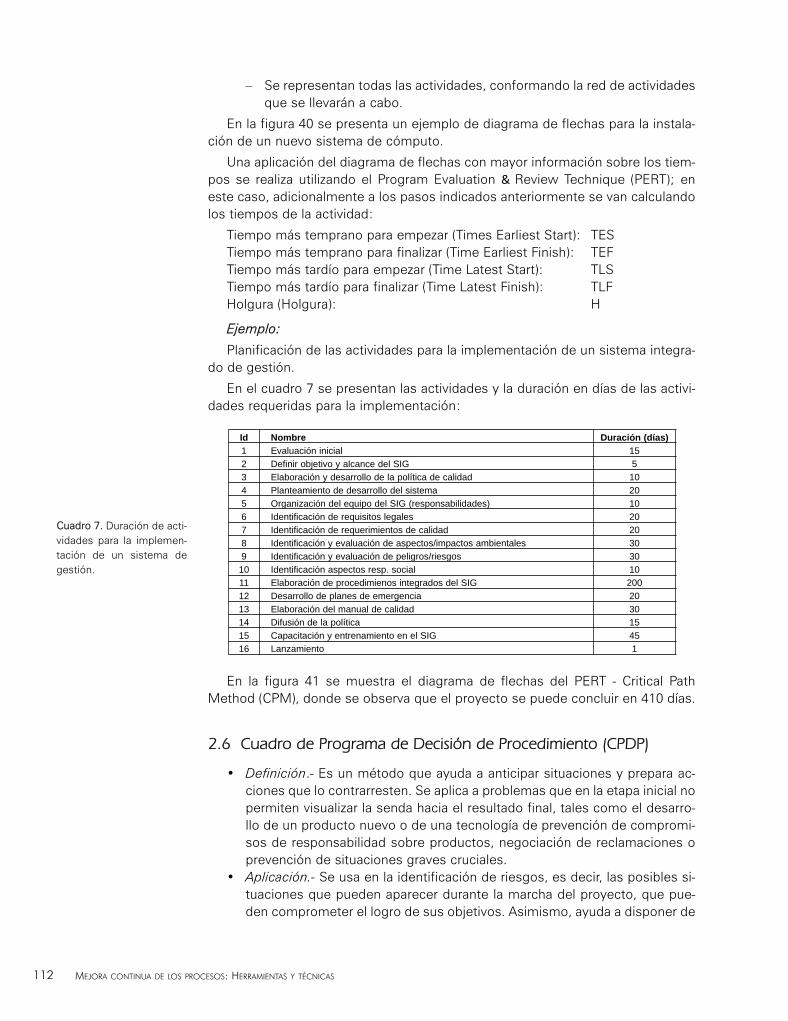
– Se representan todas las actividades, conformando la red de actividadesque se llevarán a cabo.
En la figura 40 se presenta un ejemplo de diagrama de flechas para la instala-ción de un nuevo sistema de cómputo.
Una aplicación del diagrama de flechas con mayor información sobre los tiem-pos se realiza utilizando el Program Evaluation & Review Technique (PERT); eneste caso, adicionalmente a los pasos in di cados anteriormente se van calculandolos tiempos de la actividad:
Tiempo más temprano para empezar (Times Earliest Start): TESTiempo más temprano para finalizar (Time Earliest Finish): TEFTiempo más tardío para empezar (Time Latest Start): TLSTiempo más tardío para finalizar (Time Latest Finish): TLFHolgura (Holgura): H
Ejemplo:
Planificación de las actividades para la implementación de un sistema integra-do de gestión.
En el cuadro 7 se presentan las actividades y la duración en días de las activi-dades requeridas para la im plementación:
En la figura 41 se muestra el diagrama de flechas del PERT - Critical PathMethod (CPM), donde se observa que el proyecto se puede concluir en 410 días.
2.6 Cuadro de Programa de Decisión de Procedimiento (CPDP)
• Definición.- Es un método que ayuda a anticipar situaciones y prepara ac -ciones que lo con tra rresten. Se aplica a problemas que en la etapa inicial nopermiten visualizar la senda hacia el re sul tado final, tales como el desarro-llo de un producto nuevo o de una tecnología de preven ción de com pro mi -sos de responsabilidad sobre productos, negociación de reclamaciones opreven ción de situaciones graves cruciales.
• Aplicación.- Se usa en la identificación de riesgos, es decir, las posibles si -tuaciones que pue den aparecer du rante la marcha del proyecto, que pue-den comprometer el logro de sus ob je ti vos. Asimismo, ayuda a disponer de
112 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 7. Duración de acti-vidades para la implemen-tación de un sistema degestión.
Id Nombre Duración (días)1 Evaluación inicial 152 Definir objetivo y alcance del SIG 53 Elaboración y desarrollo de la política de calidad 104 Planteamiento de desarrollo del sistema 205 Organización del equipo del SIG (responsabilidades) 106 Identificación de requisitos legales 207 Identificación de requerimientos de calidad 208 Identificación y evaluación de aspectos/impactos ambientales 309 Identificación y evaluación de peligros/riesgos 30
10 Identificación aspectos resp. social 1011 Elaboración de procedimienos integrados del SIG 20012 Desarrollo de planes de emergencia 2013 Elaboración del manual de calidad 3014 Difusión de la política 1515 Capacitación y entrenamiento en el SIG 4516 Lanzamiento 1
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 112
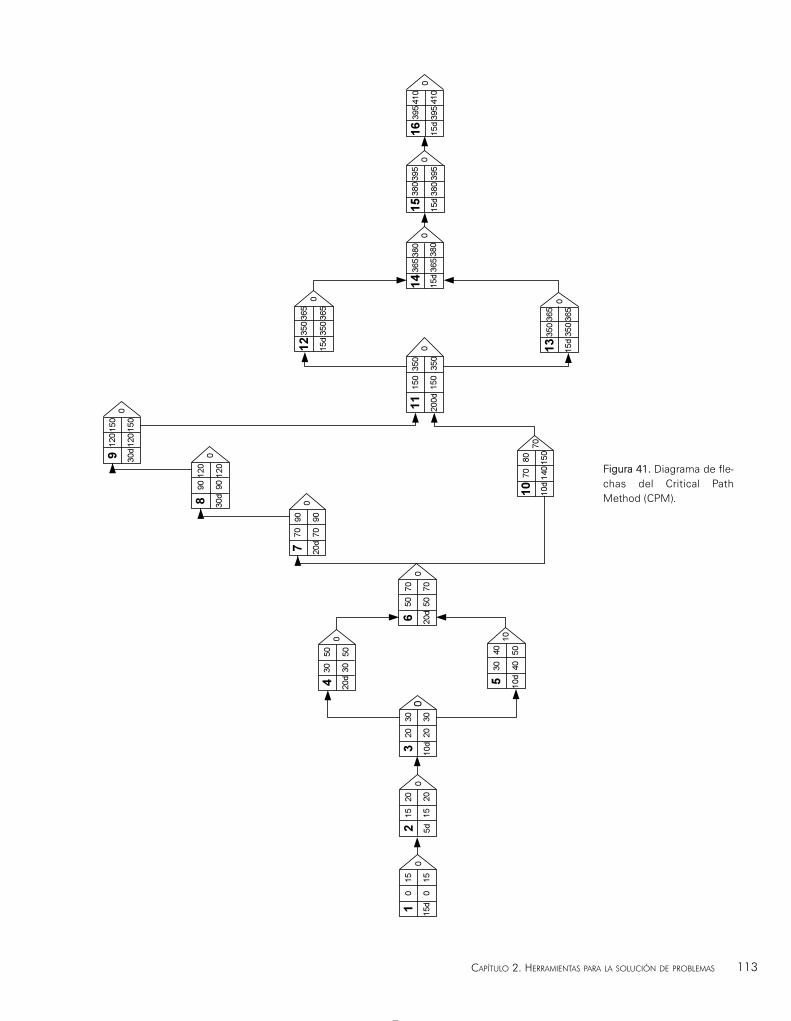
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 113
1 15d
0 0
15 150
2 5d
15 15
20 20
3 10d
20 20
30 300
0
4 20d
30 30
50 500
5 10d
30 40
40 5010
6 20d
50 50
70 700
7 20d
70 70
90 9008 30d
90 90
120
120
9 30d
120
120
150
150
0
0
10 10d
70 140
80 150
11 200d
150
150
350
350
012 15d
350
350
365
365
0
13 15d
350
350
365
365
0
14 15d
365
365
380
380
015 15
d
380
380
395
395
016 15
d
395
395
410
410
0
70
Figura 41. Diagrama de fle-chas del Critical PathMethod (CPM).
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 113
medidas para inducir la situación hacia la orientación de seada o preveniruna situación grave por medio de juicios oportunos, asegurando la pre ci -sión de planes futuros en base a las informaciones obtenidas en el proce-so de evolución del pro blema pertinente.
• Metodología.- Su estructura es similar a la del diagrama del árbol. Se aplicaen la búsqueda de soluciones a los problemas que suelen surgir en las or -ganizaciones o procesos en forma ines perada, analizando de antemano to -dos los casos alternativos de acción.
Se ejecutan los siguientes pasos:
– Definir el problema o la situación que se desea analizar.– En forma secuencial, se establecen las actividades que se van a realizar
para resolver la situación.– En los puntos en los que no se cuente con una solución específica o se
tenga incer ti dum bre acerca de la acción que se debe tomar es necesa-rio generar acciones alternativas.
– Cuestionar aquellas acciones y dar propuestas de solución a cada situación.
En la figura 42 se presenta el Cuadro de Programa de Decisiones deProcedimientos.
2.7 Diagrama de flujo
• Definición.- El diagrama de flujo es una representación de las actividadesne cesarias para lograr un resultado, es utilizado para describir los procedi -mien tos e instrucciones en una forma clara y objetiva, facilita la compren-sión de los diversos actores de un área de trabajo.
• Aplicación.- Se aplica en la presentación de las etapas de un proceso, en lades cripción de un procedimiento y de una instrucción, y para identificar po -si bles mejoras en la secuencia de las actividades.
• Metodología.- En la preparación de un diagrama de flujo se desarrollan lossiguientes pasos:
– Determinar el objetivo del diagrama por desarrollar.– Establecer los límites del procedimiento que se quiere describir y definir
su al can ce.– De acuerdo con el objetivo de la descripción, establecer hasta qué nivel
de detalle será elaborado; téngase cuidado de no ser muy genérico ytampoco llegar a detalles innece sa rios.
– Consultar con los actores directos acerca de las actividades sobre el de -sarrollo de estas. Deberá encontrar las respuestas para: ¿quién?, ¿qué?,¿cómo?, ¿cuándo?, ¿por qué?, ¿dónde?, ¿qué se hace después?, entrelas más importantes.
– Documentar cada paso de acuerdo a la secuencia; si considera necesa-rio, antes de ela borar el diagrama podrá registrar textualmente la se -cuencia explicada por los actores.
– Utilizando los símbolos apropiados para el diagrama de flujo, presentarla secuencia de actividades antes descrita.
En la figura 43 se presenta el diagrama de flujo de las actividades paralelas dedos unidades.
114 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 114
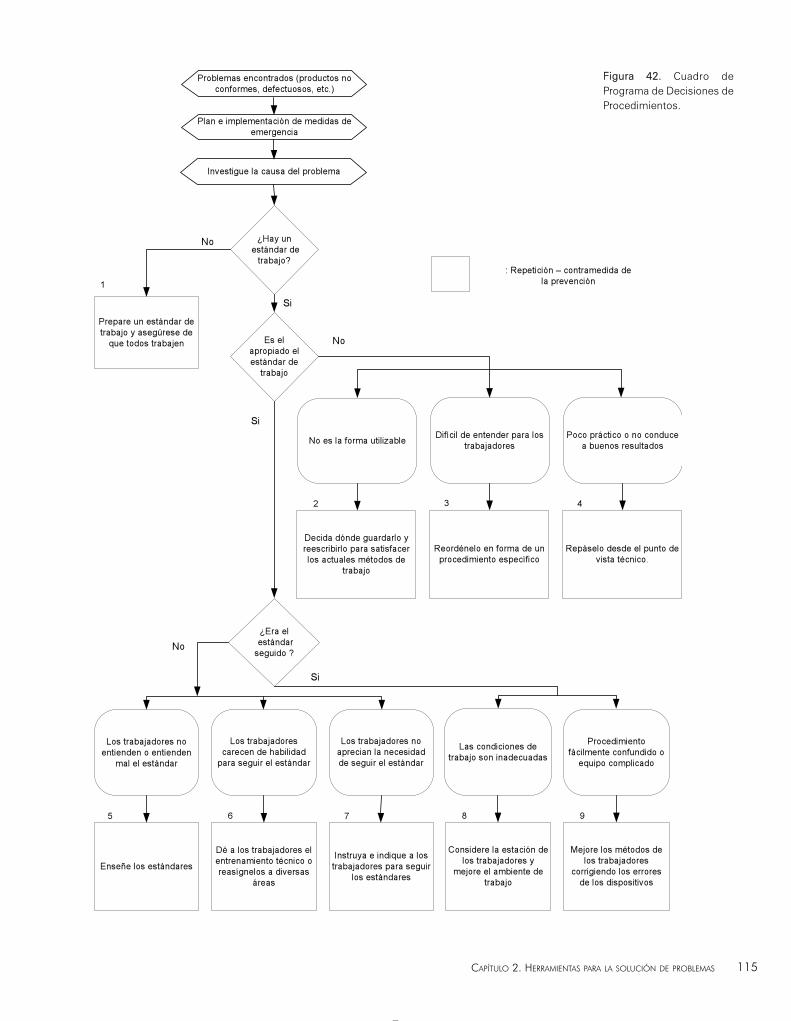
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 115
¿Hay un estándar de
trabajo?
Es el apropiado el estándar de
trabajo
Prepare un estándar de trabajo y asegúrese de
que todos trabajen
No es la forma utilizable Difícil de entender para los trabajadores
Poco práctico o no conduce a buenos resultados
Decida dónde guardarlo y reescribirlo para satisfacer los actuales métodos de
trabajo
Reordénelo en forma de un procedimiento específico
Repáselo desde el punto de vista técnico.
¿Era el estándar seguido ?
Los trabajadores no entienden o entienden
mal el estándar
Los trabajadores carecen de habilidad
para seguir el estándar
Los trabajadores no aprecian la necesidad de seguir el estándar
Las condiciones de trabajo son inadecuadas
Procedimiento fácilmente confundido o
equipo complicado
Enseñe los estándares
Dé a los trabajadores el entrenamiento técnico o reasígnelos a diversas
áreas
Instruya e indique a los trabajadores para seguir
los estándares
Considere la estación de los trabajadores y
mejore el ambiente de trabajo
Mejore los métodos de los trabajadores
corrigiendo los errores de los dispositivos
Problemas encontrados (productos no conformes, defectuosos, etc.)
Plan e implementación de medidas de emergencia
Investigue la causa del problema
No
No
No
1
Si
Si
: Repetición contramedida de la prevención
2 3 4
Si
5 6 7 8 9
Figura 42. Cuadro dePrograma de Decisiones deProcedimientos.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 115
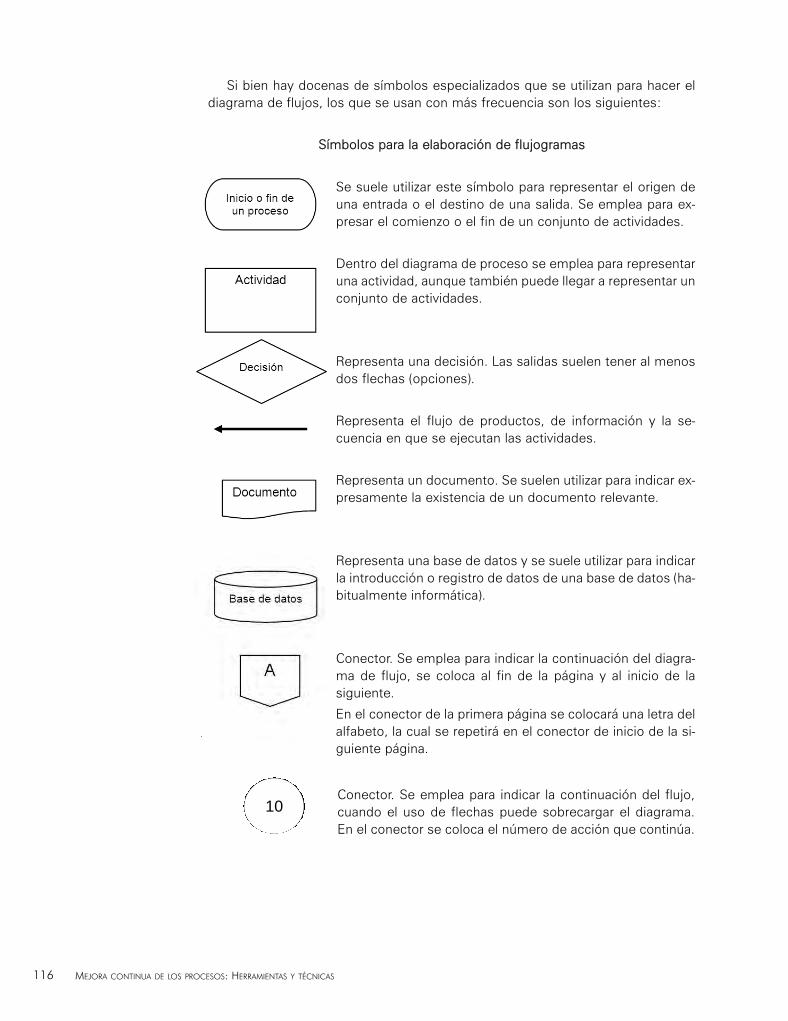
Si bien hay docenas de símbolos especializados que se utilizan para hacer eldiagrama de flujos, los que se usan con más frecuencia son los siguientes:
Símbolos para la elaboración de flujogramas
Se suele utilizar este símbolo para representar el origen deuna entrada o el destino de una salida. Se emplea para ex -presar el comienzo o el fin de un conjunto de actividades.
Dentro del diagrama de proceso se emplea para representaruna actividad, aunque también puede llegar a representar unconjunto de actividades.
Representa una decisión. Las salidas suelen tener al menosdos flechas (op cio nes).
Representa el flujo de productos, de información y la se -cuencia en que se eje cutan las actividades.
Representa un documento. Se suelen utilizar para indicar ex -presamente la existencia de un documento relevante.
Representa una base de datos y se suele utilizar para indicarla in tro duc ción o registro de datos de una base de datos (ha -bitualmente informática).
Conector. Se emplea para indicar la continuación del diagra-ma de flujo, se coloca al fin de la página y al inicio de lasiguiente.
En el conector de la primera página se colocará una letra delalfabeto, la cual se repetirá en el conector de inicio de la si -guiente página.
116 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
10Conector. Se emplea para indicar la continuación del flujo,cuando el uso de flechas puede sobrecargar el diagrama.En el conector se coloca el número de acción que continúa.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 116
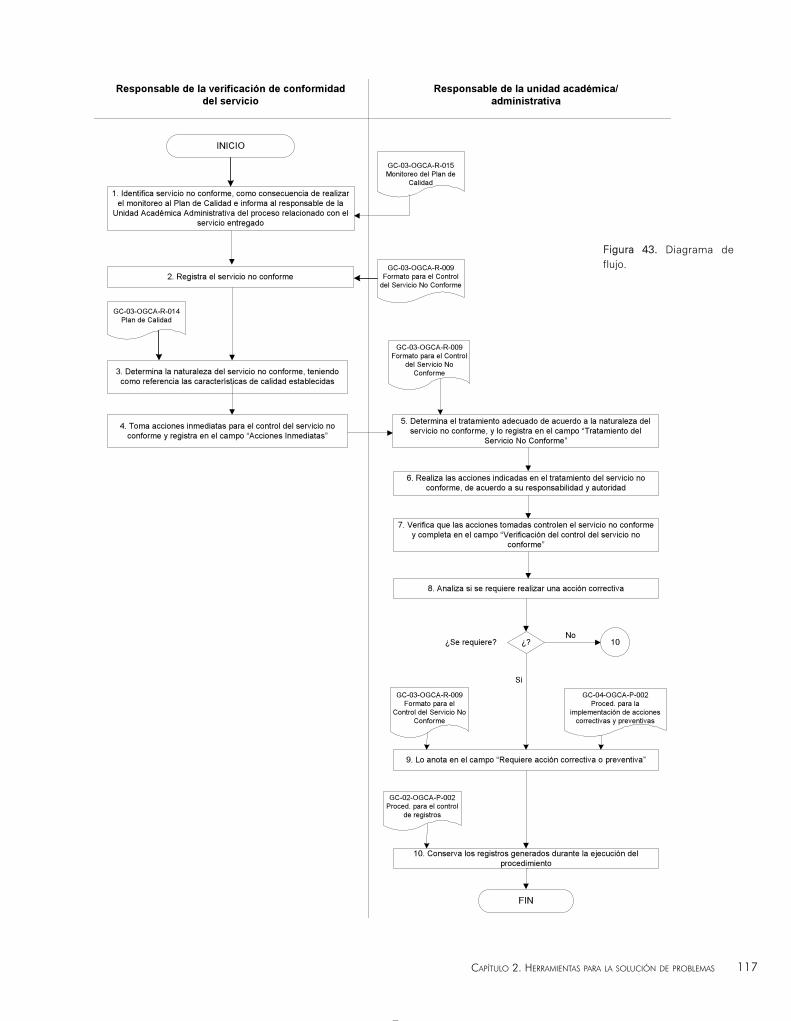
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 117
Responsable de la verificación de conformidad del servicio
1. Identifica servicio no conforme, como consecuencia de realizar el monitoreo al Plan de Calidad e informa al responsable de la
Unidad Académica Administrativa del proceso relacionado con el servicio entregado
GC-03-OGCA-R-009Formato para el Control
del Servicio No Conforme
Responsable de la unidad académica/administrativa
INICIO
2. Registra el servicio no conforme
3. Determina la naturaleza del servicio no conforme, teniendo como referencia las características de calidad establecidas
4. Toma acciones inmediatas para el control del servicio no 5. Determina el tratamiento adecuado de acuerdo a la naturaleza del servicio no conforme,
GC-03-OGCA-R-009Formato para el Control
del Servicio No Conforme
6. Realiza las acciones indicadas en el tratamiento del servicio no conforme, de acuerdo a su responsabilidad y autoridad
7. Verifica que las acciones tomadas controlen el servicio no conforme
8. Analiza si se requiere realizar una acción correctiva
¿?¿Se requiere? 10No
Si
9.
GC-03-OGCA-R-009Formato para el
Control del Servicio No Conforme
GC-04-OGCA-P-002Proced. para la
implementación de acciones correctivas y preventivas
10. Conserva los registros generados durante la ejecución del procedimiento
GC-02-OGCA-P-002Proced. para el control
de registros
FIN
GC-03-OGCA-R-015Monitoreo del Plan de
Calidad
GC-03-OGCA-R-014Plan de Calidad
Figura 43. Diagrama deflujo.
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 117
CASOS PROPUESTOS: HERRAMIENTAS ADMINISTRATIVAS
1. Sergio Orrego ha sido designado gerente del área de personal de una empre-sa exportadora. En la primera semana de trabajo ha observado que el clima la -boral se encuentra muy alterado, y los so cios de la empresa señalan que no selo gran los objetivos esperados. Al analizar la situación se da cuenta de que laem presa trabaja como una organización familiar y existen de fi cien cias en lages tión de personal. Ante esto él propone describir la gestión de recursos hu -manos en los siguientes subprocesos: reclutamiento de personal, ingreso depersonal, inducción, capa ci ta ción y desarrollo, y finalmente evaluación de per -so nal. Además, solicita a su equipo que identifique los proce di mien tos que de -berían establecerse en cada subproceso. Con la finalidad de presentar a los so -cios una descripción de las actividades que es necesario realizar para garanti-zar una adecuada ges tión de per sonal, debe elaborar un diagrama del árbol.Como parte del equipo del gerente Orrego, elabore us ted el diagrama del árbolque describa la nueva estructura de actividades pro pues ta.
2. En una empresa dedicada a la fabricación de aparatos de radio se ha decididodesarrollar una nueva lí nea de productos, ya que la competencia es muy inno -va dora y está abarcando un gran sector del mercado. El equipo encargado dela planificación general del programa se planteó la siguiente pre gunta: ¿cuálesson las actividades necesarias para desarrollar un producto capaz de obteneréxito en el mercado? Se pide elaborar un diagrama del árbol para desglosar yespecificar los elementos prin cipales de la planificación estratégica.
3. A inicios de año, el consorcio de alimentos Alimperú estableció como uno desus objetivos es tra tégicos el lanzamiento de una línea de frutos deshidratadospara exportación a los países vecinos. Se espera tener el estudio de factibili-dad completo para el mes de agosto, para ello se confor ma un equipo de pro-yecto, el cual tendrá la responsabilidad de hacer la presentación del proyectoen la junta de accionistas que se realizará en dicho mes.
Como primer paso deben definirse las actividades del proyecto y estimar eltiempo en el que este estará listo; para ello, en el cuadro se han identificadolas siguientes actividades y tiem pos pro bables:
118 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Actividades Tiempo Precedencia(semanas)
A Estudio del mercado objetivo, segmentación y 4 -caracterización
B Diseño y aplicación de un instrumento para el estudio 5 Ade mercado
C Procesamiento de la información y determinación de 2 Bla demanda
D Determinación de la localización de la planta 3 A
E Estudio y definición del sistema de producción 2 C
F Determinación del tamaño de planta y selección de la 6 Etecnología
(continúa)
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 118
4. El dueño del restaurante de comida rápida “Tommys” ha pensado en expandirel negocio de las ham burguesas debido a la constante demanda que tiene ensu local, por lo que se encuentra pla ni ficando to das las actividades necesariaspara la inauguración del nuevo local, el que se ubicará en Mi raflores y tendráuna capacidad para 20 mesas de 4 sillas cada una. Usted está encargado deha cer la lista de actividades, las precedencias, los tiempos de cada actividad;con tales datos elabore un diagrama de flechas.
5. El Swissbank ha descubierto un grave problema en la atención telefónica, queestá generando la pérdida de clientes. Según el último estudio realizado, el mo -tivo principal de la pérdida de clientes ha sido la mala atención telefónica. Deun total de 16.227 clientes encuestados se encontró que el 40% tenía quejaspor la atención telefónica. La entidad bancaria realizó un estudio para conocerlas causas del descontento de sus clientes, ob teniendo el siguiente cuadrobrainstorming de causas.
Analice las causas y asocie las ideas presentando un diagrama de afinidad, elcual permitirá que el banco enfoque los principales factores de des con tento einicie la solución del problema:
Brainstorming de causas
a) Despreocupación por el cliente.
b) Falta de información que se brinda por teléfono.
c) Desconocimiento de la relación puesto/teléfono.
d) Falta de interés.
e) Despreocupación por la tarea que no es nuestra.
f) Poca amabilidad.
g) Abuso de llamadas.
h) Despreocupación por el teléfono que timbra al lado del nuestro.
i) Desconocimiento interno del destino de la llamada.
j) Desconocimiento de la resolución del problema planteado.
k) Desconocimiento de las funciones del teléfono.
l) Falta de compañerismo.
n) No responder el teléfono cuando este suena y se está atendiendo a un cliente.
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 119
(continuación)
G Estudio de la disposición de planta y facilidades de 4 D, Eproducción
H Definición de la estructura administrativa y requeri- 2 Fmientos de personal
I Determinación de áreas administrativas y de servicios 2 Hde la planta
J Estimación de costos del proyecto 2 G,I
K Análisis de rentabilidad y ajustes del estudio 1 J
L Preparación de la presentación y el sustento técnico- 1 Keconómico
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 119
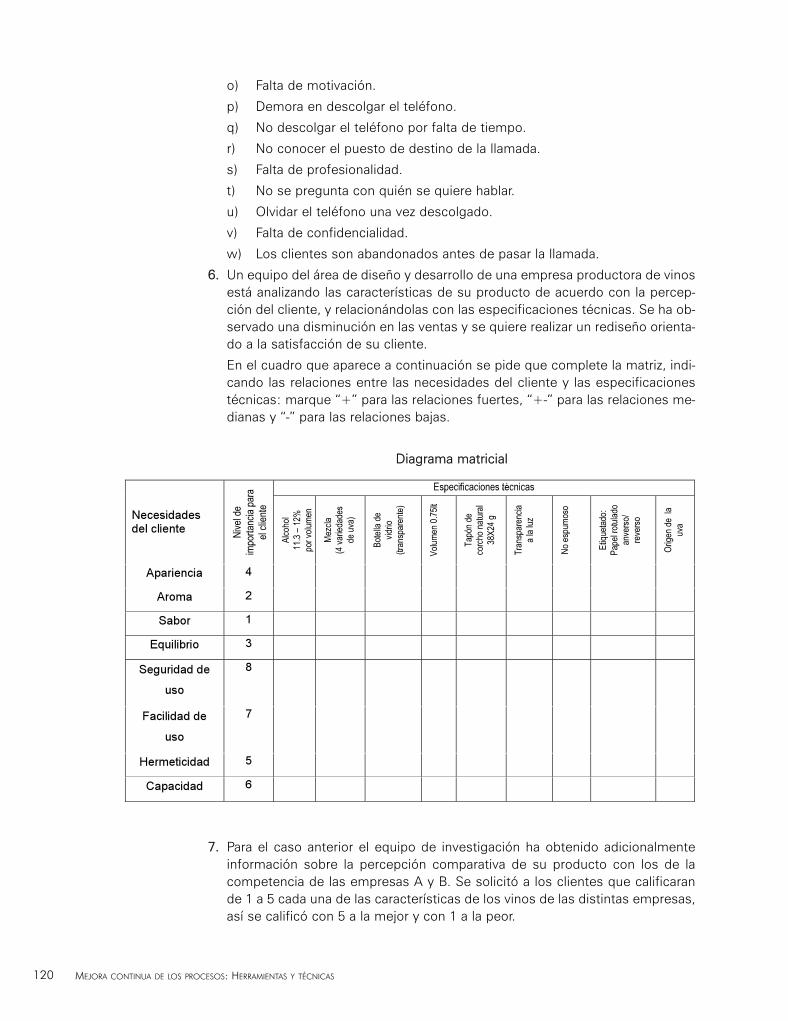
o) Falta de motivación.
p) Demora en descolgar el teléfono.
q) No descolgar el teléfono por falta de tiempo.
r) No conocer el puesto de destino de la llamada.
s) Falta de profesionalidad.
t) No se pregunta con quién se quiere hablar.
u) Olvidar el teléfono una vez descolgado.
v) Falta de confidencialidad.
w) Los clientes son abandonados antes de pasar la llamada.
6. Un equipo del área de diseño y desarrollo de una empresa productora de vinosestá analizando las ca racterísticas de su producto de acuerdo con la percep-ción del cliente, y relacionándolas con las es pe cificaciones técnicas. Se ha ob -servado una disminución en las ventas y se quiere realizar un rediseño orienta -do a la satisfacción de su cliente.
En el cuadro que aparece a continuación se pide que complete la matriz, indi-cando las relaciones entre las necesidades del cliente y las especificacionestécnicas: marque “+” para las relaciones fuertes, “+-” para las relaciones me -dianas y “-” para las relaciones bajas.
Diagrama matricial
7. Para el caso anterior el equipo de investigación ha obtenido adicionalmenteinformación sobre la percepción comparativa de su producto con los de lacom petencia de las empresas A y B. Se solicitó a los clientes que calificarande 1 a 5 cada una de las características de los vinos de las distintas empresas,así se calificó con 5 a la mejor y con 1 a la peor.
120 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Necesidades del cliente Ni
vel d
e im
porta
ncia
para
el
clien
te
Especificaciones técnicas
Alco
hol
11.3
12%
po
r volu
men
Mezc
la (4
varie
dade
s de
uva)
Botel
la de
vid
rio
(tran
spar
ente)
Volum
en 0.
75lt
Tapó
n de
corch
o natu
ral
38X2
4 g
Tran
spar
encia
a l
a luz
No es
pumo
so
Etiqu
etado
: Pa
pel ro
tulad
o an
verso
/ re
verso
Orige
n de
la uv
a
Apariencia 4
Aroma 2
Sabor 1
Equilibrio 3
Seguridad de
uso
8
Facilidad de
uso
7
Hermeticidad 5
Capacidad 6
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 120
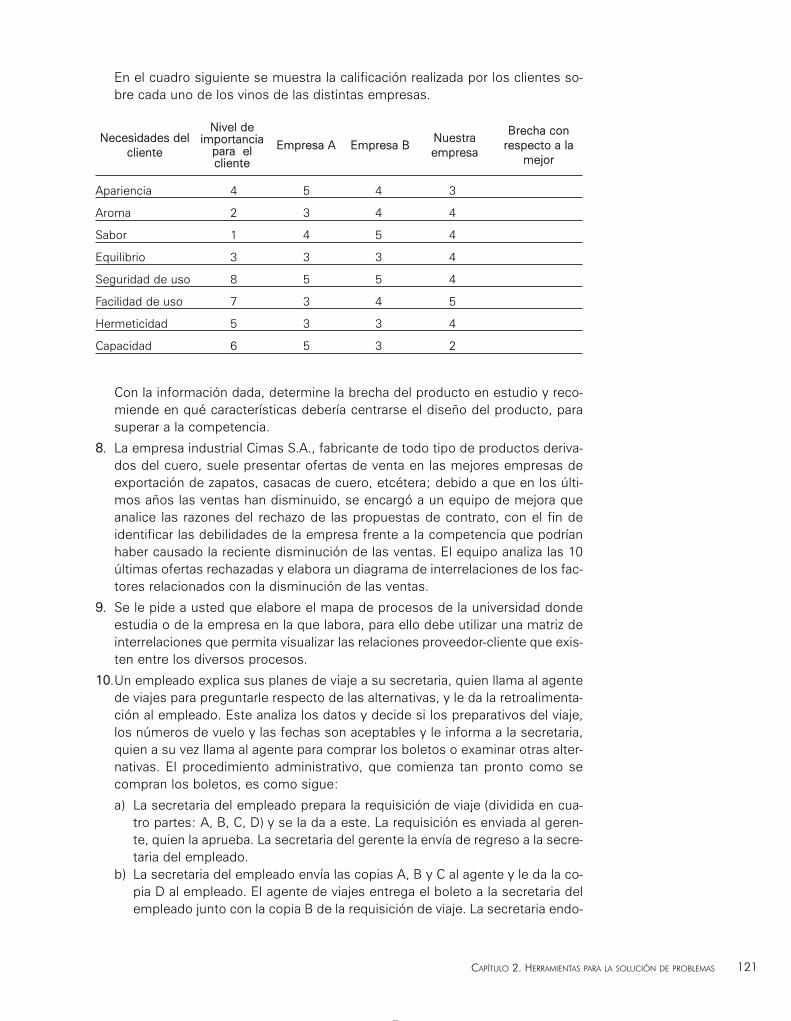
En el cuadro siguiente se muestra la calificación realizada por los clientes so -bre cada uno de los vinos de las distintas empresas.
Con la información dada, determine la brecha del producto en estudio y reco-miende en qué ca rac terísticas debería centrarse el diseño del producto, parasuperar a la competencia.
8. La empresa industrial Cimas S.A., fabricante de todo tipo de productos deriva-dos del cuero, sue le presentar ofertas de venta en las mejores empresas deexportación de zapatos, ca sa cas de cue ro, etcétera; debido a que en los últi-mos años las ventas han disminuido, se encargó a un equipo de mejora queanalice las razones del rechazo de las propuestas de contrato, con el fin deidentificar las debilidades de la empresa frente a la competencia que podríanhaber causado la reciente dis minución de las ventas. El equipo analiza las 10últimas ofertas rechazadas y elabora un dia grama de interrelaciones de los fac-tores relacionados con la disminución de las ventas.
9. Se le pide a usted que elabore el mapa de procesos de la universidad dondeestudia o de la em presa en la que labora, para ello debe utilizar una matriz deinterrelaciones que permita visua li zar las relaciones proveedor-cliente que exis-ten entre los diversos procesos.
10.Un empleado explica sus planes de viaje a su secretaria, quien llama al agentede viajes para pre guntarle respecto de las alternativas, y le da la retroalimenta -ción al empleado. Este analiza los datos y decide si los preparativos del viaje,los números de vuelo y las fechas son acep tables y le informa a la secretaria,quien a su vez llama al agente para comprar los boletos o examinar otras alter-nativas. El procedimiento administrativo, que comienza tan pronto como secompran los boletos, es como sigue:
a) La secretaria del empleado prepara la requisición de viaje (dividida en cua-tro partes: A, B, C, D) y se la da a este. La requisición es enviada al geren-te, quien la aprueba. La secretaria del gerente la envía de regreso a la secre-taria del empleado.
b) La secretaria del empleado envía las copias A, B y C al agente y le da la co -pia D al em pleado. El agente de viajes entrega el boleto a la secretaria delempleado junto con la copia B de la requisición de viaje. La secretaria endo-
CAPÍTULO 2. HERRAMIENTAS PARA LA SOLUCIÓN DE PROBLEMAS 121
Apariencia 4 5 4 3
Aroma 2 3 4 4
Sabor 1 4 5 4
Equilibrio 3 3 3 4
Seguridad de uso 8 5 5 4
Facilidad de uso 7 3 4 5
Hermeticidad 5 3 3 4
Capacidad 6 5 3 2
Necesidades delcliente
Nivel deimportancia
para elcliente
Empresa A Empresa BNuestraempresa
Brecha con respecto a la
mejor
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 121
sa la copia B para el recibo del boleto, la envía a Contabilidad y le da el bole-to al empleado.
c) El agente de viajes elabora la factura con la tarjeta de la compañía, y envíaa Contabilidad una factura pro-forma con la copia C de la requisición de via -je. Contabilidad compara las copias B y C, y hace el cargo a la cuenta 181del empleado.
d) Contabilidad recibe el estado de cuenta mensual de la tarjeta de crédito dela compañía, la compara contra la requisición de viaje, luego compra los bo-letos y paga la tarjeta de crédito de la compañía.
e) El empleado reporta la requisición de viaje en su declaración de gastos.Contabilidad la compara y la registra en el libro para hacer el balance en lacuenta 181 del empleado.
El tiempo total requerido para el procedimiento administrativo, aparte de lacorrección de erro res y la preparación de informes generales, es de 23 minu-tos por requisición de viaje. Elabore el diagrama de flujo para el procedimien-to descrito.
122 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
02-diaz-generales v7-REIMP:02-diaz-generales v6.qxd 01/02/2012 12:30 PÆgina 122
En este capítulo trataremos el siguiente tema:
• El software Minitab
3Capítulo
Aplicación de herramientasestadísticas - uso de software
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 123
El objetivo de este capítulo es describir el usodel Minitab como herramienta para la realiza-ción del control estadístico de proceso. Se ex -
plican con ejemplos prácticos las herramientas delcontrol de calidad, como el diagrama causa-efecto, lagráfica de Pareto, las cartas de control y las gráficas:histograma, diagramas de dispersión y gráficas pieaplicadas a los costos de calidad. Además, se in cluyeel cálculo del índice de capacidad de proceso en va -riables que siguen una distribución nor mal.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS124
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 124
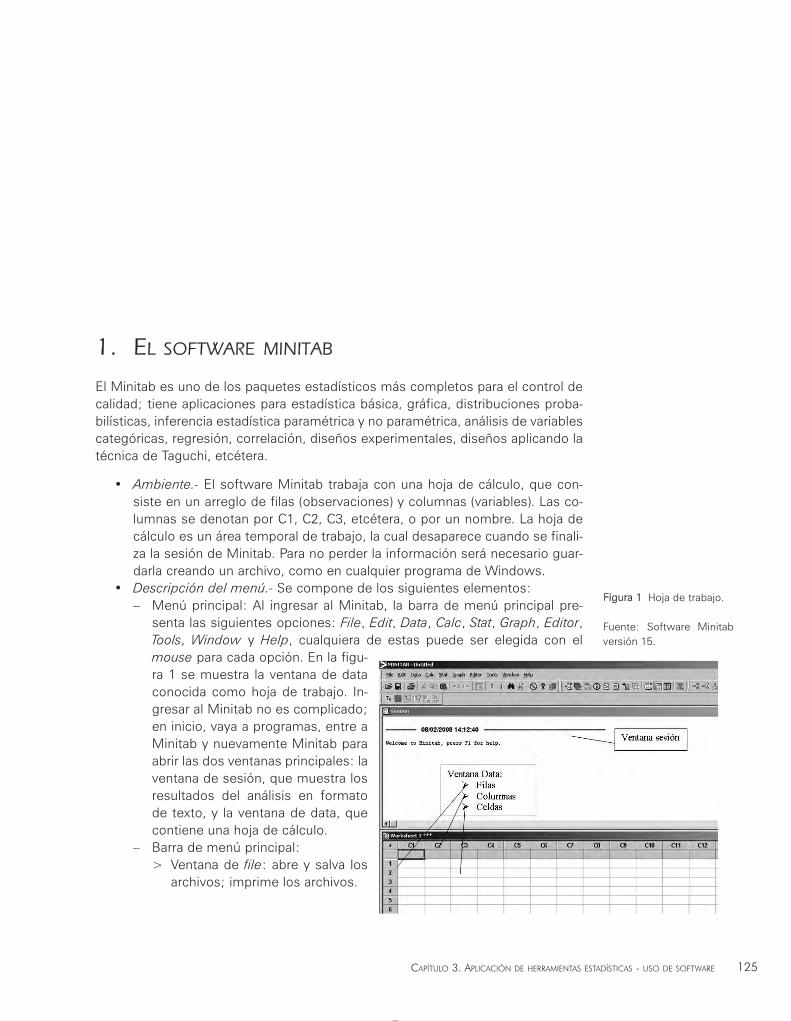
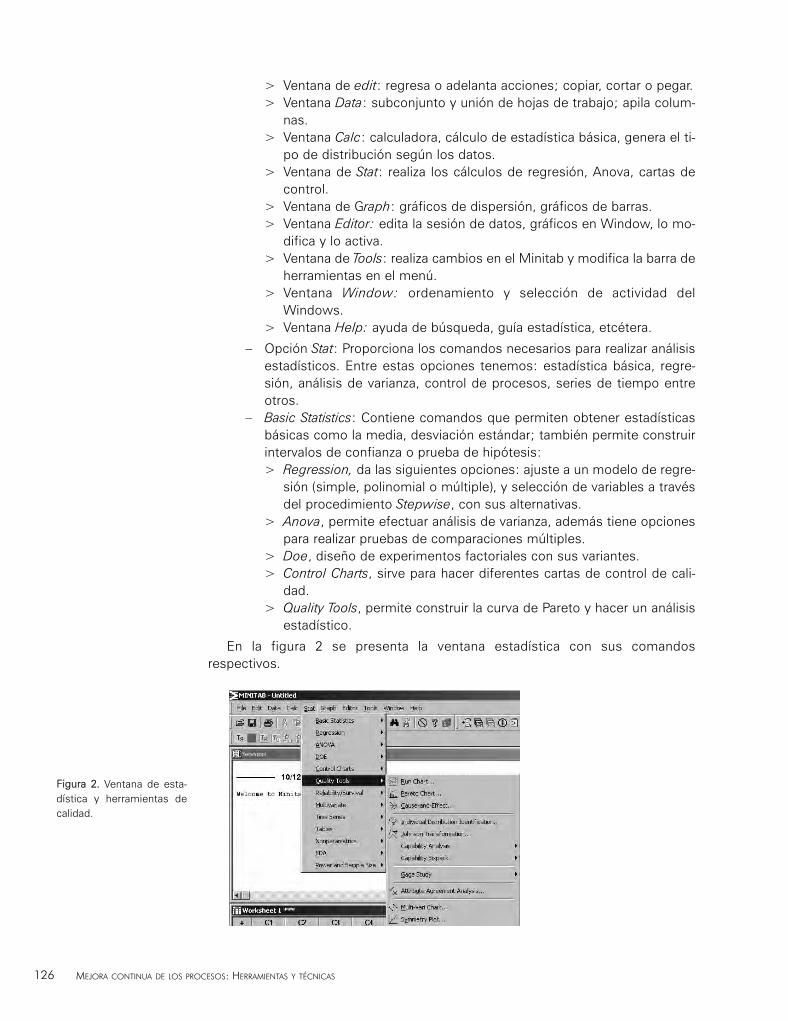
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS126
> Ventana de edit: regresa o adelanta acciones; copiar, cortar o pegar.> Ventana Data: subconjunto y unión de hojas de trabajo; apila colum-
nas.> Ventana Calc: calculadora, cálculo de estadística básica, genera el ti -
po de distribución según los datos.> Ventana de Stat: realiza los cálculos de regresión, Anova, cartas de
control.> Ventana de Graph: gráficos de dispersión, gráficos de barras.> Ventana Editor: edita la sesión de datos, gráficos en Window, lo mo -
difica y lo activa.> Ventana de Tools: realiza cambios en el Minitab y modifica la barra de
herramientas en el menú.> Ventana Window: ordenamiento y selección de actividad del
Windows.> Ventana Help: ayuda de búsqueda, guía estadística, etcétera.
– Opción Stat: Proporciona los comandos necesarios para realizar análisises ta dísticos. En tre estas opciones tenemos: estadística básica, regre-sión, análisis de varianza, control de procesos, series de tiempo entreotros.
– Basic Statistics: Contiene comandos que permiten obtener estadísticasbásicas como la media, desviación estándar; también permite construirintervalos de confianza o prueba de hipótesis:> Regression, da las siguientes opciones: ajuste a un modelo de regre-
sión (simple, po linomial o múltiple), y selección de variables a travésdel procedimiento Step wise, con sus alternativas.
> Anova, permite efectuar análisis de varianza, además tiene op cionespara realizar pruebas de comparaciones múltiples.
> Doe, diseño de expe ri mentos factoriales con sus variantes.> Control Charts, sirve para hacer diferentes cartas de control de cali-
dad.> Quality Tools, permite construir la curva de Pareto y hacer un análisis
estadístico.
En la figura 2 se presenta la ventana estadística con sus comandos respectivos.
Figura 2. Ventana de esta-dística y herramientas decalidad.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 126
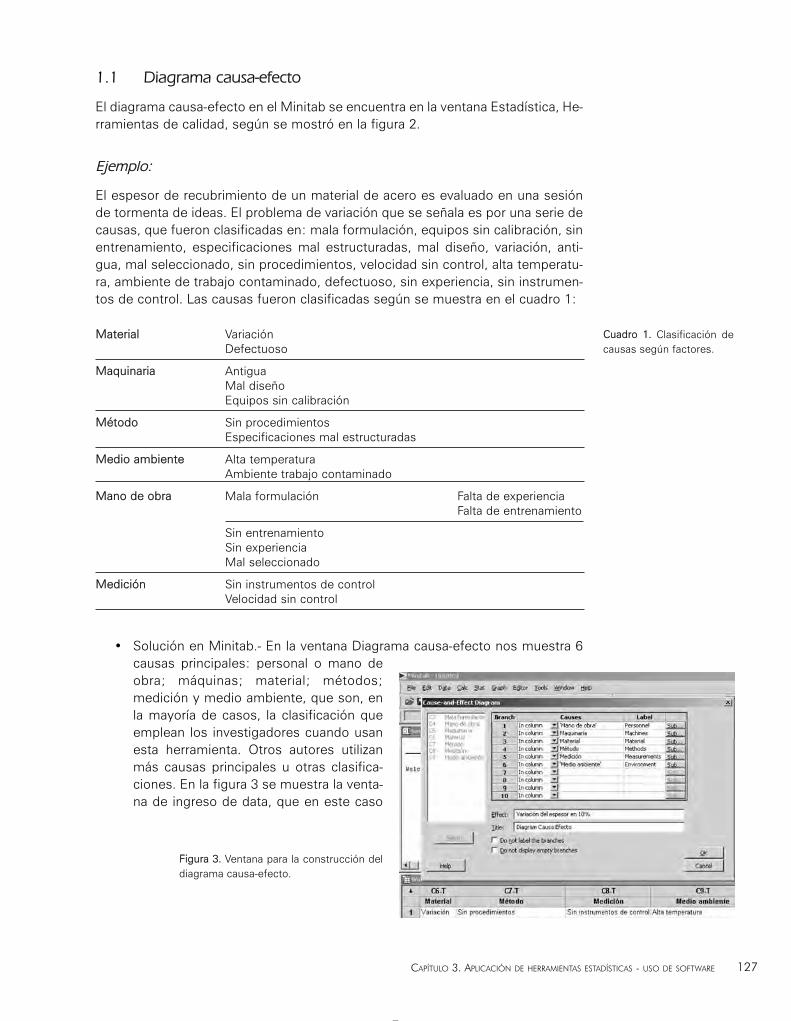
1.1 Diagrama causa-efecto
El diagrama causa-efecto en el Minitab se encuentra en la ventana Estadística, He -rramientas de calidad, según se mostró en la figura 2.
Ejemplo:
El espesor de recubrimiento de un material de acero es evaluado en una sesiónde tormenta de ideas. El problema de variación que se señala es por una serie decausas, que fueron clasificadas en: mala for mulación, equipos sin calibración, sinentrenamiento, especificaciones mal estructuradas, mal di seño, variación, anti-gua, mal seleccionado, sin procedimientos, velocidad sin control, alta tempe ra tu -ra, ambiente de trabajo contaminado, defectuoso, sin experiencia, sin instrumen-tos de control. Las causas fueron clasificadas según se muestra en el cuadro 1:
• Solución en Minitab.- En la ventana Diagrama causa-efecto nos muestra 6causas prin ci pa les: personal o mano deobra; máquinas; ma te rial; métodos;medición y me dio ambiente, que son, enla mayoría de ca sos, la clasificación queem plean los investigadores cuando usanesta herramienta. Otros au tores utilizanmás causas principales u otras clasifica-ciones. En la figura 3 se muestra la venta-na de ingreso de data, que en este caso
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 127
Cuadro 1. Clasificación decausas según factores.
Figura 3. Ventana para la construcción deldiagrama causa-efecto.
Material VariaciónDefectuoso
Maquinaria AntiguaMal diseñoEquipos sin calibración
Método Sin procedimientosEspecificaciones mal estructuradas
Medio ambiente Alta temperaturaAmbiente trabajo contaminado
Mano de obra Mala formulación Falta de experienciaFalta de entrenamiento
Sin entrenamientoSin experienciaMal seleccionado
Medición Sin instrumentos de controlVelocidad sin control
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 127
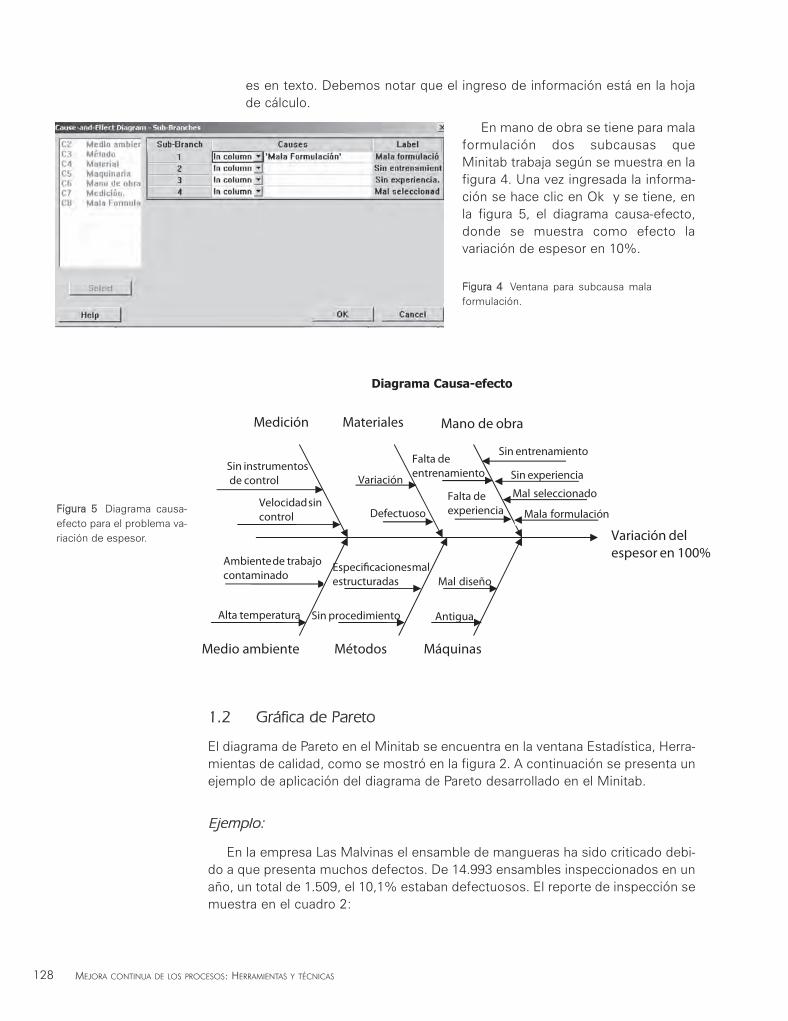
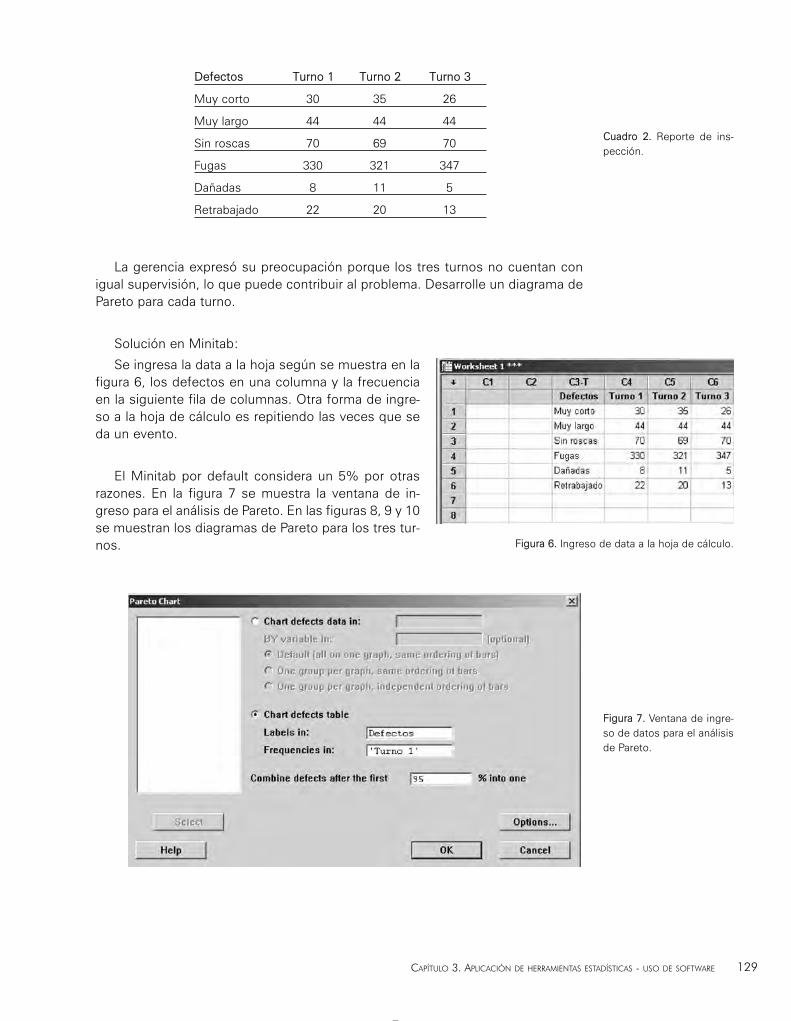
La gerencia expresó su preocupación porque los tres turnos no cuentan conigual supervisión, lo que puede contribuir al problema. Desarrolle un diagrama dePareto para cada turno.
Solución en Minitab:
Se ingresa la data a la ho ja según se muestra en lafi gu ra 6, los defectos en una co lumna y la fre cuen ciaen la si guiente fila de columnas. Otra forma de ingre-so a la ho ja de cálculo es repitiendo las veces que seda un evento.
El Minitab por default considera un 5% por otrasrazones. En la figura 7 se muestra la ventana de in -greso para el análisis de Pareto. En las figuras 8, 9 y 10se muestran los diagramas de Pareto para los tres tur-nos.
129CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE
Cuadro 2. Reporte de ins-pección.
Defectos Turno 1 Turno 2 Turno 3
Muy corto 30 35 26
Muy largo 44 44 44
Sin roscas 70 69 70
Fugas 330 321 347
Dañadas 8 11 5
Retrabajado 22 20 13
Figura 6. Ingreso de data a la hoja de cálculo.
Figura 7. Ventana de ingre-so de datos para el análisisde Pareto.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 129
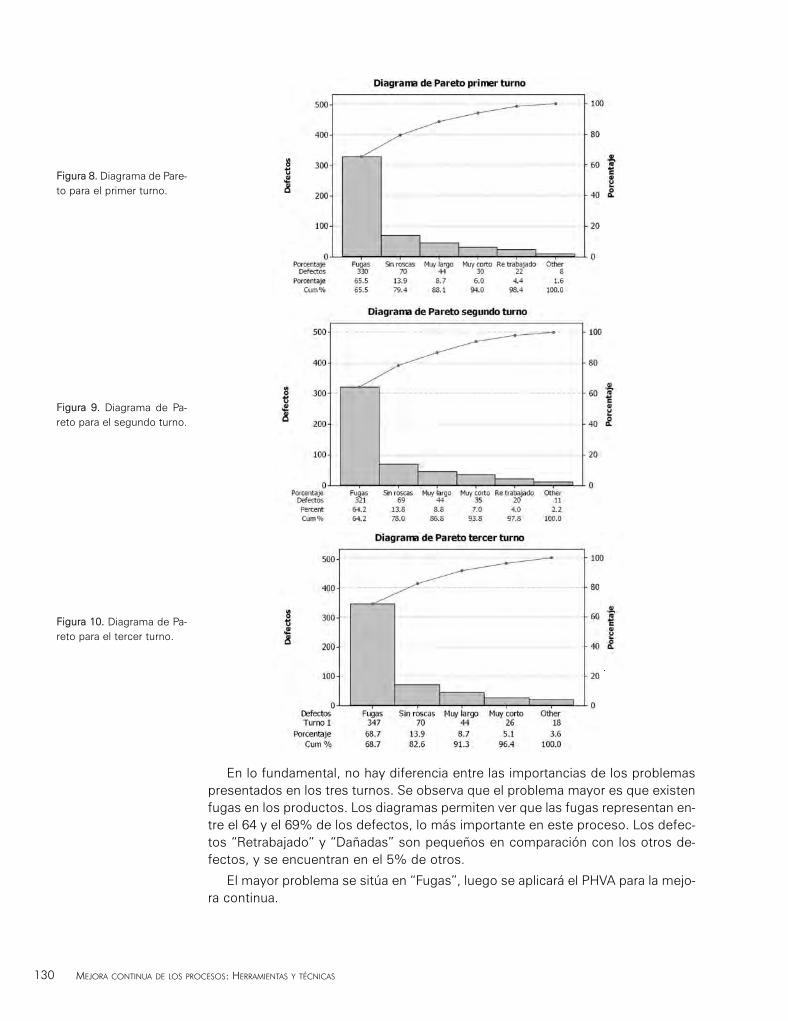
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS130
En lo fundamental, no hay diferencia entre las importancias de los problemaspresentados en los tres turnos. Se observa que el problema mayor es que existenfu gas en los productos. Los diagramas permiten ver que las fugas representan en -tre el 64 y el 69% de los defectos, lo más im portante en este proceso. Los defec-tos “Retrabajado” y “Dañadas” son pequeños en com para ción con los otros de -fectos, y se encuentran en el 5% de otros.
El mayor problema se sitúa en “Fugas”, luego se aplicará el PHVA para la mejo-ra continua.
Figura 8. Diagrama de Pa re -to para el primer turno.
Figura 9. Diagrama de Pa -reto para el segundo turno.
Figura 10. Diagrama de Pa -reto para el tercer turno.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 130
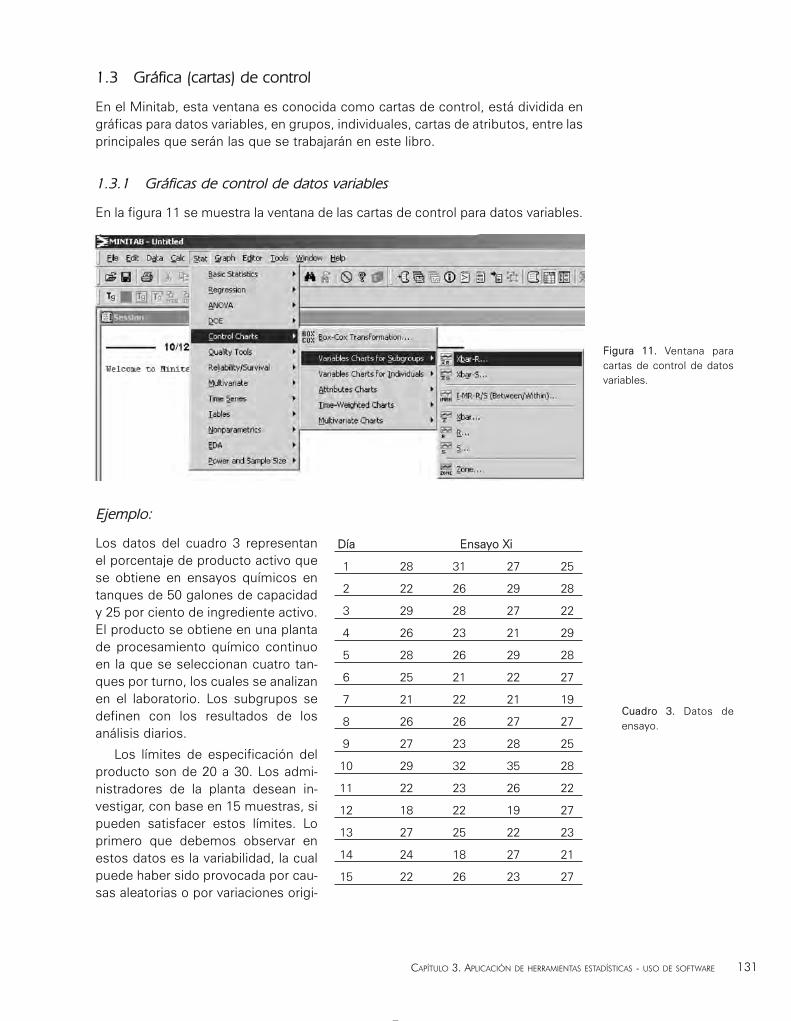
Cuadro 3. Datos deensayo.
1.3 Gráfica (cartas) de control
En el Minitab, esta ventana es conocida como cartas de control, está dividida engráficas para datos variables, en grupos, individuales, cartas de atributos, entre lasprincipales que serán las que se trabajarán en este libro.
1.3.1 Gráficas de control de datos variables
En la figura 11 se muestra la ventana de las cartas de control para datos variables.
Ejemplo:
Los datos del cuadro 3 representanel porcentaje de producto activo quese obtiene en ensayos quí micos entanques de 50 galones de capacidady 25 por ciento de ingrediente activo.El producto se obtiene en una plantade procesamiento químico continuoen la que se seleccionan cuatro tan-ques por turno, los cuales se analizanen el laboratorio. Los subgrupos sede finen con los resultados de losaná lisis diarios.
Los límites de especificación delpro ducto son de 20 a 30. Los admi-nistradores de la planta desean in -vestigar, con base en 15 muestras, sipueden satisfacer estos límites. Lopri mero que de be mos observar enes tos datos es la variabilidad, la cualpuede haber sido provocada por cau-sas alea to rias o por variaciones origi-
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 131
Figura 11. Ventana paracartas de control de datosvariables.
Día Ensayo Xi
1 28 31 27 25
2 22 26 29 28
3 29 28 27 22
4 26 23 21 29
5 28 26 29 28
6 25 21 22 27
7 21 22 21 19
8 26 26 27 27
9 27 23 28 25
10 29 32 35 28
11 22 23 26 22
12 18 22 19 27
13 27 25 22 23
14 24 18 27 21
15 22 26 23 27
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 131
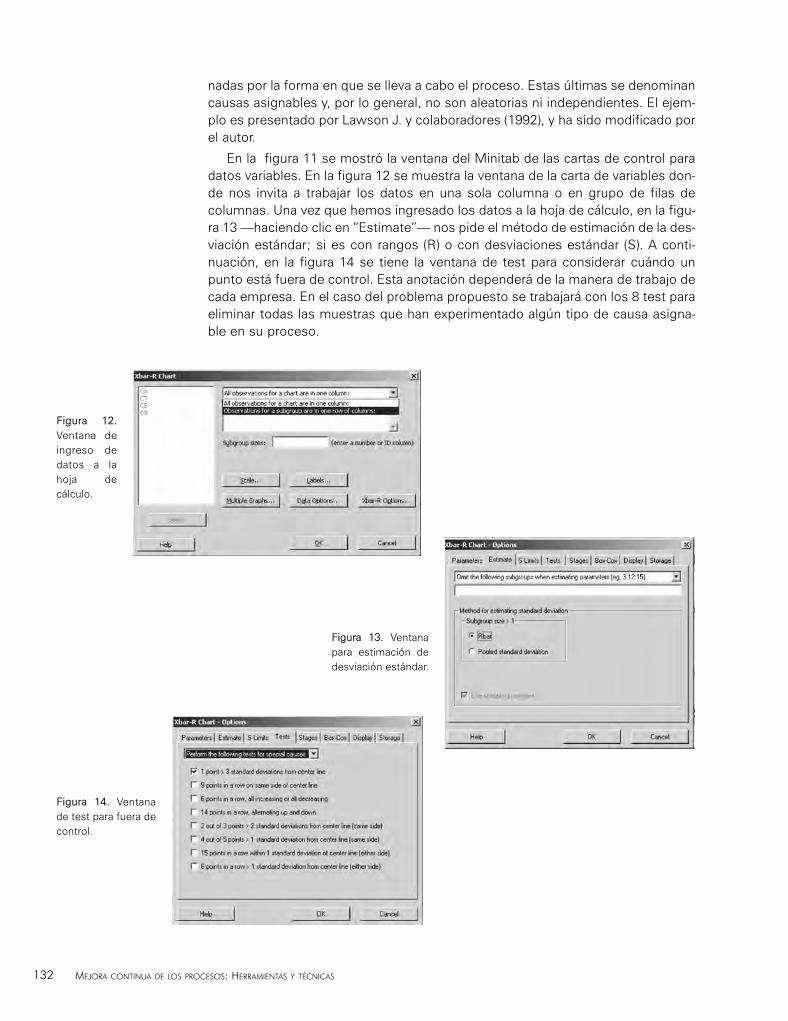
nadas por la forma en que se lleva a cabo el proceso. Estas últimas se de no minancausas asignables y, por lo general, no son aleatorias ni independientes. El ejem-plo es presentado por Lawson J. y colaboradores (1992), y ha sido modificado porel autor.
En la figura 11 se mostró la ventana del Minitab de las cartas de control parada tos variables. En la figura 12 se muestra la ventana de la carta de variables don -de nos invita a trabajar los datos en una sola columna o en grupo de filas decolumnas. Una vez que hemos in gre sado los datos a la hoja de cálculo, en la figu-ra 13 —haciendo clic en “Esti mate”— nos pide el método de estima ción de la des-viación estándar; si es con rangos (R) o con desviaciones es tándar (S). A conti-nuación, en la figura 14 se tiene la ventana de test para considerar cuándo unpunto está fuera de control. Esta anotación dependerá de la manera de trabajo decada empresa. En el caso del problema propuesto se trabajará con los 8 test paraeliminar todas las muestras que han experimentado algún tipo de causa asigna-ble en su proceso.
132 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 12.Ven tana dein greso deda tos a laho ja de cálculo.
Figura 13. Ventanapara es timación dedesviación estándar.
Figura 14. Ventanade test para fuera decontrol.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 132
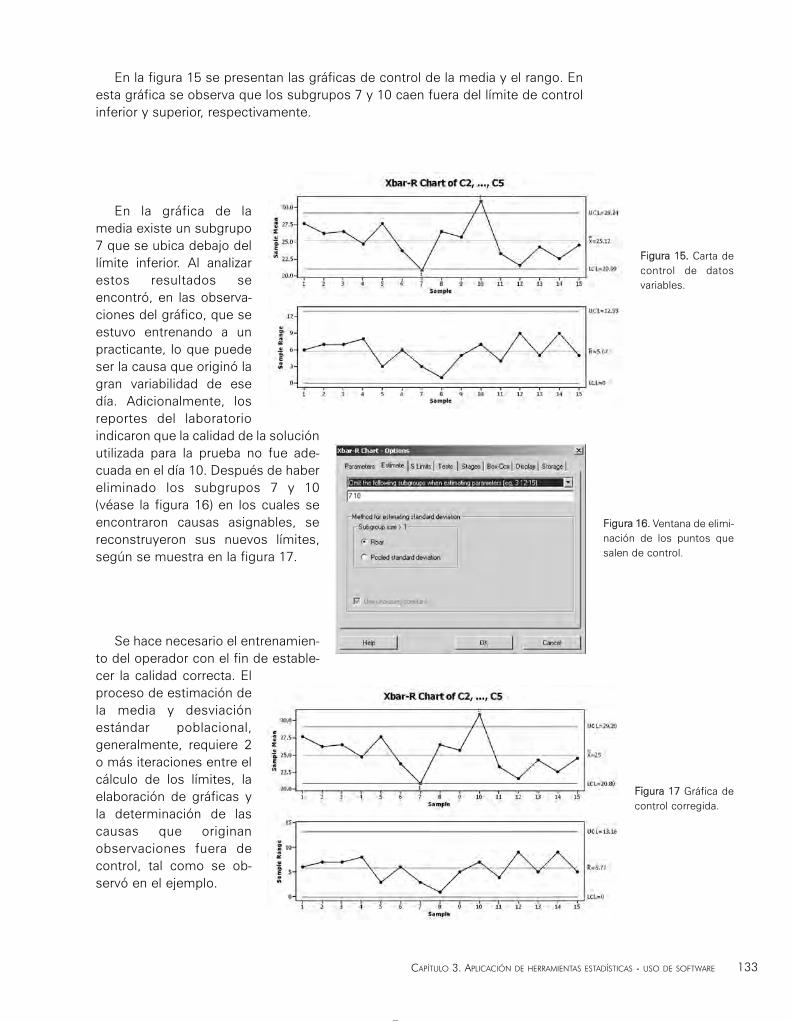
En la figura 15 se presentan las gráficas de control de la media y el rango. Enesta gráfica se observa que los subgrupos 7 y 10 caen fuera del límite de controlinferior y superior, respectivamente.
En la gráfica de lamedia existe un subgrupo7 que se ubica de bajo dellímite in ferior. Al analizarestos resultados seencontró, en las observa-ciones del gráfico, que seestuvo en trenando a unprac ticante, lo que puedeser la cau sa que originó lagran variabilidad de esedía. Adicionalmente, losreportes del laboratorioindicaron que la calidad de la soluciónutilizada para la prueba no fue ade-cuada en el día 10. Después de habereliminado los subgrupos 7 y 10(véase la figura 16) en los cuales seencontraron causas asignables, sereconstruyeron sus nuevos límites,según se muestra en la figura 17.
Se hace necesario el entrenamien-to del operador con el fin de estable-cer la calidad correcta. Elpro ceso de estimación dela media y desviaciónestándar po blacional,generalmente, requiere 2o más iteraciones entre elcálculo de los límites, laelaboración de gráficas yla determinación de lascau sas que originanobservaciones fuera decontrol, tal como se ob -servó en el ejemplo.
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 133
Figura 15. Carta decontrol de datosvariables.
Figura 16. Ventana de elimi-nación de los puntos quesalen de control.
Figura 17 Gráfica decontrol corregida.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 133
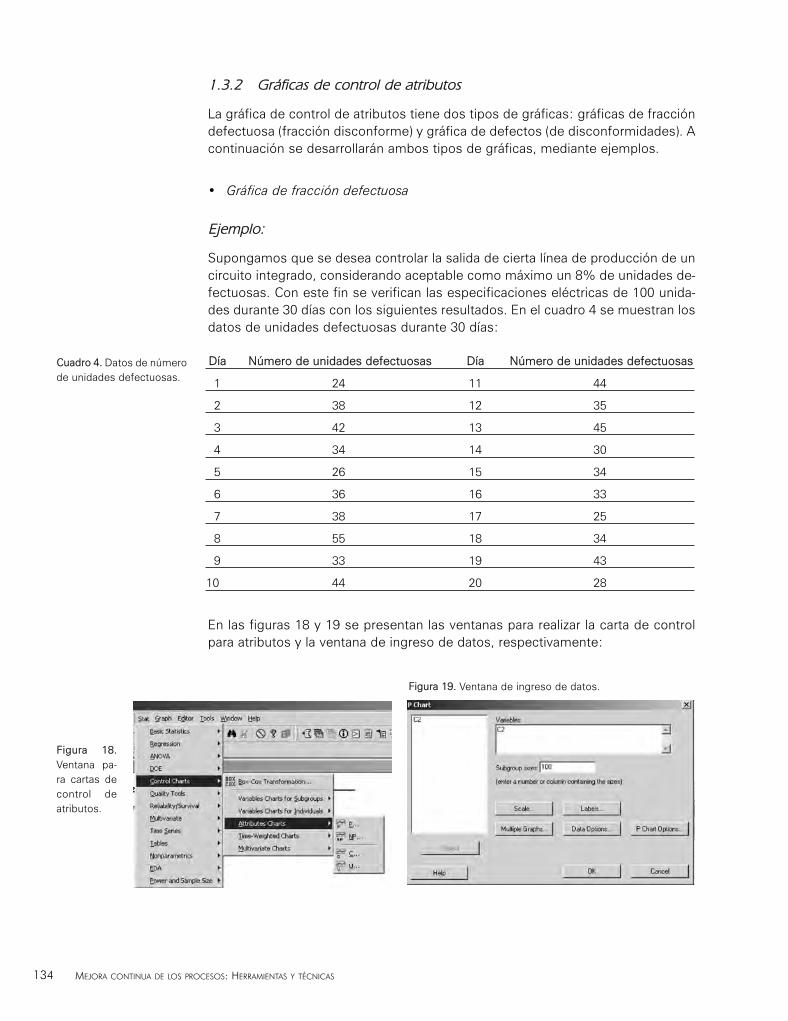
1.3.2 Gráficas de control de atributos
La gráfica de control de atributos tiene dos tipos de gráficas: gráficas de fraccióndefectuosa (fracción disconforme) y gráfica de defectos (de disconformidades). Acontinuación se desarrollarán ambos tipos de gráficas, mediante ejemplos.
• Gráfica de fracción defectuosa
Ejemplo:
Supongamos que se desea controlar la salida de cierta línea de producción de uncircuito integrado, considerando aceptable como máximo un 8% de unidades de -fectuosas. Con este fin se verifican las especificaciones eléctricas de 100 unida-des durante 30 días con los siguientes resultados. En el cuadro 4 se muestran losdatos de unidades defectuosas durante 30 días:
En las figuras 18 y 19 se presentan las ventanas para realizar la carta de controlpara atributos y la ventana de ingreso de datos, respectivamente:
134 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 4. Datos de númerode unidades defectuosas.
Figura 18.Ven tana pa -ra cartas decontrol deatributos.
Figura 19. Ventana de in greso de datos.
Día Número de unidades defectuosas Día Número de unidades defectuosas
1 24 11 44
2 38 12 35
3 42 13 45
4 34 14 30
5 26 15 34
6 36 16 33
7 38 17 25
8 55 18 34
9 33 19 43
10 44 20 28
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 134
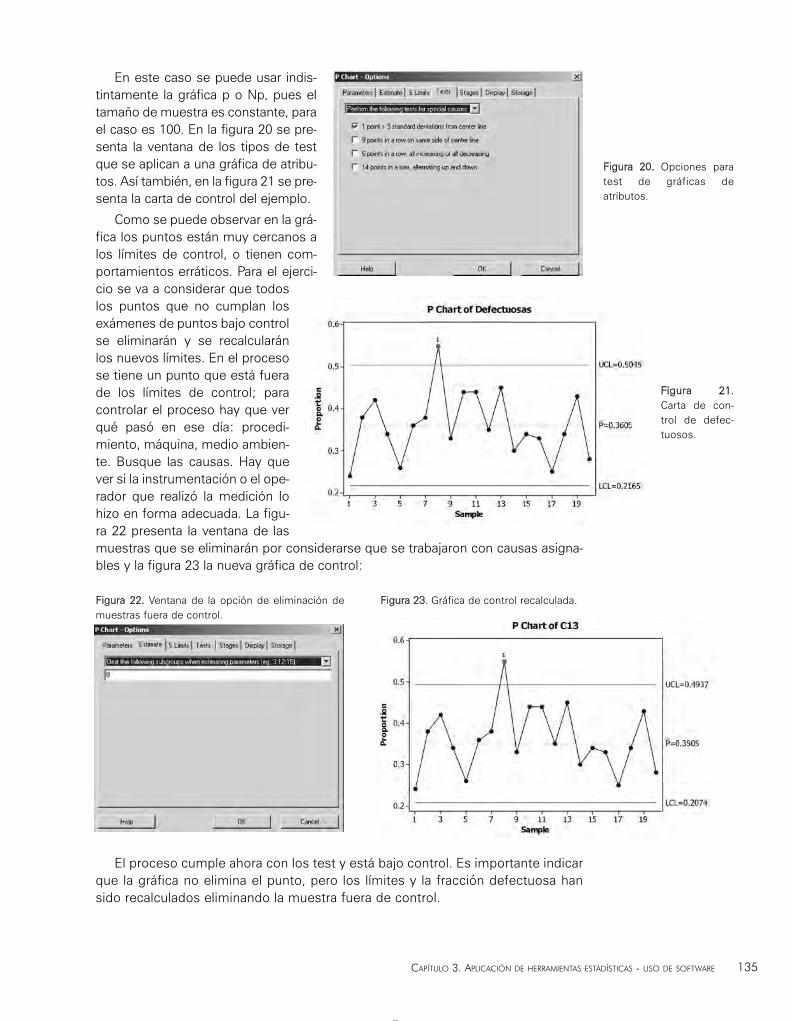
Figura 21. Carta de con-trol de defec -tuosos.
En este caso se puede usar indis -tin tamente la gráfica p o Np, pues eltamaño de muestra es constante, parael caso es 100. En la figura 20 se pre-senta la ventana de los tipos de testque se aplican a una grá fica de atribu-tos. Así también, en la figura 21 se pre-senta la carta de control del ejemplo.
Como se puede observar en la grá -fi ca los puntos están muy cercanos alos límites de control, o tie nen com-portamientos erráticos. Para el ejerci-cio se va a considerar que to doslos puntos que no cum plan losexámenes de puntos bajo controlse eliminarán y se recalcularánlos nuevos lí mites. En el pro cesose tiene un pun to que está fuerade los lí mites de control; paracontrolar el proceso hay que verqué pasó en ese día: procedi -mien to, máquina, medio am bien -te. Busque las causas. Hay quever si la instrumentación o el ope-rador que realizó la medición lohizo en forma adecuada. La figu-ra 22 pre sen ta la ventana de lasmuestras que se eliminarán por considerarse que se trabajaron con causas asigna-bles y la figura 23 la nueva gráfica de control:
El proceso cumple ahora con los test y está bajo control. Es importante indicarque la gráfica no elimina el punto, pero los límites y la fracción defectuosa hansido recalculados eliminando la mues tra fuera de control.
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 135
Figura 22. Ventana de la opción de eliminación demuestras fuera de control.
Figura 23. Gráfica de control recalculada.
Figura 20. Opciones paratest de gráficas de atributos.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 135
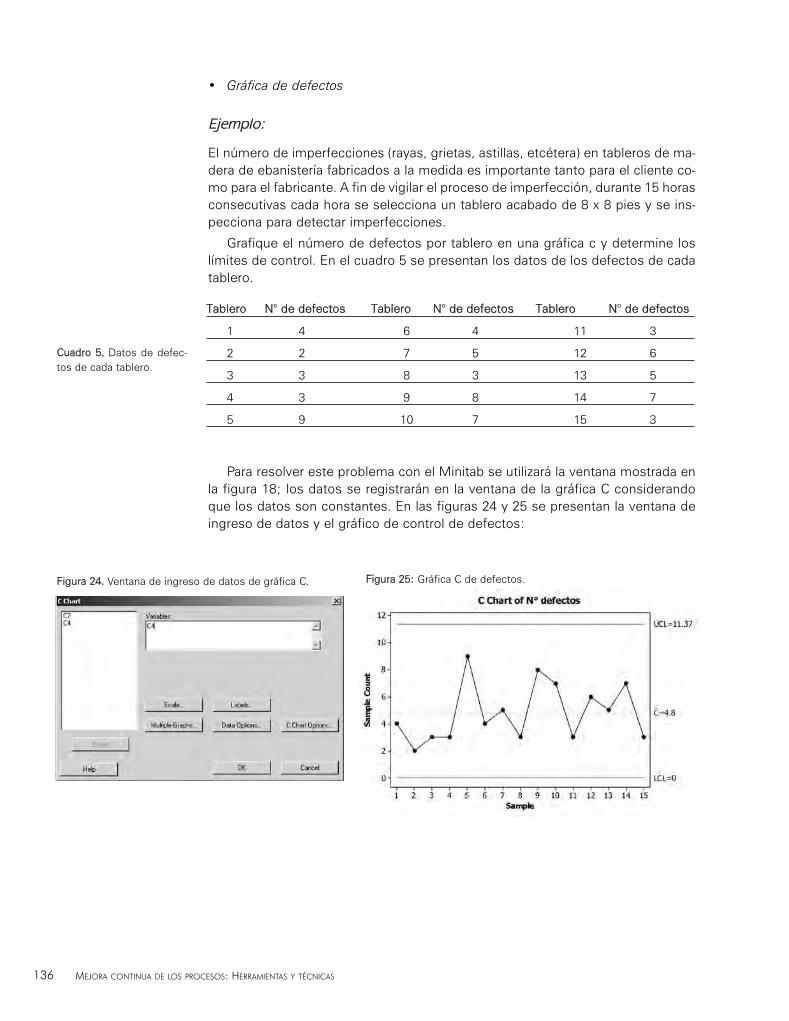
• Gráfica de defectos
Ejemplo:
El número de imperfecciones (rayas, grietas, astillas, etcétera) en tableros de ma-dera de ebanistería fabricados a la medida es importante tanto para el cliente co -mo para el fabricante. A fin de vigilar el proceso de imperfección, durante 15 horasconsecutivas cada hora se selecciona un tablero acabado de 8 x 8 pies y se ins-pecciona para detectar imperfecciones.
Grafique el número de de fectos por tablero en una gráfica c y determine loslímites de control. En el cuadro 5 se presentan los datos de los defectos de cadatablero.
Para resolver este problema con el Minitab se utilizará la ventana mostrada enla figura 18; los datos se registrarán en la ventana de la gráfica C considerandoque los datos son constantes. En las figuras 24 y 25 se presentan la ventana deingreso de datos y el gráfico de control de defectos:
136 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 5. Datos de defec-tos de cada tablero.
Figura 24. Ventana de ingreso de datos de gráfica C. Figura 25: Gráfica C de defectos.
Tablero N° de defectos Tablero N° de defectos Tablero N° de defectos
1 4 6 4 11 3
2 2 7 5 12 6
3 3 8 3 13 5
4 3 9 8 14 7
5 9 10 7 15 3
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:42 PÆgina 136
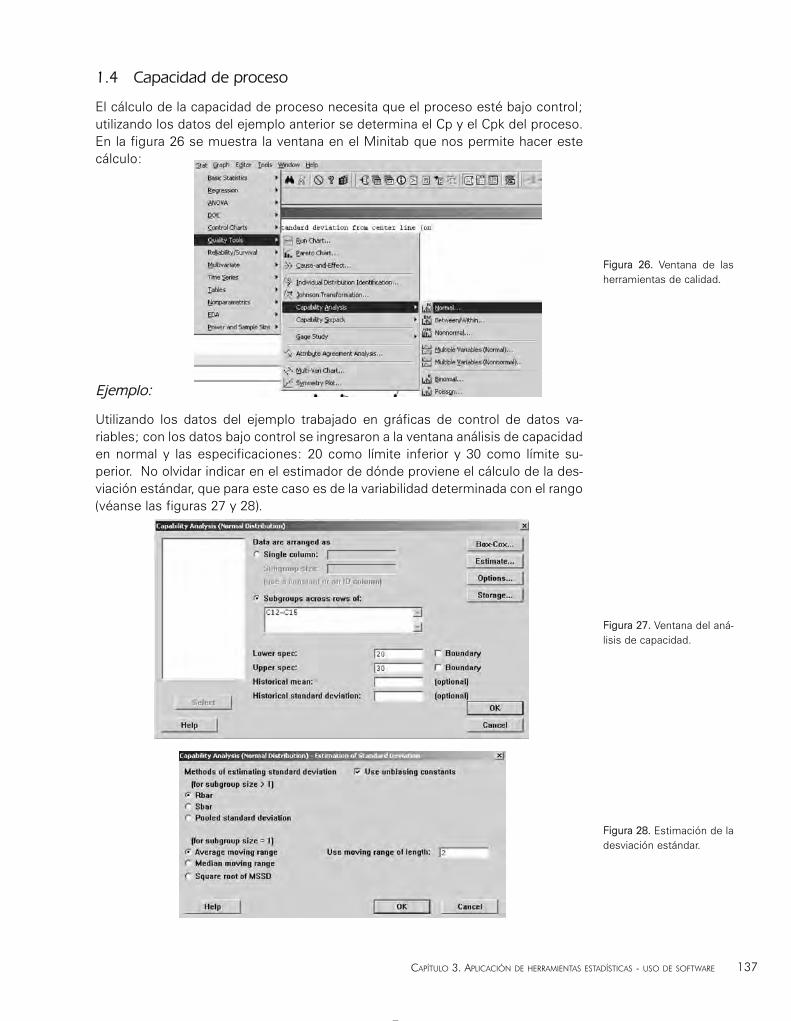
1.4 Capacidad de proceso
El cálculo de la capacidad de proceso necesita que el proceso esté bajo control;utilizando los datos del ejemplo anterior se determina el Cp y el Cpk del proceso.En la figura 26 se muestra la ventana en el Minitab que nos permite hacer este cálculo:
Ejemplo:
Utilizando los datos del ejemplo trabajado en gráficas de con trol de datos va -riables; con los da tos bajo control se ingresaron a la ven ta na análisis de ca pa cidaden normal y las especificaciones: 20 co mo límite inferior y 30 como lí mite su -perior. No ol vidar indicar en el estimador de dónde pro viene el cálculo de la des -viación es tán dar, que para este caso es de la variabilidad de terminada con el rango(véan se las figuras 27 y 28).
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 137
Figura 26. Ventana de lasherramientas de calidad.
Figura 27. Ventana del aná-lisis de capacidad.
Figura 28. Estimación de ladesviación estándar.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 137
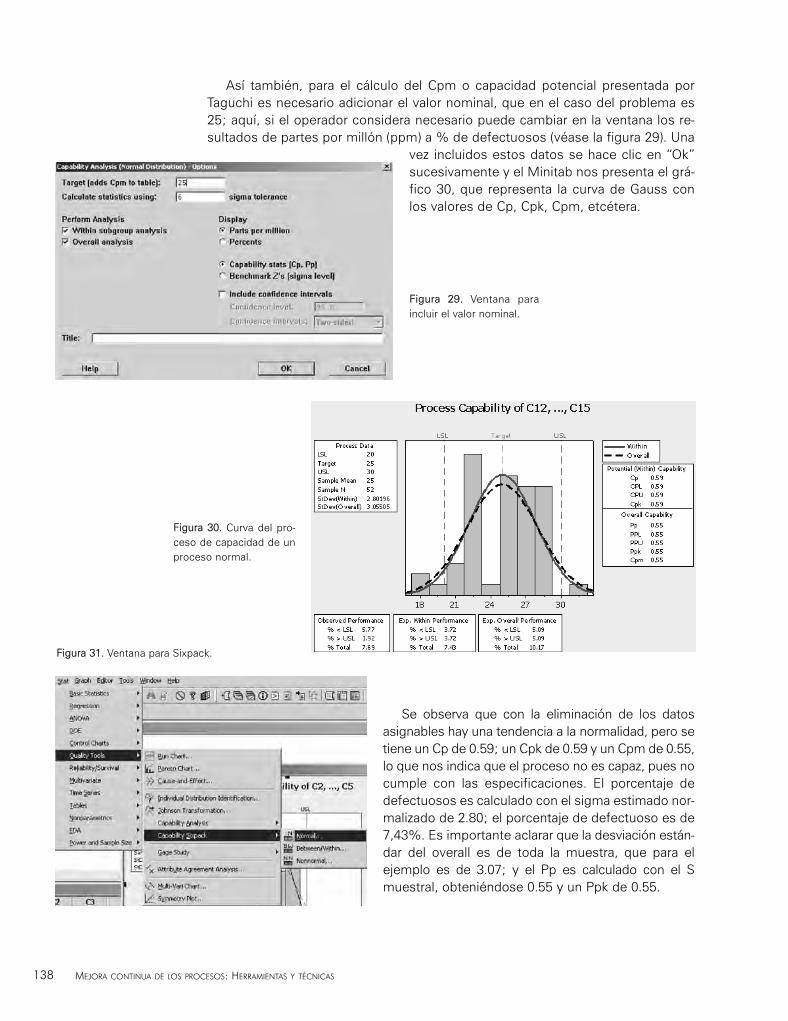
Así también, para el cálculo del Cpm o capacidad potencial presentada porTaguchi es necesario adi cionar el valor nominal, que en el caso del problema es25; aquí, si el operador considera necesario puede cambiar en la ventana los re -sulta dos de partes por millón (ppm) a % de defectuosos (véase la fi gura 29). Una
vez in cluidos estos datos se hace clic en “Ok”su ce sivamente y el Mini tab nos presenta el grá -fico 30, que representa la curva de Gauss conlos valores de Cp, Cpk, Cpm, etcétera.
Se observa que con la eliminación de los datosasignables hay una tendencia a la normalidad, pero setiene un Cp de 0.59; un Cpk de 0.59 y un Cpm de 0.55,lo que nos indica que el proceso no es capaz, pues nocumple con las especificaciones. El porcen taje dedefectuosos es calculado con el sigma es ti mado nor-malizado de 2.80; el porcentaje de defectuoso es de7,43%. Es importante aclarar que la desviación están-dar del overall es de toda la muestra, que para elejemplo es de 3.07; y el Pp es calculado con el Smuestral, obteniéndose 0.55 y un Ppk de 0.55.
138 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 29. Ventana paraincluir el valor nominal.
Figura 30. Curva del pro-ceso de capacidad de unproceso normal.
Figura 31. Ventana para Sixpack.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 138
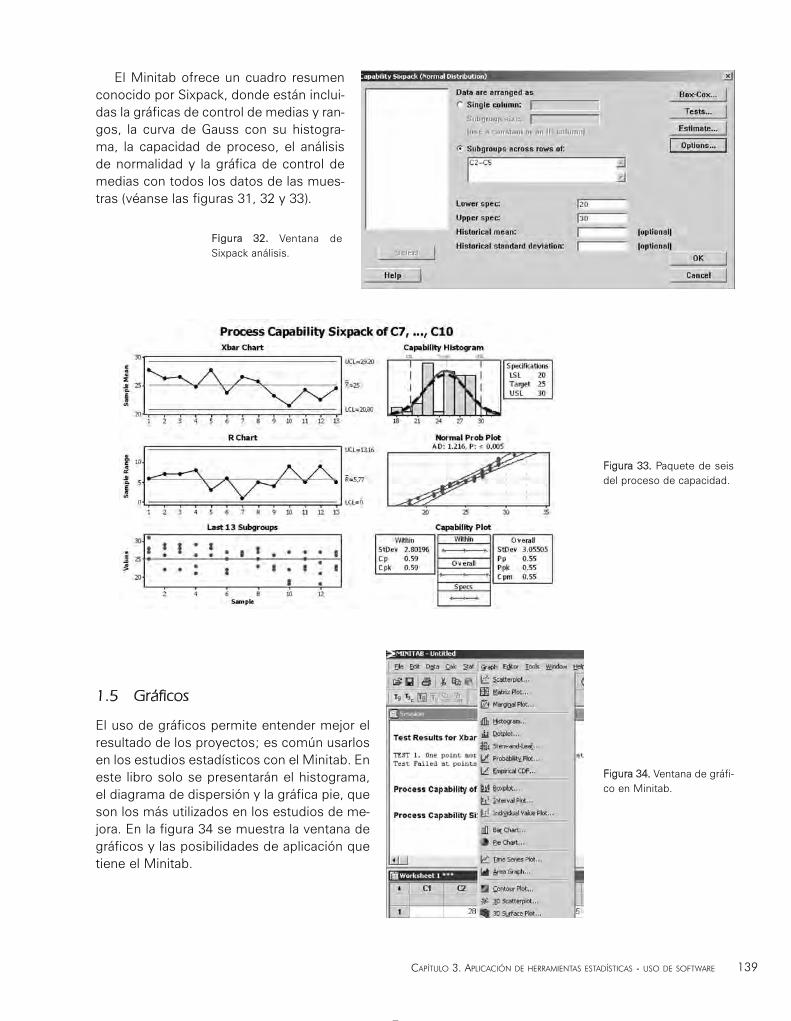
El Minitab ofrece un cuadro resumenconocido por Sixpack, donde están inclui-das la gráficas de control de medias y ran-gos, la curva de Gauss con su histogra-ma, la capacidad de proceso, el aná li sisde nor ma li dad y la gráfica de control deme dias con to dos los datos de las mues-tras (véan se las fi gu ras 31, 32 y 33).
1.5 Gráficos
El uso de gráficos permite entender mejor elresultado de los proyectos; es común usarlosen los es tu dios estadísticos con el Minitab. Eneste libro solo se presentarán el histograma,el diagrama de dis persión y la gráfica pie, queson los más utilizados en los estudios de me -jora. En la figura 34 se mues tra la ventana degráficos y las posibilidades de aplicación quetiene el Minitab.
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 139
Figura 32. Ventana deSixpack análisis.
Figura 33. Paquete de seisdel proceso de capacidad.
Figura 34. Ventana de gráfi-co en Minitab.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 139
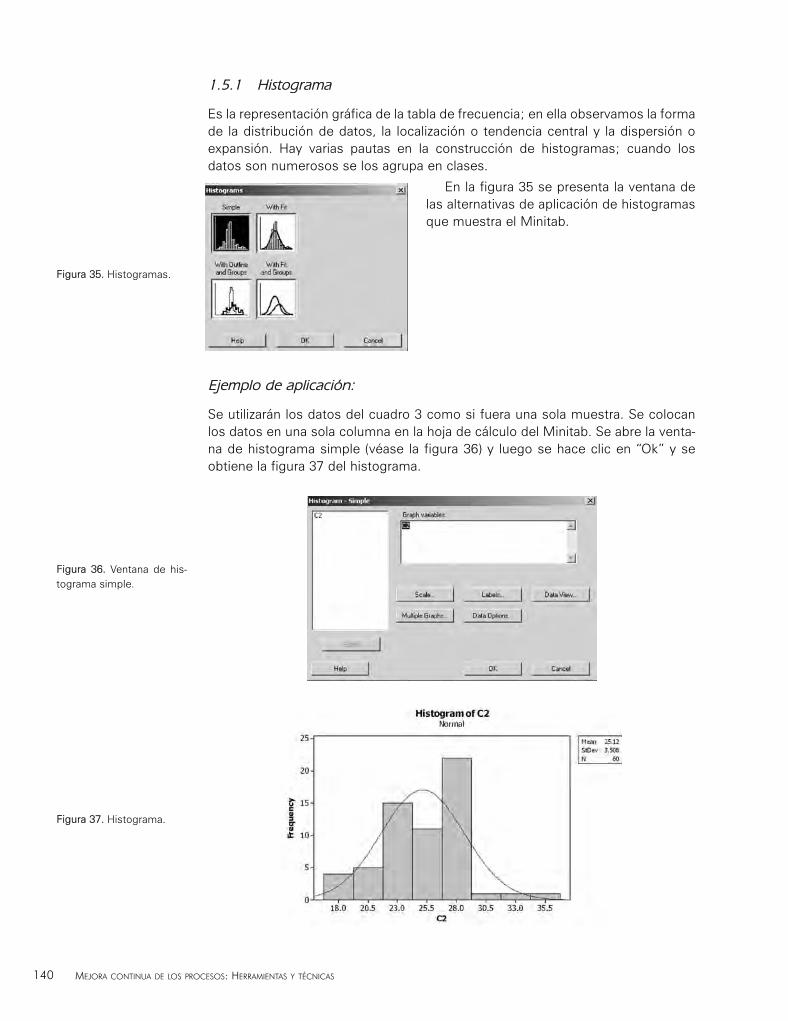
1.5.1 Histograma
Es la representación gráfica de la tabla de frecuencia; en ella observamos la formade la distribución de datos, la localización o tendencia central y la dispersión oexpansión. Hay varias pautas en la cons truc ción de histogramas; cuando losdatos son numerosos se los agrupa en clases.
En la figura 35 se presenta la ventana delas alternativas de aplicación de histogramasque muestra el Minitab.
Ejemplo de aplicación:
Se utilizarán los datos del cuadro 3 como si fuera una sola muestra. Se colocanlos datos en una sola columna en la hoja de cálculo del Minitab. Se abre la venta-na de histograma simple (véa se la figura 36) y luego se hace clic en “Ok” y seobtiene la fi gura 37 del histograma.
140 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 35. Histogramas.
Figura 36. Ventana de his-tograma simple.
Figura 37. Histograma.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 140
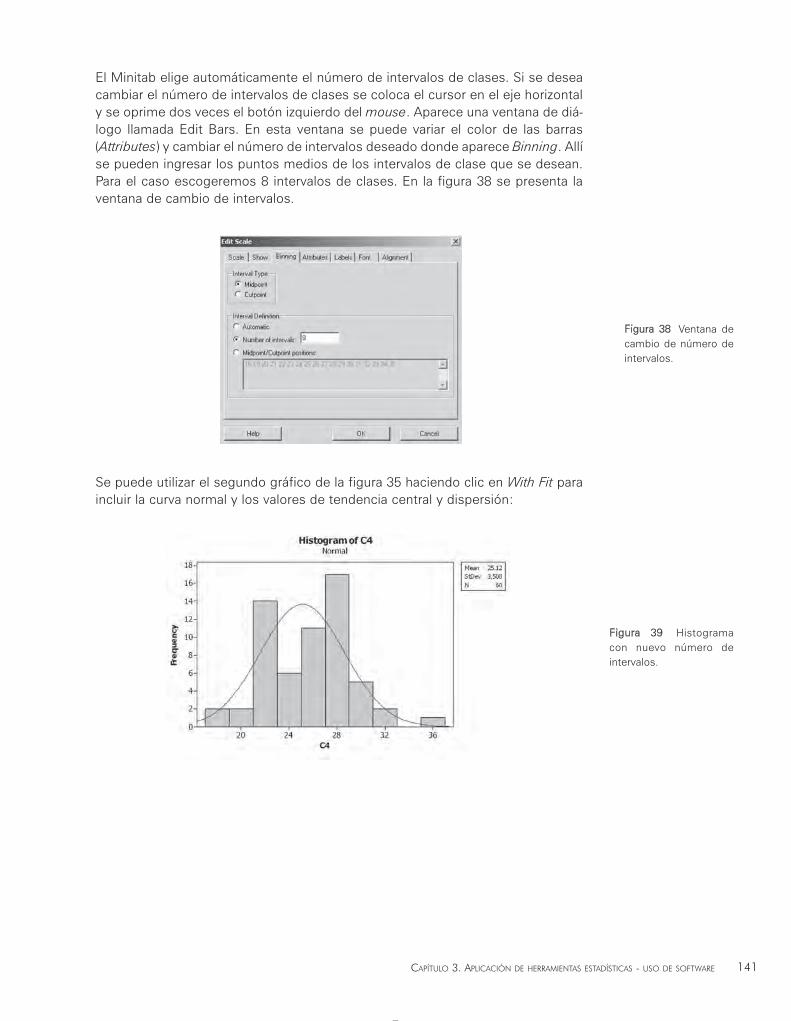
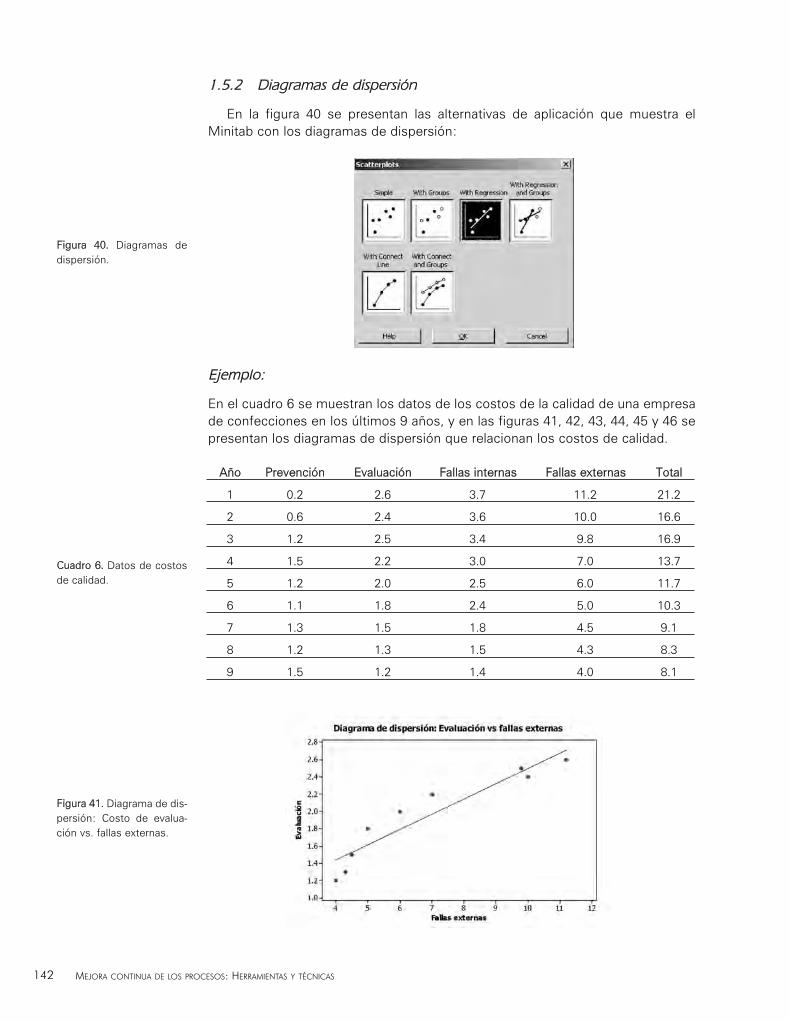
1.5.2 Diagramas de dispersión
En la figura 40 se presentan las alternativas de aplicación que muestra elMinitab con los diagramas de dispersión:
Ejemplo:
En el cuadro 6 se muestran los datos de los costos de la calidad de una empresade confecciones en los últimos 9 años, y en las figuras 41, 42, 43, 44, 45 y 46 sepresentan los diagramas de dispersión que relacionan los costos de calidad.
142 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 40. Diagramas dedispersión.
Cuadro 6. Datos de costosde calidad.
Año Prevención Evaluación Fallas internas Fallas externas Total
1 0.2 2.6 3.7 11.2 21.2
2 0.6 2.4 3.6 10.0 16.6
3 1.2 2.5 3.4 9.8 16.9
4 1.5 2.2 3.0 7.0 13.7
5 1.2 2.0 2.5 6.0 11.7
6 1.1 1.8 2.4 5.0 10.3
7 1.3 1.5 1.8 4.5 9.1
8 1.2 1.3 1.5 4.3 8.3
9 1.5 1.2 1.4 4.0 8.1
Figura 41. Diagrama de dis-persión: Costo de evalua-ción vs. fallas externas.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 142
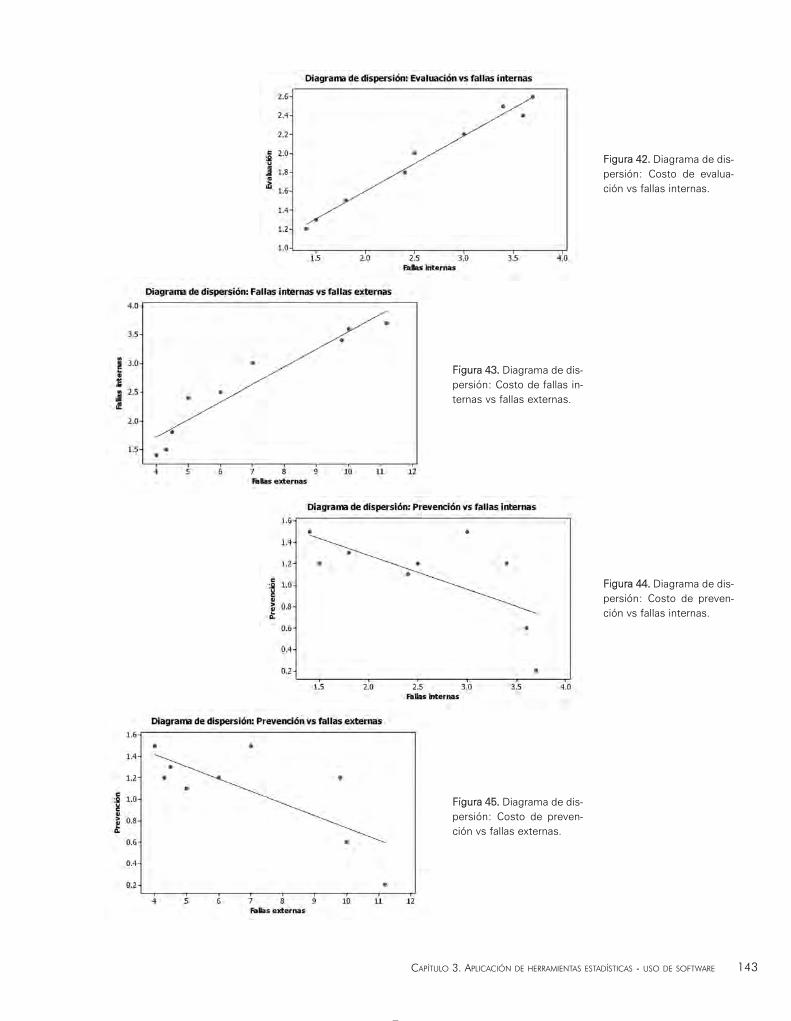
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 143
Figura 42. Diagrama de dis-persión: Costo de evalua-ción vs fallas internas.
Figura 43. Diagrama de dis-persión: Costo de fallas in -ternas vs fallas externas.
Figura 44. Diagrama de dis-persión: Costo de preven-ción vs fallas internas.
Figura 45. Diagrama de dis-persión: Costo de preven-ción vs fallas externas.
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 143
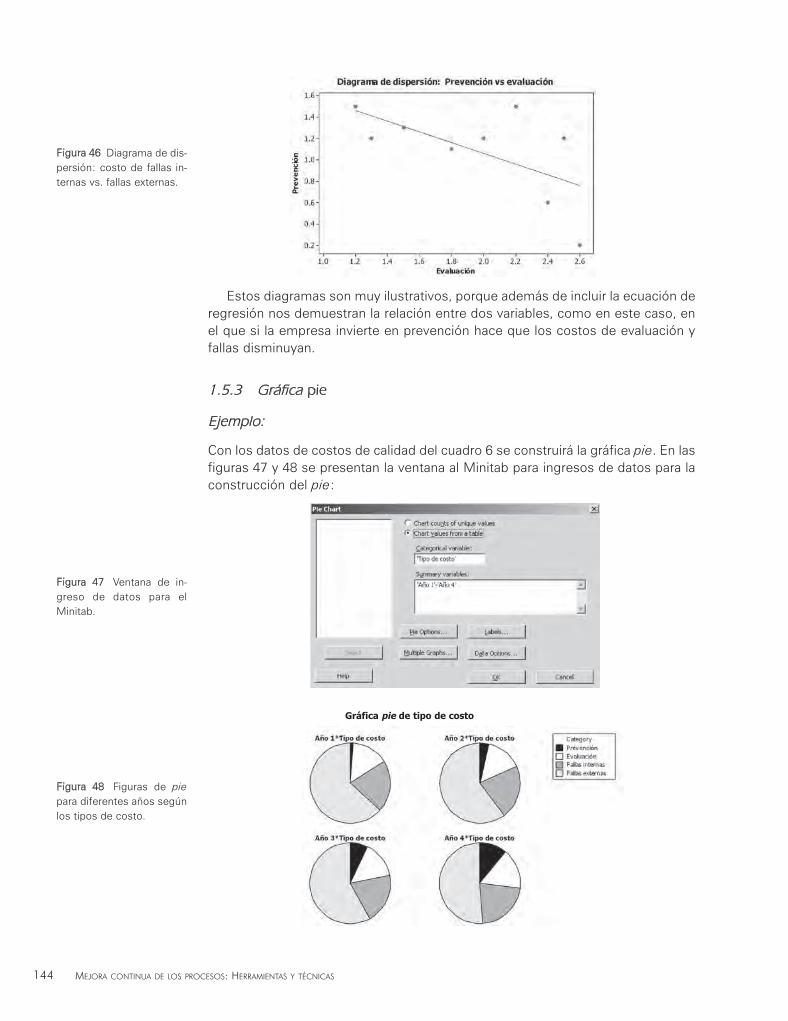
4. El departamento de ser vicio de un fabri can te de refrigeradores tiene regis-trada una lista de quejas de sus clientes recibidas durante el último mes.Investigue cuáles son los defectos que han causa do más quejas y que sedeberían eliminar.
5. En Plaquetas del Plata, fabricante de tarjetas electrónicas personalizadas con cir-cuitos im pre sos, cada unidad terminada se somete a una inspección final antesde enviarla al cliente. En su papel de gerente de verificación de la calidad, cadames usted tiene que hacer una presentación ante la gerencia para explicar cuáleshan sido los problemas de calidad. Su asistente realizó un análisis de los memo-randos correspondientes a todas las tarjetas de circuitos que fueron re cha zadasel mes pasado. Después, le entregó a usted un resumen donde aparece el nú me -ro de re fe rencia de cada tarjeta de circuito y los motivos por los que fue rechaza-da, los cuales corres pon den a alguna de las si guientes categorías.
El resumen correspondiente a 50 tarjetas de circuitos que fueron rechazadasel mes pasado relevó lo siguiente:
a) Prepare una hoja de recuento (o lista de verificación) con los diferentes mo -tivos por los cuales se produjeron los rechazos.
b) Desarrolle una gráfica de Pareto para identificar los tipos de rechazo quesean más signi fi ca ti vos.
c) Examine las causas del tipo de defecto más significativo, con la ayuda deun diagrama causa-efecto.
146 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Tipo de queja Número de quejas
Falla del compresor 2
La puerta no cierra herméticamente 7
No produce cubos de hielo 4
Fugas de agua en mangueras 25
Mangas rotas 18
Bisagras vencidas 5
Soportes de charolas rotos 3
Otros problemas 2
Total 66
A = Cobertura electrolítica insuficiente
B = Defectos en el proceso de laminado
C = No hay suficiente cobre en el depósito electrolítico
D = Se presenta separación en el electrodepósito
E = Deficiencias en el proceso de grabado
C B C C D E C C B A D A C C C B C A C D C A C C B
A C A C B C C A C A A C C D A C C C E C C A B A C
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 146
6. Los datos proporcionados son el tiempo, en días, que demora en responder ala solicitud de un ciudadano para participar en un programa de servicios socia-les comunitarios. Son 84 ob ser va ciones, el periodo de recogida de datos es de6 meses y el servicio dispone de un límite de 60 días de plazo para dar la res-puesta al ciudadano. Construya el histograma.
a) Determinar el rango del conjunto de datos. Valor máximo y valor mínimo.b) Precisar el intervalo y los límites del intervalo.
7. Supóngase que los siguientes datos (expresados en gramos) fueron tomadosde un proceso de lle nado de bolsas de 1 kilogramo de arroz, y representan elpeso de la bolsa llena y cerrada. Datos:
a) Dibuje el histograma para el proceso.b) Elabore las cartas de control de medias y rangos considerando cada colum-
na como muestra de 8 observaciones.c) Determine el Cp y el Cpk considerando que las especificaciones del pro-
ducto es 1000 g +- 10 g.d) Proporcione conclusiones.
8. Alcides Gómez, gerente del departamento de autorización de créditos deConfina SRL, des cu brió recientemente que un competidor importante afirma-ba en su publicidad que las solicitudes de préstamos sobre activo serían apro-badas por su empresa en el curso de dos días laborables.
Como la prontitud en la aprobación de los créditos ha sido una de sus priorida -des com pe ti tivas, Gómez decidió averiguar cuán eficiente era su departamen-to en comparación con el departamento correspondiente del competidor.Confina marca con un sello la fecha y la hora en las que es recibida cada soli-
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 147
41 43 56 50 46 50 83 25 27 30 53 51
35 67 39 50 19 40 45 19 41 72 41 43
46 63 51 48 37 39 30 17 78 44 41 32
47 45 82 48 80 61 79 31 73 35 46 54
47 30 21 52 39 31 36 41 67 29 53 55
22 37 30 44 42 47 62 35 57 57 44 38
45 58 58 73 55 38 32 60 58 61 47 46
986 989 985 994 993 983 988 991 990 996
993 990 996 989 997 999 1000 1000 1000 998
994 998 982 982 999 995 991 987 993 998
987 985 485 999 994 984 985 985 996 986
987 986 981 982 986 994 999 997 987 988
990 986 991 997 983 984 997 983 987 985
981 991 984 986 980 990 992 998 988 998
981 986 991 992 998 983 982 998 995 982
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 147
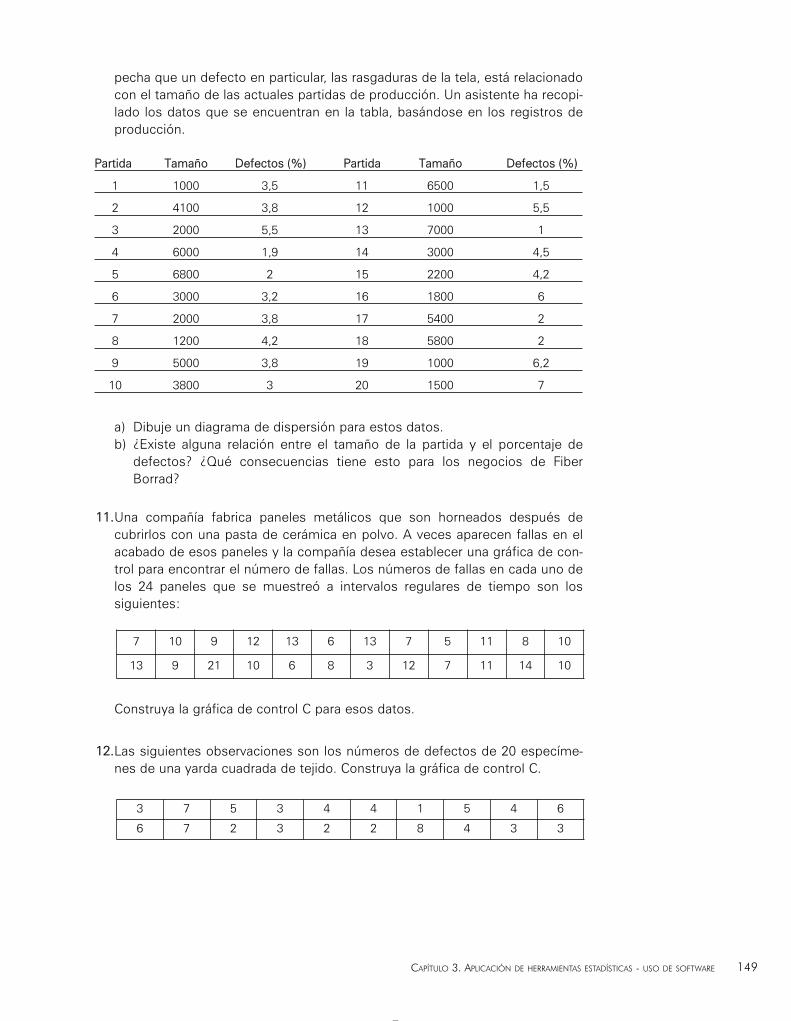
pecha que un defecto en particular, las rasgaduras de la tela, está relacionadocon el tamaño de las actuales partidas de producción. Un asis tente ha recopi-lado los datos que se encuentran en la tabla, basándose en los registros depro ducción.
a) Dibuje un diagrama de dispersión para estos datos.b) ¿Existe alguna relación entre el tamaño de la partida y el porcentaje de
defectos? ¿Qué con se cuencias tiene esto para los negocios de FiberBorrad?
11.Una compañía fabrica paneles metálicos que son horneados después decubrir los con una pasta de cerámica en polvo. A veces aparecen fallas en elacabado de esos paneles y la compañía desea es tablecer una gráfica de con-trol pa ra encontrar el número de fallas. Los números de fallas en cada uno delos 24 paneles que se muestreó a intervalos regulares de tiempo son lossiguientes:
Construya la gráfica de control C para esos datos.
12.Las siguientes observaciones son los números de defectos de 20 especíme-nes de una yarda cuadrada de tejido. Construya la gráfica de control C.
CAPÍTULO 3. APLICACIÓN DE HERRAMIENTAS ESTADÍSTICAS - USO DE SOFTWARE 149
Partida Tamaño Defectos (%) Partida Tamaño Defectos (%)
1 1000 3,5 11 6500 1,5
2 4100 3,8 12 1000 5,5
3 2000 5,5 13 7000 1
4 6000 1,9 14 3000 4,5
5 6800 2 15 2200 4,2
6 3000 3,2 16 1800 6
7 2000 3,8 17 5400 2
8 1200 4,2 18 5800 2
9 5000 3,8 19 1000 6,2
10 3800 3 20 1500 7
7 10 9 12 13 6 13 7 5 11 8 10
13 9 21 10 6 8 3 12 7 11 14 10
3 7 5 3 4 4 1 5 4 6
6 7 2 3 2 2 8 4 3 3
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 149
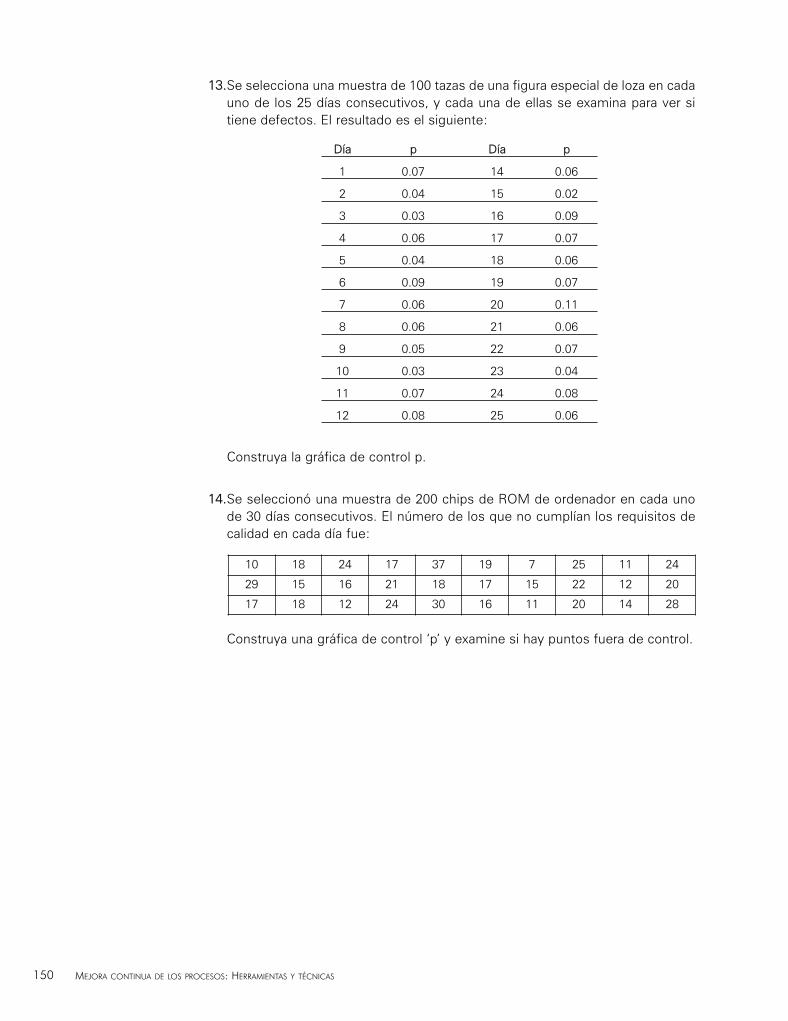
13.Se selecciona una muestra de 100 tazas de una figura es pecial de loza en cadauno de los 25 días consecutivos, y cada una de ellas se examina para ver sitiene defectos. El resultado es el si guiente:
Construya la gráfica de control p.
14.Se seleccionó una muestra de 200 chips de ROM de ordenador en cada unode 30 días con se cutivos. El número de los que no cumplían los requisitos decalidad en cada día fue:
Construya una gráfica de control ‘p’ y examine si hay puntos fuera de control.
150 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
10 18 24 17 37 19 7 25 11 24
29 15 16 21 18 17 15 22 12 20
17 18 12 24 30 16 11 20 14 28
Día p Día p
1 0.07 14 0.06
2 0.04 15 0.02
3 0.03 16 0.09
4 0.06 17 0.07
5 0.04 18 0.06
6 0.09 19 0.07
7 0.06 20 0.11
8 0.06 21 0.06
9 0.05 22 0.07
10 0.03 23 0.04
11 0.07 24 0.08
12 0.08 25 0.06
03-diaz-generales v7-REIMPRESION:03-diaz-generales v5.qxd 31/01/2012 10:43 PÆgina 150
En este capítulo trataremos los siguientes temas:
• Metodología de los siete pasos• Sedac: Mejora continua de las actividades diarias
4Capítulo
Metodología de la mejoracontinua
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 151

En este capítulo se describe el método de la me -jora continua denominado “Kaizen”, a través desiete pasos explicados en forma detallada, que
van desde la identificación del problema hasta la es -tandarización de la solución. Cada paso incluye unejemplo sencillo para facilitar su comprensión y llevarde la mano al usuario en el desarrollo de un proyectode mejora.
Además, se explica la metodología del Sedac(Structure Enhancing Daily Activities through Crea tiv i ty),mejor entendida como la mejora continua di aria. Dichatécnica permite desarrollar la creatividad de los trabaja-dores a través de su involucramiento en la me jora con-tinua de cada día.
Al final del capítulo se plantean dos casos pro-puestos como escenario para identificar oportunida-des de mejora y aplicar la metodología de los sietepasos.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS152
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 152
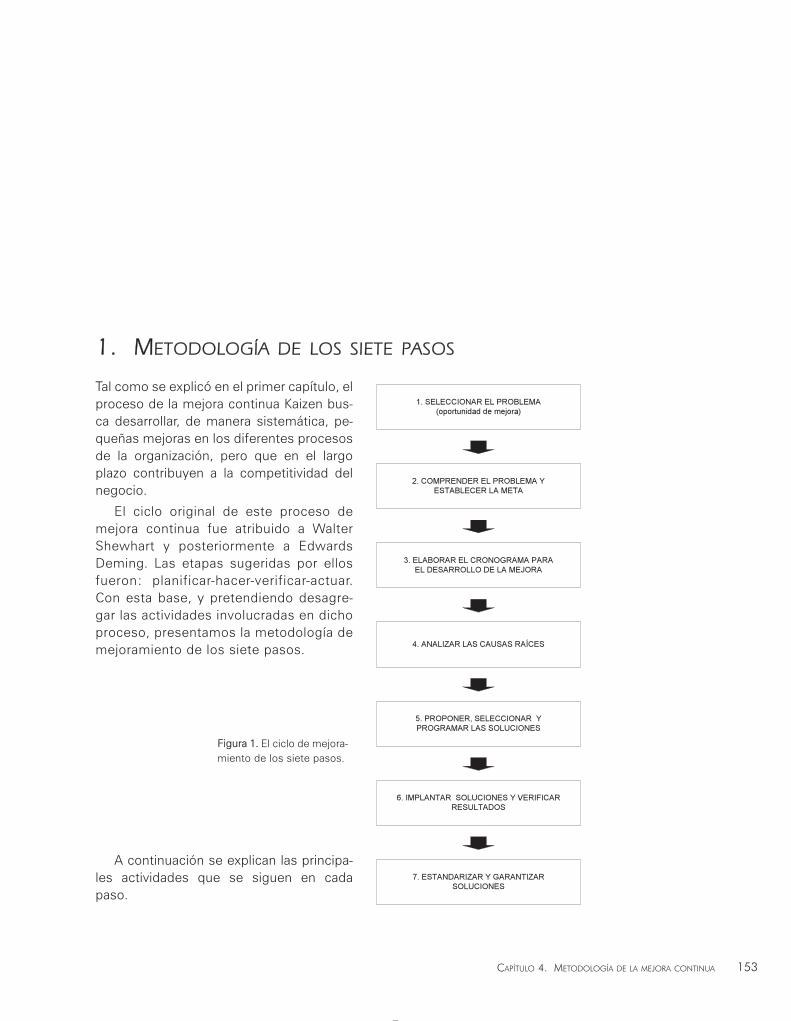
153CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA
1. METODOLOGÍA DE LOS SIETE PASOS
Tal como se explicó en el primer capítulo, elproceso de la mejora continua Kaizen bus -ca desarrollar, de manera sistemática, pe -queñas mejoras en los diferentes procesosde la organización, pero que en el largoplazo contribuyen a la competitividad delnegocio.
El ciclo original de este proceso deme jora continua fue atribuido a WalterShewhart y posteriormente a EdwardsDeming. Las etapas sugeridas por ellosfue ron: planificar-hacer-verificar-actuar.Con esta base, y pretendiendo desagre-gar las ac tividades involucradas en dichoproceso, presentamos la metodología deme joramiento de los siete pasos.
A continuación se explican las principa-les actividades que se siguen en cadapaso.
Figura 1. El ciclo de mejora -miento de los siete pasos.
1. SELECCIONAR EL PROBLEMA(oportunidad de mejora)
2. COMPRENDER EL PROBLEMA YESTABLECER LA META
3. ELABORAR EL CRONOGRAMA PARAEL DESARROLLO DE LA MEJORA
4. ANALIZAR LAS CAUSAS RAÍCES
5. PROPONER, SELECCIONAR YPROGRAMAR LAS SOLUCIONES
6. IMPLANTAR SOLUCIONES Y VERIFICAR RESULTADOS
7. ESTANDARIZAR Y GARANTIZARSOLUCIONES
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 153
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS154
1.1 Paso uno: Seleccionar el problema
Un problema es un resultado que no se ajusta satisfactoriamente al estándar ometa establecida, causando una reducción en el nivel de desempeño del proce-so, y, como consecuencia, en el largo plazo afectará el logro de los objetivos estra-tégicos y de visión del negocio. En este paso debemos identificar el problemaprincipal u oportunidad de mejora.
Las principales actividades involucradas en este paso son:
1.1.1 Reflexión sobre la misión, la visión, los objetivos y las estrategias dela organización
Toda mejora debe servir para impulsar la visión de la organización, que tambiénqueda plasmada en los objetivos estratégicos (balanced scorecard) y estos, a suvez, se desagregan en objetivos tácticos y objetivos operacionales (cuadros demando). Con esta estructura de indicadores, la organización puede controlar eldesempeño de todos sus procesos.
De otro lado, la empresa debe haber establecido estrategias y planes para ellogro de los objetivos planificados; por ejemplo, para el objetivo de incrementarla participación del mercado en 20%, se pueden haber establecido las estrategiasde elevar los niveles de satisfacción de los clientes a través de la implementaciónde un sistema de calidad ISO-9001:2008 y de mantener precios competitivos através de una estrategia de reducción de desperdicios (costos). Aquellos linea-mientos servirán para identificar los procesos que presentan mejores oportunida-des de mejora para el desarrollo empresarial.
1.1.2 Descripción y caracterización del proceso que se debe mejorar
Los responsables de los diferentes procesos de la organización deben compararlos resultados de su proceso con los valores metas establecidos en los objetivos(estándares de desempeño); además, deben tener muy claras las entradas y sali-das del proceso, los requisitos para cada uno de los elementos de entrada y desalida, y la identificación de los distintos recursos y actividades. Una herramientaapropiada para tal fin puede ser un diagrama de caracterización; por ejemplo unflujograma. La figura 2 muestra un ejemplo de diagrama de caracterización.
Resultado: 2 accidentes graves por año
Meta: O accidentes graves por año
Problema
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 154
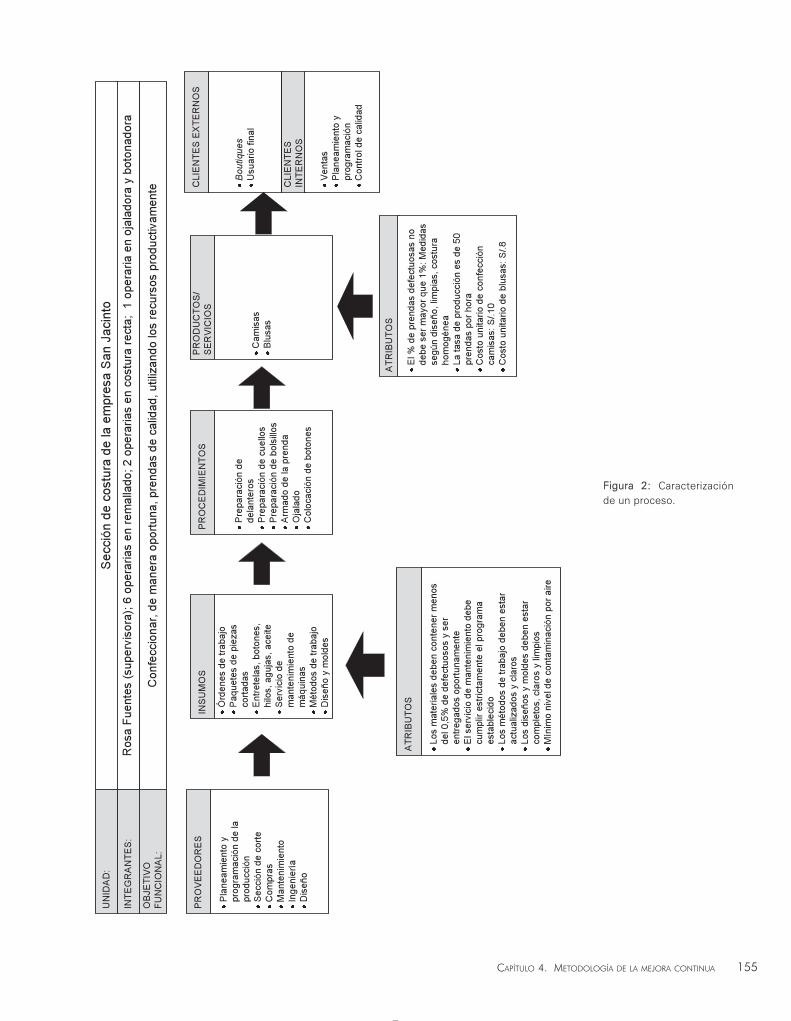
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 155
Figura 2: Caracterizaciónde un proceso.
Con
fecc
iona
r, de
man
era
opor
tuna
, pre
ndas
de
calid
ad, u
tiliz
ando
los
recu
rsos
pro
duct
ivam
ente
INTE
GR
AN
TES
:
OB
JETI
VO
FU
NC
ION
AL:
Ros
a Fu
ente
s (s
uper
viso
ra);
6 op
erar
ias
en re
mal
lado
; 2 o
pera
rias
en c
ostu
ra re
cta;
1 o
pera
ria e
n oj
alad
ora
y bo
tona
dora
UN
IDA
D:
Sec
ción
de
cost
ura
de la
em
pres
a S
an J
acin
to
PR
OV
EE
DO
RE
S
Pla
neam
ient
o y
prog
ram
ació
n de
la
prod
ucci
ón
Sec
ción
de
corte
Com
pras
Man
teni
mie
nto
Inge
nier
íaD
iseñ
o
INS
UM
OS
Órd
enes
de
traba
jo
Paq
uete
s de
pie
zas
corta
das
Ent
rete
las,
bot
ones
, hi
los,
agu
jas,
ace
iteS
ervi
cio
de
man
teni
mie
nto
de
máq
uina
s M
étod
os d
e tra
bajo
Dis
eño
y m
olde
s
PR
OC
ED
IMIE
NTO
S
Pre
para
ción
de
dela
nter
osP
repa
raci
ón d
e cu
ello
sP
repa
raci
ón d
e bo
lsill
osA
rmad
o de
la p
rend
a O
jala
doC
oloc
ació
n de
bot
ones
PR
OD
UC
TOS
/S
ER
VIC
IOS
Cam
isas
B
lusa
s
CLI
EN
TES
EX
TER
NO
S
Bou
tique
sU
suar
io fi
nal
CLI
EN
TES
IN
TER
NO
S
Ven
tas
Pla
neam
ient
o y
prog
ram
ació
nC
ontro
l de
calid
ad
ATR
IBU
TOS
Los
mat
eria
les
debe
n co
nten
er m
enos
de
l 0,5
% d
e de
fect
uoso
s y
ser
entre
gado
s op
ortu
nam
ente
El s
ervi
cio
de m
ante
nim
ient
o de
be
cum
plir
estri
ctam
ente
el p
rogr
ama
esta
blec
ido
Los
mét
odos
de
traba
jo d
eben
est
ar
actu
aliz
ados
y c
laro
sLo
s di
seño
s y
mol
des
debe
n es
tar
com
plet
os, c
laro
s y
limpi
osM
ínim
o ni
vel d
e co
ntam
inac
ión
por a
ire
ATR
IBU
TOS
El %
de
pren
das
defe
ctuo
sas
no
debe
ser
may
or q
ue 1
%: M
edid
as
segú
n di
seño
, lim
pias
, cos
tura
ho
mog
énea
La ta
sa d
e pr
oduc
ción
es
de 5
0 pr
enda
s po
r hor
aC
osto
uni
tario
de
conf
ecci
ón
cam
isas
: S/.1
0C
osto
uni
tario
de
blus
as: S
/.8
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 155
156
1.1.3 Identificación de oportunidades de mejora (problemas)
Las oportunidades de mejora o problemas surgen cuando los resultados parcialeso finales de un proceso no alcanzan la meta establecida y provocan desperdicio.Por ejemplo, en un proceso de confección de prendas de vestir se pueden encon-trar las siguientes oportunidades de mejora:
• Exceso de prendas rechazadas. • Devolución de hilos a proveedores por incumplimiento de requisitos.• Retraso en la entrega de los pedidos.• Sobrecosto por reprocesos.• Alto nivel de contaminación por aire (polvillo, pelusas).• Alto número de accidentes menores en la planta.• Baja eficiencia en el desempeño del personal.
Para verificar si una oportunidad de mejora es realmente un problema para serresuelto por la metodología establecida, debemos corroborar que se cumplan lossiguientes requisitos:
• El problema debe ser cuantificado a través de alguna variable; por ejemplo,el porcentaje de prendas rechazadas, el tiempo de retraso, la eficiencia delpersonal, el número de clientes que reclama, etcétera.
• El análisis y la solución deben depender fuertemente del área a la que perte -nece el equipo de mejora que se haría cargo del proyecto de mejora.
• El problema planteado debe tener algún nivel de complejidad, es decir, nodebería tener solución “obvia”; por ejemplo, podríamos decir, erradamente,que el problema es que “no tenemos procedimientos escritos para ejecutarlas actividades”; este caso tiene solución obvia, pues bastaría con escribirtales procedimientos.
• El ratio beneficio/costo proyectado es positivo, es decir que estimamos quela inversión en la solución proporcionará algún beneficio económico para laorganización. Debe aclararse que para proyectos de mejora de profundocontenido social, como por ejemplo la reducción del número de muertespor malaria en una determinada localidad del país, no se requiere este re -quisito, ya que el solo hecho de salvar vidas constituye un gran beneficio.
1.1.4 Selección del problema principal
Con base en los registros históricos y la experiencia de los miembros del equipo,se debe elegir con mucha objetividad el problema principal; así pues, se sugiereseleccionar algunos criterios que permitan una adecuada elección: impacto en lasatisfacción del cliente, impacto en los costos, complejidad del problema, alinea-miento con los objetivos de la empresa, tiempo requerido para la solución, impac-to en la seguridad del trabajador, impacto en el medio ambiente, etcétera.
En el cuadro 1 se muestra la matriz de selección utilizada para elegir el pro-blema principal.
Se puede observar que se ha utilizado una tabla de calificación para estimar elimpacto de cada problema planteado, sobre cada criterio seleccionado. Si bien elejemplo pondera el impacto de manera general, se pueden elaborar tablas de cali-
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 156
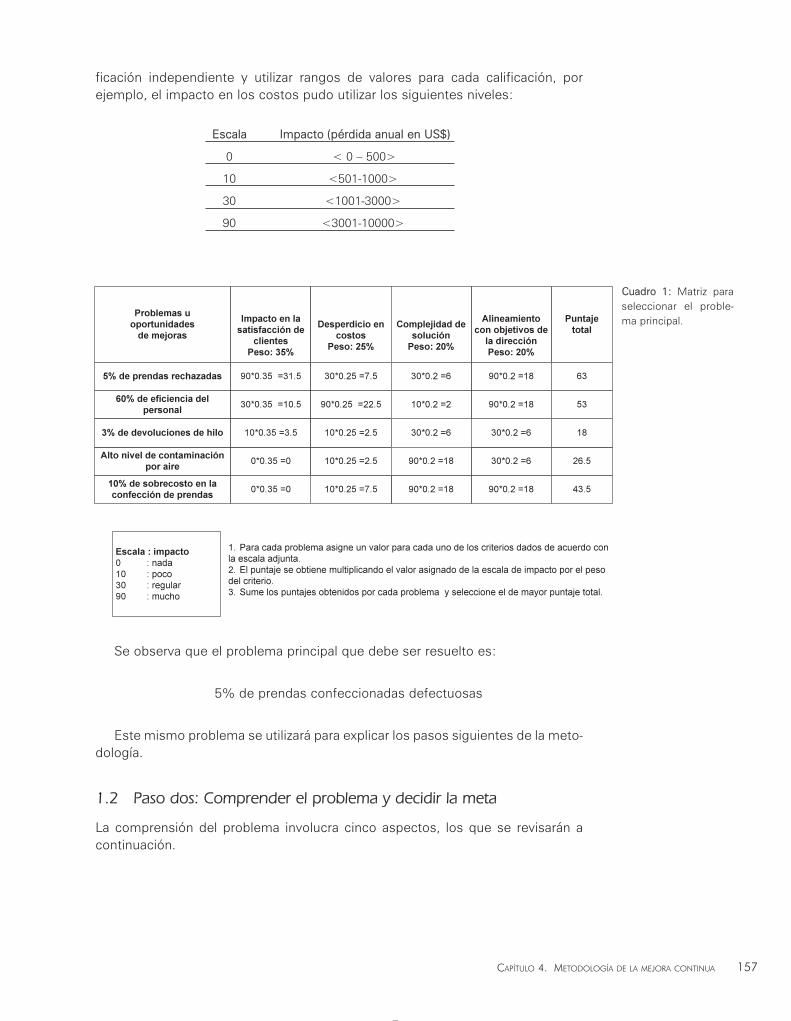
ficación independiente y utilizar rangos de valores para cada calificación, porejemplo, el impacto en los costos pudo utilizar los siguientes niveles:
Se observa que el problema principal que debe ser resuelto es:
5% de prendas confeccionadas defectuosas
Este mismo problema se utilizará para explicar los pasos siguientes de la meto-dología.
1.2 Paso dos: Comprender el problema y decidir la meta
La comprensión del problema involucra cinco aspectos, los que se revisarán acontinuación.
157CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA
Cuadro 1: Matriz paraseleccionar el proble-ma principal.
Escala Impacto (pérdida anual en US$)
0 < 0 – 500>
10 <501-1000>
30 <1001-3000>
90 <3001-10000>
Problemas u oportunidades
de mejoras
Impacto en la satisfacción de
clientesPeso: 35%
PuntajetotalDesperdicio en
costosPeso: 25%
Alineamiento con objetivos de
la direcciónPeso: 20%
Complejidad de solución
Peso: 20%
5% de prendas rechazadas
60% de eficiencia del personal
10% de sobrecosto en la confección de prendas
Alto nivel de contaminación por aire
3% de devoluciones de hilo
90*0.35 =31.5
30*0.35 =10.5
90*0.2 =18
30*0.2 =6
30*0.2 =6
0*0.35 =0
10*0.35 =3.5
90*0.2 =18
90*0.2 =18
90*0.2 =18
30*0.2 =6
10*0.25 =7.5
10*0.25 =2.5
0*0.35 =0
30*0.25 =7.5
90*0.25 =22.5
10*0.25 =2.5
30*0.2 =6
10*0.2 =2
90*0.2 =18
63
43.5
26.5
18
53
Escala : impacto0 : nada10 : poco30 : regular90 : mucho
1. Para cada problema asigne un valor para cada uno de los criterios dados de acuerdo con la escala adjunta.2. El puntaje se obtiene multiplicando el valor asignado de la escala de impacto por el peso del criterio.3. Sume los puntajes obtenidos por cada problema y seleccione el de mayor puntaje total.
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 157

1.2.1 Comprender el impacto del problema
Es necesario comprender de manera clara el impacto económico, social, técnico,ambiental, del problema seleccionado, determinar el alcance de dicho problema,se reflexiona sobre los factores asociados al problema, de esa manera se previe-ne los recursos asociados a su solución.
Ejemplo:
Sobre nuestro ejemplo de 5% de prendas defectuosas existe la información deque la empresa produce 75.000 prendas por año, y que reprocesar una prenda de -fectuosa cuesta S/.13, lo que significa que la empresa tiene un desperdicio dedinero de:
75.000*0.05*13 = S/.48.750
Además del impacto económico del “problema ejemplo”, hay otros efectos:
• Parte de las piezas defectuosas llegarán a manos del usuario, afectando sunivel de satisfacción, aun cuando tratemos de evitar la salida de prendas de -fectuosas al mercado.
• La generación de prendas defectuosas durante el proceso puede retrasar laentrega de los pedidos.
• El clima laboral se puede ver afectado por la búsqueda de responsabilida-des frente a ese tipo de incidentes.
• Las prendas defectuosas incrementarán la cantidad de residuos sólidos enla compañía, elevando el impacto ambiental por tierra.
1.2.2 Determinar las variables que se tratarán y colectar registros
La frase “Solo se mejora lo que se mide” nos promueve a cuantificar tanto el efec-to como las causas del problema; en ese sentido, para atacar el problema de ma -nera objetiva se deben identificar sus variables representativas, es decir aquellosparámetros cuantificables que permiten analizar el problema y su tendencia.
Por ejemplo, para medir el efecto del problema “5% de prendas defectuosas”,se podría utilizar el porcentaje de prendas rechazadas durante la confección, com-plementariamente, se podría obtener información desagregada de los rechazosocurridos por tipo de defecto, por tipo de modelo de prenda y por máquina; talesregistros deben corresponder a una muestra de tiempo representativa.
Es necesario mostrar la información de los últimos tres meses, cuando menos,para analizar la tendencia del comportamiento.
A continuación se muestran, para el ejemplo utilizado, las gráficas correspon-dientes a los porcentajes de rechazos detectados en las últimas siete semanas.
158 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 158
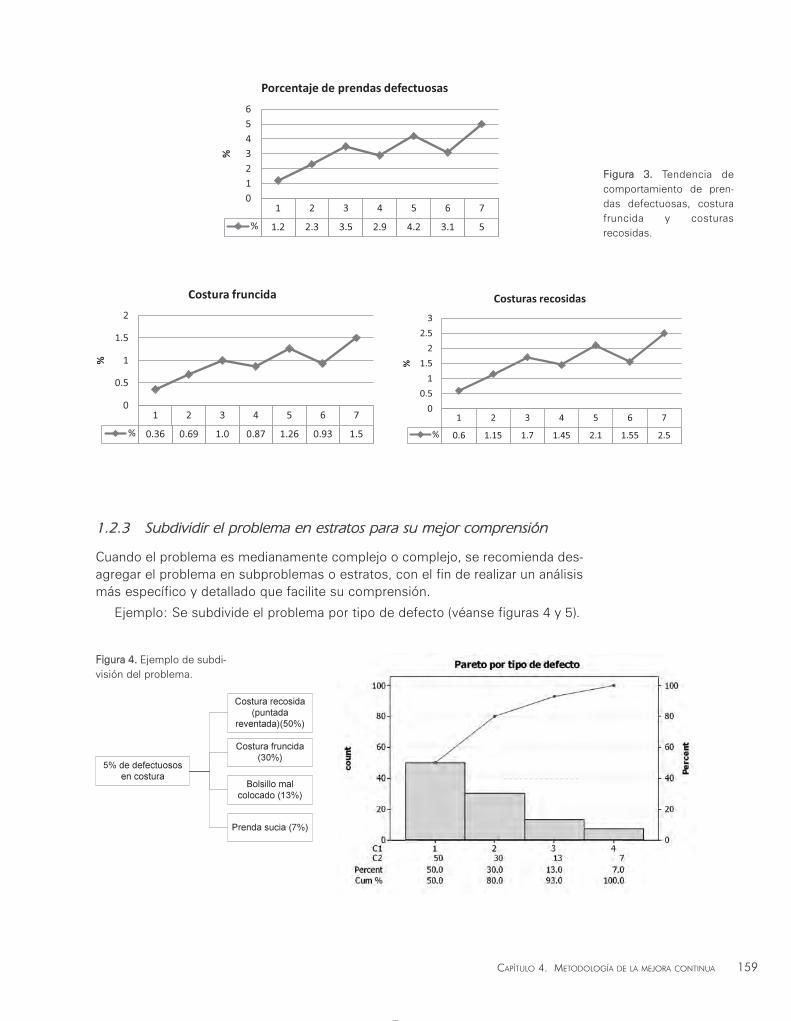
1.2.3 Subdividir el problema en estratos para su mejor comprensión
Cuando el problema es medianamente complejo o complejo, se recomienda des-agregar el problema en subproblemas o estratos, con el fin de realizar un análisismás específico y detallado que facilite su comprensión.
Ejemplo: Se subdivide el problema por tipo de defecto (véanse figuras 4 y 5).
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 159
Figura 3. Tendencia decom portamiento de pren-das defectuosas, costurafruncida y costuras recosidas.
Figura 4. Ejemplo de subdi-visión del problema.
1 2 3 4 5 6 7
% 1.2 2.3 3.5 2.9 4.2 3.1 5
0123456
%
Porcentaje de prendas defectuosas
1 2 3 4 5 6 7
% 0.36 0.69 1.0 0.87 1.26 0.93 1.5
0
0.5
1
1.5
2
%
Costura fruncida
1 2 3 4 5 6 7
% 0.6 1.15 1.7 1.45 2.1 1.55 2.5
0
0.5
1
1.5
2
2.5
3
%
Costuras recosidas
5% de defectuosos en costura
Prenda sucia (7%)
Costura recosida (puntada
reventada)(50%)
Bolsillo mal colocado (13%)
Costura fruncida (30%)
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 159
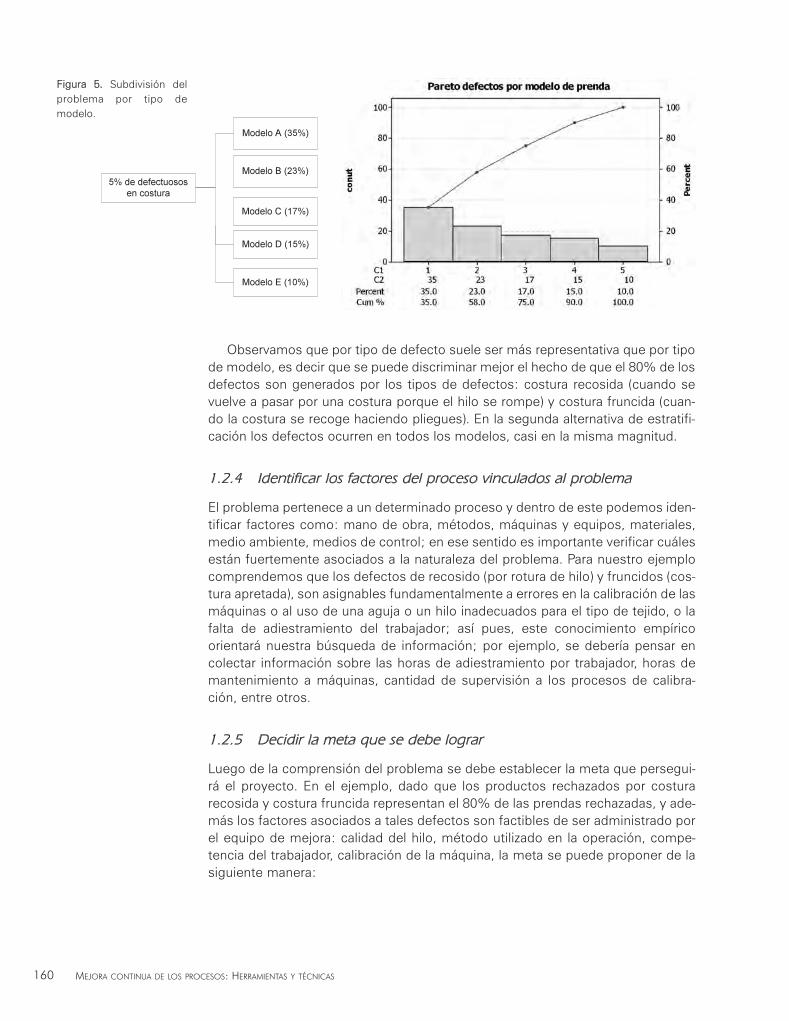
Observamos que por tipo de defecto suele ser más representativa que por tipode modelo, es decir que se puede discriminar mejor el hecho de que el 80% de losdefectos son generados por los tipos de defectos: costura recosida (cuando sevuelve a pasar por una costura porque el hilo se rompe) y costura fruncida (cuan-do la costura se recoge haciendo pliegues). En la segunda alternativa de estratifi-cación los defectos ocurren en todos los modelos, casi en la misma magnitud.
1.2.4 Identificar los factores del proceso vinculados al problema
El problema pertenece a un determinado proceso y dentro de este podemos iden-tificar factores como: mano de obra, métodos, máquinas y equipos, materiales,medio ambiente, medios de control; en ese sentido es importante verificar cuálesestán fuertemente asociados a la naturaleza del problema. Para nuestro ejemplocomprendemos que los defectos de recosido (por rotura de hilo) y fruncidos (cos-tura apretada), son asignables fundamentalmente a errores en la calibración de lasmáquinas o al uso de una aguja o un hilo inadecuados para el tipo de tejido, o lafalta de adiestramiento del trabajador; así pues, este conocimiento empíricoorientará nuestra búsqueda de información; por ejemplo, se debería pensar encolectar información sobre las horas de adiestramiento por trabajador, horas demantenimiento a máquinas, cantidad de supervisión a los procesos de calibra-ción, entre otros.
1.2.5 Decidir la meta que se debe lograr
Luego de la comprensión del problema se debe establecer la meta que persegui-rá el proyecto. En el ejemplo, dado que los productos rechazados por costurarecosida y costura fruncida representan el 80% de las prendas rechazadas, y ade-más los factores asociados a tales defectos son factibles de ser administrado porel equipo de mejora: calidad del hilo, método utilizado en la operación, compe-tencia del trabajador, calibración de la máquina, la meta se puede proponer de lasiguiente manera:
160 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 5. Subdivisión delproblema por tipo demodelo.
5% de defectuosos en costura
Modelo D (15%)
Modelo A (35%)
Modelo B (23%)
Modelo C (17%)
Modelo E (10%)
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 160
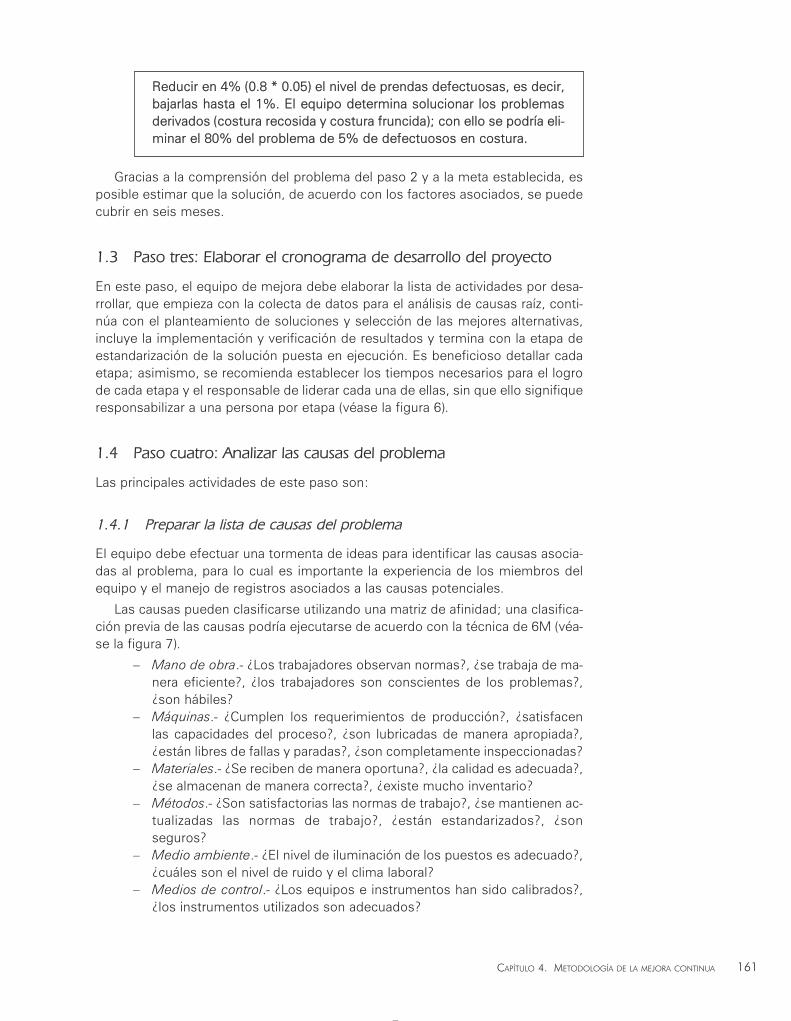
Reducir en 4% (0.8 * 0.05) el nivel de prendas defectuosas, es decir,bajarlas hasta el 1%. El equipo determina solucionar los problemasderivados (costura recosida y costura fruncida); con ello se podría eli-minar el 80% del problema de 5% de defectuosos en costura.
Gracias a la comprensión del problema del paso 2 y a la meta establecida, esposible estimar que la solución, de acuerdo con los factores asociados, se puedecubrir en seis meses.
1.3 Paso tres: Elaborar el cronograma de desarrollo del proyecto
En este paso, el equipo de mejora debe elaborar la lista de actividades por desa -rrollar, que empieza con la colecta de datos para el análisis de causas raíz, conti-núa con el planteamiento de soluciones y selección de las mejores alternativas,incluye la implementación y verificación de resultados y termina con la etapa deestandarización de la solución puesta en ejecución. Es beneficioso detallar cadaetapa; asimismo, se recomienda establecer los tiempos necesarios para el logrode cada etapa y el responsable de liderar cada una de ellas, sin que ello signifiqueresponsabilizar a una persona por etapa (véase la figura 6).
1.4 Paso cuatro: Analizar las causas del problema
Las principales actividades de este paso son:
1.4.1 Preparar la lista de causas del problema
El equipo debe efectuar una tormenta de ideas para identificar las causas asocia-das al problema, para lo cual es importante la experiencia de los miembros delequipo y el manejo de registros asociados a las causas potenciales.
Las causas pueden clasificarse utilizando una matriz de afinidad; una clasifica-ción previa de las causas podría ejecutarse de acuerdo con la técnica de 6M (véa -se la figura 7).
– Mano de obra.- ¿Los trabajadores observan normas?, ¿se trabaja de ma -nera eficiente?, ¿los trabajadores son conscientes de los problemas?,¿son hábiles?
– Máquinas.- ¿Cumplen los requerimientos de producción?, ¿satisfacenlas capacidades del proceso?, ¿son lubricadas de manera apropiada?,¿están libres de fallas y paradas?, ¿son completamente inspeccionadas?
– Materiales.- ¿Se reciben de manera oportuna?, ¿la calidad es adecuada?,¿se almacenan de manera correcta?, ¿existe mucho inventario?
– Métodos.- ¿Son satisfactorias las normas de trabajo?, ¿se mantienen ac -tua lizadas las normas de trabajo?, ¿están estandarizados?, ¿son seguros?
– Medio ambiente.- ¿El nivel de iluminación de los puestos es adecuado?,¿cuáles son el nivel de ruido y el clima laboral?
– Medios de control.- ¿Los equipos e instrumentos han sido calibrados?,¿los instrumentos utilizados son adecuados?
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 161
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 161
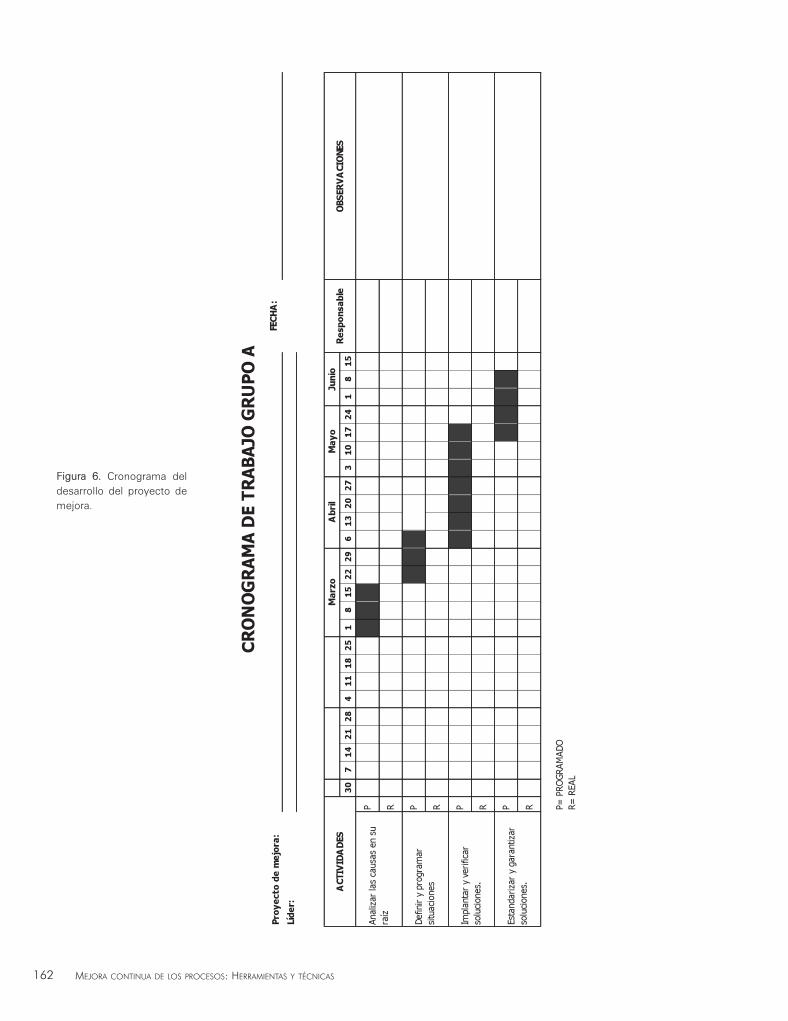
162 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Proy
ecto
de
mej
ora:
FECH
A:
Líde
r:
307
1421
284
1118
251
815
2229
613
2027
310
1724
18
15
P R P R P R P R P= P
ROGR
AMAD
OR=
REA
L
CRO
NO
GR
AMA
DE
TRAB
AJO
GR
UPO
A
Abr
ilM
ayo
OBS
ERV
ACI
ONE
SA
CTIV
IDA
DES
Mar
zo
Impl
anta
r y
verif
icar
so
luci
ones
.
Esta
ndar
izar
y g
aran
tizar
so
luci
ones
.
Juni
oR
espo
nsab
le
Anal
izar
las
caus
as e
n su
ra
íz
Defin
ir y
prog
ram
ar
situ
acio
nes
Figura 6. Cronograma deldesarrollo del proyecto demejora.
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 162
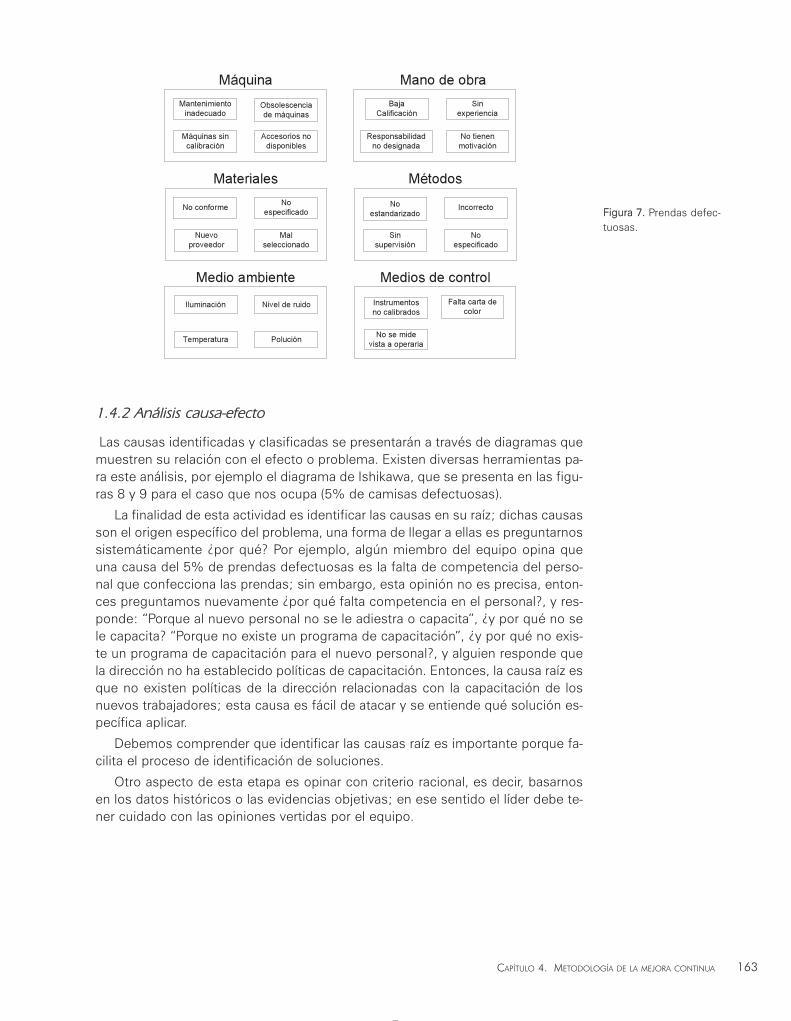
1.4.2 Análisis causa-efecto
Las causas identificadas y clasificadas se presentarán a través de diagramas quemuestren su relación con el efecto o problema. Existen diversas herramientas pa -ra este análisis, por ejemplo el diagrama de Ishikawa, que se presenta en las figu-ras 8 y 9 para el caso que nos ocupa (5% de camisas defectuosas).
La finalidad de esta actividad es identificar las causas en su raíz; dichas causasson el origen específico del problema, una forma de llegar a ellas es preguntarnossistemáticamente ¿por qué? Por ejemplo, algún miembro del equipo opina queuna causa del 5% de prendas defectuosas es la falta de competencia del perso-nal que confecciona las prendas; sin embargo, esta opinión no es precisa, enton-ces preguntamos nuevamente ¿por qué falta competencia en el personal?, y res-ponde: “Porque al nuevo personal no se le adiestra o capacita”, ¿y por qué no sele capacita? “Porque no existe un programa de capacitación”, ¿y por qué no exis-te un programa de capacitación para el nuevo personal?, y alguien responde quela dirección no ha establecido políticas de capacitación. Entonces, la causa raíz esque no existen políticas de la dirección relacionadas con la capacitación de losnuevos trabajadores; esta causa es fácil de atacar y se entiende qué solución es -pecífica aplicar.
Debemos comprender que identificar las causas raíz es importante porque fa -cilita el proceso de identificación de soluciones.
Otro aspecto de esta etapa es opinar con criterio racional, es decir, basarnosen los datos históricos o las evidencias objetivas; en ese sentido el líder debe te -ner cuidado con las opiniones vertidas por el equipo.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 163
Figura 7. Prendas defec-tuosas.
Mantenimientoinadecuado
Máquina Mano de obra
Materiales Métodos
Obsolescencia de máquinas
Accesorios no disponibles
Máquinas sin calibración
BajaCalificación
Responsabilidad no designada
Sinexperiencia
No tienenmotivación
No conforme No especificado
Nuevo proveedor
Mal seleccionado
No estandarizado
Incorrecto
Sinsupervisión
No especificado
Medio ambiente Medios de control
Iluminación Nivel de ruido Instrumentos no calibrados
Falta carta de color
Temperatura Polución No se mide vista a operaria
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 163
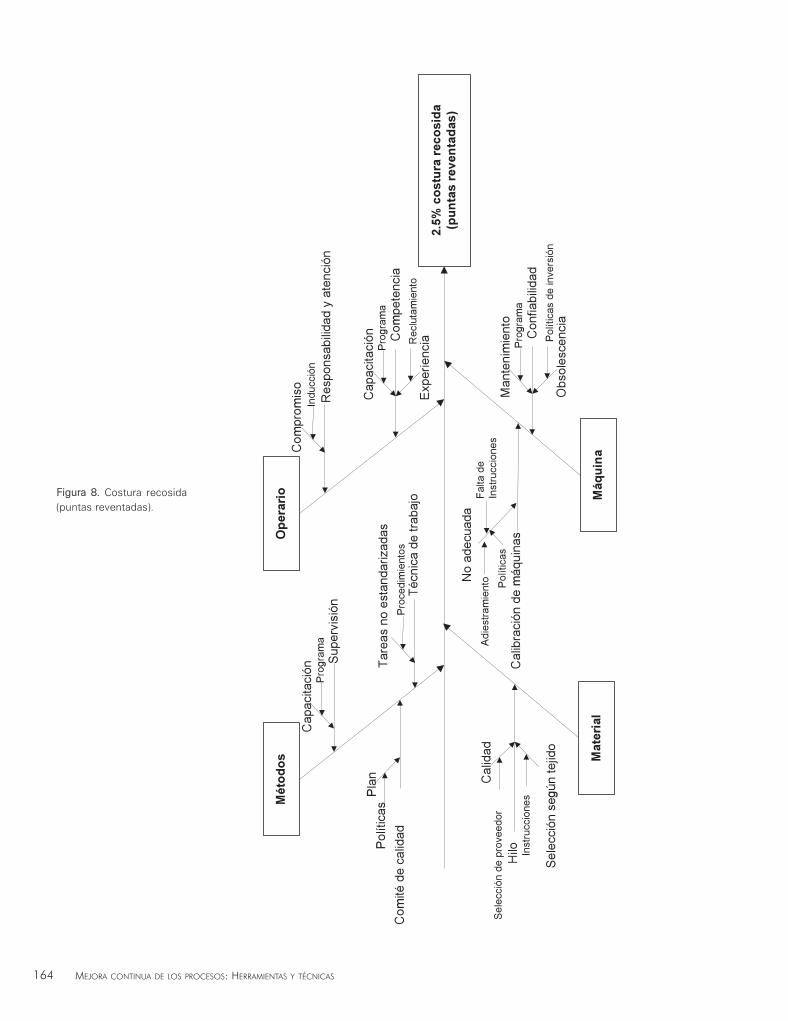
164 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 8. Costura recosida(puntas reventadas).
Ope
rario M
áqui
na
2.5%
cos
tura
reco
sida
(p
unta
s re
vent
adas
)
Mét
odos M
ater
ial
Con
fiabi
lidad
Sup
ervi
sión
Cap
acita
ción
Pro
gram
a
Técn
ica
de tr
abaj
o
Tare
as n
o es
tand
ariz
adas
Pro
cedi
mie
ntos
Com
ité d
e ca
lidad
Pol
ítica
sP
lan
Cal
ibra
ción
de
máq
uina
s
Falta
de
Inst
rucc
ione
sA
dies
tram
ient
oNo
adec
uada
Pol
ítica
sS
elec
ción
de
prov
eedo
rC
alid
ad
Hilo In
stru
ccio
nes
Sel
ecci
ón s
egún
tejid
o
Man
teni
mie
nto
Pro
gram
a
Pol
ítica
s de
inve
rsió
nO
bsol
esce
ncia
Res
pons
abili
dad
y at
enci
ón
Com
prom
iso
Indu
cció
n
Com
pete
ncia
Cap
acita
ción
Pro
gram
a
Rec
luta
mie
nto
Exp
erie
ncia
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 164
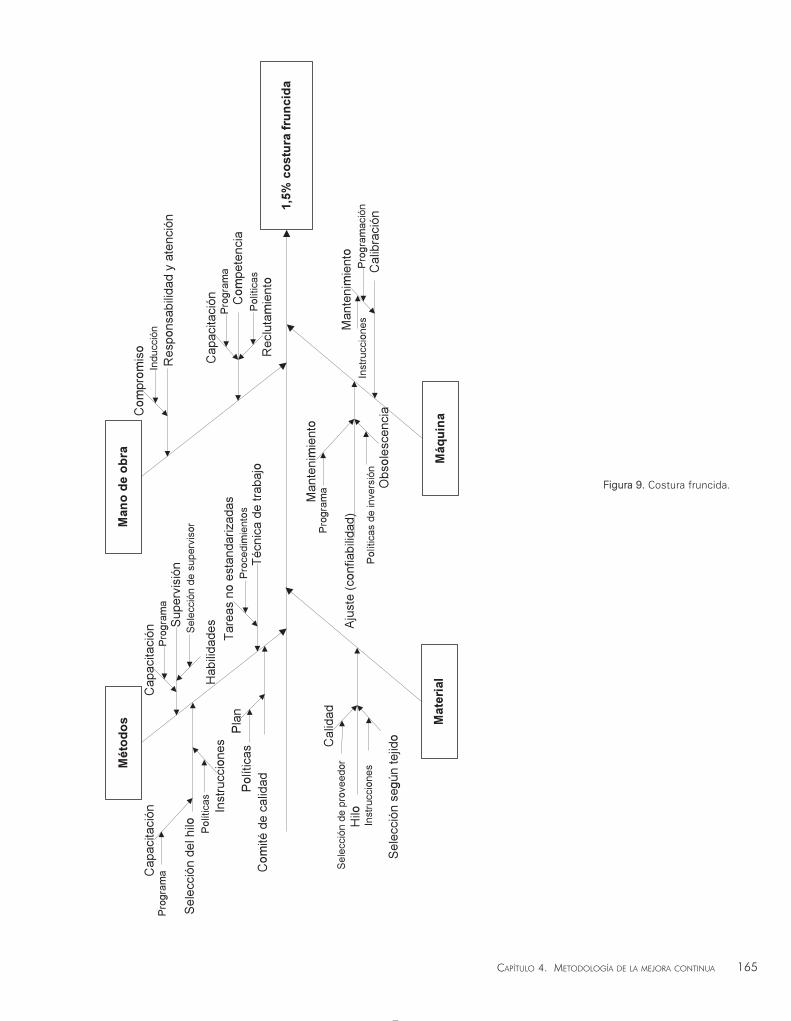
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 165
Figura 9. Costura fruncida.
Man
o de
obr
a
Máq
uina
1,5%
cos
tura
frun
cida
Mét
odos M
ater
ial
Cal
ibra
ción
Sup
ervi
sión
Cap
acita
ción
Pro
gram
a
Técn
ica
de tr
abaj
o
Tare
as n
o es
tand
ariz
adas
Pro
cedi
mie
ntos
Com
ité d
e ca
lidadPol
ítica
sP
lan
Sel
ecci
ón d
el h
ilo
Pro
gram
aCap
acita
ción
Sel
ecci
ón d
e pr
ovee
dor
Cal
idad
Hilo
Inst
rucc
ione
s
Sel
ecci
ón s
egún
tejid
o
Man
teni
mie
nto
Pro
gram
ació
n
Res
pons
abili
dad
y at
enci
ón
Com
prom
iso
Indu
cció
n
Com
pete
ncia
Cap
acita
ción
Pro
gram
a
Rec
luta
mie
nto
Inst
rucc
ione
sP
olíti
cas
Sel
ecci
ón d
e su
perv
isor
Hab
ilida
des
Pol
ítica
s
Inst
rucc
ione
sA
just
e (c
onfia
bilid
ad)
Pro
gram
aM
ante
nim
ient
o
Obs
oles
cenc
iaP
olíti
cas
de in
vers
ión
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 165
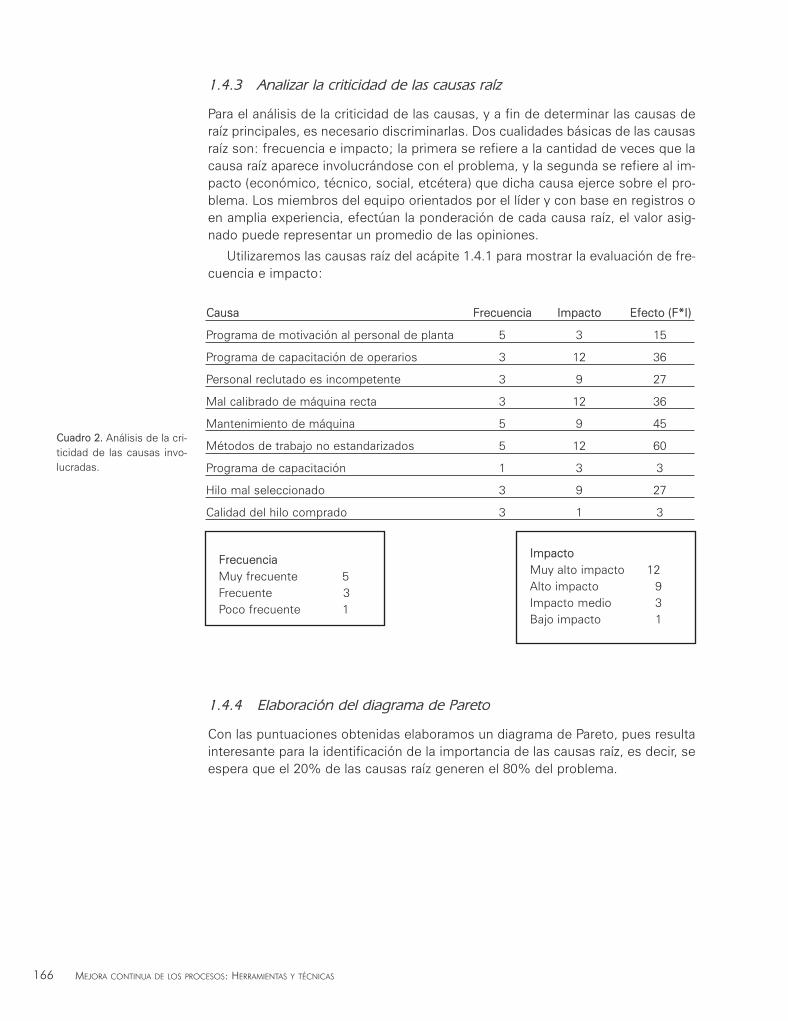
1.4.3 Analizar la criticidad de las causas raíz
Para el análisis de la criticidad de las causas, y a fin de determinar las causas deraíz principales, es necesario discriminarlas. Dos cualidades básicas de las causasraíz son: frecuencia e impacto; la primera se refiere a la cantidad de veces que lacausa raíz aparece involucrándose con el problema, y la segunda se refiere al im -pacto (económico, técnico, social, etcétera) que dicha causa ejerce sobre el pro-blema. Los miembros del equipo orientados por el líder y con base en registros oen amplia experiencia, efectúan la ponderación de cada causa raíz, el valor asig-nado puede representar un promedio de las opiniones.
Utilizaremos las causas raíz del acápite 1.4.1 para mostrar la evaluación de fre-cuencia e impacto:
1.4.4 Elaboración del diagrama de Pareto
Con las puntuaciones obtenidas elaboramos un diagrama de Pareto, pues resultainteresante para la identificación de la importancia de las causas raíz, es decir, seespera que el 20% de las causas raíz generen el 80% del problema.
166 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 2. Análisis de la cri-ticidad de las causas invo-lucradas.
Causa Frecuencia Impacto Efecto (F*I)
Programa de motivación al personal de planta 5 3 15
Programa de capacitación de operarios 3 12 36
Personal reclutado es incompetente 3 9 27
Mal calibrado de máquina recta 3 12 36
Mantenimiento de máquina 5 9 45
Métodos de trabajo no estandarizados 5 12 60
Programa de capacitación 1 3 3
Hilo mal seleccionado 3 9 27
Calidad del hilo comprado 3 1 3
FrecuenciaMuy frecuente 5Frecuente 3Poco frecuente 1
ImpactoMuy alto impacto 12Alto impacto 9Impacto medio 3Bajo impacto 1
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 166
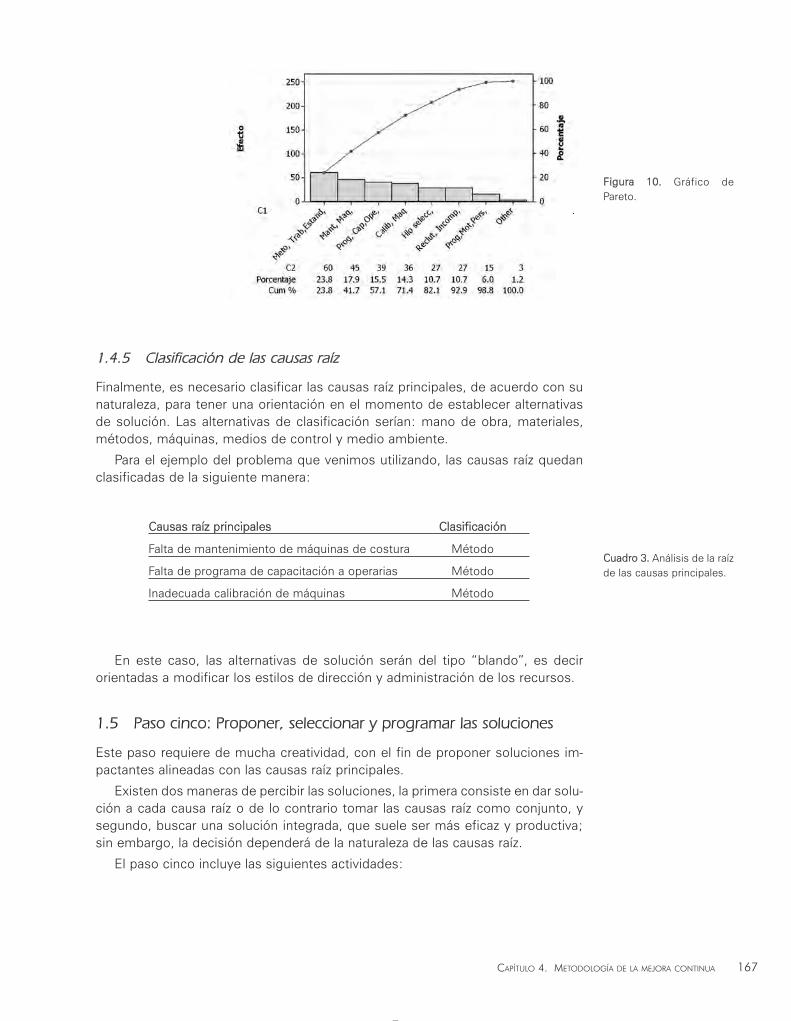
1.4.5 Clasificación de las causas raíz
Finalmente, es necesario clasificar las causas raíz principales, de acuerdo con suna turaleza, para tener una orientación en el momento de establecer alternativasde solución. Las alternativas de clasificación serían: mano de obra, materiales,mé todos, máquinas, medios de control y medio ambiente.
Para el ejemplo del problema que venimos utilizando, las causas raíz quedanclasificadas de la siguiente manera:
En este caso, las alternativas de solución serán del tipo “blando”, es decirorien tadas a modificar los estilos de dirección y administración de los recursos.
1.5 Paso cinco: Proponer, seleccionar y programar las soluciones
Este paso requiere de mucha creatividad, con el fin de proponer soluciones im -pactantes alineadas con las causas raíz principales.
Existen dos maneras de percibir las soluciones, la primera consiste en dar solu-ción a cada causa raíz o de lo contrario tomar las causas raíz como conjunto, ysegundo, buscar una solución integrada, que suele ser más eficaz y productiva;sin embargo, la decisión dependerá de la naturaleza de las causas raíz.
El paso cinco incluye las siguientes actividades:
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 167
Cuadro 3. Análisis de la raízde las causas principales.
Figura 10. Gráfico dePareto.
Causas raíz principales Clasificación
Falta de mantenimiento de máquinas de costura Método
Falta de programa de capacitación a operarias Método
Inadecuada calibración de máquinas Método
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 167
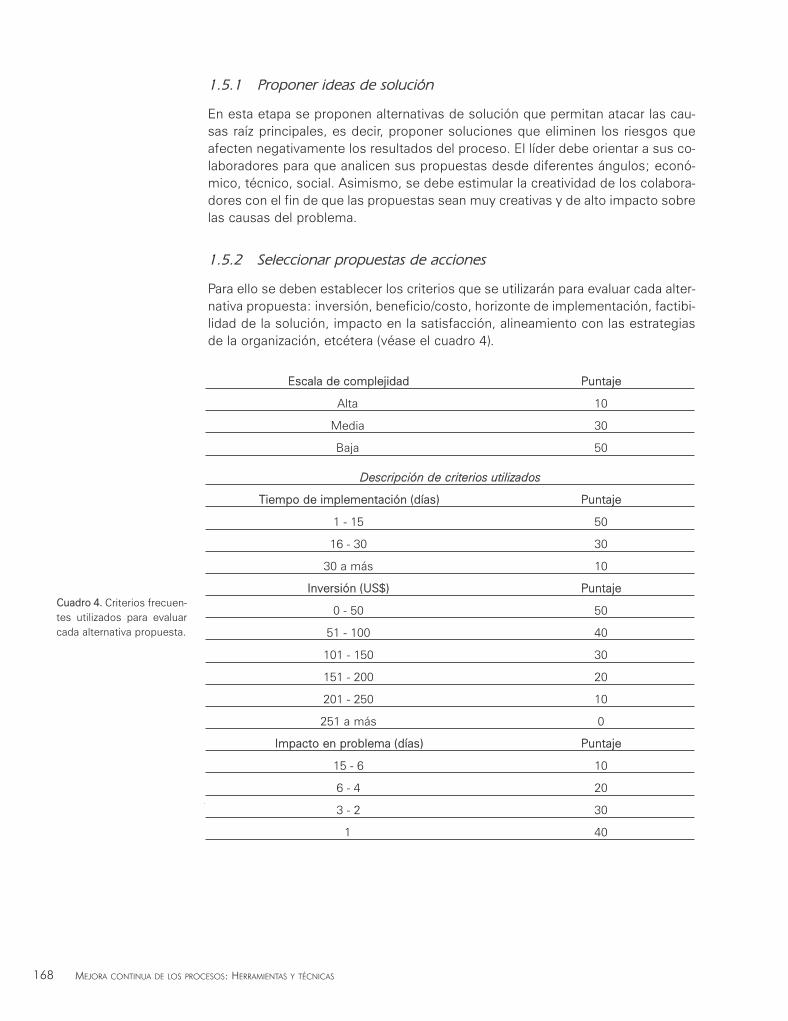
1.5.1 Proponer ideas de solución
En esta etapa se proponen alternativas de solución que permitan atacar las cau-sas raíz principales, es decir, proponer soluciones que eliminen los riesgos queafecten negativamente los resultados del proceso. El líder debe orientar a sus co -laboradores para que analicen sus propuestas desde diferentes ángulos; econó-mico, técnico, social. Asimismo, se debe estimular la creatividad de los colabora-dores con el fin de que las propuestas sean muy creativas y de alto impacto sobrelas causas del problema.
1.5.2 Seleccionar propuestas de acciones
Para ello se deben establecer los criterios que se utilizarán para evaluar cada alter-nativa propuesta: inversión, beneficio/costo, horizonte de implementación, factibi -lidad de la solución, impacto en la satisfacción, alineamiento con las estrategiasde la organización, etcétera (véase el cuadro 4).
168 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 4. Criterios frecuen-tes utilizados para evaluarcada alternativa propuesta.
Escala de complejidad Puntaje
Alta 10
Media 30
Baja 50
Descripción de criterios utilizados
Tiempo de implementación (días) Puntaje
1 - 15 50
16 - 30 30
30 a más 10
Inversión (US$) Puntaje
0 - 50 50
51 - 100 40
101 - 150 30
151 - 200 20
201 - 250 10
251 a más 0
Impacto en problema (días) Puntaje
15 - 6 10
6 - 4 20
3 - 2 30
1 40
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 168
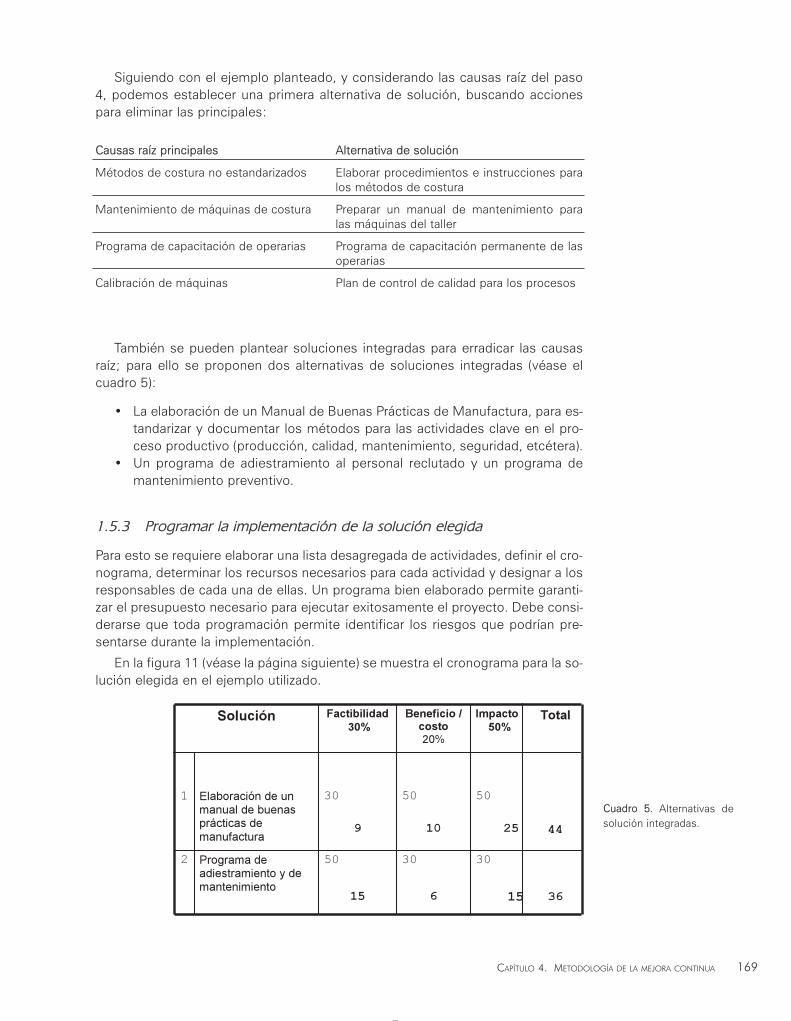
Siguiendo con el ejemplo planteado, y considerando las causas raíz del paso4, podemos establecer una primera alternativa de solución, buscando accionespa ra eliminar las principales:
También se pueden plantear soluciones integradas para erradicar las causasraíz; para ello se proponen dos alternativas de soluciones integradas (véase elcuadro 5):
• La elaboración de un Manual de Buenas Prácticas de Manufactura, para es -tandarizar y documentar los métodos para las actividades clave en el pro-ceso productivo (producción, calidad, mantenimiento, seguridad, etcétera).
• Un programa de adiestramiento al personal reclutado y un programa deman tenimiento preventivo.
1.5.3 Programar la implementación de la solución elegida
Para esto se requiere elaborar una lista desagregada de actividades, definir el cro-nograma, determinar los recursos necesarios para cada actividad y designar a losresponsables de cada una de ellas. Un programa bien elaborado permite garanti-zar el presupuesto necesario para ejecutar exitosamente el proyecto. Debe consi-derarse que toda programación permite identificar los riesgos que podrían pre-sentarse durante la implementación.
En la figura 11 (véase la página siguiente) se muestra el cronograma para la so -lución elegida en el ejemplo utilizado.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 169
Cuadro 5. Alternativas desolución integradas.
Causas raíz principales Alternativa de solución
Métodos de costura no estandarizados Elaborar procedimientos e instrucciones paralos métodos de costura
Mantenimiento de máquinas de costura Preparar un manual de mantenimiento paralas máquinas del taller
Programa de capacitación de operarias Programa de capacitación permanente de lasoperarias
Calibración de máquinas Plan de control de calidad para los procesos
15 6 15
25 10 9
Programa de adiestramiento y de mantenimiento
Elaboración de un manual de buenas prácticas de manufactura
36
30 30 50 2
44
50 50 30 1
Total Impacto 50%
Beneficio / costo 20%
Factibilidad 30%
Solución
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 169
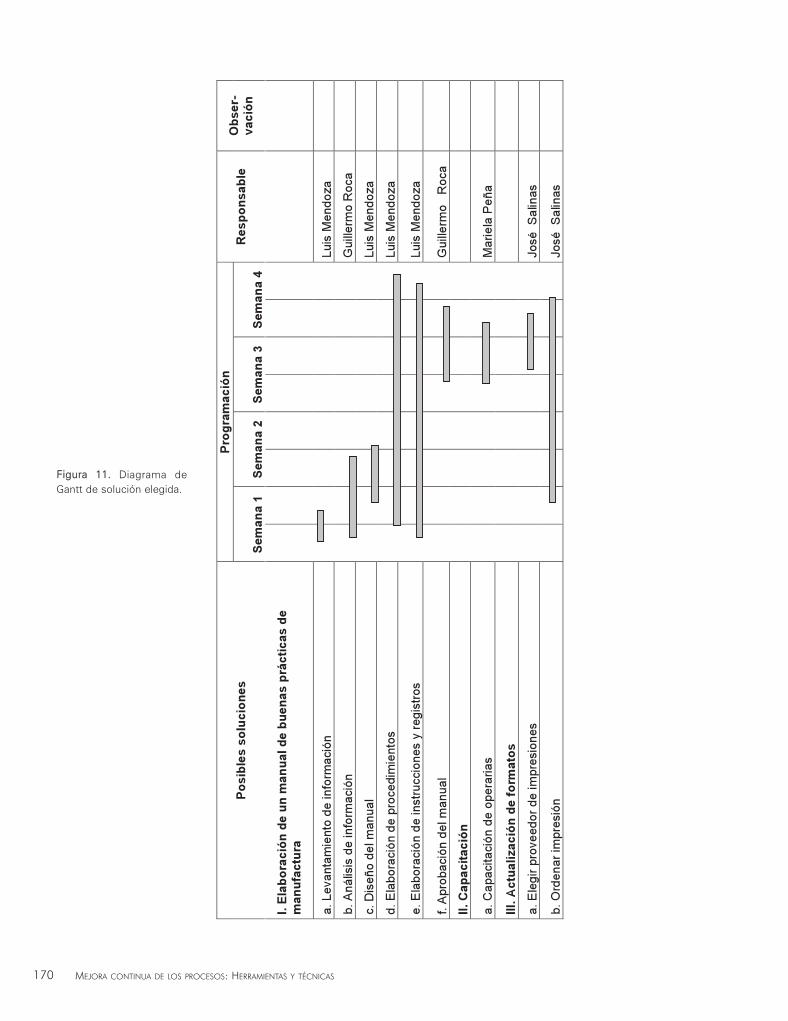
170 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 11. Diagrama deGantt de solución elegida.
Posi
bles
sol
ucio
nes
Prog
ram
ació
n
Res
pons
able
O
bser
-va
ción
Se
man
a 1
Sem
ana
2 Se
man
a 3
Sem
ana
4
I. El
abor
ació
n de
un
man
ual d
e bu
enas
prá
ctic
as d
e m
anuf
actu
ra
a. L
evan
tam
ient
o de
info
rmac
ión
Luis
Men
doza
b. A
nális
is d
e in
form
ació
n
G
uille
rmo
Roc
a
c. D
iseñ
o de
l man
ual
Luis
Men
doza
d. E
labo
raci
ón d
e pr
oced
imie
ntos
Lu
is M
endo
za
e. E
labo
raci
ón d
e in
stru
ccio
nes
y re
gist
ros
Luis
Men
doza
f. A
prob
ació
n de
l man
ual
Gui
llerm
o R
oca
II. C
apac
itaci
ón
a. C
apac
itaci
ón d
e op
erar
ias
Mar
iela
Peñ
a
III. A
ctua
lizac
ión
de fo
rmat
os
a. E
legi
r pro
veed
or d
e im
pres
ione
s
Jo
sé S
alin
as
b. O
rden
ar im
pres
ión
José
Sal
inas
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 170
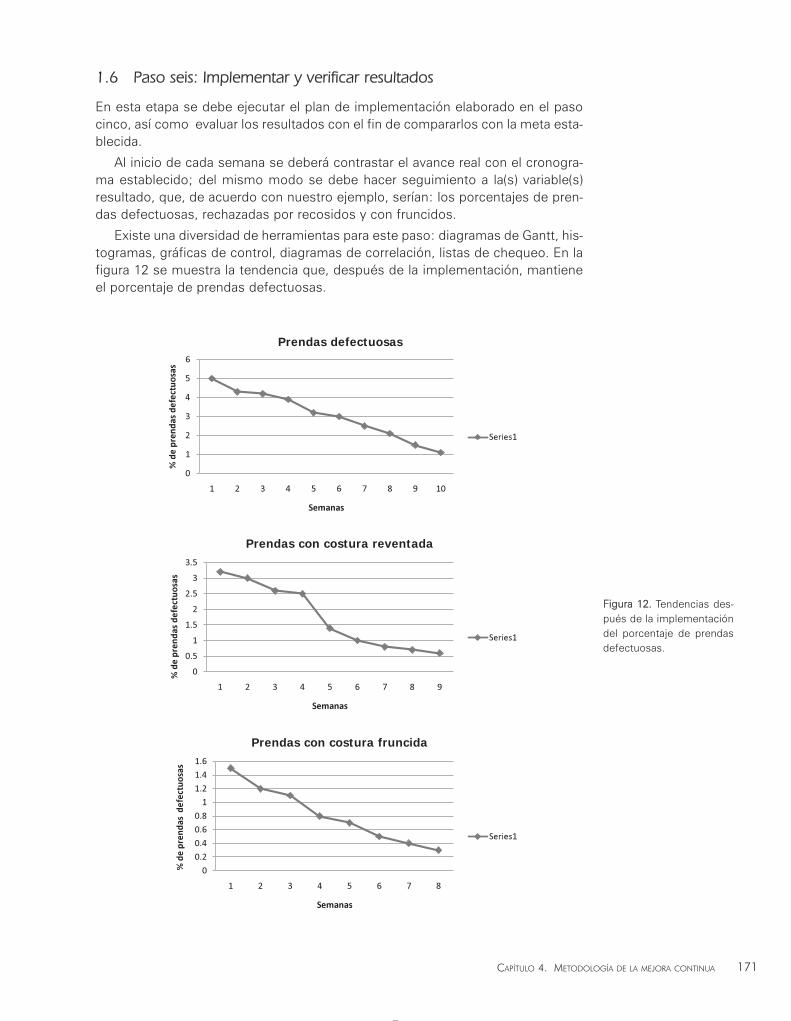
1.6 Paso seis: Implementar y verificar resultados
En esta etapa se debe ejecutar el plan de implementación elaborado en el pasocinco, así como evaluar los resultados con el fin de compararlos con la meta esta-blecida.
Al inicio de cada semana se deberá contrastar el avance real con el cronogra-ma establecido; del mismo modo se debe hacer seguimiento a la(s) variable(s)resultado, que, de acuerdo con nuestro ejemplo, serían: los porcentajes de pren-das defectuosas, rechazadas por recosidos y con fruncidos.
Existe una diversidad de herramientas para este paso: diagramas de Gantt, his-togramas, gráficas de control, diagramas de correlación, listas de chequeo. En lafigura 12 se muestra la tendencia que, después de la implementación, mantieneel porcentaje de prendas defectuosas.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 171
Figura 12. Tendencias des-pués de la implementacióndel porcentaje de prendasdefectuosas.
0
1
2
3
4
5
6
1 2 3 4 5 6 7 8 9 10
% d
e pr
enda
s de
fect
uosa
s
Semanas
Series1
0
0.5
1
1.5
2
2.5
3
3.5
1 2 3 4 5 6 7 8 9
% d
e pr
enda
s de
fect
uosa
s
Semanas
Series1
00.20.40.60.81
1.21.41.6
1 2 3 4 5 6 7 8
% d
e pr
enda
sde
fect
uosa
s
Semanas
Series1
Prendas defectuosas
Prendas con costura reventada
Prendas con costura fruncida
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 171
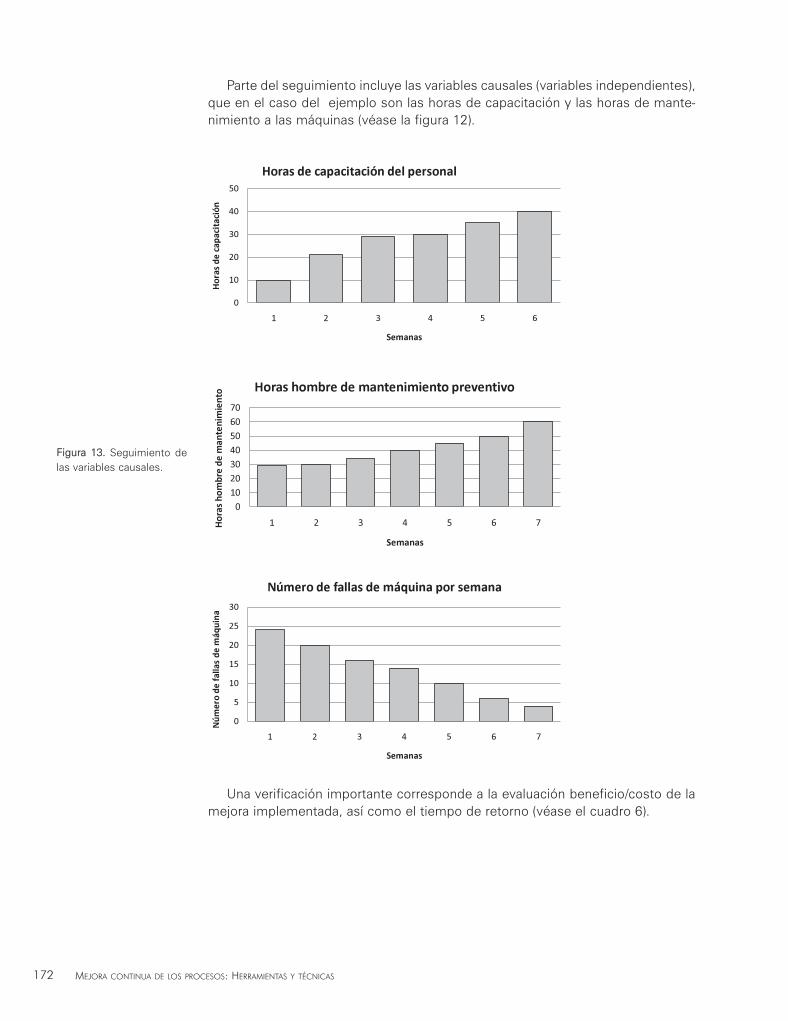
Parte del seguimiento incluye las variables causales (variables independientes),que en el caso del ejemplo son las horas de capacitación y las horas de mante-nimiento a las máquinas (véase la figura 12).
Una verificación importante corresponde a la evaluación beneficio/costo de lamejora implementada, así como el tiempo de retorno (véase el cuadro 6).
172 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 13. Seguimiento delas variables causales.
0
10
20
30
40
50
1 2 3 4 5 6
Hor
as d
e ca
paci
taci
ón
Semanas
Horas de capacitación del personal
010203040506070
1 2 3 4 5 6 7Hor
as h
ombr
e de
man
teni
mie
nto
Semanas
Horas hombre de mantenimiento preventivo
0
5
10
15
20
25
30
1 2 3 4 5 6 7
Núm
ero
de fa
llas
de m
áqui
na
Semanas
Número de fallas de máquina por semana
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 172
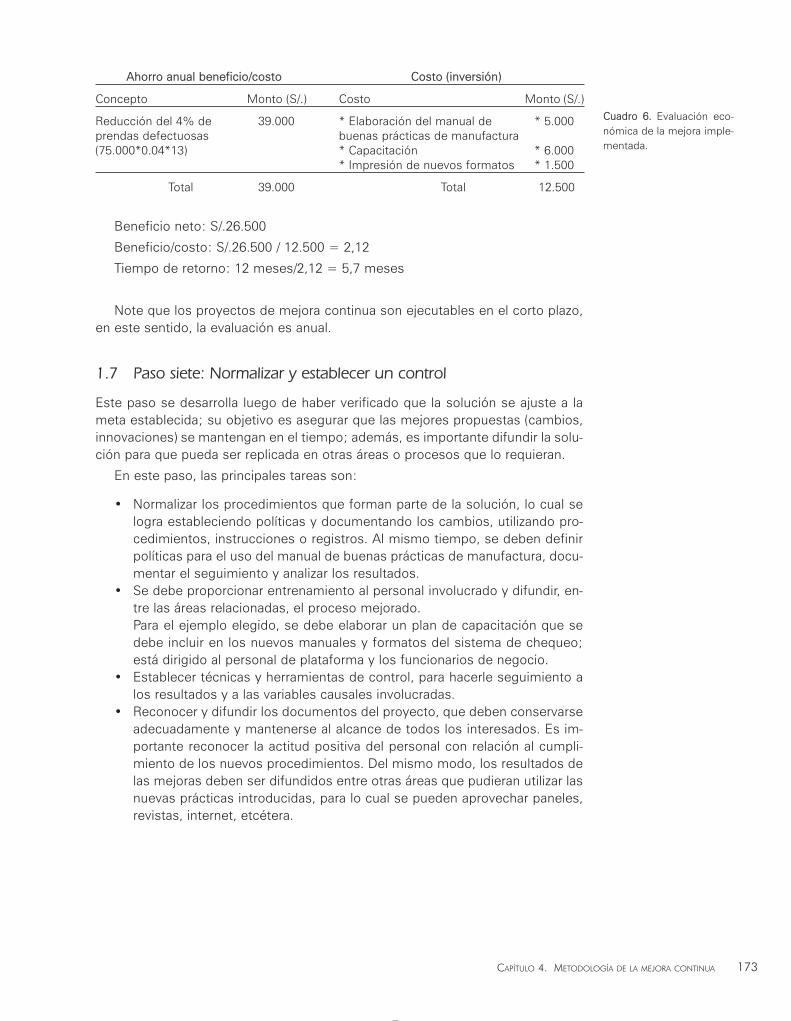
Beneficio neto: S/.26.500
Beneficio/costo: S/.26.500 / 12.500 = 2,12
Tiempo de retorno: 12 meses/2,12 = 5,7 meses
Note que los proyectos de mejora continua son ejecutables en el corto plazo,en este sentido, la evaluación es anual.
1.7 Paso siete: Normalizar y establecer un control
Este paso se desarrolla luego de haber verificado que la solución se ajuste a lameta establecida; su objetivo es asegurar que las mejores propuestas (cambios,innovaciones) se mantengan en el tiempo; además, es importante difundir la solu-ción para que pueda ser replicada en otras áreas o procesos que lo requieran.
En este paso, las principales tareas son:
• Normalizar los procedimientos que forman parte de la solución, lo cual selogra estableciendo políticas y documentando los cambios, utilizando pro-cedimientos, instrucciones o registros. Al mismo tiempo, se deben definirpolíticas para el uso del manual de buenas prácticas de manufactura, docu-mentar el seguimiento y analizar los resultados.
• Se debe proporcionar entrenamiento al personal involucrado y difundir, en -tre las áreas relacionadas, el proceso mejorado. Para el ejemplo elegido, se debe elaborar un plan de capacitación que sedebe incluir en los nuevos manuales y formatos del sistema de chequeo;está dirigido al personal de plataforma y los funcionarios de negocio.
• Establecer técnicas y herramientas de control, para hacerle seguimiento alos resultados y a las variables causales involucradas.
• Reconocer y difundir los documentos del proyecto, que deben conservarseadecuadamente y mantenerse al alcance de todos los interesados. Es im -portante reconocer la actitud positiva del personal con relación al cumpli-miento de los nuevos procedimientos. Del mismo modo, los resultados delas mejoras deben ser difundidos entre otras áreas que pudieran utilizar lasnuevas prácticas introducidas, para lo cual se pueden aprovechar paneles,revistas, internet, etcétera.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 173
Cuadro 6. Evaluación eco-nómica de la mejora imple-mentada.
Ahorro anual beneficio/costo Costo (inversión)
Concepto Monto (S/.) Costo Monto (S/.)
Reducción del 4% de 39.000 * Elaboración del manual de * 5.000prendas defectuosas buenas prácticas de manufactura(75.000*0.04*13) * Capacitación * 6.000
* Impresión de nuevos formatos * 1.500
Total 39.000 Total 12.500
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 173
2. SEDAC: MEJORA CONTINUA DE LAS ACTIVIDADESDIARIAS
El Sedac (Structure Enhancing Daily Activities Through Creativity [estructurapara reforzar las actividades diarias a través de la creatividad]) es una metodo -logía que permite hacer mejoras en los procesos en el día-a-día, con el uso de untablero visible para todos en la planta, y la aplicación de los siete pasos en pro-yectos de corta duración, trabajando simultáneamente el análisis de problemas yacciones de mejora directamente sobre el diagrama causa-efecto, y observandoa la vez su efecto en el indicador.
Algunos ejemplos de mejoras para el día-a-día pueden ser:
• Reducir el número de arañazos en los tableros de los escritorios, para unafábrica de muebles.
• Reducir el número de trabajos entregados fuera de tiempo, en una univer-sidad.
• Reducir el número de facturas con errores, en una oficina de facturación.
El creador de esta metodología fue el Ryuji Fukuda (el mismo autor de la matrizP/O-matriz política/objetivo), que en su primera versión (1988) denominó Cedac(Cause-Effect Diagram with Addition of Cards [Diagrama causa efecto con el usode tarjetas]).
Luego de visitar plantas que ya usaban Sedac en Japón y Europa, optó por unnombre que resalte más el uso en el día-a-día y la creatividad que facilitan los equipos.
2.1 Características de un proyecto Sedac
• Visibilidad.- El objetivo del proyecto y el avance son visibles para todos.• Focalización.- El alcance del proyecto está focalizado en un proceso espe-
cífico.• Frecuencia de medición.- El indicador se mide con la mayor frecuencia
posible.• Liderazgo.- El líder del proyecto es el mismo responsable del proceso y los
miembros del equipo son quienes más conocen el proceso.• Velocidad.- Los proyectos duran tres meses o menos.• Impacto de cada acción en el día-a-día.- El impacto de las acciones de mejo-
ra se ven inmediatamente.• Creatividad y participación.- Se promueve la creatividad y la participación
del personal (lado izquierdo del tablero).• Alineamiento.- Asegura el alineamiento de las acciones de mejora, con la
definición adecuada del proyecto, el indicador y la meta (lado derecho deltablero).
• Requiere conocimiento previo de la metodología de los siete pasos.
174 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 174
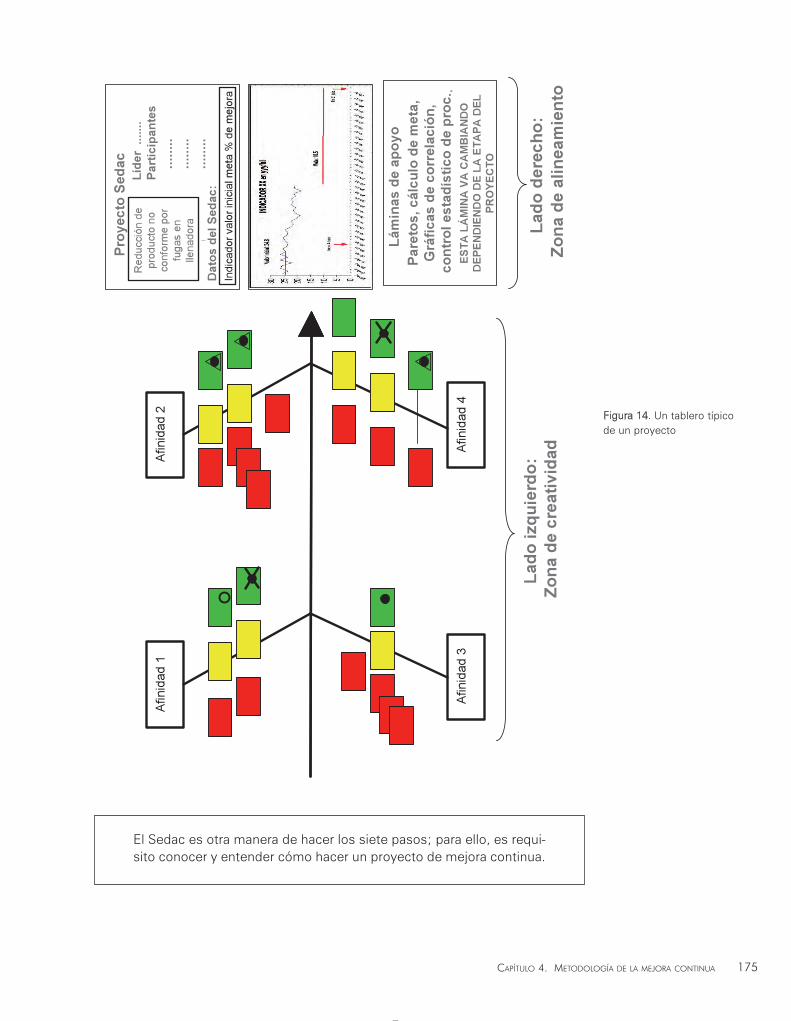
El Sedac es otra manera de hacer los siete pasos; para ello, es requi-sito conocer y entender cómo hacer un proyecto de mejora continua.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 175
Figura 14. Un tablero típicode un proyecto
Proy
ecto
Sed
acLí
der
......
. Pa
rtic
ipan
tes
......
.....
.....
......
..D
atos
del
Sed
ac:
Afin
idad
3
Afin
idad
1
Afin
idad
4
Afin
idad
2
Lám
inas
de
apoy
oPa
reto
s, c
álcu
lo d
e m
eta,
Grá
ficas
de
corr
elac
ión,
co
ntro
l est
adís
tico
de p
roc.
.ES
TA L
ÁM
INA
VA
CA
MB
IAN
DO
D
EPEN
DIE
ND
O D
E LA
ETA
PA D
EL
PRO
YEC
TO
Red
ucci
ón d
epr
oduc
to n
oco
nfor
me
por
fuga
s en
llena
dora
Indi
cado
r val
or in
icia
l met
a %
de
mej
ora
Lado
izqu
ierd
o:Zo
na d
e cr
eativ
idad
Lado
der
echo
:Zo
na d
e al
inea
mie
nto
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 175
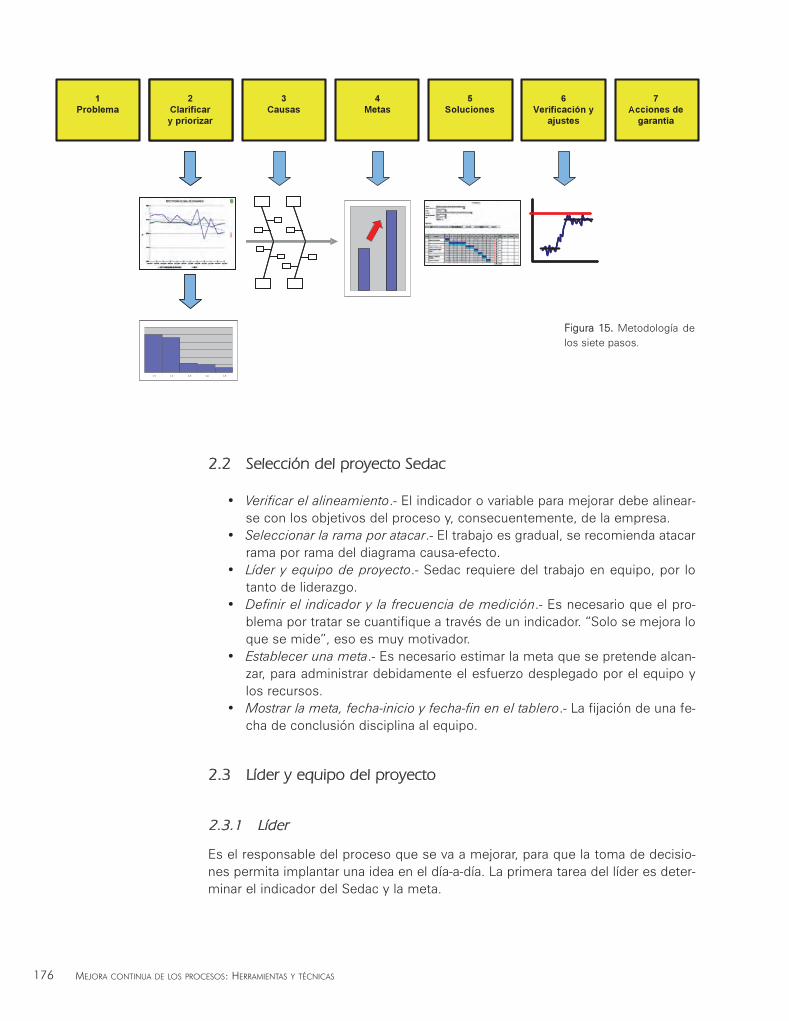
2.2 Selección del proyecto Sedac
• Verificar el alineamiento.- El indicador o variable para mejorar debe alinear-se con los objetivos del proceso y, consecuentemente, de la empresa.
• Seleccionar la rama por atacar.- El trabajo es gradual, se recomienda atacarrama por rama del diagrama causa-efecto.
• Líder y equipo de proyecto.- Sedac requiere del trabajo en equipo, por lotanto de liderazgo.
• Definir el indicador y la frecuencia de medición.- Es necesario que el pro-blema por tratar se cuantifique a través de un indicador. “Solo se mejora loque se mide”, eso es muy motivador.
• Establecer una meta.- Es necesario estimar la meta que se pretende alcan-zar, para administrar debidamente el esfuerzo desplegado por el equipo ylos recursos.
• Mostrar la meta, fecha-inicio y fecha-fin en el tablero.- La fijación de una fe -cha de conclusión disciplina al equipo.
2.3 Líder y equipo del proyecto
2.3.1 Líder
Es el responsable del proceso que se va a mejorar, para que la toma de decisio-nes permita implantar una idea en el día-a-día. La primera tarea del líder es deter-minar el indicador del Sedac y la meta.
176 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
1Problema
2
L1 L2 L3 L4 L5L1 L2 L3 L4 L5
2Clarificary priorizar
3Causas
4Metas
5Soluciones
6Verificación y
ajustes
7Acciones de
garantía
Figura 15. Metodología delos siete pasos.
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 176

2.3.2 Equipo
Los miembros del equipo del proyecto son elegidos por tener el conocimiento enel día-a-día del proceso por mejorar, y tener el deseo de comprometerse con laoportunidad presentada.
2.4 Metodología Sedac
2.4.1 Tarjetas rojas
Las tarjetas rojas son las tarjetas “problemas o causas”. En ellas se expresa en for -ma clara y simple los problemas y obstáculos que, a la fecha, impiden mejorar elindicador del Sedac.
• Tormenta de ideas con tarjetas
– En una tormenta de ideas verbal
a) El mejor orador puede tener ventaja.b) Se omiten ideas para no contradecir al jefe.c) Puede darse el caso del que no habla y espera al final para intervenir (en
lugar de trabajar al máximo su capacidad de describir un problema y sucreatividad).
– En una tormenta de ideas con tarjetas
a) Se evitan las discusiones de forma.b) No influye la jerarquía.c) No influye la capacidad del orador.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 177
Figura 16. Tarjeta roja.
Afinidad1
Afinidadn
Se colocan al lado izquierdo de las ramas
Indicador Sedac
Imán (rojo)
Nombre o iniciales
Fecha
Zona para escribir el detalle de la causa
Se generan con tormenta de ideas usando tarjetas(véase el procedimiento).
En el día-a-día (pero dentro del plazo considerado para el proyecto) se podrían añadir nuevas causas no identificadas inicialmente.
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 177
d) Hay más libertad para cada miembro del equipo.e) Hay más creatividad.
2.4.2 Pautas para la tormenta de ideas de causas con tarjetas
• Paso 1. La tormenta. Se entregan tarjetas a cada miembro. Cada uno debe-rá pensar al menos en cinco problemas que afectan al indicador del Sedacy escribir un problema por tarjeta. Se debe dar suficiente tiempo para quetodos terminen de escribir sus cinco tarjetas:
Expresar hechos (evitar suposiciones o creencias) y, si es posible, cuantificar.
Ser específico. Expresar en oraciones cortas (un sujeto y un predicado). Ejemplos de redacción:“XXXX no ocurre por...”, “YYYY ocurre por...”.
• Paso 2. La lectura.- Se colocan todas las tarjetas en el tablero. Luego, cadapersona lee sus tarjetas causa y explica su significado al equipo. En el pro-ceso se van identificando las tarjetas con ideas similares y se colocan jun-tas en el tablero.
• Paso 3. La discusión abierta.- Cuando todos han leído sus tarjetas, se da untiempo para el análisis y la discusión. Si lo amerita, el líder puede solicitarincluir más tarjetas hasta que todos los posibles problemas hayan sidoidentificados y el grupo entienda claramente cada tarjeta.
• Paso 4. La agrupación por afinidades.- En este punto se debe buscar la rela-ción entre los grupos de causas. Es el momento de decidir las afinidadesque se usarán para agruparlas en un diagrama causa-efecto.
En este momento se puede verificar si está registrada toda la informaciónadicional necesaria (fecha, iniciales, etcétera. Se debe tener claro que si elequipo respeta las reglas desde el inicio ya no se perderá tiempo en estaverificación al final).
• Paso 5. Priorizar
Analizar el diagrama y decidir, en grupo, cuáles son las causas más impor-tantes. Se puede usar un sistema simple de puntajes (por ejemplo: dospuntos = causa importante; un punto = causa menos importante).
• Paso 6. Cerrar la sesión asignando tareas
Defina el siguiente paso estableciendo quienes trabajarán en el análisis delas causas para generar las tarjetas amarillas o verdes.
178 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 178
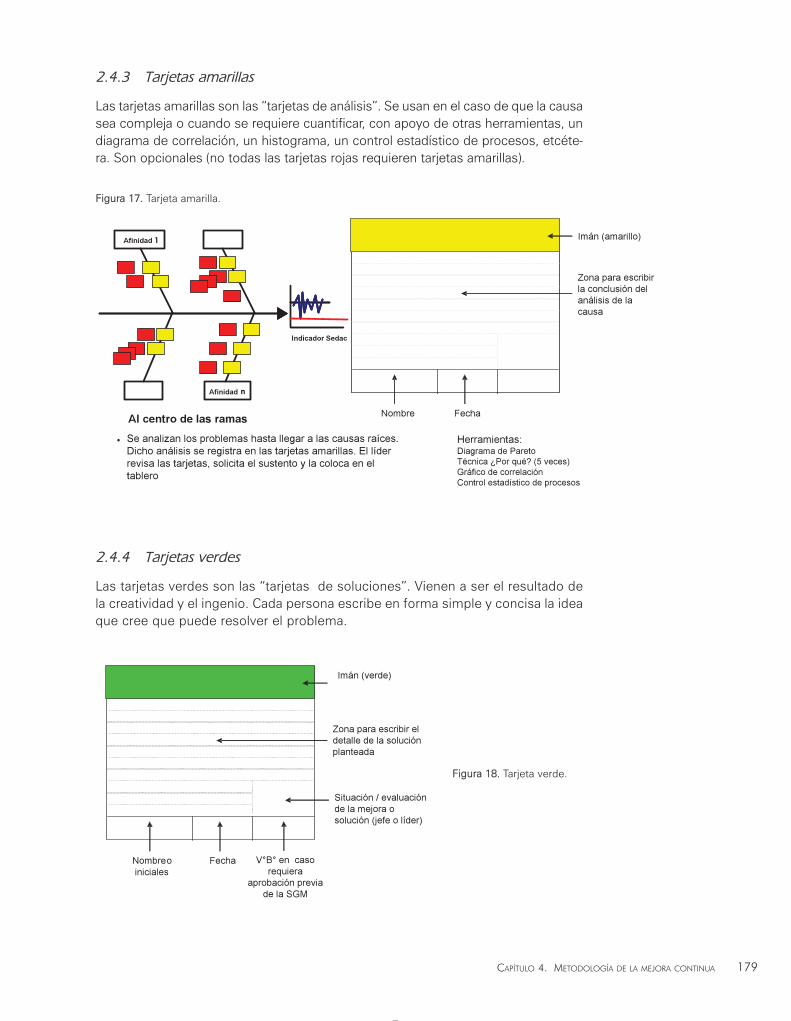
2.4.3 Tarjetas amarillas
Las tarjetas amarillas son las “tarjetas de análisis”. Se usan en el caso de que la causasea compleja o cuando se requiere cuantificar, con apoyo de otras herramientas, undiagrama de correlación, un histograma, un control estadístico de procesos, etcéte-ra. Son opcionales (no todas las tarjetas rojas requieren tarjetas amarillas).
2.4.4 Tarjetas verdes
Las tarjetas verdes son las “tarjetas de soluciones”. Vienen a ser el resultado dela creatividad y el ingenio. Cada persona escribe en forma simple y concisa la ideaque cree que puede resolver el problema.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 179
Figura 17. Tarjeta amarilla.
Imán (amarillo)
Nombre Fecha
Zona para escribir
la conclusión del
análisis de la
causa
Se analizan los problemas hasta llegar a las causas raíces.
Dicho análisis se registra en las tarjetas amarillas. El líder
revisa las tarjetas, solicita el sustento y la coloca en el
tablero
Afinidad 1
Afinidad n
Indicador Sedac
Herramientas:Diagrama de Pareto
Técnica ¿Por qué? (5 veces)
Gráfico de correlación
Control estadístico de procesos
Al centro de las ramas
Figura 18. Tarjeta verde.
Imán (verde)
Nombreoiniciales
Fecha
Zona para escribir el detalle de la solución planteada
Situación / evaluación de la mejora o solución (jefe o líder)
V°B° en caso requiera
aprobación previa de la SGM
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 179
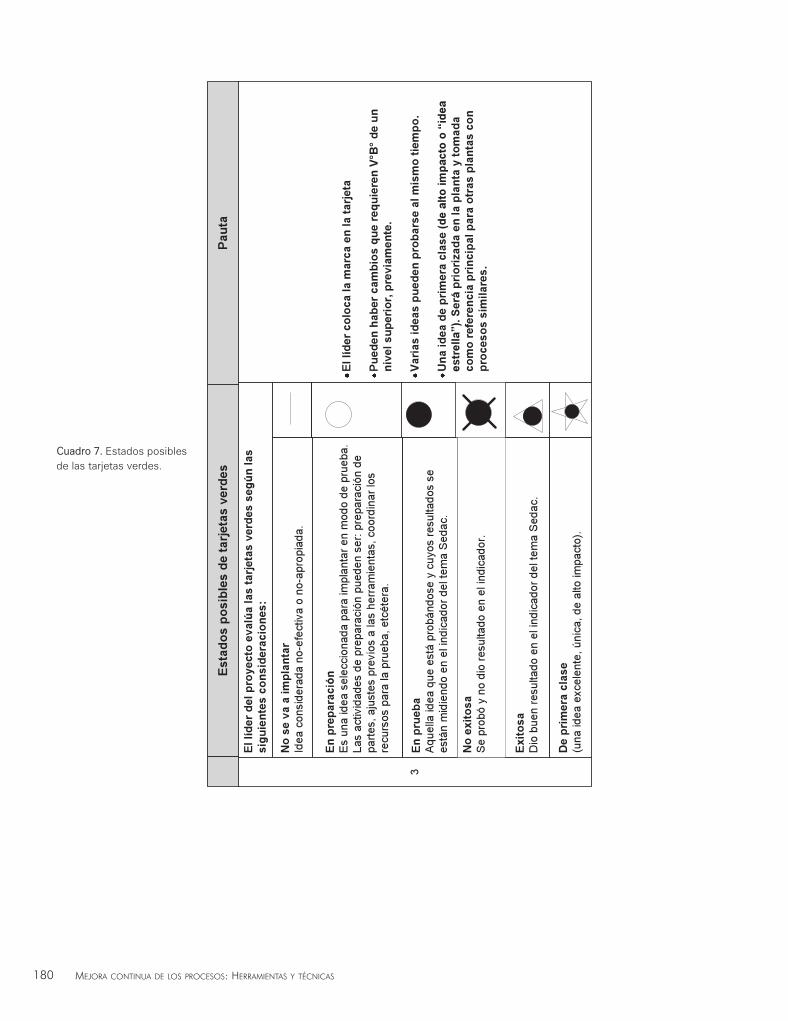
180 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Cuadro 7. Estados posiblesde las tarjetas verdes.
Esta
dos
posi
bles
de
tarje
tas
verd
es
Paut
a
El lí
der c
oloc
a la
mar
ca e
n la
tarje
ta
Pued
en h
aber
cam
bios
que
requ
iere
n V°
B° d
e un
ni
vel s
uper
ior,
prev
iam
ente
.
Varia
s id
eas
pued
en p
roba
rse
al m
ism
o tie
mpo
.
Una
idea
de
prim
era
clas
e (
). Se
rá p
rioriz
ada
en la
pla
nta
y to
mad
a co
mo
refe
renc
ia p
rinci
pal p
ara
otra
s pl
anta
s co
n pr
oces
os s
imila
res.
El lí
der d
el p
roye
cto
eval
úa la
s ta
rjeta
s ve
rdes
seg
ún la
s si
guie
ntes
con
side
raci
ones
:
No
se v
a a
impl
anta
r Id
ea c
onsi
dera
da n
o-ef
ectiv
a o
no-a
prop
iada
.
En p
repa
raci
ón
Es
una
idea
sel
ecci
onad
a pa
ra im
plan
tar e
n m
odo
de p
rueb
a.
Las
activ
idad
es d
e pr
epar
ació
n pu
eden
ser
: pre
para
ción
de
parte
s, a
just
es p
revi
os a
las
herr
amie
ntas
, coo
rdin
ar lo
s re
curs
os p
ara
la p
rueb
a, e
tcét
era.
En p
rueb
a A
quel
la id
ea q
ue e
stá
prob
ándo
se y
cuy
os re
sulta
dos
se
está
n m
idie
ndo
en e
l ind
icad
or d
el te
ma
Sed
ac.
Exito
saD
io b
uen
resu
ltado
en
el in
dica
dor d
el te
ma
Sed
ac.
De
prim
era
clas
e(u
na id
ea e
xcel
ente
, úni
ca, d
e al
to im
pact
o).
3
No
exito
saS
e pr
obó
y no
dio
resu
ltado
en
el in
dica
dor.
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 180
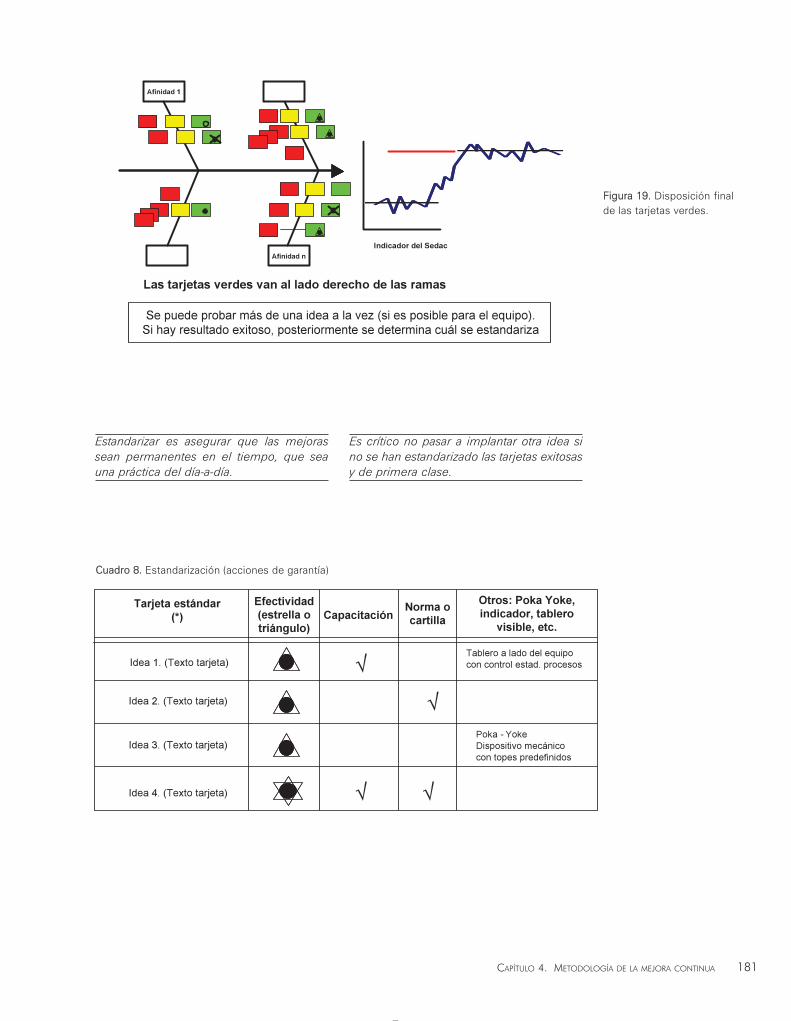
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 181
Cuadro 8. Estandarización (acciones de garantía)
Figura 19. Disposición finalde las tarjetas verdes.
Indicador del Sedac
Las tarjetas verdes van al lado derecho de las ramas
Afinidad 1
Afinidad n
Se puede probar más de una idea a la vez (si es posible para el equipo).Si hay resultado exitoso, posteriormente se determina cuál se estandariza
Tarjeta estándar(*)
Efectividad (estrella o triángulo)
CapacitaciónNorma o cartilla
Otros: Poka Yoke,indicador, tablero
visible, etc.
Poka - YokeDispositivo mecánicocon topes predefinidos
Tablero a lado del equipocon control estad. procesosIdea 1. (Texto tarjeta)
Idea 2. (Texto tarjeta)
Idea 3. (Texto tarjeta)
Idea 4. (Texto tarjeta)
Estandarizar es asegurar que las mejorassean permanentes en el tiempo, que seauna práctica del día-a-día.
Es crítico no pasar a implantar otra idea sino se han estandarizado las tarjetas exitosasy de primera clase.
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 181
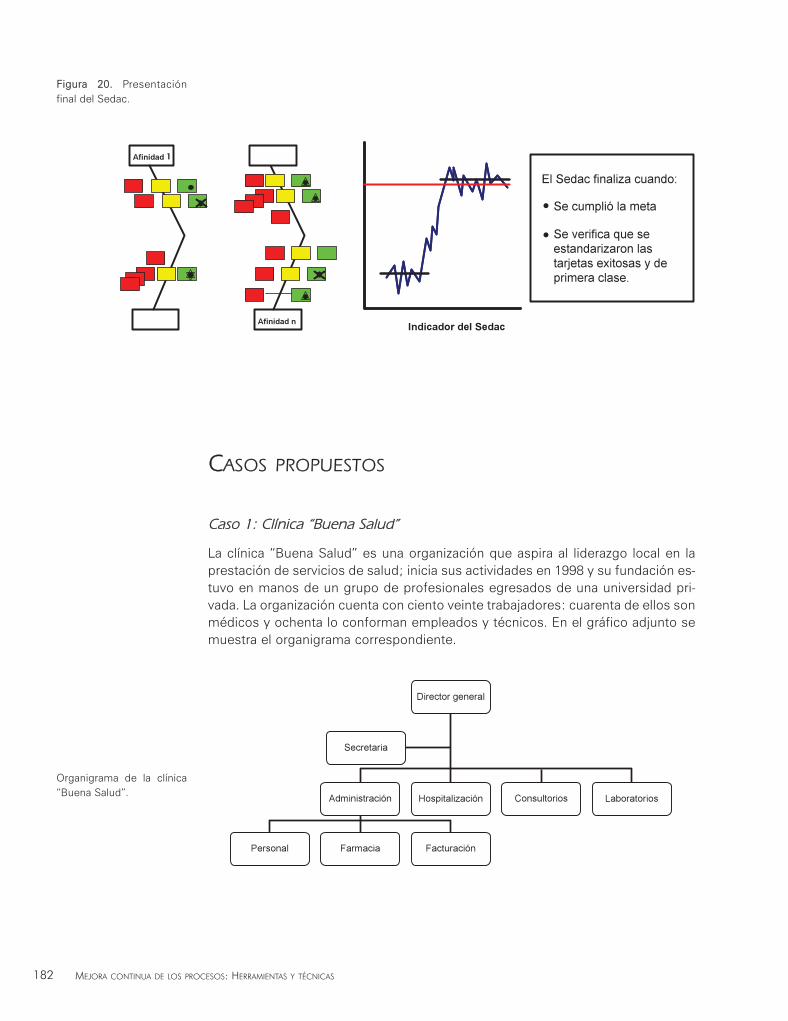
CASOS PROPUESTOS
Caso 1: Clínica “Buena Salud”
La clínica “Buena Salud” es una organización que aspira al liderazgo local en laprestación de servicios de salud; inicia sus actividades en 1998 y su fundación es -tuvo en manos de un grupo de profesionales egresados de una universidad pri-vada. La organización cuenta con ciento veinte trabajadores: cuarenta de ellos sonmédicos y ochenta lo conforman empleados y técnicos. En el gráfico adjunto semuestra el organigrama correspondiente.
182 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Figura 20. Presentaciónfinal del Sedac.
Afinidad 1
Afinidad n Indicador del Sedac
Se cumplió la meta
Se verifica que se estandarizaron las tarjetas exitosas y de primera clase.
El Sedac finaliza cuando:
Organigrama de la clínica“Buena Salud”.
FacturaciónFarmaciaPersonal
LaboratoriosConsultoriosAdministración Hospitalización
Secretaria
Director general
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 182
El gerente general, un prestigioso médico, está preocupado porque en los últi-mos tres años la participación del mercado ha bajado a una tasa de 5% por año,lo cual hace suponer que algo no se está haciendo bien. Por ello, se hizo un estu-dio de satisfacción a una muestra de clientes y se les preguntó sobre su satisfac-ción con relación a los servicios más importantes: atención ambulatoria, hospitali -zación, análisis clínicos y farmacia. El nivel de satisfacción global se midió en68%, aun cuando un competidor maneja niveles de 90%.
La satisfacción medida por proceso proporcionó los siguientes resultados:
• Atención médica en consultorio....... 60%• Hospitalización.................................. 75%• Farmacia............................................ 68%• Laboratorio clínico............................ 45%
La clínica organizó una serie de focus group con grupos de 10 pacientes, estra-tificados por tipo de servicio utilizado y se obtuvo la siguiente información:
Atención en consultorio: 8 pacientes decían haber invertido alrededor de 30minutos antes de ser atendidos, a pesar de haber reservado cita, siendo uno delos atenuantes la demora en traer la historia clínica desde al archivo central; 4 pa -cientes opinaron que los médicos de consultorio necesitan “tres consultas paracombatir un fuerte resfrío”.
Hospitalización: 7 clientes opinaron que las enfermeras no atendían en formainmediata el llamado del paciente, que se sentían abandonados; 5 pacientes sequejaron de la falta de profesionalismo de los médicos; 4 de ellos manifestaronque la alimentación era de baja calidad y 3 opinaron que hubo retraso en la ciru-gía programada.
Laboratorio clínico: 8 pacientes señalaron que tuvieron que esperar 30 minu-tos antes de ser atendidos; 4 pacientes acusaron que sus resultados fueron con-fundidos; 2 personas se quejaron de haber sido “maltratadas” por los técnicos delaboratorio.
Farmacia: 7 pacientes informaron haber esperado hasta 20 minutos para seratendidos, acotando que no existe orden en el proceso de atención; 4 clientesafirmaron que no encontraron el medicamento recetado.
De otro lado, se conoce que el manejo de la información es tradicional, esdecir manual; por ejemplo, en el servicio de consultorios externos el pacientereserva citas a través de la línea telefónica, se registra en un mostrador al ingre-sar y espera ser atendido en cuanto la historia clínica llega al consultorio.
La organización cuenta con un Manual de Organización y Funciones elaboradoen 1999 y algunos procedimientos de trabajo. El estilo de administración del per-sonal es vertical, existiendo una rotación del personal técnico de 40%, no así enel caso de los médicos, cuya rotación es de 5%.
El departamento de contabilidad informó que en el año se atienden alrededorde 80.000 pacientes, de los cuales el 100% pasa por consultorio y el 30% requie-re de hospitalización; el 70% del total utiliza los servicios del laboratorio clínico yel 50% hace uso de la farmacia.
En promedio, la utilidad que deja cada paciente es de S/.30 por la atención enconsultorio; S/.250 por hospitalización; S/.30 por compras en la farmacia y por ca -da paciente que acude a los laboratorios se obtiene S/.60 de margen.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 183
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 183
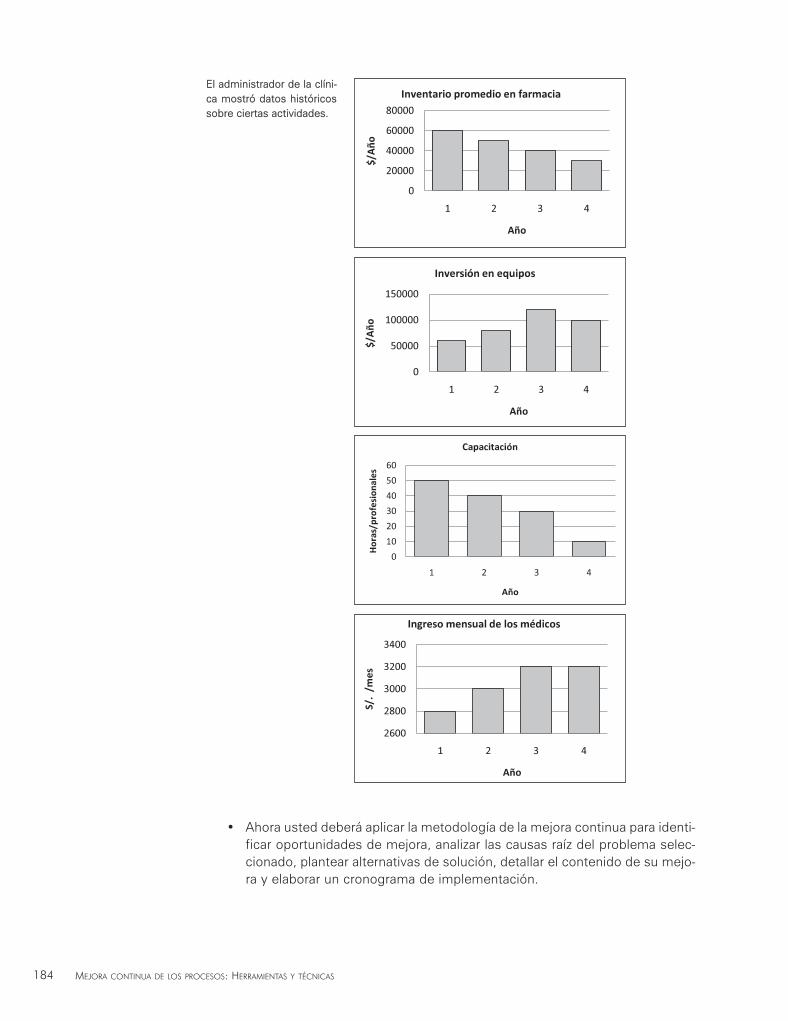
• Ahora usted deberá aplicar la metodología de la mejora continua para identi -ficar oportunidades de mejora, analizar las causas raíz del problema selec -cio nado, plantear alternativas de solución, detallar el contenido de su mejo-ra y elaborar un cronograma de implementación.
184 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
El administrador de la clíni-ca mostró datos históricossobre ciertas actividades.
0
20000
40000
60000
80000
1 2 3 4
$/A
ño
Año
Inventario promedio en farmacia
0
50000
100000
150000
1 2 3 4
$/A
ño
Año
Inversión en equipos
0
10
20
30
40
50
60
1 2 3 4
Horas/profesion
ales
Año
Capacitación
2600
2800
3000
3200
3400
1 2 3 4
S/.
/mes
Año
Ingreso mensual de los médicos
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 184
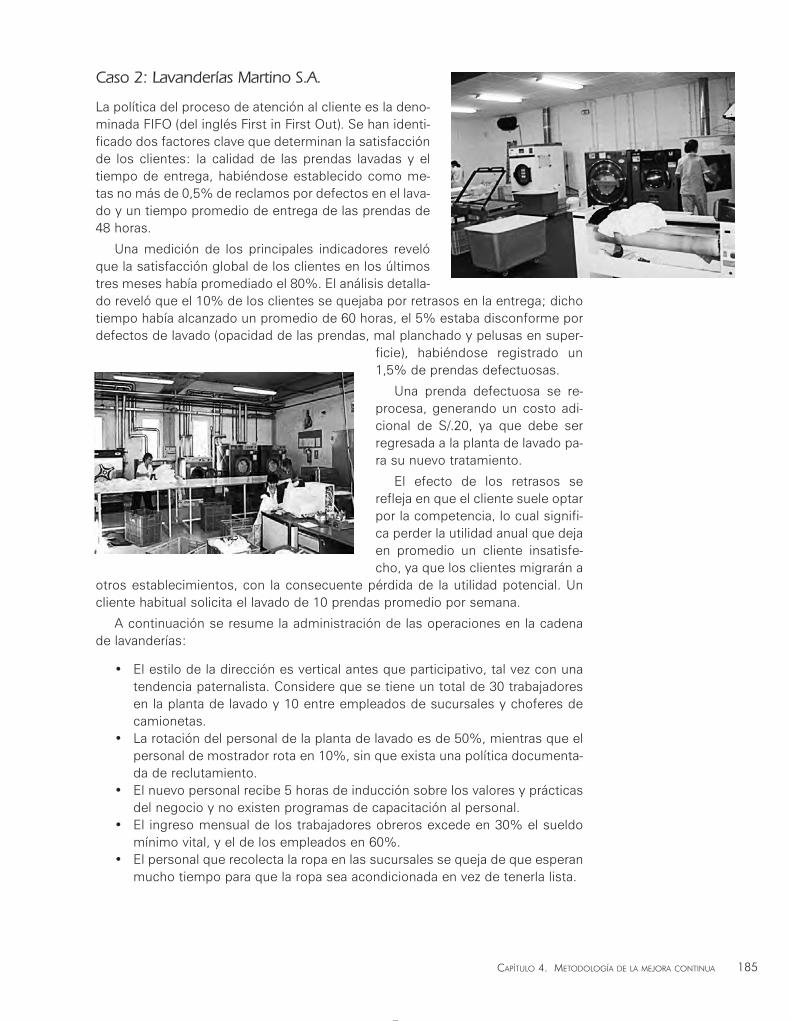
Caso 2: Lavanderías Martino S.A.
La política del proceso de atención al cliente es la deno-minada FIFO (del inglés First in First Out). Se han identi-ficado dos factores clave que determinan la satisfacciónde los clientes: la calidad de las prendas lavadas y eltiempo de entrega, habiéndose establecido como me -tas no más de 0,5% de reclamos por defectos en el lava-do y un tiempo promedio de entrega de las prendas de48 horas.
Una medición de los principales indicadores revelóque la satisfacción global de los clientes en los últimostres meses había promediado el 80%. El análisis detalla -do reveló que el 10% de los clientes se quejaba por retrasos en la entrega; dichotiempo había alcanzado un promedio de 60 horas, el 5% estaba disconforme pordefectos de lavado (opacidad de las prendas, mal planchado y pelusas en super-
ficie), habiéndose registrado un1,5% de prendas defectuosas.
Una prenda defectuosa se re -procesa, generando un costo adi-cional de S/.20, ya que debe serregresada a la planta de lavado pa -ra su nuevo tratamiento.
El efecto de los retrasos serefleja en que el cliente suele optarpor la compe tencia, lo cual signifi-ca perder la uti lidad anual que dejaen promedio un cliente insatisfe-cho, ya que los clientes migrarán a
otros establecimientos, con la consecuente pérdida de la utilidad potencial. Uncliente habitual solicita el lavado de 10 prendas promedio por semana.
A continuación se resume la administración de las operaciones en la cadenade lavanderías:
• El estilo de la dirección es vertical antes que participativo, tal vez con unatendencia paternalista. Considere que se tiene un total de 30 trabajadoresen la planta de lavado y 10 entre empleados de sucursales y choferes decamionetas.
• La rotación del personal de la planta de lavado es de 50%, mientras que elpersonal de mostrador rota en 10%, sin que exista una política documenta -da de reclutamiento.
• El nuevo personal recibe 5 horas de inducción sobre los valores y prácticasdel negocio y no existen programas de capacitación al personal.
• El ingreso mensual de los trabajadores obreros excede en 30% el sueldomínimo vital, y el de los empleados en 60%.
• El personal que recolecta la ropa en las sucursales se queja de que esperanmucho tiempo para que la ropa sea acondicionada en vez de tenerla lista.
CAPÍTULO 4. METODOLOGÍA DE LA MEJORA CONTINUA 185
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 185
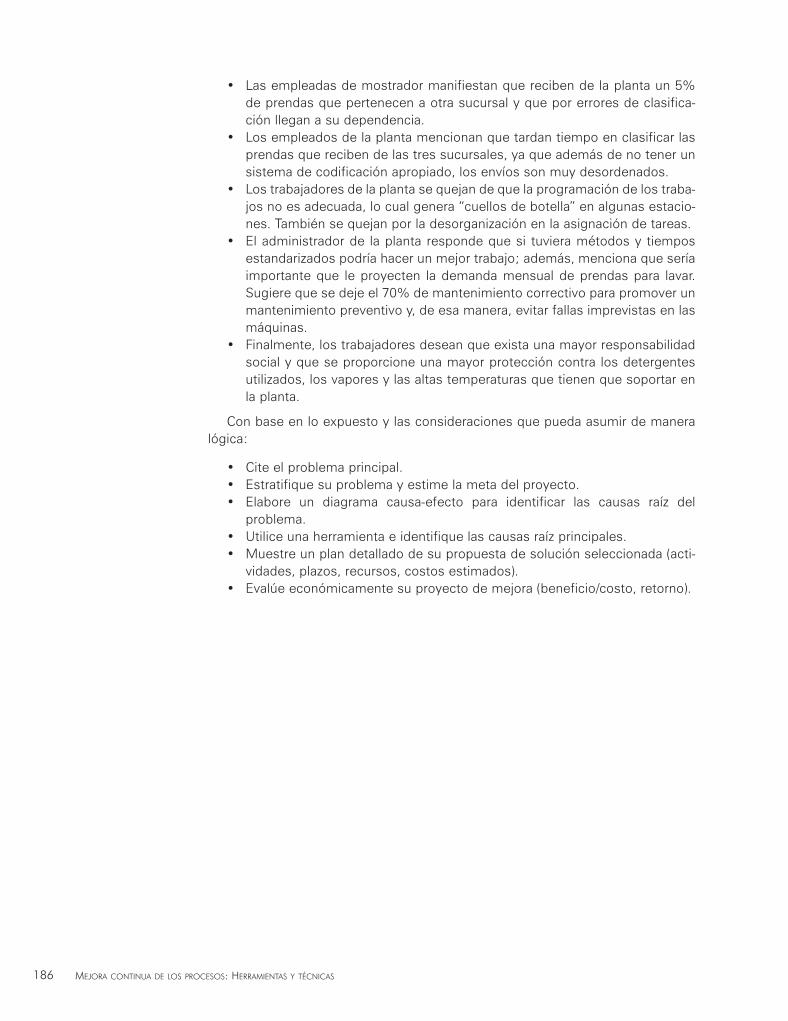
• Las empleadas de mostrador manifiestan que reciben de la planta un 5%de prendas que pertenecen a otra sucursal y que por errores de clasifica-ción llegan a su dependencia.
• Los empleados de la planta mencionan que tardan tiempo en clasificar lasprendas que reciben de las tres sucursales, ya que además de no tener unsistema de codificación apropiado, los envíos son muy desordenados.
• Los trabajadores de la planta se quejan de que la programación de los traba -jos no es adecuada, lo cual genera “cuellos de botella” en algunas estacio-nes. También se quejan por la desorganización en la asignación de tareas.
• El administrador de la planta responde que si tuviera métodos y tiemposestandarizados podría hacer un mejor trabajo; además, menciona que seríaimportante que le proyecten la demanda mensual de prendas para lavar.Sugiere que se deje el 70% de mantenimiento correctivo para promover unmantenimiento preventivo y, de esa manera, evitar fallas imprevistas en lasmáquinas.
• Finalmente, los trabajadores desean que exista una mayor responsabilidadsocial y que se proporcione una mayor protección contra los detergentesutilizados, los vapores y las altas temperaturas que tienen que soportar enla planta.
Con base en lo expuesto y las consideraciones que pueda asumir de maneralógica:
• Cite el problema principal.• Estratifique su problema y estime la meta del proyecto.• Elabore un diagrama causa-efecto para identificar las causas raíz del
problema.• Utilice una herramienta e identifique las causas raíz principales.• Muestre un plan detallado de su propuesta de solución seleccionada (acti-
vidades, plazos, recursos, costos estimados).• Evalúe económicamente su proyecto de mejora (beneficio/costo, retorno).
186 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
04-diaz-generales v7-REIMP:04-diaz-generales v6.qxd 31/01/2012 10:47 PÆgina 186
En este capítulo trataremos los siguientes casos:
• Mejora continua en servicios• Mejora continua en manufactura
5Capítulo
La mejora continua en doscasos reales
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 187

Este capítulo está dedicado a la presentación dedos casos de proyectos de mejora reconocidosen la “Semana de la Calidad” del año 2005,
evento organizado por la Sociedad Nacional deIndustria, a través de su Centro de DesarrolloIndustrial. Los proyectos han sido tomados de lapágina web de la Sociedad Nacional de Industrias.
El desarrollo de la metodología de los “siete pasos”de estos dos casos reales, servirá de ejemplo a aque-llos líderes empresariales que desean promover lamejora continua y elevar la calidad y productividad conla participación e involucramiento del personal.
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS188
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 188
189CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES
CASO 1: MEJORA CONTINUA EN SERVICIOS
Proyecto: Adecuación cultural de los servicios de salud materna
Organización: Ministerio de Salud (Centro de Salud del distrito de Jepelacio, pro-vincia de Moyobamba, departamento de San Martín)
Población de Jepelacio: 6.989 habitantes
Población urbana: 33%
Población rural: 67%
Madres gestantes al momento de presentación del proyecto: 263
1. Selección del problema
La misión del Ministerio de Salud del Perú es proteger la dignidad personal y pro-mover la salud, previniendo las enfermedades y garantizando la atención integralde salud de todos los habitantes del país. Asimismo, la misión se enfoca en la per-sona, en su vida y en los derechos fundamentales de los peruanos, desde antesde su nacimiento y respetando el curso natural de la vida. En concordancia conello, el proceso que se quiere mejorar es el servicio de atención de las mujeresgestantes en el distrito de Jepelacio de acuerdo con la cultura de la región, parareducir la elevada mortalidad materna.
2. Comprender el problema y establecer la meta
Durante la ejecución del servicio se encontraron las siguientes oportunidades demejora:
• Elevada mortalidad materna en el país: 185 x 100.000 nacidos vivos(Encuesta Nacional Demográfica y de Salud Familiar [Endes, 2000).
• Baja cobertura de parto institucional.
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 189
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS190
• Brecha entre atención prenatal y parto institucional.• Bajo porcentaje de usuarias de métodos anticonceptivos.
Sus experiencias anteriores para mejorar el servicio fueron las siguientes:
• Capacitación de parteras.• Campañas de atención en las comunidades.• Seguimiento a gestantes a través de radar (mapeo).• Aseguramiento universal para las gestantes (SIS).
Sin embargo, los resultados que se obtuvieron fueron poco favorables.
3. Analizar la causa raíz
Para comprender el impacto social del problema se realizó una encuesta a:
• Mujeres que recibieron atención prenatal en el centro de salud, así comoaquellas que tuvieron parto domiciliario.
• Gestantes que asistían a la atención prenatal.
Para mayor comprensión se presenta enseguida el cuestionario que se aplicóy las respuestas a este:
> ¿Por qué las mujeres que recibieron atención prenatal en el centro de saluddecidieron tener parto domiciliario?
Respuesta:
• No se respetaban sus costumbres: posición del parto.• Falta de privacidad:
– “Nos despojan de nuestra ropa...”– “Nos atienden entre varios...”– “No respetan nuestro pudor…”
• No permitían el acompañamiento de un familiar durante el parto.• Desconfianza en el personal.• Lejanía del centro de salud.
> Gestantes asistiendo a la atención prenatal: ¿Cómo desearía que meatiendan?
Respuesta:
• “Dar a luz en la posición que yo elija”.• “Que me acompañe mi esposo u otro familiar durante el parto”.• “Que en la sala de dilatación y de partos se coloquen flores artificiales, cua-
dros y que las paredes se pinten de color celeste”.• “Con mi propia ropa o bata de franela cerrada”.• “Que me den a tomar té”.• “Que no me toquen a cada momento”.• “Que no me corten”.
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 190
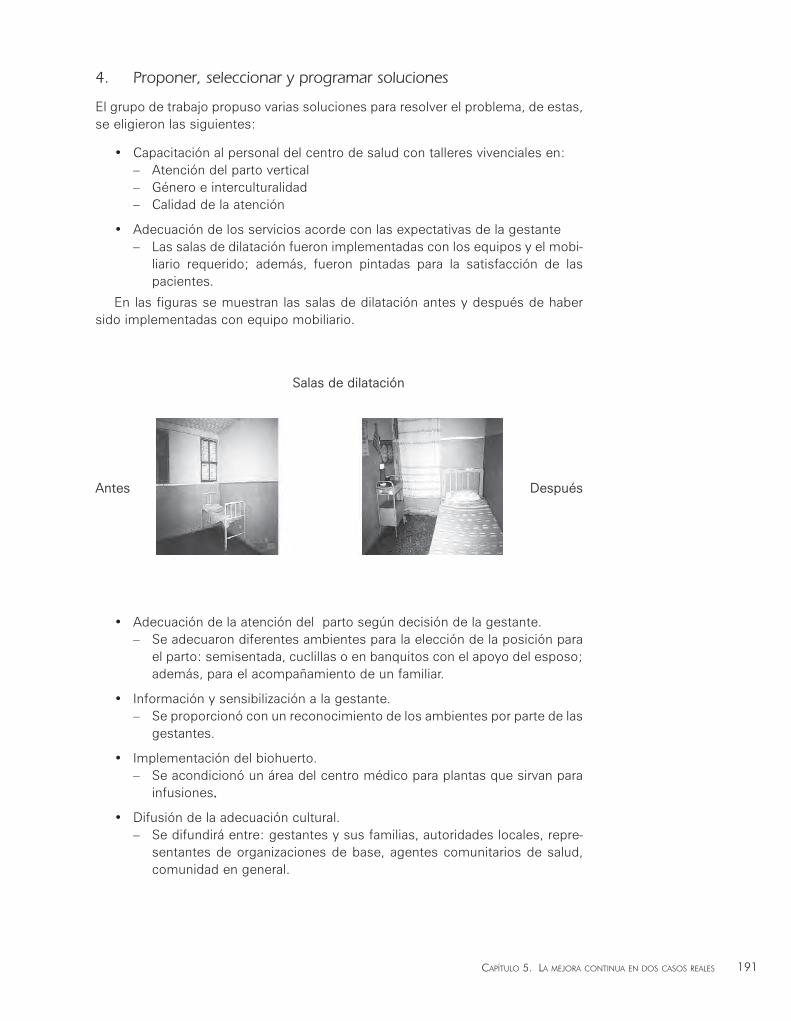
4. Proponer, seleccionar y programar soluciones
El grupo de trabajo propuso varias soluciones para resolver el problema, de estas,se eligieron las siguientes:
• Capacitación al personal del centro de salud con talleres vivenciales en:– Atención del parto vertical– Género e interculturalidad– Calidad de la atención
• Adecuación de los servicios acorde con las expectativas de la gestante– Las salas de dilatación fueron implementadas con los equipos y el mobi-
liario requerido; además, fueron pintadas para la satisfacción de laspacientes.
En las figuras se muestran las salas de dilatación antes y después de habersido implementadas con equipo mobiliario.
Salas de dilatación
Antes Después
• Adecuación de la atención del parto según decisión de la gestante.– Se adecuaron diferentes ambientes para la elección de la posición para
el parto: semisentada, cuclillas o en banquitos con el apoyo del esposo;además, para el acompañamiento de un familiar.
• Información y sensibilización a la gestante.– Se proporcionó con un reconocimiento de los ambientes por parte de las
gestantes.
• Implementación del biohuerto.– Se acondicionó un área del centro médico para plantas que sirvan para
infusiones..
• Difusión de la adecuación cultural. – Se difundirá entre: gestantes y sus familias, autoridades locales, repre-
sentantes de organizaciones de base, agentes comunitarios de salud,comunidad en general.
CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES 191
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 191
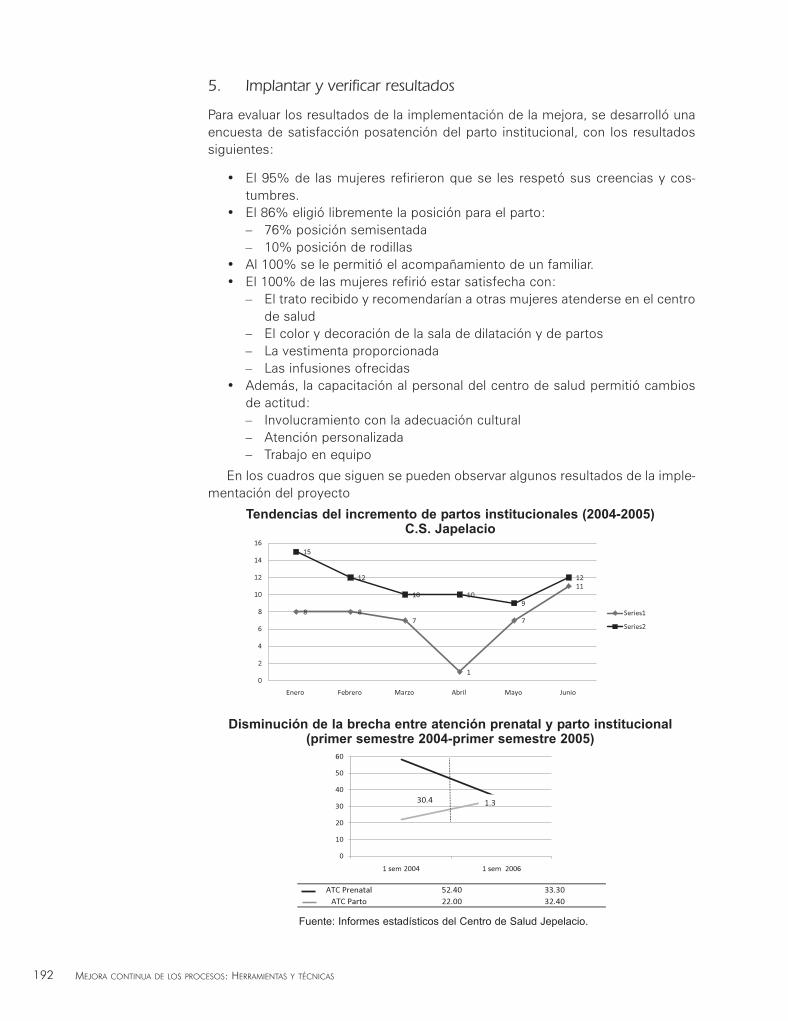
192
5. Implantar y verificar resultados
Para evaluar los resultados de la implementación de la mejora, se desarrolló unaencuesta de satisfacción posatención del parto institucional, con los resultadossiguientes:
• El 95% de las mujeres refirieron que se les respetó sus creencias y cos-tumbres.
• El 86% eligió libremente la posición para el parto:– 76% posición semisentada– 10% posición de rodillas
• Al 100% se le permitió el acompañamiento de un familiar.• El 100% de las mujeres refirió estar satisfecha con:
– El trato recibido y recomendarían a otras mujeres atenderse en el centrode salud
– El color y decoración de la sala de dilatación y de partos– La vestimenta proporcionada– Las infusiones ofrecidas
• Además, la capacitación al personal del centro de salud permitió cambiosde actitud:– Involucramiento con la adecuación cultural– Atención personalizada– Trabajo en equipo
En los cuadros que siguen se pueden observar algunos resultados de la imple-mentación del proyecto
MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
8 87
1
7
11
15
12
10 109
12
0
2
4
6
8
10
12
14
16
Enero Febrero Marzo Abril Mayo Junio
Series1
Series2
Tendencias del incremento de partos institucionales (2004-2005)C.S. Japelacio
ATC PrenatalATC Parto
52.40 33.3022.00 32.40
0
10
20
30
40
50
60
1 sem 2004 1 sem 2006
30.4 1.3
Fuente: Informes estadísticos del Centro de Salud Jepelacio.
Disminución de la brecha entre atención prenatal y parto institucional (primer semestre 2004-primer semestre 2005)
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 192
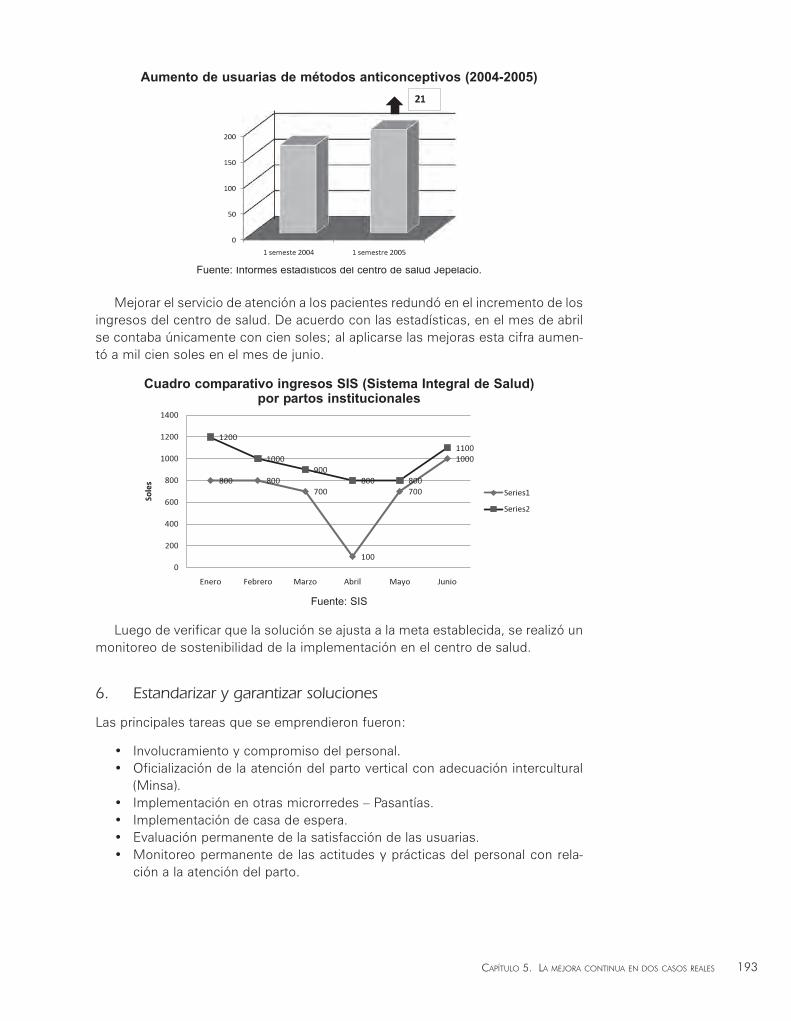
Mejorar el servicio de atención a los pacientes redundó en el incremento de losingresos del centro de salud. De acuerdo con las estadísticas, en el mes de abrilse contaba únicamente con cien soles; al aplicarse las mejoras esta cifra aumen-tó a mil cien soles en el mes de junio.
Luego de verificar que la solución se ajusta a la meta establecida, se realizó unmonitoreo de sostenibilidad de la implementación en el centro de salud.
6. Estandarizar y garantizar soluciones
Las principales tareas que se emprendieron fueron:
• Involucramiento y compromiso del personal.• Oficialización de la atención del parto vertical con adecuación intercultural
(Minsa).• Implementación en otras microrredes – Pasantías.• Implementación de casa de espera.• Evaluación permanente de la satisfacción de las usuarias.• Monitoreo permanente de las actitudes y prácticas del personal con rela-
ción a la atención del parto.
193CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES
Fuente: Informes estadísticos del centro de salud Jepelacio.
Cuadro comparativo ingresos SIS (Sistema Integral de Salud)por partos institucionales
0
50
100
150
200
1 semeste 2004 1 semestre 2005
21
800 800700
100
700
1000
1200
1000900
800 800
1100
0
200
400
600
800
1000
1200
1400
Enero Febrero Marzo Abril Mayo Junio
Soles
Series1
Series2
Aumento de usuarias de métodos anticonceptivos (2004-2005)
Fuente: SIS
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 193
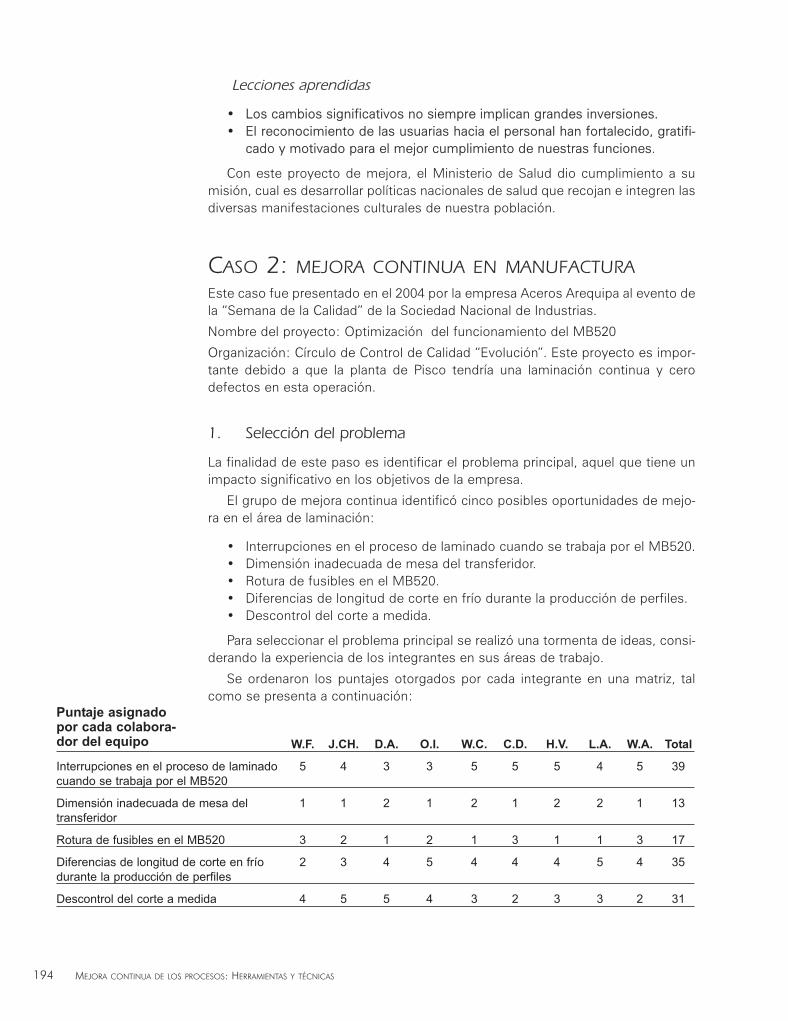
Lecciones aprendidas
• Los cambios significativos no siempre implican grandes inversiones.• El reconocimiento de las usuarias hacia el personal han fortalecido, gratifi-
cado y motivado para el mejor cumplimiento de nuestras funciones.
Con este proyecto de mejora, el Ministerio de Salud dio cumplimiento a sumisión, cual es desarrollar políticas nacionales de salud que recojan e integren lasdiversas manifestaciones culturales de nuestra población.
CASO 2: MEJORA CONTINUA EN MANUFACTURAEste caso fue presentado en el 2004 por la empresa Aceros Arequipa al evento dela “Semana de la Calidad” de la Sociedad Nacional de Industrias.
Nombre del proyecto: Optimización del funcionamiento del MB520
Organización: Círculo de Control de Calidad “Evolución”. Este proyecto es impor-tante debido a que la planta de Pisco tendría una laminación continua y cerodefectos en esta operación.
1. Selección del problema
La finalidad de este paso es identificar el problema principal, aquel que tiene unimpacto significativo en los objetivos de la empresa.
El grupo de mejora continua identificó cinco posibles oportunidades de mejo-ra en el área de laminación:
• Interrupciones en el proceso de laminado cuando se trabaja por el MB520.• Dimensión inadecuada de mesa del transferidor.• Rotura de fusibles en el MB520.• Diferencias de longitud de corte en frío durante la producción de perfiles.• Descontrol del corte a medida.
Para seleccionar el problema principal se realizó una tormenta de ideas, consi-derando la experiencia de los integrantes en sus áreas de trabajo.
Se ordenaron los puntajes otorgados por cada integrante en una matriz, talcomo se presenta a continuación:
194 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
W.F. J.CH. D.A. O.I. W.C. C.D. H.V. L.A. W.A. Total
Interrupciones en el proceso de laminado 5 4 3 3 5 5 5 4 5 39
cuando se trabaja por el MB520
Dimensión inadecuada de mesa del 1 1 2 1 2 1 2 2 1 13
transferidor
Rotura de fusibles en el MB520 3 2 1 2 1 3 1 1 3 17
Diferencias de longitud de corte en frío 2 3 4 5 4 4 4 5 4 35
durante la producción de perfiles
Descontrol del corte a medida 4 5 5 4 3 2 3 3 2 31
Puntaje asignadopor cada colabora-dor del equipo
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 194
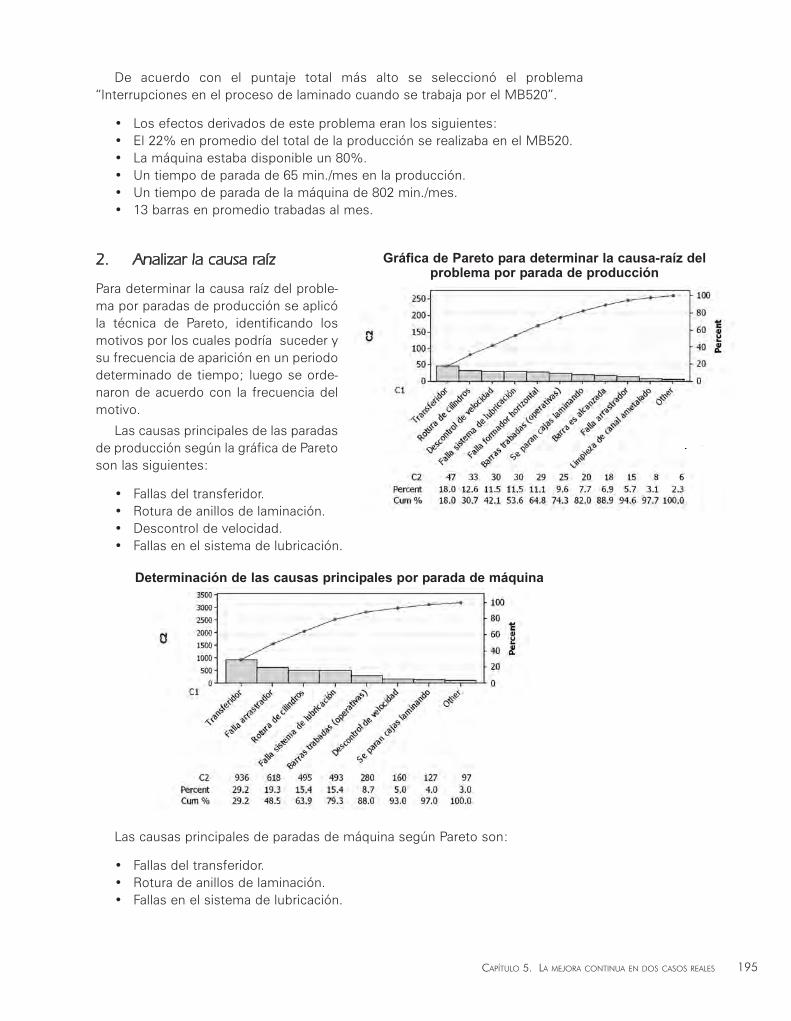
De acuerdo con el puntaje total más alto se seleccionó el problema“Interrupciones en el proceso de laminado cuando se trabaja por el MB520”.
• Los efectos derivados de este problema eran los siguientes:• El 22% en promedio del total de la producción se realizaba en el MB520.• La máquina estaba disponible un 80%. • Un tiempo de parada de 65 min./mes en la producción.• Un tiempo de parada de la máquina de 802 min./mes.• 13 barras en promedio trabadas al mes.
2. Analizar la causa raíz
Para determinar la causa raíz del proble-ma por paradas de producción se aplicóla técnica de Pareto, identificando losmotivos por los cuales podría suceder ysu frecuencia de aparición en un periododeterminado de tiempo; luego se orde-naron de acuerdo con la frecuencia delmotivo.
Las causas principales de las paradasde producción según la gráfica de Paretoson las siguientes:
• Fallas del transferidor.• Rotura de anillos de laminación.• Descontrol de velocidad.• Fallas en el sistema de lubricación.
Las causas principales de paradas de máquina según Pareto son:
• Fallas del transferidor.• Rotura de anillos de laminación.• Fallas en el sistema de lubricación.
CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES 195
Gráfica de Pareto para determinar la causa-raíz del problema por parada de producción
Determinación de las causas principales por parada de máquina
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 195
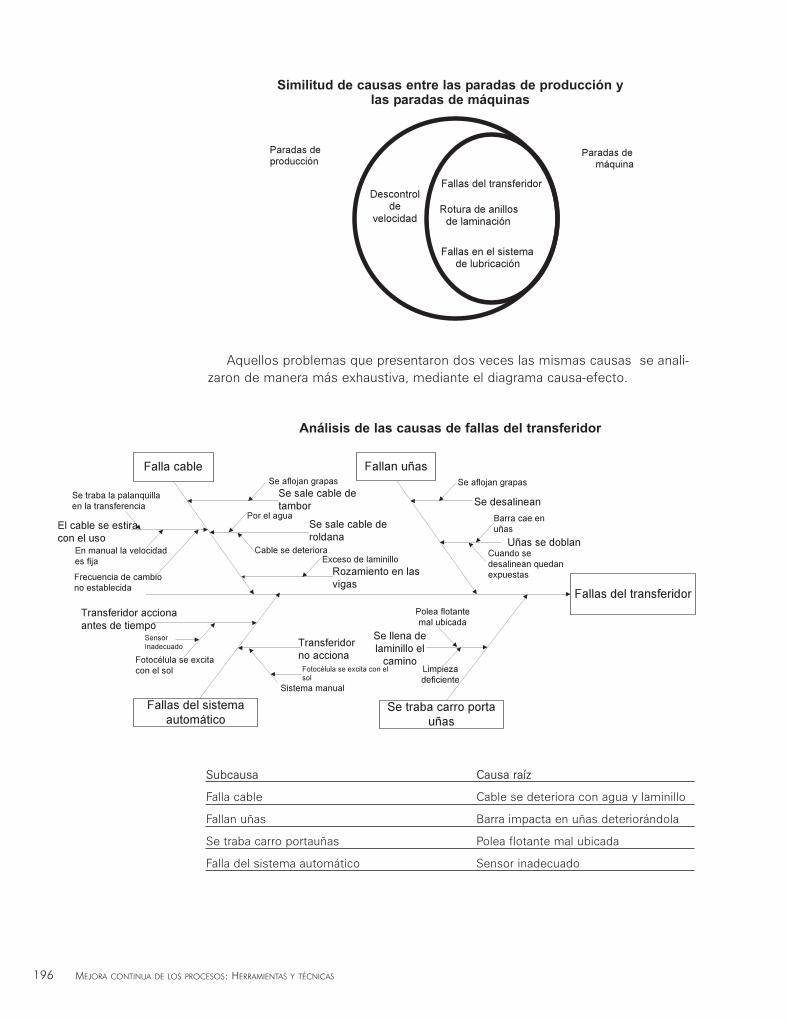
Aquellos problemas que presentaron dos veces las mismas causas se anali-zaron de manera más exhaustiva, mediante el diagrama causa-efecto.
196 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Fallan uñas
Fallas del transferidor
Falla cable
Fallas del sistema automático
Se sale cable de roldana
Por el agua
Rozamiento en las vigas
Exceso de laminillo
El cable se estira con el uso
Se traba la palanquilla en la transferencia
Transferidor acciona antes de tiempo
Fotocélula se excita con el sol
Se desalinean
Se aflojan grapas
Uñas se doblan
Barra cae en uñas
Cuando se desalinean quedan expuestas
En manual la velocidad es fija
Cable se deteriora
Se llena de laminillo el
camino
Polea flotante mal ubicada
Limpieza deficiente
Sensor Inadecuado Transferidor
no acciona
Sistema manual
Fotocélula se excita con el sol
Frecuencia de cambio no establecida
Se sale cable de tambor
Se aflojan grapas
Se traba carro porta uñas
Descontrol de
velocidad
Fallas del transferidor
Rotura de anillos de laminación
Fallas en el sistema de lubricación
Paradas de máquina
Paradas de producción
Subcausa Causa raíz
Falla cable Cable se deteriora con agua y laminillo
Fallan uñas Barra impacta en uñas deteriorándola
Se traba carro portauñas Polea flotante mal ubicada
Falla del sistema automático Sensor inadecuado
Similitud de causas entre las paradas de producción ylas paradas de máquinas
Análisis de las causas de fallas del transferidor
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 196
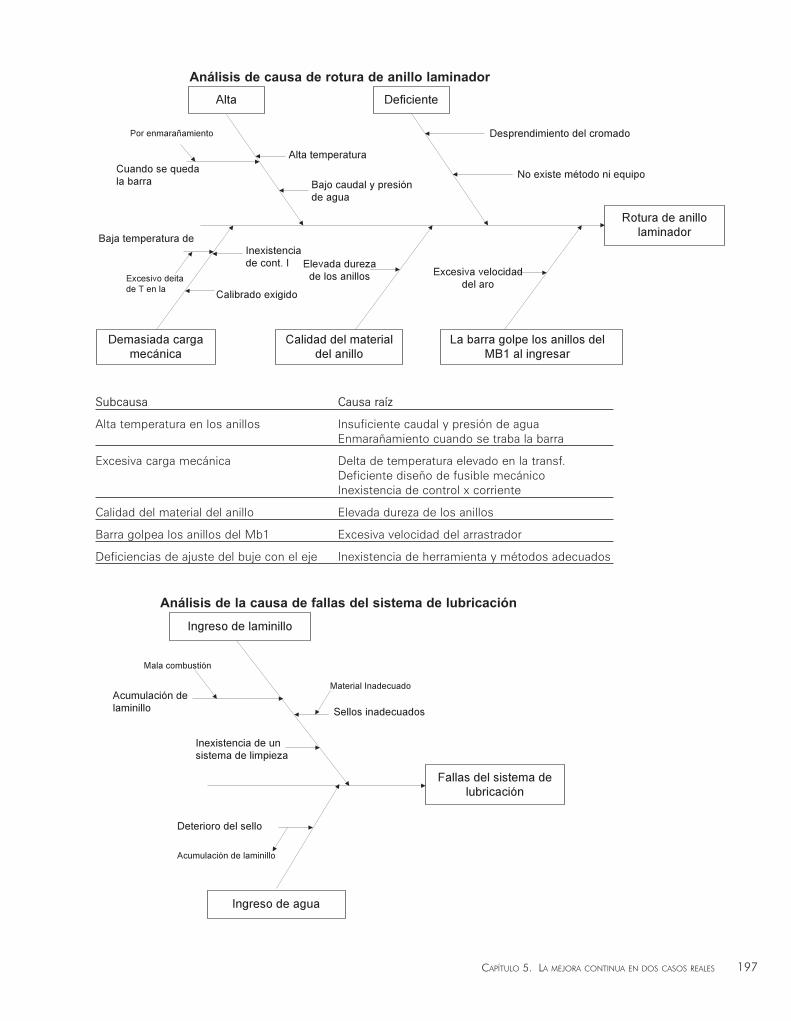
CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES 197
Subcausa Causa raíz
Alta temperatura en los anillos Insuficiente caudal y presión de aguaEnmarañamiento cuando se traba la barra
Excesiva carga mecánica Delta de temperatura elevado en la transf.Deficiente diseño de fusible mecánicoInexistencia de control x corriente
Calidad del material del anillo Elevada dureza de los anillos
Barra golpea los anillos del Mb1 Excesiva velocidad del arrastrador
Deficiencias de ajuste del buje con el eje Inexistencia de herramienta y métodos adecuados
Deficiente
Rotura de anillo laminador
Alta
Demasiada carga mecánica
Bajo caudal y presión de agua
Cuando se queda la barra
Por enmarañamiento
Baja temperatura de
Excesivo deita de T en la
Desprendimiento del cromado
No existe método ni equipo
Elevada dureza de los anillos
Inexistencia de cont. I
Alta temperatura
Calidad del material del anillo
Calibrado exigido
Excesiva velocidad del aro
La barra golpe los anillos del MB1 al ingresar
Fallas del sistema de lubricación
Ingreso de laminillo
Acumulación de laminillo
Mala combustión
Inexistencia de un sistema de limpieza
Sellos inadecuados
Material Inadecuado
Acumulación de laminillo
Ingreso de agua
Deterioro del sello
Análisis de causa de rotura de anillo laminador
Análisis de la causa de fallas del sistema de lubricación
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 197
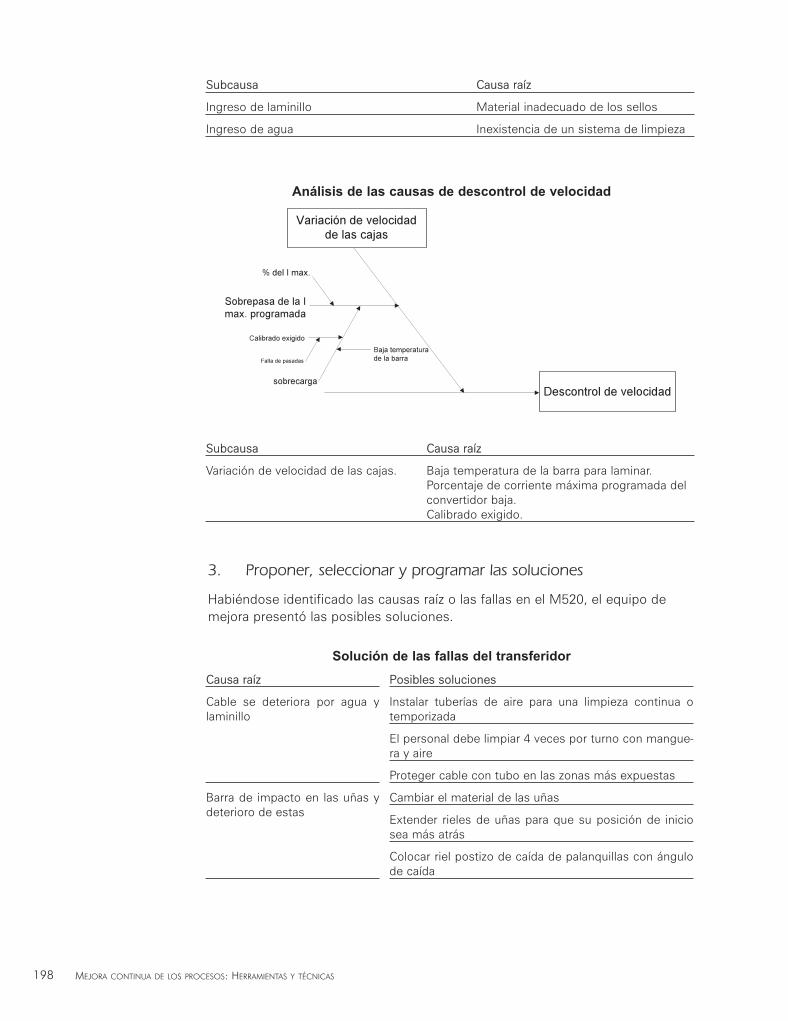
Análisis de las causas de descontrol de velocidad
3. Proponer, seleccionar y programar las soluciones
Habiéndose identificado las causas raíz o las fallas en el M520, el equipo demejora presentó las posibles soluciones.
Solución de las fallas del transferidor
198 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Subcausa Causa raíz
Ingreso de laminillo Material inadecuado de los sellos
Ingreso de agua Inexistencia de un sistema de limpieza
Subcausa Causa raíz
Variación de velocidad de las cajas. Baja temperatura de la barra para laminar.Porcentaje de corriente máxima programada del convertidor baja.Calibrado exigido.
Causa raíz
Cable se deteriora por agua ylaminillo
Cable se deteriora por agua ylaminillo.
Barra de impacto en las uñas ydeterioro de estas
Cable se deteriora por agua ylaminillo.
Posibles soluciones
Instalar tuberías de aire para una limpieza continua otemporizada
El personal debe limpiar 4 veces por turno con mangue-ra y aire
Proteger cable con tubo en las zonas más expuestas
Cambiar el material de las uñas
Extender rieles de uñas para que su posición de iniciosea más atrás
Colocar riel postizo de caída de palanquillas con ángulode caída
Descontrol de velocidad
Variación de velocidad de las cajas
Sobrepasa de la I max. programada
% del I max.
sobrecarga
Calibrado exigidoBaja temperatura de la barraFalta de pasadas
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 198
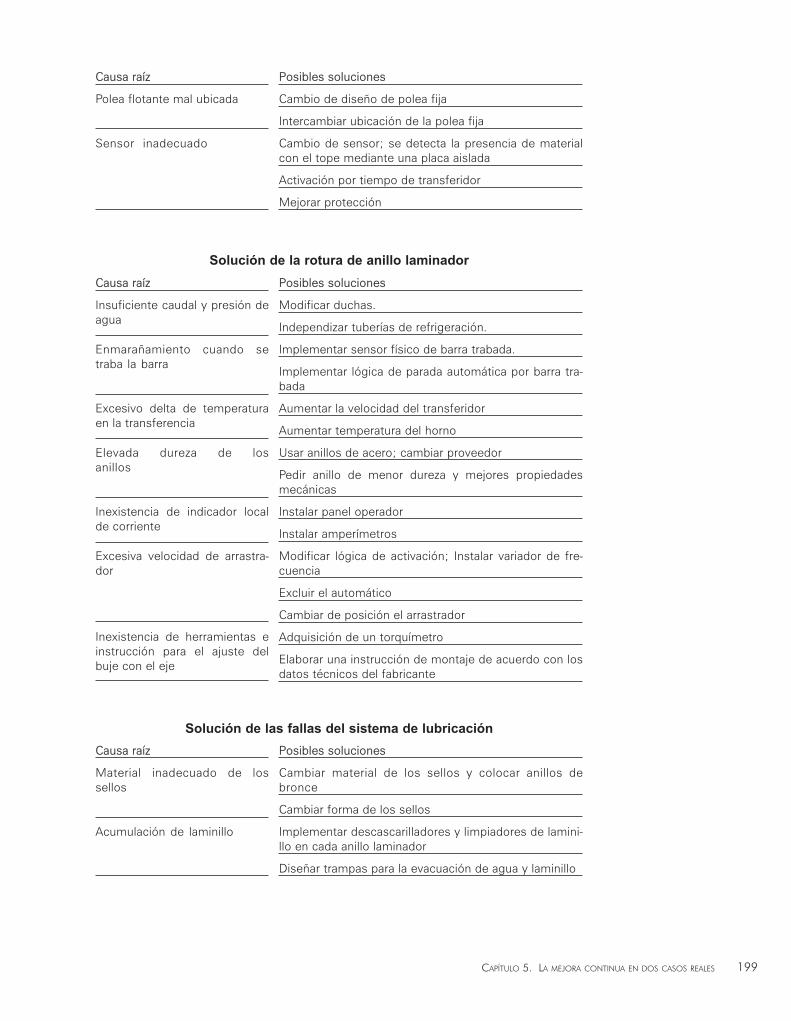
Solución de la rotura de anillo laminador
Solución de las fallas del sistema de lubricación
CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES 199
Causa raíz
Polea flotante mal ubicada
Sensor inadecuado Cable sedeteriora por agua y laminillo.
Posibles soluciones
Cambio de diseño de polea fija
Intercambiar ubicación de la polea fija
Cambio de sensor; se detecta la presencia de materialcon el tope mediante una placa aislada
Activación por tiempo de transferidor
Mejorar protección
Causa raíz
Insuficiente caudal y presión deagua
Enmarañamiento cuando setraba la barraCable se deteriorapor agua y laminillo.
Excesivo delta de temperaturaen la transferencia
Elevada dureza de losanillosCable se deteriora poragua y laminillo.
Inexistencia de indicador localde corriente
Excesiva velocidad de arrastra-dor Cable se deteriora por aguay laminillo. Cable se deteriorapor agua y laminillo. Cable sedeteriora por agua y laminillo.
Inexistencia de herramientas einstrucción para el ajuste delbuje con el eje
Posibles soluciones
Modificar duchas.
Independizar tuberías de refrigeración.
Implementar sensor físico de barra trabada.
Implementar lógica de parada automática por barra tra-bada
Aumentar la velocidad del transferidor
Aumentar temperatura del horno
Usar anillos de acero; cambiar proveedor
Pedir anillo de menor dureza y mejores propiedadesmecánicas
Instalar panel operador
Instalar amperímetros
Modificar lógica de activación; Instalar variador de fre-cuencia
Excluir el automático
Cambiar de posición el arrastrador
Adquisición de un torquímetro
Elaborar una instrucción de montaje de acuerdo con losdatos técnicos del fabricante
Causa raíz
Material inadecuado de lossellos Cable se deteriora poragua y lamin
Acumulación de laminillo Cablese deteriora por agua y lamin
Posibles soluciones
Cambiar material de los sellos y colocar anillos debronce
Cambiar forma de los sellos
Implementar descascarilladores y limpiadores de lamini-llo en cada anillo laminador
Diseñar trampas para la evacuación de agua y laminillo
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 199
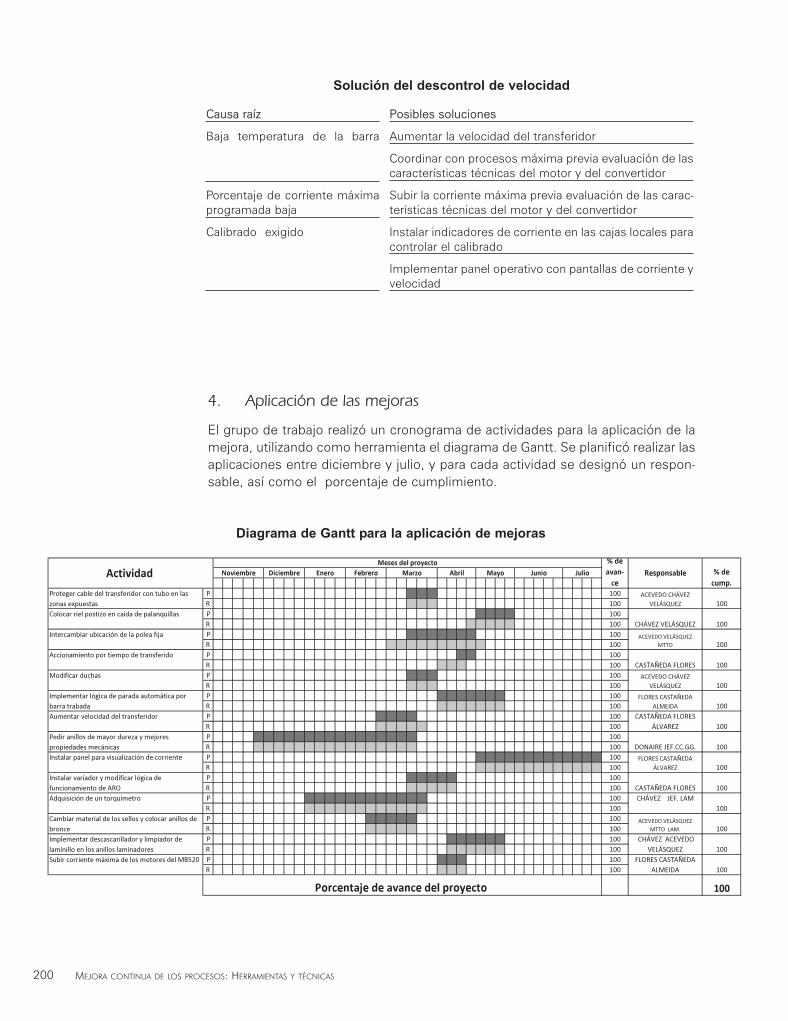
Solución del descontrol de velocidad
4. Aplicación de las mejoras
El grupo de trabajo realizó un cronograma de actividades para la aplicación de lamejora, utilizando como herramienta el diagrama de Gantt. Se planificó realizar lasaplicaciones entre diciembre y julio, y para cada actividad se designó un respon-sable, así como el porcentaje de cumplimiento.
200 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Causa raíz
Baja temperatura de la barraCable se deteriora por agua ylaminillo.
Porcentaje de corriente máximaprogramada baja
Calibrado exigido Cable sedeteriora por agua y laminillo.Cable se deteriora por agua ylaminillo.
Posibles soluciones
Aumentar la velocidad del transferidor
Coordinar con procesos máxima previa evaluación de lascaracterísticas técnicas del motor y del convertidor
Subir la corriente máxima previa evaluación de las carac-terísticas técnicas del motor y del convertidor
Instalar indicadores de corriente en las cajas locales paracontrolar el calibrado
Implementar panel operativo con pantallas de corriente yvelocidad
Diagrama de Gantt para la aplicación de mejoras
P RP
RP
RP
RP
RP
RP
RP
RP
RP
RP
RP
RP
RP
R
Cambiar material de los sellos y colocar anillos de bronceImplementar descascarillador y limpiador de laminillo en los anillos laminadoresSubir corriente máxima de los motores del MB520
Actividad
Modificar duchas
Implementar lógica de parada automática por barra trabadaAumentar velocidad del transferidor
Pedir anillos de mayor dureza y mejores propiedades mecánicasInstalar panel para visualización de corriente
Instalar variador y modificar lógica de funcionamiento de ARO
Febrero Marzo Junio
Adquisición de un torquímetro
Colocar riel postizo en caída de palanquillas
Intercambiar ubicación de la polea fija
Accionamiento por tiempo de transferido
Proteger cable del transferidor con tubo en las zonas expuestas
100100
JulioMeses del proyecto
100
Noviembre Abril MayoDiciembre Enero
100
100100100100100100100100100
100100100100
100100
100
CHÁVEZ ACEVEDO VELÁSQUEZ
100
100100100100
100
% de avan-
ceACEVEDO CHÁVEZ
VELÁSQUEZ
CHÁVEZ VELÁSQUEZ
ACEVEDO VELÁSQUEZ MTTO
100
100
Responsable % de cump.
CASTAÑEDA FLORES
ACEVEDO CHÁVEZ VELÁSQUEZ
100
100
100
100
100
100
Porcentaje de avance del proyecto 100
FLORES CASTAÑEDA ALMEIDA
FLORES CASTAÑEDA ALMEIDA
CASTAÑEDA FLORES ÁLVAREZ
DONAIRE JEF.CC.GG.
100
FLORES CASTAÑEDA ÁLVAREZ
100100
100
100
100
100
100
CASTAÑEDA FLORES CHÁVEZ JEF. LAM
ACEVEDO VELÁSQUEZ MTTO LAM.
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 200
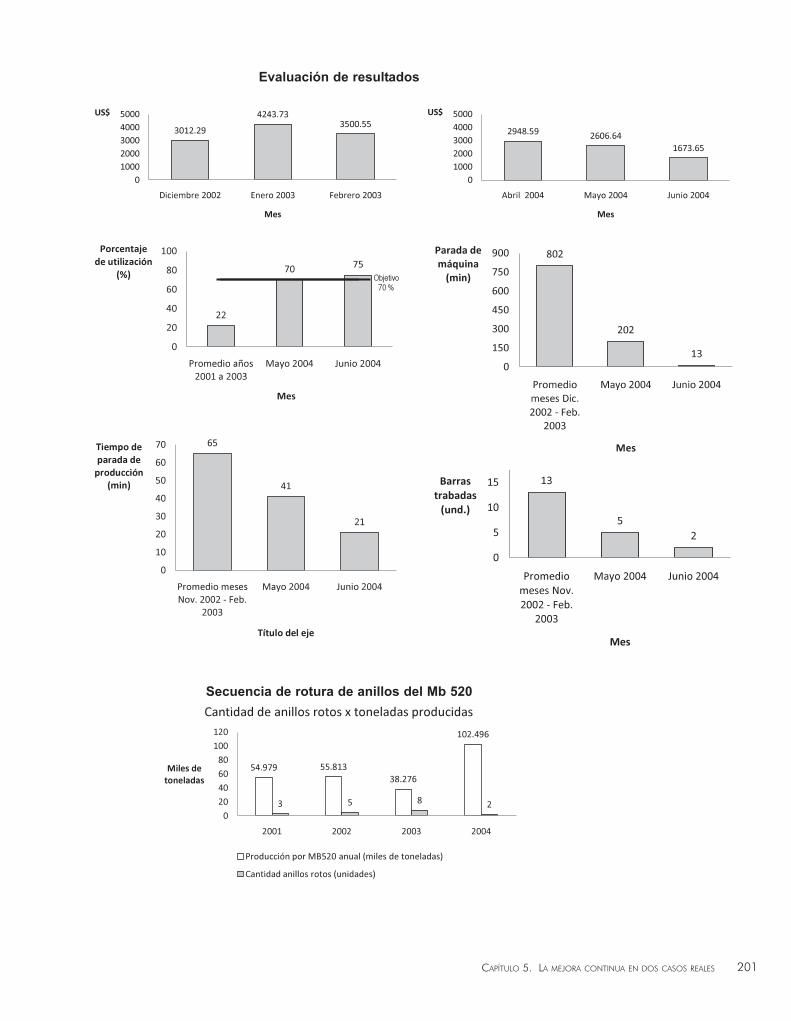
Evaluación de resultados
Secuencia de rotura de anillos del Mb 520
CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES 201
3012.29
4243.733500.55
010002000300040005000
Diciembre 2002 Enero 2003 Febrero 2003
US$
Mes
54.979 55.81338.276
102.496
3 5 8 20
20
4060
80
100
120
2001 2002 2003 2004
Miles de toneladas
Cantidad de anillos rotos x toneladas producidas
Producción por MB520 anual (miles de toneladas)
Cantidad anillos rotos (unidades)
2948.59 2606.641673.65
010002000300040005000
Abril 2004 Mayo 2004 Junio 2004
US$
Mes
22
70 75Objetivo
70 %
0
20
40
60
80
100
Promedio años 2001 a 2003
Mayo 2004 Junio 2004
Porcentaje de utilización
(%)
Mes
802
202
130
150
300
450
600
750
900
Promedio meses Dic. 2002 - Feb.
2003
Mayo 2004 Junio 2004
Parada de máquina
(min)
Mes65
41
21
0
10
20
30
40
50
60
70
Promedio meses Nov. 2002 - Feb.
2003
Mayo 2004 Junio 2004
Tiempo de parada de
producción (min)
Título del eje
13
52
0
5
10
15
Promedio meses Nov. 2002 - Feb.
2003
Mayo 2004 Junio 2004
Barras trabadas
(und.)
Mes
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 201
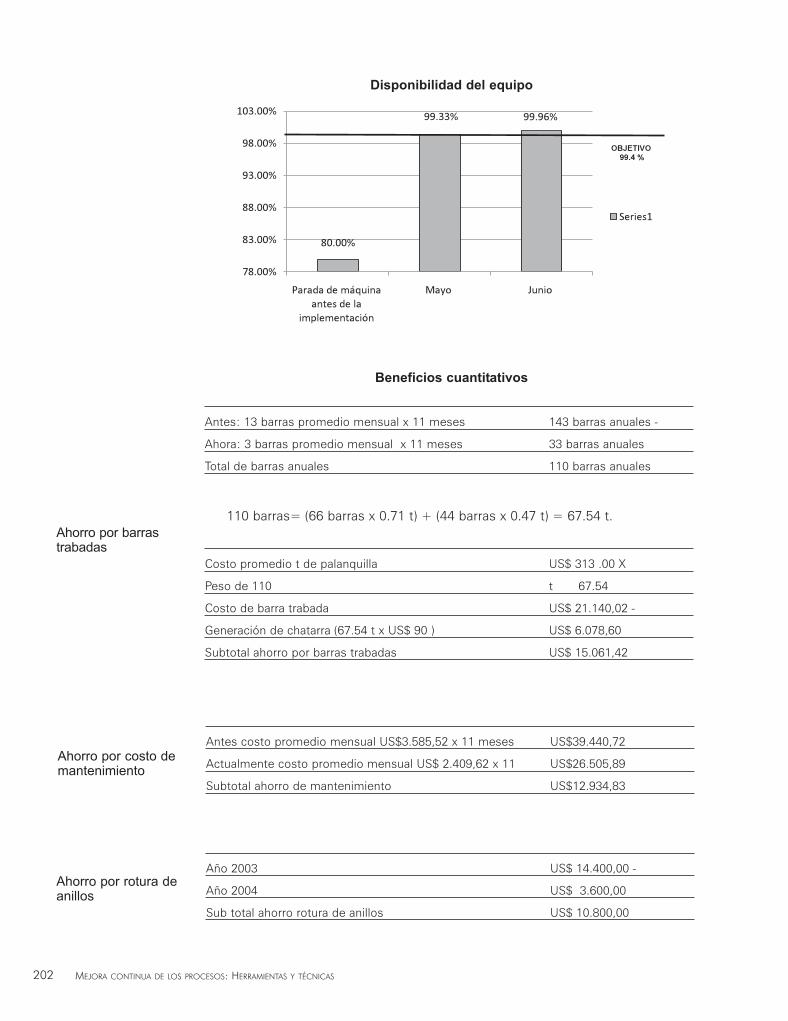
Disponibilidad del equipo
Beneficios cuantitativos
110 barras= (66 barras x 0.71 t) + (44 barras x 0.47 t) = 67.54 t.
202 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Antes: 13 barras promedio mensual x 11 meses 143 barras anuales -
Ahora: 3 barras promedio mensual x 11 meses 33 barras anuales
Total de barras anuales 110 barras anuales
Costo promedio t de palanquilla US$ 313 .00 X
Peso de 110 t 67.54
Costo de barra trabada US$ 21.140,02 -
Generación de chatarra (67.54 t x US$ 90 ) US$ 6.078,60
Subtotal ahorro por barras trabadas US$ 15.061,42
Antes costo promedio mensual US$3.585,52 x 11 meses US$39.440,72
Actualmente costo promedio mensual US$ 2.409,62 x 11 US$26.505,89
Subtotal ahorro de mantenimiento US$12.934,83
Año 2003 US$ 14.400,00 -
Año 2004 US$ 3.600,00
Sub total ahorro rotura de anillos US$ 10.800,00
80.00%
99.33% 99.96%
78.00%
83.00%
88.00%
93.00%
98.00%
103.00%
Parada de máquina antes de la
implementación
Mayo Junio
Series1
OBJETIVO99.4 %
Ahorro por barrastrabadas
Ahorro por costo de mantenimiento
Ahorro por rotura de anillos
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 202
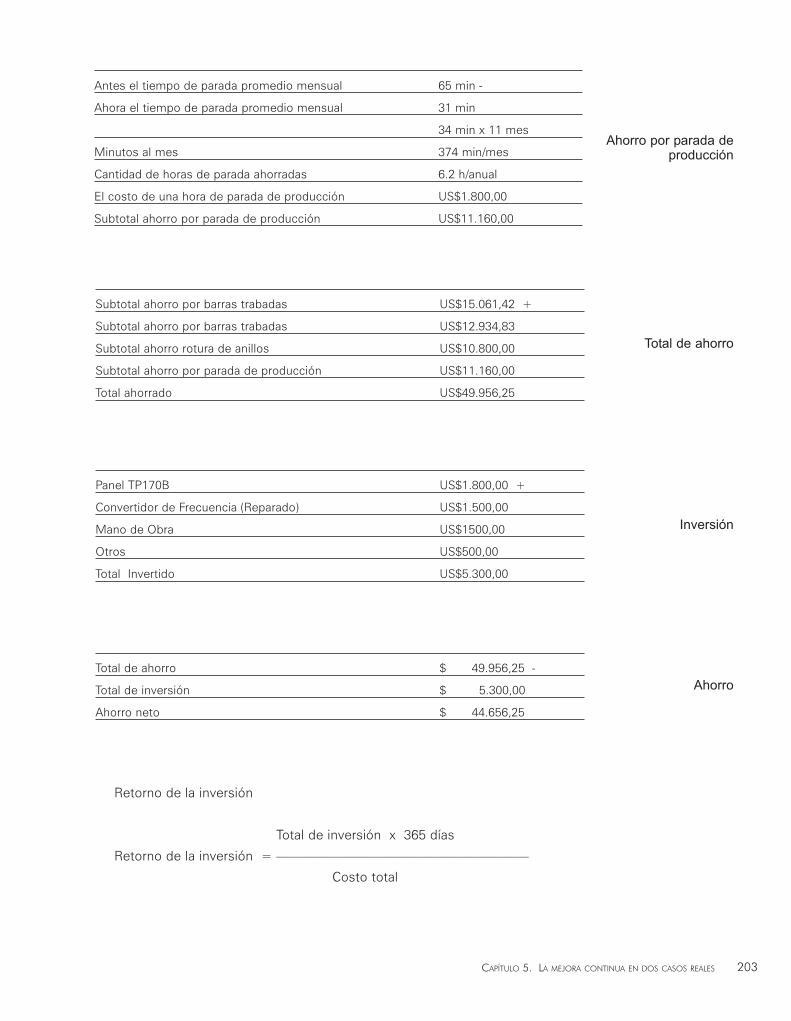
Retorno de la inversión
Total de inversión x 365 días
Retorno de la inversión = ———————————————————
Costo total
CAPÍTULO 5. LA MEJORA CONTINUA EN DOS CASOS REALES 203
Ahorro por parada de producción
Antes el tiempo de parada promedio mensual 65 min -
Ahora el tiempo de parada promedio mensual 31 min
34 min x 11 mes
Minutos al mes 374 min/mes
Cantidad de horas de parada ahorradas 6.2 h/anual
El costo de una hora de parada de producción US$1.800,00
Subtotal ahorro por parada de producción US$11.160,00
Subtotal ahorro por barras trabadas US$15.061,42 +
Subtotal ahorro por barras trabadas US$12.934,83
Subtotal ahorro rotura de anillos US$10.800,00
Subtotal ahorro por parada de producción US$11.160,00
Total ahorrado US$49.956,25
Total de ahorro
Inversión
Ahorro
Panel TP170B US$1.800,00 +
Convertidor de Frecuencia (Reparado) US$1.500,00
Mano de Obra US$1500,00
Otros US$500,00
Total Invertido US$5.300,00
Total de ahorro $ 49.956,25 -
Total de inversión $ 5.300,00
Ahorro neto $ 44.656,25
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 203
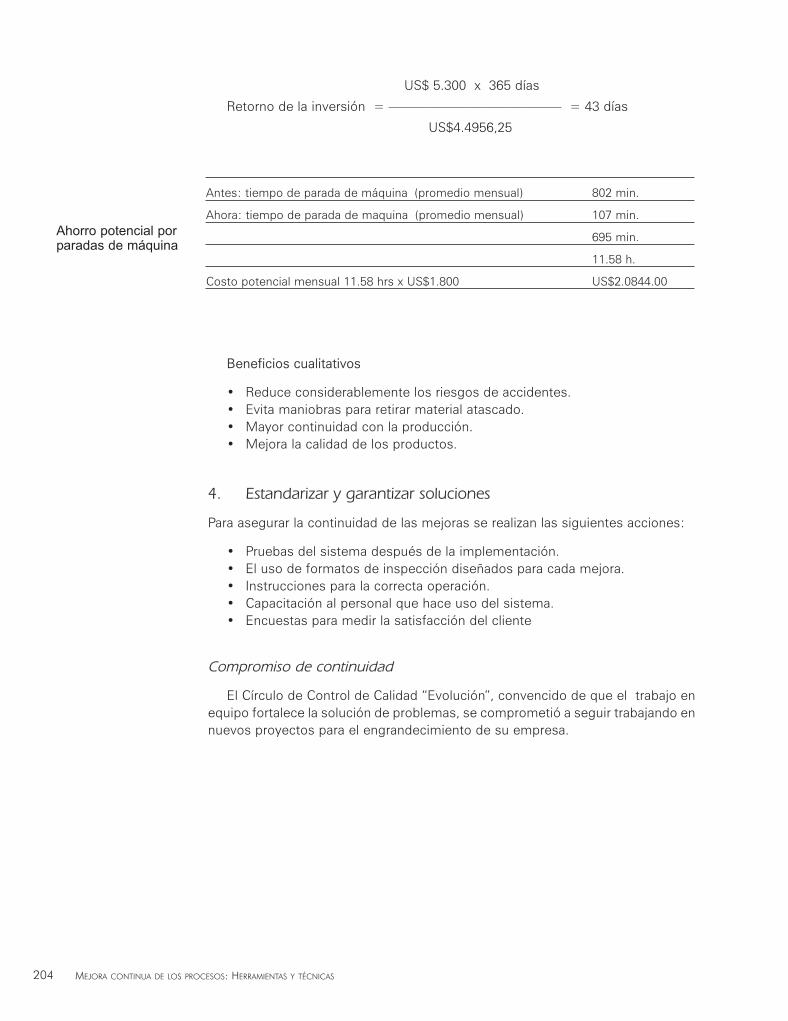
US$ 5.300 x 365 días
Retorno de la inversión = ————————————— = 43 días
US$4.4956,25
Beneficios cualitativos
• Reduce considerablemente los riesgos de accidentes.• Evita maniobras para retirar material atascado.• Mayor continuidad con la producción.• Mejora la calidad de los productos.
4. Estandarizar y garantizar soluciones
Para asegurar la continuidad de las mejoras se realizan las siguientes acciones:
• Pruebas del sistema después de la implementación.• El uso de formatos de inspección diseñados para cada mejora.• Instrucciones para la correcta operación.• Capacitación al personal que hace uso del sistema.• Encuestas para medir la satisfacción del cliente
Compromiso de continuidad
El Círculo de Control de Calidad “Evolución”, convencido de que el trabajo enequipo fortalece la solución de problemas, se comprometió a seguir trabajando ennuevos proyectos para el engrandecimiento de su empresa.
204 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
Antes: tiempo de parada de máquina (promedio mensual) 802 min.
Ahora: tiempo de parada de maquina (promedio mensual) 107 min.
695 min.
11.58 h.
Costo potencial mensual 11.58 hrs x US$1.800 US$2.0844.00
Ahorro potencial porparadas de máquina
05-diaz-generales v7:05-diaz-generales v6.qxd 31/01/2012 10:48 PÆgina 204

Anexos
anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 205

anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 206
ANEXOS 207
BASES PARA POSTULAR AL RECONOCIMIENTO DE
PROYECTOS DE MEJORA
Organizador: Comité de Gestión de la Calidad del Centro de Desarrollo Industrialde la Sociedad Nacional de Industrias
Objetivos: Promover la mejora continua y la elevación de la calidad y la producti-vidad con la participación y el involucramiento del personal de las organizaciones,integrado en equipos de mejora.
Son objetivos específicos:
• Promover la mejora continua en las empresas y organizaciones del país.• Sensibilizar a la Alta Dirección para que lidere el proceso de mejora de la
calidad y buen desempeño en la organización.• Motivar al personal para su integración en equipos de mejora y, de esa
manera, contribuir en la elaboración de proyectos que permitan elevar lacalidad y la productividad
• Lograr el crecimiento de las personas a través de la capacitación y el com-promiso con la calidad.
• Fomentar el proceso de aprendizaje en toda la organización.• Apoyar el proceso de ‘gestión de la excelencia’ en las empresas y organi-
zaciones del país.
Valores de la gestión de proyectos de mejora: Los principales valores o principiosen que se fundamenta el reconocimiento son:
• Liderazgo participativo• Responsabilidad compartida • Perfeccionamiento de los procesos• Innovación permanente • Trabajo en equipo• Desarrollo del personal• Orientación a resultados• Creatividad
Criterios y puntajes: Los criterios que se utilizan para evaluar y los puntajes máxi-mos que se podrán obtener se describen en la siguiente tabla.
Criterios / subcriterios
1. Liderazgo y compromiso de la Alta Dirección 120
1.1 Organización de soporte para promover el trabajo en equipo 20
1.2 Facilidades otorgadas a los equipos de proyectos de mejora 20
1.3 Apoyo de la Alta Dirección en la implementación de las propuesta 30de solución
anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 207
208 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
1.4 Reconocimiento a los equipos de mejora 50
2. Identificación y selección del proyecto de mejora 80
2.1 Análisis de la estrategia de la organización y de las oportunidades 50
de mejora
2.2 Impacto en los resultados de la organización y definición del proyecto 30
3. Método de solución de problemas y herramientas de la calidad 220
3.1 Métodos de la solución de problemas 60
3.2 Recolección y análisis de la información 60
3.3 Herramientas de la calidad 60
3.4 Combinación del método y de las herramientas 4
4. Gestión del proyecto y trabajo en equipo 140
4.1 Criterios para la conformación del equipo de proyecto 20
4.2 Planificación del proyecto 40
4.3 Gestión del tiempo 40
4.4 Gestión de la relación con personas y áreas claves de la organización 20
Documentación 20
5. Capacitación 80
5.1 Programa de capacitación del equipo 60
5.2 Evaluación e impacto de las actividades de capacitación 20
6. Creatividad 80
6.1 Habilidades para encontrar soluciones de bajo costo y alto impacto 40
6.2 Originalidad de la solución planteada 40
7. Continuidad y mejora de los resultados 80
7.1 Continuidad y mejora de los resultados 80
8. Resultados 200
8.1 Resultados de orientación hacia el cliente interno/externo 70
8.2 Resultados financieros 70
8.3 Resultados de la eficiencia organizacional 60
Total de puntos 1000
1. Liderazgo y compromiso de la Alta Dirección (120 puntos)Se examina el compromiso y la participación de la alta gerencia, el apoyo yel respaldo al proyecto y a los miembros del equipo.
1.1.Organización de soporte para promover el trabajo en equipo (20 puntos)Describa las actividades o políticas con las que se cuenta para promoverel trabajo en equipo dentro de la organización. Comente cómo hace
anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 208
ANEXOS 209
efectivo el compromiso con el trabajo en equipo, y cómo participa la AltaDirección y el personal en las actividades relacionadas.
1.2. Facilidades otorgadas a los equipos de proyectos de mejora (20puntos)Indique las políticas y facilidades otorgadas por la Alta Dirección parapromover y hacer viable el trabajo del equipo del proyecto. Ello puedeincluir la asignación de una partida en el presupuesto de gastos, de per-sonal y de recursos tales como útiles, equipos e infraestructura.Describa cómo es que se garantiza la comunicación de los miembros delequipo de la Alta Dirección a efectos de facilitar el desempeño del equi-po. Comente el nivel de autoridad otorgada al equipo, para su actuación.
1.3. Apoyo de la Alta Dirección en la implementación de las propuestas desolución (30 puntos)Comente los medios utilizados por la Alta Dirección para dar soporte ala implementación de las mejoras propuestas. Ello comprende la formaen que las nuevas prácticas provenientes del proyecto de mejora sonaprobadas, difundidas e implementadas; considere también los recur-sos que la organización destina para el despliegue de la mejora.
1.4. Reconocimiento a los equipos de proyecto de mejora (50 puntos)Refiérase a las políticas existentes en la organización para reconoceral personal que participa en los proyectos de mejora. Dicho reconoci-miento puede ser monetario y/o no monetario. Informe de qué mane-ra el reconocimiento forma parte de las políticas de personal de laorganización.
2. Identificación y selección del proyecto de mejora (80 puntos)Se examina el camino utilizado para identificar el proyecto de mejora, conbase en la estrategia de la organización y en la aplicación de un métodosistemático.
2.1. Análisis de la estrategia de la organización y de oportunidades de mejo-ra (50 puntos)Indique cómo ha considerado los principales lineamientos estratégicosde la organización en la selección del proyecto de mejora por trabajar.Detalle la relación existente entre el proyecto de mejora y la estrategiadel negocio en lo relativo a resultados financieros, a la mejora de proce-sos internos, al desempeño del personal y/o a los resultados de la satis-facción del cliente externo o interno.
2.2. Impacto en los resultados de la organización y definición del proyecto(30 puntos)Describa el método o procedimientos utilizado para estimar el impactode las alternativas de proyectos de mejora en le desempeño de la orga-nización. Ello incluye analizar el impacto en costos, calidad, entrega, par-ticipación en el mercado, clima laboral, productividad, entre otros ysegún corresponda. Sustente la razón por la cuál se escoge el proyectode mejora seleccionado.
3. Métodos de solución de problemas y herramientas de la calidad (220 puntos)Se examinará el camino seguido para llevar a cabo el proyecto de mejora,obteniendo conclusiones basadas en la toma de datos, el análisis estadísti-
anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 209
210 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
co y en la aplicación de un método de solución de problemas y las herra-mientas de calidad.
3.1. Métodos de solución de problemas (60 puntos)Explique la metodología de solución de problemas empleada. Comenteespecíficamente el seguimiento de un procedimiento sistemático, quecubra como mínimo las fases de definición de la situación inicial, ellevantamiento y análisis de información, el desarrollo de alternativas desolución, la definición y ejecución de la solución y el control y mejora delos resultados.
3.2. Recolección y análisis de la información (60 puntos)Describa la manera como obtiene la información necesaria para la eje-cución del proyecto de mejora. Considere aspectos tales como la deter-minación del tipo y tamaño de información por recolectar; la selecciónde las fuentes de datos, y la identificación de posibles errores o limita-ciones de la información.Refiérase a la forma en que analiza la información recolectada para laselección del proyecto de mejora. Incluya la identificación de tenden-cias; el análisis de la situación actual contra las expectativas de clientestanto internos como externos; la ponderación de magnitud de la brechaexistente entre la situación actual y la situación deseada; y la elabora-ción de un listado de posibles proyectos de mejora identificados.
3.3. Herramientas de la calidad (60 puntos)Describa el análisis que la organización hace sobre la pertinencia de uti-lizar determinadas herramientas y comente el alcance y las limitacionesde las herramientas escogidas si fuera pertinente.
3.4. Concordancia entre el método y las herramientas (40 puntos)Explique cómo se asegura la correcta aplicación metodológica y prácti-ca de cada una de las herramientas empleadas a lo largo de las diferen-tes etapas del método de solución de problemas.
4. Gestión del proyecto y trabajo en equipo (140 puntos)Se examina la forma en que el equipo de proyecto gestiona los aspectosprincipales del proyecto, tales como la conformación del equipo, la planifi-cación, la gestión del tiempo, la gestión de la relación con personas y áreasclaves, y la documentación.
4.1. Criterios para la conformación del equipo de proyecto (20 puntos)Describa el procedimiento para conformar el equipo con base en el per-sonal disponible, le temática a tratar, las experiencias y conocimientosde los potenciales miembros, y en los objetivos de la organización, entreotros criterios. Mencione cómo se asegura una conformación balancea-da del equipo para el mejor aprovechamiento de los conocimientos yexperiencia de cada miembro.
4.2. Planificación del Proyecto (40 puntos)Comente la manera en que el equipo define el objetivo del proyecto,despliegue las actividades necesarias para alcanzar el objetivo, planificadichas actividades, define los plazos de ejecución y asigne responsabili-dades y recursos.
anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 210
ANEXOS 211
4.3. Gestión de tiempo (40 puntos)Explique de qué manera se asegura el cumplimiento de los plazos pre-vistos en el proyecto. Ello incluye el manejo de una planificación deta-llada con las metas de equipo y por miembro, la preparación de agen-das, el manejo de las comunicaciones previas y posteriores a cada reu-nión, el seguimiento a los acuerdos y a los mecanismos de retroalimen-tación en relación a la efectividad de las reuniones y al cumplimiento delos plazos.
4.4. Gestión de la relación con personas y áreas claves de la organización(20 puntos)Indique la manera como el equipo induce un comportamiento de cola-boración y apoyo al equipo en personas y áreas claves de la organizacióncon el objetivo de facilitar el desarrollo y el éxito del proyecto.
4.5. Documentación (20 puntos)Describa el conjunto de documentos, tales como acta de reuniones,informes, estudios y registros con los que cuenta el equipo para eldesa rrollo del proyecto. Ello comprende la existencia de criterios parael manejo de la documentación, la definición de responsabilidades enmateria de redacción y mantenimiento de la documentación, la exis-tencia de formatos adecuados para los registros y el control y distribu-ción de la documentación. Refiérase además a toda la documentaciónde soporte que utiliza el grupo y el uso de los registros que de ella sederivan.
anexos-70 v65:anexos-70 v6.qxd 31/01/2012 10:50 PÆgina 211


Glosario
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 213

Capacidad del proceso: Es el rango dentro del cual ocurre la variación natural de un proceso,según lo determina el sistema de causas comunes; es decir, lo que el proceso puedelograr en condiciones estables.
Causa asignable: La variación restante en un proceso de producción es el resultado de causasespeciales, conocidas a menudo como causas asignables de la variación. Las causasasignables surgen de fuentes externas que no son inherentes al proceso; aparecen demanera esporádica e interrumpen el patrón aleatorio de las causas comunes; por lotanto, suelen detectarse con facilidad, utilizando métodos estadísticos, y casi siempresu corrección resulta económica.
Distribución de frecuencias. Es una tabla donde se presentan los diferentes valores de la varia -ble con sus correspondientes frecuencias.
Distribución de probabilidad. Una distribución de probabilidad representa un modelo teórico dela frecuencia relativa de una variable aleatoria. La relación entre las distribuciones deprobabilidad con las variables aleatorias que representan, permite una clasificación delas distribuciones, ya sea como discretas o continuas.
Especificación de manufactura. Consiste en dimensiones nominales y tolerancias. Nominalse refiere a la dimensión ideal o valor meta que se busca alcanzar con la manufactura;tolerancia es la variación permisible, que reconoce la dificultad de lograr un objetivoen forma consistente.
Especificación técnica. Es un documento que define las características requeridas en un pro-ducto, tales como los niveles de calidad, el uso específico, la seguridad y las dimen-siones, que son parte de las prescripciones aplicables al producto en lo referente a laterminología, los símbolos, los ensayos y los métodos de ensayo, el etiquetado,etcétera.
Frecuencia absoluta. Es el número de veces que se repite un valor (observación) de la variableen la muestra (o población).
Índice de capacidad del proceso Cp. Se define como la razón del ancho de la especificación yla tolerancia natural del proceso, y relaciona la variación natural del proceso con lasespecificaciones de diseño en un solo indicador cuantitativo. En ocasiones se le conocecomo el índice del potencial del proceso.
Media. La media muestral es un punto de equilibrio entre los valores que están por debajo ypor encima de ella. La media muestral, o simplemente media, si no hay confusión algu-na, se denota por x.
GLOSARIO 215
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 215
Muestra: Una muestra es un subconjunto de la población. Es deseable que la muestra sea re-presentativa y aleatoria. Es representativa si lo que se necesita conocer de la poblaciónestá presente en la muestra, y aleatoria porque los datos registrados fueron obtenidosde manera espontánea, sin preferencia alguna. La cantidad total de observaciones quetiene una muestra es denotada por n.
Plan de calidad. Documento que establece las prácticas de calidad específicas, los recursos ylas secuencias de actividades pertinentes a un producto, proyecto o contrato particular.
Población. La población es el conjunto de individuos que se desea estudiar. También se diceque una población es el conjunto de todos los valores que asumen los indivi duosrespecto a una variable de interés. La cantidad total de observaciones que tiene unapoblación es denotada por N.
Variable. Es una característica de interés. Se denota por cualquiera de las últimas letras del alfa-beto. La variable puede ser:
a) Cualitativa (categórica) nominal. Los valores de esta variable corresponden apropiedades, atributos, cualidades, etcétera.
b) Cualitativa (categórica) ordinal. Los valores de esta variable son atributos peroresponden a un orden.
c) Cuantitativa discreta. Si los valores numéricos que asume la variable forman un con-junto finito o infinito numerable, entonces la variable es cuantitativa dis creta. Si el re-gistro de la variable es resultado de un proceso de “conteo”, entonces la variable escuantitativa discreta. También se dice que una variable numérica es discreta si entre dosposibles valores no puede haber un tercero. Una variable cuantitativa discreta puedeasumir pocos valores, por ejemplo, el número de televisores que existen en una vivien-da familiar, o también puede asumir muchos valores, como el número de pasajeros enun ómnibus de transporte interprovincial.
Variables aleatorias. Las variables aleatorias constituyen la base para entender los métodosestadísticos. El conjunto de resultados colectivamente exhaustivos de un experimentoforma un espacio muestral. Una función matemática que asigna valores numéricos atodos los resultados posibles en un espacio muestral se conoce como variable aleato-ria. Esta puede ser discreta o continua, depen diendo de los valores numéricos especí-ficos que tome.
Una variable aleatoria discreta solo acepta valores finitos; un ejemplo sería el número dedefectos observados en una muestra. Una variable aleatoria continua acepta cualquiervalor real sobre un intervalo específico de números reales; un ejemplo serían los diáme-tros de los balines que se fabrican en una planta. Las variables aleatorias son el compo-nente clave utilizado en el desarrollo de distribuciones de probabilidad.
216 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 216

Bibliografía
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 217

BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 218
BARNES, Tony. Como lograr un liderazgo exitoso. Lo mejor de las estrategias Kaizen. Guíe suorganización hacia el mejor futuro. Bogotá: McGraw-Hill, 1998.
CASTRO HERMIDA, Manuel A. (coord.). Los tres caminos para conseguir la excelencia en ope-raciones. Seis sigma, lean manufacturing y toc. 1.a edición. Santiago deCompostela: Torculo, 2005.
CHUE, Jorge et al. Estadística descriptiva y probabilidades. Lima: Universidad de Lima, FondoEditorial, 2007.
CRUZADO, José. “Conceptos Six Sigma. PdP Sistemas integrados de gestión”. Separata. Lima:Universidad de Lima, Centro Integral de Educación Continua, 2007.
ESCALANTE VÁZQUEZ, Edgardo J. Seis-sigma; metodología y técnicas. México: Limusa-Noriega, 2003.
EVANS, James R. Administración y control de la calidad. 6.a edición. México: Thomson, 2005.
GRIMA, Pere; ALMAGRO, Marco Luis y Javier TORT-MARTORELL. Estadística práctica conMinitab. Madrid: Pearson Educación, 2004.
HEREDIA ÁLVARO, José Antonio. La gestión de la fábrica. Modelos para mejorar la competiti-vidad. Madrid: Díaz de Santos, 2004.
HIROYUKI HIRANO. El JIT. Revolución en las fábricas; una guía gráfica de la fábrica del futuro.Madrid: Díaz de Santos, 2004.
Indecopi. Comisión de Reglamentos Técnicos y Comerciales. Sistemas de gestión de la calidad.Guía para la gestión del proceso de mejora continúa. 1.a edición. Lima: Indecopi,2005.
LAWSON, John; MADRIGAL, José L. y John ERJAVEC. Estrategias experimentales para el mejo-ramiento de la calidad en la industria. Barcelona: Grupo Editorial Iberoamericana,1992.
MASAAKI, Imai. Como implementar el Kaizen en el sitio de trabajo. Bogotá: McGraw-Hill, 1998.
MASAAKI, Imai. Kaizen, la clave de la ventaja competitiva japonesa. México, D.F: Continental,1992.
MOLTENI, Raúl. El liderazgo del lean Six Sigma. Para entender cómo se implementa, paso porpaso. 2.a edición. Buenos Aires: Macchi, 2005.
219BIBLIOGRAFÍA
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 219
MONTGOMERY, Douglas C. Control estadístico de la calidad. México: EditorialLimusa, 2005.
NAVA CARBELLIDO, Víctor Manuel. ISO 9000:2000. Estrategias para implantar lanorma de calidad para la mejora continua. México: Noriega-Limusa,2003.
OGLIASTRI, Enrique. Gerencia japonesa y círculos de participación en AméricaLatina. Bogotá: Norma. 1988.
PANDE, Peter S. Las claves prácticas del seis sigma. Una guía dirigida a los equi-pos de mejora de procesos. Madrid: McGraw-Hill, 2004.
WELLINGTON, Patricia. Cómo brindar un servicio integral al cliente. Lo mejor delas estrategias Kaizen. Creación de un poderoso y funcional programade servicio al cliente. Bogotá: McGraw-Hill, 2000.
PÁGINAS WEB CONSULTADAS
<www.fundibeq.org>. [Consulta: 4 de agosto del 2008.]
<www.ub.es/aplica_infor>. [Consulta: 4 de agosto del 2008.]
<www.teleupiita.net/wordpress>. [Consulta: 4 de agosto del 2008.]
<www.asq.org/sixsigma>. [Consulta: 16 de agosto del 2008.]
<www.gensolmex.com>. [Consulta: 16 de agosto del 2008.]
<www.myperu.gob.pe>. [Consulta: 16 de agosto del 2008.]
<www.sni.org.pe/sni>. [Consulta: 10 de septiembre del 2008.]
<http://www.minitab.com/support/docs/es15/MeetMinitabES.pdf>; Meet Minitab; Versión 15 para Window.2007>. [Consulta: 3 de noviembre del 2008.]
<http://www.geocities.com/maag111063/calidad39.html>. [Consulta: 9 de octu-bre del 2008.]
<http://www.sappiens.com/castellano/glosario.nsf/>. [Consulta: 9 de octubre del2008.]
<http://www.tecnun.es/Asignaturas/Estad_ii/Archivos/Practica/ManualdeMinitab.pdf>. [Consulta: 3 de noviembre del 2008.]
220 MEJORA CONTINUA DE LOS PROCESOS: HERRAMIENTAS Y TÉCNICAS
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 220

BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 221

Este libro se terminó de imprimir en febrero del 2020 en Litho & Arte S. A. C.
Jr. Iquique 26 - Breña - Lima - Perú Teléfono: 332-1989
Correo electrónico: [email protected]
BIBLIOGRAFIA-70 v65:BIBLIOGRAFIA-70 v6.qxd 01/02/2012 12:51 PÆgina 222